
S-Plasma 60P - Spawarka Stamos - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia S-Plasma 60P Stamos w formacie PDF.

| Typ produktu | Spawarka / przecinarka plazmowa |
| Marka | Stamos |
| Model | S-Plasma 60P |
| Wymiary (dł. x szer. x wys.) | 490 x 210 x 370 mm |
| Masa netto | 19 kg |
| Zasilanie elektryczne | 400 V trójfazowe, 14 A, 50/60 Hz |
| Prąd cięcia | 20 - 60 A |
| Współczynnik pracy przy maksymalnym prądzie | 60% (6 min na 10 min) |
| Maksymalna grubość cięcia | Do 22 mm |
| Szerokość cięcia | 1,2 mm |
| Wymagane ciśnienie powietrza | 6 bar, 170 l/min |
| Technologia | MOSFET - wydajność 93% |
| Chłodzenie | Wentylator osiowy |
| Zawór elektromagnetyczny | Tak, z przepływem gazu pooperacyjnego przez 10 s |
| Zabezpieczenia | Przepięcie, przegrzanie (termiczne) |
| Klasa izolacji | H |
| Stopień ochrony | IP21S |
| Norma | EN 60974-1, CE |
| Akcesoria w zestawie | Palnik plazmowy, zacisk uziemiający, przewód powietrza, regulator ciśnienia + manometr, torba, części zużywające się |
| Konserwacja | Regularnie sprawdzaj palnik, elektrodę, dyfuzor i dyszę; wymieniaj zużyte części eksploatacyjne |
| Możliwość naprawy | Części zamienne dostępne (skontaktuj się z obsługą klienta) |
| Gwarancja | Gwarancja producenta (warunki w instrukcji) |
Często zadawane pytania - S-Plasma 60P Stamos
Pytania użytkowników dotyczące S-Plasma 60P Stamos
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Spawarka w formacie PDF za darmo! Znajdź swoją instrukcję S-Plasma 60P - Stamos i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. S-Plasma 60P marki Stamos.
INSTRUKCJA OBSŁUGI S-Plasma 60P Stamos
Niniejsza instrukcja obsługi zawiera opisy, instrukcje oraz podstawowe informacje dotyczące obsługi przecinarek plazmowych S-Plasma 50/60/80/120. Przed uruchomieniem urządzenia należy dokładnie zapoznać się z instrukcją obsługi. Dokładne zrozumienie cech i możliwości zastosowania urządzenia gwarantuje jego zastosowanie zgodne z przeznaczeniem.
UWAGA
- należy zadbać o bezpieczeństwo własne i osób postronnych zapoznając się i postępując dokładnie z wytycznymi użytkowania urządzenia.
- do uruchomienia, użytkowania, obsługi i naprawy urządzenia wolno dopuszczać wyłącznie osoby wykwalifikowane.
- do urządzenia w trakcie jego użytkowania nie wolno dopuszczać osób postronnych, w tym przede wszystkim osób nieletnich.
CIĘCIE MOŻE WYWOŁAĆ OGIEN LUB EKSPLOZJE.
Strumień plazmy wyrzuca na zewnątrz rozżarzone cząsteczki metalu lub iskry. Gorące cząsteczki metalu, iskry, rozgrzany element lub gorący palnik mogą spowodować pożar. Z tego względu należy dokładnie sprawdzić otoczenie miejsca pracy pod kątem bezpieczeństwa.
- Należy w promieniu 10,7 m od palnika usunąć wszystkie materiały palne.
- ezeli jest to niemożliwe, to materiały palne należy przykryć odpowiednią powłoką.
- Zabronione jest cięcie w miejscach, w których może dojść do zapłonu materiałów łatwopalnych.
- Należy zastosować środki bezpieczeństwa przed snopem iskier oraz rozżarzonymi cząsteczkami metalu.
- Należy zwrócić uwagę na to, że iskry lub gorące odpryski metalu mogą przedostać się przez szczeliny lub otwory.
- Należy zwracać baczną uwagę na łuk elektryczny oraz mieć w bliskim zasięgu gaśnicę.
- Należy zwrócić uwagę na fakt, że cięcie przy suficie, na podłodze lub pomiędzy przedzieloną przestrzenią może spowodować ognisko płomienia po drugiej stronie, która jest niewidoczna.
NIE WOLNO SPAWAĆ W POBLIŻU ZBIORNIKÓW LUB BECZEK Z SUBSTANCJAMI ŁATWOPALNYMI.
Kabel zasilający należy podłączyć do najbliżej położonego gniazda i ułożyć w sposób praktyczny i bezpieczny. Należy unikać niedbałego rozłożenia kabla w pomieszczeniu na niezbadanym podłożu, co może doprowadzić do porażenia elektrycznego lub pożaru.
- Nie wolno stosować palnika plazmowego do rozgrzewania zamarzniętych rur.
- Nie wolno ciąć plazmą w pobliżu materiałów/zbiorników palnych. Materiały łatwopalne lub zbiorniki należy usunąć lub dokładnie wypróżnić.
- Nie wolno ciąć plazmą w atmosferze zawierającej cząsteczki palne lub opary substancji wybuchowych.
