
AIROS 350S - Armoire électrique Mirka - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil AIROS 350S Mirka au format PDF.

| Type de produit | Armoire électrique d'entraînement moteur (Coffret d'entraînement moteur) |
| Marque | Mirka |
| Modèle | AIROS 350S |
| Dimensions de l'armoire | 380 x 300 x 210 mm (L x H x P) |
| Dimensions de l'entraînement moteur | 72 x 30 x 200 mm (L x H x P) |
| Poids | Non spécifié |
| Alimentation | 48 VDC (plage 46-50 VDC), courant max 10 A, puissance 350 W |
| Plage de vitesse | 1000 - 10 000 tr/min |
| Protections | Surintensité, surchauffe, surtension, sous-intensité, auto-test |
| Interfaces | Modbus RTU (RS-485), Profinet I/O, EtherNet/IP (via passerelle), 4 entrées numériques, sortie relais |
| Température de fonctionnement | 0 - 40 °C |
| Humidité | HR max 95 %, sans condensation |
| Classe IP | IP40 |
| Garantie | 1 an à compter de la date d'achat |
| Entretien | Couper l'alimentation avant toute intervention ; utiliser un bracelet anti-statique |
| Sécurité | Installation par un électricien qualifié ; arrêt d'urgence externe recommandé |
| Pièces détachées | Pièces d'usure non couvertes : plateau, frein, roulements, câbles ; utiliser des pièces d'origine Mirka |
| Normes | EN 61439-1, EN 61439-2, EN 61800-3, EN IEC 63000 ; directives 2014/35/EU, 2014/30/EU, 2011/65/EU |
| Fabricant | Mirka Ltd, 66850 Jeppo, Finlande |
FOIRE AUX QUESTIONS - AIROS 350S Mirka
Questions des utilisateurs sur AIROS 350S Mirka
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Armoire électrique au format PDF gratuitement ! Retrouvez votre notice AIROS 350S - Mirka et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil AIROS 350S de la marque Mirka.
MODE D'EMPLOI AIROS 350S Mirka
Instructions d'utilisation....62
Déclaration de conformité
certifie sous son unique responsabilité que les produits Mirka® (listés ci-dessous, consulter le tableau « Caractéristiques techniques » pour un modèle spécifique), pour lesquels la présente attestation est délivrée, sont conformes aux normes ou autres documents normatifs suivants : EN 61439-1:2011, EN 61439-2:2011, EN 61800-3:2004+A1:2012, EN IEC 63000:2018 conformément aux directives 2014/35/EU, 2014/30/EU, 2011/65/EU.
Produits : Mirka ® Coffret d'entraînement moteur
Jeppo (Finlande), le 19 février 2025
Lieu et date d'établissement

Fabricant/fournisseur
Mirka Ltd
66850 Jeppo, Finlande
Tél : +358 20 760 2111
Fax +358 20 760 2290
www.mirka.com Stefan Sjöberg, PDG Société

Traduction des instructions originales Nous nous réservons le droit d'apporter des modifications à ce manuel, à tout moment et sans avis préalable.
Garantie
Mirka garantit que vos produits sont exempts de tout vice lié à la fabrication ou aux matériaux.
Les produits Mirka sont garantis 1 an à compter de leur date d'achat. Seuls les défauts de fabrication et liés aux matériaux sont couverts par la garantie.
En cas de problème dû à un défaut de fabrication, de matériau ou de main d'œuvre, Mirka répare gratuitement votre produit, conformément aux termes de la garantie et aux conditions stipulées. Pour que votre garantie reste valable, votre appareil doit être utilisé, entretenu et géré conformément aux consignes d'utilisation.
Termes et conditions
La garantie MIRKA couvre les défauts liés aux matériaux ou à la fabrication des appareils.
Composants couverts par la garantie :
-Entraînement moteur
-Unité de ponçage
- Unité de polissage
•Alimentation électrique
•Passerelle de communication
La garantie ne couvre pas :
- Les dommages résultant ou liés au transport, à la réception des marchandises, à leur installation ou à la mise en service, à une utilisation ou à une maintenance à mauvais escient ou négligente, aux accidents, à une exposition à des températures ambiantes extrêmes inacceptables, à l'acide ou à l'eau, à un entreposage inapproprié, à des impacts excessifs, ou à une utilisation hors des spécifications requises.
- Les défauts provoqués par des pièces de rechange, des accessoires ou des composants autres que les pièces ou accessoires de rechange d'origine MIRKA.
- Les éléments dont l'usure et le déchirement sont normaux, tels que : plateau, frein de plateau, pot d'échappement, roulements, support caoutchouc, câble de signal ou câble d'alimentation.
- Les composants ayant subi des modifications, réparations ou tentatives de réparations (par d'autres personnes que les services agréés Mirka), un démontage partiel ou total.
Seul Mirka est autorisé à modifier, prolonger ou ajouter des termes et conditions à la garantie.
Le fabricant ne peut être tenu responsable de compensations pour les dommages consécutifs aux temps d'inactivité, pertes de production, blessures ou dommages matériels.
Toute réclamation au titre de la garantie doit être émise dans les plus brefs délais. Une réclamation au titre de la garantie doit être émise avant expiration de la garantie.
Symboles
| CE | Conforme aux normes UE concernées |
 | Attention : Électricité |
Présentation du montage
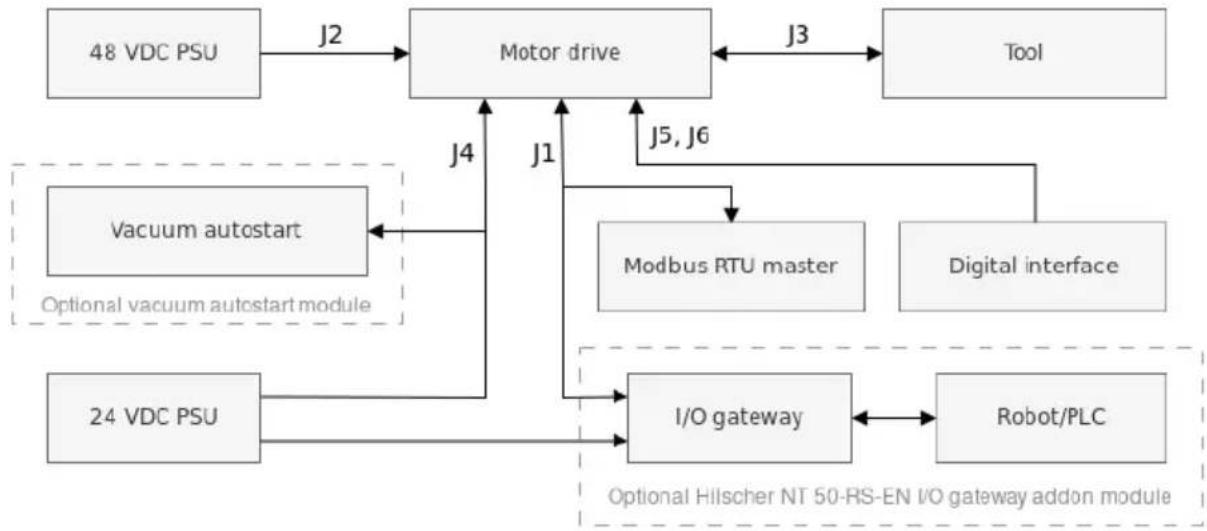
flowchart
graph TD
A["48 VDC PSU"] -->|J2| B["Motor drive"]
B -->|J3| C["Tool"]
D["24 VDC PSU"] -->|J4| B
E["Vacuum autostart"] -->|J1| B
F["Modbus RTU master"] -->|J5, J6| B
G["Digital interface"] --> B
H["I/O gateway"] -->|J1| B
I["Robot/PLC"] -->|J5, J6| B
J["Optional vacuum autostart module"] -->|J4| B
K["Optional Hilischer NT 50-RS-EN I/O gateway addon module"] -->|J1| B
Généralités
- Brancher l'alimentation 48 VDC à l'entraînement moteur (connecteur J2).
