
UniMig 165 SYN - Hegesztőgép Güde - Ingyenes használati útmutató
Találja meg az eszköz kézikönyvét ingyenesen UniMig 165 SYN Güde PDF formátumban.
| Termék típusa | Szinergikus MIG/MAG hegesztőgép |
| Márka | Güde |
| Modell | UniMig 165 SYN |
| Rendelési szám | 20077 |
| Névleges bemeneti feszültség | 230 V / 50 Hz |
| Hegesztőáram | 50-160 A |
| Huzalátmérő | 0,6 - 1,0 mm |
| Hegeszthető anyagvastagság | 1,0 - 10 mm |
| Üzemciklus (40°C-on) | 15% 160 A-nál |
| Szigetelési osztály | H |
| Védettségi fokozat | IP21S |
| Méretek (H × Sz × M) | 400,5 × 178,5 × 295 mm |
| Nettó tömeg | 11,5 kg |
| Védőgáz | CO₂ vagy Ar/CO₂ keverék |
| Maximális villamosenergia-fogyasztás | 6,9 kVA |
| Szükséges hibaáram-védelem | 30 mA-es hibaáram-védőkapcsoló |
| Gép test | Acéllemez, réz, alumínium, ABS, PE |
| Karbantartás | Száraz tisztítás, mozgó alkatrészek kenése |
| Pótalkatrészek | Elérhető a www.guede.com oldalon |
| Garancia | 24 hónap a végfelhasználó számára |
Gyakran ismételt kérdések - UniMig 165 SYN Güde
Felhasználói kérdések a következőről UniMig 165 SYN Güde
0 kérdés erről a készülékről. Válaszolj azokra, amiket ismersz, vagy tedd fel a sajátod.
Tegyél fel egy új kérdést erről a készülékről
Töltse le az útmutatót a következőhöz Hegesztőgép PDF formátumban ingyenesen! Találja meg kézikönyvét UniMig 165 SYN - Güde és vegye vissza elektronikus eszközét a kezébe. Ezen az oldalon közzé van téve az eszköze használatához szükséges összes dokumentum. UniMig 165 SYN márka Güde.
HASZNÁLATI ÚTMUTATÓ UniMig 165 SYN Güde
MAGYAR Kérjük alaposan olvassa el a tájékoztatót mielőtt a gépet használja.
HU A 2019/1784 számú környezetbarát tervezési rendeletben előírt összes műszaki dokumentumot itt találja
HU A készülék üzembe helyezése
Betrieb
EN Operation FR Fonctionnement IT Esercizio ES Operação
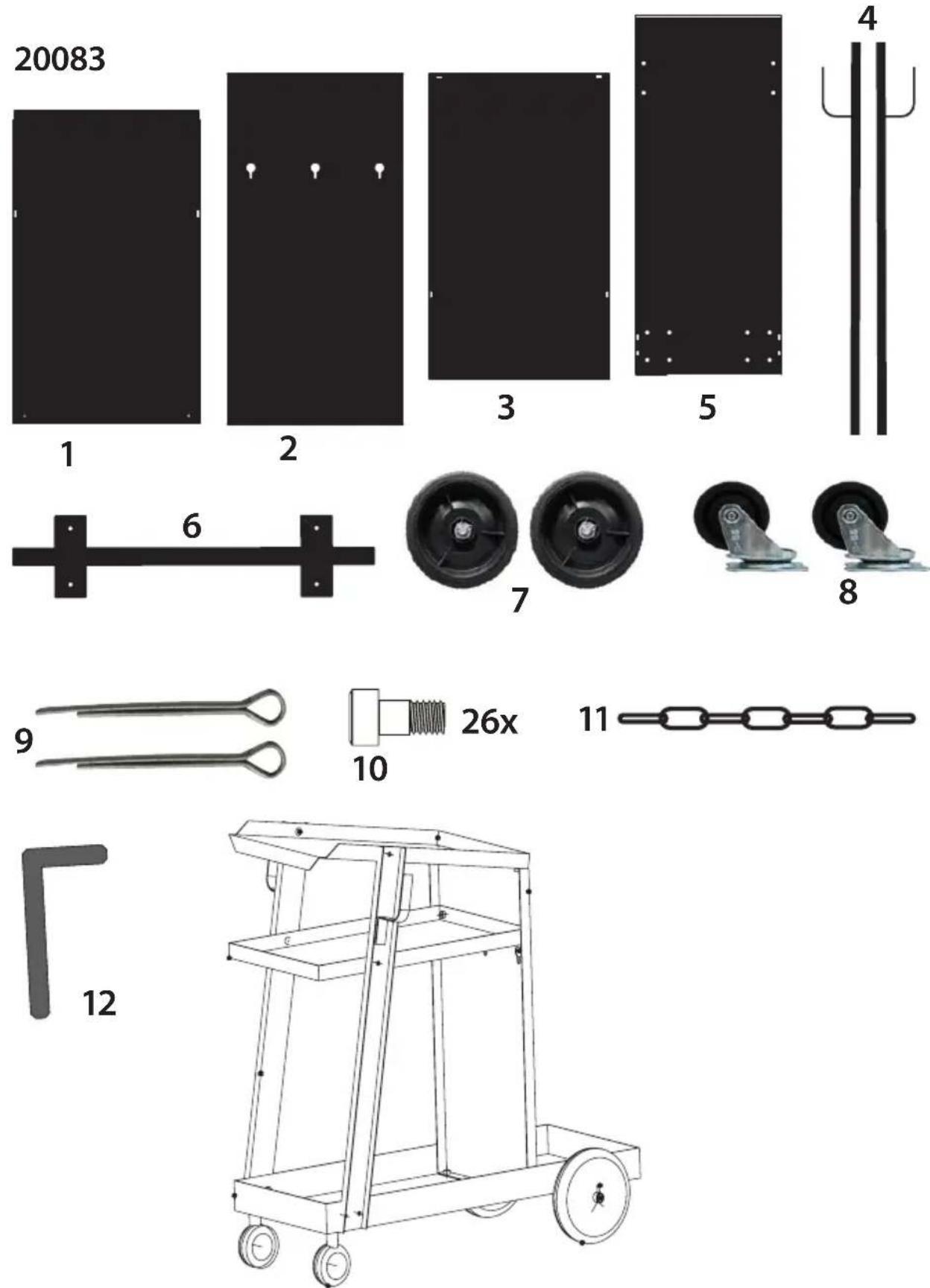
SK Rozsah dodávky PL Zakres dostawy HU Szállítási terjedelem