- Nie wolno stosować cięcia plazmą zbiorników pod ciśnieniem, przewodów instalacji ciśnieniowej lub zasobników ciśnieniowych.
- przecinanie plazmą zbiorników z materiałem łatwopalnym jest zabronione.
- Podczas cięcia płazmą należy mieć na sobie czystą, niezaolejoną odzież ochronną np.: rękawice skórzane, grubą koszulę, spodnie bez zawiniętych nogawek, wysokie buty oraz kaptur ochronny.
- Stanowisko do cięcia plazmą należy umiejscowić z dala od powierzchni łatwopalnych.
- przed rozpoczęciem cięcia plazmą należy pozbyć się przedmiotów łatwopalnych lub wybuchowych takich jak zapalniczki na propan butan, czy zapałki..
- należy przestrzegać przepisów bezpieczeństwa i higieny pracy dotyczących prac spawalniczych oraz wyposażć stanowisko pracy w odpowiednią gaśnięcie. Płomień oraz obwód roboczy znajdują się pod napięciem, o ile włączone jest zasilanie elektryczne. Obwód wejściowy oraz obwód wewnętrzny urządzenia znajdują się również pod napięciem, o ile włączone jest zasilanie elektryczne.
Ciecie plazmą w porównaniu ze spawaniem wymaga wysokiego napięcia początkowego w celu zainicjowania łuku elektrycznego (z reguły 200 do 400 volt dc). Urządzenie zostało wyposażone w pistolet z blokadą bezpieczeństwa, którą urządzenie załącza jeżeli automatycznie jeżeli poluzuje się osłona lub poruszy się końcówka w obszarze dyszy. Nieprawidłowa instalacja lub uziemienie urządzenia i wyposażenia może spowodować zagrożenie dla życia lub zdrowia.
PORAŻENIE ELEKTRYCZNE JEST NIEBEZPIECZNE dla życia i zdrowia.
- Nie wolno dotykać elementów znajdujących się pod napięciem elektrycznym.
- Należy nosić suche, niepodziurawione, izolowane rękawiczki oraz odzież ochronną.
- Należy stosować maty izolacyjne lub inne powłoki izolacyjne na podłodze, które są wystarczająco duże, żeby nie dopuścić do kontaktu ciała z przedmiotem lub podłogą.
- Nie wolno dotykać łuku elektrycznego, jeżeli styka się on z przedmiotem lub podłoga.
- Przed obsługa, czyszczeniem, lub wymianą elektrody należy wyłączyć dopływ prądu elektrycznego.
- Przed instalacją lub obsługa należy wyłączyć zasilanie.
- Należy upewnić się, czy kabel uziemienia jest właściwie uziemiony, czy wtyk jest właściwie połączony z uziemionym gniazdem.
- Zawsze należy dokładnie sprawdzić uziemienie.
- Przed przystąpieniem do podłączania wejścia należy wybrać właściwe uziemienie.
- Należy regularnie sprawdzać kable prądowe pod kątem uszkodzeń lub braku izolacji. Kabel uszkodzony należy wymienić. Kabel należy wymienić w przypadku wykrycia uszkodzenia. Pośpieszna naprawa izolacji może spowodować śmierć lub utratę zdrowia.
- Urządzenie należy wyłączyć, jeżeli nie jest użytkowane.
- Kabel należy wymienić również w przypadku zauważenia śladów zużycia lub miejscowych uszkodzeń.
- Kabla nie wolno zawijać wokół ciała.
- Przedmiot spawany należy właściwie uziemić.
- Wolno stosować wyłącznie wyposażenie w dobrym stanie.
- Uszkodzone elementy urządzenia należy naprawić lub wymienić.
- Podczas pracy na wysokościach należy używać pasów bezpieczeństwa.
- Wszystkie elementy wyposażenia oraz bezpieczeństwa powinny być przechowywane w jednym miejscu.
- Wyłączanie systemu bezpieczeństwa jest zabronione.
- Stosować wolno wyłącznie pistolety wymienione w instrukcji obsługi.
- W chwili załączenia wyzwalacza końcówkę pistoletu oraz łuk należy trzymać z
PL
PL
dala od ciała.
- Przymocuj kabel roboczy do właściwego metalowego styku elementu spawanego (nie do elementu, który może odpaść) lub do stołu roboczego na tyle blisko spawarki, na ile wydaje się to celowe.
- Zacisk roboczy należy zaizolować o ile nie jest połączony z przedmiotem obrabianym, w celu uniknięcia kontaktu z metalem.
Po odłączeniu kabla zasilającego urządzenie może być jeszcze pod ZNACZĄCYM NAPIĘCIEM.
Po wyłączeniu urządzenia oraz odłączeniu kabla napięciowego należy sprawdzić napięcie na kondensatorze wejściowym i upewnić się, że wartość napięcia jest równa zeru, w przeciwnym przypadku nie wolno dotykać elementów urządzenia.
Kondensatory należy sprawdzić zgodnie z wytycznymi w rozdziale obsługi niniejszej instrukcji.
