
AIROS 350S - Elektroschrank Mirka - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts AIROS 350S Mirka als PDF.

| Produkttyp | Elektrischer Motorantriebs-Schrank (Motorantriebsgehäuse) |
| Marke | Mirka |
| Modell | AIROS 350S |
| Schrankabmessungen | 380 x 300 x 210 mm (B x H x T) |
| Abmessungen des Motorantriebs | 72 x 30 x 200 mm (B x H x T) |
| Gewicht | Nicht angegeben |
| Spannungsversorgung | 48 VDC (Bereich 46-50 VDC), max. Strom 10 A, Leistung 350 W |
| Drehzahlbereich | 1000 - 10 000 U/min |
| Schutzfunktionen | Überstrom, Überhitzung, Überspannung, Unterstrom, Selbsttest |
| Schnittstellen | Modbus RTU (RS-485), Profinet I/O, EtherNet/IP (über Gateway), 4 digitale Eingänge, Relaisausgang |
| Betriebstemperatur | 0 - 40 °C |
| Luftfeuchtigkeit | max. 95 % rF, nicht kondensierend |
| Schutzart | IP40 |
| Garantie | 1 Jahr ab Kaufdatum |
| Wartung | Vor allen Arbeiten die Stromversorgung unterbrechen; Antistatik-Armband verwenden |
| Sicherheit | Installation durch einen qualifizierten Elektriker; externer Not-Aus empfohlen |
| Ersatzteile | Nicht abgedeckte Verschleißteile: Teller, Bremse, Lager, Kabel; Original-Mirka-Teile verwenden |
| Normen | EN 61439-1, EN 61439-2, EN 61800-3, EN IEC 63000; Richtlinien 2014/35/EU, 2014/30/EU, 2011/65/EU |
| Hersteller | Mirka Ltd, 66850 Jeppo, Finnland |
Häufig gestellte Fragen - AIROS 350S Mirka
Benutzerfragen zu AIROS 350S Mirka
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Elektroschrank kostenlos im PDF-Format! Finden Sie Ihr Handbuch AIROS 350S - Mirka und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. AIROS 350S von der Marke Mirka.
BEDIENUNGSANLEITUNG AIROS 350S Mirka
Konformitätserklärung
Mirka Ltd 66850 Jeppo, Finnland
erklärt in alleiniger Verantwortung, dass die Mirka® Produkte (siehe Tabelle „Technische Daten“ für spezielle Modelle), auf die sich diese Erklärung bezieht, mit den folgenden Normen oder den normativen Dokumenten übereinstimmen: EN 61439-1:2011, EN 61439-2:2011, EN 61800-3:2004+A1:2012, EN IEC 63000:2018 gemäß den Bestimmungen der Richtlinien 2014/35/EU, 2014/30/EU, 2011/65/EU.
Produkte: Mirka ^® Motorantrieb
Jeppo 19.02.2025
Ort und Datum der Ausstellung

Stefan Sjöberg, Leitender GeschäftsführerFirma
Fabrikant/Lieferant
Mirka Ltd
66850 Jeppo, Finnland
Tel.: +358 20 7602111
Fax: +358 20 7602290
www.mirka.com

Übersetzung der Originalanweisung Wir behalten uns das Recht vor, zu jeder Zeit ohne vorausgegangene Ankündigung Änderungen in diesem Handbuch vorzunehmen
Gewährleistung
Mirka garantiert, dass Ihre Komponenten frei von Fabrikations- und Materialfehlern sind.
Mirka Komponenten haben eine 1-Jahres-Garantie ab Kaufdatum. Die Garantie deckt nur Herstellungs- und Materialfehler.
Wenn ein Problem auftritt, das auf einen Material- oder Verarbeitungsfehler zurückzuführen ist, repariert Mirka Ihre Komponente kostenlos gemäß den hier aufgeführten Garantiebedingungen. Damit die Garantie Ihrer Komponente gültig ist, muss die Komponente im Einklang mit der Bedienungsanleitung eingesetzt, gewartet und bedient werden.
Geschäftsbedingungen
Die Komponentengarantie von Mirka deckt Material- und Verarbeitungsfehler ab.
Komponenten, die von der Garantie abgedeckt sind:
•Motorantrieb
•Schleifeinheit
• Poliereinheit
•Stromversorgung
• Kommunikations-Gateway
Nicht von der Garantie abgedeckt sind:
- Schäden, die durch Transport, Erhalt der Lieferung, Installation, Inbetriebnahme, unsachgemäße Verwendung, Vernachlässigung bei Gebrauch oder Wartung, Unfälle, extreme, unzulässige Umgebungstemperaturen, Säuren, Wasser, ungeeignete Lagerung, übermäßige Erschütterungen oder Betrieb außerhalb der Maschinenspezifikationen verursacht wurden.
- Defekte, die durch Ersatzteile, Zubehör oder Komponenten verursacht wurden, bei denen es sich nicht um Original-Ersatzteile oder -Zubehör von Mirka handelt.
- normale Verschleißteile wie Stützteller, Tellerbremse, Abluftanschluss, Lager, Gummilagerung, Signalkabel oder Stromkabel.
- Komponenten, die modifiziert oder repariert wurden oder an denen Reparaturversuche unternommen wurden (durch andere als von Mirka autorisierte Servicewerkstätten) sowie teilweise oder vollständig demontierte Komponenten.
Kein anderer als Mirka ist befugt, die gegebenen Garantiebedingungen zu ändern, zu erweitern oder zu ergänzen.
Der Hersteller kann nicht für Folgeschäden, Ausfallzeiten, Produktionsausfälle, Personen- oder Sachschäden haftbar gemacht werden.
Ein Garantieanspruch muss so schnell wie möglich geltend gemacht werden. Ein Garantieanspruch muss innerhalb der Garantiezeit geltend gemacht werden.
Symbole
| CE | Entspricht den relevanten EU-Normen |
 | Achtung: Elektrizität |
Installationsübersicht
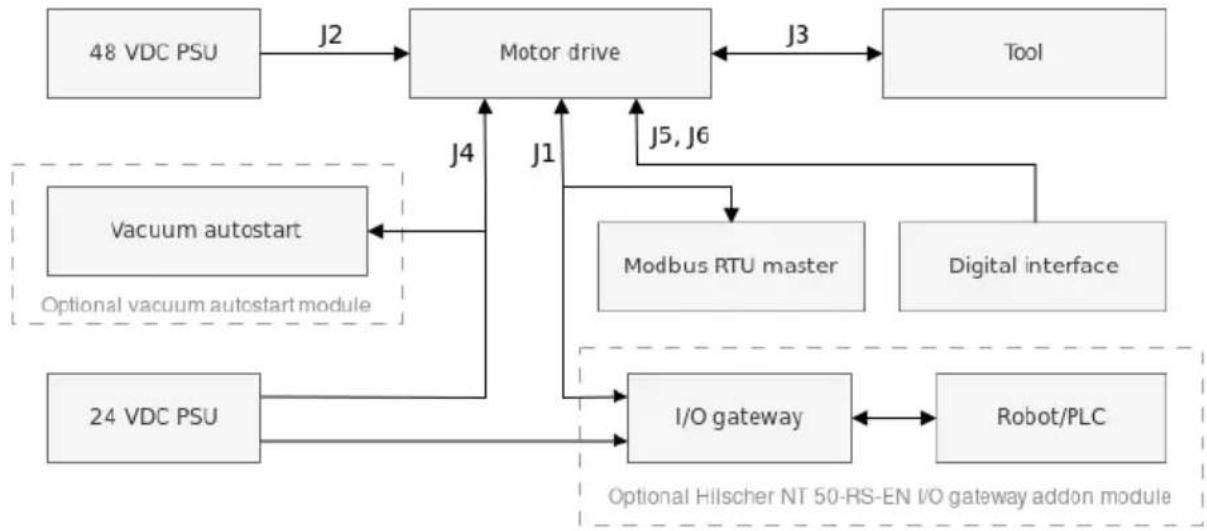
flowchart
graph TD
A["48 VDC PSU"] -->|J2| B["Motor drive"]
B -->|J3| C["Tool"]
D["24 VDC PSU"] -->|J4| B
E["Vacuum autostart"] -->|J1| B
F["Modbus RTU master"] -->|J5, J6| B
G["Digital interface"] --> B
H["I/O gateway"] -->|J1| B
I["Robot/PLC"] -->|J5, J6| B
J["Optional vacuum autostart module"] -->|J4| B
K["Optional Hilischer NT 50-RS-EN I/O gateway addon module"] -->|J1| B
Allgemeines
- Schließen Sie 48-VDC-Stromversorgung an den Motorantrieb an (J2-Anschluss).
