 — Mode d'emploi PDF")
ITNS 530 - Commande numérique industrielle (CNC) HEIDENHAIN - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil ITNS 530 HEIDENHAIN au format PDF.
| Type de produit | Commande numérique industrielle (CNC) |
| Marque | HEIDENHAIN |
| Modèle | iTNC 530 |
| Dimensions (approx.) | 400 x 300 x 100 mm (estimation) |
| Poids (approx.) | 5 kg (estimation) |
| Alimentation | 24 V DC (courant continu, standard pour la machine) |
| Fonctions principales | Programmation en dialogue texte clair, smarT.NC, DIN/ISO ; modes de fonctionnement : Manuel, Manivelle électronique, Positionnement avec introduction manuelle, Exécution de programme pas à pas et en continu, Mémorisation/Édition de programme, Test de programme |
| Écran | Écran couleur (partage d'écran possible, affichage graphique 3D) |
| Options logicielles | Interpolation sur 5 axes, correction d'outil 3D, contrôle anti-collision DCM, DXF Converter, asservissement adaptatif AFC, KinematicsOpt, 3D-ToolComp |
| Entretien et nettoyage | Nettoyer l'écran avec un chiffon doux et sec ; éviter les liquides ; vérifier régulièrement les câbles et connecteurs |
| Sécurité | Arrêt d'urgence, contrôle anti-collision dynamique (DCM), sécurité fonctionnelle FS (option), limitation d'avance |
| Pièces détachées et réparabilité | Palpeurs 3D (TS 220, TS 640), manivelles électroniques HR (HR 510, HR 520, HR 550 FS), câbles, piles tampon (remplacement possible) |
| Informations générales | Logiciel CN 606 420-01 (iTNC 530) et 606 421-01 (iTNC 530 E) ; manuel de 695 pages en français ; langues de dialogue multiples (option) |
FOIRE AUX QUESTIONS - ITNS 530 HEIDENHAIN
Questions des utilisateurs sur ITNS 530 HEIDENHAIN
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Commande numérique industrielle (CNC) au format PDF gratuitement ! Retrouvez votre notice ITNS 530 - HEIDENHAIN et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil ITNS 530 de la marque HEIDENHAIN.
MODE D'EMPLOI ITNS 530 HEIDENHAIN
Manuel d'utilisation
HEIDENHAIN
Dialogue-Texte clair
iTNC 530
Logiciel CN
606 420-01
606 421-01
Français (fr)
7/2010
Eléments de commande de la TNC
Eléments de commande à l'écran
| Touché | Fonction |
| Définir le partage de l'écran | |
| Commuter l'écran entre les modes Machine et Programmation | |
| Softkeys : besoin de fonction à l'écran | |
| Commuter entre les barres de softkeys |
Clavier alphétique
| Touches | Fonction |
| Q W E | Noms de fichiers, commentaires |
| G F S | Programmation en DIN/ISO |
Modes de fonctionnement Machine
| Touches | Fonction |
| Mode Manuel | |
| Manivelle électronique | |
| smarT.NC | |
| Positionnement avec introduction manuelle | |
| Exécution de programme pas à pas | |
| Exécution de programme en continu |
Modes de fonctionnement Programmation
| Touche | Fonction |
| ◇ | Mémorisation/Edition de programme |
| → | Test de programme |
Gérer les programmes/fichiers, fonctions TNC
| Touche | Fonction |
| PGM | Sélectionner/effacer des programmes/fichiers, transmission externe de données |
| MGT | |
| PGM | Définir l'appel de programme, sélectionnerles tableaux de points zéro et de points |
| CALL | |
| MOD | Sélectionner la fonction MOD |
| HELP | Afficher les textes d'aide pour les messagesd'erreur CN, appeler TNCguide |
| ERR | Afficher tous les messages d'erreurexistants |
| CALC | Afficher la calculatrice |
Touches de navigation
| Touche | Fonction |
| ↑ ↓ | Déplacer la surbrillance |
| coto | Sélection directe des séquences, cycles et fonctions paramétrées |
Potentiometres pour l'avance/la vitesse de broche
| Avance | Vitesse de rotation broche |
| 100 | 100 |
| 50 | 50 |
| 0 | 0 |
Cycles, sous-programmes et répétitions de parties de programme
| Touches | Fonction | |
| TOUCH PROBE | Définir les cycles palpeurs | |
| CYCL DEF | CYCL CALL | Définir et appeler les cycles |
| LBL SET | LBL CALL | Introduire et appeler les sous-programmes et répétitions de partie de programme |
| STOP | Introduire un arrêt programmé dans le programme | |
Données d'outils
| Touche | Fonction |
| TOOL DEF | Définir les données d'outils dans le programme |
| TOOL CALL | Appeler les données d'outils |
Programmation d'opérations de contourage
| Touche | Fonction |
| APPR | Approche/sortinge du contour |
| DEP | |
| FK | Programmation flexible des contours FK |
| Lp | Droite |
| CC | Centre de cercle/pôle pour coordonnées polaires |
| C | Trajectoire circulaire avec centre de cercle |
| CR | Trajectoire circulaire avec rayon |
| CT | Trajectoire circulaire avec raccordement tangentiel |
| CHE | Chanfrein/arrondi d'angle |
Fonctions spéciales/smarT.NC
| Touche | Fonction |
| SPEC FCT | Afficher les fonctions spéciales |
| smarT.NC : sélection onglet suivant dans formulaire | |
| smarT.NC : sélectionner le premier champ dans le cadre précédent/suivant |
Introduire les axes de coordonnées et chiffres, édition
| Touches | Fonction |
| X ... V | Sélectionner ou introduire les coordonnées des axes dans le programme |
| 0 ... 9 | Chiffres |
| - /+ | Point décimal/inverser le signe |
| P I | Introduction de coordonnées polaires/ Valeurs incrémentedales |
| Q | Programmation paramètres Q/ état des paramètres-Q |
| Transférer la position effective ou valeur de la calculatrice | |
| NOENT | Sauter les questions du dialogue et effacer des mots |
| ENT | Verifier la saisie et poursuivre le dialogue |
| END | Terminer la séquence, fermer l'introduction |
| CE | Annuler les valeurs numériques introduites ou effacer le message d'erreur TNC |
| DEL | Interrompree le dialogue, effacer une partie du programme |
Remarques sur ce manuel
Voutrouvrez ci-après une liste des symboles des indications utilisés dans ce manuel

Ce symbole vous signale que vous doivent tenir compte de remarques particulières relatives à la fonction décrite.

Ce symbole vous signale qu'il existe un ou plusieurs risque(s) en relation avec l'utilisation de la fonction décrite :
Danger pour la pièce
Danger pour le matériel de serrage
Danger pour l'outil
Danger pour la machine
Danger pour l'utilisateur

Ce symbole vous signale que la fonction déscribe doit être adaptée par le constructeur de votre machine. L'action de la fonction désrite peut donc varier d'une machine à une autre.

Ce symbole signale que les descriptions détaillées d'une fonction sont disponibles dans un autre manuel utilisateur.
Modifications souhaitées ou découverte d'une "coquille"?
Nous nous efforçons en permanence d'améliorer notre documentation. Merci de votre aide, faites-nous part de vos souhaits de modification à l'adresse E-mail: tnc-userdoc@heidenhain.de.
Type de TNC, logiciel et fonctions
Ce manuel décrit les fonctions dont disposent les TNC à partir des numérios de logiciel CN suivants :
| Type de TNC | Nr. de logiciel CN |
| iTNC 530, HSCI et HeROS 5 | 606 420-01 |
| iTNC 530 E, HSCI et HeROS 5 | 606 421-01 |
La dette E désigne la version Export de la TNC. Les versions Export de la TNC sont soumises à la restriction suivante :
Interpolation linéaire sur 4 axes maximum
HSCI (HEIDENHAIN Serial Controller Interface) désigne la nouvelle plateforme Hardware des commandes TNC.
HeROS 5 désigne le nouveau système d'exploitation des commandes TNC basées sur HSCI.
A l'aide des paramètres-machine, le constructeur de la machine adapte l'ensemble des fonctions de la commande à sa machine. Ce manuel décrit donc des fonctions qui ne sont pas générées dans toutes les TNC.
Exemple de fonctions TNC non disponibles sur toutes les machines :
Etailonnage d'outils à l'aide du TT
Nous vous conseillons de prendre contact avec le constructeur de votre machine pour connaître les fonctions générées sur votre machine.
De nombreux constructeurs de machines ainsi que HEIDENHAIN proposent des cours de programmation TNC. La participation à de tels cours est conseillée afin de se familiariser rapidement avec les fonctions de la TNC.

Manuel d'utilisation de la programmation des cycles :
Toutes les fonctions relatives aux cycles (cycles palpeurs et cycles d'usinage) sont décrites dans un autre Manuel d'utilisation. En cas de besoin, adressez-vous à HEIDENHAIN pour obtenir ce Manuel d'utilisation. ID: 670 388-xx

Documentation utilisesmarT.NC:
Le mode de fonctionnement smarT.NC est décrit dans une brochure „Pilote“ séparée. Si nécessaire, adresse-vous à HEIDENHAIN pour recevoir ce Pilote. ID: 533 191-xx.
Options de logiciel
L'iTNC 530 dispose de diverses options de logiciel qui peuvent etre activées par vous-même ou par le constructeur de votre machine.
Chaque option doit etre activée séparément et comporte
individually les fonctions suivantes :
Option de logiciel 1
Interpolation sur corps de cylindre (cycles 27, 28, 29 et 39)
Avance en mm/min. avec axes rotatifs: M116
Inclinaison du plan d'usinage (cycle 19, fonction PLANE et softkey 3D ROT en mode Manuel)
Cercle sur 3 axes avec inclinaison du plan d'asinage
Option de logiciel 2
Durée de traitement des séquences 0.5 ms au lieu de 3.6 ms
Interpolation sur 5 axes
M114: Correction automatique de la géométrie de la machine lors de l'usinage avec axes inclinés
M128: conserve la position de la pointe de l'outil lors du positionnement des axes inclinés (TCPM)
■ FUNTION TCPM: Conserver la position de la pointe de l'outil lors du positionnement des axes inclinés (TCPM) avec possibilité de réglage du mode d'action
M144: Prise en compte de la cinématique de la machine pour les positions EFF/NOM en fin de séquence
Autres paramètres Finition/ébauche et Tolerance pour axes rotatifs dans le cycle 32 (G62)
Sequences LN (correction 3D)
Option de logiciel DCM Collision
Description
Fonction de contrôle de zones définies par le Page 379 constructeur de la machine pour éviter les collisions.
Option de logiciel DXF Converter
Description
Extraire des contours et positions d'usinage à Page 254 partir de fichiers DXF (version R12).
| Option logiciel Langue de dialogue supplémentaire | Description |
| Fonction destinée à activer les langues de dialogue slovène, slovaque, norvégien, letton, estonien, coréen, turc, roumain, lituanien. | Page 656 |
| Option de logiciel Configurations globales de programme | Description |
| Fonction de superposition de transformations de coordonnées en modes de fonctionnement Exéciution de programme, déplacement avec superposition de la manivelle dans la direction de l'axe virtuel. | Page 397 |
| Option de logiciel AFC | Description |
| Fonction d'asservissement adaptatif de l'avance pour optimiser les conditions d'usinage dans la production en série. | Page 408 |
| Option de logiciel KinematicsOpt | Description |
| Cycles palpeurs pour contrôle et optimiser la précision de la machine. | Manuel d'utilisation cycles |
| Option logiciel 3D-ToolComp | Description |
| Correction de rayon d'outil 3D dépendant de l'angle d'entrée avec les séquences LN. | Page 408 |
Niveau de développement (fonctions "upgrade")
Parallelement aux options de logiciel, d'importants nouveaux développements du logiciel TNC sont gérés par ce qu'on appelle les Feature Content Level (expression anglaise exprimant les niveaux de développement). Vous ne disposez pas des fonctions FCL lorsque votre TNC recoit une mise à jour de logiciel.

Lorsque vous receivez une nouvelle machine, vous receivez toutes les fonctions de mise à jour Upgrade sans surcoût.
Dans ce Manuel, ces fonctions Upgrade sont signalées par l'expression FCL n; n précisant le numéro d'indice du niveau de développement.
En achetant le code correspondant, vous pouvez activer les fonctions FCL. Pour cela, prenez contact avec le constructeur de votre machine ou avec HEIDENHAIN.
| Fonctions FCL 4 | Description |
| Représentation graphique de la zone protégée avec contrôle anti-collision DCM actif | Page 383 |
| Superposition de la manivelle, axes à l'accret, avec contrôle anti-collision DCM actif | Page 382 |
| Rotation de base 3D (compensation de bridage) | Manuel de la machine. |
| Fonctions FCL 3 | Description |
| Cycle palpeur pour palpage 3D | Manuel d'utilisation cycles |
| Cycles palpeurs pour l'initialisation automatique du point d'origine du centre d'une rainure/d'un oblong | Manuel d'utilisation cycles |
| Réduction de l'avance lors de l'usinage de contours de poche lorsque l'outil usine en pleine matière. | Manuel d'utilisation cycles |
| Fonction PLANE: Introduction d'un angle d'axe | Page 460 |
| Documentation utiliser sous forme de système d'aide contextuelle | Page 154 |
| smarT.NC: Programmer smarT.NC en parallèle à l'usinage | Page 115 |
| Fonctions FCL 3 | Description |
| smarT.NC: Contour de poche sur motifs de points | Pilote smarT.NC |
| smarT.NC: aperçu de programmes de contours dans le gestionnaire de fichiers | Pilote smarT.NC |
| smarT.NC: stratégie de positionnement lors d'opérations d'usinage de points | Pilote smarT.NC |
| Fonctions FCL 2 | Description |
| Graphique filaire 3D | Page 146 |
| Axe d'outil virtuel | Page 578 |
| Gestion de pérophériques USB (memory sticks, disques durs, lecteurs CD-ROM) | Page 125 |
| Filtrage de contours créés en externe | Page 422 |
| Possibilité d attribuer une profondeur séparée à chaque contour partiel pour la formule de contour | Manuel d'utilisation cycles |
| Gestion dynamique d'adresses IP DHCP | Page HIDDEN |
| Cycle palpeur pour configuration globale de paramètres du palpeur | Manuel d'utilisation Cycles palpeurs |
| smarT.NC: Amorce de série avec assistance graphique | Pilote smarT.NC |
| smarT.NC: transformations de coordonnées | Pilote smarT.NC |
| smarT.NC: Fonction PLANE | Pilote smarT.NC |
Lieu d'implantation prévu
La TNC est conforme à la classe A selon EN 55022. Elle est prévue principalement pour fonctionner en millieux industriels.
Mention légale
Ce produit utilise l'Open Source Software. Vous trouvezez d'autres informations sur la commande au chapitre
Mode de fonctionnement Mémorisation/Edition
Fonction MOD
Softkey INFOS LÉGALES
Nouvelles fonctions 606 42x-01 par rapport aux versions antérieures 340 49x-05
Ouvrir et usiner des fichiers créés en externe, nouveau (voir „Outils supplémentaires pour la gestion des types de fichiers externes" à la page 128)
■ Nouvelles fonctions dans la barre des tâches, nouveau (voir „Barre des taches" à la page 86)
■ Fonctions étendues lors de la configuration de l'interface Ethernet (voir „Configurer la TNC" à la page 627)
Extensions pour la sécurité fonctionnelle FS (option)
Généralités sur la sécurité fonctionnelle FS (voir „Généralités“ à la page 536)
Terminologie (voir „Définitions" à la page 537)
Contrôles des positions des axes (voir „Vérifier les positions des axes" à la page 538)
■ Activer la limitation d'avance (voir „Activer la limitation d'avance" à la page 540)
- Extensions dans les affichages généraux d'etat pour une TNC avec sécurité fonctionnelle (voir „Affichages d'etat supplémentaires" à la page 540)
Les nouvelles manivelles HR 510, HR 520 et HR 550 FS sont maintainant gérées (voir „Déplacement avec manivelle électronique" à la page 524)
■ Nouvelle option software 3D-ToolComp: correction de rayon d'outil dépendant de l'angle d'attaque dans les séquences avec vecteurs normaux aux surfaces ( séquences LN, Voir „Correction de rayon d'outil 3D en fonction de l'angle d'attaque (option de logiciel 3D-ToolComp)”, page 491)
Graphique filaire 3DMSN: Graphique filaire 3D (fonction FCL2) à la page 146
Un dialogue de sélection de fichier est maintainant disponible pour le choix de fichiers dans des fonctions CN diverses et dans l'aperçu des tableaux de palettes (voir „Programme quelconque utilisé comme sous-programme" à la page 276)
DCM: Sauvegarde et restaurer des situations de serrage
DCM : lors de la création d'un programme de contrôle, le formulaire contient maintainant également des iconônes et des textes d'aide (voir „Verifier la position du matériel de serrage mesure" à la page 390)
DCM, FixtureWizard : les points de palpage et l'ordre des palpages sont représentés d'une manière plus claire
DCM, FixtureWizard : les désignations, les points de palpage et les points de mesure peuvent être affichés ou masqués (voir „Utiliser FixtureWizard" à la page 387)
DCM, FixtureWizard : les dispositifs de serrage et les points de montage sont maintainant SéLECTIONNABLES par un clic de souris
- DCM : une seule bibliothèque avec des dispositifs de serrage standard est disponible (voir „Modèles de matériels de serrage" à la page 386)
DCM : Gestion des porte-ouutils (voir „Gestion des porte-ouutils (option logiciel DCM)“ à la page 394)
Le plan d'usinage peut maintainant être définis manuelle dans le mode test de programme (voir „ Sélectionner la cinématique pour le test du programme" à la page 602)
Avec des machines sans systèmes de mesure sur les axes rotatifs, les coordonnées de ceux-ci peuvent être définies avec M114 pour la définition de la direction de l'axe virtuel VT (voir „Axe virtuel VT" à la page 407)
Dans le mode manuel, le mode RW-3D est également disponible pour l'affichage de position (voir „ SéLECTIONNER les affichages de positions" à la page 638) -
Extensions dans le tableau d'outils TOOL.T (voir „Tableau d'outils : données d'outils standard" à la page 166):
-
Nouvelle colonne DR2TABLE pour la définition d'un tableau de correction pour la correction de rayon d'outil dépendant de l'angle d'attaque
- Nouvelle colonne LAST_USE, dans laquelle la TNC enregistre la date et l'heure du dernier appel d'outil.
■ Programmation paramétrée Q : les paramètres String QS peuvent être utilisés maintainant pour les adresses de saut conditionnels, les sous-programmes ou les répétitions de partie de programme (Voir „Appeler un sous-programme", page 274, Voir „Appeler une répétition de partie de programme", page 275 et Voir „Programmer les sauts conditionnels", page 301)
La création de liste d'utilisation d'outils dans les modes d'exécution de programme peut être configurée via un formulaire (voir „Configurations pour le test d'utilisation d'outils“ à la page 185)
Lors de l'effacement d'outils du tableau d'outils, le comportement peut maintainer être modifié via le paramètre machine 7263 (voir „Editor les tableaux d'outils" à la page 172)
Dans le mode de positionnement TURN de la fonction PLANE, une distance de sécurité peut être définie à laquelle l'outil peut être dégagé dans la direction de l'axe d'outil avant l'inclinaison (voir „Inclinaison automatique : MOVE/TURN/STAY (introduction impérative)“ à la page 462)
Dans la gestion étendue des outils, les fonctions supplémentaires suivantes sont maintainant disponibles (voir „Gestionnaire d'outils (option de logiciel)“ à la page 188):
- Les colonnes avec fonctions spéciales sont maintainant également étables
- Les formulaires des données d'outils peuvent être fermés au besoin avec ou sans mémorisation des données modifiées
- Une fonction de recherche est maintainant disponible dans l'affichage des tableaux
- Les outils indexés sont maintainant représentés correctement dans l'affichage des formulaires
D'autres informations détaillées sont maintenant disponibles dans la liste de la suite des outils
Le chargement/déchéancement dans la liste du changeur d'outils est maintainant possible avec la fonction glisser-deposer
■ Les colonnes peuvent être décalées dans l'affichage des tableaux simplement avec la fonction glisser/déposer
Dans le mode IMD, quelques fonctions spéciales (touché SPEC FCT) sont maintainant disponibles (voir „Programmation et exécution d'opérations simples d'usinage" à la page 580)
Un nouveau cycle manuel de palpage est disponible, avec lequel le désaxage de la pierce peut être compensé au moyen de la rotation d'un plateau circulaire (voir „Dégauchir la pierce à partir de deux points" à la page 563)
- Nouveau cycle palpeur pour l'étabonnage du palpeur avec une bille de calibration (voir Manuel de programmation des cycles)
■ KinematicsOpt: Gestion améliorée pour le positionnement des axes avec dentures Hirth (voir Manuel de programmation des cycles)
■ KinematicsOpt: Paramètre supplémentaire pour la détermination du jeu d'un axe rotatif (voir Manuel de programmation des cycles)
Nouveau cycle d'usinage 275 pour rainurage trochoïdal (voir manuel d'utilisation des cycles)
Lors du cycle 241, perçage monolèvre, une profondeur de temporisation peut maintainer être définie (voir Manuel de programmation des cycles)
Le comportement d'approche et de sortie du cycle 39 CONTOUR CORPS DE CYLINDRE est maintainant paramétrable (voir Manuel de programmation des cycles)
Fonctions modifiées 606 42x-01 par rapport aux versions antérieures 340 49x-06
■ Programmation paramétrée Q : avec la fonction FN20 WAIT FOR 128 caractères peuvent maintenant être introduits (voir „FN 20: WAIT FOR: Synchronisation CN et PLC" à la page 320)
Dans les menus de calibration pour la longueur et le rayon d'outil du palpeur, les numéroes et noms de l'outil courant sont maintainant affichés (dans le cas ou les données de calibration issues du tableau d'outils doivent être utilisées, MP7411 = 1, Voir „Gérer plusieurs séquences de données d'étabonnage“, page 557)
Dans le mode chemin restant, la fonction PLANE indique maintainant, lors de l'inclinaison, l'angle réellement à déplacer jusqu'à la position cible (voir „Affichage de positions" à la page 447)
- Comportement d'approche modifié lors de la finition des flancs avec le cycle 24 (DIN/ISO: G124) (voir le manuel de programmation des cycles)
Table des matieres
Premiers pas avec IiTNC 530
Introduction
Programmation: Principes de base, gestionnaire de fichiers
Programmation: Outils de programmation
Programming: Outils
Programmation:Programmer les contours
Programmation: Fonctions auxiliaires
Programmation: Prélevement de données dans des fichiers DXF
Programmation: Sous-programmes et répetitions de parties de programme
Programmation:Parametes Q
Programmation: Fonctions auxiliaires
Programmation: Fonctions speciales
Programmation: Usinage multiaxes
Programmation: Gestionnaire de palettes
Positionnement avec introduction manuelle
Test de programme etexecution de programme
Fonctions MOD
Tableaux et récapitulatifs
1 Premiers pas avec l'iTNC 530 .... 45
1.1Vue d'ensemble.....46
1.2 Mise sous tension de la machine .... 47
Valider la coupure d'alimentation et franchir les points de reférence .... 47
1.3Programmer la premiere piece.....48
Selectionner le mode de fonctionnement correct .... 48
Les principaux éléments de commande de la TNC .... 48
Ouvrir un nouveau programme/gestionnaire de fichiers .... 49
Définir une piece brute .... 50
Structure du programme .... 51
Programmer un contour simple .... 52
Créer un programme-cycles .... 55
1.4 Contrôler graphiquement la première pièce .... 58
Selectionner le bon mode de fonctionnement .... 58
Selectionner le tableau d'outils pour le test du programme .... 58
Selectionner le programme que vous désirez tester .... 59
Selectionner le partage d'écran et la vue .... 59
Lancer le test de programme .... 60
1.5 Configuration des outils .... 61
Selectionner le bon mode de fonctionnement .... 61
Preparation et étaconnage des outils .... 61
Le tableau d'outils TOOL.T .... 61
Le tableau d'emplacements TOOL_P.TCH .... 62
1.6 Degauchir la piece .... 63
Selectionner le bon mode de fonctionnement .... 63
Brider la pièce .... 63
Dégauchir la piece avec un palpeur 3D .... 64
Initialisation du point d'origine avec palpeur 3D .... 65
1.7 Executer le premier programme..... 66
Selectionner le bon mode de fonctionnement .... 66
Selectionner le programme que vous désirez exécuter .... 66
Lancer le programme .... 66
2 Introduction .... 67
2.1 L'iTNC 530 .... 68
Programmation: dialogue conversationnel Texte clair HEIDENHAIN, smarT.NC et DIN/ISO .... 68
Compatibilité .... 68
2.2 Ecran et pupitre de commande .... 69
Ecran .... 69
Définir le partage de l'écran .... 70
Panneau de commande .... 71
2.3 Modes de fonctionnement .... 72
Mode Manuel et Manivelle électronique .... 72
Positionnement avec introduction manuelle .... 72
Mémorisation/Edition de programme .... 73
Test de programme .... 73
Exécution de programme en continu et Exécution de programme pas à pas .... 74
2.4 Affichages d'etat .... 75
Affichage d'etat „général” .... 75
Affichage d'etat supplémentaire .... 77
2.5 Gestionnaire Window .... 85 Barre des taches .... 86
2.6 Accessoires : Palpeurs 3D et manivelles électroniques HEIDENHAIN .... 87
Palpeurs 3D .... 87
Manivelles électroniques HR .... 88
3 Programmation : principes de base, gestionnaire de fichiers .... 89
3.1 Principes de base .... 90
Systèmes de mesure de déplacement et marques de référence .... 90
Système de référence .... 90
Système de référence sur fraiseuses .... 91
Coordonnées polaires .... 92
Positions absolues et positions incrémentales sur une piece .... 93
Sélection du point d'origine .... 94
3.2 Ouverture et introduction de programmes .... 95
Structure d'un programme CN en dialogue conversationnel HEIDENHAIN .... 95
Définition de la pierce brute: BLK FORM .... 95
Ouvrir un nouveau programme d'usinage .... 96
Programmation de déplacements d'outils en dialogue conversationnel Texte clair .... 98
Validation des positions effectives (transfert des points courants) .... 100
Editor un programme .... 101
La fonction de recherche de la TNC .... 105
3.3 Gestionnaire de fichiers : principes de base .... 107
Fichiers.....107
Afficher dans la TNC les fichiers créés en externe .... 109
Sauvegarde des données .... 109
3.4 Travailler avec le gestionnaire de fichiers .... 110
Répertoires .... 110
Chemins d'accès .... 110
Vue d'ensemble : fonctions du gestionnaire de fichiers .... 111
Appeler le gestionnaire de fichiers .... 112
Selectionner les lecteurs, repertoires et fichiers .... 113
Créer un nouveau répertoire (possible seulement sur le lecteur TNC:) .... 116
Créer un nouveau fichier (possible seulement sur le lecteur TNC:) .... 116
Copier un fichier donné .... 117
Copier un fichier vers un autre repertoire .... 118
Copier un tableau .... 119
Copier un repertoire .... 120
Selectionner l'un des derniers fichiers selectionnés .... 120
Effacer un fichier .... 121
Effacer un repertoire .... 121
Marquer des fichiers .... 122
Renommer un fichier .... 124
Autres fonctions .... 125
Travail avec raccourcis .... 127
Outilis supplémentaires pour la gestion des types de fichiers externes .... 128
Transfert des données vers/à partir d'un support externe de données .... 133
La TNC en réseau .... 135
Periphériques USB sur la TNC (fonction FCL 2) .... 136
4 Programmation : aides à la programmation .... 139
4.1 Insertion de commentaires .... 140
Application.....140
Commentaire pendant l'introduction du programme .... 140
Insérer un commentaire après-coup .... 140
Commentaire dans une série donnée .... 140
Fonctions pour l'edition du commentaire .... 141
4.2 Articulation de programmes .... 142
Définition, application .... 142
Afficher la fenêtre d'articulation / changer de fenêtre active .... 142
Insérer une série d'articulation dans la fenêtre du programme (à gauche) .... 142
Selectionner des séquences dans la fenêtre d'articulation .... 142
4.3 La calculatrice .... 143
Utilisation .... 143
4.4 Graphique de programmation .... 144
Graphique de programmation simultané/non simultané .... 144
Exécution du graphique en programmation d'un programme existant .... 144
Afficher ou masquer les numérodeséquence.....145
Effacer le graphique .... 145
Agrandissement ou réduction d'une partie découlée .... 145
4.5 Graphique filaire 3D (fonction FCL2) .... 146
Application.....146
Fonctions du graphique filaire 3D .... 146
Faire ressortir en couleur les séquences CN dans le graphisme .... 148
Afficher ou masquer les numérodeséquence.....148
Effacer le graphique .... 148
4.6 Aide directe pour les messages d'erreur CN .... 149
Afficher les messages d'erreur .... 149
Afficher l'aide .... 149
4.7 LiSTE de tous les messages d'erreur en cours..... 150
Fonction.....150
Afficher la liste des erreurs .... 150
Contenu de la fenetre .... 151
Appeler le système d'aide TNCguide .... 152
Creer les fichiers de maintenance .... 153
4.8 Système d'aide contextuelle TNCguide (fonction FCL3) .... 154
Application.....154
Travailler avec le TNCguide .... 155
Télécharger les fichiers d'aide actualisés .... 159
5 Programmation : Outils .... 161
5.1 Introduction des données d'outils .... 162
Avance F .... 162
Vitesse de rotation broche S..... 163
5.2 Données d'outils .... 164
Conditions requises pour la correction d'outil .... 164
Numero d'outil, nom d'outil .... 164
Longueur d'util L .... 164
Rayon d'outil R .... 164
Valeurs Delta pour longueurs et rayons .... 165
Introduire les données d'outils dans le programme .... 165
Introduire les données d'outils dans le tableau .... 166
Cinématique du porte-ouutils .... 175
Remplacer des données d'outils individuellement à partir d'un PC externe .... 176
Tableau d'emplacements pour changeur d'outils .... 177
Appeler les données d'outils .... 180
Changement d'outil .... 182
Test d'utilisation des outils .... 185
Gestionnaire d'outils (option de logiciel) .... 188
5.3 Correction d'outil .... 193
Introduction .... 193
Correction de la longueur d'outil .... 193
Correction du rayon d'outil .... 194
6Programmation:Programmer les contours..... 199
6.1 Déplacements d'outils .... 200
Fonctions de contourage .... 200
Programmation flexible de contours FK .... 200
Fonctions auxiliaires M .... 200
Sous-programmes et répetitions de parties de programme .... 200
Programmation avec paramètres Q .... 201
6.2 Principes de base des fonctions de contourage .... 202
Programmer un déplacement d'outil pour un usinage .... 202
6.3 Approche et sortie du contour .... 206
Récapitulatif : formes de trajectoires pour aborder et quitter le contour .... 206
Positions importantes en approche et en sortie .... 207
Approche sur une droite avec raccordement tangentiel: APPR LT .... 209
Approche sur une droite perpendicular au premier point du contour : APPR LN .... 209
Approche par une trajectorie circulaire avec raccordement tangentiel : APPR CT .... 210
Approche par une trajectory circulaire avec raccordement tangentiel au contour et segment de droite : APPR LCT .... 211
Sortie du contour par une droite avec raccordement tangentiel : DEP LT .... 212
Sortir du contour sur une droite perpendicular au dernier élément du contour : DEP LN .... 212
Sortie du contour par une trajectory circulaire avec raccordement tangentiel : DEP CT .... 213
Sortie sur une trajectorie circulaire avec raccordement tangentiel au contour et segment de droite : DEPLCT .... 213
6.4 Contournages - Coordonnées cartésiennes .... 214
Vue d'ensemble des fonctions de contourage .... 214
Droite L .... 215
Insérer un chanfrein entre deux droites .... 216
Arrondid'angle RND.....217
Centre de cercle CCI .... 218
Trajectoire circulaire C et centre de cercle CC .... 219
Trajectoire circulaire CR de rayon définii .... 220
Trajectoire circulaire CT avec raccordement tangentiel .... 222
6.5 Contourages - Coordonnées polaires .... 227
Vued'ensemble.....227
Origine des coordonnées polaires : pôle CC .... 228
Droite LP .... 228
Trajectoire circulaire CP avec pole CC .... 229
Trajectoire circulaire CTP avec raccordement tangentiel .... 230
Trajectoire helicoidale (helice) .... 231
6.6 Contournages - Programmation flexible de contours FK .... 235
Principes de base .... 235
Graphique de programmation FK .... 237
Convert les programmes FK en programmes conversationnels Texte clair .... 238
Ouvrir le dialogue FK .... 239
Pôle pour programmation FK .... 240
Droites FK .... 240
Trajectoires circulaires FK .... 241
Possibilities d'introduction .... 241
Points auxiliaires .... 245
Rapports relatifs.....246
7 Programmation : importation de données issues de fichiers DXF .... 253
7.1 Exploitation de fichiers DXF (option de logiciel) .... 254
Application .... 254
Ouvrir un fichier DXF .... 255
Configurations par défaut .... 256
Configurer la couche .... 258
Définir le point d'origine .... 259
Selectionner et enregistrer le contour .... 261
Selectionner/enregister les positions d'usinage .... 264
Fonction zoom .... 270
8 Programmation : Sous-programmes et répétitions de parties de programme .... 271
8.1 Identifier les sous-programmes et répétitions de parties de programme ..... 272
Label.....272
8.2 Sous-programmes .... 273
Mode opératione .... 273
Remarques sur la programmation .... 273
Programmer un sous-programme .... 273
Appeler un sous-programme .... 274
8.3 Repétitions de parties de programme .... 275
Label LBL .... 275
Mode opératione .... 275
Remarques sur la programmation .... 275
Programmer une répétition de partie de programme ..... 275
Appeler une répétition de partie de programme .... 275
8.4Programmequelconque pris comme sous-programme.....276
Mode opératione .... 276
Remarques sur la programmation .... 276
Programmequelconqueutilisé comme sous-programme.....276
8.5 Imbrications .... 278
Types d'imbrications .... 278
Niveaux d'imbrication .... 278
Sous-programme dans sous-programme .... 279
Renouveler des répetitions de parties de programme .... 280
Répéter un sous-programme ..... 281
8.6 Examples de programmation .... 282
9 Programmation : Paramètres-Q .... 289
9.1 Principe et vue d'ensemble des fonctions .... 290
Remarques concernant la programmation .... 292
Appeler les fonctions des paramètres Q .... 293
9.2 Familles de pieces - Paramètres Q au lieu de valeurs numériques .... 294
Application.....294
9.3Décrè les contours avec les fonctions mathématiques..... 295
Application .... 295
Aperçu .... 295
Programmation des calculs de base .... 296
9.4 Fonctions trigonométriques ..... 297
Définitions .... 297
Programmer les fonctions trigonométriques ..... 298
9.6 Suits conditionnels avec paramètres Q .... 300
Application .... 300
Suits inconditionnels.....300
Programmer les sauts conditionnels .... 301
Abréviations et expressions utilisées .... 301
9.7 Contrôler et modifier les paramètres Q .... 302
Procedure .... 302
9.8 Fonctions spéciales .... 303
Résumé .... 303
FN 14: ERROR: Emission de messages d'erreur .... 304
FN 15: PRINT: Emission de textes ou valeurs de paramètres Q .... 308
FN 16: F-PRINT : émission formatée de textes et valeurs de paramètres Q .... 309
FN 18: SYS-DATUM READ: Lecture des données-système .... 313
FN 19: PLC : transmission de valeurs au PLC .... 319
FN 20: WAIT FOR: Synchronisation CN et PLC ....... 320
FN 25: PRESET : initialiser un nouveau point d'origine .... 322
9.9 Introduire directement une formule .... 323
Introduireune formulel.....323
Reglesconcernantlescalculs.....325
Exampie d'introduction .... 326
9.10 Paramètres string .... 327
Fonctions de traitement de strings .... 327
Afferet les paramètres string .... 328
Chainer des paramètres string .... 329
Convertir une valeur numérique en un paramètre string 330
Copier une partie de string à partir d'un paramètre string .... 331
Copier les données-système dans un paramètre string .... 332
Convert un paramètre string en valeur numérique 334
Vérification d'un paramètre string .... 335
Déterminer la longueur d'un paramètre string .... 336
Comparator la suite alphétique .... 337
9.11 Paramètres Q réservés .... 338
Valeurs issues du PLC:Q100 à Q107....338
Facteur de recouvrement : Q112 .... 339
Unité de mesure dans le programme : Q113 .... 340
Longueur d'outil : Q114 .... 340
Coordonnées issues du palpage en cours d'exécution du programme ..... 340
Ecart entre valeur nominale et valeur effective lors de l'étabonnage d'outil automatique avec le TT 130 .... 341
Inclinaison du plan d'usinage avec angles de la pierce : coordonnées des axes rotatifs calculées par la TNC .... 341
Résultats de la mesure avec cycles palpeurs (voir égarlement Manuel d'utilisation des cycles palpeurs) .... 342
9.12 Examples de programmation .... 344
10 Programmation: Fonctions-auxiliaires .... 351
10.1 Introduire les fonctions M et une commande de STOP .... 352
Principes de base .... 352
10.2 Fonctions auxiliaires pour contrôle l'exécution du programme, la broche et l'arrosage .... 353
Vue d'ensemble .... 353
10.3 Fonctions auxiliaires pour données de coordonnées ..... 354
Programmer les coordonnées machine: M91/M92 ..... 354
Activer le dernier point d'origine initiaisé: M104 .... 356
Aborder les positions dans le système de coordonnées non incliné avec plan d'usinage incliné : M130 .... 356
10.4 Fonctions auxiliaires pour le comportement de contournage .... 357
Arrondid'angle:M90.....357
Insérer un cercle d'arrondi defini entre deux segments de droite: M112 .... 357
Ne pas tener compte des points lors de l'exécution de séquences linéaires sans correction: M124 .... 358
Usinage de petits éléments de contour: M97 .... 359
Usinage intégral d'angles de contour ouverts : M98 .... 361
Facteur d'avance pour plongees: M103 .... 362
Avance en millimètres/tour de broche : M136 .... 363
Vitesse d'avance sur les arcs de cercle : M109/M110/M111 .... 364
Calcul anticipé d'un contour avec correction de rayon (LOOK AHEAD): M120 .... 365
Autoriser le positionnement avec la manivelle en cours d'execution du programme: M118 .... 367
Retrait du contour dans le sens de l'axe d'outil : M140 .... 368
Annuler la surveillance du palpeur : M141 .... 369
Effacer les informations de programme modules: M142 .... 370
Effacer la rotation de base: M143 .... 370
Eloigner l'outil automatiquement du contour lors d'un stop CN : M148 .... 371
Ne pas afficher le message de commutateur de fin de course: M150 .... 372
10.5 Fonctions auxiliaires pour machines à découpe laser ..... 373
Principe ..... 373
Emission directe de la tension programmée: M200 .... 373
Tension comme fonction de la course: M201 .... 373
Tension comme fonction de la vitesse: M202 .... 374
Emission de la tension comme fonction de la durée (rampe dépendant de la durée): M203 .... 374
Emission d'une tension comme fonction de la durée (impulsion dépendant de la durée): M204 .... 374
11Programmation:Fonctions speciales.....375
11.1 Vue d'ensemble des fonctions spéciales .... 376
Menu principal fonctions spéciales SPEC FCT .... 376
Menu Pré-définition de paramètres .... 377
Menu des fonctions pour l'usinage de contours et de points .... 377
Menu de définition de diverses fonctions conversationnelles Texte clair .... 378
Menu Outils de programmation .... 378
11.2 Contrôle dynamique anti-collision (option de logiciel) .... 379
Fonction.....379
Contrôle anti-collision en modes de fonctionnement manuels .... 381
Contrôle anti-collision en mode Automatique .... 382
Représentation graphique de la zone protégée (fonction FCL4) .... 383
Contrôle anti-collision en mode de fonctionnement Test de programme .... 384
11.3 Contrôle des matériels de serrage (option logiciel DCM) .... 385
Principes de base .... 385
Modèles de matériels de serrage .... 386
Paramétrer les matériels de serrage: FixtureWizard .... 386
Placer un matériel de serrage sur la machine .... 388
Modifier un matériel de serrage .... 389
Supprimer un matériel de serrage .... 389
Vérifier la position du matériel de serrage mesuré .... 390
Gérer les fixations .... 392
11.4 Gestion des portes-outils (option logiciel DCM) .... 394
Principes de base .... 394
Modèle de porte-outils .... 394
Paramétrer les porte-ouls : ToolHolderWizard .... 395
Effacer porto-outil .... 396
11.5 Configurations globales de programme (option de logiciel) .... 397
Application .... 397
Autre décalage additionnel du point zéro .... 404
Blocage des axes .... 405
Rotation superposée .... 405
Potentiomètre d'avance .... 405
Superposition de la manivelle .... 406
11.6 Asservissement adaptatif de l'avance AFC (option de logiciel) .... 408
Application .... 408
Définir les configurations par défaut AFC .... 410
Exéctuer une passée d'apprentissage .... 412
Activer/désactiver l'AFC .... 415
Fichier de protocole .... 416
Surveillance de rupture/d'usure de l'outil .... 418
Contrôle de la charge de la broche .... 418
11.7 Creer un programme-retour .... 419
Fonction.....419
Conditions requises au niveau du programme à convertir .... 420
Exemple d'application .... 421
11.8 Filtrer les contours (fonction FCL 2) .... 422
Fonction.....422
11.9 Fonctions de fichiers .... 424
Application.....424
Définir les opérations sur les fichiers .... 424
11.10 Définir les transformations de coordonnées ..... 425
Vued'ensemble.....425
TRANS DATUM AXIS .... 425
TRANS DATUM TABLE .... 426
TRANS DATUM RESET .... 426
11.11 Creer des fichiers-texte .... 427
Application .... 427
Ouvrir et quitter un fichier-texte .... 427
Editor des textes .... 428
Effacer des caractères, mots et lignes et les insérer à nouveau .... 429
Traiter des blocs de texte .... 430
Recherche de parties de texte .... 431
11.12Travailler avec les tableaux des données de coupe..... 432
Remarque .... 432
Possibilities d'utilisation .... 432
Tableaux pour matieres de pieces .... 433
Tableau pour matieres de coupe .... 434
Tableau pour données de coupe .... 434
Données requises dans le tableau d'outils .... 435
Procedur du travail avec calcul automatique de la vitesse de rotation/de l'avance .... 436
Transfert des données de tableaux de données de coupe .... 437
Fichier de configuration TNC.SYS .... 437
11.13 Tableaux à définir librement .... 438
Principes de base .... 438
Créer des tableaux pouvant être définis librement .... 438
Modifier le format du tableau .... 439
Commuter entre la vue du tableau et la vue du formulaire .... 440
FN 26: TABOPEN: Ouvrir un tableau à définir librement .... 441
FN 27: TABWRITE: Composer un tableau pouvant être définis librement .... 441
FN 28: TABREAD: Importer un tableau pouvant etre defini librement .... 442
12 Programmation: Usinage multiaxes .... 443
12.1 Fonctions réservées à l'usinage multiaxes .... 444
12.2 La fonction PLANE: Inclinaison du plan d'usinage (option-de logiciel 1) .... 445
Introduction .... 445
Définir la fonction PLANE .... 447
Affichage de positions .... 447
Annulation de la fonction PLANE .... 448
Définir le plan d'usinage avec les angles dans l'espace: PLANE SPATIAL .... 449
Définir le plan d'usinage avec les angles de projection: PLANE PROJECTED .... 451
Définir le plan d'usinage avec les angles d'Euler : PLANE EULER .... 453
Définir le plan d'usinage avec deux vecteurs: PLANE VECTOR .... 455
Définir le plan d'usinage par trois points : PLANE POINTS .... 457
Définir le plan d'usinage au moyen d'un seul angle incrémental dans l'espace: PLANE RELATIVE .... 459
Plan d'usinage défini avec angles d'axes: PLANE AXIAL (fonction FCL 3) .... 460
Définir le comportement de positionnement de la fonction PLANE .... 462
12.3 Usinage inclé àVECTPM dans le plan inclé ... 467
Fonction.....467
Fraisage inclé par déplacement incrémental d'un axe rotatif .... 467
Fraisage inclé au moyen de vecteurs normaux 468
12.4 FUNCTION TCPM (logiciel option 2) .... 469
Fonction.....469
Définir la FUNCTION TCPM .... 470
Mode d'action de l'avance programmee .... 470
Interpretation des coordonnées programmées des axes rotatifs .... 471
Mode d'interpolation entre la position initiale et la position finale .... 472
Annuler FUNCTION TCPM .... 473
12.5 Fonctions auxiliaires pour les axes rotatifs .... 474
Avance en mm/min. sur les axes rotatifs A, B, C: M116 (option de logiciel 1) .... 474
Déplacement des axes rotatifs avec optimisation de la course: M126 .... 475
Réduire l'affichage de l'axe rotatif à une valeur inférieure à 360^ : M94 .... 476
Correction automatique de la géométrie machine lors de l'usinage avec axes inclinés: M114 (option de logiciel 2) .... 477
Conserver la position de la pointe de l'outil lors du positionnement des axes inclinés (TCPM*): M128 (option de logiciel 2) .... 478
Arrêt précis aux angles avec transitions de contour non tangentielles: M134 .... 482
Sélection d'axes inclinés: M138 .... 482
Validation de la cinématique de la machine pour les positions EFF/NOM en fin de séquence: M144 (option de logiciel 2) .... 483
12.6 Correction d'outil tridimensionnelle (option de logiciel 2) .... 484
Introduction .... 484
Définition d'un vecteur normé .... 485
Formes d'outils autorisées.... 486
Utilisation d'autres outils : valeurs Delta .... 486
Correction 3D sans orientation d'outil .... 487
Face Milling: Correction 3D sans ou avec orientation d'outil .... 487
Fraisage de profil: correction 3D avec orientation de l'outil .... 489
Correction de rayon d'outil 3D en fonction de l'angle d'attaque (option de logiciel 3D-ToolComp) .... 491
12.7 Contournages - Interpolation spline (option de logiciel 2) .... 495
Application .... 495
13 Programmation: Gestionnaire de pelettes .... 497
13.1 Gestionnaire de palettes .... 498
Utilisation .... 498
Selectionner le tableau de palettes .... 500
Quitter le tableau de palettes .... 500
Gestion des points d'origine de palettes avec le tableau de Presets de palettes .... 501
Exécuter un fichier de pelettes .... 503
13.2 Mode de fonctionnement palette avec usinage orienté vers l'outil .... 504
Utilisation .... 504
Selectionner un fichier de palettes .... 509
Configuration d'un fichier de palettes avec formulaire d'introduction .... 509
Déroulement de l'usinage orienté vers l'outil .... 514
Quitter le tableau de palettes .... 515
Exécuter un fichier de pelettes .... 515
14 Mode manuel et dégauchissage .... 517
14.1 Mise sous tension, hors tension .... 518
Mise sous tension .... 518
Mise hors service .... 521
14.2 Déplacement des axes de la machine .... 522
Remarque .... 522
Déplacer l'axe avec les touches de sens externes .... 522
Positionnement pas à pas .... 523
Déplacement avec manivelle électronique .... 524
14.3 Vitesse de rotation broche S, avance F, fonction auxiliaire M .... 534
Application .... 534
Introduction de valeurs .... 534
Modifier la vitesse de rotation broche et l'avance .... 535
14.4 Sécurité fonctionnelle FS (option) .... 536
Généralités.....536
Définitions .... 537
Vérifier les positions des axes .... 538
Aperçu des avances et vitesses de rotation broche autorisées .... 539
Activer la limitation d'avance .... 540
Affichages d'etat supplémentaires .... 540
14.5 Initialisation du point d'origine sans palpeur 3D .... 541
Remarque .... 541
Preparatif.....541
Initialiser le point d'origine avec les touches d'axes .... 542
Gestion des points d'origine avec le tableau Preset .... 543
14.6 Utilisation d'un palpeur 3D ....... 550
Vue d'ensemble .... 550
Selectionner le cycle palpeur .... 550
Proces-verbal de mesure issu des cycles palpeurs .... 551
Enregister les valeurs de mesure issues des cycles palpeurs dans un tableau de points zéro .... 552
Enregister les valeurs de mesure issues des cycles palpeurs dans le tableau Preset .... 553
Enregister les valeurs de mesure dans le tableau de Presets de palettes .... 554
14.7 Etonner le palpeur 3D .... 555
Introduction .... 555
Etalongnage de la longueur effective .... 555
Etalonner le rayon effectif et compenser le désaxage du palpeur .... 556
Afficher les valeurs d'étalonnage .... 557
Gérer plusieurs séquences de données d'étalonnage ..... 557
14.8 Compensation du désaxage de la pierce avec un palpeur 3D .... 558
Introduction .... 558
Déterminer la rotation de base à partir de deux points .... 560
Rotation de base à partir de 2 trous/tenons : .... 562
Dégauchir la piece à partir de deux points .... 563
14.9 Initialisation du point d'origine avec palpeur 3D .... 564
Résumé .... 564
Initialiser le point d'origine sur un axe au choix .... 564
Coin pris comme point d'origine - Valider les points palpés pour la rotation de base .... 565
Coin pris comme point d'origine - Ne pas valider les points palpés pour la rotation de base .... 565
Centre de cercle pris comme point d'origine .... 566
Axe central comme point d'origine .... 567
Initialiser des points d'origine à partir de trough/tenons circulaires .... 568
Mesure de pieces avec -palpeur 3D .... 569
Fonctions de palpage avec palpeurs mécaniques ou comparateurs .... 572
14.10 Inclinaison du plan d'usinage (option logiciel 1) .... 573
Application, processus .... 573
Axes inclinés: Franchissement des points de référence .... 575
Initialisation du point d'origine dans le système incliné .... 575
Initialisation du point d'origine sur machines équipées d'un plateau circulaire .... 575
Initialisation du point d'origine sur machines équipées de systèmes de changement de tête .... 576
Affichage de positions dans le système incliné .... 576
Restrictions pour l'inclinaison du plan d'usinage .... 576
Activation de l'inclinaison manuelle .... 577
Configurer le sens actuel de l'axe d'outil en tant que sens d'asinage actuif (fonction FCL 2) .... 578
15 Positionnement avec introduction manuelle .... 579
15.1 Programmation etexecutiond'opérations simples d'usinage..... 580
Exécuter le positionnement avec introduction manuelle .... 580
Sauvegarder ou effacer des programmes contenus dans $MDI .... 583
16 Test de programme et exécution de programme .... 585
16.1 Graphiques .... 586
Application .... 586
Vued'ensemble:vues.....588
Vue de dessus .... 588
Representation dans 3 plans .... 589
La représentation 3D ....... 590
Agrandissement de la découpe .... 593
Répéter la simulation graphique .... 594
Afficher l'outil .... 594
Calcul de la durée d'asinage .... 595
16.2 Fonctions d'affichage du programme .... 596
Vue d'ensemble .... 596
16.3 Test de programme .... 597
Application .... 597
16.4 Execution de programme .... 603
Utilisation .... 603
Exécuter un programme d'usinage .... 604
Interrompre l'usinage .... 605
Déplacer les axes de la machine pendant une interruption .... 607
Reprendre l'exécution du programme après un arrêt d'usinage .... 608
Reprise le programme à un endroit quelconque (amorce de séquence) .... 609
Aborder à nouveau le contour .... 612
16.5 Lancement automatique du programme .... 613
Application .... 613
16.6 Sauter des séquences .... 614
Application.....614
Effacement du caractère „/“ .... 614
16.7 Arrêt optionnel programme ... 615
Application .... 615
17 Fonctions MOD .... 617
17.1 Sélectionner la fonction MOD .... 618
Selectionner les fonctions MOD .... 618
Modifier les configurations .... 618
Quitter les fonctions MOD .... 618
Vue d'ensemble des fonctions MOD .... 619
17.2 Numeros de logiciel .... 620
Application .... 620
17.5 Configurer les interfaces de données .... 623
Application .... 623
Configurer l'interface RS-232 .... 623
Configurer l'interface RS-422 .... 623
Selectionner le MODE DE FONCTIONNEMENT du périhérique .... 623
Configurer la VITESSE EN BAUDS .... 623
Affection.....624
Logiciel de transfert des données .... 625
17.6 Interface Ethernet .... 627
Introduction .... 627
Fichiers dépendants .... 634
17.8 Paramètres utiliser spécifiques de la machine .... 635
Application .... 635
17.9 Representer la pierce brute dans la zone d'usinage .... 636
Application .... 636
Faire pivoter toute la représentation .... 637
17.10 Sélectionner les affichages de positions ..... 638
Application .... 638
17.11 Sélectionner l'unité de mesure .... 639
Application .... 639
17.12 Sélectionner le langage de programmation pour $MDI .... 640
Application .... 640
17.13 Sélectionner l'axe pour générer une série L .... 641
Application .... 641
17.14 Introduire les limites de la zone de déplacement, afficher le point zéro .... 642
Application .... 642
Usinage sans limitation de la zone de déplacement .... 642
Calculer et introduire la zone de déplacement max. .... 642
Affichage du point d'origine .... 643
17.15 Afficher les fichiers d'AIDE .... 644
Application.....644
Selectionner les FICHIERS D'AIDE .... 644
17.16 Afficher les durées de fonctionnement..... 645
Application .... 645
17.17 Vérifier le support de données .... 646
Application.....646
Exécuter le contrôle du support de données .... 646
17.18 Régler l'heure-système .... 647
Application .... 647
Effectuer la configuration .... 647
17.19 Téle-service .... 648
Application .... 648
Ouvrir/fermer TeleService .... 648
17.20 Accès externe .... 649
Application.....649
17.21 Configurer la manivelle WiFi HR 550 FS ....... 651
Application .... 651
Afferter la manivelle à une station d'accueil particulière .... 651
Régler le canal WiFi .... 652
Régler la puissance d'émission .... 653
Statistiques.....653
18 Tableaux et récapitulatifs .... 655
18.1 Paramètres utilisateur généraux .... 656
Possibilities d'introduction des paramètres-machine .... 656
Selectionner les paramètres utiliser généraux .... 656
Listedesparamètresutilisateursgénéraux.....657
18.2 Repérage des broches et câbles pour les interfaces de données .... 672
Interface V.24/RS-232-C, appeareils HEIDENHAIN .... 672
Appareils autres que HEIDENHAIN .... 673
Interface V.11/RS-422 .... 674
Prise femelle RJ45 pour Interface Ethernet .... 674
18.3 Informations techniques 675
18.4 Changement de la pile tampon .... 684

1
Premiers pas avec
IiTNC 530
1.1 Vue d'ensemble
Ce chapitre est destiné à aider les débutants TNC à se familiariserrapidement aux principaux processus d'utilisation de la TNC. Voustrouvrez plus amples informations sur chaque thème dans ladescription correspondante marquee d'un renvoi.
Les thèmes suivants sont traités dans ce chapitre:
Mise sous tension de la machine
Programmer la première pièce
Contrôle graphiquement la première pièce
- Configurer les outils
Degauchir pièce
Exécuter le premier programme
1.2 Mise sous tension de la machine
Verifier la coupure d'alimentation et franchir les points de referencia

La mise sous tension et le franchissement des points de référence sont des fonctions qui dépendent de la machine. Consultez également le manuel de votre machine.
Mettre sous tension l'alimentation de la TNC et de la machine. La TNC lance le système d'exploitation. Ce processus peut durer quelques minutes. La TNC affiche ensuite dans l'en- été de l'écran le dialogue de coupure d'alimentation

Appuyer sur la touche CE: La TNC compile le programme PLC

Mettre la commande sous tension. La TNC vérifie la fonction Arrêt d'urgence et passe en mode de franchissement du point de referencia

Franchir les points de reférence dans l'ordre chronologique défini: Pour chaque axe, appuyer sur la touche externe START. Si votre machine est équipée de systèmes de mesure linéaire et angulaire absolus, il n'y a pas de franchissement des points de reférence
La TNC est maintainant opérationnelle; elle est en mode de fonctionnement Manuel.
Informations détaillées sur ce thème
Passer sur les points de reférence : voir „Mise sous tension", page 518
■ Modes de fonctionnement : voir „Mémorisation/Edition de programme", page 73
1.3 Programme la première piece
Sélectionner le mode de fonctionnement correct
Vou ne pouvez programmermer les programmes qu'en mode de fonctionnement Mémorisation/Edition de programme:

Appuyer sur la touche des modes de fonctionnement: La TNConne en mode Memorisation/edition de programme
Informations détaillées à ce sujet
■ Modes de fonctionnement : voir „Mémorisation/Edition de programme", page 73
Les principaux éléments de commande de la TNC
| Fonctions du mode conversationnel | Touche |
| Verifier l'introduction et activer la question de dialogue suivante | ENT |
| Passer outre la question de dialogue | NOENT |
| Fermer prématurément le dialogue | END |
| Interrompree le dialogue, rejoiter les données introduites | DEL |
| Softkeys de l'écran vous permettant de sélectionner une fonction qui dépend du mode de fonctionnement actif |
Informations détaillées à ce sujet
■ Creer et modifier les programmes : voir „Editor un programme", page 101
■Vue d'ensemble des touches : voir „Éléments de commande de la TNC", page 2
Ouvrir un nouveau programme/gestionnaire de fichiers

Appuyer sur la touche PGM MGT: La TNC ouvre le gestionnaire de fichiers. Le gestionnaire de fichiers de la TNC est structuré de la même manière que l'explorateur Windows sur PC. Avec le gestionnaire de fichiers, vous gérrez les données sur le disque dur de la TNC
Avec les touches fléchéées, Sélectionnez le repertoire dans lequel vous poulez ouvrir le nouveau fichier
Introduisez un nom de fichier de votrechoix avec l'extension .H : la TNC ouvre alors automatiquement un programme et vous demande d'indiquer I'unité de mesure du nouveau programme Remarquer les restrictions concernant les caractères spéciaux dans les noms de fichier (voir „Noms de fichiers" à la page 108)
Choisir l'unité de mesure : appuyer sur MM ou INCH : la TNC lance automatiquement la définition de la piece brute (voir „Définir une piece brute" à la page 50)
La TNC générale automatiquement la première et la dernière séquence du programme. Par la suite, vous ne pouvez plus modifier ces séquences.
Informations détaillées à ce sujet
■ Gestion des fichiers : voir „Travailler avec le gestionnaire de fichiers“, page 110
■ Creer un nouveau programme : voir „Ouverture et introduction de programmes", page 95
Définir une piece brute
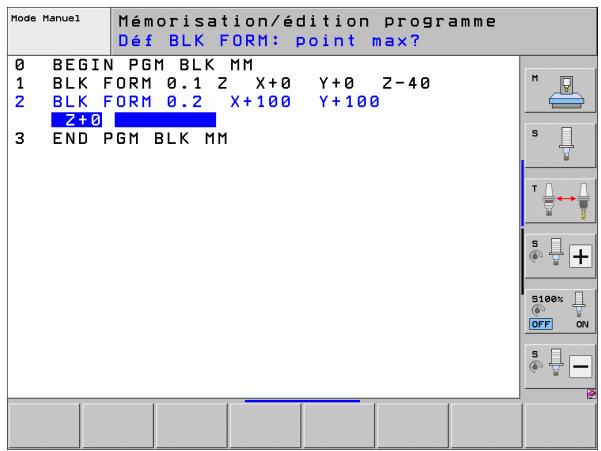
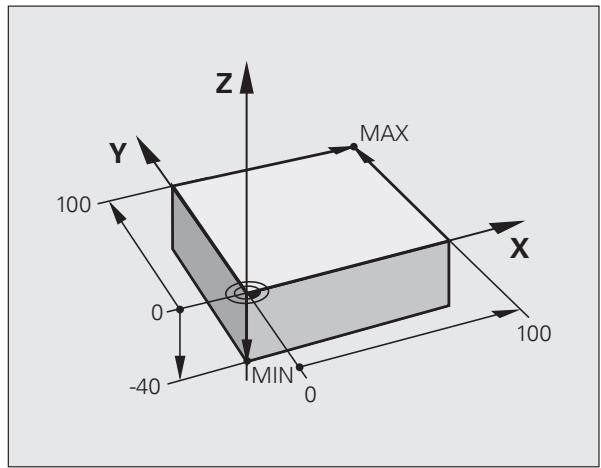
Lorsqu'un nouveau programme a ete ouvert, la TNC ouvre immeditatement la boite de dialogue pour definir la piece brute. Pour la piece brute, vous definissez toujours un parallelipepède en indiquant les points MIN et MAX qui se referent tous deux au point d'origine sélectionné.
Lorsqu'un nouveau programme a ete ouvert, la TNC vous amene automatiquement à la defini tion de la piece brute et vous demande d'en preciser les données nécessaires:
Axe de broche Z?: Introduire l'axe de broche actif. Z est défini par défaut,.Valider avec la touche ENT
Def BLK FORM: Point min.?: Introduire la plus petite coordonnée X de la piece brute par rapport au point d'origine, ex. 0, valider avec la touche ENT
Def BLK FORM: Point min.?: Introduire la plus petite coordonnée Y de la piece brute par rapport au point d'origine, ex. 0, valider avec la touche ENT
Def BLK FORM: Point min.?: Introduire la plus petite coordonnée Z de la piece brute par rapport au point d'origine, ex. -40, valider avec la touche ENT
Def BLK FORM: Point max.?: Introduire la plus grande coordonnée X de la piece brute par rapport au point d'origine, ex. 100, valider avec la touche ENT
Def BLK FORM: Point max.?: Introduire la plus grande coordonnée Y de la piece brute par rapport au point d'origine, ex. 100,.Valider avec la touche ENT
Def BLK FORM: Point max.?: Introduire la plus grande coordonnée Z de la piece brute par rapport au point d'origine, ex. 0, modifier avec la touche ENT: La TNC referme la boîte de dialogue
Example de séquences CN
| 0 BEGIN PGM NOUV MM |
| 1 BLK FORM 0.1 Z X+0 Y+0 Z-40 |
| 2 BLK FORM 0.2 X+100 Y+100 Z+0 |
| 3 END PGM NOUV MM |
Informations détaillées à ce sujet
Définir la pierce brute : (voir page 96)
Structure du programme
Dans la mesure du possible, les programmes d'usinage doivent être toujours structurés de la même manière. Ceci améliore la vue d'ensemble, accélère la programmation et réduit les sources d'erreurs.
Structure de programme conseillée pour les opérations d'usinage conventionnelles simples
1 Appeler l'outil, définir l'axe d'outil
2 Dégager l'outil
3 Prépositionnement dans le plan d'usinage, à proximé du point de départ du contour
4 Prépositionnement dans l'axe d'outil, au dessus de la pièce ou bien immédiatement à la profondeur programmée; si nécessaire, activer la broche/l'arrosage
5 Aborder le contour
6 Usiner le contour
7 Quitter le contour
8 Dégager l'outil, fin du programme
Informations détaillées sur ce thème:
■ Programmation de contour : voir „Déplacements d'outils" , page 200
Structure de programme conseillée pour les programmes-cycles simples
1 Appeler l'outil, définir l'axe d'outil
2 Dégager l'outil
3 Définir les positions d'asinage
4 Définir le cycle d'usinage
5 Appeler le cycle, activer la broche/l'arrosage
6 Dégager l'outil, fin du programme
Informations détaillées sur ce thème:
■ Programmation des cycles : voir Manuel d'utilisation des cycles
Exemple: Structure du programme programmation des contours
O BEGIN PGM EXPLCONT MM
1 BLK FORM 0.1 Z X... Y... Z...
2 BLK FORM 0.2 X... Y... Z...
3 TOOL CALL 5 Z S5000
4 L Z+250 RO FMAX
5 L X... Y... RO FMAX
6 L Z+10 RO F3000 M13
7 APPR ... RL F500
.
16 DEP ... X... Y... F3000 M9
17 L Z+250 RO FMAX M2
18 END PGM EXPLCONT MM
Exemple: Structure du programme programmation des cycles
O BEGIN PGM EXPLCYC MM
1 BLK FORM 0.1 Z X... Y... Z...
2 BLK FORM 0.2 X... Y... Z...
3 TOOL CALL 5 Z S5000
4 L Z+250 RO FMAX
5 PATTERN DEF POS1(X...Y...Z...) ...
6 CYCL DEF...
7 CYCL CALL PAT FMAX M13
8 L Z+250 RO FMAX M2
9 END PGM EXPLCYC MM
Programmer un contour simple
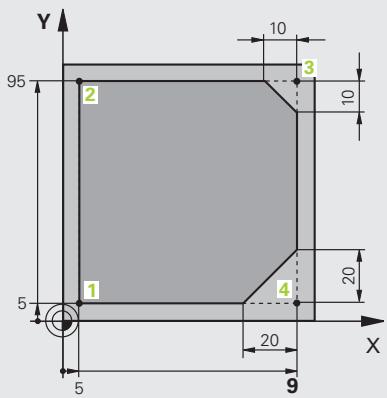
Le contour représenté sur la figure de droite doit être usiné en une seule passée à la profondeur de 5 mm. Vous avez déjà définir la piece brute. ÀpRES l'ouverture du dialogue avec une touche de fonction, introduisez toutes les données demandées en haut de l'écran par la TNC.


Appeler l'outil: Introduisez les données de l'outil. Validez l'introduction avec la touche ENT. Ne pas oublier l'axe d'outil
Dégager l'outil: Appuyer sur la touche d'axe orange Z pour dégager dans l'axe d'outil et introduisez la valeur correspondant à la position à aborder, par exemple 250. Valider avec la touche ENT
Correct.rayon: RL/RR/sans corr.? Valider avec la touche ENT: Ne pas activer la correction de rayon
Avance F=? Validator avec la touche ENT: Déplacement en avance rapide (FMAX)
Fonction auxiliaire M? Valider avec la touche END: La TNC enregistre la sequence de déplacement introduite
Prépositionner l'outil dans le plan d'usinage: Appuyez sur la touche d'axe orange X et introduisez la valeur correspondant à la position à aborder, par exemple -20
Appuyez sur la touche d'axe orange Y et introduisez la valeur correspondant à la position à aborder, par exemple -20..Valider avec la touche ENT
Correct.rayon: RL/RR/sans corr.? Valider avec la touche ENT: Ne pas activer la correction de rayon
Avance F=? Validator avec la touche ENT: Déplacement en avance rapide (FMAX)
Fonction auxiliaire M? Valider avec la touche END: La TNC enregistre la sequence de déplacement introduite
Déplacer l'outil à la profondeur: Appuyez sur la touche d'axe orange et introduisez la valeur correspondant à la position à aborder, par exemple -5..Valider avec la touche ENT
Correct.rayon: RL/RR/sans corr.? Valider avec la touche ENT : ne pas activer la correction de rayon
Avance F=? Introduire l'avance de positionnement, par ex. 3000 mm/min.,.Valider avec la touche ENT
Fonction auxiliaire M? Activer la broche et l'arrosage, par ex. M13,.Valider avec la touche END: La TNC enregistre la sequence de displacement introduite
Aborder le contour: Appuyez sur la touche APPR/DEP: La TNC affiche une barre de softkeys avec les fonctions d'approche et de sortie du contour
Sélectionner la fonction d'approche APPR CT: Indiquer les coordonnées du point de départ du contour 1 en X et Y, par exemple 5/5, modifier avec la touche ENT
Angle au centre? Introduire l'angle d'approche, par exemple 90^ ,.Valider avec la touche ENT
Rayon du cercle? Introduire le rayon d'approche, par ex. 8 mm,.Valider avec la touche ENT
Correct.rayon: RL/RR/sans corr.? Valider avec la softkey RL: Activer la correction de rayon à gauche du contour programme
Avance F=? Introduire l'avance d'usinage, par ex. 700 mm/min., updater avec la touche END. Enregister les données
Usiner le contour, aborder le point du contour 2: Il suffit d'introduire les informations qui varient, par conséquent uniquement la coordonnée Y 95 et de valider avec la touche END. Enregistrer les données
Aborder le point de contour 3: Introduire la coordonnée X 95 et valider avec la touche END. Enregistrer les données
Définir le chanfrein sur le point de contour 3: Pour le chanfrein, introduire la largeur 10mm ,.Valider avec la touche END
Aborder le point de contour 4: Introduire la coordonnée Y 5 et valider avec la touche END. Enregistrer les données
Définir le chanfrein sur le point de contour 4: Pour le chanfrein, introduire la largeur 20~mm ,.Valider avec la touche END
Aborder le point de contour 1: Introduire la coordonnée X 5 et valider avec la touche END. Enregistrer les données


Quitter le contour
Sélectionner la fonction DEP CT pour quitter le contour
Angle au centre? Introduire l'angle de sortie, par exemple 90^ ,.Valider avec la touche ENT
Rayon du cercle? Introduire le rayon de sortie, par ex. 8 mm, valider avec la touche ENT
Avance F=? Introduire l'avance de positionnement, par ex. 3000 mm/min., enregister avec la touche ENT
Fonction auxiliaire M? Activer l'arrosage, par ex. M9, valider avec la touche END: La TNC enregistre la série de déplacement introduite
Dégager l'outil: appuyer sur la touche d'axe orange Z pour dégager l'axe d'outil et introduizez la valeur de la position à atteindre, par exemple 250..Valider avec la touche ENT
Correct.rayon: RL/RR/sans corr.? Valider avec la touche ENT : ne pas activer la correction de rayon
Avance F=? Validator avec la touche ENT: Déplacement en avance rapide (FMAX)
Fonction auxiliaire M? Introduire M2 pour la fin du programme,Verifier avec la touche END:La TNC enregistre la sequence de displacement introduite
Informations détaillées à ce sujet
■ Exemple complet avec séquences CN : voir „Exemple : déplacement linéaire et chanfreins en coordonnées cartésiennes“, page 223
■ Créer un nouveau programme : voir „Ouverture et introduction de programmes", page 95
■ Approche/sortie des contours: voir „Approche et sortie du contour", page 206
■Programmer les contours: voir „Vue d'ensemble des fonctions de contournage", page 214
Types d'avances programmables: voir „Possibilities d'introduction de l'avance", page 99
Correction du rayon d'outil: voir „Correction du rayon d'outil“, page 194
■ Fonctions auxiliaires M : voir „Fonctions auxiliaires pour contrôle l'exécution du programme, la broche et l'arrosage“, page 353
Créer un programme-cycles
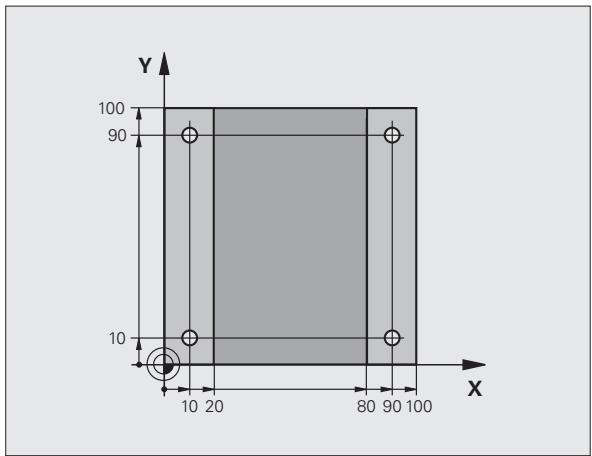
Les trous sur la figure de droite (profondeur 20 mm) doivent être usinées avec un cycle de perçage standard. La piece brute a déjà été définie.


Appeler l'outil: Introduisez les données de l'outil. Validez l'introduction avec la touche ENT, ne pas oublier l'axe d'outil
Dégager l'outil: appuyer sur la touche d'axe orange Z pour dégager l'axe d'outil et introduizez la valeur de la position à atteindre, par exemple 250..Valider avec la touche ENT
Correct.rayon: RL/RR/sans corr.? Valider avec la touche ENT: Ne pas activer la correction de rayon
Avance F=? Validator avec la touche ENT: Déplacement en avance rapide (FMAX)
Fonction auxiliaire M? Valider avec la touche END : la TNC mémorise la séquence de déplacement
Appeler le menu des cycles
Afficher les cycles de perçage
Sélectionner le cycle de perçage standard 200: La TNC ouvre la boîte de dialogue pour définiir le cycle. Introduisez successivement tous les paramètres demandés par la TNC et validez chaque saisie avec la touche ENT. Sur la partie droite de l'écran, la TNC affiche également un graphique qui représenté le paramètre correspondant du cycle
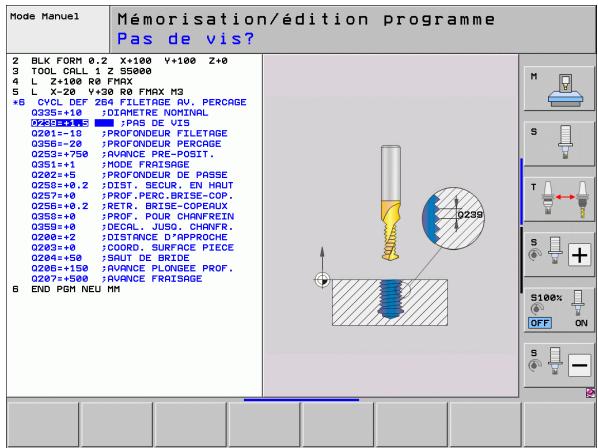

USINRGE POINT DU CONTUOR



Appeler le menu des fonctions spéciales
Afficher les fonctions d'usinage de points
Sélectionner la définition des motifs
Sélectionner la saisie des points : Introduisez les coordonnées des 4 points, validez avec la touche ENT Àpres avoir introduit le quatrième point, enregistrer la série avec la touche END
Afficher le menu pour définir l'appel du cycle
Exécuter le cycle de perçage sur le motif défini:
Avance F=? Validator avec la touche ENT: Déplacement en avance rapide (FMAX)
Fonction auxiliaire M? Mise en service de la broche et de l'arrosage, par ex. M13, modifier avec la touche END: la TNC memorise la sequence de déplacement
Dégager l'outil : appuyer sur la touche d'axe orange Z pour dégager l'axe d'outil et introduizez la valeur de la position à atteindre, par exemple 250..Valider avec la touche ENT
Correct.rayon: RL/RR/sans corr.? Valider avec la touche ENT : ne pas activer la correction de rayon
Avance F=? Validator avec la touche ENT : déplacement en avance rapide (FMAX)
Fonction auxiliaire M? Introduire M2 pour la fin du programme, valider avec la touche END : la TNC mémorise la séquence de déplacement
Exemple de séquences CN
| 0 BEGIN PGM C200 MM | |
| 1 BLK FORM 0.1 Z X+0 Y+0 Z-40 | Définition de la piece brute |
| 2 BLK FORM 0.2 X+100 Y+100 Z+0 | |
| 3 TOOL CALL 5 Z S4500 | Appel de l'outil |
| 4 L Z+250 RO FMAX | Dégager l'outil |
| 5 PATTERN DEFPOS1 (X+10 Y+10 Z+0)POS2 (X+10 Y+90 Z+0)POS3 (X+90 Y+90 Z+0)POS4 (X+90 Y+10 Z+0) | Définir les positions d'usinage |
| 6 CYCL DEF 200 PERCAGE | Définir le cycle |
| Q200=2 ;DISTANCE D'APPROCHE | |
| Q201=-20 ;PROFONDEUR | |
| Q206=250 ;AVANCE PLONGÉE PROF. | |
| Q202=5 ;PROFONDEUR DE PASSE | |
| Q210=0 ;TEMP. EN HAUT | |
| Q203=-10 ;COORD. SURFACE PIECE | |
| Q204=20 ;SAUT DE BRIDE | |
| Q211=0.2 ;TEMP. AU FOND | |
| 7 CYCL CALL PAT FMAX M13 | Mise en service de la broche et de l'arrosage,appeper le cycle |
| 8 L Z+250 RO FMAX M2 | Dégager l'outil, fin du programme |
| 9 END PGM C200 MM |
Informations détaillées sur ce thème
■ Creer un nouveau programme : voir „Ouverture et introduction de programmes", page 95
■ Programmation des cycles : voir Manuel d'utilisation des cycles
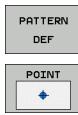
1.4 Contrôler graphiquement la première pièce
Sélectionner le bon mode de fonctionnement
Vous ne pouvez tester les programmes qu'en mode de fonctionnement Test de programme:

Appuyer sur la touche des modes de fonctionnement: La TNC passée en mode Test de programme
Informations détaillées à ce sujet
■ Modes de fonctionnement de la TNC : voir „Modes de fonctionnement", page 72
Tester les programmes : voir „Test de programme", page 597
Selectionner le tableau d'outils pour le test du programme
Vous ne devez executer cette étape que si aucun tableau d'outils n'a été activé jusqu'à présent en mode de fonctionnement Test de programme.

Appuyer sur la touche PGM MGT : la TNC ouvre le gestionnaire de fichiers

Sélectionner la softkey SéLECTION. TYPE : la TNC affiche une barre de softkeys qui vous permet de désir le type de fichier
Appuyer sur la softkey AFF. TOUS : dans la fenêtre de droite, la TNC affiche tous les fichiers mémorisés
Déplacer la surbrillance sur les répertoires, vers la gauche

Déplacer la surbrillance sur le repertoire TNC:\

Déplacer la surbrillance sur les répertoires, vers la droite

Déplacer la surbrillance sur le fichier TOOL.T (tableau d'outils actif), modifier avec la touche ENT: L'objet S est alors attribué à TOOL.T qui est ainsi activé pour le test du programme

Appuyer sur la touche END : quitter le gestionnaire de fichiers
Informations détaillées à ce sujet
■ Gestion des outils : voir „Introduire les données d'outils dans le tableau", page 166
Tester les programmes : voir „Test de programme", page 597
Selectionner le programme que vous désirez tester

Appuyer sur la touche PGM MGT : la TNC ouvre le gestionnaire de fichiers

Appuyer sur la softkey DERNIERS FICHIERS: La TNC ouvre une fenêtre auxiliaire qui affiche les derniers fichiers sélectionnés
Avec les touches fléchées, Sélectionner le programme que vous poulez tester; valider avec la touche ENT
Informations détaillées sur ce thème
■ Sélectionner un programme : voir „Travailler avec le gestionnaire de fichiers", page 110
Selectionner le partage d'écran et la vue

Appuyer sur la touche de selection du partage de l'écran : la TNC affiche toutes les possibilités disponibles dans la barre de softkeys

Appuyer sur la softkey PGM + GRAPHISME : sur la moitié gauche de l'écran, la TNC affiche le programme et sur la moitié droite, la piece brute
Sélectionner par softkey la vue souhaïée
Afficher la vue de dessus
Afficher la représentation en 3 plans
Afficher la représentation 3D
Informations détaillées sur ce thème
■ Fonctions graphiques : voir „Graphiques“, page 586
■ Exécuter le test du programme : voir „Test de programme“, page 597
Lancer le test de programme

Appuyer sur la softkey RESET + START: La TNC exécute la simulation du programme actif jusqu'à une interruption programmée ou jusqu'à la fin du programme
En cours de simulation, vous pouvez commuter entre les vues à l'aide des softkeys
Appuyer sur la softkey STOP : la TNC interrupt le test du programme
Appuyer sur la softkey START: La TNC reprend le test du programme après une interruption
Informations détaillées sur ce thème
■ Exécuter le test du programme : voir „Test de programme“, page 597
■ Fonctions graphiques : voir „Graphiques“, page 586
Régler la vitesse de test: voir „Régler la vitesse du test du programme", page 587
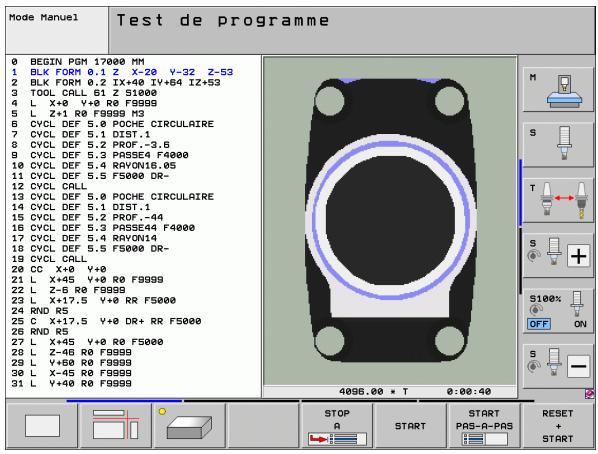
1.5 Configuration des outils
Sélectionner le bon mode de fonctionnement
Vous configurez les outils dans le mode Manuel:

Appuyer sur la touche de mode de fonctionnement : la TNC passe en mode de fonctionnement Manuel
Informations détaillées sur ce thème
■ Modes de fonctionnement de la TNC : voir „Modes de fonctionnement", page 72
Préparation et étalonnage des outils
Fixer les outils nécessaires dans les mandrins
Etalonnage avec apparéil externe de préréglage d'outils : étalonnier les outils, noter la longueur et le rayon ou bien transmettre directement les valeurs à la machine au moyen d'un programme de transmission
Dans le cas d'un étalonnage des outils sur la machine :mettre les outils dans le changeur d'outils (voir page 62)
Le tableau d'outils TOOL.T
Dans le tableau d'outils TOOL.T (enregistré à demeure sous TNC:), vous mémorisez les données d'outils (longueur, rayon ainsi que autres informations propres à l'outil et dont a besoin la TNC pour exécuter diverses fonctions.
Pour introduire les données d'outils dans le tableau d'outils TOOL.T, précédez de la façon suivante :


Afficher le tableau d'outils : la TNC représenté les caractéristiques des outils sous la forme d'un tableau
Modifier le tableau d'outils :mettre la softkey EDITER sur ON
Avec les touches fléchéées vers le bas ou vers le haut, sélectionner le numéro de l'outil que vous pouze modifier
Avec les touches fléchéées vers la droite ou vers la gauche, sélectionner les données d'outils que vous poulez modifier
Quitter le tableau d'outils: appuyer sur la touche END
Informations détaillées sur ce thème
■ Modes de fonctionnement de la TNC : voir „Modes de fonctionnement", page 72
Travailler avec le tableau d'outils : voir „Introduire les données d'outils dans le tableau“, page 166
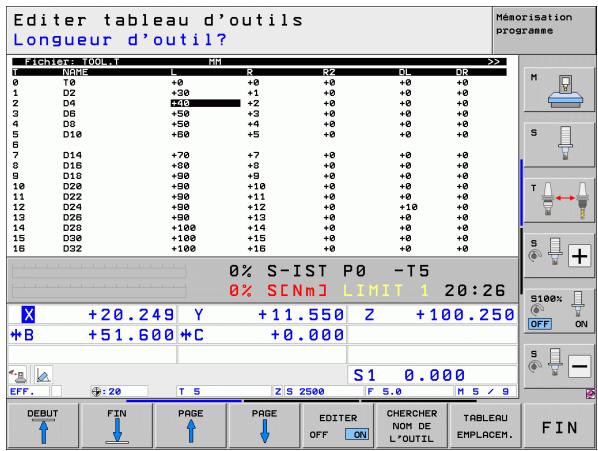

Le mode opératione du tableau d'emplacements dépend de la machine. Consultez également le manuel de votre machine.
Dans le tableau d'emplacements TOOL_P.TCH (enregistré à demeure sous TNC:), vous définisse les outils qui composent votre magasin d'outils.
Pour introduire les données dans le tableau d'emplacements TOOL_P.TCH, procedede la maniere suivante:

Afficher le tableau d'outils : la TNC représenté les caractéristiques des outils sous la forme d'un tableau
Afficher le tableau d'emplacements : la TNC affiche le tableau d'emplacements sous la forme d'un tableau
Modifier le tableau d'emplacements :mettre la softkey EDITER sur ON
Avec les touches fléchéées vers le bas ou vers le haut, selectionner le numéro d'emplacement que vous voulez modifier
Avec les touches fléchées vers la droite ou vers la gauche, sélectionner les données que vous pouze modifier
Quitter le tableau d'emplacements : appuyer sur la touche END
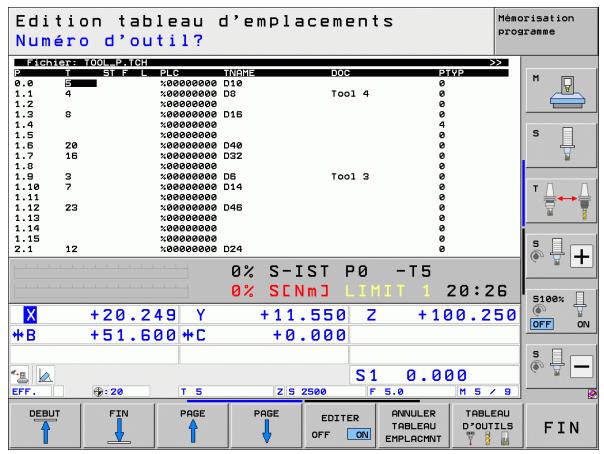
Informations détaillées sur ce thème
■ Modes de fonctionnement de la TNC : voir „Modes de fonctionnement", page 72
Travailler avec le tableau d'emplacements : voir „Tableau d'emplacements pour changeur d'outils", page 177
1.6 Dégauchir la piece
Sélectionner le bon mode de fonctionnement
Vous dégauchissez les pieces en mode de fonctionnement Manuel ou Manivelle électronique

Appuyer sur la touche de mode de fonctionnement : la TNC passé en mode de fonctionnement Manuel
Informations détaillées sur ce thème
Le mode Manuel : voir „Déplacement des axes de la machine“, page 522
Brider la pièce
Bridez la piece sur la table de la machine au moyen d'un dispositif de fixation. Si vous disposez sur votre machine d'un palpeur 3D, vous n'avez pas a proceder au dégauchissage paraxial de la piece.
Si vous ne disposez d'aucun palpeur 3D, vous devez alors dégauchir la piece pour qu'elle soit bridée parallèlement aux axes de la machine.
Dégauchir la piece avec un palpeur 3D
Installer le palpeur 3D: En mode de fonctionnement MDI (MDI = Manual Data Input), exécuter une série TOOL CALL en indiquant l'axe d'outil, puis sélectionner à nouveau le mode de fonctionnement Manuel (en mode de fonctionnement MDI, vous pouvez exécuter n'importe quelles séquences CN pas à pas et indépendamment les unes des autres)


Sélectionner les fonctions de palpage : la TNC affiche les fonctions disponibles dans la barre des softkeys.
Déterminer la rotation de base : la TNC affiche le menu de la rotation de base. Pour déterminer la rotation de base, palper deux points sur une droite de la pièce
Avec les touches de sens des axes, prépositionner le palpeur à proximé du premier point de palpage
Sélectionner par softkey le sens de palpage
Appuyer sur Start CN: La tige de palpage se déplace dans le sens défini jusqu'à ce qu'elle arrive en contact avec la pierce. Elle est ensuite rétractée automatiquement au point de départ
Avec les touches de sens des axes, prépositionner le palpeur à proximé du deuxième point de palpage
Appuyer sur Start CN: le système de palpage se déplace dans le sens défini jusqu'à ce qu'il touche lapiece et revient automatiquement à la position dedépart
La rotation de base déterminée par la TNC est finale affichée.
Quitter le menu avec la touche END. A la question de validation de la rotation de base dans le tableau Preset, répondre en appuyant sur la touche NO ENT (ne pas valider)
Informations détaillées sur ce thème
Mode de fonctionnement MDI : voir „Programmation etexecution d'opérations simples d'usinage“, page 580
Dégauchir la piece : voir „Compensation du désaxage de la piece avec un palpeur 3D", page 558
Initialisation du point d'origine avec palpeur 3D
Installer le palpeur 3D: En mode de fonctionnement MDI, exécuter une série TOOL CALL en indiquant l'axe d'util et ensuite, returner au mode de fonctionnement Manuel


Sélectionner les fonctions de palpage : la TNC affiche les fonctions disponibles dans la barre des softkeys.
Initialise le point d'origine, par exemple sur un coin de la pierce: La TNC demande si vous désirez utiliser les points de palpage de la rotation de base que vous avez precedemment enregistrree. Appuyer sur la touche ENT pour valider des points
Positionner le palpeur à proximé du premier point de palpage sur l'arête de la piece qui n'a pas été palpée pour la rotation de base
Sélectionner par softkey le sens de palpage
Appuyer sur Start CN: le système de palpage se déplace dans le sens défini jusqu'à ce qu'il touche lapiece et revient automatiquement à la position de départ
Avec les touches de sens des axes, prépositionner le palpeur à proximé du deuxième point de palpage
Appuyer sur Start CN: le système de palpage se déplace dans le sens défini jusqu'à ce qu'il touche lapiece et revient automatiquement à la position de départ
Pour terminer, la TNC affiche les coordonnées du coin calculé
Mise à 0: Appuyer sur la softkey INITIAL. POINT DE RÉFERENCE
Quitter le menu avec la touche END
Informations détaillées sur ce thème
■Initialiser les points d'origine : voir „Initialisation du point d'origine avec palpeur 3D", page 564
1.7 Executer le premier programme
Sélectionner le bon mode de fonctionnement
Vous pouvez executer les programmes soit en mode de fonctionnement Execution de programme pas a pas ou en mode Execution de programme en continu:

Appuyer sur la touche de mode de fonctionnement : la TNC passe en mode Execution de programme pas à pas : elle exécute les programmes séquence par séquence Vous doivent valider les séquences une-à-une en appuyant sur la touche Start CN

Appuyer sur la touche de mode de fonctionnement: La TNC passée en mode de fonctionnement Execution de programme en continu: Lorsque le programme est lancé avec Start CN, elle l'excute jusqu'à ce qu'intervienne une interruption du programme ou jusqu'à la fin
Informations détaillées sur ce thème
■ Modes de fonctionnement de la TNC : voir „Modes de fonctionnement", page 72
■ Exécuter les programmes : voir „Exécution de programme“, page 603
Selectionner le programme que vous désirez executer

Appuyer sur la touche PGM MGT : la TNC ouvre le gestionnaire de fichiers

Appuyer sur la softkey DERNIERS FICHIERS : la TNC ouvre une fenêtre auxiliaire qui affiche les derniers fichiers sélectionnés
Avec les touches fléchéées, Sélectionner en cas de besoin le programme que vous poulez executer; valider avec la touche ENT
Informations détaillées sur ce thème
■ Gestion des fichiers : voir „Travailler avec le gestionnaire de fichiers“, page 110
Lancer le programme

Appuyer sur la touche Start CN: La TNC exécuté le programme actif
Informations détaillées sur ce thème
■ Exécuter les programmes : voir „Exécution de programme“, page 603
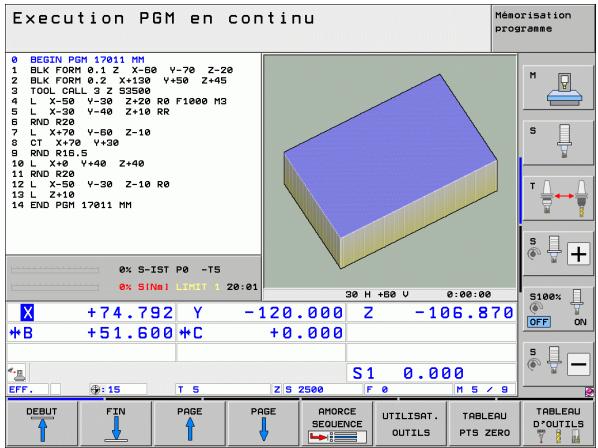
2
Introduction
2.1 L'iTNC 530
Les TNC HEIDENHAIN sont des commandes de contourage adaptées à l'atelier. Les opérations de fraisage et de perçage classiques sont directement programmées au pied de la machine, dans un langage conversationnel facilement compréhensible. Elles sont destinées à l'équipment de fraiseuses, perseuses et centres d'usinage. L'iTNC 530 peut commander jusqu'à 12 axes. La position angulaire de la broche peut également être programmée.
Sur le disque dur intégré, vous mémorisez autant de programmes que vous le désirez, même s'ils ont été élaborés de manière externe. Pour effectuer des calculs rapides, une calculatrice intégrée peut être appelée à tout moment.
La conception claire du pupitre de commande et de l'écran assurent un accès rapide et simple à toutes les fonctions.
Programmation : dialogue conversationnel Texte clair HEIDENHAIN, smarT.NC et DIN/ISO
Pour l'utilisateur, le conversationnel Texte clair HEIDENHAIN simplifie notamment la creation des programmes. La représentation graphique des diverses séquences assisté l'opérateur lors de la programmation. La programmation de contours libres FK constitue une aide supplémentaire lorsque la cotation des plans n'est pas orientée CN. La simulation graphique de l'usinage de la piece est possible aussi bien pendant le test du programme que pendant son exécution.
Les nouveaux utilisateurs TNC peuvent creer de manière très comfortable des programmes conversationnels Texte clair structurés grâce au mode d'utilisation smarT.NC et ce, sans être contraints de suivre une longue formation. Il existe une documentation séparée sur smarT.NC qui est destinée aux utilisateurs.
Les TNC sont également programmables en DIN/ISO ou en mode DNC.
En plus, un programme peut être introduit et testé pendant l'exécution du programme d'usinage d'une autre piece.
Compatibilité
La TNC peut exécuter les programmes d'usinage qui ont été créés sur les commandes de contournage à partir de la TNC 150 B. Si d'anciens programmes TNC contiennent des cycles-constructeur, il convient, côte iTNC 530, de réaliser une adaptation à l'aide du logiciel CycleDesign pour PC. Pour cela, prenez contact avec le constructeur de votre machine ou avec HEIDENHAIN.
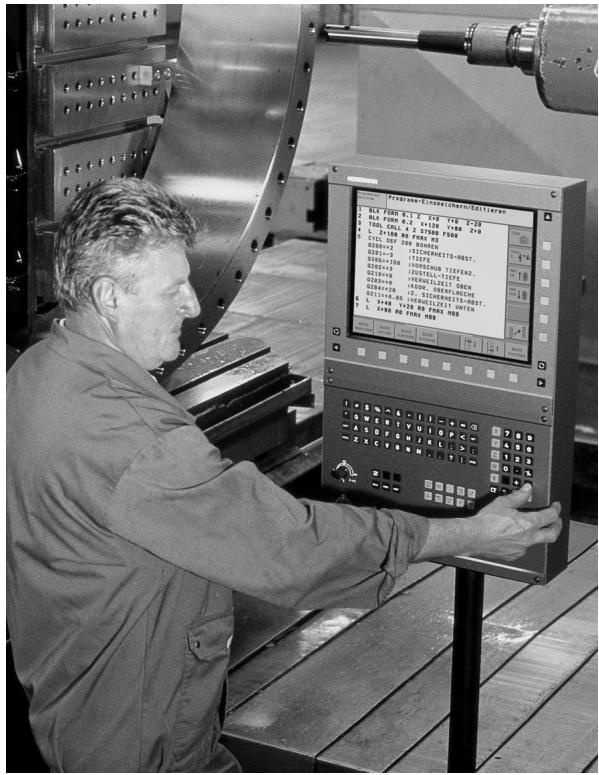
2.2 Ecran et pupitre de commande
Ecran
La TNC est livrée avec l'écran couleur plat 15 pouces BF 250. En alternative, un écran couleur plat 19 pouces BF 260 est disponible.
1 En-tete
Quand la TNC est sous tension, l'écran affiche dans la fenêtre du haut les modes de fonctionnement sélectionnés : modes Machine à gauche et modes Programmation à droite. Le mode en cours apparait dans le plus grand champ de la fenêtre du haut de l'écran : les questions de dialogue et les textes de messages s'y affichent (excepté lorsque l'écran n'affiche que le graphique).
2 Softkeys
En bas de l'écran, la TNC affiche d'autres fonctions dans une barre de softkeys. Ces fonctions sont accessibles avec les touches situées sous les softkeys. Les touches noires extérieures flèchées permettent deCHOISIR les barres de softkeys dont le nombre est materialisé par des traits étroits situés juste au dessus des barres de softkey. La barre de softkeys active est signalée par un trait plus clair.
8 softkeys sont disponibles sur l'écran 15 pouces, et 10 softkeys sur l'écran 19 pouces.
3 Touches de sélection des softkeys
4 Commuter entre les barres de softkeys
5 Définition du partage de l'écran
6 Touche de commutation de l'écran entre les modes Machine et Programmation
7 Touches de selection des softkeys destinées au constructeur de la machine
6 softkeys sont disponibles sur l'écran 15 pouces, et 8 softkeys sur l'écran 19 pouces.
8 Commuter les barres de softkeys destinées au constructeur de la machine
9 Raccordement USB
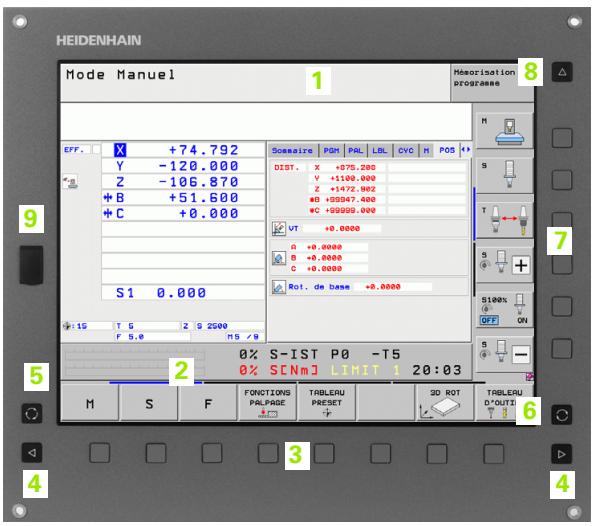
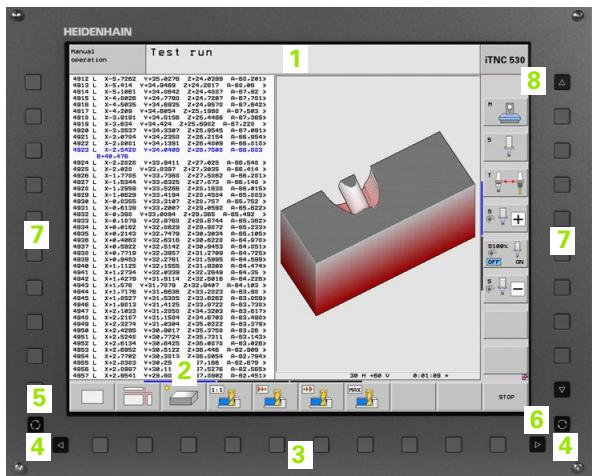
Définir le partage de l'écran
L'utilisateur sélectionne le partage de l'écran : ainsi, par exemple, la TNC peut afficher le programme en mode Mémorisation/Edition de programme dans la fenêtre de gauche et simultanément le graphique de programmation dans la fenêtre de droite. L'articulation des programmes peut également être affichée dans la fenêtre de droite ou encore le programme seul peut être affiché dans la fenêtre entière. Le mode de fonctionnementChoisi déterminée quelles fenêtres seront affichées dans l'écran.
Définir le partage de l'écran:

Appuyer sur la touche de commutation de l'écran : la barre des softkeys indique les partages possibles de l'écran, voir „Modes de fonctionnement“, page 72
PROGRAMME GRAPHISME
Choisir le partage de l'écran avec la softkey
Panneau de commande
La TNC est livrée avec le panneau de commande TE 530. La figure montre les éléments du panneau de commande TE 530 :
1 Clavier alphasétique pour l'introduction de textes, noms de fichiers et pour la programmation DIN/ISO
Version bi-proesseur : touches supplémentaires pour l'utilisation de Windows
2 Gestionnaire de fichiers
Calculatrice
Fonction MOD
Fonction HELP
3 Modes Programmation
4 Modes de fonctionnement Machine
5 Ouverture des dialogues de programmation
6 Touches fléchéés et instruction de saut GOTO
7 Introduction numérique et selection des axes
8 Pavé tactile : seulement pour l'utilisation de softkeys et de smarT.NC dans la version bi-proesseur
9 Touches de navigation smarT.NC
Les fonctions des différentes touches sont résumées sur la couverture de la première page.

Un certain nombre de constructeurs de machine n'utilisent pas le panneau de commande standard de HEIDENHAIN. Dans ce cas, reportez-vous au manuel de la machine.
Les touches externes – touche START CN ou STOP CN, par exemple – sont également décrites dans le manuel de la machine.

2.3 Modes de fonctionnement
Mode Manuel et Manivelle électronique
Le réglage des machines s'effectue en mode Manuel. Ce mode permet de positionner les axes de la machine manuellement ou pas à pas, d'initialiser les points d'origine et d'incliner le plan d'usinage.
Le mode Manivelle électronique sert au déplacement manuel des axes de la machine à l'aide d'une manivelle électronique HR.
Softkeys de partage d'écran (voir description précédente)
| Fenêtre | Softkey |
| Positions | POSITION |
| à gauche: positions, à droite: affichage d'état | POSITION+ INFOS |
| à gauche: positions, à droite: corps de collision actifs (fonction FCL4) | CINEMAT. + POSITION |
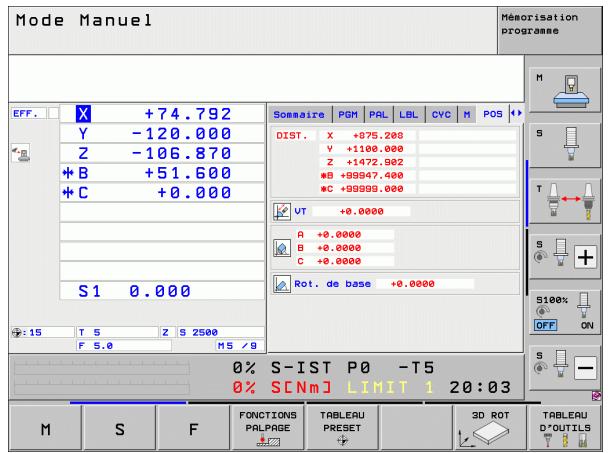
Positionnement avec introduction manuelle
Ce mode sert à programmer des déplacements simples, p. ex. pour le surfaçage ou le pré-positionnement.
Softkeys de partage d'écran
| Fenêtre | Softkey |
| Programme | PROGRAMME |
| à gauche : programme, à droite : affichage d' état | PROGRAMME+INFOS |
| à gauche : Programme, à droite : Corps de collision actifs (fonction FCL4). Si vous avez sélectionné cette vue, la TNC affiche une collision en entourant de rouge la fenêtre graphique. | CINEMAT.+PROGRAMME |
Mémorisation/Edition de programme
Vous élaborez vos programmes d'usinage dans ce mode de fonctionnement. Une assistance variee et complète à la programmation est assurée avec la programmation de contours libres FK, les différents cycles et les fonctions des paramètres Q. Si on le désire, le graphique de programmation ou le graphique filaire 3D (fonction FCL 2) affiche les trajetoires programmes.
Softkeys de partage d'écran
| Fenêtre | Softkey |
| Programme | PROGRAMME |
| à gauche : Programme, à droite : Articulation de programme | PROGRAMME + ARTICUL. |
| à gauche : Programme, à droite : Graphique de programmation | PROGRAMME + GRAPHISME |
| à gauche : Programme, à droite : Graphique filaire 3D | PROGRAMME + LIGNES 3D |
| Graphique filaire 3D | DROITES 3D |
Test de programme
La TNC simule les programmes et parties de programme en mode Test, par exemple pour détecter les incohérences géométriques, les données manquantes ou erronées ainsi que les problèmes liés à la zone de travail. La simulation est assistée graphiquement et dans plusieurs vues
En liaison avec l'option de logiciel DCM (contrôle dynamique anticollision), vous pouvez vérifier le programme quant aux risques de collision. Le TNC tient alors compte ( comme pour le déroulement du programme) de tous les éléments de la machine définis par son constructeur ainsi que des matériels de serrage étalonnés.
Softkeys de partage d'écran : voir „Exécution de programme en continu et Exécution de programme pas à pas“, page 74.
| MODE Manuel | Mémorisation/édition programme | ||||||
| 6 BEGIN PRM EMOSEFK MH1 BLK FORM 0.1 Z X-98 Y-90 Z-202 BLK FORM 0.2 X+98 V+90 Z+03 TOOL CALL 5 Z S40004 L Z+98 R# FMAX M25 L X+0 Y+0 R# FMAX6 L Z-5 R# FMAX7 FPDL X+0 Y+05 FL PR+22.5 PR+0 RL F7509 FC DR+R22.5 CLS0+ CCX+0 CCY+010 FCT DR-RB811 FL X+2 V+55 LEN16 AN+9012 FSELECT213 FL LEN23 AN+014 FC DR-RB5 CCV+015 FSELECT216 FCT DR+R3017 FCT V+0 DR-R5 CCX+78 CCV+018 FSELECT119 FCT DR-R5 CCX+78 CCV+020 FCT DR+R3021 FCT V-R5 DR-R5 CCX-10 CCV+022 FSELECT323 FL LEN55 AN+10024 FC DR+R20 CCR+96 CCV-7225 FSELECT226 FCT DR+R20 CCV-7227 FCT DR-R5 CCA-98 CCX-5028 FSELECT129 FCT DR-R5 CCX-6030 FCT DR+R5813 FCT V+0 DR-R5 CCX+0 CCV+0 | RECHERCHE | START | START PAS-A-PAS + | RESET + START | |||
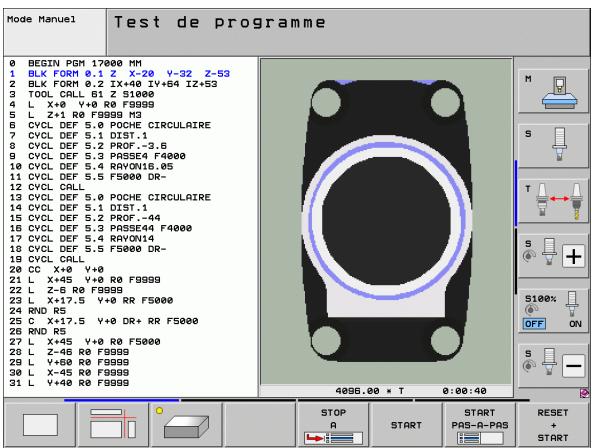
Exécution de programme en continu et Exécution de programme pas à pas
En mode Exécution de programme en continu, la TNC exécute un programme jusqu'à la fin ou jusqu'à une interruption manuelle ou programmée. ÀpRES une interruption, vous pouvez relancer l'exécution du programme.
En mode Exécution de programme pas à pas, la touche START externe permet l'exécution individuelle de chaque séquence.
Softkeys de partage d'écran
| Fenêtre | Softkey |
| Programme | PROGRAMME |
| à gauche : Programme, à droite : Articulation de programme | PROGRAMME+ARTICUL. |
| à gauche : Programme, à droite : Affichage d'état | PROGRAMME+INFOS |
| à gauche : Programme, à droite : Graphique | PROGRAMME+GRAPHISME |
| Graphique | GRAPHISME |
| à gauche : Programme, à droite : Corps de collision actifs (fonction FCL4). Si vous avez sélectionné cette vue, la TNC affiche une collision en entourant de rouge la fenêtre graphique. | CINEMAT.+PROGRAMME |
| Corps de collision actifs (fonction FCL4). Si vous avoir sélectionné cette vue, la TNC affiche une collision en entourant de rouge la fenêtre graphique. |
Softkeys pour le partage de l'écran et pour les tableaux de palettes
| Fenêtre | Softkey |
| Tableau de palettes | PALETTE |
| à gauche : Programme, à droite : Tableau de palettes | PROGRAMME+PALETTE |
| à gauche : Tableau de palettes, à droite : Affichage d'objet | PALETTE+INFOS |
| à gauche : Tableau de palettes, à droite : Graphique | PALETTE+GRAPHISME |
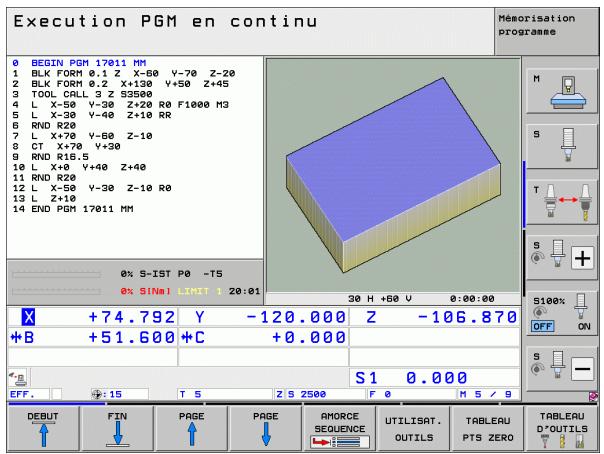
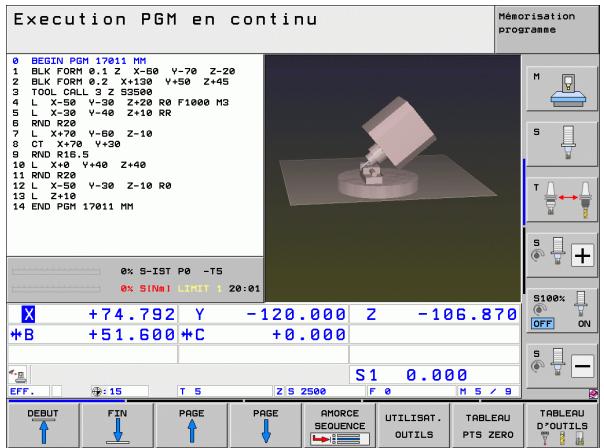
2.4 Affichages d'etat
Affichage d'etat „général"
L'affichage d'etat général dans la partie BASSE de l'écran fournit l'objet actuel de la machine. Il apparait automatiquement dans les modes
■ Exécution pas à pas et Exécution en continu si le mode graphique n'a pas été choisi exclusivement ainsi que dans le mode
Positionnement avec introduction manuelle.
Dans les modes Manuel et Manivelle électronique, l'affichage d'état apparaît dans la grande fenêtre.
Informations de l'affichage d'etat
| Symbole | Signification |
| EFF | Coordonnées effectives ou nominales de la position actuelle |
| XYZ | Axes machine ; la TNC affiche les axes auxiliaires en caractères minuscules. L'ordre et le nombre d'axes affichés sont définis par le constructeur de votre machine. Consultez le manuel de votre machine |
| FSM | L'affichage de l'avance en pouces correspond au dixieme de la valeur active. Vitesse de rotation S, avance F, fonction auxiliaire active M |
| * | Le programme est en cours d'exécution |
| → | L'axe est bloqué |
| ⊗ | L'axe peut être déplaced avec la manivelle |
| Les déplacements des axes seront affectés par une rotation de base | |
| Les déplacements des axes se feront dans un plan d'usinage incliné |
| Symbole | Signification |
| La fonction M128 ou FUNCTION TCPM est active | |
| La fonction Contrôle dynamique anti-collision DCM est active | |
| La fonction Asservissement adaptatif de l'avance AFC est active (option de logiciel) | |
| Une ou plusieurs configurations globales de programme sont actives (option de logiciel) | |
| Numéro du point d'origine actif provenant du tableau Preset. Si le point d'origine a été initiaisé manuellement, la TNC ajoute le texte MAN derrière le symbole |
Affichage d'etat supplémentaire
L'affichage d'etat supplémentaire donne des informations détaillées sur le déroulement du programme. Il peut être appelé dans tous les modes de fonctionnement, excepté en mode Mémorisation/édition de programme.
Activer l'affichage d'etat supplémentaire

Appeler la barre des softkeys de partage d'écran

Sélectionner le partage d'écran avec l'affichage d'état supplémentaire : sur la moitié droite de l'écran, la TNC affiche le formulaire d'état Sommaire
Sélectionner l'affichage d'etat supplémentaire

Commuter la barre de softkeys jusqu'à l' apparition de la softkey INFOS

Sélectionner l'affichage d'etat supplémentaire directement par softkey, par exemple des positions et coordonnées ou bien

Selectionner l'affichage souhaité à l'aide des softkeys de commutation
Les affichages d'etat disponibles décrits ci-après sont à scélectionner directement par softkeys ou par les softkeys de commutation.

Il faut remarquer que les informations concernant l'affichage d'etat décrites ci-après ne sont disponibles que si l'option de logiciel correspondante a été validée sur votre TNC.
Sommaire
La TNC affiche le formulaire d'etat Sommaire après la mise sous tension si vous avez selectionné le partage d'écran PROGRAMME+INFOS (ou POSITION + INFOS). Le formulaire Sommaire récapitule les principales informations d'etat également disponibles dans les formulaires détaillés.
| Softkey | Signification |
| INFOS UVE ENSEMBLE | Affichage de position sur 5 axes max. |
| Informations sur l'outil | |
| Fonctions M actives | |
| Transformations de coordonnées actives | |
| Sous-programme actif | |
| Répétition de parties de programme active | |
| Programme appelé avec PGM CALL | |
| Durée d'usinage actuelle | |
| Nom du programme principal courant |
Informations generales du programme (onglet PGM)
| Softkey | Signification |
| Sélection directe impossible | Nom du programme principal courant |
| Centre de cercle CC (pôle) | |
| Chronomètre de temporisation | |
| Durée d'usinage quand le programme a été intégralement simulé en mode Test de programme | |
| Durée d'usinage actuelle en % | |
| Heure actuelle | |
| Avance de contourage courante | |
| Programmes appelés |
| 15 L JX-1 R0 PMAX | ||||||||
| 20 CYCL DEF 11.8 FACTEUR ECHelle | ||||||||
| 21 CYCL DEF 11.1 SCL 0.9995 | ||||||||
| 22 STOP | ||||||||
| 23 L +2/80 R0 PMAX | ||||||||
| 24 L X-20 V+20 R R MAX | ||||||||
| 25 CALL LBL 15 REPS | ||||||||
| 26 PLINE RESET STRV | ||||||||
| 27 LBL 6 | ||||||||
| 28 END PGM STAT1 MM | ||||||||
| X -2.787 Y -340.071 Z +100.250 | ||||||||
| +B +51.600+C +0.000 | ||||||||
| S1 0.000 | ||||||||
| EFF: T 5 Z 5 2500 F 0 M 5 D |
| 19 L IX-1 R8 FMAX 20 CVCL DEF 11.8 FOCTEUR ECHELLE 21 CVCL DEF 11.1 SCL 0.9995 22 STOP 23 L Z-450 R8 FMAX 24 L X-20 Y+20 R8 FMAX 25 CALL LBL 15 REPS 26 PLANE RESET STAY 27 LBL 0 28 END PGM STAT1 MM | Sonsaise PGM PALLBL CVC M POS |
| PGM actif: START | |
| COx X +22.5000 Y +35.7500 00:00:03 | |
| Heure actuelle: 20:13:01 | |
| PGM CALL PGM 1: STAT1 --PGM 2: --PGM 3: --PGM 4: ---PGM 5: | |
| 0% S-IST PO -15 0% SINJ LIMIT 1 20:13 | |
| X -2.787 Y -340.071 Z +100.250 +B +51.500+C +0.000 S1 0.000 EFF: 2:20 T 5 2:5 2500 F 0 M 5 / D | |
| INFOS VUE ENSEMBLE | INFOS AFF. POS. INFOS OUTIL CONVERS. COORDIN. |
Informations generales sur les palettes (onglet PAL)
| Softkey | Signification |
| Sélection directe impossible | Numero Preset de palette actif |
Répartition de partie de programme/Sous-programmes (onglet LBL)
| Softkey | Signification |
| Sélection directe impossible | Répetitions de partie de programme actives avec numéro de série, numéro de label et nombre de répetitions programmées/restant à exécuter |
| Numérodesous-programmesactifsavec le numérode la série d'appelet et le numéro delabel appelé |
| Softkey | Signification |
| Sélection directe impossible | Cycle d'usinage actif |
| Valeurs actives du cycle 32 Tolerance |
Fonctions auxiliaires M actives (onglet M)
| Softkey | Signification |
| Sélection directe impossible | Liste des fonctions M actives ayant une signification déterminée |
| Liste des fonctions M actives propres au constructeur de votre machine |
| Executon PGM en continu | Ménorisation programme | ||||||||
| 19 L IX-1 R8 FMAX 20 CVCL DEF 11.8 FACTEUR ECHELLE 21 CVCL DEF 11.1 SCL 0.9995 22 STOP 23 L Z-548 R8 FMAX 24 L X-28 Y+28 R8 FMAX 25 CALL LBL 15 REPS 26 PLANE RESET STAY 27 LBL 0 28 END PGM STR1 MM | Sonsaire | PGM | PAL | LBL | CVC | M | POS | ||
| M110 M134 | M | ||||||||
| OEN | T | ||||||||
| 0: S-IST P0 -15 0: SIN1 LIMIT 1 20:13 | S100% OFF ON | ||||||||
| X | -2.787 | Y | -340.071 | Z | +100.250 | S | |||
| +B | +51.500 | +C | +0.000 | S1 | 0.000 | ||||
| EFF. | +20 | T S | 2 S 2500 | F 0 | M S / D | ||||
| INFOS VUE ENSEMBLE | INFOS AFF. POS. | INFOS OUTIL | INFOS CONVERS. COORDON. | ||||||
| Softkey | Signification |
| INFOS AFF. POS. | |
| Valeur parcourue dans l'axe d'util virtuel VT (seuillement avec l'option de logiciel Configurations globales de programme) | |
| Angle pour le plan d'usinage incliné | |
| Angle de la rotation de base |
Informations sur les outils (onglet TOOL)
| Softkey | Signification |
| INFOSOUTIL | ■ Affichage T : Numéro et nom de l'outil■ Affichage RT : Numéro et nom d'un outil jumeau |
| Axe d'outil | |
| Longueur et rayon d'outils | |
| Surpéaisseurs (valeurs Delta) issues du tableau d'outils (TAB) et du TOOL CALL (PGM) | |
| Durée d'utilisation, durée d'utilisation max. (TIME 1) et durée d'utilisation max. avec TOOL CALL (TIME 2) | |
| Affichage de l'outil actif et de l'outil jumeau (suivant) |

La TNC n'affiche l'onglet TT que si cette fonction est active sur votre machine.
| Softkey | Signification |
| Sélection directe impossible | Numéro de l'outil à étalonnner |
| Affichage indiquant si l'étalonnage concerne le rayon ou la longueur de l'outil | |
| Valeurs MIN et MAX d'étalonnage des différentes dents et résultat de la mesure avec l'outil en rotation (DYN). | |
| Numéro de la dent de l'outil avec sa valeur de mesure. L'étoile située derrière la valeur de mesure indique que la tolérance du tableau d'outils a été dépassée La TNC affiche les valeurs de mesure de 24 tranchants au maximum. |
Conversion de coordonnées (onglet TRANS)
| Softkey | Signification |
| INFOS CONVERS. COORDON. | Nom du tableau de points zéro actif |
| Numéro du point zéro actif (#), commentaire de la ligne active du numéro de point zéro actif (DOC) du cycle 7 | |
| Décalage actif du point zéro (cycle 7); la TNC affiche un décalage actif du point zéro sur 8 axes max. | |
| Axes réfléchis (cycle 8) | |
| Rotation de base active | |
| Angle de rotation actif (cycle 10) | |
| Facteur échelle actif / facteurs échelles (cycles 11 / 26); la TNC affiche un facteur d'échelle actif sur 6 axes max. | |
| Centre de l'homothétie |
voir Manuel d'utilisation des cycles, cycles de conversion de coordonnées.

Configurations globales de programme 1 (onglet GPS1, option de logiciel)

La TNC n'affiche l'onglet que si cette fonction est active sur votre machine.
Softkey Signification
Selection
directe
impossible
Permutation d'axes
Décalage additionnel de point zéro
Image miroir superposée
Configurations globales de programme 2 (onglet GPS2, option de logiciel)

La TNC n'affiche l'onglet que si cette fonction est active sur votre machine.
Softkey Signification
Sélection directe impossible
Blocage des axes
Rotation de base superposée
Rotation superposée
Facteur d'avance actif
Asservissement adaptatif de l'avance AFC (onglet AFC, option de calculé)

La TNC n'affiche l'onglet AFC que si cette fonction est active sur votre machine.
| Softkey | Signification |
| Sélection directe impossible | Mode actif dans lequel l'asservissement adaptatif de l'avance est mis en œuvre |
| Outil actif (numéro et nom) | |
| Numéro de coupe | |
| Facteur actuel du potentiamètre d'avance en% | |
| Charge actuelle de la broche en % | |
| Charge de référence de la broche | |
| Vitesse de rotation actuelle de la broche | |
| Ecart actuel de la vitesse de rotation | |
| Durée d'usinage actuelle | |
| Diagramme linéaire affichant la charge actuelle de la broche ainsi que la valeur du potentiamètre d'avance stipulée par la TNC |
2.5 Gestionnaire Window

Le constructeur de votre machine définit l'étendue des fonctions et le comportement du gestionnaire Window. Consultez le manuel de la machine!
Le gestionnaire Window Xfce est disponible sur la TNC. XFce est une application standard pour systèmes d'exploitation basés sur UNIX permettant deGERER l'interface utiliser graphique. Les fonctions suivantes sont possibles avec le gestionnaire Window :
- Barre de tâches pour commuter entre les différentes applications (interfaces utilisateur).
Gestion d'un bureau supplémentaire sur lequel peuvent se dérouler les applications spéciales du constructeur de votre machine.
Focalisation entre les applications du logiciel CN et les applications du constructeur de la machine. - Les fenêtres auxiliaires (fenêtres pop up) peuvent être modifiées enaille et position). On peut également les fermer, les restaurer et les réduire.

La TNC affiche une étoile en haut et à gauche de l'écran lorsqu'une application du gestionnaire Windows ou bien le gestionnaire Windows lui-même est à l'origine d'une erreur. Dans ce cas, commutez vers le gestionnaire Windows etREMIDiez au probleme.Sinénecessaire, consultez le manuel de la machine.
Barredtaches
Divers domains d'usinage sont selectionnables avec la souris via la barre des taches. La TNC propose les domains d'usinage suivants :
Domaine de travail 1: mode machine actif
Domaine de travail 2 : mode programmation actif
- Domaine de travail 3: applications du constructeur de la machine (disponible en option)
Par ailleurs, vous pouvez désigner également d'autres applications via la barre des taches, démarrées en parallèle avec la TNC (p. ex. commuter sur visionneur PDF ou le guide TNC
Avec un clique de souris, vous ouvrez un menu au moyen du symbole vert HEIDENHAIN. Celui-ci vous donne des informations, vous permet de faire des réglages ou de lancer des applications. Les fonctions suivantes sont disponible :
au sujet de Xfce: Informations sur le gestionnaire de Window Xfce
au sujet de HeROS : Informations sur le système d'exploitation de la TNC
Contrôle CN: Demarrer et stopper le logiciel TNC. N'est permis que pour le diagnostic
■ Navigateur Web : Demarrer Mozilla Firefox
■ Diagnostics : Usage uniquement pour le personnel agreeé pour le démarrage des applications de diagnostiques
Configuration: Configuration de plusieurs réglages
Date/Heure:Réglage de la date et de l'heure
■ Langage : Configuration du langage pour le dialogue du système La TNC annule ce réglage lors de la mise en service avec le paramètre machine 7230 de réglage du langage
Réseau: Configuration du réseau
Reset WM-Conf: Rétablir la configuration par défaut du gestionnaire Windows Réinitialise les configurations faites par le constructeur de votre machine
Screensaver: Configurations de l'économiseur d'écran; plusieurs sont disponibles
Shares: Configurer les connexions réseau
Tools: Validés uniquement pour les utilisateurs agrées. Les applications disponibles dans Tools peuvent être directement lancées enCHOISANT le type de fichiers correspondant dans le gestionnaire de fichier de la TNC (voir „Outils supplémentaires pour la gestion des types de fichiers externes" à la page 128)
2.6 Accessoires : Palpeurs 3D et manivelles électroniques HEIDENHAIN
Palpeurs 3D
Les différents palpeurs 3D de HEIDENHAIN servent à:
dégauchir les pieces automatiquement
■ initialiser les points d'origine avec rapidité et précision
mesurer la piece pendant l'execution du programme
étalonner et contrôler les outils

Toutes les fonctions destinées aux palpeurs sont décrites dans le manuel d'utilisation des cycles. Si vous le désirez, adressez-vous à HEIDENHAIN pour receivevoir ce Manuel d'utilisation. ID: 670 388-xx.
Les palpeurs à commutation TS 220, TS 640 et TS 440
Ces palpeurs sont particulièrement bien adaptés au dégauchissage automatique de la pierce, à l'initialisation du point d'origine et aux mesures sur la pierce. Le TS 220 transmet les signaux de commutation par l'intermédiaire d'un cable et représenté donc une alternative à prix intéressant si vous comptez effectuer ponctuellement des opérations de digitalisation.
Le palpeur TS 640 (voir figure) et le TS 440 plus petit ont été concus spécialement pour les machines équipées d'un changeur d'outils. Les signaux de commutation sont transmis sans cable, par voie infrarouge.
Principe de fonctionnement : au sein des palpeurs à commutation HEIDENHAIN, un commutateur optique sans usure enregistre la déviation de la tige. Le signal ainsi créé sert à mémoriser la valeur effective de la position courante du palpeur.

Palpeur d'outils TT 140 pour l'étalonnage d'outils
Le TT140 est un palpeur 3D à commutation destiné à l'étalonnage et au contrôle des outils. La TNC dispose de 3 cycles pour déterminer le rayon et la longueur d'outil avec broche à l'arrêt ou en rotation. La structure particulièrement robuste et l'indice de protection élevé rendent le TT 140 insensible aux liquides de refroidissement et aux copeaux. Le signal de commutation est généralge à un commutateur optique sans usure d'une très grande fiabilité.
Manivelles électroniques HR
Les manivelles électroniques facilitent le déplacement manuel et précis des chariots des axes. Le déplacement pour un tour de manivelle peut être sélectionné à l'intérieur d'une plage étendue. Outre les manivelles encastrables HR 130 et HR 150, HEIDENHAIN propose également les manivelles portables HR 510 et HR 520. Vous trouvrez au chapitre 14 une description détaillée de la HR 520 (voir „Déplacement avec manivelle électronique" à la page 524)



3
Programmation :principes de base,gestionnaire de fichiers
3.1 Principes de base
Systèmes de mesure de déplacement et marques de référence
Des systèmes de mesure situés sur les axes de la machine enregistrant les positions de la table ou de l'outil. Les axes linéaires sont généralement équipés de systèmes de mesure linéaire et les plateaux circulaires et axes inclinés, de systèmes de mesure angulaire.
Lorsqu'un axe de la machine se déplace, le système de mesure correspondant génére un signal électrique qui permet à la TNC de calculer la position effective exacte de cet axe.
Une coupure d'alimentation provoque la perte de la relation entre la position du chariot de la machine et la position effective calculée. Pour rétablier cette relation, les systèmes de mesure incrémentedaux possèdent des marques de référence. Lors du passage sur une marque de ↔reference, la TNC reçoit un signal identifient un point d'origine fixe. Celui-ci permet à la TNC de rétabrir la relation entre la position effective et la position actuelle de la machine. Sur les systèmes de mesure linéaire équipés de marques de ↔reference à distances codées, il suffit de déplacer les axes de la machine de 20 mm au maximum et, sur les systèmes de mesure angulaire, de 20^
Avec les systèmes de mesure absolus, une valeur absolue de position est transmise à la commande lors de la mise sous tension. Ainsi, sans déplacer les axes de la machine, la relation entre la position effective et la position des chariots est rétable immediatement après la mise sous tension.
Système de réference
Un système de referencia permet de définir sans ambiguité les positions dans un plan ou dans l'espace. Les données d'une position se refèrent toujours à un point fixe et sont définies par leurs coordonnées.
Dans le système rectangulaire (système cartésien), les axes X, Y et Z définissant les trois directions. Les axes sont perpendiculars les uns aux autres et leur intersection est un point : le point zéro. Une coordonnée indique la distance par rapport au point zéro, dans l'une de ces directions. Une position est ainsi définie dans le plan avec deux coordonnées et dans l'espace, avec trois coordonnées.
Les coordonnées qui se refèrent au point zéro sont appelées coordonnées absolues. Les coordonnées relatives se refèrent à une autre position quelconque (point d'origine) dans le système de coordonnées. Les valeurs des coordonnées relatives sont aussi appelées valeurs de coordonnées incrémentales.
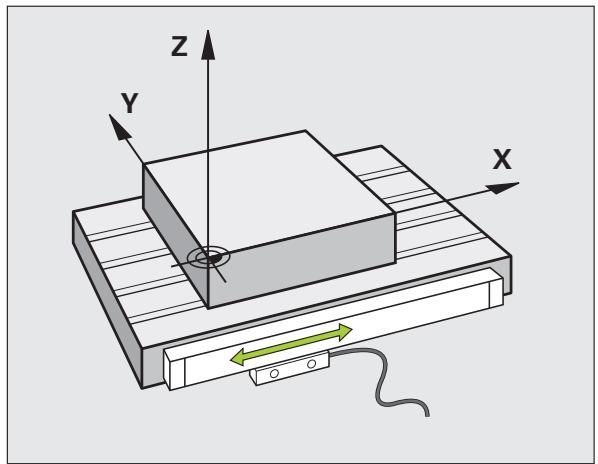
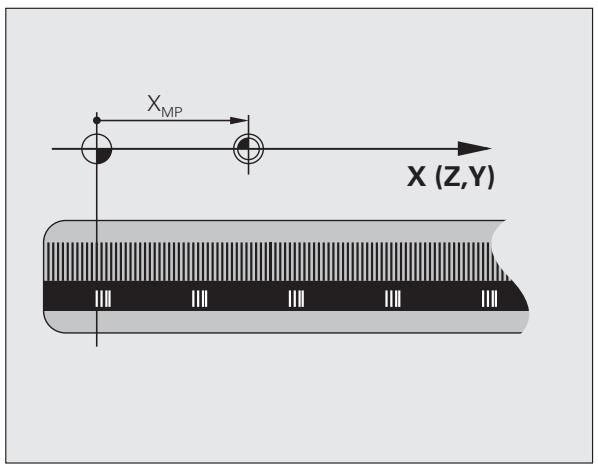
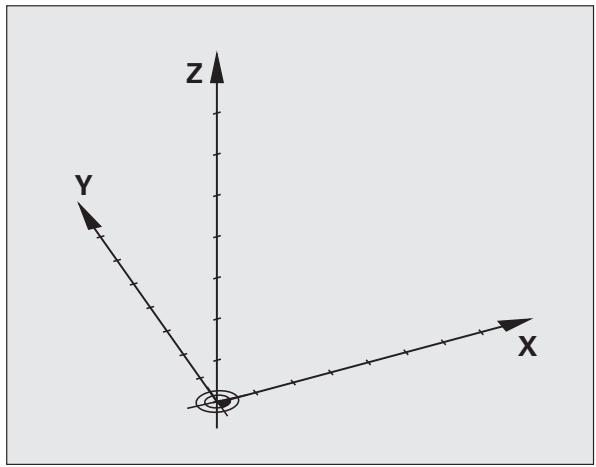
Système de référence sur fraisuses
Pour l'usinage d'unepiece sur une fraiseuse,le système de réference est généralement le système de coordonnées cartésiennes.La figure de droite montre le parallèle entre le système de coordonnées cartésiennes et les axes de la machine. La règle des trois doigts de la main droite est un moyen mnémotechnique:le majeur dirigé dans le sens de I'axe d'outil indique alors le sens Z+ ,le pouce indique le sens X+ ,et l'index le sens Y+
L'iTNC 530 peut commander jusqu'à 9 axes. En plus des axes principaux X, Y et Z, existent également les axes auxiliaires U, V et W qui leur sont paralleles. Les axes rotatifs sont les axes A, B et C. La figure en bas à droite montre la relation des axes auxiliaires et axes rotatifs avec les axes principaux.
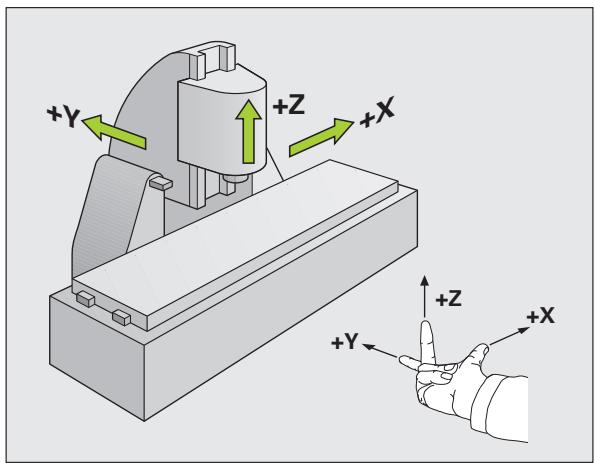
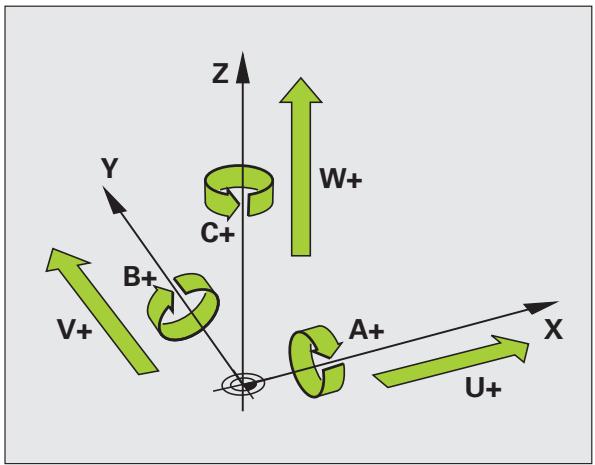
Coordonnées polaires
Quand le plan d'usinage est coté en coordonnées cartésiennes, vous élaborez votre programme d'usinage également en coordonnées cartésiennes. Dans le cas d'arcs de cercle ou de données angulaires, il est souvent plus simple de définir les positions en coordonnées polaires.
Contrairement aux coordonnées cartésiennes X, Y et Z, les coordonnées polaires ne définissant les positions que dans un plan. Les coordonnées polaires ont leur point zéro sur le pole CC (CC = de l'anglais circle center: centre de cercle). Une position dans un plan est définitie clairément avec les données suivantes :
Rayon des coordonnées polaires : distance entre le pole CC et la position
Angle des coordonnées polaires : angle formé par l'axe de référence angulaire et la droite reliant le pôle CC à la position
Définition du pôle et de l'axe de réference angulaire
Le pôle est défini par deux coordonnées en coordonnées cartésiennes dans l'un des trois plans L'axe de référence angulaire pour l'angle polaire PA est ainsi clairment défini.
| Coordonnées polaires (plan) | Axe de référence angulaire |
| X/Y | +X |
| Y/Z | +Y |
| Z/X | +Z |
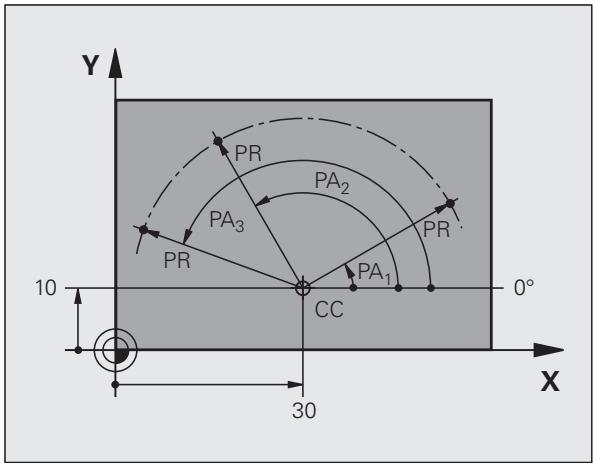
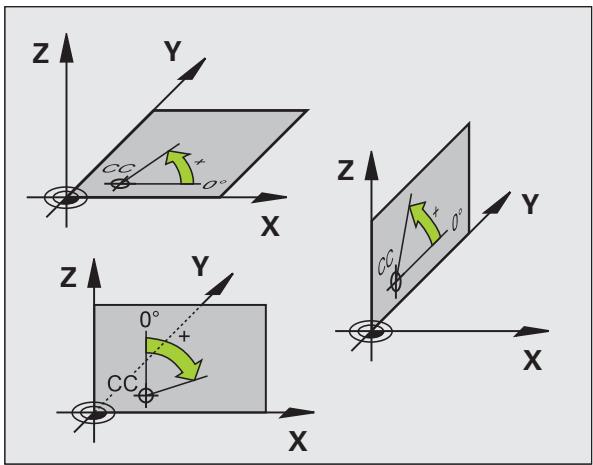
Positions absolues et positions incrémentales sur une piece
Positions absolues sur une piece
Quand les coordonnées d'une position se reférènt au point zéro (origine), celles-ci sont appelées coordonnées absolues. Chaque position sur une piece est définié clairément par ses coordonnées absolues.
Exemple 1 : trousexencoordonnéesabsolues:
Trou 1
Trou 2
Trou 3
X = 10mm
X = 30mm
X = 50mm
Y = 10 mm
Y = 20 mm
Y = 30 mm
Positions incrémentales sur la piece
Les coordonnées incrémentales se réfèrent à laforthème position programmée servant de point zéro (fictif) relatif. Lors de l'élaboration du programme, les coordonnées incrémentales indiquent ainsi le déplacement à effectuer entre laforthème position nominale et la suivante. Cette cotation est également appelée cotation en chaine.
Une cote incrementale est signalée par un „I" devant l'axe.
Exemple 2 : trousex en coordonnées incrémentales
Coordonnées absolues du trou 4
X = 10mm
Y = 10 mm
Trou 5 se référant à 4
Trou 6 se référant à 5
X = 20mm
X = 20mm
Y = 10 mm
Y = 10 mm
Coordonnées polaires absolues et incrémentales
Les coordonnées absolues se référent toujours au pôle et à l'axe de réference angulaire.
Les coordonnées incrémentales se refèrent toujours à la première position d'outil programmée.
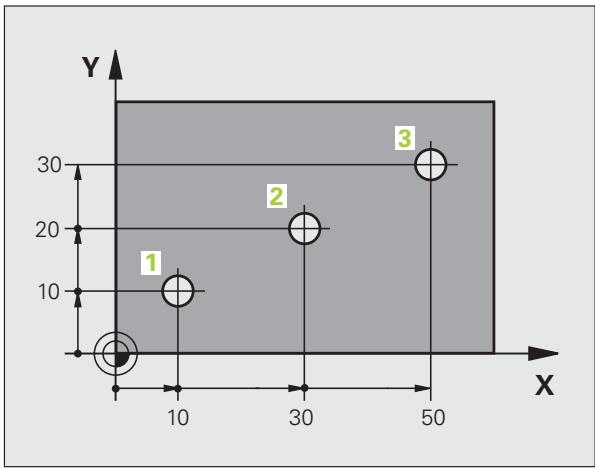
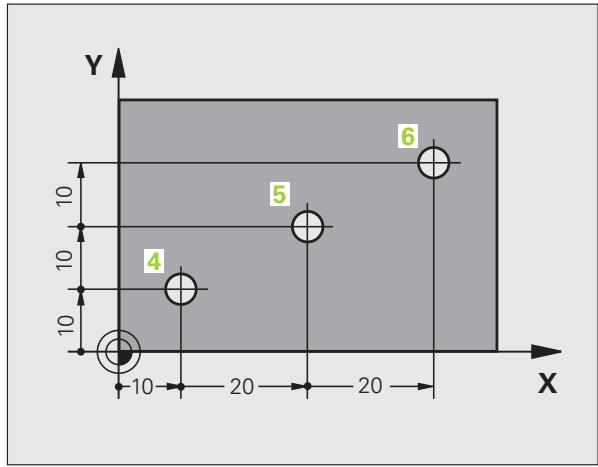
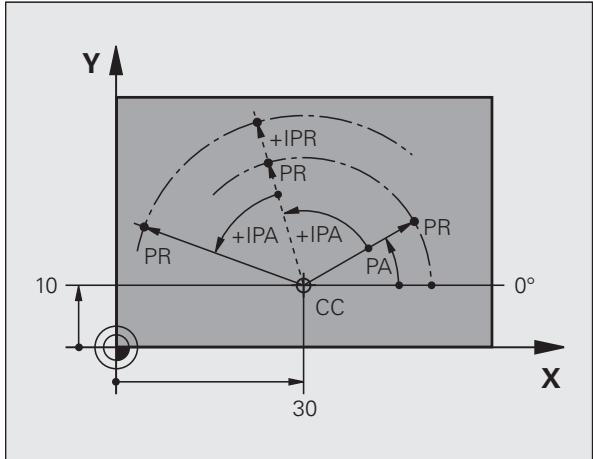
Sélection du point d'origine
Le plan de la piece indique un point caractéristique comme point d'origine absolue (point zéro), en général un coin de la piece. Pour initialiser le point d'origine, vous alignez tout d'abord la piece sur les axes de la machine, puis sur chaque axe, vous amenez l'outil à une position donnée par rapport à la piece. Dans cette position, initiaisez l'affichage de la TNC soit à zéro, soit à une valeur de position connue. Ainsi est créé la relation de la position de la piece avec le système de reférence. Celle-ci est valable pour l'affichage de la TNC et le programme d'usinage.
Quand sur un plan, il y a des points d'origine relatifs, utilisez simplement les cycles de conversion de coordonnées (voir le manuel d'utilisation des cycles, conversion de coordonnées).
Quand la cotation du plan de la pièce n'est pas orientée CN, choisissez comme point d'origine une position ou un coin qui servira à déterminer le plus facilement possible les autres positions de la pièce.
L'initialisation des points d'origine à l'aide d'un palpeur 3D HEIDENHAIN est particulièrement aisée. Voir Manuel d'utilisation des cycles palpeurs „Initialisation du point d'origine avec les palpeurs 3D".
Example
La figure de la pièce montre des trous (1 à 4) dont les cotes se référent à un point d'origine absolu ayant les coordonnées X = 0 Y = 0 . Les trous (5 à 7) se référent à un point d'origine relatif de coordonnées absolues X = 450 Y = 750 . A l'aide du cycle DECALAGE DU POINT ZERO, vous pouvez décaler provisoirement le point zéro à la position X = 450 , Y = 750 pour pouvoir programmermer les trous (5 à 7) sans avoir à faire d'autres calculs.
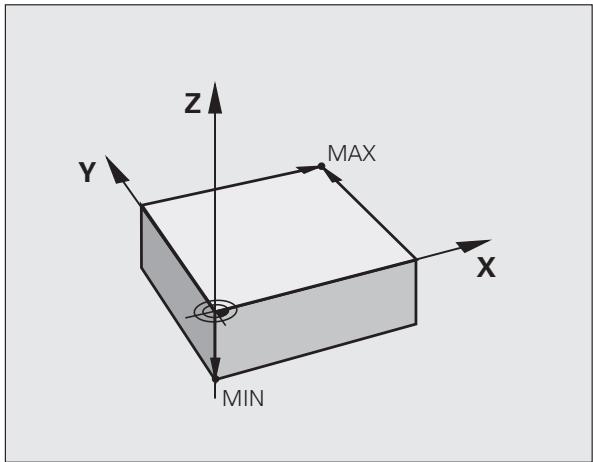
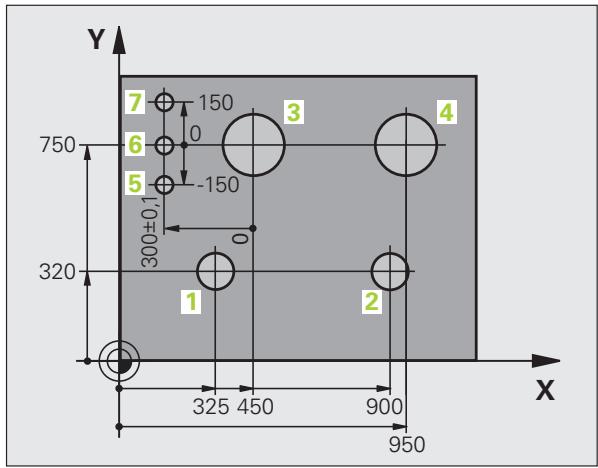
3.2 Ouverture et introduction de programmes
Structure d'un programme CN en dialogue conversationnel HEIDENHAIN
Un programme d'asinage est constitué d'une suite de séquences de programme. La figure de droite indique les éléments d'une séquence.
La TNC numérote les séquences d'un programme d'usinage par ordre croissant.
La première série d'un programme contient BEGIN PGM, le nom du programme et l'unité de mesure utilisé.
Les séquences suivantes contiennent les informations concernant :
la piece brute
les appels d'outils
le déplacement à une position de sécurité
les avances et vitesses de rotation
les déplacements de contourage, cycles et autres fonctions
La dernière série d'un programme contient END PGM, le nom du programme et l'unité de mesure utilisé.

Attention, risque de collision!
HEIDENHAIN recommande, après l'appoint d'outil, d'aller systématiquement à une position de sécurité pour assurer un début d'usinage sans collision!
Définition de la piece brute: BLK FORM
Immédiatement après avoir ouvert un nouveau programme, vous définissez un parallélépipède rectangle brut. Pour définir après-coup la pièce brute, appuyez sur la touche SPEC FCT, puis sur la softkey BLK FORM. Cette définition est indispensable à la TNC pour effectuer les simulations graphiques. Les cotés du parallélépipède ne doivent pas dépasser 100 000 mm et sont parallètes aux axes X, Y et Z.. Cette pièce brute est définié par deux de sescoins :
■ Point MIN: la plus petite coordonnée X,Y et Z du parallélipèpède; à programme en valeurs absolues
■ Point MAX: la plus grande coordonnée X, Y et Z du parallélepèpède; à programmer en valeurs absolues ou incrémentales

La définition de la pierce brute n'est indispensable que si un test graphique du programme est souhaité!
Sequence
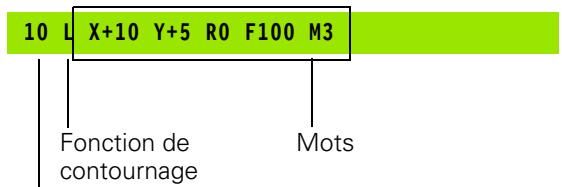
Numéro de séquence
Ouvrir un nouveau programme d'usinage
Vous introduisez toujours un programme d'usinage en mode de fonctionnement Mémorisation/Edition de programme. Exemple d'ouverture de programme:

Sélectionner le mode Mémorisation/Edition de programme

Appeler le gestionnaire de fichiers : appuyer sur la touche PGM MGT
Sélectionnez le réseau dans lequel vous souhaitez<mémoriser le nouveau programme :
NOM DE FICHIER = OLD.H
ENT
Introduire le nom du nouveau programme, valider avec la touche ENT
MM
Selectionner l'unité de mesure: Appuyer sur MM ou INCH. La TNC change de fenêtre et ouvre le dialogue de définition de la BLK-FORM (piece brute)
AXE BROCHE PARALLEX Y/Y/Z?
Z
Introduire l'axe de broche, p. ex. Z
Introduire l'une après l'autre les coordonnées en X, Y et Z du point MIN et valider à chaque fois avec la touche ENT
DEF BLK FORM : POINT MAX?
ENT
Introduire l'une après l'autre les coordonnées en X, Y et Z du point MAX et.Valider à chaque fois avec la touche ENT
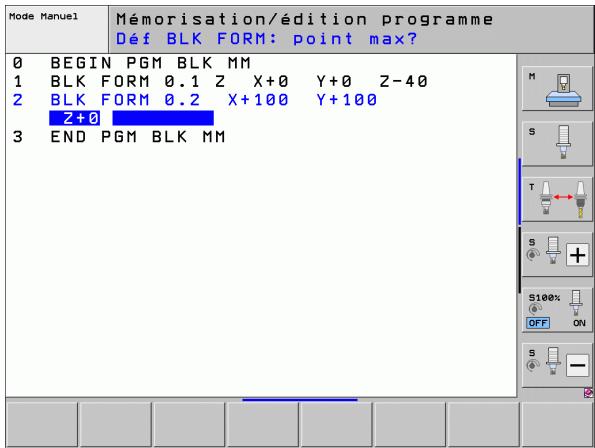
| 0 BEGIN PGM NOUV MM | Début du programme, nom, unité de mesure |
| 1 BLK FORM 0.1 Z X+0 Y+0 Z-40 | Axe de broche, coordonnées du point MIN |
| 2 BLK FORM 0.2 X+100 Y+100 Z+0 | Coordonnées du point MAX |
| 3 END PGM NOUV MM | Fin du programme, nom, unité de mesure |
La TNC géné de manière automatique la numérotation des séquences et les séquences BEGIN et END.

Si vous ne désirez pas programmer la définition d'une piece brute, interrompez le dialogue à l' apparition de Axebroche parallèle X/Y/Z avec la touche DEL!
La TNC ne peut représentier le graphique que si le côté le plus petit mesure au moins 50~ m et le plus grand au plus 99 999,999 mm.
Programmation de déplacements d'outils en dialogue conversationnel Texte clair
Pour programmer une série, commencez avec une touche de dialogue. En haut de l'écran, la TNC demande toutes les données nécessaires.
Exemple de séquence de positionnement

Ouvrir la série
COORDONNEES?

Introduire la coordonnée X du point d'arrivée

20
Introduire la coordonnée Y du point d'arrivée; puis question suivante avec la touche ENT
CORR. RAYON: RL/RR/SANS CORR.: ?

Introduire „sans correction de rayon“, puis question suivante avec la touche ENT
AVANCE F=? / F MAX = ENT
100

Avance de contourage 100 mm/min, puis question suivante avec la touche ENT
FONCTION AUXILIAIRE M?
3

Fonction auxiliaire M3 „Marche broche"; la TNC termine le dialogue avec la touche ENT
La fenêtre de programme affiche la ligne :
3 L X+10 Y+5 RO F100 M3
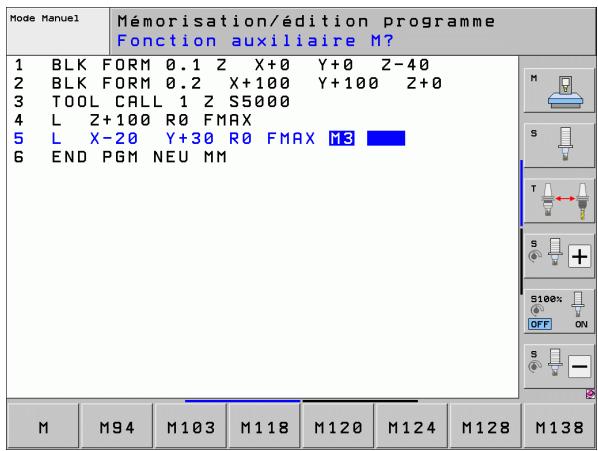
| Fonctions pour la définition de l'avance | Softkey |
| Déplacement en avance rapide, effet non modal. Exception : quand le rapide est défini avant la séquence APPR, FMAX est également actif pour aborder le point auxiliaire (voir „Positions importantes en approche et en sortie" à la page 207) | F MAX |
| Déplacement avec avance calculée automatiquement dans la séquence TOOL CALL | F AUTO |
| Déplacement avec l'avance programmée (unité mm/min. ou 1/10ème pouce/min.). Avec les axes rotatifs, la TNC interprête l'avance en degrés/min. indépendamment du fait que le programme soit écrit en mm ou en pouces | F |
| Avec FT, au lieu d'une vitesse, vous définissez une durée en secondes (plage d'introduction 0.001 à 999.999 secondes) au cours de laquelle la course programmée doit être parcoursue. FT n'a qu'une action séquentielle | FT |
| Avec FMAXT, au lieu d'une vitesse, vous définissez une durée en secondes (plage d'introduction 0.001 à 999.999 secondes) au cours de laquelle la course programmée doit être parcoursue. FMAXT n'agit que pour les claviers disposant d'un potentiamètre d'avance rapide. FMAXT n'a qu'une action séquentielle | F MAXT |
| Définir l'avance par tour (en mm/tour ou pouces/tour). Attention : programmes FU en pouces non combinables avec M136 | FU |
| Définir l'avance par dent (en mm/dent ou pouces/dent). Le nombre de dents doit être défini dans le tableau d'outils (colonne CUT.) | FZ |
| Fonctions lors du conversationnel | Touche |
| Sauter la question | NO ENT |
| Fermer prématurémented le dialogue | END □ |
| Interrompre le dialogue et effacer | DEL □ |
Validation des positions effectives (transfert des points courants)
La TNC permet de valider dans le programme la position effective de l'outil, par exemple lorsque vous
programmez des séquences de déplacement
programmez des cycles
définissez les outils avec TOOL DEF
Pour valider les valeurs de position correctes, procédez de la façon suivante :
Dans une série, se positionner sur le champ de saisie dans lequel vous souhaitez transférer une position

Sélectionner la fonction validation de position effective : dans la barre de softkeys, la TNC affiche les axes dont vous pouvez transférer les positions

Sélectionner l'axe : la TNC transfère la position actuelle de l'axe sélectionné dans le champ actif

La TNC transfère toujours dans le plan d'usinage les coordonnées du centre de l'outil - même si la correction du rayon d'outil est active.
La TNC transfère toujours dans l'axe d'outil la coordonnée de la pointe de l'outil. Elle tient donc toujours compte de la correction de longueur d'outil active.
La barre de softkeys de la TNC reste active jusqu'à ce que vous appuyez à nouveau sur la touche „Validation de la position effective". Ce comportement est le même quand vous mémorisez la séquence en cours et que vous ouvrez une nouvelle séquence avec une touche de contournage. Cette softkey disparait également quand dans une séquence, vous choisissez un champ de saisie à modifier avec des données alternatives (p.ex. la correction de rayon d'outil).
La fonction „Validator la position effective“ est interdite quand la fonction Inclinaison du plan d'usinage est active.

Vou ne pouvez éoperator un programme que s'il n'est pas en cours d'exécution dans un des modes Machine de la TNC. La TNC autorise certes le déplacement du curseur dans la séquence mais elle interdit l'enregistrement des modifications et délivre un message d'erreur.
Pendant la création ou la modification d'un programme d'usinage, vous pouvez selectionner chaque ligne du programme et chaque mot d'une série individuelle l'aide des touches fléchéées ou des softkeys :
| Fonction | Softkey/touches |
| Feuilleter vers le haut | PAGE |
| Feuilleter vers le bas | PAGE |
| Saut au début du programme | DEBUT |
| Saut à la fin du programme | FIN |
| Modification dans l'écran de la position de la séquence actuelle. Ceci vous permet d'afficher davantage de séquences de programme programmées avant la séquence actuelle | |
| Modification dans l'écran de la position de la séquence actuelle. Ceci vous permit d'afficher davantage de séquences programmées après la séquence actuelle | |
| Sauter d'une séquence à une autre | ↓ ↑ |
| Sélectionner des mots dans la séquence | ← → |
| Sélectionner une séquence particulière: appuyer sur la touche GOTO, introuire le numéro de la séquence souhaité, valider avec la touche ENT. Ou: introuire l'incréement de numération des séquences et sauter vers le haut ou vers le bas du nombre de lignes introduit en appuyant sur la softkey N LIGNES | GOTO |
| Fonction | Softkey/touche |
| Mettre à zéro la valeur d'un mot sélectionné | CE |
| Effacer une valeur erronée | CE |
| Effacer un message erreur (non clignotant) | CE |
| Effacer le mot sélectionné | NOENT |
| Effacer la série sélectionnée | DEL□ |
| Effacer des cycles et des parties de programme | DEL□ |
| Insérer la première série editede ou effacée | INSERDERNFNTIERESEOU.CN |
Insérer des séquences à un endroit quelconque
Sélectionné la série derrière laquelle vous souhaitez insérer une nouvelle série et ouvre le dialogue
Modifier et insérer des mots
Dans une série, Sélectionné un mot et remplacez-le par la nouvelle valeur. Le dialogue conversationnel Texte clair apparait lorsque le mot a été sélectionné.
Validator la modification : appuyer sur la touche END
Si vous souhaitez insérer un mot, appuyez sur les touches fléchées (vers la droite ou vers la gauche) jusqu'à ce que le dialogue concerné apparaisse ; puis introduisez la valeur souhaitée.
Recherche de mots identiques dans diverses séquences
Pour cette fonction,mettre la softkey DESSIN AUTO sur OFF.

