
Gyspot 2600 - Générateur GYS - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Gyspot 2600 GYS au format PDF.
| Caractéristique | Détails |
|---|---|
| Type de produit | Générateur |
| Puissance | 2600 W |
| Tension de sortie | 230 V |
| Fréquence | 50 Hz |
| Dimensions | Compact, facile à transporter |
| Poids | Poids léger pour une meilleure portabilité |
| Utilisation recommandée | Idéal pour les travaux de soudage et les applications industrielles |
| Maintenance | Vérification régulière des niveaux d'huile et nettoyage des filtres |
| Sécurité | Équipé de dispositifs de protection contre les surcharges |
| Accessoires inclus | Câbles de soudage et manuels d'utilisation |
| Garantie | Garantie constructeur de 2 ans |
FOIRE AUX QUESTIONS - Gyspot 2600 GYS
Questions des utilisateurs sur Gyspot 2600 GYS
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Générateur au format PDF gratuitement ! Retrouvez votre notice Gyspot 2600 - GYS et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Gyspot 2600 de la marque GYS.
MODE D'EMPLOI Gyspot 2600 GYS
| Niveau | 1 2 3 4 5 6 7 8 9 H | |||||||||
| Tôle | mm 0,4 mm 0,5 mm 0,6 mm 0,7 mm 0,8 mm 0,9 mm 1 mm 1,1 mm 1,2 mm 1,3 mm | |||||||||
B
TOOLS SELECT
AVERTISSEMENTS - RÉGLES DE SECURITÉ
CONSIGNÉGÉRALE

Ces instructions doivent etre lues et bien comprises avant toute operation.
Toute modification ou maintenance non indiquée dans le manuel ne doit pas etre entreprise.
Tout dommage corporel ou matériel dû à une utilisation non-conforme aux instructions de ce manuel ne pourrait être retenu à la charge du fabricant.
En cas de probleme ou d'incertitude, consulter une personne qualifie pour manier correctement l'installation.
Ces instructions couvent le matériel dans son etat de livreion. Il est de la responsabilité de l'utilisateur de réaliser une analyse des risques en cas de non-respect de ces instructions.
ENVIRONMENT
Ce matériel doit être utilisé uniquement pour faire des opérations de soudage dans les limites indiquées par la plaque signalétique et/ou le manuel. Il faut respecter les directives relatives à la sécurité. En cas d'utilisation inadéquate ou dangereuse, le fabricant ne pourrait être tenu responsable.
L'installation doit être utilisée dans un local sans poussière, ni acide, ni gaz inflammable ou autres substances corrosives. Il en est de même pour son stockage. S'assurer d'une circulation d'air lors de l'utilisation.
Plages de température :
Utilisation entre -10 et +40^ (+14 et +104^)
Stockage entre -20 et +55^ (-4 et 131^ ).
Humidité de l'air :
Inférieur ou égal à 50% à 40^ (104^)
Inférieur ou égal à 90% à 20°C (68°F).
Altitude: Jusqu'à 1000 m au-dessus du niveau de la mer (3280 pieds).
PROTECTION INDIVIDUELLE ET DES AUTRES
Le soudage par résistance peut etre dangereux et causer des blessures graves voire mortelles. Elle est destinee a etre utilisee par du personnel qualifie ayant reu une formation adapte a lutilisation de la machine (ex : formation carrossier).
Le soudage expose les individus à une source dangereuse de chaleur, d'étin celles, de champs electromagnétiques (attention au porteur de pacemaker), de risque d'électrocution, de bruit et d'émanations gazeuses.
Pour bien se protégger et protégger les autres, respecter les instructions de sécurité suivantes :





Afin de se protégé de brûlures et rayonnements, porter des vêtements sans revers, isolants, secs, ignifugés et en bon état, qui couvrent l'ensemble du corps.
Utiliser des gants qui garantissent l'isolation électrique et thermique.
Utiliser une protection de soudage et/ou une cagoule de soudage d'un niveau de protection suffisant (variable selon les applications). Protégéger les yeux lors des opérations de nettoyage. Les lentilles de contact sont particulièrement proscrites.
Il est parfois nécessaire de delimiter les zones par des rideaux ignifugés pour proteger la zone des projections et des déchets incandescents.
Informer les personnes dans la zone de soudage de porter les vêtements adéquats pour se protégérer.
Utiliser un casque contre le bruit si le procedede soudage atteint un niveau de bruit supérieur à la limite autorisée (de même pour toute personne étant dans la zone de soudage).
Les pieces qui viennent d'être souduées sont chaudes et peuvent provoquer des brûlures lors de leur manipulation.
Lors d'intervention d'entretien sur la pince ou le pistolot, il faut s'assurer qu'il/elle soit suffisamment froid(e) en attendant au moins 10 minutes avant toute intervention.
Il est important de sécuriser la zone de travail avant de la quitter afin de protégger les personnes et les biens.
FUMÉES DE SOUDAGE ET GAZ

Les fumées, gaz et poussières émis par le soudage sont dangereux pour la santé. Il faut prévoir une ventilation suffisante, un apport d'air est parfois nécessaire. Un masque à air frais peut être une solution en cas d'aération insuffisante.
Vérifier que l'aspiration est efficace en la contrôle par rapport aux normes de sécurité.
Attention le soudage dans les environnementes réduits nécessite une surveillance à distance de sécurité. Par ailleurs le soudage de certains matériaux contenant du plomb, cadmium, zinc ou mercure voire du beryllium peuvent être particulièrement nocifs.
Dégraisser également les pieces avant de les souder. Le soudage doit être proscrit à proximé de graisse ou de peinture.
RISQUE DE FEU ET D'EXPLOSION

Protégé entièrement la zone de soudage, les matières inflammables doivent être éloignées d'au moins 11 metres. Un équipement anti-feu doit être present à proximate des opérations de soudage.
Attention aux projections de matieres chaudes ou d'etincelles, car meme a travers des fissures, elles peuvent etre source d'incendie ou d'explosion.
Eloigner les personnes, les objets inflammables et les containers sous pressions à une distance de sécurité suffisante.
Le soudage dans des containers ou des tubes fermés est à procrire et dans le cas où ils sont ouverts, il faut les vider de toute matière inflammable ou explosive (huile, carburant, résidus de gaz ...).
Les opérations de meulage ne doivent pas etre dirigees vers la source de courant de soudage ou vers des matieres inflammables.
SECURITE ÉLECTRIQUE

