
POWER MIG 216 - Estación de soldadura LINCOLN ELECTRIC - Manual de uso y guía de instrucciones gratis
Encuentra gratis el manual del aparato POWER MIG 216 LINCOLN ELECTRIC en formato PDF.

Preguntas de los usuarios sobre POWER MIG 216 LINCOLN ELECTRIC
0 pregunta sobre este aparato. Responde a las que conoces o haz la tuya.
Hacer una nueva pregunta sobre este aparato
Descarga las instrucciones para tu Estación de soldadura en formato PDF gratis! Encuentra tus instrucciones POWER MIG 216 - LINCOLN ELECTRIC y toma tu dispositivo electrónico nuevamente en la mano. En esta página están publicados todos los documentos necesarios para el uso de su dispositivo. POWER MIG 216 de la marca LINCOLN ELECTRIC.
MANUAL DE USUARIO POWER MIG 216 LINCOLN ELECTRIC
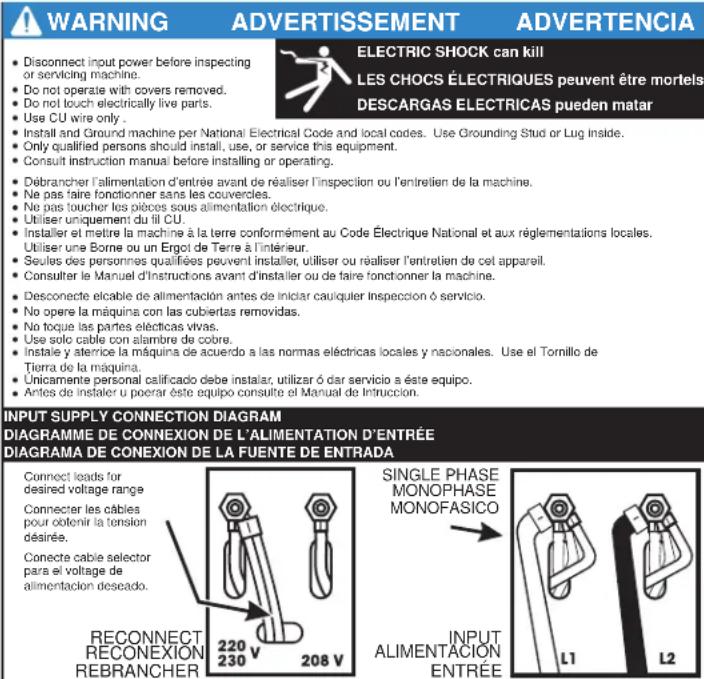
DIAGRAMA DE CONEXION DE LA FUENTE DE ENTRADA
Connect leads for
alimentacion deseado.
RECONNECT RECONNECTION REBRANCHER

SINGLE PHASE
MONOPHASE
MONOFAISICO


La seguidad depende de usted
El equipo de soldadura por arco y de corte Lincoln está disnado y construido teniendo la seguidad en mente. Sin embargo, su seguidad general puede incrementarse por medio de una instalacion adecuada... y una operacion cuidadasa de su parte. NO INSTALE, OPERE O REPAIRE ESTE EQUIPO SIN LEEREste MANUAL Y LAS PRECAUCIONES DE SE GURIDAD CONTENIDAS EN EL Mismo. Y, lo mas importante, piense antes de actuar y sea ciudadoso.
MANUAL DEL OPERADOR
LINCOLN ELECTRIC
GRACIAS POR ADQUIRIR UN PRODUCTO DE PRIMERA CALIDAD DE LINCOLN ELEC TRIC.
COMPRUEBE QUE LA CAJA Y EL EQUIPO ESTÉN EN PERFECTO ESTADO DE INMEDIATO
El comprador para a ser el propietario del equipo una vez que laEmpresa de transporte loenta en destino.
Consecutamente,该如何 reclamacion por daños materiales durante el envio deben hacerla el comprador ante la Empresa de transporte cuando seentaque el paquete.
LA SEGURIDAD DEPENDE DE USTED
Los equipos de corte y soldadura por arco de Lincoln se disean y fabrican teniendo presente la seguidad. No obstante, la seguidad en general augmente con una instalacion correcta ... y un uso razonado por su parte. NO INSTALE, UTILICHE NI REPARE EL EQUIPO SI NO SE HA LEIDOEste MANUAL Y LAS MEDIDAS DE SEGURIDAD QUE SE INCLUYEN EN EL Mismo. Y, sobre todo, piense antes de actuar y sea siempre cauteloso.

ATENCLON
Verá este cuadro siempre que debaooter Exactamente una instruccion con objeto de evitar daños fisicos graves o incluso la muerte.

PRECAUCION
Verá este cuadro siempre que deba seguir alguna instrucción con objeto de evacitar daños fisicos leves o daños materiales.

NO SE ACERQUE AL HUMO.
NO se acerque demasiado al arco. Si es necessario, utilise lentillas para poder trabajo a una distanciareasonable del arco.
LEA y ponga en practica el contenido de las hojas de datos sobre seguridad y el de las etiquetas de seguridad que encontrará en las cajas de los materiales para soldar.

TRABAJE EN ZONAS VENTILADAS 0
instale un système de extracción, a fin de eliminar humos y gases de la zona de trabajo en general.
SI TRABAJA EN SALAS GRANDES O AL AIRE LIBRE, con la ventilación natural sera suficiente cuando aleje la cabeza de los humos (v. a continuación).
APROVÉCHESE DE LAS CORRIENTES DE AIRE NATURALES outilice ventiladores para alejar los humos.
Hable con su supervisor si presenta algunos sintoma poco habitual. Es posible que haya que revisar el ambiente y el sistema de ventilacion.

UTILICE PROTECTORES OCULARES, AUDITIVOS Y CORPORALES CORRECTOS
PROTEJASE los ojos y la cara con un casco para soldar de su talla y con una placac de filtrado del grado adecuado (v. la norma Z49.1 del ANSI).
PROTEJASE el cuerpo de las salpicaduras por soldadura y de los relampagos del arco con ropa de proteccion, como tejidos de lana, quantes y delantal ignifugos, pantalones de cuero y BOTAS ALTAS.
PROTEJA a los demas de salpicaduras, relampagos y rafagas con pantallas de proteccion.
EN ALGUNAS ZONAS, poder ser necessitiesa la proteccion auricular.
ASEGÜRESE de que los equipos de protección estén en buena estado.
Utilice gafas de proteccion en la zona de trabajo ENTodo MOMento.

SITUACIONES ESPECIALES
NO SUELDE NI CORTE recipientes o materiales que hayan estado en contacto con sustancias de riesgo, a menos que se hayan lavado correctamente. Esto es extremadamente peligioso.
NO SUELDE NICORTE piezas pintadas o galvanizadas, a menos que hayaadoptado medidas para augmentar la ventilacion. Estas podrian liberar humos y gases muy toxicos.
Medidas preventivas adiconiales
PROTEJA las bombonas de gas comprimido del calor excessivo, de las descargas mecnicas y de los arcos; asegure las bombonas para que no se caigan.
ASEGURESE de que las bombonas nunca pasen por un circuito electrico.
RETIRErialquier material inflamable de la zona de trabajo de soldadura.
TENGASIEMPRA LA MANO UN EQUIPDE EXTINCION DE FUEGOS YASEGURESE DE SABER UTILizarLO.

SECCIONA: ADVERTENCIAS

ADVERTENCIAS DE ACUERDO CON LA PROPOSICION 65 PARA CALIFORNIA

ADVERTENCIA: De acuerdo con el Estado de California (EE. UU.), respirar los gases de escape de los motores de diésel provocanomalías congenitas y otherstoxicidadesfuncionreproductora.
- Arranque y utilise el motor siempre en una zona bien ventilada.
- Si se encuesta en una zona sensible, asegürese de expulsion los gases de escape.
- No modifique ni altere el sistema de expulsion de gases.
- No重点领域 en ralenti a menos que sea necessities.
Para saber más, acceda a www.P65 warnings.ca.gov/diesel
ADVERTENCIA: Cuando se usa para soldar oURTAR, el producto provoca humos y gases que, de acuerdo con el Estado de California, provocan anomalias congenitas y, en algunos casos, cancer (§ 25249.5 y siguientes del Codigdo de Salud y Seguidad del Estado de California).

