
801D - Schweißgerät Vevor - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts 801D Vevor als PDF.

Benutzerfragen zu 801D Vevor
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch 801D - Vevor und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. 801D von der Marke Vevor.
BEDIENUNGSANLEITUNG 801D Vevor
Eschaux le force de sowie documentation
Technischer Support und E-Garantiezertifikat www.vevor.com/support
Genau richtig
MODELL:801D
VEVOR®
TOUGH TOOLS, HALF PRICE
Technischer Support und E-Garantiezertifikat www.vevor.com/support
Wir sind weiterhin bestrebt, Ihnen Werkzeuge zu weltbewerbstfähigen Preisen anzubieten. „Sparen Sie die Hällte“, „Halber Preis“ oder andere ähnliche von uns verwendete Ausdrücke stellen lediglich eine Schätzung der Einsparungen dar, die Sie durch den Kaut bestimmter Werkzeuge bei uns im Vergleich zu den großen Werkzeugen erzielen könnten op Marken und bedeutet nicht unbedingt, alle Kategorien von Werkzeugen abzudecken, die von angeboten werden uns. Bitte beachten Sie, dass Sie bei der Aufgabe einer Bestellung bei uns sorgfähig prüfen müssen wenn Sie im Vergleich zu den Top-Marken tatsächlich die Hällte sparen.
Haben Sie Fragen zum Produkt? Benötigen Sie technische Unterstützung? Sie können uns gerne kontaktieren:
Technischer Support und E-Garantiezertifikat www.vevor.com/support
Dies ist die Originalanleitung. Bitte lesen Sie alle manuellen Anweisungen sorgfältig durch vor dem Betrieb. VEVOR behält sich eine klare Auslegung unserer Bedienungsanleitung vor. Das Aussehen des Produkts hängt von dem Produkt ab, das Sie erhalten haben. Bitte entschuldigen Sie, dass wir Sie nicht erneut informieren, wenn es zu unserem Produkt technische oder Software-Updates gibt.
FCC-Informationen:
VORSICHT: Änderungen oder Modifikationen, die nicht ausdrücklich von der für die Einhaltung verantwortlichen Partei genehmigt wurden, können zum Erlöschen der Berechtigung des Benutzers zum Betrieb des Geräts führen!
Dieses Gerät entspricht Teil 15 der FCC-Bestimmungen. Der Betrieb unterliegt den folgenden zwei Bedingungen:
1) Dieses Produkt kann schädliche Störungen verursachen.
2) Dieses Produkt muss alle empfangenen Störungen akzeptieren, einschließlich Störungen, die zu unerwünschtem Betrieb führen können.
WARNUNG:
Änderungen oder Modifikationen an diesem Produkt wurden nicht ausdrücklich von der Partei genehmigt
Wenn Sie für die Einhaltung verantwortlich sind, kann dies zum Erlässchen der Berechtigung des Benutzers zum Betrieb des Produkts führen.
Hinweis:
Dieses Produkt wurde getestet und entspricht den Grenzwerten der Klasse B
Digitales Gerät gemäß Teil 15 der FCC-Bestimmungen. Diese Grenzwerte sollen einen angemessenen Schutz vor schädlichen Störungen in einer Wohnanlage bieten. Dieses Produkt erzeugt, verwendet und kann Hochfrequenzenergie ausstrahlen, wenn es nicht gemäß den Anweisungen installiert und verwendet wird, kann zu schädlichen Störungen der Funkkommunikation führen. Es gibt jedoch keine Garantie dafür, dass bei einer bestimmten Installation keine Störungen auftreten. Wenn dieses Produkt schädliche Störungen beim Radio- oder Fernsehempfang verursacht, was durch Aus- und Einschalten des Produkts festgestellt werden kann, wird dem Benutzer empfohlen, zu versuchen, die Störung durch eine oder mehrere der folgenden Maßnahmen zu beh
- Richten Sie die Empfangsantenne neu aus oder versetzen Sie sie.
- Erhöhen Sie den Abstand zwischen Produkt und Empfänger.
- Schließen Sie das Produkt an eine Steckdose an, die zu einem anderen Stromkreis gehört als dem, an den das Produkt angeschlossen ist. Empfänger angeschlossen ist.
- Wenden Sie sich für Hilfe an den Händler oder einen erfahrenen Radio-/TV-Techniker.
Welt verbreitet beim Bau und der Wartung von Batteriepacks sowie beim Schweißen gewöhnlicher Metalle:
-
Schnelles Schweißen und Warten von Lithium-Eisenphosphat-Akkus oder ternären Lithium-Akkus für Elektrofahrräder, Hoverboards, Schaukelautos, Elektrowerkzeuge, Haushaltsgeräte, Roboter usw.
-
Schnelles Schweißen von NI-MH-Akkus (Nickel-Metallhydrid-Akku).
-
Schnelles Schweißen und Warten von kleinen Akkupacks für die mobile Stromversorgung, Taschenlampe usw.
-
Schnelles Schweißen von Polymerbatterien für Modellflugzeuge, Bluetooth Kopfhörer, Mobiltelefon, Laptop, Kfz-Datenrekorder, Bluetooth-Reifendruckmonitor usw.
-
Schnelles Schweißen von Leiterplatten, Batterieverbindungsstreifen (Nickel/Nickel beschichtet), elektronischen Bauteilen, Hardwareteilen, Anschlussdrähten usw.
-
Geeignet für Nickel, Edelstahl, Eisen, Messing, Titan, Molybdän usw.
Packliste