Le réseau électrique utilisé doit imperativement avoir une mise à la terre. Une décharge électrique peut être une source d'accident grave direct ou indirect, voire mortel.
Ne jamais toucher les parties sous tension à l'intérieur comme à l'extérieur de la source de courant sous-tension (câbles, électrodes, bras, pistolet,...) car celles-ci sont branchées au circuit de soudage.
Avant d'ouvrir la source de courant de soudage, il faut la déconnecter du réseau et attendre 2 minutes. afin que l'ensemble des condensateurs soit décharge.
Veiller à changer les cables, électrodes ou bras, par des personnes qualifiées et habitités, si ceux-ci sont endommages. Dimensionner la section des cables en fonction de l'application. Toujours utiliser des vêtements secs et en bon état pour s'isoler du circuit de soudage. Porter des chaussures isolantes, quel que soit le milieu de travail.
CLASSIFICATION CEM DU MATERIAL

GYSPOT 2600/2700/34.04/ 39.04/PRO400
GYSPOT 34.02/39.02/ PRO230
Ce matériel de Classe A n'est pas prévu pour être utilisé dans un site résidentiel ou le courant électrique est fourni par le réseau public d'alimentation basse tension. Il peut y avoir des difficultés potentielles pour assurer la compatibilité electromagnétique dans ces sites, à cause des perturbations conduites, aussi bien que rayonnées à fréquence radioélectrique.
Ce matériel est conforme à la CEI 61000-3-11 si l'impédance du réseau au point de raccordement avec l'installation électrique est inférieure à l'impédance maximale admissible du réseau Zmax = 0,77 Ohms.
Ce matériel est conforme à la CEI 61000-3-11 si l'impédance du réseau au point de raccordement avec l'installation électrique est inférieure à l'impédance maximale admissible du réseau Zmax = 0,84 Ohms.
Ce matériel n'est pas conforme à la CEI 61000-3-12 et est destiné à être raccordé à des reseaux basse tension privés connectés au réseau public d'alimentation seulement au niveau moyenne et haute tension. S'il est connecté à un réseau public d'alimentationasse tension, il est de la responsabilitéde l'installateur ou de l'utilisateur du matériel de s'assurer, en consultant I'opérateur du réseau de distribution, que le matériel peut être connecté.
EMISSIONS ELECTRO-MAGNETIQUES

Le courant électrique passant à travers n'importe quel conducteur produit des champs électriques et magnétiques (EMF) localisés. Le courant de soudage produit un champ electromagnétique autour du circuit de soudage et du matériel de soudage.
Les champes electromagnétiques EMF peuvent perturber certains implants Médicaux, par exemple les stimulateurs cardiaques. Des mesures de protection doivent être prises pour les personnes portant des implants Médicaux. Par exemple, restrictions d'accès pour les passants ou une évaluation de risque individuelle pour les soudeurs.
Tous les soudeurs doivent utiliser les procédures suivantes afin de minimiser l'exposition aux champes electromagnétiques provenant du circuit de soudage:
- positionner les cables de soudage ensemble - les fixer avec une attache, si possible;
- se positionner (torse et tete) aussi loin que possible du circuit de soudage;
- ne jamais enrouler les cables de soudage autour du corps;
ne pas positionner le corps entre les cables de soudage. Tenir les deux cables de soudage sur le même cote du corps; - raccorder le cable de return à la piece mise en œuvre aussi proche que possible à la zone à souder;
- ne pas travailler à côté de la source de courant de soudage, ne pas s'assoir dessus ou ne pas s'y adosser;
- ne pas souder lors du transport de la source de courant de soudage ou le dévidoir.