Choisir un mot dans une série : appuyer sur les touches fléchéées jusqu'à ce que le mot souhaité soit marqué

Selectionner la série à l'aide des touches fléchées
Dans la nouvelle série selectionnée, le marquage se trouve sur le même mot que celui de la série可以选择 en premier.

Si vous avez lancé la recherche dans de très longs programmes, la TNC affiche une fenêtre avec un curseur de défilament. Vous pouvez également interrompre la recherche en appuyant sur la softkey.
Trouver n'importe quel texte
Sélectionner la fonction de recherche : appuyer sur la softkey RECHERCHE. La TNC affiche le dialogue Cherche texte :
Introduire le texte à rechercher
Rechercher le texte: appuyer sur la softkey EXECUTER
Marquer, copier, effacer et insérer des parties de programme
Pour copier des parties de programme dans un même programme CN ou dans un autre programme CN, la TNC propose les fonctions suivantes : voir tableau ci-dessous.
Pour copier des parties de programme, procédez ainsi :
Sélectionnéz la barre de softkeys avec les fonctions de marquage
Sélectionnez la première (dernière) série de la partie de programme que vous souhaitez copier
Marquer la première (dernière) série : appuyer sur la softkey SELECT. BLOC. La TNC met la première position du numéro de série en surbrillance et affiche la softkey QITTER SELECTION
Déplacez la surbrillance sur la dernière (première) séquence de la partie de programme que vous souhaitez copier ou effacer. La TNC représentée sous une autre couleur toutes les séquences marquées. Vous pouvez fermer à tout moment la fonction de marquage en appuyant sur la softkey QITTER SELECTION
Copier une partie de programme marquee : appuyer sur la softkey COPIER BLOC, effacer une partie de programme marquee : appuyer sur la softkey EFFACER BLOC. La TNC mémorise le bloc marqué
Avec les touches fléchées, Sélectionnéz la série derrière laquelle vous pouze insérer la partie de programme copiee (effacée)

Pour insérer la partie de programme copiee dans un autre programme, selectionnez le programme souhaite a l'aide du gestionnaire de fichiers et marquez la sequence derriere laquelle doit se faire l'insertion.
Insérer une partie de programme mémorisée : appuyer sur la softkey INSERER BLOC
Fermer la fonction de marquage : appuyer sur QITTER SÉLECTION
| Fonction | Softkey |
| Activer la fonction de marquage | SELECT. BLOC |
| Déjàver la fonction de marquage | QUITTER SELECTION |
| Effacer le bloc marqué | EFFACER BLOC |
| Insérer le bloc mémorisé | INSERER BLOC |
| Copier le bloc marqué | COPIER BLOC |
La fonction de recherche de la TNC
La fonction de recherche de la TNC vous permet de trouver n'importe quel texte à l'intérieur d'un programme et, si nécessaire, de le remplacer par un nouveau texte.
Rechercher n'importe quel texte
Si nécessaire, selectionner la sequence qui contient le mot à rechercher

Sélectionner la fonction de recherche : la TNC ouvre la fenêtre de recherche et affiche dans la barre de softkeys les fonctions de recherche disponibles (voir tableau des fonctions de recherche)
Introduire le texte à rechercher, attention aux minuscules/majuscules
CONTIN.
Entamer le processus de recherche : la TNC affiche dans la barre de softkeys les options de recherche disponibles (voir tableau des options de recherche)

Si nécessaire, modifier les options de recherche
EXECUTER
Lancer la recherche : la TNC saute à la séquence suivante contenant le texte recherché
EXECUTER
Poursuivre la recherche : la TNC saute à la séquence suivante contenant le texte recherché

Fermer la fonction de recherche
| Fonctions de recherche | Softkey |
| Ouvrir la fenêtre auxiliaire indiquant les derniers éléments de recherche. Élement de recherche sélectionnable avec une touche fléchée; valider avec la touche ENT | DERNIERS ELEMENTS RECHERCHE |
| Ouvrir la fenêtre auxiliaire contenant des éléments de recherche possibles de la série actuelle. Élement de recherche sélectionnable avec une touche fléchée; valider avec la touche ENT | ELEMENTS SEQUENCE ACTUELLE |
| Ouvrir la fenêtre auxiliaire affichtant une sélection des principales fonctions CN. Élement de recherche sélectionnable avec une touche fléchée; valider avec la touche ENT | SEQUENCES CN |
| Activer la fonction Rechercher/Remplacer | RECHERCHE * REMPLACE |
Options de recherche
Softkey
Définir le sens de la recherche
VERS HAUT
VERS BAS
VERS HAUT
VERS BAS
Définir la fin de la recherche : réglage sur COMPLET recherche de la série actuelle à la série actuelle
COMPLET
DEBUT/FIN
COMPLET
DEBUT/FIN
Lancer une nouvelle recherche
NOVELLE
RECHERCHE
Recherche/remplacement de n'importe quel texte

La fonction Recherche/Remplacer n'est pas possible si
un programme est protégé
le programme est en train d'être exécuté par la TNC
Avec la fonction TOUT REMPLACER, faites attention à ne pas remplaçer malencontreusement des parties de texte qui doivent en fait rester inchangées. Les/textes replacés sont perdus définitivement.
Si nécessaire, selectionner la sequence qui contient le mot à rechercher
RECHERCHE
RECHERCHE
+
REPLACE
Sélectionner la fonction de recherche : la TNC ouvre la fenêtre de recherche et affiche dans la barre de softkeys les fonctions de recherche disponibles
Activer Remplacer par : dans la fenetre auxiliaire, la TNC affiche une autre possibilité d'introduction du texte à utiliser
Introduire le texte à rechercher, attention aux minuscules/majuscules. Validator avec la touche ENT
Introduire le texte à utiliser, attention aux minuscules/majuscules
Entamer le processus de recherche : la TNC affiche dans la barre de softkeys les options de recherche disponibles (voir tableau des options de recherche)
Si nécessaire, modifier les options de recherche
Lancer la recherche : la TNC saute au texte recherchéésuivant
Pour remplacer l'expression de texte et ensuite sauter à la prochaine expression recherche : appuyer sur la softkey REMPLACER, ou bien pour remplacer toutes les expressions recherches : appuyer sur la softkey TOUT REMPLACER, ou bien pour ne pas remplacer l'expression et sauter à l'expression suivante recherche : appuyer sur la softkey NE PAS REMPLACER
Fermer la fonction de recherche
END
□
3.3 Gestionnaire de fichiers : principes de base
Fichiers
| Fichiers dans la TNC | Type |
| Programmesen format HEIDENHAIN | .H |
| en format DIN/ISO | .I |
| Fichiers smarT.NC | |
| Programme Unit structuré | .HU |
| Descriptions de contours | .HC |
| Tableaux de points pour positions d'usinage | .HP |
| Tableaux pour | |
| Outils | .T |
| Changeur d'outils | .TCH |
| Palettes | .P |
| Points zéro | .D |
| Points | .PNT |
| Presets | .PR |
| Données de coupe | .CDT |
| Matières de piece, de coupe | .TAB |
| Données assujetties (ex. pts d'articulation) | .DEP |
| Textes sous forme de | |
| Fichiers ASCII | .A |
| Fichiers d'aide | .CHM |
| Données de plans sous forme de | |
| Fichiers ASCII | .DXF |
| Autres fichiers | |
| Modèles de matériels de serraigge | .CFT |
| Matériels de serraigge paramétrés | .CFX |
| Données dépendantes (ex. pts d'articulation) | .DEP |
Lorsque vous introduisiez un programme d'usinage dans la TNC, vous lui attribuerez tout d'abord un nom. La TNC le ménorise sur le disque dur sous forme d'un fichier de même nom. La TNC ménorise également les textes et tableaux sous forme de fichiers.
Pour retrouver rapidement vos fichiers et les gérer, la TNC dispose d'une fenêtre spéciale réservée à la gestion des fichiers. Vous pouvez y appeler, copier, renomer et effacer les différents fichiers.
Dans la TNC, vous pouvez:gérerautantde fichiers queyoulesouhaitez,mais sansdépasser21Go.Lacapacité du disque durdépend du calculateur principal qui équipe votre machine.Unseulprogramme CN peutcontainir jusqu'à2Go.
Noms de fichiers
Pour les programmes, tableaux et textes, la TNC ajoute une extension qui est séparée du nom du fichier par un point. Cette extension identifie le type du fichier.
PROG20
.H
Nom de fichier
Type de fichier
Les noms de fichiers ne doivent pas excéder 25 caractères, sinon la TNC n'affiche pas le nom complet du programme. Caractères non autorisés dans les noms de fichiers :
$$ . ! \prime \prime (\quad) * + / ; < = > ? [ ] ^ {\wedge} {\mid } \sim $$

Vous ne pouvez pas non plus utiliser les espaces (HEX 20) ou le caractère d'effacement (HEX 7F) dans les noms des fichiers.
La longueur maximale autorisée pour les noms de fichiers doit être telle que la longueur limite du chemin de 83 caractères ne soit pas dépasseé(voir „Chemins d'accès" à la page 110).
Afficher dans la TNC les fichiers créé en externe
Dans la TNC sont installés plusieurs outils supplémentaires, avec lesquels vous pouvez, dans les tableaux suivants, afficher les fichiers et les modifier partiellement.
| Type de:fichier | Type |
| Fichier PDF | |
| Fichiers Excel | xls |
| csv | |
| Fichiers Internet | html |
| Fichiers texte | txt |
| ini | |
| Fichiers graphiques | bmp |
| gif | |
| jpg | |
| png |
Autres informations pour l'affichage et le traitement des types de fichiers représentés : (voir „Outils supplémentaires pour la gestion des types de fichiers externes" à la page 128)
Sauvegarde des données
HEIDENHAIN conseille de faire régulièrement des sauvégardes sur un PC des derniers programmes et fichiers créés sur la TNC.
Le logiciel gratuite de transmission des données TNCremo NT HEIDENHAIN permet de creer facilement des sauvegardes des fichiers mémorisés dans la TNC.
Voudevez en plus disposer d'un support de données sur lequel sont sauvegardées toutes les données spécifiques de votre machine (programme PLC, paramétres-machine, etc.). Pour cela, adresse-vous évientuèlement au constructeur de votre machine.

Si vous souhaitez sauvegarder la totalité des fichiers du disque dur (>2Go), ceci peut prendre plusieurs heures. Prévoyez eventuèlement de lancer cette opération de sauvegarde pendant la nuit.
De temps en temps, effacez les fichiers dont vous n'avez plus besoin de manière à ce que la TNC dispose de suffisamment de place sur son disque dur pour les fichiers-système (tableau d'outils, par exemple).

Pour le disque dur et, selon les conditions d'utilisation (p. ex. expositions aux vibrations), un accroissement du taux de pannes après une durée de 3 à 5 ans est à prévoir. Par conséquent, HEIDENHAIN conseille de faire vérifier le disque dur après une'utilisation de 3 à 5 ans.
3.4 Travailler avec le gestionnaire de fichiers
Répartoires
Comme vous pouvez<memoriser de nombreux programmes ou fichiers sur le disque dur, vous devez classer les différents fichiers dans des répertoires (classeurs) pour conserver une vue d'ensemble. Dans ces répertoires, vous pouvez创建工作 d'autres répertoires, appelés encore sous-repertoires. Avec la touche - / + ou ENT, vous pouvez rendre visible/invisible les sous-repertoires.

La TNC peut:gérer jusqu'à 6 niveaux de répertoires!
Si vous mémorisez plus de 512 fichiers à l'intérieur d'un repertoire, la TNC ne les classe plus dans l'ordre alphabetique!
Noms de repertoires
Le nom de répertoire ne doit pas dépasser la longueur max. autorisé pour le chemin d'accès, soit 256 caractères (voir „Chemins d'accès" à la page 110).
Chemins d'accès
Un chemin d'accès indique le lecteur et les différents répertoires ou sous-repertoires où un fichier est mémorisé. Les différents éléments sont séparés par „\".

La longueur max. autorisé pour le chemin d'accès, c'est-à-dire tous les caractères du lecteur, du repertoire et du nom de fichier (y compris son extension), ne doit pas dépasser 83 caractères!
Example
Le repertoire AUFTR1 a été créé dans l'unité TNC:. Puis, dans le repertoire AUFTR1, on a créé un sous-repertoire NCPROG à l'intérieur duquel on a copié le programme d'usinage PROG1.H. Le programme d'usinage a donc le chemin d'accès suivant :
Le graphique de droite montre un exemple d'affichage des repertoires avec les différents chemins d'accès.
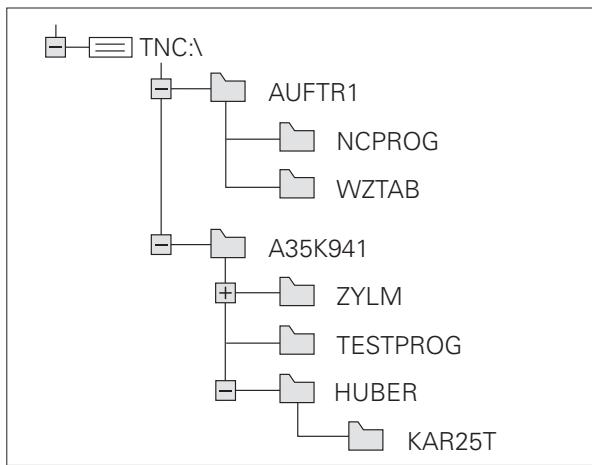
Vue d'ensemble : fonctions du gestionnaire de fichiers

Si vous désirez travailler avec l'ancien gestionnaire de fichiers, vous doivent commuter vers l'ancien gestionnaire avec la fonction MOD (voir „Modifier la configuration PGM MGT" à la page 633)
| Fonction | Softkey | Page |
| Copier un fjichier donné (et le convertir) | COPIER ABC XVZ | Page 117 |
| Sélectionner le réseau-cible | Page 117 | |
| Afficher un type de fjichier particulier | SELECT. TYPE | Page 113 |
| Créer un nouveau fjichier | NOUVEAU FICHIER | Page 116 |
| Afficher les 10 derniers fjichiers sélectionnés | DERNIERS FCHIERS | Page 120 |
| Effacer un fjichier ou un réseau | EFFACER | Page 121 |
| Marquer un fjichier | MARQUER | Page 122 |
| Renommer un fjichier | RENOMMER ABC = XYZ | Page 124 |
| Protégger un fjichier contre l'effacement ou l'écriture | PROTEGER | Page 125 |
| Annuler la protection d'un fjichier | NON PROT. | Page 125 |
| Ouvrir un programme smarT.NC | OUVR, OVEC | Page 115 |
| Gérer les lecteurs réseau | RESERU | Page 135 |
| Copier un réseau | COP, REP. | Page 120 |
| Actualiser l'arborescence, p. ex. pour déterminer si un nouveau réseau a été créé dans un lecteur réseau avec le gestionnaire de fjichiers ouvert. | UPDATE RRBOR. |
Appeler le gestionnaire de fichiers

Appuyer sur la touche PGM MGT : la TNC affiche la fenêtre du gestionnaire de fichiers (la figure ci-contre montre la configuration par défaut. Si la TNC affiche un autre partage de l'écran, appuyez sur la softkey FENETRE)
La fenêtre étroite de gauche affiche les lecteurs disponibles ainsi que les répertoires. Les lecteurs désignent les appareils avec lesquels seront mémorisées ou transmises les données. Un lecteur correspond au disque dur de la TNC; les autres lecteurs sont les interfaces (RS232, RS422, Ethernet) auxquelles vous pouvez raccorder, p. ex., un PC. Un réseau est toujours identifié par un symbole de classeur (à gauche) et le nom du réseau (à droite). Les sous-répertoires sont décalés vers la droite. Si un triangle se trouve devant le symbole du classeur, cela signifie qu'il existe d'autres sous-repertoires que vous pouvez afficher avec la touche -/+ ou ENT.
La fenêtre large de droite affiche tous les fichiers mémorisés dans le repertoire sélectionné. Pour chaque fichier, plusieurs informations sont détaillées dans le tableau ci-dessous.
| Affichage | Signification |
| Nom de fichier | Nom avec 25 caractères max. |
| Type | Type de fichier |
| Taille | Taille du fichier en octets |
| Modifié | Date et heures à laquelle le fichier a été modifié la dernière fois. Format de date modifiable |
| Etat | Propriétés du fichier : E: Programme sélectionné en mode Mémorisation/Edition de programme S: Programme sélectionné en mode Test de programme M: Programme sélectionné dans un mode Exécution de programme P: Fichier protégé contre l'effacement et l'édition (Protected) +: Présence de fichiers dépendants (fichier d'articulation, fichier d'utilisation d'outil) |
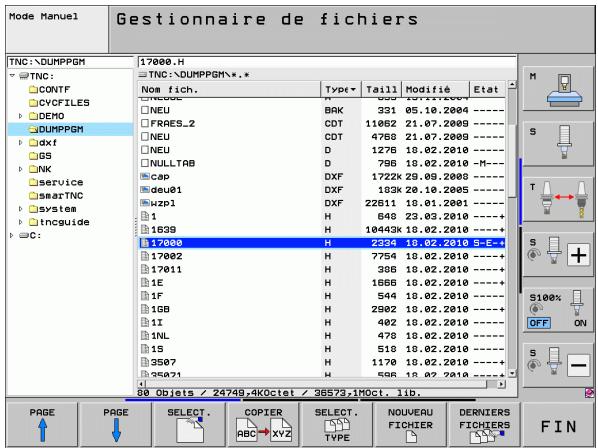
Selectionner les lecteurs, repertoires et fichiers

Appeler le gestionnaire de fichiers
Utilisez les touches fléchéées ou les softkeys pour déplacer la surbrillance à l'endroit souhaité de l'écran :

Déplace la surbrillance de la fenêtre de croite à la fenêtre de gauche et inversement

Déplace la surbrillance dans une fenêtre vers le haut et le bas

Déplace la surbrillance dans la fenêtre, page suivante, page précédente
Etape 1: selectionner le lecteur
Selectionner le lecteur dans la fenêtre de gauche:

Selectionner le lecteur: appuyer sur la softkey SELECT. ou

Appuyer sur la touche ENT
Etape 2: selectionner le repertoire
Marquer le réseau dans la fenêtre de gauche : la fenêtre de droite affiche automatiquement tous les fichiers du réseau marqué (en surbrillance).
Etape 3 : sélectionner un fichier

Appuyer sur la softkey SELECT. TYPE

Appuyer sur la softkey du type de fichier souhaite ou

afficher tous les fichiers : appuyer sur la softkey AFF. TOUS ou
4*.H

Utiliser les astérisques, p. ex., afficher tous les fichiers .H commençant par 4
Marquer le fichier dans la fenêtre de droite :

Appuyer sur la softkey SELECT. ou

Appuyer sur la touche ENT
La TNC active le fichier sélectionné dans le mode de fonctionnement dans lequel vous avons appelé le gestionnaire de fichiers
Ouvrir les programmes smarT.NC
Les programmes créés en mode smarT.NC peuvent être ouverts en mode de fonctionnement Mémorisation/Édition de programme, soit avec l'éditeur smarT.NC, soit avec l'éditeur Texte clair. Par défaut, la TNC ouvre toujours les programmes .HU et .HC avec l'éditeur smarT.NC. Si vous souhaitez ouvrir les programmes avec l'éditeur Texte clair, procédez de la manière suivante :

Appeler le gestionnaire de fichiers
Utilisez les touches fléchéées ou les softkeys pour déplacer la surbrillance sur un fichier .HU ou .HC:


Déplace la surbrillance de la fenêtre de droite à la fenêtre de gauche et inversement


Déplace la surbrillance dans une fenêtre vers le haut et le bas

Déplace la surbrillance dans la fenêtre, page suivante, page précédente

Commuter la barre de softkeys

Selectionner le sous-menu de selection de l'éditeur

Ouvrir le programme .HU ou .HC avec l'éditeur Texte clair

Ouvrir le programme .HU avec l'éditeur smarT.NC

Ouvrir le programme .HC avec l'éditeur smarT.NC
Créer un nouveau repertoire (possible seulement sur le lecteur TNC:\)
Dans la fenêtre de gauche, marquez le réseau à l'intérieur duquel vous souhaitez créé un sous-repertoire
NOUV

Introduire le nom du nouveau réseau, appuyer sur la touche ENT
CREER REPERTOIRE \Nouv?
0UI
Verifier avec la softkey OUI ou
NON
Quitter avec la softmax NON
Créer un nouveau fichier (possible seulement sur le lecteur TNC:\)
Sélectionnez le réseau dans lequel vous désírez créé le nouveau fjichier
NOUV

Introduire le nom du nouveau fichier avec son extension, appuyer sur la touche ENT
NOLVEAU FICHER
Ouvrir le dialogue de création d'un nouveau fichier
NOUV
ENT
Introduire le nom du nouveau fichier avec son extension, appuyer sur la touche ENT
Copier un fichier donné
Déplacez la surbrillance sur le fichier que vous souhaitez copier

Appuyer sur la softkey COPIER : selectionner la fonction copie. La TNC affiche une barre de softkeys avec plusieurs fonctions. En alternative, vous pouvez aussi utiliser le raccourci CTRL+C pour démarrer la copie

Introduire le nom du fichier-cible et.Valider avec la touche ENT ou la softkey OK : la TNC copie le fichier vers le repertoire en cours ou vers le repertoire-cible selectionné. Le fichier d'origine est conservé ou

Appuyez sur la softkey du réseau-cible pour sélectionner le réseau-cible dans une fenêtre auxiliaire et validez avec la touche ENT ou la softkey OK : la TNC copie le fichier (en conservant son nom) vers le réseau sélectionné. Le fichier d'origine est conservé

Lorsque vous lancez la procédure de copie avec la touche ENT ou la softkey OK, la TNC ouvre une fenêtre auxiliaire affichant la progression.
Copier un fichier vers un autre répertoire
Sélectionner le partage de l'écran avec fenêtres de mêmes dimensions
Afficher les répertoires dans les deux fenêtres : appuyer sur la softkey CHEM
Fenêtre de droite
Déplacer la surbrillance sur le réseau vers lequel on désire copier les fichiers et afficher avec la touche ENT les fichiers de ce réseau
Fenêtre de gauche
Sélectionner le réseau avec les fichiers que l'on désire copier et afficher les fichiers avec la touche ENT

Afficher les fonctions de marquage des fichiers

Déplacer la surbrillance sur le fichier que l'on désire copier et le marquer. Si vous le souhaitez, marquez d'autres fichiers de la même manière

Copier les fichiers marqués dans le répertoire-cible
Autres fonctions de marquage : voir „Marquer des fichiers“, page 122.
Si vous avez marqué des fichiers aussi bien dans la fenêtre de droite que dans celle de gauche, la TNC copie alors à partir du réseau contenant la surbrillance.
Remplacer des fichiers
Si vous copiez des fichiers dans un réseau contenant des fichiers de même nom, la TNC vous demande si les fichiers du réseau-cible peuvent être remplacés :
Remplacer tous les fichiers : appuyer sur la softkey OUI ou
ne remplacer:aún fichier:appuyer sur la softkey NON ou
updater le remplacement fichier par fichier : appuyer sur la softkey VALIDER
Si vous désirez remplaner un fichier protégé, vous devez confirmer ou interrompè séparation cette fonction.
Copier un tableau
Si vous copiez des tableaux, à l'aide de la softkey REMPLACER CHAMPS, vous pouvez replacer certaines lignes ou colonnes dans le tableau-cible. Conditions :
Le tableau-cible doit déjà exister
Le fichier à copier ne doit containir que les colonnes ou lignes à replacer

La softkey REMPLACER CHAMPS n'est pas affichée si vous poulez replacer le tableau dans la TNC de manière externe, p. ex. avec TNCremoNT. Copiez dans un autre repertoire le fichier créé de manière externe, puis executée la copie avec le gestionnaire de fichiers de la TNC.
Le tableau créé de manière externe doit être de type .A (ASCII). Si tel est le cas, le tableau peutContainir n'importe quels numeros de lignes. Si vous créez un fichier de type .T, le tableau doit containir des numeros de lignes en continu et début par 0.
Example
Sur un banc de préréglage, vous avez étaconné la longueur et le rayon d'outil de 10 nouveaux outils. Le banc de préréglage générale ensuite le tableau d'outils TOOL.A contenant 10 lignes (pour 10 outils) et les colonnes
- Numéro d'outil (colonne T)
Longueur d'outil (colonne L)
Rayon d'outil (colonne R)
Copiez ce tableau, du support externe de données vers un repertoire au besoin
Dans le gestionnaire de fichiers de la TNC, remplacez le tableau TOOL.T qui existe déjà par le fichier créé sur un support externe : la TNC vous demande si elle doit replacer le tableau d'outil TOOL.T
Appuyez sur la softkey OUI, la TNC remplace en totalité le fichier TOOL.T en cours. A l'issue de l'opération de copie, TOOL.T contient 10 lignes. Toutes les colonnes - hormis les colonnes Numéro, Longueur et Rayon - sont réinitialisées
Ou appuyez sur la softkey REMPLACER CHAMPS, la TNC ne remplace dans le fichier TOOL.T que les colonnes Numéro, Longueur et Rayon des 10 premières lignes. Les données des lignes et colonnes restantes ne seront pas modifiées par la TNC
Copier un repertoire

Pour pouvoir copier des répertoires, vous devez configurer l'écran de manière à ce que la TNC affiche les répertoires dans la fenêtre de croite (voir „Configurer le gestionnaire de fichiers" à la page 126).
Tenez compte du fait que pour copier des répertoires, la TNC ne copie que les fichiers affichés, issus du réglage actuel des filtres.
Déplacez la surbrillance dans la fenêtre de droite, sur le repertoire que vous pouze copier.
Appuyez sur la softkey COPIER : la TNC affiche la fenêtre de sélection du réseau-cible
Sélectionner le repertoire-cible et valider avec la touche ENT ou la softkey OK : la TNC copie le repertoire sélectionné (y compris ses sous-repertoires) dans le repertoire-cible sélectionné
Sélectionner l'un des derniers fichiers sélectionnés

Appeler le gestionnaire de fichiers

Afficher les 15 derniers fichiers sélectionnés :appuyer sur la softkey DERNIERS FICHIER
Utilisez les touches fléchées pour déplacer la surbrillance sur le fichier que vous pouze selectionner:


Déplace la surbrillance dans une fenêtre vers le haut et le bas

Selectionner le fichier : appuyer sur la softkey SELECT. ou

Appuyer sur la touche ENT
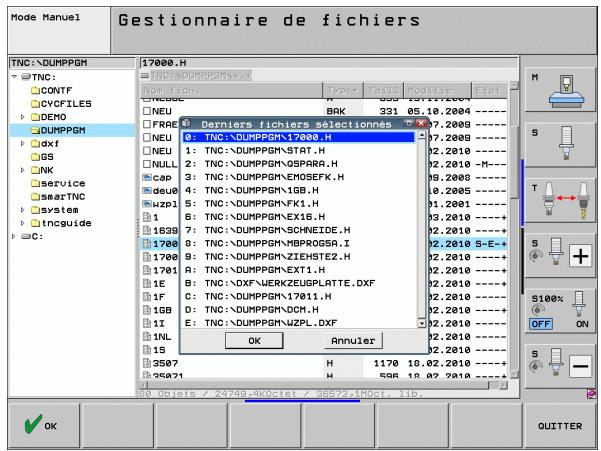

Attention, pertes de données possibles
Vous ne pouvez plus annuler rétroactivement l'effacement de fichiers!
Déplacez la surbrillance sur le fichier que vous souhaitez effacer

Sélectionner la fonction effacer : appuyer sur la softkey EFFACER. La TNC demande si le fichier doit être réellement effacé
Validator l'effacement : appuyer sur la softkey OUI ou
Quitter l'effacement: appuyer sur la softmax NON
Effacer un repertoire

Attention, pertes de données possibles
Vous ne pouvez plus annuler rétroactivement l'effacement de repertoires et de fichiers!
Déplacez la surbrillance sur le réseau que vous souhaitez effacer

Sélectionner la fonction effacer : appuyer sur la softkey EFFACER. La TNC demande si le repertoire doit être réellement effacé avec tous ses sous-repertoires et fichiers
Validator l'effacement : appuyer sur la softkey OUI ou
Quitter l'effacement: appuyer sur la softkey NON
Marquer des fichiers
| Fonction de marquage | Softkey |
| Déplacer le curseur vers le haut | ↑ |
| Déplacer le curseur vers le bas | ↓ |
| Marquer un fichier donné | MARQUER FICHIER |
| Marquer tous les fichiers dans le réseau | MARQUER TOUS LES FICHIERS |
| Annuler le marquage d'un fichier donné | OTER MARO FICHIER |
| Annuler le marquage de tous les fichiers | OTER MARO TOUS LES FICHIERS |
| Copier tous les fichiers marqués | COP. MARO |
Vou puez utiliser les fonctions telles que copier ou effacer des fichiers, aussi bien pour un ou plusieurs fichiers simultanément. Pour marquer plusieurs fichiers, procedede la maniere suivante :
Déplacer la surbrillance sur le premier fichier
| MARQUER | Afficher les fonctions de sélection : appuyer sur la softkey MARQUER |
| MARQUER FICHIER | Sélectionner un fichier : appuyer sur la softkey MARQUER FICHIER |
| ↑ | Déplacer la surbrillance sur un autre fichier. Uniquement avec les softkeys; ne pas naviguer avec les touches fléchéées! |
| MARQUER FICHIER | Sélectionner un autre fichier : appuyer sur la softkey MARQUER etc. |
| Cop. MARO | Copier les fichiers marqués : Sélectionner la softkey COP. APPUYER SUR MARQ ou |
| FIN | Effacer les fichiers marqués : appuyer sur la softkey FIN pour quitter les fonctions de marquage, puis sur la softkey EFFACER pour effacer les fichiers marqués |
Marquer des fichiers en utilisant les raccourcis
Déplacer la surbrillance sur le premier fichier
Appuyer sur la touche CTRL et la maintainir enforcée
Avec les touches fléchées, déplacer le curseur sur d'autres fichiers
Metre la surbrillance sur le fichier avec la touche espace
Lorsque vous avez marqué tous les fichiers désirés, relâchez la touche CTRL et exécutez ensuite l'opération que vous désirez effectuer sur les fichiers

CTRL+A a pour effet de marquer tous les fichiers contenus dans le repertoire actuel.
Si vous appuyez sur la touche SHIFT au lieu de la touche CTRL, la TNC marque automatiquement tous les fichiers que vous selectionné avec les touches fléchéées.
Renommer un fichier
Déplacez la surbrillance sur le fichier que vous désirez renommer

Sélectionner la fonction pour renommer
Introduire le nouveau nom du fichier; le type de fichiers ne peut pas etre modifie
Renommer le fichier: appuyer sur la touche ENT
Autres fonctions
Protégier un fichier/annuler la protection du fichier
Déplacez la surbrillance sur le fichier que vous souhaitez protégger

Sélectionner les autres fonctions : appuyez sur la softkey AUTRES FONCTIONS

Activez la protection des fichiers : appuyer sur la softkey PROTEGER. Le fichier recoit l'etat P

Annuler la protection des fichiers : appuyer sur la softkey NON PROT.
Connector/déconnecter un périphérique USB
Déplacez la surbrillance vers la fenêtre de gauche

Sélectionner les autres fonctions : appuyez sur la softkey AUTRES FONCTIONS

Rechercher le péripérisque USB
Pour déconnecter le périphérique USB : déplacez la surbrillance sur le périphérique USB
Deconnecter le périphérique USB
Autres informations : voir „Péripétriques USB sur la TNC (fonction FCL 2)”, page 136.
Configurer le gestionnaire de fichiers
Vous pouvez ouvrir le menu de configuration du gestionnaire de fichiers soit en cliquant sur le chemin d'accès, soit par softkeys :
Sélectionner le gestionnaire de fichiers: appuyer sur PGM MGT
Sélectionner la troisième barre de softkeys
Appuyer sur la softkey AUTRES FONCTIONS
Appuyer sur la softkey OPTIONS : la TNC affiche le menu de configuration du gestionnaire de fichiers
Avec les touches fléchées, déplacer la surbrillance sur la configuration désirée
Avec la touche espace, activer/désactiver la configuration désirée
Vouspouvezopter pourlesconfigurations suivantes du gestionnaire defichiers:
Bookmarks
Les bookmarks (signets) vous permettent de:gérer vos répertoires favoris. Vous pouvez ajouter ou effacer le répertoire actif ou effacer tous les signets. Tous les signets que vous avez ajoutés sont affichés dans la liste des signets et peuvent être ainsi rapidement sélectionnés
Vue
Dans le sous-menu Vue, vous définisse les informations que doit afficher la TNC dans la fenêtre des fichiers
Format date
Dans le sous-menu Format date, vous définissez le format dans lequel la TNC doit afficher la date dans la colonne Modifie
Paramètres
Lorsque le CURSEUR se trouve dans l'arborescence : définir si la TNC doit changer de fenetre lorsque vous appuyez sur la flèche vers la droite ou bien si la TNC doit évientuèlement ouvrir les sous-repertoires existants
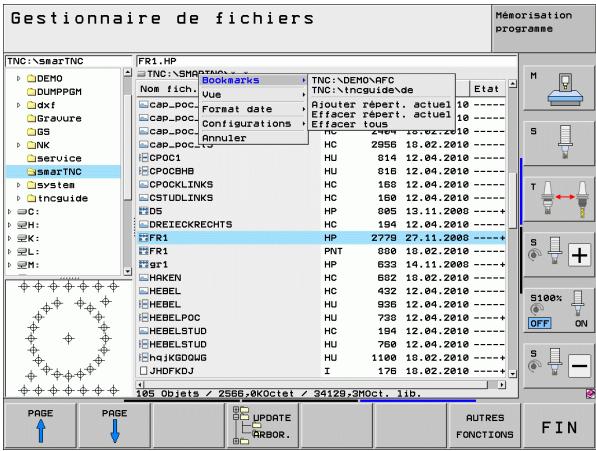
Travail avec raccourcis
Les raccourcis sont des commandes brèves que vous exécutez au moyen de combinaisons de touches. Ces commandes brèves exécutent toujours une fonction que vous pouvez aussi exécuter à l'aide d'une softkey. Raccourcis disponibles :
CTRL+S:
Sélectionner un fichier (voir également „ Sélectionner les lecteurs, repertoires et fichiers" à la page 113)
CTRL+N:
Afficher le dialogue pour pour creer un nouveau fichier/repertoire (voir également „Créer un nouveau fichier (possible seulement sur le lecteur TNC:À) à la page 116)
CTRL+C:
Afficher le dialogue pour copier les fichiers/repertoires sélectionnés (voir également „Copier un fichier donné" à la page 117)
CTRL+R:
Afficher le dialogue pour renomer le fichier/repertoire sélectionné (voir également „Renommer un fichier" à la page 124)
Touche DEL:
Afficher le dialogue pour effacer les fichiers/repertoires sélectionnés (voir également „Effacer un fichier" à la page 121)
CTRL+O:
Afficher le dialogue Ouvrir avec (voir également „Ouvrir les programmes smarT.NC" à la page 115)
CTRL+W:
Commuter le partage de l'écran (voir également „Transfert des données vers/à partir d'un support externe de données" à la page 133)
CTRL+E:
Afficher les fonctions de configuration du gestionnaire de fichiers (voir également „Configurer le gestionnaire de fichiers" à la page 126)
CTRL+M:
Connector un périhérique USB (voir également „Périhériques USB sur la TNC (fonction FCL 2) à la page 136)
CTRL+K:
Déconnecter un périhérique USB (voir également „Périhériques USB sur la TNC (fonction FCL 2) à la page 136)
Shift+toucheflechéeversheautoulebas:
Marquer plusieurs fichiers ou repertoires (voir également „Marquer des fichiers" à la page 122)
Touche ESC:
Quitter la fonction
Outils supplémentaires pour la gestion des types de fichiers externes
Vouss pouvez afficher et modifier dans la TNC divers types de fichiers créé en externe avec les outils supplémentaires.
| Type de fichier | Description |
| Fichiers PDF (pdf) | Page 128 |
| Fichiers Excel (xls, csv) | Page 129 |
| Fichiers Internet (htm, html) | Page 129 |
| Archive ZIP (zip) | Page 130 |
| Fichiers texte (fichiers ASCII, p. ex. txt, ini) | Page 131 |
| Fichiers graphiques (bmp, gif, jpg, png) | Page 132 |

Quand vous transmettez les fichiers du PC à la commande avec TNCremoNT, vous doivent avoir enregistré les extensions des noms de fichiers pdf,.xls, zip, bmp gif, jpg et png dans la liste des types de fichiers à transmettre en binaire (Menu >Fonctions spéciales >Configuration >Mode dans TNCremoNT).
Afficher les fichiers PDF
Pour ouvrir directement les fichiers PDF sur la TNC, procéder de la manière suivante :

Appeler le gestionnaire de fichiers
Sélectionner le réseau dans lequel le fichier PDF est méorisé
Déplacez la surbrillance sur le fichier PDF

Appuyer sur la touche ENT : la TNC ouvre le fichier PDF avec l'outil supplémentaire visionneuse PDF dans une application propre
Avec la combinaison de touche ALT+TAB, vous pouvez à tout instant revenir à l'interface TNC et laisser le fichier PDF ouvert. comme alternative, vous pouvez également commuter vers l'interface de la TNC en cliquant sur le symbole concerné dans la barre des taches.
Quand vous positionnez le pointeur de la souris sur un bouton, un
texte court d'explication s'affiche pour chaque fonction des boutons. D'autres informations concernant l'utilisation de la visionneuse PDF
dont disponibles dans Aide.
Pour sortir de la visionneuse PDF, professionnel de la maniere suivante :
Choisir le menu Fichier avec la souris
Choiser le menu Fermer: la TNC revient au gestionnaire de fichier
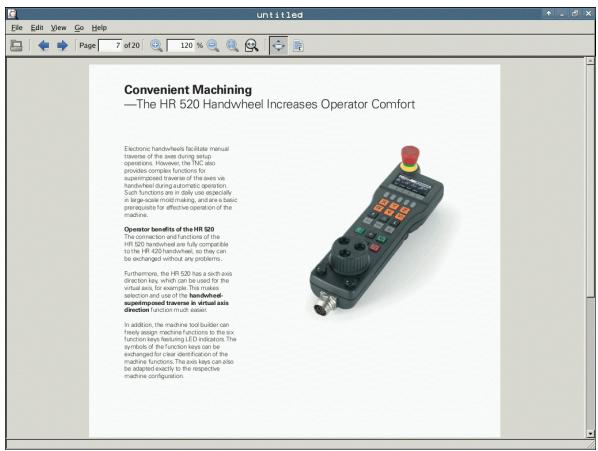
Afficher les fichiers Excel ettraiter
Pour ouvrir et Traits les fichiers xls ou csv directement sur la TNC, professionnel de la maniere suivante :

Appeler le gestionnaire de fichiers
Sélectionner le repertoire dans lequel le fichier Excel est méorisé
Déplacez la surbrillance sur le fichier Excel
Appuyer sur la touche ENT : la TNC ouvre le fichier Excel avec l'outil supplémentaire Gnumeric dans une application propre
Avec la combinaison de touche ALT+TAB, vous pouvez à tout instant revenir à l'interface TNC et laisser le fichier Excel ouvert. comme alternative, vous pouvez également commuter vers l'interface de la TNC en cliquant sur le symbole concerné dans la barre des taches.
Quand vous positionnez le pointeur de la souris sur un bouton, un textile court d'explication s'affiche pour chaque fonction des boutons. D'autres informations concernant l'utilisation de la Gnumeric sont disponibles dans Aide.
Pour sortir de Gnumeric,,) proceeder de la maniere suivante:
Choisir le menu Fichier avec la souris
Choisir le menu Quitter : la TNC revient au gestionnaire de fichier
Afficher les fichiers Internet
Pour ouvrir les fichiers htm ou html directement sur la TNC, préceder de la manière suivante :

Appeler le gestionnaire de fichiers
Sélectionner le réseau dans lequel le fjichier internet est méorisé
Déplacez la surbrillance sur le fichier internet

Appuyer sur la touche ENT : la TNC ouvre le fichier internet avec l'outil supplémentaire Mozilla Firefox dans une application propre
Avec la combinaison de touche ALT+TAB, vous pouvez à tout instant revenir à l'interface TNC et laisser le fichier PDF ouvert. comme alternative, vous pouvez également commuter vers l'interface de la TNC en cliquant sur le symbole concerné dans la barre des taches.
Quand vous positionnez le pointeur de la souris sur un bouton, un
texte court d'explication s'affiche pour chaque fonction des boutons. D'autres informations concernant l'utilisation de la Mozilla Firefox
dont disponibles dans Aide.
Pour sortir de Mozilla Firefox, professionnel suivante :
Choisir le menu Fichier avec la souris
Choisir le menu Quitter : la TNC revient au gestionnaire de fichier
Travail avec des archives ZIP
Pour ouvrir les fichiers zip directement sur la TNC, procéder de la manière suivante :

Appeler le gestionnaire de fichiers
Sélectionner le réseau dans lequel le fichier archive est méorisé
Déplacez la surbrillance sur le fichier archive
Appuyer sur la touche ENT : la TNC ouvre le fichier archive avec l'outil supplémentaire Xarchiver dans une application propre
Avec la combinaison de touche ALT+TAB, vous pouze à tout instant revenir à l'interface TNC et laisser le fichier archive ouvert. comme alternative, vous pouze également commuter vers l'interface de la TNC en cliquant sur le symbole concerné dans la barre des taches.
Quand vous positionnez le pointeur de la souris sur un bouton, un textile court d'explication s'affiche pour chaque fonction du bouton. D'autres informations concernant l'utilisation de la Xarchiver sont disponibles dans Aide.

Notez que lors du compactage, décompactage de programmes CN et de tableaux CN, il n'y a pas de conversion de binaire à ASCI ou inversement. Lors de la transmission sur la commande TNC avec d'autres versions de logiciels, de tels fichiers peuvent eventuèlement ne pas être lus par la TNC.
Pour sortir de Xarchiver, professionnel de la maniere suivante :
Choisir le menu Archive avec la souris
Choiser le menu Quitter : la TNC returne dans le gestionnaire de fichier
Afficher les fichiers texte ettraiter
Pour ouvrir et Traits les fichiers textes (fichiers ASCII, p. ex. avec l'extension txt ou ini), proceder de la maniere suivante :

Appeler le gestionnaire de fichiers
Sélectionner le repertoire dans lequel le fichier texte est méorisé
Déplacez la surbrillance sur le fichier texte
Appuyer sur la touche ENT : la TNC affiche une fenêtre pour la sélection de l'éditeur souhaïte
Appuyer sur la touche ENT pour désirir l'application du pavé tactile. Comme alternative, vous pouvez également ouvrir les fichiers TXT avec l'éditeur de texte interne de la TNC.
La TNC ouvre le fichier texte avec l'outil supplémentaire Pavé tactile dans une application propre

Quand vous ouvrez un fichier H ou I sur un lecteur externe, et que vous le mémorisez avec le pavé tactile sur le lecteur TNC, il n'y a pas de conversion des programmes dans le format interne de la commande. Des programmes ainsi mémorisés ne peuvent pas être ouverts ou modifiés avec l'éditeur de la TNC.
Avec la combinaison de touche ALT+TAB, vous pouvez à tout instant revenir à l'interface TNC et laisser le fichier texte ouvert. comme alternative, vous pouvez également commuter vers l'interface de la TNC en cliquant sur le symbole concerné dans la barre des taches.
En plus du pavé tactile, des raccourcis clavier sont disponibles sous Windows, avec lesquels vous pouvez modifier rapidement les textes (STRG+C, STRG+V,...).
Pour sorting de Pavé tactile, procédé de la manière suivante :
Choisir le menu Fichier avec la souris
Choiser le menu Quitter : la TNC returne dans le gestionnaire de fichier
Afficher les fichiers graphiques
Pour ouvrir des fichiers graphiques avec les extensions bmp, gif, jpg ou png directement dans la TNC, procéder de la manière suivante :

Appeler le gestionnaire de fichiers
Sélectionner le repertoire dans lequel le fichier graphique est mémorisé
Déplacez la surbrillance sur le fichier graphique
Appuyer sur la touche ENT : la TNC ouvre le fichier graphique avec l'outil supplémentaire ristretto dans une application propre
Avec la combinaison de touche ALT+TAB, vous pouvez à tout instant revenir à l'interface TNC et laisser le fichier graphique ouvert. Comme alternative, vous pouvez également commuter vers l'interface de la TNC en cliquant sur le symbole concerné dans la barre des taches.
D'autres informations concernant l'utilisation de la ristretto sont disponibles dans Aide.
Pour sortir de ristretto,procéder de la manière suivante:
Choisir le menu Fichier avec la souris
Choiser le menu Quitter : la TNC returne dans le gestionnaire de fichier
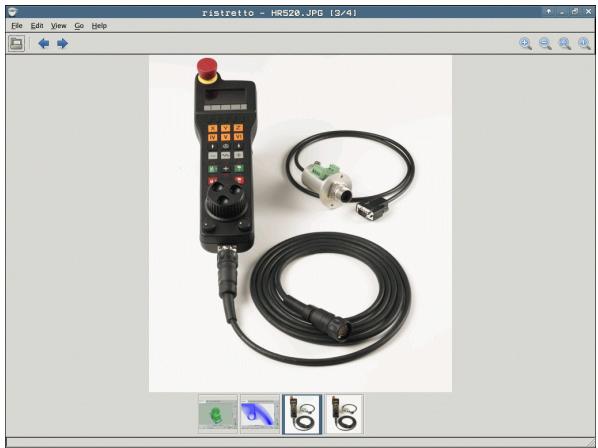
Transfert des données vers/à partir d'un support externe de données

Avant de pouvoir transférer les données vers un support externe, vous doivent configurer l'interface de données (voir „Configurer les interfaces de données" à la page 623).
Si vous transfèrez des données via l'interface série, des problèmes peuvent survenir en fonction du logiciel de transmission utilisé. Ceux-ci peuvent être résolus en réiterant la transmission.

Appeler le gestionnaire de fichiers

Selectionner le partage de l'écran pour le transfert des données : appuyer sur la softkey FENETRE. La TNC affiche dans la moitié gauche de l'écran tous les fichiers du réseau actuel et, dans la moitié droite, tous les fichiers mémorisés dans le réseau-racine TNC:\
Utilisez les touches fléchées pour déplacer la surbrillance sur le fichier que vous pouze transférer :


Déplace la surbrillance dans une fenêtre vers le haut et le bas


Déplace la surbrillance de la fenêtre de droite à la fenêtre de gauche et inversement
Si vous désirez copier de la TNC vers le support externe de données, déplacez la surbrillance de la fenêtre de gauche sur le fichier à transférer.
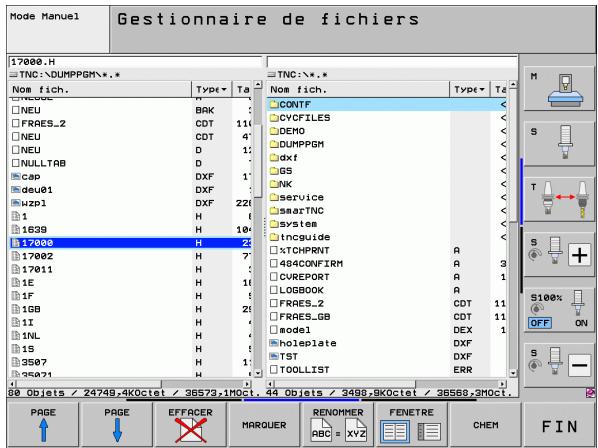
Si vous désirez copier du support externe de données vers la TNC, déplacez la surbrillance de la fenêtre de droite sur le fichier à transférer.

Sélectionner un autre lecteur ou répertoire : appuyer sur la softkey servant à sélectionner un répertoire, la TNC ouvre une fenêtre auxiliaire. Dans la fenêtre auxiliaire, sélectionné le répertoire désiré avec les touches fléchéées et la touche ENT

Transférer un fichier donné : appuyer sur la softkey COPIER ou

transférer plusieurs fichiers : appuyer sur la softkey MARQUER (deuxième barre de softkeys, voir „Marquer des fichiers", page 122), ou
Verifier avec la softkey OK ou avec la touche ENT. La TNC affiche une fenêtre délivrant des informations sur le déroulement de l'opération de copie ou

Fermer le transfert des données : déplacer la surbrillance vers la fenêtre de gauche, puis appuyer sur le softkey FENETRE. La TNC affiche à nouveau le fenêtre standard du gestionnaire des fichiers

Pour pouvoir sélectionner un autre réseau avec la représentation de double fenêtre de fichiers, appuyez sur la softkey servant à sélectionner le réseau. Dans la fenêtre auxiliaire, Sélectionnéz le réseau désiré avec les touches fléchéées et avec la touche ENT!

Raccordement de la carte Ethernet à votre réseau : voir „Interface Ethernet", page 627.
Les messages d'erreur liés au réseau sont enregistrées par la TNC dans un procès-verbal voir „Interface Ethernet“, page 627.
Si la TNC est raccordée à un réseau, vous dispose de 7 lecteurs supplémentaires dans la fenêtre des repertoires de gauche (voir figure). Toutes les fonctions décrites précédemment (seLECTION du lecteur, copie de fichiers, etc.) sont également valables pour les lecteurs réseau dans la mesure où l'accès vous y est autorisé.
Connector et déconnecter le lecteur réseau

Sélectionner le gestionnaire de fichiers : appuyer sur la touche PGM MGT; si nécessaire selectionner avec la softkey FENETRE le partage d'écran comme indiquedans la figure en haut à droite
RESEAU
Gestion de lecteurs réseau : appuyer sur la softkey RESEAU (deuxieme barre de softkeys). Dans la fenetre de droite, la TNC affiche les lecteurs réseau auxquels vous avez accès. A l'aide des softkeys ci-après, vous définissez les liaisons pour chaque lecteur
| Fonction | Softkey |
| Etabir la connexion réseau, la TNC inscrit dans la colonne Mnt un M lorsque la connexion est active. Vous pouvez connecter à la TNC jusqu'à 7 lecteurs supplémentaires | CONNECTER LECTEUR |
| Supprimer la connexion réseau | DECONNECT LECTEUR |
| Etabir automatiquement la connexion réseau à la mise sous tension de la TNC. La TNC inscrit un A dans la colonne Auto lorsque la connexion est établie automatiquement | CONNECT. AUTOMAT. |
| Ne pas étabrir automatiquement la connexion réseau à la mise sous tension de la TNC | PAS DE CONNECT. AUTOMAT. |
L'établissement de la connexion réseau peut prendre un certain temps. La TNC affiche alors [READ DIR] à droite, en haut de l'écran. La vitesse de transfert max. est de 2 à 5 Mbits/sec. en fonction du type de fichier que vous transférez et le traffic sur le réseau.
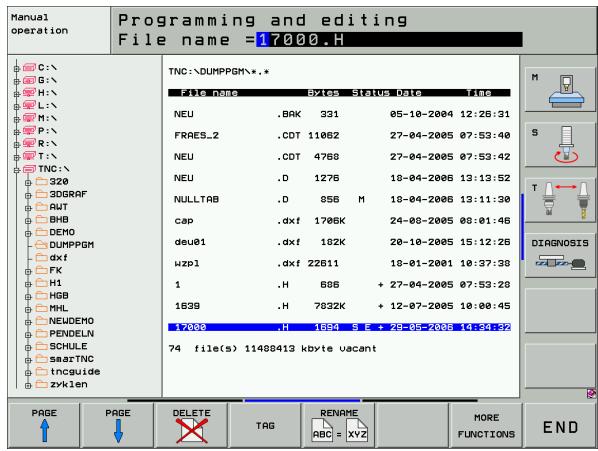
Péripétriques USB sur la TNC (fonction FCL 2)
Vous pouvez très facilement sauvegarder vos données ou les transférer sur la TNC à l'aide de péripériques USB. La TNC gère les péripériques USB suivants :
Lecteurs de disquettes avec fichier-système FAT/VFAT
Clefs USB avec systèmes de fichiers FAT/VFAT
Disques durs avec systèmes de fichiers FAT/VFAT
Lecteurs CD-ROM avec systèmes de fichiers Joliet (ISO9660)
La TNC déetect automatiquement ces périhériques USB à la connexion. Les périhériques USB avec d'autres système de fichiers (NTFS, par exemple) ne sont pas gérés par la TNC. Lorsqu'on les connecte, la TNC délivre le message d'erreur USB : appareil non géré par la TNC.

La TNC délivre le message d'erreur USB : apparéil non géré par la TNC même lorsque vous raccordez un hub USB. Dans ce cas, acquittez tout simplement le message avec la touche CE.
En principe, tous les périphériques USB avec les système de fichiers indiqués ci-dessus peuvent être raccordés à la TNC. Toutefois, si vous deviez rencontres un problème, merci de bien fouvoir prendre contact avec HEIDENHAIN.
Dans le gestionnaire de fichiers, les périphériques USB sont affichés dans l'arborescence en tant que lecteurs. Vous pouvez donc utiliser les fonctions de gestion de fichiers décrites précédemment.

Le constructeur de votre machine peut attribuer des noms déterminés aux péripériques USB. Consulter le manuel de la machine!
Pour déconnecter un périhérique USB, vous devez systématique procédé de la manière suivante :

Sélectionner le gestionnaire de fichiers : appuyer sur la touche PGM MGT

Avec la touche fléchée, sélectionner la fenêtre gauche

Avec une touche fléchée, Sélectionner le périhérique USB à déconnecter

Commuter la barre des softkeys

Sélectionner les autres fonctions

Sélectionner la fonction de déconnexion de périphériques USB : la TNC supprime le périphérique USB de l'arborescence

Fermer le gestionnaire de fichiers
A l'inverse, en appuyant sur la softkey suivante, vous pouvez reconnectcer un périphérique USB précédent déconnecté :

Sélectionner la fonction de reconnexion de péripériques USB
4
Programmation : aides à la programmation
4.1 Insertion de commentaires
Application
Vou puez assortir d'un commentaire chaque sequence d'un programme d'usinage afin d'expliciter des éléments de programmes ou y adjoindre des remarques.

Lorsque la TNC ne peut plus afficher intégralement un commentaire, elle affiche à l'écran le caractère >>.
Le dernier caractère d'une série de commentaire ne doit pas être un tilde () .
Trois possibilités s'offrent à vous :
Commentaire pendant l'introduction du programme
Introduire les données d'une série et appuyez sur „;“ (point virgule) du clavier alphabetique – La TNC affiche Commentaire?
Introduire le commentaire et fermer la sequence avec END
Insérer un commentaire après-coup
Sélectionner la série à assortir d'un commentaire
Avec la touche flèche vers la droite, sélectionner le dernier mot de la série : un point virgule apparait en fin de série et la TNC affiche la question Commentaire?
Introduire le commentaire et fermer la sequence avec END
Commentaire dans une série donnée
Sélectionner la série dérivière laquelle vous désirez insérer le commentaire
Ouvrir le dialogue de programmation avec la touche „;“ (point virgule) du clavier alphabétique
Introduire le commentaire et fermer la sequence avec END
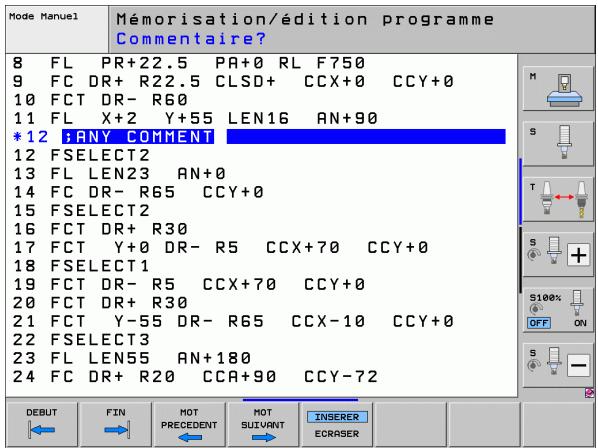
Fonctions pour l'edition du commentaire
| Fonction | Softkey |
| Aller au début du commentaire | DEBUT |
| Aller à la fin du commentaire | FIN |
| Aller au début d'un mot. Les mots doivent être séparés par un espace | MOT PRECÉDENT |
| Aller à la fin d'un mot. Les mots doivent être séparés par un espace | MOT SUIVÊNT |
| Commuter entre les modes Insérer et Ecraser | INSERER ECRASER |
4.2 Articulation de programmes
Définition, application
La TNC vous permet de commenter vos programmes d'usinage à l'aide de séquences d'articulation. Les séquences d'articulation sont des textes courts (37 caractères max) constitués de commentaires ou de titres pour les lignes de programme correspondantes.
Des séquences d'articulation judicieuses permettent une(Meilleure clarté et comprhension des programmes longs et complexes.
Des modifications ultérieures du programme sont ainsi plus facies. L'insertion de séquences d'articulation est possible à n'importe quels endroit du programme d'usinage. Une fenêtre dédiée permet non seulement de les afficher mais aussi de les modifier ou de les compléter.
Les points d'articulation insérés sont gérés par la TNC dans un fichier séparé (extension .SEC.DEP). Ainsi la vitesse de navigation à l'intérieur de la fenêtre d'articulation est améliorée.
Afficher la fenêtre d'articulation / changer de fenêtre active

Afficher la fenêtre d'articulation : sélectionner le partage d'écran PROGRAMME + ARTICUL.

Changer de fenêtre active : appuyer sur la softkey „Changer fenêtre"
Insérer une série d'articulation dans la fenêtre du programme (à gauche)
Sélectionner la série derrière laquelle vous désirez insérer la série d'articulation

Appuyer sur la softkey INSERER ARTICULATION ou sur la touche * du clavier ASCII
Introduire le texte d'articulation avec le clavier virtuel

Si nécessaire, modifier par softkey le retrait d'articulation
Selectionner des séquences dans la fenêtre d'articulation
Si vous sautez d'une articulation à une autre dans la fenêtre d'articulation, la TNC affiche simultanément la série dans la fenêtre du programme. Ceci vous permet de sauter rapidement de grandes parties de programme.
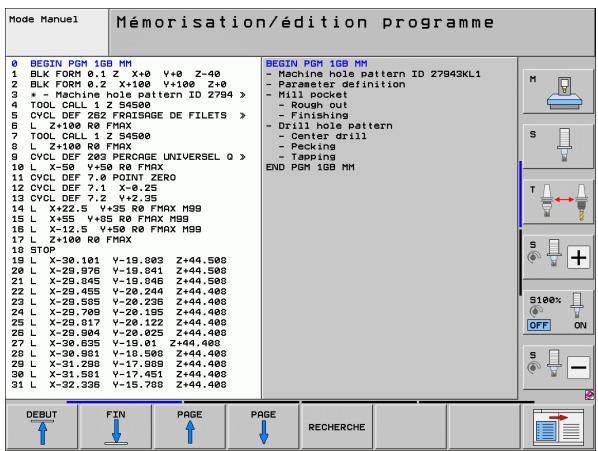
4.3 La calculatrice
Utilisation
La TNC dispose d'une calculatrice possédant les principales fonctions mathématiques.
Ouvrir ou fermer la calculatrice avec la touche CALC
Sélectionner les fonctions de calcul sur le clavier alphabétique au moyen de raccourcis. Les raccourcis sont en couleur sur la calculatrice
| Fonction de calcul | Raccourci (touche) |
| Addition | + |
| Soustraction | - |
| Multiplication | * |
| Division | : |
| Sinus | S |
| Cosinus | C |
| Tangente | T |
| Arc-sinus | AS |
| Arc-cosinus | AC |
| Arc-tangente | AT |
| Puisance | ^ |
| Extraire la racine carrée | Q |
| Fonction inverse | / |
| Calcul entre parentheses | () |
| PI (3.14159265359) | P |
| Afficher le résultat | = |
Transférer dans le programme une valeur calculée
Avec les touches fléchées, Sélectionner le mot dans lequel vous pouze transférer la valeur calculée
Avec la touche CALC, ouvrir la calculatrice et faire le calcul
Appuyer sur la touche „Validation de la position effective“ : la TNC enregistre la valeur calculée dans le champ de saisie actif et ferme la calculatrice
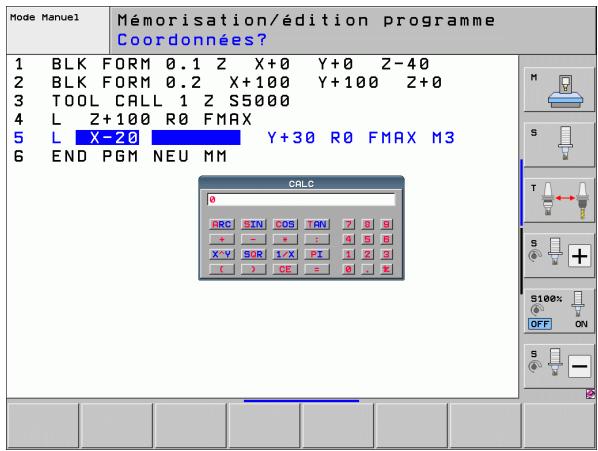
4.4 Graphique de programmation
Graphique de programmation simultané/non simultané
Simultanément à la création d'un programme, la TNC peut afficher un graphique filaire 2D du contourprogrammé.
Afficher le programme a gauche et le graphique a droite : appuyer sur la touche PARTAGE ECRAN et sur la softkey PGM + GRAPHIQUE

Softkey DESSIN AUTO sur ON. Simultanément à l'introduction des lignes du programme, la TNC affiche chaque élément de contour dans la fenêtre graphique de droite.
Quand l'affichage du graphique n'est pas souhaité, réglez la softkey DESSIN AUTO sur OFF.
DESSIN AUTO ON ne visualise pas les répétitions de parties de programme.
Exécution du graphique en programmation d'un programme existant
A l'aide des touches fléchéées, sélectionnez la série jusqu'à laquelle le graphique doit être exécuté ou appuyez sur GOTO et saisir directement le numéro de la série可以选择

Relancer le graphique: appuyer sur la softkey RESET + START
Autres fonctions :
| Fonction | Softkey |
| Créer le graphique de programmation en entier | RESET*START |
| Créer le graphique de programmation pas à pas | STARTPAS-A-PAS |
| Exécuter entièrement le graphique en programmation ou le finaliser après RESET + START | START |
| Stopper le graphique de programmation. Cette softkey n'apparaît que lorsque la TNC créé un graphique de programmation | STOP |
| Retracer le graphique de programmation, p. ex. si des lignes ont été effacées suite à des chevauchements | RETRACER |

Le graphique de programmation ne gère pas les fonctions d'inclinaison, la TNC émet dans ces cas un message d'erreur.
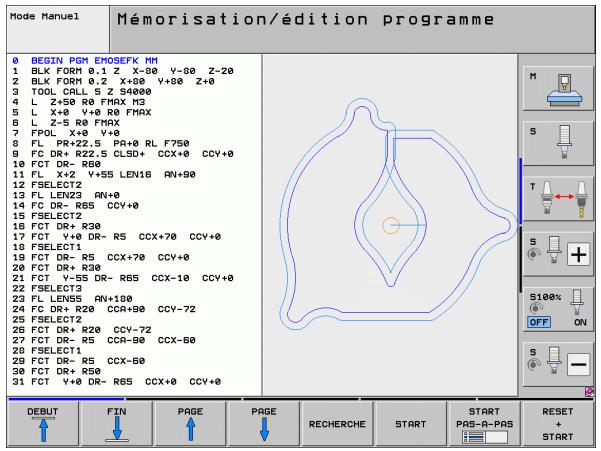
Afficher ou masquer les numérios de séquence


Commuter la barre de softkeys : voir figure
Afficher les nombres de séquence : régler la softkey AFFICHER OMETTRE NO SEQU. sur AFFICHER
Omettre les nombres de séquence : régler la softkey AFFICHER OMETTRE NO SEQU. sur OMETTRE
Effacer le graphique

EFFACER GRAPHISM
Commuter la barre de softkeys : voir figure
Effacer le graphique : appuyer sur la softkey EFFACER GRAPHIQUE
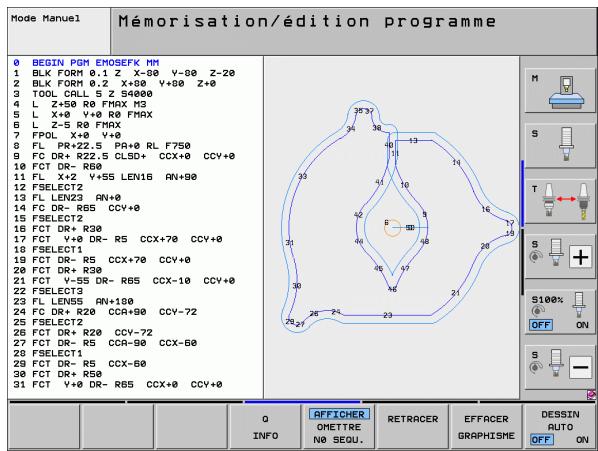
Agrandissement ou réduction d'une partie découlée
Vou puez définir vous-même un détaill pour le graphique. Sélectionner le détaill avec un cadre pour l'agrandissement ou la réduction.
Sélectionner la barre de softkeys pour l'agrandissement/ réduction du détail (deuxième barre, voir figure)
Les fonctions suivantes sont disponibles :
| Fonction | Softkey | |
| Afficher le cadre et le décaler. Pour décaler en continu, maintainir enfoncée la softkey concernée | ← | → |
| ↓ | ↑ | |
| Réduire le cadre – pour réduire en continu, maintainir enfoncée la softkey | ||
| Agrandir le cadre – pour agrandir en continu, maintainir enfoncée la softkey | ||

Avec la softkey DETAIL PIECE BRUTE, valider la zone selectionnee
La softkey PIECE BR. DITO BLK FORM vous permet de rétablier la découpe d'origine.
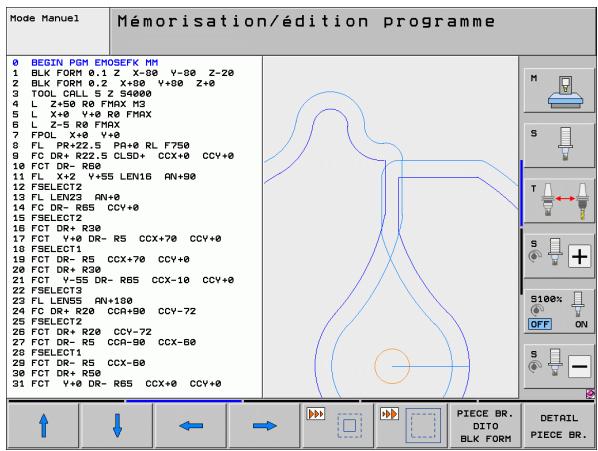
4.5 Graphique filaire 3D (fonction FCL2)
Application
Grçace au graphique filaire tridimensionnel, vous pouvez afficher les trajectories programmes de la TNC en 3D. Une puissant fonction zoom permet d'apercevoir rapidement les détails.
Grçé au graphique filaire 3D, vous pouvez notamment vérifier avant l'usinage les programmes élaborés sur un support externe. Ainsi vous visualisiez s'ils ne comportent pas d'irregularités et évitez les marques d'usinage indésirables sur la pièce. De telles marques d'usinage sont constatées notamment lorsque des points sont délivrés incorrectement par le postproesseur.
Afin de détecter rapidement les endroits où il y a un défaut, la TNC marque la série active de la fenêtre de gauche d'une autre couleur dans le graphique filaire 3D (par défaut : rouge).
Le graphique filaire 3D est visualisable en mode écran partagé ou en mode plein écran :
Commuter sur le partage de l'écran avec le programme à gauche et le graphisme filaire 3D à droite : appuyer sur la touche SPLIT SCREEN et sur la softkey PROGRAMME + LIGNES 3D
▶ Graphique filaire 3D en plein écran : appuyer sur la touche SPLIT SCREEN et sur la softkey LIGNES 3D
Fonctions du graphique filaire 3D
| Fonction | Softkey |
| Afficher le cadre du zoom et le décaler vers le haut. Pour décaler, maintainir enfoncée la softkey | ↑ |
| Afficher le cadre du zoom et le décaler vers le bas. Pour décaler, maintainir enfoncée la softkey | ↓ |
| Afficher le cadre du zoom et le décaler vers la gauche. Pour décaler, maintainir enfoncée la softkey | ← |
| Afficher le cadre du zoom et le décaler vers la droite. Pour décaler, maintainir enfoncée la softkey | → |
| Agrandir le cadre – pour agrandir, maintainir enfoncée la softkey | |
| Réduire le cadre – pour réduire, maintainir enfoncée la softkey | |
| Annuler l'agrandissement du détail pour que la TNC représentée la piece conformément à la BLK FORM programmée | PIECHE BR. DTTO BLK FORM |
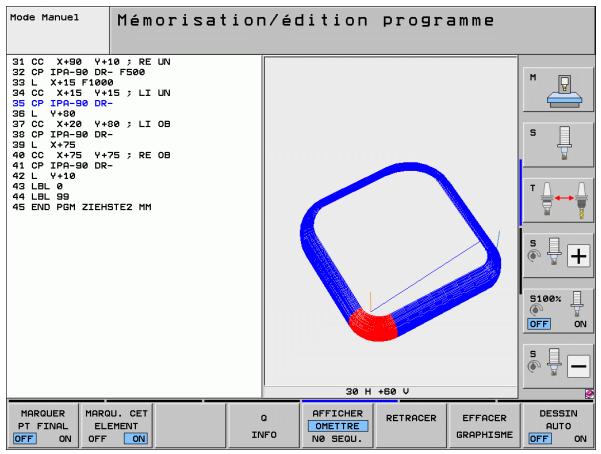
| Fonction | Softkey |
| Verifier la découverte | PR. CPTE DETRIL |
| Faire pivoter lapiece dans le sens horsaire | |
| Faire pivoter lapiece dans le sens anti-horaire | |
| Faire basculer lapiece vers l'arrière | |
| Faire basculer lapiece vers l'avant | |
| Agrandir pas à pas la représentation. Si la représentation a été agrandie, la TNC affiche la lettuce Z dans le pied de page de la fenêtre graphique | + |
| Réduire pas à pas la représentation Si la représentation a été réduite, la TNC affiche la lettuce Z dans le pied de page de la fenêtre graphique | - |
| Afficher lapiece à sa taille d'origine | 1:1 |
| Afficher lapiece dans la vue activée précédemment | DERNIÈRE VUE |
| Afficher/ne pas afficher par un point sur la ligne les points finaux programmes | MARQUER PT FINAL OFF ON |
| Sur le graphique filaire 3D, faire ressortir/ne faisaire ressortir en couleur la série CN sélectionnée dans la fenêtre de gauche | MARQUÉ, CET ELEMENT OFF ON |
| Afficher/ne pas afficher les numérodes de série | AFFICHER OMETRE No SEOU, |
Voussousquasiexploiterlegraphiquefilaire3Dàl'aide de la souris. Les fonctions suivantes sont disponible:
Pour faire pivoter tridimensionnellement le modele filaire représenté:maintenir enfoncée la touche droite de la souris et déplacer la souris. La TNC affiche un système de coordonnées qui represente l'orientation de la piece actuellement active. Lorsque vous relâchez la touche droite de la souris,la TNC oriente la piece avec l'orientation définie
Pour décaler le modele filaire représenté : maintenir enforcée la touche centrale ou la molette de la souris et déplacer la souris. La TNC décale la piece dans le sens correspondant. Lorsque vous relâchez la touche centrale de la souris, la TNC décale la piece à la position définie
Pour zoomer une zone donnée en utilisant la souris : maintainir enforcée la touche gauche de la souris pour marquer la zone de zoom rectangulaire. Lorsque vous relâchez la touche gauche de la souris, la TNC agrandit la piece en fonction de la zone définie
Pour accentuer ou réduire le zoom rapidement avec la souris : tourner la molette de la souris vers l'avant ou vers l'arrête
Faire dessortir en couleur les séquences CN dans le graphisme

MARQU, CET ELEMENT OFF ON
Commuter la barre de softkeys
Marquer en couleur dans le graphique filaire 3D la série CN sélectionnée dans la fenêtre gauche de l'écran :mettre la softkey MARQU.CET ÉLÉMENT OFF/ON sur ON
Marquer en couleur, dans le graphique filaire 3D, la séquence CN sélectionnée dans la fenêtre gauche de l'écran :mettre la softkey MARQU. CET ÉLÉMENT OFF/ON sur OFF
Afficher ou masquer les numéros de séquence

AFFICHER OMETIRE NB SEQU.
Commuter la barre de softkeys
Afficher les numérios de séquence : régler la softkey AFFICHER OMETTRE NO SEQU. sur AFFICHER
Omettre les numéroes de séquence : régler la softkey AFFICHER OMETTRE NO SEQU. sur OMETTRE
Effacer le graphique

EFFACER GRAPHISME
Commuter la barre de softkeys
Effacer le graphique : appuyer sur la softkey EFFACER GRAPHIQUE
4.6 Aide directe pour les messages d'erreur CN
Afficher les messages d'erreur
La TNC délivre automatiquement les messages d'erreur, notamment :
Iors de I'introduction de données erronées
en cas d'erreurs logiques dans le programme
Iorsque les elements du contour ne peuvent pas etre executes
Iors d'une utilisation du palpeur non conforme aux instructions
Un message d'erreur contenant le numero d'une série de programme a eté provoqué par cette série ou une série precedente. Effacez les messages avec la touche CE après avoir remédié à la cause de l'erreur. Acquitter les messages d'erreur qui doivent mener au crash de la commande en appuyant sur la touche END. La TNC redémarre.
Pour obtenir plus amples informations sur un message d'erreur en cours, appuyez sur la touche HELP. La TNC affiche alors une fenêtre décrivant l'origine de l'erreur et la manière d'y remédier.
Afficher l'aide
HELP
Afficher I'aide:appuyer sur la touche HELP
Consultation des descriptions d'erreur et possibités d'y remédier. La TNC affiche le cas échéant d'autres informations précieuses pour le technicien HEIDENHAIN lors de la recherche de pannes. Pour fermer la fenêtre d'aide et supprimer simultanément le message d'erreur en cours, appuyer sur la touche CE
Eliminer l'erreur conformément aux instructions affichées dans la fenêtre d'aide
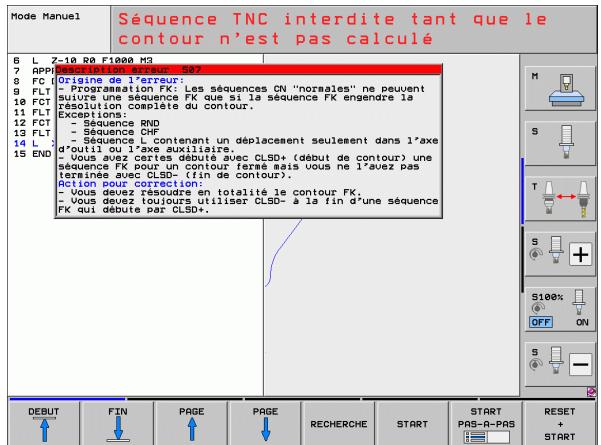
4.7 Lieste de tous les messages d'erreur en cours
Fonction
Cette fonction vous permet d'afficher une fenêtre auxiliaire à l'intérieur de laquelle la TNC affiche tous les messages d'erreur en cours. La TNC affiche non seulement les erreurs issues de la TNC mais aussi celles émises par le constructeur de votre machine.
Afficher la liste des erreurs
Vou pouve afficher la liste dés qu'au moins un message d'erreur est present :
FDR
Afficher la liste : appuyer sur la touche ERR
Vous pouvez selectionner avec les touches fléchées les messages d'erreur en cours
Avec la touche CE ou la touche DEL, vous faites disparaitre de la fenetre auxiliaire le message d'erreur actuellément selectionné. S'il n'este qu'un seul message d'erreur, vous fermez simultanément la fenetre auxiliaire
Fermer la fenêtre auxiliaire : appuyer à nouveau sur la touche ERR. Les messages d'erreur en cours sont conservés

En parallèle à la liste d'erreurs, vous pouvez également afficher dans une fenêtre séparée le texte d'aide associé : appuyez sur la touche HELP.
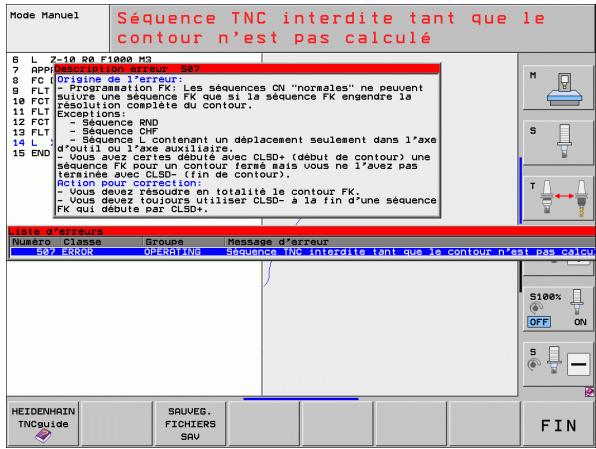
| Colonne | Signification |
| Numéro | Numéro d'erreur (-1 : Aucun numéro d'erreur défini) attribué par HEIDENHAIN ou par le constructeur de votre machine |
| Classe | Classe d'erreur. Définit la manière dont la TNC traite cette erreur : ■ ERROR Classe d'erreurs pour les erreurs qui déclenchent diverses réactions défectueuses selon l'état de la machine ou le mode de fonctionnement actif) ■ FEED HOLD Effacement de la validation d'avance ■ PGM HOLD Le déroulement du programme est interrompu (STIB clignote) ■ PGM ABORT Le déroulement du programme est interrompu (STOP INTERNE) ■ EMERG. STOP L'ARRET D'URGENCE est déclenché ■ RESET La TNC exécute un démarrage à chaud ■ WARNING Avertissement, le déroulement du programme se poursuit ■ INFO Message d'information, le déroulement du programme se poursuit |
| Groupe | Groupe. Définit la partie du logiciel du système d'exploitation où a été génééré le message d'erreur ■ OPERATING ■ PROGRAMMING ■ PLC ■ GENERAL |
| Message d'erreur | Texte d'erreur affché par la TNC |
Appeler le système d'aide TNCguide
Vous pouvez ouvrir le système d'aide de la TNC par softkey. Pour l'instant, le système d'aide vous fournit pour les erreurs les mêmes explications qu'en appuyant sur la touche HELP.

Si le constructeur de votre machine met aussi à votre disposition un système d'aide, la TNC affiche la softkey supplémentaire CONSTRUCT. MACHINE qui permet d'appeler ce système d'aide supplémentaire. Vous y trouvez d'autres informations détaillées du message d'erreur actuel.

Aide pour l'appeal des messages d'erreur HEIDENHAIN

Appeler l'aide, si elle existe, pour les messages d'erreurs spécifiques à la machine
Créer les fichiers de maintenance
Cette fonction vous permet d'enregistrer dans un fichier ZIP toutes les données pertinentes pour la maintenance. Les données correspondantes de la CN et de l'automate sont enregistrées par la TNC dans le fichier TNC:\service\service
Cas de figures pour la création d'un fichier de maintenance :
Appuyez sur la softkey SAUVEG. FICHIERS SAV après avoir actionné la touche ERR
à distance à l'aide du logiciel de transfert des données TNCremoNT
En cas de crash du logiciel CN dû à une erreur grave, la TNC géné automatiquement les fichiers de maintenance
Le constructeur de votre machine peut aussi provoquer la création automatique de fichiers de maintenance pour les messages d'erreur PLC
Le fichier de maintenance peut composer (entre autres) les données suivantes:
Fichier log
Fichier log PLC
Fichiers sélectionnés (.H/.I/.T/.TCH/.D) par tous les modes de fonctionnement
Fichiers .SYS
Paramètres-machine
Fichiers d'informations et fichiers de protocole du système d'exploitation (activable partiellement avec MP7691)
Contenus de mémoire PLC
Macros CN définies dans PLC:\NCMACRO.SYS
Informations relatives au matériel
A la demande du service après-vente, vous pouvez en outre creator une autre fichier de commande TNC:\service\userfiles.sys au format ASCII. La TNC rajoute alors dans le fichiers ZIP les données définies dans ce nouveau fichier.

Le fichier de maintenance contient toutes les données CN nécessaires pour rechercher les erreurs. Le fait de transférer le fichier de maintenance implique que vous acceptez que le constructeur de votre machine ou la société Dr Johannes HEIDENHAIN GmbH utilise ces données aux fins de diagnostic.
4.8 Système d'aide contextuelle TNCguide (fonction FCL3)
Application

Le système d'aide TNCguide n'est accessible que si vous commande dispose d'une mémoire vivé d'au moins 256 Mo et de l'option FCL3
Le système d'aide contextuelle TNCguide contient la documentation utilisé au format HTML. TNCguide est appelé avec la touche HELP et, selon le contexte, la TNC affiche parfois directement l'information correspondante (appel contextual). Mème lorsque vous étes en train d'editor une série CN, le fait d'appuyer sur la touche HELP permet généralement d'acceder à la page de la documentation où la fonction en cours est décrite.
Par défaut, la documentation est livrée en allemand et en anglais avec le logiciel CN concerné. Dans la mesure où les traductions sont disponibles, HEIDENHAIN propose notamment le téléchargement des autres langues conversationnelles (voir „Télécharger les fichiers d'aide actualisés" à la page 159).

La TNC essaire systématiquement de démarrer le TNCguide dans la langue du dialogue configurée sur votre TNC. Si les fichiers de cette langue de dialogue ne sont pas encore disponibles sur votre TNC, la commande ouvre alors la version anglaise.
Documentations utiliser disponibles dans le TNCguide :
■ Manuel d'utilisation dialogue conversationnel Texte clair (BHBKlartext.chm)
Manuel d'utilisation DIN/ISO (BHBIso.chm)
Manuel d'utilisation des cycles (BHBcycles.chem)
■ Manuel d'utilisation smarT.NC (format de poche, BHBSmart.chm)
■ Lieste de tous les messages d'erreur CN (errors.chm)
On dispose également du fichier-livre main.chm qui regroupe tous les fichiers chm existants.

Le constructeur de votre machine peut évientuellesment ajouter sa propre documentation dans le TNCguide. Ces documents apparaissent dans le fichier main.chm sous la forme d'un livre séparé.
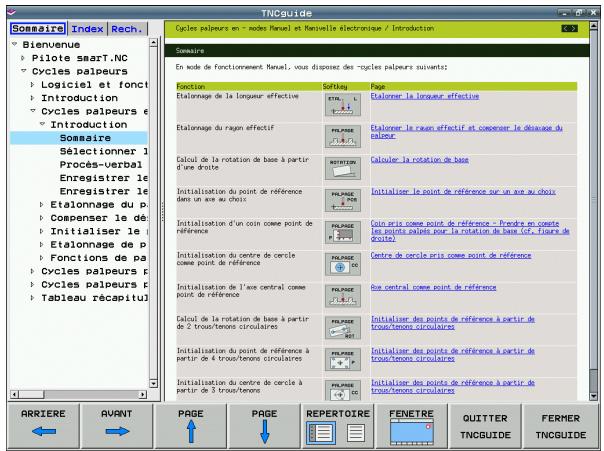
Travailler avec le TNCguide
Appeler le TNCguide
Pour ouvrir le TNCguide, il existe plusieurs possibilités :
Appuyer sur la touche HELP à condition que la TNC ne soit pas en train d'afficher un message d'erreur
Cliquer avec la souris sur les softkeys si l'on aAAParavant cliqué sur le symbole d'aide affiché en bas à droite de I'ecran
Ouvrir un fichier d'aide dans le gestionnaire de fichiers (fichier CHM). La TNC peut ouvrir n'importe quel fichier CHM, même si celui-ci n'est pas enregistré sur le disque dur de la TNC

Quand un ou plusieurs messages d'erreur sont présents, la TNC affiche directement l'aide sur les messages d'erreur. Pour pouvoir lancer le TNCguide, vous devez tout d'abord acquitter tous les messages d'erreur.
Lorsque vous appelez le système d'aide sur le poste de programmation et la version à deux proceseurs, la TNC lance le navigateur standard interne défini (généralement Internet Explorer); sur la version à un proceseur, elle lance un navigateur adapté par HEIDENHAIN.
Une appel contextuel rattaché à de nombreuses softkeys vous permet d'acceder directement à la description de la fonction de la softmax concernée. Cette fonction n'est disponible qu'en utilisant la souris. Procedez de la manière suivante :
Sélectionner la barre de softkeys contenant la softkey souhaitée
Avec la souris, cliquer sur le symbole de l'aide que la TNC affiche directement à droite, au dessus de la barre de softkeys : le pointeur de la souris se transforme en point d'interrogation
Avec ce point d'interrogation, cliquer sur la softkey dont vous pouze avoir l'explication : la TNC ouvre le TNCguide. S'il n'existe aucune rubrique pour la softkey que vous avez selectionnée, la TNC ouvre alors le fichier-livre main.chm dans lequel vous pouvez rechercher l'explication souhaitatione, soit manuellement en texte intégral ou en navigant
Mème si vous étés en train d'éditer une série CN, vous pouvez appeler l'aide contextuelle :
Sélectionner une série CN au besoin
Avec les touches fléchéées, déplacer le curseur dans la série CN
Appuyer sur la touche HELP : la TNC lance le système d'aide et affiche la description relative à la fonction en cours (ceci n'est pas valable pour les fonctions auxiliaires ou les cycles intégrés par le constructeur de votre machine)
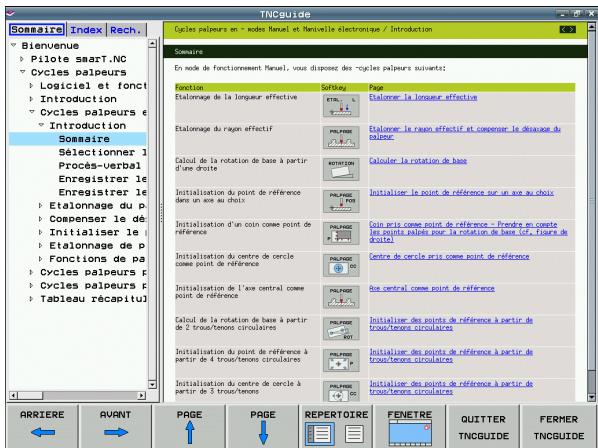
Naviguer dans TNCguide
Pour naviguer dans le TNCguide, le plus simple est d'utiliser la souris. Du côté gauche, vous apercevez la table des matieres. Enclinquant sur le triangle dont la pointe est orientee vers la droite, vous pouvez afficher les sous-chapitres, ou bien la page correspondante enclinquant directement sur la ligne voulue. L'utilisation est identique à celle de l'explorateur Windows.
Les liens (renvois) sont soulignés en bleu. Cliquer sur le lien pour ouvrir la page correspondante.
Bien sur, vous pouvez aussi utiliser le TNCguide avec les touches et les softkeys. Le tableau suivant contient un récapitulatif des touches et de leurs fonctions.

Les fonctions des touches décrites ci-dessous ne sont disponibles que sur la version à un processeur de la TNC.
| Fonction | Softkey |
| ■ Table des matières à gauche active : Sélectionner la ligne en dessous ou au dessus | ↓ ↑ |
| ■ Fenêtre de texte à droitie active : Décaler d'une page vers le bas ou vers le haut si le texte ou les graphiques ne sont pas affichés en totalité | |
| ■ Table des matières à gauche active : Développer la table des matières. Lorsque la table des matières ne peut plus être développée, retour à la fenêtre de droitie | → |
| ■ Fenêtre de texte à droitie active : Sans fonction | |
| ■ Table des matières à gauche active : Refermer la table des matières | ← |
| ■ Fenêtre de texte à droitie active : Sans fonction | |
| ■ Table des matières à gauche active : Afficher la page souhaitation à l'aide de la touche du curseur | ENT |
| ■ Fenêtre de texte à droitie active : Si le curseur se trouve sur un lien, saut à la page adressée | |
| ■ Table des matières à gauche active : Commuter les onglets entre l'affichage de la table des matières, l'affichage de l'index et la fonction de recherche en texte intégral et commutation sur l'écran de droitie | © |
| ■ Fenêtre de texte à droitie active : Retour à la fenêtre de gauche | |
| ■ Table des matières à gauche active : Sélectionner l'enregistrement en dessous ou au dessus ■ Fenêtre de texte à droite active : Sauter au lien suivant | |
| Sélectionner la dernière page affichée | ARRIÈRE |
| Feuilleter vers l'avant si vous avez utilisé à plusieurs reprises la fonction „ Sélectionner la的最后一page affichée“ | AVANT |
| Feuilleter d'une page en arrête | PAGE |
| Feuilleter d'une page en avant | PAGE |
| Afficher/occulter la table des matières | REPÉROITRE |
| Commuter entre l'affichage pleine page et l'affichage réduit. Avec l'affichage réduit, vous ne voirz plus qu'une partie de l'interface utilisé | FENETRE |
| Le focus passe en interne sur l'application TNC, ce qui vous permet d'utiliser la commande alors que le TNCguide est ouvert. Si le mode affichage pleine page est actif, la TNC réduit la taille de la fenêtre avant le changement de focus | QUIITTER TNCGUIDE |
| Fermer le TNCguide | FERNER TNCGUIDE |
Index des mots clefs
Les principaux mots clefs figurent dans l'index (onglet Index) et vous pouvez les selectionner en cliquant dessus avec la souris ou bien directement à l'aide des touches Curseur.
La page de gauche est active.

Selectionner I'onglet Index
Active le champ Mot clef
Introduire le mot à rechercher; la TNC synchronise alors l'index sur le mot recherché pour vous permettre de retrouver plusrapidement la rubrique (code) dans la liste proposée ou bien
Mettre en surbrillance la rubrique désirée avec la touche fléchée
Avec la touche ENT, afficher les informations sur la rubrique sélectionnee
Recherche de texte intégral
Avec l'onglet Rech., vous pouvez faire une recherche dans tout le TNCguide d'après un mot clef.
La page de gauche est active.

Sélectionner l'onglet Rech.
Active le champ Rech:
Introduire le mot à rechercher, valider avec la touche ENT : la TNC établit la liste de tous les endroits qui contiennent ce mot
Avec la touche du curseur,mettre en surbrillance l'endetroit choisi
Avec la touche ENT, afficher l'endetroit sélectionné

Vous ne pouvez utiliser la recherche de texte intégral qu'avac un seul mot.
Si vous activez la fonction Rech. seulmt dans titres, (avec la souris ou en positionnant le curseur et en appuyant ensuite sur la touche espace), la TNC ne recherche pas le texte complet mais seulement les titres.
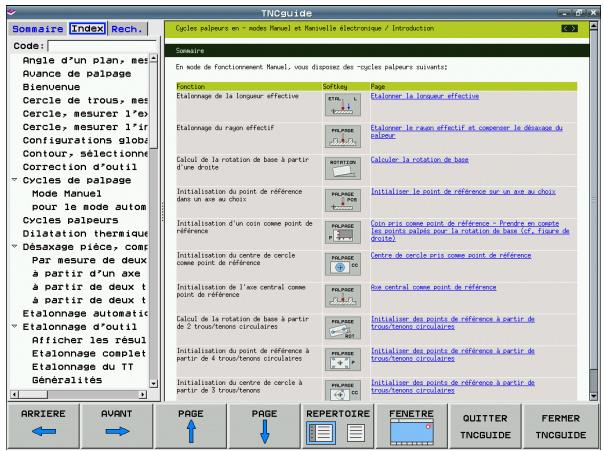
Télécharger les fichiers d'aide actualisés
Vous trouvez les fichiers d'aide correspondants au logiciel de votre TNC à la page d'accueil HEIDENHAIN www.heidenhain.fr sous :
Services et documentation
▶ Logiciels
Systeme d'aide iTNC 530
Numéro du logiciel CN de votre TNC, p. ex. 34049x-05
Sélectionner la langue désirée, p. ex., le français : vous découvert alors un fichier ZIP compteant les fichiers d'aide déquats
Telecharger le fichier ZIP et le décompresser
Transférer les fichiers CHM décompressés vers le répertoire TNC:\tncguide\de de la TNC ou dans le sous-repertoire de la langue correspondant (voir tableau suivant)

Si vous transférez les fichiers CHM vers la TNC en utilisant TNCremoNT, vous devez inscrire l'extension .CHM dans le sous-menu Fonctions spéciales>Configuration>Mode>Transfert en format binaire.
| Langue | Répertoire TNC |
| Allemand | TNC:\tncguide\de |
| Anglais | TNC:\tncguide\en |
| Tchêque | TNC:\tncguide\cs |
| François | TNC:\tncguide\fr |
| Italien | TNC:\tncguide\it |
| Espagnol | TNC:\tncguide\es |
| Portugais | TNC:\tncguide\pt |
| Suédois | TNC:\tncguide\sv |
| Danois | TNC:\tncguide\da |
| Finnois | TNC:\tncguide\fi |
| Néerlandais | TNC:\tncguide\nl |
| Polonais | TNC:\tncguide\rpl |
| Hongrois | TNC:\tncguide\hu |
| Russe | TNC:\tncguide\ru |
| Chinois (simplifié) | TNC:\tncguide\zh |
| Chinois (traditionnel) | TNC:\tncguide\zh-tw |
| Slovène (option de logiciel) | TNC:\tncguide\s1 |
| Norvégien | TNC:\tncguide\no |
| Slovaque | TNC:\tncguide\sk |
| Letton | TNC:\tncguide\1v |
| Coréen | TNC:\tncguide\kr |
| Estonien | TNC:\tncguide\et |
| Turc | TNC:\tncguide\tr |
| Roumain | TNC:\tncguide\ro |
| Lituanien | TNC:\tncguide\lt |

5
Programmation : Outils
5.1 Introduction des données d'outils
Avance F
L'avance F correspond à la vitesse en mm/min. (inch/min.) à laquelle le centre de l'outil se déplace sur sa trajectory. L'avance max. peut être définie pour chaque axe séparément, par paramètre-machine.
Introduction
Vous pouvez programmer I'avance dans la séquence TOOL CALL (appel d'outil) et dans chaque séquence de positionnement (voir „Créer des séquences de programme avec les touches de contourage" à la page 205) Dans les programmes en millimètres, introduisez l'avance en mm/min. et dans les programmes en pouces (à cause de la résolution), en 1/10ème de pouce/min.
Avance rapide
Pour l'avance rapide, introduisez F MAX. Pour introduire F MAX et répondre à la question de dialogue Avance F= ?, appuyez sur la touche ENT ou sur la softkey FMAX.

Pour effectuer un déplacement avec l'avance rapide de votre machine, vous pouvez aussi programmer la valeur numérique correspondante, par ex. F30000.
Contrairement à FMAX, cette avance rapide n'agit pas seulement séquentiellement, elle agit jusqu'à ce que vous programmiez une nouvelle avance.
Durée d'effet
L'avance programmée avec une valeur numérique reste active jusqu'à la série où une nouvelle avance a été programmée. F MAX n'est valable que pour la série dans laquelle elle a été programmée. ÀpRES une série avec F MAX, l'avance active est la derniere programmée avec une valeur numérique.
Modification en cours d'exécution du programme
Pendant l'exécution du programme, vous pouvez modifier l'avance à l'aide du potentiamètre d'avance F.
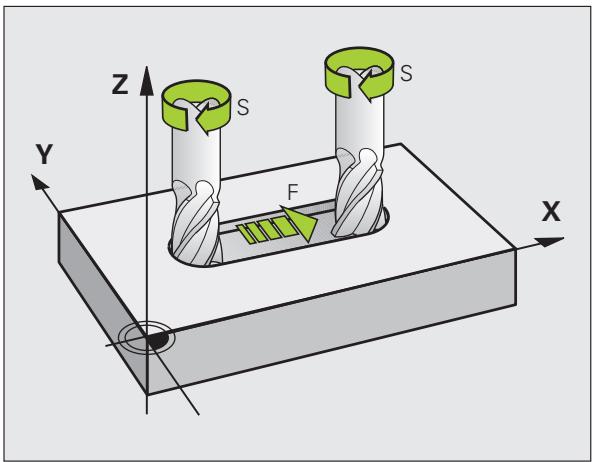
Vitesse de rotation broche S
Vous introduisez la vitesse de rotation broche S en tours par minute (tours/min.) dans une série TOOL CALL (appel d'outil). Comme alternative, vous pouvez aussi définir une vitesse de coupe Vc en m/min.
Dans le programme d'usinage, vous pouvez modifier la vitesse de rotation broche dans une série TOOL CALL en n'introduisant que la nouvelle vitesse de rotation broche :

▶ Programmer l'appoint d'util : appuyer sur la touche TOOL CALL
Sauter le dialogue Numéro d'outil? avec la touche NO ENT
Sauter le dialogue Axe de broche parallèle X/Y/Z ? avec la touche NO ENT
Dans le dialogue Vitesse de rotation broche S=?, introduire la nouvelle vitesse de rotation de la broche et valider avec la touche END ou bien commuter avec la softkey VC vers l'introduction de la vitesse de coupe
Modification en cours d'exécution du programme
Pendant l'exécution du programme, vous pouvez modifier la vitesse de rotation de la broche à l'aide du potentiamètre de broche S.
5.2 Données d'outils
Conditions requises pour la correction d'outil
Habituèlement, vous programmesz les coordonnées des opérations de contournage en utilisant les cotes du plan de la pièce. Pour que la TNC calcule la trajectory du centre de l'outil et soit donc en mesure d'exécuter une correction d'outil, vous devez introduire la longueur et le rayon de chaque outil utilisé.
Voupez introduire les données d'outils soit directement dans le programme à l'aide de la fonction TOOL DEF, soit séparément dans les tableaux d'outils. Si vous introduisez les données d'outils dans les tableaux, vous disposez alors d'autres informations relatives aux outils. Lors de l'exécution du programme d'usinage, la TNC prend en compte toutes les informations programmesées.
Numero d'outil, nom d'outil
Chaque outil est identifié avec un numéro compris entre 0 et 30000. Si vous travailliez avec les tableaux d'outils, vous pouvez en plus donner des noms aux outils. Les noms des outils peuvent Compterer jusqu'à 16 caractères.
L'outil numéro 0 est défini comme outil zéro; il a pour longueur L=0 et pour rayon R=0. Dans le tableau d'outils, vous devez également définir l'outil T0 avec L=0 et R=0.
Longueur d'outil L
Par principe, introduizez systématiquement la longueur d'outil L en longueur absolue se référant au point de référence de l'outil. Pour de nombreuses fonctions utilisées en liaison avec l'usinage multiaxes, la TNC doit-disposer impérativement de la longueur totale de l'outil.
Rayon d'outil R
Introduisez directement le rayon d'outil R.
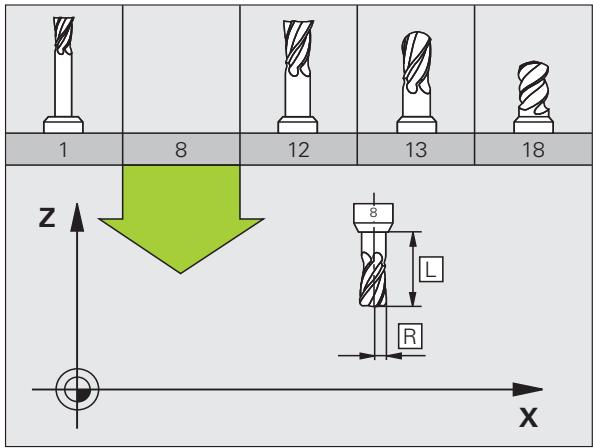
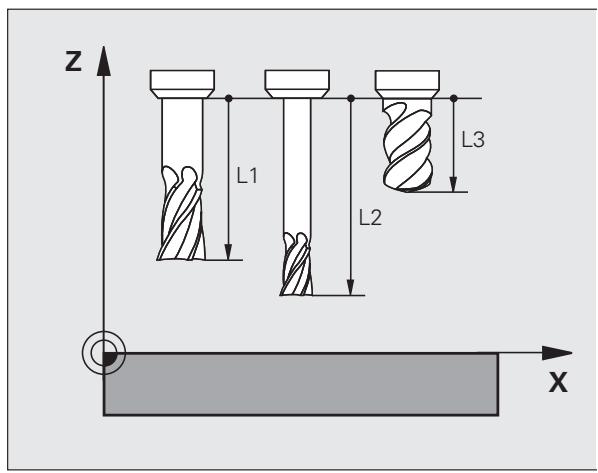
Valeurs Delta pour longueurs et rayons
Les valeurs Delta indiquent les écarts de longueur et de rayon des outils.
Une valeur Delta positive correspond à une surépaissieur (DL, DR, DR2>0). Pour usiner avec une surépaissieur, introduizez la valeur de surépaissieur dans l'appeil d'outil avec TOOL CALL.
Une valeur Delta négative correspond à une réduction d'épaisseur (DL, DR, DR2<0). Une sous-épaisseur est introduite dans le tableau d'outils dans le cas d'une usure d'outil.
Les valeurs Delta à introduire sont des valeurs numériques. Dans une série TOOL CALL, vous pouvez également introduire la valeur sous forme de paramètre Q.
Plage d'introduction : les valeurs Delta ne doivent pas excéder ±99,999 mm.

Les valeurs Delta issues du tableau d'outils influent sur la représentation graphique de l'outil. La représentation de la pièce lors de la simulation reste identique.
Les valeurs Delta issues de la série TOOL CALL modifiert, lors la simulation, la taille de la pièce représentée. La taille de l'outil en simulation reste identique.
Introduire les données d'outils dans le programme
Pour un outil donné, vous définissez une seule fois dans une série.
TOOL DEF le numéro, la longueur et le rayon :
Sélectionner la définition d'outil: appuyer sur la touche TOOL DEF

Numéro d'outil : pour désigner l'outil sans ambiguité
Longueur d'outil : valeur de correction de longueur
Rayon d'outil : valeur de correction de rayon

Pendant la dialogue, vous pouvez insérer directement la valeur de longueur et de rayon dans le champ du dialogue : appuyer sur la softkey de l'axe désiré.
Example
4 TOOL DEF 5 L+10 R+5
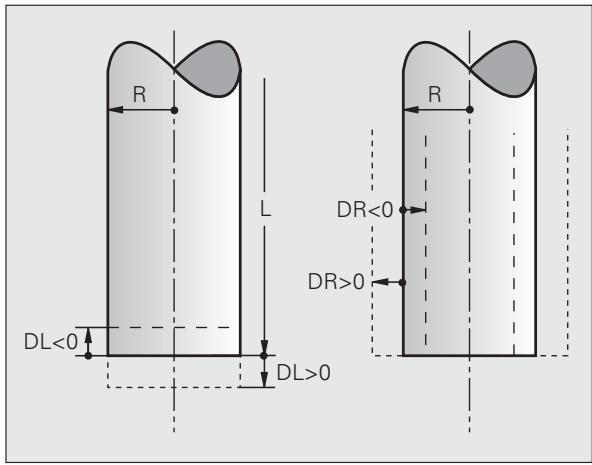
Introduire les données d'outils dans le tableau
Dans un tableau d'outils, vous pouvez définir jusqu'à 30000 outils et y mémoriser leurs données. À l'aide du paramètre-machine 7260, vous définissez le nombre d'outils que la TNC propose à l'ouverture d'un nouveau tableau. Consultez également les fonctions d'édition, plus loin dans ce chapitre. Afin de pouvoir introduire plusieurs valeurs de correction pour un outil donné (indexation du numéro d'outil), vous devez configurer le paramètre-machine 7262 de manière à ce qu'il soit différent de 0.
Vou devez utiliser les tableaux d'outils lorsque
vous utilisez des outils indexés, comme p. ex. des forets étagés avec plusieurs corrections de longueur (voir page 172)
Votrme est equipee d'un changeur d'outils automatique
■ vous désírezprocéder à l'étabonnage automatique d'outils avec le TT 130 (voir Manuel d'utilisation Cycles palpeurs)
■ vous désirez effectuer un évidement avec le cycle d'usinage 22 (voir Manuel d'utilisation des cycles, cycle EVIDEMENT)
■ vous désirez utiliser les cycles d'usinage 251 à 254 (voir Manuel d'utilisation des cycles, cycles 251 à 254)
vous désirez travailler avec le calcul automatique des données de coupe
Tableau d'outils : données d'outils standard
| Abrév. | Introductions | Dialogue |
| T | Numéro avec lequel l'outil est appelé dans le programme (p. ex. 5, indexation : 5.2) | - |
| NAME | Nom avec lequel l'outil est appelé dans le programme Plage d'introduction : 16 caractères max, majuscules seulement, pas d'espace) | Nom d'outil? |
| L | Valeur de correction pour la longueur d'outil L Plage d'introduction mm : -99999.9999 à +99999.9999 Plage d'introduction inch : -3936.9999 à +3936.9999 | Longueur d'outil? |
| R | Valeur de correction pour le rayon d'outil R Plage d'introduction mm : -99999.9999 à +99999.9999 Plage d'introduction inch : -3936.9999 à +3936.9999 | Rayon d'outil R? |
| R2 | Rayon d'outil R2 pour fraise torique (seulment correction rayon tridimensionnelle ou représentation graphique de l'asinage avec fraise torique) Plage d'introduction mm : -99999.9999 à +99999.9999 Plage d'introduction inch : -3936.9999 à +3936.9999 | Rayon d'outil R2? |
| DL | Valeur Delta pour longueur d'outil L Plage d'introduction mm : -99.9999 à +99.9999 Plage d'introduction inch : -3 937 à +3 937 | Surépaisson pour long. d'outil? |
| DR | Valeur Delta du rayon d'outil R Plage d'introduction mm : -99.9999 à +99.9999 Plage d'introduction inch : -3.937 à +3.937 | Surépaisson pour rayon d'outil? |
| DR2 | Valeur Delta du rayon d'outil R2 Plage d'introduction mm : -99.9999 à +99.9999 Plage d'introduction inch : -3.937 à +3.937 | Surépaisson pour rayon d'outil R2? |
| LCUTS | Longueur des dents de l'outil pour le cycle 22 Plage d'introduction mm : 0 à +99999.9999 Plage d'introduction inch : 0 à +3936.9999 | Longueur dont dans l'axe d'outil? |
| ANGLE | Angle max. de plongée de l'outil lors de la plongée pendulaire dans les cycles 22, 208 et 25x. Plage d'introduction : 0 à 90° | Angle max. de plongée? |
| TL | Bloquer l'outil (TL : de l'angl. Tool Locked = outil bloqué) Plage d'introduction : L ou espace | Outil bloqué? Oui = ENT / Non = NO ENT |
| RT | Numéro d'un outil jumeau - s'il existe - en tant qu'outil de rechange (RT : de l'angl. Replacement Tool = outil de rechange); voir aussi TIME2) Plage d'introduction : 0 à 65535 | Outil jumeau? |
| TIME1 | Durée d'utilisation max. de l'outil, en minutes. Cette fonction dépend de la machine. Elle est désrite dans le manuel de la machine Plage d'introduction : 0 à 9999 Minutes | Durée d'utilisation max.? |
| TIME2 | Durée d'utilisation max. de l'outil pour un TOOL CALL, en minutes : si la durée d'utilisation actuelle atteint ou dépasse cette valeur, la TNC installe l'outil jumeau lors du prochain TOOL CALL (voir également CUR_TIME) Plage d'introduction : 0 à 9999 Minutes | Durée d'util. max. avec TOOL CALL? |
| CUR_TIME | Durée d'utilisation actuelle de l'outil, en minutes : la TNC comptabilise automatiquement la durée d'utilisation CUR_TIME (de l'anglais CURrent TIME = durée actuelle/en cours). Pour les outils usagés, vous pouvez attribuer une valeur par défaut Plage d'introduction : 0 à 99999 Minutes | Durée d'utilisation actuelle? |
| DOC | Commentaire sur l'outil Plage d'introduction : 16 caractères max | Commentaire sur l'outil? |
| PLC | Information concernant cet outil et devant être transmise à l'automate PLC Plage d'introduction : 8 caractères codés en bits | Etat PLC? |
| PLC-VAL | Pour cet outil, valeur qui doit être transmise au PLC Plage d'introduction : -99999.9999 à +99999.9999 | Valeur PLC? |
| PTYP | Type d'util pour exploitation dans tableau d'emplacements Plage d'introduction : 0 à +99 | Type outil pour tableau emplacements? |
| NMAX | Liminé de vitesse de rotation broche pour cet outil. La commande contrôle à la fois la valeur programmée (message d'erreur) et une augmentation de la vitesse de rotation avec le potentiamètre. Fonction inactive : introduire - Plage d'introduction : 0 à +99999, fonction inactive : Introduire - | Vitesse rotation max [t/min.]? |
| LIFTOFF | Pour définiir si la TNC doit dégager l'outil lors d'un arrêt CN dans le sens positif de l'axe d'outil afin d'éviter les traces de dégagement sur le contour. Si vous avez défini Y, la TNC rétracts l'outil du contour jusqu'à 30 mm si cette fonction a été activée avec M148 dans le programme CN (voir „Eloigner l'outil automatique du contour lors d'un stop CN : M148" à la page 371) Introduction : Y et N | Relever 1'outil Y/N ? |
| P1 ... P3 | Fonction machine : transfert d'une valeur au PLC. Consulter le manuel de la machine Plage d'introduction : -99999.9999 à +99999.9999 | Valeur? |
| KINEMATIC | Fonction machine : description de la cinématique pour les têtes de fraisse à renvoi d'angle prises en compte par la TNC, en complément de la cinématique-machine active. Sélectionner les descriptions de cinématique disponibles avec la softkey AFFECTOR CINÉMATIQUE (voir également „Cinématique du porte-à-tuts" à la page 175) Plage d'introduction : 16 caractères max | Description kinématique supplém.? |
| T-ANGLE | Angle de pointe de l'outil. Est utilisé par le cycle Centrage (cycle 240) pour pouvoir calculer la profondeur de centrage à partir de la valeur introduite pour le diamètre Plage d'introduction : -180 à +180° | Angle pointe (type DRILL+CSINK)? |
| PITCH | Pas de vis de l'outil (actuellesment encore inopérant) Plage d'introduction mm : 0 à +99999.9999 Plage d'introduction inch : 0 à +3936.9999 | Pas de vis (seult out. type TAP)? |
| AFC | Valeur de configuration pour l'asservissement adaptatif de l'avance AFC que vous avez définie dans la colonne NAME du tableau AFC.TAB. Avec la softkey AFFECTOR CONFIG. ASSERV.AFC (3ème barre de softkeys), valider la(Strategie d'asservissement Plage d'introduction : 10 caractères max | Stratégie d'asservissement? |
| DR2TABLE | Option logiciel 3D-ToolComp: introduire le nom du tableau des valeurs de correction, à partir duquel la TNC prélève la valeur delta du rayon DR2dépendant de l'angle (voir également „Correction de rayon d'outil 3D en fonction de l'angle d'attaque (option de logiciel 3D-ToolComp)“ à la page 491) Plage d'introduction : 16 caractères max sans extension de fichier | Tableau de valeurs de correction? |
| LAST_USE | Date et heures, auxquelles la TNC a changé l'outil la dernière fois avec TOOL CALL Plage d'introduction : 16 caractères max, format défini en interne : Date = JJJJ.MM.TT, Heure = hh.mm | Date/heure dernier appel d'outil? |
Tableau d'outils : données d'outils pour l'étalonnage automatique d'outils
| Description des cycles pour l'étalonnage automatique d'outils : voir Manuel d'utilisation des cycles | ||
| Abrév. | Introductions | Dialogue |
| CUT | Nombre de dents de l'outil (99 dents max.) | Nombre de dents? |
| Plage d'introduction : 0 à 99 | ||
| LTOL | Écart admissible par rapport à la longueur d'outil L pour la détection d'usure. Si la valeur introduite est dépassée, la TNC bloque l'outil (état L). Plage d'introduction : 0 à 0,9999 mm | Tolérance d'usure : Longueur? |
| Plage d'introduction mm : 0 à +0.9999 | ||
| Plage d'introduction inch : 0 à +0.03936 | ||
| RTOL | Écart admissible par rapport au rayon d'outil R pour la détection d'usure. Si la valeur introduite est dépassée, la TNC bloque l'outil (état L). Plage d'introduction : 0 à 0,9999 mm | Tolérance d'usure : Rayon? |
| Plage d'introduction mm : 0 à +0.9999 | ||
| Plage d'introduction inch : 0 à +0.03936 | ||
| Abrév. | Introductions | Dialogue |
| R2TOL | Écart admissible par rapport au rayon d'outil R2 pour la détention d'usure. Si la valeur introduite est dépassée, la TNC bloque l'outil (état L). Plage d'introduction : 0 à 0,9999 mmPlage d'introduction mm : 0 à +0.9999Plage d'introduction inch : 0 à +0.03936 | Tolérance d'usure : Rayon 2? |
| DIRECT. | Sens de coupe de l'outil pour l'étalonnage avec outil en rotation | Sens rotation palpage (M3 = -)? |
| TT:R-OFFS | Étalonnage de la longueur : décalage de l'outil entre le centre de la tige et le centre de l'outil. Valeur par défaut : rayon d'outil R (touche NO ENT génére R)Plage d'introduction mm : -99999.9999 à +99999.9999Plage d'introduction inch : -3936.9999 à +3936.9999 | Décalage outil : Rayon? |
| TT:L-OFFS | Étalonnage du rayon : décalage supplémentaire de l'outil pour MP6530 entre l'arête supérieure de la tige de palpage et l'arête inférieure de l'outil. Valeur par défaut : 0Plage d'introduction mm : -99999.9999 à +99999.9999Plage d'introduction inch : -3936.9999 à +3936.9999 | Décalage outil : Longueur? |
| LBREAK | Écart admissible par rapport à la longueur d'outil L pour la détention de rupture. Si la valeur introduite est dépassée, la TNC bloque l'outil (état L). Plage d'introduction : 0 à 0,9999 mmPlage d'introduction mm : 0 à 0.9999Plage d'introduction inch : 0 à +0.03936 | Tolérance de rupture : Longueur? |
| RBREAK | Écart admissible par rapport au rayon d'outil R pour la détention de rupture. Si la valeur introduite est dépassée, la TNC bloque l'outil (état L). Plage d'introduction : 0 à 0,9999 mmPlage d'introduction mm : 0 à 0.9999Plage d'introduction inch : 0 à +0.03936 | Tolérance de rupture : Rayon? |
Tableau d'outils : données d'outils pour le calcul automatique de la vitesse de rotation/de l'avance
| Abrév. | Introductions | Dialogue |
| TYPE | Type d'outil : Softkey AFFECTER TYPE D'OUTIL (3ème barre de softkeys) ; la TNC ouvre une fenêtre où vous pouvez sélectionner le type de l'outil. Seuls les types d'outsils DRILL et MILL sont actuellément assortis de fonctions | Type d'outil? |
| TMAT | Matière de coupe de l'outil : Softkey AFFECTER MATIERE DE COUPE (3ème barre de softkeys); la TNC ouvre une fenêtre où vous pouvez sélectionner la matière de coupe Plage d'introduction : 16 caractères max | Matière de l'outil? |
| CDT | Tableau de données de coupe : Softkey SELECT. CDT (3ème barre de softkeys) ; la TNC ouvre une fenêtre où vous pouvez sélectionner le tableau de données de coupe Plage d'introduction : 16 caractères max | Nom du tableau technologique ? |
Tableau d'outils : données d'outils pour les palpeurs 3D à commutation (seulement si le bit1 est mis à 1 dans PM7411 ; voir également Manuel d'utilisation Cycles palpeurs)
| Abrév. | Introductions | Dialogue |
| CAL-0F1 | Lors de l'étalonnage, la TNC inscrit dans cette colonne le décalage dans l'axe principal d'un palpeur 3D si un numéro d'outil est indiqué dans le menu d'étalonnage | Décalage palp. dans axe principal? |
| Plage d'introduction mm : -99999.9999 à +99999.9999 | ||
| Plage d'introduction inch : -3936.9999 à +3936.9999 | ||
| CAL-0F2 | Lors de l'étalonnage, la TNC inscrit dans cette colonne le décalage dans l'axe secondaire d'un palpeur 3D si un numéro d'outil est indiqué dans le menu d'étalonnage | Décalage palp. dans axe secondaire? |
| Plage d'introduction mm : -99999.9999 à +99999.9999 | ||
| Plage d'introduction inch : -3936.9999 à +3936.9999 | ||
| CAL-ANG | Lors de l'étalonnage, la TNC inscrit l'angle de broche avec lequel un palpeur 3D a été étalonné, si un numéro d'outil est indiqué dans le menu d'étalonnage | Angle broche PDT l'étalonnage? |
| Plage d'introduction : -360 à +360° |
Editor les tableaux d'outils
Le tableau d'outils variable pour l'exécution du programme a pour nom TOOL.T. TOOL.T doit être mémorisé dans le repertoire TNC:\ et ne peut être edited que dans l'un des modes de fonctionnement Machine. Attribuez un autre nom de fichier avec l'extension .T aux tableaux d'outils que vous pouze archiver ou utiliser pour le test du programme.
Ouvrir le tableau d'outils TOOL.T :
Sélectionner n'importe quel mode Machine

Sélectionner le tableau d'outils : appuyer sur la softkey TABLEAU D'OUTILS

Mettre la softkey EDITER sur „ON“
Ouvrir n'importe quel autre tableau d'outils
Sélectionner le mode Mémorisation/édition de programme

Appeler le gestionnaire de fichiers
Afficher le besoin de types de fichiers : appuyer sur la softkey SELECT. TYPE
Afficher les fichiers de type .T: appuyer sur la softkey AFFICHE .T.
Sélectionner un fichier ou introduire un nouveau nom de fichier. Validez avec la touche ENT ou avec la softkey SELECT.
Si vous avez ouvert un tableau d'outils pour l'éditer, à l'aide des touches fléchéées ou des softkeys, vous pouvez déplacer la surbrillance dans le tableau et à n'importe qu'elle position. A n'importe qu'elle position, vous pouvez replacer les valeurs mémorisées ou introduire de nouvelles valeurs. Autres fonctions d'édition : voir tableau suivant.
Lorsque la TNC ne peut pas afficher simultanément toutes les positions du tableau d'outils, le curseur affiche en haut du tableau le symbole ou .
| Fonctions d'edition pour tableaux d'outils | Softkey |
| Sélectionner le début du tableau | DEBUT |
| Sélectionner la fin du tableau | FIN |
| Sélectionner la page précédente du tableau | PAGE |
| Sélectionner la page suivante du tableau | PAGE |
| Chercher le nom d'util dans le tableau | CHERCHER NOM DE L'OUTIL |
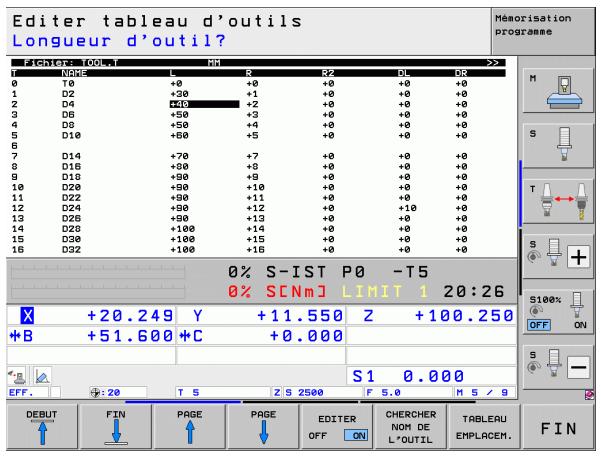
| Fonctions d'édition pour tableaux d'outils | Softkey |
| Représenter les informations sur les outils en colonnes ou représentier toutes les informations concernant un outil sur une page d'écran | LISTE FORMULAIR |
| Saut au début de la ligne | DEBUT Lignite ← |
| Saut en fin de ligne | FIN Lignite → |
| Copier le champ en surbrillance | COPIER VALEUR ACTUELLE |
| Insérer le champ copiedé | INSERER VALEUR COPIEE |
| Ajouter le nombre de lignes possibles (outils) en fin de tableau | AJOUTER N LIGNES A LA FIN |
| Insérer la ligne avec numéro d'outil indexé derrière la ligne actuelle. La fonction n'est active que si vous doivent enregistrer plusieurs valeurs de correction pour un outil (paramètre-machine 7262 différent de 0). Derrière le dernier index, la TNC ajoute une copie des données d'outils pour la 1ère'utilisation : p. ex. forets étagés avec plusieurs corrections de longueur | INSERER Lignite |
| Effacer la ligne courante (outil), la TNC efface le contenu de la ligne du tableau. Si l'outil à effacer est enregistré dans le tableau d'emplacement, alors le comportement de cette fonction dépend du paramètre machine 7263 (voir „Liste des paramètres utilisateurs généraux" à la page 657) | EFFACER Lignite |
| Afficher/ne pas afficher numérods d'emplacement | NO EMPL. H RAFFICHAGE OCCULT. |
| Afficher tous les outils/n'afficher que les outils mémorisés dans le tableau d'emplacements | OUTILS RAFFICHAGE OCCULT. |
Quitter le tableau d'outils
Appeler le gestionnaire de fichiers et selectionner un fichier d'un autre type, p. ex. un programme d'usinage
Remarques concernant les tableaux d'outils
Le paramètre machine 7266.x vous permet de définir quelles données vous pouvez introduire dans un tableau d'outils ainsi que l'ordre dans lequel elles doivent être exécutées.

Voussoupiezremplacerdescolonnesou lignesdonnées dansuntableudodoutilsparlecontenud'unautre fichier. Conditions:
Le fichier-cible doit deja exister
Le fichier à copier ne doit containir que les colonnes (lignes) à replacer
Copier des colonnes ou lignes données à l'aide de la softkey REMPLACER CHAMPS (voir „Copier un fichier donné" à la page 117).
Cinématique du porte-ouutils

Pour pouvoir calculer la cinématique du porte-oudits, la TNC doit être adaptée par le constructeur de votre machine. En particulier, le constructeur de la machine doitmettre à disposition les cinématiques des porte-oudits correspondantes ou celles qui sont paramétrées. Consultez le manuel de la machine!
Dans le tableau d'outils TOOL.T, vous pouvez si nécessaire attribuer à chaque outil une kinématique supplémentaire de porte-outsils dans la colonne KINEMATIC. Dans le cas le plus simple, cette kinématique de porte-outsils peut simuler le cône pour pouvoir en tener compte lors du contrôle dynamique anti-collision. Vous pouvez en outre utiliser cette fonction pour intégrer facilement les têtes à renvoi d'angle dans la kinématique de la machine.

HEIDENHAIN propose des cinématiques de porte-outils pour les palpeurs HEIDENHAIN. En cas de besoin, adressez vous à HEIDENHAIN.
Affecter une cinématique de porte-outil
Pour affecter un outil à une cinématique de porte-outil, procédez de la manière suivante :
Sélectionner n'imporce quel mode Machine

Sélectionner le tableau d'outils : appuyer sur la softkey TABLEAU D'OUTILS
Mettre la softkey EDITER sur „ON“
Choisir la dernière barre de softmax
Afficher la liste des cinématiques disponibles : la TNC affiche toutes les cinématiques des porte-outils (fichiers .TAB) et toutes les cinématiques de porte-outils paramétrées par vous-même (fichiers .CFX)
Sélectionner la cinématique désirée avec les touches fléchéées etVerifier avec la touche ENT


Faire attention aux indications concernant la gestion des porte-outil en liaison avec le contrôle dynamique anticollision DCM :(voir „Gestion des porte-ouilis (optionlogiciel DCM)“ à la page 394)
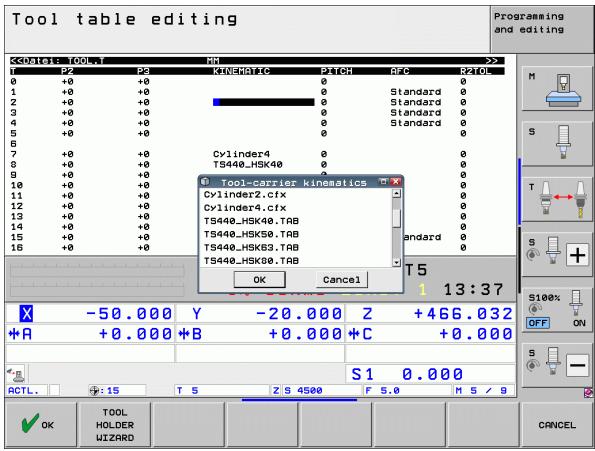
Remplacer des données d'outils individuellement à partir d'un PC externe
Le logiciel de transfert de données TNCremoNT de HEIDENHAIN permet, à partir d'un PC externe, de replacer de manière particulièrement facile n'importe quelles données d'outils (voir „Logiciel de transfert des données" à la page 625). Vous,rentonrez ce cas d'application quand vous déterminez les données d'outils sur banc de pré-réglage, et qu'ensuite vous souhaitez les transférer à la TNC. Tenez compte de la procédure suivante :
Copier le tableau d'outils TOOL.T sur la TNC, p. ex. vers TST.T
Démarrer sur le PC le calcul de transfert de données TNCremoNT
Etablir la liaison vers la TNC
Transférer vers le PC le tableau d'outils TST.T copié
A l'aide de n'importe quel éditeur de texte, réduire le fichier TST.T aux lignes et colonnes qui doivent être modifiées (voir figure). Veiller à ce que l'en-tête ne soit pas modifiée et que les données soient toujours alignées dans la colonne. Il n'est pas impératif que les numérods d'outils (colonne T) se suivent
Dans TNCremoNT, selectionner le sous-menu
Pour transférer le fichier TST.T vers la TNC, introduire la commande suivante et l'exécuter avec Entrée (voir figure): put tst.t tool.t /m

Lors du transfert, seules sont remplacées les données d'outils qui sont définies dans le fichier partiel (par exemple TST.T). Toutes les autres données d'outils du tableau TOOL.T restentinchangées.
Pour voir comment copier les tableaux d'outils à l'aide du gestionnaire de fichiers de la TNC, reportez-vous au gestionnaire de fichiers (voir „Copier un tableau“ à la page 119).
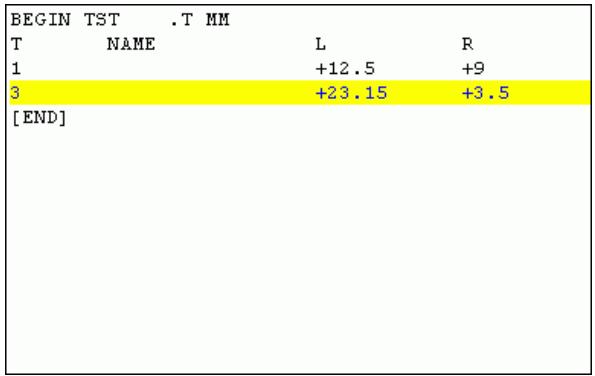
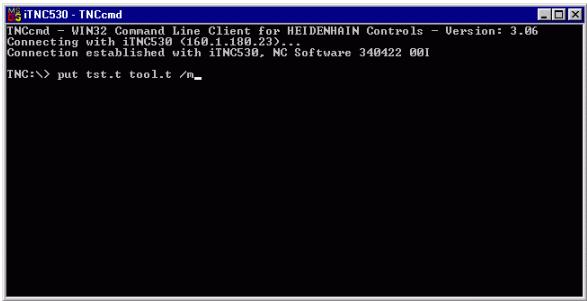
Tableau d'emplacements pour changeur d'outils

Le constructeur de la machine adapte à votre machine l'étendue des fonctions du tableau d'emplacements. Consultez le manuel de la machine!
Pour le changement automatique d'outil, vous avez besoin du tableau d'emplacements TOOL_P.TCH. La TNC gere plusieurs tableaux d'emplacements avec des noms de fichiers au choix. Pour activer le tableau d'emplacements destiné à l'exécution du programme, Sélectionnez-le avec le gestionnaire de fichiers dans un mode d'exécution de programme (état M). Afin de pouvoir gérer plusieurs magasins dans un tableau d'emplacements (indexation du numéro d'emplacement), vous devez configurer les paramètres-machine 7261.0 à 7261.3 différents de 0.
La TNC peut:gérer dans le tableau d'emplacements jusqu'à 9999 emplacement de magasin.
Editor un tableau d'emplacements en mode Exécution de programme

Sélectionner le tableau d'outils : appuyer sur la softkey TABLEAU D'OUTILS

Sélectionner le tableau d'emplacements : appuyer sur la softkey TABLEAU EMPLACEMENTS

Mettre la softkey EDITER sur ON. Le cas échéant, ceci peut s'avérer inutile ou impossible sur votre machine : consultez le manuel de la machine
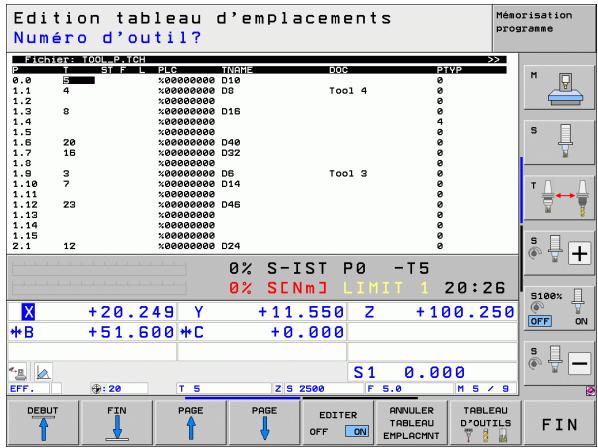
Sélectionner le tableau d'emplacements en mode Mémorisation/ Edition de programme
PGM MGT
Appeler le gestionnaire de fichiers
Afficher le besoin de types de fichiers : appuyer sur la softkey SELECT. TYPE
Afficher les fichiers de type .TCH : appuyer sur la softkey TCH FILES (deuxieme barre de softkeys)
Sélectionner un fichier ou introduire un nouveau nom de fichier. Validez avec la touche ENT ou avec la softkey SELECT.
| Abrév. | Données | Dialogue |
| P | Numéro d'emplacement de l'outil dans le magasin | - |
| T | Numéro d'outil | Numéro d'outil? |
| ST | L'outil est un outil spécial (ST : de l'angl. Special Tool = outil spécial) ; siVote outil spécial occupe plusieurs places avant et après sa place, vousdevez bloquer l'emplacement correspondant dans la colonne L (état L) | Outil spécial? |
| F | Remettre l'outil toujours au même emplacement dans le magasin (F : de l'angl. Fixed = fixe) | Emplac. défin? Oui = ENT/ Non = NO ENT |
| L | Bloquer l'emplacement (L : de l'angl. Locked = bloqué, voir également colonne ST) | Emplac. bloqué ? Oui = ENT / Non = NO ENT |
| PLC | Information concernant cet emplacement d'outil et devant être transmise au PLC | Etat PLC? |
| TNAME | Affichage du nom d'outil dans TOOL.T | - |
| DOC | Affichage du commentaire sur l'outil à partir de TOOL.T | - |
| PTYP | Type d'outil. La fonction est définie par le constructeur de la machine.Consulter la documentation de la machine | Type outil pour tableau emplacements? |
| P1 ... P5 | La fonction est définie par le constructeur de la machine. Consulter la documentation de la machine | Valeur? |
| RSV | Réservation d'emplacements pour magasin à plateau | Réserve.emplac.:Oui=ENT/Non = NOENT |
| LOCKED_ABOVE | Magasin à plateau : bloquer l'emplacement supérieur | Bloquer 1'emplacement supérieur? |
| LOCKED_BELOW | Magasin à plateau : bloquer l'emplacement inférieur | Verrouiller emplacement inférieur? |
| LOCKED_LEFT | Magasin à plateau : bloquer l'emplacement de gauche | Bloquer 1'emplacement de gauche? |
| LOCKED_RIGHT | Magasin à plateau : bloquer l'emplacement de droite | Bloquer 1'emplacement de droite? |
| S1 ... S5 | La fonction est définie par le constructeur de la machine. Consulter ladocumentation de la machine | Valeur? |
| Fonctions d'édition pour tableaux d'emplacements | Softkey |
| Sélectionner le début du tableau | DEBUT |
| Sélectionner la fin du tableau | FIN |
| Sélectionner la page précédente du tableau | PAGE |
| Sélectionner la page suivante du tableau | PAGE |
| Annuler le tableau d'emplacements | ANNULER TABLEAU EMPLAÇNTH |
| Annuler la colonne numéro d'util T | RESET COLONNE T |
| Saut au début de la ligne suivante | Lignite SUIVANTE |
| Réinitialiser la colonne à sa configuration par défaut. Valable uniquement pour les colonnes RSV, LOCKED_ABOVE, LOCKED_BELOW, LOCKED_LEFT et LOCKED_RIGHT | RESET COLONNE |
Appeler les données d'outils
Vous programmez un appel d'outil TOOL CALL dans le programme d'usinage avec les données suivantes :
Sélectionner l'appoint d'outil avec la touche TOOL CALL

Numéro d'outil: introduire le numéro ou le nom de l'outil. Vous avez précédemment défini l'outil dans une séquence TOOL DEF ou dans le tableau d'outsils. Avec la softkey NOM OUTIL, commuter vers l'introduction du nom. La TNC met automatiquement le nom d'outil entre guillemets. Les noms se référent à ce qui a été introduit dans le tableau d'outsils actif TOOL.T. Pour appeler un outil avec d'autres valeurs de correction, introduizez l'index défini dans le tableau d'outsils derrière un point décimal. Avec la softkey SELECT., vous pouvez ouvrir une boîte de dialogue dans laquelle vous pouvez Sélectionner directement (sans avoir à indiquer son numéro ou son nom) un outil défini dans le tableau d'outsils TOOL.T: voir également „Editer les données d'outsils dans la fenêtre de sélection" à la page 181
Axebroche paralléle X/Y/Z: introuuire l'axe d'outil
Vitesse de rotation broche S : introduire directement la vitesse de rotation broche ou laisser à la TNC le soin de la calculer si vous travailliez avec les tableaux de données de coupe. Pour cela, appuyez sur la Softkey S CALCUL. AUTO. La TNC limite la vitesse de rotation broche à la valeur max. définie dans le paramètre-machine 3515. En alternative, vous pouvez définir une vitesse de coupe Vc [m/min.]. Pour cela, appuyez sur la softkey VC.
Avance F: Introduire directement l'avance ou laisser à la TNC le soin de la calculer si vous travailliez avec les tableaux de données de coupe. Pour cela, appuyez sur la Softkey F CALCUL AUTO. La TNC limite l'avance à l'avance max. de l",axe le plus lent" (définie dans le paramètre-machine 1010). F est active jusqu'à ce que vous programmiez une nouvelle avance dans une séquence de positionnement ou dans une séquence TOOL CALL
Surépaissur de longueur d'outil DL : valeur Delta de longueur d'outil
Surépaïsseur du rayon d'outil DR : valeur Delta du rayon d'outil
Surépaïsseur du rayon d'outil DR2: valeur Delta du rayon d'outil 2
Editor les données d'outils dans la fenêtre de selection
Dans la fenêtre auxiliaire de selection d'outil, vous pouvez aussi éoperator les données d'outils affichées :
A l'aide des touches fléchées, sélectionner la ligne, puis la colonne contenant la valeur à éoperator : le cadre bleu clair désigne le champ pour l'édition
Mettre la softkey EDITER sur ON, introduire la valeur désirée et valider avec la touche ENT
Si nécessaire, selectionner d'autres colonnes et refaire la procEDURE décrite precedemment
Validator dans le programme avec la touche ENT l'outil sélectionné
Exemple : appel d'outil
L'outil numéro 5 est appelé dans l'axe d'outil Z avec une vitesse de rotation broche de 2500 tours/min et une avance de 350 mm/min. La surépaisseur pour la longueur d'outil et le rayon d'outil 2 est de 0,2 mm ou 0,05 mm, et la réduction d'épaisseur pour le rayon d'outil, de 1 mm.
20 TOOL CALL 5.2 Z S2500 F350 DL+0,2 DR-1 DR2+0,05
Le D devant L et R correspond à la valeur Delta.
Présélection dans les tableaux d'outils
Si vous vous servez des tableaux d'outils, vous préseLECTIONnez dans une série T00L DEF le prochain outil qui doit être utilisé. Pour cela, vous introduisez soit le numéro de l'outil, soit un paramètre Q, soit encore un nom d'outil entre guillemets.
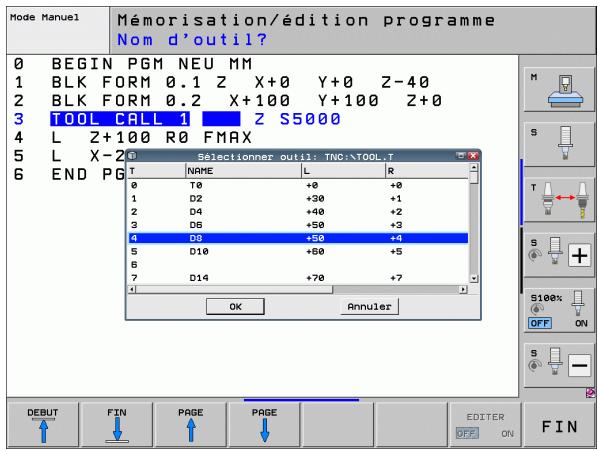
Changement d'outil

Le changement d'outil est une fonction dépendant de la machine. Consultez le manuel de la machine!
Position de changement d'outil
La position de changement d'outil doit être abordée sans risque de collision. A l'aide des fonctions auxiliaires M91 et M92, vous pouvez aborder une position machine de changement d'outil. Si vous programmez TOOL CALL 0 avant le premier appel d'outil, la TNC déplace le cône dans l'axe de broche à une position indépendante de la longueur de l'outil.
Changement d'outil manuel
Avant un changement d'outil manuel, la broche est arrêtée, l'oult améné à la position de changement d'outil:
Aborder de manière programmée la position de changement d'outil
Interrompre l'exécution du programme, voir „Interrompré l'usinage", page 605
Changer I'outil
Poursuivre l'exécution du programme, voir „Reprérend l'exécution du programme après un arrêt d'usinage", page 608
Changement d'outil automatique
Avec le changement automatique, l'exécution du programme n'est pas interrompue. Lors d'un appel d'outil avec TOOL CALL la TNC remplace l'outil par un autre outil du magasin d'outils.
Changement d'outil automatique lors du dépassement de la durée d'utilisation : M101

M101 est une fonction dépendant de la machine. Consultez le manuel de la machine!
Un changement automatique d'outil avec correction de rayon active est impossible si un programme CN de changement est utilisé sur votre machine. Consultez le manuel de la machine!
Lorsque la durée d'utilisation d'un outil TIME2 est atteinte, la TNC remplace automatiquement l'outil par un outil jumeau. Pour cela, activé en début de programme la fonction auxiliaire M101. Vous pouvez annuler l'effet de M101 avec M102. Lorsque TIME1 est atteint, la TNC initiaise seulement un marqueeur interne, qui peut être exploité au moyen du PLC.
Inscrivez dans la colonne RT du tableau d'outils le numéro de l'ouil jumeau à installer. Si aucun numéro d'ouil n'y est inscrit, la TNC installe alors un ouil du même nom que l'ouil actif actuellément. La TNC lance toujours la recherche de l'ouil jumeau au début du tableau d'outils et, par conséquent, installe toujours le premier ouil qu'elle trouve en partant du début du tableau.
Le changement d'outil automatique a lieu
■ après la séquence CN à l'issue de l'écoulement de la durée d'utilisation ou
au plus tard une minute après écoulement de la durée d'utilisation (ce calcul étant basé sur un réglage à 100% du potentiemètre)

Si la durée d'utilisation est dépassée avec M120 (Look Ahead) active, la TNC ne change l'outil qu'après la série dans laquelle vous avez annulé la correction de rayon.
La TNC n'execute pas de changement d'outil automatique, quand un cycle d'usinage est en cours d'exécution. Exception : lors des cycles d'usinage de motif 220 et 221 (cercle de trous et surface de troux), la TNC exécute, en cas de besoin, un changement automatique d'outil entre deux positions d'usinage.
La TNC n'execute pas de changement d'outil automatique tant qu'un programme de changement d'outil est en cours d'exécution.

Attention, danger pour la pièce et l'outil!
Mettre hors service le changement automatique d'outil avec M102, lorsque vous travailliez avec des outils spéciaux (p. ex. fraise-scies), car la TNC dégage l'outil toujours dans le sens de l'axe d'outil.
Conditions requises pour séquences CN standard avec correction de rayon RR, RL
Le rayon de l'outil jumeau doit être égal à celui de l'outil d'origine. Si les rayons ne sont pas égaux, la TNC affiche un message et ne procède pas au changement d'outil.
Avec des programmes CN sans correction de rayon, la TNC ne vérifie pas le rayon d'outil de l'outil jumeau lors du changement.
Conditions requises pour séquence CN avec vecteurs normaux de surface et correction 3D
voir „Correction d'outil tridimensionnelle (option de logiciel 2)”, page 484. Le rayon de l'outil jumeau peut différer de celui de l'outil d'origine. Les séquences de programme transmises par le système de FAO ne sont pas prises en compte. La valeur delta (DR) est à introduire soit dans le tableau d'outils, soit dans la série TOOL CALL.
Si DR est supérieur à zéro, la TNC affiche un message et ne procède pas au changement d'outil. Le message est caché avec la fonction M107 et réactivé avec M108.

La fonction de test d'utilisation d'outils doit être activée par le constructeur de la machine. Consultez le manuel de votre machine.
Pour pouvoir executer un test d'utilisation d'outils, les conditions suivantes doivent être remplies:
Le bit2 du paramètre-machine 7246 doit être =1
Le calcul de la durée d'usinage doit être actif en mode Test de programme
Le programme conversationnel à vérifier doit avoir été simulé entièrement en mode Test de programme
Configurations pour le test d'utilisation d'outils
Pour influer sur le comportement du test d'utilisation d'outils, un formulaire est disponible que vous pouvez appeler de la façon suivante :
Sélectionner le mode Exéciution de programme en continu ou Exéciution pas-à-pas
Appuyer sur la softkey utilisation outils : la TNC affiche une barre de softkey avec les fonctions de test d'utilisation d'outils
Appuyer sur la softkey REGLAGE : la TNC affiche le formulaire avec les configurations possibles disponibles
Procedureaux configurations suivantes séparément pour Exécution deprogramme en continu/pas-à-pas etProgramme-Test:
■ Configuration Ne pas creer de fichier d'utilisation des outils : La TNC ne cree pas de fichier d'utilisation des outils
■ Configuration Créer un seul et unique fichier d'utilisation des outils :
La TNC cree un seul et unique fichier d'utilisation des outils avec le prochain start CN ou start de la simulation. La TNC active alors automatiquement le mode Ne pas creeer de fichier d'utilisation des outils pour eviter que le fichier d'utilisation ne soit ecrasé lors d'un autre start CN.
■ Configuration Recreer fichier d'utilisation des outils si nécessaire ou pour modifs (par défaut):
La TNC cree un fichier d'utilisation des outils avec le prochain start CN ou start du test de programme. Cette configuration garantit que la TNC cree reellement un nouveau fichier d'utilisation des outils après des modifications de programmes
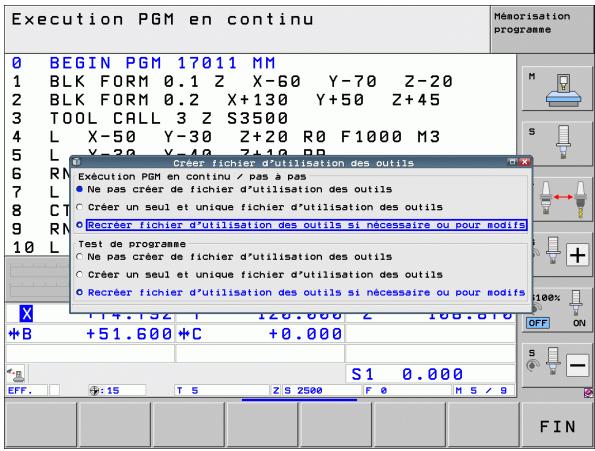
Utiliser le Test d'utilisation des outils
En mode de fonctionnement Execution de programme, et avec les softkey UTILISATION OUTILS et TEST D'UTILISATION DES OUTILS, vous pouvez vérifier, avant le start du programme, si les outils utilisés disposent d'une durée d'utilisation restante suffisamment importante. La TNC compare les valeurs effectives de durée d'utilisation du tableau d'outils avec les valeurs nominales du fichier d'utilisation d'outils.
Lorsque vous appuyez sur la softkey TEST D'UTILISATION D'OUTILS, la TNC affiche le résultat du test d'utilisation d'outils dans une fenêtre auxiliaire. Fermer la fenêtre auxiliaire avec la touche CE.
La TNC enregistre les durées d'utilisation d'outils dans un fichier séparé portant l'extension pgmname.H.T.DEP. (voir „Modifier la configuration MOD de fichiers dépendants" à la page 634). Le fichier d'utilisation d'outils contient les informations suivantes :
| Colonne | Signification |
| TOKEN | ■ TOOL : durée d'utilisation d'util pour chaque TOOL CALL. Les enregistrentes sont classés par ordre chronologique ■ TTOTAL : durée d'utilisation totale d'un outil ■ STOTAL : appel d'un sous-programme (y compris les cycles) ; les enregistrentes sont classés par ordre chronologique ■ TIMETOTAL : la durée d'usinage totale du programme CN est affichée dans la colonne WTIME. Dans la colonne PATH, la TNC enregistre le chemin d'accès au programme CN concerné. La colonne TIME contient la somme de toutes les lignes TIME (seulument avec Marche broche et sans déplacements en avance rapide). La TNC met à 0 toutes les autres colonnes ■ TOOLFILE : dans la colonne PATH, la TNC enregistre le chemin d'accès au tableau d'outils que vous avez utilisé pour le test du programme. Lors du test d'utilisation d'outils, la TNC peut ainsi déterminer si vous avez exécuté le test du programme avec TOOL.T |
| TNR | Numéro d'util (-1: aucun outil encore installé) |
| IDX | Indice d'util |
| NAME | Nom d'util issu du tableau d'outils |
| TIME | Durée d'utilisation de l'outil en secondes (durée d'avance) |
| WTIME | Durée d'utilisation de l'outil en secondes (durée d'utilisation totale de changement d'outil à changement d'outil) |
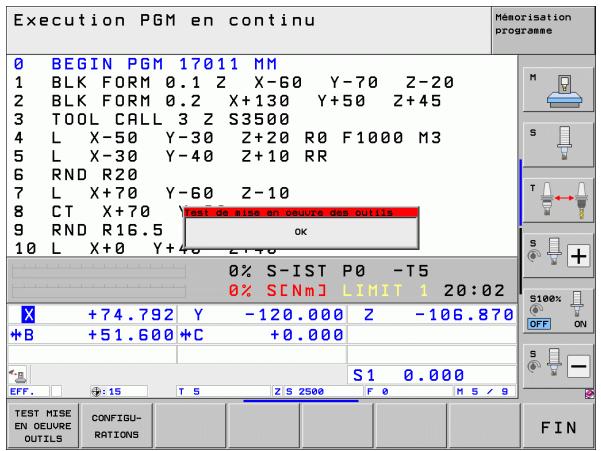
| Colonne | Signification |
| RAD | Rayon d'outil R + Surépaisson rayon d'outil DR issues du tableau d'outils. Unité : 0.1 μm |
| BLOCK | Numéro de séquence dans laquelle la séquence TOOL CALL a été programmée |
| PATH | ■TOKEN = TOOL: Chemin d'accès au programme principal ou au sous-programme ■TOKEN = STOTAL : chemin d'accès au sous-programme |
| T | Numéro d'outil avec indice d'outil |
| OVRMAX | Valeur maximale de l'override des avances survenue pendant l'usinage. La TNC enregistre ici la valeur 100 (%) lors du test de programme |
| OVRMIN | Valeur minimale de l'override des avances survenue pendant l'usinage. La TNC enregistre ici la valeur -1 lors du test de programme |
| NAMEPROG | ■0 : le numéro d'outil est programmé ■1 : le nom d'outil est programmé |
Deux possibilités sont disponibles pour le test d'utilisation des outils d'un fichier de palettes :
Surbrillance sur un enregistrement de palette dans le fichier de palettes : La TNC exécute le test d'utilisation d'outils pour toute la palette
Surbrillance sur un enregistrement de programme dans le fichier de palettes: Die TNC n'execute le test d'utilisation d'outils que pour le programme sélectionné
Gestionnaire d'outils (option de logiciel)

Le gestionnaire d'outils est une fonction dépendant de la machine qui peut être partiellement ou complètement désactivée. L'étendue précise des fonctions est définie par le constructeur de votre machine, consulter le manuel de la machine!
Le constructeur de votre machine peut utiliser le gestionnaire d'outils pour proposer diverses fonctions relatives à la manipulation des outils. Exemples:
- Réprésentation claire (et personnelisable si vous le souhaitez) des données d'outils dans des formulaires
■ Identification diverse des différentes données d'outils dans le nouvel affichage du tableau
■ Affichage mélangé des données issues du tableau d'outils et du tableau d'emplacements
Possibilité d'un tri rapide de toutes les données d'outils avec clique de souris
Utilisation d'outils graphiques, p. ex., couleurs différentes pour l'état de l'outil et celui du magasin
Disponibilité d'une liste d'affection de tous les outils pour un programme donné
Disponibilité de la chronologie d'utilisation de tous les outils spécifique à un programme
Copier et insérer toutes les données d'outils concernant un outil
Appeler le gestionnaire d'outils

L'appeal du gestionnaire d'outils peut se désigner de la la manière décrite ultérieurement, consulter le manuel de la machine!

Sélectionner le tableau d'outils : appuyer sur la softkey TABLEAU D'OUTILS

Commuter la barre des softkeys
Sélectionner la softkey GESTION OUTILS : la TNC commute vers le nouveau tableau (voir figure de droite)
Dans le nouvel affichage, la TNC présente toutes les informations des outils dans les quatre ontlets suivants :
Outils:
Informations spécifiques aux outils
Emplacements:
Liste de tous les outils du programme CN sélectionné en mode Exécution de programme (seulement si vous avez déjà créé un fichier d'utilisation d'outils), voir „Test d'utilisation des outils“, page 185)
Chrono.util. T:
Liste indiquant l'ordre de tous les outils qui ont eté changés dans le programme sélectionné dans le mode Exécution de programme (seulément si vous avez déjà créé un fichier d'utilisation d'outils), voir „Test d'utilisation des outils", page 185)

Vous ne pouvez éoperator les données d'outils que dans les formulaires que vous pouvez activer en appuyant sur la softkey FORMULAIR ou sur la touche ENT pour l'outil en surbrillance.
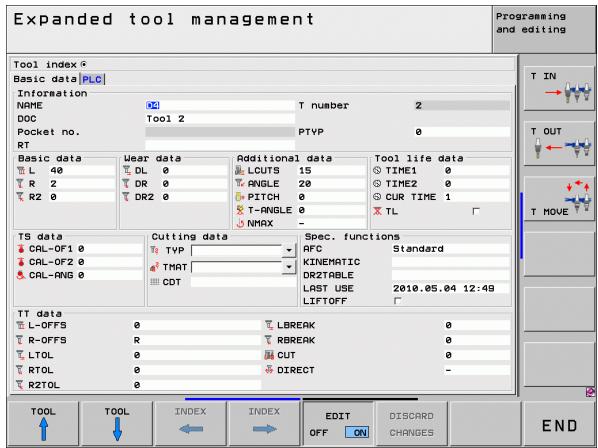
Utiliser le gestionnaire d'outils
On peut utiliser le gestionnaire d'outils aussi bien avec la souris qu'avce le softkeys :
| Fonctions d'edition du gestionnaire d'outils | Softkey |
| Sélectionner le début du tableau | DEBUT |
| Sélectionner la fin du tableau | FIN |
| Sélectionner la page précédente du tableau | PAGE |
| Sélectionner la page suivante du tableau | PAGE |
| Appeler le-formulaire de l'outil ou de l'emplacement d'outil en surbrillance dans le tableau Fonction alternative: appuyer sur la touche ENT | FORM TOOL |
| Passer à l'onglet suivant: Outils, Emplacements,liste d'implantation,liste d'utilisation T | → |
| Fonction de recherche: la fonction de recherche permet de sélectionner la colonne à rechercher et ensuite le terme de recherche au moyen d'une liste ou par l'introduction du terme de recherche | SUCHEN |
| Afficher les colonnes des outils programmés (si l'onglet Emplacts est actif) | PROG. TOOL DISPLAY HIDE |
| Réglages: ■ TRIER COLONNE active: Un clic de souris sur l'entête de colonne trié son contenu ■ DECALER COLONNE active: Une colonne peut être décalée avec un glisser-déposer | COLUMN SORT MOVE |
| Réaliser l'état initial des configurations exécutées manuelle (décaler colonnes) | CONFIGU- RATIONS RESET |
Vous pouvez aussi utiliser la souris pour executer les fonctions suivantes :
Fonction de tri
Si l'on clique dans une colonne de l'en-tête du tableau, la TNC trie les données dans un ordre croissant ou decroissant (dépend de la configuration active)
Déplacer les colonnes
En cliquant dans une colonne et en maintainant enforcée la touche de la souris pour déplacer ensuite cette colonne, vous pouvez disposez les colonnes dans l'ordre que vous voulez. La TNC ne mémorise pas l'ordre actuel des colonnes lorsque vous quittez le gestionnaire d'outils (dépend de la configuration active)
■ Afficher les informations complémentaires dans le formulaire La TNC affiche les textes d'aide lorsque vous avez.Regle la softkey EDITER ON/OFF sur ON, déplaceze le curseur de la souris sur un champ de saisie actif et laisser immobile pendant une seconde
Les fonctions suivantes sont disponibles avec un-formulaire actif :
| Fonctions d'edition de formulaire | Softkey |
| Choisir les données d'outils de l'outil précédent | OUTIL |
| Choisir les données d'outils de l'outil suivant | OUTIL |
| Choisir l'index de l'outil précédent (seulement actif si l'indexation est active) | INDEX |
| Choisir l'index de l'outil suivant (seullement actif si l'indexation est active) | INDEX |
| Annuler les modifications que vous avez faites depuis l'appel du formulaire (fonction Undo) | REJETER MODIF. |
| Ajouter une ligne (index d'outil) (2ème barre de softkeys) | INSERER LIGNE |
| Effacer une ligne (index d'outil) (2ème barre de softkeys) | EFFACER LIGNE |
| Copier les données de l'outil sélectionné (2ème barre de softkeys) | COPY DATA RECORD |
| Insérer les données d'outils copiées dans l'outil sélectionné (2ème barre de softkeys) | INSERT DATA REG. |
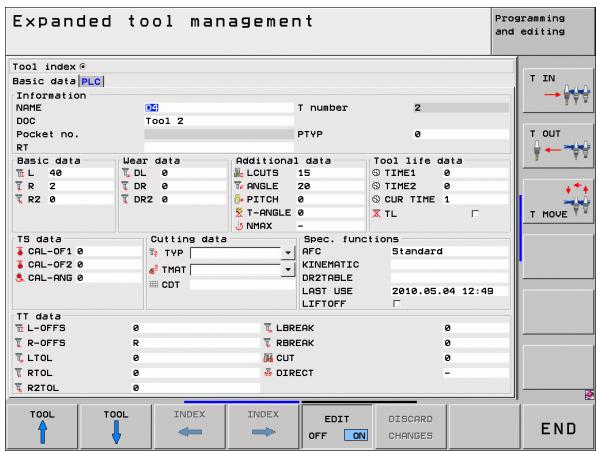
5.3 Correction d'outil
Introduction
La TNC corrighe la trajectory de l'outil en fonction de la valeur de correction de la longueur d'outil dans l'axe de broche et du rayon d'outil dans le plan d'usinage.
Si vous élaborez le programme d'usinage directement sur la TNC, la correction du rayon d'outil n'est active que dans le plan d'usinage. La TNC gère jusqu'à cinq axes, y compris les axes rotatifs.