- Schließen Sie das Werkzeug an den Motorantrieb an (J3-Anschluss).
HINWEIS! Es wird nicht empfohlen, ein abgeschirmtes Kabel für Werkzeuge zu verwenden, das länger als 10 m ist.
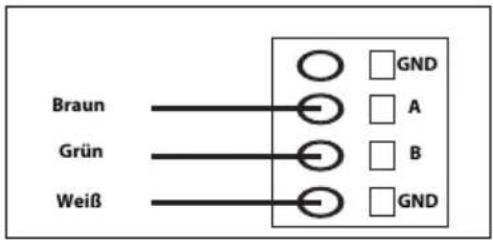
Modbus RTU Schnittstelle
- Verwenden Sie den J1-Anschluss, um den Motorantrieb an den Modbus RTU Bus anzuschließen.
I/O Gateway an Modbus RTU Schnittstelle
- Verbinden Sie die 24-VDC-Stromversorgung mit dem Gateway und schließen Sie das DSUB-9 Adapterkabel zwischen Gateway (X2-Anschluss) und Motorantrieb (J1-Anschluss) an.
Schnittstelle Digitale Steuerung
- Verwenden Sie den J6-Anschluss, um die gemeinsame Masse zwischen den Systemen anzuschließen.
- Verwenden Sie den J5-Anschluss, um den Betrieb mithilfe der vier digitalen Eingangssignale zu wählen.
Relais Schnittstelle
• Die N/O Relais-Pins sind am J4-Anschluss verfügbar.
Technische Daten für Antriebseinheit
| Eingangsspannung | |
| 48 VDCNominale Eingangsspannung | |
| 46–50 VDCEingangsspannungsbereich | |
| 10 AMaximaler Eingangsstrom | |
| 350 WNennleistung | |
| Drehzahlregelung | |
| 1000–10.000 U/minDrehzahlbereich | |
| Schutz | |
| JaÜberlastschutz | |
| JaÜberhitzungsschutz | |
| Schnittstellen | |
| Eingangsschnittstellen | Modbus RTU (RS-485)Profinet I/O (Gateway Modul)EtherNet/IP (Gateway-Modul)4-Bit digitale Eingänge (15–33 VDC) |
| Ausgangsschnittstellen | Einpoliges, nichtselbsthaltendes N/O-Relais, 250 VAC/ 125 VDC, 10 A |
| Umgebung | |
| 0–40 °CUmgebungstemperatur | |
| Luftfeuchtigkeit | Maximale relative Luftfeuchtigkeit 95 %, nicht-korrosiv, kein Tropfwasser |
| Lagertemperatur | -20 bis 80 °CIP40IP-Klassifizierung |
| Abmessungen | |
| Antriebseinheit | 380 x 300 x 210 mm (B x H x T) |
| Motorantrieb | 72 x 30 x 200 mm (B x H x T) |
| Antriebseinheit, auf DIN-Schienenhalter montiert | 95 x 55 x 210 mm (B x H x T) |
Sicherheitshinweise

Die elektrische Installation muss von einer Elektrofachkraft ausgeführt werden!

Der Motorantrieb ist nur für feste Installationen konzipiert.

Führen Sie keine Stehspannungsprüfungen an Teilen des Motorantriebs oder des Werkzeugs durch. Die Produktsicherheit wurde im Werk vollständig getestet.

Erden Sie sich mit einem antistatischen Armband, bevor Sie den Motorantrieb berühren (Jumper setzen und ähnliche Maßnahmen), um eine Beschädigung des Motorantriebs durch elektrostatische Spannungsentladung zu vermeiden.

Schalten Sie immer den Strom ab, bevor Sie Arbeiten am Schrank vornehmen.
Warnungen

Stellen Sie sicher, dass alle AC-DC-Schaltnetzteile ordnungsgemäß geerdet sind und dass der Motorantrieb nicht mit Spannung führenden Teilen in Kontakt kommt.

Es wird ein externer Not-Halt-Kreis empfohlen.
Vor dem Starten des Werkzeugs

Überprüfen Sie vor dem Starten des Werkzeugs, ob das Werkzeug korrekt montiert und der Motorantrieb korrekt installiert ist.
Übersicht Motorantrieb
Leiterplattenanschlüsse, Tasten, Jumper, Anzeigen, Befestigungslöcher und Abmessungen für Motorantriebe
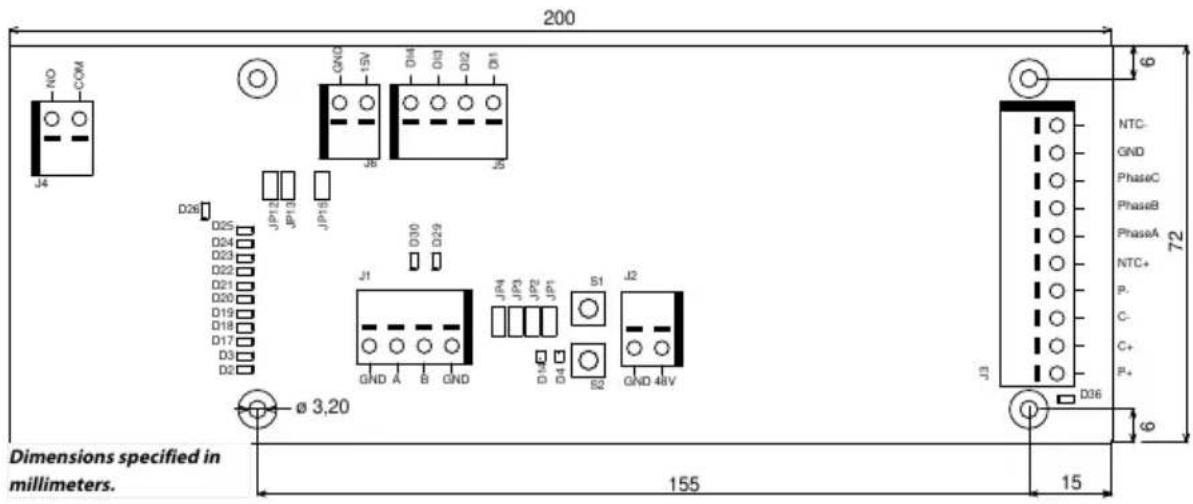
Die Leiterplatte des Motorantriebs wird in einem DIN-Schienenhalter montiert geliefert, der an einer standardmäßigen 35 x 7,5 mm EN50022-DIN-Schiene befestigt werden kann. Die Leiterplatte des Motorantriebs kann aber auch vom Halter entfernt und stattdessen mithilfe der Befestigungslöcher montiert werden. Wenn die Befestigungslöcher verwendet werden, wird empfohlen, bei der Montage der Leiterplatte des Motorantriebs einen 20-mm-Metallabstandshalter und 10 mm lange M3-Schrauben zu verwenden.
Es wird empfohlen, 10-mm-Aderendhülsen mit Kunststoffkragen für jeden Draht zu verwenden, der an einen der Anschlüsse angeschlossen wird. Mit Hilfe eines kleinen Schlitzschraubendrehers (Klingenbreite 3,5 mm, Klingenstärke 0,6 mm) lassen sich die Drähte dann einfach in die Anschlüsse schieben und wieder lösen.