Les porteurs de stimulateurs cardiaques doivent consulter unmedicineanvant d'utiliser ce materiel.
L'exposition aux champs electromagnétiques lors du soudage peut avoir d'autres effets sur la santé que l'on ne connait pas encore.
RECOMMANDATIONS POUR EVALUER LA ZONE ET L'INSTALLATION DE SOUDAGE
Généralités
L'utilisateur est responsable de l'ss installation et de l'utilisation du materiel de soudage par risstance suivant les instructions du fabricant. Si des perturbations electromagnétiques sont detectées, il doit etre de la responsabilité de l'utiliseur du materiel de soudage par risistance de resoudre la situation avec l'assistance technique du fabricant. Dans certains cas, cette action corrective peut etre aussi simple qu'une mise à la terre du circuit de soudage. Dans d'autres cas, il peut etre nécessaire de construire un ecran electromagnétique autour de la source de courant de soudage et de la piece entiere avec montage de filtres d'entree. Dans tous les cas, les perturbations electromagnétiques doivent etre réduites jusqu'à ce quelles ne soient plus génantes.
Evaluation de la zone de soudage
Avant d'installer un matériel de soudage par résistance, l'utiliser doit évaluer les problèmes electromagnétiques potentiels dans la zone environnante. Ce qui suit doit être pris en compte:
a) la présence au-dessus, au-dessous et à côté du matériel de soudage par résistance d'autres cables d'alimentation, de commande, de signalisation et de téléphone;
b) des récepteurs et transmetteurs de radio et télévision;
c) des ordinateurs et autres matériels de commande;
d) du matériel critique de sécurité, par exemple, protection de matériel industriel;
e) la santé des personnes voisines, par exemple,emploi de stimulateurs cardiaques ou d'appareils contre la surdite;
f) du matériel utilisé pour l'étalonnage ou la mesure;
g) l'immunité des autres matériels présents dans l'environnement.
L'utilisateur doit s'assurer que les autres matériels utilisés dans l'environnement sont compatibles. Cela peut exiger des mesures de protection supplémentaires;
h) l'heure du jour ou le soudage ou d'autres activités sont à exécuter.
La dimension de la zone environnante a prendre en compte depend de la structure du bateau et des autres activités qui s'y déroulent. La zone environnante peut s'endetre au-delà des limites des installations.
Evaluation de l'installation de soudage
Outre l'évaluation de la zone, l'évaluation des installations de soudage par résistance peut servir à déterminer et résoudre les cas de perturbations. Il convient que l'évaluation des émissions comprende des mesures in situ comme cela est spécifique à l'Article 10 de la CISPR 11. Les mesures in situ peuvent également permettre de confirmer l'efficacité des mesures d'atténuation.
RECOMMANDATIONS SUR LES METHODES DE REDUCTION DES EMISSIONS ELECTROMAGNETIQUES
a. Résseau public d'alimentation: Il convient de raccorder le matériel de soudage à l'arc au réseau public d'alimentation selon les recommendations du fabricant. Si des interférences se produit, il peut être nécessaire de prendre des mesures de prévention supplémentaires telles que le filtrage du réseau public d'alimentation. Il convient d'envisager de blinder le cable d'alimentation dans un conduit métallique ou équivalent d'un matériel de soudage à l'arc installé à demeure. Il convient d'assurer la continuity électrique du blindage sur toute sa longueur. Il convient de raccorder le blindage à la source de courant de soudage pour assurer un bon contact électrique entre le conduit et l'enveloppe de la source de courant de soudage.
b. Maintenance du matériel de soudage par résistance: Il convient que le matériel de soudage par résistance soit soumis à l'entretien de routine suivant les recommendations du fabricant. Il convient que tous les accès, portes de service et capots soient fermés et correctement verrouillés lorsque le matériel de soudage à l'arc est en service. Il convient que le matériel de soudage à l'arc ne soit modifié en aucune façon, hormis les modifications et réglages mentionnés dans les instructions du fabricant.
c. Cables de soudage : Il convient que les cables soient aussi courts que possible, places l'un pres de l'autre a proximé du sol ou sur le sol.
d. Liaison equipotentielle : Il convient d'envisager la liaison de tous les objets métalliques de la zone environnante. Toutefois, des objets métalliques reliés à la pierce à souder accroissant le risque pour l'opérateur de chocs électriques s'il touche à la fois ces éléments métalliques et l'électrode. Il convient d'isoler l'opérateur de tels objets métalliques.
e. Mise à la terre de la pièce à souder : Lorsque la pièce à souder n'est pas reliée à la terre pour la sécurité électrique ou en raison de ses dimensions et de son emplacement, ce qui est le cas, par exemple, des coques de navire ou des charpentes metalliques de batiments, une connexion raccordant la pièce à la terre peut, dans certains cas, et non systématiquement, réduire les émissions. Il convient de veiller à éviter la mise à la terre des pièces qui pourrait accroître les risques de blessure pour les utilisateurs ou endommager d'autres matériels électriques. Si nécessaire, il convient que le raccordement de la pièce à souder à la terre soit fait directement, mais dans certains pays n'autorisant pas cette connexion directe, il convient que la connexion soit faite avec un condensateur approprié choisi en fonction des réglementations nationales.
f. Protection et blinding: La protection et le blinding sélectifs d'autres cables et matériels dans la zone environnante peuvent limiter les problèmes de perturbation. La protection de toute la zone de soudage peut être envisagée pour des applications spéciales.
TRANSPORT ET TRANSIT DE LA SOURCE DE COURANT DE SOUDAGE

La source de courant de soudage est équipée d'une (de) poignée(s) supérieure(s) permettant le portage / déplacement à la main. Attention à ne pas sous-evaluer son poids. La (les) poignée(s) n'est (ne sont) pas considérée(s) comme un moyen d'élingage.
INSTALLATION DU MATERIEL
- Prévoir une zone suffisante pour aérer la source de courant de soudage et acceder aux commandes.
- Ne pas utiliser dans un environnementment compteant des poussières métalliques conducrices.
- Les câbles d'alimentation, de rallonge et de soudage doivent être totalement déroulés afin d'éviter toute surchauffe.

Le fabricant n'assume aucune responsabilité concernant les dommages provoqués à des personnes et objets dus à une utilisation incorrecte et dangereuse de ce matériel.
ENTRETIEN / CONSEILS