- Brancher l'outil à l'entraînement moteur (connecteur J3).
ATTENTION ! Il n'est pas recommandé d'utiliser de câble blindé pour alimenter les outils sur plus de 10 m.
Interface modbus RTU
- Utiliser le connecteur J1 pour brancher l'entraînement moteur au bus Modbus RTU.
Passerelle i/o à interface modbus RTU
- Brancher l'alimentation électrique 24 VDC à la passerelle et brancher le câble d'adaptateur DSUB-9 entre la passerelle (connecteur X2) et l'entraînement moteur (connecteur J1).
Interface de contrôle numérique
- Utiliser le connecteur J6 pour brancher le GND commun entre les systèmes.
- Utiliser le connecteur J5 pour sélectionner l'opération à l'aide des quatre signaux d'entrée numérique.
Interface relais
- Les broches de relais N/O sont disponibles sur le connecteur J4.
Caractéristiques techniques d'entraînement moteur
| Tension d'entrée | |
| Tension d'entrée nominale | 48 VDC |
| Plage de tension d'entrée | 46 – 50 VDC |
| Courant d'entrée max. | 10 A |
| 350 WPuissance nominale | |
| Régulateur de vitesse | |
| Plage de vitesse | 1000-10 000 tr/min |
| Protection | |
| Protection contre les surcharges | Oui |
| Protection contre les surchauffes | Oui |
| Interfaces | |
| Interfaces d'entrée | Modbus RTU (RS-485)Profinet I/O (module de passerelle)EtherNet/IP (module de passerelle)entrées numériques 4-bit (15-33 VDC) |
| Interfaces de sortie | Unipolaire, relais non maintenu N/O, 250 VAC/ 125 VDC, 10 A |
| Environnement | |
| Température ambiante | 0 - 40 °C |
| Humidité | HR max. 95 %, non-corrosive, aucune goutte d'eau |
| Température de stockage | -20 - 80 °C |
| IP40Classe IP | |
| Dimensions | |
| Armoire d'entraînement moteur | 380 x 300 x 210 mm (W x H x D) |
| Entraînement moteur | 72 x 30 x 200 mm (W x H x D) |
| Entraînement moteur monté sur porte-rail DIN | 95 x 55 x 210 mm (W x H x D) |
Consignes de sécurité

L'installation électrique doit être réalisée par un électricien compétent !

L'entraînement moteur a été conçu pour des installations fixes uniquement.

Ne jamais effectuer aucun test de tenue en tension sur les pièces d'entraînement moteur ou sur l'outil. La sécurité du produit a été entièrement contrôlée en usine.

Avant de toucher l'entraînement moteur (pour régler le câble de raccordement ou autre action similaire), reliez-vous à la terre à l'aide d’un bracelet anti-statique afin d’éviter qu’une décharge de tension électrostatique n’endommage l’entraînement moteur.

Toujours couper le courant avant d'intervenir sur le coffret.
Avertissements

Vérifier que toutes les alimentations électrique CA-CC sont correctement reliées à la terre et que l'entraînement moteur ne peut pas entrer en contact avec le circuit d'alimentation sous tension.

Un circuit d'arrêt d'urgence externe est recommandé.
Avant d'allumer l'outil

Avant d'allumer l'outil, vérifier qu'il est correctement monté et s'assurer que l'entraînement moteur est correctement installé.
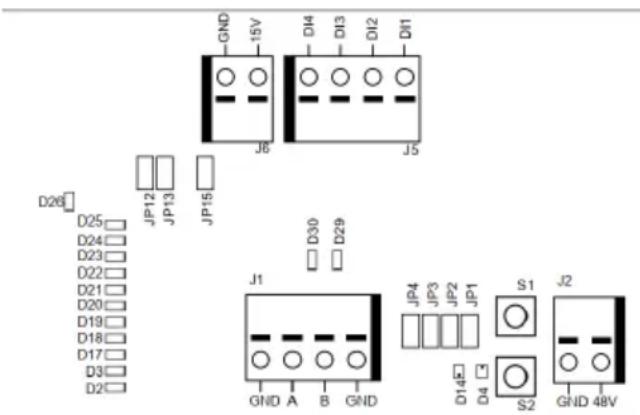
Présentation de l'entraînement moteur
Connecteurs PCB de l'entraînement moteur, boutons, câbles de raccordement, indicateurs, orifices de montage et dimensions
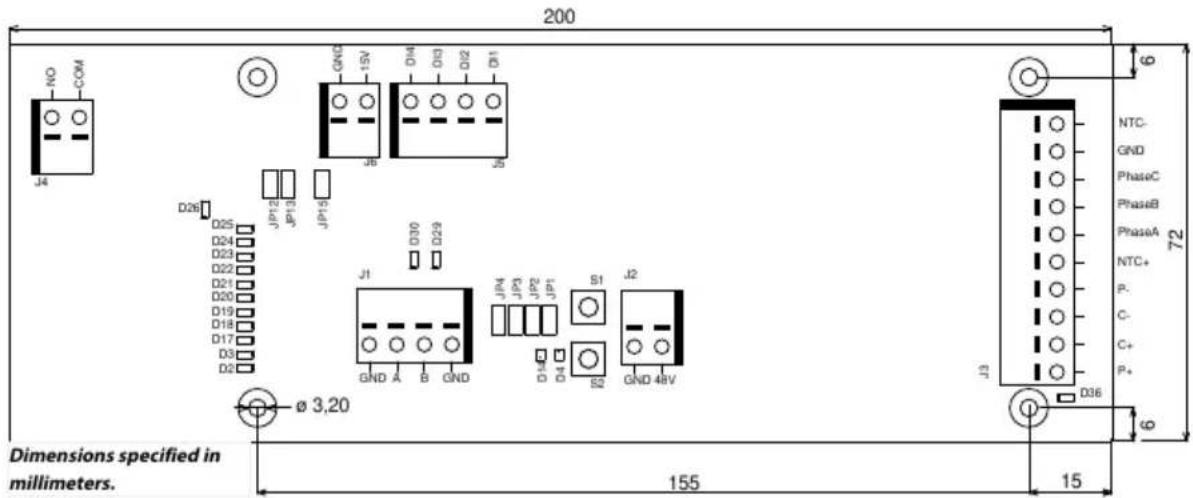
Le PCB de l'entraînement moteur est livré monté dans un porte-rail DIN pouvant être fixé sur un rail standard de 35 x 7,5 mm répondant à la norme DIN EN50022, mais le PCB de l'entraînement moteur peut être retiré de ce support et installé à l'aide des orifices de montage. Si les orifices de montage sont utilisés, il est recommandé d'utiliser des vis unipolaires M3 de 10 mm pour le montage du PCB de l'entraînement moteur.