ADVERTENCIA: Cancery toxicidades para la funcion reproducora (www.P65warnings.ca.gov)
LA SOLDADURA POR ARCO PUEDE SER PELIGROSA. PROTEJASE Y PROTEJA A LA PERSONAS DE SU ENTORNO DE POSIBLES LESIONES FISICAS GRAVES O INCLUSO LA MUERTE. NO PERMITA QUE LOS NINOS SE ACERQUEN. LOS PORTADORES DE MARCAPASOS DEBERAN ACUDIR A SU MEDICO ANTES DE UTILizar EL EQUIAPO.
Lea y comprenda las siguientes instrucciones de seguridad. Si quiere saber más sobre seguridad, le recomendamos que adquiera una copia de la norma Z49.1 del ANSI "Seguidad en los problemas de corte y soldadura" a工程技术 de la Sociedad Estadounidense de Soldadura (P.O. Box 351040, Miami, Florida 33135) o de la norma W117.2-1974 de CSA. Podrá recoger una copia gratuite del folleto E205, "Seguidad en los procesos de soldadura por arco", en Lincoln Electric Company, situada en 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASEGÜRESE DE QUE LOS PROCESOS DE INSTALLACION, USO, MANTENIMIENTO Y REPARACION LOS LLEVE A CABO UNICAMENTE UN TÉCNICO CUALIFICADO AL RESPECTO.

PARAEQUIPOS DE MOTOR.
1.a. Apague el motor antes de iniciar la resolved de problemas y el trabajo de mantenimiento, a menos que el motor deba estar encendido para efectuar el trabajo de mantenimiento.

1.b. Utilice el motor en zonas abiertas y bien ventiladas o asegüres de expulsar todos los gases de escape del motor al aire libre.
1.c. No ponga carburante cerca de un arco de soldadura con llama ni cuando el motor este en funciona. Detenga el motor yooter que se enfrie antes de volver a repostar para evaporar las perdidas de combustible derivadas de la evaporacion alentar en contacto con las parte esten calientes.No derrame combustible alIer Si derrama algo de combustible, limpie lo no an拒a que los gases se hayan evaporado.

1.d. Asegürese de que todos los componentes, cubiertas de seguridad y piezas del equipo estén bien instalados y en buena estado.
No acerque las manos, elleo, la ropa ni las herramrientas a la correa trapezoidal, engranajes, ventiladores y other piezas moviles al arrancar,utilizar y reparar el equipo.
1.e. En algunos casos,oulda ser besoino retiring las cubiertas de seguidad para dar elostenimiento necessario.Retire las cubiertas solo cuando sea就需要 y vuelva a colocarlas en cuando terminede hacer la tarea por la que las haya retirado.Sea extremamentecauteloso cuando travaje circa de piezas MQviles.
1.f. No colocque las manos cerca del ventilador del motor. No traté de hacer funciona el regulator o el eje portador pulsando el acelerador cuando que el motor está en marcha.
1.g. Para evaporar arrancar un motor de gasolina de forma accidental al Cambiar el motor o el generador de soldadura, desconecte los cables de la bujia, la tapa del distribuidor o el dinamomagneto, según sea necesario.
1.h. Para evaporar quemaduras, no retire la tapa de presión del radiador cuando que el motor está caliente.


LOS CAMPOS ELECTROMAGNÉTICOS PUEDEN SER PELIGROSOS.

2.a. El flujo de corriente electrica por los conductores genera Campos electromagnéticos (EM) localizados. La corriente de soldadura genera Campos EM en los cables para soldar y en los soldadores.
2.b. Los Campos EM puede interferir con ciertos marcapasos, por lo que los operarios portadores de marcapasos deben acudir a sumedicalo antes de soldar.
2.c. La exposión a los Campos EM de la soldadura podra tener algunos efectos sobre la salute que aun se desconcen.
2.d. Los operarios deben ajustarse a los siguientes procedimientos para reducir al minimum la exposión a los Campos EM derivados del circuito del soldador:
2.d.1. Guie los cables auxiliares y del electrodo a la vez y utilise cinta adhesiva siempre que sea possible.
2.d.2. No se enrolle las derivaciones del electrodo por el cuerpo.
2.d.3. No se coloque entre el electrodo y los cables auxiliares. Si el cable del electrodo queda a su derecha, el cable auxiliar también deben estar a su derecha.
2.d.4. Conecte el cable auxiliar a la pieza de trabajo lo más cerca posible de la zona en la que se esté soldando.
2.d.5. No trabajo bajo a la fuente de alimentacion del equipo.

UNA DESCARGALELECTRICA LE PUEDEMATAR.

3.a. Los circuitos auxiliar (tierra) y del electrodo estan vivos desde el punto de vista eletrico cuando el soldador está encendido.No toque dichas partes "vivas" con el cuerpo.Tampoco las toque si leva ropa que este mayda. Utilice guantes secos y herméticos para aislarse las manos.
3.b. Aísole la pieza de trabajo y el sueño con un aislante seco.
Asegürese de que el aislante sea lo suficientemente amplio como para cubrir toda la zona de contacto fisico con la pieza y el sueño.
Además de adoptar las medidas de seguridadhabituales, si deben soldar en conditionesarriesgadas desde el punto de vista electrico(en zonas humedes o@mrientas lleva ropajmojada; enestructuras metálicas comosuelos,rejas oandamios;en posiciones pocohabituales, como sentado, de rodillaso tumbado,si hayprobandidadesde tocarde forma accidentala pieza de trabajo o elsuelo),el operariodeferab利用率lossiguerientes equipo:
- Soldador (TIG) semiautomática para corriente continua (CC)
- Soldador (electrodo) manual para CC
Soldador para CA con control reducido de la tension
3.c. En los equipos TIG automaticos o semiautomáticos, el electrodo, el carrete del electrodo, el czabal del equipo, la boquilla y la pistola semiautomática también está vivas desde el punto de vista de la electricidad.
3.d. Asegürese de que el cable auxiliar presente una buena conexión electrónica con el metal que se está soldando. La connexion deverá hacer lo más cerca possible de la zona de trabajo.
3.e. Haga una buena conexión a tierra con la pieza de trabajo o el metal que vaya a soldar.
3.f. Mantenga el soporte del electrodo, las pinzas, el cable del equipo y laquina de soldar en buena estado de funcionaimiento. Cambie el aislante si está dcastado.
3.g. Nuncasumerjalelelectrodo enagua paraenfriarlo.
3.h. No toque nunca de forma simultânea las piezas vivas desde el punto de vista electrico de los soportes de los electrodos connectados a los dos equipos, ya que la tension existente entre las dos=*podía ser equivalente a la tensión de los circuitos de los dos equipos.
3.i. Cuandoonga que trabajo por encima del nivel del suelo, utilise un arnes a modo de proteccion por si se produjera una descarga y se Cayera.
3.j. Consulte también los apartados 6.c.y8.

LAS RADIACIONES DEL ARCO QUEMAN.

4.a. Utilice un protector con el filto y las cubiertas debidos para protegerse los ojos de las chispas y de las radiaciones del arco cuando este soldando u observando una soldadura por arco. Los protectores faciales y las lentes de filtrado deben adaptarse a las normas ANSI Z87.I.
4.b. Utilice ropa adecuada y fabricada con materiales ignifugos y duraderos para protegerse la piel y proteger a sus compañero de las radiaciones del arco.
4.c. Proteja a los先进技术 que estén en las immediaciones con una pantalla ignifuga y pidales que no miren al arco y que no se expongan a la radiación del arco ni a las salpicaduras.

LOS HUMOS Y GASES PUEDEN SER PELIGROSOS.