-
Les utilisateurs de cette machine doivent avoir reçu une formation adaptée à l'utilisation de la machine afin de tirer le maximum de ses performances et de réaliser des travaux conformes (ex : formation de carrossier).
Vérifier que le constructeur autorise le procédé de soudage employé avant toute réparation sur un vehicule. -
La maintenance et la réparation du générateur ne peut être effectue que par le fabricant. Toute intervention dans ce générateur effectuee par une pierce personne annulera les conditions de garantie. Le fabricant decline toute responsabilité concernant tout incident ou accident survenant posterieurement a cette intervention.
- Couper l'alimentation en débranchant la prise, et attendre deux minutes avant de travailler sur le matériel. A l'intérieur, les tensions et intensités sont élevées et dangereuses.
Tous les outils de soudage subissant une déteriation lors de leur utilisation. Veiller à ce que ces outils restent propres pour que la machine donne le maximum de ses possibités. - Avant d'utiliser le pistolet, vérifier l'etat des différents outils (étoile, electrode mono-point, electrode carbone, ...) puis évientuellement les nettoyer ou procédé à leur remplacement s'ils paraisent en mauvais état.
- Regulierement, enlever le capot et depoussierer à la suffleette. En profiter pour faire vérifier la tenue des connexions electriques avec un outil isolé par un personnel qualifié.
- Contralr regulierment 1'etat du cordon d'alimentation et du faisceau du circuit de soudage. Si des signes d'endommagement sont apprents, les rempacer par le fabricant, son service apres-vente ou une personne de qualification similaire, afin d'eviter tout danger.
- Laisser les ouyés de la source de courant de soudage libres pour l'entrée et la sortie d'air.
NOTICE
DESCRIPTION
Ces apparèils ont été conçus pour effectuer les opérations de carrosserie suivantes : Travaux de débosselage ; soudage de clous, de rivets, rondelles, goujons moulures ; élimination d'impacts ; étirage de tôles. Ils ne sont pas prévu pour faire des travaux d'assemblage de pieces métalliques. Ces apparèils sont livrés avec les accessoires suivants :
| Accessoires 2600 | 2700 | 34.02 34.04 | 39.02 39.04 | PRO 230 PRO 400 |
| Plaque de masse | ✓✓✓ | |||
| Câble pistolet séparé | ✓ | ✓ | ||
| Automatic Quick Gun | ✓✓✓ | |||
| Manual Quick Gun | ✓ | ✓ | ||
| Spotter Box | ✓ | |||
| Spotter Box Pro | ✓ |
ALIMENTATION ÉLECTRIQUE
- GYSPOT 2600 / 2700 / 34.02 / 39.02 / Pro 230 : Ce matériel est livre avec une prise 16 A de type CEE7/7 et ne doit être utilisé que sur une installation électrique monophasée 230 V (50 - 60 Hz) à trois fils avec un neutre relié à la terre. ((Zmax 39.02 / 34.02) = 0.84Ω) & (Zmax 2600 / 2700) = 0.77Ω))
- GYSPOT 34.04 / 39.04 / Pro 400: Ce matériel est livré avec une prise 16 A de type CEE7/7 et ne doit être utilisé que sur une installation électrique biphasée 400 V (50 - 60 Hz) à trois fils avec un neutre relié à la terre. (Zmax = 0.77Ω)
Le courant permanent absorbé (I1p ou ILp) indiqué dans la partie « caractéristiques électriques » de ce manuel correspond aux conditions d'utilisation maximales. Verifier que l'alimentation et ses protections (fusible et/ou disjoncteur) sont compatibles avec le courant nécessaire en utilisation. Dans certains pays, il peut être nécessaire de changer la prise pour permettre une'utilisation aux conditions maximales.
NB: Si l'appareil fait déclencher la protection de l'installation électrique, vérifier le calibre et le type de disjoncteur ou de fusibles utilisés.
CHARACTERISTIQUES TECHNIQUES
| 2600 2700 | 34.02 34 | .04 39.02 | 39.04 PRO | 230 PRO 400 | |||
| CHARACTERISTIQUES ÉLECTRIQUES | |||||||
| Tension d'alimentation assignée UN | 1 ~ 230 V 2 ~ 400 | V 1 ~ 230 V 2 | ~ 400 V 1 ~ | 230 V 2 ~ 400 V | |||
| Fréquence | 50/60 Hz | ||||||