Il est recommandé d'utiliser des bagues de 10 mm avec manchon plastique pour chaque câble relié à chacun des connecteurs. Les câbles peuvent être facilement enfoncés dans les connecteurs et sortis à l'aide d'un petit tournevis plat (tête de 3,5 mm et de 0,6 mm d'épaisseur).
Description du connecteur
| DescriptionAXEConnecteur | ||
| GNDGNDJ1 | ||
| Modbus RTU RS-485 (A)AJ1 | ||
| Modbus RTU RS-485 (B)BJ1 | ||
| GNDGNDJ1 | ||
| GNDGNDJ2 | ||
| 48 VDC input48VJ2 | ||
| Couleur du câble moteurAXEConnecteur | ||
| BlancP+J3 | ||
| RoseC+J3 | ||
| GrisC-J3 | ||
| VertP-J3 | ||
| Marron, (0,25 mm2)NTC+J3 | ||
| J3 | Marron, (0,25 mm2)Phase A | |
| J3 | Phase B | Bleu |
| J3 | Phase C | Black |
| GNDJ3 | Terre Coffret | |
| J3 | NTC- | Jaune |
| Shield | Raccordé à la terre, X2 dans coffret Mirka | |
| DescriptionAXEConnecteur | ||
| J4 | COM | Relais COM |
| J4 | NO | Relais NO |
| DescriptionAXEConnecteur | ||
| J5 | DI1 | Entrée numérique de contrôle de la vitesse bit 1 |
| J5 | DI2 | Entrée numérique de contrôle de la vitesse bit 2 |
| J5 | DI3 | Entrée numérique de contrôle de la vitesse bit 3 |
| J5 | DI4 | Entrée numérique de contrôle de la vitesse bit 4 |
| DescriptionAXEConnecteur | ||
| 15VJ6 | Sortie 15 VDC | |
| GNDGNDJ6 | ||
Description du bouton
| Bouton | Description |
| S1 | Bouton auto-test |
| S2 | Bouton de réinitialisation |
Description de l'indicateur
| Indicateur | Description |
| D2 | Indicateur de point de réglage de la vitesse, allumé si point de réglage de la vitesse 1 actif. Indicateur d'adresse esclave RTU du modbus, bit 1. |
| D3 | Indicateur de point de réglage de la vitesse, allumé si point de réglage de la vitesse 3 actif. Indicateur d'adresse esclave RTU du modbus, bit 2. |
| D4 | Indicateur d'état de l'outil. Devient rouge si l'outil est arrêté, vert lorsque l'outil fonctionne. |
| D14 | Indicateur d'état de l'entraînement moteur Vert quand l'entraînement moteur est sur ON. Cli-gnote vert quand l'entraînement moteur est sur OFF.DescriptionIndicateur |
| D17 | Indicateur de point de réglage de la vitesse, allumé si point de réglage de la vitesse 5 actif. Indicateur d'adresse esclave RTU du modbus, bit 3. |
| D18 | Indicateur de point de réglage de la vitesse, allumé si point de réglage de la vitesse 7 actif. Indicateur d'adresse esclave RTU du modbus, bit 4. |
| D19 | Indicateur de point de réglage de la vitesse, allumé si point de réglage de la vitesse 9 actif. Indicateur d'adresse esclave RTU du modbus, bit 5. |
| D20 | Indicateur de point de réglage de la vitesse, allumé si point de réglage de la vitesse 11 actif. Indicateur d'adresse esclave RTU du modbus, bit 6. |
| D21 | Indicateur de point de réglage de la vitesse, allumé si point de réglage de la vitesse 13 actif. Indicateur d'adresse esclave RTU du modbus, bit 7. |
| D22 | Indicateur d'adresse esclave RTU du modbus, bit 8. |
| D23 | Allumé si le mode de l'indicateur D2–D3, D17–D22 est l'adresse esclave RTU du modbus. |
| D24 | Allumé si l'interface numérique de contrôle de la vitesse est activée. |
| D25 | Allumé si l'indicateur d'état de l'alarme est défini. |
| D26 | Indicateur d'état du relais. |
| D29 | Indicateur de réception du Modbus RTU |
| D30 | Indicateur de transmission du Modbus RTU |
| D36 | Défaut potentiel du câblage de l'outil. Devient rouge lorsqu'un défaut potentiel du câblage C+/C-/P+/P- de l'outil est détecté. |
Affichage du point de réglage de la vitesse
| Outil | Régime mini (tr/min) | Régime max (tr/min) |
| AIROS 550 CV/NV | 100004000AIROS 650 CV/NV | |
| AIROS 350 CV/NV | ||
| AIROS 150 NV | 80004000AIROP 312 NV | |
| AIOS 130 NV | ||
| 100005000AIOS 353 CV/NV | ||
| 30001000AIRP 300 |
| Vite-sse ré-glée | Bitmap | Régime à différents points de réglage (tr/min) | LEDs Régime actives | ||||||||||||
| DI4 | DI3 | DI2 | DI1 | Régime Outil | Régime Outil | Régime Outil | Régime Outil | D2 | D3 | D17 | D18 | D19 | D20 | D21 | |
| 4000-10000 | 4000-8000 | 5000-10000 | 1000-3000 | ||||||||||||
| 1 | 0 | 0 | 0 | 1 | 4000 | 4000 | 5000 | 1000 | X | ||||||
| 2 | 0 | 0 | 1 | 0 | 4500 | 4333 | 5417 | 1167 | X | ||||||
| 3 | 0 | 0 | 1 | 1 | 5000 | 4666 | 5834 | 1334 | X | X | |||||
| 4 | 0 | 1 | 0 | 0 | 5500 | 4999 | 6251 | 1501 | X | X | |||||
| 5 | 0 | 1 | 0 | 1 | 6000 | 5332 | 6668 | 1668 | X | X | X | ||||
| 6 | 0 | 1 | 1 | 0 | 6500 | 5665 | 7085 | 1835 | X | X | X | ||||
| 7 | 0 | 1 | 1 | 1 | 7000 | 5998 | 7502 | 2002 | X | X | X | X | |||
| 8 | 1 | 0 | 0 | 0 | 7500 | 6331 | 7919 | 2169 | X | X | X | X | |||
| 9 | 1 | 0 | 0 | 1 | 8000 | 6664 | 8336 | 2336 | X | X | X | X | X | ||
| 10 | 1 | 0 | 1 | 0 | 8500 | 6997 | 8753 | 2503 | X | X | X | X | X | ||
| 11 | 1 | 0 | 1 | 1 | 9000 | 7330 | 9170 | 2670 | X | X | X | X | X | X | |
| Mise en serviceBitmap | ||||
| DI1DI2DI3DI4 | ||||
| Arrêté0000 | ||||
| 0111 | Fonctionne, aucun changement de régime | |||
| 1111 | Fonctionne, aucun changement de régime | |||
Affichage de l'adresse esclave du Modbus RTU
| BIT 8 | BIT 7 | BIT 6 | BIT 5 | BIT 4 | BIT 3 | BIT 2 | BIT 1 |
| D2D3D17D18 |
D2D3D17D18D19D20D21
Description du câble de raccordement
| Câbles de raccorde-ment | Par défaut | Description |
| JP1 | Non défini | Réservé pour un usage ultérieur |
| JP2 | Non défini | Si défini, une résistance d'extrémité de 270 Ω est connectée entre les broches A et B du Modbus RTU. |
| JP3 | Non défini | Si défini, une résistance de rappel vers le niveau bas de 10 kΩ est connectée à la broche B du Modbus RTU. |
| JP4 | Non défini | Si défini, une résistance de rappel vers le niveau haut de 10 kΩ est connectée à la broche A du Modbus RTU. |
| JP12 | Non défini | Si défini, la fonction de contrôle numérique de la vitesse est activée. |
| JP13 | Non défini | Si défini, les indicateurs D2–D3, D17–D22 signalent l'adresse esclave du Modbus RTU actuelle au lieu du point défini pour la vitesse. |
| JP15 | Non défini | Réinitialisation aux réglages d'usine. |
Brochage du connecteur de câble de l'outil
| Broche (couleur, dimension) | Description |
| PE (vert-jaune, 1,0 mm ) | Inutilisé |
| 1 (brun, 1,00 mm ) | Phase A |
| 2 (bleu, 1,00 mm ) | Phase B |
| 3 (noir, 1,00 mm ) | Phase C |
| A (vert, 0,25 mm ) | C- |
| B (rose, 0,25 mm ) | C+ |
| C (vert, 0,25 mm ) | P- |
| C (jaune, 0,25 mm ) | NTC- |
| D (brun, 0,25 mm ) | NTC+ |
| P+E (blanc, 0,25 mm ) |
ATTENTION ! NTC- et P- sont raccordés ensemble à la même broche à l'intérieur du connecteur.