PORAŻENIE PRADEM ELEMKETRNYCZNTM może być śmiertelne.
Niezabezpieczone elementy prostownika mogą eksplodować w chwili włączenia zasilania. Podczas obsługi prostownika należy zawsze stosować maskę ochronną oraz ubranie robocze z długimi rękawami.
EKSPLODUJĄCE CZĘŚCI URZĄDZENIA mogą spowodować obrażenia ciała.
Odpryski metalu podczas spawania są niebezpieczne dla zdrowia.
ODPRYSKI I ISKRY mogą spowodować obrażenia ciała.
- Należy zawsze nosić maskę ochronną lub okulary z osłoną boczną.
- Należy zawsze nosić odpowiednie ubranie ochronne w celu ochrony ciała.
- Należy zawsze nosić zatyczki do uszu lub inną ochronę słuchu w celu uniknięcia przedostania się odprysków do uszu.
- Łuk elektryczny w procesie spawania wytwarza duże ilości promieniowania widzialnego i niewidzialnego (promieniowanie ultrafioletowe oraz podczerwone), które może uszkodzić wzrok i skórę
PROMIENIOWANIE ŁUKU ELEKTYCZNEGO może uszkodzić wzrok i skóre ciała.
- Należy stosować ochronę twarzy (helm lub osłone) i oczu z okularem o właściwym zabarwieniu, który spełnia zadanie filtra i chroni wzrok podczas cięcia.
- Standardy bezpieczeństwa proponują zabarwienie nr 9 (minimalnie nr 8) dla każdego natężenia prądu poniżej 300 A. Niższe zabarwienie osłony można stosować, jeżeli łuk zakrywa przedmiot obrabiany.
- Zawsze należy stosować sprawdzone okulary bezpieczeństwa z osłoną boczną pod helmem lub inną osłone.
- Należy stosować osłony miejsca pracy w celu ochrony innych osób przed oślepiającym promieniowaniem świetlnym lub odpryskami. Osoby postronne należy ostrzec przez patrzeniem na łuk elektryczny.
- Należy stosować ubranie ochronne, które wykonane jest z materiału niepalnego oraz nie przewodzącego (skóra, gruba wełna lub bawełna) oraz odpowiednie buty robocze.
PLASMA
Ogólne informacje na temat cięcia plazmą
Przez palnik plazmowy przepływa pod wysokim ciśnieniem gaz np.: powietrze, który wydostaje się na zewnątrz. Po środku kanału gazowego znajduje się ujemnie naładowana elektroda, a przed nią dysza z pierścieniem wirującym i końcówką. Pierścień wirujący wprawia strumień w ruch obrotowy. Jeżeli do elektrody podłączymy napięcie elektryczne kapturek pistoletu zetknie się z metalem, to spowoduje to zamknięcie obwodu i pomiędzy metalem a elektrodą pojawi się łuk elektryczny. Łuk rozgrzewa przepływający gaz do bardzo wysokiej temperatury, czwartego stanu skupienia. Proces ten powoduje zainicjowanie ukierunkowanego strumienia plazmy, który ma temperaturę 16,649° C lub więcej, porusza się z prędkością 6,096 m/s i pozwala stopić metal. Sama plazma przewodzi prąd elektryczny. Obwód, który zamyka łuk elektryczny jest tak długo zamknięty, jak długo elektroda zasilana jest napięciem i plazma pozostaje w kontakcie z metalem. Dysza tnąca wyposażona jest w drugą grupę kanałów. Kanały te dostarczając stały strumień gazu osłonowego wokół obszaru cięcia. Ciśnienie tego potoku gazu kontroluje stały promień strumienia plazmy.
Uwagal Omawiane urządzenie zostało skonstruowane do zastosowania wyłącznie spreżonego powietrza jako „gazu”.
REGULACJA PRADU
Automatyczny obwód zabezpieczający chroni przed skokami napięcia powyżej wartości znamionowej podanej w danych technicznych urządzenia.
OCHRONA CIEPLNA
System ochrony termicznej uruchamia się, kiedy urządzenie przekroczy czas załączenia. Powoduje to wyłączenie urządzenia. Wskaźnik statusu na przednim panelu świeci się. Wentylator pracuje do momentu schłodzenia urządzenia. Po schłodzeniu urządzenia do temperatury eksploatacji może nastąpić jego ponowne uruchomienie.
CZAS ZAŁĄCZENIA (DUTY CYCLE)
Czas załączenia jest wartością procentową czasu eksploatacji (mierzonego w minutach) w okresie 10 minut, w których maszyna pracowała bez przerwy w konwencjonalnych warunkach temperatury. Jeżeli zostanie przekroczony czas załączenia, to spowoduje to zadziałanie systemu bezpieczeństwa, który wyłączy urządzenie w celu jego schłodzenia do normalnej temperatury pracy. Przekroczenie progu czasu załączenia może doprowadzić uszkodzenia urządzenia oraz utraty gwarancji.
LEGENDA:
0.