Beschreibung der Anschlüsse
| BeschreibungPINAnschluss | ||
| GNDGNDJ1 | ||
| Modbus RTU RS-485 (A)AJ1 | ||
| Modbus RTU RS-485 (B)BJ1 | ||
| GNDGNDJ1 | ||
| GNDGNDJ2 | ||
| 48-VDC-Eingang48VJ2 | ||
| Farbe des MotorkabelsPINAnschluss | ||
| WeißP+J3 | ||
| RosaC+J3 | ||
| GrauC-J3 | ||
| GrünP-J3 | ||
| Braun, (0,25 mm2)NTC+J3 | ||
| Braun, (0,25 mm2)Phase AJ3 | ||
| J3 | Phase B | Blau |
| Phase CJ3 | Schwarz | |
| Schrank MasseGNDJ3 | ||
| J3 | GelbNTC- | |
| Shield | Verbunden mit Masse, X2 im Mirka-Schrank | |
| BeschreibungPINAnschluss | ||
| J4 | COM | Relais COM |
| J4 | NO | Relais NO |
| BeschreibungPINAnschluss | ||
| J5 | DI1 | Digitale Drehzahlregelung Eingang Bit 1 |
| J5 | DI2 | Digitale Drehzahlregelung Eingang Bit 2 |
| J5 | DI3 | Digitale Drehzahlregelung Eingang Bit 3 |
| J5 | DI4 | Digitale Drehzahlregelung Eingang Bit 4 |
| BeschreibungPINAnschluss | ||
| 15VJ6 | 15-VDC-Ausgang | |
| GNDGNDJ6 | ||
Beschreibung der Tasten
| Taste | Beschreibung |
| S1 | Selbsttest-Taste |
| S2 | Rückstell-Taste |
Beschreibung der Anzeigen
| Anzeige | Beschreibung |
| D2 | Drehzahlsollwertanzeige, leuchtet bei Drehzahlsollwert 1 aktiv Modbus-RTU-Slave-Adressenanzeige, Bit 1. |
| D3 | Drehzahlsollwertanzeige, leuchtet bei Drehzahlsollwert 3 aktiv Modbus-RTU-Slave-Adressenanzeige, Bit 2. |
| D4 | Werkzeugstatusanzeige. Leuchtet rot, wenn das Werkzeug gestoppt wurde, leuchtet grün, wenn das Werkzeug läuft. |
| D14 | Zustandsanzeige des Motorantriebs. Leuchtet grün, wenn der Motorantrieb im EIN-Zustand ist. Blinkt grün, wenn der Motorantrieb im AUS-Zustand ist. |
| D17 | Drehzahlsollwertanzeige, leuchtet bei Drehzahlsollwert 5 aktiv Modbus-RTU-Slave-Adressenanzeige, Bit 3.BeschreibungAnzeige |
| D18 | Drehzahlsollwertanzeige, leuchtet bei Drehzahlsollwert 7 aktiv Modbus-RTU-Slave-Adressenanzeige, Bit 4. |
| D19 | Drehzahlsollwertanzeige, leuchtet bei Drehzahlsollwert 9 aktiv Modbus-RTU-Slave-Adressenanzeige, Bit 5. |
| D20 | Drehzahlsollwertanzeige, leuchtet bei Drehzahlsollwert 11 aktiv Modbus-RTU-Slave-Adressenanzeige, Bit 6. |
| D21 | Drehzahlsollwertanzeige, leuchtet bei Drehzahlsollwert 13 aktiv Modbus-RTU-Slave-Adressenanzeige, Bit 7. |
| Modbus-RTU-Slave-Adressenanzeige, Bit 8.D22 | |
| D23 | Leuchtet, wenn der Anzeigemodus D2–D3, D17–D22 die Modbus-RTU-Slave-Adresse ist. |
| D24 | Leuchtet, wenn die Schnittstelle zur digitalen Drehzahlregelung aktiviert ist. |
| D25 | Leuchtet, wenn das Alarmstatus-Flag gesetzt ist. |
| Relaisstatusanzeige.D26 | |
| Modbus RTU-Empfangsanzeige.D29 | |
| Modbus RTU-Sendeanzeige.D30 | |
| D36 | Möglicher Werkzeugverdrahtungsfehler. Leuchtet rot, wenn ein möglicher Fehler in der Verdrahtung des Werkzeugs C+/C-/P+/P- erkannt wird. |
Drehzahlsollwertanzeige
| Werkzeug | Min. Drehzahl (U/min) | Max. Drehzahl (U/min) | ||||||||||||||
| AIROS 550 CV/NV | 100004000AIROS 650 CV/NV | |||||||||||||||
| AIROS 350 CV/NV | ||||||||||||||||
| AIROS 150 NV | 80004000AIROP 312 NV | |||||||||||||||
| AIOS 130 NV | ||||||||||||||||
| 100005000AIOS 353 CV/NV | ||||||||||||||||
| 30001000AIRP 300 | ||||||||||||||||
| Drehzahlsollwert | Bit-Map | Drehzahl bei verschiedenen Sollwerten (U/min) | Drehzahl-LEDs aktiv | |||||||||||||
| DI4 | DI3 | DI2 | DI1 | Werkzeugdrehzahl | Werkzeugdrehzahl | Werkzeugdrehzahl | Werkzeugdrehzahl | Werkzeugdrehzahl | D2 | D3 | D17 | D18 | D19 | D20 | D21 | |
| 4000-10000 | 4000-8000 | 5000-10000 | 1000-3000 | |||||||||||||
| 1 | 0 | 0 | 0 | 1 | 4000 | 4000 | 5000 | 1000 | X | |||||||
| 2 | 0 | 0 | 1 | 0 | 4500 | 4333 | 5417 | 1167 | X | |||||||
| 3 | 0 | 0 | 1 | 1 | 5000 | 4666 | 5834 | 1334 | X | X | ||||||
| 4 | 0 | 1 | 0 | 0 | 5500 | 4999 | 6251 | 1501 | X | X | ||||||
| 5 | 0 | 1 | 0 | 1 | 6000 | 5332 | 6668 | 1668 | X | X | X | |||||
| 6 | 0 | 1 | 1 | 0 | 6500 | 5665 | 7085 | 1835 | X | X | X | |||||
| 7 | 0 | 1 | 1 | 1 | 7000 | 5998 | 7502 | 2002 | X | X | X | X | ||||
| 8 | 1 | 0 | 0 | 0 | 7500 | 6331 | 7919 | 2169 | X | X | X | X | ||||
| 9 | 1 | 0 | 0 | 1 | 8000 | 6664 | 8336 | 2336 | X | X | X | X | X | |||
| 10 | 1 | 0 | 1 | 0 | 8500 | 6997 | 8753 | 2503 | X | X | X | X | X | |||
| 11 | 1 | 0 | 1 | 1 | 9000 | 7330 | 9170 | 2670 | X | X | X | X | X | X | ||
| 12 | 1 | 1 | 0 | 0 | 9500 | 7663 | 9587 | 2837 | X | X | X | X | X | X | ||
| BetriebBit-Map | ||||
| DI1DI2DI3DI4 | ||||
| Gestoppt0000 | ||||
| 0111 | Läuft, keine Geschwindigkeitsänderung | |||
| 1111 | Läuft, keine Geschwindigkeitsänderung | |||
Anzeige der Modbus-RTU-Slave-Adresse
| BIT 8 | BIT 7 | BIT 6 | BIT 5 | BIT 4 | BIT 3 | BIT 2 | BIT 1 |
| D2D3D17D18D19D20D21 |
Jumper-Beschreibung
| BeschreibungStandardJumper | ||
| JP1 | Nicht festgelegt | Reserviert für zukünftige Verwendung |
| JP2 | Nicht festgelegt | Wenn gesetzt, wird ein Abschlusswiderstand von 270 Ω zwischen den Modbus RTU Pins A und B angeschlossen. |
| JP3 | Nicht festgelegt | Wenn gesetzt, wird ein Pull-Down-Widerstand von 10 kΩ an den Modbus RTU B-Pin ange-schlossen. |
| JP4 | Nicht festgelegt | Wenn gesetzt, wird ein Pull-Up-Widerstand von 10 kΩ an den Modbus RTU A-Pin ange-schlossen. |
| JP12 | Nicht festgelegt | Wenn gesetzt, ist die Funktion zur digitalen Drehzahlregelung aktiviert. |
| JP13 | Nicht festgelegt | Wenn gesetzt, geben die Anzeigen D2–D3, D17–D22 die aktuelle Modbus-RTU-Slave-Adresse anstelle des Drehzahlsollwerts aus. |
| JP15 | Nicht festgelegt | Auf Werkseinstellungen zurücksetzen. |
Pin-Belegung des Werkzeugkabels
| Pin (Farbe, Größe) | Beschreibung |
| PE (grün-gelb, 1,0 mm ) | Nicht in Gebrauch |
| 1 (braun, 1,00 mm ) | Phase A |
| 2 (blau, 1,00 mm ) | Phase B |
| 3 (schwarz, 1,00 mm ) | Phase C |
| A (grau, 0,25 mm ) | C- |
| B (rosa, 0,25 mm ) | C+ |
| C (grün, 0,25 mm ) | P- |
| C (gelb, 0,25 mm ) | NTC- |
| D (braun, 0,25 mm ) | NTC+ |
| E (weiß, 0,25 mm ) | P+ |
HINWEIS! NTC- und P- sind zusammen an denselben PIN im Stecker angeschlossen.