Hauptmaschine
x1 Stk

Fußpedel x1
Stk

Netztoll x1 Stk

73B Schweißstift
x1 Stk

Schweißarm (73SA) x1
Stk

73SA Schweißeltrö
x 2 Pear

73B Schweißstille
x 1 Paer

Basis
x1 Stk

Befestigung für 18650
x1 Stk
Krauzschitzschreibandroher
x1 Sik

Flachkopfschraubenzieher
x1 Stk

Handbuch
x1 Stx


Der kürzeste Stflabstand beträgt 3 mm. Der längste Stflabstand beträgt 7 mm.
Abnehmbare Schweißnadel/einstellbare Schweißnsdelbalance


Passen Sie den
horizontalen Zustand der Schweißteiltie an
- Drehen Sie den Sachakentachlüssel gegen den Unzigersine, um die Schreube zu lösen. Anschließend einsetzen oder heraussachrauben die Schweißströfe.
- Drehen Sie den Sechskantschlüssel im Uhrzeigersinn, um die Schraube zu lösen und die Schweißstifts zur Fixierung zu vomiegelin
Zweifarbige Echtzeit-Punktschweiß-Arbeitsanzeigelcuchte


Blaue Kontrolleuchte

Rote Arbeitsanzelgeleuchte
Nach dem Anschließen des Punktschweißgeräts wird eine rotbleuca Kontrollleuchte angezeigt, die anzeigt, dass die Verbindung normal ist:
yDie Ein-/Aus-Kontrolleuchten leuchten beide auf, was normal ist.
Wenn die Gesamtposition der negativen Elektrode des Kupierdrahtverbindungsgeräts unterschiedlich ist, Die Anzelgeleuchte leuchtet rotbleu und die Anzelgeleuchte erlicht, wenn Schwellstrom ausgegeben wird.
Vorsichtsmaßnahmen für den Punktschweißvorgang
- Die Schweißstiftte des Punktschweißstifts sollten gleichzeitig fest auf das Schweißworkstück gedrückt worden, da es sonst zu ungleichmäßigen Schweißpunkten kommen kann.
- Abhängig von der Dicke der Schweißteile können unterschiedliche Schweißdrücke angewendet werden. (Wenn der Druck zu ging ist, kann es zu Fehlschweißungen kommen, die in die Schweißteile eindringen. Umgokohrt kann ein zu hoher Druck zu einem instabilen Punktschweißen führen.) Zu Beginn des Schweißens empflicht es sich, zunächst den MT-Fußmodus zu wählen. Nach Bohenschung der Kraft kann der automatische Induktionspunktschweißmodus AT ausgewählt werden, der für einen effizienten Betrieo geeignet ist.
- Achten Sie beim Punktschweißen darauf, die beiden Schweißnadein nicht miteinander zu berühren. Andernfalls kann es zu einem Kurzschluss kommen und die Maschine beschädigt werden
| Fehlertypen | Probiene | Lösungen |
| Panelanzeige „E01“ | Sind die Schweißstilte drin?Kontakt zueinander? | Halten Sie die Schweißstilte getrennt und halton Sie den Schweißstift aus Kupfer Drähto tromnen sich |
| Oxidation von Schweißstilften | Verwenden Sie zum Enterven eine Möhle der Oxidationsdurchschnitt | |
| Panelanzeige „E02“ | Haben die Schweißstilte Kontakt zueinander?Damit es so istimmer im Ausgabezustand. | Halten Sie im AT-Modus die Schweißstilte und die Kupferndrihte des Schweißstilts getrennt |
| Der Pedalschalter ist immer eingeschaltetim geschlossenen Zustand. | Übopulation Sie den Pedalschalter und stellen Sie ihn weder ein. Laussen Sie ihn dabei eingeschaltet. | |
| Schwachpunkte | Liegt die Soannung unter 5,2V? | Laden Sie die Maschine zwischen durch auf 5,2–3,8 Voll oder höher |
| Gibt der Adapter von VEVOR | keine Energie frei ? Verwenden Sie den VEVOR-Adapter |
Adresse: Baoshanqu Shuangchenglu 803long 11hao 1602A-1609shi Shanghai
Importiert nach AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW 2122 Australien
Importiert in die USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730