text_image
20077 20083
sK Rozsah dodávky PL Zakres dostawy HU Szállítási terjedelem
text_image
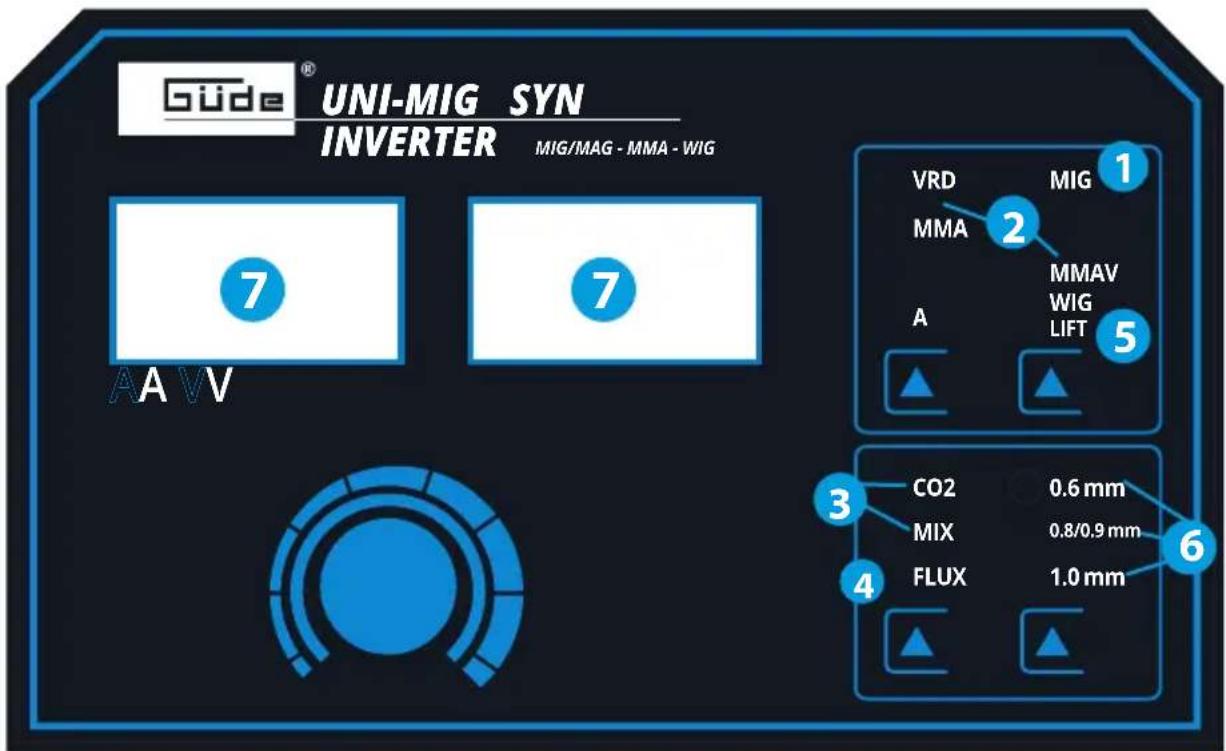
Güde® UNI-MIG SYN INVERTER MIG/MAG - MMA - WIG 7 7 A A V VRD MIG MMA MMA 2 MMAV WIG LIFT A 5 3 CO2 0.6 mm MIX 0.8/0.9 mm 4 FLUX 1.0 mm 61 MIG/MAG - Schutzgas Schweissen | MIG/ MAG shielding gas welding | Soudage MIG/ MAG sous gaz de protection | Saldatura MIG/MAG con gas di protezione | MIG/ MAG beschermgas lassen | Svařování v ochranném plynu MIG/MAG | Zváranie v ochrannom plyne MIG/ MAG | MIG/ MAG védógázos hegesztés | Spawanie w osłonie gazów MIG/ MAG | Soldadura con gas de protección MIG/ MAG
2 MMA /VRD-MMA Elektrodenschweissen | MMA / VRD-MMA Electrode welding | Soudage à l'électrode MMA / VRD-MMA | MMA / VRD-MMA
Saldatura a eletrodo | MMA / VRD-MMA Elektrode lassen | Svařování elektrodou MMA / VRD-MMA | Zváranie elektródou MMA / VRD-MMA | MMA / VRD-MMA Elektróda hegesztés | MMA / VRD-MMA Spawanie elektroda | Soldadura con electrodos MMA / VRD-MMA
3 SCHWEISS-GAS AUSWAHL | Welding gas selection | Sélection de gaz de soudage | Selezione del gas di saldatura | Selectie van lasgas | Výběr svařovacího plynu | Výber zváracieho plynu | | Hegesztógáz kiválasztása | Wybór gazu spawalniczego | Selección del gas de soldadura
4 FLUX-Fülldrahtschweissen | Flux cored welding | Soudage au fil fourré FLUX | Saldatura a filo continuo | Flux gevulde lassen | Svařování pod tavidlem | zváranie pod tavidlom | Folyósított töltőanyagú hegesztés | Spawanie drutami rdzeniowymi | Soldadura con núcleo de fundente
5 WIG Wolfram-Inertgas-Schweissen | Tungsten inert gas welding | Soudage au tungstène sous gaz inerte | Saldatura con gas inerte di tungsteno | Lassen met wolfraam inert gas | Svařování wolframovým inertním plynem | Zváranie volfrámovým inertným plynom | Volfrámmal végzett inert gázhe-gesztés | Spawanie w gazie obojętnym | Soldadura con gas inerte de tungsteno
6 Drahtdurchmesser | Wire diameter | Diamètre du fil | Diametro del filo | Draad diameter | Prümër drátu | Priemer dròtu | Huzal átmérője | Hitrost premika žice | Promjer žice | Диаметър на проводника | Diametrul sármei | Пречник жице | Średnica drutu | Diámetro del cable
7 Schweissstrom/Spannung / Drahtvorschubgeschwindigkeit bei MMA/WIG/MIG/MAG | Welding current/voltage/wire feed speed | Courant/tension de soudage/ vitesse d'avance du fil | Corrente di saldatura/tensione/velocità di avanzamento del filo MMA/WIG/MIG/MAG | Lasstroom/ spanning/draadaanvoersnelheid bij MMA/WIG/MIG/MAG | Svařovací proud/napěti/rychlost posuvu drátu u MMA/WIG/MIG/MAG | Prúd/napătie pri MMA/WIG/MIG/MAG | MMA/WIG/MIG/MAG áramerösség/feszüktség Tok/napetost v MMA/WIG/MIG/MAG | Struja/napon kod MMA/WIG/MIG/ MAG | Tok/напрежение в MMA/WIG/MIG/MAG | Curent/tensiune la MMA/WIG/MIG/MAG | Struja/napon kod MMA/WIG/MIG/MAG