Pin-Belegung Hilscher NT 50-RS-EN Adapterkabel (Buchse DSUB-9)
| BeschreibungPIN (Farbe) | |
| GND1 (weiß, WH) | |
| 4 (braun, BN) | Modbus RTU (A, RxD / TxD+) |
| 5 (grün, GN) | Modbus RTU (B, RxD / TxD-) |
| AbschirmungABSCHIRMUNG |
Klemmleistenanschlüsse (Firmware v. 3,05 und neuer)
Enable-State:
Damit die Schleifmaschine arbeiten kann, muss die Klemmenleiste 4 mit einem 24 V-Ausgang des Roboters/SPS verbunden werden, während die Klemmenleiste 6 an 0 V am Roboter/SPS angeschlossen werden sollte.
Zur Erhöhung der Sicherheit kann der Ausgang „Enable-state“ auf „Niedrig“ gesetzt werden, wenn der Roboter auf ein Problem stößt, das ihn zum Anhalten zwingt. Dadurch wird der Schleif-/Polierkopf automatisch angehalten.
Das 3 m lange, 2-polige Kabel, das mit dem Schrank geliefert wird, sollte für den Anschluss des „Enable-state“ gemäß den Anweisungen verwendet werden.
Staubabsaugung-Autostart-Modul:
Kunden können das optionale Mirka AutoStart-Modul (MIA6519011) integrieren, um die automatische Start-/Stopp-Funktion für die Staubabsaugung zu aktivieren. Verbinden Sie dazu die Klemmenleiste 5 mit der positiven (+) Klemme des AutoStart-Moduls und die Klemmenleiste 7 mit der negativen (-) Klemme.
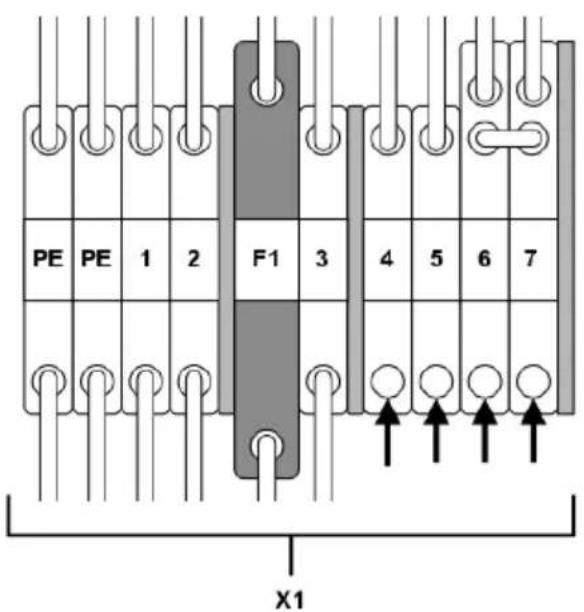
| KlemmleisteFunktion/Anschluss | |
| „Enable-state“ Roboter/SPS, Ausgabe 24 V | X1:4 (Anschluss an Stift J5, DI1) |
| X1:6Roboter/SPS 0 V | |
| AutoStart Modul + | X1:5 (Anschluss an Stift J4, NO)X1:7AutoStart Modul - |
Modbus RTU
Modbus RTU über RS-485 wird zur Kommunikation mit dem Motorantrieb verwendet. Der Motorantrieb ist als Modbus RTU-Slave-Gerät konfiguriert und die Standard-Slave-Adresse ist 86. Die Slave-Adresse kann geändert werden, wenn sie mit einem anderen Modbus-RTU-Slave-Gerät in Konflikt steht.
Der J1-Anschluss am Motorantrieb wird für die Modbus RTU-Kommunikation verwendet. Es wird eine geschirmte Zweidrahtleitung empfohlen, und die Abschirmung sollte nur an einem Punkt geerdet werden, normalerweise am Master-Gerät. Der A-Pin des J1-Anschlusses entspricht RxD / TxD+ und der B-Pin entspricht RxD / TxD−.
RS-485 Konfiguration
| 19200BAUDRATE | |
| GLEICHPARITÄT | |
| 1STOPP-BITS | |
| 8DATEN-BITS |
Spulenregister (F1, F5, F15)
| BeschreibungNameDatentypAd | |||
| 00001 - 00012 | Uint16 | Digitale Ausgänge | Spulen 1–11 sind für zukünftige Verwendung reserviert.Spule 12ist das Relais, das sich am Motorantrieb befindet. |
Input-Register (F4)
HINWEIS! Die Eingangsregister 30001-30016 sind antriebsspezifisch. Beispiel: „Drehzahlabfall-Zähler“ bezieht sich auf die Gesamtzahl der Drehzahlabfälle für alle Werkzeuge, die an den Motorantrieb angeschlossen sind.