In China hergestellt
Pooledas Group Ltd
Einheit 5 Albert Edward House, Die Pavillons
Preston, Vereinigtes Königreich
SHUNSHUN GmbH
Römeräcker 9 Z2021, 76351
Linkenheim-Hochstetten, Germany
Produktmerkmale
- Im Vergleich zum herkömmlichen AC-Punktschweißgerät ist das neu gestaltete Das Punktschweißgerät 801D mit Kondensator-Energiespeicher stört den Stromkreis nicht und verursacht keine Auslöseprobleme mehr
- Der 801D nutzt die neueste energiegesammelle Impulsschweißtechnologie, er verfügt über eine große Schweißleistung, der Schweißpunkt ist schön und elegant und sorgt dafür Sie erhallen einen zuverlässigen Schweißelfekt.
- Die maximale Schweißleistung der Maschine kann bis zu 14,5 kW betragen und erfüllt damit die Anforderungen für das Schweißen großer Batterien.
-
Die Schweißleistung kann bequem über zwei Tasten entsprechend der Dicke der Schweißobjekte eingestellt werden. Auf dem LED-Bildschirm werden die Schweißparameter angezeigt.
-
Die Maschine ist mit zwei Superkondensatoren ausgestattet, die lange funktionieren -Lebensdauer und große Kapazität, die einen geringen Stromverbrauch und eine hohe Schweißleistung gewährleisten.
-
„AT“ (automalisches Schweißen) und „MT“ (Fußpedalsteuerung) zwei Schweißmodi helfen Ihnen, die Schweißarbeiten einfach und effizient abzuschließen.
-
Kompatibel mit dem mobilen Schweißstift der Serie 7.
-
Die kompakte Aluminiumlegierungsschale kann Wärme effektiv ableiten.
-
Der LED-Bildschirm zeigt den momentanen Stromwert während des Schweißens an arbeiten.
| Warnung: Um das Verletzungsrisiko zu verringem, muss der Benutzer die Bedienungsanleitung sorgfältig lesen. | |
 | RICHTIGE ENTSORGUNGDieses Produkt unterliegt den Bestimmungen der europäischen Richtlinie 2012/19/EG. Das Symbol einer durchgestrichenen Mülltonne weist darauf hin, dass das Produkt in der Europäischen Union einer getrennten Müllsammlung bedarf. Dies gilt für das Produkt und alle Zubehörteile, die mit diesem Symbol gekennzeichnet sind. Als solche gekennzeichnete Produkte dürfen nicht über den normalen Hausmüll entsorgt werden, sondern müssen an einer Sammelstelle für das Recycling von Elektro- und Elektronikgeräten abgegeben werden |
MT ist der Auslösemodus der Fußsteuerung.
E01 ist die Fehleranzeige beim Punktschweißen.
Anmerkung zu den Einheitensymbolen auf dem Bedienfeld
KA: 1 KA entspricht 1000 Ampere, 0,8 KA = 800 A
DCV: Gleichspannung
SW: Schweißsignalleuchten: Millisekunde
MT: Schweißmethode mit Fußpedalsteuerung
AT: Automatisches Schweißverfahren
Bedienung der eingebauten Sicherheitsentladungsvorrichtung