SYNERGIC-FUNKTION
| DE | Beim MIG/MAG und Fülldrahtschweißen wird das entsprechende Verfahren, die Drahtstärke, sowie die Schweißspannung eingestellt, die entsprechende Drahtvorschubgeschwindigkeit ist über eine festgelegte Synergiekurve als entsprechende Einstellung hinterlegt. |
| EN | For MIG/MAG and flux-cored welding, the corresponding process, wire thickness, and welding voltage are set, and the corresponding wire feed speed is stored as a corresponding setting via a defined synergy curve. |
| FR | Pour le soudage MIG/MAG et le soudage avec fil fourré, le procédé correspondant, l'épaisseur du fil et la tension de soudage sont réglés, et la vitesse d'avance du fil est enregistrée comme réglage correspondant via une courbe de synergie définie. |
| IT | Per la saldatura MIG/MAG e con filo animato, il processo corrispondente, lo spessore del filo e la tensione di saldatura sono impostati, e la velocità di avanzamento del filo corrispondente è memorizzata come impostazione corrispondente attraverso una curva di sinergia definita |
| NL | Voor MIG/MAG en flux-cored lassen worden het overeenkomstige proces, de draaddikte en de lasspanning ingesteld, en wordt de overeenkomstige draadaanvoersnelheid via een gedefinieerde synergiecurve als overeenkomstige instelling opgeslagen. |
| CZ | Pro svařování metodou MIG/MAG a svařování pod tavidlem se nastaví odpovidající proces, tloušíka drátu a svařovací napětí a odpovidající rychlost posuvu drátu se uloži jako odpovidající nastavení prostřednictvím definované synergické krívky. |
| SK | Pri zváraní MIG/MAG a zváraní pod tavidlom sa nastavi príslušný proces, hrúbka drôtu a zváracie napätie a príslušná rychlosť posuvu drôtu sa uloži ako príslušné nastavenie prostredníctvom definovanej synergickej krivky. |
| HU | A MIG/MAG és a porközi hegesztéshez a megfelelő folyamat, a huzalvastagság és a hegesztési feszültség van beállítva, és a megfelelő huzalelőállítási sebesség egy meghatározott szinergiagórbén keresztül megfelelő beállításként van tárolva. |
| PL | W przypadku spawania MIG/MAG i spawania rdzeniowego ustawia się odpowiedni proces, grubość drutu i napięcie spawania, a odpowiednia prędkość podawania drutu jest zapisywana jako odpowiednie ustawienie za pomocą zdefiniowanej krzywej synergii. |
| ES | En el caso de la soldadura MIG/MAG y con núcleo de fundente, se ajusta el proceso correspondiente, el grosor del hilo y la tensión de soldadura, y la velocidad de avance del hilo correspondiente se almacena como ajuste correspondiente a través de una curva de sinergia definida. |