WŁACZNIK / WYŁACZNIK
1.

CURRENT: regulacja prądu głównego
2.

PRZECIAŻENIE / AWARIA: lampka zapala się w przypadku wystapienia dwóch sytuacji:
a) jeżeli maszyna ma awarię i nie może być eksploatowana
b) jeżeli spawarka przekroczyła standardowy czas przeciążenia, przechodzi w tryb bezpieczeństwa a następnie wyłącza się. Oznacza to, że urządzenie w ramach kontroli temperatury i przegrzania przechodzi w tryb spoczynku. Podczas tego procesu zaświeca się kontrolka ostrzegawcza na przednim panelu. W tej sytuacji nie trzeba wyciągać wtyku zasilania z gniazdka. W celu schłodzenia urządzenia wentylator może funkcjonować dalej. Jeżeli czerwona kontrolka nie świeci się, to oznacza to, że urządzenie schłodziło się do temperatury eksploatacji i może być ponownie użytkowane.
3.

KONTROLKA ZASILANIA:
po włączeniu urządzenia kontrolka ta zapala się.
4.

WYŚWIETLACZ LED:
wyświetla bieżące natężenie prądu elektrycznego
5.+6.

CIĘCIE PLAZMĄ Z WYKORZYSTANIEM SPREŻONEGO POWIETRZA:
Wysoka gęstość łuku płazmy umożliwia zastosowanie wysokiej prędkości cięcia przy zachowaniu wysokiej jakości ciągłości. Nie jest wymagane zastosowanie drogiego gazu. Zastosowanie normalnego spreżonego powietrza oraz łatwa obsługa gwarantuje bezproblemowe użytkowanie na obszarach konstrukcji karoserii, zbiorników, konstrukcji stalowych, ogrzewania, klimatyzacji jak również na obszarze urządzeń sanitarnych i innych instalacji.
7.

ZŁĄCZE PRZEWODU MASY
PL
PL
8.

PRZYŁĄCZE GAZU / POWIETRZA

z tyłu każdej spawarki znajduje się śruba z oznaczeniem uziemienia.
Przed uruchomieniem urządzenie należy uziemić urządzenie za
pomocą przewodu, którego przekrój nie może być mniejszy niż 6 mm.
W ten sposób można zapobiec stratą napięcia.