Si un système de FAO cree des séquences de programme avec des vecteurs normaux aux surfaces, la TNC peut executer une correction d'outil tridimensionnelle, voir „Correction d'outil tridimensionnelle (option de logiciel 2)”, page 484.
Correction de la longueur d'outil
La correction d'outil pour la longueur est active dés que vous appelez un outil et le déplacez dans l'axe de broche. Pour l'annuler, appeler un outil de longueur L = 0 .

Attention, risque de collision!
Si vous annulez une correction de longueur positive avec TOOL CALL 0, la distance entre l'outil et la piece s'en trouve réduite.
Après un appel d'outil TOOL CALL, le déplacement programme de l'outil dans l'axe de broche est modifié en fonction de la différence de longueur entre l'ancien et le nouvel outil.
Pour la correction de longueur, les valeurs Delta prises en compte sont celles issues de la série TOOL CALL et du tableau d'outils :
Valeur de correction = L + DL_TOOL CALL ^+ DLTAB avec
L: Longueur d'outil L dans la sequence TOOL DEF ou le tableau d'outils
DL TOOL CALL: Surépaisseur DL pour longueur dans séquence TOOL CALL 0 (non prise en compte par l'affichage de position)
DL TAB: Surépaissantur DL pour longueur issue du tableau d'outils
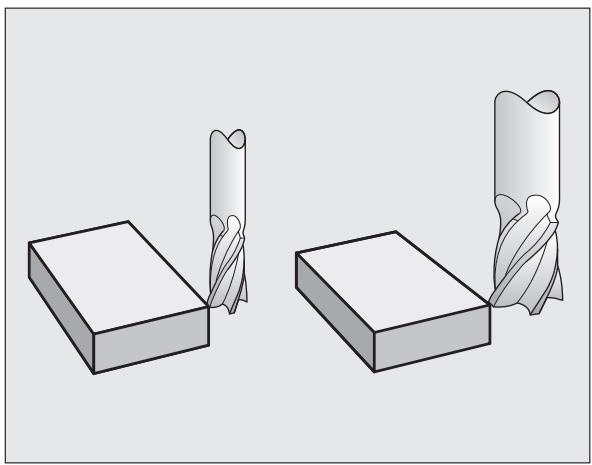
Correction du rayon d'outil
La série de programme pour un déplacement d'outil contient
RL ou RR pour une correction de rayon
R+ ou R-, pour une correction de rayon lors d'un déplacement paraxial
R0 si aucune correction de rayon ne doit etre executee
La correction de rayon devient active dés qu'un outil est appelé et déplace dans une série linéaire dans le plan d'usinage avec RL ou RR.

La TNC annule la correction de rayon dans le cas où vous :
programmez une série linéaire avec R0
quitterz le contour avec la fonction DEP
programmez un PGM CALL
■ sélectionnez un nouveau programme PGM MGT
Pour une correction de rayon, la TNC tient compte des valeurs Delta issues aussi bien de la série TOOL CALL que du tableau d'outils :
Valeur de correction = + _TOOL CALL ^+ DRTAB avec
R: Rayon d'outil R dans la série TOOL DEF ou le tableau d'outils
DR TOOL CALL: Surépaisseur DR pour rayon dans séquence TOOL CALL (non prise en compte par l'affichage de position)
DR TAB: Surépaisseur DR pour rayon issu du tableau d'outils
Contournages sans correction de rayon: R0
L'outil se déplace dans le plan d'usinage avec son centreitué soit sur la trajectory programmee ou sur les coordonnées programmes.
Application:percage,pré-positionnement.
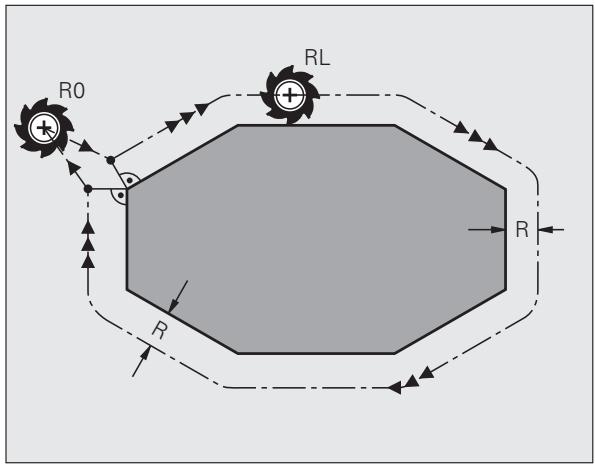
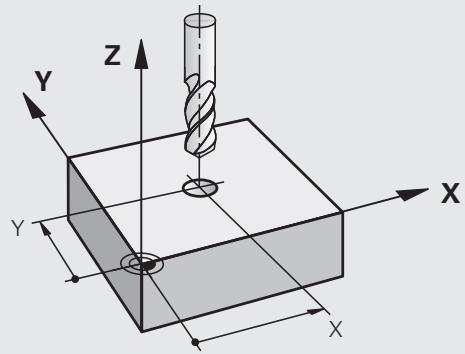
Contournages avec correction de rayon : RR et RL
RR L'outil se déplace à droite du contour
RL L'outil se déplace à gauche du contour
La distance entre le centre de l'outil et le contour programme correspond à la valeur du rayon de l'outil. „Droite" et „gauche" désignent la position de l'outil dans le sens du déplacement le long du contour de la piece. voir figures.

Entre deux séquences de programme dont la correction de rayon RR et RL diffère, il doit y avoir au minimum une série de déplacement dans le plan d'usinage sans correction de rayon (par conséquent avec R0).
La TNC active une correction de rayon à la fin de la série dans laquelle vous avez programmé la correction pour la première fois.
Vous peuvent activer la correction de rayon également pour les axes auxiliaires du plan d'usinage. Programmez également les axes auxiliaires dans chacune des séquences suivantes car sinon la TNC exécuté à nouveau la correction de rayon dans l'axe principal.
Lors de la 1ère série avec correction de rayon RR/RL et lors de l'annulation avec RO, la TNC positionne toujours l'outil perpendicular à un point initial ou au point final programmé. Positionné l'outil devant le premier point du contour ou derrière le dernier point du contour de manière à éviter que celui-ci ne soit endommagé.
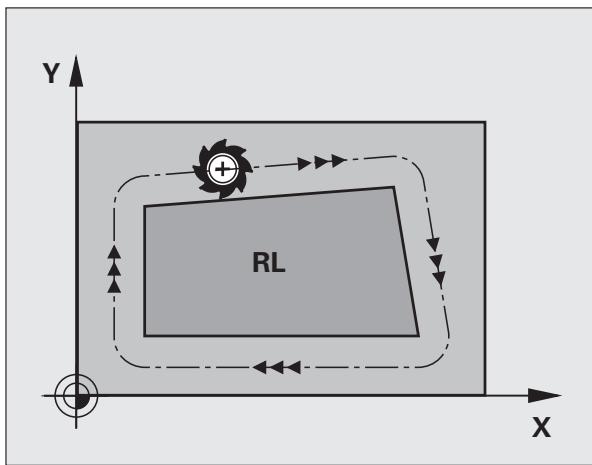
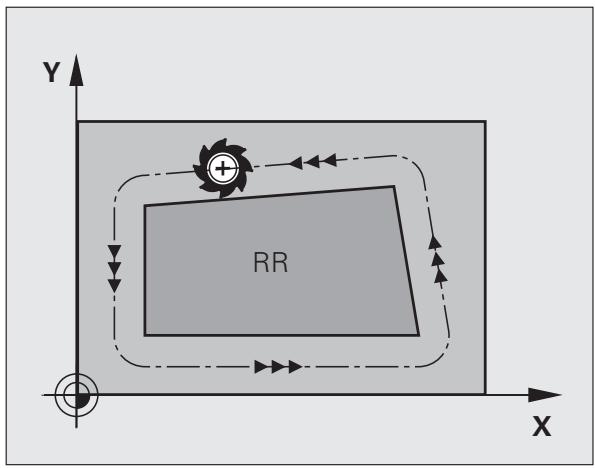
Introduction de la correction de rayon
Introduisez la correction de rayon dans une série L. Introduisez les coordonnées du point-cible et validez-les avec la touche ENT
CORR. RAYON: RL/RR/SANS CORR.:?
RL
Déplacement d'outil à gauche du contourprogramme : appuyer sur la softkey RL ou
RR
déplacement d'outil à droite du contourprogrammé : appuyer sur la softkey RR ou
ENT
Déplacement d'outil sans correction de rayon ou annuler la correction de rayon : appuyer sur la touche ENT

Fermer la série : appuyer sur la touche END
Correction de rayon : usinage des angles
Angles externes:
Si vous avezprogrammé une correction de rayon, la TNC guide l'outil aux angles externes soit par un cercle de transition, soit par un spline (selection avec PM7680). Si nécessaire, la TNC réduit l'avance au passage des angles externes, par exemple lors d'importants changements de sens.
Angles internes:
Aux angles internes, la TNC calculé le point d'intersection des轨道交通es sur lesquelles le centre de l'outil se déplace avec correction du rayon. En partant de ce point, l'outil se déplace le long de l'élement de contour suivant. Ainsi la piece n'est pas endommagée aux angles internes. Par conséquent, le rayon d'outil ne peut pas avoir n'importe qu'elle dimension pour un contour donné.

Attention, danger pour la pièce!
Pour l'usinage des angles internes, ne définissez pas le point initial ou le point final sur un angle du contour car celui-ci pourrait être endommagé.
Usinage des angles sans correction de rayon
Sans correction de rayon, vous pouvez influer sur la trajectorie de l'outil et sur l'avance aux angles de la piece à l'aide de la fonction auxiliaire M90.voir „Arrondi d'angle: M90", page 357.
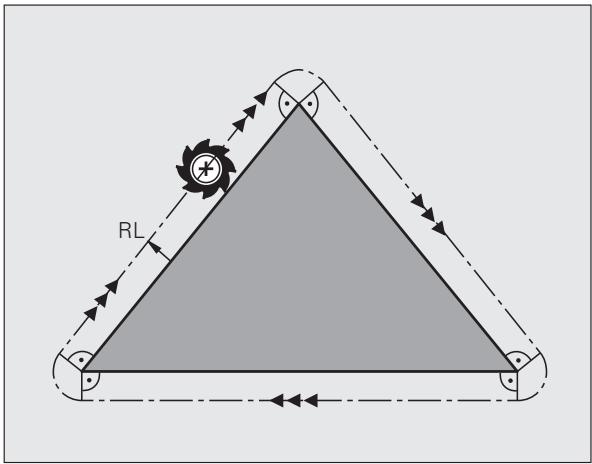
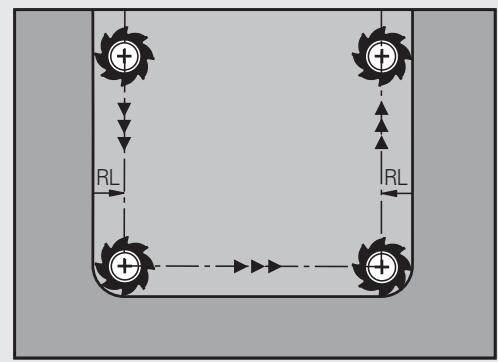
6
Programming :
Programmer les
contours
6.1 Déplacements d'outils
Fonctions de contourage
Un contour de piece est habituellement composé de plusieurs éléments de contour tels que droites ou arcs de cercles. Les fonctions de contournage vous permettent de programmer des déplacements d'outils pour les droites et arcs de cercle.
Programming flexible de contours FK
Si vous ne disposez pas d'un plan conforme à la programmation CN et si les données sont incomplètes pour le programme CN, vous programmesz alors le contour de la piece avec la programmation flexible de contours. La TNC calcule les coordonnées manquantes.
Grçà à la programmation FK, vous pouvez programmerming également les déplacements d'outils pour les droites et arcs de cercle.
Fonctions auxiliaires M
Les fonctions auxiliaires de la TNC commandent :
I'execution du programme, p. ex. une interruption de programme
les fonctions de la machine comme l'activation et la désactivation de la rotation broche et de l'arrosage
le comportement de contourage de l'outil
Sous-programmes et répétitions de parties de programme
Les séquences d'usinage qui se repètent ne sont à introduir qu'une seule fois dans un sous-programme ou une répétition de partie de programme. Quand une partie de programme ne doit être exécutée que dans certaines conditions, il est également préférible d'inclure ces séquences dans un sous programme. En plus, un programme d'usinage peut en appeler un autre et l'exécuter.
La programmation des sous-programmes et des répétitions de parties de programme est décrite au chapitre 8.
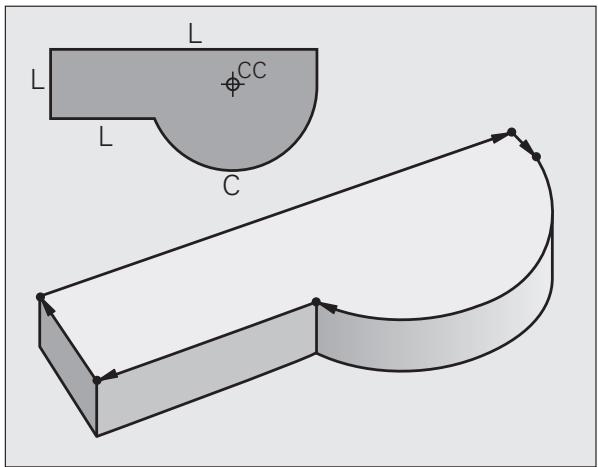
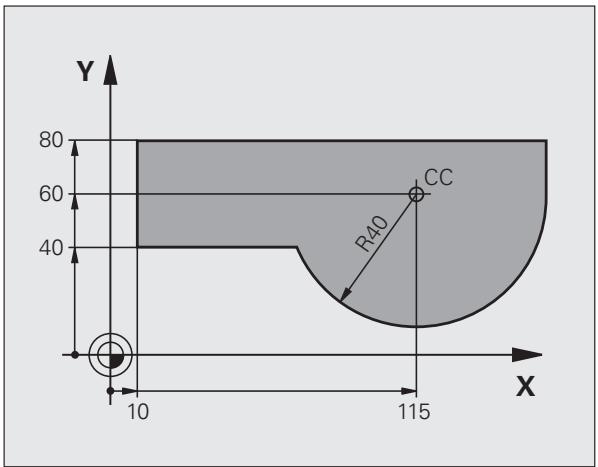
Programmation avec paramètres Q
Dans le programme d'usinage, les paramètres Q remplacent des valeurs numériques : une valeur numérique est attribuée à un paramètre Q. Les paramètres Q permettent de programmer des fonctions mathématiques destinées àGERER le déroulement du programme ou à construire un contour.
A l'aide de la programmation paramétrée, vous pouvez exéçuter des mesures avec un système de palpage 3D pendant l'exécution du programme.
La programmation à l'aide de paramètres Q est décrite au chapitre 9.
6.2 Principes de base des fonctions de contourage
Programmer un déplacement d'outil pour un usinage
Quand vous créez un programme d'usinage, vous programmesz successivement les fonctions de contourage de chaque élément du contour de la pierce. Pour cela, vous introduisez習慣ellement les coordonnées des points finals des éléments du contour du dessin. À partir de ces coordonnées, des données d'outils et de la correction de rayon, la TNC calcule le déplacement réel de l'outil.
La TNC déplace simultanément les axes machine programmes dans la série de contourage.
Déplacements parallètes aux axes de la machine
La série de programme contient une seule coordonnée : la TNC déplace l'outil parallèlement à l'axe machine programmesé.
Selon la construction de votre machine, c'est soit l'outil soit la table de la machine avec la pièce fixée qui se déplace lors de l'usinage. Parteztzousjours du principe que c'est l'outil qui se déplace lors de la programmation d'un contourage.
Example:
50 L X+100
50 Numéro de séquence
L Fonction de contourage „Droite"
X+100 Coordonnées du point final
L'outil conserve les coordonnées Y et Z et se déplace à la position X=100. voir figure.
Déplacements dans les plans principaux
La série de programme contient deux indications de coordonnées : la TNC déplace l'outil dans le planprogrammé.
Example:
L X+70 Y+50
L'outil conserve la coordonnée Z et se déplace dans le plan XY à la position X=70, Y=50. voir figure
Déplacement tridimensionnel
La série de programme contient 3 indications de coordonnées : la TNC positionne l'outil dans l'espace jusqu'à la position programmée.
Example:
L X+80 Y+0 Z-10
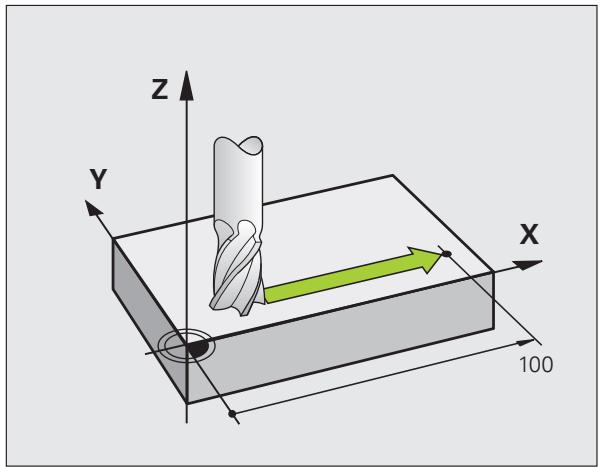
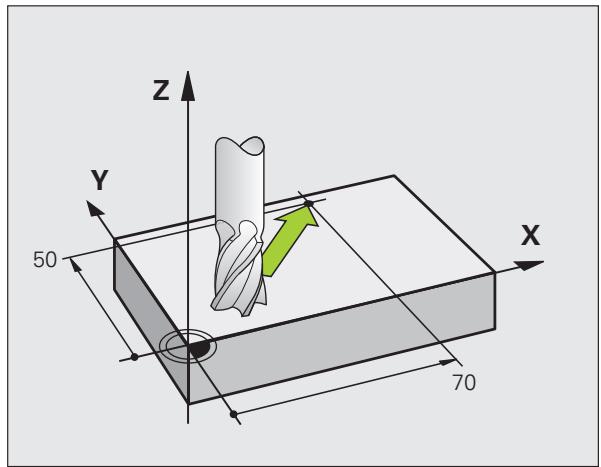

Introduction de plus de trois coordonnées
La TNC peut commander jusqu'à 5 axes simultanément (option du calculié) Lors d'un usinage sur 5 axes, la commande déplace simultanément, par exemple, 3 axes linéaires et 2 axes rotatifs.
Le programme pour ce type d'usinage est habituellement créé par un système de FAO et ne peut pas'êtreélaboré sur la machine.
Example:
L X+20 Y+10 Z+2 A+15 C+6 R0 F100 M3
Cercles et arcs de cercle
Pour les déplacements circulaires, la TNC déplace simultanément deux axes de la machine : l'outil se déplace par rapport à la piece sur une trajectory circulaire. Pour les déplacements circulaires, vous pouvez introduire un centre de cercle CC.
Les fonctions de contourage des arcs de cercle permettent de programmer des cercles dans les plans principaux : le plan principal doit être définis dans l'appel d'outil TOOL CALL avec la définition de l'axe de broche :
| Axe de broche | Plan principal |
| Z | XY, également UV, XV, UY |
| Y | ZX, également WU, ZU, WX |
| X | YZ, également VW, YW, VZ |

Des cercles dans des plans non parallètes au plan principal sont programmes avec la fonction „Inclinaison du plan d'usinage" (voir Manuel d'utilisation des cycles, cycle 19 PLAN D'USINAGE), ou avec les paramétres Q (voir „Principe et vue d'ensemble des fonctions", page 290).
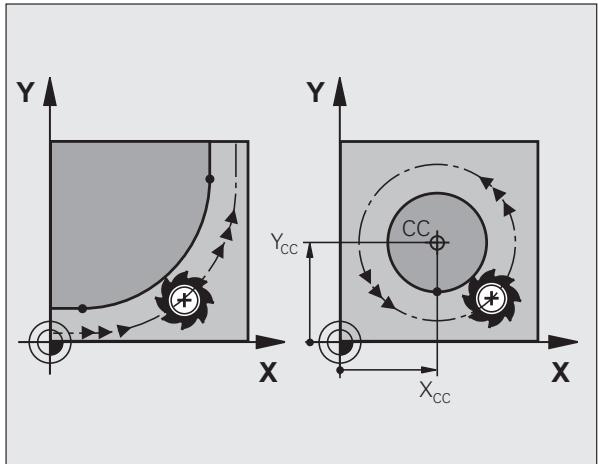
Sens de rotation DR pour les déplacements circulaires
Pour les déplacements circulaires sans raccordement tangentiel à d'autres éléments du contour, introduizez le sens de rotation de la manière suivante :
Rotation sens hora : DR- Rotation sens anti-horaire : DR+
Correction de rayon
La correction de rayon doit être programmée dans la séquence qui aborde le premier élément du contour. Une correction de rayon ne doit pas être programmée dans une séquence de trajectory circulaire. Programmez la correction dans une séquence linéaire précédente (voir „Contournages - Coordonnées cartésiennes“, page 214) ou dans une séquence d'approche (seq. APPR, voir „Approche et sortie du contour“, page 206).
Prepositionnement
Au début d'un programme d'usinage, prépositionné l'outil pour éviter que l'outil et la piece ne soient endommages.
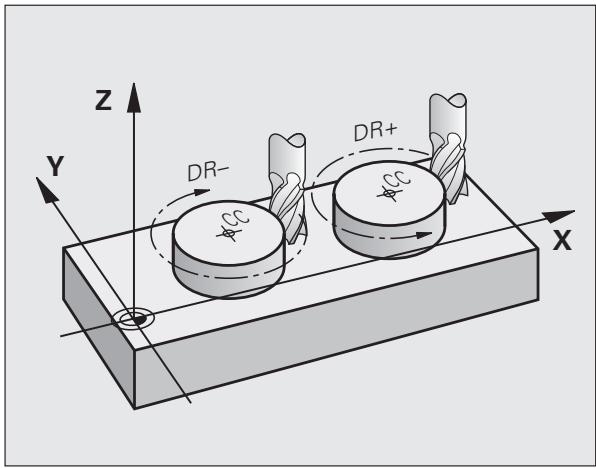
Créer des séquences de programme avec les touches de contournage
Vou vrourez le dialogue conversationnel Texte clair avec les touches de fonction de contournage grises. La TNC réclame toutes les informations et insère la séquence de programme à l'intérieur du programme d'usinage.
Exemple - Programmation d'une droite.

Ouvrir le dialogue de programmation : p.ex. Droite
COORDONNEES?

Introduire les coordonnées du point final de la droite, par ex. -20 en X
COORDONNEES?

Introduire les coordonnées du point final de la droite, p.ex. 30 en Y, valider avec la touche ENT
CORR. RAYON: RL/RR/SANS CORR.?
R0
Selectionner la correction de rayon : p.ex., appuyer sur la softkey R0, l'outil se déplace sans correction
AVANCE F=? / F MAX = ENT
100
ENT
Introduire l'avance, valider avec ENT : p.ex. 100 mm/min. Avec la programmation INCH : l'introduction de 100 correspond à une avance de 10 pouces/min.
F MAX
Se déplacer en rapide : appuyer sur FMAX, ou
F AUTO
Déplacer l'outil à l'avance définie dans la série TOOL CALL: appuyer sur FAUTO
FONCTION AUXILIAIRE M?
3
ENT
Introduire la fonction auxiliaire, p.ex. M3 et fermer le dialogue avec la touche ENT
Ligne dans le programme d'usinage
L X-20 Y+30 RO FMAX M3
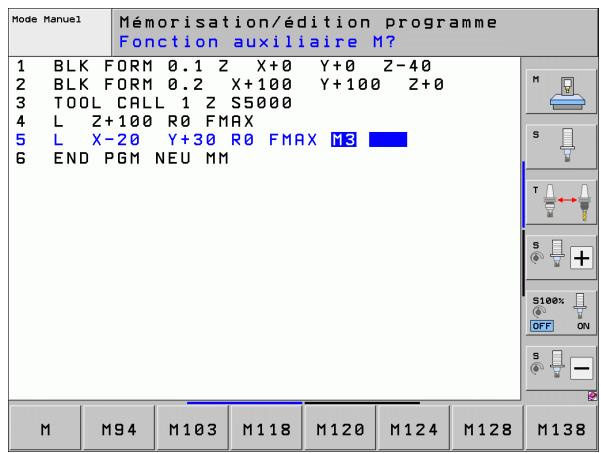
6.3 Approche et sortie du contour
Récapitulatif : formes de trajectoires pour aborder et quitter le contour
Les fonctions APPR (en angeais approach = approche) et DEP (en angeais departure = départ) sont activées avec la touche APPR/DEP. Les formes de contour suivantes peuvent être sélectionnées par softkeys :
| Fonction | Approche | Sortie |
| Droite avec raccordement tangentiel | APPR LT | DEP LT |
| Droite perpendicular au point du contour | APPR LN | DEP LN |
| Trajectoire circulaire avec raccordement tangentiel | APPR CT | DEP CT |
| Trajectoire circulaire avec raccordement tangentiel au contour, approche et sortie vers un point auxiliaire à l'extérieur du contour, sur un segment de droite avec raccordement tangentiel | APPR LCT | DEP LCT |
Aborder et quitter sur une trajectorie helicoidale
En abordant et en quittant sur une trajectorie helicoidale (hélice), l'outil se déplace dans le prolongement de l'hélice et se raccorde ainsi au contour avec une trajectorie circulaire tangentielle. Pour cela, utilisez la fonction APPR CT ou DEP CT.

Positions importantes en approche et en sortie
Point initial PS
Programmez cette position immédiatement avant la séquence APPR. Ps est situé à l'extérieur du contour et est abordé sans correction de rayon (R0).
Point auxiliaire P_H
Avec certaines formes de trajectoires, l'approche et la sortie du contour passent par un point auxiliaire P_H que la TNC calcule a partir des données contenues dans les séquences APPR et DEP. La TNC déplace l'outil de la position actuelle au point auxiliaire P_H avec la的最后一 remière avance programmée. Si vous avez programmé FMAX (avance rapide) dans la dernière série de positionnement avant la fonction d'approche, la TNC aborde également le point auxiliaire P_H en avance rapide
Premier point du contour P_A et dernier point du contour P_E Programmez le premier point du contour P_A dans la série APPR et le dernier point du contour P_E avec n'importequelle fonction de contourage. Si la série APPR contient aussi la coordonnée Z, la TNC déplace l'outil d'abord dans le plan d'usinage jusqu'à P_H , puis dans l'axe d'outil à la profondeur programmée.
Point final P_N
La position PN est située hors du contour et dépend des données de la série DEP. Si DEP contient également la coordonnée Z, la TNC déplace l'outil tout d'abord dans le plan d'usinage jusqu'à PH , puis dans l'axe d'outil à la hauteur programmée.
| Description succincte | Signification |
| APPR | angl. APPRoach = approche |
| DEP | angl. DEParture = départ |
| L | angl. Line = droite |
| C | angl. Circle = cercle |
| T | tangentiel (transition douce, continue) |
| N | normale (perpendicular) |

Lors du déplacement de la position courante au point auxiliaire P_H , la TNC ne contrôle pas si le contour peut être endommagé. Vérifiez-le avec le test graphique!
Avec les fonctions APPR LT, APPR LN et APPR CT, la TNC déplace l'outil de la position initiale au point auxiliaire P_H avec la dernière avance/avance rapide programmée. Avec APPR LCT, la TNC déplace l'outil du point auxiliaire P_H avec l'avance programmée dans la séquence APPR. Si aucune avance n'a été programmée avant la séquence d'approche, la TNC délivre un message d'erreur.
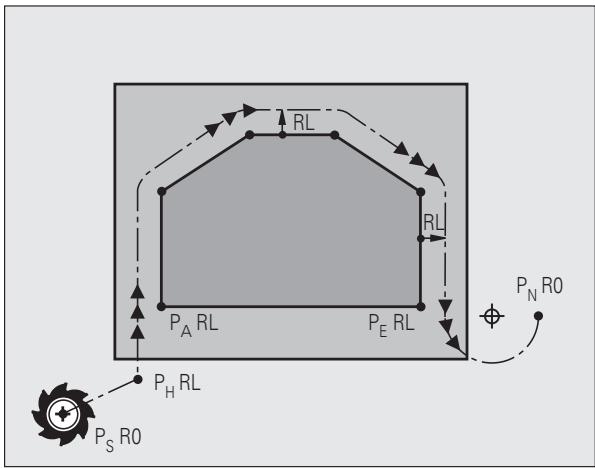
Coordonnées polaires
Voussoupiezaussiprogrammerencoordonnéespolaireslespointsdu contour pour les fonctions d'approche et de sortie :
APPR LT devient APPR PLT
APPR LN devient APPR PLN
APPR CT devient APPR PCT
APPR LCT devient APPR PLCT
DEP LCT devient DEP PLCT
Pour cela, appuyez sur la touche orange P après avoir seLECTIONné par softkey une fonction de déplacement d'approche ou de sortie.
Correction de rayon
Programmez la correction de rayon dans la même série que le premier point du contour P_A dans la série APPR. Les séquences DEP annulent automatiquement la correction de rayon!
Approche sans correction de rayon : si vous programmesz R0 dans la série APPR, la TNC déplace l'outil comme un outil de rayon R = 0 mm avec une correction de rayon RR! Ainsi, avec les fonctions APPR/DEP LN et APPR/DEP CT est définie la direction dans laquelle la TNC entre sur le contour et sort de celui-ci. Vous devez en outre programmez les deux coordonnées du plan d'usinage dans la série de déplacement qui suit la série APPR
Approche sur une droite avec raccordement tangentiel : APPR LT
La TNC déplace l'outil sur une droite reliant le point initial PS à un point auxiliaire PH . De cette position, l'outil aborde le premier point du contour PA sur une droite tangentielle. Le point auxiliaire PH est à une distance LEN du premier point du contour P_A .
Fonction de contournagequelconque:aborder le point initial P_S
Ouvrir le dialogue avec la touche APPR/DEP et la softkey APPR LT :

Coordonnées du premier point du contour P_A
LEN: distance entre le point auxiliaire P_H et le premier point du contour P_A
Correction de rayon RR/RL pour l'usinage
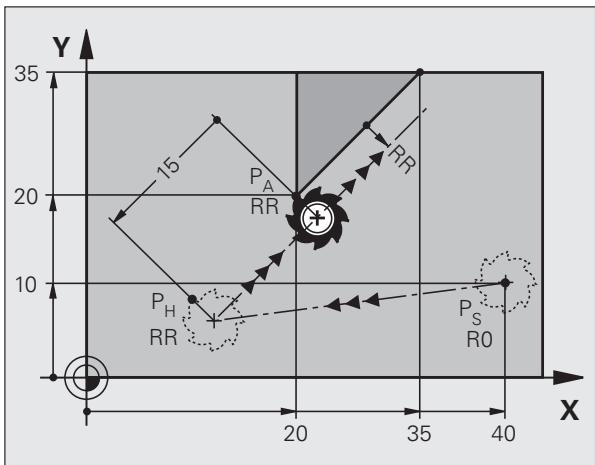
Exemple de séquences CN
7 L X+40 Y+10 RO FMAX M3
8 APPR LT X+20 Y+20 Z-10 LEN15 RR F100
9 L X+35 Y+35
10 L ...
Aborder P_S sans correction de rayon
PA avec correction de rayon RR, distance PH à P_A : LEN=15
Point final du premier élément du contour
Elément de contour suivant
Approche sur une droite perpendicular au premier point du contour : APPR LN
La TNC déplace l'outil sur une droite reliant le point initial P_S à un point auxiliaire P_H . De cette position, l'outil aborde le premier point du contour P_A sur une droite perpendicular. Le point auxiliaire P_H est à une distance LEN + rayon d'outil du premier point du contour P_A .
Fonction de contournagequelconque:aborder le point initial P_S
Ouvrir le dialogue avec la touche APPR/DEP et la softkey APPR LN :

Coordonnées du premier point du contour P_A
Longueur: distance au point auxiliaire P_H . Introduire LEN toujours avec son signe positif!
Correction de rayon RR/RL pour l'usinage
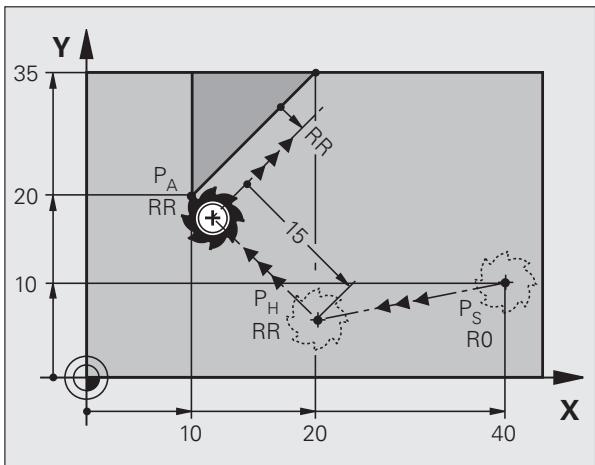
Exemple de séquences CN
7 L X+40 Y+10 RO FMAX M3
8 APPR LN X+10 Y+20 Z-10 LEN15 RR F100
9 L X+20 Y+35
10 L ...
Aborder P_S sans correction de rayon
P_A avec correction de rayon RR
Point final du premier élément du contour
Elément de contour suivant
Approche par une trajectorie circulaire avec raccordement tangentiel : APPR CT
La TNC guide l'outil sur une droite allant du point initial P_S jusqu'à un point auxiliaire P_H . De cette position, il aborde le premier point du contour P_A en suivant une trajectory circulaire tangent au premier élément du contour.
La trajectorie circulaire de P_H à P_A est définie par le rayon R et l'angle au centre CCA. Le sens de rotation de la trajectorie circulaire est donné par le sens d'usinage du premier élément du contour.
Fonction de contourage quelconque : aborder le point initial P_S
Ouvrir le dialogue avec la touche APPR/DEP et la softkey APPR CT :

Coordonnées du premier point du contour P_A
Rayon R de la trajectory circulaire
- Approche du (:oté de la correction de rayon : introduire R en positif
- Approche du côte opposé à la correction de rayon : Introduire R en négatif
Angle au centre CCA de la trajectorie circulaire
CCA doit toujours être introduit avec le signe positif
Valeur d'introduction max. 360^
Correction de rayon RR/RL pour l'usinage
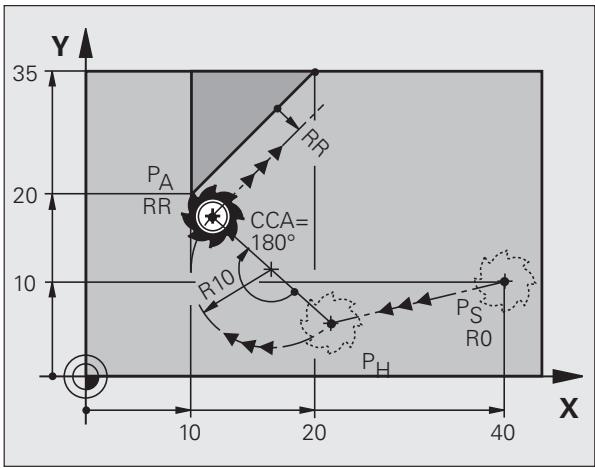
Example de séquences CN
| 7 L X+40 Y+10 RO FMAX M3 | Aborder PS sans correction de rayon |
| 8 APPR CT X+10 Y+20 Z-10 CCA180 R+10 RR F100 | PA avec correction de rayon RR, rayon R=10 |
| 9 L X+20 Y+35 | Point final du premier élément du contour |
| 10 L ... | Elément de contour suivant |
Approche par une trajectory circulaire avec raccordement tangentiel au contour et segment de droite : APPR LCT
La TNC guide l'outil sur une droite allant du point initial PS jusqu'à un point auxiliaire PH . De cette position, l'outil aborde le premier point du contour PA sur une trajectory circulaire. L'avance programmée dans la séquence APPR est la même sur tout le déplacement de la séquence d'approche (trajectoire PS - P_A ).
Si vous avezprogrammé dans la séquence d'approche les trois coordonnées des axes principaux X, Y et Z, la TNC effectue un déplacement simultané sur les trois axes de la position définie avant la séquence APPR au point auxiliaire P_H , puis un déplacement dans le plan de P_H à P_A .
La trajectory circulaire se raccorde tangentiellement à la droite PS - PH ainsi qu'au premier élément du contour. Ainsi elle est définié clairément par le rayon R.
Fonction de contournagequelconque:aborder le point initial P_S
Ouvrir le dialogue avec la touche APPR/DEP et la softkey APPR LCT

Coordonnées du premier point du contour P_A
Rayon R de la trajectorie circulaire. Introduire R en positif
Correction de rayon RR/RL pour l'usinage
Example de séquences CN
| 7 L X+40 Y+10 RO FMAX M3 |
| 8 APPR LCT X+10 Y+20 Z-10 R10 RR F100 |
| 9 L X+20 Y+35 |
| 10 L ... |
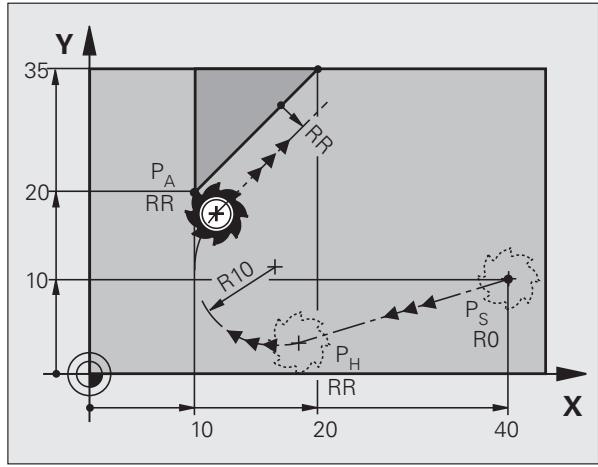
| Aborder PS sans correction de rayon |
| PA avec correction de rayon RR, rayon R=10 |
| Point final du premier élément du contour |
| Elément de contour suivant |
Sortie du contour par une droite avec raccordement tangentiel : DEP LT
La TNC déplace l'outil sur une droite allant du dernier point du contour P_E jusqu'àu point final P_N . La droite est dans le prolongement du dernier élément du contour. P_N est situé à distance LEN de P_E .
Programmer le dernier élément du contour avec le point final P_E et la correction de rayon
Ouvrir le dialogue avec la touche APPR/DEP et la softkey DEP LT:

LEN: Introduire la distance entre le point final P_N et le dernier élément du contour P_E .
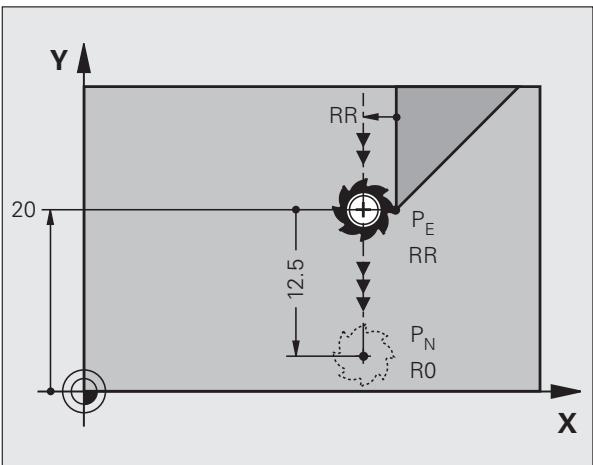
Example de séquences CN
23 L Y+20 RR F100
24 DEP LT LEN12.5 F100
25 L Z+100 FMAX M2
Dernier élément contour: P_E avec correction rayon
S'éloigner du contour de LEN=12,5 mm
Dégagement en Z,回头, fin du programme
Sortir du contour sur une droite perpendicular au dernier élément du contour : DEP LN
La TNC déplace l'outil sur une droite allant du dernier point du contour P_E jusqu'àu point final P_N . La droite est perpendiculaire au dernier élément du contour. au point P_E Les points P_N et P_E sont distants de la valeur LEN + rayon d'outil.
Programmer le dernier élément du contour avec le point final P_E et la correction de rayon
Ouvrir le dialogue avec la touche APPR/DEP et la softkey DEP LN :

LEN: introduire la distance par rapport au point final P_N Important: introduire LEN en positif!
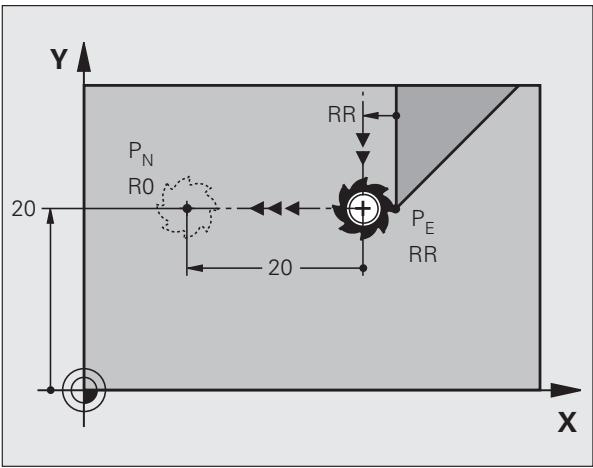
Example de séquences CN
23 L Y+20 RR F100
24 DEP LN LEN+20 F100
25 L Z+100 FMAX M2
Dernier élément contour: P_E avec correction rayon
S'éloigner perpendicular à un contour de LEN = 20 mm
Dégagement en Z,回头, fin du programme
Sortie du contour par une trajectory circulaire avec raccordement tangentiel : DEP CT
La TNC déplace l'outil sur une trajectorye circulaire allant du dernier point du contour P_E jusqu'au point final P_N . La trajectorye circulaire se raccorde par tangentement au dernier élément du contour.
Programmer le dernier élément du contour avec le point final P_E et la correction de rayon
Ouvrir le dialogue avec la touche APPR/DEP et la softkey DEP CT :

Angle au centre CCA de la trajectory circulaire
Rayon R de la trajectory circulaire
L'outil doit quitter la piece du côte de la correction de rayon : introduire R avec son signe positif
L'outil doit quitter la piece du côte opposé à la correction de rayon : introduire R en négatif
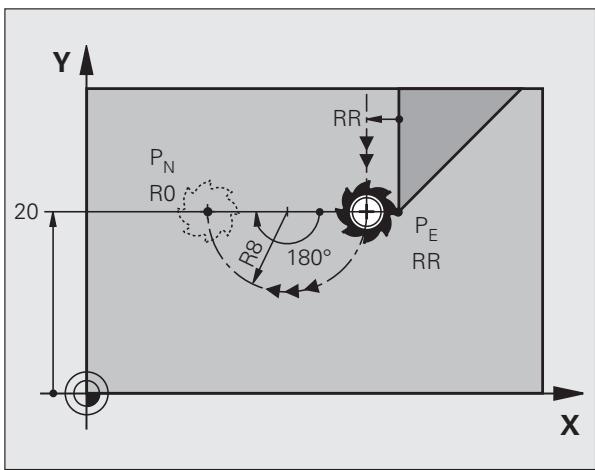
Exemple de séquences CN
23 L Y+20 RR F100
24 DEP CT CCA 180 R+8 F100
25 L Z+100 FMAX M2
Dernier élément contour: P_E avec correction rayon
Angle au centre = 180^
Rayon de la trajectory circulaire = 8 mm
Dégagement en Z,回头, fin du programme
Sortie sur une trajectory circulaire avec raccordement tangentiel au contour et segment de droite : DEPLCT
La TNC déplace l'outil sur une trajectorie circulaire allant du dernier point du contour P_E jusqu'à un point auxiliaire P_H . De cette position, il se déplace sur une croite jusqu'au point final P_N . Le dernier élément du contour et la croite P_H - P_N se raccordent à la trajectorie circulaire par tangement. Ainsi, la trajectorie circulaire est définitie clairement avec le rayon R.
Programmer le dernier élément du contour avec le point final P_E et la correction de rayon
Ouvrir le dialogue avec la touche APPR/DEP et la softkey DEP LCT :

Introduire les coordonnées du point final P_N
Rayon R de la trajectorie circulaire. Introduire R en positif!
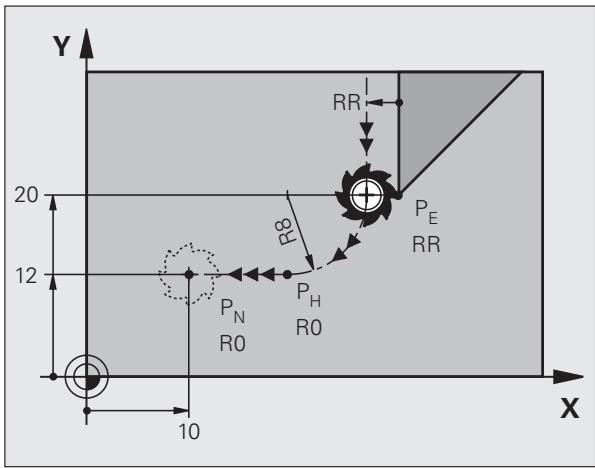
Exemple de séquences CN
23 L Y+20 RR F100
24 DEP LCT X+10 Y+12 R+8 F100
25 L Z+100 FMAX M2
Dernier élément contour: P_E avec correction rayon
Coordonnées P_N rayon trajectorie circulaire = 8 mm
Dégagement en Z,回头, fin du programme
6.4 Contournages - Coordonnées cartésiennes
Vue d'ensemble des fonctions de contourage
| Fonction | Touché de contourage | Déplacement d'outil | Données nécessaires | Page |
| Droite L angl. : Line | L | Droite | Coordonnées du point final de la droite | Page 215 |
| Chanfrein : CHF angl. : CHamFer | CHE | Chanfrein entre deux droites | Longueur du chanfrein | Page 216 |
| Centre de cercle CC ; angl. : Circle Center | CC | Aucun | Coordonnées du centre du cercle ou du pôle | Page 218 |
| Arc de cercle C angl. : Circle | C | Trajectoire circulaire vers le point final de l'arc de cercle avec centre de cercle CC | Coordonnées du point final du cercle, sens de rotation | Page 219 |
| Arc de cercle CR angl. : Circle by Radius | CR | Trajectoire circulaire avec rayon définii | Coordonnées du point final du cercle, rayon, sens de rotation | Page 220 |
| Arc de cercle CT angl. : Circle Tangential | CT | Trajectoire circulaire avec raccordement tangentiel à l'élement de contour précéd dent et suivant | Coordonnées du point final du cercle | Page 222 |
| Arrondi d'angle RND angl. : RouNDing of Corner | RND | Trajectoire circulaire avec raccordement tangentiel à l'élement de contour précédent et suivant | Rayon d'angle R | Page 217 |
| Programmation flexible de contours FK | FK | Droite ou trajectory circulaire avec raccordement quelconque à l'élement de contour précédent | voir „Contournages - Programmation flexible de contours FK", page 235 | Page 239 |
Droite L
La TNC déplace l'outil sur une droite allant de sa position actuelle jusqu'au point final de la droite. Le point de départ correspond au point final de la séquence précédente.

Coordonnées du point final de la droite, si nécessaire
Correction de rayon RL/RR/RO
Avance F
Fonction auxiliaire M
Example de séquences CN
7 L X+10 Y+40 RL F200 M3
8 L IX+20 IY-15
9 L X+60 IY-10
Transfert de la position courante
Vous pouvez aussi générer une série linéaire (L) avec la touche „TRANSFERER LA POSITION EFFECTIVE“:
Déplacez l'outil en mode Manuel jusqu'à la position qui doit être transférée
Commutez l'affichage de l'écran sur Mémorisation/édition de programme
Sélectionner la série de programme derrière laquelle doit être insérée la série L

Appuyer sur la touche „TRANSFÉRER LA POSITION EFFECTIVE“: la TNC géné une série L ayant les coordonnées de la position effective

Vous définisse avec la fonction MOD le nombre d'axes que la TNC mémorise dans la série L (voir „Décisionner l'axe pour générer une série L", page 641).
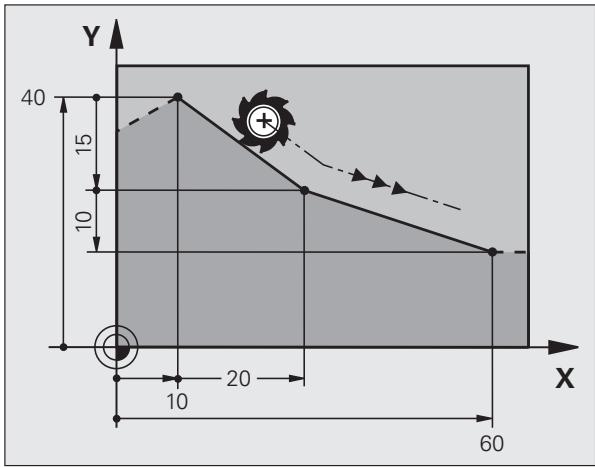
Insérer un chanfrein entre deux droites
Les angles de contour formés par l'intersection de deux droites peuvent être chanfreinés.
Dans les séquences linéaires qui precedent et suivant la série CHF, programmez les deux coordonnées du plan dans lequel le chanfrein doit être exécuté
La correction de rayon doit être identique avant et après la séquence CHF
Le chanfrein doit pouvoir être usiné avec l'outil actuel

Longueur chanfrein: longueur du chanfrein, si nécessaire:
Avance F (n'agit que dans la série CHF)
Example de séquences CN
7 L X+0 Y+30 RL F300 M3
8 L X+40 IY+5
9 CHF 12 F250
10 L IX+5 Y+0

Un contour ne doit pas démarrer par une série CHF.
Un chanfrein ne peut être exécuté que dans le plan d'usinage.
Le point d'intersection nécessaire au chanfrein ne fait pas partie du contour.
Une avance programmée dans la séquence CHF n'agit que dans cette séquence. Àpres l'usinage du chanfrein, l'avance avant la séquence CHF redevient active.
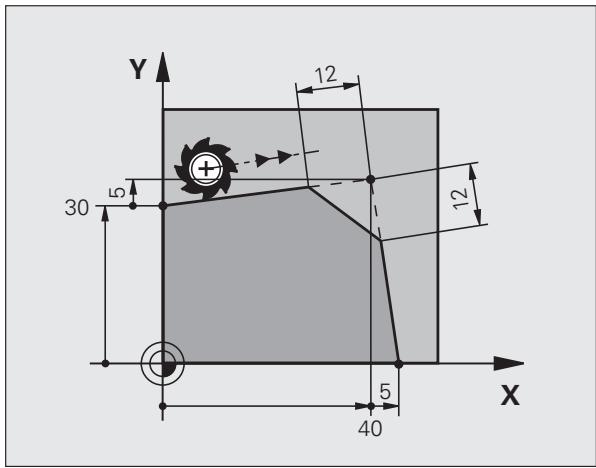
Arrondid'angle RND
La fonction RND permet d'arrondir les angles du contour.
L'outil se déplace sur une trajectory circulaire tangente à la fois à l'élement de contour précédent et à l'élement de contour suivant.
Le cercle d'arrondi doit pouvoir être exécuté avec l'outil en cours d'utilisation.

Rayon d'arrondi: Rayon de l'arc de cercle, si nécessaire:
Avance F (n'agit que dans la série RND)
Example de séquences CN
5 L X+10 Y+40 RL F300 M3
6 L X+40 Y+25
7 RND R5 F100
8 L X+10 Y+5

L'élément de contour précedent et le suivant doivent contérer les deux coordonnées du plan dans lequel doit être exécuté l'arrondi d'angle. Si vous usinez le contour sans correction de rayon, vous devez alors programmer les deux coordonnées du plan d'usinage.
Le point d'intersection ne fait pas partie du contour.
Une avance programmée dans la séquence RND n'agit que dans la séquence RND. Ensuite, l'avance avant la séquence RND redevient active.
Une série RND peut être également utilisée pour une approche douce du contour.
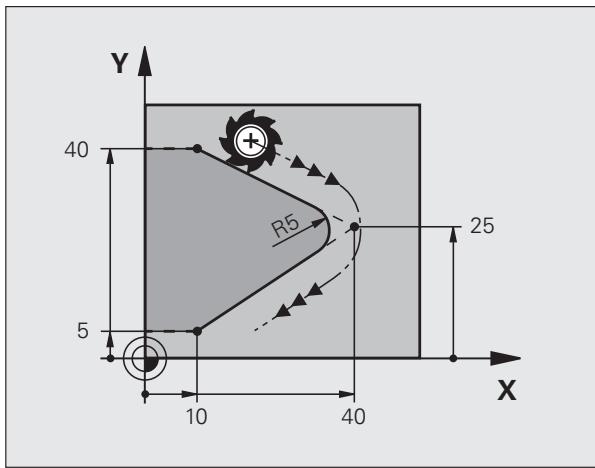
Centre de cercle CCI
Vou definissee le centre du cercle des trajetoires circulaires que vous programmez avec la touche C (trajectoire circulaire C) Pour cela
introduisez les coordonnées cartésiennes du centre du cercle dans le plan d'usinage ou
■ invalidate la dernière position programmée ou
transférer les coordonnées avec la touche „TRANSFERT DE LA POSITION EFFECTIVE"

Introduire les coordonnées du centre du cercle ou pour valider la dernière position programmée, introduire : aucune coordonnée
Example de séquences CN
5 CC X+25 Y+25
ou
10 L X+25 Y+25
11 CC
Les lignes 10 et 11 du programme ne se reférént pas à la figure ci-dessus.
Durée de l'effet
Le centre du cercle reste défini jusqu'à ce que vous programmiez un nouveau centre de cercle. Vous pouvez également définir un centre de cercle pour les axes auxiliaires U, V et W.
Introduire le centre de cercle en valeur incrementale
Une coordonnée en incrémental du centre du cercle se refère toujours à la première position d'outil programmée.

Avec CC, vous désignez une position de centre de cercle : l'outil ne se déplace pas à cette position.
Le centre du cercle sert également de pôle pour les coordonnées polaires.
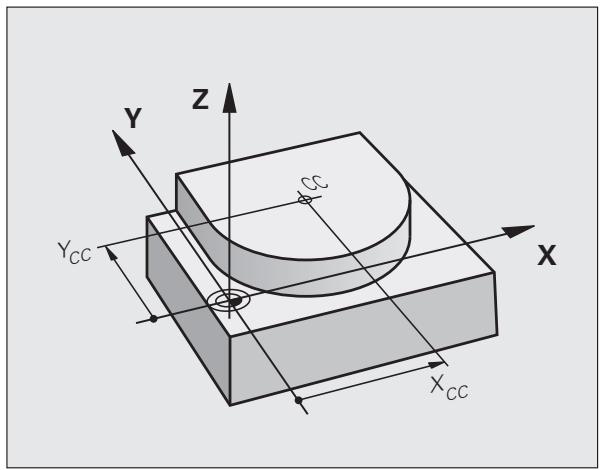
Trajectoire circulaire C et centre de cercle CC
Définissez le centre de cercle CC avant de programmermer la trajetoire circulaire. La dernière position programmée avant la trajetoire circulaire correspond au point de départ de la trajetoire circulaire.
Déplacer l'outil sur le point de départ de la trajectory circulaire

Introduire les coordonnées du centre de cercle
Introduire les coordonnées du point final de l'arc de cercle, si nécessaire:
Sens de rotation DR
Avance F
Fonction auxiliaire M

La TNC exécute normalement les déplacements circulaires dans le plan d'usinage actif. Quand vous programmes des cercles qui ne sont pas situés dans le plan d'usinage actif, par exemple C Z... X... DR+ avec l'axe d'outil Z et avec une rotation du système de coordonnée, alors la TNC désrit un cercle dans l'espace, soit un cercle dans trois axes.
Example de séquences CN
5 CC X+25 Y+25
6 L X+45 Y+25 RR F200 M3
7 C X+45 Y+25 DR+
Cercle entier
Pour le point final, programmez les mêmes coordonnées que celles du point de départ.

Le point de départ et le point final du déplacement circulaire doit être sur la trajectory circulaire.
Tolerance d'introduction : Jusqu'à 0.016 mm (paramétrable dans PM7431).
Cercle le plus petit que la TNC puisse réaliser : 0.0016 μm.
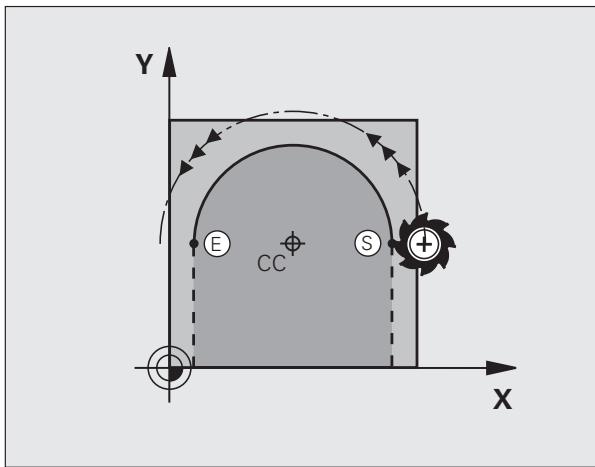
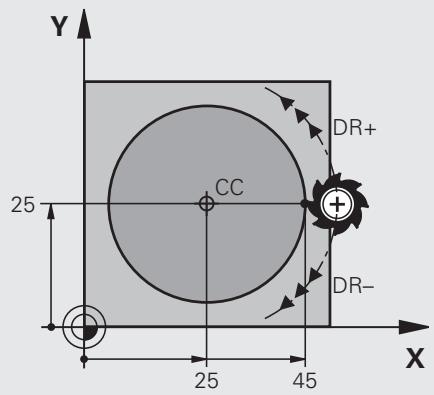
Trajectoire circulaire CR de rayon définii
L'outil se déplace sur une trajectory circulaire de rayon R.

Coordonnées du point final de l'arc de cercle
Rayon R
Attention: le signe définit la dimension de l'arc de cercle!
Sens de rotation DR
Attention: le signe définit la forme concave ou convexe!
Fonction auxiliaire M
Avance F
Cercle entier
Pour un cercle entier, programmez à la suite deux séquences circulaires :
Le point final du premier demi-cercle correspond au point de départ du second. Le point final du second demi-cercle correspond au point de départ du premier.
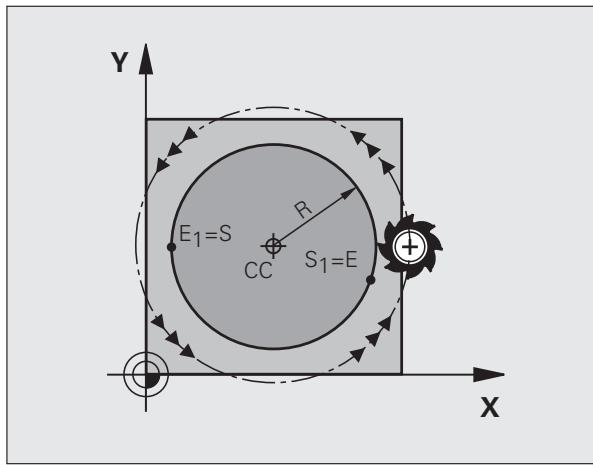
Angle au centre CCA et rayon R de l'arc de cercle
Quatre arcs de cercle passent par un point initial et un point final situés sur un contour circulaire de même rayon :
Petit arc de cercle : CCA<180°
Rayon avec signe positif R > 0
Grand arc de cercle : CCA>180°
Rayon avec signe négatif R<0
Au moyen du sens de rotation, vous définissez si la forme de l'arc de cercle est dirigée vers l'extérieur (convexe) ou vers l'intérieur (concave):
Convexe : Sens de rotation DR- (avec correction de rayon RL)
Concave : sens de rotation DR+ (avec correction de rayon RL)
Exemple de séquences CN
10 L X+40 Y+40 RL F200 M3
11 CR X+70 Y+40 R+20 DR-(ARC 1)
ou
11 CR X+70 Y+40 R+20 DR+ (ARC 2)
ou
11 CR X+70 Y+40 R-20 DR-(ARC3)
ou
11 CR X+70 Y+40 R-20 DR+ (ARC 4)

La distance entre le point de départ et le point final du diamètre du cercle ne doit pas être supérieure au diamètre du cercle.
Le rayon maximal que l'on peut introduire directement est 99,9999 m, et 210 m via la programmation paramétrée.
Les axes angulaires A, B et C sont acceptés.
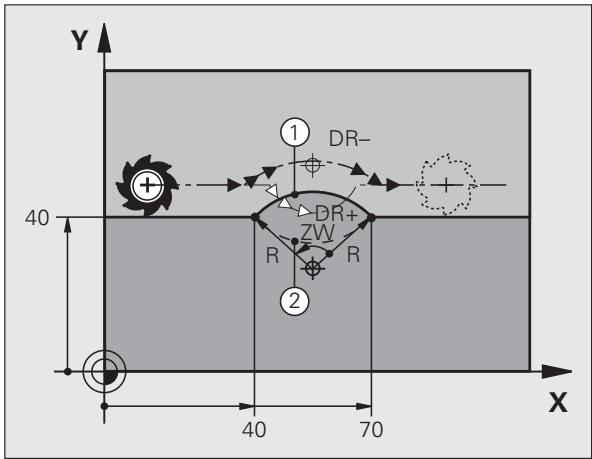
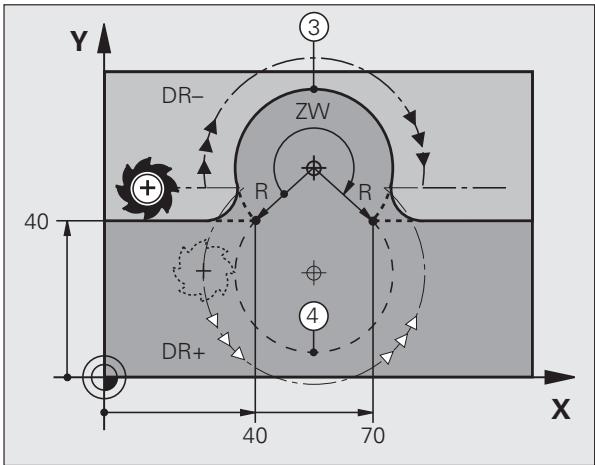
Trajectoire circulaire CT avec raccordement tangentiel
L'outil se déplace sur un arc de cercle tangent à l'élement de contourprogramme précédement.
Un raccordement est "tangentiel" si aucune discontinuité ni angle vif n'existent au point de contact des éléments, ceux-ci s'enchaînant d'une manière continue.
Programmez directement avant la séquence CT l'élement de contour auquel se raccorde l'arc de cercle tangent. Pour cela, au moins deux séquences de positionnement sont nécessaires

Coordonnées du point final de l'arc de cercle, si nécessaire:
Avance F
Fonction auxiliaire M
Example de séquences CN
7 L X+0 Y+25 RL F300 M3
8 L X+25 Y+30
9 CT X+45 Y+20
10 L Y+O

La série CT ainsi que l'élement de ce contour precedément doit containir les deux coordonnées du plan dans lequel l'arc de cercle doit être exécuté!
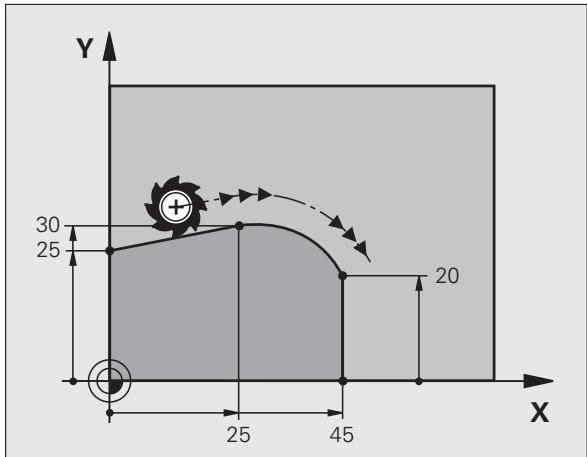
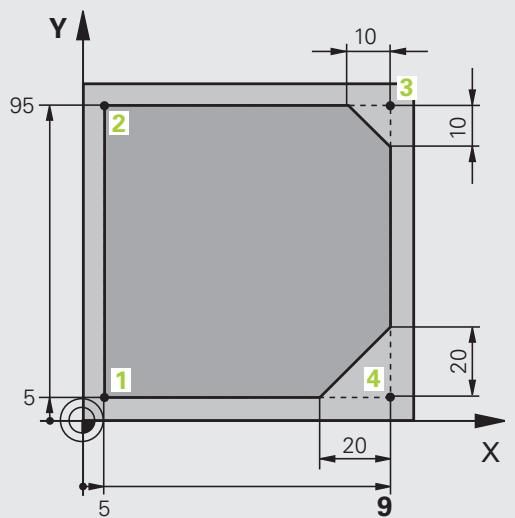
| 0 BEGIN PGM LINEAIRE MM | |
| 1 BLK FORM 0.1 Z X+0 Y+0 Z-20 | Définition de la piece brute pour simulation graphique de l'asinage |
| 2 BLK FORM 0.2 X+100 Y+100 Z+0 | |
| 3 TOOL CALL 1 Z S4000 | Appel d'outil avec axe de broche et vitesse de rotation broche |
| 4 L Z+250 RO FMAX | Dégager l'outil dans l'axe de broche en avance rapide FMAX |
| 5 L X-10 Y-10 RO FMAX | Prépositionner l'outil |
| 6 L Z-5 RO F1000 M3 | Aller à la profondeur d'asinage avec avance F = 1000 mm/min. |
| 7 APPR LT X+5 Y+5 LEN10 RL F300 | Aborder le contour au point 1 sur une droite avec raccordement tangentiel |
| 8 L Y+95 | Aborder le point 2 |
| 9 L X+95 | Point 3 : première droite du coin 3 |
| 10 CHF 10 | Programmer un chanfrein de longueur 10 mm |
| 11 L Y+5 | Point 4 :第二种e droite du coin 3, première droite du coin 4 |
| 12 CHF 20 | Programmer un chanfrein de longueur 20 mm |
| 13 L X+5 | Aborder le dernier point 1 du contour,第二种e droite du coin 4 |
| 14 DEP LT LEN10 F1000 | Quitter le contour sur une droite avec raccordement tangentiel |
| 15 L Z+250 RO FMAX M2 | Dégager l'outil, fin du programme |
| 16 END PGM LINEAIRE MM |
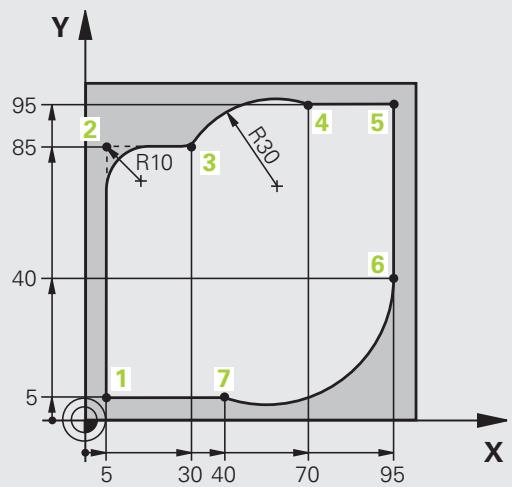
| 0 BEGIN PGM CIRCULAIR MM | |
| 1 BLK FORM 0.1 Z X+0 Y+0 Z-20 | Définition de la piece brute pour simulation graphique de l'usinage |
| 2 BLK FORM 0.2 X+100 Y+100 Z+0 | |
| 3 TOOL CALL 1 Z S4000 | Appel d'outil avec axe de broche et vitesse de rotation broche |
| 4 L Z+250 RO FMAX | Dégager l'outil dans l'axe de broche en avance rapide FMAX |
| 5 L X-10 Y-10 RO FMAX | Prépositionner l'outil |
| 6 L Z-5 RO F1000 M3 | Aller à la profondeur d'asinage avec avance F = 1000 mm/min. |
| 7 APPR LCT X+5 Y+5 R5 RL F300 | Aborder le contour au point 1 sur une trajectory circulaire avec raccordement tangentiel |
| 8 L X+5 Y+85 | Point 2: première droite du coin 2 |
| 9 RND R10 F150 | Insérer un rayon R = 10 mm, avance: 150 mm/min. |
| 10 L X+30 Y+85 | Aborder le point 3: point initial du cercle avec CR |
| 11 CR X+70 Y+95 R+30 DR- | Aborder le point 4: point final du cercle avec CR, rayon 30 mm |
| 12 L X+95 | Aborder le point 5 |
| 13 L X+95 Y+40 | Aborder le point 6 |
| 14 CT X+40 Y+5 | Aborder le point 7: point final du cercle, arc de cercle avec raccord. |
| tangentiel au point 6, la TNC calcule automatiquement le rayon | |
15 L X+5
Aborder le dernier point du contour 1
Quitter le contour sur trajectorye circulaire avec raccord. tangentiel
17 L Z+250 RO FMAX M2
Dégager l'outil, fin du programme
18 END PGM CIRCULAIR MM
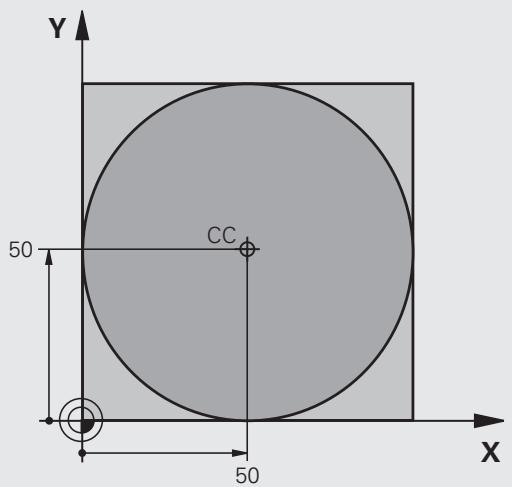
| 0 BEGIN PGM C-CC MM | |
| 1 BLK FORM 0.1 Z X+0 Y+0 Z-20 | Définition de la pièce brute |
| 2 BLK FORM 0.2 X+100 Y+100 Z+0 | |
| 3 TOOL CALL 1 Z S3150 | Appel de l'outil |
| 4 CC X+50 Y+50 | Définir le centre du cercle |
| 5 L Z+250 RO FMAX | Dégager l'outil |
| 6 L X-40 Y+50 RO FMAX | Prépositionner l'outil |
| 7 L Z-5 RO F1000 M3 | Aller à la profondeur d'usinage |
| 8 APPR LCT X+0 Y+50 R5 RL F300 | Aborder le point initial en suivant une trajectory circulaire avec raccordement |
| tangentiel | |
| 9 C X+0 DR- | Aborder le point final (=point initial du cercle) |
| 10 DEP LCT X-40 Y+50 R5 F1000 | Quitter le contour en suivant une trajectory circulaire avec raccordement |
| tangentiel | |
| 11 L Z+250 RO FMAX M2 | Dégager l'outil, fin du programme |
| 12 END PGM C-CC MM |
6.5 Contournages - Coordonnées polaires
Vued'ensemble
Les coordonnées polaires vous permettent de définir une position par un angle PA et une distance PR par rapport à un pôle CC défini précédément.
L'utilisation des coordonnées polaires est interessante pour :
les positions sur des arcs de cercle
les plans avec données angulaires (ex. cercles de trous)
Vue d'ensemble des fonctions de contourages avec coordonnées polaires
| Fonction | Touché de contourage | Déplacement d'outil | Données nécessaires | Page |
| Droite LP | L + P | Droite | Rayon polaire du point final de la droite | Page 228 |
| Arc de cercle CP | C + P | Trajectoire circulaire et centre de cercle/pôle vers le point final de l'arc de cercle | Angle polaire du point final du cercle, sens de rotation | Page 229 |
| Arc de cercle CTP | CT + P | Trajectoire circulaire avec raccordement tangentiel à l'élement de contour précédENT | Rayon polaire, angle polaire du point final du cercle | Page 230 |
| Trajectoire hélicoïdale (hélice) | C + P | Combinaison d'une trajectorye circulaire et d'une droite | Rayon polaire, angle polaire du point final du cercle, coordonnée du point final dans l'axe d'outil | Page 231 |
Origine des coordonnées polaires : pôle CC
Avant d'indiquer les positions en coordonnées polaires, vous pouvez définir le pôle CC à n'importe quel endroit du programme d'usinage. Pour définir le pôle, procédez de la même manière que pour la programmation du centre de cercle.

Coordonnées : pour le pôle, introduire les coordonnées cartésiennes ou pour valider la première position programmée, Introduire : Aucune coordonnée. Définir le pôle avant de programmer les coordonnées polaires. Ne programmer le pôle qu'en coordonnées cartésiennes. Le pôle reste actif jusqu'à ce que vous programmiez un nouveau pôle.
Example de séquences CN
12 CC X+45 Y+25
Droite LP
L'outil se déplace sur une droite allant de sa position actuelle jusqu'à un point final de la droite. Le point initial correspond au point final de la série précédente.


Rayon polaire PR: Introduire la distance entre le point final de la droite et le pôle CC
Angle polaire PA: position angulaire du point final de la droite comprise entre -360^ et +360^
Le signe de PA est déterminé par rapport à l'axe de référence angulaire :
Angle compris entre l'axe de reférence angulaire et PR, sens anti-horaire: PA > 0
Angle entre l'axe de ref. angulaire et PR, sens hora : PA<0
Example de séquences CN
12 CC X+45 Y+25
13 LP PR+30 PA+0 RR F300 M3
14 LP PA+60
15 LP IPA+60
16 LP PA+180
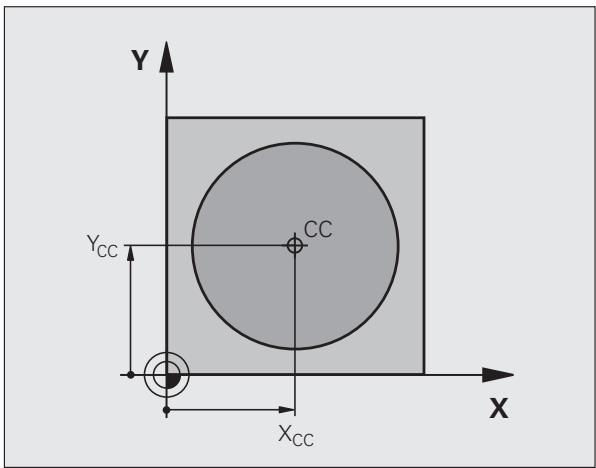
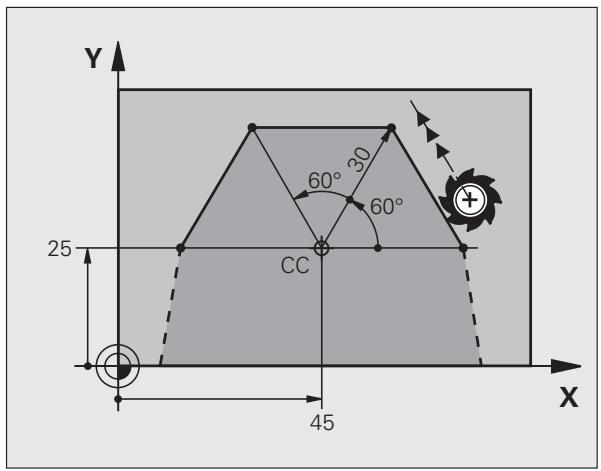
Trajectoire circulaire CP avec pôle CC
Le rayon des coordonnées polaires PR est en même temps le rayon de l'arc de cercle. PR est défini par la distance séparant le point initial du pôle CC. La première position d'util programmee avant la trajectorie circulaire correspond au point de départ de la trajectorie circulaire.


Angle polaire PA: Position angulaire du point final de la trajectorie circulaire comprise entre -99999,9999 et +99999,9999°
Sens de rotation DR
Example de séquences CN
18 CC X+25 Y+25
19 LP PR+20 PA+0 RR F250 M3
20 CP PA+180 DR+

En coordonnées incrémentales, introduire le même signe pour DR et PA.
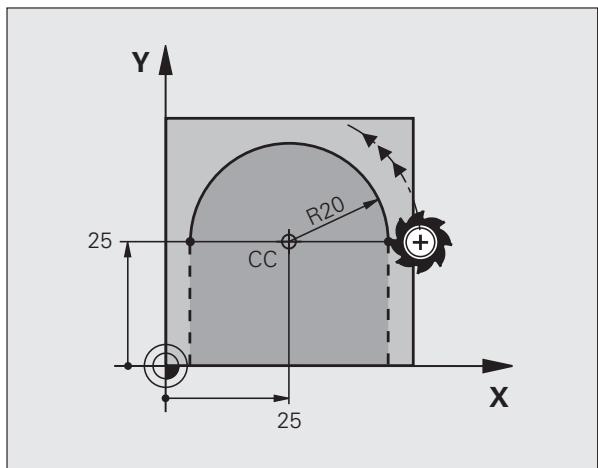
Trajectoire circulaire CTP avec raccordement tangentiel
L'outil se déplace sur une trajectorie circulaire tangente à un élément de contour précédent.


Rayon des coordonnées polaires PR : distance entre le point final de la trayectoire circulaire et le pôle CC
Angle des coordonnées polaires PA : position angulaire du point final de la trajectory circulaire
Example de séquences CN
12 CC X+40 Y+35
13 L X+0 Y+35 RL F250 M3
14 LP PR+25 PA+120
15 CTP PR+30 PA+30
16 L Y+0

Le pôle n'est pas le centre du cercle de contour!
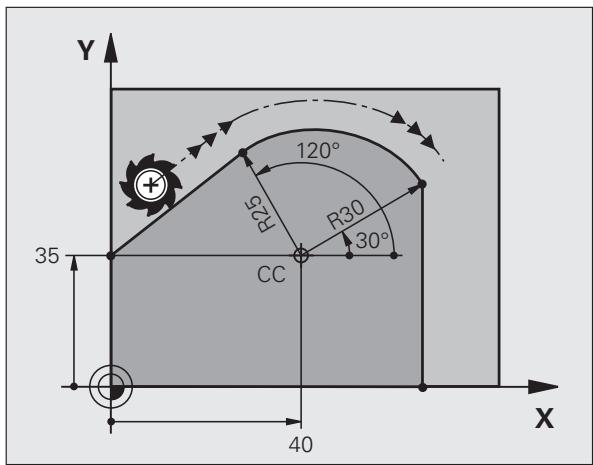
Trajectoire hélicoidale (hélice)
Une trajectorie hélicoïdale est la combinaison d'une trajectorie circulaire et d'un déplacement linéaire qui lui est perpendicular. Vous programmesz la trajectorie circulaire dans un plan principal.
Vou ne pouvez programmermer les contournages pour la trajectory hélicoïdale qu'en coordonnées polaires.
Application
■ Filetage interieur et extérieur de grands diamètres
Rainures de graissage
Calcul de la trajectory helicoidale
Pour programmer, il vous faut disposer de la donnée incrémentedale de l'angle total parcouru par l'outil sur la trajectorie hélicoïdale ainsi que de la hauteur totale de la trajectorie hélicoïdale.
Pour le calcul dans le sens du fraisage, de bas en haut, on a :
Nb de rotations n
Longueur du filet + dépassement de course en début et fin de filet
Hauteur totale h
Pas de vis P x nombre de rotations n
Angle total incremental IPA
Nombre de rotations × 360^ + angle pour début du filet + angle pour dépassement de course
Cordonnée initiale Z
Pas du filet P x n rotations + (dépassement en début de filet)
Forme de la trajectory helicoidale
Le tableau indique la relation entre la direction de l'usinage, sens de rotation et correction de rayon pour certaines formes de trajectoires.
| Filetage interieur | Direction d'usinage | Sens de rotation | Correction rayon |
| à droite | Z+ | DR+ | RL |
| à gauche | Z+ | DR- | RR |
| à droite | Z- | DR- | RR |
| à gauche | Z- | DR+ | RL |
| Filetage extérieur | |||
| à droite | Z+ | DR+ | RR |
| à gauche | Z+ | DR- | RL |
| à droite | Z- | DR- | RL |
| à gauche | Z- | DR+ | RR |
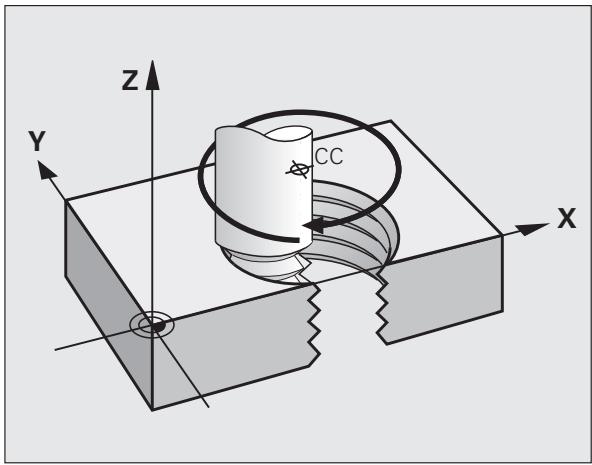

Introduisez le sens de rotation et l'angle total incrémental
IPA avec le même signe; dans le cas contraire, l'outil pourrait se déplacer sur une trajectory incorrecte.
Pour l'angle total IPA, une valeur comprende entre -99 999,9999° et +99 999,9999° est possible.


Angle polaire: introduire l'angle total parcoursu par l'outil sur la trajectorie helicoidale. Avec avoir introduit l'angle, selectionnez l'axe d'outil à l'aide d'une touche de selection d'axe.
Introduire en incrémental la coordonnée de la hauteur de la trajectorie helicoidale
Sens de rotation DR Trajectoire helicoidale sens hora : DR- Trajectoire helicoidale sens anti-horaire : DR+
Introduire la correction de rayon en fonction du tableau
Exemple de séquences CN : filtage M6 x 1 mm avec 5 files
12 CC X+40 Y+25
13 L Z+0 F100 M3
14 LP PR+3 PA+270 RL F50
15 CP IPA-1800 IZ+5 DR-
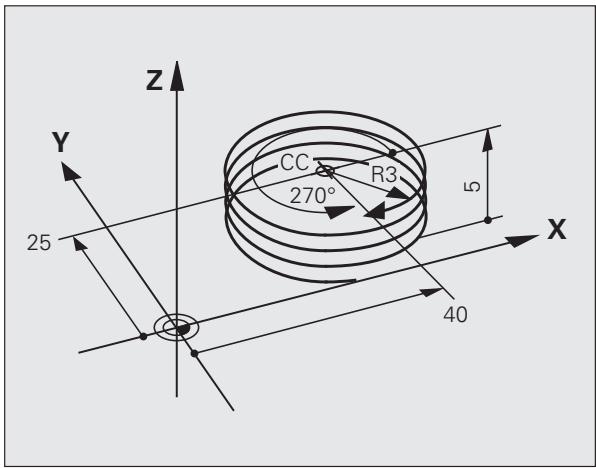
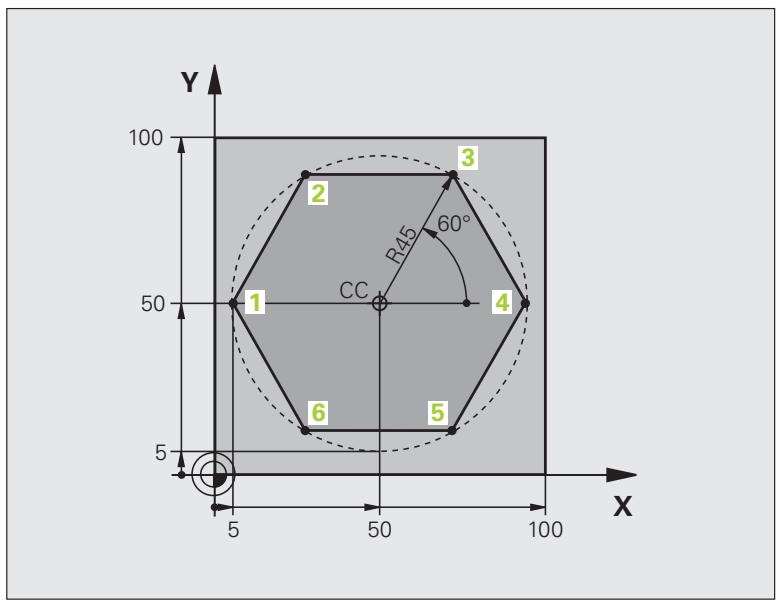
| O BEGIN PGM LINAIRPO MM | |
| 1 BLK FORM 0.1 Z X+0 Y+0 Z-20 | Définition de la piece brute |
| 2 BLK FORM 0.2 X+100 Y+100 Z+0 | |
| 3 TOOL CALL 1 Z S4000 | Appel de l'outil |
| 4 CC X+50 Y+50 | Définir le point d'origine des coordonnées polaires |
| 5 L Z+250 RO FMAX | Dégager l'outil |
| 6 LP PR+60 PA+180 RO FMAX | Prépositionner l'outil |
| 7 L Z-5 RO F1000 M3 | Aller à la profondeur d'usinage |
| 8 APPR PLCT PR+45 PA+180 R5 RL F250 | Aborder le contour au point 1 en suivant un cercle avec raccordement tangentiel |
| 9 LP PA+120 | Aborder le point 2 |
| 10 LP PA+60 | Aborder le point 3 |
| 11 LP PA+0 | Aborder le point 4 |
| 12 LP PA-60 | Aborder le point 5 |
| 13 LP PA-120 | Aborder le point 6 |
| 14 LP PA+180 | Aborder le point 1 |
| 15 DEP PLCT PR+60 PA+180 R5 F1000 | Quitter le contour sur un cercle avec raccordement tangentiel |
| 16 L Z+250 RO FMAX M2 | Dégager l'outil, fin du programme |
| 17 END PGM LINAIRPO MM |
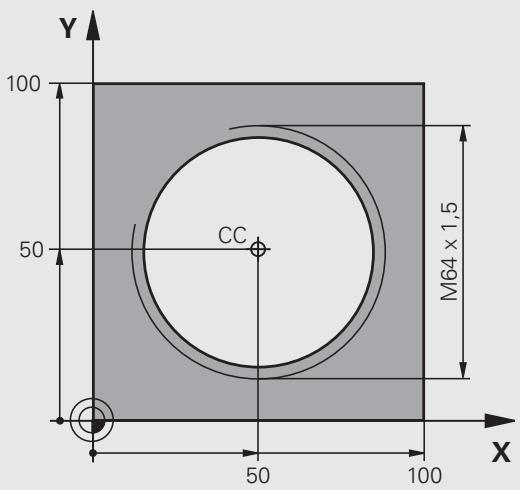
| 0 BEGIN PGM HELICE MM | |
| 1 BLK FORM 0.1 Z X+0 Y+0 Z-20 | Définition de la piece brute |
| 2 BLK FORM 0.2 X+100 Y+100 Z+0 | |
| 3 TOOL CALL 1 Z S1400 | Appel de l'outil |
| 4 L Z+250 RO FMAX | Dégager l'outil |
| 5 L X+50 Y+50 RO FMAX | Prépositionner l'outil |
| 6 CC | Verifier comme pôle la dernière position programmée |
| 7 L Z-12,75 RO F1000 M3 | Aller à la profondeur d'usinage |
| 8 APPR PCT PR+32 PA-182 CCA180 R+2 RL F100 | Aborder le contour sur un cercle avec raccordement tangentiel |
| 9 CP IPA+3240 IZ+13.5 DR+ F200 | Exécuter l'hélice |
| 10 DEP CT CCA180 R+2 | Quitter le contour sur un cercle avec raccordement tangentiel |
| 11 L Z+250 RO FMAX M2 | Dégager l'outil, fin du programme |
| 12 END PGM HELICE MM | |
6.6 Contournages – Programmation flexible de contours FK
Principes de base
Les plans de pièces dont la cotation n'est pas orientée CN contiennent souvent des données non exploitables avec les touches de dialogue grises. Par exemple :
des coordonnées connues peuvent être situées sur l'élement de contour ou à proximate de celui-ci,
des coordonnées peuvent se rapporter à un autre élément ou
des directions et des données concernant la forme du contour sont connues
Vous programmesz ces données directement avec la programmation flexible de contours FK. La TNC calcule le contour a partir des données connues et assiste la programmation avec le graphique interactif FK. La figure en haut a droite montre une cotation que vous pouvez introduire très simplement en programmation FK.
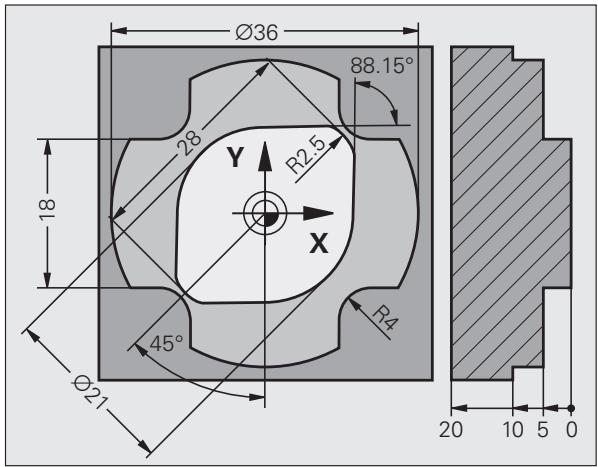

Tenez compte des conditions suivantes pour la programmation FK
Avec la programmation FK, vous ne pouvez introduire des éléments du contour que dans le plan d'usinage. Vous définissez le plan d'usinage dans la première série BLK FORM du programme.
Toutes les données connues de chaque élément du contour doivent être introduites. Programmez également dans chaque séquence les données qui ne changent pas : les données non programmesées sont considérées comme étant inconnues!
Les paramètres Q sont autorisés dans tous les éléments FK, excepté dans les éléments relatifs (ex. RX ou RAN), c'est à dire dans des éléments qui se refèrent à d'autres séquences CN.
Dans un programme, quand les programmes conventionnelles et FK sont mélangées, chaque séquence FK doit être définie clairément.
La TNC a besoin d'un point fixe à partir duquel les calculs seront effectués. Avec les touches de dialogue grises, programmez directement avant un bloc FK une position contenant les deux coordonnées du plan d'usinage. Ne pas programmerper de paramètre Q dans cette séquence.
Quand la première série d'un bloc FK est une série FCT ou FLT, vous devez programmer avant celle ci au moins deux séquences avec les touches de dialogue grises afin de définir clairment le sens de démarrage.
Un bloc FK ne doit pas etre situé directement derriere un repere LBL.

Créer des programmes FK pour la TNC 4xx:
Pour qu'une TNC 4xx puisse importer des programmes FK créés sur une iTNC 530, il convient de définir l'ordre chronologique des différents éléments FK à l'intérieur d'une série de la manière dont ils sont classés sur la barre de softkeys.
Graphique de programmation FK

Pour pouvoir utiliser le graphique avec la programmation FK, Sélectionnéz le partage d'écran PGM + GRAPHISME (voir „Mémorisation/Edition de programme" à la page 73)
Lorsque les indications de coordonnées sont incomplètes, le contour d'une piece n'est parfois pas définiti clairement. Dans ce cas; la TNC affiche à l'aide du graphique FK les différentes solutions parmi lesquelles vous doivent désirar la bonne. Le graphique FK représenté le contour de la piece en plusieurs couleurs :
bleu L'élement de contour est clairement défini
vert Les données introduites donnent plusieurs solutions; selectionnez la bonne
rouge Les données introduites ne suffisent pas encore pour définir l'objet de contour; introduizez d'autres données
Lorsque les données donnent lieu à plusieurs solutions et que l'élement de contour est en vert, Sélectionnez le contour correct de la manière suivante :
AFFICHER SOLUTION
Appuyer sur la softkey AFFICHER SOLUTION jusqu'à ce que l'objet de contour soit affché correctement. Utilisez la fonction zoom (2ème barre de softkeys) quand vous ne pouvez pas désigner les différentes solutions les unes des autres.
SELECTION SOLUTION
L'élement de contour affché est le bon : le besoin avec la softkey SELECTION SOLUTION
Quand vous ne souhaitez pas besoinir tout de suite un contour affché en vert; appuyez sur la softkey ACHEVER SELECTION pour poursuivre le dialogue FK.

Il est souhaitable deCHOISIRaussi rapidement que possible avec SELECTIONSOLUTIONles elements de contour en vert afin de réduire le nombre de solutions pour les éléments suivants.
Le constructeur de votre machine peutCHOISIR d'autres couleurs pour le graphique FK.
Les séquences CN d'un programme appelé avec PGM CALL sont affichées par la TNC dans une autre couleur.
Afficher les nombres de sequence dans la fenêtre graphique
Pour afficher les nombres de sequence dans la fenêtre graphique :
AFFICHER OMEITRE NB SEQU.
Régler la softkey AFFICHER OMETTRE NO SEQU. sur AFFICHER (barre de softkeys 3)
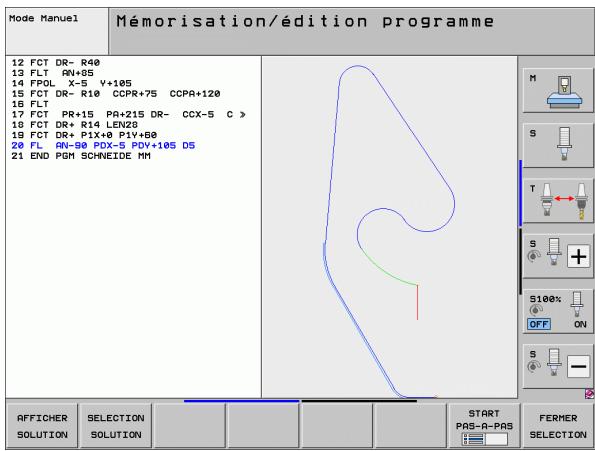
Convert les programmes FK en programmes conversationnels Texte clair
Pour convertir des programmes FK en programmes conversationnels
Texte clair, la TNC propose deux solutions:
- Convertir le programme de manière à ce que la structure du programme (répetitions de parties de programme et appels de sousprogrammes) soit conservée. Ceci n'est pas possible si vous avez utilisé les fonctions de paramètres Q dans la série FK)
- Convertir le programme de manière à ce que les répetitions de parties de programme, les appeals de sous-programmes et les calculs de paramètres Q soient linéarisé. Lors de la linéarisation, au lieu des répetitions de parties de programme et appeals de sous-programmes, la TNC enregistre dans le programme créé les séquences CN à exéçuter en interne ou bien elle convertit les valeurs que vous avez attribuées avec la fonction des paramètres Q dans une série FK

Sélectionner le programme à convertir
Sélectionner les fonctions spéciales
Sélectionner les outils de programmation
Sélectionner la barre de softkeys comportant les fonctions de conversion de programmes
Convertir les séquences FK du programme sélectionné. La TNC convertit toutes les séquences FK en séquences linéaires (L) et circulaires (CC,C); la structure du programme est ainsi conservée, ou bien
Convertir les séquences FK du programme sélectionné. La TNC convertit toutes les séquences FK en séquences linéaires (L) et circulaires (CC,C); la TNC linéarise le programme

Le nom du fichier du fichier nouvellement créé par la TNC se compose de l'ancien nom de fichier auquel vient s'ajouter _nc. Exemple :
■ Nom du fichier du programme FK : LEVIER.H
■ Nom du fichier du programme conversationnel Texte clair converti par la TNC : LEVIER_nc.h
La résolution des programmes conversationnels Texte clair ainsi généres est de 0.1 m
Le programme converti comporte le commentaire NOS ainsi qu'un numero à la suite des séquences CN converties. Le numero indique le numero de sequence du programme FK à partir duquel la sequence en langage conversationnel a ete calculée.
Ouvrir le dialogue FK
Lorsque you appuyez sur la touche grise de fonction de contourage FK, la TNC affiche des softkeys pour ouvrir le dialogue FK : voir tableau suivant. Pour quitter les softkeys, appuyez à nouveau sur la touche FK.
Quand vous ouvrez le dialogue FK avec l'une de ces softkeys, la TNC affiche d'autres barres de softkeys à l'aide desquelles vous introduizez des coordonnées connues, des indications de sens et des données relatives à la forme du contour.
| Elément FK | Softkey |
| Droite avec raccordement tangentiel | FLT |
| Droite sans raccordement tangentiel | FL |
| Arc de cercle avec raccordement tangentiel | FCT |
| Arc de cercle sans raccordement tangentiel | FC |
| Pôle pour programmation FK | FPOL |
Pôle pour programmation FK

Afficher les softkeys de programmation flexible de contour : appuyer sur la touche FK

Ouvrir le dialogue de définition du pôle: appuyer sur la softkey FPOL. La TNC affiche les softkeys des axes du plan d'usinage actif
Avec ces softkeys, introduire les coordonnées du pôle

Le pôle reste actif pour la programmation FK jusqu'à la définition d'un nouveau pôle avec FPOL.
Droites FK
Droite sans raccordement tangentiel

Afficher les softkeys de programmation flexible de contour : appuyer sur la touche FK

Ouvrir le dialogue pour une droite FK : appuyer sur la softkey FL. La TNC affiche d'autres softkeys
A l'aide de ces softkeys, introuuire dans la série toutes les données connues. Le graphique FK affiche le contour programme en rouge jusqu'à ce que les données suffisent. Plusieurs solutions sont affichées en vert (voir „Graphique de programmation FK“, page 237)
Droite avec raccordement tangentiel
Si la droite se raccorde tangentiellement à un autre élément du contour, ouvre le dialogue avec la softkey FLT :

Afficher les softkeys de programmation flexible de contour : appuyer sur la touche FK

Ouvrir le dialogue: appuyer sur la softkey FLT.
A l'aide des softkeys, introduire dans la série toutes les données connues
Trajectoires circulaires FK
Trajectoire circulaire sans raccordement tangentiel

Afficher les softkeys de programmation flexible de contour : appuyer sur la touche FK

Ouvrir le dialogue pour un arc de cercle FK : appuyer sur la softkey FC ; la TNC affiche les softkeys pour les indications relatives à la trajectorie circulaire ou au centre de cercle
Avec ces softkeys, introduire dans la série toutes les données connues : le graphique FK affiche le contour programme en rouge jusqu'à ce que les données suffisent. Plusieurs solutions sont affichées en vert (voir „Graphique de programmation FK“, page 237)
Trajectoire circulaire avec raccordement tangentiel
Quand la trajectory circulaire se raccorde tangentiellement à un autre élément du contour, ouvre le dialogue avec la softkey FCT :

Afficher les softkeys de programmation flexible de contour : appuyer sur la touche FK
Ouvrir le dialogue: appuyer sur la softkey FCT
A l'aide des softkeys, introduire dans la série toutes les données connues
Possibilities d'introduction
Coordonnées du point final
| Données connues | Softkeys | |
| Coordonnées cartésiennes X et Y | X | Y |
| Coordonnées polaires se référant à FPOL | PR | PA |
Exemple de séquences CN
| Données connues | Softkeys |
| Longueur de la droite | LEN |
| Pente de la droite | RN |
| Longueur de corde LEN de l'arc de cercle | LEN |
| Pente en entrée AN de la tangente | RN |
| Angle au centre de l'arc de cercle | CCR |
Exemple de séquences CN
27 FLT X+25 LEN 12.5 AN+35 RL F200
28 FC DR+ R6 LEN 10 AN-45
29 FCT DR-R15 LEN 15
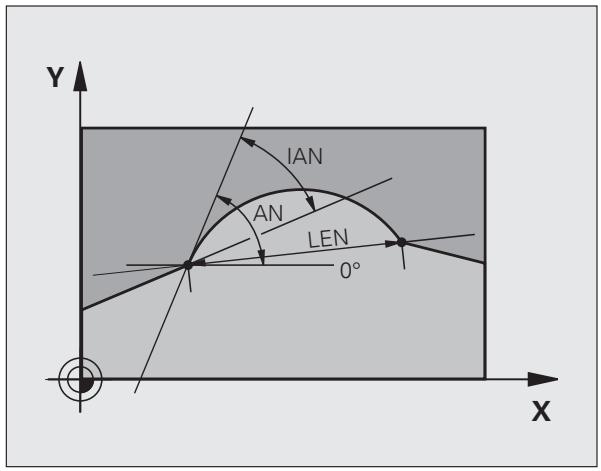
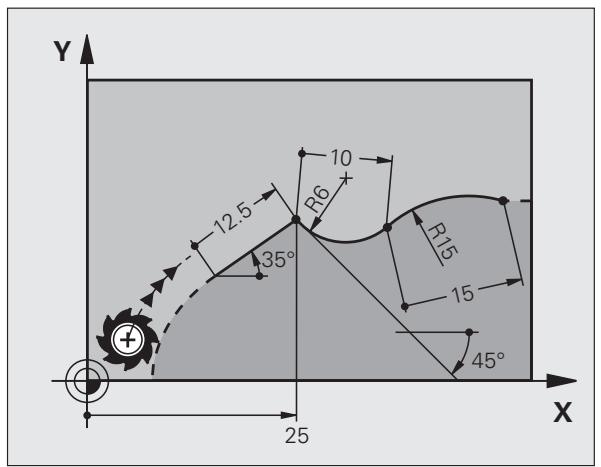
Centre de cercle CC, rayon et sens de rotation dans la séquence FC/FCT
Pour des trajectoires circulaires programmées en mode FK, la TNC calcule un centre de cercle à partir des données que vous avez introduites. Avec la programmation FK, vous pouvez aussi programmer un cercle entier dans une séquence.
Si vous désirez définir le centre de cercle en coordonnées polaires, vous doivent définir le pôle avec la fonction FPOL au lieu de CC. FPOL reste actif jusqu'à la prochaine séquence contenant FPOL et est défini en coordonnées cartésiennes.

Un centre de cercle défini de manière conventionnelle ou calculé par la TNC n'est plus actif comme pôle ou centre de cercle dans un nouveau bloc FK : si des coordonnées polaires programmes définies de manière conventionnelle se refèrent à un pôle défini précédemment dans une séquence CC, reprogrammez ce pôle dans une séquence CC après le bloc FK.
| Données connues | Softkeys | |
| Centre en coordonnées cartésiennes | CCX | CCV |
| Centre en coordonnées polaires | CCPR | CCPR |
| Sens de rotation de la trajectory circulaire | DR- DR+ | |
| Rayon de la trajectory circulaire | R | |
Exemple de séquences CN
10 FC CCX+20 CCY+15 DR+ R15
11 FPOL X+20 Y+15
12 FL AN+40
13 FC DR+ R15 CCPR+35 CCPA+40
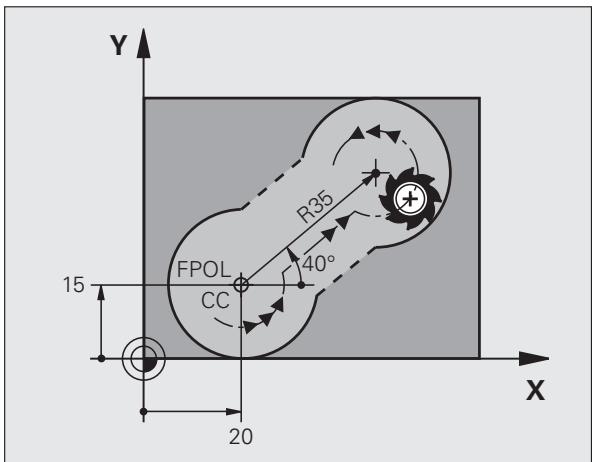
Contours fermés
A l'aide de la softkey CLSD, vous marquez le début et la fin d'un contour fermé. Ceci permet de réduire le nombre de solutions possibles pour le dernier élément du contour.
Introduisez CLSD en complément d'une autre donnée de contour dans la première et la dernière séquence d'un bloc FK.

Début du contour: CLSD+
Fin du contour : CLSD-
Exemple de séquences CN
12 L X+5 Y+35 RL F500 M3
13 FC DR-R15 CLSD+ CCX+20 CCY+35
··
17 FCT DR- R+15 CLSD-

Points auxiliaires
Vouss pouvez introduire les coordonnées de points auxiliaires sur le contour ou en dehors de celui-ci, aussi bien pour les droites FK que pour les trajectoires circulaires FK.
Points auxiliaires sur un contour
Les points auxiliaires sont situés directement sur la droite ou sur le prolongement de cette-ci ou bien encore directement sur la trajectory circulaire.
| Données connues | Softkeys | ||
| Coordonnée X point auxiliaire P1 ou P2 d'une droite | P1X | P2X | |
| Coordonnée Y point auxiliaire P1 ou P2 d'une droite | P1V | P2V | |
| Coordonnée X point auxiliaire P1, P2 ou P3 d'une trajectory circulaire | P1X | P2X | P3X |
| Coordonnée Y point auxiliaire P1, P2 ou P3 d'une trajectory circulaire | P1V | P2V | P3V |
Points auxiliaires en dehors d'un contour
| Données connues | Softkeys | |
| Coordonnée X et Y d'un point auxiliaire en dehors d'une droite | PDX | PDV |
| Distance entre point auxiliaire et droite | D | |
| Coordonnée X et Y d'un point auxiliaire en dehors d'une trajectorie circulaire | PDX | PDV |
| Distance entre point auxiliaire et trajectorie circulaire | D | |
| Exemple de séquences CN | ||
| 13 FC DR- R10 P1X+42.929 P1Y+60.071 | ||
| 14 FLT AN-70 PDX+50 PDY+53 D10 | ||
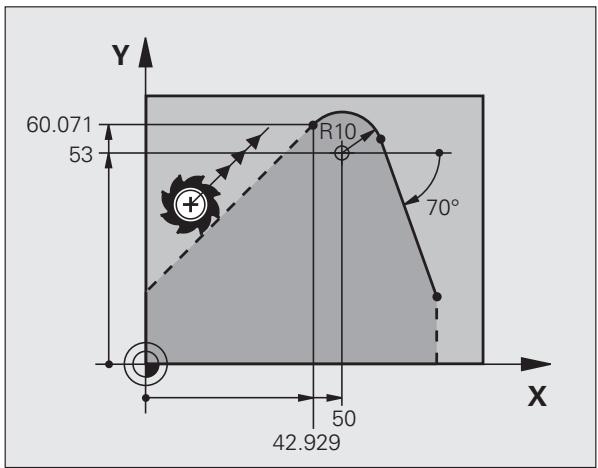
Rapports relatifs
Les rapportss relatifs sont des données qu se refere nt a un autre element de contour. Les softkeys et mots de programme destinés aux rapportss Relatifs commencent par un "R" . La figure de droite montre les données que vous devez programmermer comme rapportss relatifs.

Introduire toujours en incrémentales les coordonnées avec rapport relatif. Vous doivent en plus indiquer le numéro de la série de l'élement de contour auquel vous vous reférer.
L'élément de contour dont vous indiquez le nr. de séquence ne doit pas être à plus de 64 séquences avant la séquence de programmation du rapport
Si vous effacez une série à laquelle vous vous étes réféérée, la TNC délivre un message d'erreur. Modifiez le programme avant d'effacer cette série.
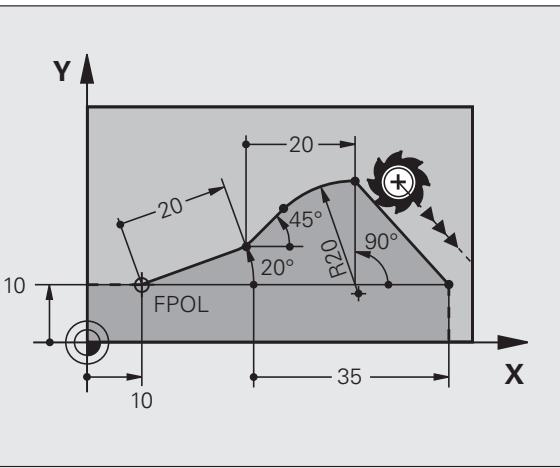
Rapport relat à la série N : coordonnées du point final
| Données connues | Softkeys | |
| Coordonnées cartésiennes se référant à la séquence N | RX N... | RV N... |
| Coordonnées polaires se référant à la séquence N | RPR N... | RPA N... |
Exemple de séquences CN
| 12 FPOL X+10 Y+10 |
| 13 FL PR+20 PA+20 |
| 14 FL AN+45 |
| 15 FCT IX+20 DR- R20 CCA+90 RX 13 |
| 16 FL IPR+35 PA+0 RPR 13 |
Rapport relatif à la série N : sens et distance de l'élement de contour
| Données connues | Softkey |
| Angle entre droite et autre élément de contour ou entre la tangente en entrée sur l'arc de cercle et un autre élément du contour | RAN N... |
| Droite parallèle à un autre élément de contour | PAR N... |
| Distance entre droite et élément de contour parallèle | DP |
Exemple de séquences CN
17 FL LEN 20 AN+15
18 FL AN+105 LEN 12.5
19 FL PAR 17 DP 12.5
20 FSELECT 2
21 FL LEN 20 IAN+95
22 FL IAN+220 RAN 18
Rapport relat à la série N : centre de cercle CC
| Données connues | Softkey | |
| Coordonnées cartésiennes du centre de cercle se reférant à la série N | RCCX N... | RCCV N... |
| Coordonnées polaires du centre de cercle se reférant à la série N | RCCPR N... | RCCPA N... |
Exemple de séquences CN
12 FL X+10 Y+10 RL
13 FL ...
14 FL X+18 Y+35
15 FL ...
16 FL ...
17 FC DR-R10 CCA+O ICCX+20 ICCY-15 RCCX12 RCCY14
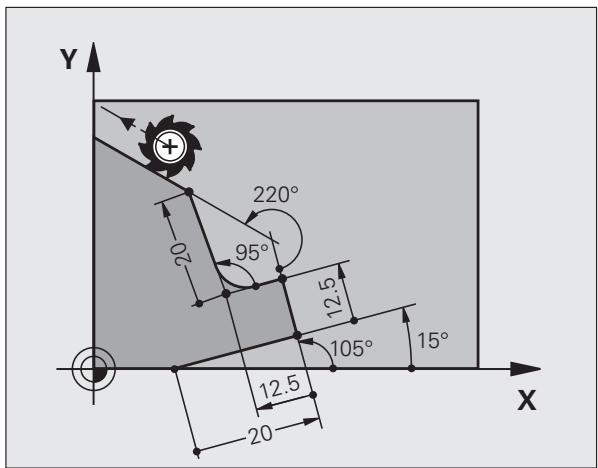
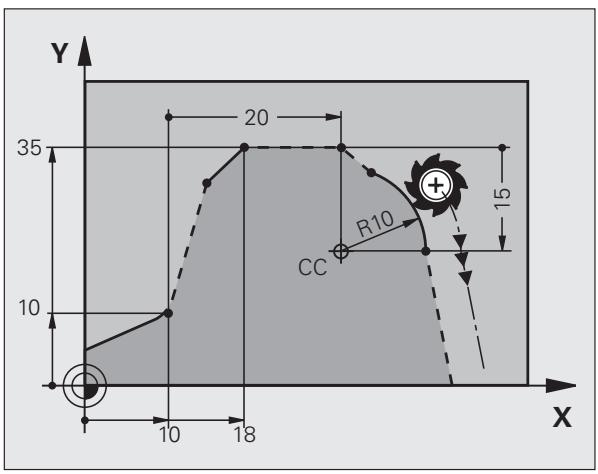
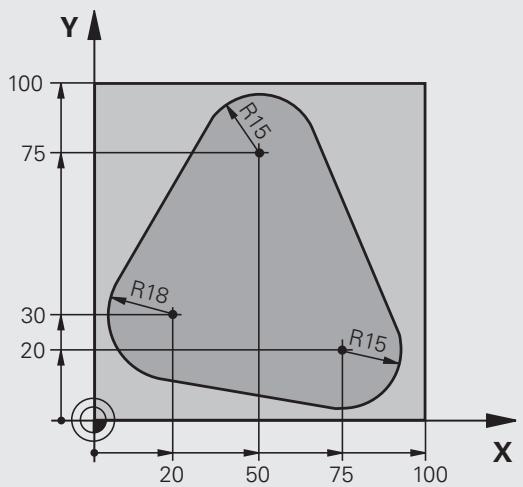
| 0 BEGIN PGM FK1 MM | |
| 1 BLK FORM 0.1 Z X+0 Y+0 Z-20 | Définition de la piece brute |
| 2 BLK FORM 0.2 X+100 Y+100 Z+0 | |
| 3 TOOL CALL 1 Z S500 | Appel de l'outil |
| 4 L Z+250 RO FMAX | Dégager l'outil |
| 5 L X-20 Y+30 RO FMAX | Prépositionner l'outil |
| 6 L Z-10 RO F1000 M3 | Aller à la profondeur d'usinage |
| 7 APPR CT X+2 Y+30 CCA90 R+5 RL F250 | Aborder le contour sur un cercle avec raccordement tangentiel |
| 8 FC DR- R18 CLSD+ CCX+20 CCY+30 | Bloc FK : |
| 9 FLT | Pour chaque élément du contour, programmer les données connues |
| 10 FCT DR- R15 CCX+50 CCY+75 | |
| 11 FLT | |
| 12 FCT DR- R15 CCX+75 CCY+20 | |
| 13 FLT | |
| 14 FCT DR- R18 CLSD- CCX+20 CCY+30 | |
| 15 DEP CT CCA90 R+5 F1000 | Quitter le contour sur un cercle avec raccordement tangentiel |
| 16 L X-30 Y+0 RO FMAX | |
| 17 L Z+250 RO FMAX M2 | Dégager l'outil, fin du programme |
| 18 END PGM FK1 MM |
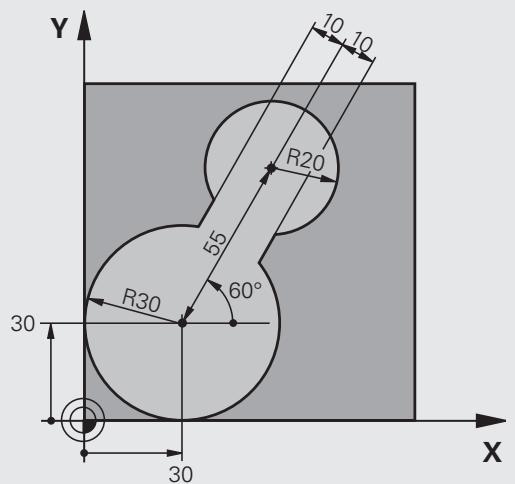
| 0 BEGIN PGM FK2 MM | |
| 1 BLK FORM 0.1 Z X+0 Y+0 Z-20 | Définition de la piece brute |
| 2 BLK FORM 0.2 X+100 Y+100 Z+0 | |
| 3 TOOL CALL 1 Z S4000 | Appel de l'outil |
| 4 L Z+250 RO FMAX | Dégager l'outil |
| 5 L X+30 Y+30 RO FMAX | Prépositionner l'outil |
| 6 L Z+5 RO FMAX M3 | Prépositionner l'axe d'outil |
| 7 L Z-5 RO F100 | Aller à la profondeur d'asinage |
| 8 APPR LCT X+0 Y+30 R5 RR F350 | Aborder le contour sur un cercle avec raccordement tangentiel |
| 9 FPOL X+30 Y+30 | Bloc FK : |
| 10 FC DR- R30 CCX+30 CCY+30 | Pour chaque élément du contour, programmer les données connues |
| 11 FL AN+60 PDX+30 PDY+30 D10 | |
| 12 FSELECT 3 | |
| 13 FC DR- R20 CCPR+55 CCPA+60 | |
| 14 FSELECT 2 | |
| 15 FL AN-120 PDX+30 PDY+30 D10 | |
| 16 FSELECT 3 | |
| 17 FC X+0 DR- R30 CCX+30 CCY+30 | |
| 18 FSELECT 2 | |
| 19 DEP LCT X+30 Y+30 R5 | Quitter le contour sur un cercle avec raccordement tangentiel |
| 20 L Z+250 RO FMAX M2 | Dégager l'outil, fin du programme |
| 21 END PGM FK2 MM |
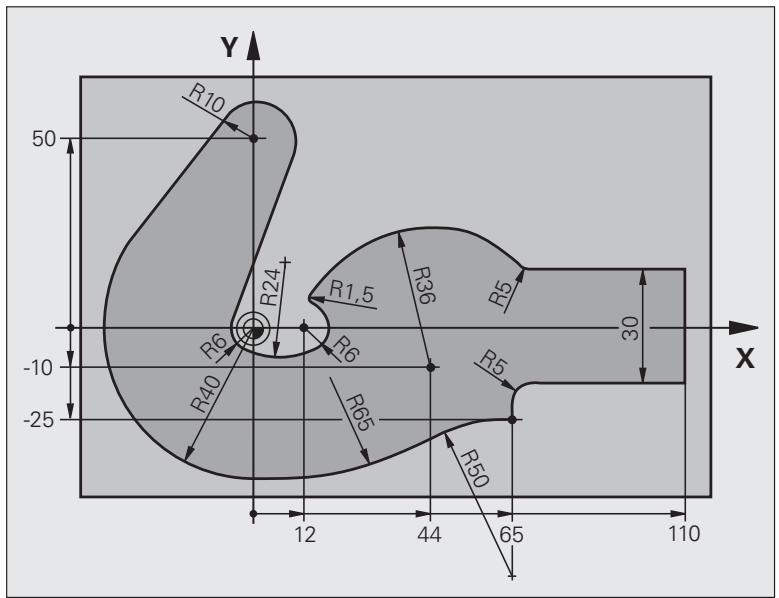
| 0 BEGIN PGM FK3 MM | |
| 1 BLK FORM 0.1 Z X-45 Y-45 Z-20 | Définition de la piece brute |
| 2 BLK FORM 0.2 X+120 Y+70 Z+0 | |
| 3 TOOL CALL 1 Z S4500 | Appel de l'outil |
| 4 L Z+250 RO FMAX | Dégager l'outil |
| 5 L X-70 Y+0 RO FMAX | Prépositionner l'outil |
| 6 L Z-5 RO F1000 M3 | Aller à la profondeur d'usinage |
| 7 APPR CT X-40 Y+0 CCA90 R+5 RL F250 | Aborder le contour sur un cercle avec raccordement tangentiel |
| 8 FC DR- R40 CCX+0 CCY+0 | Bloc FK : |
| 9 FLT | Pour chaque élément du contour, programmer les données connues |
| 10 FCT DR- R10 CCX+0 CCY+50 | |
| 11 FLT | |
| 12 FCT DR+ R6 CCX+0 CCY+0 | |
| 13 FCT DR+ R24 | |
| 14 FCT DR+ R6 CCX+12 CCY+0 | |
| 15 FSELECT 2 | |
| 16 FCT DR- R1.5 | |
| 17 FCT DR- R36 CCX+44 CCY-10 | |
| 18 FSELECT 2 | |
| 19 FCT DR+ R5 | |
| 20 FLT X+110 Y+15 AN+0 | |
| 21 FL AN-90 | |
| 22 FL X+65 AN+180 PAR21 DP30 | |
| 23 RND R5 | |
| 24 FL X+65 Y-25 AN-90 | |
| 25 FC DR+ R50 CCX+65 CCY-75 | |
| 26 FCT DR- R65 | |
| 27 FSELECT 1 | |
| 28 FCT Y+0 DR- R40 CCX+0 CCY+0 | |
| 29 FSELECT 4 | |
| 30 DEP CT CCA90 R+5 F1000 | Quitter le contour sur un cercle avec raccordement tangentiel |
| 31 L X-70 RO FMAX | |
| 32 L Z+250 RO FMAX M2 | Dégager l'outil, fin du programme |
| 33 END PGM FK3 MM |
7
Programmation :importation de donnéesissues de fichiers DXF
7.1 Exploitation de fichiers DXF (option de logiciel)
Application
Vous pouvez ouvrir directement sur la TNC des fichiers DXF créé sur un système CAO pour en extraire des contours ou des positions d'usinage et enregistrer ceux-ci sous forme de programmes conversationnels ou de fichiers de points. Les programmes conversationnels Texte clair obtenus en selectionnant le contour peuvent être également traités par d'anciennes commandes TNC dans la mesure où les programmes de contour ne contiennent que des séquences L et CC/C.
Si vous traitez des fischiers DXF en mode de fonctionnement
Mémorisation/Edition de programme, la TNC générale des programmes
de contour avec l'extension .H et des fischiers de points avec
l'extension .PNT. Si vous traitiez des fischiers DXF en mode smarT.NC,
la TNC générale des programmes de contour avec l'extension .HC et des
fichiers de points avec l'extension .HP.

Le fichier DXF àtraiter doit être enregistré sur le disque dur de la TNC.
Avant l'importation dans la TNC, veiller à ce que le nom du fichier DXF ne compte ni espace, ni caractères spéciaux non autorisés (voir „Noms de fichiers" à la page 108).
Le fichier DXF à ouvrir doit composer au moins une couche (layer).
La TNC gère le format DXF R12 le plus répandu (correspondant à AC1009).
La TNC ne gèrè pas le format binaire DXF. Lors de la création du fichier DXF à partir du programme CAO ou DAO, veiller à enregistrer le fichier en format ASCII.
Eléments DXF Sélectionnables comme contour:
LINE (droite)
CIRCLE (cercle entier)
ARC (arc de cercle)
POLYLINE (polyigne)
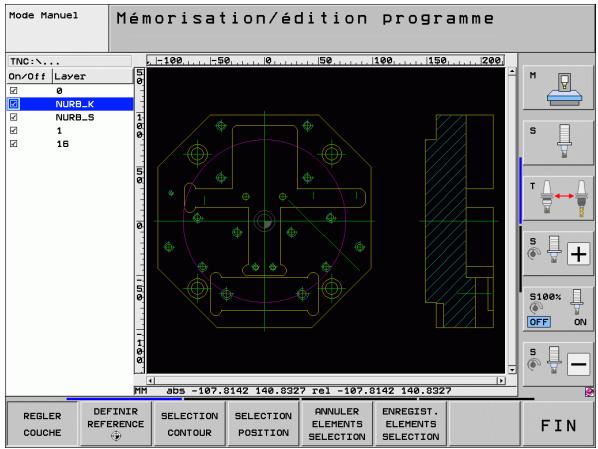
Ouvrir un fichier DXF





Sélectionner le mode Mémorisation/Edition
Sélectionner le gestionnaire de fichiers
Sélectionner la barre de softkeys pour désir les types de fichiers à afficher : appuyer sur la softkey SELECT. TYPE
Afficher tous les fichiers DXF : appuyer sur la softkey AFFICHER DXF
Sélectionner le repertoire où se trouve le fichier DXF
Sélectionner le fichier DXF, modifier avec la touche ENT : la TNC lance le convertisseur DXF et affiche à l'écran le contenu du fichier DXF. La TNC affiche dans la fenêtre de gauche ce qu'on appelle aussi les layers (calques) et dans la fenêtre de droit, le dessin
Configurations par défaut
La troisième barre de softkeys offre diverses possibités de configuration :
| Configuration | Softkey |
| Afficher/ne pas afficher les régles : la TNC affiche les régles sur les bords gauche et supérieur du dessin. Les valeurs individues sur les régles se référent au point zéro du dessin. | REGLES OFF ON |
| Afficher/ne pas afficher la barre d'état : la TNC affiche la barre d' état dans le bord inférieur du dessin. La barre d' état contient les informations suivantes : ■ Unité de mesure active (MM ou INCH) ■ Coordonnées X et Y de la position courante de la souris ■ En mode SELECTION CONTOUR, la TNC affiche si le contour sélectionné est ouvert (open contour) ou fermé (closed contour) | Lignite D'ETAT OFF ON |
| Unité de mesure MM/INCH : configurer l'unité de mesure du fichier DXF. La TNC délivre également le programme de contour avec cette unité de mesure | UNITE DE MESURE MM INCH |
| Régler la tolérance : la tolérance définit la distance entre deux éléments de contour voins. Cette tolérance vous permet de compenser des imprécisions généraies lors de la création du dessin. La configuration par défaut dépend de la taille du fichier DXF en entier | RÉGLER TOLERANCE |
| Régler la résolution : la résolution définit le nombre de chiffres après la virgule que la TNC doit utiliser pour générer le programme de contour. Par défaut : 4 chiffres après la virgule (correspondant à une résolution de 0.1 μm avec unité de mesure en MM active) | RÉGLER RESOLUTION |
| Configuration | Softkey |
| Mode de validation des points pour les cercles et segments de cercle : lors de la sélection des positions d'usinage, ce mode définit si la TNC doit valider le centre du cercle directement en cliquant avec la souris (OFF) ou bien si elle doit d'abord afficher d'autres points du cercle | PT CERC. SUPPLY. OFF ON |
| OFF Ne pas afficher des points supplémentaires du cercle, valider directement le centre du cercle lorsque vous cliquez sur un cercle ou un arc de cercle | |
| ON Afficher des points supplémentaires du cercle, valider le centre du cercle désiré en cliquant à nouveau | |
| Mode pour validation de points : définir si la TNC doit ou non afficher la course de déplacement de l'outil lorsque vous sélectionnez les positions d'usinage. | AFFICHER TRAJECT. OUTFIL |

Vous doivent voir le code de la fonction du langage de mesures.
Si vous désirez générer des programmes pour d'anciennes commandes TNC, vous nevez limiter la résolution à 3 chiffres après la virgule. Vous nevez en outre supprimer les commentaires délivrés dans le programme de contour par le convertisseur DXF.
Configurer la couche
Les fichiers DXF possèdent généralement plusieurs couches (layers) grâce auxquelles le constructeur peut organiser son dessin. Grâce à cette technique des couches (layers), le constructeur regroupe des éléments de différente nature, par exemple le contour réel de la pierce, les cotes, les lignes auxiliaires et de structure, les hachures et textes.
Pour éviter que l'écran ne compte trop d'informations inutiles lorsque vous sélectionnez le contour, vous pouze cacher toutes les couches superflues contenues dans le fichier DXF.

Le fichier DXF à exploiter doit composer au moins une couche (layer).
Voussouspoucezaussiselectionnerun contourlorsquele constructeurI'acopiedansdifferentescouches.
REGLER COUCHE
S'il n'est pas activé, sélectionner le mode permettant de configurer les couches: Dans la fenêtre de gauche, la TNC affiche toutes les couches continues dans le fichier DXF actif
Pour masquer une couche : selectionner la couche souhaitatione avec la touche gauche de la souris et la masquer en cliquant sur la case a cocher
Pour afficher une couche : sélectionner la couche souhaïée avec la touche gauche de la souris et l'afficher à nouveau en cliquant sur la case à cocher
Définir le point d'origine
Le point zéro du plan du fichier DXF n'est pas toujours situé de manière à ce que vous puissiez l'utiliser directement comme point d'origine piece. C'est pourquoi la TNC propose une fonction qui vous permet, en cliquant sur un élément, de décaler le point zéro du plan à un endroit approprié.
You pouvez définir le point d'origine aux endroits suivants :
Au point de départ, au point final ou au milieu d'une droite
Au point de départ ou au point final d'un arc de cercle
Au changement de cadran d'un cercle entier ou à son centre
Au point d'intersection de
Droit - droite, y compris si le point d'intersection est situé dans le prolongement de la droite
Droite - arc de cercle
Droite - cercle entier
Cercle - cercle (un arc de cercle ou un cercle entier)

Pour définitir un point d'origine, vous doivent utiliser le pavé tactile du clavier de la TNC, ou bien une souris raccordée au port USB.
Vous pouvez toujours modifier le point d'origine lorsque le contour est déjà sélectionné. La TNC ne calcule les données réelles du contour seulement si vous mémorisez le contour sélectionné dans un programme de contour.
Selectionner le point d'origine sur un seul élément
DEFINIR REFERENCE
Sélectionner le mode pour définir le point d'origine
Avec la touche gauche de la souris, cliquez sur l'objet sur lequel vous voulez définir le point d'origine : la TNC affiche avec une étoile les points d'origine possibles situés sur l'objet sélectionné
Cliquer sur l'étoile correspondant au point d'origine à seLECTIONner : la TNC affiche le symbole du point d'origine à l'endroit seLECTIONné. Si l'élement seLECTIONné est trop petit, utiliser si nécessaire la fonction zoom
Selectionner comme point d'origine le point d'intersection de deux éléments
DEFINIR REFERENCE
Sélectionner le mode pour définir le point d'origine
Avec la touche gauche de la souris,clinquer sur le premier élément (droite, cercle entier ou arc de cercle):la TNC affiche avec une etoile les points d'origine possibles situés sur I'elément selectionné
Avec la touche gauche de la souris,clinquer sur le deuxieme element (droite,cercle entier ou arc de cercle):la TNC affiche le symbole du point d'origine sur le point d'intersection

La TNC calcule également le point d'intersection de 2 éléments lorsque celui-ci est situé dans le prolongement d'un élément.
Si la TNC doit calculer plusieurs points d'intersection, elle seLECTIONne alors le point d'intersection le plus proche de l'endetroit où l'on a cliqué avec la souris sur le deuxième élément.
Si la TNC ne peut pas calculer de point d'intersection, elle annule dans ce cas un élément qui est déjà sélectionné.
Informations concernant les éléments
La TNC affiche en bas et à gauche de l'écran la distance entre le point d'origine sélectionné et le point zéro du dessin.
Sélectionner et enregistrer le contour

Pour sélectionner un contour, vous doivent utiliser le pavé tactile du clavier de la TNC, ou bien une souris raccordée au port USB.
Si vous n'utilise pas le programme de contour en mode smarT.NC, lorsque vous selectionnez le contour, vous nevez alors definir les sens de la trajectory de manière à ce qu'il corresponde au sens d'usinage souhaité.
Sélectionnez le premier élément de contour de manière à ce que l'approche se fasse sans risque de collision.
Si les éléments de contour sont très rapprochés les uns des autres, utiliser la fonction zoom.
SELECT.
CONTOUR
Sélectionner le mode de sélection du contour : la TNC masque les couches affichées dans la fenêtre de gauche et active la fenêtre de droite permettant de sélectionner le contour
Pour selectionner un élément de contour : avec la touche gauche de la souris,clinquer sur l'élément de contour désiré. La TNC affiche l'élément de contour sélectionné en bleu. Pour l'élément marqué, la TNC affiche simultanément un symbole (cercle ou droite) dans la fenêtre de gauche
Pour désirir l'objet de contour suivant : avec la touche gauche de la souris, cliquer sur l'objet de contour souhaité. La TNC affiche l'objet de contour sélectionné en bleu. Lorsque d'autres éléments de contour peuvent être sélectionnés sans ambiguité dans le sens de trajectorychoisi, la TNC les affiche en vert. Cliquez sur le dernier élément vert pour valider tous les éléments dans le programme de contour. La TNC affiche dans la fenêtre de gauche tous les éléments sélectionnés. Les éléments encore sélectionnés en vert sont affichés sans coche par la TNC dans la colonne NC. De tels éléments ne sont pas enregistrés dans le programme de contour par la TNC
Si nécessaire, vous pouvez désactiver la sélection d' éléments marqués; pour cela, cliquez à nouveau sur l'élement dans la fenêtre de droite tout en maintainant actionnée la touche CTRL

Lorsque vous avez sélectionné des poly lignes, la TNC affiche un numéro d'identification à deux niveaux dans la fenêtre de gauche. Le premier numéro correspond au numéro courant de l'élement de contour et le second numéro, au numéro d'élement de la polyigne correspondante issu du fichier DXF.
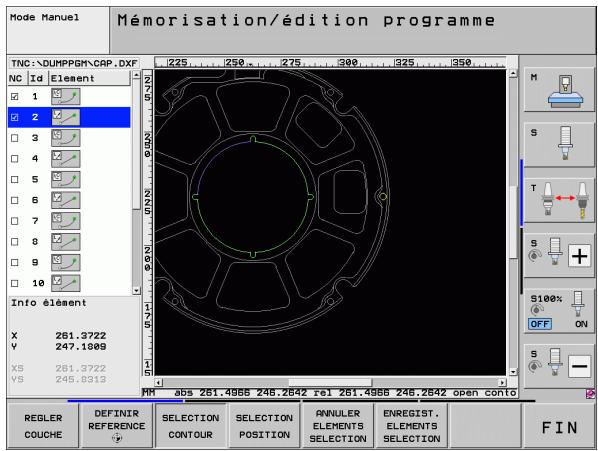
Enregistrer les éléments de contour marqués dans un fichier conversationnel Texte clair : la TNC affiche une fenêtre auxiliaire où vous pouvez introduire un nom de fichier au besoin. Par défaut : nom du fichier DXF Si le nom du fichier DXF contient des trémas ou espaces, la TNC remplace ces caractères par un tiret bas
Valider la saisie : la TNC enregistre le programme de contour dans le même réseau que celui où se trouve le fichier DXF
Pour sélectionner d'autres contours : appuyer sur la softkey ANNULER ÉLÉMENTS SELECTION et sélectionner le contour suivant tel que déscrit précédemment
La TNC délivre aussi dans le programme de contour deux définitions de la piece brute (BLK FORM). Le première définition contient les dimensions de tout le fichier DXF et la seconde (qui agit en premier), les éléments de contours marqués; il en résultat une piece brute de taille optimale.
La TNC n'enregistre que les éléments réellement marqués ( éléments en bleu) et qui sont cochés dans la fenêtre de gauche.
Couper, allonger, raccourcir les éléments du contour
Si un élément de contour du dessin est limité par une autre élément, vous doivent alors tout d'abord couper ce dernier élément. Cette fonction vous est proposée automatiquement lorsque vous étes en mode de sélection d'un contour.
Procedez de la maniere suivante :
L'élement de contour limite est selectionné; il est donc marqué en bleu
▶ Cliquer sur l'objet de contour à couper : la TNC affiche le point d'intersection avec une étoile entourée d'un cercle, les points des extrémités sélectionnables avec une simple étoile
Tout en maintainant la touche CTRL,enfoncée,clinquer sur le point d'intersection:la TNC coupe I'elément de contour au niveau du point d'intersection et cache a nouveau les points. Si nécessaire, la TNC rallonge ou raccourcit I'elément de contour (en bleu) et ce, jusqu'au point d'intersection des deux éléments
Cliquer à nouveau sur l'élement coupé du contour : la TNC affiche à nouveau le point d'intersection et les points des extrémités
▶ Cliquer sur le point d'extrémité souhaïte : la TNC marque en bleu l'élement qui est maintainant coupé
Sélectionner l'élement de contour suivant

Si l'élement de contour à rallonger/raccourcir est une droite, la TNC rallonge/raccourcit l'élement de contour de maniere linéaire. Si l'élement de contour à rallonger/ raccourcir est un arc de cercle, la TNC rallonge/raccourcit l'arc de cercle de maniere circulaire.
Pour pouvoir utiliser cette fonction, il faut qu'au moins deux éléments de contour soient marqués pour que le sens soit défini clairément.
Informations concernant les éléments
La TNC affiche en bas et à gauche de l'écran les différentes informations de l'élement de contour que vous avez sélectionné en dernier dans la fenêtre de gauche ou de droite.
Droite
Point final des droites et, en plus, point de départ des droites en grisé
Cercle, arc de cercle
Centre du cercle, point final du cercle et sens de rotation. Avec en plus, en grisé, le point de départ et le rayon du cercle
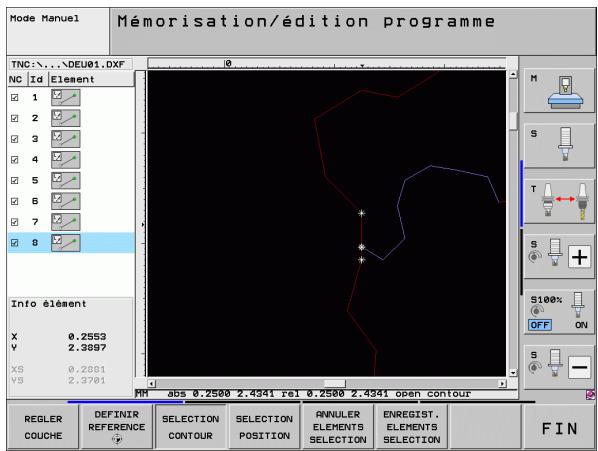
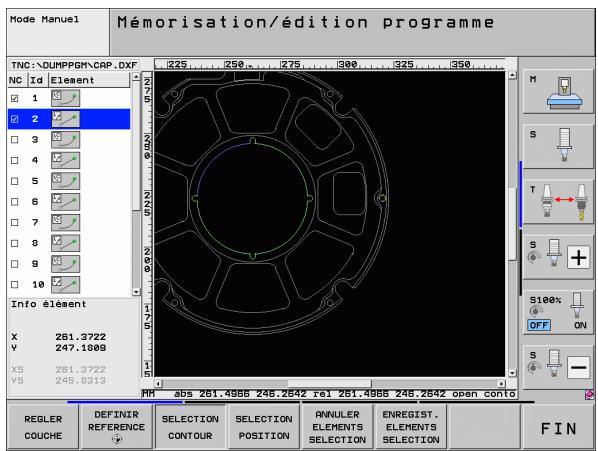
Sélectionner/enregistrrer les positions d'usinage

Pour sélectionner des positions d'usinage, vous doivent utiliser le pavé tactile du clavier de la TNC ou bien une souris raccordée au port USB.
Si les positions à selectionner sont très rapprochées les unes des autres, utiliser la fonction zoom.
Si nécessaire, définir la configuration par défaut de manière à ce que la TNC affiche les trajectoires de l'outil (voir „Configurations par défaut“ à la page 256).
■ Sélection individuelle :
Voussélectionnez la position d'usinage souhaitée en cliquant dessus (voir „ Sélection individuelle" à la page 265)
■ Sélection rapide des positions de perçage en tirant sur le cadre de seLECTION avec la souris:
En tirant avec la souris sur un cadre de sélection, vous Sélectionnez toutes les positions se perçage qu'il contient (voir „ Sélection rapide des positions de perçage en tirant sur un cadre de sélection avec la souris" à la page 266)
■ Sélection rapide des positions de perçage en introduisant le diamètre :
Vous introduisez le diamètre du trou pour sélectionner toutes les positions de perçage qui ont ce diamètre et sont contenues dans le fichier DXF (voir „ Sélection rapide des positions de perçage en introduisant le diamètre“ à la page 267)
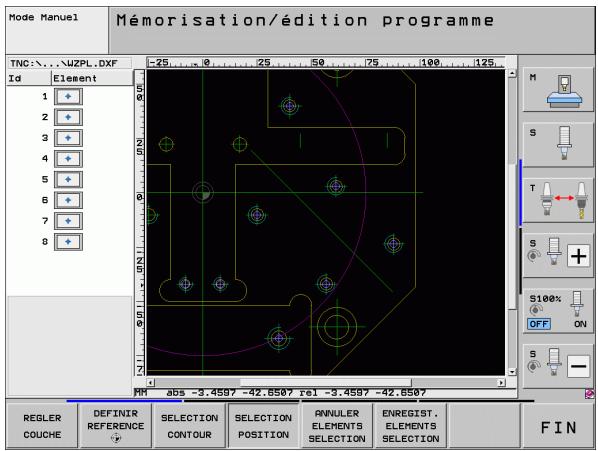
Sélection individuelle
SELECTION POSITION
Sélectionner le mode de sélection de la position d'usinage : la TNC masque les couches affichées dans la fenêtre de gauche et active la fenêtre de droite permettant de sélectionner la position
Pour selectionner une position d'usinage : avec la touche gauche de la souris, cliquer sur l'objet désiré : la TNC affiche avec une étoile les positions d'usinage sélectionnables situés sur l'objet marqué. Cliquer sur l'une des étoiles : la TNC valide la position selectionnée dans la fenêtre de gauche (affichage d'un symbole en forme de point). Si vous cliquez sur un cercle, la TNC valide le centre du cercle directement comme position d'usinage
Si nécessaire, vous pouvez désactiver la sélection d' éléments marqués; pour cela, cliquez à nouveau sur l'élement dans la fenêtre de droite tout en maintainant actionnée la touche CTRL (cliquer à l'intérieur de la marque)
Si vous désírez définir les positions d'usinage par intersection de deux éléments, cliquez sur le premier élément avec la touche gauche de la souris : la TNC affiche avec une étoile les positions d'usinage possibles
Avec la touche gauche de la souris,clinquer sur le deuxieme element (droite, cercle entier ou arc de cercle):la TNC valide le point d'intersection des éléments dans la fenetre de gauche (affichage d'un symbole en forme de point)
Enregistrer les positions d'usinage sélectionnées dans un fichier de points : la TNC ouvre une fenêtre auxiliaire où vous pouvez introduire librement un nom de fichier. Par défaut : nom du fichier DXF Si le nom du fichier DXF contient des trémas ou espaces, la TNC remplace ces caractères par un tiret bas
Valider la saisie : la TNC enregistre le programme de contour dans le même réseau que celui où se trouve le fichier DXF
Pour sélectionner d'autres positions d'asinage et les enregistrer dans un autre fichier : appuyer sur la softkey ANNULER ÉLÉMENTS SÉLECTION et effectuer la sélection tel que déscrit précédemment

Sélection rapide des positions de perçage en tirant sur un cadre de sélection avec la souris
SELECTION POSITION
Sélectionner le mode de sélection de la position d'usinage : la TNC masque les couches affichées dans la fenêtre de gauche et active la fenêtre de droite permettant de sélectionner la position
Appuyer sur la touche Maj du clavier et avec la touche gauche de la souris, tirer sur un cadre de selection dans lequel la TNC doit valider comme positions de perçage tous les centres de cercle : la TNC affiche une fenêtre vous permettant de filtrer les trouss en fonction de leur taille
Configurer le filtré (voir „Configuration du filtré" à la page 268) et valider avec le bouton Utiliser : la TNC valide les positions sélectionnées dans la fenêtre de gauche (affichage d'un symbole en forme de point)
Si nécessaire, vous pouvez désactiver la sélection d' éléments marqués; pour cela, tirez sur un nouveau cadre de sélection mais en maintainant actionnée la touche CTRL
Enregistrer les positions d'usinage selectionnées dans un fichier de points : la TNC ouvre une fenêtre auxiliaire où vous pouvez introduire librement un nom de fichier. Par défaut : nom du fichier DXF Si le nom du fichier DXF contient des trémas ou espaces, la TNC remplace ces caractères par un tiret bas
Valider la saisie : la TNC enregistre le programme de contour dans le même répertoire que celui où se trouve le fichier DXF
Pour sélectionner d'autres positions d'usinage et les enregistrer dans un autre fichier : appuyer sur la softkey ANNULER ÉLÉMENTS SÉLECTION et effectuer la sélection tel que déscrit précédemment
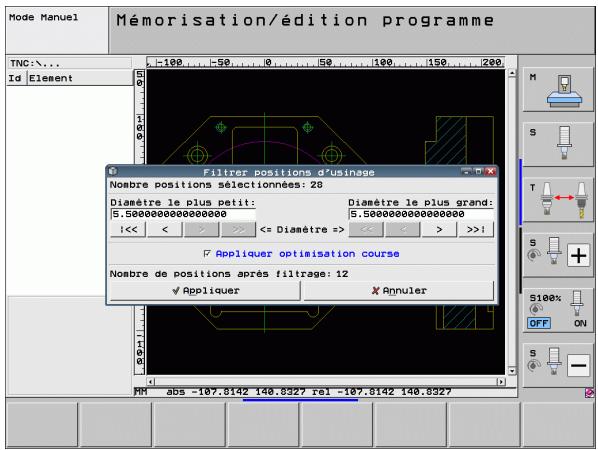
Sélection rapide des positions de perçage en introduisant le diamètre

Sélectionner le mode de sélection de la position d'usinage : la TNC masque les couches affichées dans la fenêtre de gauche et active la fenêtre de droite permettant de sélectionner la position
Sélectionner la dernière barre de softkeys
Ouvrir la boîte de dialogue pour introduire le diamètre : la TNC affiche une fenêtre auxiliaire où vous pouvez introduire un diamètre au besoin
Introduire le diamètre désiré, valider avec la touche ENT : la TNC recherche un fichier DXF en fonction du diamètre introduit et affiche ensuite une fenêtre dans laquelle est sélectionné le diamètre le plus proche de celui que vous avez introduit. Vous pouvez aussi après coup filtrer les trous en fonction de leur taille
Si nécessaire, configurer le filtrre (voir „Configuration du filtrre" à la page 268) et valider avec le bouton Utiliser : la TNC valide les positions sélectionnées dans la fenêtre de gauche (affichage d'un symbole en forme de point)
Si nécessaire, vous pouvez désactiver la sélection d' éléments marqués; pour cela, tirez sur un nouveau cadre de sélection mais en maintainant actionnée la touche CTRL
Enregistrer les positions d'usinage sélectionnées dans un fichier de points : la TNC ouvre une fenêtre auxiliaire où vous pouvez introduir librement un nom de fichier. Par défaut : nom du fichier DXF Si le nom du fichier DXF contient des trémas ou espaces, la TNC remplace ces caractères par un tiret bas
Valider la saisie : la TNC enregistre le programme de contour dans le même répertoire que celui où se trouve le fichier DXF
Pour sélectionner d'autres positions d'usinage et les enregistrer dans un autre fichier : appuyer sur la softkey ANNULER ÉLÉMENTS SELECTION et effectuer la sélection tel que déscrit précédemment
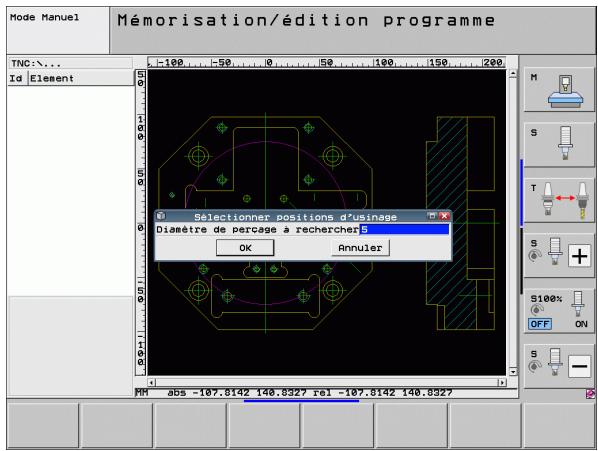
Configuration du filtrre
Lorsque vous avez sélectionné les positions de perçage avec la sélection rapide, la TNC affiche une fenêtre auxiliaire qui affiche à gauche le diamètre du trou le plus petit et à droite le diamètre du trou le plus grand qui ont été trouvés. Avec les boutons situés en dessous de l'affichage du diamètre, vous pouvez régler à gauche le diamètre inférieur et à droite le diamètre supérieur de manière à valider les diamètres des trous que vous désírez.
Boutons disponibles :
| Filtre du diamètre le plus petit | Softkey |
| Afficher le plus petit diamètre trouvez (configuration par défaut) | !<< |
| Afficher le plus petit diamètre suivant trouvez | < |
| Afficher le plus grand diamètre suivant trouvez | > |
| Afficher le plus grand diamètre trouvez. La TNC règle le filtrer pour le diamètre le plus petit à la valeur réglée pour le diamètre le plus grand | >> |
| Filtre du diamètre le plus grand | Softkey |
| Afficher le plus petit diamètre trouvez. La TNC règle le filtrer pour le diamètre le plus grand à la valeur réglée pour le diamètre le plus petit | << |
| Afficher le plus petit diamètre suivant trouvez | < |
| Afficher le plus grand diamètre suivant trouvez | > |
| Afficher le plus grand diamètre trouvez (configuration par défaut) | >>! |
Avec l'option Appliquer optimisation course (configuration par défaut), la TNC trie les positions d'usinage sélectionnées de manière à minimiser les déplacements inutiles. Vous pouvez afficher la trajectorie de l'outil avec la softkey AFFICHER TRAJECT. OUTFIL (voir „Configurations par défaut" à la page 256).
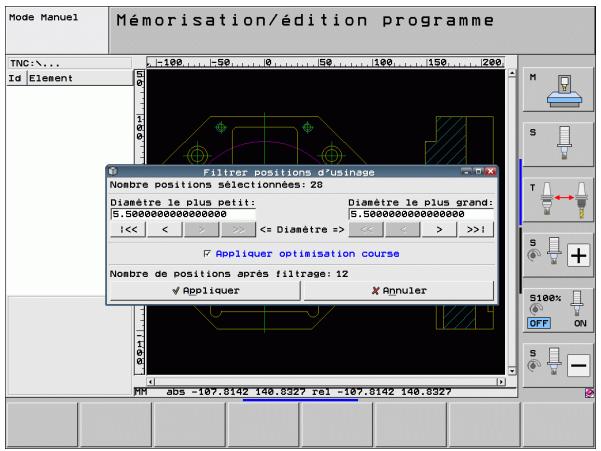
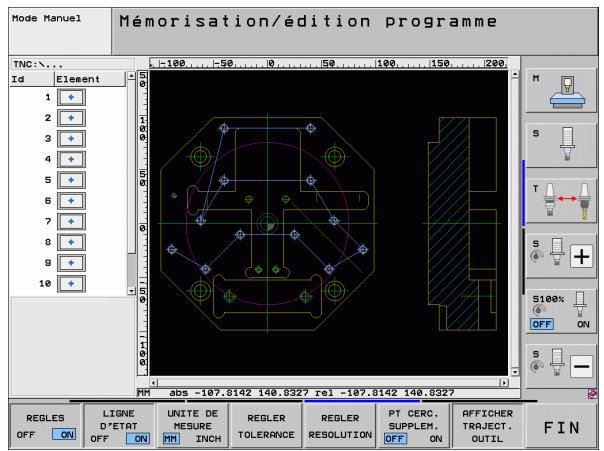
Informations concernant les éléments
La TNC affiche en bas et à gauche de l'écran les coordonnées de la position d'usinage sur laquelle vous avez cliqué en dernier dans la fenêtre de gauche ou de droite.
Annuler les actions
Vou puez annuler les quatre dernières actions que vous avez prises dans le mode de selection des positions d'usinage. La dernière barre de softkeys propose à cet effet les softkeys suivantes :
| Fonction | Softkey |
| Annuler la dernière action | ANNULER ACTION |
| Répéter la dernière action | REPÉTER ACTION |
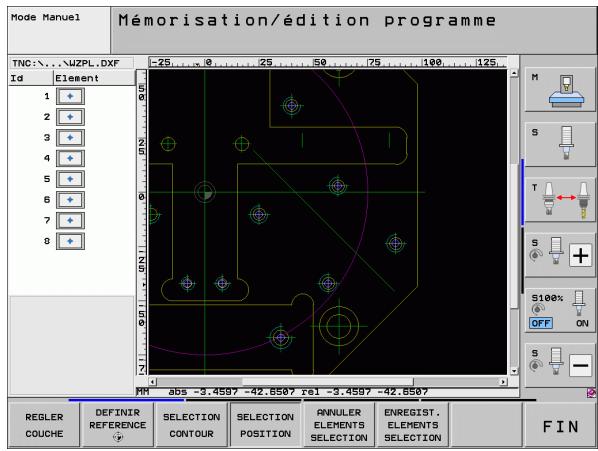
Fonction zoom
La TNC propose sa puissant fonction zoom destinée à afficher facilement les détails très petits lors de la sélection des contours ou des points :
| Fonction | Softkey |
| Agrandir la pièce. La TNC agrandit toujours la pièce en partant du centre de la projection actuelle. Si nécessaire, déplacer les curseurs de l'image pour positionner le plan dans la fenêtre de manière à visualiser directement le détaïl désiré lorsque l'on appuie sur la softkey. | + |
| Réduire la pièce | - |
| Afficher la pièce dans sa taille d'origine | 1:1 |
| Déplacer le cadre de zoom vers le haut | ↑ |
| Déplacer le cadre de zoom vers le bas | ↓ |
| Déplacer le cadre de zoom vers la gauche | ← |
| Déplacer le cadre de zoom vers la droite | → |

Si vous disposez d'une souris à molette, vous pouvez utiliser la molette pour augmenter ou réduire le zoom. Le centre du zoom est situé à l'endroit où se trouve le pointeur de la souris.
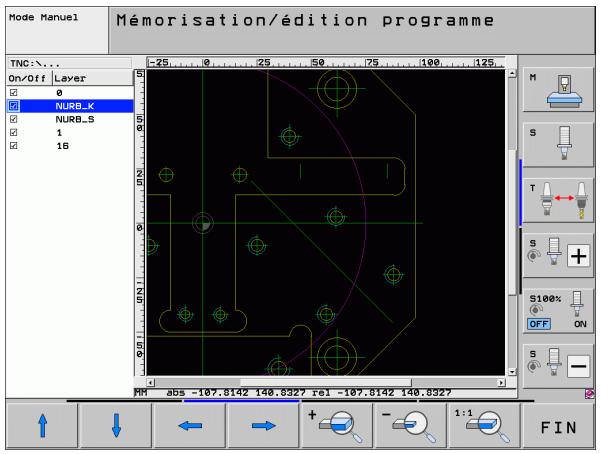
8
Programmation :Sous-programmes etrépétitions de partiesde programme
8.1 Identifier les sous-programmes et répetitions de parties de programme
Vou puevez executer plusieurs fois des phases d'usinage déjà programmées en utilisant les sous-programmes et répétitions de parties de programmes.
Label
Les sous-programmes et répetitions de parties de programme débutent dans le programme d'usinage par l'étiquette LBL, abréviation de LABEL (de l'angl. signifiant marque, étiquette).
Les LABELS recoivent un numéro compris entre 1 et 999 ou bien un nom à définir par vous-même. Chaque numéro de LABEL ou chaque nom de LABEL ne peut être attribué qu'une seule fois dans le programme avec la touche LABEL SET. Le nombre de noms de labels que l'on peut introduire n'est limité que par la mémoire interne.