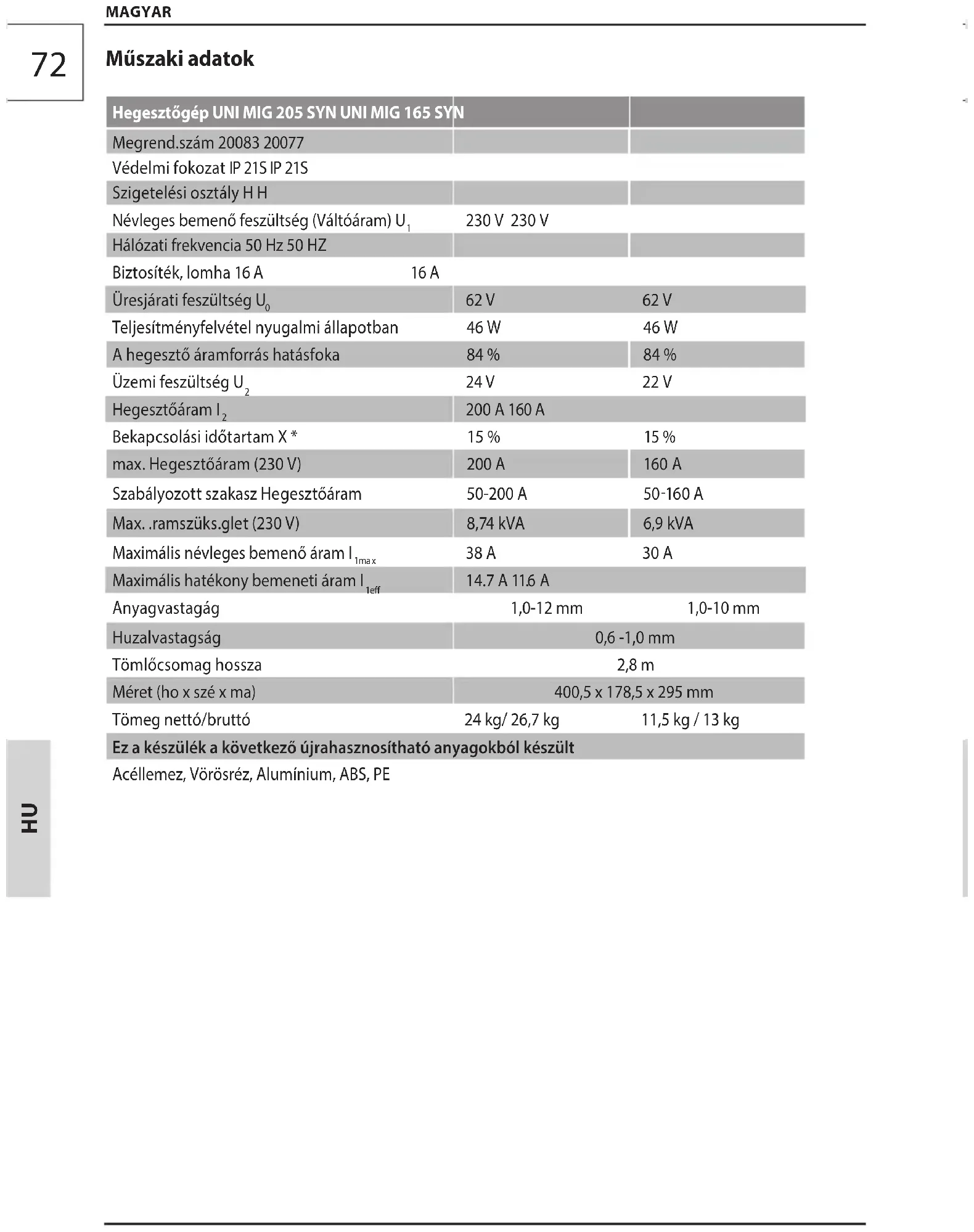
| Hegesztőgép UNI MIG 205 SYN UNI MIG 165 SYN | ||
| Megrend.szám 20083 20077 | ||
| Védelmi fokozat IP 21S IP 21S | ||
| Szigetelési osztály H H | ||
| Névleges bemenő feszültség (Váltóáram) U_1 | 230 V 230 V | |
| Hálózati frekvencia 50 Hz 50 HZ | ||
| Biztosíték, lomha 16 A | 16 A | |
| Üresjárati feszültség U_0 | 62 V | 62 V |
| Teljesítményfelvétel nyugalmi állapotban | 46 W | 46 W |
| A hegesztő áramforrás hatásfoka | 84 % | 84 % |
| Üzemi feszültség U_2 | 24 V | 22 V |
| Hegesztőáram I_2 | 200 A 160 A | |
| Bekapcsolási időtartam X * | 15 % | 15 % |
| max. Hegesztőáram (230 V) | 200 A | 160 A |
| Szabályozott szakasz Hegesztőáram | 50-200 A | 50-160 A |
| Max. .ramszüks.glet (230 V) | 8,74 kVA | 6,9 kVA |
| Maximális névleges bemenő áram I_1max | 38 A | 30 A |
| Maximális hatékony bemeneti áram I_1eff | 14.7 A 11.6 A | |
| Anyagvastagág | 1,0-12 mm | 1,0-10 mm |
| Huzalvastagság | 0,6 -1,0 mm | |
| Tömlőcsomag hossza | 2,8 m | |
| Méret (ho x szé x ma) | 400,5 x 178,5 x 295 mm | |
| Tömeg nettó/bruttó | 24 kg/ 26,7 kg | 11,5 kg / 13 kg |
| Ez a készülék a következő újrahasznosítható anyagokból készült | ||
Acéllemez, Vörösréz, Alumínium, ABS, PE