| Tension à vide assignée UN | 5.5 V 7.6 | V 7.8 V De 0.5 | à 7.4 V | ||||
| Puisance permanente Sp | 1 kVA 1.8 | kVA 2.0 kVA | .8 kVA | ||||
| Courant d'alimentation permanent Iop | 4.7 A | 6.9 A | 5.3 A | 7.8 A | 4.7 A | 7.8 A | 4.7 A |
| Courant maximal de court-circuit primaire permanent Ioc | 43 A 80 A | 51 A 90 A 52 | A 90 A 52 A | ||||
| Courant maximal de court-circuit secondaire I2cc | 1800 A | 2400 A | 2600 A | 2800 A | |||
| Courant permanent secondaire I2p | 160 A | 240 A | 270 A | 270 A | |||
| Type de courant de soudage | |||||||
| CHARACTERISTIQUES THERMIQUES | |||||||
| Température ambiente de fonctionnement | De - 10°C à + 40°C | ||||||
| Température ambiente de stockage et de transport | De -20°C à +55°C | ||||||
| CHARACTERISTIQUES MECANIQUES | |||||||
| Dimensions (cm) | 20x32x18 | 22.5x36 x23.5 | |||||
| Masse (kg) | 17.8 | 21 | 22.7 | 23 | 25.5 | 25.5 | |
| Indice de protection | IP 21 | ||||||
- Connecter l'appareil à une alimentation électrique adaptable
- Connecter le pistolet à l'aide du connecteur.
Nb : Pro 230 et Pro 400 disposent en plus du connecteur de puissance d'un connecteur de commande gachette :
- Connecter cette dernière si vous souhaitez amorcer grâce à la gachette.
- Déconnecter la, si vous souhaitez utiliser le générateur en amorgage automatique (voir partie UTILISATION)
Appuyer sur la touche « Marche/Arrêt » (6).
- Les afficheurs et témoins lumineux s'allument un court instant puis l'appareil affiche :
- L'outil ① , n°1 par défaut (soudage d'étoiles ou utilisation de la pince tire creux).
- Niveau de puissance (2), n^0 5 par défaut (réglage adapté pour une tôle d'acier 0.8mm ).
Pour changer le niveau de puissance, appuyer sur les touches + ou - ③. En maintainant enforcé une de ces deux touches, le niveau de puissance defilera automatiquement.
- Les niveaux de puissance proposés permettent de redresser des tôles d'épaissier variables (fig. IV- A).
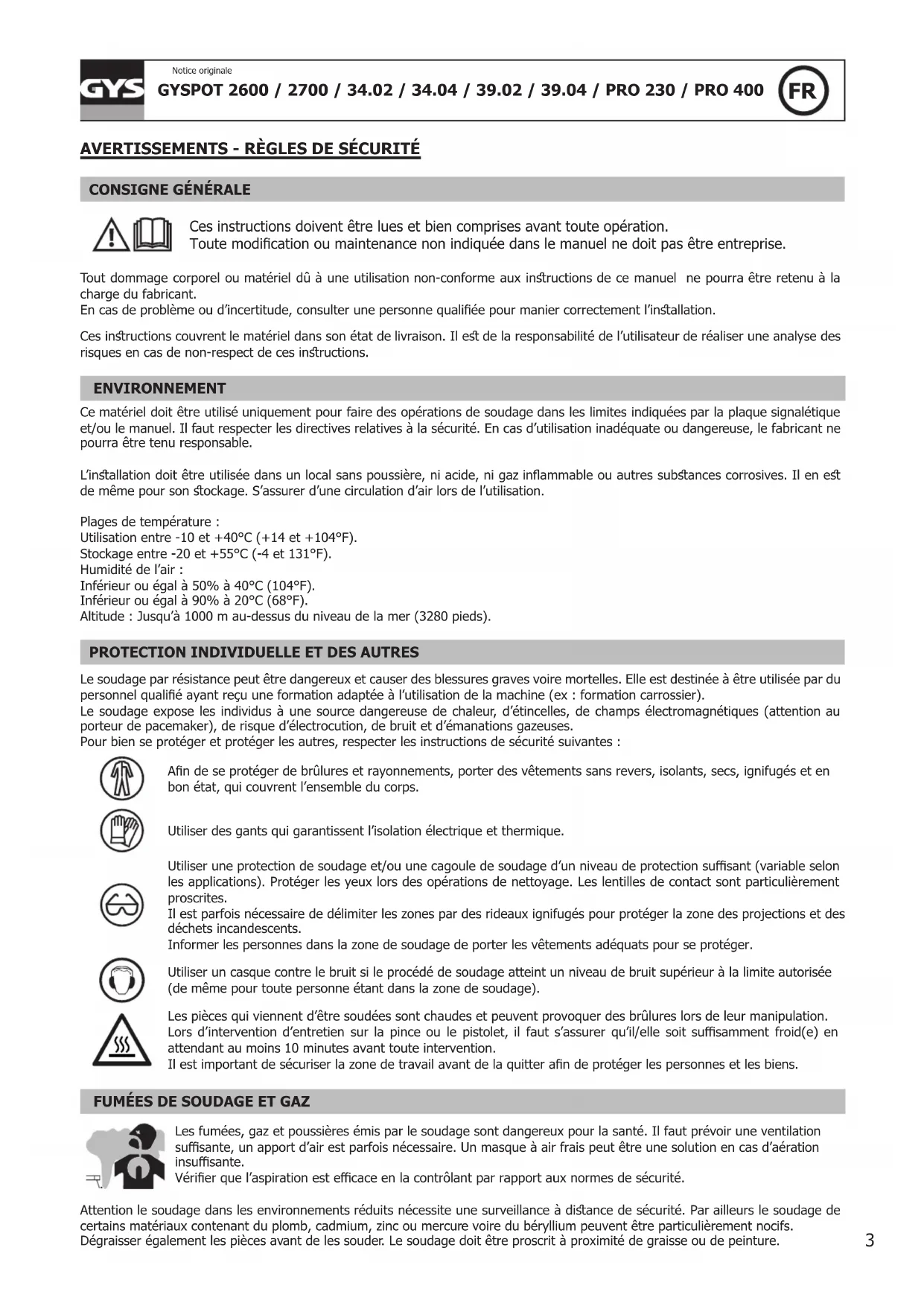
- Pour changer le type d'outil utilisé en bout de pistolot, appuyer sur la touche de seLECTION de l'outil (4). L'afficheur de nombre d'outil se met à clignoter pendant 5 secondes. Pendant ce décai, il est possible de changer de nombre d'outil en appuyant sur les touches + ou - (3).
Outils disponible (fig. IV- 8)
| 1 | Travaux de déb Bosselage à l'aide du marteau à inertie, des étoiles ou de la pince tire creux. | 5 | Soudage de rivets pour baguettes laterales |
| 2 | Soudage de fil ondulé ou d'anneaux pour des travaux de redressage. | 6 | Soudage de rondeilles pour fixation de la masse. |
| 3 | Rabattage d'impacts avec un embout cuivre spécifique. | 7 | Soudage de goujons pour fixation des masses vehicules et faisceaux de liaison |
| 4 | Electrode au carbone pour retente. | ||
- Connecter l'appareil à une alimentation électrique adaptable,
La mise en marche du GYSPOT 2600/ 2700 / 34.02 / 34.04 s'effectue par rotation du potentiametre (la mise en veille se fait sur la position «O» du potentiametre). (6) -
Sélectionner le mode d'utilisation à l'aide du potentiomètre de réglage :
-
Plage 7 (gauche) : Soudage d'étoiles ou d'anneaux pour des opérations de tirage de toles.
- Plage 8 (haut) : Soudage de fil ondulé, idéal pour les zones arrondies
- Plage 9 (droite) : Rabattage d'impacts avec l'embout cuivre adapté
Pour changer le niveau de puissance, tourner le potentiemetre jusqu'à la puissance désirée dans la plage可以选择..
UTILISATION
1-Amorçage
Gyspot Pro 230 / Pro 400
Le Gyspot Pro 230 et Pro 400 disposent de 2 systèmes d'amorçage :
En mode manuel, connecter le connecteur de puissance et le connecteur de commande de la gachette.
En mode manuel, le mode automatique ne fonctionne plus, seule une pression sur la gachette permet
le point de soudage. Le commutateur permet d'activer ou de désactiver la gâchette du pistolet.