Si vous attribuiez plusieurs fois un même numéro ou nom de LABEL, la TNC délivre un message d'erreur à la fermeture de la séquence LBL. Avec des programmes très longs, vous pouvez limiter le contrôle sur un nombre calculable de séquences à l'aide de MP7229.
Label 0 (LBL 0) identifie la fin d'un sous-programme et peut donc être utilisé autant de fois qu'on le souhaite.
8.2 Sous-programmes
Mode opératione
1 La TNC exécuté le programme d'usinage jusqu'à un appel de sousprogramme CALL LBL
2 A partir de cet emplacement, la TNC exécuté le sous-programme appelé jusqu'à la fin LBL 0
3 Puis, la TNC poursuit le programme d'usinage avec la séquence suivant l'appel du sous-programme CALL LBL
Remarques sur la programmation
Un programme principal peutContainir jusqu'à 254 sousprogrammes
- Vous pouvez appeler les sous-programmes dans n'importe quel ordre et autant de fois que vous le souhaitez
Un sous-programme ne peut pas s'appeler lui-même
■Programmer les sous-programmes à la fin du programme principal (derrière la série avec M2 ou M30)
Quand des sous-programmes sont situés dans le programme d'usinage avant la séquence avec M2 ou M30, ils seront exécutés au moins une fois sans qu'il soit nécessaire de les appeler
Programmer un sous-programme

Programmer le début: appuyer sur la touche LBL SET
Introduire le numero du sous-programme. Si vous souhaitez utiliser des noms de LABEL : appuyez sur la softkey LBL NAME pourCHOISIR I'introduction de texte
Marquer la fin: appuyer sur la touche LBL SET et introduire le numero de label "0"
Appeler un sous-programme

Appeler le sous-programme: appuyer sur LBL CALL
Appel sous-pgm/repetition : introduire le numero de label pour le sous-programme. Si vous souhaitez utiliser des noms de LABEL : appuyez sur la softkey LBL NAME pourCHOISIR l'introduction de texte Si vous souhaitez introduire le numero d'un parametre String comme adresse cible : appuyez sur la softkey QS, la TNC saute alors au numero de label definite dans le parametre String definite.
Repétitions REP: passer cette question de dialogue avec la touche NO ENT. N'utiliser les répétitions REP que pour les répétitions de parties de programme

CALL LBL 0 n'est pas autorisé dans la mesure où il correspond à l'appeal de la fin d'un sous-programme.
8.3 Repétitions de parties de programme
Label LBL
Les répetitions de parties de programme commencant avec l'étiquette LBL. Elles se terminent par CALL LBL n REPn.
Mode opératione
1 La TNC exécuté le programme d'usinage jusqu'à la fin de la partie de programme (CALL LBL n REPn)
2 La TNC repête ensuite la partie de programme entre le LABEL appelé et l'appeal de label CALL LBL n REPn autant de fois que vous l'avez défini dans REP
3 La TNC poursuit ensuite l'execution du programme d'usinage
Remarques sur la programmation
Vos pouvez repeter une partie de programme jusqu'à 65 534 fois
- Les parties de programme sont toujours exécutées une fois de plus qu'elles n' ont été programmées.
Programmer une répétition de partie de programme
LBL SET
Marquer le début : appuyer sur la touche LBL SET et introduire un numero de LABEL pour la partie de programme qui doit etre repétée. Si vous souhaitez utiliser des noms de LABEL : appuyez sur la softkey LBL NAME pourCHOISIR I'introduction de texte
Introduire la partie de programme
Appeler une répétition de partie de programme
LBLCALL
Appuyer sur la touche LBL CALL
Appel sous-pgm/repétition: introduire le numéro de label pour le sous-programme. Si vous souhaitez utiliser des noms de LABEL : appuyez sur la softkey LBL NAME pour désirir l'introduction de texte Si vous souhaitez introduire le numéro d'un paramètre String comme adresse cible : appuyez sur la softkey QS, la TNC saute alors au numéro de label défini dans le paramètre String défini.
Repétition REP: introduire le nombre de répétitions, valider avec la touche ENT
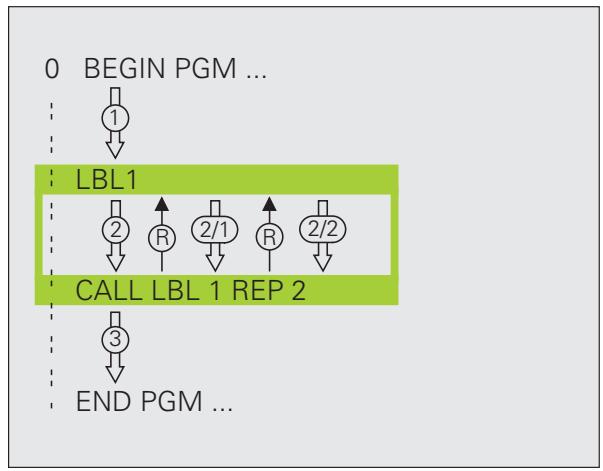
8.4 Programme quelconque pris comme sous-programme
Mode opératione
1 La TNC exécuté le programme d'usinage jusqu'à ce que vous appeliez un autre programme avec CALL PGM
2 La TNC exécute ensuite le programme appelé jusqu'à la fin de celui-ci
3 Puis, la TNC poursuit l'exécution du programme d'usinage (qui appelle) avec la séquence suivant l'appei du programme
Remarques sur la programmation
Pour utiliser un programme quelconque comme un sousprogramme, la TNC n'a pas besoin de LABELs.
Le programmeappele ne doit pas contenir les fonctions auxiliaires M2 ou M30.Dans le programme qui est appelé,si vous avez defini des sous-programmes avec labels, vous pouvez alors utiliser M2 ou M30 avec la fonction de saut FN 9:IF +0 EQU +0 GOTO LBL 99 pour sauter cette partie de programme
Le programme appelé ne doit pas contérer d'emploi CALL PGM dans le programme qui appelle (boucle sans fin)
Programme quelconque utilisé comme sousprogramme

Fonction permettant d'appeler le programme : appuyer sur la touche PGM CALL
Appuyer sur la softkey PROGRAMME.
Appuyer sur la softkey SELECTION FENÊTRE : la TNC affiche une fenêtre dans laquelle vous peuvent désirier le programme à appeler
Sélectionner le programme souhaité avec les touches fléchéées ou avec la souris, modifier avec la touche ENT : la TNC enregistre le chemin complet dans la série CALL PGM
Fermer la série avec la touche END
Comme alternative, vous pouvez également introduire directement au moyen du clavier le nom du programme ou le chemin complet du programme à appeler.
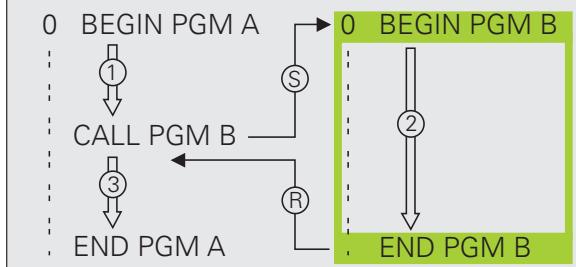

Le programme appelé doit être mémorisé sur le disque dur de la TNC.
Si vous n'introduisez que le nom du programme, le programme appelé doit se trouver dans le même repertoire que celui du programme appelant.
Si le programme appelé n'est pas dans le même repertoire que celui du programme appelant, vous doivent alors introduire le chemin d'accès complet, p. ex.:
TNC:\ZW35\BAUCHE\PGM1.H ou choisissez le programme via la softkey SELECTION FENETRE
Si vous souhaitez appeler un programme en DIN/ISO, introduisez dans ce cas le type de fichier. I derriere le nom du programme.
Vous pouvez également appeler n'importe quel programme à l'aide du cycle 12 PGM CALL.
Avec un PGM CALL, les paramètres Q sont toujours globaux. Tenez compte du fait que les modifications des paramètres Q dans le programme appelé se réprecute évientuellement sur le programme appelant.

Attention, risque de collision!
Les conversions de coordonnées que vous définisse dans le programme appelé et que vous annulez de manière non ciblée restent par principe actives pour le programme appelant. La configuration du paramètre-machine MP7300 n'a aucune influence en la matière.
8.5 Imbrications
Types d'imbrications
Sous-programmes dans sous-programme
Répetitions de parties de programme dans répétition de parties de programme
Répartition de sous-programmes
Répetitions de parties de programme dans sous-programme
Niveau d'imbrication
Le niveau d'imbrication définit le nombre de fois ou les parties de programme ou les sous-programmes peuventContainir d'autres sousprogrammes ou repétitions de parties de programme.
Niveau d'imbrication max. pour les sous-programmes : 8
Niveau d'imbrication max. pour les appeals de programme principal : 6, un CYCL CALL agissant comme un appel de programme principal
Vou puez imbriquer à volunteered des répétitions de parties de programme
Sous-programme dans sous-programme
Example de séquences CN
| 0 BEGIN PGM SPGMS MM | |
| ... | |
| 17 CALL LBL "SP1" | Appeler le sous-programme au niveau de LBL SP1 |
| ... | |
| 35 L Z+100 RO FMAX M2 | Dernière série de programme du programme principal (avec M2) |
| Début du sous-programme SP1 | |
| ... | |
| 39 CALL LBL 2 | Le sous-programme est appelé au niveau de LBL2 |
| ... | |
| 45 LBL 0 | Fin du sous-programme 1 |
| 46 LBL 2 | Début du sous-programme 2 |
| ... | |
| 62 LBL 0 | Fin du sous-programme 2 |
| 63 END PGM SPGMS MM |
Exécution du programme
1 Le programme principal SPMS est exécuté jusqu'à la séquence 17
2 Le sous-programme SP1 est appelé et exécuté jusqu'à la série 39
3 Le sous-programme 2 est appelé et executé jusqu'à la sequence 62. Fin du sous-programme 2 et retour au sous-programme dans lequel il a été appelé
4 Le sous-programme 1 est exécuté de la séquence 40 à la séquence 45. Fin du sous-programme 1 et retard au programme principal SPGMS
5 Le programme principal SPGMS est exécuté de la séquence 18 à la séquence 35. Retour à la séquence 1 et fin du programme
Renouveler des répetitions de parties de programme
Example de séquences CN
| 0 BEGIN PGM REPS MM | |
| ... | |
| 15 LBL 1 | Début de la répétition de partie de programme 1 |
| ... | |
| 20 LBL 2 | Début de la répétition de partie de programme 2 |
| ... | |
| 27 CALL LBL 2 REP 2 | Partie de programme entre cette séquence et LBL 2 |
| ... | (sequence 20) répétée 2 fois |
| 35 CALL LBL 1 REP 1 | Partie de programme entre cette séquence et LBL 1 |
| ... | (sequence 15) répétée 1 fois |
| 50 END PGM REPS MM | |
| %REPS G71 * | |
| ... | |
| N15 G98 L1 * | Début de la répétition de partie de programme 1 |
| ... | |
| N20 G98 L2 * | Début de la répétition de partie de programme 2 |
| ... | |
| N27 L2,2 * | Partie de programme entre cette séquence et G98 L2 |
| ... | (sequence N200) répétée 2 fois |
| N35 L1,1 * | Partie de programme entre cette séquence et G98 L1 |
| ... | (sequence N150) répétée 1 fois |
| N99999999 %REPS G71 * |
Programme, exécution
1 Le programme principal REPS est exécuté jusqu'à la série 27
2 La partie de programme située entre la séquence 27 et la séquence 20 est répétée 2 fois
3 Le programme principal REPS est exécuté de la séquence 28 à la séquence 35
4 La partie de programme située entre la séquence 35 et la séquence 15 est répetée 1 fois (contenant la répétition de partie de programme de la séquence 20 à la séquence 27)
5 Le programme principal REPS est exécuté de la séquence 36 à la séquence 50 (fin du programme)
Répéter un sous-programme
Example de séquences CN
| O BEGIN PGM SPGREP MM | |
| ... | |
| 10 LBL 1 | Début de la répétition de partie de programme 1 |
| 11 CALL LBL 2 | Appel du sous-programme |
| 12 CALL LBL 1 REP 2 | Partie de programme entre cette séquence et LBL1 |
| ... | (sequence 10) répétée 2 fois |
| 19 L Z+100 RO FMAX M2 | Dernière séqu. du programme principal avec M2 |
| 20 LBL 2 | Début du sous-programme |
| ... | |
| 28 LBL 0 | Fin du sous-programme |
| 29 END PGM SPGREP MM |
Programme, exécution
1 Le programme principal SPREP est exécuté jusqu'à la série 11
2 Le sous-programme 2 est appelé et exécuté
3 La partie de programme située entre la série 12 et la série 10 est repétée 2 fois : Le sous-programme 2 est repété 2 fois
4 Le programme principal SPGREP est exécuté de la séquence 13 à la séquence 19; fin du programme
8.6 Examples de programmation
Exemple : fraisage d'un contour en plusieurs passes
Déroulement du programme
Pre-positionner l'outil sur l'arête supérieure de la piece
Introduire la salle en valeur incrementale
Fraisage de contour
Répéter la salle et le fraisage du contour
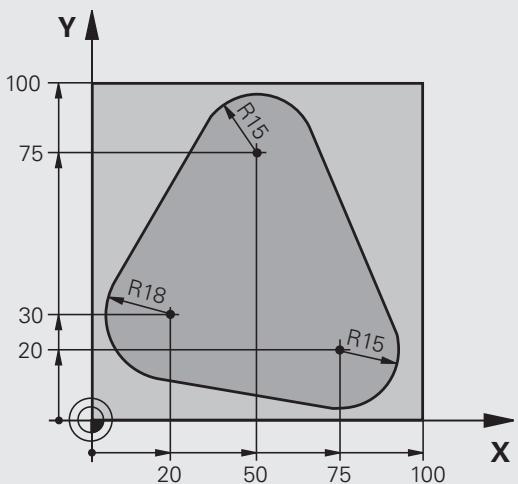
0 BEGIN PGM PGMREP MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S500
4 L Z+250 RO FMAX
5 L X-20 Y+30 RO FMAX
6 L Z+0 RO FMAX M3
Appel de l'outil
Dégager l'outil
Pré-positionnement dans le plan d'usinage
Pre-positionnement sur l'arête supérieure de la piece
| 7 LBL 1 | Marque pour répétition de partie de programme |
| 8 L IZ-4 RO FMAX | Passe en profondeur incrémentale (dans le vide) |
| 9 APPR CT X+2 Y+30 CCA90 R+5 RL F250 | Aborder le contour |
| 10 FC DR- R18 CLSD+ CCX+20 CCY+30 | Contour |
| 11 FLT | |
| 12 FCT DR- R15 CCX+50 CCY+75 | |
| 13 FLT | |
| 14 FCT DR- R15 CCX+75 CCY+20 | |
| 15 FLT | |
| 16 FCT DR- R18 CLSD- CCX+20 CCY+30 | |
| 17 DEP CT CCA90 R+5 F1000 | Quitter le contour |
| 18 L X-20 Y+0 RO FMAX | Dégager l'outil |
| 19 CALL LBL 1 REP 4 | Retour au LBL 1; au total quatre fois |
| 20 L Z+250 RO FMAX M2 | Dégager l'outil, fin du programme |
| 21 END PGM PGMREP MM |
Exemple : groupe de trous
Déroulement du programme
Aborder les groupes de trough dans le programme principal
Appeler le groupe de trough (sous-programme 1)
Ne programmerme le groupe de trough qu'une seule fois dans le sous-programme 1
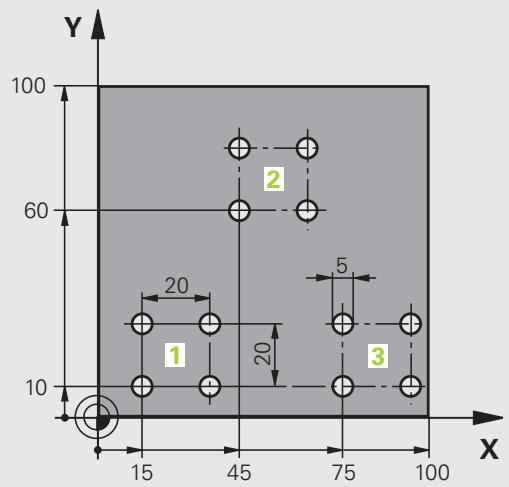
0 BEGIN PGM SP1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S5000
4 L Z+250 R0 FMAX
5 CYCL DEF 200 PERCAGE
Q200=2 ;DISTANCE D'APPROCHE
Q201=-10 ;PROFONDEUR
Q206=250 ;AVANCE PLONGEEPROF.
Q202=5 ;PROFONDEUR DE PASSE
Q210=0 ;TEMP. EN HAUT
Q203 = +0 ;COORD.SURFACEPIECE
Q204=10 ;SAUT DE BRIDE
Q211=0.25 ;TEMPO.AU FOND
Appel de l'outil
Dégager l'outil
Définition du cycle Perçage
| 6 L X+15 Y+10 RO FMAX M3 | Aborder le point initial du groupe de trou 1 |
| 7 CALL LBL 1 | Appeler le sous-programme du groupe de trou |
| 8 L X+45 Y+60 RO FMAX | Aborder le point initial du groupe de trou 2 |
| 9 CALL LBL 1 | Appeler le sous-programme du groupe de trou |
| 10 L X+75 Y+10 RO FMAX | Aborder le point initial du groupe de trou 3 |
| 11 CALL LBL 1 | Appeler le sous-programme du groupe de trou |
| 12 L Z+250 RO FMAX M2 | Fin du programme principal |
| 13 LBL 1 | Début du sous-programme 1 : groupe de trou |
| 14 CYCL CALL | Trou 1 |
| 15 L IX+20 RO FMAX M99 | Aborder le 2ème trou, appeler le cycle |
| 16 L IY+20 RO FMAX M99 | Aborder le 3ème trou, appeler le cycle |
| 17 L IX-20 RO FMAX M99 | Aborder le 4ème trou, appeler le cycle |
| 18 LBL 0 | Fin du sous-programme 1 |
| 19 END PGM SP1 MM |
Exemple : groupe trough avec plusieurs outils
Déroulement du programme
■Programmer les cycles d'usinage dans le programme principal
Appeler le groupe de trou (sous-programme 1)
■ Aller au groupe de trough dans le sousprogramme 1, appeler le groupe de trough (sous-programme 2)
Ne programmermer le groupe de troux qu'une seule fois dans le sous-programme 2
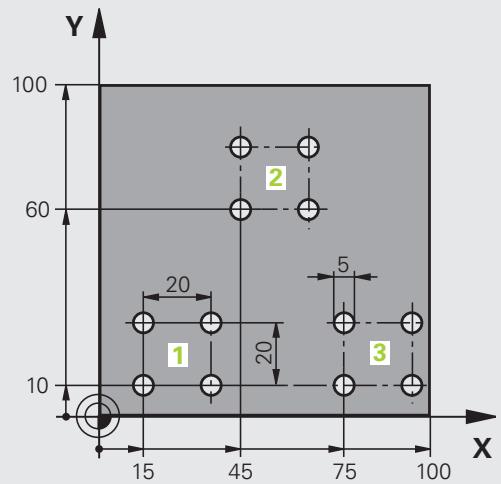
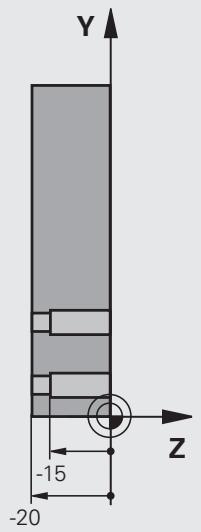
| 0 BEGIN PGM SP2 MM | |
| 1 BLK FORM 0.1 Z X+0 Y+0 Z-20 | |
| 2 BLK FORM 0.2 X+100 Y+100 Z+0 | |
| 3 TOOL CALL 1 Z S5000 | Appel d'outil pour le foret à centrer |
| 4 L Z+250 RO FMAX | Dégager l'outil |
| 5 CYCL DEF 200 PERÇAGE | Définition du cycle de centrage |
| Q200=2 ;DISTANCE D'APPROCHE | |
| Q202=-3 ;PROFONDEUR | |
| Q206=250 ;AVANCE PLONGÉE PROF. | |
| Q202=3 ;PROFONDEUR DE PASSE | |
| Q210=0 ;TEMP.O EN HAUT | |
| Q203=+0 ;COORD. SURFACE PIECE | |
| Q204=10 ;SAUT DE BRIDE | |
| Q211=0.25 ;TEMP.O AU FOND | |
| 6 CALL LBL 1 | Appeler sous-programme 1 de la figure de trous complète |
7 L Z+250 RO FMAX M6
8 TOOL CALL 2 Z S4000
9 FN 0:Q201 = -25
10FN0:Q202 = +5
11CALLLBL1
12 L Z+250 RO FMAX M6
13 TOOL CALL 3 Z S500
14 CYCL DEF 201 ALES.À L'ALESOIR
Q200=2 ;DISTANCE D'APPROCHE
Q201=-15 ;PROFONDEUR
Q206=250 ;AVANCE PLONGEE PROF.
Q211=0.5 ;TEMPO. EN HAUT
Q208=400 ;AVANCE RETRAIT
Q203 = +0 ;COORD.SURFACEPIECE
Q204=10 ;SAUT DE BRIDE
15CALLLBL1
16 L Z+250 RO FMAX M2
17 LBL 1
18 L X+15 Y+10 RO FMAX M3
19CALLLBL2
20 L X+45 Y+60 RO FMAX
21CALLLBL2
22 L X+75 Y+10 RO FMAX
23CALLLBL2
24 LBL0
25 LBL 2
26 CYCL CALL
27 L IX+20 RO FMAX M99
28 L IY+20 RO FMAX M99
29 L IX-20 RO FMAX M99
30 LBL 0
31 END PGM SP2 MM
Changement d'outil
Appel d'outil pour le foret
Nouvelle profondeur de perçage
Nouvelle passé de perçage
Appeler sous-programme 1 de la figure de troughs complète
Changement d'outil
Appel d'outil pour l'alésoir
Définition du cycle d'alésage à l'alésoir
Appeler sous-programme 1 de la figure de troughs complète
Fin du programme principal
Début du sous-programme 1 : figure de troughs complète
Aborder le point initial du groupe de troughs 1
Appeler le sous-programme 2 du groupe de troux
Aborder le point initial du groupe de trous 2
Appeler le sous-programme 2 du groupe de trouss
Aborder le point initial du groupe de trous 3
Appeler le sous-programme 2 du groupe de trouss
Fin du sous-programme 1
Début du sous-programme 2 : groupe de trouss
1er trou avec cycle d'usinage actif
Aborder le 2ème trou, appeler le cycle
Aborder le 3ème trou, appeler le cycle
Aborder le 4ème trou, appeler le cycle
Fin du sous-programme 2
9
Programming :
Paramètres-Q
9.1 Principe et vue d'ensemble des fonctions
Grçé aux paramètres, vous pouvez définir toute une famille de pièces dans un même programme d'usinage. À la place des valeurs numériques, vous introduisez des variables : les paramètres Q.
Exemples d'utilisation des parametes Q :
Valeurs de coordonnées
Avances
Vitesses de rotation
Données de cycle
Les paramètres Q permettent également de programmer des contours définis par des fonctions mathématiques ou bien de réaliser des phases d'usinage dépendant de conditions logiques. En liaison avec la programmation FK, vous pouvez aussi combiner, avec les paramètres Q, des contours dont la cotation n'est pas orientée CN
Les paramètres Q sont désignés avec deslettres suivies d'un nombre compris entre 0 et 1999. L'effet des paramètres est variable, voir tableau suivant :
| Signification | Plage |
| Paramètres libres d'utilisation à condition qu'il n'y ai pas de recouvrement avec les cycles SL ; effet global pour tous les programmes contenus dans la mémoire de la TNC | Q0 à Q99 |
| Paramètres pour fonctions spéciales de la TNC | Q100 à Q199 |
| Paramètres préconisés pour les cycles ; effet global pour tous les programmes contenus dans la mémoire de la TNC | Q200 à Q1199 |
| Paramètres préconisés pour les cycles constructeur ; effet global pour tous les programmes contenus dans la mémoire de la TNC. Une concertation est évientuellément nécessaire avec le constructeur de la machine ou le prestataire. | Q1200 à Q1399 |
| Paramètres préconisés pour les cycles constructeur actifs avec Call ; effet global pour tous les programmes contenus dans la mémoire de la TNC | Q1400 à Q1499 |
| Paramètres préconisés pour les cycles constructeur actifs avec Def ; effet global pour tous les programmes contenus dans la mémoire de la TNC | Q1500 à Q1599 |
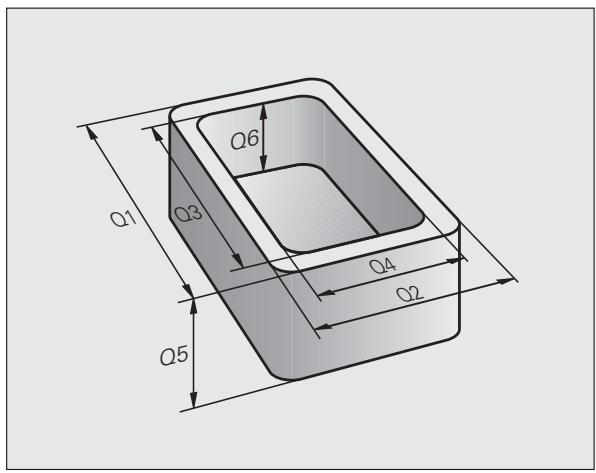
| Signification | Plage |
| Paramètres pouvant être utilisés librement, effet global pour tous les programmes contenus dans la mémoire de la TNC | Q1600 à Q1999 |
| Paramètres QL pouvant être utilisés librement, seulement à effet local à l'intérieur d'un programme | QL0 à QL499 |
| Paramètres QR pouvant être utilisés librement, à effet durable (rémanent), y compris après une coupure de courant | QR0 à QR499 |
Les paramètres QS (S significant „string" = chaine) sont également à votre disposition si vous désíreztraiter du texte sur la TNC. Les paramètres QS ont des plages identiques à celles des paramètres Q (voir tableau ci-dessus).

Attention : concernant les paramètres QS, la plage QS100 à QS199 est également réservée aux textes internes .
Remarques concernant la programmation
Les paramètres Q et valeurs numériques peuvent être mélangés dans un programme.
VoussupportezaffecterauxparametesQdesvaleursnumériques comprisesentre-999999999et +999 999999;au total,10caracteres (ycomprisle signe) sont autorises.La virguledecimale esta positionneràn'importequelendroit.Eninterne,laTNCpeut calculer desnombrusbinairesd'une largeurmaxde57bitsavant et de7bits maxapresselepointdecimal(un nombrebinairede32bits correspond àune valeurdecimalede4294967296).
PARAMÉTRES QS : vous pouvez leur affecter jusqu'à 254 caractères.

Certains paramètres Q et QS ont une affectation fixe, p. ex. au paramètre Q108 est toujours affecté le rayon de l'outilvoir „Paramètres Q réservés“, page 338.
Si vous utilisez les paramètres Q60 à Q99 dans les cycles constructeur codés, définissez dans le paramètre-machine PM7251 si ces paramètres doivent être à effet local dans le cycle constructeur (fichier .CYC) ou à effet global pour tous les programmes.
Le paramètre-machine 7300 vous permet de définir si la TNC doit annuler les paramètres Q à la fin du programme ou bien si elle doit conserver les valeurs. Cette configuration n'a aucun effet sur vos programmes avec paramètres Q!
Appeler les fonctions des paramètres Q
Lors de la création d'un programme d'usinage, appuyez sur la touche „Q" (située sous la touche - / + du pavé numérique). La TNC affiche alors les softkeys suivantes :
| Groupe de fonctions | Softkey | Page |
| Fonctions mathématiques de base | RIRITHM. DE BASE | Page 295 |
| Fonctions trigonométriques | TRIGONO-METRIE | Page 297 |
| Fonction de calcul d'un cercle | CALCUL CERCLE | Page 299 |
| Sauts conditionnels | SAUTS | Page 300 |
| Fonctions spéciales | FONCTIONS SPECIARES | Page 303 |
| Introduire directement une formule | FORMULE | Page 323 |
| Fonction pour l'usinage de contours complexes | FORMULE CONTOUR | Manuel utiliser des cycles |
| Fonction de traitement de strings | FORMULE STRING | Page 327 |

Lorsque vous appuyez sur la touche Q du clavier ASCII, la TNC ouvre directement la boîte de dialogue pour introduire une formule.
Pour définit ou affecter des valeurs aux paramètres locaux QL, appuyer tout d'abord sur la touche Q d'une boîte de dialogue et ensuite sur la touche L du clavier ASCII.
Pour définit ou affecter des valeurs aux paramètres rémanents QR, appuyer tout d'abord sur la touche Q d'une boîte de dialogue et ensuite sur la touche R du clavier ASCII.
9.2 Familles de pieces - Paramètres Q au lieu de valeurs numériques
Application
A l'aide de la fonction paramètres Q FN 0: AFFECTATION, vous pouvez affecter aux paramètres Q des valeurs numériques. Dans le programme d'usinage, vous remplacez alors la valeur numérique par un paramètre Q.
Example de séquences CN
| 15 FN 0: Q10=25 | Affectation |
| ... | Q10 reçoit la valeur 25 |
| 25 L X +Q10 | correspond à L X +25 |
Pour réaliser des familles de pieces, vous programmesz p.ex. les dimensions caractéristiques de la piece sous forme de paramètres Q.
Pour l'usinage des différentes pièces, vous affectez alors à chacun de ces paramètres une autre valeur numérique.
Example
Cylindre avec paramètres Q
Rayon du cylindre R = O1
Hauteur du cylindre H = Q2
Cylindre Z1 Q1 = +30
Q 2 = +10
Cylindre Z2 Q1 = +10
Q2 = +50
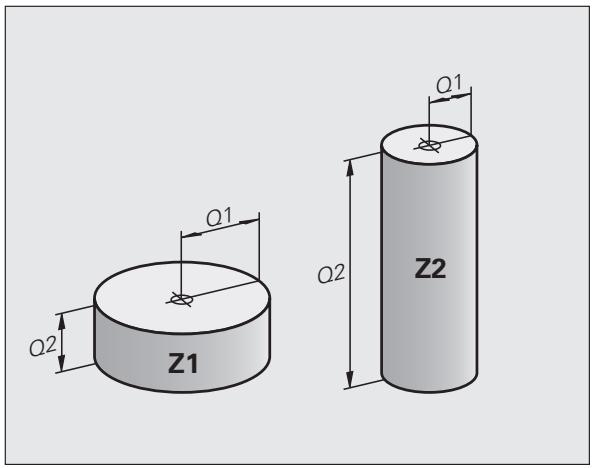
9.3 Décrire les contours avec les fonctions mathématiques
Application
Gréace aux paramètres Q, vous pouvez programmer des fonctions mathématiques de base dans le programme d'usinage :
Sélectionner la fonction de paramètres Q : appuyer sur la touche Q (dans le champ de saisie à droite). La barre de softkeys affiche les fonctions des paramètres Q
Sélectionner les fonctions mathématiques de base : appuyer sur la softkey ARITHM. DE BASE. La TNC affiche les softkeys suivantes :
Aperçu
| Fonction | Softkey |
| FN 0: AFFECTATION Ex. FN 0: Q5 = +60 Affecter directement une valeur | FN0 x = y |
| FN 1: ADDITION Ex. FN 1: Q1 = -Q2 + -5 Définir la somme de deux valeurs et l'affector | FN1 x + y |
| FN 2: SOUSTRACTION Ex. FN 2: Q1 = +10 - +5 Définir la différence de deux valeurs et l'affector | FN2 x - y |
| FN 3: MULTIPLICATION Ex. FN 3: Q2 = +3 * +3 Définir le produit de deux valeurs et l'affector | FN3 x * y |
| FN 4: DIVISION Ex. FN 4: Q4 = +8 DIV +Q2 Définir le quotient de deux valeurs et l'affector Interdit : Division par 0! | FN4 x / y |
| FN 5: RACINE Ex. FN 5: Q20 = SQRT 4 Extraire la racine carrée d'un nombre et l'affector Interdit : Racine carrée d'une valeur négative! | FN5 RACINE |
A droite du signe „=“, vous pouvez introduire :
deux nombres
deux paramètres Q
un nombre et un paramètre Q
A l'intérieur des équations, vous pouvez donner le signe de votre choix aux paramètres et valeurs numériques.
Programmation des calculs de base
Example :

Appeler les fonctions des paramêtres Q : Touche Q
ARITHM. DE BASE
Sélectionner les fonctions mathématiques de base : appuyer sur la softkey ARITHM. DE BASE
FN0 X =
Selectionner la fonction des paramètres Q
AFFECTATION : Softkey FN0 X = Y
NR. PARAMÉTRE POUR RÉSULTAT?
5
ENT
Introduire le numero du parametre Q:5
1. VALEUR OU PARAMÉTURE?
10
Afferter la valeur numérique 10 à Q5

Appeler les fonctions des paramètres Q : Touche Q
ARITHM. DE BASE
Sélectionner les fonctions mathématiques de base : appuyer sur la softkey ARITHM. DE BASE
FN3X
Délectionner la fonction des paramètres Q-MULTIPLICATION : Softkey FN3 X * Y
NR. PARAMÉTRE POUR RÉSULTAT?
12
ENT
Introduire le numero du parametre Q:12
1. VALEUR OU PARAMÉTRE ?
Q5
ENT
Introduire Q5 comme première valeur
2. VALEUR OU PARAMÉTRE ?
7
ENT
Introduire 7 comme deuxieme valeur
Exemple : Séquences de programme dans la TNC
$$ \begin{array}{l} 1 6 \quad F N \quad 0: Q 5 = + 1 0 \ 1 7 \quad F N \quad 3: Q 1 2 = + Q 5 * + 7 \ \end{array} $$
9.4 Fonctions trigonométriques
Définitions
Sinus, cosinus et tangente correspondant aux rapportes entre les côtés d'un triangle rectangle. On a :
Sinus : sin = a / c
Cosinus: = b / c
Tangente: tan = a / b = /
Composantes
c est le côté opposé à l'angle droit
a est le côté opposé de l'angle
b est le troisième côté
La TNC peut calculer l'angle à partir de la tangente :
= (a / b) = ( / )
Example:
$$ a = 2 5 \mathrm {m m} $$
$$ b = 5 0 \mathrm {m m} $$
$$ \alpha = \arctan (a / b) = \arctan 0. 5 = 2 6. 5 7 ^ {\circ} $$
De plus :
$$ \begin{array}{l} a ^ {2} + b ^ {2} = c ^ {2} (a v e c a ^ {2} = a \times a) \ \mathsf {c} = \sqrt {(\mathsf {a} ^ {2} + \mathsf {b} ^ {2})} \ \end{array} $$
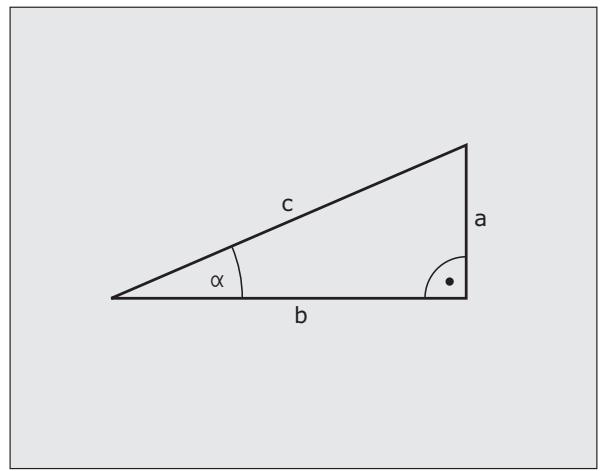
Programmer les fonctions trigonométriques
Les fonctions trigonométriques s'affichent avec la softkey TRIGONOMETRIE. La TNC affiche les softkeys du tableau ci-dessous.
Programmation : comparer avec „Exemple de programmation pour les calculs de base“
| Fonction | Softkey |
| FN 6: SINUS Ex. FN 6: Q20 = SIN-Q5 Définir le sinus d'un angle en degrés (°) et l'affector | FN6 SIN(X) |
| FN 7: COSINUS Ex. FN 7: Q21 = COS-Q5 Définir le cosinus d'un angle en degrés (°) et l'affector | D7 COS(X) |
| FN 8: RACINE DE SOMME DE CARRES Ex. FN 8: Q10 = +5 LEN +4 Définir la racine de somme de carrés et l'affector | FN8 X LEN Y |
| FN 13: ANGLE Ex. FN 13: Q20 = +25 ANG-Q1 Définir l'angle avec arctan à partir de deux côtsés ou sin et cos de l'angle (0 < angle < 360°) et l'affector | FN13 X ANG Y |
9.5 Calcul d'un cercle
Application
Grçé aux fonctions de calcul d'un cercle, la TNC peut déterminer le centre du cercle et son rayon à partir de trois ou quatre points situés sur le cercle. Le calcul d'un cercle à partir de quatre points est plus précis.
Application : vous pouvez utiliser ces fonctions, notamment lorsqu'vous foulez déterminer à l'aide de la fonction de palpageprogrammable la position et la dimension d'un trou ou d'un cercle detrous.
| Fonction | Softkey |
| FN 23: Calculer les DONNEES D'UN CERCLE à partir de 3 points | FN23 CERCLE PAR 3 PTS |
| Ex. FN 23: Q20 = CDATA Q30 |
Les paires de coordonnées de trois points du cercle doivent être mémorisées dans le paramètre Q30 et dans les cinq paramètres suivants – donc jusqu'à Q35.
La TNC mémorise alors le centre du cercle de l'axe principal (X pour axe de broche Z) dans le paramètre Q20, le centre du cercle de l'axe secondaire (Y pour axe de broche Z) dans le paramètre Q21 et le rayon du cercle dans le paramètre Q22.
| Fonction | Softkey |
| FN 24: Calculer les DONNEES D'UN CERCLE à partir de 4 points | FN24 CERCLE PAR 4 PTS |
| Ex. FN 24: Q20 = CDATA Q30 |
Les paires de coordonnées de quatre points du cercle doivent être mémorisées dans le paramètre Q30 et dans les sept paramètres suivants – donc jusqu'à Q37.
La TNC mémorise alors le centre du cercle de l'axe principal (X pour axe de broche Z) dans le paramètre Q20, le centre du cercle de l'axe secondaire (Y pour axe de broche Z) dans le paramètre Q21 et le rayon du cercle dans le paramètre Q22.

Notez que FN 23 et FN 24, outre le paramètre pour résultat, remplacent aussi automatiquement les deux paramètres suivants.
9.6 Suits conditionnels avec paramètres Q
Application
Avec les sauts conditionnels, la TNC compare un paramètre Q à un autre paramètre Q ou à une autre valeur numérique. Si la condition est remplie, la TNC poursuit le programme d'usinage en sauant au labelprogramme après la condition[label, voir „Identifier les sousprogrammes et répétitions de parties de programme", page 272). Si la condition n'est pas remplie, la TNC exécute la séquence suivante.
Si vous souhaitez appeler un autre programme comme sousprogramme, programmez alors derrière le label un appel de programme PGM CALL.
Suits inconditionnels
Les sauts inconditionnels sont des sauts dont la condition est toujours remplie. Exemple :
FN 9: IF+10 EQU+10 GOTO LBL1
Programmer les sauts conditionnels

Pour l'introduction d'adresse de sauts, 3 possibilités sont possibles :
- Numéro de label, SéLECTIONNABLE via la softkey NUMERO LBL
■ Nom de label, Sélectionnable via la softkey LBL-NAME
Paramètre String, Sélectionnable via la softmax QS
Les sauts conditionnels apparaisent lorsque vous appuyez sur la softkey SAUTS. La TNC affiche les softkeys suivantes :
| Fonction | Softkey |
| FN 9: SI ÉGAL, ALORS SAUT Ex. FN 9: IF +Q1 EQU +Q3 GOTO LBL "SPCAN25" Si les deux valeurs ou paramètres sont égaux, saut au label donné | FN8 IF X EQ y GOTO |
| FN 10: SI DIFFERENT, ALORS SAUT Ex. FN 10: IF +10 NE -Q5 GOTO LBL 10 Si les deux valeurs ou paramètres sont différents, saut au label indiqué | FN10 IF X NE y GOTO |
| FN 11: SI SUPERIEUR, ALORS SAUT Ex. FN 11: IF+Q1 GT+10 GOTO LBL QS5 Si la 1ère valeur ou le 1er paramètre est supérieur(e) à la 2ème valeur ou au 2ème paramètre, saut au label donné | FN11 IF X GT y GOTO |
| FN 12: SI INFERIEUR, ALORS SAUT Ex. FN 12: IF+Q5 LT+0 GOTO LBL "ANYNAME" Si la 1ère valeur ou le 1er paramètre est inférieur(e) à la 2ème valeur ou au 2ème paramètre, saut au label donné | FN12 IF X LT y GOTO |
Abréviations et expressions utilisées
IF (angl.): si
EQU (angl. equal): égal à
NE (angl. not equal): différent de
GT (angl. greater than): supérieur à
LT (angl. less than): inférieur à
GOTO (angl. go to): aller à
9.7 Contrôler et modifier les paramètres Q
Procedure
Vous pouvez contrôler et également modifier les paramètres Q pendant la création, le test ou l'exécution du programme en modes de fonctionnement Mémorisation/édition de programme, Test de programme, Exécution de programme pas à pas ou Exéciution de programme en continu.
Si nécessaire, interrompree I'execution du programme (p. ex., en appuyant sur la touche STOP externe et sur la softkey STOP INTERNE ou suspendre le test du programme

Appeler les fonctions des paramètres Q : appuyer sur la touche Q ou sur la softkey Q INFO en mode Mémorisation/édition de programme
La TNC affiche tous les paramètres ainsi que les valeurs correspondantes. Avec les touches fléchées ou les softkeys permettant de feuilleter, Sélectionnez le paramètre souhaïte
Si vous désirez modifier la valeur, introduisez-en une nouvelle et validez avec la touche ENT
Si vous ne désirez pas modifier la valeur, appuyez alors sur la softkey VALEUR ACTUELLE ou fermez le dialogue avec la touche END

Les paramètres utilisés par la TNC en interne ou dans les cycles sont assortis de commentaires.
Si vous désirez vérifier ou modifier des paramètres locaux, globaux ou string, appuyez sur la softkey AFFICHER PARAMÉTRE Q QL QR QS. La TNC affiche alors tous les paramètres correspondants ; les fonctions décritesAAPARAVANT opérént de la même manière.
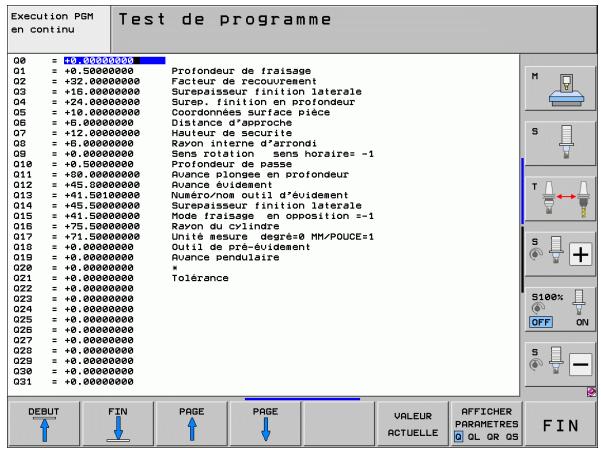
9.8 Fonctions spéciales
Résumé
Les fonctions spéciales apparaisent si vous appuyez sur la softkey FONCTIONS SPECIALES. La TNC affiche les softkeys suivantes :
| Fonction | Softkey | Page |
| FN 14:ERROR Emission de messages d'erreur | FN14 ERREUR= | Page 304 |
| FN 15:PRINT Emission non formatée de textes ou valeurs de paramètres Q | FN15 IMPRIMER | Page 308 |
| FN 16:F-PRINT Emission formatée de textes ou paramètres Q | FN16 F-PRINT | Page 309 |
| FN 18:SYS-DATUM READ Lecture des données-système | FN18 LIRE DON- NEES SVST | Page 313 |
| FN 19:PLC Transmission de valeurs au PLC | FN19 PLC= | Page 319 |
| FN 20:WAIT FOR Synchronisation CN et PLC | FN20 ATTENDRE | Page 320 |
| FN 25:PRESET Initialisation du point d'origine en cours d'exécution du programme | FN25 INIT. PT. DE REF. | Page 322 |
| FN 26:TABOPEN Ouvrir un tableau à définir librement | FN26 OUXR TABLEAU | Page 441 |
| FN 27:TABWRITE Écrire dans un tableau à définir librement | FN27 ECRIRE DS TABLEAU | Page 441 |
| FN 28:TABREAD Importer d'un tableau à définir librement | FN28 LIRE TABLEAU | Page 442 |
FN 14: ERROR: Emission de messages d'erreur
La fonction FN 14: ERROR vous permet de programmer l'émission de messages d'erreur définis par le constructeur de la machine ou par HEIDENHAIN : lorsque la TNC rencontres une série avec FN 14 pendant l'exécution ou le test du programme, elle s'interrrompt et délivre alors un message d'erreur. Vous doivent alors relancer le programme. Codes d'erreur : voir tableau ci-dessous.
| Plage de codes d'erreur | Dialogue standard |
| 0 ... 299 | FN 14: Code d'erreur 0 .... 299 |
| 300 ... 999 | Dialogue dépendant de la machine |
| 1000 ... 1099 | Messages d'erreur internes (voir tableau de droite) |
Exemple de séquence CN
La TNC doit délivrer un message méorisé sous le code d'erreur 254
180FN14:ERROR = 254
Message d'erreur réservé par HEIDENHAIN
| Code d'erreur | Texte |
| 1000 | Broche? |
| 1001 | Axe d'outil manque |
| 1002 | Rayon d'outil trop petit |
| 1003 | Rayon outil trop grand |
| 1004 | Plage dépassée |
| 1005 | Position initiale erronée |
| 1006 | ROTATION non autorisée |
| 1007 | FACTEUR ECHELLE non autorisé |
| 1008 | IMAGE MIROIR non autorisée |
| 1009 | Décalage non autorisé |
| 1010 | Avance manque |
| 1011 | Valeur introduite erronée |
| 1012 | Signe erroné |
| 1013 | Angle non autorisé |
| 1014 | Point de palpage inaccessible |
| 1015 | Trop de points |
| 1016 | Introduction non cohérente |
| 1017 | CYCLE incomplet |
| 1018 | Plan mal défini |
| 1019 | Axe programme incorrect |
| 1020 | Vitesse broche erronée |
| 1021 | Correction rayon non définie |
| 1022 | Arrondi non défini |
| 1023 | Rayon d'arrondi trop grand |
| 1024 | Départ progr. non défini |
| 1025 | Imbrication trop élevé |
| 1026 | Référence angulaire manque |
| 1027 | Aucun cycle d'usinage défini |
| 1028 | Largeur rainure trop petite |
| 1029 | Poche trop petite |
| 1030 | Q202 non défini |
| 1031 | Q205 non défini |
| 1032 | Q218 doit être supérieur à Q219 |
| 1033 | CYCL 210 non autorisé |
| 1034 | CYCL 211 non autorisé |
| 1035 | Q220 trop grand |
| 1036 | Q222 doit être supérieur à Q223 |
| 1037 | Q244 doit être supérieur à 0 |
| 1038 | Q245 doit être différent de Q246 |
| 1039 | Introduire plage angul. < 360° |
| 1040 | Q223 doit être supérieur à Q222 |
| 1041 | Q214: 0 non autorisé |
| 1042 | Sens du déplacement non défini |
| 1043 | Aucun tableau points zéro actif |
| 1044 | Erreur position : centre 1er axe |
| 1045 | Erreur position : centre 2ème axe |
| 1046 | Diamètre du trou trop petit |
| 1047 | Diamètre du trou trop grand |
| 1048 | Diamètre du tenon trop petit |
| 1049 | Diamètre du tenon trop grand |
| 1050 | Poche trop petite : refaire axe 1.A |
| 1051 | Poche trop petite : refaire axe 2.A |
| 1052 | Poche trop grande : rejet axe 1.A. |
| 1053 | Poche trop grande : rejet axe 2.A. |
| 1054 | Tenon trop petit : rejet axe 1.A. |
| 1055 | Tenon trop petit : rejet axe 2.A. |
| 1056 | Tenon trop grand : refaire axe 1.A. |
| 1057 | Tenon trop grand : refaire axe 2.A. |
| 1058 | TCHPROBE 425 : longueur dépasse max. |
| 1059 | TCHPROBE 425 : longueur inf. min. |
| 1060 | TCHPROBE 426 : longueur dépasse max. |
| 1061 | TCHPROBE 426 : longueur inf. min. |
| 1062 | TCHPROBE 430 : diam. trop grand |
| 1063 | TCHPROBE 430 : diam. trop petit |
| 1064 | Pas d'axe de mesure défini |
| 1065 | Tolérance rupture outil dépassée |
| 1066 | Introduire Q247 différent de 0 |
| 1067 | Introduire Q247 supérieur à 5 |
| 1068 | Tableau points zéro? |
| 1069 | Introduire sens Q351 diff. de 0 |
| 1070 | Diminuer profondeur filetage |
| 1071 | Exécuter l'étalonnage |
| 1072 | Tolérance dépassée |
| 1073 | Amorce de séquence active |
| 1074 | ORIENTATION non autorisée |
| 1075 | 3DROT non autorisée |
| 1076 | Activer 3DROT |
| 1077 | Introduire profondeur en négatif |
| 1078 | Q303 non défin dans cycle de mesure! |
| 1079 | Axe d'outil non autorisé |
| 1080 | Valeurs calculées incorrectes |
| 1081 | Points de mesure contradictoires |
| 1082 | Hauteur de sécurité incorrecte |
| 1083 | Mode de plongée contradictoire |
| 1084 | Cycle d'usinage non autorisé |
| 1085 | Ligne protégée à l'écriture |
| 1086 | Surépaisseur sup. à profondeur |
| 1087 | Aucun angle de pointe défin |
| 1088 | Données contradictoires |
| 1089 | Position de rainure 0 interdite |
| 1090 | Introduire passée différente de 0 |
| 1091 | Commutation Q399 non autorisée |
| 1092 | Outil non défin |
| 1093 | Numéro d'outil interdit |
| 1094 | Nom d'outil interdit |
| 1095 | Option de logiciel inactive |
| 1096 | Restauration cinématique impossible |
| 1097 | Fonction non autorisée |
| 1098 | Dimensions piece brute contradictoires |
| 1099 | Position de mesure non autorisée |
| 1100 | Accès à cinématique impossible |
| 1101 | Pos. mesure hors domaine course |
| 1102 | Compensation Preset impossibly |
FN 15: PRINT: Emission de textes ou valeurs de paramètres Q

Configurer l'interface de données : dans le menu PRINT ou PRINT-TEST, définir le chemin vers lequel la TNC doit<mémoriser les textes ou valeurs de paramètres Q. voir „Affectation", page 624.
Avec la fonction FN 15: PRINT, vous pouvez sorting les valeurs des paramètres Q et les messages d'erreur via l'interface de données, par ex. sur une imprémante. En mémorisant les valeurs de manière interne ou en les transmettant à un calculateur, la TNC les enregistre dans le fichier %FN15RUN.A (sortie pendant l'exécution du programme) ou dans le fichier %FN15SIM.A (sortie pendant le test du programme).
La sortie est mise en attente et elle est déclenchée au plus tard à la fin du programme ou si vous arrêtez celui-ci. En mode de fonctionnement pas à pas, le transfert des données à lieu à la fin de la séquence.
Emission de dialogues et messages d'erreur avec FN: PRINT „valeur numérique"
Valeur numérique 0 à 99 : Dialogues pour cycles constructeur A partir de 100 : Messages d'erreur PLC
Exemple: sortie du numero de dialogue 20
67FN15:PRINT20
Emission de dialogues et paramètres Q avec FN15: PRINT „paramètres Q"
Exemple d'application : édition du procès-verbal d'étalonnage d'une piece.
Voussupportsintunanementjusqu'à6 parametesQetvaleursnumériques.LaTNCleseparepardesbarresobliques.
Exemple : sortie du dialogue 1 et de la valeur numérique de Q1
70FN15:PRINT1/Q1
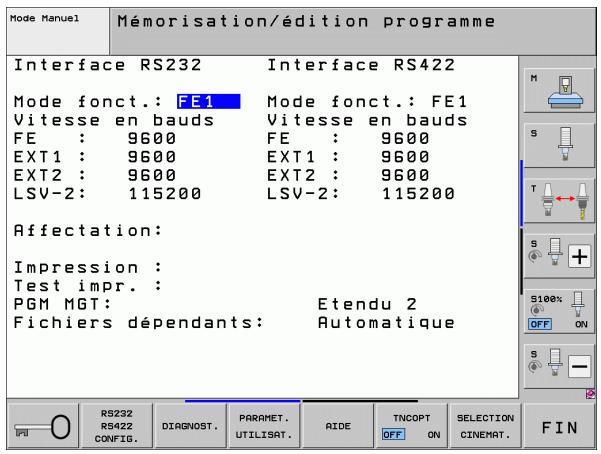
FN 16: F-PRINT : émission formée de textes et valeurs de paramètres Q

Configurer l'interface de données : dans le menu PRINT ou PRINT-TEST, définir le chemin vers lequel la TNC doit<mémoriser le fichier-texte. voir „Affectation", page 624.
Avec FN 16 et également à partir du programme CN, vous pouvez aussi afficher à l'écran les messages de votrechoix. De tels messages sont affichés par la TNC dans une fenêtre auxiliaire.
Avec la fonction FN 16: F-PRINT, vous pouvez émettre de manière formatée les valeurs des paramètres Q et les textes via l'interface de données, par ex. sur une imprimante. Quand vous mémorisez les valeurs en interne ou que vous les transmettez à un ordinateur, la TNC enregistre les données dans le fichier que vous définissez dans la série FN 16.
Pour restituer le texte formaté et les valeurs des paramètres Q, créez à l'aide de l'éditeur de texte de la TNC un fichier-texte dans lequel vous définissez les formats et les paramètres Q à restituer.
Exemple de fichier-texte définissant le format d'émission :
"PROTOCOLE DE MESURE CENTRE DE GRAVITE ROUE A GODETS";
"DATE: %2d-%2d-%4d", DAY,MONTH,YEAR4;
Pour élaborer les fichiers-texte, utiliser les fonctions de formatage suivantes :
| Caractère spécifique | Fonction |
| "......" | Définir le format d'émission pour textes etvariables entre guillemets |
| %9.3LF | Définir le format pour paramètres Q :9 chiffres au total (y compris point décimal) dont3 chiffres après la virgule, long, Floating(nombre décimal) |
| %S | Format pour variable de texte |
| , | Caractère de séparation entre le formatd'émission et le paramètre |
| ; | Caractère de fin de série, termine une ligne |
Pour restituer également diverses informations dans le fichier de protocole, vous disposez des fonctions suivantes :
| Code | Fonction |
| CALL_PATH | Indique le nom du chemin d'accès du programme CN dans lequel se trouve la fonction FN16. Exemple : "Programme de mesure: %S",CALL_PATH; |
| M_CLOSE | Ferme le fichier dans lequel vous écrivez avec FN16. Exemple : M_CLOSE; |
| ALLDISPLAY | Restituer les valeurs des paramètres Q indépendamment de la config MM/INCH de la fonction MOD |
| MM DISPLAY | Restituer les valeurs des paramètres Q en MM si l'affichage MM est configuré dans la fonction MOD |
| INCH DISPLAY | Restituer les valeurs des paramètres Q en INCH si l'affichage INCH est configuré dans la fonction MOD |
| L_ENGLISH | Restituer texte seulement pour dial. anglais |
| L_GERMAN | Restituer texte seulement pour dial. allemand |
| L_CZECH | Restituer texte seulement pour dial. tchêque |
| L_FRENCH | Restituer texte seulement pour dial. français |
| L_ITALIAN | Restituertextsuite seulement pour dial. italien |
| L_SPANISH | Restituertextsuite seulement pour dial. espagnol |
| L_SWEDISH | Restituertextsuite seulement pour dial. suédois |
| L DANISH | RestituertextsuiteONLY pour dial. danois |
| L_FINNISH | RestituertextsuiteONLY pour dial. finnois |
| L_DUTCH | RestituertextsuiteONLY pour dial. néerlandais |
| L_POLISH | RestituertextsuiteONLY pour dial. polonais |
| L_PORTUGUE | RestituertextsuiteONLY pour dial. portugais |
| L_HUNGARIA | RestituertextsuiteONLY pour dial. hongrois |
| L RUSSIAN | RestituertextsuiteONLY pour dial. russe |
| L_SLOVENIAN | RestituertextsuiteONLY pour dial. slovène |
| L_ALL | Restituertextsuitequel que soit le dialogue |
| HOUR | Nombre d'heures de l'horloge temps réel |
| MIN | Nombre de minutes de l'horloge temps réel |
| SEC | Nombre de secondes de l'horloge temps réel |
| DAY | Jour de l'horloge temps réel |
| MONTH | Mois comme nombre de l'horloge temps réel |
| STR_MONTH | Mois comme symbole de l'horloge temps réel |
| YEAR2 | Année à 2 chiffres de l'horloge temps réel |
| YEAR4 | Année à 4 chiffres de l'horloge temps réel |
Dans le programme d'usinage, vous programmesz FN16: F-PRINT pour activer l'émission :
96FN16:F-PRINT TNC:\MASQUE\MASQUE1.A/RS232:\PROT1.A
La TNC restitue alors le fichier PROT1.A via l'interface série :
PROTOCOLE DE MESURE CENTRE DE GRAVITE ROUE A GODETS
DATE: 27:11:2001
HEURE: 08:56:34
NOMBRE VALEURS MESURE : = 1
$$ \begin{array}{l} \mathrm {X 1} = 1 4 9, 3 6 0 \ \mathbf {Y} 1 = 2 5, 5 0 9 \ Z 1 = 3 7, 0 0 0 \ \end{array} $$

Si vous utilisez FN 16 plusieurs fois dans le programme, la TNC的记忆ise tous les textes dans le fichier que vous avez défini à la première fonction FN 16. La restitution du fichier n'est réalisée que lorsque la TNC lit la séquence END PGM, lorsque vous appuyez sur la touche Stop CN ou lorsque vous fermez le fichier avec M CLOSE.
Dans la séquence FN16, programmer le fichier de format et le fichier de protocole avec l'extension.
Si vous n'indiquez que le nom du fichier pour le chemin d'accès au fichier de protocole, la TNC mémorise celui-ci dans le réseau dans lequel se trouve le programme CN contenant la fonction FN 16.
Vou puez délivrer jusqu'à 32 paramètres Q par ligne dans le fichier de description du format.
Afficher des messages dans l'écran
Vous pouvez aussi utiliser la fonction FN 16 pour afficher, à partir du programme CN, les messages de votre choix dans une fenêtre auxiliaire de l'écran de la TNC. On peut ainsi afficher très simplement et à n'importe que le endroit du programme des textes d'assistance de manière à ce que l'opérateur puisent réagir. Vous pouvez aussi restituer le contentu de paramètres Q si le fichier de description du protocole comporte les instructions correspondantes.
Pour que le message s'affiche dans l'écran de la TNC, il vous suffit d'introduire SCREEN : pour le nom du fichier-protocole.
96FN16:F-PRINT TNC:\MASQUE\MASQUE1.A/SCREEN:
Si le message comporte davantage de lignes que ne peut en afficher la fenêtre auxiliaire, vous pouvez feuilleter dans cette dernière à l'aide des touches du curseur.
Pour fermer la fenêtre auxiliaire : appuyer sur la touche CE. Pour programmermer la fermetre de la fenêtre , introduire la série CN suivante :
Toutes les conventions décrites précédemment sont valables pour le fichier du description de protocole.
Dans le programme, si vous délivrez plusieurs fois des textes à l'écran, la TNC ajoute tous les textes aux textes déjà présents. Pour afficher chaque texte individuellement, programmez la fonction M_CLOSE à la fin du fichier de description du protocole.
Emission externe de messages
VoussupportenfichierdesprogrammesCN generedes avecFN16.Pourcela,ilexiste deux possibilites:
Indiquer le nom complet du chemin d'accès dans la fonction FN 16 :
Définir le nom du chemin d'accès dans la fonction MOD sous Print ou Print-Test si vous désírez enregistrer vos données toujours dans le même répertoire du serveur (voir également „Affectation" à la page 624):
Toutes les conventions décrites précédemment sont valables pour le fichier du description de protocole.
Dans le programme, si vous délivrez plusieurs fois le même fichier, la TNC ajoute tous les textes dans le fichier-cible, à la suite des textes qu'elle a déjà délivrés.
FN 18: SYS-DATUM READ: Lecture des données-ysteme
Avec la fonction FN 18: SYS-DATUM READ, vous pouze dire les données-ysteme et les memoriser dans les paramètres Q. La sélection de la donnée-systeme a lieu à l'aide d'un numéro de groupe (ID-Nr.), d'un numéro et, le cas échéant, d'un indice.
| Nom du groupe, nr ID. | Numéro | Indice | Signification |
| Infos programme, 10 | 1 | - | Etat mm/inch |
| 2 | - | Facteur de recouvrement dans le faisage de poche | |
| 3 | - | Numéro du cycle d'usinage actif | |
| 4 | - | Numéro du cycle d'usinage actif (pour les cycles dont le nombre est supérieur à 200) | |
| Etat de la machine, 20 | 1 | - | Numéro d'outil actif |
| 2 | - | Numéro d'outil préparé | |
| 3 | - | Axe d'outil actif 0=X, 1=Y, 2=Z, 6=U, 7=V, 8=W | |
| 4 | - | Vitesse de rotation broche programmée | |
| 5 | - | Etat broche actif: -1=non défin, 0=M3 actif, 1=M4 active, 2=M5 après M3, 3=M5 après M4 | |
| 8 | - | Arrosage: 0=non 1=oui | |
| 9 | - | Avance active | |
| 10 | - | Indice de l'outil préparé | |
| 11 | - | Indice de l'outil actif | |
| 15 | - | Numéro de l'axe logique 0=X, 1=Y, 2=Z, 3=A, 4=B, 5=C, 6=U, 7=V, 8=W | |
| 17 | - | Numéro de la zone de déplacement actuelle (0, 1, 2) | |
| Paramètre de cycle, 30 | 1 | - | Distance d'approche cycle d'usinage actif |
| 2 | - | Profondeur perçage/fraisage cycle d'usinage actif | |
| 3 | - | Profondeur de passée cycle d'usinage actif | |
| 4 | - | Avance plongée en profondeur du cycle d'usinage actif | |
| 5 | - | Premier côté cycle poche rectangulaire | |
| 6 | - | Deuxieme côté cycle poche rectangulaire | |
| 7 | - | Premier côté cycle rainurage | |
| 8 | - | Deuxieme côté cycle rainurage | |
| 9 | - | Rayon cycle Poche circulaire | |
| 10 | - | Avance fraisage cycle d'usinage actif | |
| 11 | - | Sens de rotation cycle d'usinage actif | |
| 12 | - | Temporisation cycle d'usinage actif | |
| 13 | - | Pas de vis cycle 17, 18 | |
| 14 | - | Surépaisseur de finition cycle d'usinage actif | |
| 15 | - | Angle d'évidement cycle d'usinage actif | |
| Données du tableau d'outils, 50 | 1 | Nr OUT. | Longueur d'outil |
| 2 | Nr OUT. | Rayon d'outil | |
| 3 | Nr OUT. | Rayon d'outil R2 | |
| 4 | Nr OUT. | Surépaisseur longueur d'outil DL | |
| 5 | Nr OUT. | Surépaisseur rayon d'outil DR | |
| 6 | Nr OUT. | Surépaisseur rayon d'outil DR2 | |
| 7 | Nr OUT. | Outil bloqué (0 ou 1) | |
| 8 | Nr OUT. | Numéro de l'outil jumeau | |
| 9 | Nr OUT. | Durée d'utilisation max.TIME1 | |
| 10 | Nr OUT. | Durée d'utilisation max. TIME2 | |
| 11 | Nr OUT. | Durée d'utilisation actuelle CUR. TIME | |
| 12 | Nr OUT. | Etat PLC | |
| 13 | Nr OUT. | Longueur max. de la dent LCUTS | |
| 14 | Nr OUT. | Angle de plongée max. ANGLE | |
| 15 | Nr OUT. | TT : nombre de dents CUT | |
| 16 | Nr OUT. | TT :tolérance d'usure longueur LTOL | |
| 17 | Nr OUT. | TT :tolérance d'usure rayon RTOL | |
| 18 | Nr OUT. | TT : sens de rotation DIRECT (0=positif/-1=négatif) | |
| 19 | Nr OUT. | TT :décalage plan R-OFFS | |
| 20 | Nr OUT. | TT : décalage longueur L-OFFS | |
| 21 | Nr OUT. | TT :tolérance de rupture longueur LBREAK | |
| 22 | Nr OUT. | TT :tolérance de rupture rayon RBBREAK | |
| 23 | Nr OUT. | Valeur PLC | |
| 24 | Nr OUT. | TS: Déport palpeur axe principal | |
| 25 | Nr OUT. | TS: Déport palpeur axe auxiliaire | |
| 26 | Nr OUT. | TS: Angle de broche lors de l'étalthnage | |
| 27 | Nr OUT. | Type d'outil pour le tableau d'emplacements | |
| 28 | Nr OUT. | Vitesse de rotation max. | |
| Sans indice: Données de l'outil actif | |||
| Données du tableau d'emplacements, 51 | 1 | Nr emplac. | Numéro d'outil |
| 2 | Nr emplac. | Outil spécifique: 0=non, 1=oui | |
| 3 | Nr emplac. | Emplacement fixe: 0=non, 1=oui | |
| 4 | Nr emplac. | Emplacement bloqué: 0= non, 1=oui | |
| 5 | Nr emplac. | Etat PLC | |
| 6 | Nr emplac. | Type d'outil | |
| 7 à 11 | Nr emplac. | Valeur issue des colonnes P1 à P5 | |
| 12 | Nr emplac. | Emplacement réservé: 0=non, 1=oui | |
| 13 | Nr emplac. | Magasin à plateau: Emplacement supérieur occupe: (0=non, 1=oui) | |
| 14 | Nr emplac. | Magasin à plateau: Emplacement inférieur occupe: (0=non, 1=oui) | |
| 15 | Nr emplac. | Magasin à plateau: Emplacement gauche occupe: (0=non, 1=oui) | |
| 16 | Nr emplac. | Magasin à plateau: Emplacement droit occupe: (0=non, 1=oui) | |
| Emplacement d'outil, 52 | 1 | Nr OUT. | Nr. d'emplacement P |
| 2 | Nr OUT. | Numéro du magasin d'outils | |
| Informations fichiers, 56 | 1 | - | Nombre de lignes dans le tableau d'outils TOOL.T |
| 2 | - | Nombre de lignes dans le tableau de points zéro actif | |
| 3 | Nr. paramètre Q à partir duquel l'état des axes est mémorisé. +1: Axe actif, -1: Axe inactif | Nombre d'axes actifs programmes dans le tableau de points zéro actif | |
| Position programmée directement derrière TOOL CALL, 70 | 1 | - | Position valide/non valide (valeur différente 0/0) |
| 2 | 1 | Axe X | |
| 2 | 2 | Axe Y | |
| 2 | 3 | Axe Z | |
| 3 | - | Avance programmée (-1: aucune avance programmée) | |
| Correction d'util active, 200 | 1 | - | Rayon d'util (y compris valeurs Delta) |
| 2 | - | Longueur d'util (y compris valeurs Delta) | |
| Transformations actives, 210 | 1 | - | Rotation de base en mode Manuel |
| 2 | - | Rotation programmée dans le cycle 10 | |
| 3 | - | Axe réfléchi actif | |
| 0: image miroir inactive | |||
| +1: axe X réfléchi | |||
| +2: axe Y réfléchi | |||
| +4: axe Z réfléchi | |||
| +64: axe U réfléchi | |||
| +128: axe V réfléchi | |||
| +256: axe W réfléchi | |||
| Combinaisons = somme des différents axes | |||
| 4 | 1 | Facteur échelle actif axe X | |
| 4 | 2 | Facteur échelle actif axe Y | |
| 4 | 3 | Facteur échelle actif axe Z | |
| 4 | 7 | Facteur échelle actif axe U | |
| 4 | 8 | Facteur échelle actif axe V | |
| 4 | 9 | Facteur échelle actif axe W | |
| 5 | 1 | ROT. 3D axe A | |
| 5 | 2 | ROT. 3D axe B | |
| 5 | 3 | ROT. 3D axe C | |
| 6 | - | Inclinaison du plan d'usinage active/inact. (valeur différente 0/0) dans un mode Exécution de programme | |
| 7 | - | Inclinaison du plan d'usinage active/inact. (valeur différente 0/0) dans un mode manuel | |
| Tolerance de trajectorie, 214 | 8 | - | Tolerance programmée dans cycle 32 ou MP1096 |
| Décalage actif du point zéro, 220 | 2 | 1 | Axe X |
| 2 | Axe Y | ||
| 3 | Axe Z | ||
| 4 | Axe A | ||
| 5 | Axe B | ||
| 6 | Axe C | ||
| 7 | Axe U | ||
| 8 | Axe V | ||
| 9 | Axe W | ||
| Zone de déplacement, 230 | 2 | 1 à 9 | Fin de course logiciel négatif des axes 1 à 9 |
| 3 | 1 à 9 | Fin de course logiciel positif des axes 1 à 9 | |
| Position nominale dans système REF, 240 | 1 | 1 | Axe X |
| 2 | Axe Y | ||
| 3 | Axe Z | ||
| 4 | Axe A | ||
| 5 | Axe B | ||
| 6 | Axe C | ||
| 7 | Axe U | ||
| 8 | Axe V | ||
| 9 | Axe W | ||
| Position actuelle dans le système de coordonnées actif, 270 | 1 | 1 | Axe X |
| 2 | Axe Y | ||
| 3 | Axe Z | ||
| 4 | Axe A | ||
| 5 | Axe B | ||
| 6 | Axe C | ||
| 7 | Axe U | ||
| 8 | Axe V | ||
| 9 | Axe W | ||
| Etat de M128, 280 | 1 | - | 0: M128 inactive, valeur différente 0: M128 active |
| 2 | - | Avance qui a été programmée avec M128 | |
| Etat de M116, 310 | 116 | - | 0: M116 inactive, valeur différente 0: M116 active |
| 128 | - | 0: M128 inactive, valeur différente 0: M128 active | |
| 144 | - | 0: M144 inactive, valeur différente 0: M144 active | |
| Heure système actuelle de la TNC, 320 | 1 | 0 | Temps système écoulé en secondes depuis le 1.1.1970 à 0 heures |
| Palpeur à commutation TS, 350 | 10 | - | Axe du palpeur |
| 11 | - | Rayon effectif bille | |
| 12 | - | Longueur effective | |
| 13 | - | Rayon bague de réglage | |
| 14 | 1 | Décalage du centre axe principal | |
| 2 | Décalage du centre axe secondaire | ||
| 15 | - | Sens du décalage du centre par rapport à la position 0° | |
| Palpeur de table TT | 20 | 1 | Centre axe X (système REF) |
| 2 | Centre axe Y (système REF) | ||
| 3 | Centre axe Z (système REF) | ||
| 21 | - | Rayon plateau | |
| Dernier point de palpage cycle TCH PROBE 0 ou dernier point de palpage issu du mode Manuel, 360 | 1 | 1 à 9 | Position dans système de coordonnées actif, axes 1 à 9 |
| 2 | 1 à 9 | Position dans système REF, axes 1 à 9 | |
| Valeur issue du tableau de points zéro actif dans le système de coordonnées actif, 500 | Numéro Pt 0 | 1 à 9 | Axe X à axe W |
| Valeur REF du tableau de points zéro actif, 501 | Numéro Pt 0 | 1 à 9 | Axe X àaxe W |
| Lire la valeur du tableau Preset en tenant compte de la cinématique de la machine, 502 | Numéro Preset | 1 à 9 | Axe X à axe W |
| Lire directement la valeur issue du tableau Preset, 503 | Numéro Preset | 1 à 9 | Axe X à axe W |
| Lire directement la rotation de base dans le tableau Preset, 504 | Numéro Preset | - | Rotation de base dans la colonne ROT |
| Tableau de points zéro sélectionné, 505 | 1 | - | Valeur de renvoi = 0: Aucun tableau points zéro actif Valeur de renvoi = 0: Tableau de points zéro actif |
| Données du tableau de palettes actif, 510 | 1 | - | Ligne active |
| 2 | - | Numéro palettes dans champ PAL/PGM | |
| 3 | - | Ligne actuelle du tableau de palettes | |
| 4 | - | Dernière ligne du programme CN de la palette actuelle | |
| Paramètre-machine existant, 1010 | Numéro de PM | Indice de PM | Valeur de renvoi = 0: PM inexistant Valeur de renvoi = 0: PM existant |
Exemple : affecter à Q25 la valeur du facteur échelle actif de l'axe Z
55FN18:SYSREADQ25 ID210NR4IDX3
FN 19: PLC : transmission de valeurs au PLC
La fonction FN 19: PLC permet de transmettre à l'automate PLC jusqu'à deux valeurs numériques ou paramètres Q.
Résolution et unité de mesure : 0,1 μm ou 0,0001°
Exemple : transmettre au PLC la valeur numérique 10 (correspondant à 1 m ou 0,001^ )
56FN19:PLC = +10 / + 03
FN 20: WAIT FOR: Synchronisation CN et PLC

Vous ne devez utiliser cette fonction qu'en accord avec le constructeur de votre machine!
Avec la fonction FN 20: WAIT FOR, vous pouvez exéçuter une synchronisation entre la CN et le PLC pendant le déroulement du programme. La CN arrête l'usinage jusqu'à ce que soit réalisée la condition programmée dans la séquence FN20. Pour cela, la TNC peut contrôler les opérandes PLC suivants :
| Opérande PLC | Description succincte | Plage d'adresses |
| Marqueur | M | 0 à 4999 |
| Entrée | I | 0 à 31, 128 à 15264 à 126 (1ère PL 401 B)192 à 254 (2ème PL 401 B) |
| Sortie | O | 0 à 3032 à 62 (1ère PL 401 B)64 à 94 (2ème PL 401 B) |
| Compteur | C | 48 à 79 |
| Timer | T | 0 à 95 |
| Octets | B | 0 à 4095 |
| Mot | W | 0 à 2047 |
| Double mot | D | 2048 à 4095 |

Dans une série FN20, vous pouvez définir une condition d'une longueur maximale de 128 caractères.
Les conditions suivantes sont autorisées dans la série FN20 :
| Condition | Description succincte |
| égal à | == |
| inférieur à | < |
| supérieur à | > |
| inférieur ou égal à | <= |
| supérieur ou égal à | >= |
Pour cela, on dispose de la fonction FN20: WAIT FOR SYNC. WAIT FOR SYNC doit toujours être utilisée, par exemple lorsque vous importez des données-système avec FN18 et qui nécessitant d'être synchronisées en temps réel. La TNC interrupt alors le calcul anticipé et n'exécute la série CN suivante seulement quand le programme CN a réellement atteint cette série.
Exemple : interrompre le déroulement du programme jusqu'à ce que le PLC initiaïse à 1 le marqueur 4095
Exemple : interrompre le calcul anticipé interne, lore la position actuelle de l'axe X
32 FN 20: WAIT FOR M4095==1
32 FN 20: WAIT FOR SYNC
33FN18:SYSREADQ1=ID270NR1IDX1
FN 25: PRESET : initialiser un nouveau point d'origine

Vous ne pouvez programmermer cette fonction que si vous
avez préalablement introduit le code 555343, voir
„Introduire un code“, page 621.
A l'aide de la fonction FN 25: PRESET et en cours d'exécution du programme, vous pouvez initiaiser un nouveau point d'origine sur un axe au besoin.
Sélectionner la fonction de paramètres : appuyer sur la touche (dans le champ de saisie à droite). La barre de softkeys affiche les fonctions des paramètres
Sélectionner les autres fonctions : appuyez sur la softkey FONCTIONS SPECIALES
Sélectionner FN 25: Commuter la barre de softkeys sur le second niveau, appuyer sur la softkey FN 25 INIT. PT DE REF
Axe?: introduire l'axe sur lequel vous désirez initiaiser un nouveau point d'origine, valider avec la touche ENT
Valeur à convertir?: introduire la coordonnée dans le système de coordonnées actif à laquelle vous désirez initiaiser le nouveau point d'origine
Nouveau point d'origine? : introduire la coordonnée que doit avoir la valeur à convertir dans le nouveau système de coordonnées
Exemple : initiaiser un nouveau point d'origine à la coordonnée actuelle X+100
56FN25:PRESET = X / + 100 / + 0
Exemple : la coordonnée actuelle Z+50 doit avoir la valeur -20 dans le nouveau système de coordonnées
56FN25:PRESET = Z / + 50 / - 20

Vou puez rétablir le dernier point d'origine initiaisé en mode Manuel en utilisant la fonction auxiliaire M104 (voir „Activer le dernier point d'origine initiaisé: M104" à la page 356).
9.9 Introduire directement une formule
Introduire une formule
A l'aide des softkeys, vous pouvez introduire directement dans le programme d'usinage des formules arithmetiques contenant plusieurs opérations de calcul.
Les fonctions mathématiques d'opérations relationnelles s'affichent lorsque vous appuyez sur la softkey FORMULE. La TNC affiche alors les softkeys suivantes sur plusieurs barres :
| Fonction de liaison | Softkey |
| Addition Ex. Q10 = Q1 + Q5 | * |
| Soustraction Ex. Q25 = Q7 - Q108 | - |
| Multiplication Ex. Q12 = 5 * Q5 | * |
| Division Ex. Q25 = Q1 / Q2 | / |
| Ouvré la parenthèse Ex. Q12 = Q1 * (Q2 + Q3) | c |
| Fermer la parenthèse Ex. Q12 = Q1 * (Q2 + Q3) | , |
| Élévation d'une valeur au carré (de l'angl. square) Ex. Q15 = SQ 5 | so |
| Extraire la racine carrée (de l'angl. square root) Ex. Q22 = SQRT 25 | SORT |
| Sinus d'un angle Ex. Q44 = SIN 45 | SIN |
| Cosinus d'un angle Ex. Q45 = COS 45 | COS |
| Tangente d'un angle Ex. Q46 = TAN 45 | TAN |
| Arc-sinus Fonction inverse du sinus; déterminer l'angle issu du rapport du côté opposé/hypoténuse Ex. Q10 = ASIN 0,75 | ASIN |
| Arc-cosinus Fonction inverse du cosinus; définir l'angle issu du rapport du côté adjacent/hypoténuse Ex. Q11 = ACOS Q40 | ACOS |
| Arc-tangente Fonction inverse de la tangente; définir l'angle issu du rapport entre côté opposé/côté adjacent Ex. Q12 = ATAN Q50 | ATAN |
| Élévation de valeurs à une puissance Ex. Q15 = 3^3 | ^ |
| Constante PI (3,14159) Ex. Q15 = PI | PI |
| Calcul du logarithme naturel (LN) d'un nombre Base 2,7183 Ex. Q15 = LN Q11 | LN |
| Calcul logarithme d'un nombre, dans la base 10 Ex. Q33 = LOG Q22 | LOG |
| Fonction exponentielle, 2,7183 puissance n Ex. Q1 = EXP Q12 | EXP |
| Inversion de la valeur (multiplication par -1) Ex. Q2 = NEG Q1 | NEG |
| Valeur entière Calcul d'un nombre entier Ex. Q3 = INT Q42 | INT |
| Calcul de la valeur absolue d'un nombre Ex. Q4 = ABS Q22 | ABS |
| Valeur décimale Valeur décimale Ex. Q5 = FRAC Q23 | FRAC |
| Vérifier le signe d'un nombre Ex. Q12 = SGN Q50 Si valeur de renvoi Q12 = 1, alors Q50 >= 0 Si valeur de renvoi Q12 = -1, alors Q50 < 0 | SGN |
| Valeur modulo (reste de division) Ex. Q12 = 400 % 360 Résultat: Q12 = 40 | x |
Règles concernant les calculs
Pour la programmation de formules mathématiques, les règles suivantes priment :
Convention de calcul
12 01 = 5 3 + 2 10 = 35
1ère étape: 5*3 = 15
2ème étape: 2 * 10 = 20
3ème étape : 15 + 20 = 35
ou
13 Q2 = SQ 10 - 3^3 = 73
1ère étape: Élévation au carré de 10 = 100
2ème étape : 3 puissance 3 = 27
3ème étape : 100 - 27 = 73
Distributivité
pour calculs avec parentheses
Exemple d'introduction
Calculer un angle avec arctan de côté opposé (Q12)/côté adjacent (Q13); affecter le résultat à Q25:


Introduire la formule : appuyer sur la touche Q et surla softkey FORMULE ou utilisez l'accès rapide :

Appuyer sur la touche Q du clavier ASCII
NR. PARAMÉTRE POUR RÉSULTAT ?
ENT
25
Introduire le numero du paramètre


Commuter à nouveau la barre de softkeys; sélectionner la fonction arc-tangente


Commuter à nouveau la barre de softkeys et ouvrir la parenthèse

12
Introduire le numero de paramètre Q12

Selectionner la division

13
Introduire le numero de paramètre Q13


Fermer la parenthèse et clore l'introduction de la formule
Exemple de séquence CN
Fonctions de traitement de strings
Voussupportezutiliserletreatmentdestrings(delanglaisstring= chaine de caractères)aveclesparametresQS pourcrierdeschaines de caractèresvariables.Parexample,vouspouvezrestituerdeltelles chainesde caractères avec la fonctionFN16:F-PRINT,pourcrierdes protocolesvariables.
Vouss pouvez affecter à un paramètre stringue une chaîne de caractères (lettres, chiffres, caractères spéciaux, caractères de contrôle et espaces) pouvant composer jusqu'à 256 caractères. Vous pouvez également Traitser ensuite les valeurs affectées ou lues et contrôler ces valeurs en utilisant les fonctions décrites ci-après. comme pour la programmation des paramètres Q, vous disposez au total de 2000 paramètres QS (voir également „Principipe et vue d'ensemble des fonctions" à la page 290).
Les fonctions de paramètres Q FORMULE STRING et FORMULE diffèrent au niveau du traitement des paramètres string.
| Fonctions de la FORMULE STRING | Softkey | Page |
| Affecter les paramètres string | STRING | Page 328 |
| Chaîner des paramètres string | Page 328 | |
| Convertir une valeur numérique en paramètre string | TOCHARR | Page 330 |
| Copier une partie de string à partir d'un paramètre string | SUBSTR | Page 331 |
| Copier les données-système dans un paramètre string | SYSSTR | Page 332 |
| Fonctions string dans la fonction FORMULE | Softkey | Page |
| Convertir un paramètre string en valeur numérique | TONLUMB | Page 334 |
| Vérifier un paramètre string | INSTR | Page 335 |
| Déterminer la longueur d'un paramètre string | STRLEN | Page 336 |
| Comparer la suite alphasétique | STRCOMP | Page 337 |

Si vous utilise la fonction FORMULE STRING, le résultat d'une opération de calcul est toujours un string. Si vous utilise la fonction FORMULE, le résultat d'une opération de calcul est toujours une valeur numérique.
Affecter les paramètres string
Avant d'utiliser des variables string, vous doivent d'abord les initiailler. Pour cela, utilisez l'instructionDECLARESTRING.

Afficher la barre de softkeys avec les fonctions spéciales

Choisir le menu de définition de diverses fonctions conversationnelles
Sélectionner les fonctions string
Sélectionner la fonctionDECLARESTRING
Exemple de séquence CN:
37DECLARESTRINGQS10 = "PIECE"
Chainer des paramètres string
Avec l'opérateur chainage (paramètre string II paramètre string), vous pouvez assembler plusieurs paramètres string.

Afficher la barre de softkeys avec les fonctions spéciales
FONCTIONS PROGRAMME
Choisir le menu de définition de diverses fonctions conversationnelles
Sélectionner les fonctions string
Sélectionner la fonction FORMULE STRING
Introduire le numero du paramètre string dans lequel la TNC doit enregistrer le string chaîné; valider avec la touche ENT
Introduire le numero du paramètre string dans lequel est enregistrée la première composante de string; valider avec la touche ENT: La TNC affiche le symbole de chainage | |
Valider avec la touche ENT
Introduire le numero du paramètre string dans lequel est enregistrée la deuxième composante de string; vérifier avec la touche ENT
Répéter le processus jusqu'à ce que vous ayez sélectionné toutes les composantes de string à châiner; fermer avec la touche END
Exemple: QS10 doit containir tout le texte de QS12, QS13 et QS14
37 QS10 = QS12 || QS13 || QS14
Contenu des paramètres :
QS12: Piece
QS13:Infos:
QS14: Pièce rebutée
QS10:Infospiece:Pierre rebutée
Convertir une valeur numérique en un paramètre string
Avec la fonction TOCHAR, la TNC convertit une valeur numérique en un paramètre string. Vous pouvez de cette manière chaîner des valeurs numériques avec des variables string.

FORMULESTRING
TOCHAR
Sélectionner les fonctions de paramètres
Sélectionner la fonction FORMULE STRING
Sélectionner la fonction de conversion d'une valeur numérique en un paramètre string
Introduire le nombre ou bien le paramètre Q désiré que la TNC doit convertir; vérifier avec la touche ENT
Si nécessaire, introuuire le nombre de décimales après la virgule que la TNC doit également convertir; valider avec la touche ENT
Fermer l'expression entre parenthèses avec la touche ENT et quitter l'introduction avec la touche END
Exemple : convertir le paramètre Q50 en paramètre string QS11, utiliser 3 décimales
37 QS11 = TOCHAR ( DAT+Q50 DECIMALS3 )
Copier une partie de string à partir d'un paramètre string
La fonction SUBSTR vous permet de copier une plage définissable d'un paramètre string.

FORMULE STRING
Sélectionner les fonctions de paramètres
Sélectionner la fonction FORMULE STRING
Introduire le numero du paramètre dans lequel la TNC doit enregistrer la chaine de caractères copiee; valider avec la touche ENT
Sélectionner la fonction de sélection de la partie de string
Introduire le numero du paramètre QS à partir duquel vous désirez copier la partie de string; vérifier avec la touche ENT
Introduire le numero de l'endetroit à partir duquel vous poulez copier la composante de string, modifier avec la touche ENT
Introduire le nombre de caractères que vous souhaitez copier, valider avec la touche ENT
Fermer l'expression entre parenthèses avec la touche ENT et quitter l'introduction avec la touche END

Veiller à ce que le premier caractère d'une chaîne de texte soit en interne à la position 0.
Exemple : dans le paramètre string QS10, on désire extraire une partie de string de quatre caractères (LEN4) à partir de la troisième position (BEG2).
37 QS13 = SUBSTR ( SRC_QS10 BEG2 LEN4 )
Copier les données-système dans un paramètre string
La fonction SYSSTR vous permet de copier les données système dans un paramètre string. Pour l'instant, on ne dispose que de la lecture de l'heure système actuelle :

FORMULE STRING
Sélectionner les fonctions de paramètres
Sélectionner la fonction FORMULE STRING
Introduire le numero du paramètre dans lequel la TNC doit enregistrer la chaîne de caractères copiee, valider avec la touche ENT
Sélectionner la fonction de copie des données système
Introduire le numero du code système (pour l'heure système ID321 que l'on peut copier, valider avec la touche ENT
Introduire l'indice du code système. Définit le format de l'heure système à dire; modifier avec la touche ENT (voir description plus bas)
Introduire l'indice d'array de la source système à lire (encore inopérant), valider avec la touche NO ENT
Introduire le nombre à convertir en texte (encore inopérant),Verifier avec la touche NO ENT
Fermer l'expression entre parenthèses avec la touche ENT et quitter l'introduction avec la touche END

Cette fonction est préte à receivevoir les futurs développements. Les paramètres IDX et DAT sont encore inopérants.
You pouvez utiliser les formats suivants pour formater la date:
0:JJ.MM.AAAA hh:mm:ss
2:J.MM.AAAA h:mm:ss
2:J.MM.AAAA h:mm
3: J.MM.AAAA h:mm
4:AAAA-MM-JJ- hh:mm:ss
5:AAAA-MM-JJhh:mm
6:AAAA-MM-JJ h:mm
7:AA-MM-JJ h:mm
8:JJ.MM.AAAAA
9:J.MM.AAAAA
10: J.MM.AA
11:AAAA-MM-JJ
12:AA-MM-JJ
13:hh:mm:ss
14: h:mm:ss
15: h:mm
Exemple : Importer l'heure système en format JJ.MM.AAAA hh:mm:ss et l'enregistre dans le paramètre QS13.
37 QS13 = SYSSTR ( ID321 NRO)
Convertir un paramètre string en valeur numérique
La fonction TONUMB sert à convertir un paramètre string en une valeur numérique. La valeur à convertir ne doit composer que des valeurs numériques.

Le paramètre QS à convertir ne doitContainir qu'une seule valeur numérique;sinon la TNC délivre un message d'erreur.

Sélectionner les fonctions de paramètres
FORMULE
Sélectionner la fonction FORMULE
Introduire le numero du paramètre dans lequel la TNC doit enregistrer la valeur numérique;.Valider avec la touche ENT
Commuter la barre de softkeys
Sélectionner la fonction de conversion d'un paramètre string en valeur numérique
Introduire le numero du paramètre QS que la TNC doit convertir en valeur numérique, valider avec la touche ENT
Fermer l'expression entre parentheses avec la touche ENT et quitter l'introduction avec la touche END
Exemple: convertir le paramètre string QS11 en paramètre numérique Q82
37 Q82 = TONUMB ( SRC_QS11 )
Vérification d'un paramètre string
La fonction INSTR permet de vérifier si un paramètre string est contenu dans un autre paramètre string et àquel endroit.

FORMULE
Sélectionner les fonctions de paramètres
Sélectionner la fonction FORMULE
Introduire le numero du parametre Q dans lequel la TNC doit enregistrer l'emplacement ou débute le texte à rechercher,.Valider avec la touche ENT
Commuter la barre de softkeys
Sélectionner la fonction de vérification d'un paramètre string
Introduire le numero du paramètre QS dans lequel est enregistré le texte à rechercher,.Valider avec la touche ENT
Introduire le numero du parametre QS que la TNC doit rechercher, valider avec la touche ENT
Introduire le numero de l'emplacement à partir duquel la TNC doit rechercher la partie de string, valider avec la touche ENT
Fermer l'expression entre parentheses avec la touche ENT et quitter l'introduction avec la touche END

Veiller à ce que le premier caractère d'une chaîne de texte soit en interne à la position 0.
Si la TNC ne trouve pas la composante de string recherche, elle enregistre alors la longueur totale du string à rechercher dans le paramètre de résultat (le comptage début à 1).
Si la composante de string recherche est trouvée plusieurs fois, la TNC opte pour le premier emplacement où elle a trové la partie de string.
Exemple : rechercher QS10 avec le texte enregistré dans le paramètre QS13. Commencer la recherche à partir du troisième emplacement
37 Q50 = INSTR ( SRC_QS10 SEA_QS13 BEG2 )
Déterminer la longueur d'un paramètre string
La fonction STRLEN calcule la longueur du texte enregistré dans un paramètre string au besoin.

Sélectionner les fonctions de paramètres

Sélectionner la fonction FORMULE
Introduire le numero du parametre Q dans lequel la TNC doit enregistrer la longueur de string calculée, valider avec la touche ENT
Commuter la barre de softkeys
Sélectionner la fonction de calcul de la longueur de texte d'un paramètre string
Introduire le numero du parametre QS dont la TNC doit calculator la longueur, valider avec la touche ENT
Fermer l'expression entre parentheses avec la touche ENT et quitter l'introduction avec la touche END
Exemple : calculator la longueur de QS15
37 Q52 = STRLEN ( SRC_QS15 )
Comparator la suite alphétique
La fonction STRCOMP vous permet de comparer la suite alphétique de paramètres string.

FORMULE
Sélectionner les fonctions de paramètres
Sélectionner la fonction FORMULE
Introduire le numero du parametre Q dans lequel la TNC doit enregistrer le résultat de la comparaison; valider avec la touche ENT
Commuter la barre de softkeys
Sélectionner la fonction de comparaison de paramètres string
Introduire le numero du premier paramètre QS que la TNC doit utiliser pour la comparaison, valider avec la touche ENT
Introduire le numero du second parametre QS que la TNC doit utiliser pour la comparaison, valider avec la touche ENT
Fermer l'expression entre parenthèses avec la touche ENT et quitter l'introduction avec la touche END

La TNC fournit les résultats suivants :
0: les paramètres QS comparés sont identiques
+1: dans l'ordre alphabetique, le premier paramètre QS est situé avant le second paramètre QS
-1: dans l'ordre alphabetique, le premier paramètre QS est situé après le second paramètre QS
Exemple : comparer la suite alphétique de QS12 et QS14
9.11 Paramètres Q réservés
La TNC affecte des valeurs aux paramètres Q100 à Q199. Aux paramètres Q sont affectés :
des valeurs PLC
des informations concernant l'outil et la broche
des informations sur I'etat de fonctionnement
les résultats de mesures réalisées avec les cycles palpeurs, etc.

Vou ne devez pas utiliser comme paramètres de calcul dans les programmes CN les paramètres Q réservés (paramètres QS) situés entre Q100 et Q199 (QS100 et QS199). sinon des effets indésirables pourraient se manifester.
Valeurs issues du PLC : Q100 à Q107
La TNC utilise les paramètres Q100 à Q107 pour transférer des valeurs de l'automate vers un programme CN.
Sequence WMAT:QS100
La TNC enregistre dans la série WMAT la matière définie dans le paramètre QS100.
Rayon d'outil actif : Q108
La valeur active du rayon d'outil est affectée au paramètre Q108. Q108 est composé de :
Rayon d'outil R (tableau d'outils ou sequence T00 DEF)
Valeur Delta DR à partir du tableau d'outils
Valeur Delta DR issue de la sequence TOOL CALL

La TNC conserve en mémoire le rayon d'outil actif et ce, même après une coupure d'alimentation.
Axe d'outil : Q109
La valeur du paramètre Q109 dépend de l'axe d'util en cours d'utilisation:
| Axe d'outil | Val. paramètre |
| Aucun axe d'outil définisi | Q109 = -1 |
| Axe X | Q109 = 0 |
| Axe Y | Q109 = 1 |
| Axe Z | Q109 = 2 |
| Axe U | Q109 = 6 |
| Axe V | Q109 = 7 |
| Axe W | Q109 = 8 |
Etat de la broche : Q110
La valeur du paramètre Q110 dépend de la dernière fonction M programme pour la broche :
| Fonction M | Val. paramètre |
| Aucune fonctionbroche définie | Q110 = -1 |
| M3 : MARCHE broche sens horaire | Q110 = 0 |
| M4 : MARCHE broche sens anti-horaire | Q110 = 1 |
| M5 après M3 | Q110 = 2 |
| M5 après M4 | Q110 = 3 |
Arrosage:Q111
| Fonction M | Val. paramètre |
| M8 : MARCHE arrosage | Q111 = 1 |
| M9 : ARRET arrosage | Q111 = 0 |
Facteur de recouvrement : Q112
La TNC affecte au paramètre Q112 le facteur de recouvrement pour le faisage de poche (PM7430).
Unité de mesure dans le programme : Q113
Pour les imbrications avec PGM CALL, la valeur du paramètre Q113 dépend de l'unité de mesure utilisée dans le programme qui appelle en premier d'autres programmes.
| Unité de mesure dans progr. principal | Val. paramètre |
| Système métrique (mm) | Q113 = 0 |
| Système en pouces (inch) | Q113 = 1 |
Longueur d'outil : Q114
La valeur effective de la longueur d'outil est affectée au paramètre Q114.
La valeur courante de la longueur d'outil est affectée au paramètre Q114. Q114 est composé de :
Rayon d'outil R (tableau d'outils ou série T00 DEF)
Valeur Delta DR issue du tableau d'outils
Valeur Delta DR issue de la séquence TOOL CALL

La TNC conserve en mémoire la longueur d'outil active et ce, même après une coupure d'alimentation.
Coordonnées issues du palpage en cours d'exécution du programme
Après une mesure programmée réalisée au moyen du palpeur 3D, les paramètres Q115 à Q119 contiennent les coordonnées de la position de la broche au point de palpage. Les coordonnées se réferent au point d'origine courant en mode Manuel.
La longueur de la tige de palpage et le rayon de la bille ne sont pas pris en compte pour ces coordonnées.
| Axe de coordonnées | Val. paramètre |
| Axe X | Q115 |
| Axe Y | Q116 |
| Axe Z | Q117 |
| IVème axe dépend de PM100 | Q118 |
| Vème axe dépend de PM100 | Q119 |
Ecart entre valeur nominale et valeur effective lors de l'étabonnage d'outil automatique avec le TT 130
| Ecart valeur nominale/effective | Val. paramètre |
| Longueur d'outil | Q115 |
| Rayon d'outil | Q116 |
Inclinaison du plan d'usinage avec angles de la piece : coordonnées des axes rotatifs calculées par la TNC
| Coordonnées | Val. paramètre |
| Axe A | Q120 |
| Axe B | Q121 |
| Axe C | Q122 |
Résultats de la mesure avec cycles palpeurs (voir également Manuel d'utilisation des cycles palpeurs)
| Valeurs effectives mesurées | Val. paramètre |
| Pente d'une droite | Q150 |
| Centre dans l'axe principal | Q151 |
| Centre dans l'axe secondaire | Q152 |
| Diamètre | Q153 |
| Longueur poche | Q154 |
| Largeur poche | Q155 |
| Longueur de l'axe sélectionné dans le cycle | Q156 |
| Position de l'axe Médian | Q157 |
| Angle de l'axe A | Q158 |
| Angle de l'axe B | Q159 |
| Coordonnée de l'axe sélectionné dans le cycle | Q160 |
| Ecart calculé | Val. paramètre |
| Centre dans l'axe principal | Q161 |
| Centre dans l'axe secondaire | Q162 |
| Diamètre | Q163 |
| Longueur poche | Q164 |
| Largeur poche | Q165 |
| Longueur mesurée | Q166 |
| Position de l'axe médian | Q167 |
| Angle dans l'espace calculé | Val. paramètre |
| RotationASF A | Q170 |
| RotationASF B | Q171 |
| RotationASF C | Q172 |
| Etat de la pièce | Val. paramètre |
| Bon | Q180 |
| Reprise d'usinage | Q181 |
| Pièce à rebuter | Q182 |
| Ecart mesuré avec le cycle 440 | Val. paramètre |
| Axe X | Q185 |
| Axe Y | Q186 |
| Axe Z | Q187 |
| Marqueurs pour cycles | Q188 |
| Étalonnage d'outil avec laser BLUM | Val. paramètre |
| réservé | Q190 |
| réservé | Q191 |
| réservé | Q192 |
| réservé | Q193 |
| Réservé pour utilisation interne | Val. paramètre |
| Marqueurs pour cycles | Q195 |
| Marqueurs pour cycles | Q196 |
| Marqueurs pour cycles (figures d'usinage) | Q197 |
| Numéro du dernier cycle de mesure activé | Q198 |
| Etat étalonnage d'outil avec TT | Val. paramètre |
| Outil dans la tolérance | Q199 = 0.0 |
| Outil use (LTOL/RTOL dépassée) | Q199 = 1.0 |
| Outil cassé (LBREAK/ARBREAK dépassée) | Q199 = 2.0 |
9.12 Examples de programmation
Example: Ellipse
Déroulement du programme
Le contour de l'ellipse est constitué de nombreux petits segments de droite (à définir avec Q7). Plus vous aurez défini de pas de calcul et plus lisse sera le contour
Définissez le sens du faisage avec l'angle initial et l'angle final dans le plan : Sens d'usinage horsaire : Angle initial > angle final Sens d'usinage anti-horaire : Angle initial < angle final
Le rayon d'outil n'est pas pris en compte
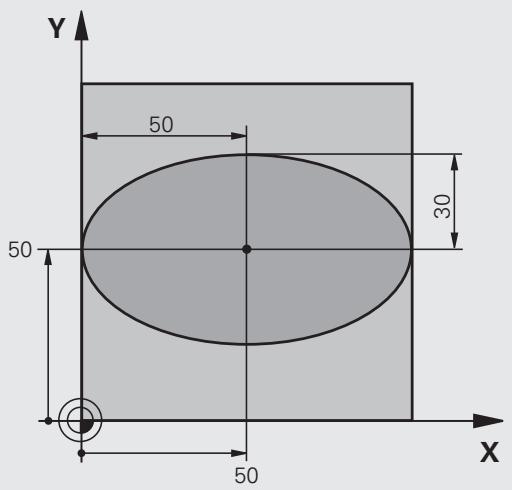
| 0 BEGIN PGM ELLIPSE MM | |
| 1 Q1 = +50 | Centre de l'axe X |
| 2 Q2 = +50 | Centre de l'axe Y |
| 3 Q3 = +50 | Demi-axe X |
| 4 Q4 = +30 | Demi-axe Y |
| 5 Q5 = +0 | Angle initial dans le plan |
| 6 Q6 = +360 | Angle final dans le plan |
| 7 Q7 = +40 | Nombre d'incréments de calcul |
| 8 Q8 = +0 | Position angulaire de l'ellipse |
| 9 Q9 = +5 | Profondeur de fraisage |
| 10 Q10 = +100 | Avance de plongée |
| 11 Q11 = +350 | Avance de fraisage |
| 12 Q12 = +2 | Distance d'approche pour le prépositionnement |
| 13 BLK FORM 0.1 Z X+0 Y+0 Z-20 | Définition de la piece brute |
| 14 BLK FORM 0.2 X+100 Y+100 Z+0 | |
| 15 TOOL CALL 1 Z S4000 | Appel de l'outil |
| 16 L Z+250 RO FMAX | Dégager l'outil |
| 17 CALL LBL 10 | Appeler l'asinage |
| 18 L Z+100 RO FMAX M2 | Dégager l'outil, fin du programme |
| 19 LBL 10 | Sous-programme 10 : usinage |
| 20 CYCL DEF 7.0 POINT Zéro | Décaler le point zéro au centre de l'ellipse |
| 21 CYCL DEF 7.1 X+Q1 | |
| 22 CYCL DEF 7.2 Y+Q2 | |
| 23 CYCL DEF 10.0 ROTATION | Calculer la position angulaire dans le plan |
| 24 CYCL DEF 10.1 ROT+Q8 | |
| 25 Q35 = (Q6 - Q5) / Q7 | Calculer l'increment angulaire |
| 26 Q36 = Q5 | Copier l'angle initial |
| 27 Q37 = 0 | Initialiser le compteur |
| 28 Q21 = Q3 * COS Q36 | Calculer la coordonnée X du point initial |
| 29 Q22 = Q4 * SIN Q36 | Calculer la coordonnée Y du point initial |
| 30 L X+Q21 Y+Q22 RO FMAX M3 | Aborder le point initial dans le plan |
| 31 L Z+Q12 RO FMAX | Prépositionnement à la distance d'approche dans l'axe de broche |
| 32 L Z-Q9 RO FQ10 | Aller à la profondeur d'usinage |
| 33 LBL 1 | |
| 34 Q36 = Q36 + Q35 | Actualiser l'angle |
| 35 Q37 = Q37 + 1 | Actualiser le compteur |
| 36 Q21 = Q3 * COS Q36 | Calculer la coordonnée X courante |
| 37 Q22 = Q4 * SIN Q36 | Calculer la coordonnée Y courante |
| 38 L X+Q21 Y+Q22 RO FQ11 | Aborder le point suivant |
| 39 FN 12: IF +Q37 LT +Q7 GOTO LBL 1 | Demande si usinage non terminé, si oui, retour à LBL 1 |
| 40 CYCL DEF 10.0 ROTATION | Annuler la rotation |
| 41 CYCL DEF 10.1 ROT+0 | |
| 42 CYCL DEF 7.0 POINT Zéro | Annuler le décalage du point zéro |
| 43 CYCL DEF 7.1 X+0 | |
| 44 CYCL DEF 7.2 Y+0 | |
| 45 L Z+Q12 RO FMAX | Aller à la distance d'approche |
| 46 LBL 0 | Fin du sous-programme |
| 47 END PGM ELLIPSE MM | |
Exemple : cylindre concave avec fraise à bout hemisphérique
Déroulement du programme
Le programme n'est valable qu'vec une fraise a bout hemisphérique, la longueur d'outil se refere au centre de la fraise
Le contour du cylindre est constitué de nombreux petits segments de droite (à définir avec Q13). Plus de passes sont programmesés et plus le contour sera lisse.
Le cylindre est faisé en coupes longitudinales (dans ce cas: parallètes à l'axe Y)
Définissez le sens du fraisage avec l'angle initial et l'angle final dans l'espace :
Sens d'usinage hora :
Angle initial > angle final
Sens d'usinage anti-horaire :
Angle initial < angle final
Le rayon d'outil est corrigé automatiquement
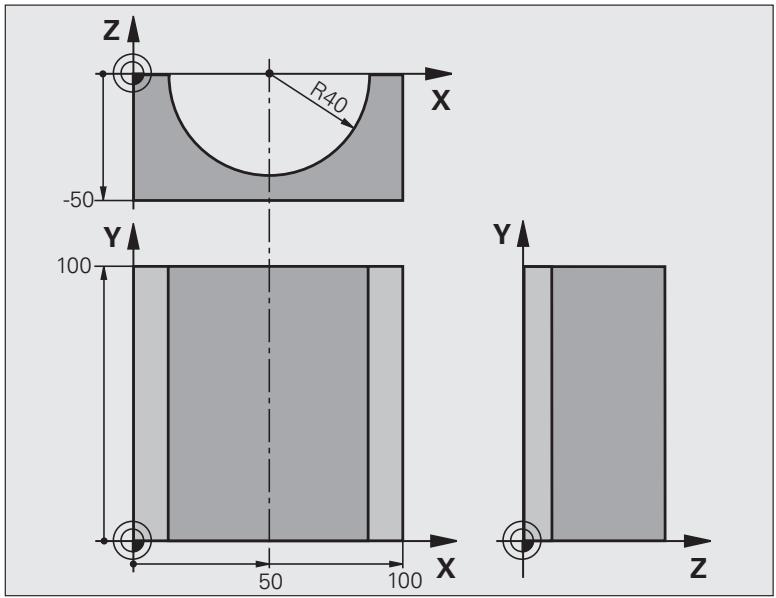
| 0 BEGIN PGM CYLIN MM | |
| 1 Q1 = +50 | Centre de l'axe X |
| 2 Q2 = +0 | Centre de l'axe Y |
| 3 Q3 = +0 | Centre de l'axe Z |
| 4 Q4 = +90 | Angle initial dans l'espace (plan Z/X) |
| 5 Q5 = +270 | Angle final dans l'espace (plan Z/X) |
| 6 Q6 = +40 | Rayon du cylindre |
| 7 Q7 = +100 | Longueur du cylindre |
| 8 Q8 = +0 | Position angulaire dans le plan X/Y |
| 9 Q10 = +5 | Surpéaisseur du rayon du cylindre |
| 10 Q11 = +250 | Avance plongée en profondeur |
| 11 Q12 = +400 | Avance de fraisage |
| 12 Q13 = +90 | Nombre de passes |
| 13 BLK FORM 0.1 Z X+0 Y+0 Z-50 | Définition de la piece brute |
| 14 BLK FORM 0.2 X+100 Y+100 Z+0 | |
| 15 TOOL CALL 1 Z S4000 | Appel de l'outil |
| 16 L Z+250 RO FMAX | Dégager l'outil |
| 17 CALL LBL 10 | Appeler l'asinage |
| 18 FN 0: Q10 = +0 | Annuler la surpéaisseur |
| 19 CALL LBL 10 | Appeler l'asinage |
| 20 L Z+100 RO FMAX M2 | Dégager l'outil, fin du programme |
| 21 LBL 10 | Sous-programme 10 : usinage |
| 22 Q16 = Q6 - Q10 - Q108 | Calcul du rayon polaire en tenant compte de l'outil et de la surépaïseur |
| 23 Q20 = +1 | Initialiser le compteur |
| 24 Q24 = +Q4 | Copier l'angle initial dans l'espace (plan Z/X) |
| 25 Q25 = (Q5 - Q4) / Q13 | Calculate l'increment angulaire |
| 26 CYCL DEF 7.0 POINT Zéro | Décaler le point zéro au centre du cylindre (axe X) |
| 27 CYCL DEF 7.1 X+Q1 | |
| 28 CYCL DEF 7.2 Y+Q2 | |
| 29 CYCL DEF 7.3 Z+Q3 | |
| 30 CYCL DEF 10.0 ROTATION | Calculate la position angulaire dans le plan |
| 31 CYCL DEF 10.1 ROT+Q8 | |
| 32 L X+0 Y+0 RO FMAX | Prépositionnement dans le plan, au centre du cylindre |
| 33 L Z+5 RO F1000 M3 | Prépositionnement dans l'axe de broche |
| 34 LBL 1 | |
| 35 CC Z+0 X+0 | Initialiser le pôle dans le plan Z/X |
| 36 LP PR+Q16 PA+Q24 FQ11 | Aborder position initiale du cylindre, avec plongée oblique dans la matière |
| 37 L Y+Q7 RO FQ12 | Passse longitudinale dans le sens Y+ |
| 38 Q20 = +Q20 + +1 | Actualiser le compteur |
| 39 Q24 = +Q24 + +Q25 | Actualiser l'angle dans l'espace |
| 40 FN 11: IF +Q20 GT +Q13 GOTO LBL 99 | Demande si usinage terminé, si oui, saut à la fin |
| 41 LP PR+Q16 PA+Q24 FQ11 | Aborder l"arc" pour exéctuer la coupe longitudinale suivante |
| 42 L Y+0 RO FQ12 | Coupe longitudinale dans le sens Y- |
| 43 Q20 = +Q20 + +1 | Actualiser le compteur |
| 44 Q24 = +Q24 + +Q25 | Actualiser l'angle dans l'espace |
| 45 FN 12: IF +Q20 LT +Q13 GOTO LBL 1 | Demande si usinage non terminé, si oui, retour à LBL 1 |
| 46 LBL 99 | |
| 47 CYCL DEF 10.0 ROTATION | Annuler la rotation |
| 48 CYCL DEF 10.1 ROT+0 | |
| 49 CYCL DEF 7.0 POINT Zéro | Annuler le décalage du point zéro |
| 50 CYCL DEF 7.1 X+0 | |
| 51 CYCL DEF 7.2 Y+0 | |
| 52 CYCL DEF 7.3 Z+0 | |
| 53 LBL 0 | Fin du sous-programme |
| 54 END PGM CYLIN | |
Exemple : sphère convexe avec frais deux tailles
Déroulement du programme
- Ce programme ne fonctionne qu'avec raison deux tailles
Le contour de la sphère est constitué de nombreux petits segments de droite (à définir avec Q14, plan Z/X). Plus l'increment angulaire est petit et plus le contour sera lisse
Définissez le nombre de passes sur le contour avec l'increment angulaire dans le plan (avec Q18)
La sphère est usinée par passes 3D de bas en haut
Le rayon d'outil est corrigé automatiquement
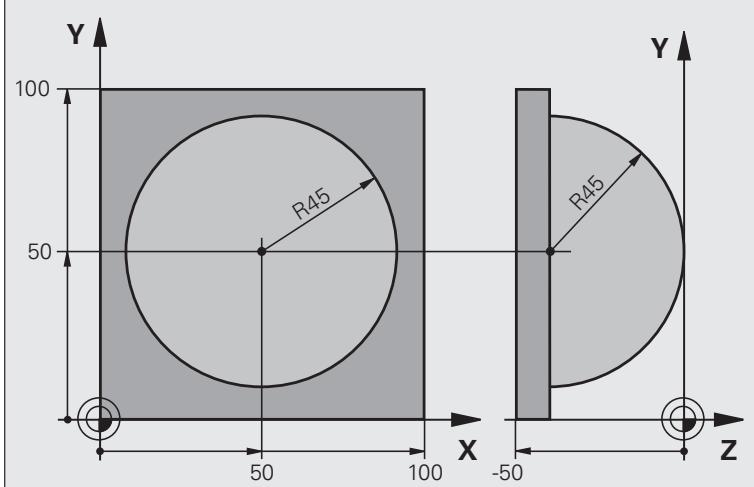
| O BEGIN PGM SPHERE MM | |
| 1 Q1 = +50 | Centre de l'axe X |
| 2 Q2 = +50 | Centre de l'axe Y |
| 3 Q4 = +90 | Angle initial dans l'espace (plan Z/X) |
| 4 Q5 = +0 | Angle final dans l'espace (plan Z/X) |
| 5 Q14 = +5 | Incrément angulaire dans l'espace |
| 6 Q6 = +45 | Rayon de la sphère |
| 7 Q8 = +0 | Position de l'angle initial dans le plan X/Y |
| 8 Q9 = +360 | Position de l'angle final dans le plan X/Y |
| 9 Q18 = +10 | Incrément angulaire dans le plan X/Y pour l'ébauche |
| 10 Q10 = +5 | Surépaisseur du rayon de la sphère pour l'ébauche |
| 11 Q11 = +2 | Distance d'approche pour prépositionnement dans l'axe de broche |
| 12 Q12 = +350 | Avance de fraisage |
| 13 BLK FORM 0.1 Z X+0 Y+0 Z-50 | Définition de la piece brute |
| 14 BLK FORM 0.2 X+100 Y+100 Z+0 | |
| 15 TOOL CALL 1 Z S4000 | Appel de l'outil |
| 16 L Z+250 RO FMAX | Dégager l'outil |
| 17 CALL LBL 10 | Appeler l'usinage |
| 18 Q10 = +0 | Annuler la surépaïseur |
| 19 Q18 = +5 | Incremented angulaire dans le plan X/Y pour la finition |
| 20 CALL LBL 10 | Appeler l'usinage |
| 21 L Z+100 RO FMAX M2 | Dégager l'outil, fin du programme |
| 22 LBL 10 | Sous-programme 10 : usinage |
| 23 Q23 = +Q11 + +Q6 | Calculer coordonnée Z pour le prépositionnement |
| 24 Q24 = +Q4 | Copier l'angle initialedans l'espace (plan Z/X) |
| 25 Q26 = +Q6 + +Q108 | Corriger le rayon de la sphère pour le prépositionnement |
| 26 Q28 = +Q8 | Copier la position angulaire dans le plan |
| 27 Q16 = +Q6 + -Q10 | Prendre en compte la surépaïseur pour le rayon de la sphère |
| 28 CYCL DEF 7.0 POINT Zéro | Décaler le point zéro au centre de la sphère |
| 29 CYCL DEF 7.1 X+Q1 | |
| 30 CYCL DEF 7.2 Y+Q2 | |
| 31 CYCL DEF 7.3 Z-Q16 | |
| 32 CYCL DEF 10.0 ROTATION | Calculer la position angulaire dans le plan |
| 33 CYCL DEF 10.1 ROT+Q8 | |
| 34 LBL 1 | Prépositionnement dans l'axe de broche |
| 35 CC X+0 Y+0 | Initialiser le pôle dans le plan X/Y pour le prépositionnement |
| 36 LP PR+Q26 PA+Q8 RO FQ12 | Prépositionnement dans le plan |
| 37 CC Z+0 X+Q108 | Initialiser le pôle dans le plan Z/X, avec décalage du rayon d'outil |
| 38 L Y+0 Z+0 FQ12 | Se déplacer à la profondeur |
| 39 LBL 2 | |
| 40 LP PR+Q6 PA+Q24 FQ12 | Aborder l",arc" vers le haut |
| 41 Q24 = +Q24 - +Q14 | Actualiser l'angle dans l'espace |
| 42 FN 11: IF +Q24 GT +Q5 GOTO LBL 2 | Demande si un arc est terminé, si non, retour au LBL 2 |
| 43 LP PR+Q6 PA+Q5 | Aborder l'angle final dans l'espace |
| 44 L Z+Q23 RO F1000 | Dégager l'outil dans l'axe de broche |
| 45 L X+Q26 RO FMAX | Prépositionnement pour l'arc suivant |
| 46 Q28 = +Q28 + +Q18 | Actualiser la position angulaire dans le plan |
| 47 Q24 = +Q4 | Annuler l'angle dans l'espace |
| 48 CYCL DEF 10.0 ROTATION | Activer nouvelle position angulaire |
| 49 CYCL DEF 10.0 ROT+Q28 | |
| 50 FN 12: IF +Q28 LT +Q9 GOTO LBL 1 | |
| 51 FN 9: IF +Q28 EQU +Q9 GOTO LBL 1 | Demande si usinage non terminé, si oui, retour au LBL 1 |
| 52 CYCL DEF 10.0 ROTATION | Annuler la rotation |
| 53 CYCL DEF 10.1 ROT+0 | |
| 54 CYCL DEF 7.0 POINT Zéro | Annuler le décalage du point zéro |
| 55 CYCL DEF 7.1 X+0 | |
| 56 CYCL DEF 7.2 Y+0 | |
| 57 CYCL DEF 7.3 Z+0 | |
| 58 LBL 0 | Fin du sous-programme |
| 59 END PGM SPHERE MM | |

10
Programmation:
Fonctions-auxiliaires
10.1 Introduire les fonctions M et une commande de STOP
Principes de base
Grçé aux fonctions auxiliaires de la TNC – appelées également fonctions M – vous commandez :
Le déroulement du programme, p. ex. une interruption de l'exécution
des fonctions de la machine, par exemple, l'activation et la désactivation de la rotation broche et de l'arrosage
Le comportement de l'outil en contourage

Le constructeur de la machine peut valider des fonctions auxiliaires non décrites dans ce Manuel. Consultez le manuel de votre machine.
Vous pouvez introduire jusqu'à deux fonctions auxiliaires M à la fin d'une série de positionnement ou bien dans une série à part. La TNC affiche alors le dialogue : Fonction auxiliaire M ?
Dans le dialogue, vous n'indiquez habituèlement que le nombre de la fonction auxiliaire. Pour certaines d'entre elles, le dialogue continue afin que vous puissiez introduire les paramètres supplémentaires de cette fonction.
En modes de fonctionnement Manuel et Manivelle électronique, introduisez les fonctions auxiliaires avec la softkey M.

Certaines fonctions auxiliaires sont actives en début d'une série de positionnement, d'autres à la fin et ce, indépendamment de la position où elles se trouvent dans la série CN concernée.
Les fonctions auxiliaires agissent à partir de la série où elles sont appelées.
Certaines fonctions auxiliaires ne sont actives que dans la sequence où elles sont programmées. Si la fonction auxiliaire est modale, vous doivent l'annuler à nouveau dans une sequence suivante en utilisant une fonction M séparée, sinon elle s'annule automatiquement à la fin du programme.
Introduire une fonction auxiliaire dans la série STOP
Une série STOP programmée interrupt l'exécution ou le test du programme, par exemple, pour vérifier l'outil. Vous pouvez programmer une fonction auxiliaire M dans une série STOP :
STOP
▶ Programmer un arrêt : appuyer sur la touche STOP
Introduire la fonction auxiliaire M.
Exemple de séquences CN
87 STOP M6
10.2 Fonctions auxiliaires pour contrôler l'exécution du programme, la broche et l'arrosage
Vued'ensemble
| M | Effet | Action sur séquence | au début | à la fin |
| M0 | ARRET programme | ■ | ||
| ARRET broche | ||||
| ARRET arrosage | ||||
| M1 | ARRET optionnel | ■ | ||
| ARRET broche | ||||
| Arrêt arrosage (n'agit pas en test de programme) | ||||
| M2 | ARRET d'exécution du programme | ■ | ||
| ARRET broche | ||||
| ARRET arrosage | ||||
| Retour à la série 1 | ||||
| Effacement de l'affichage d' état (dépend de PM7300) | ||||
| M3 | MARCHE broche sens horsaire | |||
| M4 | MARCHE broche sens anti-horaire | |||
| M5 | ARRET broche | ■ | ||
| M6 | Changement d'util ARRET broche | ■ | ||
| ARRET exécution du programme (dépend de MP7440) | ||||
| M8 | MARCHE arrosage | |||
| M9 | ARRET arrosage | ■ | ||
| M13 | MARCHE broche sens horsaire MARCHE arrosage | |||
| M14 | MARCHE broche sens anti-horaire MARCHE arrosage | |||
| M30 | como M2 | ■ | ||
10.3 Fonctions auxiliaires pour données de coordonnées
Programmer les coordonnées machine: M91/M92
Point zéro règle
Sur la règle de mesure, une marque de référence définit la position du point zéro de la règle.
Point zéro machine
You've asked besoin du point zéro machine pour
- activer les limitations de la zone de déplacement (fins de course de logiciel)
■ aborder les positions machine (position de changement d'outil, par exemple)
initialiser un point d'origine piece
Pour chaque axe, le constructeur de la machine introduit dans un paramètre-machine la distance entre le point zéro machine et le point zéro règle.
Comportement standard
Les coordonnées se référent au point zéro piece, Voir „Initialisation du point d'origine sans palpeur 3D", page 541.
Comportement avec M91 - Point zéro machine
Dans les séquences de positionnement, si les coordonnées doivent se référer au point zéro machine, introduisez alors M91 dans ces séquences.

Si vous programmesz des coordonnées incrémentales dans une série M91, celles-ci se refère à la dernière position M91 programmée. Si aucune position M91 n'a été programmée dans le programme CN actif, les coordonnées se refère alors à la position d'outil actuelle.
La TNC affiche les valeurs de coordonnées se référant au point zéro machine. Dans l'affichage d'objet, commutez l'affichage des coordonnées sur REF, Voir „Affichages d'objet", page 75.

Outre le point zéro machine, le constructeur de la machine peut définir une autre position machine (point de referencia machine).
Pour chaque axe, le constructeur de la machine définit la distance entre le point de reférence machine et le point zéro machine (cf. manuel de la machine).
Si les coordonnées des séquences de positionnement doivent se référer au point de référence machine, introduisez alors M92 dans ces séquences.

Mème avec les fonctions M91 ou M92, la TNC exécute la correction de rayon de manière correcte. Toutefois, dans ce cas, la longueur d'outil n'est pas prise en compte.
Effet
M91 et M92 ne sont actives que dans les séquences de programme où elles ont été programmées.
M91 et M92 sont actives en début de séquence.
Point d'origine piece
Si les coordonnées doivent toujours se référer au point zéro machine, il est possible de bloquer l'initialisation du point d'origine pour un ou plusieurs axes.
Si l'initialisation du point d'origine est bloquée pour tous les axes, la TNC n'affiche plus la softkey INITIAL. POINT DE REFERENCE en mode Manuel.
La figure montre les systèmes de coordonnées avec le point zéro machine et le point zéro piece.
M91/M92 en mode Test de programme
Si vous souhaitez également simuler graphiquement des déplacements M91/M92, vous doivent activer la surveillance de la zone de travail et faire afficher la piece brute se référant au point d'origine initiaisé, Voir „Représenter la piece brute dans la zone d'usinage“, page 636.
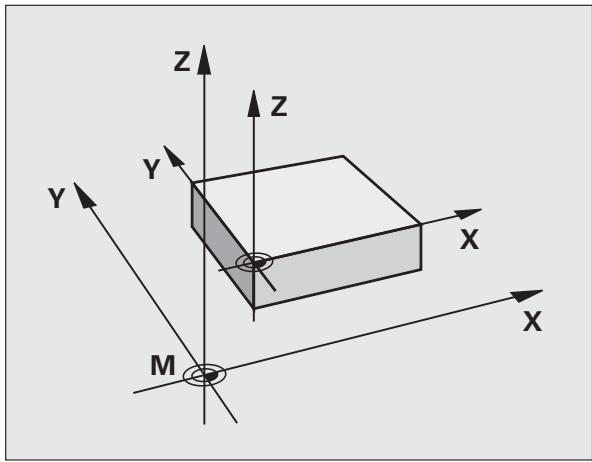
Activer le dernier point d'origine initialisé: M104
Fonction
Le cas échéant, lors de l'exécution de tableaux de palettes, la TNC remplace par des valeurs du tableau de palettes le dernier point d'origine initiaisé. La fonction M104 vous permet de réactiver le dernier point d'origine que vous aviez initiaisé.
Effet
M104 n'est active que dans les séquences de programme où elle a été programmée.
M104 devient active en fin de séquence.

La TNC ne modifie pas la rotation de base active lorsqu'elle exécute la fonction M104.
Aborder les positions dans le système de coordonnées non incliné avec plan d'usinage incliné : M130
Comportement standard avec plan d'usinage incliné
Les coordonnées des séquences de positionnement se réfèrent au système de coordonnées incliné.
Comportement avec M130
Lorsque le plan d'usinage incliné est actif, les coordonnées des séquences linéaires se référant au système de coordonnées non incliné.
La TNC positionne alors l'outil (incliné) à la coordonnée programmée du système non incliné.

Attention, risque de collision!
Les séquences suivantes de positionnement ou cycles d'usinage sont à nouveau exécutés dans le système de coordonnées incliné ; ceci peut occasionner des problèmes pour les cycles d'usinage avec un pré-positionnement absolu.
La fonction M130 n'est autorisée que si la fonction Inclinaison du plan d'usinage est active.
Effet
M130 est non modale dans les séquences linéaires sans correction du rayon d'outil.
10.4 Fonctions auxiliaires pour le comportement de contourage
Arrondid'angle:M90
Comportement standard
Avec les séquences de positionnement sans correction du rayon d'outil, la TNC arrêté brièvement l'outil aux angles (arrêt précis).
Avec les séquences de programme avec correction du rayon (RR/RL), la TNC insère automatiquement un cercle de transition aux angles externes.
Comportement avec M90
L'outil est déplace aux angles à vitesse de contourage constante: Les coins sont arrondis et la surface de la pierce est plus lisse. La durée d'usinage s'en trouve en autre réduite.
Exemple d'application: Surfaces formées de petits segments de droite.
Effet
M90 n'est active que dans la série de programme où elle a été programmesée.
M90 devient active en début de séquence. Le mode erreur de poursuite doit être sélectionné.
Insérer un cercle d'arrondi définie entre deux segments de droite: M112
Compatibilité
Pour raisons de compatibilité, la fonction M112 reste disponible. Pour définir la tolérance du fraisage rapide de contour, HEIDENHAIN préconise toutes l'utilisation du cycle TOLERANCE (cf. Manuel d'utilisation des cycles, cycle 32 TOLERANCE).
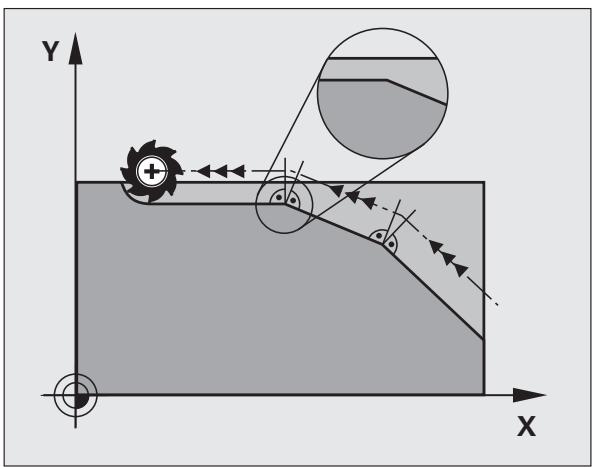
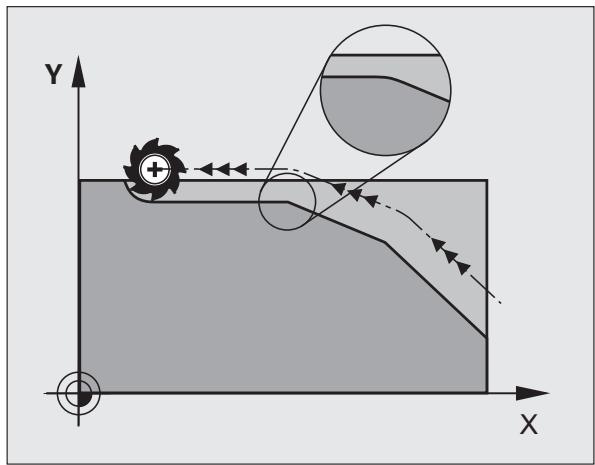
Ne pas tener compte des points lors de l'exécution de séquences linéaires sans correction: M124
Comportement standard
La TNC exécute toutes les séquences linéaires qui ont été introduites dans le programme actif.
Comportement avec M124
Lors de l'exécution de séquences linéaires sans correction avec un très faible écart entre les points, vous pouvez définir dans le paramètre T un écart minimal entre les points jusqu'àquel la TNC ne tiendra pas compte des points pendant l'exécution.
Effet
M124 devient active en début de séquence.
La TNC annule automatique M124 lorsque vous sélectionnez un nouveau programme.
Introduire M124
Si vous introduisez M124 dans une série de positionnement, la TNC poursuit le dialogue pour cette série et réclame l'écart min. entre les points T.
Vou puez également définir T par paramètre Q, (voir „Principe et vue d'ensemble des fonctions" à la page 290).
Usinage de petits éléments de contour: M97
Comportement standard
Dans un angle externe, la TNC insère un cercle de transition. En présence de très petits éléments, l'outil risquerait alors d'endommager le contour.
Dans ce cas là, la TNC interrompt l'exécution du programme et délivre le message d'erreur „Rayon d'outil trop grand".
Comportement avec M97
La TNC définit un point d'intersection des éléments du contour – comme avec les angles reentrants– et déplace l'outil à ce point.
Programmez M97 dans la série de déplacement au point de l'angle.

Au lieu de M97, nous vous conseillons d'utiliser la fonction plus performante M120 LA (voir „Calcul anticipé d'un contour avec correction de rayon (LOOK AHEAD): M120" à la page 365)!
Effet
M97 n'est active que dans la série où elle a ete programmée.

L'angle du contour sera usiné de manière incomplète avec M97. Vous doivent éventuellesment effectuer un autre usinage à l'aide d'un outil plus petit.
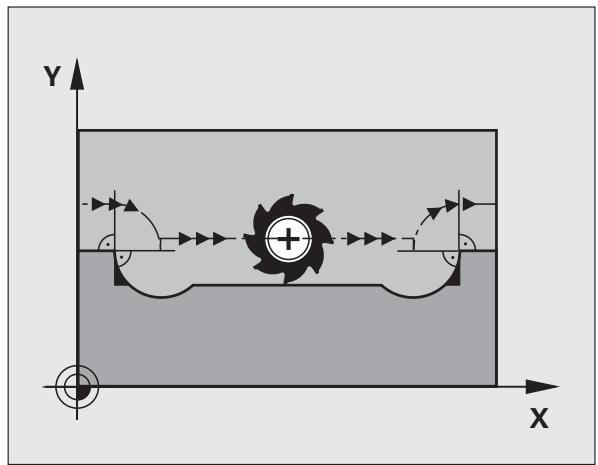
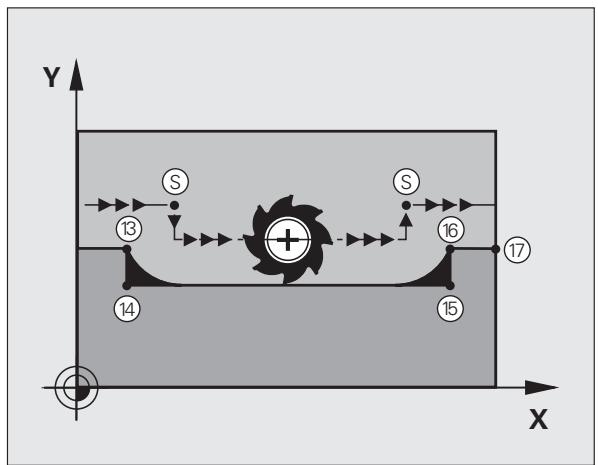
Example de séquences CN
| 5 TOOL CALL 20 ... | Outil avec un grand rayon d'outil |
| ... | |
| 13 L X... Y... R... F... M97 | Aborder point 13 du contour |
| 14 L IY-0.5 ... R... F... | Usiner les petits éléments de contour 13 et 14 |
| 15 L IX+100 ... | Aborder point 15 du contour |
| 16 L IY+0.5 ... R... F... M97 | Usiner les petits éléments de contour 15 et 16 |
| 17 L X... Y... | Aborder point 17 du contour |
Usinage intégral d'angles de contour ouverts : M98
Comportement standard
Aux angles internes, la TNC calcule le point d'intersection des travajectoires de la fraise et déplace l'outil à partir de ce point, dans la nouvelle direction.
Lorsque le contour est ouvert aux angles, l'asinage est alors incomplet :
Comportement avec M98
Avec la fonction auxiliaire M98, la TNC déplace l'outil jusqu'à ce que chaque point du contour soit réellement usiné :
Effet
M98 n'est active que dans les séquences de programme où elle a été programmée.
M98 est active en fin de séquence.
Exemple de séquences CN
Aborder les uns après les autres les points 10, 11 et 12 du contour :
10 L X... Y... RL F
11 L X... IY... M98
12 L IX+ ...
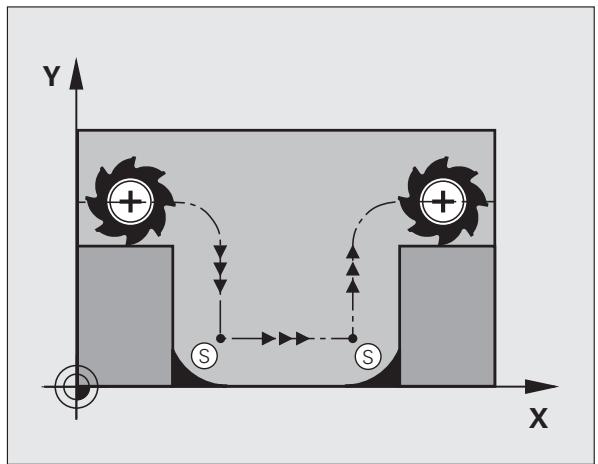
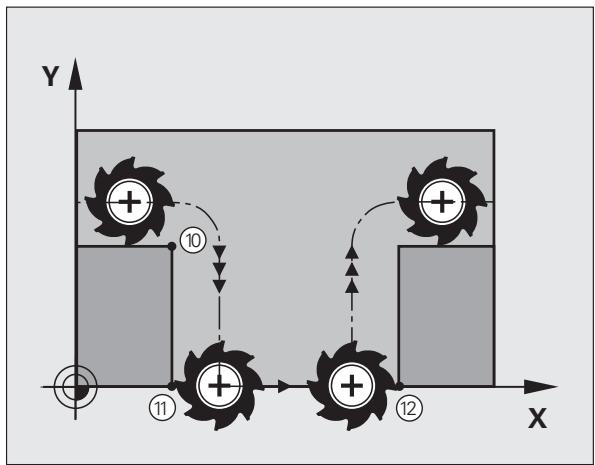
Facteur d'avance pour plongées: M103
Comportement standard
La TNC déplace l'outil suivant l'avance précédement programmée et independamment du sens du déplacement.
Comportement avec M103

La réduction d'avance avec M103 n'est active que si le bit 4 est initiaisé dans MP7440=1.
La TNC réduit l'avance de contourage lorsque l'outil se déplace dans le sens négatif de l'axe d'outil. L'avance de plongée FZMAX est calculée à partir de la dernière avance programmée FPROG et d'un facteur F%:
FZMAX = FPROG x F%
Introduire M103
Lorsque vous introduzez M103 dans une série de positionnement, la TNC poursuit le dialogue et réclame le facteur F.
Effet
M103 devient active en début de séquence.
Annuler M103: Reprogrammer M103 sans facteur

M103 agit également lorsque le plan d'usinage incliné est activé. La réduction d'avance agit dans ce cas lors du déplacement dans le sens négatif de l'axe d'outil incliné.
Example de séquences CN
L'avance de plongée est de 20% de l'avance dans le plan.
| ... | Avance de contourage réalisée (mm/min.): |
| 17 L X+20 Y+20 RL F500 M103 F20 | 500 |
| 18 L Y+50 | 500 |
| 19 L IZ-2.5 | 100 |
| 20 L IY+5 IZ-5 | 141 |
| 21 L IX+50 | 500 |
| 22 L Z+5 | 500 |
Avance en millimètres/tour de broche : M136
Comportement standard
La TNC déplace l'outil selon l'avance F en mm/min. définie dans le programme.
Comportement avec M136

Dans les programmes en pouces, M136 n'est pas autorisée en liaison avec la nouvelle alternative d'introduction de l'avance FU.
Avec M136 active, la broche ne doit pas etre asservie.
Avec M136, la TNC ne déplace pas l'outil en mm/min. mais selon l'avance F en millimétres/tour de broche définie dans le programme. Si vous modifie la vitesse de rotation à l'aide du potentiamètre de broche, la TNC adapte automatiquement l'avance.
Effet
M136 est active en début de séquence.
Pour annuler M136, programmez M137.
Vitesse d'avance sur les arcs de cercle : M109/M110/M111
Comportement standard
L'avance programmée se refère à la projectione du centre de l'outil.
Comportement sur les arcs de cercle avec M109
Lorsque la TNC usine un contour circulaire interieur et extérieur, l'avance de l'outil reste constante sur le contour.

Attention, danger pour la pierce et l'outil!
Pour des très petits angles extérieurs, la TNC augmente tellement l'avance, que l'outil ou la pièce peuvent être endommagés. Eviter M109 pour de très petits angles extérieurs.
Comportement sur les arcs de cercle avec M110
L'avance ne reste constante que lorsque la TNC usine un contour circulaire interieur. Lors de l'usinage d'un contour circulaire extérieur, il n'y a pas d'adaptation de l'avance.

M110 agit également lors de l'usinage d'un contour circulaire interieur avec les cycles de contour (cas particulier).
Si, avant d'avoir appelé un cycle d'usinage, vous définisse M109 ou M110 avec un numéro supérieur à 200, l'adaptation de l'avance agit également sur les arcs de cercle à l'intérieur de ces cycles d'usinage. A la fin d'un cycle d'usinage ou si celui-ci a été interrompu, l'état initial est rétabli.
Effet
M109 et M110 sont actives en début de séquence. Pour annuler M109 et M110, introduisez M111.
Calcul anticipé d'un contour avec correction de rayon (LOOK AHEAD): M120
Comportement standard
Si le rayon d'outil est supérieur à un étage de contour à usiner avec correction de rayon, la TNC interrupt l'exécution du programme et affiche un message d'erreur. M97 (voir „Usinage de petits éléments de contour: M97" à la page 359) évite le message d'erreur mais provoque une erreur d'usinage du contour, et en plus décale le coin.
Avec des contre-dépouilles, la TNC endommage évientuèlement le contour.
Comportement avec M120
La TNC vérifie un contour avec correction de rayon en fonction de ces situations et calcule par anticipation la trajectory de l'outil à partir de la série actuelle. Les endroits où le contour pourrait être endommagé par l'outil ne sont pas usinés (réprésentation en gris souvent sur la figure). Vous pouvez également utiliser M120 pour attribuer une correction de rayon d'outil à un programme de données digitalisées ou de données issues d'un système de programmation externe. De cette manière, les écarts par rapport au rayon d'outil théorique peuvent être compensés.
Le nombre de séquences (99 max.) dont la TNC tient compte pour son calcul anticipé est à définir avec LA (de l'angl. Look Ahead: Anticiper) après M120. Plus le nombre de séquences sélectionné pour le calcul anticipé est élevé et plus le traitement des séquences sera lent.
Introduction
Si vous introduisez M120 dans une série de positionnement, la TNC poursuit le dialogue pour cette série et réclame le nombre LA de séquences avec lequel le calcul anticipé doit être réalisé.
Effet
M120 doit figurer dans une série CN qui contient également la correction de rayon RL ou RR. M120 est active à partir de cette série et jusqu'à ce que
la correction de rayon soit annulée avec RO
M120 LA0 soitrogrammée
M120 soit programmee sans LA
un autre programme soit appelé avec PGM CALL
le plan d'usinage soit incléne avec le cycle 19 ou la fonction PLANE
M120 est active en début de séquence.
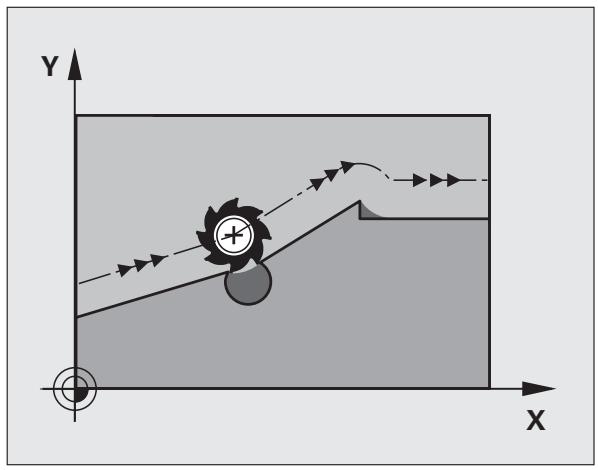
Restrictions
Vou ne devez exécuter le retour dans un contour après un stop externe/interne qu'avec la fonction AMORCE SEQUENCE N. Avant de lancer l'amorce de séquence, vous devez annuler M120 car, sinon, la TNC délivre un message d'erreur
Lorsque vous utilisez les fonctions de contournage RND et CHF, les séquences situées avant et après RND ou CHF ne doivent containir que des coordonnées du plan d'usinage
Lorsque vous abordez le contour par tangentement, vous devez utiliser la fonction APPR LCT ; la série contenant APPR LCT ne doit containir que des coordonnées du plan d'usinage
Lorsque vous quitterze le contour par tangentement, vous devez utiliser la fonction DEP LCT ; la série contenant DEP LCT ne doit containir que des coordonnées du plan d'usinage
Avant d'utiliser les fonctions ci-après, vous devez annuler M120 et la correction de rayon :
Cycle 32 Tolerance
Cycle 19 Plan d'usinage
Fonction PLANE
M114
M128
M138
M144
FUNCTION TCPM
WRITE TO KINEMATIC
Autoriser le positionnement avec la manivelle en cours d'exécution du programme: M118
Comportement standard
Dans les modes Exécution du programme, la TNC déplace l'outil tel que défini dans le programme d'usinage.
Comportement avec M118
A l'aide de M118, vous pouvez effectuer des corrections manuelles avec la manivelle pendant l'exécution du programme. Pour cela, programmez M118 et introduisez pour chaque axe (linéaire ou rotatif) une valeur spécifique en mm.
Introduction
Lorsque vous introduisez M118 dans une série de positionnement, la TNC poursuit le dialogue et réclame les valeurs spécifiques pour chaque axe. Utilisez les touches d'axes oranges ou le clavier ASCII pour l'introduction des coordonnées.
Effet
Vous annulez le positionnement à l'aide de la manivelle en reprogrammant M118 sans introduire de coordonnées.
M118 est active en début de séquence.
Exemple de séquences CN
Pendant l'exécution du programme, il faut pouvoir se déplacer avec la manivelle dans le plan d'usinage X/Y à ±1 mm, et dans l'axe rotatif B à ±5° de la valeur programmée :
L X+0 Y+38.5 RL F125 M118 X1 Y1 B5

M118 agit toujours dans le système de coordonnées d'origine, même avec inclinaison du plan d'usinage active!
La valeur M118 pour les axes linéaires est interprétable par la TNC dans l'unité de mesure en millimétres dans un programme MM et dans l'unité de mesure en pouces dans un programme Inch.
M118 agit aussi en mode Positionnement avec introduction manuelle!
On ne peut utiliser la fonction M118 en liaison avec le contrôle anti-collision DCM que si les axes sont à l'arrêt (STIB clignote). Si vous essayez de déplacer les axes en superposant la manivelle, la TNC délivre un message d'erreur.
Retrait du contour dans le sens de l'axe d'outil : M140
Comportement standard
Dans les modes Exécution du programme, la TNC déplace l'outil tel que défini dans le programme d'usinage.
Comportement avec M140
M140 MB (move back) you permit d'effectuer un dégagement du contour dans le sens de l'axe d'outil. Vous pouvez programmer la valeur de la course du dégagement.
Introduction
Lorsque vous introduisez M140 dans une série de positionnement, la TNC continue le dialogue et réclame la valeur du dégagement de l'outil par rapport au contour. Introduisez la valeur souhaïée du dégagement du contour que l'outil doit effectuer ou appuyez sur la softkey MB MAX pour acceder à la limite de la zone de déplacement.
De plus, on peut programmermer une avance suivant laquelle l'outil parcourt la course programmée. Si vous n'introduisez pas d'avance, la TNC parcourt en avance rapide la trajectorie programmée.
Effet
M140 n'est active que dans la série de programme où elle a ete programmedme.
M140 est active en début de séquence.
Example de séquences CN
Sequence 250 : dégager l'outil à 50 mm du contour
Sequence 251 : déplacer l'outil jusqu'à la limite de la zone de déplacement
250 L X+0 Y+38.5 F125 M140 MB 50 F750
251 L X+0 Y+38.5 F125 M140 MB MAX

M140 agit également si la fonction d'inclinaison du plan d'usinage, M114 ou M128 est active. Sur les machines équipées de têtes pivotantes, la TNC déplace l'outil dans le système incliné.
La fonction FN18: SYSREAD ID230 NR6 vous permet de calculer la distance entre la position actuelle et la limite de la zone de déplacement de l'axe d'outil positif.
Avec M140 MB MAX, vous pouvez effectuer le dégagement seulement dans le sens positif.
Avant M140, définir systématiquement un appel d'outil avec l'axe d'outil car, sinon, le sens du déplacement ne serait pas définii.
Annuler la surveillance du palpeur : M141
Comportement standard
Lorsque la tige de palpage est deviée, la TNC délivre un message d'erreurès que vous souhaitez déplacer un axe de la machine.
Comportement avec M141
La TNC déplace les axes de la machine même si la tige de palpage a été deviée. Si vous écrivez un cycle de mesure en liaison avec le cycle de mesure 3, cette fonction est nécessaire pour dégager à nouveau le palpeur avec une série de positionnement suivant la déviation de la tige.

Attention, risque de collision!
Si vous utilisez la fonction M141, vous devez veiller à dégager le palpeur dans la bonne direction.
M141 n'agit que sur les déplacements compteant des séquences linéaires.
Effet
M141 n'est active que dans la série de programme où elle a été programmesée.
M141 est active en début de séquence.
Effacer les informations de programme modules: M142
Comportement standard
La TNC annule les informations de programme modules dans les situations suivantes:
Selectionner un nouveau programme
■ Exécuter les fonctions auxiliaires M2, M30 ou la série END PGM (dépend du paramètre-machine 7300)
Redéfinir le cycle avec valeurs du comportement standard
Comportement avec M142
Toutes les informations de programme modules, sauf celles qui concernnent la rotation de base, la rotation 3D et les paramètres Q, sont annulées.

La fonction M142 est interdite pour une amorce de séquence.
Effet
M142 n'est active que dans la série de programme où elle a été programmée.
M142 devient active en début de séquence.
Effacer la rotation de base: M143
Comportement standard
La rotation de base reste active jusqu'à ce qu'on l'annule ou qu'on lui attribue une nouvelle valeur.
Comportement avec M143
La TNC efface une rotation de base programmée dans le programme CN.

La fonction M143 est interdite pour une amorce de séquence.
Effet
M143 n'est active que dans la série de programme où elle a été programmée.
M143 devient active en début de séquence.
Eloigner l'outil automatique du contour lors d'un stop CN : M148
Comportement standard
Lors d'un arrêt CN, la TNC stoppe tous les déplacements. L'outil s'immobilise au point d'interruption.
Comportement avec M148

La fonction M148 doit être validée par le constructeur de la machine. Le constructeur de la machine définit dans un paramètre-machine la course que doit parcourir la TNC lors d'un LIFTOFF.
La TNC éloigne l'outil du contour jusqu'à 30 mm dans le sens de l'axe d'outil si vous avez initiaisé pour l'outil actif le paramètre Y dans la colonne LIFTOFF du tableau d'outils (voir „Tableau d'outils: données d'outils standard" à la page 166).
LIFTOFF agit dans les situations suivantes:
lorsque you avez déclenché un arrêt CN
■ lorsqu'un stop CN est déclenché par le logiciel, p. ex. en présence d'une erreur au niveau du système d'entrainment
Iors d'une coupure de courant

Attention, risque de collision!
Lors du retour dans un contour, des détiérations du contour peuvent apparaître, particulièrement sur des surfaces gauches. Dégager l'outil avant d'aborder à nouveau le contour!
Effet
M148 agit jusqu'à ce que la fonction soit désactivée avec M149.
M148 est active en début de séquence et M149, en fin de séquence.
Ne pas afficher le message de commutateur de fin de course: M150
Comportement standard
La TNC stoppe le déroulement du programme par un message d'erreur si l'outil contenu dans une série de positionnement est susceptible de quitter la zone d'usinage active. Le message d'erreur est délivré avant que la série de positionnement ne soit exécutée.
Comportement avec M150
Si le point final d'une série de positionnement avec M150 est situé à l'extérieur de la zone d'asinage active, la TNC déplace l'outil jusqu'à la limite de la zone d'asinage et poursuit alors le déroulement du programme sans délivrer de message d'erreur.

Attention, risque de collision!
Notez que, le cas échéant, la course d'approche à la position programmée après la séquence M150 peut varier considérablement!
M150 agit également sur les limites de la zone de déplacement que vous avez définies avec la fonction MOD.
M150 agit aussi si vous avons activé la fonction de superposition de la manivelle. La TNC déplace alors l'outil moins loin en direction du commutateur de fin de course, de la valeur max. définie pour la superposition de la manivelle.
Lorsque le contrôle anti-collision DCM est actif, la TNC déplace l'outil seulement jusqu'à ce qu'elle détecte évientuellesment une collision et continue à exécuter le programme CN à partir de cet endroit, sans message d'erreur. Ceci peut engendrer des déplacements non ainsi programmés!
Effet
M150 n'est active que dans les séquences linéaires et dans la série de programme où elle a été programmée.
M150 devient active en début de séquence.
10.5 Fonctions auxiliaires pour machines à découvert laser
Principe
Pour gérer la puissance laser, la TNC délivre des valeurs de tension via la sortie analogique S. Avec les fonctions M200 à M204, vous pouvez exercer une influence sur la puissance laser pendant le déroulement du programme.
Introduire les fonctions auxiliaires pour machines à découpe laser
Si vous introduisez une fonction M pour machines à découpe laser dans une série de positionnement, la TNC poursuit le dialogue et réclame les paramètres correspondants à la fonction auxiliaire.
Toutes les fonctions auxiliaires des machines à découpe laser deviennent actives en début de séquence.
Emission directe de la tension programmée: M200
Comportement avec M200
La TNC émet comme tension V la valeur qui a été programmée derrière M200.
Plage d'introduction : 0 à 9.999 V
Effet
M200 est active jusqu'à ce qu'une nouvelle tension soit émise avec M200, M201, M202, M203 ou M204.
Tension comme fonction de la course: M201
Comportement avec M201
M201 émet la tension en fonction de la course déjà parcourue. La TNC augmente ou réduit la tension actuelle de manière linéaire pour atteindre la valeur V programmée.
Plage d'introduction : 0 à 9.999 V
Effet
M201 est active jusqu'à ce qu'une nouvelle tension soit émise avec M200, M201, M202, M203 ou M204.
Tension comme fonction de la vitesse: M202
Comportement avec M202
La TNC émet la tension comme fonction de la vitesse. Le constructeur de la machine définit dans les paramètres-machine jusqu'à trois valeurs caractéristiques FNR à l'intérieur desquelles les vittesses d'avance sont affectées à des tensions. Avec M202, vous sélectionnez la valeur FNR. permettant à la TNC de déterminer la tension qu'elle devra émettre.
Plage d'introduction:1à3
Effet
M202 est active jusqu'à ce qu'une nouvelle tension soit émise avec M200, M201, M202, M203 ou M204.
Emission de la tension comme fonction de la durée (rampe dépendant de la durée): M203
Comportement avec M203
La TNC émet la tension V comme fonction de la durée TIME. Elle augmente ou réduit la tension actuelle de manière linéaire dans une durée TIME programmée jusqu'à ce qu'elle atteigne la valeur de tension V programmée.
Plage d'introduction
Tension V: 0 à 9.999 V
Durée TIME: 0 à 1.999 secondes
Effet
M203 est active jusqu'à ce qu'une nouvelle tension soit émise avec M200, M201, M202, M203 ou M204.
Emission d'une tension comme fonction de la durée (impulsion dépendant de la durée): M204
Comportement avec M204
La TNC émet une tension programmée sous la forme d'une impulsion de durée TIME programme.
Plage d'introduction
Tension V: 0 à 9.999 V
Durée TIME: 0 à 1.999 secondes
Effet
M204 est active jusqu'à ce qu'une nouvelle tension soit émise avec M200, M201, M202, M203 ou M204.

11
Programmation : Fonctions spéciales
11.1 Vue d'ensemble des fonctions spéciales
La TNC dispose de fonctions spéciales performantes destinées aux applications les plus diverses:
| Fonction | Description |
| Contrôle dynamique anti-collision DCM avec gestionnaire de matériels de serrage intégré (option de logiciel) | Page 379 |
| Configurations globales de programme GS (option de logiciel) | Page 397 |
| Asservissement adaptatif de l'avance AFC (option de logiciel) | Page 408 |
| Travail avec fichiers-texte | Page 427 |
| Travail avec tableaux de données technologiques | Page 432 |
| Travail avec tableaux à définir librement | Page 438 |
La touche SPEC FCT et les softkeys correspondantes vous donnant accès à d'autres fonctions spéciales de la TNC. Les tableaux suivants récapitulent les fonctions disponibles.
Menu principal fonctions spéciales SPEC FCT

Sélectionner les fonctions spéciales
| Fonction | Softkey | Description |
| Définir les données par défaut | DEFIN. PGM PAR DEFAULT | Page 377 |
| Fonctions pour l'usinage de contours et de points | USINAGE POINT DU CONTOUR | Page 377 |
| Définir la fonction PLANE | INCLINAI- SON PLAN D'USINAGE | Page 447 |
| Définir diverses fonctions conversationnelles Texte clair | FONCTIONS PROGRAMME | Page 378 |
| Utiliser les outils de programmation | OUTILS DE PRO- GRAMMATION | Page 378 |
| Définir le point d'articulation | INSERER ARTICUL- LATION | Page 142 |
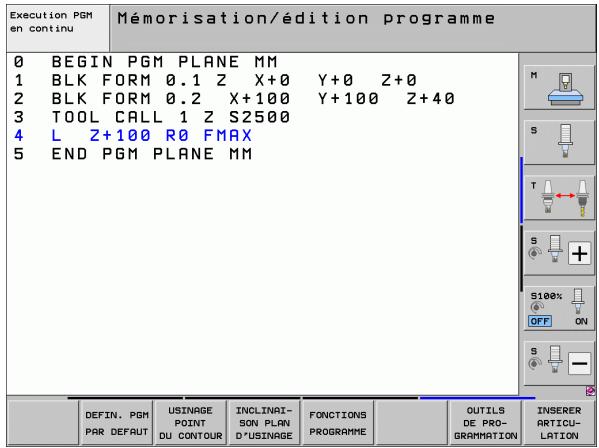
Menu Pré-définition de paramètres
| Définir PSM PAR DEFRUT | Sélectionner le menu de pré-définition de paramètres | |
| Fonction | Softkey | Description |
| Définir la)piece brute | BLK FORM | Page 95 |
| Définir la)matière | UMRT | Page 433 |
| Définir les paramètres de cycles globaux | GLOBAL DEF | Voir Manuel d'utilisation des cycles |
| Sélectionner le tableau de points zéro | TABLEAU PTS ZERO | Voir Manuel d'utilisation des cycles |
Menu des fonctions pour l'usinage de contours et de points
| Fonction | Softkey | Description |
| Afferter une description de contour | DECLARE CONTOUR | Voir Manuel d'utilisation des cycles |
| Définir une formule simple de contour | CONTOUR DEF | Voir Manuel d'utilisation des cycles |
| Sélectionner une définition de contour | SEL CONTOUR | Voir Manuel d'utilisation des cycles |
| Définir une formule complexe de contour | FORMULE CONTOUR | Voir Manuel d'utilisation des cycles |
| Définir des motifs d'usinage réguliers | PATTERN DEF | Voir Manuel d'utilisation des cycles |
| Sélectionner un fichier de points avec positions d'usinage | SEL PATTERN | Voir Manuel d'utilisation des cycles |
Menu de définition de diverses fonctions conversationnelles Texte clair
FONCTIONS PROGRAMME
Menu de définition de diverses fonctions conversationnelles Texte clair
| Fonction | Softkey | Description |
| Définir le comportement de positionnement des axes rotatifs | FUNCTION TCPH | Page 469 |
| Définir les fonctions de fichiers | FUNCTION FILE | Page 424 |
| Définir les transformations de coordonnées | TRANSFORM | Page 425 |
| Définir les fonctions string | FONCTIONS STRING | Page 327 |
Menu Outils de programmation
OUTILS DE PROGRAMMATION
CONVERTIR PROGRAMME
Sélectionner le menu Outils de programmation
Sélectionner le menu de transformation/conversion de fichiers
| Fonction | Softkey | Description |
| Conversion structurée de programme FK vers H | CONVERTIR FK->H STRUCTURE | Page 238 |
| Conversion non structurée de programme FK vers H | CONVERTIR FK->H LINETIRE | Page 238 |
| Créer un programme-retour | CONVERTIR PDM .FLU,REV | Page 419 |
| Filtrer les contours | CONVERTIR FLUID,REV | Page 422 |
11.2 Contrôle dynamique anticollision (option de logiciel)
Fonction

Le contrôle dynamique anti-collision DCM (de l'anglais: Dynamic Collision Monitoring) doit être mis en œuvre sur la TNC et la machine par le constructeur de la machine. Consultez le manuel de votre machine.
Le constructeur de la machine peut définir librement les corps que doit contrôler la TNC dans tous les déplacements de la machine ainsi qu'en mode Test de programme. Si la distance qui sépare deux corps sous contrôle anti-collision est inférieure à la distance programmée, la TNC délivre un message d'erreur lors du test du programme et pendant l'usinage.
La TNC peut représentier graphiquement les corps de collision définis dans tous les modes de fonctionnement machine et en mode Test de programme (voir „Représentation graphique de la zone protégée (fonction FCL4)“ à la page 383).
La TNC place également l'outil actif sous contrôle anti-collision enPNANT en compte la longueur inscrite dans le tableau d'outils ainsique le rayon d'outil (l'outil doit etre cylindrique). Si vous avez defini pour l'outil actif une cinématique de porte-outils avec description des corps de collision et I'veaz affecté à l'outil dans la colonne KINEMATIC du tableau d'outils, la TNC contrôlera alors également ce porte-outils (voir „Cinématique du porte-outils" à la page 175).
Voussupporte en outre integrer également des matériels de serrage simples dans le contrôle anti-collision (voir „Contrôle des matériels de serrage (option logiciel DCM)“ à la page 385).