Brochage du câble d'adaptateur Hilscher NT 50-RS-EN (DSUB-9 femelle)
| DescriptionBROCHE (couleur) | |
| GND1 (blanc, WH) | |
| 4 (brun, BN) | Modbus RTU (A, RxD / TxD+) |
| 5 (vert, GN) | Modbus RTU (B, RxD / TxD-) |
| ProtectionPROTECTION |
Raccordements du bloc de jonction (matériel v. 3.05 et ultérieur)
Pour que la ponceuse puisse fonctionner, le bloc de jonction 4 doit être raccordé à une sortie 24 V à partir du robot/PLC, tandis que le bloc de jonction 6 doit être raccordé à 0 V sur le robot/PLC.
Pour plus de sécurité, la sortie Enable-State peut être réglée sur Bas si le robot rencontre un problème le forçant à s'arrêter. Cela arrêtera automatiquement la tête de ponçage/polissage.
Le câble de 3 mètres à 2 conducteurs fourni avec le coffret doit être utilisé pour raccorder l'enable-state, conformément aux instructions.
Module autostart aspiration :
Les clients peuvent intégrer le module optionnel Mirka AutoStart (MIA6519011) afin d'activer la fonction Démarrage/Arrêt automatique de l'extracteur de poussière. Pour ce faire, raccorder le bloc de jonction 5 à la borne positive (+) du module AutoStart, et le bloc de jonction 7 à la borne négative (-).
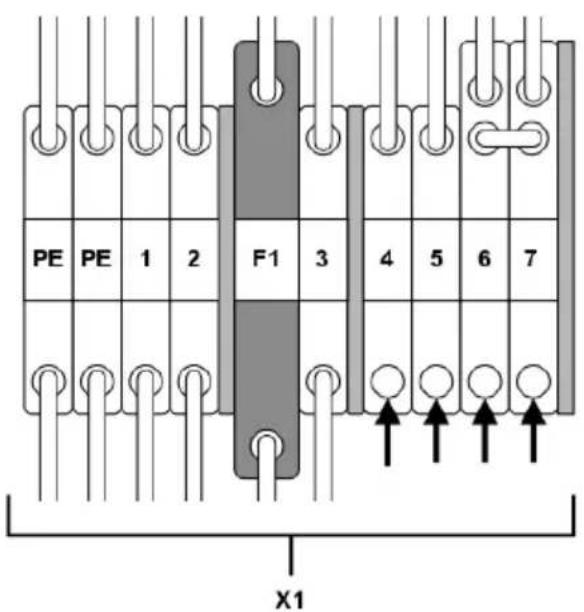
| Bloc de jonctionFonction/Raccordement | |
| Sortie 24 V Enable-state robot/PLC | X1:4 (raccordé à la broche J5, DI1) |
| X1:6Robot/PLC 0V | |
| Module AutoStart + | X1:5 (raccordé à la broche J4, NO)X1:7Module AutoStart - |
Modbus RTU
Le Modbus RTU sur RS-485 est utilisé pour communiquer avec l'entraînement moteur. L'entraînement moteur est configuré comme appareil esclave du Modbus RTU et l'adresse esclave par défaut est 86. L'adresse esclave peut être modifiée si elle entre en conflit avec un autre appareil esclave du Modbus RTU.
Le connecteur J1 de l'entraînement moteur est utilisé pour la communication du Modbus RTU. Un câble à paires torsadées blindé est recommandé et le blindage doit être relié à la terre en un seul point, normalement au niveau de l'appareil maître. La broche A du connecteur J1 est équivalente à RxD / TxD+ et la broche B est équivalente à RxD / TxD-.
Configuration RS-485
| 19200DÉBIT DE TRANSMISSION | |
| RÉGULIÈREPARITÉ | |
| 1BITS ARRÊT | |
| 8BITS DONNÉES |
Registres bobine (F1, F5, F15)
| DescriptionNomType de donnée | |||
| 00001 - 00012 | Uint16 | Sorties numériques | Les bobines 1–11 sont réservées pour un usage ultérieur.La bobine 12 est le relais situé sur l'entraînement moteur. |
Registres d'entrée (F4)
ATTENTION ! Les registres d'entrée 30001 à 30016 sont spécifiques au variateur. Par exemple : « Nombre de baisses de régime » correspond au nombre total de baisses de régime pour l'ensemble des outils ayant été connectés au variateur moteur.
ATTENTION ! * Requiert la version du matériel 3.05 ou ultérieure et une version 0.05 ou ultérieure de l'outil.