| BeschreibungNameDatentypAd | |||
| Drehzahlabfall-ZählerUint1630001 | Die Häufigkeit, mit der die Drehzahl um mehr als 25 % unter den Sollwert abgefallen ist. | ||
| 30002 | Uint16 | „Warmes Werkzeug“-Zähler | Gibt an, wie oftdie Werkzeugtemperatur die „Warm“-Grenze von 79 °C überschritten hat. |
| 30003 | Uint16 | „Warmer Motor“-Zähler | Gibt an, wie oft die Temperatur des Motorantriebs die „Warm“-Grenze von 73 °C überschritten hat. |
| 30004 | Uint16 | „Heißes Werkzeug“-Zähler | Gibt an, wie oftdie Werkzeugtemperatur die „Heiß“-Grenze von 134 °C überschritten hat. |
| 30005 | Uint16 | „Heißer Motor“-Zähler | Gibt an, wie oft die Temperatur des Motorantriebs die „Heiß“-Grenze von 117 °C überschritten hat. |
| Uint1630006 | Werkzeugstopp-Zähler | Gibt an, wie oftdie Werkzeugtemperatur die „Stopp“-Grenze von 142 °C überschritten hat. | |
| Uint1630007 | Motorstopp-Zähler | Gibt an, wie oft die Temperatur des Motorantriebs die „Stopp“-Grenze von 123 °C überschritten hat. | |
| Uint1630008 | „Spannung außerhalb Normbereich“-Zähler | Die Anzahl der Male, in denen die Eingangsspannung außerhalbdes 44–52-VDC-Bereichs lag. | |
| 30009 | Uint16 | „Überspannung gering“-Zähler | Die Anzahl der Male, in denen die Stromstärke 15,1 A überschritten hat. |
| 30010 | Uint16 | „Überspannung mittel“-Zähler | Die Anzahl der Male, in denen die Stromstärke 18,2 A überschritten hat. |
| 30011 | Uint16 | „Nutzung lang“-Zähler | Die Anzahl der Male, in denen die Laufzeit mehr als 60 Sekunden betrug. |
| 30012 | Uint16 | „Nutzung mittel“-Zähler | Die Anzahl der Male, in denen die Laufzeit zwischen20 und 60Sekunden lag. |
| 30013 | Uint16 | „Nutzung kurz“-Zähler | Die Anzahl der Male, in denen die Laufzeit weniger als 20 Sekunden betrug. |
| 30014 | Uint16 | Nutzungszeit Stunden | Stundenanteil der Nutzungszeit. |
| 30015 | Uint16 | Nutzungszeit Minuten | Minutenanteil der Nutzungszeit. |
| 30016 | Uint16 | Nutzungszeit Sekunden | Sekundenanteil der Nutzungszeit. |
| 30017 | Int16 | Strom | Strom in mA. |
| 30018 | Uint16 | Drehzahl | Drehzahl U/min |
| 30019 | Uint16 | Werkzeugtemperatur | Werkzeugtemperatur in °C. |
| 30020 | Uint16 | Motorantriebstemperatur | Motorantriebstemperatur in °C. |
| 30021-30030 | Char[20] | Firmware Version | Firmware-Version und Build-Datum, z. B. „2.0 Jan. 18 14:00“. |
| 30031-30039 | Char[18] | Teileversion | Teileversion und ID-Nummer des Motorantriebs, z. B. „Al1.3 123456“ |
| 30040-30046 | Char[14] | Seriennummer des Motorantriebs | Seriennummer des Motorantriebs, z. B. „749474379001“ |
| BeschreibungNameDatentypAd | |||
| Alarmstatus-FlagUint1630047 | Alarmstatus-Flag kann jederzeit eine Kombination von Werten aus der folgenden Liste enthalten. Überprüfen Sie die einzelnen Bits, um die Art der aktuell ausgelösten Alarme zu bestimmen. Dieses Flag wird automatisch nach fünf Sekunden gelöscht, wenn die Ursache des Alarms nicht länger vorliegt. 0x0000 = Nicht ausgelöst 0x0001 = Werkzeug überhitzt 0x0002 = Motorantrieb überhitzt 0x0004 = Überstrom 0x0008 = Unterspannung 0x0010 = Überspannung 0x0020 = Selbsttest läuft 0x0040 = Drehzahlabfall 0x0080 = Hoher Strom 0x0100 = Werkzeugwechsel läuft 0x0200 = Möglicher Werkzeugverdrahtungsfehler 0x0400 = Modus zum Zurücksetzen auf die Werkseinstellungen 0x0800 = Schreibschutz deaktiviert 0x1000 = Werkzeugverbindung unterbrochen (Kommunikation verloren)* | ||
| Werkzeug-IDUint1630061 | |||
| Werkzeug Min.-DrehzahlUint1630062 | |||
| Werkzeug Max.-DrehzahlUint1630063 | |||
| Werkzeug-Tag verfügbarUint1630064 | |||
| WerkzeugseriennummerChar[14]30065-30071 | |||
| Durchmesser WerkzeugstellerUint1630174* | |||
| Werkzeug Z-OffsetUint1630175* | |||
| Werkzeug-Orbit in mm.Werkzeug-OrbitUint163 | |||
| WerkzeuggewichtUint1630177* | |||
| 30178* | Uint16 | Werkzeug-CoG | Werkzeugschwerpunkt |
| Uint1630179* | Breite Werkzeugsteller | ||
| Uint1630180* | Länge Werkzeugsteller | ||
| 30181-30183* | Char[3] | Werkzeug Firmware Version | Firmware Version d. h. „0.04“ |
| Char[10]30181-30193* | Werkzeugmodellbezeichnung | ||
HINWEIS! * Erfordert Firmware-Version 3.05 oder neuer und Werkzeug-Firmware 0.05 oder neuer.
| BeschreibungNameDatentypAd | ||
| GerätenameChar[20]40001-40010 | Max. Länge 19 druckbare Zeichen, z. B. „AIMD 749474379001“. | |
| DrehzahlsollwertUint1640011 | Drehzahlsollwert, nicht dietatsächliche Drehzahl, zwischen Min- und Max-Drehzahl des Werkzeugs. | |
| BetriebUint1640012 | Motorantriebsstatus kann eine Kombination aus Folgendem sein:0x0001 = AUSFÜHREN0x0002 = STOPP*0x0004 = EIN*0x0008 = AUS0x0010 = WERKZEUGWECHSEL START0x0020 = WERKZEUGWECHSEL ENDE0x0040 = SCHREIBSCHUTZ DEAK-TIVIERT0x0040 = SCHREIBSCHUTZ AKTI-VIERTHINWEIS! Beim Schreiben eines neuen Statuswerts kann der Wert nur ein einzelner Status sein, keine Kombination mehrerer Status, z. B, EIN+AUSFÜHREN kann nicht gleichzeitig geschrieben werden. | |
| Slave-AdresseUint1640013 | Der Standardwert ist 86, kann aber bei Bedarf geändert werden. | |
HINWEIS! * Nicht enthalten bei Firmware 3.05 oder neuer
Profinet I/O oder Ethernet/IP Gateway (Hilscher NT 50-RS-EN)
Wenn der Motorantrieb mit einem Profinet-I/O oder EtherNet/IP Gerät verbunden werden muss, kann das Gateway NT 50-RS-EN von Hilscher verwendet werden. Das Gateway wird über den DSUB-9-Anschluss am Gateway und den J1-Anschluss am Motorantrieb mit dem Motorantrieb verbunden. Nachfolgend finden Sie die Pin-Belegung für den DSUB-9 (X2-Anschluss) am Gateway:
| BeschreibungenSignalPIN | |||
 | 1 | GND | Bezugspotential, Masse der Stromversorgung |
| RxD / TxD+4 | Daten empfangen / Daten senden positiv | ||
| RxD / TxD-5 | Daten empfangen / Daten senden negativ |
Ein Pull-Up-Widerstand von 10 kΩ ist im Gateway intern mit „RxD / TxD+“ verbunden.
Ein Pull-Down-Widerstand von 10 kΩ ist im Gateway intern mit „RxD / TxD-“ verbunden.
Ausführliche Dokumentationen zu Gateway und Konfigurationstools können von der Hilscher-Website heruntergeladen werden: www.hilscher.com
Konfiguration
Das Gateway wird von Mirka als Profinet-I/O-Slave-Gerät oder einem EtherNet/IP I/O-Adapter vorkonfiguriert geliefert. Mit der Software „SYCON.net“ von Hilscher kann das Gerät neu konfiguriert werden. Die Software „Ethernet Device Setup“ von Hilscher kann verwendet werden, um die Netzwerkkonfiguration zu ändern. Nach einer Konfigurationsänderung muss die IP-Adresse in der Regel neu vergeben werden.