Tenez compte des restrictions suivantes:
Le contrôle DCM contribue à réduire les risques de collision. Mais la TNC ne peut pas tener compte de toutes les configurations de fonctionnement.
Les collisions d' éléments définis de la machine et de l'outil avec la piece ne sont pas détectées par la TNC.
- DCM est capable de protégger des collisions les éléments de la machine seulement s'ils ont été définis correctement par le constructeur de la machine au niveau des dimensions et de la position dans le système de coordonnées machine.
La TNC ne peut contrôler l'outil que si un rayon d'outil positif a été défini dans le tableau d'outils. La TNC ne peut pas contrôler un outil de rayon 0 (fréquent dans le cas des outils de perçage) et délivre dans ce cas le message d'erreur correspondant.
La TNC ne peut contrôler que les outils pour lesquels vous avez défini une longueur d'outil positive.
Dans le cas de certains outils (têtes porte-lames, par exemple), le diamètre à l'origine d'une collision peut être supérieur aux dimensions définies par les données de correction d'outil.
On ne peut utiliser la fonction de superposition de la manivelle (M118 et configurations globales de programme) en liaison avec le contrôle anti-collision que si les axes sont à l'arrêt (STIB clignote). Pour utiliser M118 sans restriction, vous doivent désactiver la fonction DCM soit par softkey dans le menu Contrôle anti-collision (DCM), soit activer une cinematique sans corps de collision (CMO)
Avec les cycles de „taraudage rigide“, le DCM ne fonctionne que si l'on a activé dans MP7160 l'interpolation exacte de l'axe d'util avec la broche
Contrôle anti-collision en modes de fonctionnement manuels
En modes de fonctionnement Manuel ou Manivelle électronique, la TNC stoppe un déplacement lorsque la distance qui sépare deux corps sous contrôle anti-collision est inférieure à 3 à 5 mm. Dans ce cas, la TNC délivre un message d'erreur désignant les corps sous contrôle anti-collision.
Si vous avez defini le partage de l'écran de manière à afficher les positions à gauche et les corps de collision à droite, la TNC colore également en rouge les corps objets de la collision.

Lorsque le message de collision a été affiché, on ne peut effectuer un déplacement de la machine avec la touche de sens ou la manivelle que si ce déplacement augmente la distance par rapport aux corps de collision, par exemple en appuyant sur la touche de sens d'axe opposée.
Les déplacements qui ont pour effet de diminuer la distance ou de ne pas la modifier ne sont pas autorisés tant que le contrôle anti-collision reste activé.
Désactiver le contrôle anti-collision
Si vous nevez, pour des raisons de place, diminuer la distance entre deux corps sous contrôle anti-collision, vous nevez désactiver le contrôle anti-collision.

Danger de collision!
Si vous avez désactivé le contrôle anti-collision, le symbole du contrôle anti-collision clignote dans la barre des modes de fonctionnement (cf. tableau suivant).
Fonction
Symbole
Symbole clignotant dans la barre des modes de fonctionnement lorsque le contrôle anti-collision est inactif.


Si nécessaire, commuter la barre de softkeys

Sélectionner le menu pour désactiver le contrôle anticollision

Sélectionner le sous-menu mode Manuel
Désactiver le contrôle anti-collision: Appuyer sur la touche ENT; le symbole du contrôle anti-collision clignote sur la barre des modes de fonctionnement
Déplacer les axes manuellement; attention au sens du déplacement
Activer à nouveau le contrôle anti-collision: Appuyer sur la touche ENT
Contrôle anti-collision en mode Automatique

On ne peut utiliser la fonction de superposition de la manivelle (M118) en liaison avec le contrôle anti-collision que si les axes sont à l'arrêt (STIB clignote).
Lorsque le contrôle anti-collision est actif, la TNC affiche le symbole
Si vous avez désactifié le contrôle anti-collision, le symbole du contrôle anti-collision clignote dans la barre des modes de fonctionnement.

Attention, risque de collision!
Les fonctions M140 (voir „Retrait du contour dans le sens de l'axe d'util : M140" à la page 368) et M150 (voir „Ne pas afficher le message de commutateur de fin de course: M150" à la page 372) peuvent eventuèlement provoquer des déplacements non programmes si la TNC détecte une collision lorsqu'elle est en train d'exécuter ces fonctions!
La TNC contrôle pas à pas les déplacements, délivre une alarme anticollision dans la série susceptible de provoquer une collision et interrupt le déroulement du programme. Il n'y a généralement pas de réduction de l'avance comme en mode Manuel.
Réprésentation graphique de la zone protégée (fonction FCL4)
Avec la touche de partage de l'écran, vous pouvez afficher en 3D les corps de collision machine qui sont définis sur votre machine et les matériels de serrage étalonnés (voir „Exécution de programme en continu et Exécution de programme pas à pas" à la page 74).
En maintainant enforcée la touche droite de la souris, vous pouvez faire tourner toute la projection des corps de collision. Par softkey, vous pouvez aussiCHOISIR entre differentes projections:
| Fonction | Softkey |
| Commutation entre le modele filaire et la projection du volume | |
| Commutation entre la projection du volume et la projection transparente | |
| Affichage/occultation des systèmes de coordonnées générés par des transformations dans la description de kinématique | |
| Fonctions pour tourner, pivoter et zoomer |
Contrôle anti-collision en mode de fonctionnement Test de programme
Application
Cette fonction vous permet d'executer un contrôle anti-collision avant l'usinage lui-même.
Conditions requires

Pour exécuter un test de simulation graphique, le constructeur de votre machine doit avoir activé cette fonction.
Exécuter le test anti-collision

Vous définisse le point d'origine pour le test anti-collision dans la fonction MOD Pièce brute dans la zone d'usinage (voir „Representer la pièce brute dans la zone d'usinage" à la page 636)!

Choisir le mode Test de programme
Sélectionnez le programme pour lequel vous désirez executer un contrôle anti-collision
Sélectionner le partage d'écran PROGRAMME+CINEMATIQUE ou KINEMATIC
Commuter deux fois la barre de softkeys
Mettre le contrôle anti-collision sur ON
Commuter deux fois la barre de softkeys dans le sens inverse
Lancer le test du programme
En maintainant enforcée la touche droite de la souris, vous pouvez faire tourner toute la projection des corps de collision. Par softkey, vous pouvez aussiCHOISIR entre differentes projections:
| Fonction | Softkey |
| Commutation entre le modele filaire et la projection du volume | |
| Commutation entre la projection du volume et la projection transparente | |
| Affichage/occultation des systèmes de coordonnées générés par des transformations dans la description de kinématique | |
| Fonctions pour tourner, pivoter et zoomer |
11.3 Contrôle des matériels de serrage (option logiciel DCM)
Principes de base

Pour pouvoir utiliser le contrôle des matériels de serrage, le constructeur de votre machine doit avoir défini dans la description kinématique des points d'emplacement autorisé. Consultez le manuel de la machine!
Pour mesurer les pièces, votre machine doit-disposer d'un palpeur 3D à commutation. Sinon, vous ne pourriez pas placer les matériels de serrage sur votre machine.
Gráce au gestionnaire de matériels de serrage en mode Manuel, vous pouvez placer des matériels de serrage simples dans la zone d'usinage de la machine de manière à réaliser un contrôle anti-collision entre l'outil et le matériel de serrage.
Pour pouvoir placer des matériels de serrage, plusieurs étapes sont nécessaires:
Créer des modèles de matériels de serrage
Sur son site, HEIDENHAIN présente dans une bibliothèque appropriée des modèles de matériels de serrage (étaux ou mandrins à mâchoires) (voir „Modèles de matériels de serrage" à la page 386) créés avec un logiciel pour PC (KinematicsDesign). Le constructeur de votre machine peut aussi creator d'autres modèles de matériels de serrage et lesmettre àvotrec Disposition. Les fichiers des modèles de matériels de serrage ont l'extension cft
Paramétrer les matériels de serrage: FixtureWizard
Avec le FixtureWizard (fixTURE = fixation), vous définisse les dimensions exactes du matériel de serrage en paramétrant le modèle. Le FixtureWizard est un outil pour PC également disponible dans le gestionnaire de salariés de serrage de la TNC. Il permet de créé un matériel de serrage à positionner et doté de dimensions définies concrétement (voir „Paramétrer les salariés de serrage: FixtureWizard" à la page 386). Les fichiers des salariés de serrage à positionner ont l'extension cfx
Placer les matériels de serrage sur la machine
Au moyen d'un menu interactif, la TNC vous guide tout au long du processus d'étalonnage. Le processus d'étalonnage consiste principalement à exécuter diverses fonctions de palpage sur le matériel de serrage et à introduire des valeurs variables (écart entre les mors d'un etau, par exemple) (voir „Placer un matériel de serrage sur la machine" à la page 388)
Vérifier la position du matériel de serrage étalonné
Après avoir placé le matériel de serrage, vous pouvez si nécessaire demander à la TNC de créé un programme de mesure qui vous permettra de vérifier la position effective du matériel de serrage placé par rapport à la position nominale. Si les écarts entre la position nominale et la position effective sont trop importants, la TNC délivre alors un message d'erreur (voir „Verifier la position du matériel de serrage mesure" à la page 390)
Modèles de matériels de serrage
HEIDENHAIN propose divers modèles de fixation dans une bibliothèque de dispositifs de fixation. En cas de besoin, contacter HEIDENHAIN (E-Mail-Adresse: service.nc-pgm@heidenhain.de) ou le constructeur de votre machine.
Paramétrer les matériels de serrage: FixtureWizard
L'outil FixtureWizard vous permet, à partir d'un modele de matériel de serrage, de creer un matériel de serrage aux dimensions exactes. Sur son site, HEIDENHAIN propose des modeles de matériells de serrage. Le cas echéant, des modeles vous sont fournis par le constructeur de votre machine.

Avant de lancer FixtureWizard, vous doivent avoir copié sur la TNC le modele de matériel de serrage à paramétrer!


Appeler le gestionnaire de matériels de serrage
Lancer FixtureWizard: La TNC ouvre le menu de paramétrage des modèles de matériels de serrage
Sélectionner le modele de matériel de serrage:La TNC ouvre la boite de dialogue pour sélectionner un modele (fichiers avec I'extension CFT)
Avec la souris, selectionner le modele de matériel des serrage que vous poulez parameter, validez avec la touche Ouvrir
Introduire tous les paramètres de matériel de serrage présents dans la fenêtre de gauche, déplacer la surbrillance vers le champ suivant en utilisant les touches fléchées. Lorsque les valeurs ont été introduites, la TNC actualise la projection 3D du matériel de serrage dans la fenêtre en bas et à droite. Si elle est disponible, la TNC affiche dans le fenêtre en haut et à droite une figure d'aide qui représentée graphiquement les paramètres à introduire pour le matériel de serrage
Introduire le nom du matériel de serrage dans le champ Fichier génére et valider avec le bouton Générer fichier. Il n'est pas nécessaire d'inscrite l'extension du fichier (CFX pour matériels de serrage paramétrés)
Fermer FixtureWizard
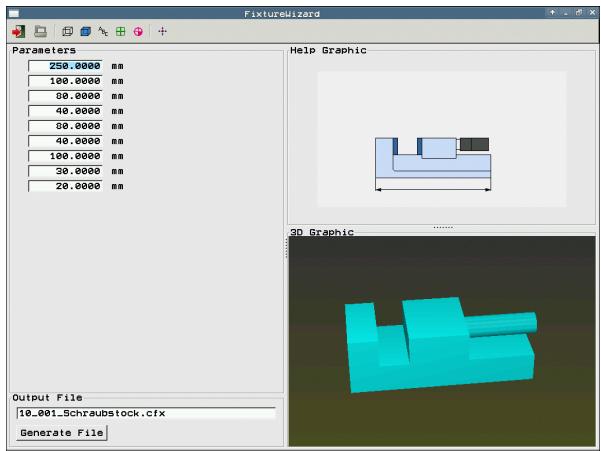

Utiliser FixtureWizard
On utilise FixtureWizard avec la souris. Vous pouvez régler le partage de l'écran en tirant sur les lignes séparatrices de manière à ce que les fenêtres Paramêtres, Figure d'aide et Graphisme 3D soit dans la taille souhaitation.
Vous pouvez modifier la représentation du graphisme 3D de la manière suivante:
Agrandir/reduire le modele:
Pour agrandir ou réduire le modele, faire tourner la molette de la souris
Déplacer le modele:
Pour déplacer le modele, appuyer sur la molette de la souris tout en déplaçant la souris
Faire tournier le modele:
Pour faire tournier le modele, maintainir enfoncée la touche droite de la souris tout en déplaçant la souris
Vous disposez également d'icones sur lesquelles vous cliquez pour exécuter les fonctions suivantes:
| Fonction | icone |
| Fermer FixtureWizard | |
| Sélectionner le modèle de matériel de serrage (fichier avec extension CFT) | |
| Commutation entre le modèle filaire et la projection du volume | |
| Commutation entre la projection du volume et la projection transparente | |
| Afficher/masquer les désignations des objets de collision définis dans le dispositif de fixation | |
| Afficher/masquer les points de contrôles définis dans le dispositif de fixation (pas de fonction dans ToolHolderWizard) | |
| Afficher/masquer les points de mesure définis dans le dispositif de fixation (pas de fonction dans ToolHolderWizard) | |
| Rétablir la position initiale de la vue 3D |
Placer un matériel de serrage sur la machine

Avant de placer un matériel de serrage, installer le palpeur!

Appeler le gestionnaire de matériels de serrage
Sélectionner le matériel de serrage: La TNC ouvre le menu de selection des matériels de serrage et affiche dans la fenêtre de gauche tous les matériels de serrage disponibles dans le réseau actif. Les matériels de serrage ont l'extension CFX
Dans la fenêtre de gauche, Sélectionner un matériel de serrage avec la souris ou les touches fléchéées. Dans la fenêtre de droite, la TNC affiche un aperçu graphique du matériel de serrage sélectionné
Valider le matériel de serrage: La TNC calcule la chrono. cycles de mesure nécessaire et l'affiche dans la fenêtre de gauche. Dans la fenêtre de droite, la TNC représenté le matériel de serrage. Les points de mesure sont marqués sur le matériel de serrage par un symbole de point d'origine en couleur En plus, une numérotation indique dans quel ordre vous devez mesurer le moyen de serrage
Lancer l'étalonnage : La TNC affiche une barre de softkeys contenant les fonctions de palpage autorisées pour l'opération de mesure concernée
Sélectionner la fonction de palpage nécessaire: La TNC est alors dans le menu de palpage manuel. Description des fonctions de palpage: voir „Résumé", page 564
Après le palpage, la TNC affiche les valeurs mesurées
Valider les valeurs mesurées: La TNC achève le processus d'étalonnage, le défalque de la chronologie des cycles de mesure et met la surbrillance sur l'opération suivante
Si un matériel de serrage nécessite qu'on introduise une valeur, la TNC affiche un champ d'introduction en bas de l'écran. Introduire la valeur requise, par exemple l'étendue d'un étau, et la valider avec la softkey VALIDER VALEUR
Lorsque toutes les opérations d'étalonnage ont été défalgées par la TNC: Fermer le processus d'étalonnage avec la softkey TERMINER

La chronologie des cycles de mesure est définié dans le modele du matériel de serrage. Vous devez faire défiler pas à pas et de haut en bas la chronologie des cycles de mesure.
Pour le serrage multiple, vousdez placez individuellement chaque matériel de serrage.
Modifier un matériel de serrage
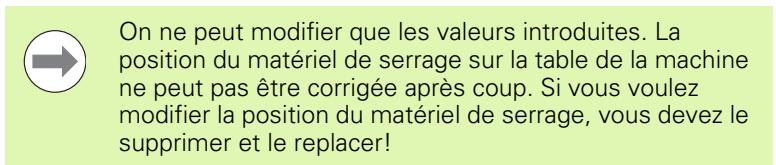

Appeler le gestionnaire de matériels de serrage
Sélectionner le matériel de serrage que vous voulez modifier avec la souris ou les touches fléchées: La TNC affiche en couleur le matériel de serrage dans la projection de la machine
Modifier le matériel de serrage sélectionné: Dans la fenêtre chrono. cycles de mesure, la TNC affiche les paramètres du chrono. cycles de mesure que vous poulez modifier
Valider la suppression avec la softkey OUI ou quitter avec la softkey NON
Supprimer un matériel de serrage

Attention, risque de collision!
Si vous supprimez un matériel de serrage, la TNC ne le contrôle plus même s'il est encore sur la machine!

Appeler le gestionnaire de matériels de serrage
Sélectionner le matériel de serrage que vous pouze supprimer avec la souris ou les touches fléchées : La TNC affiche en couleur le matériel de serrage dans la projection de la machine
Matériel de serrage sélectionné
Valider la suppression avec la softkey OUI ou quitter avec la softkey NON

Vérifier la position du matériel de serrage mesuré
Pour vérifier un matériel de serrage mesure, vous pouvez demander à la TNC de générer un programme de test. Vous doivent exécuter le programme de test en mode de fonctionnement Exécution de programme. La TNC commande alors le palpage des points de contrôle définis par le concepteur du matériel de serrage et les analyse. La commande affiche à l'écran le résultat du contrôle sous la forme d'un fichier de protocole.

La TNC enregistre systématiquement les programmes de contrôle dans le réseau
TNC:system\Fixture\TpCheck_PGM.

Appeler le gestionnaire de matériels de serrage
Dans la fenêtre Moyens de serrage placés, marquer avec la souris le matériel de serrage à vérifier: Dans la projection 3D, la TNC affiche dans une autre couleur le matériel de serrage sélectionné
Ouvrir la boite de dialogue pour creer le programme de test: La TNC ouvre la boite de dialogue permettant d'introduire les parametes programme test
Positionnement manuel: Définir si vous pouze positionner le palpeur manuellement ou automatiquement entre les différents points de contrôle:
1: Positionnement manuel; vous devez aborder chaque point de mesure avec les touches de sens des axes et valider l'opération de mesure avec Marche CN
0: Le programme de test s'exécute entièrement automatiquement, après avoir prépositionné manuellement le palpeur à la hauteur de sécurité
Avance de mesure:
Avance du palpeur en mm/min. pour l'opération de mesure. Plage d'introduction 0 à 3000
Avance de pré-positionnement:
Avance de positionnement en mm/min pour aborder les différentes positions à mesurer. Plage d'introduction 0 à 99999,999
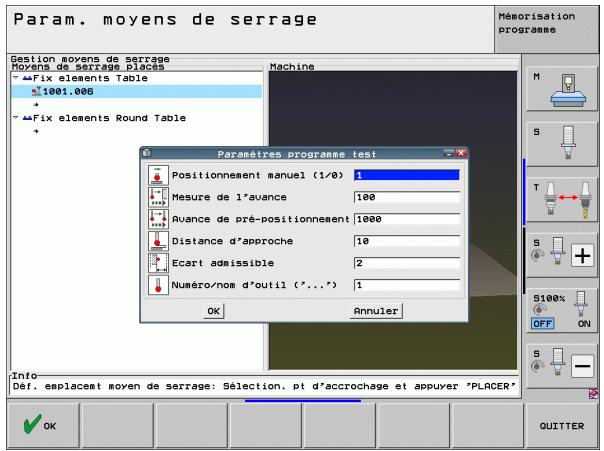
Distance d'approche:
Distance d'approche jusqu'au point de mesure que la TNC doit respecter lors du prépositionnement. Plage d'introduction 0 à 99999,9999
Tolerance:
Ecart max. autorisé entre la position nominale et la position effective pour chaque point de mesure.
Plage d'introduction 0 à 99999,999. Si un point mesuré dépasse la tolérance, la TNC délivre un message d'erreur
Numéro d'outil/nom d'outil
Numéro ou nom d'outil pour le palpeur. Plage d'introduction 0 à 30000.9 (introduction du numéro); jusqu'à 16 caractères (introduction du nom). Indiquer le nom de l'outil entre guillemets
ENT
Valider l'introduction: La TNC cree le programme de test, affiche son nom dans une fenetre auxiliaire et vous demande si vous foulez l'executer
Répondre par NON si vous voulez executer le programme de test ultérieurement et par OUI si vous voulez l'exécuter immédiatement
Si vous avez validé OUI, la TNC passe en mode de fonctionnement Execution de programme en continu et selectionne automatiquement le programme de test qui a ete create
I
Lancer le programme de test: La TNC vous demande de prépositionner manuellement le palpeur de manière à ce qu'il soit à la hauteur de sécurité. Suivez les instructions containues dans la fenêtre auxiliaire
Lancer l'opération de mesure: La TNC aborde successivement chaque point de mesure. Par softkey, vous définisse la stratégie de positionnement. A chaque fois, valider avec la touche Marche CN
A la fin du programme de test, la TNC ouvre une fenêtre auxiliaire affichtant les écarts par rapport à la position nominale. Si un point de mesure est hors tolérances, la TNC délivre un message d'erreur dans la fenêtre auxiliaire
Gérer les fixations
Les matériels de fixation mesurés peuvent être sauvégardés via les fonctions archives et récapérés. Cette fonction est utile en particulier pour les/dispositifs de serrage à décalage et accélère notablement les opérations de réglage.
Gérer les fixations
Les fonctions suivantes pour la gestion des matériels de serrage sont disponibles :
| Fonction | Softkey |
| Sauvegarder le dispositif de serrage | SALVEGARDE |
| Charger le dispositif de serrage mémorisé | CHARGER |
| Copier le dispositif de serrage mémorisé | COPIER |
| Renommer le dispositif de serrage mémorisé | RENOHMER |
| ABC = XYZ | |
| Effacer le dispositif de serrage mémorisé | EFFACER |
Sauvegarder le dispositif de serrage

Appeler le gestionnaire de matériels de serrage
Avec les touches fléchées, désir le matériel de serrage que vous souhaitez sauvegarder
Choisir la fonction archive : la TNC ouvre une fenêtre et affiche les matériels de serrage mémorisés
Sauvegarder le matériel de serrage actif dans une archive (fichier ZIP): la TNC ouvre une fenêtre dans laquelle vous pouvez définir les noms d'archives.
Introduire le nom de fichier souhaite et valider avec la softkey OUI : la TNC memorise l'archive ZIP dans le dossier d'archive (TNC:\system\Fixture\Archive)
Charger dispositif de serrage

Appeler le gestionnaire de matériels de serrage
Choisir évientuèlement le point de montage sur lequel vous souhaitez récapuérer un matériel de montage mémorisé.
Choiser la fonction archive : la TNC ouvre une fenêtre et affiche les matériels de serrage mémorisés
Avec les touches fléchées, désir le matériel de serrage que vous souhaitez récapucérer
Charger le matériel de serrage : la TNC active le matériel de serrage et affiche graphiquement le matériel de serrage.

ous récapérez la fixation à un autre point de montage, s devez valider la question du dialogue correspondante c la softkey OUI.

11.4 Gestion des porte-outsils (option logiciel DCM)
Principes de base

Pour cette fonction, le constructeur de la machine doit avoir adapté la TNC, voir le manuel d'utilisation de la machine.
Comme pour la surveillance des matériels de serrage, vous pouvez également intégrer les portes-outsils dans le contrôle anti-collision.
Afin de pouvoir activer les portes-outils pour le contrôle anti-collision, plusieurs étapes sont nécessaires :
Modéliser le porte-outil
Sur son site Web, HEIDENHAIN propose des modèles de porte-outils qui ont été créés avec un logiciel PC (KinematicsDesign). Le constructeur de votre machine peut également modéliser d'autres modèles de porte-outils et lesmettre àvotre disposition. Les fichiers des modèles de porte-outils ont l'extension cft
Paramétr les portes outils : ToolHolderWizard
Avec le ToolHolderWizard (toolholder = en angl.: Porte-outil), vous définisse les dimensions exactes du porte-outil en paramétrant le modele. Vous appelez le ToolHolderWizard à partir du tableau d'outils, lorsque vous souhaitez affecter une cinématique de porte-outil à un outil. Les fichiers des porte-outsils ont l'extension cfx
Activer un porte-outil
Dans le tableau d'outil TOOL.T, dans la colonne CINEMATIQUE, vous affectez le porte-outil souhaité à un outil(voir „Affecter une cinématique de porte-outil" à la page 175)
Modèle de porte-outsils
HEIDENHAIN propose divers modèles de porte-ouls : En cas de besoin, contacter HEIDENHAIN (E-Mail-Adresse: service.nc-pgm@heidenhain.de) ou le constructeur de votre machine.
Paramétrer les porte-ouls : ToolHolderWizard
L'outil FixtureWizard vous permet, à partir d'un modele de porte-outil, de creer un porte-outil avec des dimensions exactes. HEIDENHAIN propose des modèles. Le cas échéant, des modèles de porte-outsils vous sont fournis par le constructeur de votre machine.

Avant de lancer ToolHolderWizard, vous doivent avoir copié sur la TNC le modele de porte-outil à paramétrer!
Pour affecter un outil à une cinématique de porte-outil, procédez de la manière suivante :
Sélectionner n'importe quel mode de fonctionnement Machine

Sélectionner le tableau d'outils: Appuyer sur la softkey TABLEAU D'OUTILS
Mettre la softkey EDITER sur „ON“
Choisir la dernière barre de softmax
Afficher la liste des cinématiques disponibles : la TNC affiche toutes les cinématiques des porte-outils (fichiers .TAB) et toutes les cinématiques de porte-outils paramétrées par vous-même (fichiers .CFX)
Appeler ToolHolderWizard
Sélectionner le modele de porte-outil:La TNC ouvre la boîte de dialogue pour sélectionner un modele de porte-outil (fichiers avec l'extension CFT)
Avec la souris, Sélectionner le modèle de porto-outil que vous poulez paramétrer, validez avec la touche Ouvrir
Introduire tous les paramètres P Presents dans la fenêtre de gauche, déplacer le curseur sur le champ suivant en utilisant les touches fléchées. Lorsque les valeurs ont été introduites, la TNC actualise la vue 3D du porte-outil dans la fenêtre en bas à droite. Si elle est disponible, la TNC affiche dans le fenêtre en haut à droite une figure d'aide qui représenté graphiquement les paramètres à introduire
Introduire le nom du porte-outil paramétré dans le champ de saisie Fichier génére et valider avec le bouton Générer fichier. Il n'est pas nécessaire d'inscrite l'extension du fichier (CFX pour matériels de serrage paramétrés)
Fermer ToolHolderWizard

Utiliser ToolHolderWizard
L'utilisation de ToolHolderWizard est identique à celle de FixtureWizards: (voir „Utiliser FixtureWizard" à la page 387).
Effacer porte-outil

Attention, risque de collision!
Si vous supprimez un porte-outil, la TNC ne le contrôle plus même s'il est toujours en broche!
Effacer le nom du porte-outil de la colonne CINEMATIQUE du tableau d'outils TOOL.T.
11.5 Configurations globales de programme (option de calculi)
Application
La fonction Configurations globales de programme utilisé en particulier pour la construction de grands moulés est disponible en modes de fonctionnement de déroulement du programme et en mode MDI. Elle vous permit de définir diverses transformations de coordonnées et configurations destinées à agir sur le programme CN sélectionné de manière globale et superposée sans que vous ayez à modifier le programme CN.
Si vous avez interrompu le déroulement du programme, vous pouze alors activer ou désactiver au milieu du programme les configurations globales de programme (voir „Interrompré l'usinage" à la page 605). La TNC tient compte des valeurs que vous avez définies dès que vous reliancez le programme CN. Le cas échéant, elle aborde la nouvelle position au moyen du menu de return au contour (voir „Aborder à nouveau le contour" à la page 612).
Configurations globales de programme disponibles:
| Fonctions | Icône | Page |
| Rotation de base | Page 402 | |
| Echange d'axes | Page 403 | |
| Autre décalage additionnel du point zéro | Page 404 | |
| Image miroir superposée | Page 404 | |
| Rotation superposée | Page 405 | |
| Blocage des axes | Page 405 | |
| Définition d'une superposition avec la manivelle, également dans le sens de l'axe virtuel | Page 406 | |
| Définition d'un facteur d'avance à effet global | % | Page 405 |
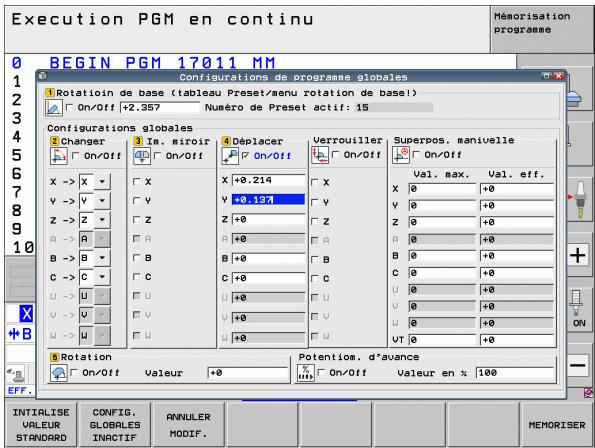

Si vous avez utilisé dans votre programme CN la fonction M91/M92 (déplacement à des positions-machine), vous ne pouvez pas utiliser les configurations globales de programme suivantes:
Echange d'axes
Blocage des axes
VoussupportezutiliserlafonctionLookAheadM120sivoushavezactivélesconfigurationsglobalesdeprogrammeavantle lancementduprogramme.SiM120estactivée,desquevousmodifiezlesconfigurationsglobalesdeprogramm dansle cours duprogramme,laTNCdelivreunmessage d'erreur etverrouillel'usinage.
Si le contrôle anti-collision DCM est activé et si vous avez interrompu le programme d'usinage par un stop externe, vous ne pouvez déplacer les axes qu'en superposant la manivelle.
La TNC représentée en grisé dans un système tous les axes non actifs sur votre machine.
Les valeurs de décalage et les valeurs pour la superposition de la manivelle sont à définir dans le formulaire principalement en mm, les angles de rotation en degrés.

La fonction Configurations globales de programme est une option de logiciel qui doit être activée par le constructeur de votre machine.
Pour pouvoir utilisercomfortablement la fonction de superposition de la manivelle, HEIDENHAIN conseille d'utiliser la manivelle HR 520 (voir „Déplacement avec manivelle électronique" à la page 524). Grâce à la HR 520, on peut sélectionner directement l'axe d'outil virtuel.
En principe, la manivelle HR 410 peut également être utilisée, mais le constructeur de votre machine doit dans ce cas affecter une touche de fonction de la manivelle à la sélection de l'axe virtuel et modifier en conséquence son programme automate.

Pour pouvoir utiliser toutes les fonctions sans restriction, les paramètres-machine suivants doivent être mis à 1:
MP7641, bit 4 = 1:
Autoriser la selection de l'axe virtuel sur la HR 420
MP7503 = 1:
Déplacement actif dans le sens de l'axe d'outil actif en mode Manuel et lors d'une interruption du programme
MP7682, bit 9 = 1:
Valider automatiquement l'etat de l'inclinaison du mode Automatique en mode Manuel
MP7682, bit 10 = 1:
Autoriser la correction 3D avec inclinaison du plan d'usinage active et avec M128 (TCPM) active
Activer/désactiver la fonction

Les configurations globales de programme restent activées jusqu'à ce que vous les désactiviez manuellement.
Dans l'affichage de position, la TNC affiche le symbole lorsqu'une configuration globale de programme est active.
Lorsque vous sélectionné un programme dans le gestionnaire de fichiers, la TNC délivre un message d'avertissement si les configurations globales de programme sont activées. Il vous suffit d'acquitterze le message avec la softkey ou d'appeler directement le formulaire pour procéder à des modifications.
Les configurations globales de programme n'agissant généralement pas en mode de fonctionnement smarT.NC.

Sélectionner le mode de fonctionnement Execution de programme ou MDI
Commuter la barre de softkeys
Appeler le formulaire Configurations globales de programme
Activer les fonctions désirées avec les valeurs correspondantes

Si vous activez simultanément plusieurs configurations globales de programme, la TNC calcule en interne les transformations dans l'ordre suivant:
1: Rotation de base
2: Echange d'axes
3: Image miroir
4: Décalage
5: Rotation superposée
Les autres fonctions de blocage des axes, superposition de la manivelle et facteur d'avance agissant independament les une des autres.
Pour pouvoir naviguer dans les formulaires, vous disposez des fonctions suivantes. Vous pouvez aussi vous servir de la souris dans le formulaire.
| Fonctions | Touché/softkey |
| Saut à la fonction précédente | #1 |
| Saut à la fonction suivante | #2 |
| Sélectionner l'élement suivant | #3 |
| Sélectionner l'élement précédent | #4 |
| Fonction Echange d'axes: Ouvrir la liste des axes disponibles | GOTO |
| Fonction activation/désactivation lorsque le focus est sur une case à cocher | SPACE |
| Annuler la fonction Configurations globales de programme: | INITIALSEValeurstrandard |
| ■ Désactiver toutes les fonctions | |
| ■ Mettre à 0 toutes les valeurs introduites, configurer le facteur d'avance = 100. Initialiseur la rotation de base = 0 si aucune rotation de base n'est activée dans le menu Rotation de base ou dans la colonne ROT du point d'origine courant du tableau Preset. | |
| Sinon, la TNC active la rotation de base qui est inscrite | |
| Rejeter toutes les modifications effectuées depuis le dernier appel du formulaire | ANNULERMODIF. |
| Désactiver toutes les fonctions actives; les valeurs introduites/de configuration sont conservées | CONFIG.GLOBULESINACTIF |
| Enregisterr toutes les modifications et fermer le formulaire | MEMORISER |
Rotation de base
La fonction Rotation de base vous permet de compenser un désaxage de la pierce. Le mode d'action correspond à celui de la fonction de rotation de base que vous pouvez enregistrer en mode Manuel en utilisant les fonctions de palpage. Par conséquent, la TNC synchronise avec le formulaire les valeurs inscrites dans le menu Rotation de base ou dans la colonne ROT du tableau Preset.
Dans le formulaire, vous pouvez modifier les valeurs de la rotation de base mais la TNC ne remodifie pas ces valeurs dans le menu Rotation de base ou dans le tableau Preset
Si vous appuyez sur la softkey INITIALISE VALEUR STANDARD, la TNC rétablit la rotation de base affectée au point d'origine (Preset) courant.

Attention: ÀpRES avoir activé cette fonction, un return au contour peut s'avérer nécessaire. La TNC appelle automatiquement le menu de return au contour lorsque vous fermez le formulaire (voir „Aborder à nouveau le contour" à la page 612).
Faire attention au fait que les cycles de palpage, avec lesquelles vous déterminez et enregistrez la rotation de basependant l'exécution de programme, écrasant la valeur définie par vous-même dans le formulaire.
Echange d'axes
La fonction Echange d'axes vous permet d'adapter les axes programmes dans n'importe quel programme CN à la configuration des axes de votre machine ou à une situation de bridage donnée:

Lorsque la fonction Echange d'axes a ete activee, toutes les transformations citees ci-apres agissant sur l'axe échangé.
Vous doivent voir à exéctumer un échange d'axes cohérent car sinon la TNC délivre un message d'erreur.
Attention: ÀpRES avoir activé cette fonction, un return au contour peut s'avérer nécessaire. La TNC appelle automatiquement le menu de return au contour lorsque vous fermez le formulaire (voir „Aborder à nouveau le contour" à la page 612).
Dans le formulaire Configurations de programme globales, focaliser sur Changer On/Off; activer la fonction avec la touche SPACE
Avec la touche fléchée vers le bas, focaliser sur la ligne sur laquelle l'axe à échanger est à gauche
Appuyer sur la touche GOTO pour afficher la liste des axes avec lesquels vous voulez effectuer le changement
Avec la touche fléchée vers le bas, Sélectionnez l'axe avec lequel vous poulez effectuer le changement et validez avec la touche ENT
Si vous travailliez avec une souris, vous pouvez seLECTIONner directement l'axe enclistuant sur le menu déroulant concerné.
Image miroir superposée
La fonction Image miroir superposée vous permet de réaliser l'image miroir de tous les axes actifs.

Les axes réfléchis définis dans le formulaire agissant en plus des valeurs déjà définies dans le programme au moyen du cycle 8 (Image miroir).
Attention: ÀpRES avoir activé cette fonction, un return au contour peut s'avérer nécessaire. La TNC appelle automatiquement le menu de return au contour lorsque vous fermez le formulaire (voir „Aborder à nouveau le contour" à la page 612).
Dans le formulaire Configurations de programme globales, focaliser sur Image miroir 0n/Off; activer la fonction avec la touche SPACE
Avec la touche fléchée vers le bas, focaliser sur l'axe que vous désirez réfléchir
Appuyer sur la touche SPACE pour réaliser l'image miroir de l'axe. Appuyez à nouveau sur la touche SPACE si vous désirez annuler la fonction
Si vous travailliez avec une souris, vous pouvez activer directement l'axe en cliquant sur l'axe concerné.
Autre décalage additionnel du point zéro
La fonction de décalage additionnel du point zéro vous permet de compenser n'importe quels décalages sur tous les axes actifs.

Les valeurs définies dans le formulaire agissant en plus des valeurs déjà définies dans le programme au moyen du cycle 7 (décalage du point zéro).
Notez que les décalages agissant dans le système de coordonnées machine lorsque l'inclinaison du plan d'usinage est activée.
Attention: ÀpRES avoir activé cette fonction, un return au contour peut s'avérer nécessaire. La TNC appelle automatiquement le menu de return au contour lorsque vous fermez le formulaire (voir „Aborder à nouveau le contour" à la page 612).
Blocage des axes
Cette fonction vous permet debloquer tous les axes actifs. Lorsqu'elle exécuté le programme, la TNC n'exécute alors aucun déplacement sur les axes que vous avez bloqués.

Veiller à ce que, en activant cette fonction, la position de l'axe bloqué ne puisse provoquer de collision.
Dans le formulaire Configurations de programme globales, focaliser sur Blocage On/Off; activer la fonction avec la touche SPACE
Avec la touche fléchée vers le bas, focaliser sur l'axe que vous désirez bloquer
Appuyer sur la touche SPACE pour bloquer l'axe. Appuyez a nouveau sur la touche SPACE si vous désirez annuler la fonction
Si vous travailliez avec une souris, vous pouvez activer directement l'axe en cliquant sur l'axe concerné.
Rotation superposée
La fonction Rotation superposée vous permet de définir n'importe qu'elle rotation du système de coordonnées dans le plan d'usinage actuellément actif.

La rotation superposée définie dans le formulaire agit en plus de la valeur définie dans le programme au moyen du cycle 10 (Rotation).
Attention: ÀpRES avoir activé cette fonction, un return au contour peut s'avérer nécessaire. La TNC appelle automatiquement le menu de return au contour lorsque vous fermez le formulaire (voir „Aborder à nouveau le contour" à la page 612).
Potentiomètre d'avance
Avec la fonction Potentiomètre d'avance, vous pouvez réduire ou augmenter en pourcentage l'avance programmée. La TNC autorise l'introduction d'une valeur comprise entre 1 et 1000% .

Veiller à ce que la TNC attribue toujours le facteur d'avance à l'avance actuelle que vous auriez pu évientuelles augmenter ou réduire en modifiant le réglage du potentiamètre d'avance.
Superposition de la manivelle
La fonction Superposition de la manivelle vous permet de donner la priorité au déplacement à l'aide de la manivelle pendant que la TNC exécute un programme.
Dans la colonne Val. max., vous définissez la course max. autorisé que vous poupez parcourir avec la manivelle. La course réellement parcourue sur chaque axe est validée par la TNC dans la colonne Val. eff. dés que vous interrompez le déroulement du programme [STIB (commande en service)=OFF)]. La valeur effective reste mémorisée jusqu'à ce que vous l'effaciez, y compris même après une coupure d'alimentation. Vous poupez aussi éoperator la valeur effective; si nécessaire, la TNC réduit alors jusqu'à la val. max. la valeur que vous avez introduite.

Si une valeur effective a été introduite lorsque vous activez la fonction, la TNC appelle la fonction de retard au contour lorsque vous fermez la fenêtre de manière à aborder la position correspondant à la valeur définie (voir „Aborder à nouveau le contour" à la page 612).
Une course max. définie dans le programme CN avec M118 est remplacée par la TNC dans le formulaire par la valeur introduite. Les valeurs parcourues avec la manivelle au moyen de M118 sont à nouveau inscrites par la TNC dans la colonne valeur effective du formulaire afin de ne pas engendrer de saut dans l'affichage lors de l'activation. Si la course déjà parcourue au moyen de M118 est supérieure à la valeur max. autorisée dans le formulaire, la TNC appelle alors la fonction de retour sur le contour au moment de fermer la fenêtre de manière à effectuer un déplacement correspondant à la différence (voir „Aborder à nouveau le contour" à la page 612).
Si vous essayez d'introduire une valeur effective supérieure à la val. max., la TNC délivre un message d'erreur. Vous doivent incluser une valeur effective qui ne soit jamais supérieure à la val. max..
Ne pas introduire une val. max. trop évée. La TNC réduit la course utile dans le sens positif ou négatif, de la valeur que vous avez introduite.
Axe virtuel VT
Voussupportezaussiexecuterune superpositionde lamanivelle dans la directiond'axe active momentanement.LaligneVT(VirtualToolaxis) sertàactivercettefonction.
Pour superposer un déplacement dans la direction de l'axe virtuel, la manivelle HR 5xx vous permit de sélectionner directement l'axe VT(voir „ Sélectionner l'axe à déplacer" à la page 529). Le travail avec l'axe virtuel VT est particulièrement pratique avec la manivelle WIFI HR 550 FS (voir „Déplacement avec manivelle électronique" à la page 524).
Dans l'affichage d'etat supplémentaire (onglet POS), la TNC affiche également dans un affichage de position VT la valeur parcoursue dans I'axe virtuel.

La fonction M128 ou FUNCTION TCPM doit être activée pour pouvoir faire un déplacement dans la direction de l'axe virtuel VT avec la manivelle.
Dans la direction de l'axe virtuel, vous ne pouvez superposer les déplacements que si DCM est inactif.
Si vous avez une tete pivotante non asservie, vous pouvez utiliser la fonction M114 pour le déplacement dans la direction de l'axe virtuel. Vous pouvez définir la position de l'axe rotatif directement avec la fonction M114 ou au moyen des paramètres Q.
11.6 Asservissement adaptatif de l'avance AFC (option de calculiel)
Application

La fonction AFC doit être adaptée à la machine et validée par son constructeur. Consultez le manuel de votre machine.
Le constructeur de votre machine peut notamment définir si la TNC doit utiliser la puissance de broche ou bien toute autre valeur pour l'asservissement de l'avance.

La fonction d'asservissement adaptatif de l'avance n'est pas pertinente pour les outils dont le diamètre est inférieur à 5 mm. Le diamètre limite peut etre encore supérieur si la puissance nominale de la broche est très elevée.
Pour les opérations d'usinage (taraudage, par exemple) impliquant une adaptation mutuelle de l'avance et de la vitesse de broche, vous ne devez pas utiliser l'asservissement adaptatif de l'avance.
Lors de l'asservissement adaptatif de l'avance, la TNC règle automatiquement l'avance de contourage en fonction de la puissance de broche actuelle lorsqu'elle exécute un programme. La puissance de broche correspondant à chaque étape de l'usinage est à déterminer par une passée d'apprentissage; elle est enregistrée par la TNC dans un fichier appartenant au programme d'usinage. Au démarriage de l'étape d'usinage concernée (ayant lieu généralement par activation de la broche avec M3), la TNC règle alors l'avance de manière à ce qu'elle se situe à l'intérieur des limites que vous avez pu définir.
Ceci permet d'éviter les effets négatifs susceptibles d'affector l'outil, la piece ou la machine et qui peuvent être générés par des modifications des conditions d'usinage. Les modifications des conditions d'usinage peuvent résultat notamment:
de l'usure de l'outil
de profondeurs de coupe fluctuantes intervenant souvent sur les pieces moulées
de la fluctuation de durée due à des particules de matière
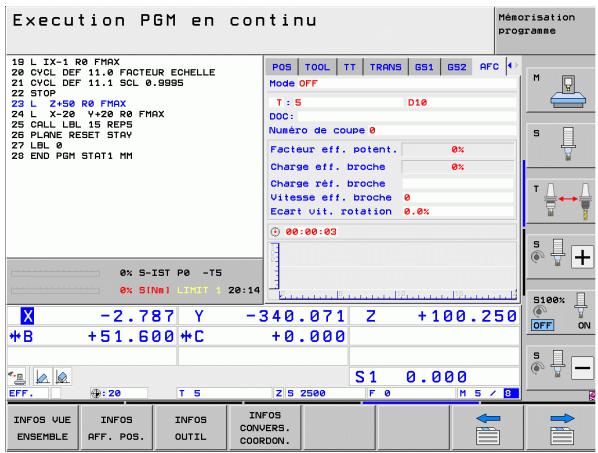
La mise en œuvre de l'asservissement adaptatif de l'avance AFC presente les avantages suivants:
Optimisation de la durée d'usinage
En asservissant l'avance, la TNC vise à conserver pendant toute la durée de l'usinage la puissance de broche max. enregistrée lors de la passé d'apprentissage. La durée totale de l'usinage est réduite par augmentation de l'avance sur certaines zones d'usinage où il y a peu de matière à enlever
Contrôle de l'outil
Lorsque la puissance de broche dépasse la valeur max. obtenue par la passer d'apprentissage, la TNC réduit l'avance jusqu'à ce qu'elle retrouve la puissance de broche de référence. Lors de l'usinage, si la puissance de broche max. est dépassée et que, simultanément, l'avance est inférieure à l'avance min. que vous avez définie, la TNC déclenché une réaction de décommutation. Ceci permet d'éviter les dommages consécutifs à la rupture ou l'usure de la+Faise.
Préserver la mécanique de la machine
Le fait de réduire à temps l'avance ou de déclencher des réactions de décommutation permet d'éviter à la machine des dommages de surcharge
Définir les configurations par défaut AFC
Voudefinissez les configurations d'asservissement qu'utilisa la TNC pour exécuter l'asservissement de l'avance dans le tableau AFC.TAB qui doit être enregistrédans le repertoire-racine TNC:.
Les données de ce tableau sont des valeurs par défaut copiées lors de la passée d'apprentissage vers un fichier appartenant au programme d'usinage concerné; elles seront de base à l'asservissement. Les données suivantes sont à définir dans ce tableau:
| Colonne | Fonction |
| NR | Numéro de ligne dans le tableau (sinon, inopérant) |
| AFC | Nom de la configuration d'asservissement. Vous devez inscrire ce nom dans la colonne AFC du tableau d'outils. Il définit l'afliction à l'outil des paramètres d'asservissement |
| FMIN | Avance à laquelle la TNC doit avoir une réaction de surcharge. Introduire la valeur (pourcentage) par rapport à l'avance programmée. Plage d'introduction: 50 à 100% |
| FMAX | Avance max. dans la matière jusqu'à laquelle la TNC peut augmenter automatiquement l'avance. Introduire la valeur (pourcentage) par rapport à l'avance programmée |
| FIDL | Avance à laquelle la TNC peut déplacer l'outil lorsque celui-ci n'usine pas (avance dans le vide). Introduire la valeur (pourcentage) par rapport à l'avance programmée |
| FENT | Avance à laquelle la TNC doit déplacer l'outil lorsque celui-ci pénétre dans la matière ou en sort. Introduire la valeur (pourcentage) par rapport à l'avance programmée. Valeur d'introduction max.: 100% |
| OVLD | Réaction que doit avoir la TNC en présence d'une surcharge: ■ M: Exécution d'une macro définie par le constructeur de la machine ■ S: Exécution immédiate d'un arrêt CN ■ F: Exécution d'un arrêt CN lorsque l'outil est dégagé ■ E: Afficher uniquement un message d'erreur à l'écran ■ -: Ne pas avoir de réaction de surcharge La TNC exécute la réaction de surcharge lorsque (l'asservissement étant activé) la puissance de broche max. est dépassée pendant plus d'une seconde et que, simultanément, l'avance est inférieure à l'avance min. définie. Introduire la fonction désirée sur le clavier ASCII |
| POUT | Puisance de broche au niveau de laquelle la TNC doit déctector une sortie de la pièce. Introduire la valeur (pourcentage) par rapport à la charge de référence définie par la passer d'apprentissage. Valeur conseillée: 8% |
| SENS | Sensibilité (agressivité) de l'asservissement. Valeur possible comprise entre 50 et 200. 50 correspond à un asservissement mou et 200 à un asservissement très agressif. Un asservissement agressif réagit rapidement et avec de fortes modifications de valeurs mais sa tendance est à la surscillation. Valeur conseillée: 100 |
| PLC | Valeur que la TNC doit transmettre à l'automate au début d'une étape d'usinage. Cette fonction est définie par le constructeur de la machine; consulter le manuel de la machine |

Dans le tableau AFC.TAB, vous pouvez définir autant de configurations d'asservissement (lignes) que vous le désirez.
Si le repertoire TNC: \ ne contient pas de tableau AFC.TAB, la TNC utilise pour la passer d'apprentissage une configuration d'asservissement interne par défaut. Mais il est conseilé de travailler systématiquement avec le tableau AFC.TAB.
Procedez de la maniere suivante pour creer le fichier AFC.TAB (ceci n'est nécessaire que si le fichier n'existe pas encore):
Sélectionner le mode Mémorisation/édition de programme
Sélectionner le gestionnaire de fichiers: Appuyer sur la touche PGM MGT
Sélectionner le repertoire TNC:\
Ouvrir le nouveau fichier AFC.TAB,Verifier avec la touche ENT:La TNC affiche une liste相对较ient des formats de tableaux
Ouvrir le format de tableau AFC.TAB et.Valider avec la touche ENT: La TNC cree le tableau avec la configuration d'asservissement Standard
Exécuter une passée d'apprentissage
Lors d'une passée d'apprentissage, la TNC copie tout d'abord pour chaque étape d'usinage vers le fichier
Chaque ligne du fichier
| Colonne | Fonction |
| NR | Numéro de l' étape d'usinage |
| TOOL | Numéro ou nom de l' outil avec lequel a été exécutée l' étape d'usinage (non éritable) |
| IDX | Indice de l' outil avec lequel a été exécutée l' étape d'usinage (non éritable) |
| N | Discrimination pour l' appel d'outil: ■ 0: L' outil a été appelé par son numéro ■ 1: L' outil a été appelé par son nom |
| PREF | Charge de référence de la broche. La TNC détermine cette valeur en pourcentage par rapport à la puissance nominale de la broche |
| ST | Etat de l' étape d'usinage: ■ L: Lors de l' exécution suivante, une passée d'apprentissage sera effectué pour cette étape d'usinage; les valeurs déjà introduites sur cette ligne seront écrasées par la TNC ■ C: La passée d'apprentissage a été exécutée avec succès. Lors de l' exécution suivante, l'asservissement de l'avance pourra être réalisé automatiquement |
| AFC | Nom de la configuration d'asservissement |
Avant d'exécuter une passé d'apprentissage, vous nez ceir compte des conditions suivantes:
Si nécessaire, adapter les configurations d'asservissement dans le tableau AFC.TAB
Dans la colonne AFC du tableau d'outils TOOL.T, inscrite la configuration d'asservissement souhaitee pour tous les outils
■ Sélectionnez le programme pour lequel vous désirez réaliser la passée d'apprentissage
■ Activer par softkey la fonction Asservissement adaptatif de l'avance (voir „Activer/désactiver l'AFC" à la page 415)

Lorsque vous exécutez une passée d'apprentissage, la TNC affiche dans une fenêtre auxiliaire la puissance de référence de la broche qu'elle a déterminée jusqu'à présent.
Vous pouvez à tout moment annuler la puissance de référence en appuyant sur la softkey PREF RESET. La TNC reliance la phase d'apprentissage.
Lorsque vous exécutez une passée d'apprentissage, la TNC règle en interne le potentiamètre de broche sur 100% . Vous ne pouvez donc plus modifier la vitesse de la broche.
Pendant la passer d'apprentissage, vous pouvez à loisir modifier l'avance d'usinage au moyen du potentiamètre d'avance pour agir sur la charge de référence qui a été déterminée.
Vous n'êtes pas obligé de parcourir toute l'étape d'usinage en mode Apprentissage. Lorsque les conditions de coupe ne varient plus de manière significative, vous pouvez alors immédiatement commuter vers le mode d'asservissement. Pour cela, appuyez sur la softkey FIN. APPRENT.; l'état passé alors de L à C.
Si nécessaire, vous pouvez repeter une passé d'apprentissage autant de fois que vous le désirez. Pour cela, remettez manuellement l'état ST sur L. Il peut s'avérer nécessaire de repeter une passer d'apprentissage si vous avez introduit une valeur beaucoup trop élevé pour l'avance programmée et si vous étés contraints de faire revenir fortement en arrêtre le potentiamètre d'avance pendant l'étape d'usinage.
La TNC commute l'etat du mode Apprentissage (L) vers le mode Asservissement (C) uniquement si la charge de reférence déterminée est supérieure à 2% . Un asservissement adaptatif de l'avance n'est pas possible pour les valeurs inférieures.

Pour un outil, vous pouvez exéçuter l'apprentissage d'autant d'étapes d'usinage que vous le désírez. Le constructeur de votre machine vous propose à cet effet une fonction à moins qu'il n'ait intégré cette possibilité dans les fonctions M3/M4 et M5. Consultez le manuel de votre machine.
Le constructeur de votre machine peut proposer une fonction permettant à la passer d'apprentissage de s'achever automatiquement au bout d'une durée que vous pouvez définir. Consultez le manuel de votre machine.
Le constructeur de votre machine peut également intégrer une fonction vous permettant de définir directement (dans la mesure où elle est connue) la puissance de référence de la broche. Une passée d'apprentissage n'est alors plus nécessaire.
Pour sélectionner et, si nécessaire, éditer le fichier

Sélectionner le mode de fonctionnement Execution de programme en continu

Commuter la barre de softkeys
Sélectionner le tableau des configurations AFC
Si nécessaire, réaliser les optimisations

Voudevasce tencircomptedu fait quele fichier
La TNC n'annule le verrouillage d'édition que si l'une des fonctions suivantes a été exécutée:
M02
M30
END PGM
Voussousquesser modifierlefichier

Pour éoperator le fichier

Sélectionner le mode de fonctionnement Execution de programme en continu

Commuter la barre de softkeys

Activer l'asservissement adaptatif de l'avance: Mettre la softkey sur ON; la TNC affiche le symbole AFC dans l'affichage d'etat (voir „Affichages d'etat" à la page 75)

Désactiver l'asservissement adaptatif de l'avance: Mettre la softkey sur OFF

L'asservissement adaptatif de l'avance reste activé jusqu'à ce que vous le désactiviez par softkey. La TNC conserve en mémoire la position de la softkey et ce, même après une coupure d'alimentation.
Lorsque l'asservissement adaptatif de l'avance est actif en mode Asservissement, la TNC règle en interne le potentiamètre de broche sur 100% . Vous ne pouvez donc plus modifier la vitesse de la broche.
Lorsque l'asservissement adaptatif de l'avance est actif en mode Asservissement, la TNC prend en charge la fonction du potentiametre d'avance.
Si vous augmentez le potentiemetre d'avance, cein n'influe pas sur l'asservissement.
Si vous réduisiez le potentiamètre d'avance de plus de 10% par rapport à la position max., la TNC désactive l'asservissement adaptatif de l'avance. Dans ce cas, la TNC ouvre une fenêtre affichtant le commentaire correspondant
Dans les séquences CN ou FMAX est programmée, l'asservissement adaptatif de l'avance n'est pas actif.
L'amorce de séquence est autorisée lorsque l'asservissement adaptatif de l'avance est actif; la TNC tient compte du numéro de coupe de la position de rentrée sur le contour.
Dans l'affichage d'etat supplémentaire, la TNC fournit diverses informations lorsque l'asservissement adaptatif de l'avance est activé (voir „Asservissement adaptatif de l'avance AFC (onglet AFC, option de logiciel)“ à la page 84). La TNC affiche en outre le symbole
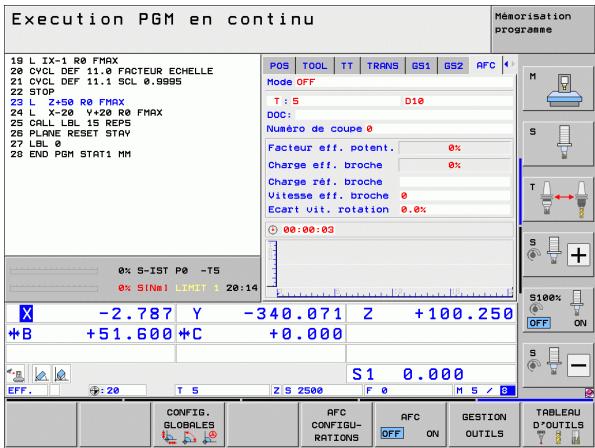
Fichier de protocole
Pendant une passée d'apprentissage, la TNC enregistre pour chaque étape d'usinage diverses informations dans le fichier
| Colonne | Fonction |
| NR | Numéro de l' étape d'usinage |
| TOOL | Numéro ou nom de l' outil avec lequel a été exécutée l' étape d'usinage |
| IDX | Indice de l' outil avec lequel a été exécutée l' étape d'usinage |
| SNOM | Vitesse de rotation nominale de la broche [tours/min.] |
| SDIF | Différence max. entre la vitesse de broche en % et la vitesse nominale |
| LTIME | Durée d'usinage pour la passée d'apprentissage |
| CTIME | Durée d'usinage pour la passée d'asservissement |
| TDIFF | Différence entre la durée d'usinage de l' apprentice sages et celle de l'asservissement, en % |
| PMAX | Puisance de broche max. constatée lors de l'usinage. La TNC affiche cette valeur en pourcentage par rapport à la puissance nominale de la broche |
| PREF | Charge de référence de la broche. La TNC affiche cette valeur en pourcentage par rapport à la puissance nominale de la broche |
| FMIN | Le plus petit facteur d'avance rencontré. La TNC affiche cette valeur en pourcentage par rapport à l'avance programmée |
| OVLD | Réaction de la TNC en présence d'une surcharge: ■ M: Une macro définie par le constructeur de la machine a été exécutée ■ S: Un arrêt CN direct a été exécuté ■ F: Un arrêt CN a été exécuté après le dégagement de l'outil ■ E: Un message d'erreur a été affchéé à l'écran ■ -: Aucune réaction de surcharge n'a été déclenchée |
| BLOCK | Numéro de séquence où débute l' étape d'usinage |

La TNC déterminé la totalité de la durée d'usinage pour toutes les passes d'apprentissage (LTIME), toutes les passes d'asservissement (CTIME) et la totalité de la différence de durée (TDIFF) et inscrit ces données derrière le code TOTAL sur la dernière ligne du fichier de protocole.
La TNC ne peut déterminer la différence de durée (TDIFF) que si vous exécutez intégralement la passée d'apprentissage. Sinon la colonne reste vide.
Pour sélectionner le fichier

Sélectionner le mode de fonctionnement Execution de programme en continu

Commuter la barre de softkeys
Sélectionner le tableau des configurations AFC
Afficher le fichier de protocole
Surveillance de rupture/d'usure de l'outil

Cette fonction doit être adaptée à la machine et validée par son constructeur. Consultez le manuel de votre machine.
La fonction de surveillance de rupture/d'usure permet de détecter la rupture de l'outil lorsque l'AFC est activée.
A l'aide de fonctions que peut configurer le constructeur de la machine, vous pouvez définir des valeurs d'usure et de rupture (pourcentage) par rapport à la puissance nominale.
La TNC exécute un arrêt CN lorsque la limite inférieure ou supérieure de la puissance de broche est franchie.
Contrôle de la charge de la broche

Cette fonction doit être adaptée à la machine et validée par son constructeur. Consultez le manuel de votre machine.
Cette fonction permet de contrôler de manière simple la charge de la broche, par exemple pour détecter une surcharge par rapport la puissance de la broche.
La fonction est indépendante de l'AFC; par conséquent, elle ne dépend ni de l'usinage, ni des passes d'apprentissage. A l'aide d'une fonction que peut configurer le constructeur de la machine, il suffit de définir le pourcentage de la limite de la puissance de la broche par rapport à la puissance nominale.
La TNC exécute un arrêt CN lorsque la limite inférieure ou supérieure de la puissance de broche est franchie.
11.7 Créer un programme-retour
Fonction
Cette fonction vous permet d'inverser le sens d'usinage d'un contour.

Vous doivent savoir que la TNC doit-disposer sur son disque dur d'une mémoire suffisante correspondant à un multiple de la taille du fichier du programme à convertir.

Sélectionner le programme pour lequel vous désirez changer le sens d'usinage
Sélectionner les fonctions spéciales
Sélectionner les outils de programmation
Sélectionner la barre de softkeys comportant les fonctions de conversion de programmes
Creer le programme-aller et le programme-retour

OUTILS DE PROGRAMMATION



Le nom du fichier du fichier-retour nouvellement créé par la TNC se compose de l'ancien nom de fichier auquel vient s'ajouter_rev. Exemple:
■ Nom de fichier du programme dont le sens d'usinage doit être inversé: CONT1.H
- Nom de fichier du programme-retour créé par la TNC: CONT1_rev.h
Pour pouvoir creer un programme-retour, la TNC doit tout d'abord creer un programme-aller linéarisé, c'est à dire un programme dans lequel tous les éléments de contour sont résolus. Ce programme peut être également exécuté et le fichier correspondant a l'extension_fwd.h.
Conditions requises au niveau du programme à convertir
La TNC inverse la chronologie de toutes les séquences de déplacement se succédant dans le programme. Les fonctions suivantes ne sont pas validées dans le programme-retour:
Définition de la piece brute
Appels d'outils
Cycles de conversion de coordonnées
Cycles d'usage et de palpage
Appels de cycle CYCL CALL, CYCL CALL PAT, CYCL CALL POS
Fonctions auxiliaires M
HEIDENHAIN conseille donc de ne convertir de tels programmes que s'ils ne contiennent qu'une simple définition de contour. Sont autorisées toutes les fonctions de contournage pouvant être programmeses sur la TNC, y compris les séquences FK. La TNC décale les séquences RND et CHF de manière à ce qu'elles puissant être à nouveau exécutées sur le contour à l'endetroit qui convient.
La correction de rayon, elle aussi, est convertie en conséquence dans l'autre direction par la TNC.

Si le programme contient des fonctions d'approche et de sortie du contour (APPR/DEP/RND), utiliser le graphisme de programmation pour vérifier le programme-retour. Sous certaines conditions géométriques, des contours erronés peuvent être eventuèlement engendrés.
Le programme à convertir ne doit pasContainir des séquences CN avec M91 ou M92.
Exemple d'application
Le contour CONT1.H doit être fraisé en plusieurs passes. Pour cela, on a créé avec la TNC le fichier-aller CONT1_fwd.h et le fichier-retour CONT1_rev.h.
Sequences CN
| ... | |
| 5 TOOL CALL 12 Z S6000 | Appel de l'outil |
| 6 L Z+100 RO FMAX | Dégagement dans l'axe d'outil |
| 7 L X-15 Y-15 RO F MAX M3 | Prépositionnement dans le plan, marche broche |
| 8 L Z+0 RO F MAX | Aborder point initial dans l'axe d'outil |
| 9 LBL 1 | Initialiser une-Marque |
| 10 L IZ-2.5 F1000 | Plongée incrémentale en profondeur |
| 11 CALL PGM CONT1_FWD.H | Appeler le programme-aller |
| 12 L IZ-2.5 F1000 | Plongée incrémentale en profondeur |
| 13 CALL PGM CONT1_REV.H | Appeler le programme-retour |
| 14 CALL LBL 1 REP3 | Répéter trois fois la partie de programme à partir de la série 9 |
| 15 L Z+100 RO F MAX M2 | Dégagement, fin du programme |
11.8 Filtrer les contours (fonction FCL 2)
Fonction
Cette fonction vous permet de filtrer les contours créés sur des systèmes externes de programmation et qui ne comportent que des séquences linéaires. Le filtré lisse le contour et permet généralement d'obtenir un usinage plus rapide et plus rare en a-coup.
A partir du programme d'origine - et une fois que vous avez configuré le filtrage - la TNC générale un programme séparé contenant le contour filtré.

Sélectionner le programme que vous désirez filtrer
Sélectionner les fonctions spéciales
Sélectionner les outils de programmation
Sélectionner la barre de softkeys comportant les fonctions de conversion de programmes
Sélectionner la fonction de filtrage: La TNC affiche une fenêtre auxiliaire pour paramétrer le configuration du filtrage
Introduire la longueur de la zone de filtrre en mm (programme en inch: pouces). A partir du point concerné, la zone de filtrte définit la longueur réelle sur le contour (devant et derrière le point) à l'intérieur de laquelle la TNC doit filtrer les points;.Valider avec la touche ENT
Introduire l'écart de trajectory max. autorisé (programme en inch: pouces). Le contour filtré ne doit pas excéder cette tolérance par rapport au contour d'origine; valider avec ENT
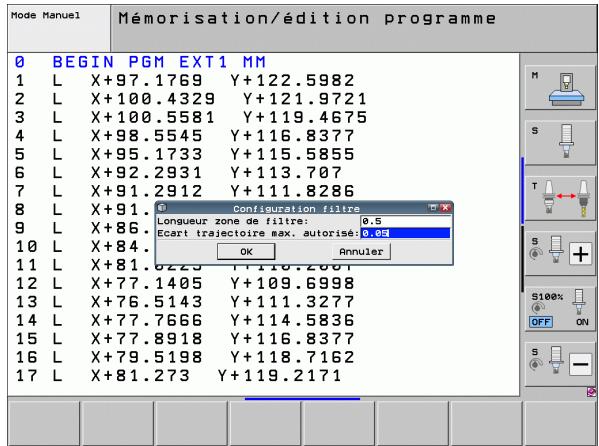

Vous ne pouvez filtrer que les programmes en dialogue conversationnel Texte clair. La TNC ne gère pas le filtrage des programmes DIN/ISO.
Selon la configuration du filtrte, le nouveau fichier ainsi créé peut containir bien plus de points (séquences linéaires) que le fichier d'origine.
Il est souhaitable que l'écart de projectione max. autorise n'excède pas l'écart réel entre les points car sinon la TNC linéarise fortement le contour.
Le programme à filtrer ne doit pasContainir de séquences CN avec M91 ou M92.
Le nom du fichier du fichier nouvellement créé par la TNC se compose de l'ancien nom de fichier auquel vient s'ajouter_f1t. Exemple:
■ Nom de fichier du programme dont le sens d'usinage doit être filtré: CONT1.H
■ Nom de fichier du programme filtré et généré par la TNC: CONT1_flt.h
11.9 Fonctions de fichiers
Application
Les fonctions FUNCTION FILE vous permettent d'exécuter à partir du programme CN des opérations sur les fichiers: Copier, déplacer ou effacer.

Vous ne devez pas utiliser les fonctions FILE pour les programmes ou fichiers auxquels vous vous âtes précédemment réferés avec des fonctions telles que CALL PGM ou CYCL DEF 12 PGM CALL.
Définir les opérations sur les fichiers

Sélectionner les fonctions spéciales
FONCTIONS PROGRAMME
Sélectionner les fonctions de programme
FUNCTION FILE
Sélectionner les opérations sur les fichiers: La TNC affiche les fonctions disponibles
| Fonction | Signification | Softkey |
| FILE COPY | Copier un fichier: Indiquer le chemin d'accès du fichier à copier et celui du fichier-cible. | FILE COPY |
| FILE MOVE | Déplacer un Fichier: Indiquer le chemin d'accès du fichier à déplacer et celui du fichier-cible. | FILE MOVE |
| FILE DELETE | Effacer un fichier: Indiquer le chemin d'accès du fichier à effacer | FILE DELETE |
11.10 Définir les transformations de coordonnées
Vued'ensemble
En alternative au cycle de transformation de coordonnées 7 DECALAGE DU POINT ZERO, vous pouze aussi utiliser la fonction Texte clair TRANSDATUM. Comme avec le cycle 7, TRANS DATUM vous permet deprogrammer directement des valeurs de décalage ou d'activer une ligne à partir d'un tableau de points zéro. Vous disposez en outre de la fonction TRANSDATUM RESET avec laquelle vous pouvez annuler très simplement un décalage de point zéro actif.
TRANS DATUM AXIS
La fonction TRAN SATEM AXIS vous permet de définir un décalage de point zéro en introduisant des valeurs pour l'axe concerné. Dans un séquence, vous pouvez définir jusqu'à 9 coordonnées; l'introduction en incrémental est possible. Pour la définition, procédez ainsi:

Afficher la barre de softkeys avec les fonctions spéciales

Choisir le menu de définition de diverses fonctions conversationnelles Texte clair
Sélectionner les transformations
Sélectionner décalage de point zéro TRANS DATUM
Introduire le décalage de point zéro dans l'axe désiré, valider avec la touche ENT

Les valeurs absolues introduites se réfèrent au point zéro piece défini par initialisation du point d'origine ou par une valeur de préselection du tableau Preset.
Les valeurs incrementales se réfèrent toujours au dernier point zéro valide (et qui peut être déjà décalé).
Example:Sequence CN
13 TRANS DATUM AXIS X+10 Y+25 Z+42
TRANS DATUM TABLE
La fonction TRANS DATUM TABLE vous permet de définir un décalage de point zéro en sélectionnant un numéro de point zéro dans un tableau de points zéro. Pour la définition, procédez ainsi:
Example: Séquence CN
13 TRANS DATUM TABLE TABLINE25


Afficher la barre de softkeys avec les fonctions spéciales
Choisir le menu de définition de diverses fonctions conversationnelles Texte clair
Sélectionner les transformations
Sélectionner décalage de point zéro TRANS DATUM
Retour à TRANS AXIS
Sélectionner le décalage de point zéro TRANS DATUM TABLE
Si nécessaire, introduire le nom du tableau de points zéro à partir duquel vous poulez activer le numéro de point zéro; valider avec ENT. Si vous ne poulez pas définir un tableau de points zéro, appuyez sur NO ENT
Introduire le numero de la ligne que la TNC doit activer; valider avec la touche ENT

Si vous n'avez défini chaque tableau de points zéro dans la série TRAN SATEUM TABLE, la TNC utilise le tableau sélectionnéAAParavant dans le programme CN avec SEL TABLE ou bien le tableau de points (état M) sélectionné dans un mode Exéciution de programme.
TRANS DATUM RESET
La fonction TRANS DATUM RESET vous permet d'annuler un décalage de point zéro. La manière dont vous avez définiAAParavant le point zéro n'a pas d'importance. Pour la définition, procedez ainsi:
Example: Séquence CN
13 TRANS DATUM RESET

Afficher la barre de softkeys avec les fonctions spéciales

Choisir le menu de definition de diverses fonctions conversationnelles Texte clair
Sélectionner les transformations
Sélectionner décalage de point zéro TRANS DATUM
Retour à TRANS AXIS
Sélectionner le décalage de point zéro TRANS DATUM RESET


11.11 Créer des fichiers-texte
Application
Sur la TNC, vous pouvez creer et Traitser des textes à l'aide d'un éditeur de texte. Applications classiques:
- Conserver des valeurs tirées de votre expérience
Informer sur des étapes d'asinage
Créer une compilation de formules
Les fichiers-texte sont des fichiers de type .A (ASCII). Si vous désirezTRAITER d'autres fichiers, vous nevez tout d'abord les convertir enfichiers .A.
Les fichiers-texte sont des fichiers de type .A (ASCII). Si vous souhaiteztraits d'autres fichiers,utilisez alors l'outil supplémentaire Tool Mousepad (voir „Afficher les fichiers texte ettraiter" à la page 131).
Ouvrir et quitter un fichier-texte
Sélectionner le mode Mémorisation/édition de programme
Appeler le gestionnaire de fichiers: Appuyer sur la touche PGM MGT
Afficher les fichiers de type .A: Appuyer sur la softkey SELECT. TYPE puis sur la softkey AFFICHER .A
Sélectionner le fichier et l'ouvrir avec la softkey SELECT. ou avec la touche ENT ou ouvrir un nouveau fichier: introduire le nouveau nom,.Valider avec la touche ENT
Si vous désirez quitter l'éditeur de texte, appelez le gestionnaire de fichiers et Sélectionnez un fichier d'un autre type, un programme d'usinage, par exemple.
| Déplacements du curseur | Softkey |
| Curseur un mot vers la droite | MOT SUIVANT |
| Curseur un mot vers la gauche | MOT PRECEDED |
| Curseur à la page d'écran suivante | PAGE |
| Curseur à la page d'écran précédente | PAGE |
| Curseur en début de fichier | DEBUT |
| Curseur en fin de fichier | FIN |
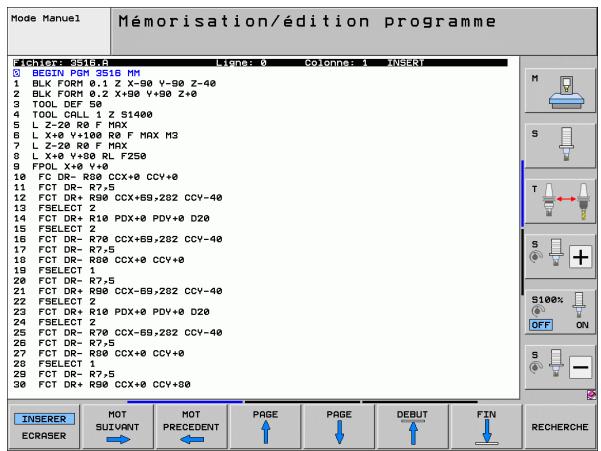
| Fonctions d'édition | Touché | |
| Débuter une nouvelle ligne | RET | |
| Effacer le caractère à gauche du curseur | X | |
| Insérer un espace | SPACE | |
| Commutation majuscules/minuscules | SHIFT | SPACE |
Editor des textes
La première ligne de l'éditeur de texte comporte un cursesur d'informations qui affiche le nom du fichier, l'endetroit où il se trouve et le mode d'écriture du curseur (marque d'insertion):
Fichier: Nom du fichier-texte
Ligne: Position ligne actuelle du curseur
Colonne: Position colonne actuelle du curseur
INSERT: Les nouveaux caractères programmes sont insérés
OVERWRITE: Les nouveaux caractères programmés replacent le texte situé à la position du cursesur
Le texte est inséré à l'endroit où se trouve leursor. Vous déplacez leursor à l'aide des touches fléchées à n'importe quel endroit du fichier-texte.
La ligne sur laquelle se trouve le curseur dessort en couleur. Une ligne peut composer jusqu'à 77 caractères; fin de ligne à l'aide de la touche RET (Return) ou ENT.
Effacer des caractères, mots et lignes et les insérer à nouveau
Avec l'éditeur de texte, vous pouvez effacer des lignes ou mots entiers pour les insérer à un autre endroit.
Déplacer le curseur sur le mot ou sur la ligne à effacer et à insérer à un autre endroit
Appuyer sur la softkey EFFACER MOT ou EFFACER LIGNE: Le texte est supprimé et mis en mémoire-tampon
Déplacer le curseur à la position d'insertion du texte et appuyer sur la softkey INSERER LIGNE/MOT
| Fonction | Softkey |
| Effacer une ligne et laMETtre en mémoire | EFFACER LIGNE |
| Effacer un mot et leMETtre en mémoire | EFFACER MOT |
| Effacer un caractère et leMETtre en mémoire | EFFACER CARRACTERE |
| Insérer une ligne ou un mot après effacement | INSERER LIGNÉ / MOT |
Traiter des blocs de texte
Vou puez copier, effacer et insérer à un autre endroit des blocs de texte de n'importe qu'elle grandeur. Dans tous les cas, vous devez d'abord selectionner le bloc de texte souhaite:
Marquer le bloc de texte: Déplacer le curseur sur le caractère à partir duquel doit débuter la sélection du texte

Appuyer sur la softkey SELECT. BLOC
Déplacer le curseur sur le caractère qui doit terminer la sélection du texte. Si vous faites glisser directement le curseur à l'aide des touches fléchéées vers le haut et le bas, les lignes de texte intermédiaires seront toutes sélectionnées – Le texte sélectionné est en couleur
Après avoir sélectionné le bloc de texte déséré, continuez àTRAITER le texte à l'aide des softkeys suivantes:
| Fonction | Softkey |
| Effacer le bloc marqué et leMETtre en mémoire | EFFACER BLOC |
| Méttre le texte marqué en mémoire, sans l'effacer (copier) | INSERER BLOC |
Si vous désirez insérer à un autre endroit le bloc mis en mémoire, exécutez encore les étapes suivantes:
Déplacer le curseur à la position d'insertion du bloc de texte contenu dans la mémoire

Appuyer sur la softkey INSERER BLOC: Le texte sera inséré
Tant que le texte est dans la mémoire tampon, vous pouvez l'insérer autant de fois que vous le souhaitez.
Transférer un bloc sélectionné vers un autre fichier
Sélectionner le bloc de texte tel que déscrit précédemment

Appuyer sur la softkey TRANSF. A FICHIER. La TNC affiche le dialogue Fichier-cible =
Introduire le chemin d'accès et le nom du fichier-cible. La TNC accroche le bloc de texte sélectionné au fichier-cible. Si aucun fichier-cible ne correspond au nom introduit, la TNC inscrit le texte sélectionné dans un nouveau fichier
Insérer un autre fichier à la position du curseur
Déplacer le curseur à l'endroit où vous désirez insérer un nouveau fichier-texte

Appuyer sur la softkey INSERER FICHIER. La TNC affiche le dialogue Nom de fichier =
Introduire le chemin d'accès et le nom du fichier que vous désírez insérer
| MODE Manual | Mémorisation/édition programme | |||||
| # MODE = S15E | # MODE = S15E # 00 GND = NNEG | |||||
| # BEGIN FORM 3510 NM | ||||||
| 1 BLK FORM 0.1 Z X-90 V-90 Z-40 | ||||||
| 2 BLK FORM 0.2 X+90 V+90 Z+0 | ||||||
| 3 TOOL DEF 50 | ||||||
| 4 TOOL CRLL 1 Z S1400 | ||||||
| 5 L Z-20 R8 F MAX | ||||||
| 6 L X+0 V +100 R8 F MAX M3 | ||||||
| 7 L Z-20 R8 F MAX | ||||||
| 8 L X+0 V+30 R8 F Z50 | ||||||
| 9 FPDL X+0 Y+0 | ||||||
| 10 FC DR - R80 CCX+0 CCV+0 | ||||||
| 11 FCT DR - R75 S | ||||||
| 12 FCT DR + R80 CCX+69,202 CCY-40 | ||||||
| 13 FSELECT 2 | ||||||
| 14 FCT DR + R10 PDX+0 PDV+0 D20 | ||||||
| 15 FSELECT 2 | ||||||
| 16 FCT DR - R70 CCX+69,202 CCY-40 | ||||||
| 17 FCT DR - R75 S | ||||||
| 18 FCT DR - R80 CCX+6 CCV+0 | ||||||
| 19 FSELECT 1 | ||||||
| 20 FCT DR - R75 S | ||||||
| 21 FCT DR + R80 CCX-69,202 CCY-40 | ||||||
| 22 FSELECT 2 | ||||||
| 23 FCT DR + R10 PDX+0 PDV+0 D20 | ||||||
| 24 FSELECT 2 | ||||||
| 25 FCT DR - R70 CCX-69,202 CCY-40 | ||||||
| 26 FCT DR - R75 S | ||||||
| 27 FCT DR - R80 CCX+0 CCV+0 | ||||||
| 28 FSELECT 1 | ||||||
| 29 FCT DR - R75 S | ||||||
| 30 FCT DR + R90 CCX+0 CCV+0 | ||||||
| SELECT. | EFFACER | INSERER | COPIER | TRANSF. | ||
| BLOC. | BLOC. | BLOC. | BLOC. | A FICHIER | ||
Recherche de parties de texte
La fonction de recherche de l'éditeur de texte est capable de rechercher des mots ou chaînes de caractères à l'intérieur du texte. Il existe pour cela deux possibilités.
Trouver le texte actuel
La fonction de recherche doit trouver un mot correspondant au mot sur lequel se trouve actuellément le curseur:
Déplacer le curseur sur le mot souhaité
Sélectionner la fonction de recherche: Appuyer sur la softkey RECHERCHE
Appuyer sur la softkey CHERCHER MOT ACTUEL
Quitter la fonction de recherche: Appuyer sur la softkey FIN
Trouver n'importequeltexte
Sélectionner la fonction de recherche: Appuyer sur la softkey RECHERCHE. La TNC affiche le dialogue Cherche texte:
Introduire le texte à rechercher
Rechercher le texte: Appuyer sur la softkey EXECUTER
Quitter la fonction de recherche: Appuyer sur la softkey FIN
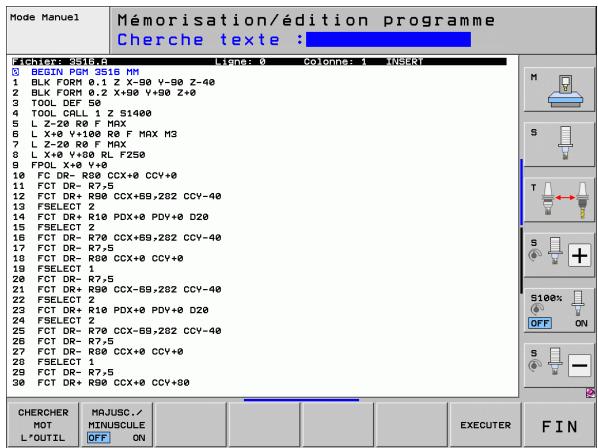
11.12 Travailler avec les tableaux des données de coupe
Remarque

La TNC doit avoir eté préparée par le constructeur de la machine pour travailler avec les tableaux des données de coupe.
Il est possible que toutes les fonctions supplémentaires décrites ici ne soient pas disponibles sur votre machine. Consultez le manuel de votre machine.
Possibilities d'utilisation
Avec les tableaux de données de coupe dans lesquels sont définies librement les combinaisons matière pièce/matière de coupe, la TNC peut calculer la vitesse de rotation broche S et l'avance de contournage F à partir de la vitesse de coupe V_C et de l'avance de la dent f_Z . Pour ce calcul, vous devez définir la matière pièce dans le programme et diverses caractéristiques spécifiques de l'outil dans un tableau d'outils.

Avant de laisser calculer les données de coupe automatiquement par la TNC, vous doivent avoir activé en mode Test de programme le tableau d'outils (état S) dans lequel la TNC doit prélever les données spécifiques de l'outil.
| Fonctions d'édition tab. données de coupe | Softkey |
| Insérer une ligne | INSERER LIGNE |
| Effacer une ligne | EFFACER LIGNE |
| Sélectionner le début de la ligne suivante | LIGNE SUIVANTE |
| Trier un tableau | TRIER NUMEROS SEQUENCEES |
| Copier le champ en surbrillance (2ème barre de softkeys) | COPIER VALEUR ACTUELLE |
| Insérer le champ copiedé (2ème barre de softkeys) | INSERER VALEUR COPIEE |
| Editor le format de tableau (2ème barre de softkeys) | EDITOR FORMAT |
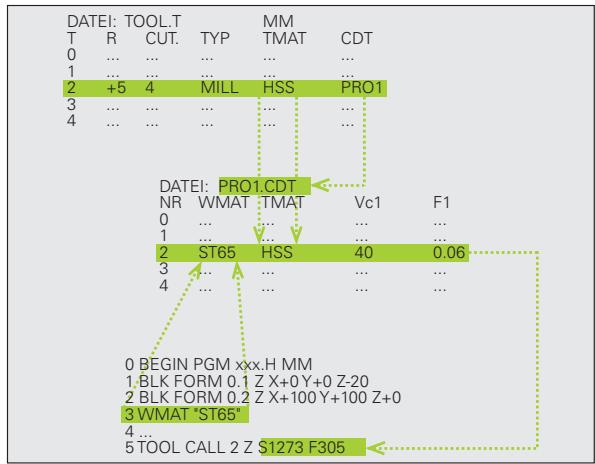
Tableaux pour matieres de pieces
Vous définisse les matières de pieces dans le tableau WMAT.TAB (cf. figure). En standard, WMAT.TAB est mémorias dans le repertoire TNC: et peut contenir autant de noms de matières qu'on le désire. Le nom de la matière peut contenir jusqu'à 32 caractères (y compris les espaces). La TNC affiche le contenu de la colonne NAME lorsque vous définisse dans le programme la matière de la piece (cf. paragraphe suivant).

Si vous modifiez le tableau standard de matieres, vous nevez le copier dans un autre repertoire. Sinon, vos modifications seraient replacées par les données standard HEIDENHAIN lors de la mise à jour du logiciel. Par conséquent, définissez le chemin d'accès dans le fichier TNC.SYS avec le code WMAT= (Voir „Fichier de configuration TNC.SYS", page 437).
Pour éviter les pertes de données, sauvégardez le fichier WMAT.Tab à intervalles réguliers.
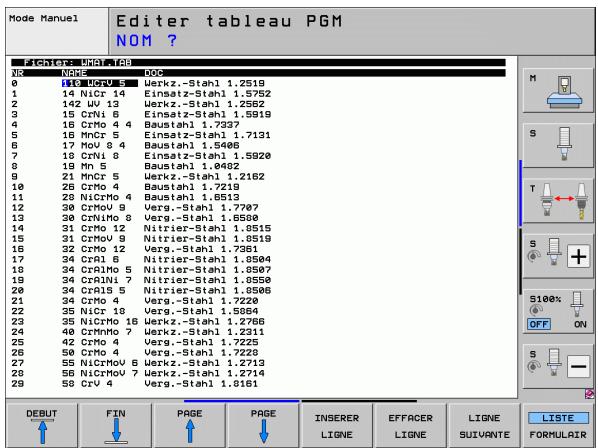
Définir la matière piece dans le programme CN
Dans le programme CN, Sélectionnez la matière avec la softmax WMAT:

Afficher la barre de softkeys avec les fonctions spéciales

Programme la matière de la pierce: En mode Mémorisation/édition de programme, appuyer sur la softkey WMAT.
Afficher le tableau WMAT.Tab: Appuyer sur la softkey SELECT. FENETRE; la TNC affiche les matieres mémorisées dans WMAT.Tab à l'intérieur d'une fenêtre auxiliaire
Sélectionner la matière de la pierce: A l'aide des touches fléchéées, déplacez la surbrillance sur la matière souhaitée et validez avec la touche ENT. La TNC valide la matière de la pierce dans la série WMAT
Fermer le dialogue: Appuyer sur la touche END

Si vous modifie la séquence WMAT dans un programme, la TNC délivre un averissement. Vérifiez si les données de coupe mémorées dans la séquence TOOL CALL sont encore valables.
Tableau pour matières de coupe
Vous définisse les matières de coupe dans le tableau TMAT.TAB. En standard, TMAT.TAB est mémoriasé dans le répertoire TNC:\ et peut contenir autant de noms de matières de coupe qu'on le désire (cf. figure). Le nom de la matière de coupe peut contenir jusqu'à 16 caractères (y compris les espaces). La TNC affiche le contenu de la colonne NAME lorsque vous définissez dans le tableau d'outils TOOL.T la matière de coupe.

Si vous modifiez le tableau standard de matières de coupe, vous devez le copier dans un autre réseau. Sinon, vos modifications serontient remplacées par les données standard HEIDENHAIN lors de la mise à jour du logiciel. Par conséquent, définissez le chemin d'accès dans le fichier TNC.SYS avec le code TMAT= (Voir „Fichier de configuration TNC.SYS", page 437).
Pour éviter les pertes de données, sauvégardez le fichier TMAT.TAB à intervalles réguliers.
Tableau pour données de coupe
Vous définisse les combinaisons matières de pieces/matières de coupe avec leurs données de coupe correspondantes dans un tableau ayant pour extension .CDT (de l'angl. cutting data file: Tableau de données de coupe; cf. figure). Vous pouvez configurer librement les entrées dans le tableau de données de coupe. En dehors des colonnes impératives NR, WMAT et TMAT, la TNC peut:gérer jusqu'à quatre combinaisons vitesse de coupe (V_) /avance (F).
Le repertoire TNC:\ contient le tableau standard des données de coupe FRAES_2.CDT. Vous pouvez éoperator ou compléter librement FRAES_2.CDT ou bien encore ajouter un nombre illimité de nouveaux tableaux de données de coupe.

Si vous modifiez le tableau standard de données de coupe, vous devez le copier dans un autre réseau. Sinon, vos modifications seront remplacées par les données standard HEIDENHAIN lors de la mise à jour du logiciel (Voir „Fichier de configuration TNC.SYS", page 437).
Tous les tableaux de données de coupe doivent être mémorisés dans le même répertoire. Si le réseau n'est pas le réseau standard TNC:, vous devez introduire dans le fichier TNC.SYS, après le code PCDT=, le chemin d'accès pour la mémorisation de vos tableaux de données de coupe.
Pour éviter les pertes de données, sauvegardez vos tableaux de données de coupe à intervalles réguliers.
Ajouter un nouveau tableau de données de coupe
Sélectionner le mode Mémorisation/édition de programme
Sélectionner le gestionnaire de fichiers: Appuyer sur PGM MGT
(\triangleright) Sélectionner le repertoire où doit être mémorisés les tableaux de données de coupe (standard: TNC:)
Introduire un nom de fichier au besoin avec l'extension .CDT; valider avec la touche ENT
La TNC ouvre un tableau de données de coupe standard ou bien affiche sur la moitié droite de l'écran divers formats de tableau (selon la machine) qui varient quant au nombre de combinaisons vitesse de coupe/avance. Dans ce cas et à l'aide des touches fléchéées, décalez la surbrillance sur le format de tableau désiré et validez avec la touche ENT. La TNC générale un nouveau tableau vide de données de coupe
Données requises dans le tableau d'outils
Rayon d'outil - colonne R (DR)
Nombre de dents (seulement avec praises) - colonne CUT
Type d'outil - colonne TYPE
Le type d'outil influe sur le calcul de l'avance de contourage:
Tous les autres outils: F = S · f_U
S: Vitesse de rotation broche
f_Z : Avance pour chaque dent
f_1j : Avance par tour
z: Nombre de dents
Matière de coupe de l'outil - colonne TMAT
■ Nom du tableau de données de coupe à utiliser pour cet outil - colonne CDT
Vous selectionnez par softkey, dans le tableau d'outils le type de l'outil, la matière de coupe de l'outil ainsi que le nom du tableau de données de coupe (Voir „Tableau d'outils : données d'outils pour le calcul automatique de la vitesse de rotation/de I'avance", page 171).
Procedure du travail avec calcul automatique de la vitesse de rotation/de l'avance
1 Si ce n'est pas encore fait, introduire la matière de la piece dans le fichier WMAT.TAB
2 Si ce n'est pas encore fait, introduire la matière de coupe dans le fichier TMAT.TAB
3 Si ce n'est pas encore fait, introduire dans le tableau d'outils toutes les données d'outils nécessaires au calcul des données de coupe:
Rayon d'outil
Nombre de dents
Type d'outil
Matière de coupe de l'outil
Tableau de coupe correspondant à l'outil
4 Si elles ne l'ont pas encore eté, introduire les données de coupe dans un tableau de données de coupe au choix (fichier CDT)
5 Mode Test: Activer le tableau d'outils dans lequel la TNC doit prélever les données de l'outil (état S)
6 Dans le programme CN: Définir la matière de la piece avec la softkey WMAT
7 Dans le programme CN: Par softkey, faisser calculer automatiquement la vitesse de rotation broche et l'avance dans la séquence TOOL CALL
Transfert des données de tableaux de données de coupe
Lorsque vous restituez un fichier de type .TAB ou .CDT via une interface de données externe, la TNC mémorise en même temps la définition de structure du tableau. Cette définition commence par la ligne #STRUCTBEGIN et finit par la ligne #STRUCTEND. Pour la signification des différents codes, reportez-vous au tableau „instruction de structure" (Voir „Tableaux à définir librement", page 438). ÀpRES #STRUCTEND, la TNC mémorise le contenu réel du tableau.
Fichier de configuration TNC.SYS
VoudevezutiliserlefichierdeconfigurationTNC.SYSsicosvstablaux de donnéesedecoupe ne sontpasmémorisés danslerépertoire par défautTNC: Danscecas,vousdéfinissez dansTNC.SYSlechenin d'accès pour la mémorisation de vos tableaux de données de coupe.

Le fichier TNC.SYS doit être mémorisé dans le repertoire racine TNC:.
| Lignes dans TNC.SYS | Signification |
| WMAT= | Chemin d'accès pour tableau de matières de pécièces |
| TMAT= | Chemin d'accès pour tableau de matières de coupe |
| PCDT= | Chemin d'accès pour tableau de données de coupe |
Example pour TNC.SYS
WMAT=TNC:\CUTTAB\WMAT_GB.TAB
TMAT=TNC:\CUTTAB\TMAT_GB.TAB
PCDT=TNC:\CUTTAB\
11.13 Tableaux à définir librement
Principes de base
Dans des tableaux pouvant être librement définis, vous pouvez enregistrer et dire n'importe quelles informations à partir du programme CN. Vous disposez pour cela des fonctions de paramètres Q FN 26 à FN 28.
L'éditeur de structure vous permet de modifier le format des tableaux pouvant être librement définis, et donc leurs colonnes et propriétés. Vous pouvez ainsi créé des tableaux conçus exactement pour votre application.
En outre, vous pouvez commuter entre l'aperçu d'un tableau (configuration standard) et l'aperçu d'un formulaire.
Créer des tableaux pouvant être définis librement
Sélectionner le gestionnaire de fichiers: Appuyer sur la touche PGM MGT
Introduire un nom de fichier au besoin avec l'extension TAB et valider avec la touche ENT: La TNC ouvre une fenêtre auxiliaire compteant des formats par défaut de tableaux.
Avec la touche fléchéée, Sélectionner le format de tableau EXAMPLETAB et.Valider avec la touche ENT: La TNC ouvre un nouveau tableau qui contient qu'une seule ligne et une colonne
Pour adapter le tableau à vos besoin, vous doivent modifier le format du tableau (voir „Modifier le format du tableau" à la page 439)

Lorsque vous ouvrez un nouveau fichier TAB, si la TNC n'affiche pas de fenêtre auxiliaire, vousdezest tout d'abord générer les formats de tableaux avec la fonction COPY SAMPLE FILES. Pour cela, prenez contact avec le constructeur de votre machine ou avec HEIDENHAIN.
Modifier le format du tableau
Appuyez sur la softkey EDITER FORMAT (2ème barre de softkeys): La TNC ouvre la fenêtre de l'éditeur représentant la structure du tableau „avec rotation de 90^ ". Une ligne de la fenêtre de l'éditeur définit une colonne du tableau correspondant. Signification de l'instruction de structure (linge d'en-tête): cf. tableau suivant.
| Instruction | Signification |
| NR | Numéro de colonne |
| NAME | Titre de la colonne |
| TYPE | N: Introduction numérique C: Introduction alphanumericique L: Valeur d'introduction longue X: Format de définition figée pour la date et l'heure: hh:mm:ss dd.mm/yyyy |
| WIDTH | Largeur de la colonne. Avec le type N, y compris le signe, chiffres avant et après la virgule. Avec le type X, vous pouvez decide avec la largeur de la colonne si la TNC doit enregister la date complète ou seulement l'heure |
| DEC | 4 emplacements max. après la virgule, actif seulement avec le type N) |
| ENGLISH à HUNGARIA | Dialogue selon la langue (32 caractères max.) |

La TNC peutTRAitter jusqu'à 200 caractères par ligne et jusqu'à 30 colonnes.
Si vous désirez rajouter après-coup une colonne dans un tableau existant, la TNC ne décale pas automatiquement les valeurs déjà inscrites.
Fermer l'éditeur de structure
Appuyez sur la touche END. La TNC convertit dans le nouveau format les données qui étaient mémorisées dans le tableau. Les éléments que la TNC n'a pas pu convertir dans la nouvelle structure sont marqués avec # (par ex. si vous avez réduit la largeur de colonne).
Commuter entre la vue du tableau et la vue du formulaire
Voussouspezaffichertouslestableauxayantl'extension.TABsoit sous forme de listedoitsous formedeformulaires.
Appuyez sur la softkey LISTE FORMULAIR. La TNC commute vers la vue qui est en surbrillance sur la softkey
Dans la vue du formulaire, la TNC affiche sur la moitié gauche de l'écran la liste des numérios de lignes avec le contenu de la première colonne.
You pouvez modifier les données dans la moitié droite de l'écran.
Pour cela, appuyez sur la touche ENT ou bien cliquez avec la souris dans un champ d'introduction
Pour enregistrer des données qui ont eté modifiées, appuyez sur la touche END ou sur la softkey ENREGIST.
Pour rejoeter les modifications, appuyez sur la touche DEL ou sur la softkey QITTER

Die TNC aligne (avec rectification à gauche) les champs d'introduction de la page de droite sur le dialogue le plus long. Si un champ d'introduction dépasse la largeur max. qui peut être affichée, une boîte déroulante apparait à l'extrémité inférieure de la fenêtre. Pour pouvez utiliser la boîte déroulante avec la souris ou la softkey.
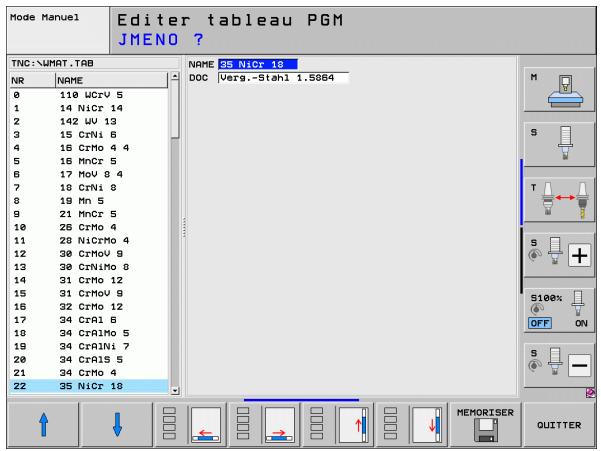
FN 26: TABOPEN: Ouvrir un tableau à définir librement
A l'aide de la fonction FN 26: TABOPEN, vous ouvrez n'importe quel tableau pouvant être définis librement afin de l'écrire avec FN 27 ou pour importer des données de ce tableau avec FN 28.

Un seul tableau à la fois peut être ouvert dans un programme CN. Une nouvelle série avec TABOPEN ferme automatiquement le dernier tableau ayant été ouvert.
Le tableau à ouvrir doit composer l'extension .TAB.
Exemple: Ouvrir le tableau TAB1.TAB ménorisé dans le repertoire TNC:DIR1
56 FN 26: TABOPEN TNC:\DIR1\TAB1.TAB
FN 27: TABWRITE: Composer un tableau pouvant être définis librement
A l'aide de la fonction FN 27: TABWRITE, vous composez le tableau préalablement ouvert avec FN 26 TABOPEN.
Vou puez définir jusqu'à 8 noms de colonne dans une série TAPWRITE et donc les composer. Les noms des colonnes doivent être entre guillemets et séparés par une virgule. Vous définissez dans les paramètres Q la valeur que doit écrire la TNC dans chaque colonne.

Vous ne pouvez composer que des champs numériques de tableau.
Si vous désirez composer plusieurs colonnes dans une même série, vous doiventémémoriser les valeurs dans des paramètres dont les numérose seront suivant.
Example:
Sur la ligne 5 du tableau actuellément ouvert, composer les colonnes Rayon, Profondeur et D. Les valeurs à inscrire dans le tableau doivent être mémorisées dans les paramètres Q5, Q6 et Q7
53 FNO:Q5 = 3.75
54 FNO: Q6 = -5
55 FNO:Q7=7.5
56 FN 27: TABWRITE 5/"RAYON,PROFONDEUR,D" = Q5
FN 28: TABREAD: Importer un tableau pouvant être définis librement
A l'aide de la fonction FN 28: TABREAD, vous importez des données du tableau préalablement ouvert avec FN 26 TABOPEN.
Vou puez définir jusqu'à 8 noms de colonne dans une série TAPWRITE et donc les importer. Les noms des colonnes doivent être entre guillemets et séparés par une virgule. Vous définissez dans la série FN 28les numérios de paramètres Q sous lesquels la TNC doit écrire la première valeur importée.

Vous ne pouvez dire que des champs numériques de tableau.
Si vous désirez composer plusieurs colonnes dans une même série, la TNC mémorise alors les valeurs importées dans des paramètres dont les numérores se suivent.
Example:
Sur la ligne 6 du tableau ouvert actuellément, importer les valeurs des colonnes Rayon, Profondeur et D. Mémoriser la première valeur dans la paramètre Q10 (seconde valeur dans Q11, troisième valeur dans Q12).
56 FN 28: TABREAD Q10 = 6/"RAYON,PROFONDEUR,D"
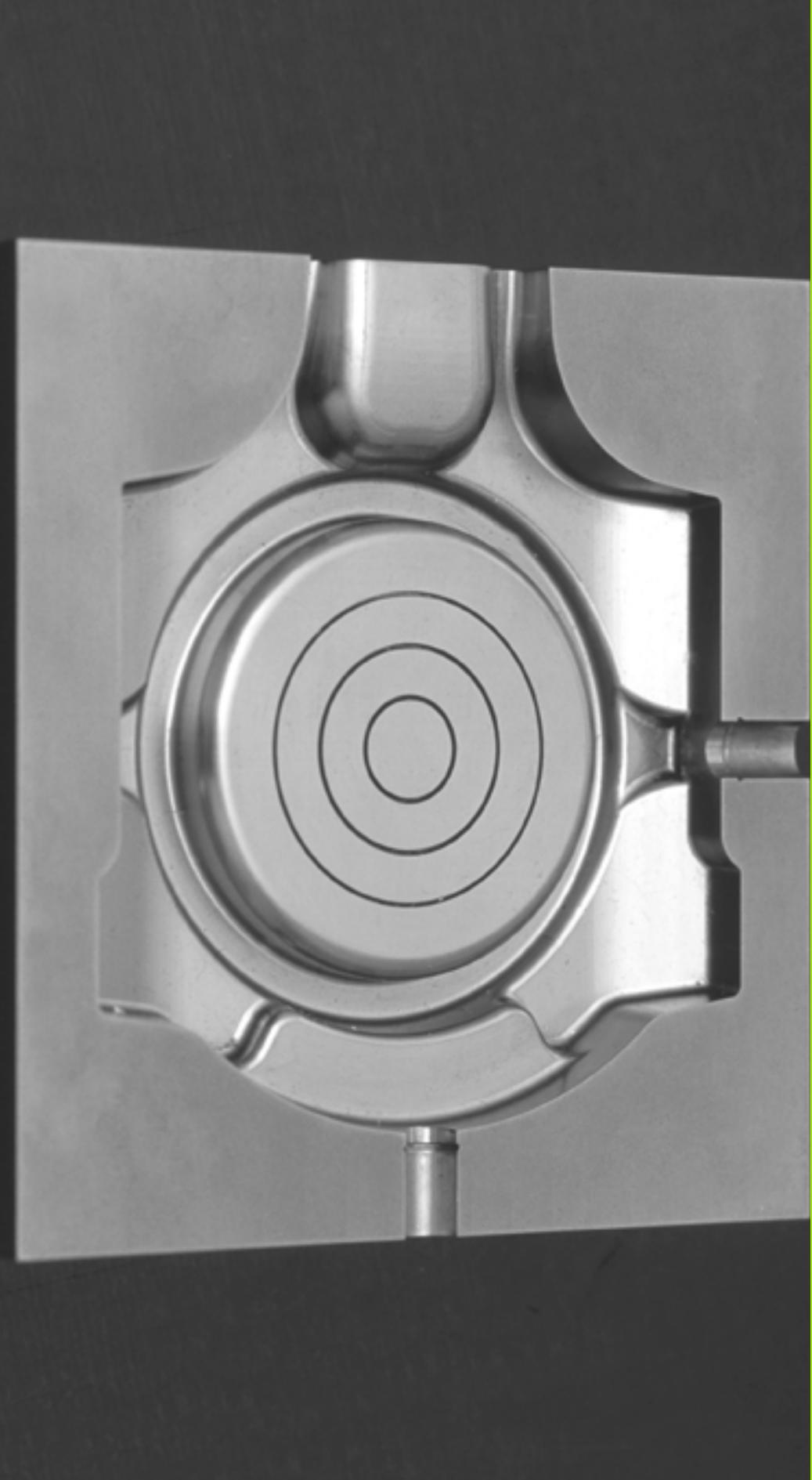
12
Programmation:
Usinage multiaxes
12.1 Fonctions réservées à l'usinage multiaxes
Ce chapitre regroupe les fonctions TNC qui ont un rapport avec un usinage multiaxes:
| Fonction TNC | Description | Page |
| PLANE | Définir les opérations d'usinage dans le plan d'usinage incliné | Page 445 |
| PLANE/M128 | Fraisage incliné | Page 467 |
| FUNCTION TCPM | Définir le comportement de la TNC lors du positionnement des axes rotatifs (évolution de M128) | Page 469 |
| M116 | Avance des axes rotatifs | Page 474 |
| M126 | Déplacement des axes rotatifs avec optimisation de course | Page 475 |
| M94 | Réduire la valeur d'affichage des axes rotatifs | Page 476 |
| M114 | Définir le comportement de la TNC lors du positionnement des axes rotatifs | Page 477 |
| M128 | Définir le comportement de la TNC lors du positionnement des axes rotatifs | Page 478 |
| M134 | Arrêt précis lors du positionnement avec axes rotatifs | Page 482 |
| M138 | Sélection d'axes inclinés | Page 482 |
| M144 | Prise en compte de la kinématique de la machine | Page 483 |
| Séquences LN | Correction d'outil tridimensionnelle | Page 484 |
| Séquences SPL | Interpolation spline | Page 495 |
12.2 La fonction PLANE: Inclinaison du plan d'usinage (option-de logiciel 1)
Introduction

Les fonctions d'inclinaison du plan d'usinage doivent etre validées par le constructeur de votre machine!
Vous ne pouvez réellementmettre en œuvre la fonction PLANE que sur les machines disposant d'au moins deux axes rotatifs (table ou/et tête).Exception:Vous pouvez aussiutiliser la fonction PLANE AXIAL si un seul axe rotatif existe ou est actif sur votre machine.
Avec la fonction PLANE (de l'anglais plane = plan), vous disposez d'une fonction performante vous permettant de définir de diverses manières des plans d'usinage inclinés.
Toutes les fonctions PLANE disponibles dans la TNC décrivent le plan d'usinage souhaité indépendamment des axes rotatifs réellement présents sur votre machine. Vous dispose des possibités suivantes:
| Fonction | Paramètres nécessaires | Softkey | Page |
| SPATIAL | Trois angles dans l'espace SPA, SPB, SPC | SPATIAL | Page 449 |
| PROJECTED | Deux angles de projection PROPR et PROMIN ainsi qu'un angle de rotation ROT | PROJECTED | Page 451 |
| EULER | Trois angles d'Euler Précession (EULPR), Nutation (EULNU) et Rotation propre(EULROT), | EULER | Page 453 |
| VECTOR | Vecteur normal pour définition du plan et vecteur de base pour définition de la direction de l'axe X incliné | VECTOR | Page 455 |
| POINTS | Coordonnées de trois points quelconques du plan à incliner | POINTS | Page 457 |
| RELATIF | Un seul angle dans l'espace, agissant de manière incrémentale | REL, SPA. | Page 459 |
| AXIAL | Jusqu'à trois angles d'axes absolus ou incrémentaux A, B, C | AXIAL | Page 460 |
| RESET | Annuler la fonction PLANE | RESET | Page 448 |
Pour analyser les nuances entre les différentes possibilités de définition avant de sélectionner la fonction, vous pouvez lancer une animation à l'aide d'une softkey.

La définition des paramètres de la fonction PLANE se fait en deux parties:
La définition géométrie du plan différente pour chacune des fonctions PLANE disponibles
Le comportement de positionnement de la fonction PLANE, qui est indépendante de la définition du plan et identique pour toutes les fonctions PLANE (voir „Définir le comportement de positionnement de la fonction PLANE" à la page 462)

La fonction Transfert de la position effective n'est pas possible avec une inclinaison active du plan d'usinage.
Si vous utilisez la fonction PLANE avec la fonction M120 active, la TNC annule alors automatiquement la correction de rayon et également la fonction M120.
Les fonctions PLANE doivent toujours être annulées avec PLANE RESET. Le fait d'introduire 0 dans tous les paramètres PLANE n'annule pas complètement la fonction.
Définir la fonction PLANE
SPEC FCT
Afficher la barre de softkeys avec les fonctions spéciales
INCLINATSON PLAN D*USINAGE
Sélectionner la fonction PLANE: Appuyer sur la softkey INCLINAISON PLAN D'USINAGE: La TNC affiche dans la barre de softkeys les possibités de définition disponibles
Selectionner la fonction avec animation active
Activer l'animation: Mettre la softkey SELECTION ANIMATION ACT./DÉSACT. sur ACT
Lancer l'animation pour les différentes possibilités de définition: Appuyer sur l'une des softkeys disponibles; la TNC met dans une autre couleur la softkey actionnée et lance l'animation correspondante
Pour valider la fonction active actuellément: Appuyer à nouveau sur la touche ENT ou à nouveau sur la softkey de la fonction active: La TNC poursuit le dialogue et demande les paramètres nécessaires
Selectionner la fonction lorsqu'animation est inactive
Sélectionner directement par softkey la fonction désirée: La TNC poursuit le dialogue et demande les paramètres nécessaires
Affichage de positions
Dès qu'une fonction PLANE est activée, la TNC affiche l'angle dans l'espace calculé dans l'affichage d'etat supplémentaire (voir figure). Indépendamment de la fonction PLANE utilisée, la TNC calculé en原則 toutes en interne l'angle dans l'espace.
Dans le mode chemin restant (DIST), et lors de l'inclinaison (mode MOVE ou TURN) dans l'axe rotatif, la TNC affiche le chemin jusqu'à la position finale définie (ou calculée) de l'axe rotatif.
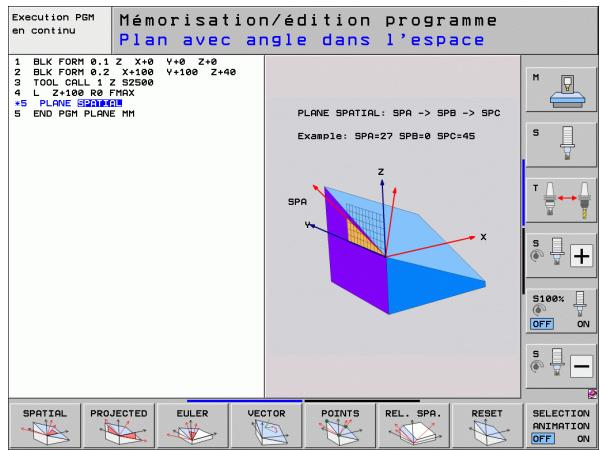
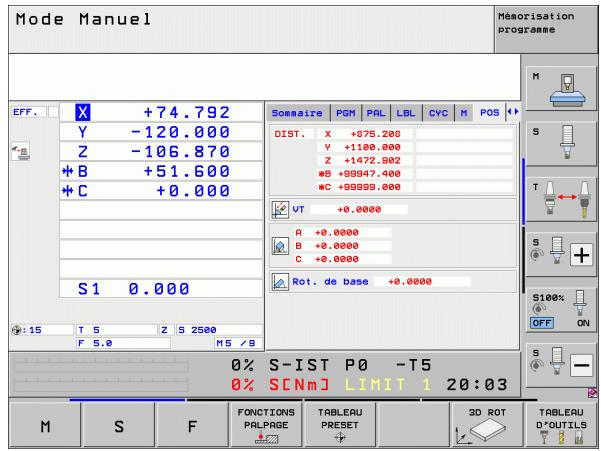
Annulation de la fonction PLANE
| SPEC FCT | Afficher la barre de softkeys avec les fonctions spéciales |
| FONCTION SPECIALE TNC | Sélectionner les fonctions spéciales TNC: Appuyez sur la softmax FONCTION SPECIALE TNC |
| INCLINAT- SON PLAN D'USINAGE | Sélectionner la fonction PLANE: Appuyer sur la softmax INCLINAISON PLAN D'USINAGE: La TNC affiche dans la barre de softkeys les possibilités de définition disponibles |
| RESET | Sélectionner la fonction à annuler: Ceci a pour effet d'annuler de manière interne la fonction PLANE; rien n'est modifié au niveau des positions actuelles des axes |
| MOVE | Définir si la TNC doit déplacer les axes inclinés automatiquement à la position de base (MOVE) ou TURN, ou non (STAY), (voir „Inclinaison automatique: MOVE/TURN/STAY (introduction impérative)“ à la page 462) |
| END | Quitter la saisie des données: Appuyer sur la touche END |
Example: Séquence CN
25 PLANE RESET MOVE DIST50 F1000
Définir le plan d'usinage avec les angles dans l'espace: PLANE SPATIAL
Application
Les angles dans l'espace définissant un plan d'usinage avec jusqu'à trois rotations autour du système de coordonnées machine. L'ordre chronologique des rotations est défini avec tout d'abord une rotation autour de l'axe A, puis autour de B, puis autour de C (la méthode correspond à celle du cycle 19 si les données introduites dans le cycle 19 ont été régliées sur l'angle dans l'espace).

Remarques avant que vous ne programmiez
Vous devez toujours définir les trois angles dans l'espace SPA, SPB et SPC, même si l'un d'entre eux est égal à 0.
L'ordre chronologique des rotations définis préalablement est valable indépendamment de l'axe d'outil actif.
Description des paramètres pour le comportement du positionnement : voir „Définir le comportement de positionnement de la fonction PLANE“, page 462
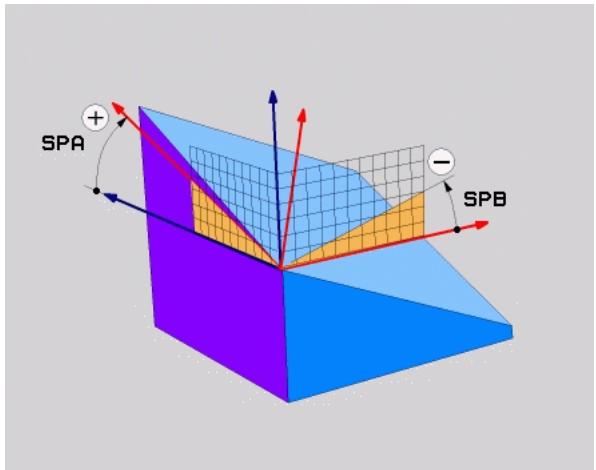
Paramètres d'introduction

Angle dans 1'espace A?: Angle de rotation SPA ajust de l'axe machine X (voir figure en haut à droite). Plage d'introduction -359.9999° à +359.9999°
Angle dans 1'espace B?: Angle de rotation SPB autour de l'axe machine Y (voir figure en haut à droite). Plage d'introduction -359.9999° à +359.9999°
Angle dans 1'espace C?: Angle de rotation SPC ajust de l'axe machine Z (voir figure de droite, au centre). Plage d'introduction -359.9999° à +359.9999°
Poursuivre avec les propriétés de positionnement (voir „Définir le comportement de positionnement de la fonction PLANE" à la page 462)
Abréviations utilisées
| Abréviation | Signification |
| SPATIAL | en Angl. spatial =dans l'espace |
| SPA | spatial A: RotationASFaut de l'axe X |
| SPB | spatial B: RotationASFaut de l'axe Y |
| SPC | spatial C: RotationASFaut de l'axe Z |
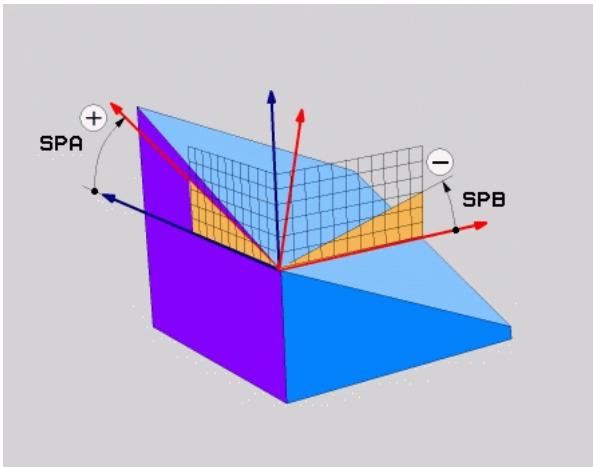
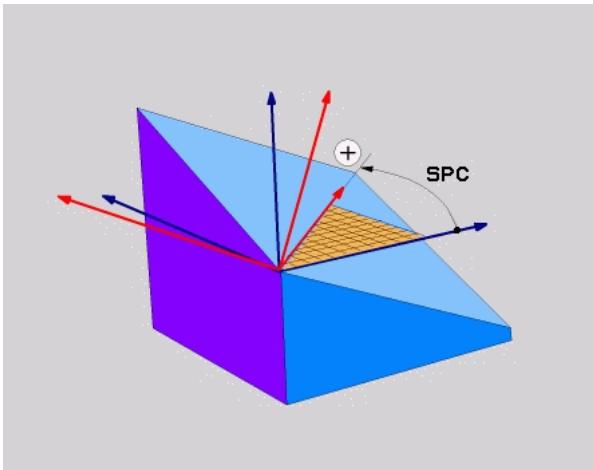
Example:Sequence CN
5 PLANE SPATIAL SPA+27 SPB+0 SPC+45 .
Définir le plan d'usinage avec les angles de projection: PLANE PROJECTED
Application
Les angles de projection définissent un plan d'usinage par l'indication de deux angles que vous pouvez calculer par projection du 1er plan de coordonnées (Z/X avec axe d'outil Z) et du 2ème plan de coordonnées (Y/Z avec axe d'outil Z) dans le plan d'usinage à définir.

Remarques avant que vous ne programmiez
Vous ne pouvez utiliser les angles de projection que si les définitions d'angles se référent à un parallépipède rectangle. Sinon, des déformations sur la piece peuvent apparaître
Description des paramètres pour le comportement du positionnement : voir „Définir le comportement de positionnement de la fonction PLANE“, page 462
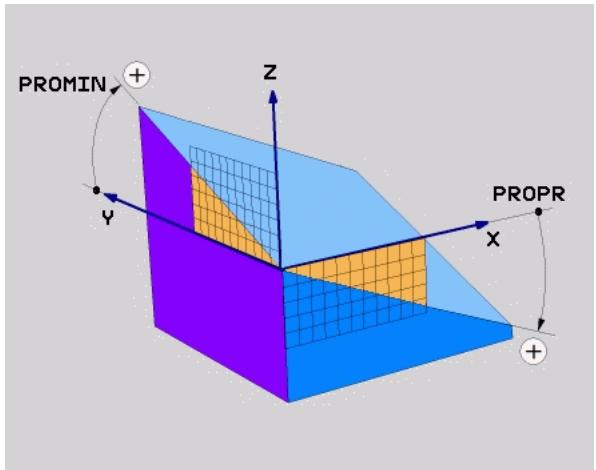
Paramètres d'introduction

Angle proj. 1er plan de coord.?: angle projeté du plan d'usinage incliné dans le 1er plan de coordonnées du système de coordonnées machine (Z/X avec axe d'outil Z, voir figure en haut à droite). Plage d'introduction -89.9999° à +89.9999°. L'axe 0° est l'axe principal du plan d'usinage actif (X avec axe d'outil Z, sens positif, voir figure en haut à droite)
Angle proj. 2ème plan de coord.?: angle projeté dans le 2ème plan de coordonnées du système de coordonnées machine (Y/Z avec axe d'util Z, voir figure en haut à droite). Plage d'introduction – 89.9999° à +89.9999°. L'axe 0° est l'axe secondaire du plan d'usinage actif (Y avec axe d'util Z)
Angle ROT du plan incliné? : rotation du système de coordonnées incliné autour de l'axe d'outil incliné (par analogy, correspond à une rotation avec le cycle 10 ROTATION). Avec l'angle de rotation, vous pouvez déterminer de manière simple le sens de l'axe principal du plan d'usinage (X avec axe d'outil Z, Z avec axe d'outil Y, voir figure de droite, au centre). Plage d'introduction 0^ à +360^
Poursuivre avec les propriétés de positionnement (voir „Définir le comportement de positionnement de la fonction PLANE" à la page 462)
Sequence CN
5 PLANE PROJETÉ PROPR+24 PROMIN+24 PROROT+30
Abréviations utilisées
| Abréviation | Signification |
| PROJECTED | de l'anglais/projected = projeté |
| PROPR | principle plane: Plan principal |
| PROPR | minor plane: Plan secondaire |
| ROT | En anglais rotation : rotation |
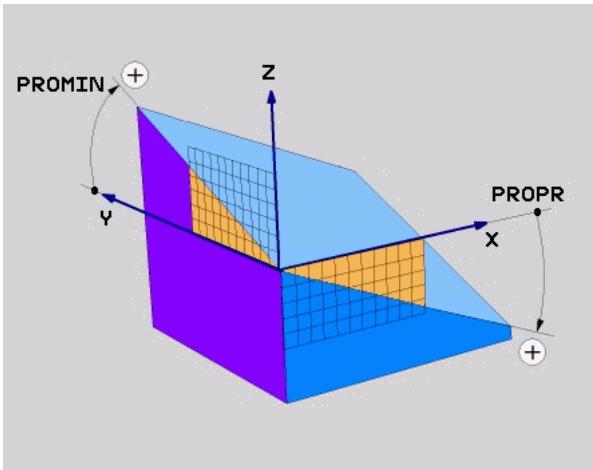
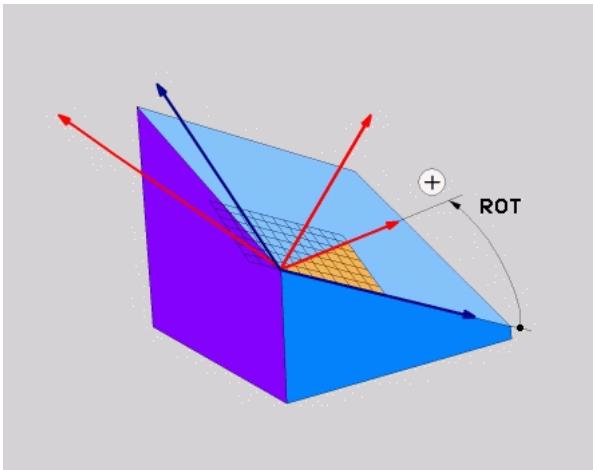
Définir le plan d'usinage avec les angles d'Euler : PLANE EULER
Application
Les angles d'Euler définissent un plan d'usinage avec jusqu'à trois rotations autour du système de coordonnées inclé. Les trois angles d'Euler ont été définis par le mathématicien suisse Euler. Transposé au système de coordonnées machine, il en résultat les définitions suivantes :
Angle de
précession EULPR
Angle de nutation EULNU
Angle de rotation EULROT
Rotation du système de coordonnée autour de l'axe-Z
Rotation du système de coordonnées autour de l'axe X ayant subit une rotation de l'angle de précession
Rotation du plan d'usinage incliné autour de l'axe incliné Z
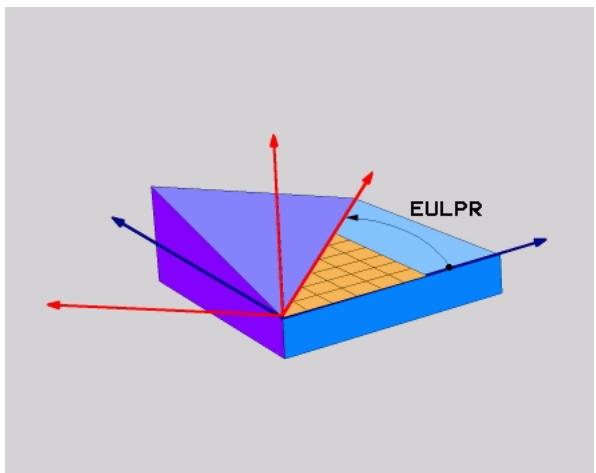

Remarques avant que vous ne programmiez
L'ordre de succession des rotations définis préalablement est valable indépendamment de l'axe d'util actif.
Description des paramètres pour le comportement du positionnement : voir „Définir le comportement de positionnement de la fonction PLANE", page 462
Paramètres d'introduction

Angle rot. Plan coord. princip.? : angle de rotation EULPR aujourd de l'axe Z (voir figure en haut à droite) Remarque:
Plage d'introduction: -180.0000° à 180.0000°
L'axe 0^ est l'axe X
Angle d'inclinaison axe d'outil? : angle d'inclinaison EULNUT du système de coordonnées autour de l'axe X ayant subi une rotation de la valeur de l'angle de précession (voir figure de droite, au centre). Remarque:
Plage d'introduction: 0^ à 180.0000°
L'axe 0^ est l'axe Z
Angle ROT du plan incliné?: Rotation EULROT du système de coordonnées incliné autour de l'axe Z incliné (correspond à une rotation avec le cycle 10 ROTATION). Avec l'angle de rotation, vous pouvez définir de manière simple la direction de l'axe X dans le plan d'usinage incliné (voir figure en bas et à droite). Remarque:
Plage d'introduction: 0^ à 360.0000°
L'axe 0^ est l'axe X
Poursuivre avec les propriétés de positionnement (voir „Définir le comportement de positionnement de la fonction PLANE" à la page 462)
Sequence CN
5 PLANE EULER EULPR45 EULNU20 EULROT22 ....
Abréviations utilisées
| Abréviation | Signification |
| EULER | Mathématicien suisse ayant définis les angles dits d'Euler |
| EULPR | Angle de Précession: Angle décrivant la rotation du système de coordonnées autour de l'axe Z |
| EULNU | Angle de Nutation: Angle décrivant la rotation du système de coordonnées autour de l'axe X qui a subi une rotation de la valeur de l'angle de précession |
| EULROT | Angle de Rotation: Angle décrivant la rotation du plan d'usinage incliné autour de l'axe incliné Z |
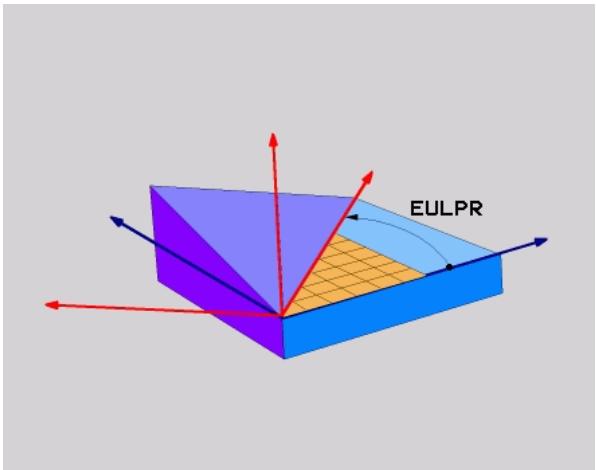
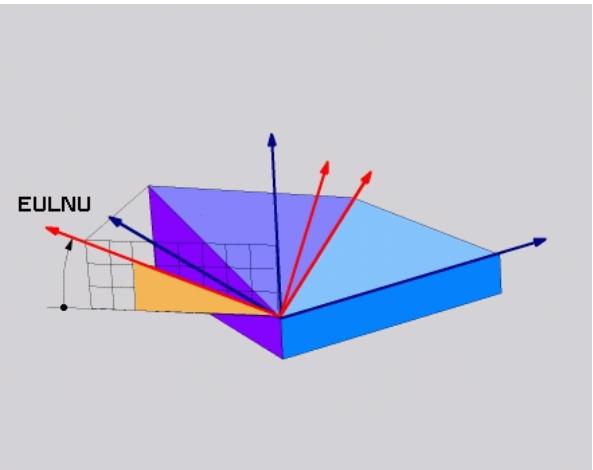
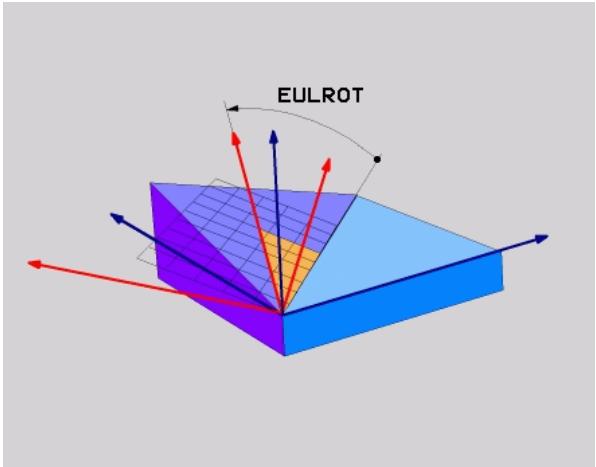
Définir le plan d'usinage avec deux vecteurs: PLANE VECTOR
Application
Vous pouvez utiliser la définition d'un plan d'usinage au moyen de deux vecteurs si votre système CAO est capable de calculer le vecteur de base et le vecteur normal du plan d'usinage. Une introduction normalisée n'est pas nécessaire. La TNC calcule la normalisation en interne, de manière à pouvoir introduire des valeurs comprises entre -99,999999 et +99,999999.
Le vecteur de base nécessaire à la définition du plan d'usinage est défini par les composantes BX, BY et BZ (voir fig. en haut à droite). Le vecteur normal est défini par les composantes NX, NY et NZ.

Remarques avant de programme
Le vecteur de base définit la direction de l'axe X dans le plan d'usinage incléne. Le vecteur normal détermine la direction du plan d'usinage et estitué dessus, perpendicularairement.
En interne, la TNC calcule des vecteurs normaux à partir des valeurs que vous avez introduites.
Description des paramètres pour le comportement du positionnement : voir „Définir le comportement de positionnement de la fonction PLANE“, page 462
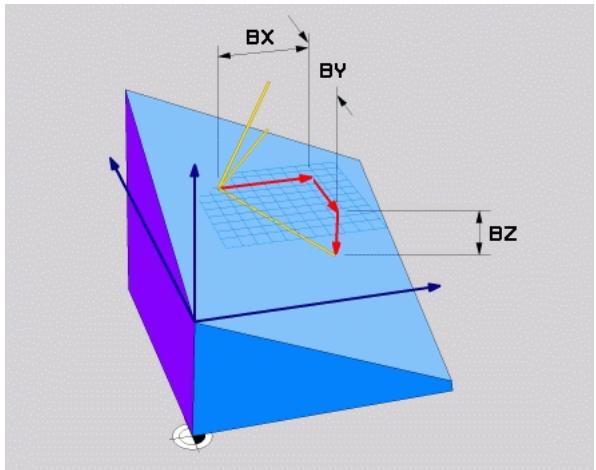
Paramètres d'introduction

Composante X du vecteur de base? : composante X BX du vecteur de base B (voir . figure en haut à droite). Plage d'introduction: -99.9999999 à +99.9999999
Composante Y du vecteur de base?: Composante Y BY du vecteur de base B (voir figure en haut à droite). Plage d'introduction: -99.9999999 à +99.9999999
Composante Z du vecteur de base? : composante Z BZ du vecteur de base B (voir figure en haut à droite). Plage d'introduction: -99.9999999 à +99.9999999
Composante X du vecteur normal? : composante X NX du vecteur normal N (voir figure de droite, au centre). Plage d'introduction: -99.9999999 à +99.9999999
Composante Y du vecteur normal? : composante Y NY du vecteur normal N (voir figure de droite, au centre). Plage d'introduction: -99.9999999 à +99.9999999
Composante Z du vecteur normal? : composante Z NZ du vecteur normal N (voir figure en bas à droite). Plage d'introduction: -99.9999999 à +99.9999999
Poursuivre avec les propriétés de positionnement (voir „Définir le comportement de positionnement de la fonction PLANE" à la page 462)
Sequence CN
Abréviations utilisées
| Abréviation | Signification |
| VECTEUR | de l'anglais vector = vecteur |
| BX, BY, BZ | Vecteur de Base: Composantes X, Y et Z |
| NX, NY, NZ | Vecteur Normal: Composantes X, Y et Z |
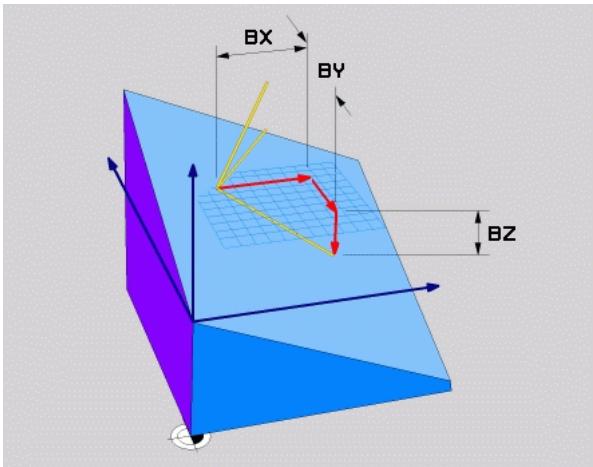
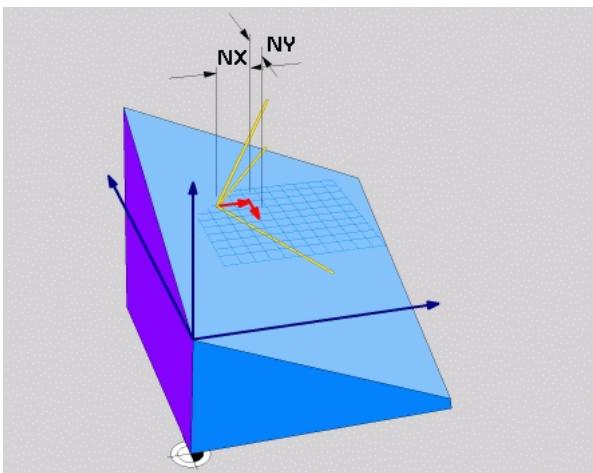
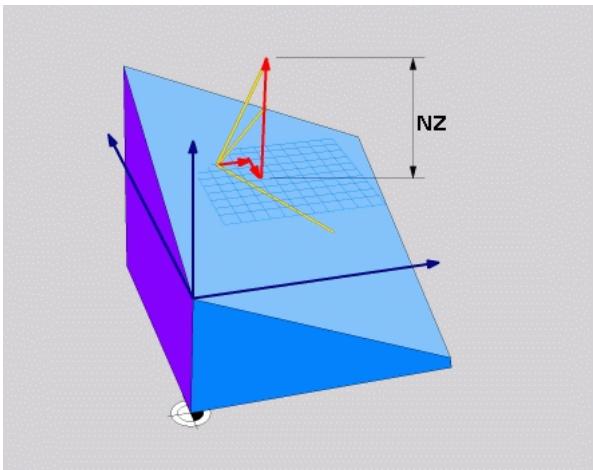
Définir le plan d'usinage par trois points : PLANE POINTS
Application
Un plan d'usinage peut être définis sans ambiguité au moyen de trois points au besoin P1 à P3 sur ce plan. Cette possibilité est réalisée par la fonction PLANE POINTS.

Remarques avant de programme
La droite reliant le point 1 au point 2 déterminé la direction de l'axe principal incliné (X avec axe d'outil Z).
Vous définissez la direction de l'axe d'util incliné avec la position du 3ème point par rapport à la droite reliant le point 1 et le point 2. En tenant compte de la règle de la main droite (pouce = axe X, index = axe Y, major = axe Z, voir figure en haut et à droite), le pouce (axe X) est orienté du point 1 vers le point 2, l'index (axe Y) est orienté parallelement à l'axe incliné Y, en direction du point 3 et le major est orienté en direction de l'axe d'util incliné.
Les trois points définissent l'inclinaison du plan. La position du point zéro actif n'est pas modifiée par la TNC.
Description des paramètres pour le comportement du positionnement : voir „Définir le comportement de positionnement de la fonction PLANE", page 462
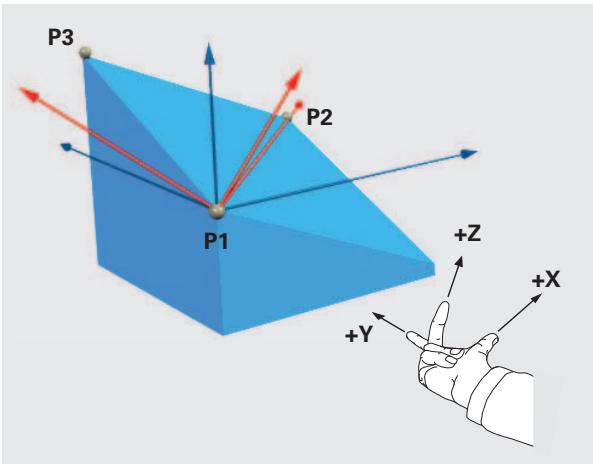
Paramètres d'introduction

Coordonnée X 1er point du plan?: coordonnée XP1X du premier point du plan (voir figure en haut à droite)
Coordonnée Y 1er point du plan?: coordonnée Y P1Y du premier point du plan (voir figure en haut à droite)
Coordonnée Z 1er point du plan?: coordonnée Z P1Z du 1er point du plan (voir figure en haut à droite)
Coordonnée X 2eme point du plan? : coordonnée X P2X du 2eme point du plan (voir figure de droite, au centre)
Coordonnée Y 2ème point du plan? : coordonnée Y P2Y du 2ème point du plan (voir figure de droite, au centre)
Coordonnée Z 2ème point du plan? : coordonnée Z P2Z du 2ème point du plan (voir figure de droite, au centre)
Coordonnée X 3ème point du plan? : coordonnée X P3X du 3ème point du plan (voir figure en bas et à droite)
Coordonnée Y 3ème point du plan? : coordonnée Y P3Y du 3ème point du plan (voir figure en bas et à droite)
Coordonnée Z 3ème point du plan? : coordonnée Z P3Z du 3ème point du plan (voir figure en bas et à droite)
Poursuivre avec les propriétés de positionnement (voir „Définir le comportement de positionnement de la fonction PLANE" à la page 462)
Sequence CN
5 PLANE POINTS P1X+0 P1Y+0 P1Z+20 P2X+30 P2Y+31 P2Z+20 P3X+0 P3Y+41 P3Z+32.5 .....
Abréviations utilisées
| Abréviation | Signification |
| POINTS | De l'Anglais points = points |

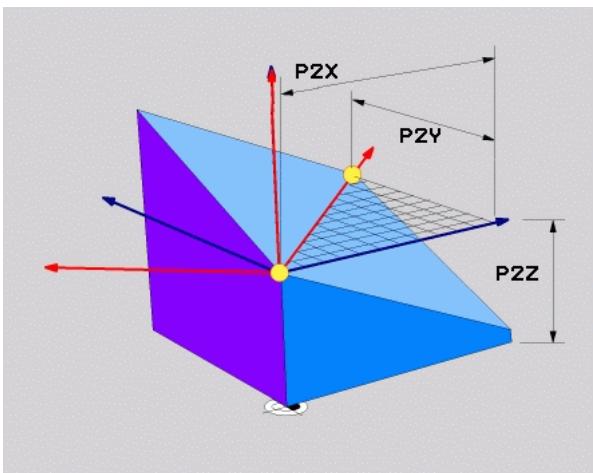
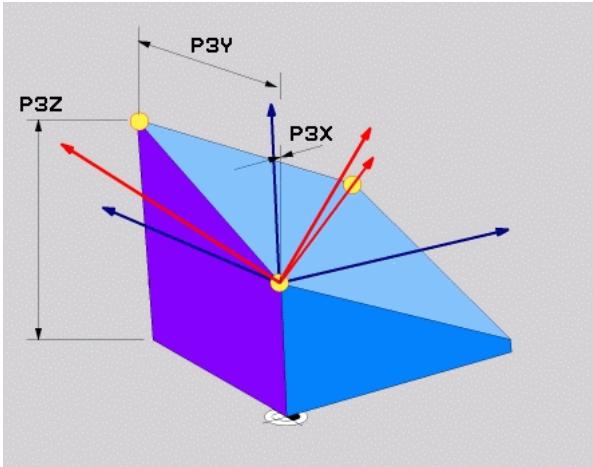
Définir le plan d'usinage au moyen d'un seul angle incrémental dans l'espace: PLANE RELATIVE
Application
Vous utilisez les angles dans l'espace incrémentaux lorsqu'un plan d'usinage actif deja incliné doit être incliné par une rotation supplémentaire. Exemple: Réaliser un chanfrein à 45^ sur un plan incliné.

Remarques avant de programmer
L'angle défini agit toujours par rapport au plan d'usinage actif et ce, qu'elle que soit la fonction utilisée pour l'activer.
Vous pouvez programmer successivement autant defonctions PLANE RELATIVE que vous le désirez.
Si vous poulez returner au plan d'usinage qui était actif avant la fonction PLANE RELATIVE, définisSEEZ dans ce cas PLANE RELATIVE avec le même angle mais en utilisant le signe inverse.
Si vous utilisez PLANE RELATIVE sur un plan d'usinage non incliné, faites simplement pivoter le plan non incliné autour de l'angle dans l'espace que vous avez définis dans la fonction PLANE.
Description des paramètres pour le comportement du positionnement : voir „Définir le comportement de positionnement de la fonction PLANE“, page 462
Paramètres d'introduction

Angle incremental? : angle dans l'espace en fonction duquel le plan d'usinage actif doit encore être incliné (voire figure en haut à droite). Sélectionner par softkey l'axe auprès duquel doit s'effectuer l'inclinaison. Plage d'introduction: -359.9999° à +359.9999°
Poursuivre avec les propriétés de positionnement (voir „Définir le comportement de positionnement de la fonction PLANE" à la page 462)
Abréviations utilisées
| Abréviation | Signification |
| RELatif | de l'anglais relative = par rapport à |

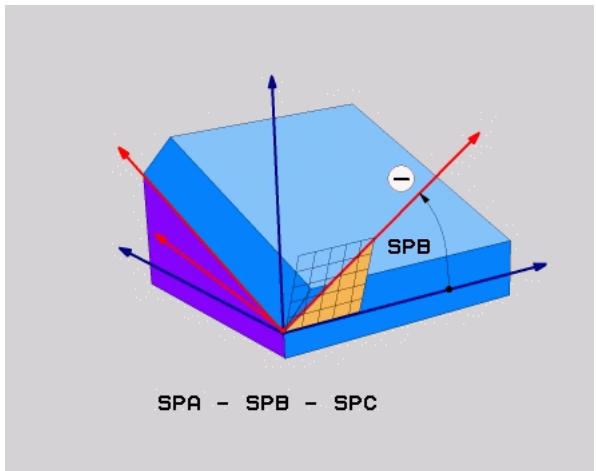
Example: Séquence CN
5 PLANE RELATIF SPB-45 ....
Plan d'usinage définie avec angles d'axes: PLANE AXIAL (fonction FCL 3)
Application
La fonction PLANE AXIAL définit à la fois la position du plan d'usinage et les coordonnées nominales des axes rotatifs. Cette fonction est facile àmettre en œuvre,notamment sur les machines avec cinématiquesperpendicularaires et aveccinématiques dans lesquelles un seul axe rotatif est actif.

Vous pouvez aussi utiliser la fonction PLANE AXIAL si un seul axe rotatif est actif sur votre machine.
Vou puez utiliser la fonction PLANE RELATIV après la fonction PLANE AXIAL si votre machine autorise des définitions d'angles dans l'espace. Consultez le manuel de votre machine.

Remarques avant de programme
N'introduire que des angles d'axes réellement présents sur votre machine; sinon la TNC délivre un message d'erreur.
Les coordonnées d'axes rotatifs définies avec PLANE AXIAL ont un effet modal. Les définitions multiples se cumulent donc, l'introduction de valeurs incrémentales est autorisée.
Pour annuler la fonction PLANE AXIAL, utiliser la fonction PLANE RESET. Une annulation en introduisant 0 ne désactive pas PLANE AXIAL.
Les fonctions SEQ, TABLE ROT et COORD ROT sont inopérantes en liaison avec PLANE AXIAL.
Description des paramètres pour le comportement du positionnement : voir „Définir le comportement de positionnement de la fonction PLANE", page 462
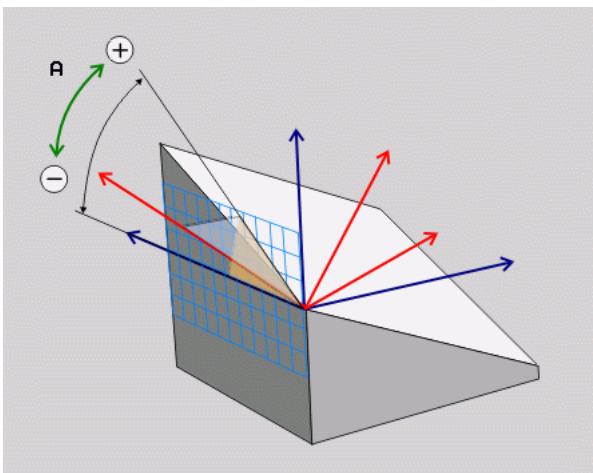
Paramètres d'introduction

Angle d'axe A?: Angle d'axe auquel l'angle d'axe A doit être orienté. S'il est introduit en incrémental, il s'agit alors de la valeur d'angle en fonction de laquelle l'axe A doit continuer son orientation à partir de la position actuelle. Plage d'introduction: -99999,9999° à +99999,9999°
Angle d'axe B?: Angle d'axe auquel l'angle d'axe B doit être orienté. S'il est introduit en incrémental, il s'agit alors de la valeur d'angle en fonction de laquelle l'axe B doit continuer son orientation à partir de la position actuelle. Plage d'introduction: -99999,9999° à +99999,9999°
Angle d'axe C?: Angle d'axe auquel l'angle d'axe C doit être orienté. S'il est introduit en incrémental, il s'agit alors de la valeur d'angle en fonction de laquelle l'axe C doit continuer son orientation à partir de la position actuelle. Plage d'introduction: -99999,9999° à +99999,9999°
Poursuivre avec les propriétés de positionnement (voir „Définir le comportement de positionnement de la fonction PLANE" à la page 462)
Abréviations utilisées
| Abréviation | Signification |
| AXIAL | en Anglaisaxial = en forme d'axe |
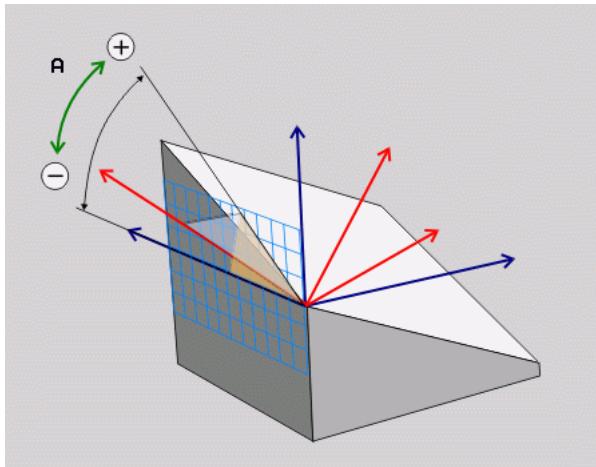
Example:Sequence CN
5 PLANE AXIAL B-45 ....
Définir le comportement de positionnement de la fonction PLANE
Vued'ensemble
Indépendamment de la fonction PLANE utilisée pour définir le plan d'usinage incliné, vous disposez toujours des fonctions suivantes pour le comportement de positionnement:
Orientation automatique
■ Sélection d'autres possibités d'inclinaisons
Sélection du mode de transformation
Inclinaison automatique : MOVE/TURN/STAY (introduction impérative)
Après avoir introduit tous les paramètres de définition du plan, vous nevez définir la manière dont les axes rotatifs doivent être orientés sur les valeurs des axes calculées:

La fonction PLANE doit incliner automatiquement les axes rotatifs aux valeurs calculées ; dans ce processus, la position relative entre la pièce et l'outil ne change pas. La TNC exécute un déplacement de compensation sur les axes linéaires

La fonction PLANE doit incliner automatiquement les axes rotatifs aux valeurs calculées ; dans ce processus, seuls les axes rotatifs sont positionnés. La TNC n'excute pas de déplacement de compensation sur les axes linéaires

Vous inclinez les axes rotatifs après une séquence de positionnement séparée
Quand vous avez sélectionné l'option MOVE (la fonction PLANE doit effectuer automatiquement l'inclinaison avec déplacement de compensation), vous doivent ensuite définir encore les deux paramètres Dist. pt rotation de pointe outil et Avance? F= à définitir.
Si vous avez sélectionné l'option TURN (la fonction PLANE doit effectuer automatiquement l'inclinaison sans déplacement de compensation), vous doivent ensuite accorder le paramètre Longueur de retrait MB et Avance? F= à définir.
En alternative à une avance F définie directement avec une valeur numérique, vous pouvez aussi faire exéçuter le déplacement d'orientation avec FMAX (avance rapide) ou FAUTO (avance à partir de la série TOOL CALL.

Quand vous utilisez la fonction PLANE AXIAL avec STAY, vous doivent alors incliner les axes rotatifs dans une série de positionnement séparée après la fonction PLANE (voir „Orienter les axes rotatifs dans une série séparée" à la page 464).
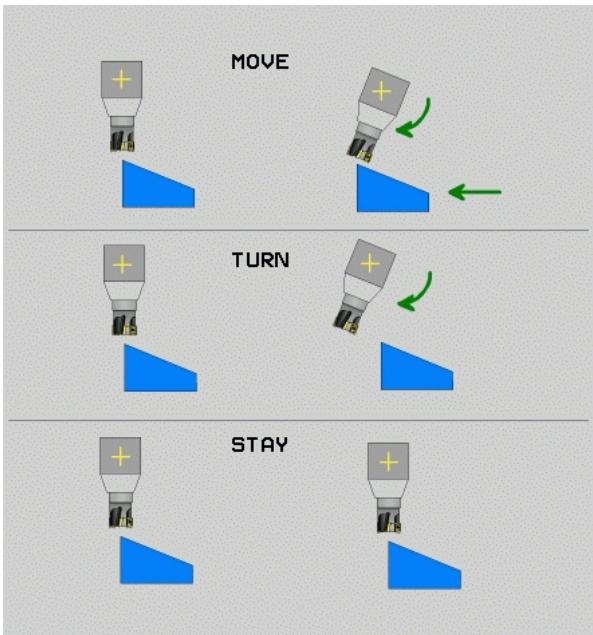
Dist. pt rotation a pointe outil (en incremental): La TNC oriente l'outil (la table) autour de la pointe de I'outil. Au moyen du parametre DIST, vous decalez le point de rotation du déplacement d'orientation par rapport à la position actuelle de la pointe de I'outil.

Si, avant l'inclinaison, l'outil se trouve à la distance que vous avez programmée par rapport à la piece, d'un point de vue relatif, il se trouve alors à la même position après l'orientation (voir figure de droite, au centre, 1 = DIST)
Si; avant l'inclinaison, l'outil ne se trouve pas à la distance que vous avez programmée par rapport à la piece, d'un point de vue relatif, il se trouve alors décalé par rapport à la position d'origine après l'inclinaison (voir figure en bas à droite, 1= DIST)
Avance? F= : vitesse sur la trajectory avec laquelle l'outil doit être incliné
Longueur de retrait dans l'axe d'outil? : Longueur de retrait MB, agit en incrémental à partir de la position d'outil courante dans la direction de l'axe de l'outil actif, que la TNC aborde avant la procédure d'inclinaison. MB MAX déplace l'outil jusqu'àvant le fin de course logiciel
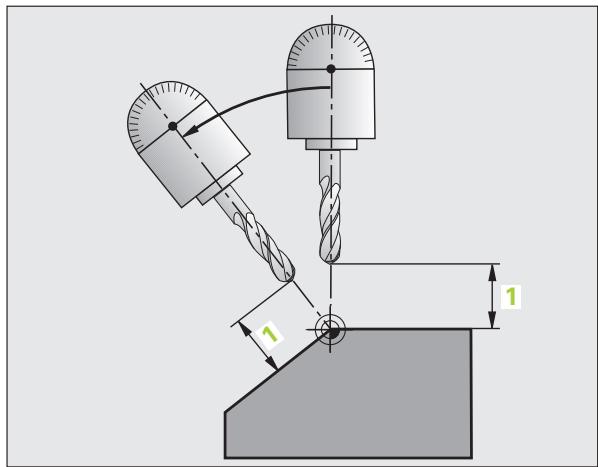
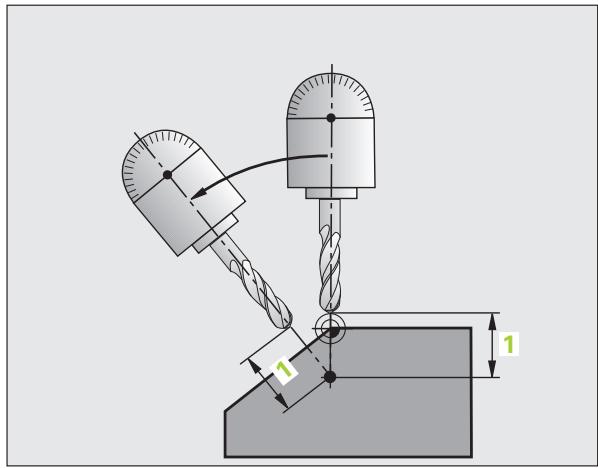
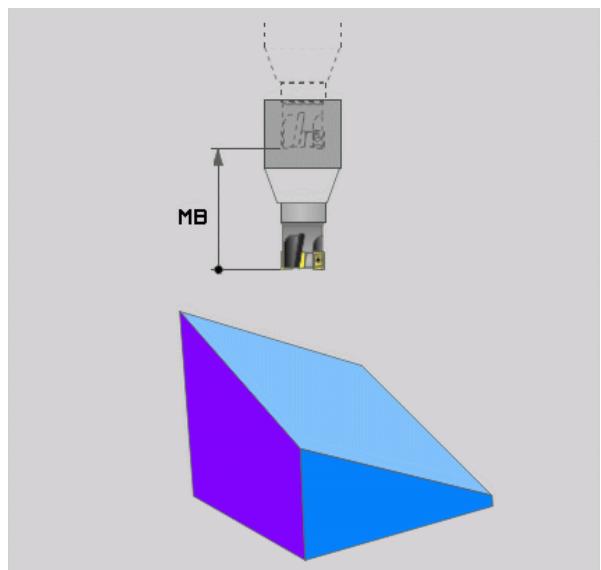
Orienter les axes rotatifs dans une série séparée
Si vous désirez orienter les axes rotatifs dans une série de positionnement séparée (option STAY Sélectionnée), précédez de la manière suivante:

Attention, risque de collision!
Pré-positionner l'outil de manière à éviter toute collision entre l'outil et la piece (matériels de serrage) lors de son orientation
Sélectionner une fonction PLANE au besoin, définir l'orientation automatique avec STAY. Lors de l'exécution de la fonction, la TNC calcule les valeurs de positions des axes rotatifs prênts sur votre machine et les enregistre dans les paramètres-système Q120 (axe A), Q121 (axe B) et Q122 (axe C)
Définir la série de positionnement avec les valeurs angulaires calculées par la TNC
Exemples de séquences CN: Orienter une machine équipée d'un plateau circulaire C et d'une table pivotante A à un angle dans l'espace B+45°.
12 L Z+250 RO FMAX
13 PLANE SPATIAL SPA+0 SPB+45 SPC+0 STAY
14 L A+Q120 C+Q122 F2000
中
Positionnement à la hauteur de sécurité
Définir la fonction PLANE et l'activer
Positionner l'axe rotatif en utilisant les valeurs calculées par la TNC
Définir l'usinage dans le plan incliné
Sélection d'alternatives d'inclinaison : SEQ +/- (introduction optionnelle)
A partir de la situation que vous avezcision pour le plan d'usinage, la TNC doit calculer pour les axes rotatifs presents sur votre machine la position qui leurs convient. Il existe generalement toujours deux solutions.
Avec le commutateur SEQ, vousCHOIssez quelle solution la TNC doit utiliser :
- SEQ+ positionne l'axe maître de manière à adopter un angle positif. L'axe maître est le 2ème axe rotatif en partant de la table ou bien le 1er axe rotatif en partant de l'outil (en fonction de la configuration de la machine; cf. égardless fig. en haut et à droite)
SEQ- positionne l'axe maître de manière à adopter un angle négatif.
Si la solution que vous avez可以选择 avec SEQ ne se situe pas dans la zone de déplacement de la machine, la TNC délivre le message d'erreur Angle non autorisé.