10.

DODATKOWE ZŁĄCZE ZASILANIA ELEKTRYCZNEGO DLA
WEŻA PALNIKA PLAZMOWEGO
SCHEMAT PODŁĄCZENIA S-PLASMA 50
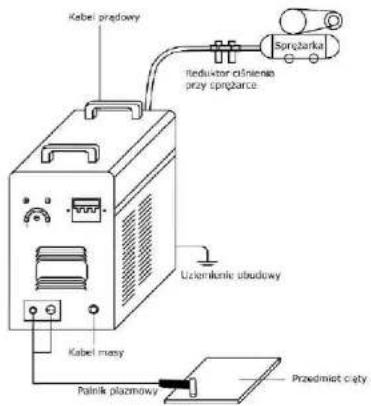
S-PLASMA 50

PL
PL

MOSFET:
Spawarka wykorzystuje technologię MOS-FET. Technologia ta jak żadna inna zapewnia najwyższą wydajność. W porównaniu do ilości pobranego prądu otrzymujemy ponad proporcjonalną ilość mocy. Wynikiem jest sprawność na poziomie 93%! Prąd spawania jest bardzo stabilny, co gwarantuje perfekcyjną spoinę. Dzięki technologii MOS-FET urządzenie jest lekkie i kompaktowe.

PRAD NORMALNY: przecinarka plazmowa zasilana jest z jednej fazy (230V +/- 10%)
WYPOSAŻENIE
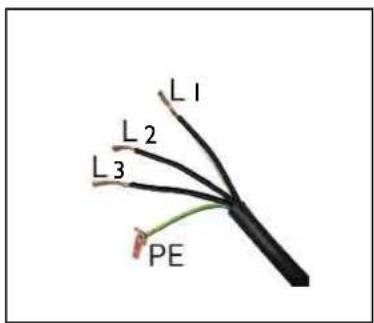
ZASILANIE ELEKTRYCZNE DLA S-PLASMA 60P /80P /120

PRAD NORMALNY:
przecinarki S-Plasma 60/80/120 zasilane są z sieci trójfazowej (380V +/- 10%)
Żyła żółtozielona służy do podłączenia przewodu uziemienia PE. Trzy fazy (czarna) mogą zostać podłączone dowolnie do L1, L2 oraz L3. Podłączenie może przeprowadzić wyłącznie wykwalifikowany elektryk.
S-PLASMA 60P / 80P

Spawarka wykorzystuje technologię MOS-FET. Technologia ta jak żadna inna zapewnia najwyższą wydajność. W porównaniu do ilości pobranego prądu otrzymujemy ponad proporcjonalną ilość mocy. Wynikiem jest sprawność na poziomie 93%! Prąd spawania jest bardzo stabilny, co gwarantuje perfekcyjną spoinę. Dzięki technologli MOS-FET urządzenie jest lekkie i kompaktowe.
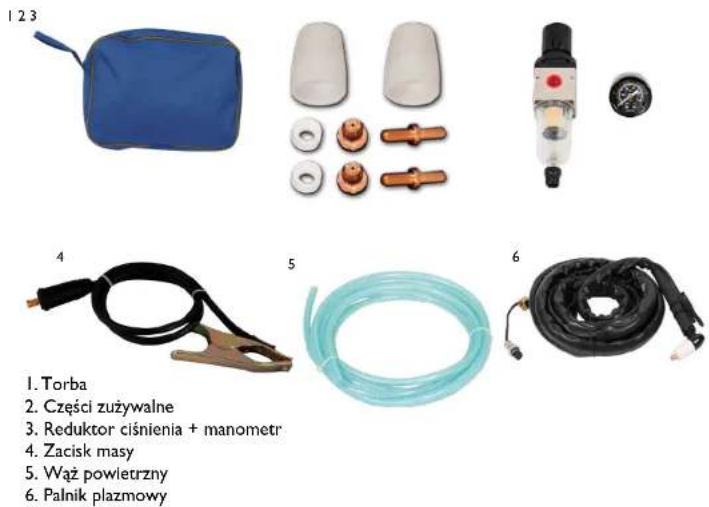
WYPOSAŻENIE

I. Torba
2. Części zużywalne
3. Reduktor ciśnienia + manometr
4. Zacisk masy
5. Wąż powietrzny
6. Palnik plazmowy
S-PLASMA 120