| DescriptionNomType de donnée | |||
| 30001 | Uint16 | Nombre de baisses de régime | Nombre de fois où la vitesse a chuté de plus de 25 % par rapport au point de réglage. |
| 30002 | Uint16 | Nombre de surchauffes de l’outil | Nombre de fois où la température de l’outil a dépassé la limite « chaude », 79 °C. |
| Uint1630003 | Nombre de surchauffes de l’entraînement moteur | Nombre de fois où la température de l’entraînement moteur a dépassé la limite « chaude », 73 °C. | |
| 30004 | Uint16 | Nombre de chauffes de l’outil | Nombre de fois où la température de l’outil a dépassé la limite « brûlante », 134 °C. |
| Uint1630005 | Nombre de chauffes de l’entraînement moteur | Nombre de fois où la température de l’entraînement moteur a dépassé la limite « brûlante », 117 °C. | |
| 30006 | Uint16 | Nombre d’arrêts de l’outil | Nombre de fois où la température de l’outil a dépassé la limite « arrêt », 142 °C. |
| Uint1630007 | Nombre d’arrêts de l’entraînement moteur | Nombre de fois où la température de l’entraînement moteur a dépassé la limite « arrêt », 123 °C. | |
| 30008 | Uint16 | Nombre de tensions hors limite | Nombre de fois où la tension d’entrée est sortie de la plage 44–52 VDC. |
| 30009 | Uint16 | Nombre de faibles surintensités | Nombre de fois où le courant a dépassé 15,1 A |
| Uint1630010 | Nombre de surintensités moyennes | Nombre de fois où le courant a dépassé 18,2 A | |
| Nombre d’utilisations prolongées | Unit1630014 fois où le temps d’utilisation a dépassé 60 secondes. | ||
| Uint1630012 | Nombre d’utilisations intermédiaires | Nombre de fois où l’utilisation a duré entre 20 et 60 secondes. | |
| 30013 | Uint16 | Nombre d’utilisations courtes | Nombre de fois où le temps d’utilisation a été inférieur à 20 secondes. |
| 30014 | Uint16 | Heures d’utilisation | Temps d’utilisation en heures. |
| 30015 | Uint16 | Minutes d’utilisation | Temps d’utilisation en minutes. |
| 30016 | Uint16 | Secondes d’utilisation | Temps d’utilisation en secondes. |
| Courant en mA.CourantInt1630017 | |||
| 30018 | Uint16 | Vitesse de rotation | Régime en tr/min. |
| 30019 | Uint16 | Température de l’outil | Température de l’outil en °C. |
| Uint1630020 | Température de l’entraînement moteur | Température de l’entraînement moteur en °C. | |
| 30021-30030 | Char[20] | Version du matériel | Version et date de fabrication du matériel, par ex. “2.0 Jan 18 14:00”. |
| 30031-30039 | Char[18] | Version de pièce | Identification de la version de la pièce et de l’entraînement moteur, par ex. “Al1.3 123456” |
| 30040-30046 | Char[14] | Numéro de série de l’entraînement moteur | Numéro de série de l’entraînement moteur, par ex. “749474379001” |
| 30047 | Uint16 | Drapeau de statut d’alarme | Le drapeau de statut d’alarme peut à tout instant contenir une combinaison de valeurs de la liste ci-dessous. Vérifier les bits individuels pour déterminer le type d’alarme qui sont déclenchés. Ce drapeau est automatiquement effacé après 5 secondes si l’origine de l’alarme n’est plus présente. 0x0000 = Non déclenché 0x0001 = Surchauffe outil 0x0002 = Surchauffe entraînement moteur 0x0004 = Surintensité 0x0008 = Sous-intensité 0x0010 = Surtension 0x0020 = Auto-test en cours 0x0040 = chute de régime 0x0080 = Intensité forte 0x0100 = Changement d’outil en cours 0x0200 = Défaut potentiel du câblage de l’outil. 0x0400 = Mode Réinitialisation usine 0x0800 = Protection en écriture désactivée 0x1000 = Outil débranché (communication perdue)* |
| ID OutilUint1630061 | |||
| Régime mini. outilUint1630062 | |||
| Régime max. outilUint1630063 | |||
| Identifiant outil disponibleUint1630064 | |||
| 30065-30071 | Char[14] | Numéro de série de l’outil | |
| 30174* | Uint16 | Diamètre de plateau de l’outil | |
| Décalage Z outilUint1630175* | |||
| 30176* | Uint16 | Orbite outil | Orbite de l’outil en mm. |
| 30177* | Uint16 | Poids de l’outil | |
| 30178* | Uint16 | CdG outil | Centre de gravité de l’outil |
| 30179* | Uint16 | Largeur de plateau de l’outil | |
| 30180* | Uint16 | Longueur de plateau de l’outil | |
| 30181-30183* | Char[3] | Version de l’outil | Version du matériel, par ex. « 0.04 » |
| 30181-30193* | Char[10] | Nom du modèle d’outil | |
Registres d'exploitation (F3, F6, F16)
| DescriptionNomType de donnée | |||
| 40001-40010 | Char[20] | Nom de l'appareil | Longueur max. 19 caractères imprimables, par ex. "AIMD 749474379001". |
| Consigne de vitesseUint1640011 | Point de réglage de la vitesse, et non la vitesse réelle, entre le régime minimal et maximaldel'outil | ||
| Mise en serviceUint1640012 | État de l'entraînement moteur, peut être une combinaison des éléments suivants :0x0001 = FONCTIONNE0x0002 = ARRÊT* 0x0004 = ALLUMÉ* 0x0008 = ÉTEINT0x0010 = DÉBUT DU CHANGEMENT D'OUTIL0x0020 = FIN DU CHANGEMENT D'OUTIL0x0040 = PROTECTION EN ÉCRI-TURE DÉSACTIVÉE0x0080 = PROTECTION EN ÉCRI-TURE ACTIVÉEATTENTION ! Lors de l'écriture d'une nouvelle valeur d'état, la valeur ne peut être qu'un état simple et non pas la combinaison de plusieurs états, par ex. ALLUMÉ+FONCTIONNE ne peuvent pas être écrits simultanément. | ||
| Adresse esclaveUint1640013 | 86 par défaut maispeutêtre modifié au besoin. | ||
ATTENTION ! Non inclus dans le matériel 3.05 ou version ultérieure
Passerelle profinet i/o ou ethernet/ip (hilscher NT 50-RS-EN)
Si l'entraînement moteur doit être connecté comme appareil Profinet I/O ou EtherNet/IP, la passerelle Hilscher NT 50-RS-EN peut être utilisée. La passerelle est connectée à l'entraînement moteur par l'intermédiaire du connecteur DSUB-9 de la passerelle et via le connecteur J1 de l'entraînement moteur. Ci-dessous le brochage pour le DSUB-9 (connecteur X2) trouvé sur la passerelle :
| DescriptionsSignalAXERS- | |||
 | 1 | GND | Potentiel de référence, masse de l'alimentation électrique |
| RxD / TxD+4 | Réception / Transmission des données positive | ||
| RxD / TxD-5 | Réception / Transmission des données négative |
Une résistance de rappel vers le niveau haut de 10 kΩ est connectée en interne sur la passerelle à "RxD / TxD+".
Une résistance de rappel vers le niveau bas de 10 kΩ est connectée en interne sur la passerelle à "RxD / TxD−".
Une documentation détaillée sur la passerelle et les outils de configuration peut être téléchargée sur le site Internet Hilscher : www.hilscher.com
Configuration
La passerelle est livrée préconfigurée par Mirka comme appareil esclave Profinet I/O ou adaptateur EtherNet/IP I/O. Le logiciel « SYCON.net » d'Hilscher peut être utilisé pour reconfigurer l'appareil. Le logiciel « Ethernet Device Setup » d'Hilscher peut être utilisé pour modifier la configuration réseau. Lors d'un changement de configuration, l'adresse IP doit généralement être réassignée.