5.a. Al soldar, se pueda tener humos y gases peligrosos para la salute. Evite respirar dichos humos y gases. Si va a soldar, no se acerque al homo. Asegürese de que haya una buena ventilación en la zona del arco para garantizar que no se respíren los humos y gases. Si debe soldar superficies revestidas (consulte las instrucciones del conteditor o las hojas de datos sobre seguridad) o superficies de plomo, acero u otros metales cadmiados, asegürese de exponserse lo menos posible y de Respectar los PEL (limites de exposión permisibles) de la OSHA y los TLV (valores limite) de la ACGIH. Paraarlo, utilise los sistemas de extracción y de ventilación locales, a menos que la evaluación de la exposión indiquen lo contrario. En espacios cerrados y, en algunos casos, en espacios abiertos, necessitar un respirador. Además,deferáayar precauciones adiconiales cuando suele de acero galvanizzato.
5. b. La función del equipo de control del humo de la soldadura se ve afectada por various factores, como el uso y la colocación correctos del equipo, el mantenimiento del equipo y los procedimientos concretos aplicados a la hora de soldar. El nivel de exposión de loseworkadores debárá comprobarse en el momento de la instalación y de forma periodicauponésentonces,afin de garantizar que este se ajuste alos PEL de la OSHA y a los TLV de la ACGIH.
5.c. No utilise el equipo para soldar en zonas rodeadas de vapeores de hidrocarburo clorado procedentes de operaciones de desengrasado, limpieza o pulverizacion. El calor y la radiacion del arco能把 reacionar con los vapeores del disolvente y formar fosgeno, un gas muy toxico, y otros productos irritantes.
5.d. Los gases de proteccion que se utilizen en la soldadura por arco poder desplazar el aire y provocar lesiones o incluso la muerte. Asegürese de que haya suficiente ventilacion, en particular en zonas cerradas, para garantizar que el aire que respire sea seguro.
5.e. Lea y comprenda las instrucciones del fabricante del equipo y de los fungibles realizados, incluidas la hojas de datos sobre seguridad, y siga las practicas de sécurité aprobadas por suEmpresa. Obtendra hojas de datos sobrecurity de la mano de su distribuidor de equipos de soldar o del propio fabricante.
5.f. Consulte también elApartado 1.b.

LAS CHISPAS DERIVADAS DE CORTES Y SOLDADURAS PUEDEN PROVOC INCENDIOS O E

6.a. Eliminerialquierfactordiresgoofincendioledezona de travaibo.Sinouferapossible,cubralosmateriallesparevitarque laschispas poderancriar unincendio.Recuerde que laschispasderivadasdelasoldaduraspuedepascarconfacididad,a travésde gretaspequeñasazonasadyacentes.Además,losmateriallespuede calentarseraprudez.Evite soldarcerca del conductos hidrálicos.Asegüresede tenerunextintora la mano.
6.b. Si tuviera que usar bombonas de gas comprimido en las zonas de trabajo, tome las medidas propiadas para evaporar situaciones de riesgo. Consulte el documento "Seguridad en loseworkos de corte y soldadura" (norma Z49.l del ANSI) y los datos de funciona del equipo utilizado.
6.c. Cuando no está'utilizando el equipo, asegúrese de que el circuito del electrodo no toque en absoluto la zona de trabajo ni el sueño. Si se pusieran en contacto de forma accidental, dichas partes podrán sobrecalentarse y provocar un incendio.
6.d. No caliente, corte ni suele de depositos, bobinas o contentadores hasta que se haya asegurado de que tales procedimientos no harán que los vapores inflamables o tóxicos del interior de dichas piezas salgan al exterior. Estos peuvent provocar explosiones inclujo si se han "limpiado". Para saber más, adquiera el documento "Prácticas seguras y recommendables de preparación para los procesos de corte y soldadura de contentadores y conductos que han contenido sustancias peligrosas" (AWS F4.1) a工程技术 de la Sociedad Estadounidense de Soldadura (consulte la direccion más arriba).
6.e. Ventile los contenedores y piezas defundacionantesde calentarlos, cortarlos o soldarlos. Podrian explotar.
6.f. El arco de soldadura despende chispas y salpicaduras. Utilice prendas de proteccion, como guantes de piel, camisas gruesas, pantalones sin dobladillos, botas altas y un gorro para el pelo. Utilice un protector auricular cuando suele en un lugar distinto del habitual o en espacios cerrados. Cuando este en la zona de trabajo, utilise siempre gafas de proteccion con blindaje lateral.
6.g. Conecte el cable auxiliar tanerca de la zona de trabajo como le sea posible. Conectar los cables auxiliares a la estructura del edificio o a cualquier other urbicaciondistincta de la zona de trabajourrenta las probabilitadede que la corriente pase por cadenas de elevacion, cables de gruas uothers circuitos alternos. Esto podria tener un riesgo de incendio y sobrecalantar los cables y cadenas de elevacion hasta que fallaran.
6.h. Consulte también elApartado 1.c.
6.I. Lea y comprenda la norma NFPA 51B, "Norma para la prevencion de incendios en problemas de soldadura y corte entreculos", disponible a工程技术 de la NFPA, situada en 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6.j. No utilise las fuentes de alimentación del equipo para descongellar conductos.

SI SE DANAN, LAS BOMBONAS PUEDEN EXPLOTAR.
7.a. Utilice únicamente bombonas de gas comprimido que contengan los gases de proteccion adecuados para el proceso en cuestion, asi como reguladores diseñados para un gas y presion concretos. Todos los conductos, empalmes, etc. deben ser adecuados para el uso en cuestion y mante estado.

7.b. Guarde las bombonas siempre en vertical y asegúrelas correctamente a un bastador o a un soporte bajo.
7.c. Las bombonasdeeran almacenarse:
- Alejadas de aquellas zonas en las que能把 recibir golpes o estar susujetas a daños fisicos.
- A una distancia segura de las zonas de soldadura por arco y de corte y de cualquier othera fuente de calor, chispas o llamas.
7.d. No deje que el electrodo, el soporte del electrodo ni ninguna或其他 pieza viva desde el punto de vista electrico entre encontacto conuna bombona.
7.e. No acerque la cabeza ni la cara a la valvula de salute de la bombona cuando abra dicha valvula.
7.f. Las tapas de proteccion de la valvula siemprederabad estar en su situio y bien apretadas, excepto cuando la bombona se este utilizing o este conectada.
7.g. Lea y comprenda las instrucciones relativas a las bombonas de gas comprimido, las instrucciones del material asociado y la publicacion P-I de la CGA, "Precauciones para la manipulacion segura de las bombonas de gas comprimido", disponible a工程技术 de la Asociacion de Gas Comprimido, situada en 14501 George Carter Way Chantilly, VA 20151.

PARA EQUIPOSE ELECTRICOS.