Csak azután használja a szivattyút, miután figyelmesen elolvasta és megértette a kezelési útmutatót.
Tartsa be a biztonsági utasításokat. Viselkedjen figyelmesen harmadik személlyel szemben. Az esetben, ha a gép bekapcsolásával és kezelésével kapcsolatban kételyei támadnak, forduljon a szervizszolgálathoz.
Rendeltetés szerinti használat
Védőatmoszférás hegesztőgép vasfémek termikus hegesztéséhez a szélek megolvasztásával és adalékanyag adagolásával. Felhívjuk figyelmét, hogy a készüléket kizárólag háztartási használatra tervezték.
A készüléket kizárólag az alábbiakban leírtaknak megfelelően szabad használni. Ebben az utasításban foglalt általánosan érvényes előírások mellőzése következtében beállt károkért a gyártó nem felelős Figyelmeztetjük, hogy a berendezés nem vállalkozói, kisipararos vagy ipari felhasználásra készült. Amennyiben a berendezés vállalkozói, kisiparos vagy ipari, esetleg más hasonló jellegű felhasználására kerül sor, a rá nyújtott jótállás érvényét veszíti.
Biztonsági utasítások

VIGYÁZZ! Áramütés veszélye! Áramütés zélye áll fenn!

Kizárólag hiba áram elleni védőkapcsolóval sználható (RCD előírás szerint max. aáram 30mA).
A hegesztógép védettsége IP21, és az üzem, illetve a tárolás során tilos eső és nedvesség hatásának kitenni.
Ellenőrizze a feszültséget: A tipuscimkén feltüntetett adatoknak azonosaknak kell lenniük az áramkör feszültségével.
Az elektromos vezeték csatlakozó dugóját csak az érvényben lévő szabályokat kielégítő, megfelelő alakú, feszültségű és frekvenciájú csatlakozóba dugja be.
Maximum 5 m hosszúságú hosszabbító zsinórt használjon és ennek keresztmetszete ne legyen kisebb 1.5 mm2-nél. Nem tanácsos ettől eltérő hosszúságú vagy keresztmetszetű hosszabbító zsinórt, adaptert vagy multi csatlakozót használni.
A berendezés üzembehelyezése előtt ellenőrizze, nincs-e megrongálva az elektromos kábel és/vagy a dugvilla.
A hibás kábel vagy csatlakozódugó áramütést okozhatnak.
Soha ne a tápvezetéknél fogva próbálja kihúzni a
csatlakozódugót a konnektorból.
Ne tegye ki se magát, sem más személyeket elektromos ív vagy forró fémek hatásának. A szétfreccsenő hegesztési gyöngyök súlyos égési sérüléseket okozhatnak.
A munkavégzéshez minden esetben viseljen megfelelő hegesztőpajzsot, védööltözetet és munkakesztyűt.
A hegesztési gázok tartós belélegzése egészségre ártalmas lehet. Megfelelő levegőáramoltató berendezéssel felszerelt, vagy jól szellőző helységben dolgozzon. Kerülje a gázok közvetlen belélegzését
A tömlőköteg fúvóka, illetve a feldolgozott anyaggal való érintkezés égési sérüléseket okozhat. Minden esetben speciális munkakesztyűt viseljen.
A tömlőköteg fúvókát és a feldolgozott anyagot a hegesztést követően hagyja kihülni.
A géppel folytatott tartós munka halláskárosodást okozhat. Minden esetben viseljen fülvédőt.
A hegesztőgépet kizárólag egyenes aljzaton használja, megfelelő módon rögzített gázpalackkal.
Ügyeljen arra, hogy a hegesztési füst el legyen szívva, illetve hogy a munkavégzés helye jól szellőzzön.
Az izzó salak és a szikrák tüzet, robbanást okozhatnak. Soha ne használja a készüléket tüzveszélyes közegben.
A munkavégzés helyszínéről el kell távolítani, illetve a repkedő szikrák elől megfelelően óvni kell az ott található fát, fűrészport, festékeket, lakkokat, oldószereket, hígítószereket, benzint, kerozint, földgázt, acetilént, propánt és minden más, hasonló tűzveszélyes anyagot.
Az esetleges tűzoltáshoz helyezzen készenlétbe megfelelő oltóanyagot.
Zárt edényeket és csöveket soha ne hegesszen és ne vágjon.
Az edényeket és csöveket akkor se hegessze, ha nyitottak, amennyiben olyan anyagokat tartalmaznak vagy tartalmaztak, amelyek hő vagy nedvesség hatására felrobbanhatnak, vagy más veszélyes reakciót eredményezhetnek.
Soha ne használja a hegesztógépet befagyott csövek felolvasztására. A gázpalackot feltétlenül biztosítsa a felborulással szemben. A hegesztógép soha nem emelhető fel egyszerre a gázpalackkal. A gázpalackok szállítására különleges előírások vonatkoznak.