Configuration réseau par défaut pour Profinet
| 192.168.2.191ADRESSE IP | |
| 255.255.255.0MASQUE SUBNET | |
| 0.0.0.PASSERELLE PAR DÉFAUT | |
| NOM DE L’APPAREIL | nt50enpns |
| 118TAILLE ENTRÉE | |
| 102 (Matériel v. 3.05 ou ultérieure) | |
| 5TAILLE SORTIE |
Configuration réseau par défaut pour EtherNet/IP
| ADRESSE IP | 192 168 125 110 |
| MirkaENIPNOM | |
| 101 MONTAGE ENTRÉE | |
| 102TAILLE ENTRÉE | |
| 100MONTAGE SORTIE | |
| 5TAILLE SORTIE |
Matériel de cartographie des signaux entre Profinet I/O et Modbus RTU version 3.04 ou antérieure
| Nom | Registre Modbus | Longueur de données | nt | Profinet I/ODécile | produireur de données |
| 1 bobine00012 | SetRelay fiées | 1Données modi- | 1 octet supprimé | ||
| 1 registre40011 | SetSpeedRegister fiées | 1 mot supprimé2Données mc | |||
| 1 registre40012 | SetOperationRegister fiées | 1 mot supprimé3Données mc | |||
| DeviceName | 40001-40010 | 10 registres | 10 sec. | 10 mot ajoutés4Cycliquemen | |
| CommonInputs | 30017-30020 | 4 registres | Cycliquement 1 sec. | 5 | 4 mot ajoutés |
| MiscInputs | 30001-30016 | 16 registres | sec. | 16 mot ajoutés6Cycliquemen | |
| 1 registre30047 | Alloyl Status 1 sec. | 7 | 1 mot ajouté | ||
| FirmwareVersion | 30021-30030 | 10 registres | 10 sec. | 10 mot ajoutés8Cycliquemen | |
| PartVersionSerialNumber | 30031-30046 | 16 registres | 10 sec. | 16 mot ajoutés9Cycliquemen | |
| 1 registre40011 | Gyouled Register sec. | 10 | 1 mot ajouté | ||
| 1 registre40012 | Gyouled Register sec. | 1 mot ajouté | |||
| Nom | Registre Modbus | Longueur de données | nt | Profinet I/ODécledongueur de données | drogueur de données |
| 12 bobines00001 | -00012ReadCoilssec. | 2 octets ajoutés12Cycliquement |
Matériel d'entraînement Profinet I/O version 3.05 ou ultérieure
| TypededonnéesNomTypeSlotnnées | AdresseModbusL | ||||
| 1 octet supprimé | Slot 1(relais) | FC5 111 octetBITSortie numéric | |||
| Slot 2 | 2 octets supprimés | Point de réglage de la vitesse (tr/min) | UINT16 | 1 mot | FC6 10 |
| Slot 3 | 2 octets supprimés | Mise en service | BIT | 1 mot | FC6 11 |
| Slot 4 | 8 octets ajoutés | (mA) | FC4 161 motUINT16Courant ma | ||
| (tr/min) | FC4 171 motUINT16Régime mo | ||||
| Temp.moteur (°C) | UINT16 | 1 mot | FC4 18 | ||
| ment (°C) | FC4 191 motUINT16Temp. entr | ||||
| Slot 5 | 8 octets ajoutés | Mat. d'entr. | CHAR | 6 octets | FC4 20-23 |
| Slot 6 | 2 octets ajoutés | AlarmStatus | BIT | 1 mot | FC4 46 |
| Slot 7 | 4 octets ajoutés | Point de réglage de la vitesse (tr/min) | UINT16 | 1 mot | FC3 10 |
| Mise en service | BIT | 1 mot | FC3 11 | ||
| Slot 8 | 8 octets ajoutés | ID Outil | UINT16 | 1 mot | FC4 60 |
| (tr/min) | FC4 611 motUINT16Régime mi | ||||
| (tr/min) | FC4 621 motUINT16Régime ma | ||||
| disponible | FC4 631 motBITIdentifiant outil | ||||
| 16 octets ajoutés | Slot 9 de série de l'outil | CHAR | 14 octets | FC4 64-71 | |
| Slot 10 | 8 octets ajoutés | Diamètre de plateau (mm) | UINT16 | 1 mot | FC4 173 |
| Décalage Z outil (mm) | UINT16 | 1 mot | FC4 174 | ||
| Orbite outil (mm) | UINT16 | 1 mot | FC4 175 | ||
| Poids outil (g) | UINT16 | 1 mot | FC4 176 | ||
| 32 octets ajoutés | Slot 10 de calage COG Z outil (mm) | UINT16 | 1 mot | FC4 177 | |
| Largeur de plateau (mm) | UINT16 | 1 mot | FC4 178 | ||
| Longueur de plateau (mm) | UINT16 | 1 mot | FC4 179 | ||
| Mat. outil | CHAR | 6 octets | FC4 180-182 | ||
| Nom du modèle d'outil | CHAR | 20 octets | FC4 183-192 | ||
| TypededonnéesNomTypeSlotnnées | AdresseModbusL | ||||
| 16 octets ajoutés | Slot 12res d’utilisation de l’outil | UINT16 | 1 mot | FC4 99 | |
| Secondes d’utilisation de l’outil | UINT8 | 1 octet | FC4 100 | ||
| Minutes d’utilisation de l’outil | UINT8 | 1 octet | FC4 100 | ||
| Nombre d’utilisations courtes de l’outil | UINT32 | 2 mots | FC4 101-102 | ||
| Nombre d’utilisations intermédiaires de l’outil | UINT32 | 2 mots | FC4 103-104 | ||
| Nombre d’utilisations longues de l’outil | UINT32 | 2 mots | FC4 105-106 | ||
Matériel d'entraînement EtherNet/IP version 3.05 ou ultérieure
| Type de donnéesNomType nées | Adresse ModbusLong | ||
| Sortie | Sortie numérique (re-lais) | BIT | 1 octet |
| Sortie | Point de réglage de la vitesse (tr/min) | UINT16 | 1 mot |
| Sortie | Mise en service | BIT | 1 mot |
| Tension d'entrée | 2 mots | ||
| Tension d'entrée | Courant moteur (mA) | UINT16 | 1 mot |
| Tension d'entrée | Régime moteur (tr/min) | UINT16 | 1 mot |
| Tension d'entrée | Temp. moteur (°C) | UINT16 | 1 mot |
| Tension d'entrée | Temp. entraînement (°C) | UINT16 | 1 mot |
| Tension d'entrée | AlarmStatus | BIT | 1 mot |
| Tension d'entrée | Point de réglage de la vitesse (tr/min) | UINT16 | 1 mot |
| Tension d'entrée | Mise en service | BIT | 1 mot |
| Tension d'entrée | ID Outil | UINT16 | 1 mot |
| Tension d'entrée | Régime mini (tr/min) | UINT16 | 1 mot |
| Tension d'entrée | Régime max (tr/min) | UINT16 | 1 mot |
| Tension d'entrée | Identifiant outil disponible | BIT | 1 mot |
| Tension d'entrée | N° de série de l'outil | CHAR | 14 octets |
| Tension d'entrée | Diamètre de plateau (mm) | UINT16 | 1 mot |
| Tension d'entrée | Décalage Z outil (mm) | UINT16 | 1 mot |
| Tension d'entrée | Orbite outil (mm) | UINT16 | 1 mot |
| Tension d'entrée | Poids outil (g) | UINT16 | 1 mot |
| Tension d'entrée | Décalage COG Z outil (mm) | UINT16 | 1 mot |
| Tension d'entrée | Largeur de plateau (mm) | UINT16 | 1 mot |
| Type de donnéesNomType nées | Adresse ModbusLong | ||
| Tension d'entrée | Longueur de plateau (mm) | UINT16 | 1 mot FC4 179 |
| Tension d'entrée | Version de l'outil | CHAR | 6 octets FC4 180-182 |
| Tension d'entrée | Nom du modèle d'outil | CHAR | 20 octets FC4 183-192 |
| Tension d'entrée | Matériel de l'entraînement | CHAR | 6 octets FC4 20-23 |
| Tension d'entrée | Heures d'utilisation de l'outil | UINT16 | 1 mot FC4 99 |
| Tension d'entrée | Secondes d'utilisation de l'outil | UINT16 | 1 octet FC4 100 |
| Tension d'entrée | Minutes d'utilisation de l'outil | UINT16 | 1 octet FC4 100 |
| Tension d'entrée | courtes de l'outil | FC4 101-1022 motsUINT32Nombre | |
| Tension d'entrée | intermédiaires de l'outil | FC4 103-1042 motsUINT32Nombre | |
| Tension d'entrée | longues de l'outil | FC4 105-1062 motsUINT32Nombre | |
Exemple de cartographie de la passerelle du portail V14 siemens TIA 3.04 ou antérieure
Ci-dessous une capture d'écran du portail V14 TIA montrant la cartographie de la passerelle dans le système. Le fichier GSDML est disponible sur le DVD de Gateway solution téléchargeable sur hilscher.com pour faciliter l'intégration de la passerelle Hilscher NT 50-RS-EN dans votre système.