8.a. Desconecte la potencia de entrada a工程技术 del interruptor de desconexión del cuadro
de fusibles antes de empezar a trabajo con el equipo.
8.b. Instale el equipo de acuerdo con el Codigio Eléctrico Nacional de EE. UU., los codigos locales aplicables y las recomendaciones del fabricante.
8.c. Conecte el equipo a tierra de acuerdo con el Codiglo Eléctrico Nacional de EE. UU. y las recomendaciones del fabricante.
Consulte
http://www.lincolnelectric.com/safety para saber más sobre la seguridad.
Pagina
Precauciones de Seguidad. A-2
Desembalaje de la POWER MIG® 216. A-2
Colocacion A-2
Alimentación, Aterrizimiento y Diagrama de Conexión. A-2, A-3
Conexiones de Polaridad de Salida. A-3
Instalacion de la Pistola y Cable. A-4
Gas Protector. A-4
Instalacion de ClawTM de la Bobina.. A-5
Operación. Sección B
Precauciones de Seguidad. B-1
Descripción del Producto. B-2
Procesos y Equipo Recomendados. B-2
Capacidad de Soldadura B-2
Limitaciones B-2
Descripción de los Controles. B-2
Rodillos del Mechanismo de Alimentacion B-3
Partes de Conversion de Tamaños de Alambre. B-3
Procedimiento para Cambiar Rodillos Impulsores y de Presión. B-3
Carga del Carrete de Alambre B-3
Montaje de Carretes de 10 a 30 libras.. B-3
Cómo Encender la Soldadora. B-4
Alimentacion del Electrodo B-4
Ajuste de Presión del Rodillo de Presión B-4
Configuración del Mecanismo de Alimentación B-4, B-5
Cómo Hacer una Soldadura B-5
Cómo Evitar Problemas de Alimentación de Alambre. B-6
Control del Ventilador .B-6
Protection de Voltaje de Linea de Entrada B-6
Protection Contra Sobrecarga De Alimentacion De Alambre .B-6
Proteccion Contra Sobrecarga Ternica de Soldadura. B-6
Información sobre Procedimientos de Soldadura. B-6
Aprendizaje soldar. B-6
Accesorios.. .Seccion C
Kits de Rodillos Impulsores C-1
Kit de Montaje de Cilindro Dual .C-1
Ensembles Alternativos de Pistola y Cable GMAW Magnum C-1
Kit de Conexión de Pistola Magnum C-1
Antorchas "Spool Gun" y Adaptadores Opcionales. C-1
Cómo Hacer una Soldadura con el Kit de Adaptador de Antorcha "Spool Gun" y la Antorcha "Spool Gun" Instalados C-2
Pagina
Mantenimiento.. .Seccion D
Precauciones de Seguidad D-1
Mantenimiento General D-1
Rodillos Impulsores y Tubos Guia. D-1
Instalacion de la Punta de Contacto y Tobera de Gas. D-1
Tubos y Toberas de la Pistola. D-1
Limpieza del Cable de la Pistola . D-1
Remoción y Reemplazo de Guías de Alambre D-2
Desensamblaje de la Manija de la Pistola. D-3
Localización de Averías. Sección E
Cómo Usar la Guía de Localización de Averías. E-1
Guia de Localizacion de Averias E-2 a E-4
Diagrama de Cableado y Dibujo de Dimensión . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Sección F
Manual de Partes.. .Apendice
POWER MIG® 216. P-611 (S)
Pistola Magnum Pro 250L P-202-AH (S)
ESPECIFICACIONES TECNICAS - POWER MIG® 216
| ENTRADA - MONOFÁSICA UNICAMENTE | |||||
| Voltaje/Fase/Frecuencia Estándar | Corrente de Entrada a Salida Nominal de 170 Amps Corrente de Entrada a Salida Nominal de 216 Amps | ||||
| 208/230/1/60 Hz 33/29 Amps 40/36 Amps220/1/50 Hz 30 Amps 37 Amps | |||||
| SALIDA NOMINAL | |||||
| Ciclo de Trabajo Amps Voltios a Amperios Nominales | |||||
| 30%40%60% | 216 Amps190 Amps170 Amps | 22 Voltios23 Voltios24* Voltios | |||
| SALIDA | |||||
| Rango de Corrente de Soldadura | Voltaje Maximo de Circuito Abierto | Rango de Voltaje de Soldadura | |||
| 30 - 250Amps | 35 Voltios | 13-24 Voltios | |||
| TAMAÑOS RECOMENDADOS DE ALAMBRES DE ENTRADA Y FUSIBLES | |||||
| Voltaje de Entrada/Frecuencia (Hz) | Tamaño de Fusible de Alambre o Disyuntor (Quemado Lento) | Capacidad Nominal de Amperios de Entrada en Placa de Identficación (Ciclo de dever del 30%) | Cable Eléctrico | ||
| 208/60 50 40A230/60 50 36A220/50 50 37A (NEMA Type 6-50P) | 50 Amp, 250VEnchufe de Tres Dientes(NEMA Type 6-50P) | ||||
| NOTA: Utilice Alambre de Aterrizimiento AWG #10 | |||||
| RANGO DE VELOCIDAD DE ALAMBRE | |||||
| Velocidad de Alambre 50 - 700 IPM (1.27 - 17.8 m/minute) | |||||
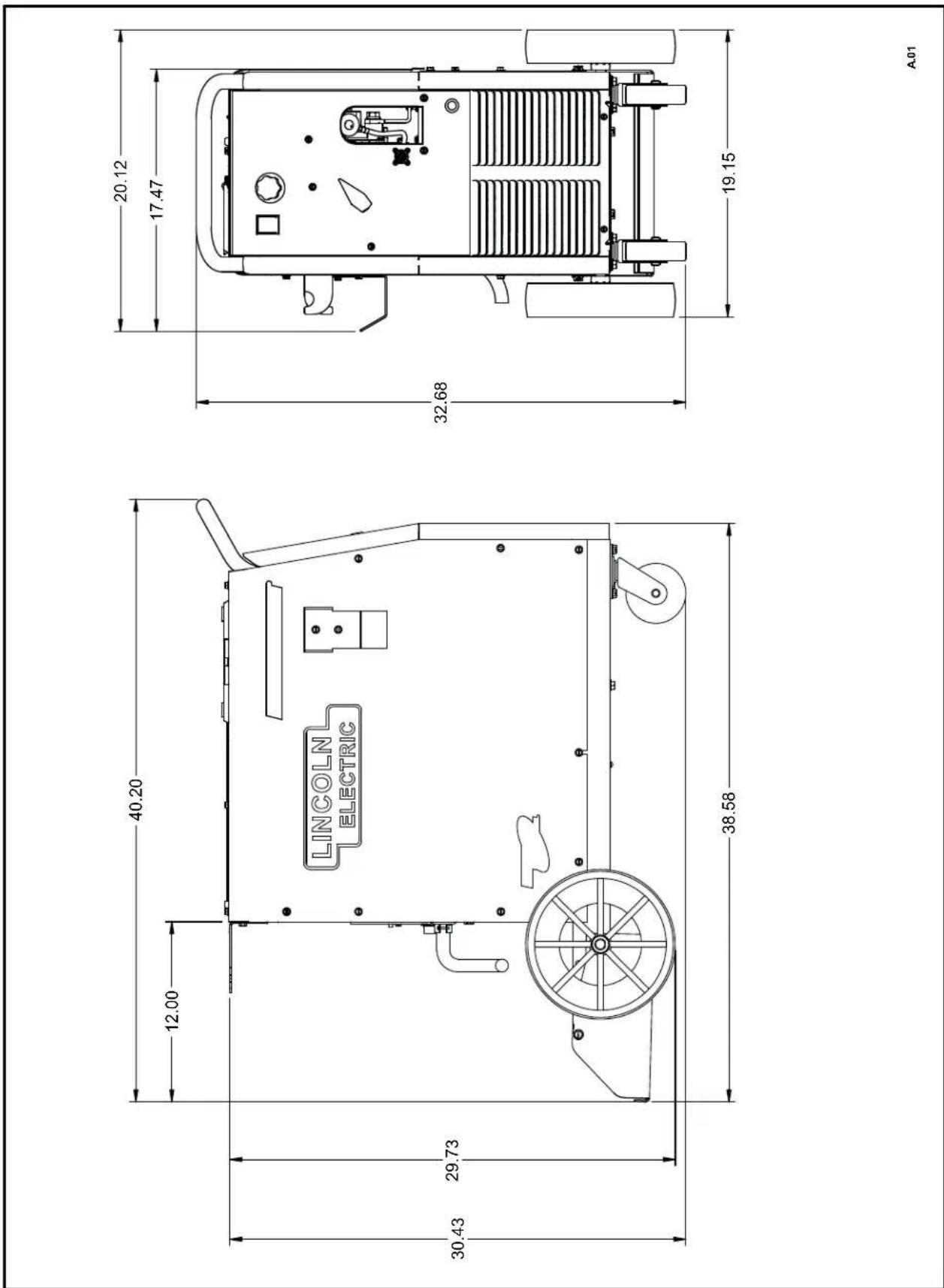
| DIMENSIONES FÍSICAS | |||||
| Altura | Ancho | Profundidad | Pesot | ||
| 32.56 in.827 mm | Con la garra de la bobina | Sin la garra de la bobina | 39.92 in.1014 mm | Con el arma y el cable y el cable del trabajo | Sin el arma y el cableik y el cable del trabajo |
| 20.12 in.512 mm | 19.15 in.487 mm | 215.5 lbs.97.8 kg. | 206.5 lbs.93.7 kg. | ||
| RANGOS DE TEMPERATUREA | |||||
| RANGO DE TEMPERATUREA DE OPERACION-4°F a 104°F(-20°C a +40°C) | RANGO DE TEMPERATUREA DE ALMACENAMIENTO-40°F a 185°F(-40°C a +40°C) | ||||
- 23 Voltios at 50 Hz.
Lea por completo la seccion de instalacion antes de inceriar la misma.
PRECAUCIONES DE SEGURIDAD