IGBT:
Tranzystor bipolarny z izolowaną bramką elektrody (z ang. Insulated Gate Bipolar Transistor, w skrócie IGBT) jest elementem półprzewodnikowym, który stosuje się w elektronicznych układach dużej mocy, ponieważ posiada zalety tranzystora bipolarnego (np.: wysoka przewodność, wysokie napięcie zaporowe, trwałość wykonania w spawarkach) oraz zalety tranzystora polowego z izolowaną bramką (zasterowanie prawie bez straty mocy). Do zalet należy również odporność na zwarcia, ponieważ IGBT ogranicza prąd obciążenia. Układy IGBT stanowią dalszy krok rozwoju pionowych układów mocy MOSFET.
WYPOSAŻENIE

I. Reduktor ciśnienia + manometr
2. Wąż powietrzny
4. Zacisk masy
5. Palnik plazmowy
| S-Plasma 50 S-Plasma 60P S-Plasma 80P S-Plasma 120 | ||||
| Napięcie zasilania | 230V1 faza | 400V3 fazy | 400V3 fazy | 400V3 fazy |
| Częstotliwość 50/60 Hz 50/60 | Hz 50/60 Hz 50/60 Hz | |||
| Prąd zasilania 12A 14A 16A 28A | ||||
| Napięcie spoczynkowe 96V 116V | 200V 240V | |||
| Klasa bezpieczeństwa obudowy | IP21S IP21S IP21S | |||
| Klasa izolacji H H | H | H | ||
| Ochrona przed przepięclem | TAK | TAK | TAK | TAK |
| Chłodzenie | Wentylator | Wentylator | Wentylator | Wentylator |
| Zawór elektromagnetyczny | TAK | TAK | TAK | TAK |
| Czas załączenia ED dla maks. A | 60,00% | 60,00% | 60,00% | 60,00% |
| Prąd cięcia | 20-50A | 20-60A | 20-80A | 20-120A |
| Czas dopływu powletrza | 10 Sek. | 10 Sek. | 10 Sek. | 10 Sek. |
| Zapłon | Styk | Styk | Styk | bez kontaktu |
| Grubość materiału | >14mm | >22mm | >27mm | >35mm |
| Szerokość cięcia | 1mm | 1,2mm | 1,2mm | 1,4mm |
| Złącze gazu | 4,5 bar,30-1001/min. | 6 bar,1701/min. | 6 bar,1701/min. | 6 bar,1701/min. |
| Wykonano według normy | EN 60974-1 | EN 60974-1 | EN 60974-1 | EN 60974-1 |
| Zgodność EG | CE | CE | CE | CE |
| Ciężar (netto) | 9 kg 19 kg 20 kg | 36 kg | ||
| Wymiary D/W/SZ | 380x290x160 | 490x210x370 | 495x215x375 | 500x370x350 |
URUCHOMIENIE
A. Rozpakowanie
Wypakuj wszystkie rzeczy z opakowania i upewnij się, czy są wszystkie przedmioty wyszczególnione w zakresie dostawy.
B. Środowisko pracy
W obszarze roboczym należy zapewnić dobrą wentylację. Urządzenie chłodzi wentylator, który zapewnia chłodzenie wewnętrznych podzespołów urządzenia.
(Wskazówka! Osłony urządzenia muszą być tak zamontowane, żeby otwory wentylacyjne znajdowały się z przodu urządzenia). Urządzenie powinno znajdować się przynajmniej w odległości 15 cm z każdej strony od innych przedmiotów, w celu pozostawienia miejsca na czyszczenie i chłodzenie. Jeżeli urządzenie nie będzie wystarczająco intensywnie chłodzone, to spada czas załączenia.
C. Podłącznie przewodów
Każde urządzenie dysponuje kablem prądowym, który zasila napięciem elektrycznym. Jeżeli podłączymy urządzenie do żródła prądu o napięciu przekraczającym znamionowe napięcie zasilania lub zostanie podłączona niewłaściwa faza, to może to spowodować poważne uszkodzenie urządzenia. Urządzenie uszkodzone w ten sposób nie podlega naprawie na warunkach gwarancji.
D. Podłączenie palnika
Łączymy z inwerterem za pomocą przewodu powietrznego przykręcając z jednej strony do palnika a z drugiej strony do gniazda na przednim panelu urządzenia. Połączenie należy lekko dociągnąć za pomocą klucza płaskiego.
BUDOWA PISTOLETU (S-Plasma 50/60/80)
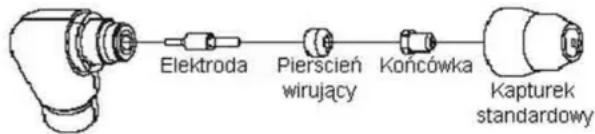
A. Postępowanie przy montażu palnika
Palnik/pistolet wraz z kapturkiem ochronnym należy ustawić w pionie kapturkiem do góry. Następnie okręcić kapturek. Kapturek zawiera końcówkę, ceramiczny pierścień
PL
PL
wirujący oraz elektrodę. Zdejmujemy najpierw kapturek, ceramiczny pierścień wirujący oraz elektrodę. Następnie należy ponownie złożyć elektrodę, pierścień oraz kapturek. Zużyte elementy należy wymienić. Na końcu kapturek ochronny wraz z pozostałymi elementami należy przykręcić do głowicy pistoletu oraz dociągnąć ręką. Jeżeli podczas dokręcania lub odkręcania poczujemy opór, to należy sprawdzić przed rozpoczęciem pracy połączenie gwintowe a podczas przykręcania należy zwrócić uwagę na prawidłowe złożenie wszystkich elementów