A gázpalackok kezelése
Biztosítsa, hogy a gázpalackok kizárólag megfelelően szellőző helyiségben kerüljenek tárolásra, ill. felhasználásra.
A tömítetlen gázpalack csökkentheti az oxigén arányát a belélegzett levegőben, és így fulladásveszélyt jelent.
A használatba vétel előtt ellenőrizze le, hogy a gázpa-lack a kivitelezni kívánt munka típusának megfelelő gázt tartalmaz.
A gázpalackokat minden esetben biztonságosan rögzíteni kell függőleges állapotban a fali tartóhoz, vagy a speciális gázpalack tartó kocsihoz.
A védőgázas palackot, illetve a hozzá rögzített, gázt tartalmazó szabályozószervet tilos mozgatni. A gázpa-lack szelepét szállítás közben el kell takarni.
Használat után zárja el a gázpalack szelepét.
Ívhegesztő berendezés felállításával és üzemeltetésével kapcsolatos tudnivalók az esetleges zavarkibocsátás elkerülése érdekeben:
Gyártóként azt javasoljuk, hogy az alábbiakban felsorolt értékeléseket és intézkedéseket villa-mossági szakember hajtsa végre.
Általános tudnivalók
A felhasználó felelősséget vállal azért, hogy az ívhegesztő berendezés vagy a vágókészülék felállítását és üzemeltetését a gyartói utasításoknak megfelelően végzi. Elektromágneses interferencia észlelése esetén az ívhegesztő berendezés / vágóeszköz felhasználójának felelőssége, hogy megoldást találjon a gyártó által biztosított műszaki támogatás igénybevételével. Bizonyos esetekben ez az intézkedés egyszerűen a hegesztő áramkör földelését jelenti (lásd a megjegyzést). Más esetekben magában foglalhatja a hegesztési/vágási áramforrás és a munkadarab teljes elektromágneses leárnyékolását, a bemeneti szűrőket is ideértve. Az elektromágneses hatásokat minden esetben csökkenteni kell olyan mértékben, hogy már ne legyenek zavaróak.
Megjegyzés
A hegesztési áramkör földelésének gyakorlatát a helyi biztonsági előírások szabják meg.
A földelésnek az elektromágneses összeférhetőség javítása érdekében eszközölt módosítása növelheti a balesetek vagy a berendezéskárosodás kockázatát
A terület értékelése
Az ívhegesztő berendezés és/vagy a vágókészülék felállítása (üzembe helyezése) előtt a felhasználónak fel kell mérnie a környezet esetleges elektromágneses zavarait. A művelet során az alábbiakra kell figyelmet fordítani:
a) az ívhegesztő berendezés és/vagy a vágó-
készülék feletti, alatti és mellette lévő egyéb
elektromos vezetékek, vezérlővezetékek, jel- és
távközlési vezetékek;
b) audio és televíziós rádióadók és -vevők;
c) számítógépek és egyéb vezérlőberendezések;
d) biztonsági berendezések, pl. ipari berendezések védelmère;
e) a közelben tartózkodók egészsége, pl. szívritmus-szabályozók és hallókészülékek használata esetén;
f) kalibráló- és mérőberendezések;
g) a környezetben található egyéb berendezések zavartűrése. A felhasznalónak meg kell győződnie a környezetben használt
egyéb berendezések alkalmasságáról. Ez továb - bi védelmi intézkedéseket tehet szükségessé;
h) az elvégzendő hegesztés, vágás vagy egyéb tevékenység napszakja.
A figyelembe veendő környezet nagyságát az épület típusa és az épületben végzett egyéb tevékenységek határozzák meg. A terület túlnyúlhat az ingatlan határán
A hegesztőberendezés/vágókészülék értékelése
A terület értékelésén kívül az ívhegesztő berendezések / vágókészülékek értékelése is elvégezhető az interferencia eseteinek felmérese és kezelése érdekében. A zavarkibocsátás értékelésének tartalmaznia kell a CISPR 11:2009 szabvány 10. szakaszában meghatározott helyszíni méréseket. Helyszíni mérések a minimumintézkedések hatékonyságának megerősítése céljából is végezhetők.
Minimumintézkedésekkel kapcsolatos tudnivalók:
Nyilvános ellátórendszer
A hegesztőberendezéseket/vágókészülékeket a gyartó javaslatai alapján kell csatlakoztatni a nyilvános ellátórendszerre. Károsító hatás jelentkezése esetén további óvintézkedésekre lehet szükség, pl. a hálózati csatlakozó szűrőjének telepítésére. Meg kell fontolni a tartósan rögzített hegesztőberendezések/vágókészülékek tápvezetékének fémcsővel vagy hasonló