ADVERTENCIA

La DESCARGA ELECTRICA puede causar la muerte.
- Sólo personal calificado deben realizar esta instalación.
- Sólo personal que ha leído y comprenderido el Manual de Operación de la POWER MIG® 216 deben instalar y operar este equipo
- Laquina deben aterrizarse conforme a todos los@cuidos electricos naciales, locales uothers que aplicen.
- El interruptor de encendido de la POWER MIG deben estar en la posicion de APAGADO cuando instale el cable de trabajo y pistola, y al conectar(other equipo.
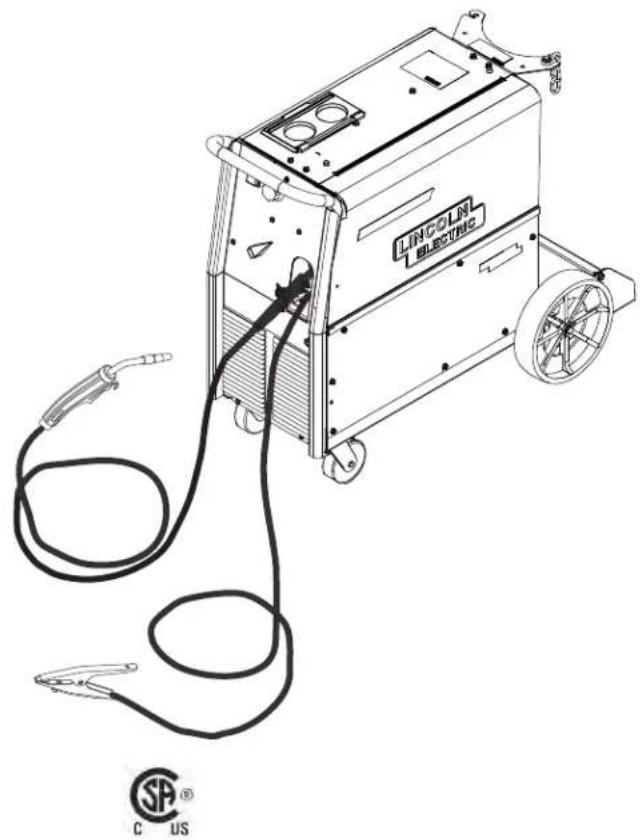
DESEMBALAJE DE LA POWER MIG® 216
Corte lasCNTAs y levante la caja de carton. Asimismo, corte las ataduras que sujetan laquina a la tarima.Remueva el unicel y material de empaquetamente corrugado.Retire la cinta adhesiva de los accesos de la Plataforma de la Botella de Gas. Desatornille los dos tornillos de madera (en dicha Plataforma) que sujetan laquina a la tarima. Ruede laquina fauna del ensamble de la tarima.
UBICACION
Localice elsoldador en una localización seca donde hay circulación libre del aire limpio en el ladrillo en la parte posterior y las lumbreras hacía fuera elANTE. Una localización que reduce al minimo lacantad de humo y de sueidad dibujados Dentro del ladrillo posterior reduce la occasion de la acumulación de la sueidad que pueda bloquear pasos de aire y causar el recalentamento.
ALIMENTACION DE ENTRADA, ATERRIZAMIENTO Y DIAGRAMA DE CONEXION

ADVERTENCIA

La DESCARGA ELECTRICA puede causar la muerte.
- No toque las partes electricamente vivas como las terminales de salute o cableado interno.
-
Debera desconectarse electricamente toda la alimentacion antes de proceder.
-
Antes de comenzar la instalación, el cheque con la Empresa electrica local si hayrialquier pregunta sobre si su fuente de alimentación es adecuada para el voltaje,los amperios,la fase,y la Frequenciaspecifico en la placadatos de servicios delsoldador.Asimismo,asegúrese de que la instalacion planeada satisface losrequireimientos delCodigo Elctrico Nacional de los E.U.A.y codigo local.Esta soldadora peut operarse desde una linea monofasica o desdeuna fase de una linea bifasica or trifasica.
- Se envian los modelos que tienen voltajes de entrada multiplelespecificados en la placadatas datos de service (e.g. 208/230) conectaron para elvoltaje mas alto. Si la soldadora debe operarse aun voltaje inferior,deferabereconnectarse conforma alas instrucciones en la Figura A.1 para maquinasde voltaje dual.

ADVERTENCIA
Asegürese de que la alimentación está electrificamente desconectada antes de remover el tornillo en la cubierta de acces del panel de reconexión.
FIGURA A.1 - Conexiones de Entrada para Maquinas de Voltaje Dual
- La POWER MIG modelo de 208/230 voltios, 50/60 Hz se envia con un cable de entrada de 3.0m (10 pies) y enchufe connectados a la soldadora.
- Haga que un electricista calificado conecte un receptaculo (Proporcionado por el Cliente) o cable a las lineas de alimentacion y al aterrizamente del sistema conforme al Codigoe Elctrico Nacional de los E.U.A. y可疑er codigoe local aplicable.
CONEXIONES DE POLARIDAD DE SALIDA
La soldadora, como se envía de fabrica, está conectada para polaridad positiva (+) de electrodo.Esta es la polaridad normal para la soldadura GMAW.
Si se requiere polaridad negativa (-) , intercambie la conexión de los dos cables localizados en el compartmento del mecanismo de alimentación cerca del panel frontal. El cable del electrodo, que está connectado al mecanismo de alimentación, deben connectarse a la terminal etiquetada negativa (-) y al cable de trabajo, que está connectado a la pinza de trabajo, deben connectarse a la terminal etiquetada positiva (+) .
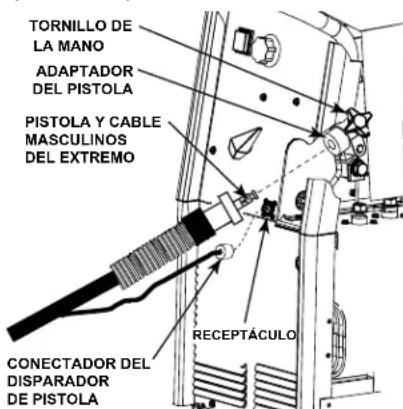
INSTALACION DE LA PISTOLA Y CABLE
La pistola y cable Magnum Pro 250L que se proportionsan con la POWER MIG® 216 está instalados de fabricula con una guía de alambre para un electrodo de 0.9-1.1 mm (.035-.045") y una punta de contacto de 0.9mm (.035"). Asegúrese de que la punta de contacto, guía de alambre y rodillos impulsores correspondan todos con el時間 del alambre que se está utilisé.
ADVERTENCIA
Apache el interruptor de encendido de la soldadora antes de instalar la pistola y cable.
- Ponga el cable hacía fuera recto.
- Desatornille el tornillo de la mano en las partes frontales de la unidad de impulsion (compartimiento de la alimentacion del alambre del interior) hasta que la extremidad del tornillo resalte no mas en la abertura del adaptorador del pistola segun lo considerado del frente de laquina. (Vease la figura A.2)
- Inserte el extremo masculino del cable del arma en el adaptador del pistola con la abertura en panel de delante. Cerciorese de que el conectador está insertado completenessyaprieteel tornillode la mano.
- Conecte el conectador del disparador de pistola del pistolay del cable con el receptaculo de acoplamento fuera del compartmento situado a la izquierda de la abertura en el panel de delante. Cerciorese de que las chaveteras estan alineados, inserte y apriete el anillo de retencion.
GAS PROTECTOR
[Para los procesos de la soldadura al arco de metal de gas (GMAW)]
El cliente deben proportionsar un cilindro de gas protector de tipo adecuado para el proceso que se está utilizando.
La POWER MIG® 216 incluye de fabrica un regulator de flujo de gas, para gas de mezcla de Argón, y una manguera de gas de entrada. Para utiliser 100% CO2 se requires un adaptorado adicional para conec
tar el regulador al gas bottle
ADVERTENCIA