Die Sicherheitsanlladevorrichtung aktiviert die Kontrollleuchte
Trennen Sie das Netzteil und das Fußsteuerkabel
Stellen Sie das Display des Punktschweißgeräts wie in der Abbildung
gezeigt auf den Kopf. Der interne Positionsschalter des Geräts wird automatisch geschlossen. Zu diesem Zeitpunkt leuchtet die rote Anzeigelampe neben dem Stromeingangsanschluss des Adapters auf und die eingesbaute Sicherheitsentladungsvorrichtung wird aktiviert beginnt um die gespeicherte Energie der Punktschweißmaschine zu entladen. Es dauert etwa 20 bis 24 Stunden von der vollen Energie des Kondensators bis zur Entladung auf Null. Wenn die Entladung fast abgeschlossen ist, erlischt die Kontrollaufachte
Notiz:
- Wenn sich die Punktschweißmaschine bewegt oder wackelt, dort Im Inneren ist ein leicht ungewöhnliches Geräusch zu hören. Dies ist das Geräusch des Positionsschalters im Umkehrentladungsschalter der Punktschweißmaschine, was ein normales Phänomen ist.
- Das eingebaute Entladegerät ist ein 0,2A Konstantstrom
Modus und der Körper wird bei dieser Stromentladung nicht heiß. Dies ist eine sichere Entladung. Seien Sie versichert.
Installationsdiagramm des handgeführten Schweißkopfes
Standardmäßig mit 73SA-Schweißkopf nach unten

Punktschweißen ist sehr solide
Verbessern Sie die Schweißqualität und -effizienz

Der Abstand zwischen Schweißnadel und Akku beträgt 4-9mm.

- Stecken Sie den Schweißkopf in die entsprechende Buchse.

- Ziehen Sie die Schrauben fest. (Kupferdrähte getrennt halten)

- Den Deckel schließen
Bedienungsanleitung für den mobilen Punktschweißstift 73B
Wir stellen vor: den Punktschweiß

Anleitung zur Anpassung
Der Knopf zum Einstellen des Drucks der Schweißnadel.

Max. Der Druck beträgt ca. 1200g. Mindest. Der Druck beträgt etwa 600 g

Gesignet zum Schweißen von 0,3 mm dicken Nickelblechen.

Gesignel zum Schweißen von 0,1 mm dicken Niewablechen.
Der Schweißnadekruck muss konstant sein
Vermeider Sie es, den Punktischweißellek: mit einem schweren und einem zu beeinzächtigen Leicht.
Hinweis: Der Einstellbereich des Druckknopfes liegt innerhalb von 270°, Wenn der Wert den Bereich überschreitet, wird er begrenzt und kann nicht angepasst werden. Wenn es den Bereich überschreitet und gewaltsam verstellt wird, wird es kann zu Schäden am Drucksystem führen. Bitte passen Sie es sorgfältig an.
Einstellen des Schweißstiltabstands

Drücken Sie den Kopf des Schweißstilts in die durch die Schraube fixierte Lochposition.

Lösen Sie die
beisten Schrauben
dos Schweißstift-
Klemmsitzes.

Passen Sie die Schrauben des Sliftabstands auf der linken und rechten Seite an die Schweißstille.

Stellen Sie die
entsprechende
Stiftellung ein und
ziehen Sie die große Schraube fest.
Produktdiagramm

Skizze des Bedienfelds, MdEP


Der Ausgangsschweißstrom beträgt 0,8 kA.
Während des Schweißens leuchtet die SW sofort auf.

Dies bedeutet, dass die Energiefreisetzung (25 l) beträgt.
Der Freisetzungsenergiegrad für den AT-Modus kann angepasst werden von 00 bis 99.
--
- Energiebeizus anzahlen — Um die Energiebide anzupassen, Sie müssen den Netzschalter drücken, wenn das Görtt ängoschatet ist. Die aktuale Nummer wird angezeigt Bitz. Sie können die Zahl mit den Tassen „-“ erpassen.

- Drücken Sie die Ein-Aus-Tesse und die Tasten um ihren Standort zu anders Schweißmeus, z. B. AT/NT sohaben.