Wskazówka
W przypadku niektórych pistoletów, które nie są wyposażone w łatwo wymienne elektrody, elektrodę należy osadzić za pomocą ceg, tak żeby zapewnić pewny styk elektryczny.
UŻYTKOWANIE
A. Rozpoczęcie pracy
Włącznik prądowy należy włączyć w położenie „ON”. Operator powinien zająć taką pozycję, żeby bez problemu odczytać na urządzeniu wskazanie ciśnienia powietrza. Następnie włączamy włącznik palnika (z palnika wyleci powietrze), ustawiamy zawór regulacji ciśnienia na 6-7 bar i zwalniamy włącznik palnika
UWAGA
Ciśnienie powietrza waha się w akceptowalnym zakresie od 5 do 8 bar. Operator może przeprowadzać próby wedle potrzeby, jednak zaleca się nie zmniejszać za mocno ciśnienia, ponieważ może to doprowadzić do uszkodzenia elementów wymiennych. Zacisk uziemienia należy przymocować i zabezpieczyć na przedmiocie obrabianym. Zacisk uziemienia mocujemy zawsze do tej części materiału obrabianego, która pozostaje a nie odpada po cięciu.
B. Cięcie
I. Cięcie kontaktowe
Palnik należy przytrzymać blisko przy powierzchni przedmiotu obrabianego. Po naciśnięciu włącznika należy dotknąć palnikiem powierzchni przedmiotu i umożliwiać zainicjowanie łuku plazmy. Następnie przesuwamy palnik w wymaganym kierunku, przy czym kapturek powinien znajdować się pod lekkim kątem, a styk z materiałem powinien być zachowany. Ten sposób pracy określa się jako cięcie kontaktowe. W tym przypadku należy unikać szybkich ruchów. Oznaką tego są iskry, które odpryskują od strony górnej. Palnik należy poruszać tak szybko, żeby iskry do dołu materiału gromadziły się w sposób skoncentrowany. Kontynuując cięcie należy upewnić się, że materiał jest
przecięty w całości. W przypadku konieczności należy ustawić prędkość cięcia na cięcie kontaktowe (DRAG).
2. Obsługa cotygodniowa
Sprawdzić, czy wentylacja funkcjonuje prawidłowo. Maszynę wraz z filtrem powietrza należy odkurzyć i przedmuchać.
3. Cięcie dystansowe
W niektórych przypadkach korzystne jest prowadzenie pistoletu w odległości około 1,5 – 3 mm ponad przedmiotem obrabianym. Celem jest w tym przypadku redukcja materiału, który wdmuchiwany jest z powrotem do kapturka oraz w celu zwiększenia przetopienia głębokich wcięć w materiale. Cięcie dystansowe należy zastosować, jeżeli materiał poddany został cięciu wingębnemu lub żlobieniu palnikiem. Technikę cięcia dystansowego można również zastosować do cięcia blachy w celu zminimalizowania ryzyka odpryskiwania materiału, który mógłby uszkodzić kapturek pistoletu.
4. Wiercenie plazma
W celu wiercenia plazmą koniec pistoletu należy ustawić około 1/16" do 1/8" nad przedmiotem obrabianym. Pistolet należy trzymać lekko pochylony celem ochrony pistoletu przed snopem iskier oraz w celu przekierowania iskier na zewnątrz. Następnie należy zainicjować łuk plazmy oraz obniżyć końcówkę pistoletu, tak żeby łuk sięgną metalu oraz utworzył się snop iskier. Próbę tej metody należy przeprowadzić na materiale próbnym i jeżeli próba powiedzie się, to wówczas wykonać przewiercanie według wytycznych.
OBSŁUGA
Pistolet należy sprawdzać pod kątem zużycia, pęknięć lub odśloniętych przewodów. Wszystkie elementy zużyte należy naprawić lub wymienić przed kolejnym zastosowaniem urządzenia. Mocno zużyta dysza pistoletu przyczynia się do spadku prędkości spawania, spadku napięcia oraz nierównej linii cięcia materiału. Oznaką mocno zużytej dyszy pistoletu jest wydłużony lub zbyt duży otwór. Zewnętrzna część elektrody nie powinna znajdować się głębiej niż 3,2 mm. Jeżeli nie można dokręcić kapturka ochronnego, to należy sprawdzić gwint.
STAMOS
WELDING GROUP