Si sufre algo ndo, el CILINDRO suepe explotar.
- El gas bajo presión es explosivo. Siempre conserve los cilindros de gas en una posición vertical y encadenados al carre de transporte o soporte estadánico. Vea el Estándar Nacional Estadounidense Z-49.1, "Seguidad en Soldadura y Corte" publicity por la Sociedad Estadounidense de Soldadura.
Instale el suministro de gas protector en lasuma-ente forma:
- Coloque el cilindro de gas en la plataforma trasera de la POWER MIG® 216. Enganche lacedena en su lugar para asegurar el cilindro a la parte posteri
POWER MIG® 216
or de la soldadora.
- Remueva el tapón del cilindro. Inspeccione las valvulas del cilindro y regulator en busca de roscas danadas, suciedad, polvo, aceite o grasa. Elimine el polvo y sociedad con un trapo limpio.
iNO CONECTE EL REGULADOR SI HAY PRESENCIA DE ACEITE, GRASA O DANOS! Informe esta condidion a su proveedor de gas. El aceite o grasa en presencia de oxigeno de alta presión es explosivo.
- Párese a unazo lejos de la saliva, y abra la valvula del cilindro por un instante. Esto elimina qualquier polvo o sucidad que pudiera haberse accumulator en la salute de la
ADVERTENCIA
Asegürese de mantener alejada su cara de la calidad de la valvula cuando "destape" la valvula.
- Conecte el regulator de flujo a la valvula del cilindro y apriete muy bien las tuercas de unión con una llave.
NOTA: Si se hace una conexión a un cilindro con 100% de CO2 , deben instalarse un adaptor de regulator adicional entre el regulator y la valvula del cilindro. Si el adaptor está equipado con una roldana de plástico, asegúrese de que esté instalada para conexión a un cilindro de CO2 . - Conecte un extremo de la manguera de gas de entrada al conector de salute del regulator de flujo, y el除外 extremo al conector posterior de la POWER MIG® 216; apriete bien las tuercas de unión con una llav.
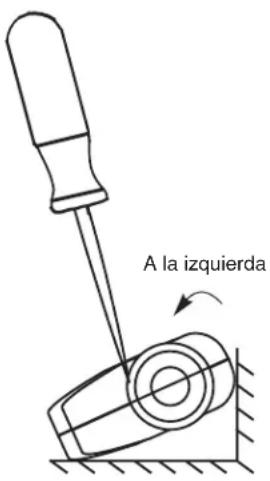
- Antes deAbrir la valvula del cilindro, gire la perilla de ajuste del regulador a la izquierda hasta que la presion del resorte de ajuste se libre.
- Permaneciendo a un lado, abra la valvula del cilindro lentamente una fracccion de vuelta. Cuando el medidor de presion del cilindro deje de moverse, abra la
ADVERTENCIA
Nunca se pare directamente en frente o detrás del regulator de flujo cuando abra la valvula del cilindro. Siempre permaneceza a un lugar.
- El regulator de flujo es ajustable. Ajustelo a la velocidad de flujo recomendada para el procedimiento y proceso que se estan usingo antes de
INSTALACION DE LA BOBINA CLAW™
La Bobina Claw™ y los tornillos de montaje se proportionsan como accesorio optional para la POWER MIG® 216. Esto usuario-instala el accesorio proporti ciona la gerencia del cable para laquina.

WARNING

Dé vuelta al interruptor del soldador APAGADO antes de instalar la Bobina Claw™.
- Desempaquete la Bobina Claw™ de su papel protector y quite el bolso de los tornillos de montaje de la parte posterior de la Bobina Claw™.
- Monte la Bobina Claw™ using los tornillos de montaje proportionsados al bajo izquierdo de laquina, cuando está visto del frente. Cerciorese de que la Bobina Claw™ está montada firmamente. (Véase la figura A.3)
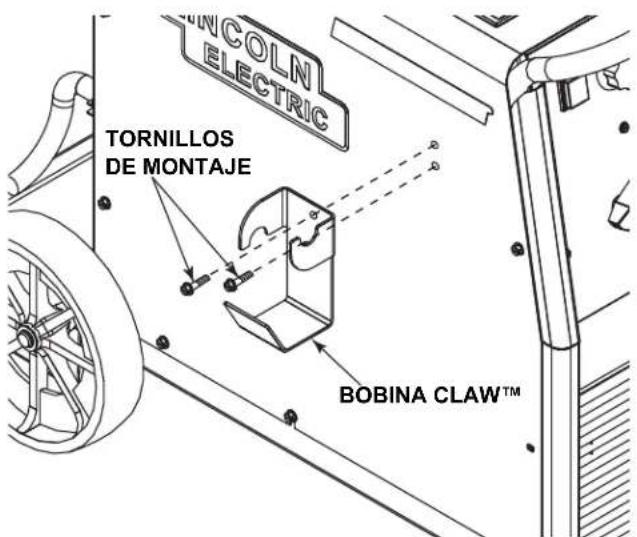
FIGURA A.3
Lea toda la sección de Operación antes de operar la POWER MIG® 216.

ADVERTENCIA

La DESCARGA ELECTRICA peutCause la muerte.
- No toque partes electricamente vivas o electrodos con laIEL O ropa mojada. Aislese del trabajo y tierra.
- Siempre utilise guantes aislantes secos.

Los HUMOS Y GASES mueben resultar peligosos.
- Mantenga su cabeza alejada de los humos.
- Use ventilation o escape para eliminar los humos y gases de su zona de respiracion.

Las CHISPAS DE SOLDADURA pueda provocar un incendio o explosión.
- Mantenga alejado al material inflamable.
- No suele en contenedores cerrados.