Si vous utilisez la fonction PLANE AXIS, le commutateur SEQ est inopérant.
Si vous ne définisse pas SEQ, la TNC détermine la solution de la manière suivante :
1 La TNC vérifie tout d'abord si les deux solutions sont situées dans la zone de déplacement des axes rotatifs
2 Si tel est le cas, la TNC désisit la solution qui peut être atteinte avec le chemin le plus court
3 Si une seule solution se situe dans la zone de déplacement, la TNC retiendra cette solution.
4 Si aucune solution n'est située dans la zone de déplacement, la TNC délivre le message d'erreur Angle non autorisé
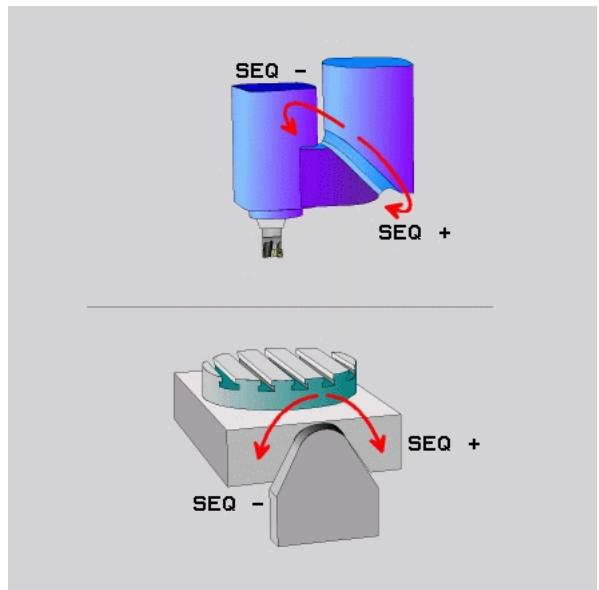
Exemple d'une machine équipée d'un plateau circulaire C et d'une table pivotante A. Fonction programmée: PLANE SPATIAL SPA+0 SPB+45 SPC+0
| Fin de course | Position de départ | SEQ | Résultat position axe |
| Aucun | A+0, C+0 | non progr. | A+45, C+90 |
| Aucun | A+0, C+0 | + | A+45, C+90 |
| Aucun | A+0, C+0 | - | A-45, C-90 |
| Aucun | A+0, C-105 | non progr. | A-45, C-90 |
| Aucun | A+0, C-105 | + | A+45, C+90 |
| Aucun | A+0, C-105 | - | A-45, C-90 |
| -90 < A < +10 | A+0, C+0 | non progr. | A-45, C-90 |
| -90 < A < +10 | A+0, C+0 | + | Message d'erreur |
| Aucun | A+0, C-135 | + | A+45, C+90 |
Sélection du mode de transformation (introduction optionnelle)
Pour les machines équipées d'un plateau circulaire C, vous dispose d'une fonction qui vous permet de définir le mode de transformation:

COORD ROT définit que la fonction PLANE ne doit faire pivoter le système de coordonnées qu'à l'angle d'inclinaison défini. Le plateau circulaire ne rouge pas, la compensation de la rotation s'effectue par calcul

TABLE ROT définit que la fonction PLANE doit positionner le plateau circulaire à l'angle d'inclinaison défin. La compensation s'effectue par rotation de la piece

Si vous utilisez la fonction PLANE AXIS, les fonctions COORD ROT et TABLE ROT sont inopérantes.
Si vous utilise la fonction TABLE ROT en liaison avec une rotation de base et l'angle d'inclinaison 0, la TNC incline la table à l'angle défini dans la rotation de base.
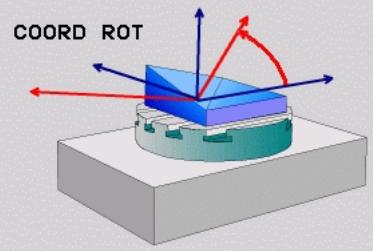
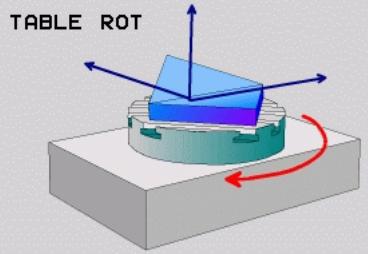
12.3 Usinage incliné avec TCPM dans le plan incliné
Fonction
En liaison avec les nouvelles fonctions PLANE et avec M128, vous pouvez réaliser un fraisage incliné avec TCPM dans un plan d'usinage incliné. Pour cela, vous disposez de deux définitions possibles :
Fraisage inclé par déplacement incremental d'un axe rotatif
Fraisage incliné au moyen de vecteurs normaux

Le fraisage incléne avec TCPM dans le plan incléne ne fonctionné qu'avc des raisées hemisphériques.
Sur les têtes/tables pivotantes à 45^ , vous pouvez également définir l'angle d'inclinaison comme angle dans l'espace. Utilisez pour cela FUNCTION TCPM (voir „FUNCTION TCPM (logiciel option 2)“ à la page 469).
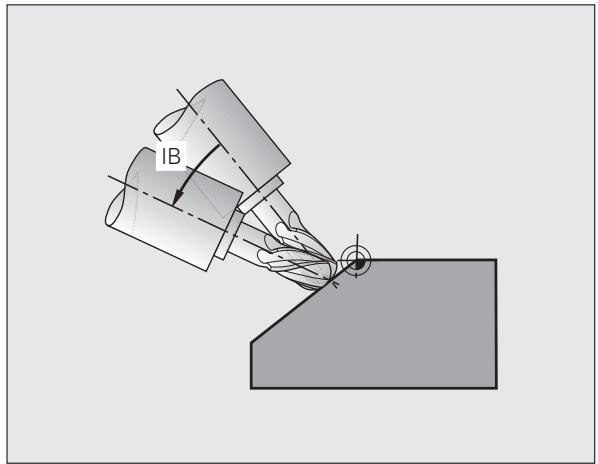
Fraisage incliné par déplacement incrémental d'un axe rotatif
Dégager l'outil
ActiveM128
Définir une fonction PLANE au besoin. Tenir compte du comportement de positionnement
Au moyen d'une série linéaire, se déplacer en incrémental à l'angle d'inclinaison souhaïte dans l'axe correspondant
Exemples de séquences CN:
··
12 L Z+50 RO FMAX M128
13 PLANE SPATIAL SPA+0 SPB-45 SPC+0 MOVE DIST50 F1000
14 L IB-17 F1000
.
Positionnement à hauteur de sécurité, activer M128
Définir la fonction PLANE et l'activer
Régler l'angle d'inclinaison
Définir l'usinage dans le plan incliné
Fraisage incliné au moyen de vecteurs normaux

La série LN ne doit containir qu'un vecteur de direction avec lequel est défini l'angle pour le faisage incliné (vecteur normal NX, NY, NZ ou vecteur de direction d'outil TX, TY, TZ).
Dégager l'outil
Activer M128
Définir une fonction PLANE au besoin. Tenir compte du comportement de positionnement
Exécuter le programme avec les séquences LN dans lesquelles la direction de l'outil est définie par vecteur
Exemples de séquences CN:
| ... | |
| 12 L Z+50 RO FMAX M128 | Positionnement à hauteur de sécurité, activer M128 |
| 13 PLANE SPATIAL SPA+0 SPB+45 SPC+0 MOVE DIST50 F1000 | Définir la fonction PLANE et l'activer |
| 14 LN X+31.737 Y+21,954 Z+33,165 NX+0,3 NY+0 NZ+0,9539 F 1000 M3 | Régler l'angle pour le faisage incliné avec vecteur normal |
| ... | Définir l'usinage dans le plan incliné |
12.4 FUNCTION TCPM (logiciel option 2)
Fonction

La géométrie de la machine doit être définie par le constructeur de la machine dans les paramètres-machine ou dans les tableaux de cinématique.

Pour les axes inclinés avec denture Hirth:
Ne modifier la position de l'axe incliné qu'après avoir dégagé l'outil. Sinon, la sortie hors de la denture pourrait endommager le contour.

Avant les positionnements avec M91 ou M92 et avant un TOOL CALL: Annuler FUNCTION TCPM.
Pour éviter d'endommager le contour, vous ne devez utiliser avec FUNCTION TCPM que des fraises à bout hémisphérique.
La longueur d'outil doit se reférer au centre de la bille de la fraise hemisphérique.
Lorsque FUNCTION TCPM est active, la TNC affiche le symbole dans l'affichage de positions.
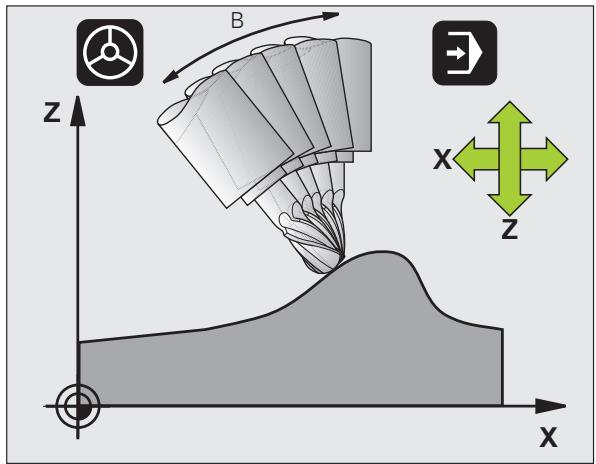
FUNCTION TCPM est un développement de la fonction M128 qui vous permet de définir le comportement de la TNC lors du positionnement des axes rotatifs. Contrairement à M128, FUNCTION TCPM vous permit de définir vous-même le mode d'action de diverses fonctionnalités:
Mode d'action de l'avance programme: F TCP / F CONT
■ Interprétation des coordonnées programmes des axes rotatifs dans le programme CN: AXIS POS / AXIS SPAT
Mode d'interpolation entre la position initiale et la position-cible: PATHCTRL AXIS / PATHCTRL VECTOR
Définir la FUNCTION TCPM

Sélectionner les fonctions spéciales
Sélectionner les outils de programmation
Sélectionner FUNCTION TCPM
Mode d'action de l'avance programmée
Pour définitir le mode d'action de l'avance programmée, la TNC propose deux fonctions:

F TCP définit que l'avance programmee doit etre interprétée comme vitesse relative réelle entre la pointe de l'outil (tool center point) et la pièce
F CONT définit que l'avance programmée doit être interprétable comme avance de contourage des axes programmes dans la série CN concenné
Exemples de séquences CN:
| ... | |
| 13 FUNCTION TCPM F TCP ... | L'avance se réfère à la pointe de l'outil |
| 14 FUNCTION TCPM F CONT ... | L'avance est interprétée comme avance de contourage |
| ... |
Interprétation des coordonnées programmées des axes rotatifs
Jusqu'à partir, les machines équipées de têtes pivotantes à 45^ ou de plateaux pivotants à 45^ n'avait pas la possibilité de régler de manière simple l'angle d'orientation ou bien une orientation d'outil se référant au système de coordonnées (angle dans l'espace) activé actuellement. Cette fonctionnalité ne pouvait être réalisée que par des programmes créés de manière externe et contenant des normales de vecteur à la surface (sèquences LN).
Désormais, la TNC dispose de la fonctionnalité suivante:


AXIS POS définit que la TNC doit interpréter les coordonnées programmées des axes rotatifs comme position nominale de l'axe concerné
AXIS SPAT définit que la TNC doit interpréter les coordonnées programmées des axes rotatifs comme angle dans l'espace

N'utilisez AXIS POS que si votre machine est équipée en premier lieu d'axes rotatifs orthogonaux. Avec des têtes pivotantes/tables pivotantes à 45^ , vous pouvez également utiliser AXIS POS, à condition que les coordonnées des axes rotatifs définissant correctement l'orientation souhaïée du plan de travail (peut être assurep. ex. via un système de FAO).
AXIS SPAT: Les coordonnées des axes rotatifs introduites dans la série de positionnement sont des angles dans l'espace qui se refèrent au système de coordonnées acté actuellément (le cas échéant, incliné) (angles incrémentaux dans l'espace).
Après l'activation de FUNCTION TCPM en liaison avec AXIS SPAT, programmez systématiquement les trois angles dans l'espace dans la définition de l'angle d'orientation à l'intérieur de la première série de déplacement. Ceci reste valable si un ou plusieurs angle(s) dans l'espace = 0°.
Example de séquences CN:
| ... | |
| 13 FUNCTION TCPM F TCP AXIS POS ... | Les coordonnées des axes rotatifs sont des angles d'axes |
| ... | |
| 18 FUNCTION TCPM F TCP AXIS SPAT ... | Les coordonnées des axes rotatifs sont des angles dans l'espace |
| 20 L A+0 B+45 C+0 F MAX | Régler l'orientation d'util sur B+45 degrés (angle dans l'espace). Définir avec 0 les angles dans l'espace A et C |
| ... |
Mode d'interpolation entre la position initiale et la position finale
Pour définiir le mode d'interpolation entre la position initiale et la position finale, la TNC propose deux fonctions:

PATHCTRL AXIS définit que la pointe de l'outil se déplace sur une droite entre la position initiale et la position finale de la série CN concernée (Face Milling). Le sens de l'axe d'outil au niveau de la position initiale et de la position finale correspond aux valeurs programmesées mais la périhérie de l'outil ne déscrit entre la position initiale et la position finale aucune trajectorydéfinie. La surface résultat du fraisage avec la périhérie de l'outil (Peripheral Milling) dépend de la géométrie de la machine

PATHCTRL VECTOR définit que la pointe de l'outil se déplace sur une droite entre la position initiale et la position finale de la série CN concernée et aussi que le sens de l'axe d'outil entre la position initiale et la position finale est interpolé de manière à créé un plan dans le cas d'un usinage à la périphérique de l'outil (Peripheral Milling)

Remarque pour PATHCTRL VECTOR:
Une orientation d'oult définie librement peut être généralement obtenue par deux différents positionnements d'axe incliné. La TNC utilise la solution optant pour la trajectorytre la plus courte - à partir de la position actuelle. Dans les programmes 5 axes, il peut arriver que la TNC aborde dans les rotatifs des positions finales qui n'ont pas ete programmées.
Pour obtenir un déplacement aussi continu que possible sur plusieurs axes, définissee le cycle 32 avec une tolérance pour axes rotatifs (cf. manuel d'utilisation des cycles, cycle 32 TOLERANCE). Il est souhaitable que la tolérance pour les axes rotatifs soit du même ordre de grandeur que la tolérance d'écart de trajectorytre qui est également à définir dans le cycle 32. Plus la tolérance définie pour les axes rotatifs est élevée et plus les écarts de contour sont importants lors du peripheral milling.
Exemple de séquences CN:
13 FUNCTION TCPM F TCP AXIS SPAT PATHCTRL AXIS
14 FUNCTION TCPM F TCP AXIS POS PATHCTRL VECTOR
中
La pointe de l'outil se déplace sur une droite
La pointe de l'outil et le vecteur directionnel de l'outil se déplace dans un plan
Annuler FUNCTION TCPM
RESET TCPM
Utilisez FUNCTION RESET TCPM si vous désirez annuler de manière ciblée la fonction à l'intérieur d'un programme
Exemple de séquence CN:
25 FUNCTION RESET TCPM

La TNC annule automatiqueMENT FUNCTION TCPM lorsque vous Sélectionné un nouveau programme dans un mode de fonctionnement Exéciution de programme.
Vous ne devez annuler FUNCTION TCPM que si la fonction PLANE est inactive. Si nécessaire, exécuter PLANE RESET avant FUNCTION RESET TCPM.
Annuler FUNCTION TCPM
12.5 Fonctions auxiliaires pour les axes rotatifs
Avance en mm/min. sur les axes rotatifs A, B, C: M116 (option de logiciel 1)
Comportement standard
Pour un axe rotatif, la TNC interprête l'avance programmée en degrés/min. (dans les programmes en mm et aussi les programmes en pouces). L'avance de contourage dépend donc de l'écart entre le centre de l'outil et le centre des axes rotatifs.
Plus la distance sera grande et plus l'avance de contourage sera importante.
Avance en mm/min. sur les axes rotatifs avec M116

La géométrie de la machine doit être définie par le constructeur dans la description de la cinématique.
M116 n'agit que sur les plateaux ou tables circulaires. M116 ne peut pas etre utiliser avec les têtes pivotantes. Si votre machine est equipee d'une combinaison table/tete, la TNC ignore les axes rotatifs de la tete pivotante.
M116 agit également avec le plan d'usinage incliné actif et en combinaison avec M128, lorsque vous avez besoin les axes rotatifs via la fonction M138 (voir „ Sélection d'axes inclinés: M138" à la page 482). M116 n'agit alors que sur les axes qui n'ont pas été choisis avec M138.
Pour un axe rotatif, la TNC interprète l'avance programmée en mm/min. (ou 1/10 pouces/min.). Au début de la séquence, la TNC calcule l'avance pour cette séquence. L'avance sur un axe rotatif ne varie pas pendant l'exécution de cette séquence, même si l'outil se déplace en direction du centre des axes rotatifs.
Effet
M116 agit dans le plan d'usinage. Pour annuler M116, programmez M117. En fin de programme, M116 est également désactivée.
M116 est active en début de séquence.
Déplacement des axes rotatifs avec optimisation de la course: M126
Comportement standard
Le comportement standard de la TNC lors du positionnement des axes rotatifs dont l'affichage a eté réduit à des valeurs inférieures à 360^ dépend du paramètre-machine 7682. On y définit si la TNC doit prendre en compte la différence entre la position nominale et la position effective (point courant) ou bien si elle doit toujours (également sans M126) aborder le contour ennant le chemin le plus court. Exemples:
| Position effective | Position nominale | Course |
| 350° | 10° | -340° |
| 10° | 340° | +330° |
Comportement avec M126
Avec M126, la TNC déplace sur une courte distance un axe rotatif avec une réduction d'affichage à 360^ . Exemples:
| Position effective | Position nominale | Course |
| 350° | 10° | +20° |
| 10° | 340° | -30° |
Effet
M126 devient active en début de séquence.
Pour annuler M126, introduisez M127; M126 est également désactivée en fin de programme.
Réduire l'affichage de l'axe rotatif à une valeur inférieure à 360^ : M94
Comportement standard
La TNC déplace l'outil de la valeur angulaire courante à la valeur angulaire programmée.
Example:
Valeur angulaire courante : 538°
Valeur angulaire programmée : 180°
Course réelle : -358°
Comportement avec M94
En début de séquence, la TNC réduit la valeur angulaire actuelle à une valeur inférieure à 360^ , puis se déplace à la valeur angulaire programmée. Si plusieurs axes rotatifs sont actifs, M94 réduit l'affichage de tous les axes rotatifs. En alternative, vous pouvez introduire un axe rotatif derrière M94. La TNC ne réduit alors que l'affichage de cet axe.
Example de séquences CN
Réduire les valeurs d'affichage de tous les axes rotatifs actifs :
LM94
Ne réduire que la valeur d'affichage de l'axe C :
LM94C
Réduire l'affichage de tous les axes rotatifs actifs, puis se déplacer avec l'axe C à la valeur programmesée :
L C+180 FMAX M94
Effet
M94 n'agit que dans la série de programme dans laquelle elle a été programmée.
M94 est active en début de séquence.
Correction automatique de la géométrie machine lors de l'usinage avec axes inclinés: M114 (option de logiciel 2)
Comportement standard
La TNC déplace l'outil jusqu'àux positions définies dans le programme d'usinage. Dans le programme, si la position d'un axe incliné est modifiée, le post-processeur doit calculer le décalage qui en résultat sur les axes linéaires et réaliser le déplacement dans une série de positionnement. Dans la mesure où la géométrie de la machine joue également ici un role, le programme CN doit être calculé séparément pour chaque machine.
Comportement avec M114

La géométrie de la machine doit être définie par le constructeur dans la description de la cinématique.
Si la position d'un axe incliné commandé est modifiée dans le programme, la TNC compense automatiquement le décalage de l'outil avec une correction linéaire 3D. Dans la mesure où la géométrie de la machine est définie dans les paramètres-machine, la TNC compense également automatiquement les décalages spécifiques à la machine. Les programmes ne doivent être calculés par le post-proesseur qu'une seule fois, même s'ilts doivent être executés sur différentes machines équipées de TNC.
Si vous machine ne possède pas d'axes inclinés commandés (inclinaison manuelle de la tête; tête positionnée par PLC), vous pouvez introduire derrière M114 la position ajustée d'inclinaison de la tête (p. ex. M114 B+45, paramètre Q autorisé).
La correction de rayon doit être prise en compte par le système de FAO ou par le post-processeur. Une correction de rayon programmée RL/RR entraîne l'apparition d'un message d'erreur.
Si la correction d'outil linéaire est réalisée par la TNC, l'avance programmese se refère à la pointe de l'outil, ou sinon, au point d'origine de l'outil.

Si vous machine est équipée d'une tête pivotante commandée, vous pouvez interrompre l'execution du programme et modifier la position de l'axe incliné (par exemple, à l'aide de la manivelle).
Avec la fonction AMORCE SEQUENCE N, vous pouvez poursuivre le programme d'usinage à l'endetroit où il a été interrompu. Lorsque M114 est activée, la TNC prend en compte automatiquement la nouvelle position de l'axe incliné.
Pour modifier la position de l'axe incliné avec la manivelle pendant l'exécution du programme, utilisez M118 en liaison avec M128.
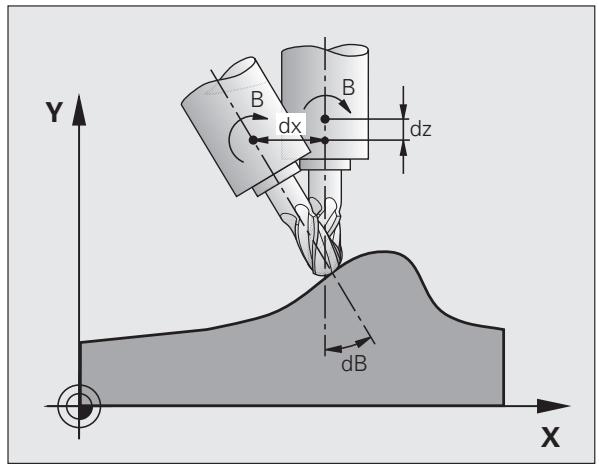
Effet
M114 est active en début de séquence et M115, en fin de séquence.
M114 n'agit pas lorsque la correction du rayon d'outil est active.
Pour annuler M114, introduisez M115. M114 est également désactivée en fin de programme.
Conserver la position de la pointe de l'outil lors du positionnement des axes inclinés (TCPM*): M128 (option de logiciel 2)
Comportement standard
La TNC déplace l'outil jusqu'àux positions définies dans le programme d'usinage. Dans le programme, si la position d'un axe incliné est modifiée, le décalage qui en résultat sur les axes linéaires doit être calculé et le déplacement doit être réalisé dans une séquence de positionnement.
Comportement avec M128 (TCPM: Tool Center Point Management)

La géométrie de la machine doit être définie par le constructeur dans la description de la kinématique.
Si la position d'un axe incliné commandé est modifiée dans le programme, pendant la procédure d'inclinaison, la position de la pointe de l'outil n'est pas modifiée par rapport à la piece.
Pour modifier la position de l'axe incliné avec la manivelle pendant l'exécution du programme, utilisez M128 en liaison avec M118. Lorsque M128 est active, l'autorisation d'un positionnement avec la manivelle a lieu dans le système de coordonnées machine.

Attention, danger pour la pièce!
Pour les axes inclinés avec denture Hirth: Ne modifier la position de l'axe incliné qu'après avoir dégagé l'outil.
Sinon, la sortie hors de la denture pourrait endommager le contour.
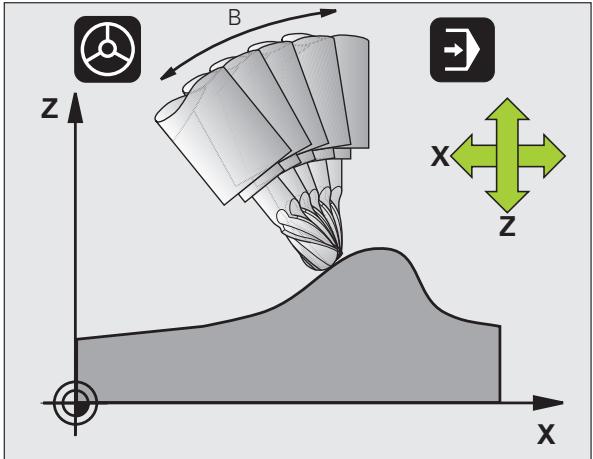
Après M128, vous pouvez encore introduire une avance avec laquelle la TNC exécutera les déplacements de compensation dans les axes linéaires. Si vous n'introduisez aucune avance ou si vous introduisez une avance supérieure à l'avance inscrite dans le paramètre-machine 7471, c'est l'avance du paramètre-machine 7471 qui sera active.

Avant les positionnements avec M91 ou M92 et avant une série T00L CALL: Annuler M128.
Pour éviter d'endommager le contour, vous ne devez utiliser avec M128 que des praises hémisphériques.
La longueur d'outil doit se reférer au centre de la bille de la fraise hemisphérique.
Lorsque M128 est active, la TNC affiche le symbole

M128 avec plateaux inclinés
Si vous programmesz un déplacement du plateau incliné alors que M128 est active, la TNC fait pivoter le système de coordonnées en conséquence. Par exemple, si vous faites pivoter l'axe C de 90^ (par un positionnement ou un décalage du point zéro) et si vous programmesz ensuite un déplacement dans l'axe X, la TNC exécute le déplacement dans l'axe Y de la machine.
La TNC transforme également le point d'origine initiaisé qui est décalé lors du déplacement du plateau circulaire.
M128 avec correction d'outil tridimensionnelle
Pour certaines géométries de machine; si vous faites une correction d'outil tridimensionnelle avec M128 activée et une correction de rayon RL/RR activée, la TNC positionne automatiquement les axes rotatifs (peripheral-milling, Voir „Correction d'outil tridimensionnelle (option de logiciel 2)”, page 484).
Effet
M128 est active en début de séquence et M129, en fin de séquence.
M128 agit également dans les modes de fonctionnement manuels et reste activée après un changement de mode. L'avance destinée au déplacement d'équilibrage reste activée jusqu'à ce que vous en programmiez une nouvelle ou jusqu'à ce que vous annuliez M128 avec M129.
Pour annuler M128, introduisez M129. Si vous scélectionnez un nouveau programme dans un mode Exécution de programme, la TNC désactive également M128.
Example de séquences CN
Effectuer des déplacements de compensation avec une avance de 1000 mm/min :
L X+0 Y+38.5 IB-15 RL F125 M128 F1000
Fraisage incléne avec axes rotatifs non asservis
Si votre machine est équipée d'axes rotatifs non commandés (.,axes compteurs"), vous pouvez tout de même executer un usinage incliné avec ces axes en utilisant M128.
Procedez de la maniere suivante:
1 Déplacer manuellement les axes rotatifs à la position voulue. M128 ne doit pas encore être activée
2 Activer M128 : la TNC enregistre les valeurs effectives de tous les axes rotatifs présents; elle calcule ensuite la nouvelle position du centre de l'outil et actualise l'affichage de position
3 La TNC exécutés dans la série de positionnement suivant le déplacement compensatoire nécessaire
4 Executer l'usinage
5 A la fin du programme, annuler M128 avec M129 et repositionner les axes rotatifs à leur position initiale

Tant que M128 reste activée, la TNC contrôle la position effective des axes rotatifs non commandés. Si la position effective s'écarte d'une valeur définie par le constructeur de la machine par rapport à la position nominale, la TNC délivre un message d'erreur et interrupt le déroulement du programme.
Recoupement de M128 et de M114
M128 correspond à une évolution de la fonction M114.
M114 calcule les déplacements d'équilibrage nécessaires dans la géométrie avant d'exécuter la séquence CN concernée. La TNC compensé le déplacement d'équilibrage de manière à ce qu'il soit réalisé avant la fin de la séquence CN concernée.
M128 calcule tous les déplacements d'équilibrage en temps réel. La TNC exécute immédiatement ceux qui sont rendus nécessaires par un déplacement d'axe rotatif.

M114 et M128 ne doit pas être actifs simultanément car, sinon, les deux fonctions entreraient en conflit, ce qui risquerait d'endommager la piece. La TNC délivre le message d'erreur correspondant.
Arrêt précis aux angles avec transitions de contour non tangentielles: M134
Comportement standard
Dans les positionnements avec axes rotatifs, la TNC déplace l'outil de manière à insérer un élément de transition aux transitions de contour non tangentielles. La transition de contour dépend de l'accelération, de la secousse et de la tolérance définie au niveau de la variation du contour.

Vous pouvez modifier le comportement standard de la TNC avec le paramètre-machine 7440 pour que M134 soit activée automatiquement lors de la seLECTION d'un programme, Voir „Paramètres utiliser généraux", page 656.
Comportement avec M134
Dans les positionnements avec axes rotatifs, la TNC déplace l'outil de manière à exéçuter un arrêt précis aux transitions de contour non tangentielles.
Effet
M134 est active en début de séquence et M135, en fin de séquence.
Pour annuler M134, introduisez M135. Si vous scélectionnez un nouveau programme dans un mode Exécution de programme, la TNC désactive également M134.
Sélection d'axes inclinés: M138
Comportement standard
Avec les fonctions M114 et M128 ainsi qu'avec l'inclinaison du plan d'usinage, la TNC tient compte des axes rotatifs définis dans les paramètres-machine par le constructeur de votre machine.
Comportement avec M138
Avec les fonctions indiquées ci-dessus, la TNC ne tient compte que des axes inclinés ayant été définis avec M138.
Effet
M138 devient active en début de séquence.
Pour annuler M138, reprogrammez M138 sans indiquer les axes inclinés.
Example de séquences CN
Pour les fonctions indiquées ci-dessus, ne tener compte que de l'axe incliné C:
L Z+100 R0 FMAX M138 C
Validation de la cinématique de la machine pour les positions EFF/NOM en fin de séquence: M144 (option de logiciel 2)
Comportement standard
La TNC déplace l'outil jusqu'àux positions définies dans le programme d'usinage. Dans le programme, si la position d'un axe incliné est modifiée, le décalage qui en résultat sur les axes linéaires doit être calculé et le déplacement doit être réalisé dans une séquence de positionnement.
Comportement avec M144
La TNC tient compte d'une modification de la cinématique de la machine dans l'affichage de position, par exemple lorsqu'elle provient du changement d'une broche additionnelle. Si la position d'un axe incliné commandé est modifiée, la position de la pointe de l'outil est alors modifiée par rapport à la piece pendant la procédure d'inclinaison. Le décalage qui en résultat est compensé dans l'affichage de position.

Les positionnements avec M91/M92 sont autorisés si M144 est active.
L'affichage de positions en modes de fonctionnement EN CONTINU et PAS A PAS ne se modifie que lorsque les axes inclinés ont atteint leur position finale.
Effet
M144 devient active en début de séquence. M144 n'est pas active en liaison avec M114, M128 ou avec l'inclinaison du plan d'usinage.
Pour annuler M144, programmez M145.

La géométrie de la machine doit être définie par le constructeur dans la description de la kinématique.
Le constructeur de la machine en définit l'effet dans les modes de fonctionnement automatique et manuel. Consultez le manuel de votre machine.
12.6 Correction d'outil tridimensionnelle (option de calculiel 2)
Introduction
La TNC peut exéçuter une correction d'outil tridimensionnelle (correction 3D) pour des séquences linéaires. En plus des coordonnées X, Y et Z du point final de la droite, ces séquences doivent contérer également les composantes NX, NY et NZ du vecteur normal à la surface (voir „Définition d'un vecteur normé" à la page 485)
Si vous désirez en plus exécuter une orientation d'outil ou une correction tridimensionnelle, ces séquences doiventContainir en plus un vecteur normé dont les composantes TX, TY et TZ définissant l'orientation de l'outil (voir „Définition d'un vecteur normé" à la page 485).
Un système FAO doit vous calculer le point final de la droite, les composantes de la normale à la surface ainsi que les composantes d'orientation de l'outil.
Possibilities d'utilisation
■ Utilisation d'outils dont les dimensions ne correspondent pas à celles calculées par le système CFAO (correction 3D sans définition de l'orientation d'outil)
Face Milling: Correction de la géométrie de la+Faise dans le sens des normales de surface (correction 3D sans et avec définition de l'orientation d'outil). L'enlèvement de matière est réalisé avec le bout de l'outil
Peripheral Milling: Correction du rayon de la fraise, perpendicular au sens de l'outil (correction de rayon tridimensionnelle avec définition de l'orientation d'outil). L'enlèvement de matière est réalisé par l'enveloppe de l'outil
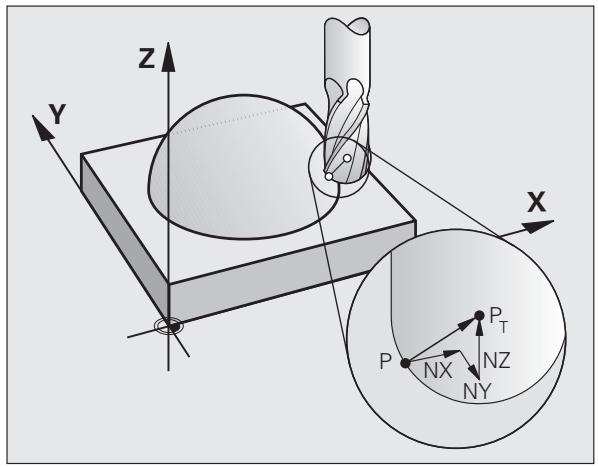
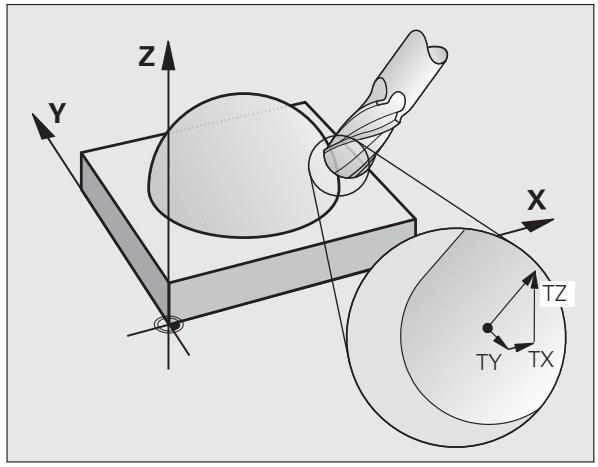
Définition d'un vecteur normé
Un vecteur normé est une grandeur mathématique qui a une valeur de 1 et une direction quelconque. Pour les séquences LN, la TNC a besoin de deux vecteurs normés max, l'un pour définir la direction des normales aux surfaces et l'autre (optionnelle) pour définir la direction de l'orientation de l'outil. La direction des normales aux surfaces est déterminée par les composantes NX, NY et NZ. Avec les fraises deux tailles et fraises boules, le vecteur part de la perpendicularaire à la surface de la pierce vers le point d'origine de l'outil P_T , avec une fraise torique vers le point P_T' ou P_T (voir figure). La direction de l'orientation de l'outil est défini par les composantes TX, TY et TZ

Les coordonnées pour la position X,Y, Z et pour les normales aux surfaces NX, NY, NZ ou TX, TY, TZ doivent être dans le même ordre à l'intérieur de la série CN.
Dans la séquence LN, il faut toujours indiquer toutes les coordonnées ainsi que toutes les normales aux surfaces, même si les valeurs sont identiques à la séquence précédente.
TX, TY et TZ doivent toujours être définis avec des valeurs numériques. Les paramètres Q sont interdits.
Par principe; il faut toujours calculer et restituer les vecteurs normaux avec 7 décimales après la virgule pour éviter les arrêts d'avance pendant l'usinage.
La correction 3D avec normales aux surfaces est valable pour les coordonnées dans les axes principaux X, Y, Z.
Si vous changez un outil avec surépaisseur (valeurs delta positives), la TNC délivre un message d'erreur. Vous pouvez ne pas afficher ce message en utilisant M107 (Voir „Conditions requises pour séquence CN avec vecteurs normaux de surface et correction 3D", page 184).
La TNC n'émet pas de message d'erreur si des surpaisseurs d'outil devaient endommager le contour.
Le paramètre-machine 7680 peut définir si le système CFAO a corrigé la longueur d'outil en prénant en compte le centre de la bille P_T ou son pôle sud P_SP (cf. figure).
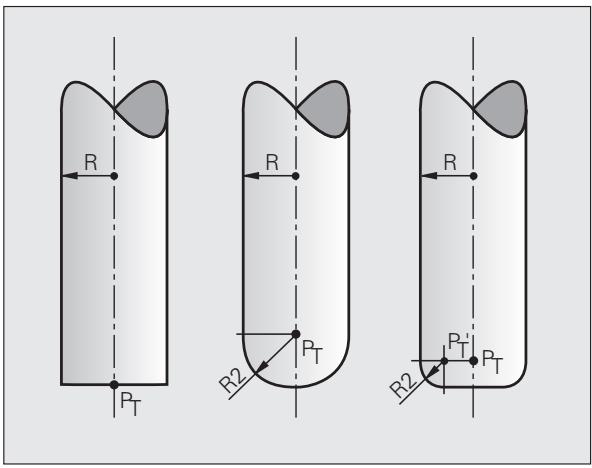
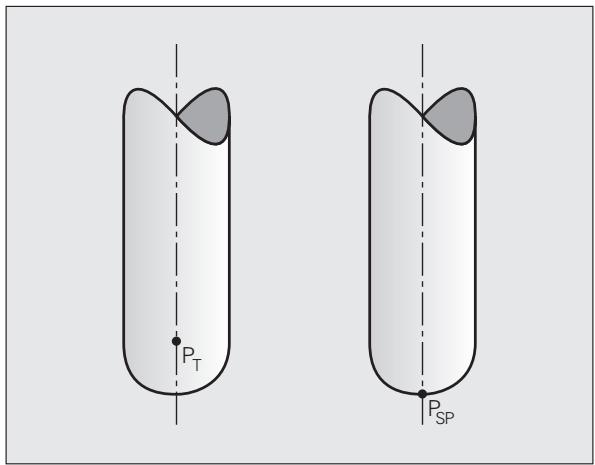
Formes d'outils autorisées
Vou definissez les formes d'outils autorisées (voir figure) dans le tableau d'outils et avec les rayons d'outil R et R2 :
Rayon d'outil R : cote entre le centre de l'outil et le corps de l'outil
Rayon d'outil 2 R2: rayon d'arrondi entre le bout de l'outil et le corps de l'outil
Le rapport de R et R2 déterminée la forme de l'outil :
R2 = 0: Fraise deux tailles
R2 = R: Fraise hémisphérique
0 < 2 < :Fraise torique
Ces données permettent également de déterminer les coordonnées du point d'origine P_ de l'outil.
Utilisation d'autres outils : valeurs Delta
Si vous utilise des outils de dimensions différentes de celles des outils prévus à l'origine, introduisez la différence des longueurs et rayons comme valeurs Delta dans le tableau d'outils ou dans l'appel d'outil TOOL CALL :
Valeur Delta positive DL, DR, DR2 : les dimensions de l'outil sont supérieures à celles de l'outil d'origine (surépaissur)
Valeur Delta négative DL, DR, DR2 : les dimensions de l'outil sont inférieures à celles de l'outil d'origine (surrepaisseur négative)
La TNC corrige alors la position de l'outil de la somme des valeurs Delta du tableau d'outil et de l'appeal d'outil.
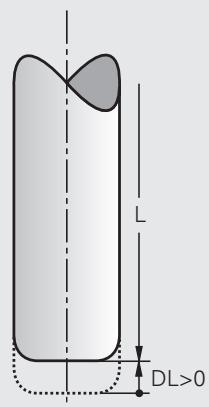
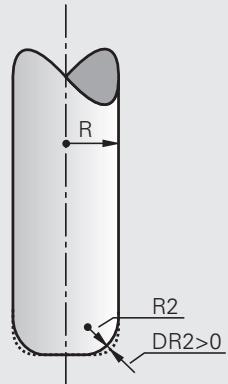
Correction 3D sans orientation d'outil
La TNC décale l'outil dans la direction des normales aux surfaces, de la somme des valeurs Delta (tableau d'outils et TOOL CALL).
Exemple: format de séquence avec normales aux surfaces
LN : Droite avec correction 3D
X, Y, Z: Coordonnées corrigées du point final de la droite
NX, NY, NZ: Composantes des normales aux surfaces
F: Avance
M: Fonction auxiliaire
Face Milling: Correction 3D sans ou avec orientation d'outil
La TNC décale l'outil dans la direction des normales aux surfaces, de la somme des valeurs Delta (tableau d'outils et TOOL CALL).
Avec M128 activée (Voir „, Conserver la position de la pointe de l'outil lors du positionnement des axes inclinés (TCPM*): M128 (option de logiciel 2)”, page 478), la TNC maintain l'outil perpendicularrement au contour de la piece si aucune orientation d'outil n'a été définie dans la séquence LN.
Si une orientation d'outil T a été définie dans la séquence LN et si M128 (ou FUNCTION TCPM) est activée simultanément, la TNC positionne automatiquement les axes rotatifs de la machine de manière à ce que l'outil puisse atteindre l'orientation d'outil programmée. Si vous vous n'avez pas activé M128 (ou FUNCTION TCPM), la TNC ignore le vecteur directionnel T, même s'il est défini dans la séquence LN.

Cette fonction n'est possible que sur les machines dont la configuration d'inclinaison des axes peut permettre de définir les angles spatiaux. Consultez le manuel de votre machine.
La TNC n'est pas en mesure de positionner automatiquement les axes rotatifs sur toutes les machines. Consultez le manuel de votre machine.

Attention, risque de collision!
Sur les machines dont les axes rotatifs n'autorisent qu'une plage de déplacement limitée et lors du positionnement automatique, des déplacements peuvent nécessiter, par exemple, une rotation de la table à 180^ . Faites attention aux risques de collision de la tête avec la pièce ou avec les matériels de serrage.
Exemple : format de séquence avec normales de surface sans orientation d'outil
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922 NZ-0,8764339 F1000 M128
Exemple : format de séquence avec normales aux surfaces et orientation d'outil
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922 NZ-0,8764339 TX+0,0078922 TY-0,8764339 TZ+0,2590319 F1000 M128
LN : Droite avec correction 3D
X, Y, Z: Coordonnées corrigées du point final de la droite
NX, NY, NZ : Composantes des normales aux surfaces
TX, TY, TZ: Composantes du vecteur normé pour l'orientation de l'outil
F: Avance
M : Fonction auxiliaire
Fraisage de profil : correction 3D avec orientation de l'outil
La TNC décale l'outil perpendicularément au sens du déplacement et perpendicularlement à la direction de l'outil, en fonction de la somme des valeurs delta DR (tableau d'outils et TOOL CALL). Le sens de correction est à définir avec la correction de rayon RL/RR (voir figure, sens du déplacement Y+). Pour que la TNC puisse atteindre l'orientation définie, vous doivent activer la fonction M128 (voir „, Conserver la position de la pointe de l'outil lors du positionnement des axes inclinés (TCPM*): M128 (option de logiciel 2) à la page 478). La TNC positionne alors automatiquement les axes rotatifs de la machine de manière à ce que l'outil puisse atteindre l'orientation d'outil programmée avec la correction active.

Cette fonction n'est possible que sur les machines dont la configuration d'inclinaison des axes peut permettre de définir les angles spatiaux. Consultez le manuel de votre machine.
La TNC n'est pas en mesure de positionner automatiquement les axes rotatifs sur toutes les machines. Consultez le manuel de votre machine.
Il faut remarquer que la TNC exécute une correction en fonction des valeurs Delta définies. Un rayon d'ouil R défini dans le tableau d'outils n'a aucune influence sur la correction.

Attention, risque de collision!
Sur les machines dont les axes rotatifs n'autorisent qu'une plage de déplacement limitée et lors du positionnement automatique, des déplacements peuvent nécessiter, par exemple, une rotation de la table à 180^ . Faites attention aux risques de collision de la tête avec la piece ou avec les matériels de serrage.
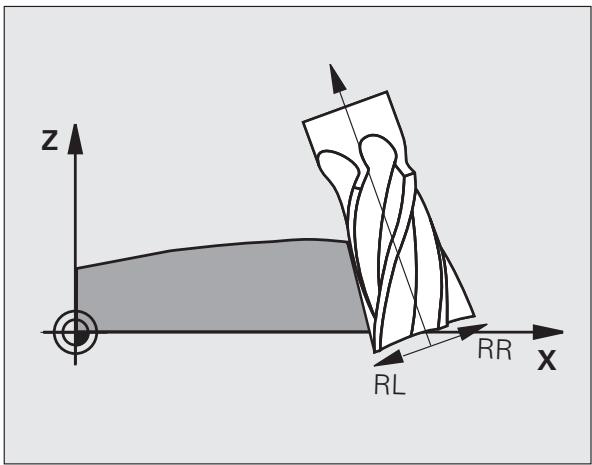
You pouvez définir l'orientation d'outil de deux manières :
Dans la série LN en individant les composantes TX, TY et TZ
Dans une série L en indiquant les coordonnées des axes rotatifs
Exemple: format de séquence avec orientation d'outil
1 LN X+31,737 Y+21,954 Z+33,165 TX+0,0078922 TY-0,8764339 TZ+0,2590319 RR F1000 M128
LN : Droite avec correction 3D
X, Y, Z: Coordonnées corrigées du point final de la droite
TX, TY, TZ: Composantes du vecteur normé pour l'orientation de l'outil
RR: Correction du rayon d'outil
F: Avance
M: Fonction auxiliaire
Exemple : format de séquence avec axes rotatifs
1 L X+31,737 Y+21,954 Z+33,165 B+12,357 C+5,896 RL F1000 M128
L: Droite
X, Y, Z: Coordonnées corrigées du point final de la droite
L: Droite
B, C: Coordonnées des axes rotatifs pour l'orientation de l'outil
RL: Correction de rayon
F: Avance
M: Fonction auxiliaire
Correction de rayon d'outil 3D en fonction de l'angle d'attaque (option de logiciel 3D-ToolComp)
Dû à la fabrication, le rayon effectif de la fraise hémisphérique s'écarte de la forme ideale. L'erreur de forme maximale est fournie par le fabricant d'outils, les écarts courants sont compris entre 0,005 et 0,01 mm.
L'erreur de forme peut être déterminée avec un système laser associé à des cycles laser de la TNC et est mémorisé sous forme d'un tableau de valeur de correction. Le tableau contient les valeurs angulaires et l'écart mesure par rapport au rayon nominal R2 à chaque position angulaire.
Avec l'option de logiciel 3D-ToolComp, la TNC est en mesure, independamment du point de contact de l'outil, de compenser la valeur de correction définie dans la table correspondante.
Conditions requires
L'option logiciel 3D-ToolComp est validée
L'option logiciel 2 Usinage 3D est validée
Paramètre machine 7680, le bit 6 doit être initiaisé à 1 : la TNC tient compte pour la correction de longueur d'outil de R2 issu du tableau d'outils
La colonne DR2TABLE dans le tableau d'outils TOOL.T est validée (paramètre machine 7266.42)
L'outil a eté mesuré avec un système laser et le tableau des valeurs de correction est disponible dans un réseau sous TNC:.Une alternative est la création manuelle du tableau des valeurs de correction (voir „Tabl. de valeurs de correction" à la page 492)
- Les dimensions d'outils L, R et R2 sont enregistrées dans le tableau d'outils TOOL.T.
Dans la colonne DR2TABLE du tableau d'outils TOOL.T est enregistrée le chemin du tableau des valeurs de correction pour l'util à corriger.(sans extension)(voir „Tableau d'outils : données d'outils standard" à la page 166)
■ Programme : les séquences CN avec vecteurs normaux aux surfaces sont indispensablees (voir „Programme CN" à la page 494)
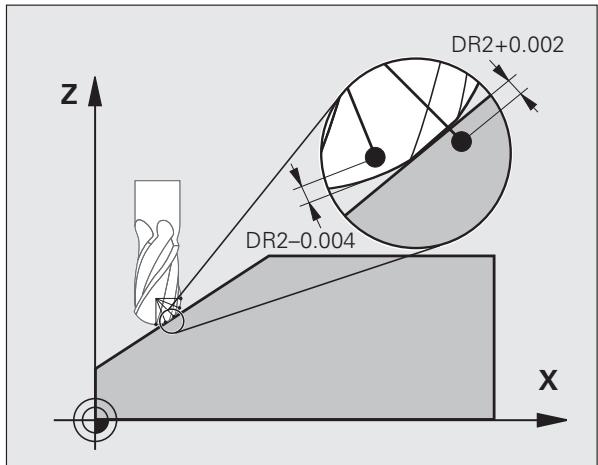
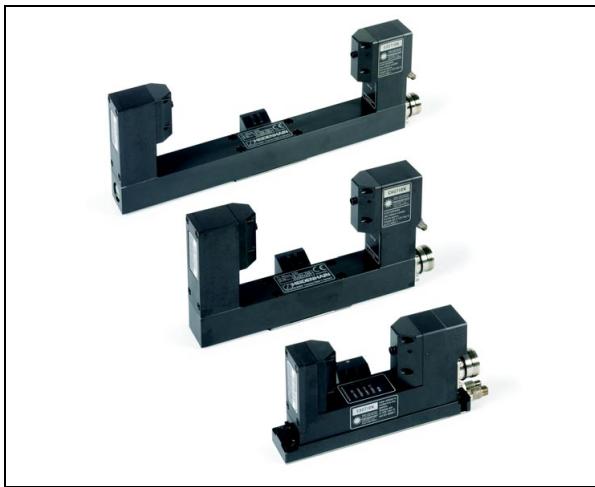
Tabl. de valeurs de correction

Le cycle de mesure laser 588 create automatiquement le tableau des valeurs de correction. Pour cela, se référer à la documentation des cycles de mesure laser.
Si vous souhaitez générer et replir vous-même le tableau des valeurs de correction, procédez de la manière suivante :
Sélectionner le gestionnaire de fichiers : appuyer sur la touche PGM MGT
Introduire un nom de fichier au besoin avec l'extension TAB et.Valider avec la touche ENT : la TNC ouvre une fenetre auxiliaire avec des formats de tableaux.
Avec la touche fléchée, Sélectionner le format de tableau 3DTOOLCOMP. TAB et vérifier avec la touche ENT : la TNC ouvre un nouveau tableau qui contient une seule ligne et les colonnes nécessaires à la fonction 3D-ToolComp.

Le tableau des valeurs de correction est un tableau à définition libre. Autres informations concernant le travail avec les tableaux à définition libre : voir „Tableaux à définit librement", page 438

Quand vous ouvrez un nouveau fichier TAB, et que la TNC n'affiche pas de fenêtre auxiliaire ou de format de tableau 3DT00LCOMP, vous nevez d'abord générer les formats de tableaux avec la fonction COPY SAMPLE FILES. Pour cela, prenez contact avec le constructeur de votre machine ou avec HEIDENHAIN.
La TNC exploite les colonnes suivantes du tableau des valeurs de correction :
ANGLE:
Angle au rayon d'outil, auquel appartient la valeur de correction calculée NOM-DR2. Plage d'introduction: 0^ à 180^ , pour une frais hemisphérique, les valeurs se situent entre 0^ et 90^
NOM-R2:
Rayon nominal R2 de l'outil. La TNC utilise les valeurs issues de NOM-R2 seulement pour déterminer la fin du tableau des valeurs de correction : la fin du tableau est la ligne dans laquelle est enregistrée la valeur = 0 dans la colonne NOM-R2.
NOM-DR2:
Ecart avec la valeur nominale, valeur positive (surrepaisseur pos.) et valeur négative (surrepaisseur neg.) sont permises.

La TNC exploite 50 lignes max dans un tableau des valeurs de correction
La TNC exploite des valeurs angulaires négatives dans la colonne ANGLE, maisompense tous les valeurs de correction dans une plage angulaire positive de l'outil.
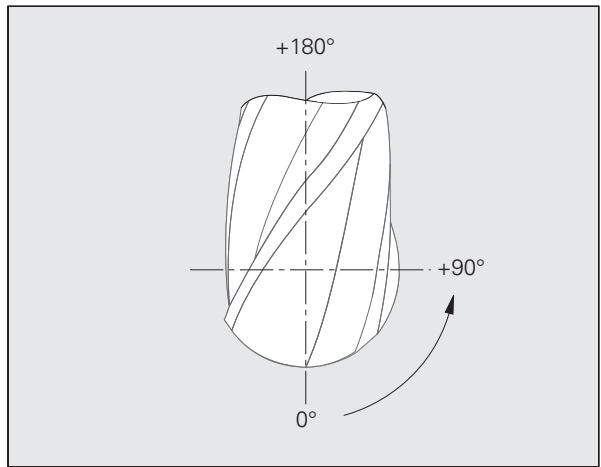
Fonction
Lorsque vous exécutez un programme avec des vecteurs normaux aux surfaces, et que vous avez affecté à l'outil actif un tableau des valeurs de correction dans le tableau d'outils (colonne DR2TABLE), alors la TNC calcule les valeurs à partir du tableau des valeurs de correction et non pas à partir des valeurs de correction DR2 dans TOOL.T
La TNC tient compte de la valeur du tableau des valeurs de correction, qui est définié pour le point de contact actuel de l'outil avec la pièce. Si le point de contact est situé entre deux points de correction, alors la TNC interpôle linéairement la valeur de correction entre les deux angles voisins.
Example:
| Valeur angulaire | Valeur de correction |
| 40° | +0.03 mm (mesuré) |
| 50° | -0.02 mm (mesuré) |
| 45° (point de contact) | +0.005 mm (interpolé) |

La TNC délivre un message d'erreur si vous ne pouvez pas déterminer une valeur de correction par interpolation.
La programmation de M107 (inhibition du message d'erreur avec des valeurs de correction positives) n'est pas nécessaire, même si la valeur de correction est positive.
La TNC calcule DR2 à partir de TOOL.T ou une valeur de correction à partir du tableau des valeurs de correction. Des Offsets supplémentaires tels qu'une surépaissur de surface peuvent être définis via DR2 dans la série TOOL CALL.
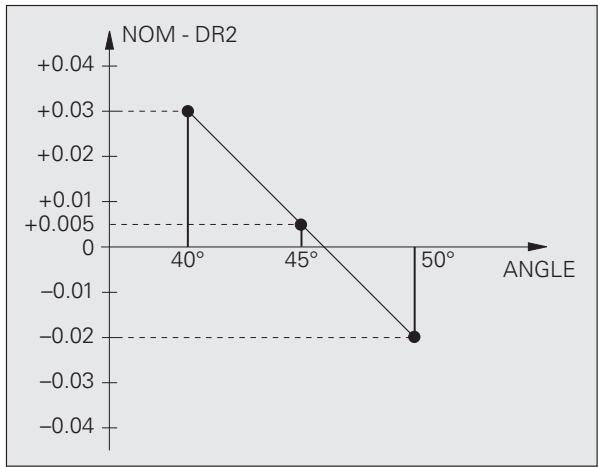
Programme CN
3D-ToolComp ne fonctionne principalement qu'vec des programmes compondant des vecteurs normaux aux surfaces (voir „Définition d'un vecteur normé" à la page 485). Veillez aux points suivant lors de l'élaboration d'un programme CN avec un système de FAO :
Si le programme CN se refère au centre de l'outil (centre de la fraise boule), alors vous doivent désfinir la valeur nominale du rayon R2 de la fraise hémisphérique dans le tableau d'outil TOOL.T.
Si le programme CN se refère au bout de l'outil (pôle sud), alors vous neccess d'éfinir la valeur nominale du rayon R2 de la fraise hemisphérique, et en plus la valeur R2 comme valeur delta négative dans la colonne DL dans le tableau d'outil TOOL.T.
Exemple : programme trois axes avec vecteurs normaux aux surfaces
FUNCTION TCPM OFF
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922 NZ-0,8764339 F1000
X, Y, Z: Position des points du parcours d'outil
NX, NY, NZ: Composantes des normales aux surfaces
Exemple : programme cinq axes avec vecteurs normaux aux surfaces
FUNCTION TCPM F TCP AXIS POS PATHCTRL AXIS
LN X+31,737 Y+21,954 Z+33,165 NX+0,2637581 NY+0,0078922
NZ-0,8764339 TX+0,0078922 TY-0,8764339 TZ+0,2590319 F1000
X, Y, Z: Position des points du parcours d'outil
NX, NY, NZ : Composantes des normales aux surfaces
TX, TY, TZ: Composantes du vecteur normé pour l'orientation de l'outil
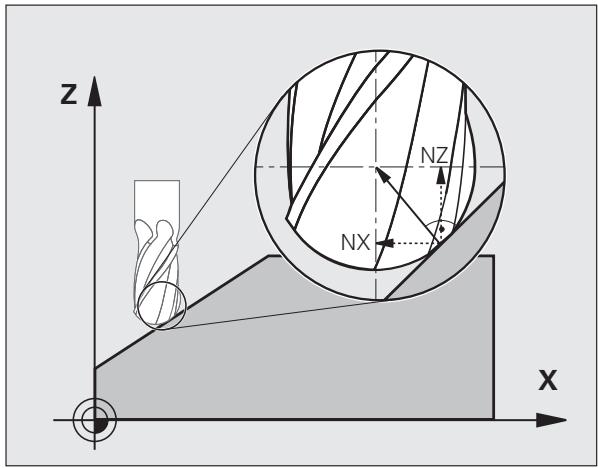
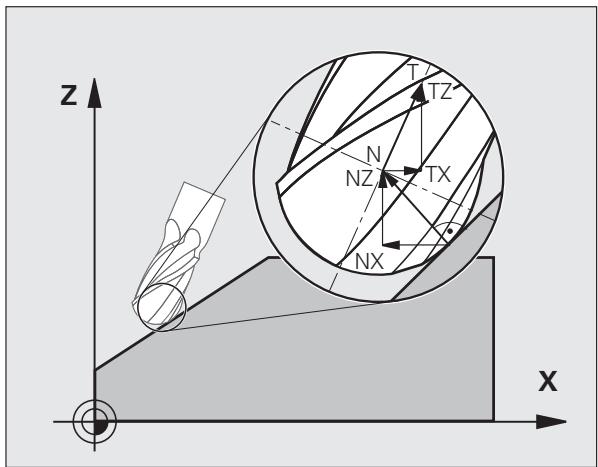
12.7 Contournages – Interpolation spline (option de logiciel 2)
Application
Les contours décrits sous forme de splines par un système de FAO peuvent être transférés vers la commande TNC et exécutés directement. La TNC dispose d'un interpolateur spline permettant d'exécuter des polynômes de troisième ordre sur deux, trois, quatre ou cinq axes.

Vous ne pouvez pas éditer les séquences spline dans la TNC. Exception: Avance F et fonction auxiliaire M dans une série spline.
Exemple: Format de série pour trois axes
| 7 L X+28.338 Y+19.385 Z-0.5 FMAX | Point initial spline |
| 8 SPL X24.875 Y15.924 Z-0.5K3X-4.688E-002 K2X2.459E-002 K1X3.486E+000K3Y-4.563E-002 K2Y2.155E-002 K1Y3.486E+000K3Z0.000E+000 K2Z0.000E+000 K1Z0.000E+000 F10000 | Point final splineParamètre spline pour axe XParamètre spline pour axe YParamètre spline pour axe Z |
| 9 SPL X17.952 Y9.003 Z-0.500K3X5.159E-002 K2X-5.644E-002 K1X6.928E+000K3Y3.753E-002 K2Y-2.644E-002 K1Y6.910E+000K3Z0.000E+000 K2Z0.000E+000 K1Z0.000E+000 | Point final splineParamètre spline pour axe XParamètre spline pour axe YParamètre spline pour axe Z |
| 10 ... |
La TNC exécute la série spline en fonction des polynômes de troisième ordre suivants:
$$ X (t) = K 3 X \cdot t ^ {3} + K 2 X \cdot t ^ {2} + K 1 X \cdot t + X $$
$$ Y (t) = K 3 Y \cdot t ^ {3} + K 2 Y \cdot t ^ {2} + K 1 Y \cdot t + Y $$
$$ Z (t) = K 3 Z \cdot t ^ {3} + K 2 Z \cdot t ^ {2} + K 1 Z \cdot t + Z $$
La variable t va de 1 à 0. Le pas de progression de t dépend de l'avance et de la longueur du spline.
Exemple: Format de série pour cinq axes
| 7 L X+33.909 X-25.838 Z+75.107 A+17 B-10.103 FMAX | Point initial spline |
| 8 SPL X+39.824 Y-28.378 Z+77.425 A+17.32 B-12.75K3X+0.0983 K2X-0.441 K1X-5.5724K3Y-0.0422 K2Y+0.1893 1Y+2,3929K3Z+0.0015 K2Z-0.9549 K1Z+3.0875K3A+0.1283 K2A-0.141 K1A-0.5724K3B+0.0083 K2B-0.413 E+2 K1B-1.5724 E+1 F10000 | Point final splineParamètre spline pour axe XParamètre spline pour axe YParamètre spline pour axe ZParamètre spline pour axe AParamètre spline pour axe B avec écriture exponentielle |
| 9 ... |
La TNC exécute la série spline en fonction des polynômes de troisième ordre suivants:
$$ X (t) = K 3 X \cdot t ^ {3} + K 2 X \cdot t ^ {2} + K 1 X \cdot t + X $$
$$ \Upsilon (t) = \mathrm {K 3 Y} \cdot t ^ {3} + \mathrm {K 2 Y} \cdot t ^ {2} + \mathrm {K 1 Y} \cdot t + \Upsilon $$
$$ Z (t) = K 3 Z \cdot t ^ {3} + K 2 Z \cdot t ^ {2} + K 1 Z \cdot t + Z $$
La variable t va de 1 à 0. Le pas de progression de t dépend de l'avance et de la longueur du spline.

Pour chaque coordonnée de point final dans la séquence spline, vous doivent programmer les paramètres spline K3 à K1. L'ordre de succession des coordonnées du point final de la séquence spline peut être librement choisi.
La TNC attend toujours l'introduction du paramètre spline K pour chaque axe dans l'ordre K3, K2, K1.
Outre les axes principaux X, Y et Z, la TNC peut également traiter dans la série SPL les axes auxiliaires U, V et W ainsi que les axes rotatifs A, B et C. Dans le paramètre spline K, il convient d'introduire l'axe correspondant (p. ex. K3A+0,0953 K2A-0,441 K1A+0,5724).
Si la valeur d'un paramètre spline K est supérieure à 9,999999999, le post-processeur doit délivrer K sous forme d'exposant (p. ex. K3X+1,2750 E2).
La TNC peut également executer un programme compteant des séquences spline en mode avec inclinaison du plan d'usinage.
Veiller si possible à ce que les transitions d'une spline à l'autre soient tangentielles (changement de sens inférieur à 0,1°). Sinon, quand les fonctions de filtrage sont inactives, la TNC exécute un arrêt précis et la machine est soumise à des a-coups de fonctionnement. Quand les fonctions de filtrage sont actives, la TNC réduit en conséquence l'avance à ces endroits-là.
Le point initial Spline ne doit pas varier de plus de 1 m par rapport au point final du contour precedent. Si I'ecart est supérieur à cette valeur, la TNC délivre un message d'erreur.
Plages d'introduction
Point final spline: -99 999,9999 à +99 999,9999
Parametre spline K: -9,99999999 à +9,99999999
Exposant pour paramètre spline K: -255 à +255 (nombres entier)
13
Programmation: Gestionnaire de palettes
13.1 Gestionnaire de palettes
Utilisation

Le gestionnaire de palettes est une fonction qui dépend de la machine. L'etendue des fonctions standard est décrite ci-après. Consultez également le manuel de votre machine.
Les tableaux de palettes sont utilisés sur centres d'usinage équipés de changeurs de palettes: Pour les différentes palettes, le tableau de palettes appelle les programmes d'usinage qui lui apparitennent et active les décalages de points zéro ou les tableaux de points zéro correspondants.
Vou puez également utiliser les tableaux de palettes pour exécuter les uns à la suite des autres différents programmes compteant différents points d'origine.
Les tableaux de palettes contiennent les données suivantes:
PAL/PGM (introduction impérative):
Identification de la palette ou du programme CN (seLECTIONner avec la touche ENT ou NO ENT)
NAME (introduction impérative):
Nom de la palette ou du programme. C'est le constructeur de la machine qui définit le nom des palettes (consulter le manuel de la machine). Les noms de programmes doivent être mémorisés dans le même réseau que celui du tableau de palettes. Sinon, il vous faut introduire le chemin d'accès complet
PALPRES (introduction facilitative):
Numéro de Preset du tableau de Presets de palettes. Le numéro de Preset défini ici est interprétré par la TNC comme point d'origine de palette (introduction PAL dans la colonne PAL/PGM). Le Preset depalette peut être utilisé pour compenser des différences entre les palettes. Un Preset depalette peut être activé automatiquement lors du changement depalette
Nombre de Preset du tableau Preset. Le nombre de Preset défini ici est interprétré par la TNC soit comme point d'origine de palette (entree PAL dans la colonne PAL/PGM), soit comme point d'origine pièce (entree PGM dans la ligne PAL/PGM) Si un tableau de Presets de palettes est actif sur votre machine, n'utilise la colonne PRESET que pour les points d'origine pièce
Nom du tableau de points zéro. Les tableaux des tableaux de points zéro doivent être enregistrés dans le même répertoire que celui du tableau de palettes. Sinon, il vous faut introduire le chemin d'accès complet pour le tableau de points zéro. Vous pouvez activer les points zéro à partir du tableau de points zéro dans le programme CN à l'aide du cycle 7 POINT ZERO
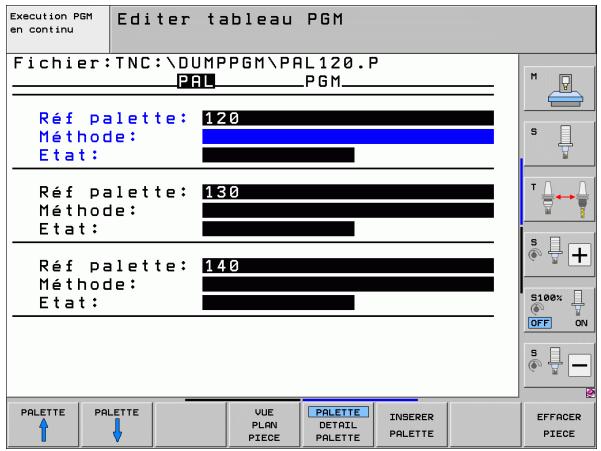
X, Y, Z (introduction facultative, autres axes possibles): Pour les noms de palettes, les coordonnées programmées se reférènt au point zéro machine. Pour les programmes CN, les coordonnées programmées se reférènt au point zéro de palette. Ces données remplacent le dernier point d'origine initiaisé en mode Manuel. Vous pouvez réactiver le dernier point d'origine initiaisé en utilisant la fonction auxiliaire M104. Avec la touche „Validation de la position effective“, la TNC affiche une fenêtre dans laquelle vous pouvez faire inscrite par la TNC différents points comme point d'origine (voir tableau suivant):
| Position | Signification |
| Valeurs effectives | Inscire les coordonnées de la dernière position actuelle de l'outil se référant au système de coordonnées actif |
| Valeurs de réf. | Inscire les coordonnées de position en cours de l'outil se référant au point zéro machine |
| Valeurs EFF | Inscire les coordonnées se référant au système de coordonnées actif du dernier point d'origine palpé en mode Manuel |
| Valeurs REF | Enregistrrer les coordonnées se référant au point zéro machine du dernier point d'origine palpé en mode Manuel |
Sélectionnez avec les touches fléchées et la touche ENT la position que vous désirez valider. Pour que la TNC mémorise dans le tableau de palettes les coordonnées sur tous les axes actifs, appuyez ensuite sur la softkey TOUTES VALEURS. Appuyez sur la softkey VALEUR ACTUELLE pour que la TNC mémorise la coordonnée de l'axe sur lequel se trouve la surbrillance dans le tableau de palettes.

Avant un programme CN, si vous n'avez pas définir de palette, les coordonnées programmées se reférènt au point zéro machine. Si vous ne définisse aucunepalette, le point d'origine initiaisé manuellement reste actif.
| Fonction d'edition | Softkey |
| Sélectionner le début du tableau | DEBUT |
| Sélectionner la fin du tableau | FIN |
| Sélectionner la page précédente du tableau | PAGE |
| Sélectionner la page suivante du tableau | PAGE |
| Insérer une ligne en fin de tableau | INSERER L'IGNE |
| Effacer une ligne en fin de tableau | EFFACER LIGNE |
| Sélectionner le début de la ligne suivante | LIGNE SUIVANTE |
| Ajouter le nombre de lignes possibles en fin de tableau | AJOUTER N LIGNES A LA FIN |
| Copier le champ en surbrillance (2ème barre de softkeys) | COPIER VALEUR ACTUELLE |
| Insérer le champ copiedé (2ème barre de softkeys) | INSERER VALEUR COPIE |
Selectionner le tableau de palettes
En mode Mémorisation/édition de programme ou Execution de programme, Sélectionner le gestionnaire de fichiers: Appuyer sur la touche PGM MGT
Afficher les fichiers de type .P: Appuyer sur les softkeys SELECT. TYPE et AFFICHE .P
Sélectionner le tableau de palettes à l'aide des touches fléchées ou introduire le nom d'un nouveau tableau
Valider la selection avec la touche ENT
Quitter le tableau de palettes
Sélectionner le gestionnaire de fichiers: Appuyer sur la touche PGM MGT
Sélectionner l'autre type de fichier: Appuyer sur la softkey SELECT. TYPE et appuyer sur la softkey correspondant à l'autre type de fichier désiré, par ex. AFFICHE .H
Sélectionner le fichier désiré
Gestion des points d'origine de palettes avec le tableau de Presets de palettes

Le tableau de Presets de palettes est configuré par le constructeur de votre machine. Consultez le manuel de la machine!
Outre le tableau Preset destiné à gérer les points d'origine piece, vous disposez également d'un tableau Preset permettant de:gérer les points d'origine des palettes. Vous pouvez ainsi:gérer les points d'origine des palettes independamment des points d'origine piece.
Les points d'origine des palettes permettent, par exemple, de compenser de manière simple des différences d'origine mécanique entre les différentes palettes.
Pour enregistrer les points d'origine des palettes, on dispose dans les fonctions de palpage manuel d'une softkey supplémentaire permettant d'enregistrer également les résultats du PALPAGE dans le tableau de Presets de palettes (voir „Enregistrer les valeurs de mesure dans le tableau de Presets de palettes" à la page 554).

On ne peut activer simultanément qu'un point d'origine piece et un point d'origine palette. Les deux points d'origine s'additionnent.
La TNC affiche le numéro du preset de palette actif dans l'affichage d'etat supplémentaire (voir „Informations générales sur les palettes (onglet PAL)“ à la page 79).
Travail à l'aide du tableau de Presets de palettes

Les modifications du tableau de Presets de palettes ne doivent être apportées qu'en accord avec le constructeur de votre machine!
Si le constructeur de votre machine a activé le tableau de Presets de palettes, vous pouvez éditer ce tableau en mode de fonctionnement. Manuel:
Sélectionner le mode Manuel ou Manivelle électronique
Commuter la barre des softkeys
PALETTESTAB.PRES.
Ouvrir le tableau de Presets de palettes: Appuyer sur la softkey PALETTETS TAB. PRESET. La TNC affiche d'autres softkeys: Cf. tableau ci-dessous
Fonctions d'edition disponibles:
| Fonction d'edition en mode tableau | Softkey |
| Sélectionner le début du tableau | DEBUT |
| Sélectionner la fin du tableau | FIN |
| Sélectionner la page précédente du tableau | PAGE |
| Sélectionner la page suivante du tableau | PAGE |
| Insérer une seule ligne en fin de tableau | INSERER LIGNE |
| Effacer une seule ligne en fin de tableau | EFFACER LIGNE |
| Activation/désactivation de l'edition | EDITOR OFF ON |
| Activer le point d'origine palette de la ligne actuelle (2ème barre de softkeys) | ACTIVER PRESET |
| Dé族自治 point d'origine palette actuellément activé (2ème barre de softkeys) | DESAC-TIVER PRESET |
Exécuter un fichier de palettes

Par paramètre-machine, on définit si le tableau de palettes doit être executé pas à pas ou en continu.
Aussi longtemps que le contrôle d'utilisation des outils est activé dans le paramètre-machine 7246, vous pouvez contrôler la durée d'utilisation de tous les outils utilisés dans une palette (voir „Test d'utilisation des outils" à la page 185).
En mode Mémorisation/édition de programme ou Exécution de programme pas à pas, sélectionner le gestionnaire de fichiers: Appuyer sur la touche PGM MGT
Afficher les fichiers de type .P: Appuyer sur les softkeys SELECT. TYPE et AFFICHE .P
Sélectionner le tableau de palettes avec les touches fléchées; valider avec la touche ENT
Exécuter le tableau de palettes: appuyer sur la touche Start CN; la TNC exécute les palettes de la manière définie dans le paramètre machine 7683
Partage de l'écran lors de l'exécution des tableaux de palettes
Si vous désirez visualiser simultanément le contenu du programme et le contenu du tableau de palettes, Sélectionnez le partage d'écran PROGRAMME + PALETTE. En cours d'execution, la TNC affiche le programme sur la moitié gauche de l'écran et la palette sur la moitié droite. Pour visualiser le contenu du programme avant d'exécuter le tableau de palettes, procédez de la manière suivante:
Sélectionner le tableau de palettes
Avec les touches fléchées, Sélectionnez le programme que vous désirez contrôler
Appuyer sur la softkey OUVRIR LE PROGRAMME: La TNC affiche à l'écran le programme sélectionné. Vous pouvez maintainant feuilleter dans le programme à l'aide des touches fléchéées
Retour au tableau de palettes: appuyez sur la softkey END PGM
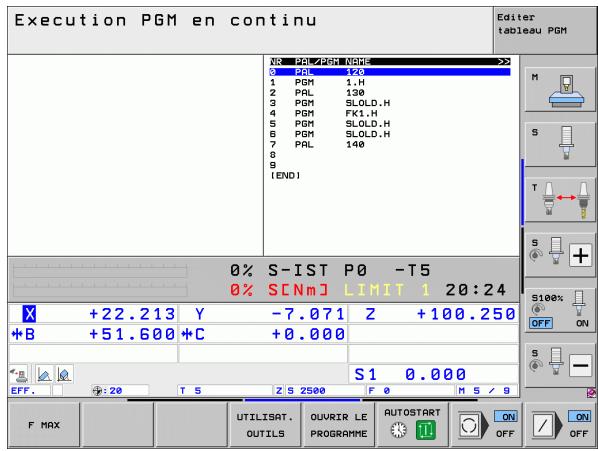
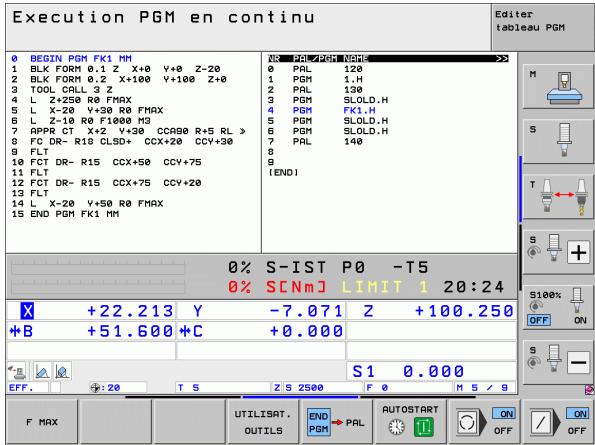
13.2 Mode de fonctionnement palette avec usinage orienté vers l'outil
Utilisation

Le gestionnaire de palettes en liaison avec l'usinage orienté vers l'outil est une fonction qui dépend de la machine. L'étendue des fonctions standard est décrite ci-après. Consultez également le manuel de votre machine.
Les tableaux de palettes sont utilisés sur centres d'usinage équipés de changeeurs de palettes: Pour les différentes palettes, le tableau de palettes appelle les programmes d'usinage qui lui apparitennent et active les décalages de points zéro ou les tableaux de points zéro correspondants.
Vou puez également utiliser les tableaux de palettes pour exécuter les uns à la suite des autres différents programmes compteant différents points d'origine.
Les tableaux de palettes contiennent les données suivantes:
PAL/PGM (introduction impérative):
L'introduction PAL définit l'identification d'une palette; FIX désigne un plan de bridage et PGM vous permet d'indiquer une piece
W-STATE:
Etat d'usinage en cours. Avec l'etat d'usinage, vous définissez la progression de l'usinage. Pour la piece non usinée, introduisez BLANK. Lors de l'usinage, la TNC transforme cette introduction en INCOMPLETE et en ENDED lorsque l'usinage est terminé. EMPTY désigne un emplacement sur lequel aucune piece n'est bridée ou sur lequel aucun usinage ne doit avoir lieu
METHOD (introduction impérative):
Indication de la méthode d'optimisation du programme. Avec WPO, l'usinage est réalisé de manière orientée vers la piece. Avec T0, la pieces est usinée avec orientation vers l'outil. Pour intégrer les pieces suivantes dans l'usinage orienté vers l'outil, vous devez utiliser la donnée CTO (continued tool oriented). L'usinage orienté vers l'outil est également possible pour plusieurs bridages d'une palette mais pas pour plusieurs palettes.
NAME (introduction impérative):
Nom de la palette ou du programme. C'est le constructeur de la machine qui définit le nom des palettes (consulter le manuel de la machine). Les programmes doivent être enregistrés dans le même repertoire que celui du tableau de palettes. Sinon, il vous faut introduire le chemin d'accès complet
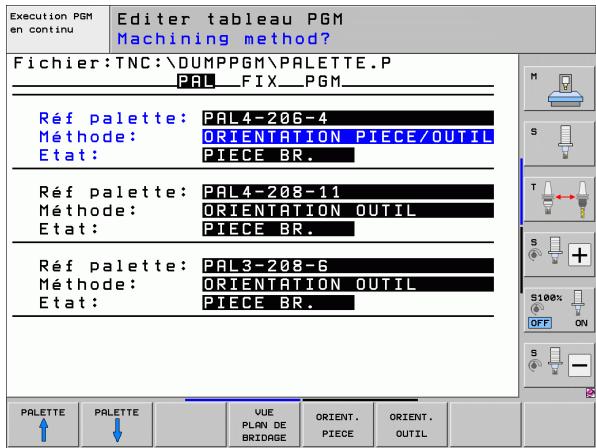
PALPRESET (introduction facultative):
- Numéro de Preset du tableau de Presets de palettes. Le numéro de Preset défini ici est interprétré par la TNC comme point d'origine de palette (introduction PAL dans la colonne PAL/PGM). Le Preset depalette peut être utilisé pour compenser des différences entre les palettes. Un Preset depalette peut être activé automatiquement lors du changement depalette
PRESET (introduction facultative):
Nombre de Preset du tableau Preset. Le nombre de Preset défini ici est interprétré par la TNC soit comme point d'origine de palette (entree PAL dans la colonne PAL/PGM), soit comme point d'origine piece (entree PGM dans la ligne PAL/PGM). Si un tableau de Presets de palettes est actif sur votre machine, n'utilise la colonne PRESET que pour les points d'origine piece
- DATUM (introduction facultative):
Nom du tableau de points zéro. Les tableaux des tableaux de points zéro doivent être enregistrés dans le même répertoire que celui du tableau de palettes. Sinon, il vous faut introduire le chemin d'accès complet pour le tableau de points zéro. Vous pouvez activer les points zéro à partir du tableau de points zéro dans le programme CN à l'aide du cycle 7 POINT ZERO
X, Y, Z (introduction facultative, autres axes possibles):
Pour les palettes et les bridages, les coordonnées programmes se reférènt au point zéro machine. Pour les programmes CN, les coordonnées programmes se reférènt au point zéro de palette ou de bridage. Ces données remplacent le dernier point d'origine initiaisé en mode Manuel. Vous pouvez réactiver le dernier point d'origine initiaisé en utilisant la fonction auxiliaire M104. Avec la touche „Validation de la position effective“, la TNC affiche une fenêtre dans laquelle vous pouvez faire inscrite par la TNC différents points comme point d'origine (voir tableau suivant):
| Position | Signification |
| Valeurs effectives | Inscire les coordonnées de laforthème position actuelle de l'outil se référant au système de coordonnées actif |
| Valeurs de réf. | Inscire les coordonnées de position en cours de l'outil se référant au point zéro machine |
| Valeurs EFF | Inscire les coordonnées se référant au système de coordonnées actif du dernier point d'origine palpé en mode Manuel |
| Valeurs REF | Inscire les coordonnées se référant au point zéro machine du dernier point d'origine palpé en mode Manuel |
Sélectionnez avec les touches fléchées et la touche ENT la position que vous désirez valider. Pour que la TNC mémorise dans le tableau de palettes les coordonnées sur tous les axes actifs, appuyez ensuite sur la softkey TOUTES VALEURS. Appuyez sur la softkey VALEUR ACTUELLE pour que la TNC mémorise la coordonnée de l'axe sur lequel se trouve la surbrillance dans le tableau de palettes.

Avant un programme CN, si vous n'vez pas définir de palette, les coordonnées programmées se reférènt au point zéro machine. Si vous ne définisse aucunepalette, le point d'origine initiaisé manuellement reste actif.
SP-X, SP-Y, SP-Z (introduction facultative, autres axes possibles): Pour les axes, on peut indiquer des positions de sécurité qui peuvent être lues à partir de macros CN avec SYSREAD FN18 ID510 N°6. SYSREAD FN18 ID510 N° 5 permet de déterminer si une valeur a été programmée dans la colonne. Les positions indiquées ne sont abordées que si ces valeurs sont lues dans les macros CN et programmes de manière ajustable.
CTID (introduction réalisée par la TNC): Le numéro d'identification du contexte est attribué par la TNC; il compte des remarques sur la progression de l'usinage. Si cette donnae est effacée ou modifiée, le retour à l'usinage n'est pas possible
| Fonction d'edition en mode tableau | Softkey |
| Sélectionner le début du tableau | DEBUT |
| Sélectionner la fin du tableau | FIN |
| Sélectionner la page précédente du tableau | PAGE |
| Sélectionner la page suivante du tableau | PAGE |
| Insérer une ligne en fin de tableau | INSERER LIGNE |
| Effacer une ligne en fin de tableau | EFFACER LIGNE |
| Sélectionner le début de la ligne suivante | LIGNES SUIVANTÉ |
| Ajouter le nombre de lignes possibles en fin de tableau | AJOUTER N LIGNES A LA FIN |
| Editor un format de tableau | EDITOR FORMAT |
| Fonction d'edition en mode formulaire | Softkey |
| Sélectionner la palette précédente | PALETTE |
| Sélectionner la palette suivante | PALETTE |
| Sélectionner le bridage précédent | BRIDAGE |
| Sélectionner le bridage suivant | BRIDAGE |
| Sélectionner la pièce précédent | PIECE |
| Sélectionner la pièce suivante | PIECE |
| Commuter vers plan de palette | VUE PLAN DE PALETTE |
| Commuter vers plan de bridage | VUE PLAN DE BRIDAGE |
| Commuter vers plan de pièce | VUE PLAN PIECE |
| Sélectionner projection standard palette | PALETTE DETRIL PALETTE |
| Sélectionner projection détails palette | PALETTE DETRIL PALETTE |
| Sélectionner projection standard bridage | SERRAGE DETRIL SERRAGE |
| Sélectionner projection détails bridage | SERRAGE DETRIL SERRAGE |
| Sélectionner projection standard pièce | PIECE DETRIL PIECE |
| Sélectionner projection détails pièce | PIECE DETRIL PIECE |
| Insérer la palette | INSERER PALETTE |
| Insérer le bridage | INSERER BRIDAGE |
| Insérer la pièce | INSERER PIECE |
| Effacer la palette | EFFACER PALETTE |
| Effacer le bridage | EFFACERBRIDAGE |
| Effacer la pièce | EFFACERPIECE |
| Effacer la mémoire | EFFACERMEMOIRETRIMPOIN |
| Usinage avec optimisation de l'outil | ORIENT.OUTIL |
| Usinage avec optimisation de la pièce | ORIENT.PIECE |
| Connexion ou déconnexion des opérationsd'usinage | CONNECTECDECON-NECTE |
| Indiquer le plan comme étant vide | EMPLACMTLIBRE |
| Indiquer le plan comme étant non usiné | PIECE BR. |
Sélectionner un fichier de palettes
En mode Mémorisation/édition de programme ou Exécution de programme, Sélectionner le gestionnaire de fichiers: Appuyer sur la touche PGM MGT
Afficher les fichiers de type .P: Appuyer sur les softkeys SELECT. TYPE et AFFICHE .P
Sélectionner le tableau de palettes à l'aide des touches fléchées ou introduire le nom d'un nouveau tableau
Valider la selection avec la touche ENT
Configuration d'un fichier de palettes avec formulaire d'introduction
Le mode palette avec usinage orienté vers l'outil ou vers la piece s'article en trois plans:
Plan de palette PAL
Plan de bridage FIX
Plan de piece PGM
Dans chaque plan, il est possible de commuter vers la projection des détails. Avec la projection normale, vous pouvez définir la méthode d'usinage ainsi que l'état concernant la palette, le bridage et la pierce. Si vous éditez un fichier de palettes déjà existant, la commande affiche les données actuelles. Utilisez la projection des détails pourmettre en place le fichier de palettes.

Organisez le fichier de palettes en fonction de la configuration. Si vous ne disposez que d'un seul dispositif de bridage avec plusieurs pieces, il suffit de définir un bridage FIX avec les pieces PGM. Si une palette comporte plusieurs disposits de bridage ou si le bridage est exécuté de plusieurs côtés, vous doivent définir une palette PAL avec les plans de bridage FIX correspondants.
Vous pouvez commuter entre la projection depalette et la projection de formulaire à l'aide de la touche de partage de l'écran.
L'aide graphique destinée à l'introduction de formulaire n'est pas encore disponible.
Les différents plans du formulaire d'introduction sont accessibles au moyen des softkeys concernées. Sur la ligne d'objet et dans le formulaire d'introduction, le plan actuel est toujours en surbrillance. Lorsque vous commutez vers la représentation du tableau avec la touche de partage de l'écran, le curseur se trouve sur le même plan qu'avac la représentation du formulaire.
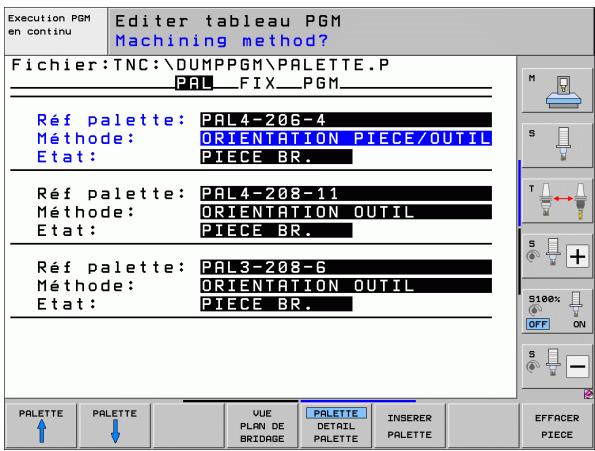
Configurer le plan de palette
Réf. palette: affiche le nom de la palette
Méthode: Vous pouvez sélectionner les méthodes d'usinage ORIENTATION PIECE ou ORIENTATION OUTIL. Lechiox effectué est validé dans le plan de la pierce correspondant; le cas échéant, il remplace les données existantes. Dans la projection du tableau, la commande affiche la méthode ORIENTATION PIECE avec WPO et ORIENTATION OUTIL avec TO.

La donnée ORIENTATION PIECE/OUTIL ne peut pas etre configurée par softkey. Elle n'apparait que si vous avez configuré différentes méthodes d'usinage pour les pièces dans le plan de piece ou le plan de bridage.
Si la méthode d'usinage est configurée dans le plan de bridage, les données seront validées dans le plan de pieces et les données qui existent eventuelslement seront remplacées.
Etat: La softkey PIECE BR. signale la palette avec les bridages ou pieces correspondants comme étant non usinés; BLANK s'inscrit dans le champ Etat. Utilisez la softkey EMPLACMT LIBRE si vous désirez omettre la palette lors de l'usinage; EMPTY s'affiche dans le champ Etat.
Réglage des détails dans le plan de palette
Réf. palette: Introduisez le nom de lapalette
- Numéro Preset: Introduire le numéro de Preset pour palette
Point zéro: Introduire le point zéro pour la palette
Tab. pts. 0: Inscrivez le nom et le chemin d'accès du tableau de points zéro pour la piece. L'introduction est validée dans le plan de bridage et de piece.
Haut. sécu. (option): Position de sécurité des différents axes se référant à la palette. Les positions indiquées ne sont abordées que si ces valeurs ont été lues dans les macros CN et programmes de manière ajustate.
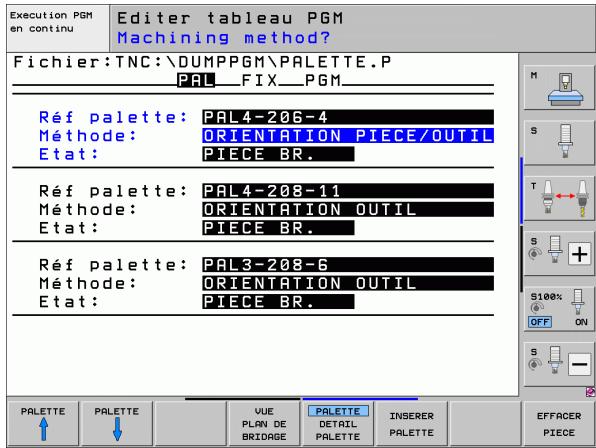
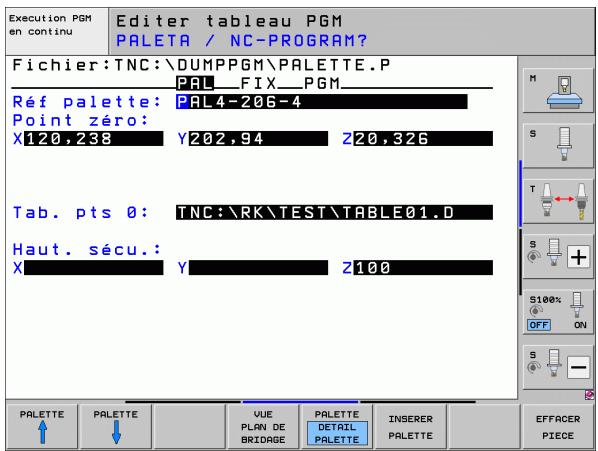
Réglage du plan de bridage
■Bridage: La commande affiche le numero du bridage; elle affiche en outre le nombre de bridages à l'intérieur de ce plan, derrière la barre oblique
Méthode: Vous pouvez sélectionner les méthodes d'usinage ORIENTATION PIECE ou ORIENTATION OUTIL. Le choix effectué est validé dans le plan de la pièce correspondant; le cas échéant, il remplace les données existantes. Dans la projection du tableau, la commande affiche la ligne ORIENTATION PIECE avec WPO et ORIENTATION OUTIL avec TO.
Avec la softkey CONNECTER/DECONNECTER, vous désignez les bridages impliqués dans le calcul destiné au déroulement de l'usinage réalisé avec orientation vers l'outil. Les bridages connexes sont signalés par untrait de séparation discontinu et les bridages non connectés, par une ligne continue. Dans la projection du tableau, les pièces connexes sont signalées dans la colonne METHOD par CTO.

La ligne ORIENTATION PIECE/OUTIL ne peut pas etre configurée par softkey et n'est affichee que si vous avez indiquedans le plan de piece différentes méthodes d'usinage pour les pieces.
Si la méthode d'usinage est configurée dans le plan de bridage, les données seront validées dans le plan de piece et les données qui existent éventuèlement seront remplacées.
Etat: Avec la softkey PIECE BR., vous signalez le bridage avec ses pieces comme n'étant pas encore exécuté; BLANK est inscrit dans le champ Etat. Utilisez la softkey EMPLACMT LIBRE si vous désirez omettre le bridage lors de l'usinage; EMPTY s'affiche dans le champ Etat
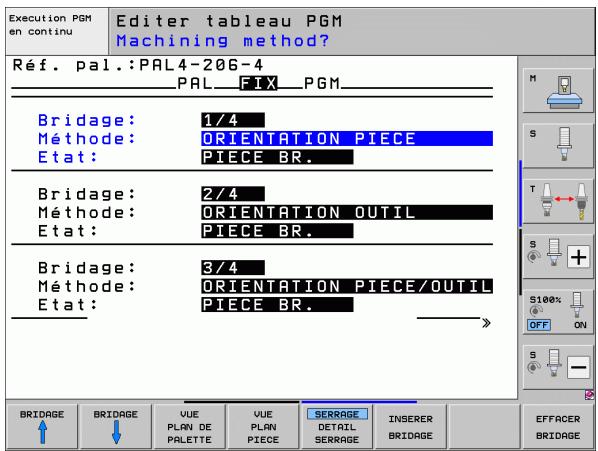
Réglage des détails dans le plan de bridage
Bridage: La commande affiche le numero du bridage; elle affiche en outre le nombre de bridages à l'intérieur de ce plan, derrière la barre oblique
■ Point zéro: Introduire le point zéro pour le bridage
Tab. pts. 0: Inscrivez le nom et le chemin d'accès du tableau de points zéro valable pour l'usinage de la piece. L'introduction est validée dans le plan de la piece.
Macro CN: Pour l'usinage orienté vers l'outil, c'est la macro TCTOOLMODE et non la macro de changement d'outil normale qui est executée.
Haut. sécu. (option): Position de sécurité des différents axes se référant au bridage

Pour les axes, on peut indiquer des positions de sécurité qui peuvent être lues à partir de macros CN avec SYSREAD FN18 ID510 N°6. SYSREAD FN18 ID510 N° 5 permet de déterminer si une valeur a été programmée dans la colonne. Les positions indiquées ne sont abordées que si ces valeurs sont lues dans les macros CN et programmes de manière ajustate
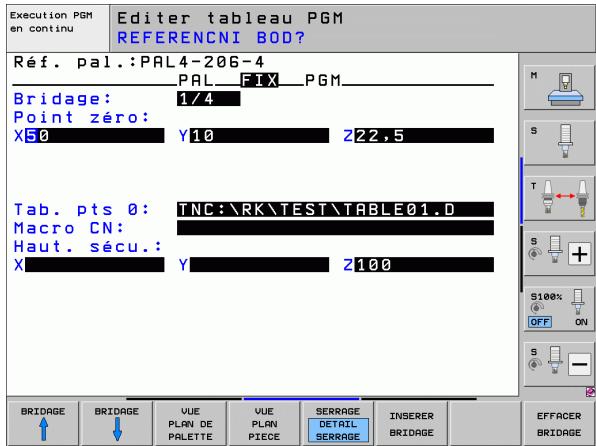
Réglage du plan de la pièce
Piece d'us.: La commande affiche le numero de la pièce; elle affiche le nombre de pieces à l'intérieur de ce plan de bridage
Méthode: Vous pouvez sélectionner les méthodes d'usinage WORKPIECE ORIENTED ou TOOL ORIENTED. Dans la projection du tableau, la commande affiche la donnée WORKPIECE ORIENTED avec WPO et TOOL ORIENTED avec TO. Avec la softkey CONNECTER/DECONNECTER, vous désignez les pieces impliquées dans le calcul destiné au déroulement de l'usinage réalisé avec orientation vers l'outil. Les pieces connexes sont signalées par un trait de séparation discontinu et les pieces non connectées, par une ligne continue. Dans la projection du tableau, les pieces connexes sont signalées dans la colonne METHOD par CTO.
Etat: Avec la softkey PIECE BR., vous signalez que la pièce n'est pas encore usinée; la commande affiche BLANK à l'intérieur du champ Etat. Appuyez sur la softkey EMPLACMT LIBRE dans le cas où vous désirez omettre la pièce lors de l'usinage; EMPTY s'affiche dans le champ Etat

Indiquez la méthode et l'etat dans le plan de palette ou le plan de bridage; ce que vous avez introduit sera pris en compte pour toutes les pieces correspondantes.
Si un plan comporte plusieurs variantes d'une meme pièce, indiquez les ones après les autres les pièces d'une même variante. Avec l'usinage orienté vers l'outil, les pièces de cette même variante peuvent alors être ensuite marquées avec la softkey CONNECTER/DECONNECTER.
Réglage des détails dans le plan de la pièce
■ Pièce d'us.: La commande affiche le numéro de la pièce; elle affiche le nombre de pieces à l'intérieur de ce plan de bridage ou de palette
■ Point zéro: Introduire le point zéro pour la piece
Tab. pts. 0: Inscrivez le nom et le chemin d'accès du tableau de points zéro valable pour l'usinage de la piece. Si vous utilisez le même tableau de points zéro pour toutes les pieces, inscrivez dans ce cas son nom avec son chemin d'accès dans les plans de palette ou de bridage. Les données sont validées automatiquement dans le plan de la piece.
■ Programme CN: Indiquez le chemin d'accès du programme CN nécessaire pour l'usinage de la piece
Haut. sécu. (option): Position de sécurité des différents axes se référant à la pierce. Les positions indiquées ne sont abordées que si ces valeurs ont été lues dans les macros CN et programmes de manière ajustate.

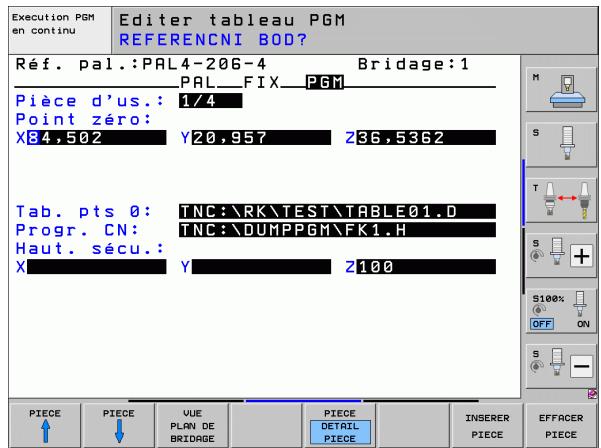
Déroulement de l'usinage orienté vers l'outil

La TNC n'executera une opération d'usinage orientée vers l'outil qu'après la sélection de la méthode ORIENT. OUTIL et lorsque TO ou CTO est inscrit dans le tableau.
La donnée TO ou CTO dans le champ Méthode permet à la TNC de détecter qu'un usinage optimisé doit être réalisé au-delà de ces lignes.
Le gestionnaire de palettes lance le programme CN inscrit sur la ligne importante la donnée T0
La première pièce sera usinée jusqu'à ce que la commande rencontres le TOOL CALL suivant. L'outil s'éloigne de la pièce dans une macro spéciale de changement d'outil
Dans la colonne W-STATE, la donnée BLANK est modifiée en INCOMPLETE et dans le champ CTID, la TNC inscrit une valeur en écriture hexadécimale

La valeur inscrite dans le champ CTID constitue pour la TNC une information claire relative à la progression de l'usinage. Si cette valeur est effacée ou modifiée, il n'est ensuite plus possible de poursuivre l'usinage ou d'exécuter une rentrée sur le contour.
Toutes les autres lignes du fichier de palettes qui comportent la désignation CTO dans le champ METHODE seront exécutées de la même manière que celle de la première pièce. L'usinage des pièces peut s'étendre sur plusieurs bridages.
Avec l'outil suivant, la TNC réalise à nouveau les autres phases d'usinage en commencerant à partir de la ligne importante la donnée T0 si elle se trouve dans la situation suivante:
La donnée PAL est dans le champ PAL/PGM de la ligne suivante
La donnée T0 ou WPO est dans le champ METHOD de la ligne suivante
D'autres données qui n'ont pas l'état EMPTY ou ENDED existent encore sous METHODE dans les lignes déjà executées
En raison de la valeur inscrite dans le champ CTID,le programme CN se poursuit a I'endroit enregistré.En regle generale,un changement d'outil est realized pour la premiere piece; pour les pieces suivantes, la TNC n'autorise pas le changement d'outil
La donnée du champ CTID est actualisée à chaque phase d'usinage. Si une fonction END PGM ou M2 est executée dans le programme CN, une donnée eventuelle présente sera effacée et ENDED s'inscrira dans le champ d'état de l'usinage.
Si toutes les pièces ont l'objet ENDED à l'intérieur d'un groupe de données avec T0 ou CTO, les lignes suivantes du fichier de palettes sont exécutées

Pour l'amorce de séquence, seul l'usinage orienté vers la piece est possible. Les pieces suivantes sont usinées en fonction de la méthode prescrite.
La valeur enregistrée dans le champ CT-ID est maintainue pendant 2 semaines maximum. Pendant ce laps de temps, l'usinage peut se poursuivre à l'endroit enregistré. Passé ce délié, la valeur est effacée pour éviter les surplus de données sur le disque dur.
On peut changer de mode de fonctionnement après avoir exécuté un groupe de données avec TO ou CTO
Les fonctions suivantes ne sont pas autorisées:
Commutation de zone de déplacement
Décalage de point zéro automate
M118
Quitter le tableau de palettes
Sélectionner le gestionnaire de fichiers: Appuyer sur la touche PGM MGT
Sélectionner l'autre type de fichier: Appuyer sur la softkey SELECT. TYPE et appuyer sur la softkey correspondant à l'autre type de fichier désire, par ex. AFFICHE .H
Sélectionner le fichier désiré
Exécuter un fichier de palettes

Dans le paramètre-machine 7683, définissee si le tableau de palettes doit être exécuté pas à pas ou en continu (voir „Paramètres utiliser généraux" à la page 656).
Aussi longtemps que le contrôle d'utilisation des outils est activé dans le paramètre-machine 7246, vous pouvez contrôler la durée d'utilisation de tous les outils utilisés dans une palette (voir „Test d'utilisation des outils" à la page 185).
En mode Mémorisation/édition de programme ou Exécution de programme pas à pas, sélectionner le gestionnaire de fichiers: Appuyer sur la touche PGM MGT
Afficher les fichiers de type .P: Appuyer sur les softkeys SELECT. TYPE et AFFICHE .P
Sélectionner le tableau de palettes avec les touches fléchées; valider avec la touche ENT
Exécuter le tableau de palettes: appuyer sur la touche Start CN; la TNC exécute les palettes de la manière définie dans le paramètre machine 7683
Partage de l'écran lors de l'exécution des tableaux de palettes
Si vous désirez visualiser simultanément le contenu du programme et le contenu du tableau de palettes, sélectionnez le partage d'écran PROGRAMME + PALETTE. En cours d'execution, la TNC affiche le programme sur la moitié gauche de l'écran et la palette sur la moitié droite. Pour visualiser le contenu du programme avant d'exécuter le tableau de palettes, procédez de la manière suivante:
Sélectionner le tableau de palettes
Avec les touches fléchées, Sélectionnéz le programme que vous désírez contrôle
Appuyer sur la softkey OUVRIR LE PROGRAMME: La TNC affiche à l'écran le programme sélectionné. Vous pouze maintainant feuilleter dans le programme à l'aide des touches fléchées
Retour au tableau de palettes: appuyez sur la softkey END PGM
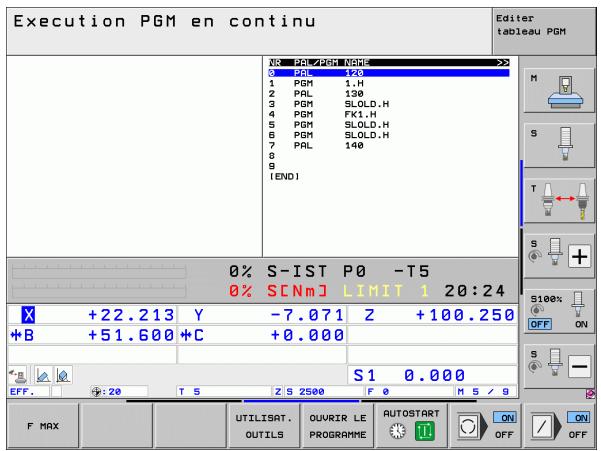
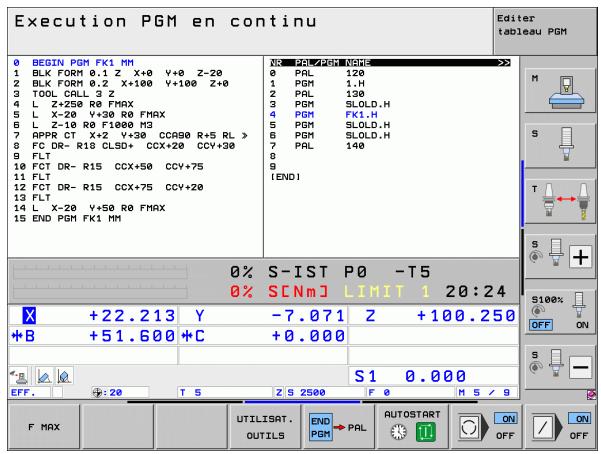

14
Mode manuel et dégauchissage
14.1 Mise sous tension, hors tension
Mise sous tension

La mise sous tension et le franchissement des points de référence sont des fonctions qui dépendent de la machine. Consultez le manuel de votre machine.
Mettre sous tension l'alimentation de la TNC et de la machine. La TNC affiche alors le dialogue suivant:
TEST MÉMOIRE
La mémoire de la TNC est vérifiée automatiquement
Message de la TNC indiquant une coupure d'alimentation - Effacer le message
COMPILER LE PROGRAMME PLC
Compilation automatique du programme PLC de la TNC
TENSION COMMANDER RELAIS MANQUE

Mettre la commande sous tension. La TNC vérifie la fonction Arrêt d'urgence
MODE MANUEL
FRANCHIR POINTS DE RÉFERENCE

Franchir les points de référence dans l'ordre chronologique défin : pour chaque axe, appuyer sur la touche externe START ou


franchir les points de référence dans n'importe quel ordre : pour chaque axe, appuyer sur la touche de sens externe et la maintainir enfoncée jusqu'à ce que le point de référence soit franchi

Si vous machine est équipée de systèmes de mesure absolus, le franchissement des marques de référence n'a pas lieu. La TNC est opérationnelle immédiatement après la mise sous-tension.
Si vous machine est équipée de systèmes de mesure incrémentaux, avant même d'avoir franchi le point de réference, vous pouvez activer le contrôle de la zone de déplacement en appuyant sur la softkey CONTROLLE FIN COURSE. Le constructeur de votre machine peut vous fournir cette fonction pour chaque axe. Attention: Lorsque vous appuyez sur la softkey, le contrôle de la zone de déplacement ne doit pas être activé sur tous les axes. Consultez le manuel de votre machine.
La TNC est maintainant opérationnelle; elle est en mode Manuel.

Vous ne devez franchir les points de reférence que si vous désirez déplacer les axes de la machine. Si vous voulez seulement éoperator ou tester des programmes,ès la mise sous tension de la commande, sélectionnez le mode Mémorisation/édition de programme ou Test de programme.
Vous pouvez alors franchir les points de reférence ultérieurement. Pour cela, en mode Manuel, appuyez sur la softkey FRANCHIR PT DE REF
Franchissement du point de référence avec inclinaison du plan d'usinage
Le franchissement du point de reférence dans le système de coordonnées incliné s'effectue avec les touches de sens externe. Pour cela, la fonction „Inclinaison du plan d'usinage“ doit être active en mode Manuel, Voir „Activation de l'inclinaison manuelle“, page 577. La TNC interpôle alors les axes concernés lorsque l'on appuie sur une touche de sens d'axe.

Attention, risque de collision!
Veillez à ce que les valeurs angulaires inscrites dans le menu correspondent bien aux angles réels de l'axe incliné.
S'ils sont disponibles, vous pouvez aussi déplacer les axes dans le sens actuel de l'axe d'outil (voir „Configurer le sens actuel de l'axe d'outil en tant que sens d'asinage actif (fonction FCL 2)“ à la page 578).

Attention, risque de collision!
Si vous utilisez cette fonction, pour les systèmes de mesure non absolus, vous devez valider la position des axes rotatifs que la TNC affiche dans une fenêtre auxiliaire. La position affichée correspond à la dernière position des axes rotatifs qui était active avant la mise hors tension.
Si l'une des deux fonctions précédemment actives est actuellément activée, la touche START CN est sans fonction. La TNC délivre le message d'erreur correspondant.
Mise hors service
Pour éviter de perdre des données lors de la mise hors tension, vous nevez arrêté le système d'exploitation de la TNC avec précaution:
Selectionner le mode Manuel

Sélectionner la fonction d'arrêt du système, appuyer une nouvelle fois sur la softkey OUI
Lorsque la TNC affiche une fenetre auxiliaire comportant le texte Vous pouvez maintainant mesure hors tension, vous pouvez alors couper l'alimentation

Une mise hors tension inappropriée de la TNC peut provoquer la perte des données!
Vous doivent savoir que le fait d'actionner la touche END après la mise à l'arrêt de la commande provoque un redémarrage de cette-ci. La mise hors tension pendant le redémarrage peut également entraîner la perte de données!
14.2 Déplacement des axes de la machine
Remarque

Le déplacement avec touches de sens externes est une fonction-machine. Consultez le manuel de la machine!
Déplacer l'axe avec les touches de sens externes

Selectionner le mode Manuel

Pressez la touche de sens externe, maintenez-la enfoncée pendant tout le déplacement de l'axe ou


Déplacez l'axe en continu : maintainir enfoncée la touche de sens externe et appuyez brièvement sur la touche START externe

Stopper : appuyer sur la touche STOP externe
Les deux méthodes peuvent vous permettre de déplacer plusieurs axes simultanément. Vous modifie l'avance de déplacement des axes avec la softkey F, Voir „Vitesse de rotation broche S, avance F, fonction auxiliaire M", page 534.
Positionnement pas à pas
Lors du positionnement pas à pas, la TNC déplace un axe de la machine de la valeur d'un incrément que vous avez définit.

Sélectionner mode Manuel ou Manivelle électronique

Commuter la barre de softkeys

Sélectionner le positionnement pas à pas :mettre la softkey INIncrementAL sur ON
PASSE RÉPÉTITIVE =

Introduire la salle en mm, valider avec la touche ENT

Appuyer sur la touche de sens externe : répéter à volonté le positionnement

La valeur max. que l'on peut introduire pour une salle est de 10 mm.
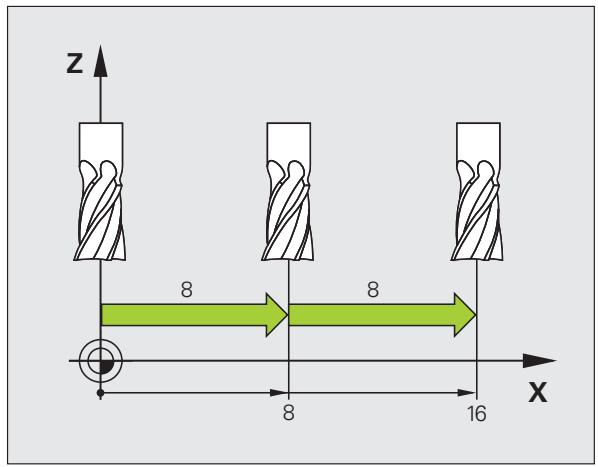
Déplacement avec manivelle électronique
L'iTNC gère les nouvelles manivelles électroniques suivantes :
HR 520:
Manivelle compatible à HR 420 avec affichage, transmission des données par cable
HR 550 FS:
Manivelle avec affichage, transmission des données par ondes
Par ailleurs, la TNC gère toujours les manivelles avec câbles HR 410 (sans affichage) et HR 420 (avec affichage).

Attention, danger pour l'opérateur et la manivelle!
Tous les connecteurs de la manivelle ne peuvent etre déconnectés que par un personnel autorisé, meme si cela est possible sans outil!
Ne mettre la machine en service qu'vec la manivelle connectee!
Si vous souhaitez utiliser la machine sans manivelle connectée, le cable de la manivelle doit être déconnectée et la prise doit être protégée par un capuchon.

Le constructeur de votre machine peut proposer des fonctions supplémentaires pour les manivelles HR 5xx.
Consulter le manuel de la machine

La manivelle HR 5xx est conseillée si vous souhaitez exploiter la fonction de superposition de la manivelle dans l'axe virtuel (voir „Axe virtuel VT" à la page 407).
Les manivelles portables HR 5xx sont équipées d'un écran d'affichage sur lequel la TNC affiche diverses informations. A l'aide des softkeys de la manivelle, vous pouvez en outre introduire et executer d'importantes fonctions de réglage, comme par exemple, initialiser des points d'origine ou introduire des fonctions M.
Dès que vous avez activé la manivelle à l'aide de la touche d'activation de manivelle, vous ne pouvez plus vous servir du panneau de commande. L'écran de la TNC affiche cet état dans une fenêtre auxiliaire.
Les manivelles HR 5xx disposent des éléments de commande suivants :
1 Touche d'ARRET D'URGENCE
2 Ecran de manivelle pour l'affichage d'etat et la seLECTION de fonctions, et autres information à ce sujet : (voir „Ecran d'affichage" à la page 526)
3 Softkeys
4 Les touches de selection d'axe peuvent être échangées par le constructeur en fonction de la configuration des axes
5 Touche d'activation de la manivelle
6 Touches fléchées pour définiir la sensibilité de la manivelle
7 Touche de validation
8 Touche indiquant le sens suivant lequel la TNC déplace l'axe sélectionné
9 Superposition du rapide pour les touches de sens
10 Activation de la broche (fonction dépendant de la machine), touche échangeable par le constructeur de la machine)
11 Touche „génerer séquence CN" (fonction dépendant de la machine, touche échéable par le constructeur de la machine)
12 Activation de la broche (fonction dépendant de la machine, touche échéangeable par le constructeur de la machine)
13 Touche CTRL pour fonctions spéciales (fonction dépendant de la machine, touche échéangeable par le constructeur de la machine)
14 Start CN (fonction dépendant de la machine, touche échangeable par le constructeur de la machine)
15 Stop CN (fonction dépendant de la machine, touche échangeable par le constructeur de la machine)
16 Manivelle
17 Potentiomètre de vitesse de broche
18 Potentiomètre d'avance
19 Connecteur, n'existe pas sur la manivelle WiFi
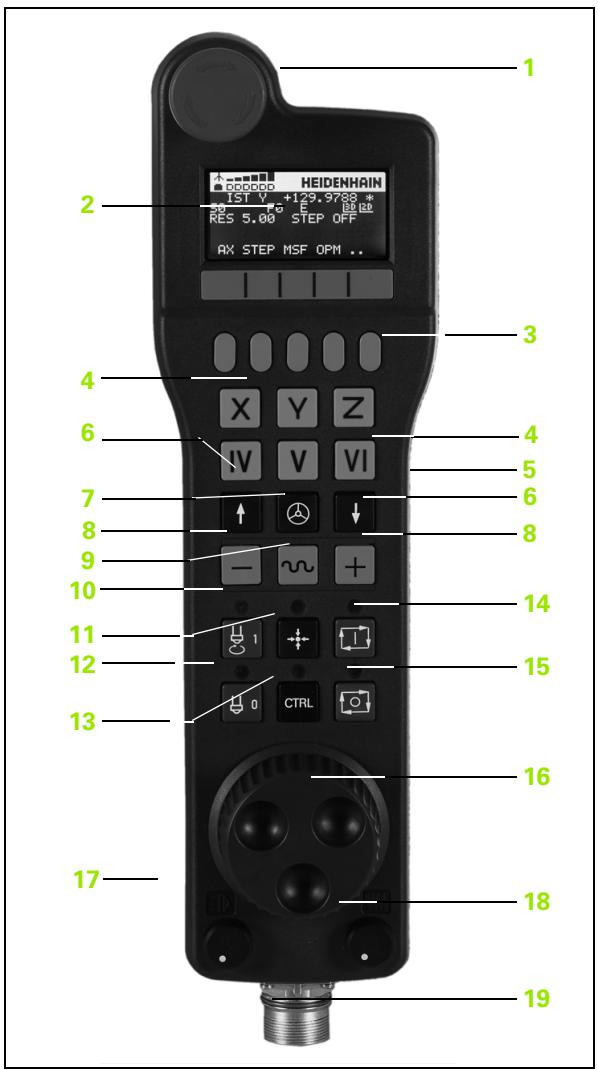
Ecran d'affichage
L'écran d'affichage (voir figure) comprend une ligne d'entête et 6 lignes d'objet, sur lesquels sont affichées les informations suivantes :
1 Seulement sur la manivelle WiFi HR 550 FS:
Affichage, si la manivelle est dans la station d'accueil ou si le mode WiFi est actif
2 Seulement sur la manivelle WiFi HR 550 FS:
Affichage de l'intensité du champ, 6 barres = champ maximum
3 Seulement sur la manivelle WiFi HR 550 FS:
Etat de charge de la pile, 6 barres = état de charge maximum.
Pendant la charge, une barre se déplace de gauche à droite
4 EFDF: mode d'affichage de position
5 Y+129.9788: Position de l'axe sélectionné
6 : STIB (commande en service); Le programme est en cours d'execution ou un axe est en cours de déplacement
7 S0: Vitesse de broche actuelle
8 F0: Avance avec laquelle l'axe sélectionné se déplace actuèlement
9 E: Une erreur s'est produite
10 3D: La fonction Inclinaison du plan d'usinage est active
11 2D: La fonction Rotation de base est active
12 RES 5.0: Résolution manivelle active. Course en mm/tour (°/tour avec les axes rotatifs) parcoursue par l'axe sélectionné pour un tour de manivelle
13 STEP ON ou OFF: Positionnement pas à pas actif ou inactif. Lorsque la fonction est active, la TNC affiche également l'increment de déplacement actif
14 Barre de softkeys : sélection de diverses fonctions, description dans les paragraphs suivants


Une liaison WiFi, au regard des nombreuses perturbations possibles, ne possède pas la même disponibilité qu'une liaison par cable. Avant la mise en service de la manivelle WiFi, il faut vérifier si des perturbations existent avec d'autres récepteurs WiFi présents dans l'environnement de la machine. Cette vérification, concernant les fréquences radio ou les canaux, est conseillée pour tous les systèmes WiFi industriels.
Si vous n'utilise pas la manivelle HR 550, mettez la toutes dans la station d'accueil prévue à cet effet. Vous assurez ainsi, via le contact situé à l'arrête de la manivelle WiFi, une disponibilité permanente des accus grâce à une régulation de la charge et vous garantissez une liaison directe pour le circuit d'arrêt d'urgence.
La manivelle WiFi réagit toujours par un arrêt d'urgence en cas d'erreur (interruption de la liaison radio, mauvaise qualité de la réception, composant défectueux de la manivelle)
Remarquez les instructions concernant la configuration de la manivelle WiFi HR 550 FS (voir „Configurer la manivelle WiFi HR 550 FS" à la page 651)


Attention, danger pour l'opérateur et la manivelle!
Pour des raisons de sécurité, vous nevezmettre la manivelle WiFi ainsi que la station d'accueil hors service après une durée de fonctionnement d'au moins 120 heures, pour que la TNC puisse réaliser un test de fonction lors de la remise sous tension!
Si vous utilisez dans votre atelier plusieurs machines avec des manivelles WiFi, vous devez repérer les manivelles et les stations d'accueil correspondantes pour qu'elles soient reconnaissables d'une manière distincte (p. ex. avec des autocollants de couleur ou un repere numérotré). Les repérages doivent être apportées sur la manivelle WiFi ainsi que sur les stations d'accueil de façon distincte et visible par l'opérateur!
Vérifiez avant chaque utilisation, si la bonne manivelle est active pour votre machine!

La manivelle WiFi HR 550 FS est équipée d'un Accu. L'accu est en charge des que la manivelle est posée dans la station d'accueil (voir figure).
Vou pousse utiliser la HR 550 FS en fonctionnement jusqu'à 8 heures, avant de devoir la remettre en charge. Il est toute fois conseilé de poser systématiquement la manivelle dans la station d'accueil des que vous ne l'utilisez plus.
Dès que la manivelle est dans la station d'accueil, elle est commutée en interne dans le mode cable. Vous pouze ainsi utiliser la manivelle même si elle est complètement décharge. La fonctionnalité est toute fois identique au mode WiFi.

Quand la manivelle est totalement déchargée, il faut environ 3 heures pour qu'elle soit à nouveau rechargée dans la station d'accueil.
Nettoyez régulierement les contacts 1 de la station d'accueil et de la manivelle, pour assurer leurs fonctions.
La plage de transmission radio est surdimensionnée. S'i avait arrivé que vous atteigniez les limites de la transmission - dans le cas de très grandes machines - la HR 550 FS le signale à temps par une alarme vibrante. Dans ce cas, vous doivent à nouveau réduire la distance avec la station d'accueil dans laquelle est intégré le récepteur WiFi.

Attention, danger pour la pierce et l'outil!
Quand le trajet radioélectrique ne permet plus un fonctionnement sans interruption, la TNC délivre automatiquement un arrêt d'urgence. Ceci peut également se produit lors de l'usinage. Garder la distance la plus faible possible avec la station d'accueil et poser la manivelle dans celle-ci lorsque la manivelle n'est pas utilisé!
Lorsque la TNC a délivré un ARRET D'URGENCE, vous devez réactiver la manivelle. Procedez de la manière suivante :
Sélectionner le mode Mémorisation/édition de programme
Sélectionner la fonction MOD: Appuyer sur la touche MOD
Commuter la barre des softkeys
PARAMETRES MANIVELLE RADIO
Sélectionnez le menu de la manivelle WiFi : appuyez sur la softkey RÉGLER MANIVELLE WIFI
Réactiver la manivelle WiFi avec le bouton Lancer maniv.
Mémoriser la configuration et quitter le menu : appuyer sur le bouton FIN
Une fonction correspondante est disponible dans le mode MOD pour la mise en service et la configuration de la manivelle (voir „Configurer la manivelle WiFi HR 550 FS" à la page 651).
Selectionner l'axe à déplacer
Au moyen des touches de selection des axes, vous pouze activer directement les axes principaux X, Y et Z (ainsi que deux autres axes que le constructeur de la machine peut définir). Le constructeur de la machine peut également affecter l'axe virtuel VT directement à une touche d'axe libre. Si l'axe virtuel n'est pas affecté à une touche d'axe, procédez de la manière suivante :
Appuyer sur la softkey manivelle F1 (AX): la TNC affiche tous les axes actifs sur l'écran de la manivelle. L'axe actif actuellément clignote
Sélectionner l'axe souhaité, p. ex. l'axe VT, avec les softkeys de la manivelle F1 ( -> ) ou F2 ( <->) et valider avec la softkey F3 de la manivelle (OK)
Régler la sensibilité de la manivelle
La sensibilité de la manivelle définit la course à parcourir sur un axe pour un tour de manivelle. Les sensibilités sont définies par défaut et peuvent être seLECTIONnées directement à l'aide des touches fléchées de la manivelle (uniquement si Pas à pas n'est pas actif).
Sensibilités réglables: 0.01/0.02/0.05/0.1/0.2/0.5/1/2/5/10/20
[mm/tour ou degrés/tour]
Déplacer les axes

Activer la manivelle : appuyer sur la touche de la manivelle de la HR 5xx : maintainant, vous ne pouvez piloter la TNC qu'avec la manivelle HR 5xx, la TNC affiche un texte d'explication dans une fenêtre auxiliaire de l'écran de la TNC.
Si nécessaire, sélectionner avec la softkey OPM le mode désiré (voir „Changer de mode de fonctionnement" à la page 532)
Si nécessaire, maintainir enfoncée la touche de validation

Sur la manivelle, selectionner I'axe a deplacer.
Selectionner les axes auxiliaires à l'aide des softkeys

Déplacer l'axe actif dans le sens + ou

Déplacer l'axe actif dans le sens -

Désactiver la manivelle : appuyer sur la touche de la manivelle de la HR 5xx : vous pouvez maintainant piloter la TNC à partir du pupitre de la commande
Réglage des potentiétres
Lorsque la manivelle a ete activee, les potentiometres du pupitre de la machine sont tous jours actifs. Si vous desirez utiliser les potentiometres sur la manivelle, procedez de la maniere suivante:
Appuyer sur les touches CTRLet manivelle de la HR 5xx. La TNC affiche dans l'écran de la manivelle le menu de softkeys permettant de Sélectionner les potentiamètres
Appuyer sur la softkey HW pour activer les potentiometres de la manivelle
Dès que vous avez activé les potentiomètres de la manivelle et avant de désactiver la manivelle, vous doivent réactiver les potentiomètres du pupitre de la machine. Procedez de la manière suivante:
Appuyer sur les touches CTRL et manivelle de la HR 5xx. La TNC affiche dans l'écran de la manivelle le menu des softkeys permettant de selectionner les potentiamètres
Appuyer sur la softkey KBD pour activer les potentiametes sur le pupitre de la machine
Positionnement pas à pas
Lors du positionnement pas à pas, la TNC déplace l'axe de manivelle actuellément activé de la valeur d'un incrément que vous avez définit:
Appuyer sur la softkey F2 de la manivelle (STEP)
Activer le positionnement pas à pas: Appuyer sur la softkey 3 (ON) de la manivelle
Sélectionner l'increment désiré en appuyant sur les touches F1 ou F2. Si vous maintainez une touche enforcée, la TNC augmente le pas de comptage du facteur 10 à chaque changement de dizaine. Si vous appuyez en plus sur CTRL, le pas de comptage augmente de 1. Le pas de comptage min. est de 0.0001 mm et le pas de comptage max. est de 10 mm
A l'aide de la softkey 4 (0K), valider le pas de comptage sélectionné
Avec la touche de manivelle + ou - ,déplacer l'axe actif de la manivelle dans le sens correspondant
Introduire les fonctions auxiliaires M
Appuyer sur la softkey F3 de la manivelle (MSF)
Appuyer sur la softkey F1 de la manivelle (M)
Sélectionner le numéro de la fonction M désirée en appuyant sur les touches F1 ou F2
Exécuter la fonction auxiliaire avec la touche Marche CN
Introduire la vitesse de broche S
Appuyer sur la softkey F3 de la manivelle (MSF)
Appuyer sur la softkey F2 de la manivelle (S)
Sélectionner la vitesse désirée en appuyant sur les touches F1 ou F2. Si vous maintainez une touche enforcée, la TNC augmente le pas de comptage du facteur 10 à chaque changement de dizaine. Si vous appuyez en plus sur CTRL le pas de comptage augmente à 1000.
Activer la nouvelle vitesse de rotation S avec la touche Marche CN
Introduire l'avance F
Appuyer sur la softkey F3 de la manivelle (MSF)
Appuyer sur la softkey F3 de la manivelle (F)
Sélectionner l'avance désirée en appuyant sur les touches F1 ou F2. Si vous maintainez une touche enforcée, la TNC augmente le pas de comptage du facteur 10 à chaque changement de dizaine. Si vous appuyez en plus sur CTRL le pas de comptage augmente à 1000.
Validator la nouvelle avance F à l'aide de la softkey F3 de la manivelle (OK)
Initialiser le point d'origine
Appuyer sur la softkey F3 de la manivelle (MSF)
Appuyer sur la softkey F4 de la manivelle (PRS)
Si nécessaire, sélectionner l'axe sur lequel on désire initialiser le point d'origine
Remetre à zéro l'axe avec la softkey F3 de la manivelle (OK) ou bien régler la valeur désirée à l'aide des softkeys F1 et F2 de la manivelle, puis valider avec la softkey F3 (OK). En appuyant en plus sur la touche CTRL, le pas de comptage augmente à 10
Changer de mode de fonctionnement
A l'aide de la softkey F4 de la manivelle (OPM), vous pouvez changer de mode de fonctionnement à partir de la manivelle, à condition toute fois que l'état actuel de la commande permette une commutation.
Appuyer sur la softkey F4 de la manivelle (OPM)
A l'aide des softkeys de la manivelle, selectionner le mode de fonctionnement youlu
MAN:Mode manuel
MDI: Positionnement avec introduction manuelle MDI
SGL: Execution de programme pas à pas
RUN: Exéciution de programme en continu

Le constructeur de votre machine peut affecter n'importequelle fonction à la touche de la manivelle „génerer séquence CN", voir le manuel de la machine.

Définir avec la fonction MOD les valeurs des axes à valider dans une série CN (voir „ Sélectionner l'axe pour générer une série L" à la page 641).
Sieldom axe n'a ete selectionne, la TNC delivre le message d'erreur Aucun axe n'a ete selectionne
Sélectionner le mode Positionnement avec introduction manuelle
Sur le clavier de la TNC et à l'aide des touches fléchéées, Sélectionner si nécessaire la série CN derrière laquelle vous voulez insérer la nouvelle série L
Active la manivelle
Appuyer sur la touche „génerer séquence CN" de la manivelle: La TNC insère une séquence L complète contenant toutes les positions des axes sélectionnées à l'aide de la fonction MOD
Fonctions des modes de fonctionnement Exécution de programme
Dans les modes de fonctionnement Exéciution de programme, vous pouvez exéçuter les fonctions suivantes:
Marche CN (touche-manivelle Marche CN)
■ Arrét CN (touché-manivelle Arrét CN)
Si la touche Arrêt CN a été actionnée: Stop interne (softkeys de la manivelle MOP, puis Stop)
Si la touche Arrêt CN a été actionnée: Déplacement manuel des axes (softkeys de la manivelle MOP, puis MAN)
- Rentre sur le contour après déplacement manuel des axes lors d'une interruption du programme (softkeys de la manivelle MOP, puis REPO). L'utilisation s'effectue à l'aide des softkeys de la manivelle, comme avec les softkeys de l'écran (voir „Aborder à nouveau le contour" à la page 612)
■ Activation/désactivation de la fonction Inclinaison du plan d'usinage (softkeys de la manivelle MOP, puis 3D)
14.3 Vitesse de rotation broche S, avance F, fonction auxiliaire M
Application
En modes de fonctionnement Manuel et Manivelle électronique, introduisez la vitesse de rotation broche S, l'avance F et la fonction auxiliaire M avec les softkeys. Les fonctions auxiliaires sont décrites au chapitre „7. Programmation: Fonctions auxiliaires".

Le constructeur de la machine définit les fonctions auxiliaires M à utiliser ainsi que leur fonction.
Introduction de valeurs
Vitesse de rotation broche S, fonction auxiliaire M

Introduire la vitesse de rotation broche: Softkey S
VITESSE BROCHES=
1000

Introduire la vitesse de rotation broche et.Valider avec la touche START externe
Lancez la rotation de la broche correspondant à la vitesse de rotation S programmée à l'aide d'une fonction auxiliaire M. Vous introduisez une fonction auxiliaire M de la même manière.
Avance F
Pour valider l'introduction d'une avance F, vous devez appuyer sur la touche ENT au lieu de la touche START externe.
Règles concernant l'avance F:
Si l'on a introduit F = 0 , c'est l'avance la plus faible issue de PM1020 qui est active
F restsauvegardee même après une coupure d'alimentation.
Modifier la vitesse de rotationbroche et l'avance
La valeur programmesée pour la vitesse de rotation broche S et l'avance F peut être modifiée de 0% à 150% avec les potentiamétres.

Le potentiometre de réglage de la vitesse de broche n'agit que sur les machines équipées d'un variateur de broche.

14.4 Sécurité fonctionnelle FS (option)
Généralités
Chaque utiliser d'une machine-outsils est exposé à des dangers. Les dispositifs de protection évitent les accès aux endroits dangereux, mais l'utilisateur doit pouvoir également travailler sur la machine sans dispositif de protection (p. ex. avec les portes de sécurité ouvertes) Afin de minimiser ces dangers, certaines directives et instructions ont été mises en place les dernières années.
Le concept de sécurité HEIDENHAIN, intégré dans les commande TNC, correspond à Performance-Level d conforme à EN 13849-1 et SIL 2 d'après IEC 61508. Ce concept propose des modes de fonctionnement orientés vers la sécurité conforme à EN 12417 et garantit une grande sécurité aux personnes.
Le principe de base du concept de sécurité HEIDENHAIN est la structure du processeur à double canal qui comprend un calculateur principal MC (main computing unit) et un (ou plusieurs) module (s) d'asservissement CC (control computing unit). Tous les mécanismes de surveillance sont aménagés dans le système de commande d'une manière redondante. Les données du système en rapport avec la sécurité sont soumises à une comparaison bidirectionnelle cyclique des données. Les erreurs en rapport avec la sécurité entraînant toujours des arrêts définis, avec comme conséquence l'arrêt sécurisé de tous les entrainements.
La TNC émet certaines fonctions de sécurité et permet des états de fonctionnement surs, au moyen des entrées et sorties en rapport avec la sécurité (exécution double canal) qui influent sur le processus dans tous les modes de fonctionnement.
Vous trouvrez dans ce chapitre des explications sur les fonctions supplémentaires disponibles sur une TNC avec sécurité fonctionnelle.

Le constructeur de votre machine adapte le concept de sécurité HEIDENHAIN à votre machine. Consultez le manuel de la machine!
Définitions
Modes de fonctionnement en rapport avec la sécurité:
| Désignation | Description sommaire |
| SOM_1 | Safe operating mode 1: mode automatique, mode production |
| SOM_2 | Safe operating mode 2: mode réglage |
| SOM_3 | Safe operating mode 3: Intervention manuelle, seulement pour opérateur qualifié |
| SOM_4 | Safe operating mode 4: intervention manuelle avancée, observation du processus |
Fonctions de sécurité
| Désignation | Description sommaire |
| SS0, SS1, SS1F, SS2 | Safe stop: mise à l'arrêt sûre des entrainements dans les divers modes. |
| ST0 | Safe torque off: alimentation en énergie du moteur est interrompue. Assure une protection à un démarrage imprévu des entrainements |
| SOS | Safe operating Stop: arrêt de fonctionnement sûr. Assure une protection à un démarrage imprévu des entrainements |
| SLS | Safety-limited-speed: vitesse limitée sûre. Empêche que les entrainements dépassent les valeurs limites de vitesse par défaut avec les portes de sécurité ouvertes |
Vérifier les positions des axes

Cette fonction doit être adaptée à la TNC par le constructeur de votre machine. Consultez le manuel de la machine!
La TNC vérifie, à la mise en service, si la position d'un axe correspond exactement à la position présente lors de la mise hors tension. Si un écart existe, la TNC indique cet axe dans l'affichage de position avec un triangle de signalisation derrière la valeur de position. Les axes qui sont indiqués avec le triangle de signalisation, ne peuvent plus être déplacés avec les portes ouvertes.
Dans ces cas, vous doivent positionner les axes concernés à une position de contrôle. Procedez de la manière suivante :
Sélectionner le mode Manuel
Commutez la barre des softkeys, jusqu'à ce qu'une barre affiche tous les axes, dont vous souhaitez un déplacement à une position de contrôle
Par softkey,CHOISSEZ un axe dont vous souhaitez un déplacement à une position de contrôle

Attention, risque de collision!
Aborder les positions de contrôle les unes après les autres, de telle sorte qu'il n'y ait aucune collision entre la piece et le dispositif de serrage! Prépositionner éventuellesment les axes manuellement!
- Exécuter l'opération avec Start CN
Avec le position de contrôle, la TNC ne sauras pas accorderé correctement. A prioris doivent être validées par la société à l'origine et le remarquement. Appres avoir atteint la position de contrôle, la TNC ne sauras pas accorderé correctement. Appres avoir atteint la position de contrôle, la TNC ne sauras pas accorderé correctement. Appres avoir atteint la position de contrôle, la TNC ne sauras pas accorderé correctement. Appres avoir atteint la position de contrôle, la TNC ne sauras pas accorderé correctement.Si vous valida avec la softkey OUI, alors vous doivent reconfirmer avec la touche de validation située sur le pupitre de la machine l'exactitude de la position de contrôle
Répéter la procédure déscrie précédemment pour tous les axes que vous souhaitez positionner à la position de contrôle

Le constructeur de votre machine définit la position de contrôle. Consultez le manuel de la machine!
Aperçu des avances et vitesses de rotation broche autorisées
La TNC affiche un aperçu des vitesses de rotation broche et des avances pour tous les axes par rapport au mode de fonctionnement courant.

INFO
30%
Sélectionner le mode Manuel
Commuter la barre des softkeys
Appuyer sur la softkey INFO SOM : la TNC ouvre une fenêtre auxiliaire pour les vitesses de rotation broche et les avances autorisées
| Colonne | Signification |
| SLS2 | Vitesses d'avance réduites sûres dans le mode de fonctionnement relatif à la sécurité 2 (SOM_2) pour les axes correspondants |
| SLS3 | Vitesses d'avance réduites sûres dans le mode de fonctionnement relatif à la sécurité 3 (SOM_3) pour les axes correspondants |
| SLS4 | Vitesses d'avance réduites sûres dans le mode de fonctionnement relatif à la sécurité 3 (SOM_4) pour les axes correspondants |

Activer la limitation d'avance
En initialisant la softkey F LIMITE à ON, la TNC limite la vitesse maximale autorisée des axes à une vitesse limitée sure. Les vitesse valides pour le mode de fonctionnement actif sont disponibles dans le tableau Safety-MP (voir „Aperçu des avances et vesses de rotation broche autorisées" à la page 539).

Sélectionner le mode Manuel
Commuter la barre des softkeys
Mettre la limite d'avance en/hors service
Affichages d'etat supplémentaires
Pour une commande avec sécurité fonctionnelle FS, l'affichage d'etat général contient des informations supplémentaires en rapport avec l'etat actuel des fonctions de sécurité. La TNC indique ces informations sous la forme d'états de fonctionnement dans l'affichage d'etat T, S und F.
| Affichage d' état | Description sommaire |
| ST0 | L'alimentation en énergie pour la broche ou pour un entrainment d'avance est interrompue |
| SLS | Safety-limited-speed: une vitesse réduite sûre est active |
| SOS | Safe operating Stop: arrêt de fonctionnement sûr est actif |
| ST0 | Safe torque off: alimentation en énergie du moteur est interrompue. |
La TNC indique le mode de fonctionnement relatif à la sécurité avec une icône dans la ligne d'entête à croite à coté du texte des modes de fonctionnement. Si le mode de fonctionnement SOM_1 est actif, alors la TNC n'affiche aucune icône.
| icone | Mode de fonctionnement en rapport avec la sécurité |
| SOM | Mode de fonctionnement SOM_2 actif |
| SOM | Mode de fonctionnement SOM_3 actif |
| SOM | Mode de fonctionnement SOM_4 actif |
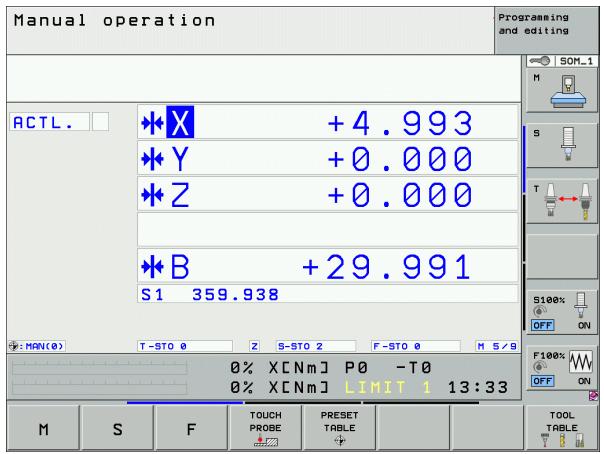
14.5 Initialisation du point d'origine sans palpeur 3D
Remarque

Initialisation du point d'origine avec palpeur 3D : (voir page 564).
Lors de l'initialisation du point d'origine, vous initialisez l'affichage de la TNC aux coordonnées d'une position piece connue.
Preparatif
Brider la pierce et la dégauchir
Installer l'outil zéro de rayon connu
S'assurer que la TNC affiche bien les positions effectives
Initialiser le point d'origine avec les touches d'axes

Mesure préventive
Si la surface de la pierce ne doit pas etre effleurer, il convient d'utiliser une cale d'epaisseur d. Introduisez alors pour le point d'origine une valeur augmentee de d.

Selectionner le mode Manuel



Déplacer l'outil avec précaution jusqu'à ce qu'il touche la pierce (l'effleure)

Sélectionner l'axe (tous les axes sont également sélectionnables via le clavier ASCII)
INITIALISATION POINT D'ORIGINE Z=


Outil zéro, axe de broche: Initialiseur l'affichage à une position pièce connue (ex.0) ou introduire l'épaisseur d'la cale. Dans le plan d'usinage : tener compte du rayon d'outil
De la même manière, initiaiser les points d'origine des autres axes.
Si vous utilisez un outil preréglé dans l'axe de plongée, initialisez l'affichage de l'axe de plongée à la longueur L de l'outil ou à la somme Z = L + d .
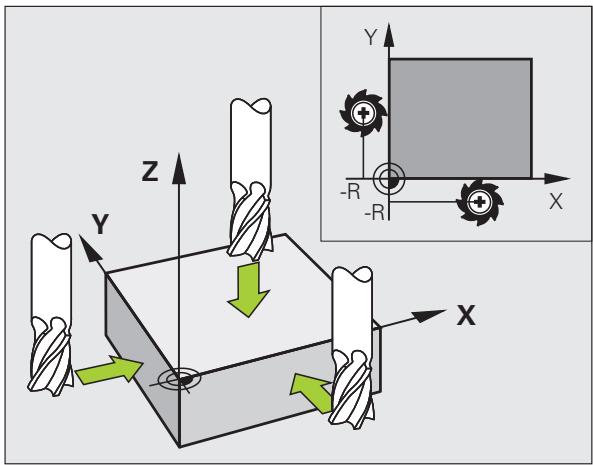
Gestion des points d'origine avec le tableau Preset

Vous devriez impératifement utiliser le tableau Preset si
- votre machine est équipée d'axes rotatifs (table pivotante ou tête pivotante) et si vous travailliez avec la fonction d'inclinaison du plan d'usinage
■ voiture machine est équipée d'un système de changement de tête - vous avez jusqu'à présent travaillé sur des TNC plus ancériennes en utilisant des tableaux de points zéro en coordonnées REF
you desirez usiner plusieurs pieces identiques dont les positions de bridage presentent un désaxage
Le tableau Preset peut containir n'importe quel nombre de lignes (points d'origine). Afin d'optimiser la taille du fichier et la vitesse de traitement, veillez à ne pas utiliser plus de lignes que nécessaire pour gérer vos points d'origine.
Par sécurité, vous ne pouvez insérer de nouvelles lignes qu'à la fin du tableau Preset.
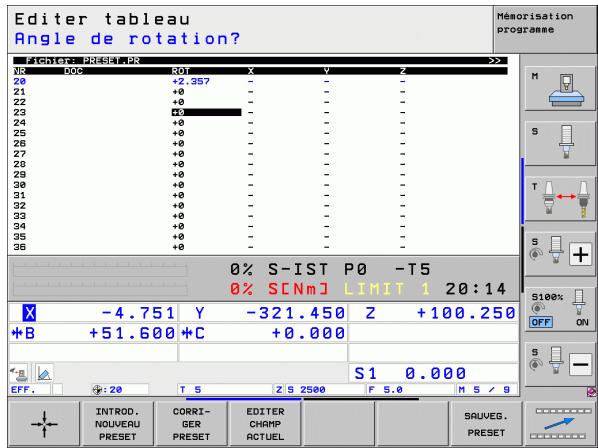
Enregister les points d'origine dans le tableau Preset
Le tableau Preset s'intitule PRESET.PR et est mémorisé dans le repertoire TNC:. On ne peut éoperator PRESET.PR qu'en modes de fonctionnement Manuel et Manivelle électronique. En mode Mémorisation/édition de programme, vous pouvez lire le tableau mais non le modifier.
L'opération qui consiste à copier le tableau Preset vers un autre repertoire (pour sauvegarder les données) est autorisée. Les lignes que le constructeur de votre machine a protégées à l'écriture restent systématiquement protégées à l'écriture dans la copie du tableau; par conséquent, vous ne pouvez pas les modifier.
Dans la copie du tableau, ne modifiez jamais le nombre de lignes! Cela pourrait entrainer des problèmes lorsque vous souhaitez reactiver le tableau.
Pour activer le tableau Preset qui a été copiedie vers un autre répertoire, vous devez en ré effectuer la copie vers le répertoire TNC:.
Plusieurs possibités s'offrent à vous pour enregistrer des points d'origine/rotations de base dans le tableau Preset :
au moyen des cycles palpeurs en modes de fonctionnement Manuel ou Manivelle électronique (voir chapitre 14)
au moyen des cycles palpeurs 400 à 402 et 410 à 419 en mode Automatique (voir Manuel d'utilisation des cycles, chapitres 14 et 15)
par une introduction manuelle (voir description ci-après)

Les rotations de base du tableau Preset font tournier le système de coordonnées de la valeur du Preset située sur la même ligne que celle de la rotation de base.
Lors de l'initialisation du point d'origine, la TNC vérifie si la position des axes inclinés coincide bien avec les valeurs correspondantes du menu 3D ROT (en fonction du paramétrage dans le tableau de cinematique). De ce fait:
Lorsque la fonction Inclinaison du plan d'usinage est inactive, l'affichage de positions des axes rotatifs doit etre = 0^ (si nécessaire, remetre a zéro les axes rotatifs)
Lorsque la fonction Inclinaison du plan d'usinage est active, l'affichage de positions des axes rotatifs et les angles introduits dans le menu 3D ROT doivent coïncider
Le constructeur de votre machine peut verrouiller n'importe quelles lignes du tableau Preset pour y enregistrer des points d'origine fixes (par exemple, le centre d'un plateau circulaire). De telles lignes sont dans une autre couleur à l'intérieur du tableau Preset (couleur standard: rouge).
La ligne 0 du tableau Preset est systématiquement protégée à l'écriture. La TNC mémorise toujours sur la ligne 0 le dernier point d'origine initiaisé manuellement à l'aide des touches des axes ou par softkey. Si le point d'origine initiaisé manuellement est actif, la TNC inscrit le texte le texte PR MAN(0) dans l'affichage d'état
Si vous utilisez les cycles palpeurs d'initialisation du point d'origine pour afficher automatiquement les valeurs, la TNC enregistre celles-ci sur la ligne 0.
Enregistrer manuellement les points d'origine dans le tableau Preset
Pour enregistrer les points d'origine dans le tableau Preset, précédez de la manière suivante:
| Sélectionner le mode Manuel | |
| Déplacer l'outil avec précaution jusqu'à ce qu'il touche la piece (l'effleure), ou bien positionner en conséquence le comparateur | |
| Afficher le tableau Preset : la TNC ouvre le tableau Preset et positionne le curseur sur la ligne active du tableau | |
| Sélectionner les fonctions pour l'introduction Preset : la TNC affiche dans la barre de softkeys les différentes possibilités. Description des différentes possibilités : voir tableau suivant | |
| Dans le tableau Preset, Sélectionnéz la ligne que vous poulez modifier (le numéro de ligne correspond au numéro Preset) | |
| Si nécessaire, Sélectionner dans le tableau Preset la colonne (l'axe) que vous poulez modifier | |
| A l'aide de la softkey, Sélectionner l'un des besoin disponibles (voir le tableau suivant) | |
| Fonction | Softkey |
| Verifier directement la position effective de l'outil (du comparateur) comme nouveau point d'origine : la fonction ne méyorise le point d'origine que sur l'axe sur lequel se trouve actuellément la surbrillance | + |
| Affecter une valeur au besoin à la position effective de l'outil (du comparateur) : la fonction ne méyorise le point d'origine que sur l'axe actuellément en surbrillance. Introduire la valeur souhaitée dans la fenêtre auxiliaire | INTROD. NOUVEAU PRESET |
| Décaler en incrémental un point d'origine déjà enregistré dans le tableau : la fonction ne méyorise le point d'origine que sur l'axe actuellément la surbrillance. Introduire dans la fenêtre auxiliaire la valeur de correction souhaitée en tenant compte du signe. Avec l'affichage en pouces actif : introduire une valeur en pouces; en interne, la TNC convertit la valeur en mm | CORRI- GER PRESET |
| Introduire directement un nouveau point d'origine (spécifique à un axe) sans prendre en compte la cinématique. N'utiliser cette fonction que si votre machine est équipée d'un plateau circulaire et si vous désírez initiaïser le point d'origine au centre du plateau circulaire en introduisant directement la valeur 0. La fonction ne méyorise la valeur que sur l'axe actuellément la surbrillance. Introduire la valeur souhaitée dans la fenêtre auxiliaire Avec l'affichage en pouces actif : introduire une valeur en pouces; en interne, la TNC convertit la valeur en mm | EDITOR CHRIP RCTUEL |
| Inscire le point d'origine actuellément actif sur une ligne libre du tableau : la fonction méyorise le point d'origine sur tous les axes et active automatiquement la ligne du tableau concernée. Avec l'affichage en pouces actif : introduire une valeur en pouces; en interne, la TNC convertit la valeur en mm | SAUVES, PRESET |
Explication des valeurs enregistrées dans le tableau Preset
Machine simple avec trois axes, sans dispositif d'inclinaison La TNC enregistre dans le tableau Preset la distance entre le point d'origine piece et le point de reférence (en tenant compte du signe)
Machine équipée de tête pivotante La TNC enregistre dans le tableau Preset la distance entre le point d'origine piece et le point de reférence (en tenant compte du signe)
Machine équipée d'un plateau circulaire La TNC enregistre dans le tableau Preset la distance entre le point d'origine piece et le centre du plateau circulaire (en tenant compte du signe)
Machine Equipée d'un plateau circulaire et d'une tête pivotante La TNC enregistre dans le tableau Preset la distance entre le point d'origine piece et le centre du plateau circulaire

Attention, risque de collision!
Notez que lors du décalage d'un apparéil diviseur sur la table de votre machine (réalisé par la modification de la définition cinématique), les valeurs présélectionnées qui ne dépendent pas directement de l' apparéil diviseur peuvent être aussi décalés le cas échéant.
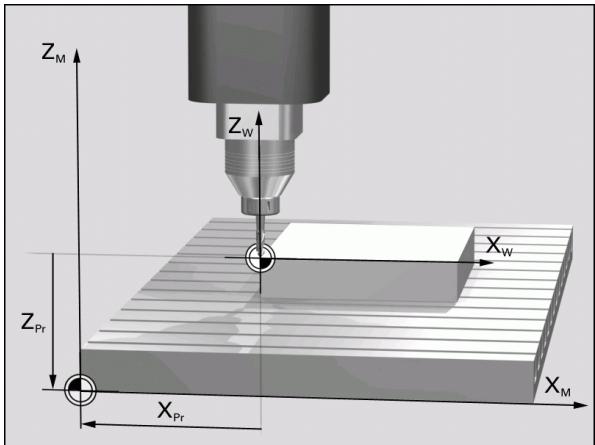
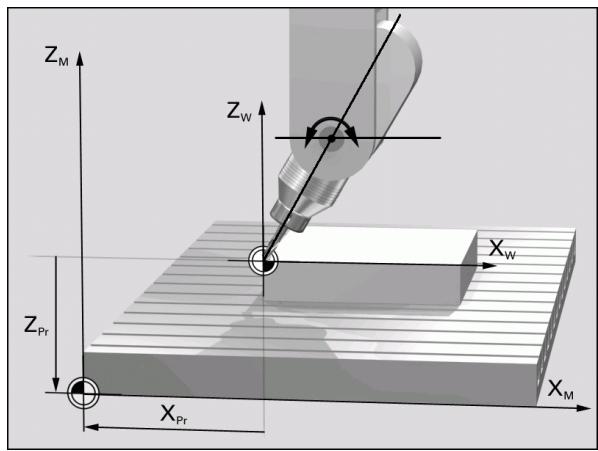
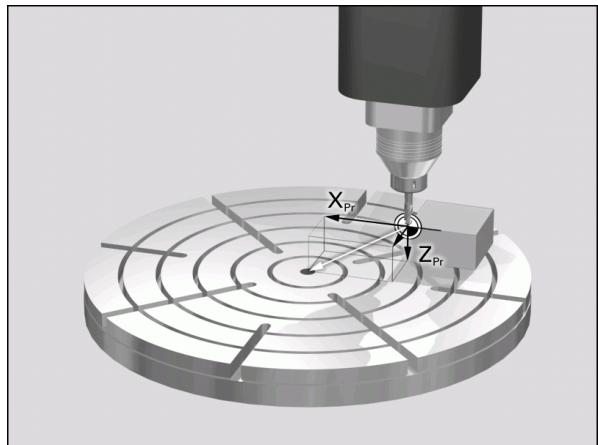
Editor un tableau Preset
| Fonction d'edition en mode tableau | Softkey |
| Sélectionner le début du tableau | DEBUT |
| Sélectionner la fin du tableau | FIN |
| Sélectionner la page précédente du tableau | PAGE |
| Sélectionner la page suivante du tableau | PAGE |
| Sélectionner les fonctions pour l'introduction Preset | CHANGER PRESET |
| Activer le point d'origine de la ligne actuellément sélectionnée du tableau Preset | ACTIVER PRESET |
| Ajouter un nombre possible de lignes à la fin du tableau (2ème barre de softkeys) | AJOUTER N LIGNES A LA FIN |
| Copier le champ en surbrillance (2ème barre de softkeys) | COPIER UVALEUR ACTUELLE |
| Insérer le champ copiedé (2ème barre de softkeys) | INSERER UVALEUR COPIEE |
| Annuler la ligne actuellément sélectionnée : la TNC inscrit un (2ème barre de softkeys) dans toutes les colonnes | ANNULER LIGNE |
| Ajouter une seule ligne à la fin du tableau (2ème menu de softkeys) | INSERER LIGNE |
| Effacer une seule ligne à la fin du tableau (2ème menu de softkeys) | EFFACER LIGNE |
Activer le point d'origine du tableau Preset en mode Manuel

Attention, risque de collision!
Lorsque l'on active un point d'origine issu du tableau Preset, la TNC annule un décalage de point zéro actif.
Par contre, une conversion de coordonnées que vous auriez programmée avec le cycle 19 Inclinaison du plan d'usinage ou avec la fonction PLANE reste active.
Si vous activez un preset qui ne contient pas des valeurs dans toutes les coordonnées, c'est le dernier point d'origine activé qui continue à agir sur ces axes.