tárggyal történő árnyékolását. Az árnyékolás elektromos csatlakoztatását a teljes hossz mentén biztosítani kell. Az árnyékolást úgy kell csatlakoztatni a hegesztési áramforráshoz / a vágókészülék áramforrásához, hogy jó elektromos érintkezés jöjjön létre a burkolat és a hegesztési áramforrás / a vágókészülék áramforrása között.
Az ívhegesztő berendezések / vágó- készülékek karbantartása
A gyártó javaslatai alapján rendszeresen el kell végezni az ívhegesztő berendezések / vágókészülékek karbantartását. A hegesztőberendezés/vágókészülék üzemeltetése során az összes bejáratí és szervizajtót, valamint fedelet zárva kell tartani, és biztonságosan rögzíteni kell. A gyártói utasításokban megadott módosítások és beállítások kivételével a hegesztőberendezéseket / vágókészülékeket semmilyen módon nem szabad módosítani. Különösen az ívgyújtó és stabilizáló berendezések szikraközeit kell beállítani és karbantartani a gyártó javaslatai-nak megfelelően.
Hegesztőkábelek
A hegesztőkábeleknek a lehető legrövidebbeknek kell lenniük, szorosan egymás mellett kell elhelyezkedniük, és a talajon vagy annak közelében
kell futniuk.
Potenciálkiegyenlítés
Meg kell fontolni a hegesztőberendezés/ vágokészülék valamennyi fém alkatrészének elektromos csatlakoztatását. A munkadarabhoz csatlakoztatott fém alkatrészek azonban növel- hetik annak kockázatát, hogy a hegesztést végző személyt a fém alkatrészek és az elektródák egyidejű megérintését követően áramütés éri. A hegesztést végző személy számára a csatlakoztatott összes fém alkatrész elleni védelem
céljából elektromos szigetelést kell biztosítani.
A munkadarab földelése
Ha a munkadarab az elektromos rendszer biztonságára visszavezethető okból, illetve mérete és elhelyezkedése miatt (pl. hajó külső fala vagy acélszerkezetek esetében) nincs földelve, a munkadarab
földelési csatlakoztatása bizonyos esetekben – de nem mindig – csökkentheti a zavarkibocsátást. Kerülni kell, hogy
a munkadarab földelése növelje a felhasználót fenyegető balesetveszély kockázatát, vagy más elektromos berendezéseket tönkretegyen. Szükség esetén a munkadarab földelési csatlakoztatását a munkadarabhoz való közvetlen csatlakoztatással kell megoldani. Azokban az országokban, ahol a közvetlen
csatlakoztatás tilos, a csatlakoztatást megfelelő, a nemzeti előírásoknak megfelelően kiválasztott kondenzátorokkal kell megvalósítani.
Árnyékolás
A környezetben található egyéb vezetékek és berendezések szelektív árnyékolása csökkentheti a sugárzást. Speciális alkalmazásoknál a komplett hegesztőberendezés/vágókészülék árnyékolását érdemes fontolóra venni.
„A” osztály (IEC 60974-10):
Ha az eszközt olyan lakókörnyezetben kíván- ja használni, ahol az áramellátást nyilvános, alacsonyfeszültségű hálózat biztosítja, a használa- thoz elektromágneses szűrő alkalmazása válhat szükségessé, amely az elektromágneses zavarokat oly mértékben csökkenti
Ipari területeken vagy egyéb területeken, ahol az ára-mellátást nem nyilvános, alacsonyfeszültségű hálózat biztosítja, az eszköz alkalmazható.
Az 'A' osztályú eszközök nem használhatók olyan lakókörnyezetben, ahol az áramellátást nyilvános, alacsonyfeszültségű hálózat biztosítja, mivel ott kedvezőtlen áramellátási viszonyok esetén zavarokat okozhatnak.
Felhasználóként biztosítania kell, hogy szükség esetén az áramszolgáltatóval folytatott konzultációkat követően, a gép üzemeltetéséhez használni kívánt csatkakozópont megfeleljen a fenti követelményeknek.
A felhasználó felelős a hegesztésböl eredő zavarokért.
Szimbólumok
text_image
Figyelem! Használat előtt olvassa el a használati utasítást!! Munka közben viseljen megfelelő szemé- lyi védőeszközöket! Hegesztéshez használjon hegesztőpajzsot!
Minden esetben viseljen speciális hegesztőkesztyűt