Niniejszym potwierdzamy, że urządzenia opisane w tej instrukcji są zgodne z deklaracją CE.
IT
Produkty elektryczne i elektroniczne po zakończeniu okresu eksploatacji wymagają segregacji i oddania ich do wyznaczonego punktu odbioru. Nie wolno wyrzucać produktów elektrycznych razem z odpadami gospodarstwa domowego. Zgodnie z dyrektywą WEEE 2012/19/UE obowiązującą w Unii Europejskiej, urządzenia elektryczne i elektroniczne wymagają segregacji i utylizacji w wyznaczonych miejscach. Dbając o prawidłową utylizację, przyczyniasz się do ochrony zasobów naturalnych i zmniejszasz negatywny wpływ oddziaływania na środowisko, człowieka i otoczenie. Zgodnie z krajowym prawodawstwem, nieprawidłowe usuwanie odpadów elektrycznych i elektronicznych może być karane!
emaks spółka z ograniczoną odpowiedzialnością sp.k.
Ul. Dekoracyjna 3
65-155 Zielona Góra





- UWAGA
- CIĘCIE MOŻE WYWOŁAĆ OGIEN LUB EKSPLOZJE.
- NIE WOLNO SPAWAĆ W POBLIŻU ZBIORNIKÓW LUB BECZEK Z SUBSTANCJAMI ŁATWOPALNYMI.
- PORAŻENIE ELEKTRYCZNE JEST NIEBEZPIECZNE dla życia i zdrowia.
- PL
- Po odłączeniu kabla zasilającego urządzenie może być jeszcze pod ZNACZĄCYM NAPIĘCIEM.
- PORAŻENIE PRADEM ELEMKETRNYCZNTM może być śmiertelne.
- EKSPLODUJĄCE CZĘŚCI URZĄDZENIA mogą spowodować obrażenia ciała.
- ODPRYSKI I ISKRY mogą spowodować obrażenia ciała.
- PROMIENIOWANIE ŁUKU ELEKTYCZNEGO może uszkodzić wzrok i skóre ciała.
- PLASMA
- REGULACJA PRADU
- OCHRONA CIEPLNA
- CZAS ZAŁĄCZENIA (DUTY CYCLE)
- LEGENDA:
- ZASILANIE ELEKTRYCZNE DLA S-PLASMA 60P /80P /120
- S-PLASMA 120
- IGBT:
- WYPOSAŻENIE
- URUCHOMIENIE
- Rozpakowanie
- Środowisko pracy
- Podłącznie przewodów
- Podłączenie palnika
- Postępowanie przy montażu palnika
- Wskazówka
- UŻYTKOWANIE
- Rozpoczęcie pracy
- Cięcie
- Cięcie kontaktowe
- Obsługa cotygodniowa
- Cięcie dystansowe
- Wiercenie plazma
- OBSŁUGA
- STAMOS
- WELDING GROUP
- IT
Marka : Stamos
Model : S-Plasma 60P
Kategoria : Spawarka