Selectionner le mode Manuel
TABLEEAU PRESET 字
Afficher le tableau Preset

Selectionner le numéro du point d'origine que l'on peut activer ou


avec la touche GOTO, Sélectionner le numéro du point d'origine que l'on peut activer et valider avec la touche ENT

Activer le point d'origine

Valider l'activation du point d'origine. La TNC affiche la valeur et - si celle-ci est définie - la rotation de base

Quitter le tableau Preset
Activer dans un programme un point d'origine issu du tableau Preset
Pour activer des points d'origine contenus dans le tableau Preset en cours de déroulement du programme, utilisez le cycle 247. Dans le cycle 247, il suffit de définir le numéro du point d'origine que vous souhaitez activer (voir manuel d'utilisation des cycles, cycle 247 INITIALISATION DU POINT DE REFERENCE).
14.6 Utilisation d'un palpeur 3D
Vued'ensemble
En mode de fonctionnement Manuel, vous disposez des cycles palpeurs suivants :
| Fonction | Softkey | Page |
| Etailonnage de la longueur effective | ETAL. L | Page 555 |
| Etailonnage du rayon effectif | ETAL. R | Page 556 |
| Détermination de la rotation de base à partir d'une droite | ROTATION | Page 560 |
| Initialisation du point d'origine dans un axe au besoin | PALPAGE POS | Page 564 |
| Initialisation d'un coin comme point d'origine | PALPAGE P | Page 565 |
| Initialisation du centre de cercle comme point d'origine | PALPAGE CC | Page 566 |
| Initialisation de l'axe central comme point d'origine | PALPAGE | Page 567 |
| Détermination de la rotation de base à partir de deux troughs/tenons circulaires | PALPAGE ROT | Page 568 |
| Initialisation du point d'origine à partir de quatre troughs/tenons circulaires | PALPAGE P | Page 568 |
| Initialisation du centre de cercle à partir de trois troughs/tenons | PALPAGE CC | Page 568 |
Sélectionner le cycle palpeur
Sélectionner le mode Manuel ou Manivelle électronique

Sélectionner les fonctions de palpage : appuyer sur la softkey FONCTIONS PALPAGE. La TNC affiche d'autres softkeys : voir tableau ci-dessus

Sélectionner le cycle palpeur : p. ex. appuyer sur la softkey PALPAGE ROT ; la TNC affiche à l'écran le menu correspondant
Proces-verbal de mesure issu des cycles palpeurs

La TNC doit avoir eté préparée par le constructeur de la machine pour cette fonction. Consultez le manuel de la machine!
Après avoir exécuté n'importequel cycle palpeur, la TNC affiche la softkey PRINT. Si vous appuyez sur cette softkey, la TNC établit le procès-verbal des valeurs actuelles du cycle palpeur actif. A l'aide de la fonction PRINT du menu de configuration de l'interface (cf. Manuel d'utilisation, „12 Fonctions MOD, Configuration de l'interface de données”), vous définissez si la TNC doit:
imprimer les résultats de la mesure
mémoriser les résultats de la mesure sur son disque dur
mémoriser les résultats de la mesure sur un PC.
Lorsque you enregistrez les résultats de la mesure, la TNC créé le fichier ASCII %TCHPRNT.A. Si vous n'avez défini ni chemin d'accès, ni interface dans le menu de configuration d'interface, la TNC enregistre le fichier %TCHPRNT dans le réseau principal TNC:.

Lorsque vous appuyez sur la softkey PRINT, le fichier %TCHPRNT.A ne doit pas etre selectionné en mode Mémorisation/édition de programme. Sinon, la TNC délivre un message d'erreur.
La TNC inscrit les valeurs de mesure uniquement dans le fichier %TCHPRNT.A. Si vous exécutez successivement plusieurs cycles palpeurs et désirez<mémoriser les valeurs de la mesure, vous devez alors sauvégarder le contenu du fichier %TCHPRNT.A entre chaque cycle palpeur en le copiant ou le renommant.
Le format et le contenu du fichier %TCHPRNT sont définis par le constructeur de votre machine.
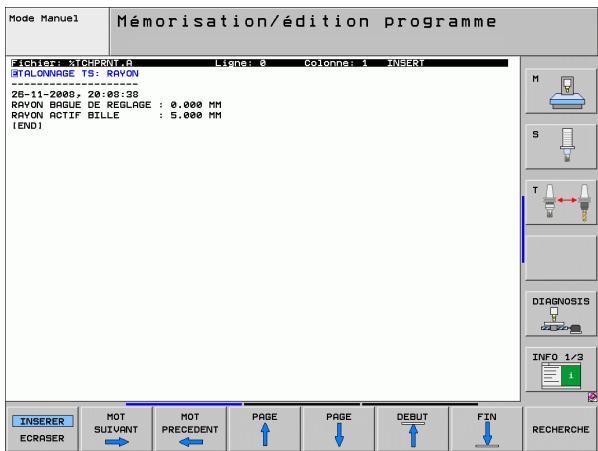
Enregister les valeurs de mesure issues des cycles palpeurs dans un tableau de points zéro

Cette fonction n'est active que si les tableaux de points zéro sont actifs sur votre TNC (bit 3 dans le paramètre-machine 7224.0 = 0 ).
Utilisez cette fonction si vous souhaitez enregistrer des valeurs de mesure dans le système de coordonnées piece. Si vous voulez enregistrer les valeurs de mesure dans le système de coordonnées machine (coordinées REF) utilisez la softkey ENTREE DS TABLEAU PRESET (voir „Enregistrer les valeurs de mesure issues des cycles palpeurs dans le tableau Preset" à la page 553).
Avec la softkey ENTREE DANS TAB. POINTS, la TNC peut enregistrer les valeurs de mesure dans un tableau de points zéro après l'exéciution de n'importe quel cycle palpeur :

Attention, risque de collision!
Sachez que, lors d'un décalage actif du point zéro, la valeur palpée se refère toujours au preset actif (ou au dernier point d'origine initiaisé en mode Manuel) bien que le décalage du point zéro soit compensé dans l'affichage de position.
Exécuter une fonction de palpage au besoin
Enregistrer les coordonnées souhaitées du point d'origine dans les champs de saisie proposés à cet effet (en fonction du cycle palpeur à exécuter)
Introduire le numero du point zéro dans le champ de saisie Numéro dans tableau =
Introduire le nom du tableau de points zéro (avec chemin d'accès complet) dans le champ de saisie Tableau de points zéro
Appuyer sur la softkey ENTREE DANS TAB. POINTS; la TNC enregistre le point zéro sous le numéro introduit dans le tableau de points zéro indiqué
Enregister les valeurs de mesure issues des cycles palpeurs dans le tableau Preset

Utilisez cette fonction si vous désirez enregistrer des valeurs de mesure dans le système de coordonnées machine (coordonnées REF). Si vous pouze enregistrer les valeurs de mesure dans le système de coordonnées piece (coordonnées REF), utilisez la softkey ENTREE DANS TAB. POINTS (voir „Enregistrer les valeurs de mesure issues des cycles palpeurs dans un tableau de points zéro" à la page 552).
Avec la softkey ENTREE DS TABLEAU PRESET, la TNC peut enregistrer les valeurs de mesure dans le tableau Preset après l'exécution de n'importequel cycle palpeur. Les valeurs de mesure enregistrées se refèrent alors au système de coordonnées machine (coordonnées REF). Le tableau Preset s'intitule PRESET.PR et est méorisé dans le repertoire TNC:\.

Attention, risque de collision!
Sachez que, lors d'un décalage actif du point zéro, la valeur palpée se refère toujours au preset actif (ou au dernier point d'origine initiaisé en mode Manuel) bien que le décalage du point zéro soit compensé dans l'affichage de position.
Executer une fonction de palpage au besoin
Enregistrer les coordonnées souhaitées du point d'origine dans les champs de saisie proposés à cet effet (en fonction du cycle palpeur à exécuter)
Introduire le numero de preset dans le champ de saisie Numéro dans tableau :
Appuyer sur la softkey ENTREE DS TABLEAU PRESET: La TNC enregistre le point zéro sous le numéro introduit dans le tableau Preset

Lorsque vous remplacez le point d'origine actif, la TNC affiche un message d'avertissement. Vous pouvez alors decide de replacer (=touche ENT) ou non (=touche NO ENT) le point de reférence.
Enregistrer les valeurs de mesure dans le tableau de Presets de palettes

Utilisez cette fonction si vous désirez enregistrer les points d'origine des palettes. Cette fonction doit avoir été activée par le constructeur de votre machine.
Pour pouvoir enregistrer une valeur de mesure dans le tableau de Presets de palettes, vous devez activer un preset zéro avant l'opération de palpage. Un preset zéro contient la valeur zéro sur tous les axes du tableau Preset!
Executer une fonction de palpage au besoin
Enregistrer les coordonnées souhaitées du point d'origine dans les champs de saisie proposés à cet effet (en fonction du cycle palpeur à exécuter)
Introduire le numero de preset dans le champ de saisie Numéro dans tableau :
Appuyer sur la softkey ENTREE TAB. PRESET PAL.: La TNC enregistre le point zéro sous le numéro introduit dans le tableau de Presets de palettes
14.7 Etalonner le palpeur 3D
Introduction
Pour déterminer exactement le point de commutation réel d'un palpeur 3D, vous doivent étaillonner le palpeur. Dans le cas contraire, la TNC n'est pas en mesure de fournir des résultats de mesure précis.

Youdevez toutjours etalonnerlepalpeurlors:
de la mise en service
d'une rupture de la tige de palpage
du changement de la tige de palpage
d'une modification de l'avance de palpage
d'irregularités dues, par exemple, à un accroissement de la température de la machine
d'une modification de l'axe d'outil actif
Lors de l'étalonnage, la TNC calcule la longueur „effective" de la tige de palpage ainsi que le rayon „effectif" de la bille de palpage. Pour étalonnner le palpeur 3D, fixez sur la table de la machine une bague de réglage de hauteur et de diamètre interieur connus.
Etalonnage de la longueur effective

La longueur effective du palpeur se refère toujours au point d'origine de l'outil. En règle générale, le constructeur de la machine initiaise le point d'origine de l'outil sur le nez de la broche.
Initialise le point d'origine dans l'axe de broche de manière à avoir pour la table de la machine: Z = 0

Sélectionner la fonction d'étalonnage pour la longueur du palpeur : appuyer sur la softkey FONCTIONS PALPAGE et sur ETAL L. La TNC affiche une fenêtre de menu compteant quatre champs de saisie
Introduire l'axe d'outil (touche d'axe)
Point d'origine: introuuire la hauteur de la bague de réglage
Les sous-menus Rayon effectif bille et Longueur effective ne requirement pas d'introduction
Déplacer le palpeur très pres de la surface de la bague de réglage
Si nécessaire, modifier le sens du déplacement : appuyer sur la softkey ou sur les touches fléchées
Palper la surface : appuyer sur la touche START externe
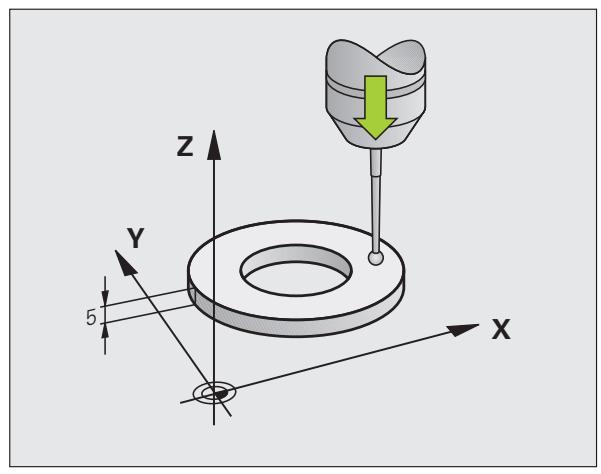
Etalonner le rayon effectif et compenser le désaxage du palpeur
Normalement, l'axe du palpeur n'est pas aligné exactement sur l'axe de broche. La fonction d'étalonnage déterminée le décalage entre l'axe du palpeur et l'axe de broche et effectue la compensation.
La routine d'étalonnage varie en fonction de la configuration du paramètre-machine 6165 (poursuite de broche active/inactive). Si la poursuite de broche est active, le processus d'étalonnage a lieu avec un seul start CN. Mais si la poursuite de broche est inactive, vous avez le besoin d'étalonner ou non le désaxage.
Lors de l'étalonnage du désaxage, la TNC fait tourner le palpeur 3D de 180^ . La rotation est déclenchée par une fonction auxiliaire définie par le constructeur de la machine dans le paramètre-machine 6160.
Pour l'étalonnage manuel, procédez de la manière suivante:
Positionner la bille de palpage en mode Manuel, dans l'alésage de la bague de réglage

Sélectionner la fonction d'étalonnage du rayon de la bille de palpage et du désaxage du palpeur : appuyer sur la softkey ETAL R
Sélectionner l'axe d'util. Introduire le rayon de la bague de réglage
Palpage : appuyer 4 fois sur la touche START externe. Le palpeur 3D palpe dans chaque direction une position de l'alésage et calcule le rayon effectif de la bille
Si vous désirez maintainant quitter la fonction d'étalonnage, appuyez sur la softkey FIN

La machine doit avoir eté préparée par le constructeur pour pouvoir déterminer le désaxage de la bille de palpage. Consultez le manuel de la machine!

Calculator le désaxage de la bille : appuyer sur la softkey 180^ . La TNC fait tourner le palpeur de 180^
Palpage : appuyer 4 x sur la touche START externe. Le palpeur 3D palpe dans chaque direction une position de l'alésage et calcule le désaxage du palpeur.
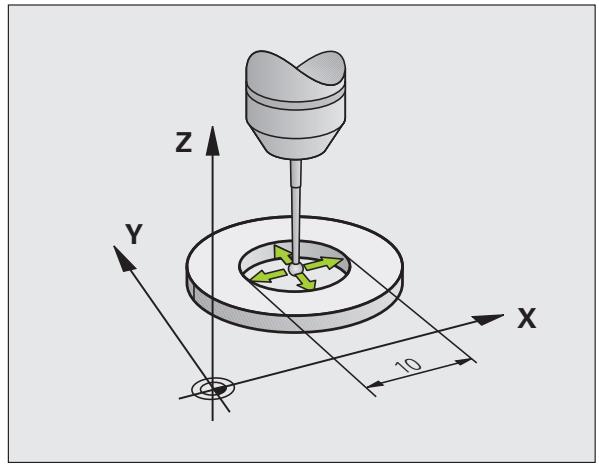
Afficher les valeurs d'étalonnage
La TNC mémorise la longueur et le rayon effectifs ainsi que la valeur de désaxage du palpeur et les prendra en compte lors des utilisations ultérieures du palpeur 3D. Pour afficher les valeurs mémorisées, appuyez sur ETAL L et ETAL R.

Si vous utilisez plusieurs palpeurs ou séquences de données d'étalonnage: voir „Gérer plusieurs séquences de données d'étalonnage", page 557
Gérer plusieurs séquences de données d'étalonnage
Si vous utilisez sur votre machine plusieurs palpeurs ou touches de palpage avec disposition en croix, vous devez eventuellement avoir recours à plusieurs séquences de données d'étalonnage.
Pour pouvoir utiliser plusieurs séquences de données d'étalonnage, vous doivent regarder le paramètre-machine MP 7411=1. La définition des données d'étalonnage est identique à la procédure employée lors de l'utilisation d'un seul palpeur, à ceci pris que la TNC enregistre les données d'étalonnage dans le tableau d'outils lorsque vous quittez le menu d'étalonnage et validez avec la touche ENT l'écriture des données d'étalonnage dans le tableau. Le numéro d'util actif définit la ligne du tableau d'outils dans lequel la TNC enregistre les données

Assurez vous que le bon nombre d'outil soit actif lorsqu'vous utilisez le palpeur et ce, indépendamment du fait d'utiliser un cycle palpeur en mode Automatique ou en mode Manuel.
La TNC indique dans le menu de calibration le numéro et le nom de l'outil, si le paramètre machine 7411=1.
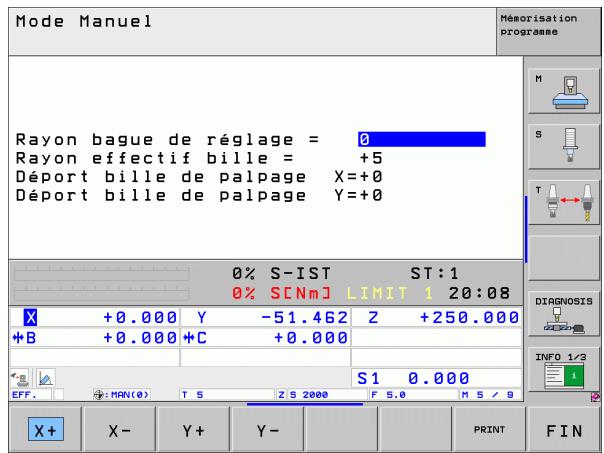
14.8 Compensation du désaxage de la pierce avec un palpeur 3D
Introduction
La TNC peut compenser un désignement de la pierce au moyen d'une „rotation de base".
Pour cela, la TNC initiaise l'angle de rotation de la valeur d'un angle qu'une face de la piece forme avec l'axe de referencia angulaire du plan. Voir figure de droite.
En alternative, vous pouvez aussi compenser le désaxage calculé par une rotation du plateau circulaire.

Pour mesurer le désignement de la pierce, selectionner les sens de palpage de maniere à ce qu'il soit toujours perpendicular à l'axe de reférence angulaire.
Dans le déroulement du programme et pour que la rotation de base soit calculée correctement, vous devez programmer les deux coordonnées du plan d'usinage dans la première série de déplacement.
Vous pouvez aussi utiliser une rotation de base en combinaison avec la fonction PLANE. Dans ce cas, activez tout d'abord la rotation de base, puis la fonction PLANE.
Lorsque vous modifiez la rotation de base, la TNC vous demande au moment de quitter le menu si vous désirez aussi enregistrer sur la ligne active du tableau Preset la rotation de base modifiée. Si oui, appuyez sur la touche ENT.

La TNC peut aussi exéçuter une compensation de bridages si votre machine est préparée à cet effet. Si nécessaire, prenez contact avec le constructeur de votre machine.
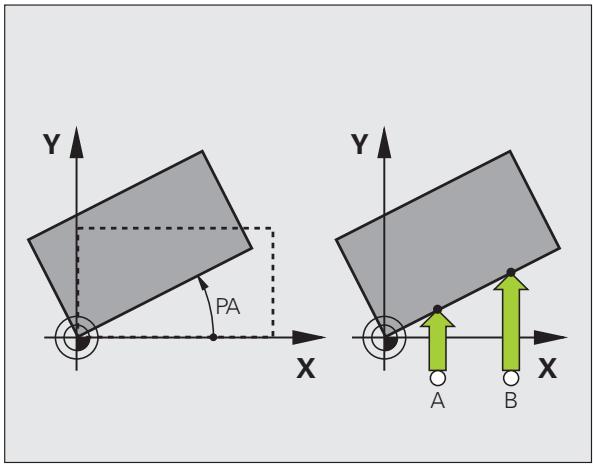
Tableau récapitulatif
| Cycle | Softkey |
| Rotation de base à partir de deux points : La TNC calcule l'angle compris entre la ligne reliant les centres des trous et une position nominale (axe de référence angulaire) | PALPAGE ROT |
| Rotation de base à partir de 2 trous/tenons : La TNC calcule l'angle compris entre la ligne reliant les centres des trous/tenons et une position nominale (axe de référence angulaire) | PALPAGE ROT |
| Dégauchir la piece à partir de deux points : La TNC déterminé l'angle compris entre la ligne reliant les centres des trous et une position nominale (axe de référence angulaire) et compensé le désaxage par une rotation du plateau circulaire. | PALPAGE CC |
Déterminer la rotation de base à partir de deux points

Sélectionner la fonction de palpage : appuyer sur la softkey PALPAGE ROT
Positionner le palpeur à proximé du premier point de palpage
Sélectionner le sens de palpage pour qu'il soit perpendicular à l'axe de référence angulaire : sélectionner l'axe et le sens avec la softkey
▶ Palpage : appuyer sur la touche START externe
Positionner le palpeur à proximé du deuxième point de palpage
▶ Palpage : appuyer sur la touche START externe. La TNC calcule la rotation de base et affiche l'angle dans Angle de rotation =
Mémoriser la rotation de base dans le tableau Preset
Àpres l'opération de palpage, introduire le numero de Preset dans le champ Numéro dans tableau : dans lequel la TNC doit<mémoriser la rotation active
Appuyer sur la softkey ENTREE DS TABLEAU PRESET pour memoriser la rotation de base dans le tableau Preset
Enregisterr la rotation de base dans le tableau de Presets de palettes

Pour pouvoir enregistrer une rotation de base dans le tableau de Presets de palettes, vous devez activer un preset zéro avant l'opération de palpage. Un preset zéro contient la valeur zéro sur tous les axes du tableau Preset!
Àpres l'opération de palpage, introduire le numero de Preset dans le champ Numéro dans tableau : dans lequel la TNC doit<mémoriser la rotation active
Appuyer sur la softkey ENTRÉE DS TABLEAU PRESET PALETTE pour enregistrer la rotation de base dans le tableau de Presets de palettes
La TNC affiche un preset de palette actif dans l'affichage d'etat supplémentaire (voir „Informations generales sur les palettes (onglet PAL)” à la page 79).
Afficher la rotation de base
Lorsque vous sélectionnez à nouveau PALPAGE ROT, l'angle de la rotation de base apparaît dans l'affichage de l'angle de rotation. La TNC affiche également l'angle de rotation dans l'affichage d'état supplémentaire (INFOS POS.)
L'affichage d'etat fait apparaitre un symbole pour la rotation de base lorsque la TNC déplace les axes de la machine conformément à la rotation de base.
Annuler la rotation de base
Sélectionner la fonction de palpage : appuyer sur la softkey PALPAGE ROT
Introduire l'angle de rotation ^ , valider avec la touche ENT
Quitter la fonction de palpage: Appuyer sur la touche END
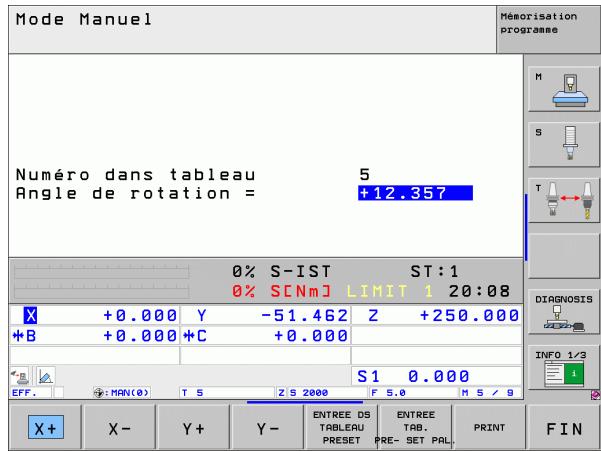
Rotation de base à partir de 2 trous/tenons :

Sélectionner la fonction de palpage : appuyer sur la softkey PALPAGE ROT (barre de softkey 2)

L'opération consiste à palper des tenons circulaires : à définir par softkey

L'opération consiste à palpeur des trough: A définir par softkey
Palper les trouss
Pré-positionner le palpeur approximativement au centre du trou. L'action sur la touche START externe entraine le palpage automatique de quatre points de la paroi du trou.
Puis, la TNC déplace le palpeur jusqu'au trou suivant et repête la même procédure de palpage. Elle la repête jusqu'à ce que tous les trou sient être palpés pour déterminer le point d'origine.
Palper les tenons circulaires
Positionner le palpeur à proximé du premier point de palpage sur le tenon circulaire. Avec la softkey, Sélectionner le sens du palpage, exécuter le palpage à l'aide de la touche START externe. Répéter l'opération quatre fois en tout.
Mémoriser la rotation de base dans le tableau Preset
Àpres l'opération de palpage, introuuire le numero de Preset dans le champ Numéro dans tableau : dans lequel la TNC doit<mémoriser la rotation active
Appuyer sur la softkey ENTRÉE DS TABLEAU PRESET pour mémoriser la rotation de base dans le tableau Preset
Dégauchir la piece à partir de deux points

Sélectionner la fonction de palpage : appuyer sur la softkey PALPAGE ROT (barre de softkey 2)
Positionner le palpeur à proximé du premier point de palpage
Sélectionner le sens de palpage pour qu'il soit perpendicular à l'axe de reférence angulaire : sélectionner l'axe et le sens avec la softkey
▶ Palpage : appuyer sur la touche START externe
Positionner le palpeur à proximé du deuxième point de palpage
▶ Palpage : appuyer sur la touche START externe. La TNC calcule la rotation de base et affiche l'angle à la suite du dialogue Angle de rotation =
Dégauchir la piece

Attention, risque de collision!
Avant de dégauchir, dégager le palpeur de telle manière qu'aucune collision n'ait lieu avec les dispositifs de serrage ou avec les pieces.
Appuyer sur la softkey POSITIONNER PLATEAU CIRC., la TNC signale un message pour dégager le palpeur.
Exécuter le dégauchissage avec Start CN : la TNC positionne le plateau circulaire
Àpres l'opération de palpage, introuuire le numero de Preset dans le champ Numéro dans tableau : dans lequel la TNC doit<mémoriser la rotation active
Mémoriser le désaxage dans le tableau Preset
Àpres l'opération de palpage, introduire le numero de Preset dans le champ Numéro dans tableau : dans lequel la TNC doit<mémoriser le désaxage déterminé de la piece.
Appuyer sur la softkey ENTREE DS TABLEAU PRESET pour enregistrer la valeur angulaire comme décalage dans l'axe rotatif dans le tableau Preset
14.9 Initialisation du point d'origine avec palpeur 3D
Résumé
Avec les softkeys suivantes, vous sélectionnez les fonctions destinées à initiaiser le point d'origine sur la pièce bridée :
| Softkey | Fonction | Page |
| PALPAGE POS | Initialiser le point d'origine dans un axe donné avec | Page 564 |
| PALPAGE P | Initialisation d'un coin comme point d'origine | Page 565 |
| PALPAGE CC | Initialisation du centre de cercle comme point d'origine | Page 566 |
| PALPAGE | Axe central comme point d'origine | Page 567 |

Attention, risque de collision!
Remarque : lors d'un décalage actif du point zéro, la valeur palpée se refère toujours au preset actif (ou au dernier point d'origine initiaisé en mode Manuel) bien que le décalage du point zéro soit compensé dans l'affichage de position.
Initialiser le point d'origine sur un axe au choix

Sélectionner la fonction de palpage : appuyer sur la softkey PALPAGE POS
Positionner le palpeur à proximé du point de palpage
Sélectionner en même temps le sens de palpage et l'axe dont le point d'origine doit être initiaisé, p. ex. palpage de Z dans le sens Z- : sélectionner par softkey
▶ Palpage : appuyer sur la touche START externe
Point d'origine: Introduire la coordonnée nominale, valider avec la softkey INITIAL. POINT D'ORIGINE ou inscribe la valeur dans un tableau (Voir „Enregistrer les valeurs de mesure issues des cycles palpeurs dans un tableau de points zéro", page 552 ou Voir „Enregistrer les valeurs de mesure issues des cycles palpeurs dans le tableau Preset", page 553 ou Voir „Enregistrer les valeurs de mesure dans le tableau de Presets de palettes", page 554)
Quitter la fonction de palpage : appuyer sur la touche END
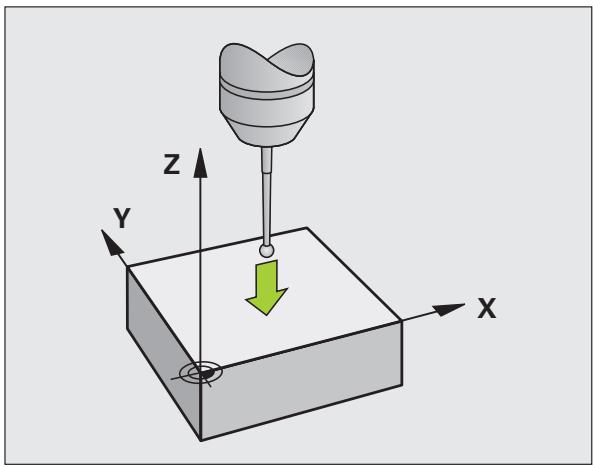
Coin pris comme point d'origine – Valider les points palpés pour la rotation de base

Sélectionner la fonction de palpage : appuyer sur la softkey PALPAGE P
Points de palpage issus de la rotation de base?: Appuyer sur la touche ENT pour valider les coordonnées des points de palpage
Positionner le palpeur à proximé du premier point de palpage, sur l'arête de la piece qui n'a pas été palpée pour la rotation de base
Sélectionner le sens de palpage : besoin avec la softkey
▶ Palpage : appuyer sur la touche START externe
Positionner le palpeur à proximé du deuxième point de palpage, sur la même arête
▶ Palpage : appuyer sur la touche START externe
Point d'origine: Introduire les deux coordonnées du point d'origine dans la fenêtre du menu, valider avec la softkey INITIAL. POINT D'ORIGINE ou inscrite les valeurs dans un tableau (Voir „Enregistrer les valeurs de mesure issues des cycles palpeurs dans un tableau de points zéro", page 552 ou Voir „Enregistrer les valeurs de mesure issues des cycles palpeurs dans le tableau Preset", page 553 ou Voir „Enregistrer les valeurs de mesure dans le tableau de Presets de palettes", page 554)
Quitter la fonction de palpage : appuyer sur la touche END
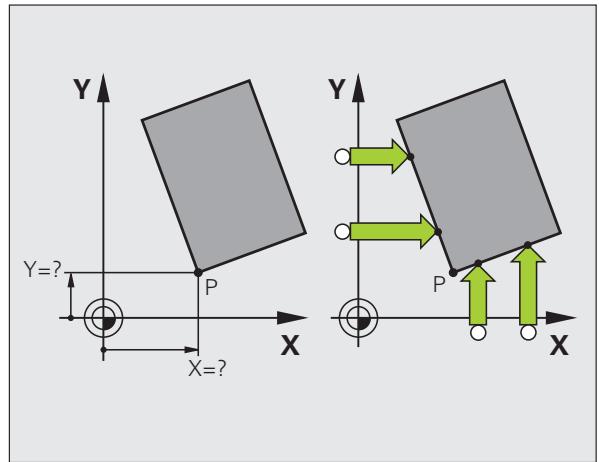
Coin pris comme point d'origine – Ne pas valider les points palpés pour la rotation de base
Sélectionner la fonction de palpage : appuyer sur la softkey PALPAGE P
Points de palpage issus de la rotation de base?: Répondre par la négative avec la touche NO ENT (question affichée seulement si vous avez déjà effectué une rotation de base)
▶ Palper deux fois chacune des deux arêtes de la pièce
Point d'origine: Introduire les coordonnées du point d'origine, valider avec la softkey INITIAL. POINT D'ORIGINE ou inscrite les valeurs dans un tableau (Voir „Enregistrer les valeurs de mesure issues des cycles palpeurs dans un tableau de points zéro", page 552 ou Voir „Enregistrer les valeurs de mesure issues des cycles palpeurs dans le tableau Preset", page 553 ou Voir „Enregistrer les valeurs de mesure dans le tableau de Presets de palettes", page 554)
Quitter la fonction de palpage : appuyer sur la touche END
Centre de cercle pris comme point d'origine
Voussupportezutiliser comme points d'origine les centres de trouss, poches/flots circulaires,cylindres pleins,tenons,ilots circulaires,etc.
Cercle interieur :
La TNC palpe automatiquement la paroi interne du cercle dans les quatre sens des axes de coordonnées.
Pour des portions de cercle (arcs de cercle), vous pouvez selectionner au besoin le sens du palpage.
Positionner la bille du palpeur approximativement au centre du cercle

Sélectionner la fonction de palpage : appuyer sur la softkey PALPAGE CC
Palpage : appuyer quatre fois sur la touche START externe. Le palpeur palpe successivement 4 points de la paroi circulaire interne
Si vous travailliez avec rotation à 180^ dans les 2 sens (seulement sur machines avec orientation broche,DEPEND de PM6160), appuyer sur la softkey 180^ puis palper à nouveau 4 points de la paroi circulaire interne
Si vous désirez travailler sans rotation à 180^ dans les deux sens : appuyez sur la touche END
Point d'origine : dans la fenêtre du menu, introduire les deux coordonnées du centre du cercle, valider avec la softkey INITIAL. POINT D'ORIGINE ou inscrite les valeurs dans un tableau (Voir „Enregistrer les valeurs de mesure issues des cycles palpeurs dans un tableau de points zéro", page 552, ou Voir „Enregistrer les valeurs de mesure issues des cycles palpeurs dans le tableau Preset", page 553)
Terminer la fonction de palpage : appuyer sur la touche END
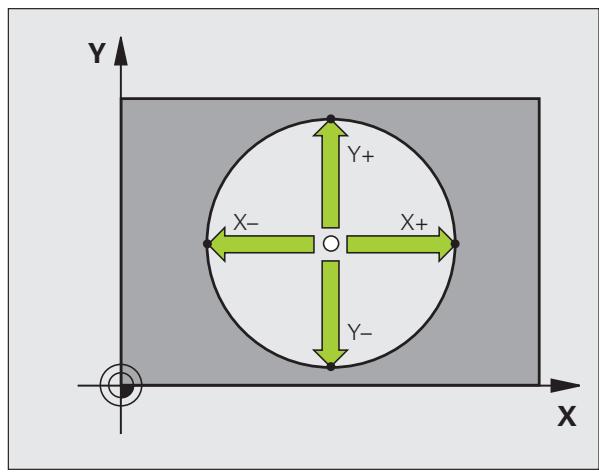
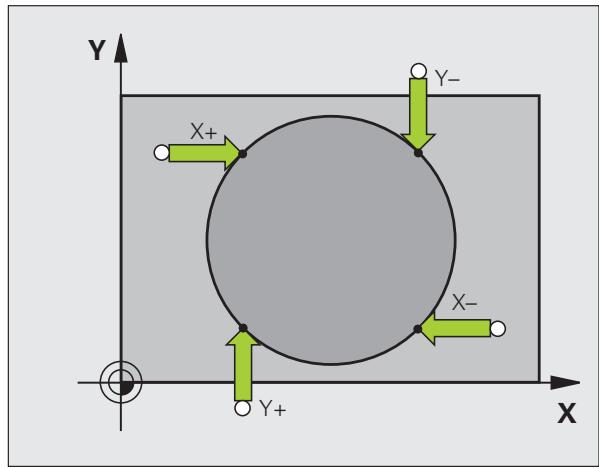
Cercle extérieur :
Positionner la bille de palpage à proximé du premier point de palpage, à l'extérieur du cercle
Sélectionner le sens de palpage: appuyer sur la softkey ajuste
▶ Palpage : appuyer sur la touche START externe
Répéter la méthode de palpage pour les 3 autres points. voir figure en bas et à droite
Point d'origine : introduire les coordonnées du point d'origine, valider avec la softkey INITIAL. POINT D'ORIGINE ou inscribe les valeurs dans un tableau (Voir „Enregistrer les valeurs de mesure issues des cycles palpeurs dans un tableau de points zéro", page 552 ou Voir „Enregistrer les valeurs de mesure issues des cycles palpeurs dans le tableau Preset", page 553 ou Voir „Enregistrer les valeurs de mesure dans le tableau de Presets de palettes", page 554)
Quitter la fonction de palpage : appuyer sur la touche END
A l'issue du palpage, la TNC affiche les coordonnées actuelles du centre du cercle ainsi que le rayon PR.
Axe central comme point d'origine

Sélectionner la fonction de palpage : appuyer sur la softkey PALPAGE
Positionner le palpeur à proximé du premier point de palpage
Sélectionner le sens de palpage par softkey
▶ Palpage : appuyer sur la touche START externe
Positionner le palpeur à proximé du deuxième point de palpage
▶ Palpage : appuyer sur la touche START externe
Point d'origine: introuuire la coordonnée du point d'origine dans la fenêtre du menu, valider avec la softkey INITIAL. POINT D'ORIGINE ou inscrite la valeur dans un tableau (Voir „Enregistrer les valeurs de mesure issues des cycles palpeurs dans un tableau de points zéro", page 552 ou Voir „Enregistrer les valeurs de mesure issues des cycles palpeurs dans le tableau Preset", page 553 ou Voir „Enregistrer les valeurs de mesure dans le tableau de Presets de palettes", page 554
Quitter la fonction de palpage : appuyer sur la touche END
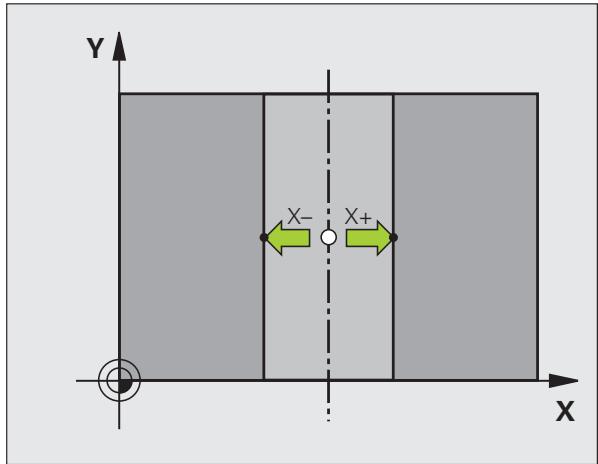
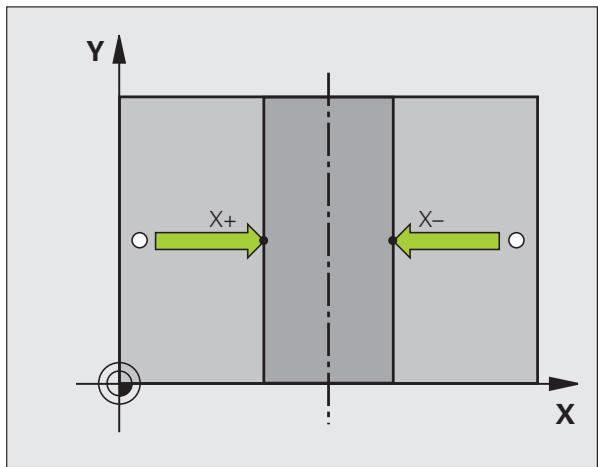
Initialiser des points d'origine à partir de trous/tenons circulaires
Le second menu de softkeys contient des softkeys permettant d'utiliser des trous ou tenons circulaires pour initiaiser le point d'origine.
Définir si l'on doit palper des troughs ou des tenons circulaires
La configuration par défaut prévoit le palpage de trous.

Sélectionner la fonction de PALpage : appuyer sur la softkey FONCTIONS PALPAGE, commuter à nouveau le menu de softkeys
Sélectionner la fonction de palpage : appuyer p. ex. sur la softkey PALPAGE P
L'opération consiste à palper des tenons circulaires : à définir par softkey
L'opération consiste à palpeur des trous : à définir par softkey
Palper les trouss
Pré-positionner le palpeur approximativement au centre du trou. L'action sur la touche START externe entraine le palpage automatique de quatre points de la paroi du trou.
Puis, la TNC déplace le palpeur jusqu'au trou suivant et repête la même procédure de palpage. La TNC repête cette opération jusqu'à ce que tous les trou soient palpés pour déterminer le point d'origine.
Palper les tenons circulaires
Positionner le palpeur à proximé du premier point de palpage sur le tenon circulaire. Avec la softkey, Sélectionner le sens du palpage, exécuter le palpage à l'aide de la touche START externe. Répéter l'opération au total quatre fois.
Résumé
| Cycle | Softkey |
| Rotation de base à partir de 2 trous : La TNC calcule l'angle compris entre la ligne reliant les centres des trous et une position nominale (axe de référence angulaire) | PALPAGE ROT |
| Point d'origine à partir de 4 trous : La TNC calcule le point d'intersection des lignes reliant les deux premiers et les deux derniers trous palpés. Palpez en croix ( comme indiqué sur la softkey ) car sinon la TNC calcule un point d'origine erroné. | PALPAGE P |
| Centre de cercle à partir de 3 trous : La TNC calcule une trajectory circulaire sur laquelle se trouvent les 3 trous et déterminé le centre de cercle de cette trajectory circulaire. | PALPAGE CC |
Mesure de pieces avec -palpeur 3D
Voussupportezaussiutiliserlepalpeur en modesManueletManivelle électronique pour executerdesmesures simples sur lapiece. Pourrealiser des opérations de mesure complexes, on dispose delenombres cycles de palpageprogrammables (voir manuel d'utilisationdescycles,chapitre16,Contrôleautomatique despièces).Lepalpeur3Dvouspermét de déterminer:
les coordonnées d'une position et, à partir de là,
les cotes et angles sur la pièce
Définir la coordonnée d'une position sur la piece dégauchie

Sélectionner la fonction de palpage : appuyer sur la softkey PALPAGE POS
Positionner le palpeur à proximé du point de palpage
Sélectionner le sens du palpage et en même temps l'axe auquel doit se référer la coordonnée : sélectionner la softkey correspondante
Démarrer la procédure de palpage : appuyer sur la touche START externe
La TNC affiche comme point d'origine la coordonnée du point de palpage.
Définir les coordonnées d'un coin dans le plan d'usinage
Déterminer les coordonnées du coin : voir „Coin pris comme point d'origine – Ne pas valider les points palpés pour la rotation de base“, page 565. La TNC affiche comme point d'origine les coordonnées du coin palpé.
Déterminer les dimensions d'une piece

Sélectionner la fonction de palpage : appuyer sur la softkey PALPAGE POS
Positionner le palpeur à proximé du premier point de palpage A
Sélectionner le sens de palpage par softkey
▶ Palpage : appuyer sur la touche START externe
Noter la valeur affichée comme point d'origine (seulement si le point d'origine initiaisé precedemment reste actif)
Point d'origine: introduire „0"
Quitter le dialogue : appuyer sur la touche END
Sélectionner à nouveau la fonction de palpage : appuyer sur la softkey PALPAGE POS
Positionner le palpeur à proximé du deuxième point de palpage B
Sélectionner le sens du palpage par softkey : même axe, mais sens inverse de celui du premier palpage
▶ Palpage : appuyer sur la touche START externe
Dans l'affichage Point d'origine, on trouve la distance entre les deux points situés sur l'axe de coordonnées.
Réinitialiser l'affichage de position aux valeurs précédant la mesure de longueur
Sélectionner la fonction de palpage : appuyer sur la softkey PALPAGE POS
Palper une nouvelle fois le premier point de palpage
Initialise r le point d'origine à la valeur notée
Quitter le dialogue: appuyer sur la touche END
Mesure d'angle
A l'aide d'un palpeur 3D, vous pouvez déterminer un angle dans le plan d'usinage. La mesure concerne :
l'angle compris entre l'axe de reférence angulaire et une arête de la piece ou
l'angle compris entre deux arêtes
L'angle mesuré est affiché sous forme d'une valeur de 90^ max.
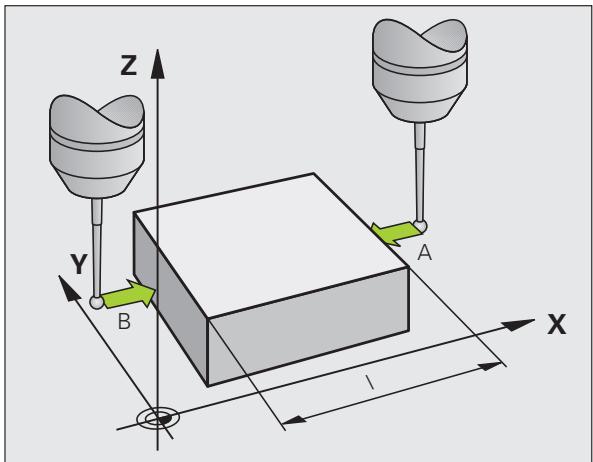
Déterminer l'angle compris entre l'axe de référence angulaire et une arête de la piece

Sélectionner la fonction de palpage : appuyer sur la softkey PALPAGE ROT
Angle de rotation : noter l'angle de rotation affiché si vous souhaitez rétablir par la suite la rotation de base réaliséeAAParavant
Exécuter la rotation de base avec le côté à comparer (voir „Compensation du désaxage de la pierce avec un palpeur 3D" à la page 558)
Avec la softkey PALPAGE ROT, afficher comme angle de rotation l'angle compris entre l'axe de reférence angulaire et l'arête de la pierce
Annuler la rotation de base ou rétablier la rotation de base d'origine
Initialiser l'angle de rotation à la valeur notée
Déterminer l'angle compris entre deux arêtes de la pierce
Sélectionner la fonction de palpage : appuyer sur la softkey PALPAGE ROT
Angle de rotation : noter l'angle de rotation affiché si vous désírez rétablir par la suite la rotation de base réalisée aparavant
Exécuter la rotation de base pour le premier côté (voir „Compensation du désaxage de la pièce avec un palpeur 3D" à la page 558)
Palper également le deuxième côté, comme pour une rotation de base. Ne pasmettre 0 pour l'angle de rotation!
Avec la softkey PALPAGE ROT, afficher comme angle de rotation l'angle PA compris entre les arêtes de la piece
Annuler la rotation de base ou rétablit la rotation de base d'origine : initialiser l'angle de rotation à la valeur notée
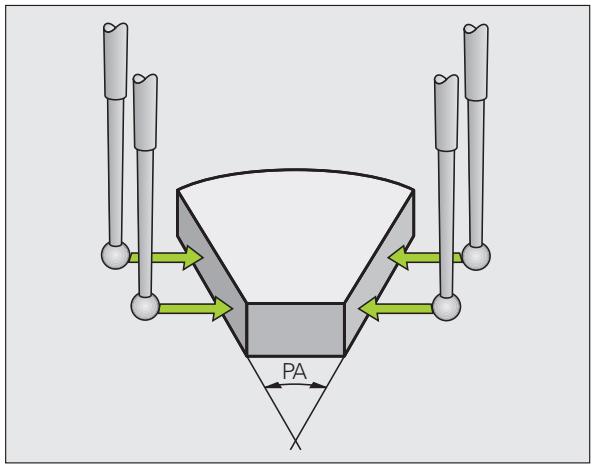
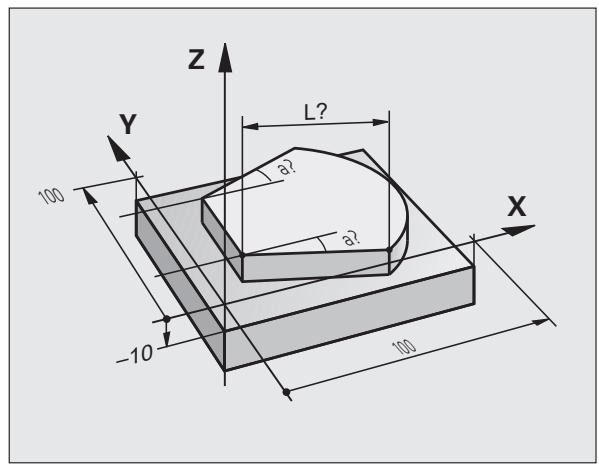
Fonctions de palpage avec palpeurs mécaniques ou comparateurs
Si vous ne disposez sur votre machine d'aucun palpeur 3D électronique, vous pouvez néanmoins utiliser toutes les fonctions de palpage manuelles décrites précédemment (exception : fonctions d'éthalonnage) à l'aide de palpeurs mécaniques ou par simple affleurement.
Pour remplaçer le signal électronique générautomatiquement par un palpeur 3D pendant la fonction de PALPAGE, vous appuyez sur une touche pour déclencher manuellement le signal de commutation permettant de valider la position de palpage. Procedez de la maniere suivante :

Sélectionner par softkey la fonction de palpage souhaitatione
Placer le palpeur mécanique sur la première position que la TNC doit valider
Valider la position : appuyer sur la touche de validation de la position effective, la TNC enregistre la position courante
Positionner le palpeur mécanique à la position suivante que la TNC doit prendre en compte
Valider la position : appuyer sur la touche de validation de la position effective, la TNC enregistre la position courante
Le cas échéant, aborder les positions suivantes et les valider comme indiqué précédemment
Point de referencia : dans la fenêtre du menu, introduire les coordonnées du nouveau point d'origine, valider avec la softkey INITIAL. POINT D'ORIGINE ou inscrite les valeurs dans un tableau (Voir „Enregistrer les valeurs de mesure issues des cycles palpeurs dans un tableau de points zéro", page 552, ou Voir „Enregistrer les valeurs de mesure issues des cycles palpeurs dans le tableau Preset", page 553)
Terminer la fonction de palpage : appuyer sur la touche END
14.10 Inclinaison du plan d'usinage (option logiciel 1)
Les fonctions d'inclinaison du plan d'usinage sont adaptations par le constructeur de la machine à la TNC et à la machine. Sur certaines têtes pivotantes (tables pivotantes), le constructeur de la machine définit si les angles programmés dans le cycle doivent être interprétsés par la TNC comme coordonnées des axes rotatifs ou comme composantes angulaires d'un plan incliné. Consultez le manuel de votre machine.
La TNC gère l'inclinaison de plans d'usinage sur machines équipées de têtes pivotantes ou de tables pivotantes. Cas d'applications classiques : percages obliques ou contours dans plan incliné dans l'espace. Le plan d'usinage est alors toujours incliné autour du point zéro actif. Dans ce cas et, comme à l'habitude, l'usinage estprogrammé dans un plan principal (ex. plan X/Y); toutefois, il est exécuté dans le plan incliné par rapport au plan principal.
Trois fonctions sont disponibles pour l'inclinaison du plan d'usinage :
Inclinaison manuelle à l'aide de la softkey 3D ROT en modes Manuel et Manivelle électronique; Voir „Activation de l'inclinaison manuelle", page 577
Inclinaison programmee, cycle 19 PLAN D'USINAGE dans le programme d'usinage (voir manuel d'utilisation des cycles, cycle 19 PLAN D'USINAGE)
Inclinaison programme, fonction PLANE dans le programme d'usinage (voir „La fonction PLANE: Inclinaison du plan d'usinage (option-de logiciel 1)“ à la page 445)
Les fonctions TNC pour l", inclinaison du plan d'usinage" sont des transformations de coordonnées. Le plan d'usinage est toujours perpendicular au sens de l'axe d'outil.
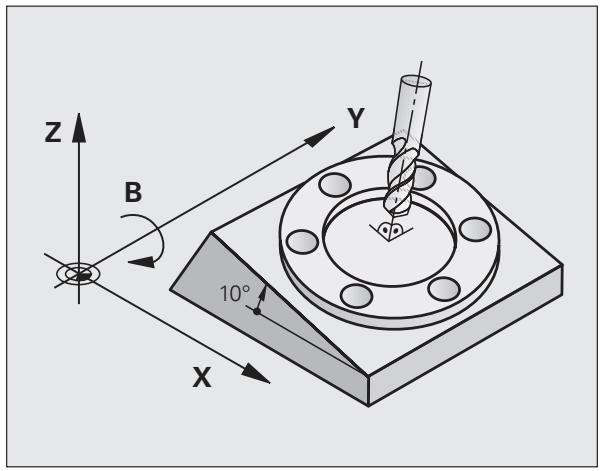
Pour l'inclinaison du plan d'usinage, la TNC désigne toujours deux types de machines :
Machine épizée d'une table pivotante
Vou devez amener la piece à la position d'usinage souhaitée par un positionnement correspondant de la table pivotante, par exemple avec une séquence L
La position de l'axe d'outil transformé ne change pas par rapport au système de coordonnées machine. Si vous faites tourner votre table - et, par conséquent, la piece - par ex. de 90^ , le système de coordonnées ne tournpas en même temps. En mode Manuel, si vous appuyez sur la touche de sens d'axe Z+ , l'outil se déplace dans le sens Z+
Pour le calcul du système de coordonnées transformé, la TNC prend en compte uniquement les décalages mécaniques de la table pivotante concernée - appelées composantes „transrationnelles"
Machine équipée d'une tête pivotante
- Vous doivent amender l'outil à la position d'usinage souhaitée par un positionnement correspondant de la tête pivotante, par exemple avec une série L
La position de l'axe d'outil incliné (transformé) change en fonction du système de coordonnées machine. Si vous faites pivoter la tête pivotante de votre machine - et, par conséquent, l'outil - par ex. de +90^ dans l'axe B, le système de coordonnées pivote en même temps En mode Manuel, si vous appuyez sur la touche de sens d'axe Z+, l'outil se déplace dans le sens X+ du système de coordonnées machine.
Pour le calcul du système de coordonnées transformé, la TNC prend en compte les décalages mécaniques de la tête pivotante (composantes traditionnelles) ainsi que les décalages provoqués par l'inclinaison de l'outil (correction de longueur d'outil 3D).
Axes inclinés: Franchissement des points de réference
Les axes étant inclinés, franchissez les points de référence à l'aide des touches de sens externes. La TNC interpôle alors les axes concernés. Veillez à ce que la fonction „Inclinaison du plan d'usinage“ soit active en mode Manuel et que l'angle effectif de l'axe rotatif ait été inscrit dans le champ de menu.
Initialisation du point d'origine dans le système incliné
Après avoir positionné les axes rotatifs, initiaisez le point d'origine de la même manière que dans le système non incliné. Le comportement de la TNC lors de l'initialisation du point d'origine dépend alors de la configuration du paramètre-machine 7500 dans votre tableau de cinématique:
PM 7500, bit 5=0
Si le plan d'usinage est incliné, la TNC vérifie lors de l'initialisation du point d'origine sur les axes X, Y et Z si les coordonnées actuelles des axes rotatifs correspondent bien aux angles d'inclinaison que vous avez définis (menu 3D ROT). Si la fonction Inclinaison du plan d'usinage est inactive, la TNC vérifie si les axes rotatifs sont à 0^ (positions effectives). Si les positions ne correspondant pas, la TNC délivre un message d'erreur.
PM 7500, bit 5=1
La TNC ne vérifie pas si les coordonnées actuelles des axes rotatifs (positions effectives) correspondent aux angles d'inclinaison que vous avez définis.

Attention, risque de collision!
Initialiser toujours systématiquement le point d'origine sur les trois axes principaux.
Si les axes rotatifs de votre machine ne sont pas asservis, vous doivent inscrire la position effective de l'axe rotatif dans le menu d'inclinaison manuelle: Si la position effective de l'axe ou des axes rotatif(s) ne coïncide pas avec cette valeur, le point d'origine calculé par la TNC sera erroné.
Initialisation du point d'origine sur machines équipées d'un plateau circulaire
Si vous alignez la pièce au moyen d'une rotation du plateau circulaire, par exemple avec le cycle palpeur 403, avant d'initialiser le point d'origine sur les axes linéaires X, Y et Z, vousdezetterà zéro l'axe du plateau circulaire après l'opération d'alignement. Sinon, la TNC délivreet un message d'erreur. Le cycle 403 offreet directement cette possibilitési vousyouncoufrequentzun parametre d'introduction (cf. Manuel d'utilisation Cycles palpeurs, „Rotation de base compensée avec axe rotatif").
Initialisation du point d'origine sur machines équipées de systèmes de changement de tête
Si vous machine est équipée d'un système de changement de tête, nous vous conseillons de:gérer systématiquement les points d'origine au moyen du tableau Preset. Les points d'origine mémorisés dans les tableaux Preset prennant en compte la cinématique active de la machine (géométrie de la tête). Si vous installez une nouvelle tête, la TNC tient compte des nouvelles dimensions modifiées et le point d'origine actif est donc conservé.
Affichage de positions dans le système incliné
Les positions qui apparaissent dans l'affichage d'etat (NOM et EFF) se référent au système de coordonnées incliné.
Restrictions pour l'inclinaison du plan d'usinage
La fonction de palpage Rotation de base n'est pas disponible si vous avez activé la fonction Inclinaison du plan d'usinage en mode de fonctionnement Manuel
La fonction „Validator la position effective" n'est pas autorisée si la fonction Inclinaison du plan d'usinage est active
- Les positionnements PLC (définis par le constructeur de la machine) ne sont pas autorisés
Activation de l'inclinaison manuelle
| 3D ROT | Sélectionner l'inclinaison manuelle: Appuyer sur la softkey 3D ROT |
| ↓ | Avec la touche fléchée, positionner la surbrillance sur le sous-menù Mode Manuel |
| ACTIF | Activer l'inclinaison manuelle: Appuyer sur la softkey ACTIF |
| ↓ | Avec la touche fléchée, positionner la surbrillance sur l'axe rotatif déséré |
| Introduire l'angle d'inclinaison | |
| END | Achever l'introduction des données: Touche END |
Pour désactiver la fonction, mettez sur Inactif les modes souhaités dans le menu Inclinaison du plan d'usinage.
Si la fonction Inclinaison du plan d'usinage est active et si la TNC déplace les axes de la machine en fonction des axes inclinés, l'affichage d'etat fait apparaitre le symbole.
Si vous mettez sur Actif la fonction Inclinaison du plan d'usinage pour le mode Execution de programme, l'angle d'inclinaison inscrit au menu est actif dans la première série de programme d'usinage qui doit être executée. Si vous utilisez dans le programme d'usinage le cycle 19 PLAN D'USINAGE ou bien la fonction PLANE, les valeurs angulaires définies dans ce cycle sont actives. Les valeurs angulaires inscrites au menu sont remplacées par les valeurs appelées.
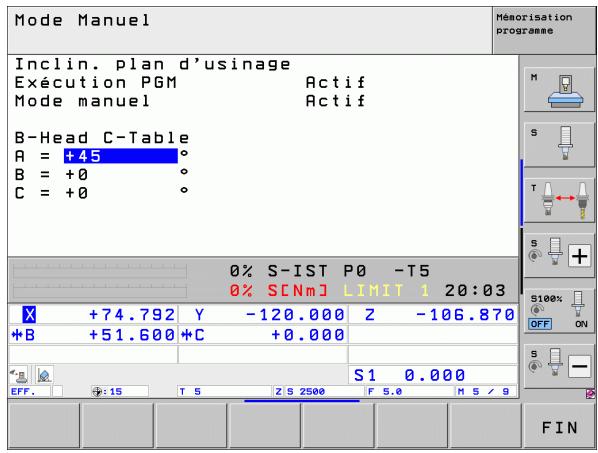
Configurer le sens actuel de l'axe d'outil en tant que sens d'usinage actif (fonction FCL 2)

Cette fonction doit être activée par le constructeur de la machine. Consultez le manuel de votre machine.
En modes de fonctionnement Manuel et Manivelle électronique, cette fonction vous permet de déplacer l'outil avec les touches de sens externes ou la manivelle dans la direction vers laquelle pointe actuellément l'axe d'outil. Utilisez cette fonction si
- vous désirez dégager l'outil dans le sens de l'axe d'outil pendant une interruption d'un programme 5 axes
■ vous désirez exécuter en mode Manuel avec les touches de sens externe une opération d'usinage avec outil incliné

Selectionner l'inclinaison manuelle: Appuyer sur la softkey 3D ROT

Avec la touche fléchée, positionner la surbrillance sur le sous-menu Mode Manuel

Activer le sens actif de l'axe d'util en tant que sens d'usinage actif: Appuyer sur la softkey AXE OUTIL

Achever l'introduction des données: Touche END
Pour désactiver la fonction, mettez sur Inactif le sous-menu mode manuel dans le menu Inclinaison du plan d'usinage.
Si la fonction Déplacement dans le sens de l'axe d'outil est active, l'affichage d'etat affiche le symbole

Cette fonction est également disponible si vous poulez interrompre le déroulement du programme et déplacer les axes manuellement.
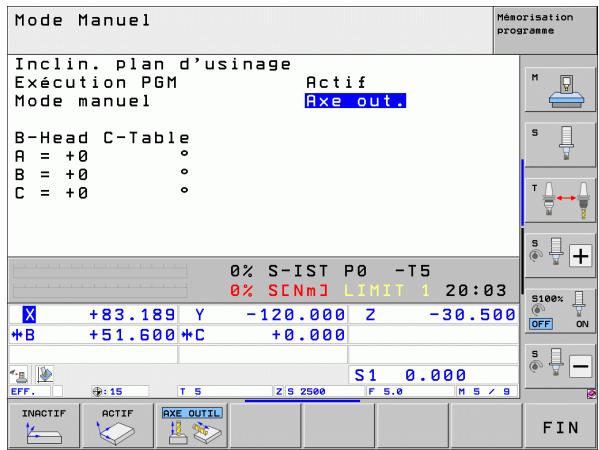

15
Positionnement avec introduction manuelle
15.1 Programmation etexecution d'opérations simples d'usinage
Pour des opérations simples d'usinage ou pour le prépositionnement de l'outil, on utilise le mode Positionnement avec introduction manuelle. Pour cela, vous pouvez introduire un petit programme en format Texte clair HEIDENHAIN ou en DIN/ISO et l'exécuter directement. Mèmeme les cycles d'usinage et de palpage, ainsi que certaines fonctions spéciales (touché SPEC FCT) de la TNC sont disponibles dans le mode IMD. La TNC mémorise le programme automatiquement dans le fichier $MDI. L'affichage d'état supplémentaire peut être activé en mode Positionnement avec introduction manuelle.
Exécuter le positionnement avec introduction manuelle

Selectionner le mode Positionnement avec introduction manuelle. Programme le fichier $MDI avec les fonctions disponibles

Lancer l'exécution du programme: Touche START externe

Restrictions :
La programmation de contours libres FK, les graphiques de programmation et d'exécution de programme ne sont pas disponibles.
Le fichier $MDI ne doit pas partager d'appoint de programme (PGM CALL).
Example 1
Un trou de profondeur de 20mm doit etreperce sur une piece unique.
Apres avoir fixe et degauchi la piece,uis initialise le point d'origine,le
trou peut etreprogramme enquelques lignes et ensuite usiné.
L'outil est pré-positionné tout d'abord au-dessus de la pierce à l'aide de séquences linéaires, puis positionné à une distance d'approche de 5 mm au-dessus du trou. Celui-ci est ensuite usiné avec le cycle 200 PERCAGE.
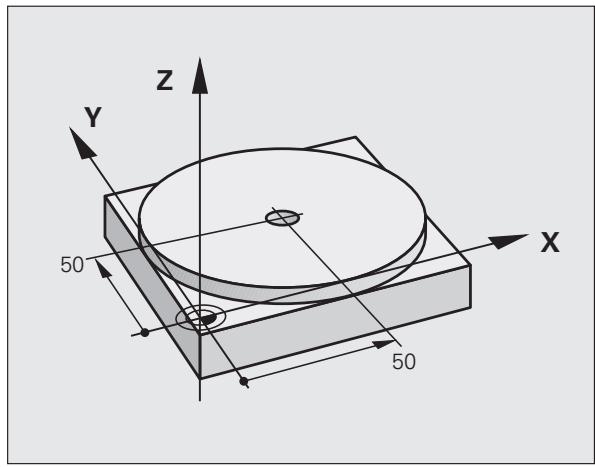
| 0 BEGIN PGM MDI MM | |
| 1 TOOL CALL 1 Z S2000 | Appeler l'outil: axe d'outil Z, |
| Vitesse de rotation broche 2000 tours/min. | |
| 2 L Z+200 RO FMAX | Dégager l'outil (F MAX = avance rapide) |
| 3 L X+50 Y+50 RO FMAX M3 | Positionner l'outil avec F MAX au-dessus du trou, |
| Marche broche | |
| 4 CYCL DEF 200 PERCAGE | Définir le cycle PERCAGE |
| Q200=5 ;DISTANCE D'APPROCHE | Distance d'approche de l'outil au-dessus du trou |
| Q201=-15 ;PROFONDEUR | Profondeur de trou (signe = sens de l'asinage) |
| Q206=250 ;AVANCE PLONGÉE PROF. | Avance de perçage |
| Q202=5 ;PROFONDEUR DE PASSE | Profondeur de la passer avant le retrait |
| Q210=0 ;TEMP. EN HAUT | Temporisation après chaque dégagement, en sec. |
| Q203=-10 ;COORD. SURFACE PIECE | Coordonnée de la surface de la pièce |
| Q204=20 ;SAUT DE BRIDE | Distance d'approche de l'outil au-dessus du trou |
| Q211=0.2 ;TEMP. AU FOND | Temporisation au fond du trou, en secondes |
| 5 CYCL CALL | Appeler le cycle PERCAGE |
| 6 L Z+200 RO FMAX M2 | Dégager l'outil |
| 7 END PGMMDI MM | Fin du programme |
Fonction droite : voir „Droite L“, page 215, cycle PERCAGE : voir manuel d'utilisation des cycles, cycle 200 PERCAGE.
Exemple 2: compenser le désaxage de la piece sur machines équipées d'un plateau circulaire
Exécuter la rotation de base avec palpeur 3D. voir Manuel d'utilisation des cycles palpeurs „Cycles palpeurs en modes Manuel et Manivelle électronique", paragraphe „Compenser le déport de la pièce".
Noter l'angle de rotation et annuler la rotation de base

Sélectionner le mode Positionnement avec introduction manuelle


Selectionner l'axe du plateau circulaire, introduire l'angle note ainsi que l'avance, par ex. L C+2.561 F50

Terminer l'introduction

Appuyer sur la touche START externe : la piece est dégauchie avec la rotation du plateau circulaire
Sauvegarder ou effacer des programmes contenus dans $MDI
Le fichier $MDI est souvent utilisé pour des programmes courts et provisoires. Si vous désírez toute fois enregistrer un programme, procédez de la manière suivante:
| Sélectionner le mode : Mémorisation/Edition de programme | |
| PGM MGT | Appeler le gestionnaire de fichiers : touche PGM MGT (Program Management) |
| Marquer le fichier MDI | |
| Sélectionner „Copier fichier“ : softkey COPIER | |
| FICHIER-CIBLE = | |
| PERCAGE | Introduisez un nom sous lequel doit être méorisé le contenu actuel du fichierMDI |
| EXECUTER | Exécuter la copie |
| FIN | Quitter le gestionnaire de fichiers : softkey FIN |
Pour effacer le contentu du fichier MDI, procédez de la même manière: au lieu de copier, effacez le contenu avec la softkey EFFACER. Lorsque vous retournez ensuite en mode de fonctionnement Positionnement avec introduction manuelle, la TNC affiche un fichierMDI vide.
| Si vous désirez effacer $MDI, ■ le mode Positionnement avec introduction manuelle ne doit pas être sélectionné (et pas davantage en arrêté-plan) ■ le fichier $MDI ne doit pas être sélectionné en mode Mémorisation/Edition de programme |
Autres informations : voir „Copier un fichier donné“, page 117.

16
Test de programme etexecution deprogramme
16.1 Graphiques
Application
Dans les modes Execution de programme et Test de programme, la TNC fait une simulation graphique de l'usinage. A l'aide des softkeys, vous selectionné le graphique en
Vuede dessus
- Réprésentation dans 3 plans
Représentation 3D
Le graphique de la TNC correspond à une piece usinée avec un outil de forme cylindrique. Si le tableau d'outils est actif, vous pouvez également simuler l'usinage avec une frais hemisphérique. Pour cela, introduisez R2 = R dans le tableau d'outils.
La TNC ne représenté pas de graphique
■ lorsque le programme actuel ne contient pas de définition valable de la pièce brute
et si aucun programme n'a été sélectionné

Avec le nouveau graphique 3D et en mode de fonctionnement Test de programme, vous pouvez également représentier graphiquement les opérations d'usinage dans le plan d'usinage incliné ou sur plusieurs faces et ce, après avoir simulé le programme dans une autre projection (vue). Pour pouvoir utiliser cette fonction, vous doivent disposer au moins du hardware MC422B. Pour accélérer la vitesse du graphisme de test sur un hardware antérieur, vous doivent configurer le bit 5 du paramètre machine 7310 = 1 . Ceci a pour effet de désactiver les fonctions mises en œuvre spécialement pour le nouveau graphisme 3D.
La TNC ne représenté pas sur le graphique la surépaissieur de rayon DR programme dans la série TOOL CALL.
Simulation graphique avec les applications spéciales
Généralement, les programmes CN contiennent un appel d'outil qui définit aussi automatiquement les données de l'outil pour la simulation graphique.
Pour les applications spéciales qui n'ont pas besoin de données d'outils (découpe laser, perçage laser ou découpe au jet d'eau), vous pouvez configurer les paramètres-machine 7315 à 7317 de manière à ce que la TNC exécute tout de même une simulation graphique même si vous n'avoz pas activé de données d'outils. Néanmoins, vousdezuez toujours disposér d'un appel d'outil avec définition du sens de l'axe d'outil (par exemple TOOL CALL Z). Il n'est pas nécessaire d'introduire un numéro d'ouil.

Vous ne pouvez régler la vitesse d'exécution du test du programme que si la fonction d", affichage de la durée d'utilisation" est active (voir , Sélectionner la fonction chronomètre" à la page 595). Dans le cas contraire, la TNC exécute toujours le test du programme à la vitesse max. possible.
La dernière vitesse configurée reste active (y compris après une coupure d'alimentation) jusqu'à ce que vous la modifiez.
Lorsque vous avez lancé un programme, la TNC affiche les softkeys suivantes qui vous permettent de régler la vitesse de la simulation graphique:
| Fonctions | Softkey |
| Tester le programme à la vitesse correspondant à celle de l'usinage (la TNC tient compte des avances programmées) | 1:1 |
| Augmenter pas à pas la vitesse de test | → |
| Réduire pas à pas la vitesse de test | ← |
| Tester le programme à la vitesse max. possible (configuration par défaut) | MAX |
Vous pouvez aussi régler la vitesse de simulation avant de lancer un programme:

Commuter la barre de softkeys

Sélectionner les fonctions pour régler la vitesse de simulation

Sélectionner par softkey la fonction désirée, par exemple pour augmenter pas à pas la vitesse de test
Vue d'ensemble : vues
En modes Execution de programme et Test de programme, la TNC affiche les softkeys suivantes :
| Vue | Softkey |
| Vue de dessus | |
| Représentation dans 3 plans | |
| Représentation 3D |
Restriction en cours d'exécution du programme

L'asinage ne peut être représenté simultanément de manière graphique si le calculateur de la TNC est saturé par des instructions d'asinage complexes ou opérations d'asinage de grande envergure. Exemple : usinage ligne à ligne de toute la piece brute avec un gros outil. La TNC n'affiche plus le graphique et délivre le texte ERROR dans la fenêtre graphique. L'asinage se poursuit néanmoins.
Graphique d'exécution du programme : la TNC n'illustré pas graphiquement les opérations d'usinage multiaxes pendant leur exécution. Dans ces cas là, la fenêtre graphique affiche le message d'erreur Axe non représentable.
Vuede dessus
La simulation graphique dans cette vue est la plus rapide.

Si vous disposez d'une souris sur votre machine, positionnez le pointeur de la souris à n'importe quel endroit de la pierce : la profondeur à cette position s'affiche alors dans la barre d'etat.

Selectionner la vue de dessus à l'aide de la softkey
Niveau des profondeurs : plus le niveau est profond, plus la couleur est foncée.
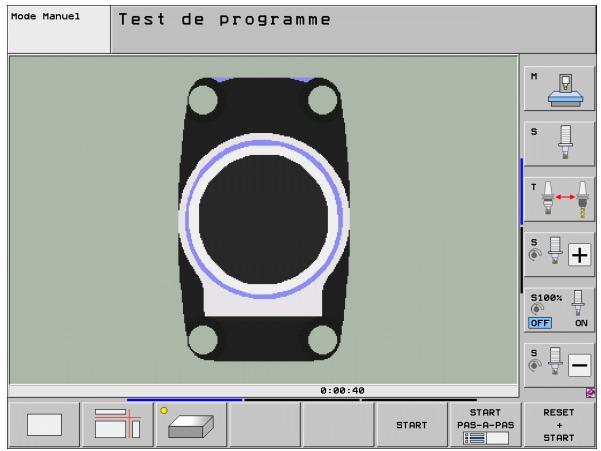
Représentation dans 3 plans
La pièce s'affiche en vue de dessus avec 2 coupes, comme sur un plan. Le symbole en bas et à gauche indique si la représentation correspond aux normes de projections1 ou 2 selon DIN 6, chap. 1 (seLECTIONnable par MP7310).
La représentation dans 3 plans possède des fonctions zoom, voir „Agrandissement de la découpe", page 593.
You pouvez aussi déplacer le plan de coupe avec les softkeys :

Sélectionnéz la softkey de la représentation de la pièce dans 3 plans

Commuter la barre des softkeys jusqu'à ce qu'apparaisse la softkey des fonctions destinées à déplacer le plan de coupe

Sélectionner les fonctions destinées au déplacement du plan de coupe : la TNC affiche les softkeys suivantes
| Fonction | Softkeys | |
| Déplacer le plan de coupe vertical vers la droite ou vers la gauche | ||
| Déplace le plan de coupe vertical vers l'avant ou vers l'arrête | ||
| Déplace le plan de coupe horizontal vers le haut ou vers le bas | ||
La position du plan de coupe est affichée dans l'écran pendant le décalage.
Par défaut le plan de coupe est situé au centre de la pièce dans le plan d'usinage, et sur la face supérieure de la pièce dans l'axe d'outil.
Coordonnées de la ligne transversale
La TNC affiche les coordonnées de la ligne transversale par rapport au point zéro piece dans la fenêtre graphique, en bas de l'écran. Seules les coordonnées du plan d'usinage sont affichées. Vous activez cette fonction à l'aide du paramètre-machine 7310.
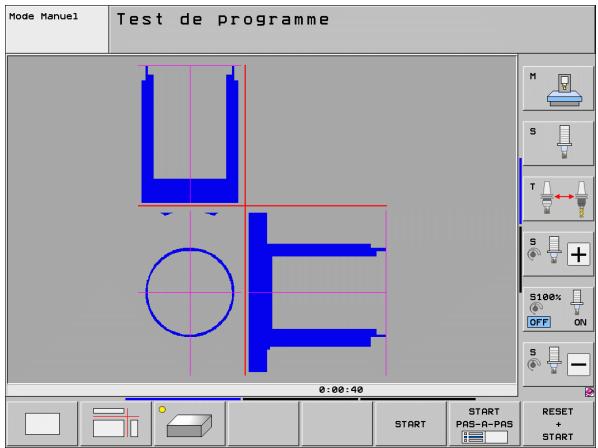
La représentation 3D
La TNC représentée la piece dans l'espace. Si vous disposez du hardware ajusté, la TNC représentée aussi les opérations d'usinage dans le plan d'usinage incliné ou sur plusieurs faces avec son graphique 3D en haute résolution.
Vous pouvez faire pivoter avec les softkeys la représentation 3D autour de l'axe vertical ou la faire basculer autour de l'axe horizontal. Si vous avez raccordé une souris sur votre TNC, vous pouvez aussi exécuter cette fonction en maintainant enforcée la touche droite de la souris.
Les contours de la pièce brute au début de la simulation peuvent être représentés sous forme d'un cadre.
Les fonctions zoom sont disponibles en mode Test de programme, voir „Agrandissement de la découverte", page 593.

Sélectionner la représentation 3D par softmax. En appuyant deux fois sur la softmax, vous accédez au graphisme 3D en haute résolution. Cette commutation n'est possible que si la simulation est déjà terminée. Le graphique en haute résolution représentée la surface de la piece usinée de manière encore plus détaillée

La vitesse du graphique 3D dépend de la longueur de l'arête de coupe (colonne LCUTS du tableau d'outils). Si 0 est défini dans LCUTS (configuration par défaut), la simulation calcule avec une longueur de coupe de longueur infinie, ce qui entraîne une durée de traitement elevée. Si vous ne poulez pas définir LCUTS, vous pouvez configurer le paramètre-machine 7312 avec une valeur comprise entre 5 et 10. Ainsi, la TNC limite en interne la longueur de l'arête de coupe à une valeur calculée sur la base de MP7312 multiplié par le diamètre de l'outil.
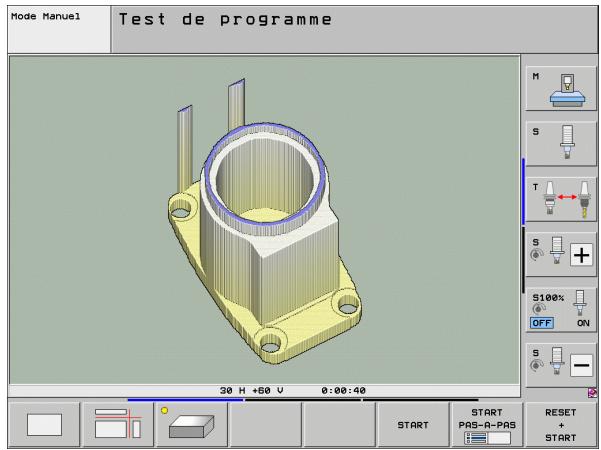
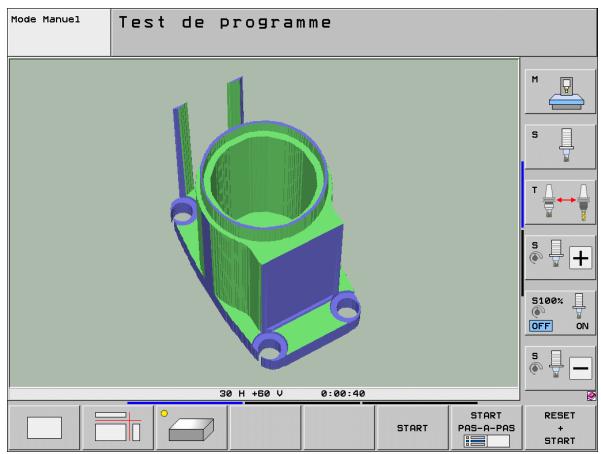
Faire tourner la représentation 3D et l'agrandir/la diminuer

Commuter la barre de softkeys jusqu'à ce qu'apparaisse la softkey correspondant aux fonctions destinées à faire tourner et agrandir/diminuer la pièce

Sélectionner les fonctions pour faire tourner et agrandir/diminuer la piece :
| Fonction | Softkeys | |
| Faire tournier verticalément la représentation par pas de 5° | ||
| Faire basculer horizontallyment la représentation par pas de 5° | ||
| Agrandir pas à pas la représentation. Si la représentation a été agrandie, la TNC affiche la dette Z dans le pied de page de la fenêtre graphique | + | |
| Réduire pas à pas la représentation Si la représentation a été réduite, la TNC affiche la dette Z dans le pied de page de la fenêtre graphique | - | |
| Redimensionner la représentation à la grandeur à laquelle elle a été programmée | 1:1 | |
Si vous avez raccordé une souris sur votre TNC, vous pouvez aussi l'utiliser pour exécuter les fonctions décrites précédemment:
Pour faire tourner en trois dimensions le graphique représenté :ainair enfoncée la touche droite de la souris et déplacer la souris.Grace à son graphique 3D en haute résolution, la TNC affiche unsysteme de coordonnées qui represente l'orientation en cours de lapiece.AVEC LA REPRESENTATION 3D classique,la piece pivote en même temps entierement.Lorsque vous relâchez la touche droite de la souris,la TNC oriente la piece avec I'orientation définie
Pour décaler le graphique représenté :maintenir enfoncée la touche centrale ou la molette de la souris et déplacer la souris. La TNC décale la pièce dans le sens correspondant. Lorsque vous relâchez la touche centrale de la souris, la TNC décale la pièce à la position définie
Pour zoomer une zone donnée en utilisant la souris : maintainir enfoncée la touche gauche de la souris pour marquer la zone de zoom rectangulaire. Lorsque vous relâchez la touche gauche de la souris, la TNC agrandit la piece en fonction de la zone définie
Pour accentuer ou réduire le zoom rapidement avec la souris : tourner la molette de la souris vers l'avant ou vers l'arrière
Faire apparaitre le cadre du contour de la pierce brute ou le supprimer
Commuter la barre de softkeys jusqu'à ce qu'apparaisse la softkey correspondant aux fonctions destinées à faire tourner et agrandir/diminuer la piece

Sélectionner les fonctions pour faire tourner et agrandir/diminuer la pièce :

Faire apparaitre le cadre pour le BLK-FORM : sur la softkey,mettre la surbrillance sur AFFICHAGE

Masquer le cadre pour le BLK-FORM : sur la softkey,mettre la surbrillance sur OCCULT.
Agrandissement de la découverte
Vou puez modifier la découpe dans toutes les vues en mode Test de programme ainsi que dans un mode Exéciution de programme.
Pour cela, la simulation graphique ou l'exécution du programme doit être arrêtée. Un agrandissement de la découvert est toujours actif dans tous les modes de représentation.
Modifier l'agrandissement de la découverte
Softkeys, voir tableau
Si nécessaire, arreter la simulation graphique
Commuter la barre de softkeys dans le mode Test de programme ou dans un mode Exécution de programme jusqu'à ce qu'apparaissent les softkeys d'agrandissement de la découpe

Commuter la barre de softkeys jusqu'à ce qu'apparaissent les softkeys des fonctions d'agrandissement de la découpe

Sélectionner les fonctions d'agrandissement de la découpe
A l'aide de la softkey (voir tableau ci-dessous), selectionner le cote de la piece
Réduire ou agrandir la piece brute : maintainir enfoncée la softkey „-“ ou „+“
Relancer le test ou l'exécution du programme avec la softkey START (RESET + START rétablit la piece brute d'origine)
| Fonction | Softkeys | |
| Sélection face gauche/droite de la pièce | ||
| Sélection face avant/arrrière de la pièce | ||
| Sélection face haut/bas de la pièce | ||
| Déplacer le plan de découvert pour réduire ou agrandir la pièce brute | - | + |
| Valider la découvert | PR, CPTE DETAIL | |
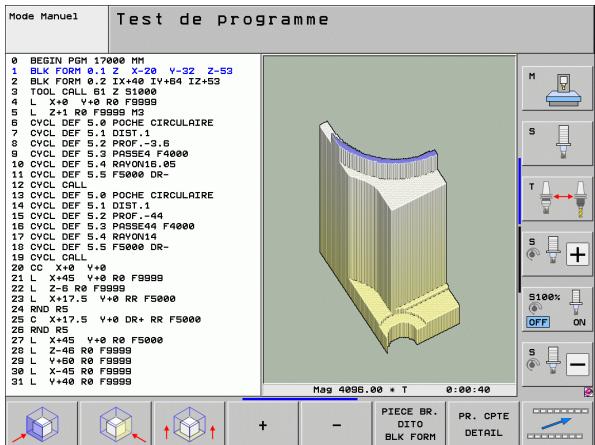
Position du curseur avec l'agrandissement de la découverte
Lors d'un agrandissement de la découpe, la TNC affiche les coordonnées de l'axe que vous avez sectionné. Les coordonnées correspondent à la zone définie pour l'agrandissement de la découpe. A gauche du trait oblique, la TNC affiche la plus petite coordonnée de la zone (point MIN) et à droite, la plus grande coordonnée (point MAX).
Lors d'un agrandissement de la découverte, la TNC affiche MAGN en bas et à droite de l'écran.
Lorsque la TNC ne peut plus réduire ou agrandir davantage la piece brute, elle affiche le message d'erreur ajustat dans la fenêtre du graphique. Pour supprimer le message d'erreur, agrandissez ou réduisez à nouveau la piece brute.
Répéter la simulation graphique
Un programme d'usinage peut être simulé graphiquement à volonté. Pour cela, vous pouvez réinitialiser le graphique conforme à la pièce brute ou annuler un agrandissement de cette-ci.
| Fonction | Softkey |
| Afficher la piece brute non usinée selon l'agrandissement de la découvertes CHOsi en dernier | ANNULER PIECE BRUTE |
| Annuler l'agrandissement de la découverte de manière à ce que la TNC représenté la piece usinée ou non usinée conformément au BLK FORM professionnel | PIECE BR. DITO BLK FORM |

Avec la softkey PIECE BR. DITO BLK FORM, la TNC affiche à nouveau – y compris après découpe sans PR. EN CPTE DETAIL. – la piece brute à nouveau dans sa dimension programmée.
Afficher l'outil
En vue de dessus et en représentation dans 3 plans, vous pouvez afficher l'outil pendant la simulation. La TNC représentée l'outil avec le diamètre qui est défini dans le tableau d'outils.
| Fonction | Softkey |
| Ne pas afficher l'outil pendant la simulation | OUTILS AFFICHAGE OCCULT. |
| Afficher l'outil pendant la simulation | OUTILS AFFICHAGE OCCULT. |
Calcul de la durée d'usinage
Modes de fonctionnement Exéciution de programme
Affichage de la durée comprise entre le début et la fin du programme.
Le chronomètre est arrêté en cas d'interruption.
Test de programme
Pour le calcul du temps, la TNC tient compte des points suivants :
les courses avec avance
les temporisations
les configurations dynamiques de la machine (accelérations, réglages des filtres, guidage des mouvements)
Le temps calculé par la TNC ne tient pas compte des déplacements en rapide et des temps spécifiques à la machine (p. ex. changement d'outil).
Si vous avez activé la fonction de calcul de la durée d'usinage, vous pouvez générer un fichier indiquant les durées d'utilisation de tous les outils utilisés dans un programme (voir „Test d'utilisation des outils" à la page 185).
Selectionner la fonction chronomètre

Commuter la barre de softkeys jusqu'à ce que la softkey des fonctions du chronomètre apparaisse
Sélectionner les fonctions chronomètre
Sélectionner par softkey la fonction souhaitée, p. ex. pour mémoriser la durée affichée
| Fonctions chronomètre | Softkey |
| Activer (ACT)/désactiver (INACT) la fonction de calcul de la durée d'usinage | OFF ON |
| Mémoriser la durée affichée | MEMORISER |
| Afficher la somme de la durée enregistrée et de la durée affichée | ADDITION. |
| Effacer la durée affichée | RE-INIT. 00:00:00 |

Pendant le test du programme, la TNC remet le chronomètre à zéro lors qu'un nouveau BLK-FORM est exécuté.
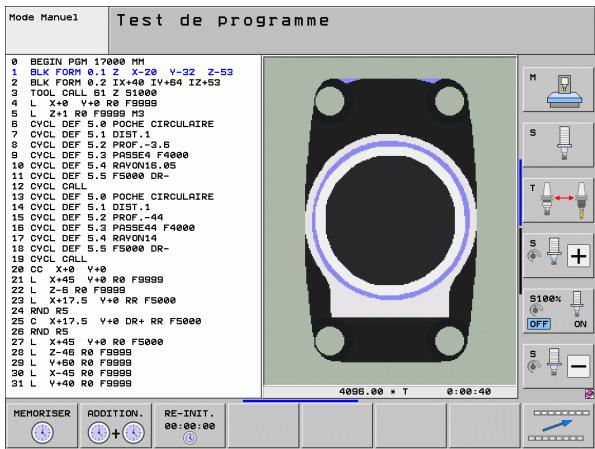
16.2 Fonctions d'affichage du programme
Vued'ensemble
Dans les modes de fonctionnement de déroulement du programme et en mode Test de programme, la TNC affiche les softkeys qui vous permettent de feuilleter page par page dans le programme d'usinage :
| Fonctions | Softkey |
| Dans le programme, feuilleter d'une page d'écran en arrière | PAGE |
| Dans le programme, feuilleter d'une page d'écran en avant | PAGE |
| Sélectionner le début du programme | DEBUT |
| Sélectionner la fin du programme | FTIN |
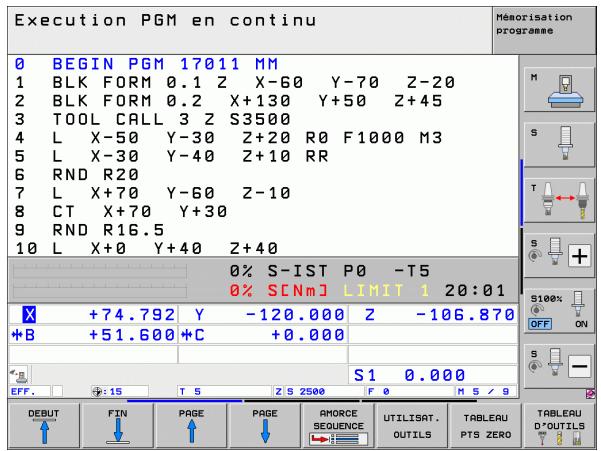
16.3 Test de programme
Application
En mode Test, vous simuez le déroulement des programmes et parties de programmes afin de réduire les erreurs de programmation lors de son exécution. La TNC détecte :
les incohérences géométriques
les données manquantes
les sauts ne pouvant pas etre executés
les dépassements de la zone d'usinage
les collisions entre les corps surveillés par le contrôle anti-collision (option de logiciel DCM nécessaire, voir „Contrôle anti-collision en mode de fonctionnement Test de programme", page 384)
You pouvez en plus utiliser les fonctions suivantes :
Test de programme pas à pas
Arrêt du test à une série quelconque
Sauter des séquences
Fonctions destinées à la représentation graphique
Calcul de la durée d'usinage
■ Affichage d'etat supplémentaire

Si vous machine est équipée de l'option de logiciel DCM (contrôle dynamique anti-collision), vous pouvez aussi exécuter en mode Test de programme un contrôle anticollision (voir „Contrôle anti-collision en mode de fonctionnement Test de programme" à la page 384)

Attention, risque de collision!
Lors de la simulation graphique, la TNC ne peut pas simuler tous les déplacements réalisés réellement par la machine, par exemple
les déplacements lors d'un changement d'outil que le constructeur de la machine a défini dans une macro de changement d'outil ou via l'automate
les positionnements que le constructeur de la machine a défini dans une macro de fonction M
les positionnements que le constructeur de la machine exécute via l'automate
les positionnements qui exécutent un changement de palette
HEIDENHAIN conseille donc de lancer chaque programme avec la prudence qui s'impose, y compris si le test du programme n'a généra peu message d'erreur et n'a pas pumettre en evidence des dommages visibles de la piece.
Après un appel d'outil, la TNC lance systématique un test de programme à la position suivante:
Dans le plan d'usinage, à la position X = 0 , Y = 0
Dans l'axe d'outil, 1 mm au dessus du point MAX définis dans la BLK FORM
Si vous appelez le même outil, la TNC continue alors de simuler le programme à partir de la dernière position programmée avant l'appoint de l'outil.
Pour obtenir un comportement bien défini, y compris pendant l'usinage, nous vous conseillons, après un changement d'outil, d'aborder systématiquement une position à partir de laquelle la TNC peut effectuer le positionnement sans risque de collision.

Le constructeur de la machine peut aussi définir une macro de changement d'outil pour le mode Test de programme de manière à simuler avec précision le comportement de la machine; consulter le manuel de la machine.
Exécuter un test de programme
Si la mémoire centrale d'outils est active, vous doivent avoir activé un tableau d'outils (état S) pour réaliser le test du programme). Pour cela, en mode Test de programme, Sélectionnez un fichier d'outils avec le gestionnaire de fichiers (PGM MGT).
La fonction MOD PIECE BR. DANS ZONE TRAVAIL vous permet d'activer la surveillance de la zone de travail pour le test du programme, voir „Representer la pièce brute dans la zone d'usinage", page 636.

Sélectionner le mode Test de programme
Afficher le gestionnaire de fichiers avec la touche PGM MGT et selectionner le fjchier que vous désirez t ester ou
selectionner le début du programme : avec la touche GOTO, selectionner la ligne „0“ et validez avec la touche ENT
La TNC affiche les softkeys suivantes :
| Fonctions | Softkey |
| Annuler la pièce brute et tester tout le programme | RESET+START |
| Tester tout le programme | START |
| Tester une à une chaque série du programme | STARTPAS-R-PAS |
| Stopper le test du programme (la softmax n'apparait que si vous avez lancé le test du programme) | STOP |
Vous pouvez interrompre le test du programme à tout moment – y compris à l'intérieur des cycles d'usinage – et le reprendre ensuite. Pour poursuivre le test, vous ne devez pas exécuter les actions suivantes :
■ Sélectionner une autre série avec les touches fléchées ou la touche GOTO
Apporter des modifications au programme
Changer de mode de fonctionnement
Sélectionner un nouveau programme
Exécuter le test du programme jusqu'à une série donnée
Avec STOP A N, la TNC n'exécute le test de programme que jusqu'à la série portant le numéro N.
En mode Test de programme, selectionner le début du programme
Sélectionner le test de programme jusqu'à une série donnée : Appuyer sur la softkey STOP A N.

Stop à N: introduire le nombre de la série à laquelle le test du programme doit être arrêté
Programme: introduire le nom du programme contenant la série portant le numero de la série sélectionnée; la TNC affiche le nom du programme sélectionné; si l'arrêt de programme doit se situer à l'intérieur d'un programme appelé avec PGM CALL, introduire alors ce nom
Amorce à : P : si vous désirez acceder à un tableau de points, introduire ici le numéro de la ligne à laquelle vous pouze acceder
Tableau (PNT) : si vous désírez accéder à un tableau de points, introu借用 ici le nom du tableau de points auquel vous voulez accéder
Repétitions: introduire le nombre de répétitions à exéçuter dans le cas où N est situé à l'intérieur d'une répétition de partie de programme
Tester une section de programme : appuyer sur la softkey START ; la TNC teste le programme jusqu'à la séquence programmée
| Mode Manual | Test de programme | ||||||
| 0 BEGIN PGM 17000 MM | |||||||
| 1 BLK FORM 0.1 Z X-20 Y-32 Z-53 | |||||||
| 2 BLK FORM 0.2 IX+40 IY+64 IZ+53 | |||||||
| 3 TOOL CALL 61 Z S1000 | |||||||
| 4 L X+0 Y+0 R0 F9999 | |||||||
| 5 L Z+1 R0 F9999 M3 | |||||||
| 6 CYCL DEF 5.0 POCHE CIRCULAIRE | |||||||
| 7 CYCL DEF 5.1 DIST.1 | |||||||
| 8 CYCL DEF 5.2 PROF.-3.6 | |||||||
| 9 CYCL DEF 5.3 PASSE4 F4000 | |||||||
| 10 CYCL DEF 5.4 RAYON16.05 | |||||||
| 11 CYCL DEF 5.5 F5000 DR- | |||||||
| 12 CYCL CALL Initial endroiP H pour l'interuption Jusqu'a sequ. N=PAJ Prograse =17000.H Tableau (PNT) =1 Repétitions =1 | |||||||
| 13 CYCL DEF 5.3 PASSE44 F4000 | |||||||
| 14 CYCL DEF 5.4 RAYON14 | |||||||

Cette fonction doit être activée par le constructeur de votre machine.
Voussupportezutilisercefction pourtesterdesprogrammesdont lacinematique ne correspond pas àla cinématique courante de lamachine (p.ex. sur des machines permettant un changement de tete ou une commutation de zone de déplacement).
Si le constructeur de votre machine a stocké sur celle-ci différentes cinématiques, vous pouvez activer l'une d'entre elles avec la fonction MOD pour tester le programme. La cinématique active de la machine demeureinchangée.

Choisir le mode Test de programme
Sélectionnez le programme que vous désirez tester
Sélectionner la fonction MOD
Afficher dans une fenêtre auxiliaire les cinématiques disponibles; si nécessaire, commuterAAParavant la barre de softkeys
Sélectionner la cinématique désirée avec les touches fléchéées et valider avec la touche ENT

Lorsque la commande est mise sous tension, la cinématique de la machine est toujours active en mode de fonctionnement Test de programme. Si nécessaire, après la mise sous tension, sélectionner à nouveau la cinématique.
Lorsque you selectionnez une cinématique avec le code kinematic, la TNC commute la cinématique de la machine et la cinématique de test.
Selectionner la cinématique pour le test du programme

Cette fonction doit être activée par le constructeur de votre machine.
Voussouspoucezutiliserceftefonctionsurdesmachines,surlesquellesyouvoulezdefinirlepland'usinageenconfigurantmanuellementlesaxesde la machine.

Choisir le mode Test de programme
Sélectionnez le programme que vous désirez tester
Sélectionner la fonction MOD

Choisir le menu pour la définition du plan de travail
Avec la touche ENT, activer ou désactiver la fonction

Preindre en compte les coordonnées des axes rotatifs courantes à partir du mode de fonctionnement de la machine, ou
positionner le champ clair du curseur sur l'axe rotatif souhaité et introduire la valeur de l'axe rotatif, que la TNC doit calculer lors de la simulation

Si cette fonction est validée par le constructeur de votre machine, alors la TNC ne désactive plus l'inclinaison du plan d'usinage lorsqu'un nouveau programme est choisi.
Si vous simULEZ un programme qui ne possède pas de séquence TOOL CALL, alors la TNC utilise comme axe d'outil l'axe que vous avez activé dans le mode manuel pour le palpage manuel.
Assurez you que la cinématique courante dans le test de programme correspond au programme que vous souhaitez tester, sinon la TNC émet évientuelles un message d'erreur.
16.4 Execution de programme
Utilisation
En mode Exécution de programme en continu, la TNC exécute un programme d'usinage de manière continue jusqu'à la fin du programme ou jusqu'à une interruption de celui-ci.
En mode Exécution de programme pas à pas, vous exécutez chaque série en appuyant à chaque fois sur la touche START externe.
Vous pouvez utiliser les fonctions TNC suivantes en mode Execution de programme :
■ Interruption de l'exécution du programme
■ Execution du programme à partir d'une série donnée
Sauter des séquences
Editor un tableau d'outils TOOL.T
Contréor et modifier les paramètres Q
Superposer le positionnement avec la manivelle
Fonctions destinées à la représentation graphique
■ Affichage d'etat supplémentaire
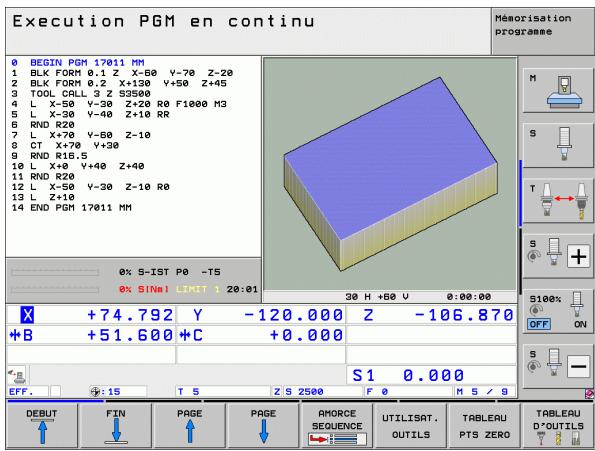
Exécuter un programme d'usinage
Preparatif
1 Brider la piece sur la table de la machine
2 Initialiser le point d'origine
3 Sélectionner les tableaux et fichiers de palettes à utiliser (état M)
4 Sélectionner le programme d'usinage (état M)

Vou puez modifier l'avance et la vitesse de rotation broche à l'aide des potentiomètres.
Vous pouvez réduire l'avance lors du démarrage du programme CN au moyen de la softkey FMAX. Cette réduction est valable pour tous les déplacements en avance d'usinage et en avance rapide. La valeur que vous avez introduite n'est plus activée après mise hors/sous tension de la machine. ÀpRES la mise sous tension, pour rétablit l'avance max. définie, vous devez réintroduire la valeur numérique correspondante.
Exécution de programme en continu
Lancer le programme d'usinage avec la touche START externe
Exécution de programme pas à pas
Lancer une à une chaque série du programme d'usinage avec la touche START externe
Interrompre l'usinage
Vous disposez de plusieurs possibilités pour interrompre l'exécution d'un programme :
Interruptions programmes
Touche STOP externe
Commutation sur Execution de programme pas à pas
■ Programmation d'axes non asservis (.,axes compteurs")
Lorsque la TNC enregistre une erreur pendant l'exécution du programme, elle interrompt alors automatiquement l'usage.
Vou puez définir des interruptions directement dans le programme d'usinage. La TNC interrupt l'exécution de programmeès que le programme d'usinage arrive à la séquence contenant l'une des indications suivantes :
STOP (avec ou sans fonction auxiliaire)
■ Fonction auxiliaire M0, M2 ou M30
■ Fonction auxiliaire M6 (définie par le constructeur de la machine)
Interruption à l'aide de la touche STOP externe
Appuyer sur la touche STOP externe : la série que la TNC est en train d'exécuter au moment où vous appuyez sur la touche ne sera pas exécutée intégralement; le symbole „“ clignote dans l'affichage d'etat
Si vous ne désirez pas poursuivre l'usinage, arrêtez la TNC avec la softkey STOP INTERNE : le symbole „“ de l'affichage d'etat s'éteint. Dans ce cas, relancer le programme à partir du début
Interrompè l'usinage en commutant sur le mode Exécution de programme pas à pas
Pendant que le programme d'usinage est exécuté en mode Exéciution de programme en continu, Sélectionnez Exéciution de programme pas à pas. La TNC interrompt l'usinage lorsque la phase d'usinage en cours est achevée.
Suits dans un programme après une interruption
Lorsque vous avez interrompu un programme avec la fonction STOP INTERNE, la TNC garde en mémoire l'état d'usinage courant. En règle générale, l'usinage peut se poursuivre avec un Start CN. Si vous choisissez d'autres lignes de programme avec la touche GOTO, la TNC ne réinitialise pas les fonctions modales (p. ex. M136). Cela peut avoir des effets inattendus, comme p. ex. des avances erronées.

Attention, risque de collision!
Notez que les sauts de programme avec la fonction GOTO ne réinitialisent pas les fonctions modales
Après une interruption, n'executer le début de programme qu'avac une nouvelle selection du programme (touche PGM MGT).
Programmation d'axes non asservis ("axes compteurs")

Cette fonction doit être adaptée par le constructeur de votre machine. Consultez le manuel de votre machine.
La TNC interrompt automatiquement le déroulement du programme dés qu'elle déetecte dans une série de déplacement un axe défini comme axe non asservi ( „axe compteur“) par le constructeur de la machine. Dans cette situation, vous pouvez déplacer manuellement l'axe non asservi à la position désirée. Dans la fenêtre de gauche, la TNC affiche alors toutes les positions nominales à aborder et qui sont programmées dans cette série. Pour les axes non asservis, la TNC affiche en plus le chemin restant à parcourir.
Dès que tous les axes ont atteint la bonne position, vous pouvez poursuivre le déroulement du programme avec Start CN.

Sélectionner la suite chronologique souhaitée et l'exécuter avec Start CN. Positionner manuellement les axes non asservis; la TNC affiche aussi le chemin restant à parcourir sur cet axe (voir „Aborder à nouveau le contour" à la page 612)

Si nécessaire, définir si les axes asservis doivent etre déplacés dans le système de coordonnées incliné ou non incliné
Si nécessaire, déplacer les axes asservis à l'aide de la manivelle ou des touches de sens des axes

Déplacer les axes de la machine pendant une interruption
Yououpouvezdéplaceres axesde la machinependant une interruption,de la même manierequ'enmodeManuel.

Danger de collision!
Si le plan d'usinage est incliné et si vous interrompez l'exécution du programme, vous pouvez commuter le système de coordonnées avec la softkey 3D ROT entre l'inclinaison et la non-inclinaison.
La fonction des touches de sens des axes, de la manivelle et de la logique de redémarrage est traitée en conséquence par la TNC. Lors du dégagement, veillez à ce que le bon système de coordonnées soit activé et à ce que les valeurs angulaires des axes rotatifs aient été introduites si nécessaire dans le menu ROT 3D.
Exemple d'application :
Dégagement de la broche après un bris d'outil
Interrompre l'usinage
Déverrouiller les touches de sens externes : appuyer sur la softkey DEPLACEMENT MANUEL
Si nécessaire, activer avec la softkey 3D ROT le système de coordonnées dans lequel vous désirez effectuer le déplacement
Déplacer les axes machine avec les touches de sens externes

Sur certaines machines, vous doivent appuyer sur la touche START externe après avoir actionné la softkey DEPLACEMENT MANUEL pour déverrouiller les touches de sens externes. Consultez le manuel de votre machine.
Le constructeur de la machine peut définir une configuration pour que, lors d'une interruption de programme, vous puissiez toujours déplacer les axes dans le système de coordonnées actif actuellément, donc eventuèlement dans le système de coordonnées incliné. Consultez le manuel de votre machine.
Reprendre l'exécution du programme après un arrêt d'usinage

Si vous interrompez l'exécution du programme dans un cycle d'usinage, redémarrez le cycle du début lors d'un réaccostage. Les phases d'usinage déjà exécutées par la TNC le seront à nouveau.
Si vous interrompez l'exécution du programme à l'intérieur d'une répétition de partie de programme ou d'un sous-programme, vous doivent returner à la position de l'interruption à l'aide de la fonction AMORCE A SEQUENCE N.
Lors d'une interruption de l'exécution du programme, la TNC mémorise :
les données du dernier outil appelé
les conversions de coordonnées actives (p. ex. décalage du point zéro, rotation, image miroir)
les coordonnées du dernier centre de cercle définit

Veiliez à ce que les données mémorisées restent actives jusqu'à ce que vous les annuliez (p. ex. en scélectionnant un nouveau programme).
Les données mémorées sont utilisées pour Réaccoster le contour après déplacement manuel des axes de la machine pendant une interruption (softkey ABORDER POSITION).
Poursuivre l'exécution du programme avec la touche START
Yououpouvezrelancerl'executiondugranprogrammeàlaidede la touche STARTexternesiyouvassezarrételeprogramme delafaqcon suivante:
en appuyant sur la touche STOP externe
par une interruption programmée
Poursuivre l'exécution du programme à la suite d'une erreur
Supprimer la cause de I'erreur
Effacer le message d'erreur à l'écran : appuyer sur la touche CE
Relancer ou poursuivre l'exécution du programme à l'endetroit où il a été interrompu
Après un crash de la commande
Maintainir enfoncée la touche END pendant deux secondes, la TNC effectue un démarrage à chaud
Supprimer la cause de I'erreur
Relancer
Si l'erreur se repete, notez le message d'erreur et prenez contact avec le service après-vente.
Reprendre le programme à un endroit quelconque (amorce de séquence)

La fonction AMORCE A SEQUENCE N doit être adaptée à la machine et validée par le constructeur. Consultez le manuel de votre machine.
Avec la fonction AMORCE A SEQUENCE N, (amorce de séquence), vous pouvez executer un programme d'usinage à partir de n'importe qu'elle séquence N. La TNC tient compte dans ses calculs de l'usinage de la pierce jusqu'à cette séquence. L'usinage peut être représenté graphiquement.
Si vous avez interrompu un programme par un STOP INTERNE, la TNC vous propose automatiquement la séquence N à l'intérieur de laquelle vous avez arrêté le programme.
Si le programme a ete interrompu dans l'une des situations suivantes, la TNC enregistre ce point d'interruption:
Par un ARRET D'URGENCE
Par une coupure de courant
Par un blocage de la commande
Après avoir appelé la fonction Amorce de séquence, vous pouvez réactiver le point d'interruption avec la softkey SELECT. DERNIER N et l'aborder avec Start CN. ÀpRES la mise sous tension, La TNC affiche alors le message Programme CN a été interrompu.

L'amorce de séquence ne doit pas démarrer dans un sousprogramme.
Tous les programmes, tableaux et fichiers de palettes dont vous ave besoin doivent être sélectionnés dans un mode Exécution de programme (état M).
Si le programme contient jusqu'à la fin de l'amorce de séquence une interruption programmée, l'amorce de séquence sera interrompu à cet endroit. Pour poursuivre l'amorce de séquence, appuyez sur la touche STARTexterne.
Après une amorce de séquence, vous devez déplacer l'outil à l'aide de la fonction ABORDER POSITION jusqu'à la position calculée.
La correction de la longueur d'outil n'est activée que par l'appeil d'outil et une série de positionnement suivante. Ceci reste valable que si vous n'vez modifié que la longueur d'outil.
Les fonctions auxiliaires M142 (effacer les informations de programme modules) et M143 (effacer la rotation de base) sont interdites avec une amorce de séquence.
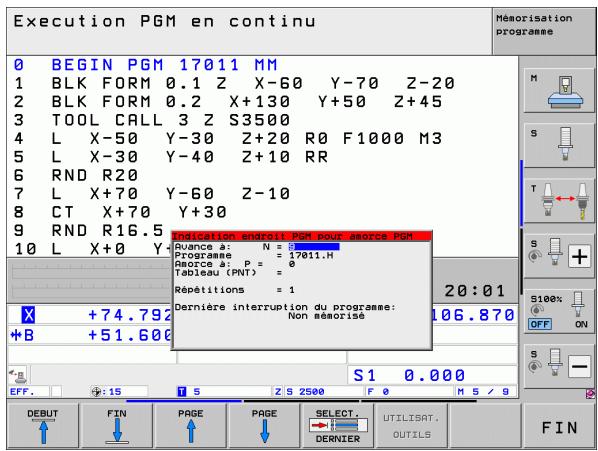

Le paramètre-machine 7680 permet de définir si l'amorce de séquence débute à la séquence 0 du programme principal lorsque les programmes sont imbriqués ou à la séquence 0 du programme dans lequel a eu lieu la dernière interruption de l'exécution du programme.
Avec la softkey 3D ROT et pour aborder la position de rentrée dans le programme, vous pouvez commuter le système de coordonnées entre incliné/non incliné et sens d'outil actif.
Si vous désirez utiliser l'amorce de séquence à l'intérieur d'un tableau de palettes, dans celui-ci vous devez tout d'abord sélectionner avec les touches fléchées le programme auquel vous voulez accédé; sélectionnez ensuite directement la softkey AMORCE A SEQUENCE N.
Dans le cas d'une amorce de séquence, la TNC omet tous les cycles palpeurs. Les paramètres de résultat définis par ces cycles peuvent alors ne pas composer de valeurs.
Les fonctions M142/M143 et M120 sont interdites pour une amorce de séquence.
Avant le lancement de l'amorce de séquence, la TNC supprime les déplacement que vous avez exécutés avec M118 (superposition de la manivelle) pendant le programme.

Attention, risque de collision!
Lorsque vous effectuez une amorce de séquence dans un programme qui contient M128, la TNC exécute le cas échéant des déplacements de compensation. Les déplacements de compensation se combinent au déplacement d'approche.
Sélectionner comme début de l'amorce la première série du programme actuel : introduire GOTO „0".

Sélectionner l'amorce de séquence : appuyer sur la softkey AMORCE SEQUENCE
Amorce jusqu'à N: introuire le nombre N de la série où doit s'arrêter l'amorce
Programme: introduire le nom du programme contenant la séquence N
Amorce à P: si vous désírez accéder à un tableau de points ou à une série PATTERN DEF, introduire le numéro P du point sur lequel doit se terminer l'amorce
Tableau (PNT): introduire le nom du tableau de points où doit se terminer l'amorce
Repétitions: introduire le nombre de répétitions à prendre en compte dans l'amorce de séquence si la série N se trouve dans une répétition de partie de programme ou dans un sous-programme appelé plusieurs fois
Lancer l'amorce de séquence : appuyer sur la touche START externe
Aborder le contour (voir paragraphe suivant)
Entrée avec la touche GOTO

Attention, risque de collision!
Si I'on effectue I'entrée avec la touche GOTO numéro de séquence, ni la TNC, ni l'automate PLC n'executent de fonctions garantissant une entrée en toute sécurité.
Si vous rentrez dans un sous-programme avec la touche GOTO numéro de séquence, la TNC ne lit pas la fin du sous-programme (LBL 0)! Dans ce cas, il faut toujours rentrer avec la fonction Amorce de séquence!
Aborder à nouveau le contour
La fonction ABORDER POSITION permet à la TNC de déplacer l'outil vers le contour de la piece dans les situations suivantes :
Réacccoster le contour après déplacement des axes de la machine lors d'une interruption réalisée sans STOP INTERNE
Réaccoster le contour après une amorce avec AMORCE A SEQUENCE N, par exemple après une interruption avec STOP INTERNE
Lorsque la position d'un axe s'est modifiée après l'ouverture de la boucle d'asservissement lors d'une interruption de programme (en fonction de la machine)
Si un axe non asservi est également programmé dans une série de déplacement (voir „Programmation d'axes non asservis (.axes compteurs)“ à la page 606)
Sélectionner le réaccostage du contour : sélectionner la softkey ABORDER POSITION
Si nécessaire, rétablir l'etat de la machine
Déplacer les axes dans l'ordre proposé par la TNC à l'écran : appuyer sur la touche START externe.
Déplacer les axes dans n'importequel ordre:appuyer sur les softkeysABORDERX,ABORDERZetc.et activera chaque fois avec la touche START externe
Poursuivre l'usinage: appuyer sur la touche START externe
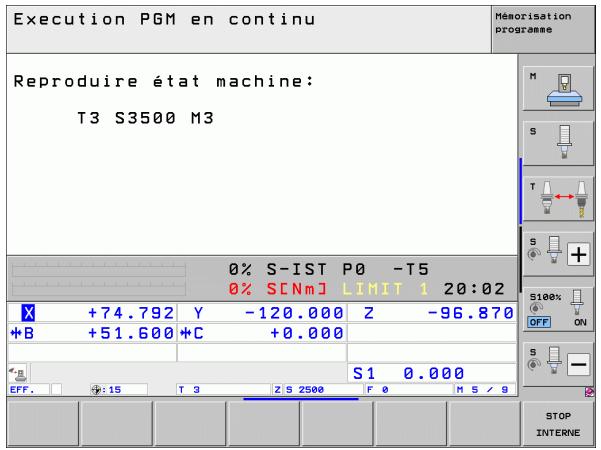
16.5 Lancement automatique du programme
Application

Pour pouvoir exécuter le lancement automatique des programmes, la TNC doit avoir été préparée par le constructeur de votre machine, voir manuel de la machine.
A l'aide de la softkey AUTOSTART (voir figure en haut à droite), dans un mode Exécution de programme et à une heures calculable, vous pouvez lancer le programme actif dans le mode de fonctionnement concerné :

Afficher la fenêtre permettant de définir l'heure du lancement du programme (voir fig. de droite, au centre)
Heure (heu:min:sec): heures à laquelle le programme doit être lancé
Date (JJ.MM.AAAA) : date à laquelle le programme doit être lancé
Pour activer le lancement :mettre la softkey AUTOSTART sur ON
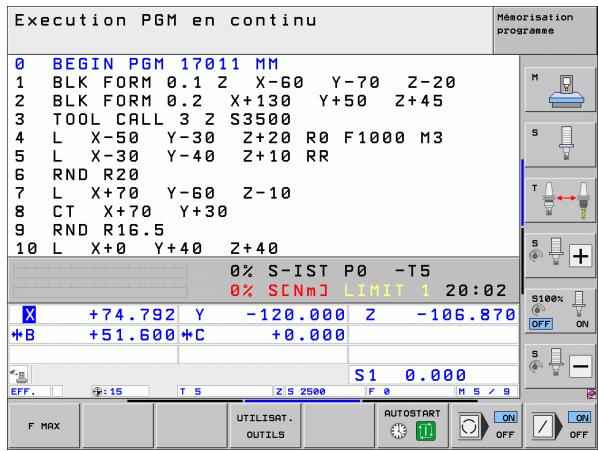
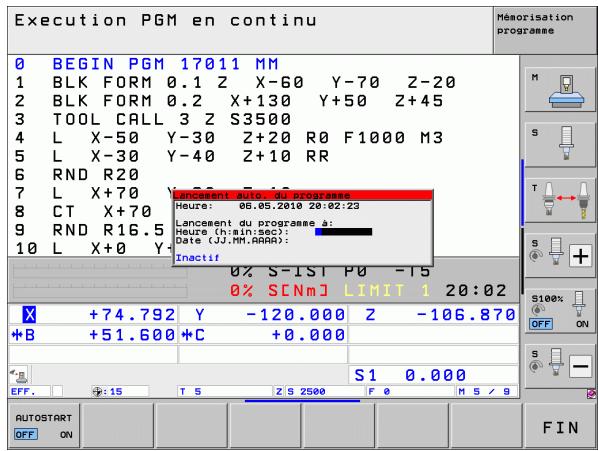
16.6 Sauter des séquences
Application
Lors du test ou de l'exécution du programme, vous pouvez sauter les séquences marquées du signe „/” lors de la programmation :

Ne pas executer ou ne pas tester les séquences marquées du signe „/“ : régler la softkey sur ON

Exécuter ou tester les séquences marquées du signe „/“: régler la softmax sur OFF

Cette fonction n'agit pas dans les séquences TOOL DEF.
Le dernier besoin effectué reste sauvégarde après une coupure d'alimentation.
Effacement du caractère „/“
En mode de fonctionnement Mémorisation/Edition de programme, sélectionner la série où vous pouvez effacer le caractère „/”

Effacer le caractère „/”
16.7 Arrêt optionnel programme
Application
La TNC interrupt optionnellement l'exécution du programme dans les séquences où M1 a été programmée. Si vous utilisez M1 en mode Exécution de programme, la TNC ne désactive pas la broche et l'arrosage ; des informations plus précises sont disponibles dans la manuel de la machine.

Ne pas arrêté l'exécution ou le test du programme dans les séquences où M1 a été programmée : régler la softkey sur OFF

Arrête l'exécution ou le test du programme dans les séquences où M1 a été programmée : régler la softkey sur ON

M1 n'agit pas dans le mode test de programme.
17
Fonctions MOD
17.1 Sélectionner la fonction MOD
Grçace aux fonctions MOD, vous disposez d'autres affichages et possibités d'introduction. Les fonctions MOD disponibles dépendent du mode de fonctionnement sélectionné.
Sélectionner les fonctions MOD
Selectionner le mode de fonctionnement dans lequel vous désirez modifier des fonctions MOD.
MOD
Sélectionner les fonctions MOD : appuyer sur la touche MOD. Les figures de droite montrent des menus types pour le mode Mémorisation/Edition de programme (fig. en haut à droite) et Test de programme (fig. en bas à droite) et dans un mode Machine (fig. à la page suivante)
Modifier les configurations
Sélectionner la fonction MOD avec les touches fléchées
Pour modifier une configuration, vous disposez - selon la fonction sélectionnée - de trois possibilités :
■ Introduction directe d'une valeur numérique, p. ex. pour définir la limitation de la zone de déplacement
■ Modification de la configuration en appuyant sur la touche ENT, p. ex. pour définir l'introduction du programme
■ Modification de la configuration via une fenêtre de sélection. Si plusieurs solutions s'offrent à vous, avec la touche GOTO, vous pouvez afficher une fenêtre qui vous permet de visualiser en bloc toutes les possibités de configuration. Sélectionnez directement la configuration retenue en appuyant sur la touche numérique correspondante (à gauche du double point) ou à l'aide de la touche fléchée, puis validez avec la touche ENT. Si vous ne désirez pas modifier la configuration, fermez la fenêtre avec la touche END
Quitter les fonctions MOD
Quitter la fonction MOD : appuyer sur la softkey FIN ou sur la touche END
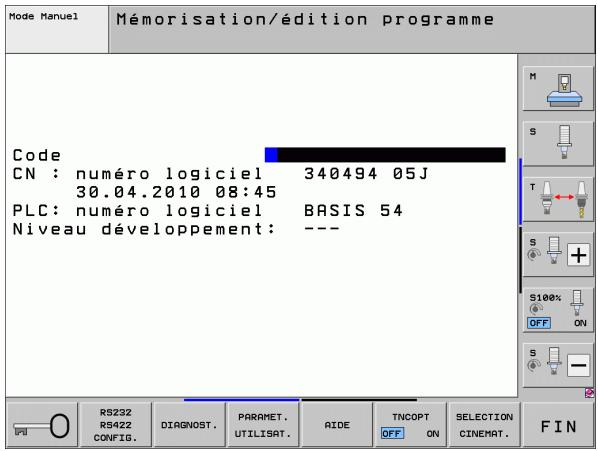
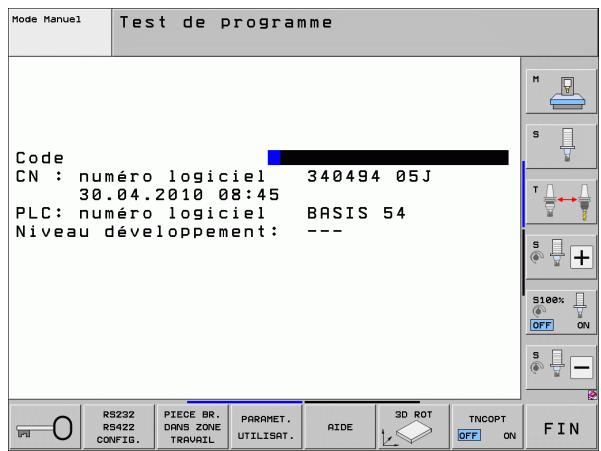
Vue d'ensemble des fonctions MOD
Selon le mode de fonctionnement sélectionné, vous dispose des fonctions suivantes :
Mémorisation/édition de programme:
■ Afficher les différents numérios de logiciel
Introduire un code
- Configurer l'interface
Si nécessaire, fonctions de diagnostic
Si nécessaire, paramètres utiliser spécifique de la machine
Si nécessaire, afficher les fichiers d'AIDE
Si nécessaire, selectionner la cinématique de la machine
Chargement de service-packs
- Configurer la plage hora
Lancer le contrôle du support de données
Configuration de la manivelle WiFi HR 550
Informations légales
Test de programme :
■ Afficher les différents numérios de logiciel
Introduire un code
- Configurer l'interface de données
Representer la piece brute dans la zone d'usinage
Si nécessaire, paramètres utiliser spécifique de la machine
Si nécessaire, afficher les fichiers d'AIDE
Si nécessaire, selectionner la cinématique de la machine
Si nécessaire, régler la fonction 3D ROT
- Configurer la plage horaire
Remarques sur la licence
Tous les autres modes :
■ Afficher les différents numérios de logiciel
■ Afficher les indices pour les options disponibles
Selectionner l'affichage de positions
Définir l'unité de mesure (mm/inch)
Définir la langue de programmation pour MDI
Définir les axes pour le transfert de la position effective
Initialiser les limites de déplacement
■ Afficher les points d'origine
■ Afficher les durées de fonctionnement
Si nécessaire, afficher les fichiers d'AIDE
- Configurer la plage horaire
Si nécessaire, selectionner la cinématique de la machine
Remarques sur la licence
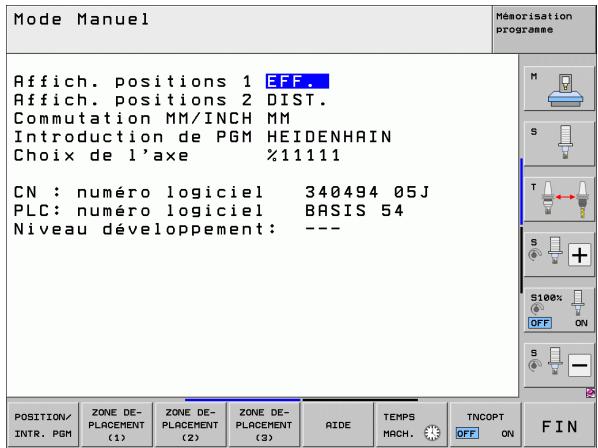
17.2 Numeros de logiciel
Application
Les nombres de logiciel suivants apparaissent à l'écran de la TNC lors de la sélection des fonctions MOD :
NC:Numero du logiciel CN (géré par HEIDENHAIN)
PLC: Numéro ou nom du logiciel PLC (géré par le constructeur de votre machine)
Niveau de développement (FCL=Feature Content Level):
Niveau de développement installé sur la commande (voir „Niveau de développement (fonctions „upgrade“)“ à la page 10). Sur la poste de programmation, la TNC affiche --- car il ne gère pas les niveaux de développement
DSP1 à DSP3 : numéro du logiciel d'asservissement de vitesse (géré par HEIDENHAIN)
ICTL1 à ICTL3 : numéro du logiciel d'asservissement de courant (géré par HEIDENHAIN)
17.3 Introduire un code
Application
La TNC a besoin d'un code pour les fonctions suivantes :
| Fonction | Code |
| Sélectionner les paramètres utiliser | 123 |
| Configurer la carte Ethernet (sauf sur iTNC530 avec Windows XP) | NET123 |
| Verifier les fonctions spéciales lors de la programmation de paramètres Q | 555343 |
Par le biais du code version, vous pouvez en outre créé un fichier qui contient tous les numéroes de logiciels actuels de votre commande:
Introduire le code version, updater avec la touche ENT
L'écran de la TNC affiche tous les numérios de logiciels actuels
Fermer le sommaire des versions: Appuyer sur la touche END

En cas de besoin, vous pouvez copier dans le repertoire TNC: le fichier version.a mémorisé et l'envoyer pour diagnostic au constructeur de votre machine ou à HEIDENHAIN.
17.4 Chargement de service-packs
Application

Vous devez impératifement prendre contact avec le constructeur de votre machine avant d'installer un service-pack.
A l'issue du processus d'installation, la TNC exécute un redémarrage à chaud. Avant de charger le service-pack, mesure la machine en état d'ARRET D'URGENCE.
Si ceci n'est pas encore fait: Se relier au réseau à partir duquel vous désirez installer le service-pack.
Cette fonction vous permet d'exéçuter de manière simple une mise à jour de logiciel sur votre TNC
Sélectionner le mode Mémorisation/Edition de programme
Appuyer sur la touche MOD
Lancer la mise à jour du logiciel: Appuyer sur la softmax „Charger service-pack“, la TNC affiche une fenêtre auxiliaire dans laquelle vous pouvez sélectionner l'update-file (fichier de mise à jour)
Avec les touches fléchées, Sélectionnez le répertoire où se trouve le service-pack. La touche ENT ouvre la structure de sous-repertoire concernée
Sélectionner un fichier: Etant sur le répertoire choisi, appuyer deux fois sur la touche ENT. La TNC commute de la fenêtre de répertoires vers la fenêtre de fichiers
Lancer la procédure de mise à jour: La TNC décompile tous les fichiers nécessaires, puis redémarre la commande. Cette procédure peut durer plusieurs minutes
17.5 Configurer les interfaces de données
Application
Pour configurer les interfaces de données, appuyez sur la softkey RS 232-/RS 422-CONFIG. La TNC affiche un menu dans lequel vous effectuez les réglages suivants:
Configurer l'interface RS-232
Le mode de fonctionnement et la vitesse en bauds de l'interface RS-232 sont introduits sur la partie gauche de l'écran.
Configurer l'interface RS-422
Le mode de fonctionnement et la vitesse en bauds de l'interface RS-422 sont introduits sur la partie droite de l'écran.
Sélectionner le MODE DE FONCTIONNEMENT du périphérique

En mode EXT, vous ne pouvez pas utiliser les fonctions „importer tous les programmes", „importer le programme proposé" et „importer le repertoire".
Configurer la VITESSE EN BAUDS
La VITESSE EN BAUDS (vitesse de transmission des données) peut être sélectionnée entre 110 et 115.200 bauds.
| Périphrérique | Mode | Symbole |
| PC avec logiciel de transmission HEIDENHAIN TNCremoNT | FE1 | |
| Unité à disquettes HEIDENHAIN FE 401 B FE 401 à partir programme n° 230 626-03 | FE1 FE1 | |
| Autres péripériques, tels qu'imprimante, lecteur, lecteur de ruban perforé, PC sans TNCremoNT | EXT1, EXT2 |
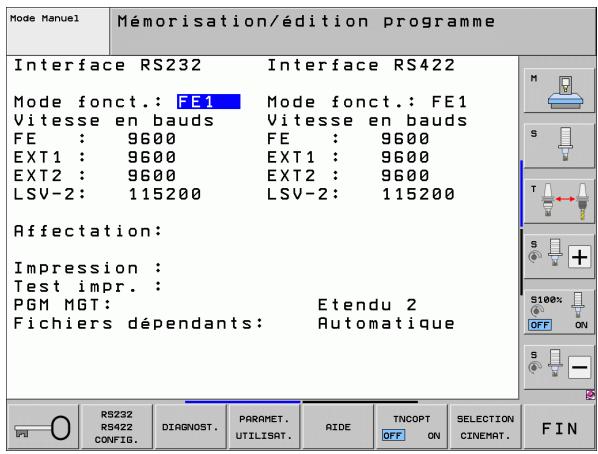
Affectation
Cette fonction vous permet de déterminer la destination des données en provenance de la TNC.
Applications:
Restituer des valeurs avec la fonction de paramètres Q FN15
Restituer des valeurs avec la fonction de paramètres Q FN16
C'est le mode de fonctionnement de la TNC qui détermine si l'on doit utiliser la fonction PRINT ou la fonction PRINT-TEST:
| Mode TNC | Fonction de transfert |
| Exécution de programme pas à pas | |
| Exécution de programme en continu | |
| Test de programme | PRINT-TEST |
Vous configurez PRINT et PRINT-TEST de la manière suivante:
| Fonction | Chemin |
| Sortie des données par RS-232 | RS232:\... |
| Sortie des données par RS-422 | RS422:\... |
| Mémorisation des données sur disque dur TNC | TNC:\... |
| Enregistrer des données sur un serveur relié à la TNC | servername:\... |
| Mémoriser les données dans le réseau où est situé le programme contenant FN15/FN16 | vide |
Noms des fichiers:
| Données | Mode | Nom de fichier |
| Valeurs avec FN15 | Exécution de programme | %FN15RUN.A |
| Valeurs avec FN15 | Test de programme | %FN15SIM.A |
Logiciel de transfert des données
Pour transférer des fichiers à partir de la TNC et vers elle, utilisez le logiciel de transfert de données TNCremoNT de HEIDENHAIN. TNCremoNT vous permet deGERer toutes les commandes HEIDENHAIN via l'interface série ou l'interface Ethernet.

La derniere version de TNCremo peut etre teléchargeegreenuttiement a partir du site HEIDENHAIN
(www.heidenhain.de,
Conditions requises au niveau du système pour TNCremoNT:
PC avec processeur 486 ou plus recent
- Systeme d'exploitation Windows 95, Windows 98, Windows NT 4.0, Windows 2000, Windows XP, Windows Vista
Mémoire principale 16 Mo
5 Mo libres sur votre disque dur
Un port série libre ou connexion au réseau TCP/IP
Installation sous Windows
Lancez le programme d'installation SETUP.EXE à partir du gestionnaire de fichiers (explorer)
Suivez les indications du programme d'installation
Démarrer TNCremoNT sous Windows
Cliquez sur
Lorsque vous lancez TNCremoNT pour la première fois, ce programme essaire automatiquement d'établier une liaison vers la TNC.

Avant de transférer un programme de la TNC vers un PC, assurez-vous impérativement que vous avez bien enregistré le programme actuellément sélectionné sur la TNC. La TNC enregistre automatiquement les modifications lorsque vous changez de mode de fonctionnement sur la TNC ou lorsque vous appelez le gestionnaire de fichiers avec la touche PGM MGT.
Vérifiez si la TNC est bien raccordée sur le bon port série de votre ordinateur ou sur le réseau.
Après avoir lancé TNCremoNT, vous apercevez dans la partie supérieure de la fenêtre principale 1 tous les fichiers mémorisés dans le repertoire actif. Avec
Si vous foulez commander le transfert des données à partir du PC, vous doivent établier la liaison sur le PC de la manière suivante :
Sélectionnez
, . TNCremoNT récapère maintainant de la TNC la structure des fichiers et des repertoires et l'affiche dans la partie inférieure de la fenêtre principale 2.
Pour transférer un fichier de la TNC vers le PC, Sélectionnez le fichier dans la fenêtre TNC enclinquant dessus avec la souris et faites glisser le fichier marqué dans la fenêtre 1 du PC en Maintenant la touche de la souris enfoncée
Pour transférer un fichier du PC vers la TNC, Sélectionnez le fichier dans la fenêtre PC enclinquant dessus avec la souris et faites glisser le fichier marquédans la fenêtre 2 de la TNC enmaintenant la touche de la souris enfoncée
Si vous foulez commander le transfert des données à partir de la TNC, vous doivent établier la liaison sur le PC de la manière suivante :
Sélectionnez
, . TNCremoNT lance maintainant le mode serveur de fichiers et peut donc recevoir les données de la TNC ou les lui envoyer
Sur la TNC, Sélectionnéz les fonctions du gestionnaire de fichiers à l'aide de la touche PGM MGT (voir „Transfert des données vers/à partir d'un support externe de données" à la page 133) et transférez les fichiers désirés
Fermer TNcremoNT
Sélectionnez le sous-menu < Fichier>, < Fermer>

Utilisez également l'aide contextuelle de TNCremoNT dans laquelle toutes les fonctions sont expliquées. Vous l'appelez au moyen de la touche F1.
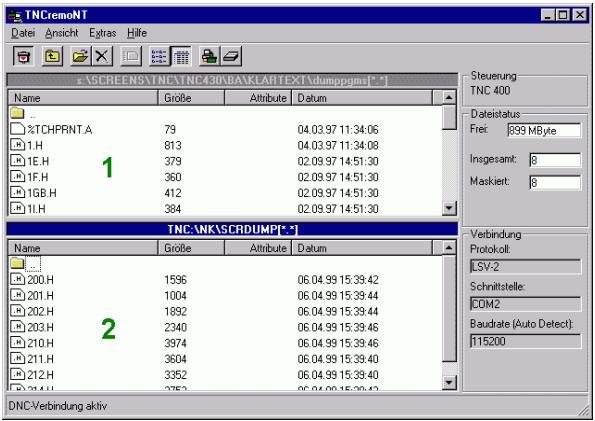
17.6 Interface Ethernet
Introduction
En standard, la TNC est équipée d'une carte Ethernet pour connecter au réseau la commande en tant que client. La TNC transfère les données au moyen de la carte Ethernet
en protocole smb (server message block) pour systèmes d'exploitation Windows ou
en utilisant la famille de protocoles TCP/IP (Transmission Control Protocol/Internet Protocol) et à l'aide du NFS (Network File System). La TNC gère également le protocole NFS V3 qui permet d'atteindre des vitesses de transmission des donnéesées encore supérieures
Vou pousse connecter la carte Ethernet de la TNC via la prise RJ45 (X26,100BaseTX ou 10BaseT) soit a votre réseau ou soit directement à un PC. Il y a une séparation galvanique entre le raccordement et l'électronique de la commande.
Pour le raccordement 100BaseTX ou 10BaseT, utilisez un cable Twisted Pair pour relier la TNC à votre réseau.

La longueur maximale du cable entre la TNC et un point de junction dépend de la classe de qualité du cable ainsi que de sa gaine et du type de réseau (100BaseTX ou 10BaseT).
Si vous reliez la TNC directement à un PC, vous doivent utiliser un cable croisé.
Configurer la TNC

Faites configurer la TNC par un spécialiste réseaux.
Notez que la TNC exécute un redémarrage à chaud lorsque vous modifie l'adresse IP de la TNC.
En mode Mémorisation/édition de programme, appuyez sur la touche MOD Introduisez le code NET123; la TNC affiche l'écran principal de configuration du réseau
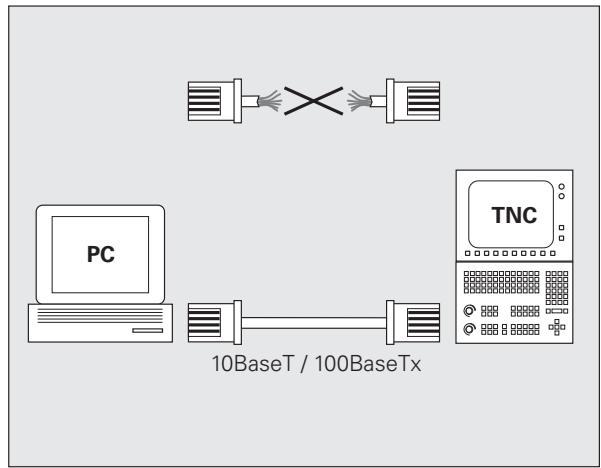
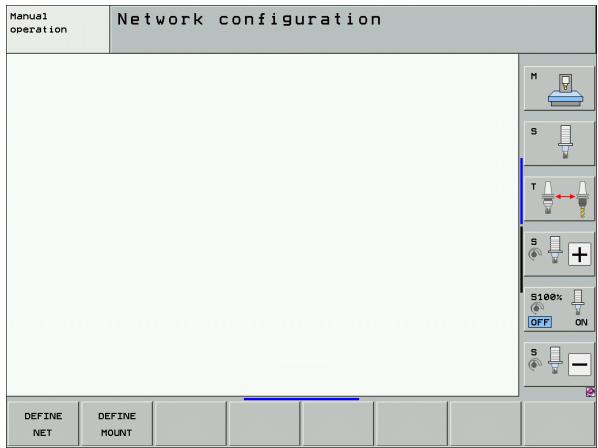
Configurations generales du réseau
Appuyez sur la softkey DEFINE NET pour introduire les configurations générales de réseau. L'onglet Nom du computer est actif:
| Configuration | Signification |
| Interface primaire | Nom de l'interface Ethernet qui doit être reliée au réseau de votre entreprise. Actif seulement si une seconde interface optionnelle est disponible sur le hardware de la commande |
| Nom computer | Nom sous lequel doit apparaître la TNC sur le réseau de votre entreprise |
| Fichier hôte | Nécessaire seulement pour les applications spéciales: Nom d'un fichier dans lequel sont définies des affectations entre adresses IP et nom de computer |
Sélectionnez l'onglet Interfaces pour configurer les interfaces:
| Configuration | Signification |
| liste des interfaces | liste des interfaces Ethernet actives. Sélectionner l'une des interfaces de la liste (avec la souris ou les touches fléchéées) |
| ■ Bouton Activer: Activer l'interface sélectionnée (X dans la colonne Actif) | |
| ■ Bouton Déscienter: Déscienter l'interface sélectionnée (- dans la colonne Actif) | |
| ■ Bouton Configurer: Ouvrir le menu de configuration | |
| Autoriser IP-forwarding | Par défaut, cette fonction doit être désactivée. N'activer la fonction que si une source externe doit, aux fins de diagnostic, accéder à la seconde interface Ethernet optionnelle et disponible de la TNC. A n'activer qu'en liaison avec le service après-vente |
| Configurations du réseau | |||||
| Nom du compteur | Interfaces | Internet | Ping/Rooting | NPS UDD/GD | |
| Interface primaire | Vous ne peuvent configurer le domaine, le nom, le serveur et le gateway par défaut que sur UNE interface. En cas de besoin, la commande recourente aussi de cette interface les nombres d'organistes. | ||||
| Interface utilisée: | #00 | ||||
| Nom computer | MNC_HSCLFS | Le nom d'ordinaire seraient d'identification sur le réseau. Si aucen nom n'a été indiquel, la commande essaire de récapier le nom par l'Interface selectionnée au-dessus. | |||
| Fichier hôte: | Utilisier le fichier hôte | ||||
| Nom du fichier hôte: | |||||
| Valider | Apply | Agulier | |||
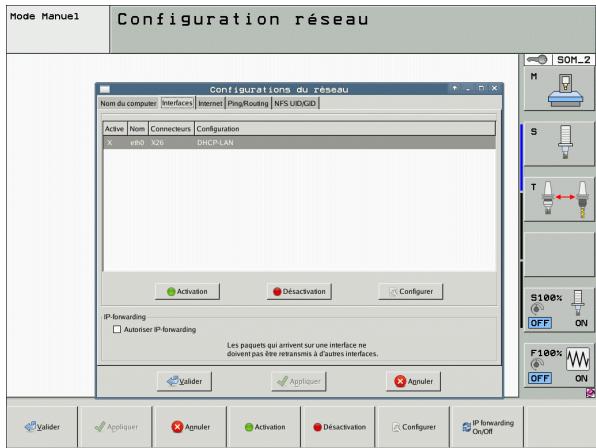
Sélectionnez le bouton Configurer pour ouvrir le menu de configuration:
| Configuration | Signification |
| Etat | ■ Interface active Etat de la connexion de l'interface Ethernet sélectionnée ■ Nom: Non de l'interface que vous âtes en train de configurer ■ Connexion: Numéro de borne de cette interface sur l'unité logique de la commande |
| Profil | Vous pouvez ici créé ou sélectionner un profil sous lequel sont enregistrrés tous les paramétrages affichés dans cette fenêtre. HEIDENHAIN propose deux profils standard: ■ DHCP-LAN: Paramétrage de l'interface Ethernet TNC standard qui devraient fonctionner sur un réseau d'entreprise standard ■ MachineNet: Paramétrage de la seconde interface Ethernet optionnelle destinée à configurer le réseau de la machine Avec les boutons correspondants, vous pouvez enregistrer, charger ou effacer les profils |
| Adresse IP | ■ Option Récupérer automatiquement 1'adresse IP: La TNC doit récapierer l'adresse IP du serveur DHCP ■ Option Configurer manuelle 1'adresse IP: Définir manuelle l'adresse IP et le masque de sous-réseau. Introduction: 4 valeurs numériques séparées par un point, ex. 160.1.180.20. et 255.255.0.0 |
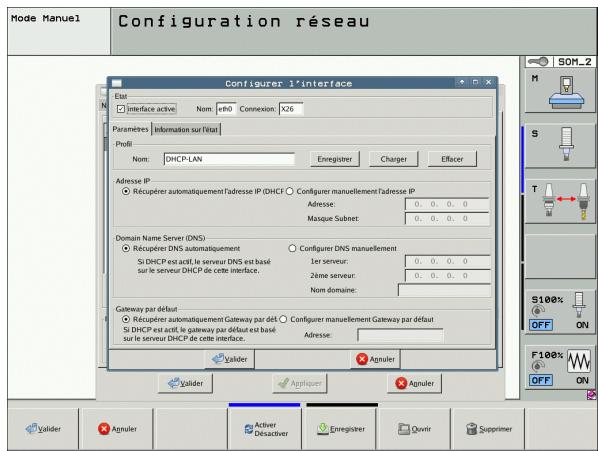
| Configuration | Signification |
| Domain Name Server (DNS) | ■Option Récupérer DNS automatique: La TNC doit récapérer l'adresse IP du Domain Name Server ■Option Configurer DNS manuelle: Définir manuelle les adresses IP du serveur et le nom de domaine |
| Gateway par défaut | ■Option Récupérer automatique Gateway par défaut: La TNC doit récapérer automatique le gateway (passerelle) par défaut ■Option Configurer manuelle Gateway par défaut: Introduire manuelle les adresses IP du gateway (passerelle) par défaut |
Validator les modifications avec le bouton 0K ou les rejoeter avec le bouton Quitter
L'onglet Internet est actuellément inopérant.
| Configuration | Signification |
| Proxy | ■ Liaison directe à Internet / NAT : La commande retransmet les demandes Internet au Default-Gateway. A partir de là, elles doivent être retransmises via network adress translation (p. ex. avec un raccordement direct à un modem) ■ Utiliser un proxyDéfinir l'Adresse et le Port du routeur Internet du réseau, demander à l'administrateur réseau. |
| Télémaintenance | Le constructeur de la machine configure ici le serveur pour la télémaintenance. Ne faites des modifications qu'avac l'accord du constructeur de la machine |
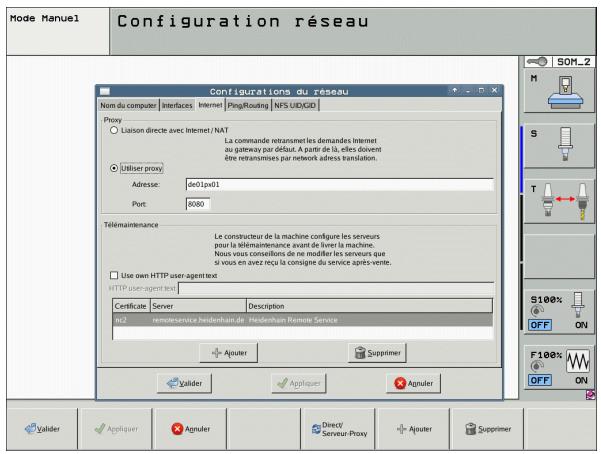
Sélectionnéz l'onglet Ping/Routing pour effectuer le paramétrage du Ping et du Routing :
| Configuration | Signification |
| Ping | Dans le champ Adresse :, introduire l'adresse IP pour laquelle vous désirez vérifier la connexion réseau. Introduction : 4 valeurs numériques séparées par un point, p. ex. 160.1.180.20. En alternative, vous pouze aussi introduire le nom de l'ordinateur pour lequel vous voulez vérifier la connexion Bouton Start : lancer la vérification; la TNC affiche les informations d'état dans le champ Ping Bouton Stop : terminer la vérification |
| Routing | Pour les spécialistes réseaux : informations de l'état du système d'exploitation pour le routing actuel B Bouton Actualiser: Actualiser le routing |
Choisissez l'onglet NFS UID/GID pour introduire l'identification de l'utilisateur et du groupe:
| Configuration | Signification |
| Initialiser UID/GID pour NFS-shares | ■ User ID: Définition de l'identification d'utilisateur qui permettra à l'utilisateur final d'accéder aux fichiers du réseau. Demander la valeur au spécialiste réseau ■ Group ID: Définition de l'identification du groupe qui vous permittra d'accéder aux fichiers du réseau. Demander la valeur au spécialiste réseau |
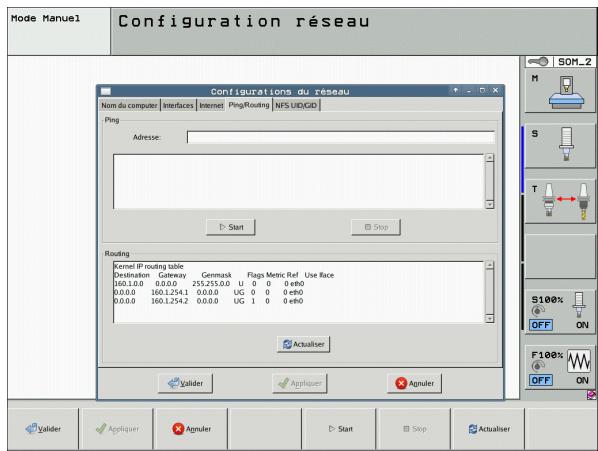

Configurations réseau spécifiques aux apparroiels
Appuyez sur la softkey DEFINE MOUNT pour introduire les configurations de réseau propres aux appareils. Vous pouvez définir autant de configurations de réseau que vous le désirez mais vous ne pouvez en:gérer simultanément que 7 au maximum
| Configuration | Signification |
| Lecteur réseau | Liste de toutes les unités du réseau. Dans les colonnes, la TNC indiquent l'état des liaisons réseaux. |
| ■ Mount: Lecteur réseau connecté/déconnecté | |
| ■ Auto: Connexion du lecteur réseau auto/manuelle | |
| ■ Typ: Type de connexion réseau Cifs et nfs possibles | |
| ■ Lacteur : Identification de l'unité sur la TNC | |
| ■ ID: ID interne qui identifie si vous avez défini plusieurs connexions via un point de montage | |
| ■ Serveur: Nom du serveur | |
| ■ Nom de partage Nom du réseau sur le serveur auquel la TNC doit acceder | |
| ■ Utilisateur: Nom de l'utilisateur sur le réseau | |
| ■ Mot de passer : Mot de passer lecteurRéseau protégé ou non | |
| ■ Demander mot de passer? Lors de la connexion, demander/ou non le mot de passer | |
| ■ Options Affichage des options de connexion supplémentaires | |
| La gestion des unités du réseau se fait via les boutons de commande. | |
| Pour ajouter des lecteursRéseau, utiliser le bouton Ajouter : la TNC démarre l'assistant de connexion, dans lequel toutes les données requises sont introduites assistées par dialogue. | |
| Journal d'état | Affichage des informations d'état et messages d'erreur. |
| Vous pouze effacer le contenu de la fenêtre d'état avec le bouton "vider". |
| Lecteur réseau | ||||||||
| Mount | Auto | Type | Lecteur | ID | Server | Nom de partage | Utilisateur | Mote de passage |
| □ | cls | TEST1: | 1 | PC1234 | DATA | test | yes | |
| □ | cls | UPDATE: | 1 | PC2225 | HOME | ccteter | yes | □ |
| □ | nfs | GERHARD: | 1 | de01601 | /avdata\Lncdevia7658 | no | □ | |
| □ | cls | MNC: | 1 | yntas02 | a10592 | yes | □ | |
| □ | cls | WORLD | 2 | PC2225 | WORLD | a10592 | yes | □ |
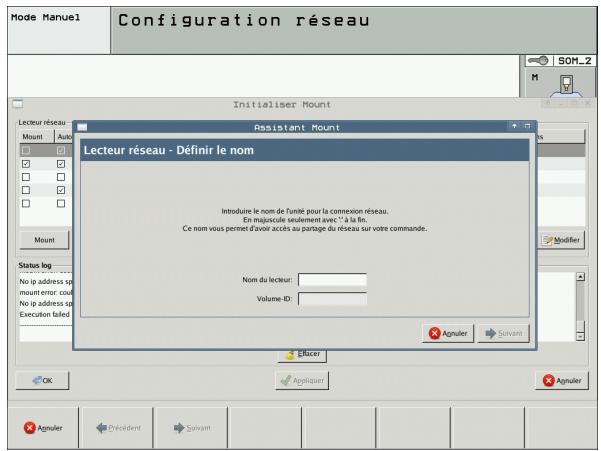
17.7 Configurer PGM MGT
Application
Avec la fonction MOD, vous définisse les repertoires ou fichiers qui doivent être affichés par la TNC :
■ Configuration PGM MGT : sélectionner le nouveau gestionnaire de fichiers utilisable avec la souris ou l'ancien gestionnaire de fichiers
■ Configuration Fichiers dépendants : définir s'il faut ou non afficher des fichiers dépendants. La configuration Manuel affiche les fichiers dépendants. La configuration Automatique ne les affiche pas

Autres informations : voir „Travailler avec le gestionnaire de fichiers" , page 110.
Modifier la configuration PGM MGT
Sélectionner la fonction MOD: appuyer sur la touche MOD
Appuyer sur la softkey RS232 RS422 CONFIG.
Sélectionner la configuration PGM MGT : avec les touches fléchées, déplacer la surbrillance sur PGM MGT ; commuter avec la touche ENT entre Etendu 2 et Etendu 1
Le nouveau gestionnaire de fichiers (configuration Etendu 2) offre les avantages suivants :
En plus de l'utilisation des touches, manipulation entiement avec la souris
Fonction de tri disponible
L'introduction de texte synchronise la surbrillance sur le nom de fichier le plus proche
Gestion des favors
Possibilité de configuration des informations à afficher
Format de date modifiable
Tailles des fenêtres modifiable facilement
■ Utilisation rapide possible en utilisant des raccourcis
Fichiers dépendants
En plus de leur code de fichier, les fichiers dépendants ont l'extension .SEC.DEP (SECTion = section, articulation, DEP = dépendant).
Différents types disponibles:
H. SEC. DEP
Les fichiers ayant pour extension .SEC.DEP sont généres par la TNC lorsque vous travailliez avec la fonction d'articulation. Le fichier contient des informations dont a besoin la TNC pour sauter d'un point d'articulation au point suivant
T.DEP: Fichier d'utilisation d'outils pour programmes en dialogue Texte clair (voir „Test d'utilisation des outils" à la page 185)
.P.T.DEP: Fichier d'utilisation d'outils pour une palette complète Les fichiers ayant l'extension .P.T.DEP sont généres par la TNC lorsque vous executez le contrôle d'utilisation des outils pour une entrée de palette du fichier de pelettes actif dans l'un des modes d'exécution de programme (voir „Test d'utilisation des outils“ à la page 185). Ce fichier comporte alors la somme de toutes les durées d'utilisation de tous les outils que vous utilisez à l'intérieur d'une palette
H.AFC.DEP: Fichier dans lequel la TNC enregistre les paramétres d'asservissement pour l'asservissement adaptatif de l'avance AFC (voir „Asservissement adaptatif de l'avance AFC (option de logiciel)“ à la page 408)
H.AFC2.DEP: Fichier dans lequel la TNC enregistre les données statiques pour l'asservissement adaptatif de l'avance AFC (voir "Asservissement adaptatif de l'avance AFC (option de logiciel)" à la page 408)
Modifier la configuration MOD de fichiers dépendants
En mode Mémorisation/édition de programme, Sélectionner la gestion de fichiers avec la touche PGM MGT
Sélectionner la fonction MOD : appuyer sur la touche MOD
Sélectionner la configuration des fichiers dépendants: A l'aide des touches fléchées, déplacer la surbrillance sur la configuration Fichiers dépendants; avec la touche ENT, commuter entre AUTOMATIQUE et MANUEL

Les fichiers dépendants ne sont visibles dans le gestionnaire de fichiers que si vous avez sélectionné MANUEL.
Si un fichier a des fichiers dépendants, la TNC affiche le caractère + dans la colonne État du gestionnaire de fichiers (seulement si Fichiers dépendants est sur AUTOMATIQUE).
17.8 Paramètres utiliser spécifiques de la machine
Application
Afin de pouvoir réaliser la configuration des fonctions machine pour l'utilisateur, le constructeur de votre machine peut définir jusqu'à 16 paramétres machine destinés à servir de paramétres utilisateur.

Cette fonction n'est pas disponible sur toutes les TNC. Consultez le manuel de votre machine.
17.9 Représenter la piece brute dans la zone d'usinage
Application
En mode Test de programme, vous pouvez contrôler graphiquement la position de la pièce brute dans la zone de travail de la machine et activer la surveillance de la zone de travail en mode Test de programme.
Pour la zone d'usinage, la TNC représenté un parallélépipède dont les dimensions sont indiquées dans le tableau Zone de déplacement (couleur standard: vert). La TNC préleve dans les paramètres-machine les cotes de la zone d'usinage pour la zone de déplacement active. Dans la mesure où la zone de déplacement est définie dans le système de référence de la machine, le point zéro du parallélépipède coïncide avec le point zéro machine. Vous pouvez faire apparaitre la position du point zéro machine dans le parallélépipède en appuyant sur la softkey M91 (2ème barre de softkeys) (couleur standard: blanc).
Un autre parallélipèpè de transparent représentée la piece brute dont les dimensions sont indiquées dans le tableau BLK FORM (couleur standard: bleu). La TNC préféve les dimensions dans la définition de la piece brute du programme sélectionné. Le parallélipèpè de la piece brute définit le système de coordonnées de programmation dont le point zéro est situé à l'intérieur du parallélipèpè de la zone de déplacement. Vous pouvez faire apparaitre la position du point zéro actif à l'intérieur de la zone de déplacement en appuyant sur la softkey „Afficher point zéro piece" (2ème barre de softkeys).
L'endetroit où se trouve la piece brute à l'intérieur de la zone de travail n'a normalement aucune répercussion sur le test du programme. Toutefois, lorsque vous testez des programmes qui contiennent des déplacements avec M91 ou M92, vous doivent décaler „graphiquement" la piece brute de manière à ne pas endommager les contours. Pour cela, utilisez les softkeys du tableau suivant.