Los RAYOS DEL ARCOSEOuen quemar los ojos y piel.
- Utilice proteccion para los ojos, oidos y cuerpo.
Observe toda la información de seguridad a lo largo de este manual.
DESCRIPCION DEL PRODUCTO
La POWER MIG® 216 es unaquina completa semiautomática de soldadura de arco de voltaje de CD fabricada para satisfacer las specifications NEMA. Combina una fuente de poder de voltaje de transformador con tomanas de regulación con un alimentador de alambre de velocidad constante para formar un sistema de soldadura de desempeño robusto y confiable. Un simple esquema de control, que consiste de un control de velocidad de alimentación de alambre de rangocomplete, y7 selecciones de tomas de voltaje de salute proportionan versatividad con fáciladuseo yprecision. Unamericana de la POWER MIG® 216,esquesta lista para la Antorchaa "Spool Gun" Magnum 100SG.
Otras functions incluyen un eje de carrete de alambre O.D. de 51 mm (2") con freno ajustable, un carro de transporte de montaje de cilindro de gas integral, un regulator de flujo de mezcla de Argon con medidor de presión de cilindro y manguera de entrada, una pistola GMAW Magnum Pro 250L de 3.6 m (15 pies) y cable con tobera fija (al ras), un cable de alimentación de 3.0 m (10 pies) con enchufe, y un cable de trabajo de 3.0 m (10 pies) con pinza.
Los kits.optionales del arma, del adaptor del carrete de la botella doble y el kit dual del montaje del cilindro para el empujé que alimenta con el estándar construido en alimentador está también disponibles.
PROCESOS Y EQUIPO RECOMENDADOS
La POWER MIG® 216 se recomienda para procesos de soldadura GMAW utilizing carretes I.D. de 4.5 a 20 kg (10 a 44 libras) de 51 mm (2") de electrodos de alambre solido de 0.6 - 1.2 mm (.025" a .045"), acero inoxidable de 0.9 mm (.035"), aluminio de 1.1 mm (3/64"), Outershield® de 0.9 mm (.035) o 1.1 mm (.045") y Ultracore® de 1.1mm (.045"), asi como electrodos autorevestidos Innershield® de 0.9 mm (.035") y 1.1 mm (.045").
La POWER MIG® 216 esta equipada de fabrica para alimentar electrodos de 0.9mm (.035"). Internacional incluye un ensamble de cable y pistola GMAW de 3.6m (15 pies) clasificado a un ciclo de trabajo de 200A, 60% (o de 250A, 40% ) equipado para tres tamanos de alambre. El uso de los procesos GMAW requiere un suministro de gas protector.
CAPACIDAD DE SOLDADURA
La POWER MIG® 216 está clasificada a 215 amps a 22 voltios, a un ciclo de trabajo del 30% con base en un ciclo de diez horas. Es capaz de ciclos de trabajo más altos a corrientes de salute inferiores. El Diseño de transformador con tomas de regulación la hace conveniente para utiliserse con la mayoría de los sistemas generadores portátiles o en planta.
LIMITACIONES
El voltaje/corriente de calidad de la POWER MIG® 216 está sujeto a variar si la alimentacion a laquina cambia debido a su topologia de alimentacion de transformador con tomas de regulacion. En algunos casos, peut ser necessario un ajuste a la preconfiguracion de WFS y/o seleccion de toma de voltaje para amoldarse a una variacion importante en la alimentacion.
DESCRIPCION DE LOS CONTROLES
Vea la Figura B.1
- Interruption de ENCENDIDO/APAGADO - Presione el interruptor al "ON" posicón para energizar la POWER MIG® 216.
- Control de Voltaje - Se proportionsan siete selecciones de toma de voltaje etiquetadas de la "A" (voltaje minimo) a la "G" (voltaje Tmaxio). Solo deben ser ajustado cuando NO se esté soldando. La seleccion del control se peut preestablecer al ajuste especficado en la etiqueta de la carta/del procedimiento del uso en el interior de la puerta de compartmentimiento del alambre o de la section F de este manu-al de la instruccion.
- Control de Velocidad de Alambre - Controla la velocidad de alimentacion de alambre de 50-700 pulgadas por minuto (1.2 - 17.8m / min) . La velocidad de alambre no se ve afectada cuando se hace Cambios en el control de voltaje.
- Conectaror 4-Pin - Para las operaciones del arma del empujé y del arma del carrete.
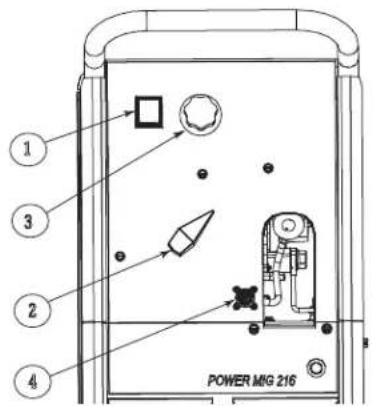
FIGURA B.1
- Interruptor eletrico del Pistola del empuje de la botella doble y del Pistola del carrete - Accione la palanca del interruptor (El punto 5 considera la figura B.2) para seleccionar entre el arma del empuje y el arma del carrete. Cuando se seleccionarialquier operation, inserte el cable al conectador de perno 4. (El punto 4, considera la figura B.1)
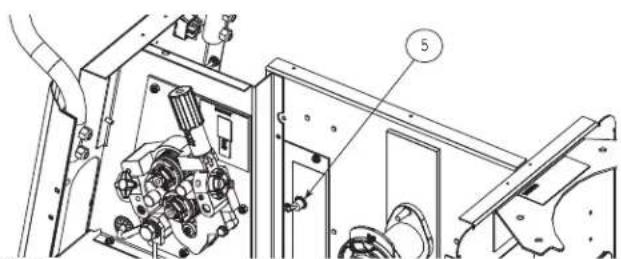
FIGURA B.2
RODILLOS DEL MECANISMO DE ALIMENTACION
Los rodillos impulsores instalados con la POWER MIG® 216 tienen dos ranuras, una para electrodos de acero solido de 0.9mm (.035") y otra para electrodos de 1.2mm (.045"). El時間 real del rodillo impulsor está marcado en el lado expuesto del本身就是.
PARTES DE CONVERSION TAMANOS DE ALAMBRE
La POWER MIG® 216 está clasificada para alimentar tamanos de electrodo solido o tubular de 0.6 a 1.2 mm (.025 - .045").
Las partes de loskits de rodillos impulsores, y de pistola y cable Magnum Pro 250L estarán disponibles para alimentar differsentes tamanos y temas de electrodos. Vea la sección de Accesorios.
PROCEDIMIENTO PARA CAMBIAR JUEGOS DE RODILLOS IMPULSORES Y DE PRESION
- Usted apaga la fuente de energia.
- Libere la presión en el rodillo de presión columpiando el brazo de presión ajustable hacía bajo y en Directions a la parte posterior de laquina. Levante el ensemble de rodillo de presión fundido y permitita que se asiente en una posicion vertical.
- Remueva la plac de retencion de la guia de alambre externa, aflojando los dos tornillos estriados grandes.
- Gire el mecanismo de retencion del rodillo impulsor hacer la posicion sin asegurar como se muestra a continuacion, y remueva los rodillos impulsores. (Vea la Figura B.3)
FIGURA B.3
POSICION SIN ASEGURAR

POSICIONASEGURADA
- Remueva la placac de la guia de alambre interna.
- Reemplace los rodillos impulsores y la guía de alambre interna por un juego adecuado para el nuevo tamanó de alambre. NOTE: Asegürese de que la guía y punta de contacto también tengan un tamanó adecuado para el tamanó de alambre selecciónado.
- Alimente manually el alambre desde el carrete de alambre, a través de la ranura del rodillo impulsor y guía de alambre, y de ahí a través del buje de bronce del ensemble de la pistola y cable.
- Vuelva a colocar la placía de retencion de la guía de alambre externa apretando los dos tornillos estriados grandes. Vuelva a colocar el brazo de presión ajustable en su posición original para aplicar presión. Ajuste la presión según seaecessaryario.
CARGA DEL CARRETE DE ALAMBRE -CARRETES O BOBINAS
Montaje de carretes de 4.5-20 kg (10 a 44 Lb.) (Diametro de 12"350MP mm) o Bobinas Innershield de 6 kg (14Lb.):
(Para bobinas Innershield de 6 Kg (13-14 lb.), se debe utilizes un Adaptador de Bobina K435).
- Abra la Puerta del Compartimiento del Mechanismo de Alimentación
- Aplane la Barra de Liberación en el Collarín de Retencion, y remué-vala del eje.
- Coloque el carrete en el eje asegurandose de que el pin de frenado del eje entra en uno de los orificios en la parte posterior del carrete (NOTA: Unamarca flecha en el eje se alinea con el pin de sujeccion del freno para poder a alinear un orificio). Aseguirese de que el alambre sale del carrete en la direction que permita que se desenrede desdela parte superiorde la bobina.
- Reinstale el Collarin de Retencion. Asegürese de que la Barra de Liberación se "expande" y de que los retenedores del collarin encajan totalmente en las ranuras del anillo de retencion en el eje.
COMO ENCENDER LA SOLDADA
Coloque el "Interruptor de Encendido" en "ENCENDIDO". Con el voltaje deseado y la velocidad de alambre seleccionada, opere el gatillo de la pistola para Obtener salute de soldadura y energizar el motor de alimentacion de alambre.
ALIMENTACION DEL ELECTRODO
ADVERTENCIA

Cuando se activa, el electrodo y mecanismo de impulsión está electrically "calientes" en relacion al trabajo y aterrizamente, y permanecen "calientes" various seguidos afterwards de que se solto el gatillo.
NOTA: Revise que los rodillos impulsores, placas guía y partes de la pistola Sean adecuados para el時間 y tipo de alambre que se está utilizando. Consulte la Tabla C.1 en la sección de Accesorios.
- Gire el carrete hasta que el extremo libre del electrodo está accesible.
- Mientras sujeta firmmente el electrodo, corte el extremo doblado y enderece las primeras cuales pulgadas. Si el electrodo no está enderezado adecuadamente, no se alimentara correctamente a工程技术 del mecanismo de alimentacion.
- Libere la presión en el rodillo de presión columpiando el brazo de presión ajustable hacer abajo y en directiona a la parte posterior de laquina. Levante el ensamble de rodillo de presión fundido y permità que se asiente en una posición vertical. Deje la placía de guía de alambre externa instalada. Alimente manualmente el alambre a工程技术 del buje de guía de entrada y a工程技术 de las placas guía (sobre la ranura del rodillo impulsor). Empujé una longitud sufficiente de alambre para asegurar que este se ha alimentado al ensamble de la pistola y cable sin restricciones. Vuelva a colocar el brazo de presión ajustable a su posición original para aplicar presión al alambre.
- Oprima el gatillo de la pistola para alimentar el alambre del electrodo a工程技术 de la pistola.
AJUSTE DE PRESION DEL RODILLO DE PRESION
ADVERTENCIA