Standard-Netzwerkkonfiguration für Profinet
| 192.168.2.191IP-ADRESSE | |
| 255.255.255.0SUBNET MASK | |
| 0.0.0.0DEFAULT GATEWAY | |
| nt50enpnsDEVICE NAME | |
| 118EINGANG-GRÖSSE | |
| 102 (Firmware v. 3.05 oder neuer) | |
| 5AUSGANG-GRÖSSE |
Standard-Netzwerkkonfiguration für EtherNet/IP
| 192.168.125.110IP-ADRESSE | |
| MirkaENIPBEZEICHNUNG | |
| 101EINGANG MONTAGE | |
| 102EINGANG-GRÖSSE | |
| 100AUSGANG MONTAGE | |
| 5AUSGANG-GRÖSSE |
Signalzuordnung von Profinet I/O zu Modbus RTU Firmware 3.04 oder älter
| Name | ter | DatenlängePro | |||
| 1 Spule00012 | SetRelayten | 1 Byte aus1Geänderte Da- | |||
| 40011 | Register | ten | 1 Wort aus2Geänderte Da- | ||
| 40012 | Register | ten | 1 Wort aus3Geänderte Da- | ||
| DeviceName | 40001-40010 | 10 Register | Zyklisch 10 sec. | 4 | 10 Worte ein |
| CommonInputs | 30017-30020 | 4 Register | Zyklisch 1 sec. | 5 | 4 Worte ein |
| MiscInputs | 30001-30016 | 16 Register | Zyklisch 5 sec. | 6 | 16 Worte ein |
| AlarmStatus | 30047 | 1 Register | Zyklisch 1 sec. | 7 | 1 Wort ein |
| FirmwareVersion | 30021-30030 | 10 Register | Zyklisch 10 sec. | 8 | 10 Worte ein |
| PartVersionSerialNumber | 30031-30046 | 16 Register | Zyklisch 10 sec. | 9 | 16 Worte ein |
| GetSpeedRegister | 40011 | 1 Register | Zyklisch 1 sec. | 10 | 1 Wort ein |
| GetOperationRegister | 40012 | 1 Register | Zyklisch 1 sec. | 11 | 1 Wort ein |
| ReadCoils | 00001-00012 | 12 Spulen | Zyklisch 1 sec. | 12 | 2 Byte ein |
Profinet I/O-Antrieb Firmware 3.05 oder neuer
| Slot | Typ | Name | Datentyp | Datenlänge | Modbuss Adresse |
| Slot 1 | 1 Byte aus | Digitaler Ausgang (Relais) | BIT | 1 Byte | FC5 11 |
| Slot 2 | 2 Byte aus | Drehzahlsollwert (U/min) | UINT16 | 1 Wort | FC6 10 |
| Slot 3 | 2 Byte aus | Betrieb | BIT | 1 Wort | FC6 11 |
| Datenlänge | Datentypalme | Type | |||
| se | |||||
| Slot 4 | 8 Byte ein | Motorstrom (mA) | UINT16 | 1 Wort | FC4 16 |
| (U/min) | FC4 171 WortUINT16Motordrel | ||||
| (°C) | FC4 181 WortUINT16Motortem | ||||
| tur (°C) | FC4 191 WortUINT16Antriebste | ||||
| Slot 5 | 8 Byte ein | Antrieb vorwärts | CHAR | 6 Byte | FC4 20-23 |
| Slot 6 | 2 Byte ein | AlarmStatus | BIT | 1 Wort | FC4 46 |
| 4 Byte einSlot 7 | (U/min) | FC3 101 WortUINT16Drehzahls | |||
| FC3 111 WortBITBetrieb | |||||
| Slot 8 | 8 Byte ein | Werkzeug-ID | UINT16 | 1 Wort | FC4 60 |
| (U/min) | FC4 611 WortUINT16Min. Dreh: | ||||
| (U/min) | FC4 621 WortUINT16Max. Dreh | ||||
| verfügbar | FC4 631 WortBITWerkzeug-Tag | ||||
| Slot 9 | 16 Byte ein | nummer | FC4 64-7114 ByteCHARWerkzei | ||
| 8 Byte einSlot 10 | ser (mm) | 1 WortUINT16Teller | Guchres- | ||
| Werkzeug Z-Offset (mm) | UINT16 | 1 Wort | FC4 174 | ||
| (mm) | 1 WortUINT16Werk | Gug 176bit | |||
| (g) | 1 WortUINT16Werk | Gug 176wicht | |||
| Slot 11 | 32 Byte ein | Werkzeug COG Z-Offset (mm) | UINT16 | 1 Wort | FC4 177 |
| Tellerbreite (mm) | UINT16 | 1 Wort | FC4 178 | ||
| Tellerlänge (mm) | UINT16 | 1 Wort | FC4 179 | ||
| FC4 180-1826 ByteCHARWerkz | |||||
| bezeichnung | FC4 183-19220 ByteCHARWerk | ||||
| Slot 12 | 16 Byte ein | zung Stunden | FC4 991 WortUINT16Werkzeug | ||
| zung Sekunden | 1 ByteUINT8Werkze | GAU100 | |||
| zung Minuten | 1 ByteUINT8Werkze | GAU100 | |||
| zung Kurzzählung | FC4 101-1022 WortUINT32Werl | ||||
| zung Durchschnittszählung | FC4 103-1042 WortUINT32Werl | ||||
| zung Langzäh-lung | FC4 105-1062 WortUINT32Werl | ||||
EtherNet/IP-Antrieb Firmware 3.05 oder neuer
| Modbus AdresseDate | ||||
| Ausgabe | (Relais) | FC5 111 ByteBITDigitaler Ausgang | ||
| Ausgabe | (U/min) | FC6 101 WortUINT16Drehzahlsollw | ||
| FC6 111 WortBITBetriebAusgabe | ||||
| 2 WortEingangsspannung | ||||
| Eingangsspannung | Motorstrom (mA) | UINT16 | 1 Wort | FC4 16 |
| Eingangsspannung | (U/min) | FC4 171 WortUINT16Motordrehzah | ||
| Eingangsspannung | Motortemperatur (°C) | UINT16 | 1 Wort | FC4 18 |
| Eingangsspannung | (°C) | FC4 191 WortUINT16Antriebstemp | ||
| FC4 461 WortBITAlarmStatusEinga | ||||
| Eingangsspannung | (U/min) | FC3 101 WortUINT16Drehzahlsollw | ||
| FC3 111 WortBITBetriebEingangssp | ||||
| FC4 601 WortUINT16Werkzeug-IDE | ||||
| Eingangsspannung | Min. Drehzahl (U/min) | UINT16 | 1 Wort | FC4 61 |
| Eingangsspannung | Max. Drehzahl (U/min) | UINT16 | 1 Wort | FC4 62 |
| Eingangsspannung | bar | FC4 631 WortBITWerkzeug-Tag verfi | ||
| Eingangsspannung | Werkzeugseriennummer | CHAR | 14 Byte | FC4 64-71 |
| Eingangsspannung | (mm) | 1 WortUINT16TellerdurchfErster | ||
| Eingangsspannung | Werkzeug Z-Offset (mm) | UINT16 | 1 Wort | FC4 174 |
| Eingangsspannung | Werkzeug-Orbit (mm) | UINT16 | 1 Wort | FC4 175 |
| Eingangsspannung | Werkzeuggewicht (g) | UINT16 | 1 Wort | FC4 176 |
| Eingangsspannung | Werkzeug COG Z-Offset (mm) | UINT16 | 1 Wort | FC4 177 |
| Eingangsspannung | Tellerbreite (mm) | UINT16 | 1 Wort | FC4 178 |
| Eingangsspannung | Tellerlänge (mm) | UINT16 | 1 Wort | FC4 179 |
| Eingangsspannung | Werkzeug Firmware Version | CHAR | 6 Byte | FC4 180-182 |
| Eingangsspannung | zeichnung | WerkzeugderlöseByteCHAR | ||
| Eingangsspannung | Antrieb Firmware | CHAR | 6 Byte | FC4 20-23 |
| Eingangsspannung | Stunden | FC4 991 WortUINT16Werkzeugnutz | ||
| Eingangsspannung | Sekunden | 1 ByteUINT16Werkzeugfützüng | ||
| Eingangsspannung | Minuten | 1 ByteUINT16Werkzeugfützüng | ||
| Eingangsspannung | Kurzzählung | FC4 101-1022 WortUINT32Werkzeu | ||
| Eingangsspannung | Durchschnittszählung | FC4 103-1042 WortUINT32Werkzeu | ||
| Modbus AdresseDate | |||
| Eingangsspannung | Langzählung | FC4 105-1062 WortUINT32Werkzeu | |
Siemens TIA Portal V14 Gateway Zuordnungsbeispiel 3.04 oder älter
Nachfolgend ist ein Screenshot von TIA Portal V14 abgebildet, auf dem zu sehen ist, wie das Gateway in das System eingebunden werden kann. Die GSDML-Datei kann von der Gateway Solution DVD heruntergeladen werden, um Support für das Hilscher NT 50-RS-EN-Gateway zu Ihrem System hinzuzufügen.