Si vous désirez executer un test graphique anti-collision (option de logiciel), vous doivent s'imbaissé décalérer graphiquement le point d'origine de manière à ce qu'il n'y ait pas d'ajretissements de collision.
Avec la softmax „Afficher le point zéro pièce dans la zone de travail", vous pouvez afficher la position de la pièce brute dans le système de coordonnées machine. Vous nevez ensuite poser votre pièce sur la table de la machine et sur ces coordonnées pour conserver lors de l'usinage les mêmes relations que celles du test anti-collision.
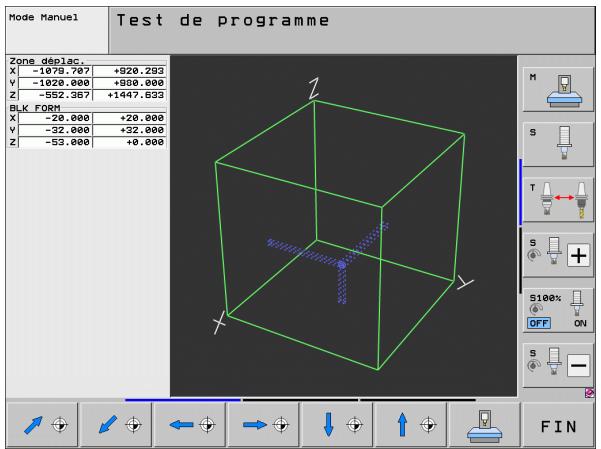
Par ailleurs, vous pouvez également activer la surveillance de la zone de travail pour le mode Test de programme si vous désirez tester le programme avec le point d'origine courant et les zones de déplacements actives (voir tableau suivant, derniere ligne).
| Fonction | Softkey |
| Décaler la pièce brute vers la gauche | ← |
| Décaler la pièce brute vers la droite | → |
| Décaler la pièce brute vers l'avant | √ |
| Décaler la pièce brute vers l'arrière | ↑ |
| Décaler la pièce brute vers le haut | ↑ |
| Décaler la pièce brute vers le bas | ↓ |
| Afficher la pièce brute se référant au dernier point d'origine initiaisé | |
| Afficher la zone déplacement totale se référant à la pièce brute affichée | MIN MAX |
| Afficher le point zéro machine dans la zone de travail | HS1 |
| Afficher la position définie par le constructeur de la machine (ex. point de changement d'outil) | HS2 |
| Afficher le point zéro pièce dans la zone de travail | |
| Activer (ON)/désactiver (OFF) la surveillance de la zone de travail lors du test du programme | OFF ON |
Faire pivoter toute la représentation
La troisième barre de softkeys comporte des fonctions vous permettant de faire pivoter ou basculer toute la représentation:
| Fonction | Softkeys | |
| Faire pivoter la représentation verticalément | ||
| Faire basculer la représentation horizontalément | ||
17.10 Sélectionner les affichages de positions
Application
Vou puez modifier l'affichage des coordonnées pour le mode Manuel et les modes Exécution de programme :
La figure de droite indique différentes positions de l'outil
Position de département
Position à atteindre par l'outil
Point zéro piece
Point zéro machine
Pour les affichages de positions de la TNC, vous pouvez selectionner les coordonnées suivantes :
| Fonction | Affichage |
| Position effective ; position actuelle de l'outil | EFF |
| Position de référence ; position effective calculée par rapport au point zéro machine | REF |
| Erreur de poursuite ; différence entre position nominale et position effective | ER.P |
| Position nominale ; valeur actuelle donnée par la TNC | NOM |
| Chemin restant à parcourir jusqu'à la position programmée ; différence entre la position effective et la position à atteindre | DIST |
| Chemin restant à parcourir jusqu'à la position programmée dans le système de coordonnées courant (éventuellesment incliné) ; différence entre la position effective et la position à atteindre | RST3D |
| Déplacements exécutés avec la fonction de superposition de la manivelle (M118)(seulement affichage de position 2) | M118 |
La fonction MOD: Affichage de position 1 vous permet de sélectionner l'affichage de position dans l'affichage d'État.
La fonction MOD: Affichage de position 2 vous permet de sélectionner l'affichage de position dans l'affichage d'etat supplémentaire.
17.11 Sélectionner l'unité de mesure
Application
Grçá à cette fonction, vous pouvez définir si la TNC doit afficher les coordonnées en mm ou en inch (pouces).
Système métrique : p.ex. X = 15.789 (mm) Fonction MOD Commutation mm/inch = mm. Affichage avec 3 chiffres après la virgule
- Système en pouces : Ex. X = 0.6216 (inch) : Fonction MOD Commutation mm/inch = inch. Affichage avec 4 chiffres après la virgule
Si l'affichage en pouces est activé, la TNC affiche également l'avance en inch/min. Dans un programme en pouces, vous devez introduire l'avance augmentée du facteur 10.
17.12 Sélectionner le langage de programmation pour $MDI
Application
La fonction MOD Introduction de programme vous permet de commuter la programmation du fichier $MDI;
■ Programmation de $MDI.H en dialogue conversationnel Texte clair:
Introduction de programme: HEIDENHAIN
■Programmation de $MDI.I en DIN/ISO: Introduction de programme: ISO
17.13 Sélectionner l'axe pour générer une série L
Application
Dans le champ de saisie permettant la sélection d'axe, vous définisse les coordonnées de la position effective de l'outil à prendre en compte dans une série G01. Une série L séparée est générae à l'aide de la touche „Prise en compte de position effective". La sélection des axes est réalisée par bit, comme avec les paramètres-machine:
Selection d'axes %11111: Prise en compte des axes X, Y, Z, IV, V
Selection d'axes %01111: Prise en compte des axes X, Y, Z, IV
Selection d'axes %00111: Prise en compte des axes X, Y, Z
Selection d'axes %00011: Prise en compte des axes X, Y
Selection d'axe %00001: Prise en compte de l'axe X
17.14 Introduire les limites de la zone de déplacement, afficher le point zéro
Application
Dans la zone de déplacement max., vous pouvez limiter la course utile pour les axes de coordonnées.
Exemple d'application: Protection d'un apparéil diviseur contre tout risque de collision
La zone de déplacement max. est limitée par des commutateurs de fin de course de logiciel. La course utile est limitée avec la fonction MOD: ZONE DEPLACEMENT: Pour cela, vous introduisez dans les sens positif et négatif des axes les valeurs max. se référant au point zéro machine. Si votre machine dispose de plusieurs zones de déplacement, vous pouvez configurer la limitation de zone séparément pour chacune d'entre elles (softkey ZONE DEPLACEMENT (1) à ZONE DEPLACEMENT (3)).
Usinage sans limitation de la zone de déplacement
Lorsque le déplacement dans les axes de coordonnées doit s'effectuer sans limitation de course, introduizez le déplacement max. de la TNC (+/- 99999 mm) comme ZONE DEPLACEMENT.
Calculer et introduire la zone de déplacement max.
Sélectionner l'affichage de position REF
Aborder les limites positive et négative souhaitees sur les axes X, Y et Z
Noter les valeurs avec leur signe
Sélectionner les fonctions MOD: Appuyer sur la touche MOD

Introduire les limites de déplacement: Appuyer sur la softkey ZONE DEPLACEMENT. Introduire comme limitation les valeurs notées pour les axes
Quitter la fonction MOD: Appuyer sur la softkey FIN

Les corrections du rayon d'outil actives ne sont pas prises en compte lors des limitations de la zone de déplacement.
Les limitations de la zone de déplacement et commutateurs de fin de course de logiciel ne seront pris en compte qu'après avoir franchi les points de référence.
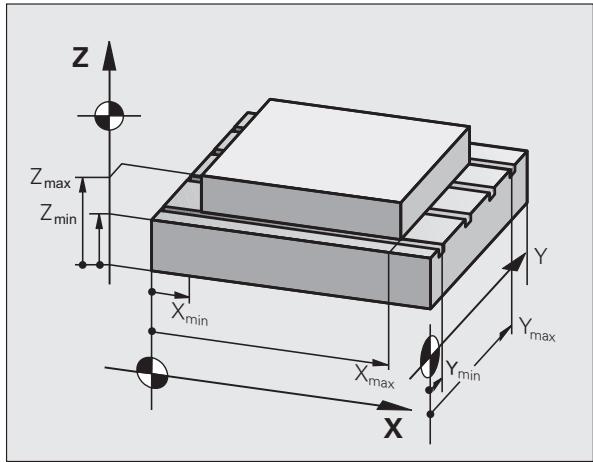
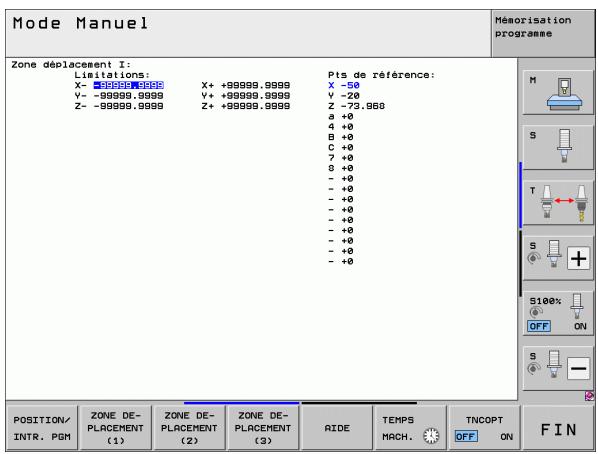
Affichage du point d'origine
Les valeurs affichées sur l'écran plus haut, à droite définissant le point d'origine courant. Le point d'origine peut être initiaisé manuellement ou bien activé à partir du tableau Preset. Vous ne pouvez pas modifier le point d'origine dans le menu de l'écran.

Les valeurs affichées dépendent de la configuration de votre machine. Tenez compte des remarques contenues dans le chapitre 2 (voir „Explication des valeurs enregistrées dans le tableau Preset" à la page 547)
17.15 Afficher les fichiers d'AIDE
Application
Les fichiers d'aide sont destinés à assister l'opérateur dans les situations où des procédures définies doivent être appliquées, par exemple, lors du dégagement de la machine après une coupure d'alimentation. Il en va de même pour les fonctions auxiliaires qui peuvent être consultées dans un fichier d'AIDE. La figure de droite illustrée l'affichage d'un fichier d'AIDE.

Les fichiers d'AIDE ne sont pas disponibles sur toutes les machines. Autres informations: Consultez le constructeur de votre machine.
Sélectionner les FICHIERS D'AIDE
Sélectionner la fonction MOD: Appuyer sur la touche MOD

Sélectionner le dernier fichier d'AIDE actif: Appuyer sur la softkey AIDE
Si nécessaire, appeler le gestionnaire de fichiers (touche PGM MGT) et selectionner un autre fichier d'aide
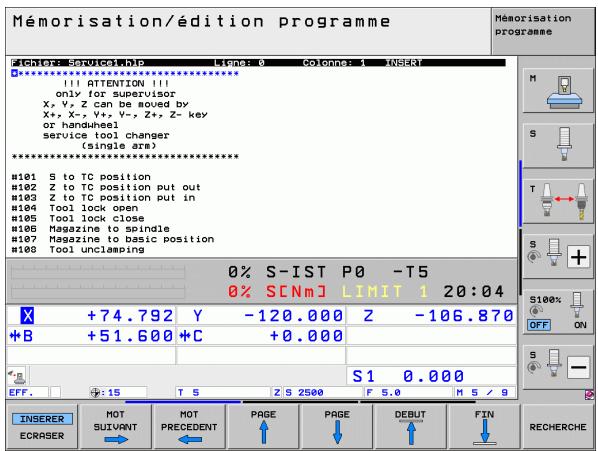
17.16 Afficher les durées de fonctionnement
Application
Vou pousse afficher différentes durées de fonctionnement à l'aide de la softkey TEMPS MACH.:
| Durée de fonctionnement | Signification |
| Marche commande | Durée de fonctionnement commande depuis sa mise en route |
| Marche machine | Durée de fonctionnement de la machine depuis sa mise en route |
| Exécution de programme | Durée d'exécution depuis la mise en route |

Le constructeur de la machine peut également afficher d'autres durées. Consultez le manuel de la machine!
En bas de l'écran, vous pouvez introduire un code permettant à la TNC de remettre à zéro les durées affichées. C'est le constructeur de votre machine qui définit exactement les durées à remettre à zéro par la TNC; consulter le manuel de la machine!
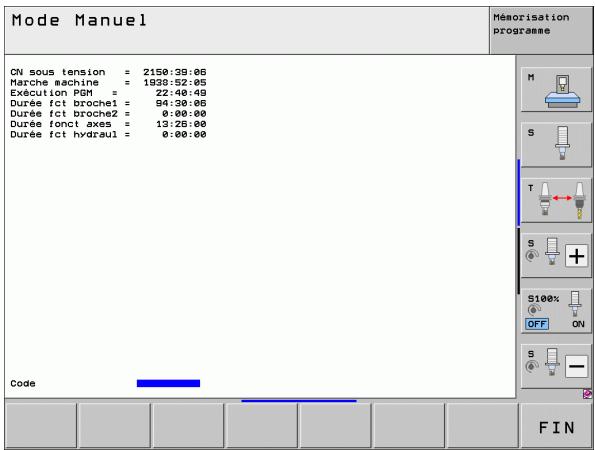
17.17 Vérifier le support de données
Application
Avec la softkey VÉRIFIER SYSTÈME FICIHERS, vous pouvez effectuer une vérification du disque dur avec réparation automatique pour les lecteur TNC et PLC.

La partition-système de la TNC est vérifiée automatiquement à chaque redémarrage de la commande. La TNC signale par un message d'erreur ajustat les erreurs de la partition-système.
Exécuter le contrôle du support de données

Attention, risque de collision!
Avant de lancer le contrôle du support de données,mettre la machine en etat d'ARRET D'URGENCE. Avant d'effectuer le contrôle,la TNC redemarre le logiciel!
Sélectionner la fonction MOD: Appuyer sur la touche MOD

Sélectionner les fonctions de diagnostic: Appuyer sur la softkey DIAGNOST..

Lancer le contrôle du support de données: Appuyer sur la softkey VÉRIFIER SYSTème FICHIERS
Confirmer le lancement du contrôle avec la softkey OUI: La fonction arrête le logiciel TNC et lance le contrôle du support de données. Le contrôle peut durer un certain temps en fonction du nombre et de la taille des fichiers mémorisés sur le disque dur
A la fin du contrôle, la TNC ouvre une fenêtre affichtant les résultats du contrôle. La TNC inscrit également les résultats dans le fichier log de la commande
Relancer le logiciel TNC: Appuyer sur la touche ENT
17.18 Régler l'heure-système
Application
Avec la softkey CONFIGURER DATE/HEURE, vous pouvez définir la plage hora, la date et l'heure-système.
Effectuer la configuration

Si vous modifiez la plage hora, la date ou l'heuresysteme, vous devez redemarrer la TNC. Dans ce cas, la TNC délivre un message d'avertissement lorsque vous fermez la fenêtre.
Sélectionner la fonction MOD: Appuyer sur la touche MOD
Commuter la barre des softkeys

Afficher la fenêtre de plage hora: Appuyer sur la softkey CONFIG. ZONE DUREE
Dans la partie droite, Sélectionner avec la souris la plage hora où vous vous trouvez
Dans la partie gauche de la fenêtre auxiliaire, désir si vous souhaitez paramétrer l'heure manuellement (Option activer Régler 1'heure manuellement), ou si la TNC doit synchroniser l'heure avec un serveur (Option activer Synchroniser 1'heure avec serveur NTP)
Si nécessaire, modifier l'heure en introduisant des valeurs numériques
Enregister la configuration: Cliquer sur le bouton OK
Rejeter les modifications et interrompre le dialogue: Cliquer sur le bouton Quitter
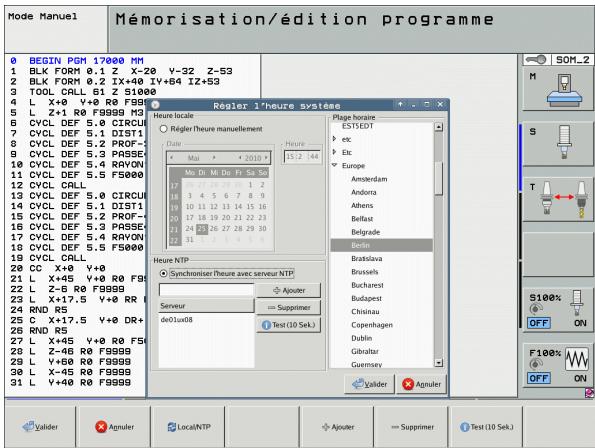
17.19 Télé-service
Application

Les fonctions de télé-service sont validées et définies par le constructeur de la machine. Consultez le manuel de la machine!
La TNC dispose de deux softkeys destinées au téléservice et àmettre en place deux postes de maintenance.
La TNC dispose de fonctions de télé-service. A cet effet, votre TNC doit être équipée d'une carte Ethernet permettant d'atteindre une vitesse de transfert des données plus élevée que par le biais de l'interface série RS-232-C.
Gráce au logiciel TeleService de HEIDENHAIN, le constructeur de votre machine peut étabir une liaison modem RNIS vers la TNC pour réaliser des diagnostics. Fonctions disponibles :
Transfert Online de I'ecran
Interrogation des données de la machine
Transfert de fichiers
Commande à distance de la TNC
Ouvrir/fermer TeleService
Sélectionner un mode de fonctionnement Machine de votre choix
Sélectionner la fonction MOD : appuyer sur la touche MOD
SERVICE OFF ON
Etablier la liaison avec le poste de service après-vente: Mettre la softkey SERVICE ou SUPPORT sur ON. La TNC coupe automatiquement la liaison si chaque transfert de données n'a eté effectué pendant une durée définie par le constructeur de la machine (durée standard: 15 min.)
Couper la liaison avec le poste de service après-vente: Mettre la softkey SERVICE ou SUPPORT sur OFF. La TNC coupe la liaison après environ une minute
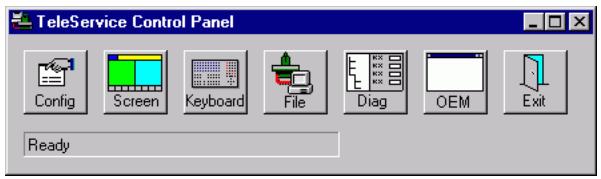
17.20 Accès externe
Application

Le constructeur peut configurer les possibités d'accès externe via l'interface LSV-2. Consultez le manuel de la machine!
A l'aide de la softkey ACCES EXTERNE, vous pouvez autoriser ouverrouiller l'accès via l'interface LSV-2.
Sur une ligne du fichier de configuration TNC.SYS, vous pouze protégger au moyen d'un mot de passer un réseau, y compris les sous-repertoires existants. Si vous désirez acceder aux données de ce réseau via l'interface LSV-2, vous doivent indiquer le mot de passer. Dans le fichier de configuration TNC.SYS, définièsez le chemin d'accès ainsi que le mot de passer pour l'accès externe.

Le fichier TNC.SYS doit être mémorisé dans le réseau racine TNC:.
Si vous n'inscrivez qu'une ligne pour le mot de passer, tout le lecteur TNC:\ est protégé.
Pour le transfert des données, utilisez les versions actuelles du logiciel HEIDENHAIN TNCremo ou TNCremoNT.
| Lignes dans TNC.SYS | Signification |
| REMOTE.PERMISSION= | Autoriser l'accès LSV-2 seulement à certains computers. Définir la liste des noms de computers |
| REMOTE.TNCPANGUAGE= | Mot de passer pour l'accès LSV-2 |
| REMOTE.TNCPRIVATEPATH= | Chemin d'accès à protégger |
REMOTE.PERCISSION=PC2225;PC3547
REMOTE.TNCPADDRESS=KR1402
REMOTE.TNCPRIVATEPATH TNC: RK
Autoriser/verrouiller l'accès externe
Sélectionner un mode de fonctionnement Machine de votre choix
Sélectionner la fonction MOD : appuyer sur la touche MOD

Autoriser la liaison vers la TNC: Mettre la softkey ACCES EXTERNE sur ON. La TNC autorise l'accès aux données via l'interface LSV-2. Pour l'accès à un réseau indiqué dans le fichier de configuration TNC.SYS, la commande demande un mot de passer
Verrouiller la liaison vers la TNC: Mettre la softkey ACCES EXTERNE sur OFF. La TNC verrouille l'accès via l'interface LSV-2
17.21 Configurer la manivelle WiFi HR 550 FS
Application
Avec la softkey CONFIGURER LA MANIVELLE WIFI, vous pouvez configurer la manivelle WiFi HR 550 FS. Fonctions disponibles :
Affercter la manivelle a un axe particulier
Régler le canal WiFi
Analyse du spectre de fréquence pour la détermination du canal WiFi qui convient le mieux
Régler la puissance d'émission
Informations statistiques de la qualite de transmission
Afferct la manivelle à une station d'accueil particuliere
Assurez-vous que la station d'accueil soit connectée au hardware de la commande
Poser la manivelle WiFi dont vous souhaitez affecter la station d'accueil dans celle-ci
Sélectionner la fonction MOD: appuyer sur la touche MOD
Commuter la barre des softkeys
PARAMETRES MANIVELLE RADIO
Sélectionnez le menu de la manivelle WiFi : appuyez sur la softkey RÉGLER MANIVELLE WIFI
▶ Clique sur le bouton Affector HR : la TNC mémorise le numéro de série de la manivelle positionnée et l'affiche dans la fenêtre de configuration à gauche à coté du bouton Affector HR
Mémoriser la configuration et quitter le menu: appuyer sur le bouton FIN
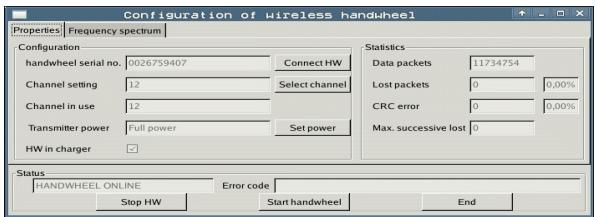
Régler le canal WiFi
Lors du démarrage automatique de la manivelle WiFi, la TNC essaire de besoinir le canal WiFi qui délivre le signal le plus puissant. Si vous souhaitez besoinir vous-même le canal WiFi, procédez de la manière suivante :
Sélectionner la fonction MOD : appuyer sur la touche MOD
Commuter la barre des softkeys
PARAMETRES MANIVELLE RADIO
Sélectionnéz le menu de la manivelle WiFi : appuyez sur la softkey RÉGLER MANIVELLE WIFI
Choiser avec un double-clique l'onglet Spectre fréquence
▶ Clicquer sur le bouton Arrêter HR : la TNC interrupt la liaison avec la manivelle WiFi et déterminé le spectre de fréquence actuel pour tous les 16 canaux disponibles.
Repérer le numéro du canal qui indique le minimum de fréquentation WiFi (la plus petite barre)
Réactiver la manivelle WiFi avec le bouton Lancer maniv.
Choiser avec un clique l'onglet Propriétés
▶ Cliquer sur le bouton besoinir canal : la TNC affiche tous les nombres de canaux disponibles. Choisissez par un clique de souris le nombre de canal, pour lequel la TNC a déterminé une fréquentation WiFi minimale
Mémoriser la configuration et quitter le menu: appuyer sur le bouton FIN
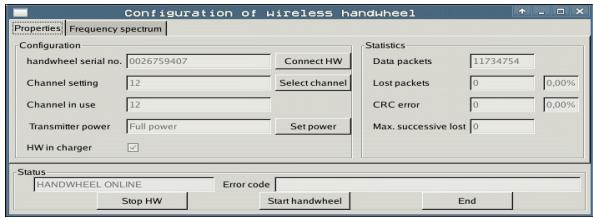
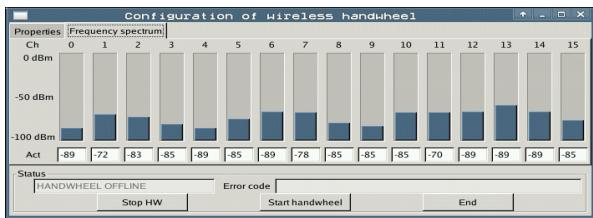

Notez que la portée de la manivelle WiFi diminue avec la réduction de la puissance d'émission.
Sélectionner la fonction MOD: appuyer sur la touche MOD
Commuter la barre des softkeys
PARAMETRES MANIVELLE RADIO
Sélectionnez le menu de la manivelle WiFi : appuyez sur la softkey RÉGLER MANIVELLE WIFI
▶ Cliquer sur le bouton Conf. puissance : la TNC affiche les trois réglages de puissance disponibles. Sélectionnez avec la souris le réglage souhaité
Mémoriser la configuration et quitter le menu: appuyer sur le bouton FIN
Statistiques
Dans Statistique la TNC indique les informations sur la qualité de transmission.
En présence d'une qualité de réception limitée qui ne peut plus garantir un arrêt fiable et sur des axes, la TNC réagit avec un arrêt d'urgence.
La valeur affichée Max. perdu ds séries donne l'indication sur une qualité de réception limitée. En fonctionnement normal de la manivelle WiFi, si la TNC indique d'une manière repétée des valeurs supérieures à 2 dans le cercle d'utilisation souhaïte, un grand risque d'interruption de la liaison existe. Le remède peut être l'augmentation de la puissance d'émission, mais également le changement de canal sur un canal moins liéquente.
Dans ces cas là, essayez d'améliorer la qualité de transmission enCHOIsissant un autre canal (voir „Régler le canal WiFi" à la page 652)ouen augmentant la puissance d'émission (voir „Régler la puissanced'émission" à la page 653).
Vous pouvez faire afficher les données statistiques de la manière suivante :
Sélectionner la fonction MOD: appuyer sur la touche MOD
Commuter la barre des softkeys
PARAMETRES MANIVELLE RADIO
Choiser le menu de configuration de la manivelle WiFi: appuyer sur la softkey CONFIGURER LA MANIVELLE WIFI:la TNC affiche le menu de configuration avec les données statistiques.
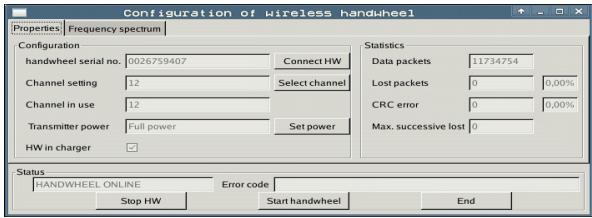
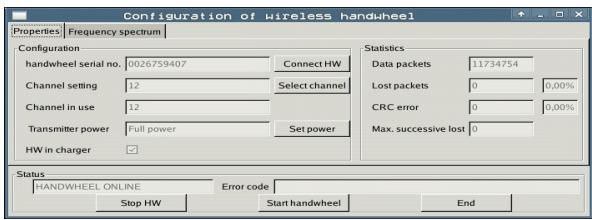
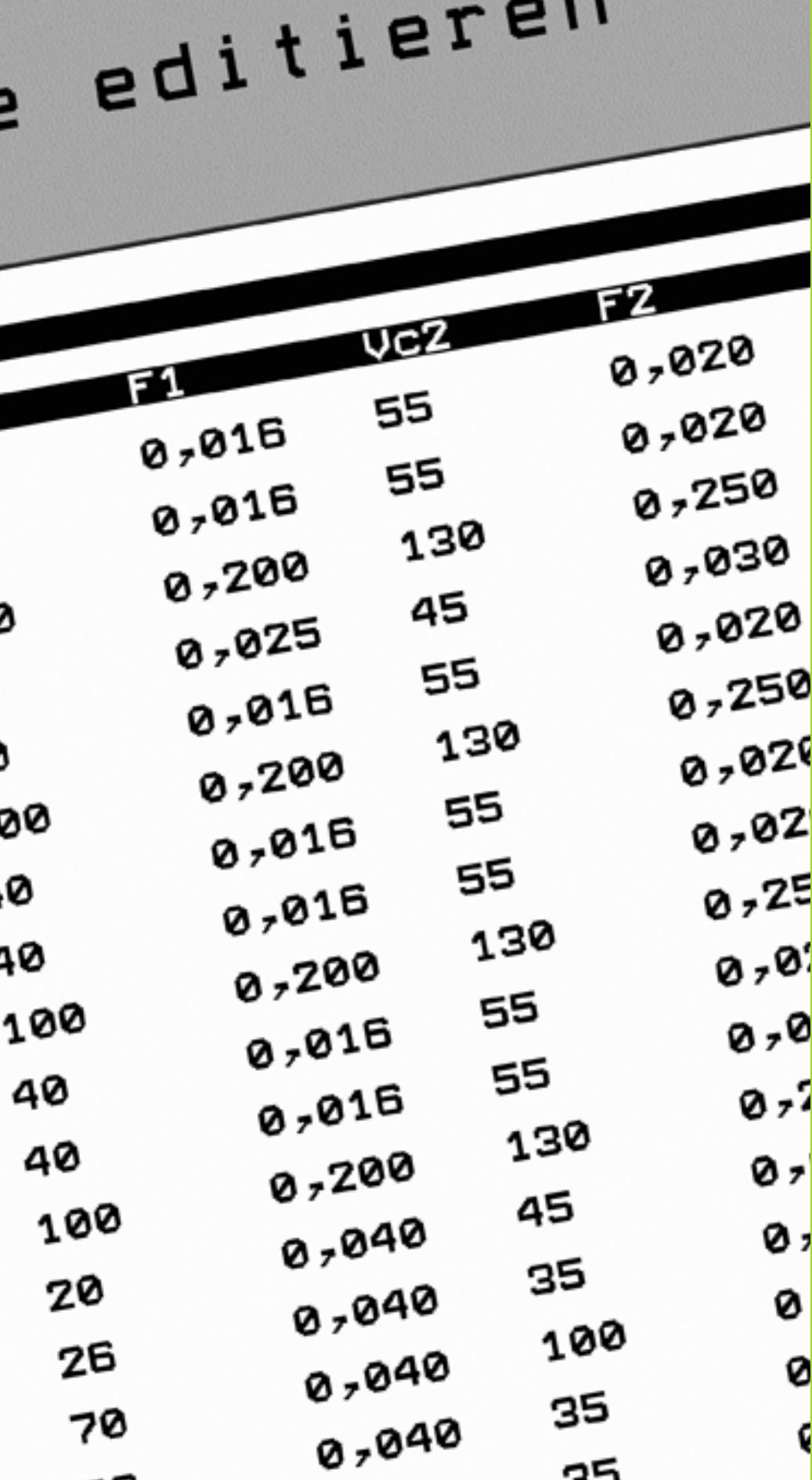
18
Tableaux et récapitulatifs
18.1 Paramètres utiliser généraux
Les paramètres utilisateur généraux sont des paramètres-machine qui influent sur le comportement de la TNC.
Ils permettent de configurer par exemple:
la langue de dialogue
le comportement de l'interface
les vitesses de déplacement
le déroulement d'opérations d'usinage
l'action des potentiemètres
Possibilities d'introduction des paramètres-machine
Les paramètres-machine peuvent être programmés, au besoin, sous forme de
nombres decimaux
Introduire directement la valeur numérique
nombres binaires
Avant la valeur numérique, introduire un pourcentage „%“
nombres hexadécimaux
Avant la valeur numérique, introduire le signe Dollar „$“
Example:
Au lieu du nombre décimal 27, vous pouvez également introduire le nombre binaire %11011 ou le nombre hexadécimal $1B.
Les différencs paramètres-machine peuvent être donnés simultanément dans les différencs systèmes numériques.
Certains paramètres-machine ont plusieurs fonctions. La valeur d'introduction de ces paramètres-machine résultat de la somme des différentes valeurs d'introduction marquées du signe+.
Sélectionner les paramètres utiliser généraux
Selectionnez les paramètres utilisateur généraux en introduisant le code 123 dans les fonctions MOD.

Les fonctions MOD disposent également de paramètres utilisateur spécifique de la machine.
Listedesparametresutilisateursgénéaux
| Transfert externe des données | |
| Adapter les interfaces TNC EXT1 (5020.0) etEXT2 (5020.1) à l'appareil externe | MP5020.x7 bits de données (code ASCII, 8ème bit = parité): Bit 0 = 08 bits de données (code ASCII, 9ème bit = parité): Bit 0 = 1 |
| Caractère de commande BCC au besoin: Bit 1 = 0Caractère de commande BCC non autorisé: Bit 1 = 1 | |
| Arrêt de transmission par RTS actif: Bit 2 = 1Arrêt de transmission par RTS inactif: Bit 2 = 0 | |
| Arrêt de transmission par DC3 actif: Bit 3 = 1Arrêt de transmission par DC3 inactif: Bit 3 = 0 | |
| Parité de caractère paire: Bit 4 = 0Parité de caractère impaire: Bit 4 = 1 | |
| Parité de caractère non souhaitée: Bit 5 = 0Parité de caractère souhaitée: Bit 5 = 1 | |
| Nombre de bits de stop envoyés à la fin d'un caractère:1 bit de stop: Bit 6 = 02 bits de stop: Bit 6 = 11 bit de stop: Bit 7 = 11 bit de stop: Bit 7 = 0Exemple:Aligner l'interface TNC EXT2 (MP5020.1) sur l'appareil externe avec laconfiguration suivante:8 bits de données, BCC au besoin, arrêt de transmission par DC3, parité de caractère paire, parité de caractère souhaitée, 2 bits de stopIntroduire dans MP 5020.1: %01101001 | |
| Définir le type d'interface pour EXT1(5030.0) et EXT2 (5030.1) | MP5030.xTransmission standard: 0Interface pour transmission bloc-à-bloc: 1 |
| Palpeurs 3D | |
| Sélectionner le type de transmission | MP6010 Palpeur avec transmission par cable: 0 Palpeur avec transmission infrarouge: 1 |
| Avance de palpage pour palpeur à commutation | MP6120 1 à 3 000 [mm/min.] |
| Course max. jusqu'àu point de palpage | MP6130 0,001 à 99 999,9999 [mm] |
| Distance d'approche jusqu'au point de palpage lors d'une mesure automatique | MP6140 0,001 à 99 999,9999 [mm] |
| Avance rapide de palpage pour palpeur à commutation | MP6150 1 à 300 000 [mm/min.] |
| Prépositionnement en avance rapide machine | MP6151 Prépositionnement à la vitesse définie dans MP6150: 0 Prépositionnement en avance rapide machine: 1 |
| Mesure du déport du palpeur lors de l'éthalonnage du palpeur à commutation | MP6160 Pas de rotation à 180° du palpeur 3D lors de l'éthalonnage: 0 Fonction M pour rotation à 180° du palpeur lors de l'éthalonnage: 1 à 999 |
| Fonction M pour orienter le palpeur infrarouge avant chaque opération de mesure | MP6161 Fonction inactive: 0 Orientation directe par la CN: -1 Fonction M pour l'orientation du palpeur: 1 à 999 |
| Angle d'orientation pour le palpeur infrarouge | MP6162 0 à 359.9999 [°] |
| Différence entre l'angle d'orientation actuel et l'angle d'orientation inscrit dans MP6162 à partir de laquelle doit être effectué une orientation broche | MP6163 0 à 3.0000 [°] |
| Mode Automatique: Orienter automatiquement le palpeur infrarouge avant le palpage dans le sens du palpageprogrammé | MP6165 Fonction inactive: 0 Orienter le palpeur infrarouge: 1 |
| Mode manuel: Corriger le sens de palpage en tenant compte d'une rotation de base active | MP6166 Fonction inactive: 0 Tenir compte de la rotation de base: 1 |
| Mesure multiple pour fonction de palpage calculable | MP6170 1 à 3 |
| Zone de sécurité pour mesure multiple | MP6171 0,001 à 0,999 [mm] |
| Cycle d'étalonnage automatique: Centre de la bague d'étalonnage dans l'axe X se référant au point zéro machine | MP6180.0 (zone déplacement 1) à MP6180.2 (zone déplacement 3) 0 à 99 999,9999 [mm] |
| Cycle d'étalonnage automatique: Centre de la bague d'étalonnage dans l'axe Y se référant au point zéro machine | MP6181.x (zone déplacement 1) à MP6181.2 (zone déplacement 3) 0 à 99 999,9999 [mm] |
| Cycle d'étalonnage automatique: Arête supérieure de la bague d'étalonnage dans l'axe Z se référant au point zéro machine | MP6182.x (zone déplacement 1) à MP6182.2 (zone déplacement 3) 0 à 99 999,9999 [mm] |
| Cycle d'étalonnage automatique: Distance en dessous de l'arête supérieure de la bague à laquelle la TNC exécute l'étalonnage | MP6185.x (zone déplacement 1) à MP6185.2 (zone déplacement 3) 0,1 à 99 999,9999 [mm] |
| Etailonnage rayon avec TT 130: sens du palpage | MP6505.0 (zone de déplacement 1) à 6505.2 (zone de déplacement 3) Sens de palpage positif dans l'axe de référence angulaire (axe 0°): 0 Sens de palpage positif dans l'axe +90°: 1 Sens de palpage négatif dans l'axe de référence angulaire (axe 0°): 2 Sens de palpage négatif dans l'axe +90°: 3 |
| Avance de palpage pour une 2ème mesure avec TT 130, forme de la tige, corrections dans TOOL.T | MP6507 Calcul de l'avance de palpage pour une 2ème mesure avec TT 130, avec tolérance constante: Bit 0 = 0 Calcul de l'avance de palpage pour une 2ème mesure avec TT 130, avec tolérance variable: Bit 0 = 1 Avance de palpage constante pour 2ème mesure avec TT 130: Bit 1 = 1 |
| Erreur de mesure max. admissible avec TT 130 lors d'une mesure avec outil en rotation nécessaire pour le calcul l'avance en liaison avec MP6570 | MP6510.0 0,001 à 0,999 [mm] (recommendation: 0,005 mm) MP6510.1 0,001 à 0,999 [mm] (recommendation: 0,01 mm) |
| Avance de palpage pour TT 130 avec outil en rotation | MP6520 1 à 3 000 [mm/min.] |
| Etalonnage rayon avec TT 130: Ecart entre l'arête inférieure de l'outil et l'arête supérieure de la tige | MP6530.0 (zone déplacement 1) à MP6530.2 (zone déplacement 3) 0,001 à 99,999 [mm] |
| Distance d'approche dans l'axe de broche, au-dessus de la tige du TT 130 lors du pré-positionnement | MP6540.0 0,001 à 30 000,000 [mm] |
| Zone de sécurité dans le plan d'usinage, autour de la tige du TT 130 lors du pré-positionnement | MP6540.1 0,001 à 30 000,000 [mm] |
| Avance rapide dans le cycle de palpage pour TT 130 | MP6550 10 à 10 000 [mm/min.] |
| Fonction M pour l'orientation de la broche lors de l'étaconnage dont par dessent | MP6560 0 à 999 -1: Fonction inactive |
| -1: Fonction inactive | |
| Mesure avec outil en rotation: vitesse de rotation adm. sur le pourtour de la fraise nécessaire pour calculer la vitesse de rotation et l'avance de palpage | MP6570 1,000 à 120,000 [m/min.] |
| Mesure avec outil en rotation: vitesse de rotation max. adm. | MP6572 0,000 à 1 000,000 [tours/min] Si vous introduizez 0, la vitesse de rotation est limitée à 1000 tours/min. |
| Coordonnées du centre de la tige du TT 120 se référant au point zéro machine | MP6580.0 (zone de déplacement 1) Axe X |
| MP6580.1 (zone de déplacement 1) Axe Y | |
| MP6580.2 (zone de déplacement 1) Axe Z | |
| MP6581.0 (zone de déplacement 2) Axe X | |
| MP6581.1 (zone de déplacement 2) Axe Y | |
| MP6581.2 (zone de déplacement 2) Axe Z | |
| MP6582.0 (zone de déplacement 3) Axe X | |
| MP6582.1 (zone de déplacement 3) Axe Y | |
| MP6582.2 (zone de déplacement 3) Axe Z | |
| Surveillance de la position des axes rotatifs et paraxiaux | MP6585 Fonction inactive: 0 Surveiller la position des axes; définition codée en bits pour chaque axe: 1 |
| Définir les axes rotatifs et paraxiaux à surveiller | MP6586.0 Ne pas surveiller la position de l'axe A: 0 Surveiller la position de l'axe A: 1 |
| MP6586.1 Ne pas surveiller la position de l'axe B: 0 Surveiller la position de l'axe B: 1 | |
| MP6586.2 Ne pas surveiller la position de l'axe C: 0 Surveiller la position de l'axe C: 1 | |
| MP6586.3 Ne pas surveiller la position de l'axe U: 0 Surveiller la position de l'axe U: 1 | |
| MP6586.4 Ne pas surveiller la position de l'axe V: 0 Surveiller la position de l'axe V: 1 | |
| MP6586.5 Ne pas surveiller la position de l'axe W: 0 Surveiller la position de l'axe W: 1 | |
| KinematicsOpt: Limité de tolérance pour message d'erreur en mode d'optimisation | MP6600 0.001 à 0.999 |
| KinematicsOpt: Ecart max. autorisé par rapport au rayon de la bille de calibrage introduit | MP66010,01 à 0.1 |
| KinematicsOpt : fonction M pour le positionnement des axes rotatifs | MP6602Fonction inactive: -1Exéçuter le positionnement des axes rotatifs via une fonction auxiliaire définie : 0 bis 9999 |
| Affichages TNC, éditeur TNC | |
| Cycles 17, 18 et 207: Orientation de la broche en début de cycle | MP7160Exéçuter l'orientation broche: 0Ne pas exéçuter d'orientation broche: 1 |
| Configuration du poste de programmation | MP7210TNC avec machine: 0TNC comme poste de programmation avec automate actif: 1TNC comme poste de programmation avec automate inactif: 2 |
| Verifier le dialogue Coupure d'alimentation à la mise sous tension | MP7212Verifier avec la touche: 0Verifier automatiquement: 1 |
| Programmation en DIN/ISO: Définir le pas de numérorotation des séquences | MP72200 à 150 |
| Bloquer la sélection de types de fichiers | MP7224.0Tous types de fichiers sélectionnables par softkey: %0000000Bloquer la sélection de programmes HEIDENHAIN (softkey AFFICHE .H): Bit 0 = 1Bloquer la sélection de programmes DIN/ISO (softkey AFFICHE .I): Bit 1 = 1Bloquer la sélection de tableaux d'outils (softkey AFFICHE .T): Bit 2 = 1Bloquer la sélection de tableaux de points zéro (softkey AFFICHE .D): Bit 3 = 1Bloquer la sélection de tableaux de palettes (softkey AFFICHE .P): Bit 4 = 1Bloquer la sélection de fichiers-texte (softkey AFFICHE .A): Bit 5 = 1Bloquer la sélection de tableaux de points (softkey AFFICHE .PNT): Bit 6 = 1 |
| Bloquer l'édition de types de fichiersRemarque:Lorsque vous bloquez un type de fichier, la TNC efface tous les fichiers de ce type. | MP7224.1Ne pas bloquer l'éditeur: %0000000Bloquer l'éditeur pourProgrammes HEIDENHAIN: Bit 0 = 1Programmes DIN/ISO: Bit 1 = 1Tableaux d'outils: Bit 2 = 1Tableaux de points zéro: Bit 3 = 1Tableaux de palettes: Bit 4 = 1Fichiers-texte: Bit 5 = 1Tableaux de points: Bit 6 = 1 |
| Affichages TNC, éditeur TNC | |
| Verrouiller la softkey avec les tableaux | MP7224.2 Ne pas verrouiller la softkey ÉDITER OFF/ON: %0000000 Verrouiller la softkey ÉDITER OFF/ON pour ■ Inopérant: Bit 0 = 1 ■ Inopérant: Bit 1 = 1 ■ Tableaux d'outils: Bit 2 = 1 ■ Tableaux de points zéro: Bit 3 = 1 ■ Tableaux delettes: Bit 4 = 1 ■ Inopérant: Bit 5 = 1 ■ Tableaux de points: Bit 6 = 1 |
| Configurer les tableaux de palettes | MP7226.0 Tableau delettes inactif: 0 Nombre delettes par tableau delettes: 1 à 255 |
| Configurer les fichiers de points zéro | MP7226.1 Tableau de points zéro inactif: 0 Nombre de points zéro par tableau de points zéro: 1 à 255 |
| Longueur max. du programme pour vérif. des numérios LBL | MP7229.0 Séquences 100 à 9 999 |
| Longueur max. du programme pour vérif. des séquences FK | MP7229.1 Séquences 100 à 9 999 |
| Définir la langue du dialogue | MP7230.0 à MP7230.3 Anglais: 0 Allemand: 1 Tchèque: 2 Français: 3 Italien: 4 Espagnol: 5 Portugais: 6 Suédois: 7 Danois: 8 Finnois: 9 Néerlandais: 10 Polonais: 11 Hongrois: 12 réservé: 13 Russe (caracteres cyrilliques): 14 (possible seulement avec MC 422 B) Chinois (simplifié): 15 (possible seulement avec MC 422 B) Chinois (traditional): 16 (possibleONLY avec MC 422 B) Slovène: 17 (possibleONLY avec MC 422 B, option de logiciel) Norvégien: 18 (possibleONLY avec MC 422 B, option de logiciel) Slovaque: 19 (possible ONLY avec MC 422 B, option de logiciel) Letton: 20 (possible ONLY avec MC 422 B, option de logiciel) Coréeen: 21 (possible ONLY avec MC 422 B, option de logiciel) Estonien: 22 (possible ONLY avec MC 422 B, option de logiciel) Turc: 23 (possible ONLY avec MC 422 B, option de logiciel) Roumain: 24 (possible ONLY avec MC 422 B, option de logiciel) Lituanien: 25 (possible ONLY avec MC 422 B, option de logiciel) |
| Configurer le tableau d'outils | MP7260Inactif: 0Nombre d'outils que la TNC propose à l'ouverture d'un nouveau tableau.1 à 254Si vous avez besoin de plus de 254 outils, vous pouvez étendre le tableau d'outils avec la fonctionAJOUTER N LIGNES A LA FIN, voir „Données d'outils", page 164 |
| Configurer le tableau d'emplacements d'outils | MP7261.0 (magasin 1)MP7261.1 (magasin 2)MP7261.2 (magasin 3)MP7261.3 (magasin 4)MP7261.4 (magasin 5)MP7261.5 (magasin 6)MP7261.6 (magasin 7)MP7261.7 (magasin 8)Inactif: 0Sélection des emplacements dans le magasin d'outils: 1 à 9999Si vous inscrivez la valeur 0 dans MP7261.1 à MP7261.7, la TNC n'utilisera qu'un seul magasin d'outils. |
| Indexation des nombres d'outils pour attribuer plusieurs valeurs de correction à un même numéro d'outil | MP7262Pas d'indexation: 0Nombre d'indices autorisés: 1 à 9 |
| Configuration du tableau d'outils et du tableau d'emplacements | MP7263Paramétrage du tableau d'outils et du tableau d'emplacements: %0000■ Afficher la softkey TABLEAU EMPLACEMENTS dans le tableau d'outils: Bit 0 = 0■ Ne pas afficher la softkey TABLEAU EMPLACEMENTS dans le tableau d'outils: Bit 0 = 1■ Transmission externe des données: Ne transmettre que les colonnes affichées: Bit 1 = 0■ Transmission externe des données: Transmettre toutes les colonnes: Bit 1 = 1■ Afficher la softkey EDITER ON/OFF dans le tableau d'emplacements: Bit 2 = 0■ Ne pas afficher la softkey EDITER ON/OFF dans le tableau d'emplacements: Bit 2 = 1■ Softkey RESET COLONNE T et RESET TABLEAU EMPLACMT active: Bit 3 = 0■ Softkey RESET COLONNE T et RESET TABLEAU EMPLACMT inactive: Bit 3 = 1■ Ne pas autoriser l'effacement des outils qui ne se trouvent pas dans le tableau d'emplacements : Bit 4 = 0■ Autoriser l'effacement des outils qui se trouvent dans le tableau d'emplacements, l'utilisateur doit confirmer l'effacement : Bit 4 = 1■ Effacer avec confirmation des outils qui se trouvent dans le tableau d'emplacements : Bit 5 = 0■ Effacer sans confirmation des outils qui se trouvent dans le tableau d'emplacements : Bit 5 = 0Bit 5 = 1■ Effacer sans confirmation les outils indexés : Bit 6 = 0■ Effacer avec confirmation les outils indexés : Bit 6 = 1 |
Affichages TNC, éditeur TNC
Configurer le tableau d'outils (ne pas exécuter : 0) ; numéro de colonne dans le tableau d'outils pour
MP7266.0
Nom de l'outil - NAME: 0 à 42; largeur colonne: 16 caractères
MP7266.1
Longueur d'outil - L: 0 à 42; largeur colonne: 11 caractères
MP7266.2
Rayon d'outil - R: 0 à 42; largeur colonne: 11 caractères
MP7266.3
Rayon d'outil 2 - R2: 0 à 42; largeur colonne: 11 caractères
MP7266.4
Surépaissur longueur - DL: 0 à 42; largeur colonne: 8 caractères
MP7266.5
Surépaissur rayon - DR: 0 à 42; largeur colonne: 8 caractères
MP7266.6
Surépaisseur rayon 2 - DR2: 0 à 42; largeur colonne: 8 caractères
MP7266.7
Outil bloque-TL:0a42;largeur colonne:2caractères
MP7266.8
Outil jumeau - RT: 0 à 42; largeur colonne: 3 caractères
MP7266.9
Durée d'utilisation max. - TIME1: 0 à 42; largeur colonne: 5 caractères
MP7266.10
Durée d'utilisation max. avec TOOL CALL - TIME2: 0 à 42; largeur colonne: 5 caractères
MP7266.11
Durée d'utilisation actuelle - CUR. TIME: 0 à 42; largeur colonne: 8 caractères
MP7266.12
Commentaire sur l'outil - DOC: 0 à 42; largeur colonne: 16 caractères
MP7266.13
Nombre de dents - CUT.: 0 à 42; largeur colonne: 4 caractères
MP7266.14
Tolerance de détction d'usure pour longueur d'outil - LTOL: 0 à 42; largeur de colonne: 6 caractères
MP7266.15
Tolerance de détction d'usure pour longueur d'util - RTOL: 0 à 42; largeur colonne: 6 caractères
MP7266.16
Direction de la dent - DIRECT.: 0 à 42; largeur colonne: 7 caractères
MP7266.17
Etat automate - PLC: 0 à 42; largeur colonne: 9 caractères
MP7266.18
Décalage complémentaire de l'outil dans l'axe d'outil pour MP6530 - TT:L-OFFS: 0 à 42; largeur colonne: 11 caractères
MP7266.19
Décalage de l'outil entre le centre de la tige de palpage et le centre de l'outil - TT:R-OFFS: 0 à 42; largeur colonne: 11 caractères
Affichages TNC, éditeur TNC
Configurer le tableau d'outils (ne pas exécuter : 0) ; numéro de colonne dans le tableau d'outils pour
MP7266.20
Tolerance de détction de rupture pour longueur d'outil - LBREAK.: 0 à 42; largeur colonne: 6 caractères
MP7266.21
Tolerance de détction de rupture pour longueur d'outil - RBREAK: 0 à 42; largeur colonne: 6 caractères
MP7266.22
Longueur de la dent (cycle 22) - LCUTS: 0 à 42; largeur colonne: 11 caractères
MP7266.23
Angle de plongée max. (cycle 22) - ANGLE.: 0 à 42; largeur colonne: 7 caractères
MP7266.24
Type d'outil -TYP: 0 à 42; largeur colonne: 5 caractères
MP7266.25
Matière de l'outil - TMAT: 0 à 42; largeur colonne: 16 caractères
MP7266.26
Tableau de données de coupe - CDT: 0 à 42; largeur colonne: 16 caractères
MP7266.27
Valeur automate - PLC-VAL: 0 à 42; largeur colonne: 11 caractères
MP7266.28
Désaxage palpeur axe principal - CAL-OFF1: 0 à 42; largeur colonne: 11 caractères
MP7266.29
Désaxage palpeur axe auxiliaire - CALL-OFF2: 0 à 42; largeur colonne: 11 caractères
MP7266.30
Angle de broche lors de l'étalonnage - CALL-ANG: 0 à 42; largeur colonne: 11 caractères
MP7266.31
Type d'outil pour l'emplacement d'outil - PTYP: 0 à 42; largeur colonne: 2 caractères
MP7266.32
Limitation vitesse de broche - NMAX: 0 à 42; largeur colonne: 6 caractères
MP7266.33
Dégagement en cas d'arrêt CN - LIFTOFF: 0 à 42; largeur colonne: 1 caractère
MP7266.34
Fonction machine - P1: 0 à 42; largeur colonne: 10 caractères
MP7266.35
Fonction machine - P2: 0 à 42; largeur colonne: 10 caractères
MP7266.36
Fonction machine - P3: 0 à 42; largeur colonne: 10 caractères
MP7266.37
Description kinématique propre aux outils - KINEMATIC: 0 à 42; largeur colonne: 16 caractères
MP7266.38
Angle de pointe TAngles: 0 à 42; largeur colonne: 9 caractères
MP7266.39
Pas de vis PITCH: 0 à 42; largeur colonne: 10 caractères
MP7266.40
Asservissement adaptatif de l'avance AFC: 0 à 42; largeur colonne: 10 caractères
MP7266.41
Tolérance de détention d'usure rayon d'util 2 - R2TOL: 0 à 42; largeur colonne: 6 caractères
MP7266.42
Nom du tableau des valeurs de correction pour la correction de rayon 3D dépendant de l'angle d'attaque
MP7266.43
Date/heure du dernier appel d'outil
| Affichages TNC, éditeur TNC | |
| Configurer le tableau d'emplacements d'outils (ne pas exécuter: 0); numéro de colonne dans le tableau d'emplacements pour | MP7267.0 Numéro de l'outil - T: 0 à 20 MP7267.1 Outil spécial - ST: 0 à 20 MP7267.2 Emplacement fixe - F: 0 à 20 MP7267.3 Emplacement bloqué - L: 0 à 20 MP7267.4 Etat de l'automate - PLC: 0 à 20 MP7267.5 Nom de l'outil dans le tableau d'outils - TNAME: 0 à 20 MP7267.6 Commentaire à partir du tableau d'outils - DOC: 0 à 20 MP7267.7 Type d'outil - PTYP: 0 à 20 MP7267.8 Valeur pour automate - P1: 0 à 20 MP7267.9 Valeur pour automate - P2: 0 à 20 MP7267.10 Valeur pour automate - P3: 0 à 20 MP7267.11 Valeur pour automate - P4: 0 à 20 MP7267.12 Valeur pour automate - P5: 0 à 20 MP7267.13 Emplacement réservé - RSV: 0 à 20 MP7267.14 Bloquer emplacement supérieur - LOCKED_ABOVE: 0 à 20 MP7267.15 Bloquer emplacement inférieur - LOCKED_BELOW: 0 à 20 MP7267.16 Bloquer emplacement gauche - LOCKED_LEFT: 0 à 20 MP7267.17 Bloquer emplacement droit - LOCKED_RIGHT: 0 à 20 MP7267.18 Valeur S1 pour PLC - P6: 0 à 20 MP7267.19 Valeur S2 pour PLC - P7: 0 à 20 |
| Mode de fonctionnement Manuel: Affichage de l'avance | MP7270 N'afficher l'avance F que si une touche de sens d'axe est actionnée: 0 Afficher l'avance F même si aucune touche de sens d'axe n'est actionnée (avance définie par softkey F ou avance de l'axe le plus „lent"): 1 |
| Définir le caractère décimal | MP7280 Virgule comme caractère décimal: 0 Point comme caractère décimal: 1 |
| Affichage de positions dans l'axe d'outil | MP7285 L'affichage se refère au point d'origine de l'outil: 0 L'affichage dans l'axe d'outil se refère à la face frontale de l'outil: 1 |
| Résolution d'affichage pour la position de la broche | MP72890.1 °: 00,05 °: 10,01 °: 20,005 °: 30,001 °: 40,005 °: 50,0001 °: 6 |
| Résolution d'affichage | MP7290.0 (axe X) à MP7290.13 (14ème axe)0,1 mm: 00,05 mm: 10,01 mm: 20,005 mm: 30,001 mm: 40,005 mm: 50,0001 mm: 6 |
| Bloquer l'initialisation du point d'origine dans le tableau Preset | MP7294Ne pas bloquer l'initialisation du point d'origine: %00000000000000Bloquer l'initialisation du point d'origine dans l'axe X: Bit 0 = 1Bloquer l'initialisation du point d'origine dans l'axe Y Bit 1 = 1Bloquer l'initialisation du point d'origine dans l'axe Z: Bit 2 = 1Bloquer l'initialisation du point d'origine dans le 4ème Bloquer axe : Bit 3 = 1Bloquer l'initialisation du point d'origine dans le 5ème axe: Bit 4 = 1Bloquer l'initialisation du point d'origine dans le 6ème axe: Bit 5 = 1Bloquer l'initialisation du point d'origine dans le 7ème axe: Bit 6 = 1Bloquer l'initialisation du point d'origine dans le 8ème axe: Bit 7 = 1Bloquer l'initialisation du point d'origine dans le 9ème axe: Bit 8 = 1Bloquer l'initialisation du point d'origine dans le 10ème axe: Bit 9 = 1Bloquer l'initialisation du point d'origine dans le 11ème axe: Bit 10 = 1Bloquer l'initialisation du point d'origine dans le 12ème axe: Bit 11 = 1Bloquer l'initialisation du point d'origine dans le 13ème axe: Bit 12 = 1Bloquer l'initialisation du point d'origine dans le 14ème axe: Bit 13 = 1 |
| Bloquer l'initialisation du point d'origine | MP7295Ne pas bloquer l'initialisation du point d'origine: %00000000000000Bloquer l'initialisation du point d'origine dans l'axe X: Bit 0 = 1Bloquer l'initialisation du point d'origine dans l'axe Y Bit 1 = 1Bloquer l'initialisation du point d'origine dans l'axe Z: Bit 2 =1Bloquer l'initialisation du point d'origine dans le 4ème Bloquer axe : Bit 3 = 1Bloquer l'initialisation du point d'origine dans le 5ème axe: Bit 4 = 1Bloquer l'initialisation du point d'origine dans le 6ème axe: Bit 5 = 1Bloquer l'initialisation du point d'origine dans le 7èmeaxe: Bit 6 = 1Bloquer l'initialisation du point d'origine dans le 8ème axe: Bit 7 = 1Bloquer l'initialisation du point d'origine dans le 9ème axe: Bit 8 = 1Bloquer l'initialisation du point d'origine dans le 10ème axe: Bit 9 = 1Bloquer l'initialisation du point d'origine dans the 11ème axe: Bit 10 = 1Bloquer l'initialisation du point d'origine dans the 12ème axe: Bit 11 = 1Bloquer l'initialisation du point d'origine dans the 13ème axe: Bit 12 = 1Bloquer l'initialisation du point d'origine dans the 14ème axe: Bit 13 = 1 |
| Bloquer l'initialisation du point d'origine avec les touchesd'axe orange | MP7296Ne pas bloquer l'initialisation du point d'origine: 0Bloquer l'initialisation du point d'origine avec touches d'axe oranges: 1 |
Affichages TNC, éditeur TNC
| Annuler l'affichage d'état, les paramètres Q, les données d'outils et la durée d'usinage | MP7300 Tout annuler lorsque le programme est sélectionné: 0 Tout annuler lorsque le programme est sélectionné et avec M2, M30, END PGM: 1 N'annuler que l'affichage d'état, la durée d'usinage et les données d'outils lorsque le programme est sélectionné: 2 N'annuler que l'affichage d'état, la durée d'usinage et les données d'outils lorsque le programme est sélectionné et avec M2, M30, END PGM: 3 Annuler l'affichage d'état, la durée d'usinage et les paramètres Q lorsque le programme est sélectionné: 4 Annuler l'affichage d'état, la durée d'usinage et les paramètres Q lorsque le programme est sélectionné et avec M2, M30, END PGM: 5 Annuler l'affichage d'état et la durée d'usinage lorsque le programme est sélectionné: 6 Annuler l'affichage d'état et la durée d'usinage lorsque le programme est sélectionné et avec M2, M30, END PGM: 7 |
| Définition de la représentation graphique | MP7310 Représentation graphique en trois plans selon DIN 6, chap. 1, méthode de projection 1: Bit 0 = 0 Représentation graphique en trois plans selon DIN 6, chap. 1, méthode de projection 2: Bit 0 = 1 Afficher nouvelle BLK FORM dans le cycle 7 POINT ZERO par rapport à l'ancien point zéro: Bit 2 = 0 Afficher nouvelle BLK FORM dans le cycle 7 POINT ZERO par rapport au nouveau point zéro: Bit 2 = 1 Ne pas afficher la position du curseur dans la représentation en 3 plans: Bit 4 = 0 Afficher la position du curseur dans la représentation en 3 plans: Bit 4 = 1 Fonctions logiciel actives pour le nouveau graphisme 3D: Bit 5 = 0 Fonctions logiciel inactives pour le nouveau graphisme 3D: Bit 5 = 1 |
| Limitation de la longueur de coupe d'un outil pour la simulation. N'a d'effectue si LCUTS n'est pas défiénti | MP7312 0 à 99 999,9999 [mm] Facteur par lequel sera multiplié le diamètre de l'outil pour augmenter la vitesse de simulation. Si l'on introduit la valeur 0, la TNC prend en compte une longueur de coupe infinie ce qui a pour effet d'augmenter considérablement la durée de simulation. |
| Simulation graphique sans axe de brocheprogrammé: rayon d'util | MP7315 0 à 99 999,9999 [mm] |
| Simulation graphique sans axe de brocheprogrammé: profondeur de pénetration | MP7316 0 à 99 999,9999 [mm] |
| Simulation graphique sans axe de brocheprogrammé: fonction M pour Start | MP7317.0 0 à 88 (0: fonction inactive) |
| Affichages TNC, éditeur TNC | |
| Simulation graphique sans axe de brocheprogrammé: Fonction M pour fin | MP7317.10 à 88 (0: fonction inactive) |
| Réglage de l'économiseur d'écran | MP7392.00 à 99 [min.]Durée en minutes à l'issue de laquelle s'active l'économiseur d'écran (0: fonction inactive)MP7392.1Pas d'économiseur d'écran actif: 0Economiseur d'écran standard du serveur X: 1Motif filaire 3D: 2 |
| Usinage et déroulement du programme | |
| Effet du cycle 11 FACTEUR ECHELLE | MP7410 FACTEUR ECHELLE agit sur 3 axes: 0 FACTEUR ECHELLE n'agit que dans le plan d'usinage: 1 |
| Gestion des données d'outils/d'étalonnage | MP7411 La TNC enregistre en interne les données d'étalonnage pour le palpeur 3D: +0 La TNC utilise comme données d'étalonnage pour le palpeur 3D les valeurs de correction du palpeur issues du tableau d'outils: +1 |
| Cycles SL | MP7420 Règles concernant les cycles 21, 22, 23, 24: Fraisage d'un canal le long du contour, sens horsaire pour filots, sens anti-horaire pour poches: Bit 0 = 0 Fraisage d'un canal le long du contour, sens horsaire pour poches, sens anti-horaire pour filots: Bit 0 = 1 Fraisage d'un canal de contour avant évidement: Bit 1 = 0 Fraisage d'un canal de contour après évidement: Bit 1 = 1 Combinaison de contours corrigés: Bit 2 = 0 Combinaison de contours non corrigés: Bit 2 = 1 Evidement jusqu'àu fond de la poche: Bit 3 = 0 Fraisage et évidement complét de la poche avant chaque passée suivante: Bit 3 = 1 Règles en vigueur pour les cycles 6, 15, 16, 21, 22, 23, 24: Déplacer l'outil en fin de cycle à laforthème position programmée avant l'appe du cycle: Bit 4 = 0 Dégager l'outil en fin de cycle seulement dans l'axe de broche: Bit 4 = 1 |
| Cycle 4 FRAISAGE DE POCHE, cycle 5 POCHE CIRCULAIRE: Facteur de recouvrement | MP7430 0,1 à 1,414 |
| Ecart admissible pour rayon du cercle, au point final du cercle par rapport au point initial du cercle | MP7431 0,0001 à 0,016 [mm] |
| Tolérance commutateurs de fin de course pour M140 et M150 | MP7432 Fonction inactive: 0 Tolérance permettant encore avec M140/M150 de passer sur le commutateur de fin de course de logiciel: 0.0001 0 1.0000 |
| Comportement de certaines fonctions auxiliaires M | MP7440Arrêt de l'exécution du programme avec M6: Bit 0 = 0Pas d'arrêt de l'exécution du programme avec M6: Bit 0 = 1Pas d'appeal de cycle avec M89: Bit 1 = 0 |
| Remarque :Les facteurs k_y sont définis par le constructeur de la machine. Consultez le manuel de votre machine. | Appel de cycle avec M89: Bit 1 = 1Arrêt de l'exécution du programme avec fonctions M: Bit 2 = 0Pas d'arrêt de l'exécution du programme avec fonctions M: Bit 2 = 1Facteurs k_y non commutables par M105 et M106: Bit 3 = 0Facteurs k_y commutables par M105 et M106: Bit 3 = 1Avance dans l'axe d'outil avec M103 F..Réduction inactive: Bit 4 = 0Avance dans l'axe d'outil avec M103 F..Réduction inactive: Bit 4 = 1réservé: Bit 5Arrêt précis inactif lors de positionnements avec axes rotatifs: Bit 6 = 0Arrêt précis actif lors de positionnements avec axes rotatifs: Bit 6 = 1 |
| Message d'erreur lors d'un appel de cycle | MP7441Afficher un message d'erreur si M3/M4 n'est pas active: Bit 0 = 0Ne pas afficher un message d'erreur si M3/M4 n'est pas active: Bit 0 = 1réservé: Bit 1Ne pas afficher de message d'erreur si une profondeur positive a été programmée: Bit 2 = 0Afficher de message d'erreur si une profondeur positive a été programmée: Bit 2 = 1 |
| Fonction M pour l'orientation broche dans les cycles d'usinage | MP7442Fonction inactive: 0Orientation directe par la CN: -1Fonction M pour l'orientation broche: 1 à 999 |
| Vitesse de contourage max. avec potentiamètre d'avance 100% en modes d'exécution du programme | MP74700 à 99 999 [mm/min.] |
| Avance pour déplacements de compensation d'axes rotatifs | MP74710 à 99 999 [mm/min.] |
| Paramètres-machine de compatibilité pour tableaux de points zéro | MP7475Décalages de points zéro se référent au point zéro piece: 0En introduisant 1 sur les ancériennes TNC et dans le logiciel 340 420-xx, les décalages de points zéro se référaient au point zéro machine. Cette fonction n'est plus disponible. Utiliser désormais le tableau Preset au lieu des tableaux de points zéro avec coordonnées REF (voir „Gestion des points d'origine avec le tableau Preset" à la page 543) |
| Durée à prendre également en compte pour la durée d'utilisation | MP74850 à 100 [%] |
18.2 Repérage des broches et cables pour les interfaces de données
Interface V.24/RS-232-C, appeareils HEIDENHAIN

L'interface est conforme à la norme EN 50 178 „Isolation électrique du réseau".
Remarquez que les broches 6 et 8 du cable de liaison 274 545 sont pontés.
Avecutilisationdublocadaptateur25broches:
| TNCmôle | Repérage | VB 365 725-xxfemelle | couleur | femlle | Bloc adaptateur310 085-01môle | femelle | VB 274 545-xxmôle | couleur | femelle |
| 1 | ne pas racc. | 1 | 1 | 1 | 1 | 1 | blanc/brun | 1 | |
| 2 | RXD | 2 | jaune | 3 | 3 | 3 | 3 | jaune | 2 |
| 3 | TXD | 3 | vert | 2 | 2 | 2 | 2 | vert | 3 |
| 4 | DTR | 4 | brun | 20 | 20 | 20 | 20 | brun | 8 |
| 5 | signal GND | 5 | rouge | 7 | 7 | 7 | 7 | rouge | 7 |
| 6 | DSR | 6 | bleu | 6 | 6 | 6 | 6 | 6 | |
| 7 | RTS | 7 | gris | 4 | 4 | 4 | 4 | gris | 5 |
| 8 | CTS | 8 | rose | 5 | 5 | 5 | 5 | rose | 4 |
| 9 | ne pas racc. | 9 | 8 | violet | 20 | ||||
| boîtier | blindage ext. | boîtier | blindage ext. | boîtier | boîtier | boîtier | boîtier | blindage ext. | boîtier |
Avecutilisationdublocadaptateur9broches:
| TNCmôle | Repérage | VB 355 484-xxfemelle | couleur | mâle | Bloc adaptateur363 987-02femelle | mâle | VB 366 964-xxfemelle | couleur | femelle |
| 1 | ne pas racc. | 1 | rouge | 1 | 1 | 1 | 1 | rouge | 1 |
| 2 | RXD | 2 | jaune | 2 | 2 | 2 | 2 | jaune | 3 |
| 3 | TXD | 3 | blanc | 3 | 3 | 3 | 3 | blanc | 2 |
| 4 | DTR | 4 | brun | 4 | 4 | 4 | 4 | brun | 6 |
| 5 | signal GND | 5 | noir | 5 | 5 | 5 | 5 | noir | 5 |
| 6 | DSR | 6 | violet | 6 | 6 | 6 | 6 | violet | 4 |
| 7 | RTS | 7 | gris | 7 | 7 | 7 | 7 | gris | 8 |
| 8 | CTS | 8 | blanc/vert | 8 | 8 | 8 | 8 | blanc/vert | 7 |
| 9 | ne pas racc. | 9 | vert | 9 | 9 | 9 | 9 | vert | 9 |
| boîtier | blindage ext. | boîtier | blindage ext. | boîtier | boîtier | boîtier | boîtier | blindage ext. | boîtier |
Appareils autres que HEIDENHAIN
Le repérage des broches d'un apparéil d'une marque étrangère peut varier de cette d'un apparéil HEIDENHAIN.
Elle dépend de l'appareil et du type de transmission. Utilisez le repréage des broches du bloc adaptateur du tableau ci-dessous.
| Bloc adapt. 363 987-02 | VB 366 964-xx | |||
| femelle | mâle | femelle | couleur | femelle |
| 1 | 1 | 1 | rouge | 1 |
| 2 | 2 | 2 | jaune | 3 |
| 3 | 3 | 3 | blanc | 2 |
| 4 | 4 | 4 | brun | 6 |
| 5 | 5 | 5 | noir | 5 |
| 6 | 6 | 6 | violet | 4 |
| 7 | 7 | 7 | gris | 8 |
| 8 | 8 | 8 | blanc / vert | 7 |
| 9 | 9 | 9 | vert | 9 |
| boîtier | boîtier | boîtier | blindage extérieur | boîtier |
Interface V.11/RS-422
A l'interface V.11 ne sont raccordés que des apparciels de marque étrangère.

L'interface est conforme à la norme EN 50 178 „Isolation électrique du réseau".
Les repérages des broches de l'unité logique de la TNC (X28) et du bloc adaptateur sontidentiques.
| TNC | VB 355 484-xx | Bloc adaptateur 363 987-01 | ||||
| femme | Repérage | mâle | couleur | femme | mâle | femme |
| 1 | RTS | 1 | rouge | 1 | 1 | 1 |
| 2 | DTR | 2 | jaune | 2 | 2 | 2 |
| 3 | RXD | 3 | blanc | 3 | 3 | 3 |
| 4 | TXD | 4 | brun | 4 | 4 | 4 |
| 5 | signal GND | 5 | noir | 5 | 5 | 5 |
| 6 | CTS | 6 | violet | 6 | 6 | 6 |
| 7 | DSR | 7 | gris | 7 | 7 | 7 |
| 8 | RXD | 8 | blanc / vert | 8 | 8 | 8 |
| 9 | TXD | 9 | vert | 9 | 9 | 9 |
| boîtier | Blindage extérieur | boîtier | blindage extérieur | boîtier | boîtier | boîtier |
Prise femelle RJ45 pour Interface Ethernet
Longueur de cable max.:
non blinde: 100 m
blindé:400m
| broche | Signal | Description |
| 1 | TX+ | Transmit Data |
| 2 | TX- | Transmit Data |
| 3 | REC+ | Receive Data |
| 4 | libre | |
| 5 | libre | |
| 6 | REC- | Receive Data |
| 7 | libre | |
| 8 | libre |
18.3 Informations techniques
Signification des symboles
Standard
Option d'axe
Option de logiciel 1
Option de logiciel 2
| Fonctions utilisateur | |
| Description simplifiée | Version de base : 3 axes plus brocheQuatrième axe CN plus axe auxiliaireou8 autres axes ou 7 autres axes plus 2ème brocheAsservissement digital de courant et de vitesse |
| Introduction des programmes | En dialogue Texte clair HEIDENHAIN, avec smarT.NC ou selon DIN/ISO |
| Données de positions | Positions nominales pour droites et cercles en coordonnées cartésiennes ou polairesCotation en absolu ou en incrémentalAffichage et introduction en mm ou en poucesAffichage de la course de la manivelle lors de l'usinage avec superposition de la manivelle |
| Corrections d'utilis | Rayon d'outil dans le plan d'usinage et longueur d'outilCalcul anticipé du contour (jusqu'à 99 séquences) avec correction de rayon (M120)Correction d'outil tridimensionnelle pour modification après-coup des données d'outils sans avoir à recalculator le programme |
| Tableaux d'utilis | Plusieurs tableaux d'outils compteant chacun jusqu'à 3000 outils |
| Tableaux de données technologiques | Tableaux de données technologiques pour calcul automatique de la vitesse de rotationbroche et de l'avance à partir des données spécifique de l'outil (vitesse de coupe, avance par dent) |
| Vitesse de coupe constante | se référant à la trajectorytre au centre de l'outilse référant à la dent de l'outil |
| Fonctionnement parallele | Crédation d'un programme avec aide graphique pendant l'exécution d'un autre programme |
| Usinage 3D (option delogiciel 2) | Guidage du mouvement pratiquement sans à-coupsCorrection d'outil 3D par vecteur normal de surfaceModification de la position de la tête pivotante avec la manivelle électroniquependantle déroulement du programme; la position de la pointe de l'outil resteinchangée (TCPM= Tool Center Point Management)Maintien de l'outil perpendicular au contourCorrection du rayon d'outil perpendicular au sens du déplacement et de l'outilInterpolation spline |
| Usinage avec plateau circulaire(options de logiciel 1) | Programmation de contours sur le développement d'un cylindredAvance en mm/min. |
| Éléments du contour | Droite Chanfrein Trajectoire circulaire Centre de cercle Rayon du cercle Trajectoire circulaire avec raccordement tangentiel Arrondi d'angle |
| Approche et sortie du contour | sur une droite : tangentielle ou perpendiculare sur un cercle |
| Programmation flexible des contours FK | Programmation flexible de contours FK en dialogue Texte clair HEIDENHAIN avec aide graphique pour pieces dont la cotation n'est pas conforme à la programmation des CN |
| Sauts dans le programme | Sous-programmes Répétition de parties de programme Programme qualconque comme sous-programme |
| Cycles d'usinage | Cycles de perçage pour perçage, perçage profund, alésage à l'alésoir, à l'outil, lamage, taraudage avec ou sans mandrin de compensation Cycles de fraisage de filets interieurs ou extérieurs Ebauche et finition de poche rectangulaire et circulaire Cycles d'usinage ligne à ligne de surfaces planes ou gauches Cycles de fraisage de rainures droites ou circulaires Motifs de points sur un cercle ou sur une grille Contour de poche - y compris parallète au contour Tracé de contour En outre, des cycles constructeurs - spécialement développés par le constructeur de la machine - peuvent être intégrés |
| Conversion de coordonnées | Décalage du point zéro, rotation, image miroir Facteur échelle (spécifique par axe) Inclinaison du plan d'usinage (option de logiciel 1) |
| Paramètres Q Programmation à l'aide de variables | Fonctions arithmetiques =, +, -, *, /, sin α, cos α Opérations logiques (=, /=, <, >) Calcul entre parenthèses tan α, arc sinus, arc cosinus, arc tangente, a^n, e^n, ln, log, valeur absolue, constante π, inversion de signe, valeur entière, valeur décimale. Fonctions de calcul d'un cercle Paramètres string |
| Outils de programmation | Calculatrice Fonction d'aide contextuelle lors des messages d'erreur Système d'aide contextuelle TNCguide (fonction FCL 3) Aide graphique lors de la programmation des cycles Séquences de commentaires dans le programme CN |
| Teach In | ■ Les positions effectives sont transférées directement dans le programme CN |
| Graphique de test Modes de représentation | Simulation graphique de l'usinage, y compris si un autre programme est en cours d'exécution ■ Vue de dessus / représentation dans 3 plans / représentation 3D ■ Agrandissement de la découverte |
| Graphique de programmation | ■ en mode „Mémorisation de programme", les séquences CN introduites sont dessinées en même temps (graphique filaire 2D), y compris si un autre programme est en cours d'exécution |
| Graphique d'usinage Modes de représentation | ■ Représentation graphique du programme exécuté en vue de dessus / avec représentation dans 3 plans / représentation 3D |
| Durée d'usinage | ■ Calcul de la durée d'usinage en mode de fonctionnement „Test de programme" ■ Affichage de la durée d'usinage actuelle dans les modes exécution du programme |
| Réaccoster le contour | ■ Amorce de série à n'importe qu'elle série du programme et approche à la position nominale pour reprendre l'usinage ■ Interruption du programme, sortie du contour et réaccostage du contour |
| Tableaux de points zéro | ■ Plusieurs tableaux de points zéro |
| Tableaux de palettes | ■ Les tableaux de palettes (nombre d'entrées illimité) pour sélection de palettes, programmes CN et points zéro) exécutables en fonction de la piece ou de l'outil |
| Cycles palpeurs | ■ Étalandage du palpeur ■ Compensation manuelle ou automatique du désaxage de la piece ■ Initialisation manuelle ou automatique du point d'origine ■ Mesure automatique des pieces ■ Cycles d'étalonnage automatique des outils ■ Cycles pour la mesure automatique de la cinématique |
| Caracteristique techniques | |
| Éléments | ■ Calculateur principal MC 6241 ou MC 6222 ■ Unité d'asservissement CC 6106, 6108 ou 6110 ■ Panneau de commande ■ Ecran plat couleur TFT équipé de softkeys, 15.1 pouces ou19 pouces |
| Mémoire de programmes | Au minimum 21 Go |
| Finesse d'introduction et résolution d'affichage | ■ jusqu'à 0,1 μm sur les axes linéaires ■ jusqu'à 0,000 1° sur les axes angulaires |
| Plage d'introduction | ■ 99 999,999 mm max. (3 937 pouces) ou 99 999,999° |
\section*{Caracteristiques techniques}
Interpolation
Droite sur 4 axes
Droite sur 5 axes (licence d'exportation requise, option de logiciel 1)
Cercle sur 2 axes
Cercle sur 3 axes avec inclinaison du plan d'usinage (option de logiciel 1)
Trajectoire helicoidale: Superposition de trajectoire circulaire et de droite
Spline: Execution de splines (polynôme du 3ème degré)
Durée de traitement des séquences
Droite 3D sans correction rayon
3,6 ms
0,5 ms (option de logiciel 2)
Asservissement des axes
Finesse d'asservissement de position : période de signal du système de mesure/1024
Durée de cycle pour l'asservissement de position : 1,8 ms
Durée de cycle pour l'asservissement de vitesse : 600 μs
Durée de cycle pour l'asservissement de courant : 100 μs min.
Course de déplacement
100 m max. (3 937 pouces)
Vitesse de rotation broche
40 000 tours/min. max. (avec 2 paires de pôles)
Compensation des défauts
Compensation linéaire et non-lineaire des défauts d'axes, jeu, pointes à l'inversion sur trajectoires circulaires, dilatation thermique
Gommage de glissière
Interfaces de données
une interface V.24 / RS-232-C et une interface V.11 / RS-422 max., 115 kbauds max.
■ Interface de données étendue avec protocole LSV-2 pour commande à distance de la TNC via l'interface de données avec logiciel HEIDENHAIN TNCremo
■ Interface Ethernet 100 Base T env. 2 à 5 Mbauds (dépend du type de fichiers et de la charge du réseau)
Interface USB 2.0
Pour la connexion de pointeurs (souris) et de périphériques (memory sticks, disques durs, lecteurs CD-ROM)
Température ambiente
de service: 0^ à +45^
de stockage: -30°C à +70°C
| Accessoires | |
| Manivelles électroniques | ■ une manivelle WiFi portable HR 550 FS avec écran ou |
| ■ une HR 520 : manivelle portable avec écran ou | |
| ■ une HR 420 : manivelle portable avec écran ou | |
| ■ une HR 410 : manivelle portable ou | |
| ■ une HR 130 : manivelle encastrable ou | |
| ■ jusqu'à trois HR 150 : manivelles encastrables via l'adaptateur de manivelles HRA 110 | |
| Palpeurs | ■ TS 220 : palpeur 3D à commutation avec raccordement par cable ou |
| ■ TS 440 : palpeur 3D à commutation avec transmission infrarouge | |
| ■ TS 444 : palpeur 3D à commutation avec transmission infrarouge, sans piles | |
| ■ TS 640 : palpeur 3D à commutation avec transmission infrarouge | |
| ■ TS 740 : palpeur 3D à commutation avec transmission infrarouge, de haute précision | |
| ■ TT 140 : palpeur 3D à commutation pour l'étalonnage d'outils | |
| Option de logiciel 1 | |
| Usinage avec plateau circulaire | ◆Programmation de contours sur le développement d'un cylindre ◆Avance en mm/min. |
| Conversions de coordonnées | ◆Inclinaison du plan d'usinage |
| Interpolation | ◆Cercle sur 3 axes avec inclinaison du plan d'usinage |
| Option de logiciel 2 | |
| Usinage 3D | ◆Guidage du mouvement pratiquement sans à-coups ◆Correction d'outil 3D par vecteur normal de surface ◆Modification de la position de la tête pivotante avec la manivelle électronique pendant le déroulement du programme; la position de la pointe de l'outil reste inchangée (TCPM = Tool Center Point Management) ◆Maintient de l'outil perpendicular au contour ◆Correction du rayon d'outil perpendicular au sens du déplacement et de l'outil ◆Interpolation spline |
| Interpolation | ◆Droite sur 5 axes (licence d'exportation requise) |
| Durée de traitement des séquences | ◆0,5 ms |
| Option de logiciel DXF Converter | |
| Extraction de programmes de contour et de positions d'usinage à partir de données DXF | ◆Format accepté : AC1009 (AutoCAD R12) ◆pour dialogue Texte clair et smarT.NC ◆Définition comfortable du point d'origine |
| Option de logiciel Contrôle dynamique anti-collision (DCM) | |
| Contrôle anti-collision dans tous les modes de fonctionnement machine | ◆Le constructeur de la machine définit les objets à contrôler ◆Contrôle des matériels de serrage également possible ◆3 niveaux d'alarme en mode Manuel ◆Interruption du programme en mode Automatique ◆Contrôle également de déplacements sur 5 axes ◆Avant l'usinage, test du programme pour éviter les possibles collisions |
Option de logiciel langues de dialogue supplémentaires
Langues conversationnelles supplémentaires
Slovène
Norvigien
Slovaque
Letton
Coreen
Estonien
Turc
Roumain
Lituanien
Option de logiciel Configurations globales de programme
Fonction de superposition de transformations de coordonnées en modes de fonctionnement Exéciution de programme
Echange d'axes
Décalage additionnel de point zéro
Image miroir superposée
Blocage des axes
Superposition de la manivelle
Rotation de base et rotation superposée
Facteur d'avance
Option de logiciel Asservissement adaptatif de l'avance AFC
Fonction d'asservissement adaptatif de l'avance pour optimiser les conditions d'usinage dans la production en série.
Enregistrement de la puissance de broche réelle par passé d'apprentissage
Définition des limites à l'intérieur desquelles a lieu l'asservissement automatique de l'avance
Asservissement entiement automatique de l'avance lors de l'usinage
Option de logiciel KinematicsOpt
Cycles palpeurs pour contrôle et optimiser automatiquement la cinématique de la machine.
Sauvegarder/restaurer la cinématique active
- Contrôler la cinématique active
Optimiser la cinématique active
Option logiciel 3D-ToolComp
Correction de rayon 3D en fonction de l'angle d'attaque
Compenser le rayon Delta de l'outil dépendant de l'angle d'attaque sur la pierce.
Sequences LN nécessaires
Les valeurs de correction sont définiassables dans un tableau séparé
Fonctions de mise à jour (upgrade) FCL 2
Activation de nouveaux développementements importants
Axe d'outil virtuel
Cycle de palpage 441, palpage rapide
Filtre de points CAO offline
Graphique filaire 3D
Contour de poche : attribution d'une profondeur séparée pour chaque contour partiel
SmarT.NC : transformations de coordonnées
smarT.NC : fonction PLANE
smarT.NC : amorce de séquence avec graphique
Fonctionnalité USB avancée
- Connexion au réseau via DHCP et DNS
Fonctions de mise à jour (upgrade) FCL 3
Activation de nouveaux développementes importants
Cycle palpeur pour palpage 3D
Cycles de palpage 408 et 409 (UNIT 408 et 409 dans smarT.NC) pour initiaiser un point d'origine au milieu d'une rainure ou d'une traverse
■ Fonction PLANE : introduction d'angles d'axes
■ Documentation utiliseur disponible directement sur la TNC sous forme d'un système d'aide contextual
Réduction de l'avance lors de l'asinage de contours de poche lorsque l'outil usine en pleine matière.
smarT.NC : contour de poche sur motifs
smarT.NC : programmation possible en parallèle
smarT.NC : aperçu de programmes de contours dans le gestionnaire de fichiers
SmarT.NC: strategie de positionnement lors d'opérations d'usinage de points
Fonctions de mise à jour (upgrade) FCL 4
Activation de nouveaux développementes importants
- Représentation graphique de la zone protégée avec contrôle anti-collision DCM actif
Superposition de la manivelle (axes à l'arrêt) avec contrôle anti-collision DCM actif
Rotation de base 3D (compensation de bridage; la fonction doit être adaptée par le constructeur de la machine)
| Formats d'introduction et unités des fonctions TNC | |
| Positions, coordonnées, rayons de cercles, longueurs de chanfreins | -99 999.9999 à +99 999.9999 (5,4: Chiffres avant/après la virgule) [mm] |
| Rayons de cercle | -99 999.9999 bis +99 999.9999 lors d'introduction directe, jusqu'à 210 m possible via la programmation paramétrée Q (5,4: Chiffres avant/après la virgule) [mm] |
| Numérods d'utilis | 0 à 32 767,9 (5,1) |
| Noms d'utilis | 16 caractères, écrites entre “” avec TOOL CALL. Caractères autorisés:#, $, %, &, - |
| Valeurs Delta pour corrections d'utilis | -99,9999 à +99,9999 (2,4) [mm] |
| Vitesses de rotation broche | 0 à 99 999,999 (5,3) [tours/min.] |
| Avances | 0 à 99 999,999 (5,3) [mm/min.] ou [mm/dent] ou [mm/tour] |
| Temporisation dans le cycle 9 | 0 à 3 600,000 (4,3) [s] |
| Pas de vis dans divers cycles | -99,9999 à +99,9999 (2,4) [mm] |
| Angle pour orientation de la broche | 0 à 360,0000 (3,4) [°] |
| Angle pour coordonnées polaires, rotation, inclinaison du plan d'usinage | -360,0000 à 360,0000 (3,4) [°] |
| Angle en coordonnées polaires pour l'interpolation hélicoïdale (CP) | -99 999,9999 à +99 999,9999 (5,4) [°] |
| Numérots de points zéro dans le cycle 7 | 0 à 2 999 (4,0) |
| Facteur échelle dans les cycles 11 et 26 | 0,000001 à 99,999999 (2,6) |
| Fonctions auxiliaires M | 0 à 999 (3,0) |
| Numérots de paramètres Q | 0 à 1999 (4,0) |
| Valeurs de paramètres Q | -999 999 999 à +999 999 999 (9 digits, virgule flottante) |
| Marques (LBL) pour sauts de programmes | 0 à 999 (3,0) |
| Marques (LBL) pour sauts de programmes | N'importe qu'elle chaîne de caractères entre guillemets (“”) |
| Nombre de répétitions de parties de programme REP | 1 à 65 534 (5,0) |
| Numéro d'erreur avec la fonction des paramètres Q FN14 | 0 à 1 099 (4,0) |
| Paramètres spline K | -9,9999999 à +9,9999999 (1,7) |
| Exposant pour paramètre spline | -255 à 255 (3,0) |
| Normales de vecteurs N et T lors de la correction 3D | -9,9999999 à +9,9999999 (1,7) |
18.4 Changement de la pile tampon
Lorsque la commande est hors tension, une pile tampon alimente la TNC en courant pour que les données de la mémoire RAM ne soient pas perdues.
Lorsque la TNC affiche le message Changer batterie tampon, vous nevez alors changer la batterie.

Attention, danger pour la pièce!
Pour changer la pile tampon,mettre la machine et la TNC hors tension!
La pile tampon ne doit être changée que par un personnel dûment formé!
Type de pile: 1 pile au lithium type CR 2450N (Renata) ID 315 878-01
1 La pile est située sur la face arrière du MC 422 C
2 Changer la pile; la nouvelle pile ne peut etre place qu'en position correcte
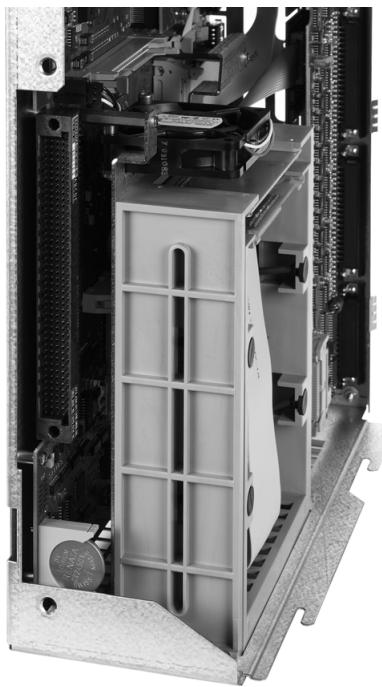
A
Aborder le contour ... 206
avec coordonnées polaires ... 208
Accès externe ... 649
Accessoires ... 87
AFC ... 408
Affichage d'etat ... 75
général ... 75
supplémentaire ... 77
Afficher les fichiers d'aide ... 644
Afficher les fichiers HTML ... 129
Afficher les fichiers Internet ... 129
Aide contextuelle ... 154
Aide pour messages d'erreur ... 149
Aide, télécharger fichiers ... 159
Amorce de séquence ... 609
après une coupure
d'alimentation ... 609
Angles de contours ouverts M98 ... 361
Animation fonction PLANE ... 447
Appel de programme
Programme quelconque pris
comme sous-programme ... 276
Archive ZIP ... 130
Arrondid'angle...217
Articulation de programmes ... 142
Asservissement adaptatif de l'avance ... 408
Asservissement automatique de l'avance ... 408
Autoriser le positionnement avec la manivelle M118 ... 367
Avance ... 534
Modifier ... 535
Possibilities d'introduction ... 99
Sur les axes rotatifs, M116 ... 474
Avance en millimètres/tour de broche : M136 ... 363
Avance rapide ... 162
Axe rotatif
Déplacement avec optimisation de la course:M126 ... 475
Réduire l'affichage M94 ... 476
Axes auxiliares ... 91
Axes inclines ... 477, 478
Axes principaux ... 91
C
Calcul d'un cercle ... 299
Calcul de la durée d'usinage ... 595
Calcul des données de coupe ... 432
Calcul entreparenthes ... 323
Calculatrice ... 143
CAO, filtrer les données ... 422
Caracteristiques techniques ... 675
Centre de cercle ... 218
Cercle entier ... 219
Chanfrein ... 216
Changement d'outil ... 182
Chemin ... 110
Cinématique porte-outil ... 175
Codes ... 621
Commutation majuscules/minuscules ... 428
Compensation du désaxage de la pièce à partir de deux tenons circulaires ... 562, 568
à partir de deux trouss ... 559, 568
Par mesure de deux points d'une droite ... 558
Configurations du réseau ... 627
Configurations globales de programme ... 397
Configurer la plage hora ... 647
Contour, sélectionner à partir de DXF ... 261
Contournages
Coordonnées cartésiennes
Droite ... 215
Trajectoire circulaire avec raccordement tangentiel ... 222
Trajectoire circulaire de rayon défi ni ... 220
Trajectoire circulaire et centre de cercle CC ... 219
Vue d'ensemble ... 214
Coordonnées polaires Droite ... 228
Trajectoire circulaire avec pôle CC ... 229
Trajectoire circulaire avec raccordement tangentiel ... 230
Vued'ensemble...227
C
Contrôle Anti-collision ... 379
Contrôle anti-collision ... 379
Contrôle de la charge de la broche ... 418
Contrôle des dispositifs de serrage ... 385
Contrôle dynamique anticollision ... 379
Porte-outsils 175
Test de programme ... 384
Conversion de programmes FK ... 238
Convertir
Creer un programme-retour ... 419
Programmes FK ... 238
Coordonnées polaires
Approche/sortie du contour ... 208
Principes de base ... 92
Programmation ... 227
Copier des parties deprogramme ... 104
Dépendant de l'angle d'attaque ... 491
Face Milling ... 487
Formes d'outils ... 486
Normale de vecteur ... 485
Orientation d'outil ... 487
tridimensionnelle ... 484
Correction de rayon ... 194
Angles externes, angles internes ... 197
Introduction ... 196
Creer un programme-retour ... 419
Cycles de palpage
Mode Manuel ... 550
Voir Manuel d'utilisation des Cycles palpeurs
Cylindre ... 346
D
D20: WAIT FOR: Synchronisation CN et PLC ... 320
DCM ... 379
Décalage du point zéro ... 425
Annulation ... 426
Introduction des
coordonnées ... 425
par tableau de points zéro ... 426
Découpe laser, fonctions auxiliaires ... 373
Définir les paramètres Q locaux ... 293
Définir les paramètres Q rémanents ... 293
Déplacement des axes de la machine ... 522
avec la manivelle ... 524
Avec les touches de sens externes ... 522
Pas à pas ... 523
Déterminer la rotation de base dans le mode Manuel ... 560, 562, 563
Dialogue ... 98
Dialogue Texte clair ... 98
Disque dur ... 107
Données d'outils à introduire dans le programme ... 165
à introduire dans le tableau ... 166
Appeler ... 180
Indexer ... 173
Valeurs Delta ... 165
Données de coupe, calcul automatique ... 171, 432
Données DXF, traiter ... 254
Configurations par défaut ... 256
Configurer la couche ... 258
Filtre pour positions deperçage ... 268
Initialiser le point d'origine ... 259
Selectionner le contour ... 261
Selectionner les positions de perçage
Introduction du diamètre ... 267
Mouse over ... 266
Sélection individuelle ... 265
Selectionner positions d'usinage ... 264
DR2TABLE ... 491
Droite ... 215, 228
Durées de fonctionnement ... 645
E
Echange d'axes ... 403
Ecran ... 69
Ellipse ... 344
Etalonnage automatique d'outils ... 169
Etalonnage d'outils ... 169
Etat des fichiers ... 112
Execution de programme
Amorce de séquence ... 609
Configurations globales de programme ... 397
Exécuter ... 604
Interrompre ... 605
Poursuivre après une interruption ... 608
Sauter des séquences ... 614
Vued'ensemble...603
F
Facteur d'avance pour plongées : M103 ... 362
FAMILLES DE PIECES ... 294
FCL ... 620
Fichier
Créer ...
Fichier d'utilisation d'outils ... 185
Fichiers ASCII ... 427
Fichiers dependants ... 634
Fichier-texte
Fonctions d'edition ... 428
Fonctions d'effacement ... 429
Ouvrir et quitter ... 427
Recherche de parties detexte ... 431
Filtre pour positions de perçage (validation de données DXF) ... 268
FixtureWizard ... 386, 395
FN14: ERROR : Emission de messages d'erreur ... 304
FN15: PRINT: Emission non formatée de textes ... 308
FN16: F-PRINT : émission formatée de textes ... 309
FN18: SYSREAD : lecture des donnéesssysteme ... 313
FN19:PLC:transmission de valeurs au PLC...319
FN23: DONNEES D'UN CERCLE: Calculer un cercle à partir de 3 points ... 299
FN24: DONNEES D'UN CERCLE : Calculator un cercle à partir de 4 points ... 299
F
FN25: PRESET : initialiser un nouveau point d'origine … 322
FN26: TABOPEN: Ouvrir un tableau à définir librement ... 441
FN27: TABWRITE: Composer un tableau pouvant être librement définii ... 441
FN28: TABREAD: Importer un tableau pouvant être librement défin ... 442
Fonction de recherche ... 105
Fonction FCL ... 10
Fonction MOD
Quitter ... 618
Selectionner ... 618
Vue d'ensemble ... 619
Fonction PLANE ... 445
Angle d'axe, définition ... 460
Animation ... 447
Annuler ... 448
Choix des solutions possibles ... 465
Comportement de positionnement ... 462
Définition avec angles dans l'espace ... 449
Définition avec angles de projection ... 451
Définition avec les angles d'Euler ... 453
Définition avec points ... 457
Définition incrémentale ... 459
Fraisage incline ... 467
Orientation automatique ... 462
Vecteurs, definition avec ... 455
Fonctions auxiliaires
Broche et arrosage ... 353
Contrôle déroulement du programme ... 353
Introduire ... 352
Machines à découpe laser ... 373
pour axes rotatifs ... 474
pour données de
coordonnées ... 354
pour le comportement encontournage … 357
Fonctions de contourage
Principes de base ... 200
Cercles et arcs de cercle ... 203
Prépositionnement ... 204
F
Fonctions M
Voir fonctions auxiliaires
Fonctions speciales ... 376
Fonctions trigonométriques ... 297
Format, informations ... 683
Formulaire, vue ... 440
Fraisage incliné avec TCPM dans le plan incliné ... 467
Franchir les points de reférence ... 518
FS, Sécurité fonctionnelle ... 536
G
Gérer les fixations ... 392
Gestion de fichiers
Vue d'ensemble des
fonctions ... 111
Gestionnaire d'outils ... 188
Gestionnaire de fichiers ... 110
Appeler ... 112
Configuration via MOD ... 633
Copier des tableaux ... 119
Copier un fichier ... 117
Effacer un fichier ... 121
Fichier
Creer ... 116
Fichiers dependants ... 634
Marquer des fichiers ... 122
Nom de fichier ... 108
Protégér un fichier ... 125
Raccourcis ... 127
Remplacer des fichiers ... 118
Renommer un fichier ... 124
Répertoires ... 110
Copier ... 120
Creer ... 116
Selectionner un fichier ... 113
Transfert externe des
données ... 133
Type de fichier ... 107
Types de fichiers
externs ... 109
Gestionnaire de programmes : voir
Gestionnaire de fichiers
GOTO pendant une interruption ... 605
Graphique de programmation ... 237
Graphiques
Agrandissement de la
découpe ... 593
deprogrammation...144,146
Agrandissement d'un
détaI ... 145
Vues ... 588
1
en cours d'exécution du
programme ... 322
sans palpeur 3D ... 541
Insertion de commentaires ... 140
Interface de données
Affectation ... 624
Configurer ... 623
Reperage des broches ... 672
Interface Ethernet
Configuration ... 627
Connector ou déconnecter les
lecteurs réseau ... 135
Introduction ... 627
Possibilities de raccordement ... 627
Interfaces de données, repérage des
broches ... 672
Interpolation helicoidale ... 231
Format de séquence ... 495
Plage d'introduction ... 496
Interrompre l'usinage ... 605
Introduire la vitesse de rotation
broche ... 180
iTNC 530 ... 68
L
Lancement automatique du
programme ... 613
Lire l'heure système ... 332
Listed erreurs ... 150
Listedemessagesd'erreur...150
Logiciel TNC, mise à jour ... 622
Logiciel, executer mise à jour ... 622
Logiciel, numero ... 620
Longueur d'outil ... 164
Look ahead ... 365
M
M91, M92 ... 354
Manivelle ... 524
ManivelleWiFi...527
Afferter la station d'accueil ... 651
Configuration ... 651
Données statistiques ... 653
Régler la puissance
d'émission ... 653
Régler le canal ... 652
M
Matiere de coupe de I'outil ... 171, 434
Matière piece, définir ... 433
Messages d'erreur ... 149, 150
Aide pour ... 149
Messages d'erreur CN ... 149, 150
Mesurer les pièces ... 569
Mise hors service ... 521
Mise sous tension ... 518
Modèles de matériels de
serrage ... 386, 394
Modes de fonctionnement ... 72
Modifier un matériel de serrage ... 389
N
Niveau de développement ... 10
Nom d'outil ... 164
Numero d'option ... 620
Numero d'outil ... 164
Numeros de versions ... 621
0
Options de logiciel ... 680
Outil, selectionner le type ... 171
Outils de programmation ... 378
Outils indexés ... 173
Ouvrir des fichiers graphiques ... 132
Ouvrir un fichier BMP ... 132
Ouvrir un fichier Excel ... 129
Ouvrir un fichier GIF ... 132
Ouvrir un fichier INI ... 131
Ouvrir un fichier.JPG ... 132
Ouvrir un fichier PNG ... 132
Ouvrir un fichier TXT ... 131
Ouvrir un fichier-texte ... 131
P
Palpeurs 3D
Etalonnage
à commutation ... 555
Gestion de différentes données
d'etalonnage ... 557
Panneau de commande ... 71
Paramètres Q
Controler ... 302
Emission formatee ... 309
Emission non-formatee ... 308
Paramètres locaux QL ... 290
Paramètres rémanents QR ... 290
Reservés ... 338
Transmission de valeurs au
PLC...319
P
Paramètres string ... 327
Paramètres utiliser ... 656
généraux
Affichages TNC,éditeur TNC ... 661
Palpeurs 3D ... 657
Transfert externde desdonnées … 657
Usinage et déroulement du programme ... 670
spécifiques de la machine ... 635
Paramètres-machine
Palpeurs 3D ... 657
pour affichages TNC et éditeur TNC ... 661
Transfert externde desdonnées ... 657
Usinage et déroulement du programme ... 670
Partage de I'ecran ... 70
Passe d'apprentissage ... 412
Périphériques USB, raccorder/déconnecter ... 136
Piece brute, définir ... 96
Pile tampon, remplacer ... 684
Placer les matériels de serrage ... 388
Point d'origine palette ... 501
Point d'origine, initialisation manuelle à partir de trous/tenons ... 568
Axe central comme point d'origine ... 567
Centre de cercle comme point d'origine ... 566
Coin pris comme pointd'origine … 565sur un axe auchioix … 5
Point d'origine, sélection ... 94
Points d'origine, gestion ... 543
Positionnement
Avec inclinaison du plan
d'usinage ... 356
avec inclinaison du plan d'usinage ... 483
Avec introduction manuelle ... 580
Positions sur une piece
Absolues ... 93
Incrementales ... 93
Positions, selectionner a partir de DXF ... 264
P
Pre-definition de paramètres ... 377
Preset de palette ... 501
Principes de base ... 90
Programmation de paramètres Q...290,327
Calcul d'un cercle ... 299
Fonctions speciales ... 303
Fonctions trigonométriques ... 297
Remarques sur la
programmation ... 292, 329, 330, 331, 335, 337
Suits conditionnels ... 300
Programmation des paramètres Q
Fonctions mathématiques de base ... 295
Programmation FAO ... 484
Programmation FK ... 235
Conversion en dialogue conversationnel Texte clair … 238
Droites ... 240
Graphique ... 237
Ouvrir le dialogue ... 239
Possibilities d'introduction
Direction et longueur des éléments du contour ... 242
Données du cercle ... 243
Points auxiliaires ... 245
Points finaux ... 241
Rapports relatifs ... 246
Principes de base ... 235
Trajectoires circulaires ... 241
Programmation paramétrée : voirprogrammation de paramètres Q
Programme
Articulation ... 142
Editor ... 101
Ouvrir nouveau ... 96
Programme, nom: voir Gestionnaire defichiers, nom de fichier
Programmer les déplacements d'outils ... 98
0
Quitter le contour ... 206
avec coordonnées polaires ... 208
R
Raccordement au réseau ... 135
Rayon d'outil ... 164
Réaccoster le contour ... 612
Régler l'heure système ... 647
Remplacer des textes ... 106
Répertoire ... 110, 116
Copier ... 120
Creer ... 116
Effacer ... 121
Répétition de parties de programme ... 275
Representation 3D ... 590
Représentation dans 3 plans ... 589
Retrait du contour ... 368
Rotation de base
s
Saut dans un programme avec GOTO ... 605
Sauvegarde des données ... 109
Sélectionner l'unité de mesure ... 96
Sequence
Effacer ... 102
Insérer, modifier ... 102
Sequence L, génére ... 641
Afficher l'outil ... 594
Sortie de données sur I'ecran ... 312
Sortie de données sur serveur ... 312
Sous-programme ... 273
SPEC FCT ... 376
Sphere ... 348
Structure de programme ... 95
Support de données, vérifier ... 646
Supprimer un matériel deserrage ... 389
Surveillance de la zone d'usinage ... 599, 636
Surveillance du palpeur ... 369
Surveillance rupture d'util ... 418
Synchronisation CN et PLC ... 320
Synchronisation PLC et CN ... 320
Système d'aide ... 154
Système de référence ... 91
T
Tableau d'emplacements ... 177
Tableau d'outils
Editor, quitter ... 172
Fonctions d'édition ... 172, 190, 192
Possibilities d'introduction ... 166
Tableau de données de coupe ... 432
Tableau de palettes
Application ... 498, 504
Exécuter ... 503, 515
Selectionner et quitter ... 500, 509
Validation de coordonnées ... 499, 505
Tableau de points zéro
Verifier les résultats du
palpage ... 552
Tableau Preset ... 543
Pour palettes ... 501
Validator les résultats du palpage ... 553
TCPM ... 469
Annulation ... 473
Teach In ... 100, 215
Télé-service ... 648
Test d'utilisation des outils ... 185
Test de programme
Exécuter ... 599
jusqu'à une séquence donnée ... 600
Régler la vitesse ... 587
Vued'ensemble...596
TNCguide ... 154
TNCremo ... 625
TNCremoNT ... 625
Trajectoire
circulaire ... 219, 220, 222, 229, 230
Trajectoire helicoidale ... 231
TRANS DATUM ... 425
Transférer la position effective ... 100
Transfert des données, logiciel ... 625
Transfert externe des données iTNC 530 ... 133
Transformation de coordonnées ... 425
Transformations superposées ... 397
Trigonométrie ... 297
U
Utiliser les fonctions de palpage avec palpeurs mécaniques ou comparateurs ... 572
V
Valeurs de palpage dans tableau depoints zéro, enregistrer ... 552
Valeurs de palpage dans tableau Preset, enregistrer ... 553
Variables de texte ... 327
Vecteur de normale à la surface ... 455, 485
Vecteur normal à la surface ... 468, 484
Vecteur T ... 485
Vérifier la position du matériel de serrage ... 390
Vérifier le disque dur ... 646
Vérifier les positions des axes ... 538
Visionneuse PDF ... 128
Vitesse de broche, modifier ... 535
Vitesse de contourage constante M90 ... 357
Vitesse de transmission des données ... 623
Vitesse en BAUDS, configurer ... 623
Vuedessus...588
W
WMAT TAB ... 433
Tableaux récapitulatifs
Cycles d'usinage
| Numéro cycle | Désignation du cycle | Actif DEF | Actif CALL |
| 7 | Décalage du point zéro | ■ | |
| 8 | Image miroir | ■ | |
| 9 | Temporisation | ■ | |
| 10 | Rotation | ■ | |
| 11 | Fact. éch. | ■ | |
| 12 | Appel de programme | ■ | |
| 13 | Orientation broche | ■ | |
| 14 | Définition du contour | ■ | |
| 19 | Inclinaison du plan d'usinage | ■ | |
| 20 | Données de contour SL II | ■ | |
| 21 | Pré-perçage SL II | ■ | |
| 22 | Evidement SL II | ■ | |
| 23 | Finition en profondeur SL II | ■ | |
| 24 | Finition latérale SL II | ■ | |
| 25 | Tracé de contour | ■ | |
| 26 | Facteur échelle spécifique de l'axe | ■ | |
| 27 | Corps d'un cylindre | ■ | |
| 28 | Rainurage sur le corps d'un cylindre | ■ | |
| 29 | Corps d'un cylindre, oblong convexe | ■ | |
| 30 | Exécution de données 3D | ■ | |
| 32 | Tolérance | ■ | |
| 39 | Corps d'un cylindre, contour externe | ■ | |
| 200 | Perçage | ■ | |
| 201 | Alésage à l'alésoir | ■ | |
| 202 | Alésage à l'util | ■ | |
| 203 | Perçage universal | ■ | |
| 204 | Lamage en tirant | ||
| 205 | Perçage profund universal | ||
| 206 | Nouveau taraudage avec mandrin de compensation | ||
| 207 | Nouveau taraudage rigide | ||
| 208 | Fraisage de trough | ||
| 209 | Taraudage avec brise-copeaux | ||
| 220 | Motifs de points sur un cercle | ||
| 221 | Motifs de points sur grille | ||
| 230 | Fraisage ligne à ligne | ||
| 231 | Surface réglée | ||
| 232 | Surfacage | ||
| 240 | Centrage | ||
| 241 | Perçage monolèvre | ||
| 247 | Initialisation du point d'origine | ||
| 251 | Poche rectangulaire, usinage intégral | ||
| 252 | Poche circulaire, usinage intégral | ||
| 253 | Fraisage de rainures | ||
| 254 | Rainure circulaire | ||
| 256 | Tenon rectangulaire, usinage intégral | ||
| 257 | Tenon circulaire, usinage intégral | ||
| 262 | Fraisage de filets | ||
| 263 | Filetage sur un tour | ||
| 264 | Filetage avec perçage | ||
| 265 | Filetage hélicoidal avec perçage | ||
| 267 | Filetage externe sur tenons | ||
| 270 | Données du tracé du contour | ||
| 275 | Rainure trochoïdal |
Fonctions auxiliaires
| M | Effet | Action sur séquence | au début | à la fin | Page |
| M0 | ARRET de déroulement du programme/ARRET broche/ARRET arrosage | Page 353 | |||
| M1 | ARRET optionnel de l'exécution du programme/ARRET broche/ARRET arrosage (dépend de la machine) | Page 615 | |||
| M2 | ARRÊT de déroulement du programme/ARRÊT broche/ARRÊT arrosage/éventuellesment effacement de l'affichage d'etat (dépend de PM)/retour à la séquence 1 | Page 353 | |||
| M3 | MARCHE broche sens horsaire | Page 353 | |||
| M4 | MARCHE broche sens anti-horaire | ||||
| M5 | ARRET broche | ||||
| M6 | Changement d'util/ARRET déroulement programme (dépend de PM)/ARRET broche | Page 353 | |||
| M8 | MARCHE arrosage | Page 353 | |||
| M9 | ARRET arrosage | ||||
| M13 | MARCHE broche sens horsaire/MARCHE arrosage | Page 353 | |||
| M14 | MARCHE broche sens anti-horaire/MARCHE arrosage | ||||
| M30 | Fonction comme M2 | Page 353 | |||
| M89 | Fonction auxiliaire libre ouappeel de cycle, effet modal (en fonction des paramètres-machine) | Manueldes cycles | |||
| M90 | Seulement en mode erreur de poursuite : vitesse de contourage constante aux angles | Page 357 | |||
| M91 | Dans la séquence de positionnement : les coordonnées se réfèrent au point zéro machine | Page 354 | |||
| M92 | Dans la séquence de positionnement : les coordonnées se réfèrent à une position définiepar le constructeur, p.ex. position de changement d'outil | Page 354 | |||
| M94 | Réduction de l'affichage de position de l'axe rotatif à une valeur inférieure à 360° | Page 476 | |||
| M97 | Usinage de petits éléments de contour | Page 359 | |||
| M98 | Usinage intégral d'angles de contours ouverts | Page 361 | |||
| M99 | Appel de cycle pas à pas | Manueldes cycles | |||
| M101 | Changement d'util automatique par un outil jumeau si la durée d'utilisation est atteinteAnnulation de M101 | Page 183 | |||
| M102 | |||||
| M103 | Réduire au facteur F l'avance de plongée (pourcentage) | Page 362 | |||
| M104 | Réactiver le dernier point d'origine initiaisé | Page 356 | |||
| M105 | Exçuter l'usinage avec le deuxième facteur \(k_v\) | Page 656 | |||
| M106 | Exçuter l'usinage avec le premier facteur \(k_v\) | ||||
| M107 | Inhiber le message d'erreur pour outils jumeaux avec surépaissur | Page 183 | |||
| M108 | Annulation de M107 | ||||
| M109 | Vitesse de contourage constante à la dent de l'outil (augmentation et réduction de l'avance) | Page 364 | |||
| M110 | Vitesse de contourage constante à la dent de l'outil (réduction d'avance seulement) | ||||
| M111 | Annulation de M109/M110 | ||||
| M114 | Correction auto. de la géométrie machine lors de l'usinage avec axes inclinés | ■ | Page 477 | ||
| M115 | Annulation de M114 | ||||
| M116 | Avance sur les axes rotatifs en mm/min. | Page 474 | |||
| M117 | Annulation de M116 | ||||
| M118 | Superposition du positionnement avec manivelle pendant l'exécution du programme | Page 367 | |||
| M120 | Calcul anticipé du contour avec correction de rayon (LOOK AHEAD) | Page 365 | |||
| M124 | Ignore les points lors de l'exécution de séquences linéaires sans correction | Page 358 | |||
| M126 | Déplacement des axes rotatifs avec optimisation de course | Page 475 | |||
| M127 | Annulation de M126 | ||||
| M128 | Conserver position de la pointe d'outil lors du positionnement des axes inclinés (TCPM) | Page 478 | |||
| M129 | Annulation de M128 | ||||
| M130 | Dans la séquence de positionnement : les points se refèrent au système de coordonnées non incliné | Page 356 | |||
| M134 | Arrêt précis aux transit. contour non-tangent. pour positionnements avec axes rotatifs | Page 482 | |||
| M135 | Annulation de M134 | ||||
| M136 | Avance F en millimètres par tour de broche | Page 363 | |||
| M137 | Annulation de M136 | ||||
| M138 | Sélection d'axes inclinés | Page 482 | |||
| M140 | Retrait du contour dans la direction de l'axe d'outil | Page 368 | |||
| M141 | Annuler le contrôle du palpeur | Page 369 | |||
| M142 | Effacer les informations de programme modules | Page 370 | |||
| M143 | Effacer la rotation de base | Page 370 | |||
| M144 | Prise en compte de la kinématique de la machine dans les positions EFF/NOM en fin de séquence | Page 483 | |||
| M145 | Annulation de M144 | ||||
| M148 | Lors d'un stop CN, dégager l'util automatiquement du contour | Page 371 | |||
| M149 | Annulation de M148 | ||||
| M150 | Inhibition du message de commutateur de fin de course (fonction a effet non modal) | Page 372 | |||
| M200 | Découpe laser : émission directe de la tension programmée | Page 373 | |||
| M201 | Découpe laser : émission tension comme fonction de la course | ||||
| M202 | Découpe laser : émission tension comme fonction de la vitesse | ||||
| M203 | Découpe laser : émission tension comme fonction de la durée (rampe) | ||||
| M204 | Découpe laser : émission tension comme fonction de la durée (impulsion) |
Les palpeurs 3D de HEIDENHAIN
vous aident à réduire les temps morts:
Par exemple
- Dégauchissage des pièces
- Initialisation des points de référence
- Etalonnage des pièces
Digitalisation de formes 3D
avec les palpeurs de pieces
TS 220 avec cable
TS 640 avec transmission infra-rouge
- Etalonnage d'outils
Surveillance de l'usure - Enregistrement de rupture d'outil
avec le palpeur d'outils
TT 140


- Eléments de commande de la TNC
- Eléments de commande à l'écran
- Clavier alphétique
- Modes de fonctionnement Machine
- Modes de fonctionnement Programmation
- Gérer les programmes/fichiers, fonctions TNC
- Touches de navigation
- Potentiometres pour l'avance/la vitesse de broche
- Cycles, sous-programmes et répétitions de parties de programme
- Remarques sur ce manuel
- Modifications souhaitées ou découverte d'une "coquille"?
- Type de TNC, logiciel et fonctions
- Manuel d'utilisation de la programmation des cycles :
- Documentation utilisesmarT.NC:
- Options de logiciel
- Option de logiciel 1
- Option de logiciel 2
- Option de logiciel DCM Collision
- Description
- Option de logiciel DXF Converter
- Niveau de développement (fonctions "upgrade")
- Lieu d'implantation prévu
- Mention légale
- Nouvelles fonctions 606 42x-01 par rapport aux versions antérieures 340 49x-05
- Fonctions modifiées 606 42x-01 par rapport aux versions antérieures 340 49x-06
- Table des matieres
- Premiers pas avec l'iTNC 530 .... 45
- Introduction .... 67
- Programmation : principes de base, gestionnaire de fichiers .... 89
- Programmation : aides à la programmation .... 139
- Programmation : Outils .... 161
- 6Programmation:Programmer les contours..... 199
- Programmation : importation de données issues de fichiers DXF .... 253
- Programmation : Sous-programmes et répétitions de parties de programme .... 271
- Programmation : Paramètres-Q .... 289
- Programmation: Fonctions-auxiliaires .... 351
- 11Programmation:Fonctions speciales.....375
- Programmation: Usinage multiaxes .... 443
- Programmation: Gestionnaire de pelettes .... 497
- Mode manuel et dégauchissage .... 517
- Positionnement avec introduction manuelle .... 579
- Test de programme et exécution de programme .... 585
- Fonctions MOD .... 617
- Tableaux et récapitulatifs .... 655
- 1
- Vue d'ensemble
- Mise sous tension de la machine
- Verifier la coupure d'alimentation et franchir les points de referencia
- Informations détaillées sur ce thème
- Programme la première piece
- Sélectionner le mode de fonctionnement correct
- Informations détaillées à ce sujet
- Les principaux éléments de commande de la TNC
- Ouvrir un nouveau programme/gestionnaire de fichiers
- Définir une piece brute
- Structure du programme
- Structure de programme conseillée pour les opérations d'usinage conventionnelles simples
- Structure de programme conseillée pour les programmes-cycles simples
- Exemple: Structure du programme programmation des contours
- Exemple: Structure du programme programmation des cycles
- Programmer un contour simple
- Créer un programme-cycles
- Exemple de séquences CN
- Contrôler graphiquement la première pièce
- Sélectionner le bon mode de fonctionnement
- Selectionner le tableau d'outils pour le test du programme
- Selectionner le programme que vous désirez tester
- Selectionner le partage d'écran et la vue
- Lancer le test de programme
- Configuration des outils
- Préparation et étalonnage des outils
- Le tableau d'outils TOOL.T
- Dégauchir la piece
- Brider la pièce
- Dégauchir la piece avec un palpeur 3D
- Initialisation du point d'origine avec palpeur 3D
- Executer le premier programme
- Selectionner le programme que vous désirez executer
- Lancer le programme
- 2
- L'iTNC 530
- Programmation : dialogue conversationnel Texte clair HEIDENHAIN, smarT.NC et DIN/ISO
- Compatibilité
- Ecran et pupitre de commande
- Ecran
- En-tete
- Softkeys
- Définir le partage de l'écran
- Panneau de commande
- Modes de fonctionnement
- Mode Manuel et Manivelle électronique
- Positionnement avec introduction manuelle
- Softkeys de partage d'écran
- Mémorisation/Edition de programme
- Test de programme
- Exécution de programme en continu et Exécution de programme pas à pas
- Affichages d'etat
- Affichage d'etat „général"
- Affichage d'etat supplémentaire
- Activer l'affichage d'etat supplémentaire
- Sélectionner l'affichage d'etat supplémentaire
- Sommaire
- Informations generales sur les palettes (onglet PAL)
- Répartition de partie de programme/Sous-programmes (onglet LBL)
- Fonctions auxiliaires M actives (onglet M)
- Informations sur les outils (onglet TOOL)
- Conversion de coordonnées (onglet TRANS)
- Softkey Signification
- Asservissement adaptatif de l'avance AFC (onglet AFC, option de calculé)
- Gestionnaire Window
- Barredtaches
- Accessoires : Palpeurs 3D et manivelles électroniques HEIDENHAIN
- Palpeurs 3D
- Les palpeurs à commutation TS 220, TS 640 et TS 440
- Palpeur d'outils TT 140 pour l'étalonnage d'outils
- Manivelles électroniques HR
- 3
- Principes de base
- Systèmes de mesure de déplacement et marques de référence
- Système de réference
- Système de référence sur fraisuses
- Coordonnées polaires
- Définition du pôle et de l'axe de réference angulaire
- Positions absolues et positions incrémentales sur une piece
- Positions absolues sur une piece
- Positions incrémentales sur la piece
- Coordonnées polaires absolues et incrémentales
- Sélection du point d'origine
- Example
- Ouverture et introduction de programmes
- Structure d'un programme CN en dialogue conversationnel HEIDENHAIN
- Attention, risque de collision!
- Définition de la piece brute: BLK FORM
- Sequence
- Ouvrir un nouveau programme d'usinage
- Programmation de déplacements d'outils en dialogue conversationnel Texte clair
- Exemple de séquence de positionnement
- Validation des positions effectives (transfert des points courants)
- Insérer des séquences à un endroit quelconque
- Modifier et insérer des mots
- Recherche de mots identiques dans diverses séquences
- Trouver n'importe quel texte
- Marquer, copier, effacer et insérer des parties de programme
- La fonction de recherche de la TNC
- Rechercher n'importe quel texte
- Options de recherche
- Softkey
- Recherche/remplacement de n'importe quel texte
- Gestionnaire de fichiers : principes de base
- Fichiers
- Noms de fichiers
- Afficher dans la TNC les fichiers créé en externe
- Sauvegarde des données
- Travailler avec le gestionnaire de fichiers
- Répartoires
- Noms de repertoires
- Chemins d'accès
- Vue d'ensemble : fonctions du gestionnaire de fichiers
- Appeler le gestionnaire de fichiers
- Selectionner les lecteurs, repertoires et fichiers
- Etape 1: selectionner le lecteur
- Ouvrir les programmes smarT.NC
- Créer un nouveau repertoire (possible seulement sur le lecteur TNC:\)
- Créer un nouveau fichier (possible seulement sur le lecteur TNC:\)
- Copier un fichier donné
- Copier un fichier vers un autre répertoire
- Fenêtre de droite
- Fenêtre de gauche
- Remplacer des fichiers
- Copier un tableau
- Copier un repertoire
- Sélectionner l'un des derniers fichiers sélectionnés
- Attention, pertes de données possibles
- Effacer un repertoire
- Marquer des fichiers
- Marquer des fichiers en utilisant les raccourcis
- Renommer un fichier
- Autres fonctions
- Protégier un fichier/annuler la protection du fichier
- Connector/déconnecter un périphérique USB
- Configurer le gestionnaire de fichiers
- Bookmarks
- Vue
- Format date
- Paramètres
- Travail avec raccourcis
- Outils supplémentaires pour la gestion des types de fichiers externes
- Afficher les fichiers PDF
- Afficher les fichiers Excel ettraiter
- Afficher les fichiers Internet
- Travail avec des archives ZIP
- Afficher les fichiers texte ettraiter
- Afficher les fichiers graphiques
- Transfert des données vers/à partir d'un support externe de données
- Connector et déconnecter le lecteur réseau
- Péripétriques USB sur la TNC (fonction FCL 2)
- 4
- Insertion de commentaires
- Application
- Commentaire pendant l'introduction du programme
- Insérer un commentaire après-coup
- Commentaire dans une série donnée
- Fonctions pour l'edition du commentaire
- Articulation de programmes
- Définition, application
- Afficher la fenêtre d'articulation / changer de fenêtre active
- Insérer une série d'articulation dans la fenêtre du programme (à gauche)
- Selectionner des séquences dans la fenêtre d'articulation
- La calculatrice
- Utilisation
- Transférer dans le programme une valeur calculée
- Graphique de programmation
- Graphique de programmation simultané/non simultané
- Exécution du graphique en programmation d'un programme existant
- Afficher ou masquer les numérios de séquence
- Effacer le graphique
- Agrandissement ou réduction d'une partie découlée
- Graphique filaire 3D (fonction FCL2)
- Fonctions du graphique filaire 3D
- Faire dessortir en couleur les séquences CN dans le graphisme
- Afficher ou masquer les numéros de séquence
- Aide directe pour les messages d'erreur CN
- Afficher les messages d'erreur
- Afficher l'aide
- Lieste de tous les messages d'erreur en cours
- Fonction
- Afficher la liste des erreurs
- FDR
- Appeler le système d'aide TNCguide
- Créer les fichiers de maintenance
- Système d'aide contextuelle TNCguide (fonction FCL3)
- Travailler avec le TNCguide
- Appeler le TNCguide
- Naviguer dans TNCguide
- Index des mots clefs
- Recherche de texte intégral
- Télécharger les fichiers d'aide actualisés
- 5
- Introduction des données d'outils
- Avance F
- Introduction
- Avance rapide
- Durée d'effet
- Modification en cours d'exécution du programme
- Vitesse de rotation broche S
- Données d'outils
- Conditions requises pour la correction d'outil
- Numero d'outil, nom d'outil
- Longueur d'outil L
- Rayon d'outil R
- Valeurs Delta pour longueurs et rayons
- Introduire les données d'outils dans le programme
- Introduire les données d'outils dans le tableau
- Editor les tableaux d'outils
- Ouvrir n'importe quel autre tableau d'outils
- Quitter le tableau d'outils
- Remarques concernant les tableaux d'outils
- Cinématique du porte-ouutils
- Affecter une cinématique de porte-outil
- Remplacer des données d'outils individuellement à partir d'un PC externe
- Tableau d'emplacements pour changeur d'outils
- Editor un tableau d'emplacements en mode Exécution de programme
- Sélectionner le tableau d'emplacements en mode Mémorisation/ Edition de programme
- Appeler les données d'outils
- Editor les données d'outils dans la fenêtre de selection
- Exemple : appel d'outil
- Présélection dans les tableaux d'outils
- Changement d'outil
- Position de changement d'outil
- Changement d'outil manuel
- Changement d'outil automatique
- Changement d'outil automatique lors du dépassement de la durée d'utilisation : M101
- Attention, danger pour la pièce et l'outil!
- Conditions requises pour séquences CN standard avec correction de rayon RR, RL
- Conditions requises pour séquence CN avec vecteurs normaux de surface et correction 3D
- Configurations pour le test d'utilisation d'outils
- Utiliser le Test d'utilisation des outils
- Gestionnaire d'outils (option de logiciel)
- Appeler le gestionnaire d'outils
- Outils:
- Emplacements:
- Chrono.util. T:
- Utiliser le gestionnaire d'outils
- Correction d'outil
- Correction de la longueur d'outil
- Correction du rayon d'outil
- Contournages sans correction de rayon: R0
- Contournages avec correction de rayon : RR et RL
- Introduction de la correction de rayon
- Correction de rayon : usinage des angles
- Attention, danger pour la pièce!
- Usinage des angles sans correction de rayon
- 6
- Déplacements d'outils
- Fonctions de contourage
- Programming flexible de contours FK
- Fonctions auxiliaires M
- Sous-programmes et répétitions de parties de programme
- Programmation avec paramètres Q
- Principes de base des fonctions de contourage
- Programmer un déplacement d'outil pour un usinage
- Déplacements parallètes aux axes de la machine
- Déplacements dans les plans principaux
- Déplacement tridimensionnel
- Introduction de plus de trois coordonnées
- Cercles et arcs de cercle
- Sens de rotation DR pour les déplacements circulaires
- Correction de rayon
- Prepositionnement
- Créer des séquences de programme avec les touches de contournage
- COORDONNEES?
- CORR. RAYON: RL/RR/SANS CORR.?
- AVANCE F=? / F MAX = ENT
- FONCTION AUXILIAIRE M?
- L X-20 Y+30 RO FMAX M3
- Approche et sortie du contour
- Récapitulatif : formes de trajectoires pour aborder et quitter le contour
- Aborder et quitter sur une trajectorie helicoidale
- Positions importantes en approche et en sortie
- Approche sur une droite avec raccordement tangentiel : APPR LT
- Approche sur une droite perpendicular au premier point du contour : APPR LN
- Approche par une trajectorie circulaire avec raccordement tangentiel : APPR CT
- Approche par une trajectory circulaire avec raccordement tangentiel au contour et segment de droite : APPR LCT
- Example de séquences CN
- Sortie du contour par une droite avec raccordement tangentiel : DEP LT
- Sortir du contour sur une droite perpendicular au dernier élément du contour : DEP LN
- Sortie du contour par une trajectory circulaire avec raccordement tangentiel : DEP CT
- Sortie sur une trajectory circulaire avec raccordement tangentiel au contour et segment de droite : DEPLCT
- Contournages - Coordonnées cartésiennes
- Droite L
- Transfert de la position courante
- Insérer un chanfrein entre deux droites
- Arrondid'angle RND
- Centre de cercle CCI
- Durée de l'effet
- Introduire le centre de cercle en valeur incrementale
- Trajectoire circulaire C et centre de cercle CC
- Cercle entier
- Trajectoire circulaire CR de rayon définii
- Angle au centre CCA et rayon R de l'arc de cercle
- Trajectoire circulaire CT avec raccordement tangentiel
- Contournages - Coordonnées polaires
- Vued'ensemble
- Origine des coordonnées polaires : pôle CC
- Droite LP
- Trajectoire circulaire CP avec pôle CC
- Trajectoire circulaire CTP avec raccordement tangentiel
- Trajectoire hélicoidale (hélice)
- Calcul de la trajectory helicoidale
- Forme de la trajectory helicoidale
- Contournages – Programmation flexible de contours FK
- Principes de base
- Tenez compte des conditions suivantes pour la programmation FK
- Créer des programmes FK pour la TNC 4xx:
- Graphique de programmation FK
- Afficher les nombres de sequence dans la fenêtre graphique
- Convert les programmes FK en programmes conversationnels Texte clair
- Ouvrir le dialogue FK
- Pôle pour programmation FK
- Droites FK
- Droite sans raccordement tangentiel
- Droite avec raccordement tangentiel
- Trajectoires circulaires FK
- Trajectoire circulaire sans raccordement tangentiel
- Trajectoire circulaire avec raccordement tangentiel
- Possibilities d'introduction
- Coordonnées du point final
- Centre de cercle CC, rayon et sens de rotation dans la séquence FC/FCT
- Contours fermés
- Points auxiliaires
- Points auxiliaires sur un contour
- Rapports relatifs
- Rapport relatif à la série N : sens et distance de l'élement de contour
- Rapport relat à la série N : centre de cercle CC
- 7
- Exploitation de fichiers DXF (option de logiciel)
- Ouvrir un fichier DXF
- Configurations par défaut
- Configurer la couche
- Définir le point d'origine
- Selectionner le point d'origine sur un seul élément
- Selectionner comme point d'origine le point d'intersection de deux éléments
- Informations concernant les éléments
- Sélectionner et enregistrer le contour
- Couper, allonger, raccourcir les éléments du contour
- Sélectionner/enregistrrer les positions d'usinage
- Sélection individuelle
- Sélection rapide des positions de perçage en tirant sur un cadre de sélection avec la souris
- Sélection rapide des positions de perçage en introduisant le diamètre
- Configuration du filtrre
- Annuler les actions
- Fonction zoom
- 8
- Identifier les sous-programmes et répetitions de parties de programme
- Label
- Sous-programmes
- Mode opératione
- Remarques sur la programmation
- Programmer un sous-programme
- Appeler un sous-programme
- Repétitions de parties de programme
- Label LBL
- Programmer une répétition de partie de programme
- Appeler une répétition de partie de programme
- Programme quelconque pris comme sous-programme
- Programme quelconque utilisé comme sousprogramme
- Imbrications
- Types d'imbrications
- Niveau d'imbrication
- Sous-programme dans sous-programme
- Exécution du programme
- Renouveler des répetitions de parties de programme
- Programme, exécution
- Répéter un sous-programme
- Examples de programmation
- Exemple : fraisage d'un contour en plusieurs passes
- Déroulement du programme
- Exemple : groupe de trous
- Exemple : groupe trough avec plusieurs outils
- 9
- Principe et vue d'ensemble des fonctions
- Remarques concernant la programmation
- Appeler les fonctions des paramètres Q
- Familles de pieces - Paramètres Q au lieu de valeurs numériques
- Décrire les contours avec les fonctions mathématiques
- Aperçu
- Programmation des calculs de base
- PARAMÉTRE POUR RÉSULTAT?
- VALEUR OU PARAMÉTURE?
- VALEUR OU PARAMÉTRE ?
- VALEUR OU PARAMÉTRE ?
- Fonctions trigonométriques
- Définitions
- Programmer les fonctions trigonométriques
- Calcul d'un cercle
- Suits conditionnels avec paramètres Q
- Suits inconditionnels
- Programmer les sauts conditionnels
- Abréviations et expressions utilisées
- Contrôler et modifier les paramètres Q
- Procedure
- Fonctions spéciales
- Résumé
- FN 14: ERROR: Emission de messages d'erreur
- Exemple de séquence CN
- FN 15: PRINT: Emission de textes ou valeurs de paramètres Q
- Emission de dialogues et messages d'erreur avec FN: PRINT „valeur numérique"
- Exemple: sortie du numero de dialogue 20
- Emission de dialogues et paramètres Q avec FN15: PRINT „paramètres Q"
- Exemple : sortie du dialogue 1 et de la valeur numérique de Q1
- FN 16: F-PRINT : émission formée de textes et valeurs de paramètres Q
- Afficher des messages dans l'écran
- Emission externe de messages
- FN 18: SYS-DATUM READ: Lecture des données-ysteme
- FN 19: PLC : transmission de valeurs au PLC
- FN 20: WAIT FOR: Synchronisation CN et PLC
- FN 25: PRESET : initialiser un nouveau point d'origine
- Introduire directement une formule
- Introduire une formule
- Règles concernant les calculs
- Convention de calcul
- ou
- Distributivité
- Exemple d'introduction
- PARAMÉTRE POUR RÉSULTAT ?
- Fonctions de traitement de strings
- Affecter les paramètres string
- Chainer des paramètres string
- Convertir une valeur numérique en un paramètre string
- Copier une partie de string à partir d'un paramètre string
- Copier les données-système dans un paramètre string
- Convertir un paramètre string en valeur numérique
- Vérification d'un paramètre string
- Déterminer la longueur d'un paramètre string
- Comparator la suite alphétique
- Paramètres Q réservés
- Valeurs issues du PLC : Q100 à Q107
- Sequence WMAT:QS100
- Rayon d'outil actif : Q108
- Axe d'outil : Q109
- Etat de la broche : Q110
- Arrosage:Q111
- Facteur de recouvrement : Q112
- Unité de mesure dans le programme : Q113
- Longueur d'outil : Q114
- Coordonnées issues du palpage en cours d'exécution du programme
- Ecart entre valeur nominale et valeur effective lors de l'étabonnage d'outil automatique avec le TT 130
- Examples de programmation
- Example: Ellipse
- Exemple : cylindre concave avec fraise à bout hemisphérique
- Exemple : sphère convexe avec frais deux tailles
- 10
- Introduire les fonctions M et une commande de STOP
- Introduire une fonction auxiliaire dans la série STOP
- STOP
- STOP M6
- Fonctions auxiliaires pour contrôler l'exécution du programme, la broche et l'arrosage
- Fonctions auxiliaires pour données de coordonnées
- Point zéro règle
- Point zéro machine
- Comportement standard
- Comportement avec M91 - Point zéro machine
- Effet
- Point d'origine piece
- M91/M92 en mode Test de programme
- Activer le dernier point d'origine initialisé: M104
- Aborder les positions dans le système de coordonnées non incliné avec plan d'usinage incliné : M130
- Comportement standard avec plan d'usinage incliné
- Comportement avec M130
- Fonctions auxiliaires pour le comportement de contourage
- Arrondid'angle:M90
- Comportement avec M90
- Insérer un cercle d'arrondi définie entre deux segments de droite: M112
- Ne pas tener compte des points lors de l'exécution de séquences linéaires sans correction: M124
- Comportement avec M124
- Introduire M124
- Usinage de petits éléments de contour: M97
- Comportement avec M97
- Usinage intégral d'angles de contour ouverts : M98
- Comportement avec M98
- Facteur d'avance pour plongées: M103
- Comportement avec M103
- Introduire M103
- Avance en millimètres/tour de broche : M136
- Comportement avec M136
- Vitesse d'avance sur les arcs de cercle : M109/M110/M111
- Comportement sur les arcs de cercle avec M109
- Attention, danger pour la pierce et l'outil!
- Comportement sur les arcs de cercle avec M110
- Calcul anticipé d'un contour avec correction de rayon (LOOK AHEAD): M120
- Comportement avec M120
- Restrictions
- Autoriser le positionnement avec la manivelle en cours d'exécution du programme: M118
- Comportement avec M118
- Retrait du contour dans le sens de l'axe d'outil : M140
- Comportement avec M140
- Annuler la surveillance du palpeur : M141
- Comportement avec M141
- Effacer les informations de programme modules: M142
- Comportement avec M142
- Effacer la rotation de base: M143
- Comportement avec M143
- Eloigner l'outil automatique du contour lors d'un stop CN : M148
- Comportement avec M148
- Ne pas afficher le message de commutateur de fin de course: M150
- Comportement avec M150
- Fonctions auxiliaires pour machines à découvert laser
- Principe
- Introduire les fonctions auxiliaires pour machines à découpe laser
- Emission directe de la tension programmée: M200
- Comportement avec M200
- Tension comme fonction de la course: M201
- Comportement avec M201
- Tension comme fonction de la vitesse: M202
- Comportement avec M202
- Emission de la tension comme fonction de la durée (rampe dépendant de la durée): M203
- Comportement avec M203
- Plage d'introduction
- Emission d'une tension comme fonction de la durée (impulsion dépendant de la durée): M204
- Comportement avec M204
- 11
- Vue d'ensemble des fonctions spéciales
- Menu principal fonctions spéciales SPEC FCT
- Menu Pré-définition de paramètres
- Menu des fonctions pour l'usinage de contours et de points
- Menu de définition de diverses fonctions conversationnelles Texte clair
- Menu Outils de programmation
- Contrôle dynamique anticollision (option de logiciel)
- Tenez compte des restrictions suivantes:
- Contrôle anti-collision en modes de fonctionnement manuels
- Désactiver le contrôle anti-collision
- Danger de collision!
- Symbole
- Contrôle anti-collision en mode Automatique
- Réprésentation graphique de la zone protégée (fonction FCL4)
- Contrôle anti-collision en mode de fonctionnement Test de programme
- Conditions requires
- Exécuter le test anti-collision
- Contrôle des matériels de serrage (option logiciel DCM)
- Créer des modèles de matériels de serrage
- Paramétrer les matériels de serrage: FixtureWizard
- Placer les matériels de serrage sur la machine
- Vérifier la position du matériel de serrage étalonné
- Modèles de matériels de serrage
- Utiliser FixtureWizard
- Placer un matériel de serrage sur la machine
- Modifier un matériel de serrage
- Supprimer un matériel de serrage
- Vérifier la position du matériel de serrage mesuré
- Gérer les fixations
- Sauvegarder le dispositif de serrage
- Charger dispositif de serrage
- Gestion des porte-outsils (option logiciel DCM)
- Modéliser le porte-outil
- Paramétr les portes outils : ToolHolderWizard
- Activer un porte-outil
- Modèle de porte-outsils
- Paramétrer les porte-ouls : ToolHolderWizard
- Utiliser ToolHolderWizard
- Effacer porte-outil
- Configurations globales de programme (option de calculi)
- Activer/désactiver la fonction
- Rotation de base
- Echange d'axes
- Image miroir superposée
- Autre décalage additionnel du point zéro
- Blocage des axes
- Rotation superposée
- Potentiomètre d'avance
- Superposition de la manivelle
- Axe virtuel VT
- Asservissement adaptatif de l'avance AFC (option de calculiel)
- Définir les configurations par défaut AFC
- Exécuter une passée d'apprentissage
- Fichier de protocole
- Surveillance de rupture/d'usure de l'outil
- Contrôle de la charge de la broche
- Créer un programme-retour
- Conditions requises au niveau du programme à convertir
- Exemple d'application
- Filtrer les contours (fonction FCL 2)
- Fonctions de fichiers
- Définir les opérations sur les fichiers
- Définir les transformations de coordonnées
- TRANS DATUM AXIS
- Example:Sequence CN
- TRANS DATUM TABLE
- TRANS DATUM RESET
- Créer des fichiers-texte
- Ouvrir et quitter un fichier-texte
- Editor des textes
- Effacer des caractères, mots et lignes et les insérer à nouveau
- Traiter des blocs de texte
- Transférer un bloc sélectionné vers un autre fichier
- Insérer un autre fichier à la position du curseur
- Recherche de parties de texte
- Trouver le texte actuel
- Trouver n'importequeltexte
- Travailler avec les tableaux des données de coupe
- Remarque
- Possibilities d'utilisation
- Tableaux pour matieres de pieces
- Définir la matière piece dans le programme CN
- Tableau pour matières de coupe
- Tableau pour données de coupe
- Ajouter un nouveau tableau de données de coupe
- Données requises dans le tableau d'outils
- Procedure du travail avec calcul automatique de la vitesse de rotation/de l'avance
- Transfert des données de tableaux de données de coupe
- Fichier de configuration TNC.SYS
- Example pour TNC.SYS
- Tableaux à définir librement
- Créer des tableaux pouvant être définis librement
- Modifier le format du tableau
- Fermer l'éditeur de structure
- Commuter entre la vue du tableau et la vue du formulaire
- FN 26: TABOPEN: Ouvrir un tableau à définir librement
- FN 27: TABWRITE: Composer un tableau pouvant être définis librement
- Example:
- FN 28: TABREAD: Importer un tableau pouvant être définis librement
- 12
- Fonctions réservées à l'usinage multiaxes
- La fonction PLANE: Inclinaison du plan d'usinage (option-de logiciel 1)
- Définir la fonction PLANE
- Selectionner la fonction avec animation active
- Selectionner la fonction lorsqu'animation est inactive
- Affichage de positions
- Annulation de la fonction PLANE
- Définir le plan d'usinage avec les angles dans l'espace: PLANE SPATIAL
- Remarques avant que vous ne programmiez
- Paramètres d'introduction
- Abréviations utilisées
- Définir le plan d'usinage avec les angles de projection: PLANE PROJECTED
- Définir le plan d'usinage avec les angles d'Euler : PLANE EULER
- Définir le plan d'usinage avec deux vecteurs: PLANE VECTOR
- Remarques avant de programme
- Définir le plan d'usinage par trois points : PLANE POINTS
- Définir le plan d'usinage au moyen d'un seul angle incrémental dans l'espace: PLANE RELATIVE
- Remarques avant de programmer
- Plan d'usinage définie avec angles d'axes: PLANE AXIAL (fonction FCL 3)
- Définir le comportement de positionnement de la fonction PLANE
- Inclinaison automatique : MOVE/TURN/STAY (introduction impérative)
- Orienter les axes rotatifs dans une série séparée
- Sélection d'alternatives d'inclinaison : SEQ +/- (introduction optionnelle)
- Sélection du mode de transformation (introduction optionnelle)
- Usinage incliné avec TCPM dans le plan incliné
- Fraisage incliné par déplacement incrémental d'un axe rotatif
- Exemples de séquences CN:
- Fraisage incliné au moyen de vecteurs normaux
- FUNCTION TCPM (logiciel option 2)
- Pour les axes inclinés avec denture Hirth:
- Avant les positionnements avec M91 ou M92 et avant un TOOL CALL: Annuler FUNCTION TCPM.
- Définir la FUNCTION TCPM
- Mode d'action de l'avance programmée
- Interprétation des coordonnées programmées des axes rotatifs
- Example de séquences CN:
- Mode d'interpolation entre la position initiale et la position finale
- Remarque pour PATHCTRL VECTOR:
- Exemple de séquences CN:
- Annuler FUNCTION TCPM
- Exemple de séquence CN:
- Fonctions auxiliaires pour les axes rotatifs
- Avance en mm/min. sur les axes rotatifs A, B, C: M116 (option de logiciel 1)
- Avance en mm/min. sur les axes rotatifs avec M116
- Déplacement des axes rotatifs avec optimisation de la course: M126
- Comportement avec M126
- Réduire l'affichage de l'axe rotatif à une valeur inférieure à 360° : M94
- Comportement avec M94
- Correction automatique de la géométrie machine lors de l'usinage avec axes inclinés: M114 (option de logiciel 2)
- Comportement avec M114
- Conserver la position de la pointe de l'outil lors du positionnement des axes inclinés (TCPM*): M128 (option de logiciel 2)
- Comportement avec M128 (TCPM: Tool Center Point Management)
- M128 avec plateaux inclinés
- M128 avec correction d'outil tridimensionnelle
- Fraisage incléne avec axes rotatifs non asservis
- Recoupement de M128 et de M114
- Arrêt précis aux angles avec transitions de contour non tangentielles: M134
- Comportement avec M134
- Sélection d'axes inclinés: M138
- Comportement avec M138
- Validation de la cinématique de la machine pour les positions EFF/NOM en fin de séquence: M144 (option de logiciel 2)
- Comportement avec M144
- Correction d'outil tridimensionnelle (option de calculiel 2)
- Définition d'un vecteur normé
- Formes d'outils autorisées
- Utilisation d'autres outils : valeurs Delta
- Correction 3D sans orientation d'outil
- Exemple: format de séquence avec normales aux surfaces
- Face Milling: Correction 3D sans ou avec orientation d'outil
- Fraisage de profil : correction 3D avec orientation de l'outil
- Exemple: format de séquence avec orientation d'outil
- Exemple : format de séquence avec axes rotatifs
- Correction de rayon d'outil 3D en fonction de l'angle d'attaque (option de logiciel 3D-ToolComp)
- Tabl. de valeurs de correction
- ANGLE:
- NOM-R2:
- NOM-DR2:
- Programme CN
- Contournages – Interpolation spline (option de logiciel 2)
- Plages d'introduction
- 13
- Gestionnaire de palettes
- Selectionner le tableau de palettes
- Quitter le tableau de palettes
- Gestion des points d'origine de palettes avec le tableau de Presets de palettes
- Travail à l'aide du tableau de Presets de palettes
- Exécuter un fichier de palettes
- Partage de l'écran lors de l'exécution des tableaux de palettes
- Mode de fonctionnement palette avec usinage orienté vers l'outil
- Sélectionner un fichier de palettes
- Configuration d'un fichier de palettes avec formulaire d'introduction
- Configurer le plan de palette
- Réglage des détails dans le plan de palette
- Réglage du plan de bridage
- Réglage des détails dans le plan de bridage
- Réglage du plan de la pièce
- Réglage des détails dans le plan de la pièce
- Déroulement de l'usinage orienté vers l'outil
- 14
- Mise sous tension, hors tension
- Mise sous tension
- TEST MÉMOIRE
- COMPILER LE PROGRAMME PLC
- TENSION COMMANDER RELAIS MANQUE
- MODE MANUEL
- FRANCHIR POINTS DE RÉFERENCE
- Franchissement du point de référence avec inclinaison du plan d'usinage
- Mise hors service
- Déplacement des axes de la machine
- Déplacer l'axe avec les touches de sens externes
- Positionnement pas à pas
- Déplacement avec manivelle électronique
- Attention, danger pour l'opérateur et la manivelle!
- Ecran d'affichage
- Selectionner l'axe à déplacer
- Régler la sensibilité de la manivelle
- Déplacer les axes
- Réglage des potentiétres
- Introduire les fonctions auxiliaires M
- Introduire la vitesse de broche S
- Introduire l'avance F
- Initialiser le point d'origine
- Changer de mode de fonctionnement
- Fonctions des modes de fonctionnement Exécution de programme
- Vitesse de rotation broche S, avance F, fonction auxiliaire M
- Introduction de valeurs
- VITESSE BROCHES=
- Modifier la vitesse de rotationbroche et l'avance
- Sécurité fonctionnelle FS (option)
- Généralités
- Vérifier les positions des axes
- Aperçu des avances et vitesses de rotation broche autorisées
- Activer la limitation d'avance
- Affichages d'etat supplémentaires
- Initialisation du point d'origine sans palpeur 3D
- Preparatif
- Initialiser le point d'origine avec les touches d'axes
- Mesure préventive
- INITIALISATION POINT D'ORIGINE Z=
- Gestion des points d'origine avec le tableau Preset
- Enregister les points d'origine dans le tableau Preset
- Enregistrer manuellement les points d'origine dans le tableau Preset
- Explication des valeurs enregistrées dans le tableau Preset
- Activer le point d'origine du tableau Preset en mode Manuel
- Activer dans un programme un point d'origine issu du tableau Preset
- Utilisation d'un palpeur 3D
- Sélectionner le cycle palpeur
- Proces-verbal de mesure issu des cycles palpeurs
- Enregister les valeurs de mesure issues des cycles palpeurs dans un tableau de points zéro
- Enregister les valeurs de mesure issues des cycles palpeurs dans le tableau Preset
- Enregistrer les valeurs de mesure dans le tableau de Presets de palettes
- Etalonner le palpeur 3D
- Etalonnage de la longueur effective
- Etalonner le rayon effectif et compenser le désaxage du palpeur
- Afficher les valeurs d'étalonnage
- Gérer plusieurs séquences de données d'étalonnage
- Compensation du désaxage de la pierce avec un palpeur 3D
- Tableau récapitulatif
- Déterminer la rotation de base à partir de deux points
- Mémoriser la rotation de base dans le tableau Preset
- Enregisterr la rotation de base dans le tableau de Presets de palettes
- Afficher la rotation de base
- Annuler la rotation de base
- Rotation de base à partir de 2 trous/tenons :
- Palper les trouss
- Palper les tenons circulaires
- Dégauchir la piece à partir de deux points
- Dégauchir la piece
- Mémoriser le désaxage dans le tableau Preset
- Initialisation du point d'origine avec palpeur 3D
- Initialiser le point d'origine sur un axe au choix
- Coin pris comme point d'origine – Valider les points palpés pour la rotation de base
- Coin pris comme point d'origine – Ne pas valider les points palpés pour la rotation de base
- Centre de cercle pris comme point d'origine
- Cercle interieur :
- Cercle extérieur :
- Axe central comme point d'origine
- Initialiser des points d'origine à partir de trous/tenons circulaires
- Définir si l'on doit palper des troughs ou des tenons circulaires
- Mesure de pieces avec -palpeur 3D
- Définir la coordonnée d'une position sur la piece dégauchie
- Définir les coordonnées d'un coin dans le plan d'usinage
- Déterminer les dimensions d'une piece
- Déterminer l'angle compris entre l'axe de référence angulaire et une arête de la piece
- Fonctions de palpage avec palpeurs mécaniques ou comparateurs
- Inclinaison du plan d'usinage (option logiciel 1)
- Machine épizée d'une table pivotante
- Machine équipée d'une tête pivotante
- Axes inclinés: Franchissement des points de réference
- Initialisation du point d'origine dans le système incliné
- PM 7500, bit 5=0
- PM 7500, bit 5=1
- Initialisation du point d'origine sur machines équipées d'un plateau circulaire
- Initialisation du point d'origine sur machines équipées de systèmes de changement de tête
- Affichage de positions dans le système incliné
- Restrictions pour l'inclinaison du plan d'usinage
- Activation de l'inclinaison manuelle
- Configurer le sens actuel de l'axe d'outil en tant que sens d'usinage actif (fonction FCL 2)
- 15
- Programmation etexecution d'opérations simples d'usinage
- Exécuter le positionnement avec introduction manuelle
- Restrictions :
- Example 1
- Exemple 2: compenser le désaxage de la piece sur machines équipées d'un plateau circulaire
- Sauvegarder ou effacer des programmes contenus dans $MDI
- 16
- Graphiques
- Simulation graphique avec les applications spéciales
- Vue d'ensemble : vues
- Restriction en cours d'exécution du programme
- Vuede dessus
- Représentation dans 3 plans
- Coordonnées de la ligne transversale
- La représentation 3D
- Faire tourner la représentation 3D et l'agrandir/la diminuer
- Faire apparaitre le cadre du contour de la pierce brute ou le supprimer
- Agrandissement de la découverte
- Modifier l'agrandissement de la découverte
- Position du curseur avec l'agrandissement de la découverte
- Répéter la simulation graphique
- Afficher l'outil
- Calcul de la durée d'usinage
- Modes de fonctionnement Exéciution de programme
- Selectionner la fonction chronomètre
- Fonctions d'affichage du programme
- Test de programme
- Exécuter un test de programme
- Exécuter le test du programme jusqu'à une série donnée
- Selectionner la cinématique pour le test du programme
- Execution de programme
- Exécuter un programme d'usinage
- Exécution de programme en continu
- Exécution de programme pas à pas
- Interrompre l'usinage
- Interruption à l'aide de la touche STOP externe
- Interrompè l'usinage en commutant sur le mode Exécution de programme pas à pas
- Suits dans un programme après une interruption
- Programmation d'axes non asservis ("axes compteurs")
- Déplacer les axes de la machine pendant une interruption
- Exemple d'application :
- Dégagement de la broche après un bris d'outil
- Reprendre l'exécution du programme après un arrêt d'usinage
- Poursuivre l'exécution du programme avec la touche START
- Poursuivre l'exécution du programme à la suite d'une erreur
- Après un crash de la commande
- Reprendre le programme à un endroit quelconque (amorce de séquence)
- Entrée avec la touche GOTO
- Aborder à nouveau le contour
- Lancement automatique du programme
- Sauter des séquences
- Effacement du caractère „/“
- Arrêt optionnel programme
- 17
- Sélectionner la fonction MOD
- Sélectionner les fonctions MOD
- Modifier les configurations
- Quitter les fonctions MOD
- Vue d'ensemble des fonctions MOD
- Numeros de logiciel
- Introduire un code
- Chargement de service-packs
- Configurer les interfaces de données
- Configurer l'interface RS-232
- Configurer l'interface RS-422
- Sélectionner le MODE DE FONCTIONNEMENT du périphérique
- Configurer la VITESSE EN BAUDS
- Affectation
- Logiciel de transfert des données
- Installation sous Windows
- Démarrer TNCremoNT sous Windows
- Fermer TNcremoNT
- Interface Ethernet
- Configurer la TNC
- Configurations generales du réseau
- Configurations réseau spécifiques aux apparroiels
- Configurer PGM MGT
- Modifier la configuration PGM MGT
- Fichiers dépendants
- SEC. DEP
- Modifier la configuration MOD de fichiers dépendants
- Paramètres utiliser spécifiques de la machine
- Représenter la piece brute dans la zone d'usinage
- Faire pivoter toute la représentation
- Sélectionner les affichages de positions
- Sélectionner l'unité de mesure
- Sélectionner le langage de programmation pour $MDI
- Sélectionner l'axe pour générer une série L
- Introduire les limites de la zone de déplacement, afficher le point zéro
- Usinage sans limitation de la zone de déplacement
- Calculer et introduire la zone de déplacement max.
- Affichage du point d'origine
- Afficher les fichiers d'AIDE
- Sélectionner les FICHIERS D'AIDE
- Afficher les durées de fonctionnement
- Vérifier le support de données
- Exécuter le contrôle du support de données
- Régler l'heure-système
- Effectuer la configuration
- Télé-service
- Ouvrir/fermer TeleService
- Accès externe
- Autoriser/verrouiller l'accès externe
- Configurer la manivelle WiFi HR 550 FS
- Afferct la manivelle à une station d'accueil particuliere
- Régler le canal WiFi
- Statistiques
- 18
- Paramètres utiliser généraux
- Possibilities d'introduction des paramètres-machine
- Sélectionner les paramètres utiliser généraux
- Listedesparametresutilisateursgénéaux
- Affichages TNC, éditeur TNC
- MP7266.20
- MP7266.21
- MP7266.22
- MP7266.23
- MP7266.24
- MP7266.25
- MP7266.26
- MP7266.27
- MP7266.28
- MP7266.29
- MP7266.30
- MP7266.31
- MP7266.32
- MP7266.33
- MP7266.34
- MP7266.35
- MP7266.36
- MP7266.37
- MP7266.38
- MP7266.39
- MP7266.40
- MP7266.41
- MP7266.42
- MP7266.43
- Repérage des broches et cables pour les interfaces de données
- Appareils autres que HEIDENHAIN
- Interface V.11/RS-422
- Prise femelle RJ45 pour Interface Ethernet
- Informations techniques
- Signification des symboles
- \section*{Caracteristiques techniques}
- Interpolation
- Durée de traitement des séquences
- Asservissement des axes
- Course de déplacement
- Vitesse de rotation broche
- Compensation des défauts
- Interfaces de données
- Température ambiente
- Option de logiciel langues de dialogue supplémentaires
- Langues conversationnelles supplémentaires
- Option de logiciel Configurations globales de programme
- Fonction de superposition de transformations de coordonnées en modes de fonctionnement Exéciution de programme
- Option de logiciel Asservissement adaptatif de l'avance AFC
- Fonction d'asservissement adaptatif de l'avance pour optimiser les conditions d'usinage dans la production en série.
- Option de logiciel KinematicsOpt
- Cycles palpeurs pour contrôle et optimiser automatiquement la cinématique de la machine.
- Option logiciel 3D-ToolComp
- Correction de rayon 3D en fonction de l'angle d'attaque
- Fonctions de mise à jour (upgrade) FCL 2
- Activation de nouveaux développementements importants
- Fonctions de mise à jour (upgrade) FCL 3
- Activation de nouveaux développementes importants
- Fonctions de mise à jour (upgrade) FCL 4
- Changement de la pile tampon
- A
- C
- D
- E
- F
- G
- L
- M
- N
- 0
- P
- R
- s
- T
- U
- V
- W
- Tableaux récapitulatifs
- Cycles d'usinage
- Les palpeurs 3D de HEIDENHAIN
- vous aident à réduire les temps morts:
Marque : HEIDENHAIN
Modèle : ITNS 530
Catégorie : Commande numérique industrielle (CNC)