| Topology view | Network view | Device view | ||||||||
| Device overview | ||||||||||
| # | ... | Module | Rack | Slot | I address | Q address | Type | Article no. | Firmware | |
| nt50enpns | 0 | 0 | NT 50-EN/PNS | 3.4 x | ||||||
| PNHO | 0 | 0 X1 | nt50enpns | |||||||
| SetRelay | 0 | 1 | 63 | 1 Byte Output | ||||||
| SetSpeedRegister | 0 | 2 | 64...65 | 2 Byte Output | ||||||
| SetOperationRegister | 0 | 3 | 66...67 | 2 Byte Output | ||||||
| DeviceName | 0 | 4 | 68...87 | 20 Byte Input | ||||||
| CommonInputs | 0 | 5 | 88...95 | 8 Byte Input | ||||||
| MiscInputs | 0 | 6 | 96...127 | 32 Byte Input | ||||||
| AlarmStatus | 0 | 7 | 128...129 | 2 Byte Input | ||||||
| FirmwareVersion | 0 | 8 | 130...149 | 20 Byte Input | ||||||
| PartVersion | 0 | 9 | 150...169 | 20 Byte Input | ||||||
| SerialNumber | 0 | 10 | 170...181 | 12 Byte Input | ||||||
| GetSpeedRegister | 0 | 11 | 182...183 | 2 Byte Input | ||||||
| GetOperationRegister | 0 | 12 | 184...185 | 2 Byte Input | ||||||
| ReadCoils | 0 | 13 | 186...187 | 2 Byte Input | ||||||
Fonctionnement de base pour le modbus RTU
L'entraînement moteur doit être activé avant que l'outil puisse être démarré. La première opération à effectuer est de placer l'entraînement moteur sur Activé. Cette opération diffère à partir de la version 3.05 du matériel. Sur les versions précédentes, une commande « Entraînement activé » doit être envoyée à l'entraînement moteur, tandis que les versions plus récentes disposent d'une broche numérique DI1 dédiée à l'état Activé. Il n'est pas obligatoire d'envoyer l'ordre d'état Désactivé avant de couper l'alimentation de l'entraînement moteur.
Lorsque l'entraînement moteur est activé, la valeur de la consigne de vitesse peut être écrite et si l'état peut être réglé sur FONCTIONNEMENT en envoyant l'ordre d'état FONCTIONNEMENT. Cela fera fonctionner l'outil conformément à la consigne de vitesse. Pour arrêter l'outil, placer l'entraînement moteur sur ARRÊT en envoyant l'ordre d'état ARRÊT.
Il est recommandé de surveiller sans cesse le régime moyen, l'intensité moyenne, la température de l'outil, la température de l'entraînement moteur et le drapeau de statut d'alarme. Cela permettra de détecter tout problème survenant pendant le fonctionnement.
Exemple de séquence pour le démarrage et l'arrêt de l'outil (Matériel version 3.04 et antérieures) :
- Écrire 4 (0x0004) dans le registre « Fonctionnement », cela fait passer l'entraînement moteur sur Activé.
- Écrire 4000 (0x0FA0) dans le registre "Consigne de vitesse", cela fixe la consigne de vitesse sur 4 000 tr/min.
- Écrire 1 (0x0001 FONCTIONNEMENT et l'outil commence à tourner.
- Écrire 2 (0x0002 ARRÊT et l'outil s'arrête de tourner.
- Écrire 8 (0x0008) dans le registre « Fonctionnement », cela fait passer l'entraînement moteur sur Désactivé.
Exemple de séquence pour le démarrage et l’arrêt de l’outil (Matériel version 3.05 et ultérieure)* :
- Placer la broche DI1 (Bloc de jonction 4) sur Haut (15-33 VDC) fait passer l'entraînement moteur sur Activé.
- Écrire 4000 (0x0FA0) dans le registre "Consigne de vitesse", cela fixe la consigne de vitesse sur 4 000 tr/min.
- Écrire 1 (0x0001 FONCTIONNEMENT et l'outil commence à tourner.
- Écrire 2 (0x0002 ARRÊT et l'outil s'arrête de tourner.
- Placer la broche DI1 sur Bas (GND) fait passer l'entraînement moteur sur Désactivé.
Voir le chapitre « Connexions des blocs de jonction (Matériel version 3.05 et ultérieure) » pour des informations détaillées sur les connexions.
Interface numérique
L'entraînement moteur peut également être contrôlé par l'intermédiaire de l'interface numérique plutôt que par le Modbus RTU, mais l'utilisation de l'interface numérique a l'inconvénient de ne pas donner de retour d'information. Pour activer l'interface numérique, le câble de raccordement JP12 doit être réglé.
Utiliser le connecteur J5 comme entrée pour l'interface numérique. L'entrée est considérée comme élevée si une tension comprise entre 15–33 VDC est appliquée sur la broche de sortie. L'entrée est considérée comme basse si la tension est inférieure à 12 VDC ou si l'entrée reste flottante. La broche GND du connecteur J6 doit être branchée entre les systèmes. Le connecteur J6 doit également être utilisé pour fournir une tension de contrôle de 15 VDC, au besoin.
Fonctionnements de l'interface numérique
Se référer au tableau d'affichage du point de réglage de la vitesse dans le chapitre Présentation de l'entraînement moteur.
Fonction auto-test
Lorsque le bouton S1 est maintenu enfoncé, l'entraînement moteur effectue un rapide auto-test. Le drapeau de statut d'alarme est fixé sur 6 (auto-test en cours). Les indicateurs D4 et D14 clignotent en vert si les températures et les tensions ne dépassent pas les limites. Si les températures ou les tensions dépassent les limites, les indicateurs clignotent en rouge.
Fonction réinitialisation
Enfoncer momentanément le bouton S2 pour réinitialiser l'entraînement moteur. Cela revient à peu près à éteindre et rallumer l'appareil.