| Device overview | ||||||||||
| # | ... | Module | Rack | Slot | I address | Q address | Type | Article no. | Firmware | |
| nt50enpns | 0 | 0 | NT 50-EN/PNS | 3.4 x | ||||||
| PNIO | 0 | 0 X1 | nt50enpns | |||||||
| SetRelay | 0 | 1 | 63 | 1 Byte Output | ||||||
| SetSpeedRegister | 0 | 2 | 64...65 | 2 Byte Output | ||||||
| SetOperationRegister | 0 | 3 | 66...67 | 2 Byte Output | ||||||
| DeviceName | 0 | 4 | 68...87 | 20 Byte Input | ||||||
| CommonInputs | 0 | 5 | 88...95 | 8 Byte Input | ||||||
| MiscInputs | 0 | 6 | 96...127 | 32 Byte Input | ||||||
| AlarmStatus | 0 | 7 | 128...129 | 2 Byte Input | ||||||
| FirmwareVersion | 0 | 8 | 130...149 | 20 Byte Input | ||||||
| PartVersion | 0 | 9 | 150...169 | 20 Byte Input | ||||||
| SerialNumber | 0 | 10 | 170...181 | 12 Byte Input | ||||||
| GetSpeedRegister | 0 | 11 | 182...183 | 2 Byte Input | ||||||
| GetOperationRegister | 0 | 12 | 184...185 | 2 Byte Input | ||||||
| ReadCoils | 0 | 13 | 186...187 | 2 Byte Input | ||||||
Grundlegender Betrieb für Modbus RTU
Der Motorantrieb muss aktiviert sein, bevor das Werkzeug gestartet werden kann. Der erste Vorgang, der durchgeführt werden sollte, ist das Versetzen des Motorantriebs in den Aktiviert-Status. Dieser Vorgang unterscheidet sich ab der Firmware-Version 3.05. Bei früheren Versionen muss ein „Antrieb-aktiviert“-Befehl an den Motorantrieb gesendet werden, während bei neueren Versionen der digitale Stift DI1 als der Aktiviert-Status zugewiesen ist. Es ist nicht zwingend erforderlich, den Deaktiviert-Status Befehl zu senden, bevor die Stromzufuhr zum Motorantrieb unterbrochen wird.
Wenn der Motorantrieb freigegeben ist, kann der Drehzahlsollwert geschrieben und der Status auf BETRIEB-Status gesetzt werden, indem de BETRIEB-Status-Befehl gesendet wird. Dadurch läuft das Werkzeug mit Solldrehzahl. Um das Werkzeug anzuhalten, versetzen Sie den Motorantrieb in den „STOP-Status“, indem Sie den „STOP-Status“-Befehl senden.
Es wird empfohlen, die Durchschnittsgeschwindigkeit, den Durchschnittsstrom, die Werkzeugtemperatur, die Motorantriebstemperatur und das Alarmstatus-Flag kontinuierlich zu überwachen. Dies hilft bei der Erkennung von Problemen während des Betriebs.
Beispielsequenz zum Starten und Stoppen des Werkzeugs (Firmware v. 3.04 und älter):
Geben Sie 4 (0x0004) in das „Betrieb“-Register ein, dies setzt den Motorantrieb in den Aktiviert-Status.
- Geben Sie 4000 (0x0FA0) in das „Solldrehzahl“-Register ein, dies setzt die Solldrehzahl auf 4.000 U/min.
- Geben Sie 1 (0x0004) in das „Betrieb“-Register ein, dies setzt den Motorantrieb in den EIN-Zustand.
- Geben Sie 2 (0x0002) in das „Betrieb“-Register ein, dies setzt den Motorantrieb in den STOP-Zustand und das Werkzeug hört auf zu laufen.
Geben Sie 8 (0x0008) in das „Betrieb“-Register ein, dies setzt den Motorantrieb in den Deaktiviert-Status.
Beispielsequenz zum Starten und Stoppen des Werkzeugs (Firmware v. 3.05 und neuer)*:
- Setzen Sie Stift DI1 (Klemmenblock 4) auf Hoch (15-33 VDC), dadurch wird der Motorantrieb in den Aktiviert-Status versetzt.
- Geben Sie 4000 (0x0FA0) in das „Solldrehzahl“-Register ein, dies setzt die Solldrehzahl auf 4.000 U/min.
- Geben Sie 1 (0x0004) in das „Betrieb“-Register ein, dies setzt den Motorantrieb in den EIN-Zustand.
- Geben Sie 2 (0x0002) in das „Betrieb“-Register ein, dies setzt den Motorantrieb in den STOP-Zustand und das Werkzeug hört auf zu laufen.
- Setzen Sie Pin DI1 auf Niedrig (GND), dies versetzt den Motorantrieb in den Deaktiviert-Status.
*Detaillierte Informationen zu den Anschlüssen finden Sie im Kapitel „Klemmenleistenanschlüsse (Firmware v. 3.05 und neuer)“.
Digitale Schnittstelle
Der Motorantrieb kann statt über Modbus RTU auch über die digitale Schnittstelle gesteuert werden, dies hat jedoch den Nachteil, dass es bei Verwendung der digitalen Schnittstelle keine Rückmeldung gibt. Um die digitale Schnittstelle zu aktivieren, muss der Jumper JP12 gesetzt werden.
Anschluss J5 dient als Eingang für die digitale Schnittstelle. Der Eingang gilt als HIGH, wenn eine Spannung zwischen 15–33 VDC an den Eingangs-Pin angelegt wird. Der Eingang gilt als LOW, wenn die Spannung unter 12 VDC liegt oder wenn der Eingang ungeerdet gelassen wird. Der Massen-Pin von Anschluss J6 muss zwischen den Systemen verbunden werden. Der Anschluss J6 kann bei Bedarf auch verwendet werden, um eine 15-VDC-Steuerspannung bereitzustellen.

Betriebsarten digitale Schnittstelle
Bitte beachten Sie die Tabelle zur Drehzahlsollwertanzeige im Kapitel Übersicht Motorantrieb.
Selbsttestfunktion
Während Sie die S1-Taste gedrückt halten, führt der Motorantrieb einen kurzen Selbsttest durch. Das Alarmstatus-Flag wird auf 6 gesetzt (Selbsttest läuft). Die Anzeigen D4 und D14 blinken grün, wenn Temperaturen und Spannungen innerhalb der Grenzwerte liegen. Wenn die Temperaturen oder Spannungen nicht innerhalb der Grenzwerte liegen, blinken die Anzeigen rot.
Reset-Funktion
Die Reset-Taste S2 kann kurzzeitig gedrückt werden, um den Motorantrieb zurückzusetzen. Dies entspricht im Wesentlichen dem Aus- und Wiedereinschalten der Stromversorgung.
Funktion zum Zurücksetzen auf die Werkseinstellungen
Die im Motorantrieb gespeicherte Konfiguration kann bei Bedarf auf die Werkseinstellungen zurückgesetzt werden. Dadurch wird die werksseitig zugewiesene Modbus-Slave-Adresse wiederhergestellt und die letzte bekannte Werkzeugkonfiguration wird auf die Werkseinstellungen zurückgesetzt. Befolgen Sie diese Schritte, um ein Zurücksetzen auf die Werkseinstellungen durchzuführen:
- Setzen Sie Jumper JP15.
- Halten Sie S2 fünf Sekunden lang gedrückt.
3. Entfernen Sie JP15.
Schreibschutz
Die Holding-Register für „Gerätename“ und „Slave-Adresse“ sind normalerweise schreibgeschützt, um versehentliches Schreiben in diesen Registern zu verhindern. Wenn eines dieser Register geändert werden muss, gehen Sie folgendermaßen vor:
- Geben Sie 64 (0x0040) in das „Betrieb“-Register ein, um den Schreibschutz zu deaktivieren.