GYSPOT 2600 / 39.02 / 39.04 / Pro 230 / Pro 400 avec gachette déconnectée
L'appareil est muni d'un système d'amorçage automatique du point de soudage.
Le générateur va automatiquement détecter le contact électrique et générer un point de soudage dans un délambda inférieur à 1 seconde. Pour générer un 2ème point, il faut rompre le contact en bout de pistolet pendant au moins 12 seconde puis établier un nouveau contact.
Gyspot 2700 / 34.02 / 34.04
Ce générateur est équipé d'un pistolet à gachette pour des opérations manuelles. Un commutateur permet d'activer la fonction « crayon graphite » (bouton 10).
Le potentiemetre possede 2 plages d'utilisations en fonctions de la position du bouton 10. Une plaque pour le crayon graphite et une plaque pour les autres outils.
A l'allumage de l'appareil, un clignotement toutes les 12 secondes de la LED jaune « STOP » indique que la gachette du pistolet est restée enforcée, ou que le cable pistolet est défectueux.
2-Fonctionnement
Proceder comme suit :
-
Connecter la plaque de masse du générateur à la piece de tolerie à redresser en suivant les conseils suivants:
-
la placer au point le plus proche de l'endetroit où vous devez travailler.
- ne pas la connecter sur une piece voisine
(Example: ne pas connecter la masse sur une portiere pour redresser l'aile du vehicule) -
décaper proprement la tôle à l'endetroit de la connexion
-
Décaper l'endetroit où doit être travaillée la tôle.
- Placer au bout du pistolet un des outils fournis.
- Sélectionner l'outil et de la puissance (cf partie mise en marche et réglage)
- Mettre en contact l'outil du pistolet avec la tôle à souder.
- Résiliser votre point de soudure.