C.Worn die Maschino nicht eingeschaltet ist Um den Betrieb zu starten, halten Sie bitte den Netzachalter 2 Sekunden lang gedruck, und zeigen Sie den Netzadapter ab aus der Blacklosse.
2.Ladezeit
| Modell | 801D |
| Ladezeit | 20 Minuton |
- Referenztabelle für die Dicke des Punktschweißens
| Dicke | 0,1 mm 0 | 12 mm 0,15 | mm 0,2 mm | 0,3 mm | |
| Reines Nickel | 06-08t | 10-11t | 12-15t | 20-25t | 60-70t |
| Vernickelter Stahl | 03-04h | 07-08h | 10-12 Std | 15-18t | 40-50t |
Bitte wählen Sie je nach Material und Dicke des Objekts die richtige Energiestufe und den richtigen Impulsstrom
5.Bedienungsschritte
MT-Modus – Steuerung mit Fußpedal (praktisch für Parameteranpassung und Schweißfehlerbeseitigung, um den besten Punktschweißeffekt zu erzielen).

1. Waren Sie den MT Modus. 2. Ingelernen Sie das Fußpocaal

Instellen Sie das Fußpoca

- Halten Sie den Schwertstift und Oben Sie einen gewissen Druck auf die Oberlöse des Objektus (2. B. Neurestreifen) glaubmäßig. Freigeban Energie durch Steuerung des Fußendals.

- Überprufen Sie die Zuverlässigkeit der Punkta Punktschwecken beender.
AT-Modus – automatisches Schweißen (keine Fußpedalsteuerung, geeignet zum Schweißen einer großen Anzahl von Batterien über einen längeren Zeitraum).
NOTIZ:
- Punktschweißen muss gedrückt werden.
- Die Oxidation der Schweißnadel sollte poliert und die beiden Schweißnähte entfernt werden Nadeln sollten gerade gehalten werden.

1.Wöhlen Sie den AT-Modus

- Nahen Sie den Schwellfeld fest und Ingen Siefin auf Gleichzeitig wird ein bestimmter Cruck auf die Charländere des Objekts (z. B. Nickelstroloni ausgelobt. Das automalecho Schweißan begren nach anzu 20 ms.

- Liechten Sie die Zuswirklichkeit der Spors Punktschwalten beenden.
Hauptmaschine und Basisdisplay
Installationsmodus:

Der Rücken des Schweißers sollte eingeführt werden
senkrecht in die Basis einführen

Schweißgerät mit 73SA-Schweißarm
Im Sockel positioniert.
Nutzungsszenario:

Befestigen Sie das Schweißgerät an der Basis, um Bewogungen während des Schweißvorgangs zu verhindern.
Schweißkopfparameter (73SA)
| Drechnoment handhaben | 950g | Griffbetriebswinkel | 0-50° |
| Schweißarm Betriebsentfernung | 15mm | Druckeinstellbereich | 1~9,5N |
| Spitzenschweißenergie | 290J | Schweißarmbreite | 44mm |

Allgemeine Einführung des Punktschweißgeräts 801D

Stochen Sie den Stromausgangslecher in
die Stromvorsorgung des 2010 Punkaschweitergebnis
Anschlussport.

Stecken Sander Adapier in eine Anfangsloperzugs
100-240 Volt Steckose an
Laden Sie die Maschine auf.

Selzen Sie den moilen
Schwalßstift ein und stellen Sie
sicher, dass die Verbindung fest ist
* Die Spannung im Kondensator wird für einen sicheren Transport freigegeben, bevor er das Werk verlässt. Wenn Sie das Gerät erhalten, schalten Sie es bitte ein, laden Sie es 20 bis 30 Minuten lang auf und warten Sie, bis die Spannung zwischen 5.2 und 5.8 V ansteigt, bevor Sie mit dem Punktschweißen beginnen.
3. Einführung der LED-Anzeige

1. Drücken Sie Knopf. drehen die Taste am Schwellgerät.
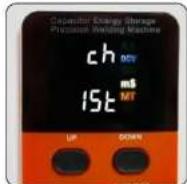
2. Nachdem die Maschine zum ersten Mal
eingeschaltet wurde, zeigt die LED
zeitweise „CH“ und den Echitzes-
Spannungswert des Internen
Kondensators an.
Das Punktschweißgerät wird
aufgeladen

3.Wenn die Spannung zwischen 5.4 und 5.8 V liegt, ist die Maschine betriebsbereit.
HINWEIS: Achten Sie darauf, die Kupferdrähte beim Punktschweißen nicht miteinander zu berühren.
Linkenheim-Hochstetten, Germania
Made in China
AT: Automatische lasmethode