- Geben Sie den neuen Wert in die Holding-Register „Gerätename“ oder „Slave-Adresse“ ein.
- Geben Sie 128 (0x0080) in das „Betrieb“-Register ein, um den Schreibschutz zu aktivieren.
Sicherheitsstopp / Not-Aus
Der Motorantrieb selbst hat keine Eingänge zum Erkennen oder Reagieren auf ein externes Sicherheitsstopp-/Not-Aus-Signal. Ein geeigneter Schütz kann in der Nähe des Motorantriebs platziert werden, um die Drähte der Phasen A, B und C des Werkzeugkabels zu verbinden oder zu trennen.
Werkzeugwechselfunktion im laufenden Betrieb
Es können mehrere Werkzeuge mit demselben Motorantrieb verwendet werden, aber es kann immer nur jeweils ein Werkzeug mit dem Motorantrieb verbunden sein. Gehen Sie beim Wechseln von einem Werkzeug zum nächsten folgendermaßen vor:
- Stoppen Sie das Werkzeug, indem Sie 2 (0x0002) in das „Betrieb“-Register eingeben.
- Geben Sie 16 (0x0010) in das „Betrieb“-Register ein, um dem Motorantrieb mitzuteilen, dass Sie beabsichtigen, das aktuell angeschlossene Werkzeug zu trennen.
- Warten Sie eine Sekunde, bevor Sie das aktuell angeschlossene Werkzeug vom Motorantrieb trennen.
- Trennen Sie das aktuell angeschlossene Werkzeug vom Motorantrieb.
- Verbinden Sie das nächste Werkzeug mit dem Motorantrieb.
- Geben Sie 32 (0x0020) in das „Betrieb“-Register ein, um dem Motorantrieb mitzuteilen, dass das neue Werkzeug angebracht wurde.
- Warten Sie eine Sekunde, bevor Sie das neue Werkzeug starten.
Schutzfunktionen
| GrundSchutzmodus | |
| Werkzeug geht in reduzierte Leistung über | Motorantrieb ist über 117 °CWerkzeugtemperatur ist über 134 °CÜbermäßige Belastung |
| Werkzeug stoppt vollständig | Motorantrieb ist über 123 °CWerkzeugtemperatur ist über 142 °CÜberlastzustand |
Fehlerbehebung
| Empfohlene MaßnahmeSymptom | |
| Motorantrieb lässt sich nicht einschalten. | Überprüfen Sie, ob 48 VDCanJ2 anliegen und ob die Polarität korrekt ist. |
| Werkzeug startet nicht. | * Überprüfen Sie, ob sich der Motorantrieb im EIN-Status befindet (D14 blinkt nicht).**Überprüfen Sie, ob DI1 aktiviert ist (D14 blinkt nicht).Überprüfen Sie, ob sich der Motorantrieb im RUN-Zustand befindet (D4 leuchtet grün).Überprüfen Sie die Kabelkonfektion für das Werkzeug: Sind die Pins richtig angeschlossen?*3.04 und älter**3.05 und neuer |
| Werkzeug stoppt plötzlich. | Überprüfen Sie das Alarmstatus-Flag.Überprüfen Sie die Motorantriebs- und Werkzeugtemperaturen.Überprüfen Sie, ob das Werkzeug überlastet ist. |
| Die Modbus RTU-Kommunikation funktioniert nicht. | Stellen Sie sicher, dass JP1 und JP12 nicht gesetzt sind.Überprüfen Sie Baudrate, Parität, Stopp- und Datenbits.Überprüfen Sie die Sende-/Empfangsanzeigen D29 und D30; diese blinken, wenn auf dem Bus Aktivität stattfindet.Überprüfen Sie, ob A-Pin und B-Pin richtig angeschlossen sind.Prüfen Sie,ob das Hinzufügeneines Abschlusswiderstands (JP2), eines A-Pin Pull-Down-Widerstands (JP3) oder eines B-Pin Pull-Up-Widerstands (JP4) das Problem löst.Überprüfen Sie die Slave-Adresse (setzen Sie den JP13-Jumper und verwenden Sie die Anzeigen D2–D3, D17–D22, um die aktuelle Adresse abzulesen). |
| I/O-Gateway-Kommunikation funktioniert nicht. | Stellen Sie sicher, dass JP1 und JP12 nicht gesetzt sind.Überprüfen Sie die Konfiguration des Gateway-NetzwerksÜberprüfen Sie die 24-VDC-Spannungsversorgung.Überprüfen Sie, ob dasModbus RTU-Adapterkabel richtig angeschlossen ist. |
| Schnittstelle der digitalen Drehzahlregelung funktioniert nicht. | Stellen Sie sicher, dass JP1 nicht gesetzt ist.Überprüfen Sie, ob JP12 gesetzt ist.Überprüfen Sie dieSpannung an einem auf HIGHgesetzten Eingang, sie sollte zwischen 15–33 VDC liegen.Überprüfen Sie die Spannung an einem auf LOW gesetzten Eingang, sie sollte nahe null Volt liegen.Überprüfen Sie den Massenanschluss. |
| Die Anzeige D36 leuchtet rot oder die Werkzeugdrehzahl ist zu hoch/niedrig. | Überprüfen Sie die die Verdrahtung von C+/C-/P+/P- an J3. |
Information zur Entsorgung
GEFAHR

Die Geräte müssen durch Entfernen des Netzkabels unbrauchbar gemacht werden.
Beachten Sie die nationalen Regeln und Bestimmungen zur umweltgerechten Entsorgung und zum Recycling von ausgedienten Maschinen, Verpackungen und Zubehör.
Nur EU: Elektrowerkzeuge dürfen nicht als Hausmüll entsorgt werden. In Übereinstimmung mit EU-Richtlinien über die Entsorgung von Elektro- und Elektronik-Altgeräten und deren Umsetzung in nationales Recht müssen Elektrowerkzeuge, die das Ende ihrer Lebensdauer erreicht haben, getrennt entsorgt und einer umweltgerechten Wiederverwertung zugeführt werden.
Weitere Informationen zu REACH, RoHS und unserer sozialen Verantwortung als Unternehmen finden Sie auf www.mirka.com


- Konformitätserklärung
- Mirka Ltd 66850 Jeppo, Finnland
- Fabrikant/Lieferant
- Gewährleistung
- Geschäftsbedingungen
- Komponenten, die von der Garantie abgedeckt sind:
- Nicht von der Garantie abgedeckt sind:
- Symbole
- Installationsübersicht
- Allgemeines
- Modbus RTU Schnittstelle
- I/O Gateway an Modbus RTU Schnittstelle
- Schnittstelle Digitale Steuerung
- Relais Schnittstelle
- Technische Daten für Antriebseinheit
- Sicherheitshinweise
- Warnungen
- Vor dem Starten des Werkzeugs
- Übersicht Motorantrieb
- Klemmleistenanschlüsse (Firmware v. 3,05 und neuer)
- Enable-State:
- Staubabsaugung-Autostart-Modul:
- Modbus RTU
- Input-Register (F4)
- Profinet I/O oder Ethernet/IP Gateway (Hilscher NT 50-RS-EN)
- Konfiguration
- Siemens TIA Portal V14 Gateway Zuordnungsbeispiel 3.04 oder älter
- Grundlegender Betrieb für Modbus RTU
- Digitale Schnittstelle
- Betriebsarten digitale Schnittstelle
- Selbsttestfunktion
- Reset-Funktion
- Funktion zum Zurücksetzen auf die Werkseinstellungen
- Entfernen Sie JP15.
- Schreibschutz
- Sicherheitsstopp / Not-Aus
- Werkzeugwechselfunktion im laufenden Betrieb
- Information zur Entsorgung
- GEFAHR
Marke : Mirka
Modell : AIROS 350S
Kategorie : Elektroschrank