Fonction réinitialisation d'usine
Au besoin, la configuration de l'entraînement moteur peut être réinitialisée aux paramètres par défaut d'usine. Cela restaure l'adresse esclave du Modbus assignée en usine, et la dernière configuration d'outil connue sera réinitialisée aux paramètres d'usine par défaut. Pour une réinitialisation aux paramètres d'usine, suivre les étapes suivantes :
- Régler le câble de raccordement JP15.
- Appuyer et maintenir enfoncé S2 pendant 5 secondes.
- Retirer JP15.
Écrire la protection
Les registres d'exploitation du "Nom de l'appareil" et "Adresse esclave" sont généralement en lecture seule pour éviter toute écriture accidentelle dans ces registres. Si l'un de ces registres doit être modifié, suivre les étapes suivantes :
- Écrire 64 (0x0040) dans le registre "Fonctionnement" pour désactiver la protection contre les écritures.
- Écrire la nouvelle valeur dans les registres d'exploitation "Nom de l'appareil" ou "Adresse esclave".
- Écrire 128 (0x0080) dans le registre "Fonctionnement" pour activer la protection contre les écritures.
Arrêt de sécurité / e-stop
L'entraînement moteur en lui-même n'a aucune entrée pour détecter ou réagir à un signal d'arrêt de sécurité / E-stop. Un contacteur approprié peut être utilisé et placé à proximité de l'entraînement moteur pour brancher ou débrancher les câbles de phase A, B et C de l'outil.
Fonction changement d'outil à la volée
Si plusieurs outils peuvent être utilisés avec le même entraînement moteur, un seul à la fois peut y être connecté. Lors du changement d'un outil pour un autre, suivre les étapes suivantes :
- Arrêter l'outil en écrivant 2 (0x0002) dans le registre "Fonctionnement".
- Écrire 16 (0x0010) dans le registre "Fonctionnement" pour indiquer à l'entraînement moteur que vous vous apprêtez à déconnecter l'outil actuellement en place.
- Attendez 1 seconde avant de déconnecter de l'entraînement moteur l'outil actuellement en place.
- Déconnectez de l'entraînement moteur l'outil actuellement en place.
- Connectez l'autre outil à l'entraînement moteur.
- Écrivez 32 (0x0020) dans le registre "Fonctionnement" pour indiquer à l'entraînement moteur que le nouvel outil a été mis en place.
- Attendez 1 seconde avant de démarrer le nouvel outil.
Fonctions Protection
| RaisonMode Protection | |
| L’outil a une puissance restreinte | • L’entraînement moteur dépasse 117 °C• La température de l’outil dépasse 134 °C• Charge excessive |
| L’outil s’arrête complètement | • L’entraînement moteur dépasse 123 °C• La température de l’outil dépasse 142 °C• Surcharge |
Guide de dépannage
| Procédures recommandéesProblème | |
| L'entraînement moteur ne s'allume pas. | Vérifier que 48 VDC est bien présent sur J2 et que la polarité est bonne. |
| L'outil ne démarre pas. | *Vérifier que l'entraînement moteur est sur MARCHE (D14 ne clignote pas).**Vérifier que D11 est activée (D14 ne clignote pas).Vérifier que l'entraînement moteur est sur FONCTIONNE (D4 est vert).Vérifier que le montage du câble de l'outil : les broches sont-elles bien connectées ?*3.04 et antérieure**3.05 et ultérieure |
| L'outil s'arrête subitement. | Vérifier le drapeau de statut d'alarme.Vérifier l'entraînement moteur et les températures de l'outil.Vérifier que l'outil ne subit pas de surcharge. |
| La communication avec le Modbus RTU ne fonctionne pas. | Vérifier si JP1 et JP12 ne sont pas réglés.Vérifier le débit de transmission, la parité, les bits d'arrêt et les bits de données.Vérifier les indicateurs D29 et D30 de transmission/réception ; ils clignotent lorsqu'une activité est détectée sur le bus.Vérifier que les broches A et B sont correctement connectées.Voir si l'ajout d'une résistance d'extrémité (JP2), d'une résistance de rappel vers le niveau bas de la broche A (JP3), ou d'une résistance de rappel vers le niveau bas de la broche B (JP4) résout le problème.Vérifier l'adresse esclave (régler le câble de raccordement JP13 et utiliser les indicateurs D2-D3, D17-D22 pour lire l'adresse actuelle). |
| La communication avec lapasserellel/O ne fonctionne pas. | Vérifier si JP1 et JP12 ne sont pas réglés.Vérifier la configuration du réseau de la passerelleVérifier l'alimentation électrique 24 VDC.Vérifier que le câble de l'adaptateur du Modbus RTU est bien branché. |
| L'interface numérique du contrôleur de vitesse ne fonctionne pas. | Vérifier que JP1 n'est pas réglé.Vérifier que JP12 est réglé.Vérifier la tension sur une entrée forte, elle doit se situer entre 15-33 VDCVérifier la tension sur une entrée faible, elle doit être proche de 0 volt.Vérifier le branchement GND. |
| L'indicateur D36 s'allume en rouge ou la vitesse de l'outil est trop rapide/lente. | Vérifier les câblages C+/C-/P+/P- sur J3. |
DANGER

Rendre inutilisables les outils électriques en trop en retirant leur cordon d'alimentation.
Respecter les règlementations propres à chaque pays en ce qui concerne la mise au rebut et le recyclage des machines inutilisées, des emballages et des accessoires.
Union européenne uniquement : Ne pas jeter les outils électriques avec les déchets ménagers. En respect des directives européennes relatives à la mise au rebut des équipements électriques et électroniques et à sa mise en œuvre conformément à la loi nationale, les outils électriques en fin de vie doivent être triés et retournés à un centre de recyclage respectueux de l'environnement.
Pour davantage d'informations sur REACH, RoHS et notre responsabilité sociale d'entreprise, rendez-vous sur www.mirka.com.

Cet appareil, ses accessoires et cordons se recyclent
À DÉPOSER EN MAGASIN À DÉPOSER EN DÉCHÉTERIE
Points de collecte sur www.quefairedemesdechets.fr Privilégiez la réparation ou le don de votre appareil !


- Déclaration de conformité
- Fabricant/fournisseur
- Garantie
- Termes et conditions
- Composants couverts par la garantie :
- La garantie ne couvre pas :
- Symboles
- Présentation du montage
- Généralités
- Interface modbus RTU
- Passerelle i/o à interface modbus RTU
- Interface de contrôle numérique
- Interface relais
- Caractéristiques techniques d'entraînement moteur
- Consignes de sécurité
- Avertissements
- Avant d'allumer l'outil
- Présentation de l'entraînement moteur
- Raccordements du bloc de jonction (matériel v. 3.05 et ultérieur)
- Module autostart aspiration :
- Modbus RTU
- Registres d'entrée (F4)
- Passerelle profinet i/o ou ethernet/ip (hilscher NT 50-RS-EN)
- Configuration
- Exemple de cartographie de la passerelle du portail V14 siemens TIA 3.04 ou antérieure
- Fonctionnement de base pour le modbus RTU
- Interface numérique
- Fonctionnements de l'interface numérique
- Fonction auto-test
- Fonction réinitialisation
- Fonction réinitialisation d'usine
- Écrire la protection
- Arrêt de sécurité / e-stop
- Fonction changement d'outil à la volée
- DANGER
Marque : Mirka
Modèle : AIROS 350S
Catégorie : Armoire électrique