Viseljen biztonsági munkacipőt átvágs elleni védelemmel, érdes talppal és acél orral!

Használjon védőkötényt

A készüléken végzett bármilyen munka elött mindig ki kell húzni a csatlakozó dugaszt a konektorból.

Biztosítsa lánccal a nyomótartályt


Vigyázz! Magas feszültség!


Robbanásveszély

Vigyázz - forró felület!


Vigyázat, mérgező gözök!Ne használja zárt területeken.

Védje nedvesség ellen A gépet nem szabad esőnek kitenni.

Tilos szívstimulátort használó személyek számára!

Személyektől való távolság Ügyeljen arra, hogy senki ne tartózkodjon a veszélyes területen

Egyfázisú transzformátor egyenirányítóval

MIG (fém-inert-gáz hegesztés) MAG (fém-aktív-gáz hegesztés)

WIG (inert védögázas volfrámelektródás hegesztés)

MMA (elektródás hegesztés)

Hegesztésre fokozott elektromos veszély esetén is alkalmas.

Egyfázisú váltóáram 50 Hz névleges frekvenciával

Hibás és/vagy tönkrement villany, vagy elektromosgépeket át kell adni az illetékes hulladékgyűjtő telepre.

Védje nedvesség ellen

A csomagolást felállított helyzetben tartsa
Követelmények a gép kezelőjére
A gép kezelője használat előtt figyelmesen olvassa el a használati utasítást.
Szakképesítés: A gép használatához, szakemberrel való felvilágosításon kívül nem szükséges speciális szakképesítés.
Minimális korhatár: A géppel kizárólag 16 éven felüli személyek dolgozhatnak. Kivételt képez a fiatallkorúak foglalkoztatása szakképzés alatt az oktató felügyelete mellet szakképzettség elsajátítása érdekében.
Képzés: A gép használatához elegendő szakember felvilágosítása resp. a használati utasítással való megismerkedés. Speciális képzés nem szükséges.
Viselkedés kényszerhelyzetben
Igyekezzen a balesetnek megfelelően elsősegélyt nyújtani, s minél hamarabb biztosítson be orvosi segítséget. A sebesültet nyugtassa meg, s védje további balesettől. Az esetleges balesetek miatt a munkahelyen, a DIN 13164 norma követelménye szerint, mindig legyen kéznél, elsősegély nyújtáshoz, kézi patika. Amit, szükség esetén, a kézi patikából kivesz, azonnal pótolja vissza.
Ha segítségre van szüksége, tüntesse fel az alábbi adatokat:
- A baleset színhelye
- A baleset típusa
- A sebesültek száma
- A sebesülések típusa
Karbantartás
A készüléken végzett bármilyen munka előtt mindig ki kell húzni a csatlakozó dugaszt a konektorból.
A szivattyút minden használat előtt vizuálisan ellenőrizze, elsősorban azt, hogy a hálózati kábel és csatlakozó dugasz ne legyen hibás.
A készüléket nem szabad használni, ha meg van rongálva, vagy a biztonsági berendezések hibásak.
Az esetben, ha a berendezés hibás, a javítást kizárólag szakszerviz végezheti.
Csak eredeti tartozékokat és eredeti pótalkatrészeket alkalmazzon!
Ne tisztítsa a gépet és annak tartozékait oldószerekkel, gyúlékony vagy mérgező anyagokkal, csak egy megnedvesített rongyot használjon, miután ellenőrizte hogy a gép áramtalanítva van.
A szellőző nyílásból, illetve a mozgó alkatrészekről minden használat után puha kefével vagy ecsettel távolítsa el a lerakódott port.
Rendszeresen kenje olajjal a mozgó fém alkatrészeket (pl. a kerekeket és az oldalsó fedelet).
Kizárólag rendszeresen karbantartott és kezelt gép lehet megbízható segédeszköz. Elégtelen karbantartás és kezelés előre nem látható balesetekhez és sérülésekhez vezethet.
Szükség esetén nézze meg a pótalkatrész listát a www.guede.com honlapon
Jótállás
Jótállás időtartalma 12 hónap ipari használat esetén, fogyasztó esetén 24 hónap, jótállás a készülék megvétele napján kezdődik.
A jótállás kizárólag az anyagi, vagy gyártási hibákból eredő elégtelenségekre vonatkozik. Reklamáció esetén fel kell mutatni az eredeti, a vásárláskor kapott, s a vásárlás dátumával ellátott iratot.
A jótállás nem vonatkozik a géppel való szaktalan használat következtében bekövetkező hibákra, pl. a gép túlterhelése, erőszakos használata, vagy idegen tárgyakkal való megrongálódása. A használati utasítás mellőzése következményeire, szerelési és szokásos, normális elhasználódásra sem vonatkozik a jótállás.
Szervíz
Vannak kérdései? Reklamáció? Szüksége van pótalkatrészekre, vagy használati utasításra? Honlapunkon a www.guede.com címen szervíz terén gyorsan, bürökráciát kizárva segítségére leszünk. Kérem, segítsen, hogy segíthessünk. Hogy gépét reklamáció esetén identifikálhassuk, szükségünk van a gyártási számra, a szortiment tételszámára és a gyártási évre. Ezek az adatok fel vannak tüntetve a tipus cimkén. Hogy mindig kéznél legyenek, kérem, jegyezze fel az lábbiakban.
Gyártási szám:
Megrendelési szám
Gyártási év:
Hiba elháritása
| Üzemzavarok Okok Intézkedések | ||
| Bár az elötoló csigája mozog, a huzal nem tolódik előre. | Beszennyeződött áramfúvóka Tisztítsa ki | |
| A tekercstartó tengelykapcsoló túl erősre van állítva. | Engedjen rajta | |
| Sérült tömlőköteg Ellenőrizz le a huzalvezeték köpenyt | ||
| A huzal elötoló csiga túlságosan kis nyomásra van beállítva | Növelje a nyomást | |
| Szaggatott huzalutánpótlás Sérült áramfúvóka Cserélje ki | ||
| Besült áramfúvóka Cserélje ki | ||
| Beszennyeződött hajtókerék horony Tisztítsa ki | ||
| Horony az elkopott hajtókeréken Cserélje ki | ||
| Kialudt elektromos ív Hibás érintkezés a földelő csipesz és a munkadarab között | Húzza meg és ellenőrizze a csipeszTávolítsa el a festéket és a rozsdát | |
| Pórusos varrat Nem megfelelő tömlőköteg távolság vagy dőlésszög | A tömlőköteg és a munkadarab közötti távolságnak legalább 5-10 mm-nek kell lennie. A dőlésszög nem lehet kevesebb 60-nál. | |
| Hosszabb üzem után a hegesztőgép hitelen kikapcsol | A hegesztőgép a túlságosan hosszan tartó használat következtében túlforrósodott, és bekapcsolt a hőkioldó | Hagyja kihülni a hegesztőgépet |
Dane techniczne
Fordítása azonossági nyilatkozat EU
Ezzel kijelentjük mi, a hogy a lentiekben megjelölt gépipari termék, koncepciója és tervezése, az általunk forgalomba kerülő kivitelezésben, megfelel az EU illetékes biztonsági és higiéniai szabályzatok alapkövetelményeinek.
A gépen, a velünk való konzultáció nélkül végzett változások esetén, a jelen nyilatkozat érvényességét veszti.
Lasapparaat | Svářečka | Zváračka | Spawarka | Hegesztógép
20077
UNI-MIG165SYN
Spôsob posúdenia zhody | Az azonosság megitélésének a módja |
Fordítása azonossági nyilatkozat EU
Ezzel kijelentjük mi, a hogy a lentiekben megjelölt gépipari termék, koncepciója és tervezése, az általunk forgalomba kerülő kivitelezésben, megfelel az EU illetékes biztonsági és higiéniai szabályzatok alapkövetelményeinek.
A gépen, a velünk való konzultáció nélkül végzett változások esetén, a jelen nyilatkozat érvényességét veszti.