Pour un fonctionnement optimal, il est préconse d'utiliser le cable de masse et les pistolets livrés d'origine.
PROTECTION THERMIQUE DU GENERATEUR
L'appareil est muni d'un système de protection thermique automatique. Ce système bloque l'utilisation du générateur pendant quelques minutes en cas d'utilisation trop intensive. Dans ce cas, le témoin jaune (fig. III- ⑤) de défaut thermique s'allume.
GARANTIE
La garantie couvre tous defaults ou vices de fabrication pendant 2 ans, à compter de la date d'achat (pièces et main d'oeuvre).
La garantie ne couvre pas :
- Toutes autres avaries dues au transport.
L'usure normale des pieces (Ex.: cables, pinces, etc.). - Les incidents dus à un mauvais usage (erreur d'alimentation, chute, démontage).
- Les pannes liées à l'environnement (pollution, rouille, poussière).
En cas de panne, returner l'appareil à votre distributeur, en y joignant :
- un justificatif d'achat dated (ticket de sortie de caisse, facture...)
- une note explicative de la panne.
STANDARD
GENERAL INSTRUCTIONS

Manual Quick gun (réf. 057524)

| N° | ||
| 1 | Vis de maintain / Holding screw / Halteschraube / Tornillo de sujeción / Уdeckхованный винт / Schroef / Vite di tenuta | 41031 |
| 2 | Plaque de serrage / Hose plate / Klemmplatte / Placa de sujeción / Зжимная пл actina / Klemplaatje / Placca di serraggio | 98920 |
| 3 | Passé fil / Wire guide hole / Zugentlastung / Guía para cable / Рождения втулкаду кабеля / Doorvoer tule / Passa filo | 56027 |
| 4 | Coque pistolet / Gun casing / Gehäuse Pistole / Carcasa de pistola / Корпс涓сястолета / Pistool behuizing / Involucro pistola | 77049 |
| 5 | Gächette / Trigger / Auslöser / Gatillo / Триггет / Trekker / Pulsante di avanzamento | 56029 |
| 6 | Prise TEXAS / TEXAS plug / TEXAS-Stocker / Toma TEXAS / Шъль.TEXAS / TEXAS aansluiting / Connettore TEXAS | 51460 |
| 7 | Connecteur / Connector / Steuerleitungssstecker / Conector / Коннектор / Aansluiting / Connettore | 51137 |
| 8 | Collier serrage pour mandrin Quick Gun / Hose clamp for Quick Gun / Schnellspanner Quick Gun / Abrazadora de tubo para mandrin Quick gun / зжимньхомут ду муфты Quick Gun / Klembeugel voor mandrel Quick Gun / Collare di serraggio per mandrino Quick Gun | 51199ST |
| 9 | Mandrin Quick Gun avec collier de serrage / Quick Gun with hose clamp / Aufnahme mit Schnellspanner Quick Gun / Mandrin Quick Gun con abrazadora de tubo / Myftra Quick gun с зжимньхомутом / Mandrel Quick Gun met klembeugel / Mandrino Quick Gun con collare di serraggio | 057531 |
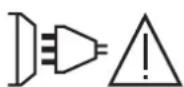
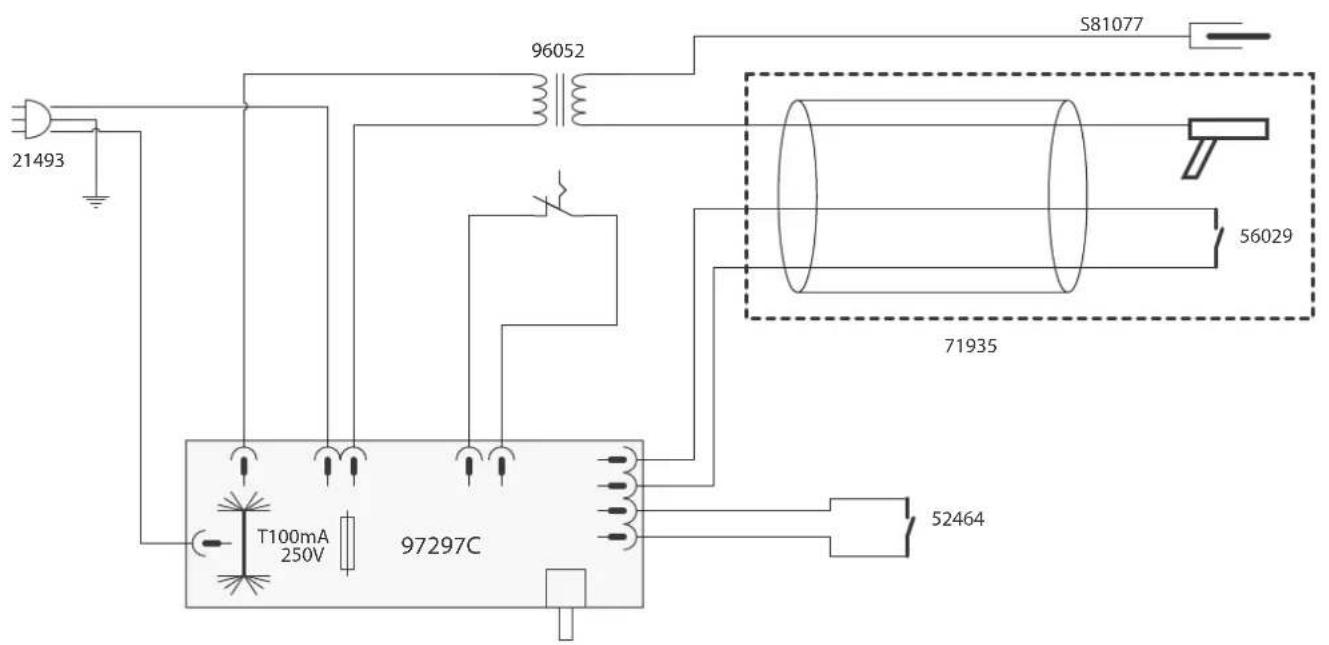
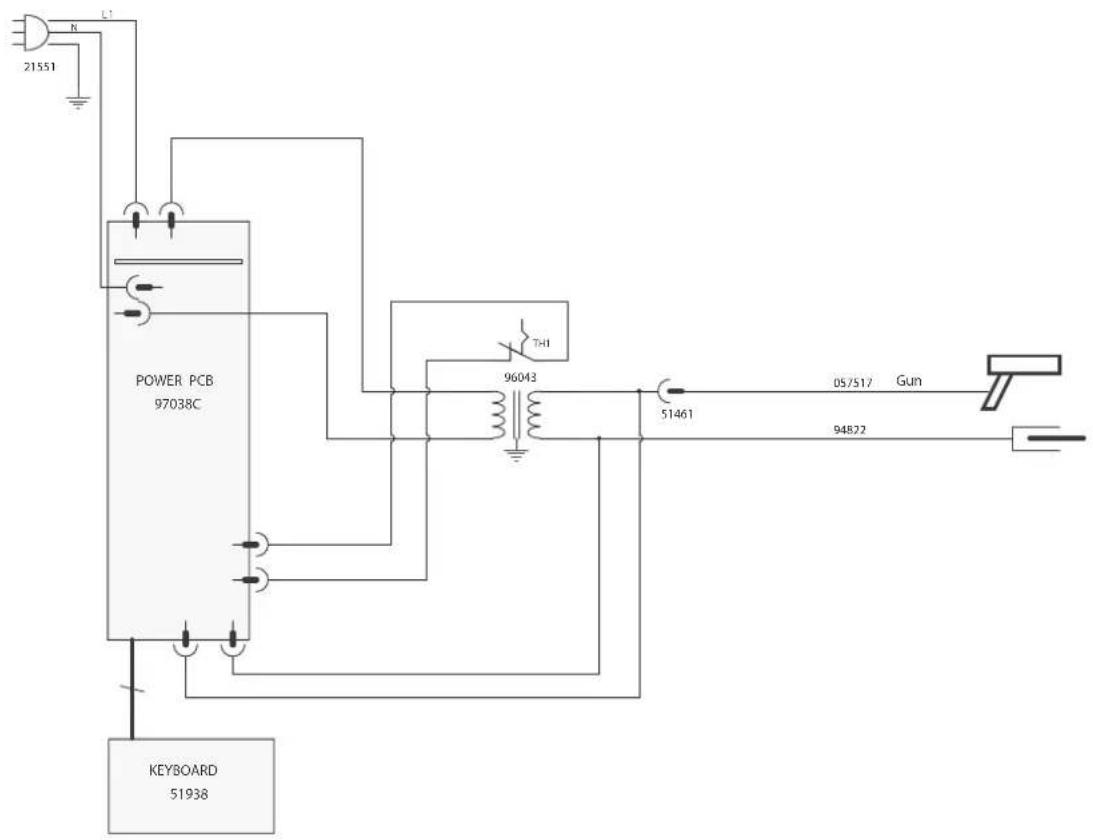
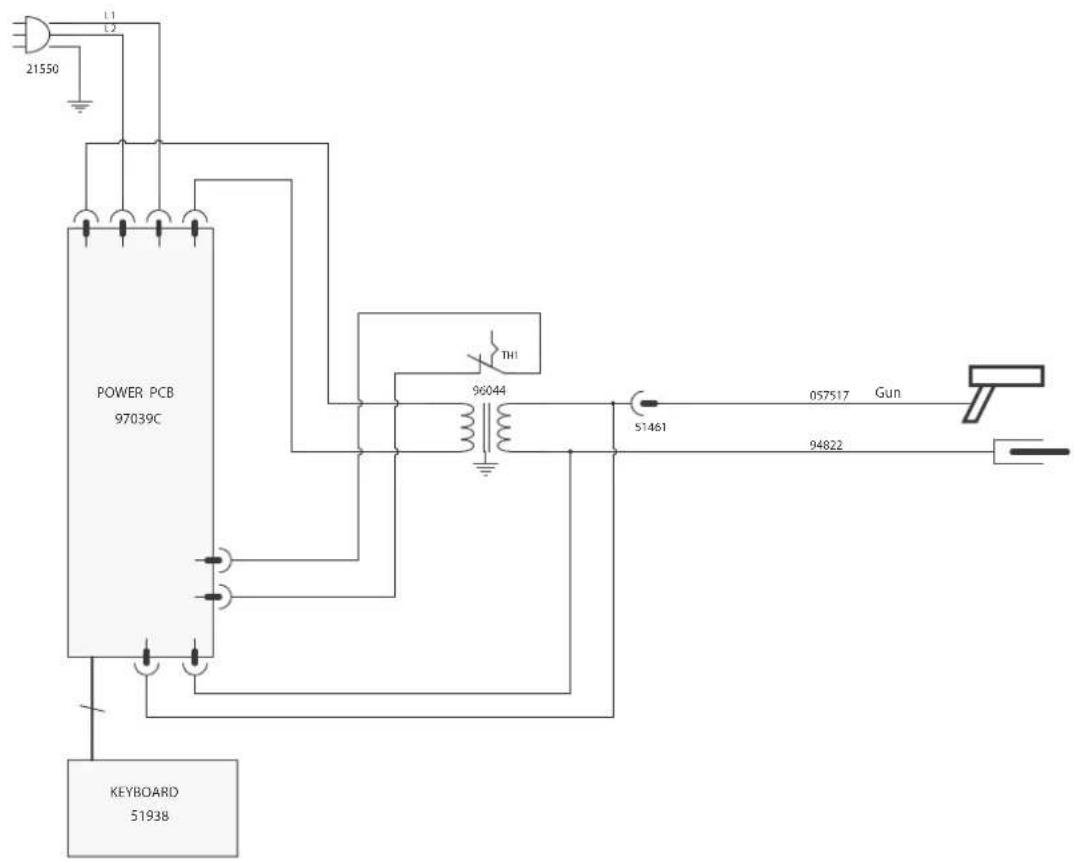
SCHEMA ÉLECTRIQUE / CIRCUIT DIAGRAM / SCHALTPLAN / DIAGRAMA ELECTRICO/ 3JIeKTPnueCKAR CXEMA / ELEKTRISCH SCHEMA / SCHEMA ELETTRICO
GYSPOT 2600
GYSPOT 2700
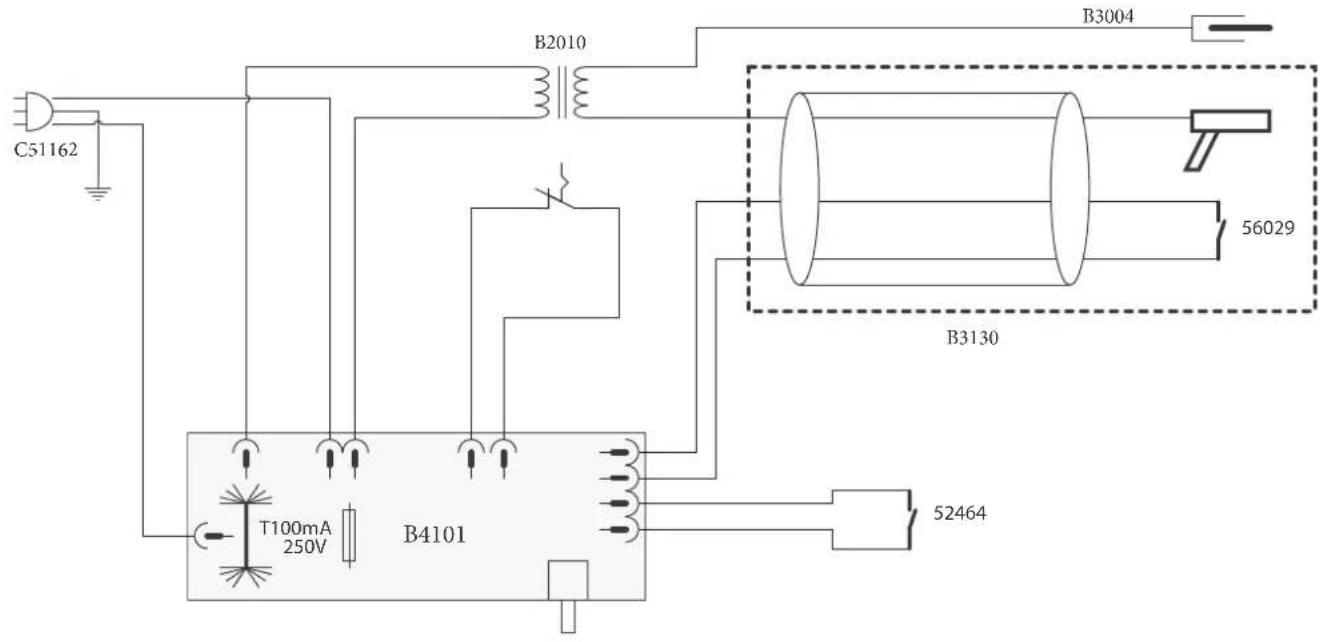
GYSPOT 34.02
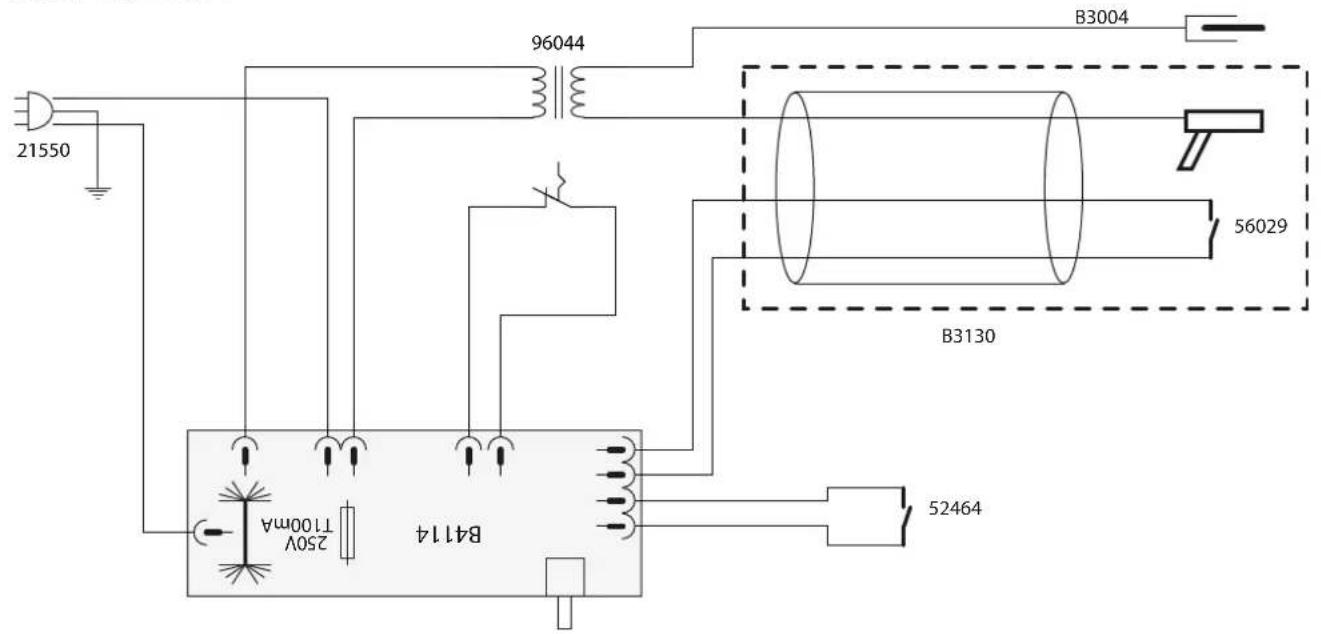
GYSPOT 34.04
GYSPOT 39.02
GYSPOT 39.04
1, rue de la Croix des Landes
CS 54159
53941 SAINT-BERTHEVIN Cedex
France