La DESCARGA ELECTRICA puede causar la muerte.
-
APAGUE la alimentacion de entrada de la fuente de poder de soldadura antes de instalar oCambiar rodillos impulsores y/o guias.
-
No toque partes electricamente vivas.
- Cuando desplaza con el gatillo de la pistola, el electrodo y mecanismo de impulsión está "calientes" para trabajo y hacer Tierra, y podrián permanecer energizados por varioussegundosdespuésdeque se sueltael gatillo.
- Sólo personal calificado deben realizar trabajo de mantenimiento.
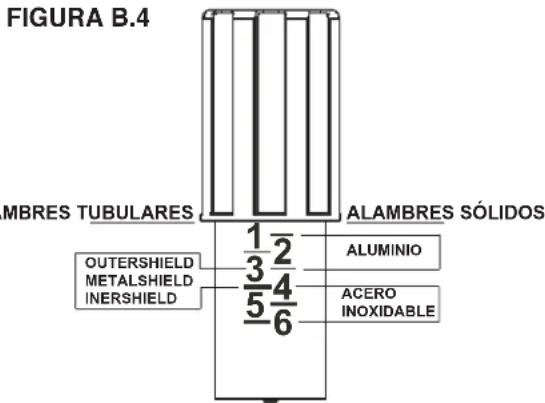
El brazo de presión controla la calidad de fuerza que los rodillos impulsores ejercen sobre el alambre. Un ajuste adecuado del brazo de presión brinda el mejor desempeño de soldadura. Paraelines resultados, establezcaamins brazos enel mismo valor..
Establezca el brazo de presión en lasuma forma (Vea la Figura B.5):
Alambre de aluminio entre 1 y 3
Alambres tubulares entre 3 y 4
Alambres de Acero, Inoxidable entre 4 y 6
CONFIGURACION DEL MECHANISMO DE ALIMENTACION
Vea la Figura B.5
Cambio del adaptor de Pistola
ADVERTENCIA

La DESCARGA ELECTRICA puede causar la muerte.
-
APAGUE la alimentacion de la fuente de poder de soldadura antes de instalar oCambiar rodillos impulsores y/o guias.
-
No toque partes electricamente vivas.
- Cuando desplaza con el gatillo de la pistola, el electrodo y mecanismo de impulsión está "calientes" para trabajo y hacer tierra, y podrián permanecer energizados por varioussegundos antes de que se sueña el gatillo.
- Sólo personal calificado deben realizar trabajo de mantenimiento.
Nota: Algunos adaptadores del arma no requieren el uso del tornillo de la mano.
- Apague la alimentacion de la fuente de poder de soldadura.
- Remueva el alambre de soldadura del mecanismo de alimentación.
- Remueva el tornillo mariposa del mecanismo de alimentacion.
-
Remueva la pistola de soldadura del mecanismo de alimentacion.
-
Afloje el tornillo de casquillo de lackeza de zocalo que sostiene la barra del connectador contra el adaptador del pistola.
Important: no intente remover completeness el tornillo Allen guía. - Quite la guía de alambre externa, y empuje el adaptor del arma de la impulsión del alambre. Debido a el ajuste de la precisión, el golpear ligeramente ligero se pueda requisir para quitar el adaptor del pistola.
- Desconnecte la manguera del gas que blinda del adaptor del pistola, si Proceed.
- Conecte la manguera del gas que blinda con el nuevo adaptor del pistola, si Proceed.
- Gire el adaptador pistola hasta que el agujero tornillo de pulga alinee con el agujero del Tornillo de la mano en la placá de la alimentación. Resbale el adaptador del pistola bajo de la impulsión alambre y verificarlo que los agujeros del tornillo de la mano están alineados.
- Apriete el tornillo del zoquet..
- Inserte el arma de la soldadura en el adaptador del pistola y apriete el Tornillo de la mano.
CÓMO HACER UNA SOLDADURA
- Revise que la polaridad del electrodo sea la correcta para el proceso que se está utilizing; afterwards, colocque el interruptor de encendido en ENCENDIDO.
- Establezca la toma de voltaje de arco y velocidad de alambre deseadas para el alambre de electrodo, tipo de material y grosor, y gas (para MIG y Outershield®) en particular que se está utilisando. Utilice la Tabla de Aplicaciones en la puerta bajo del compartmento de alambre como una referencia rápida para algunos procedimientos de soldadura comunes.
NOTA: La carta del uso se pueda también encontrar en la sección
F de este manual de la instrucción.
- Oprima el gatillo para alimentar el electrodo de alambre a工程技术 de la pistola y cable. Para alambre solido, corte el electrodo bajo de aproximadamente 10mm (3 / 8^ ) del final de la punta de contacto [20 mm (3 / 4^ ) para Outershield].
- Cuando suele de gas, encienda el suministro de gas y establezca la velocidad de flujo requerida (normalmente 30-40 CFH; 14-19 litres/min).
- Conecte el cable de trabajo al metal a soldarse. La pinza de trabajo debe hacer buena contacto eletrico con el trabajo. El trabajo también debe aterrizarse como se establece en "Precauciones de Seguidad de Soldadura de Arco"
ADVERTENCIA

-
Cuando utilise un processo de arco abierto, esnecessaryutilizarproteccioncorrecta para ojos, cabezas y cuerpo.
-
Posicionel electrodo sobre la junta. El extremodel electrodo peut tocar ligeramente el trabajo.
- Baje la careta, apriete el gatillo y empiece a soldar. Sostenga la pistola en tal forma que la distancia de la punta de contacto al trabajo sea de 10mm (3 / 8^ ) [20 mm (3 / 4^ ) para Outershield].
- Para detener la soldadura, suele el gatillo de la pistola y aleje esta del trabajo afterwards de que se extinga el arco.
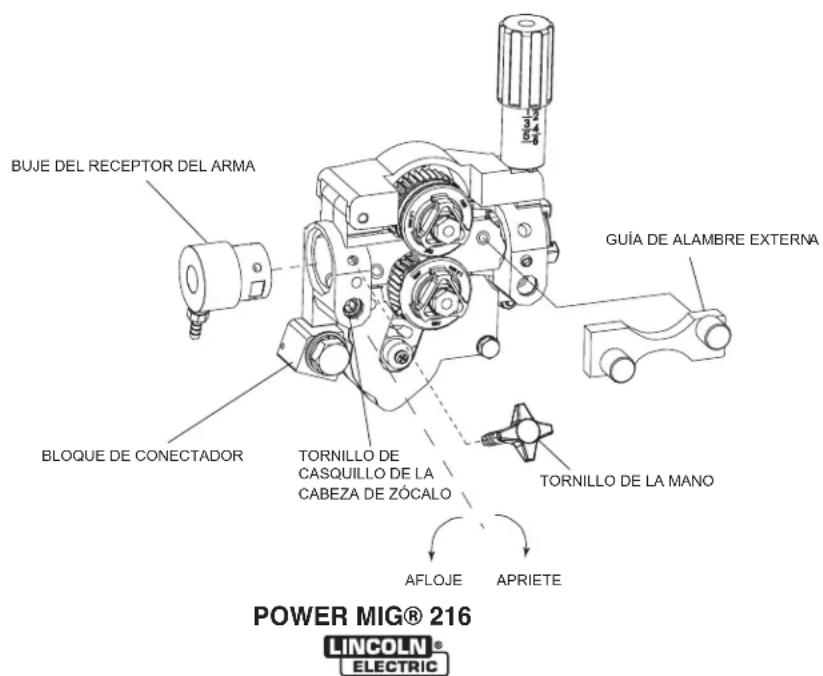
Figura B.5
- Cuando no haya nada más que soldar, ciderre la valvula en el cilindro de gas (si se utilizes), opere momentanamente el gatillo de la pistola para liberar la presión del gas, y apague la POWER MIG® 216.
NOTA: Cuando utilise el electrodo Innershield, pourrait remove la tobera de gas del aislamento en el extremo de la pistola y reemplazarla con la tobera sin gas. Esto brindará visibiliidad mejorada y eliminará la posibili-dad sobrecalentamento de la tobera de gas.
CÓMOCEVITAR PROBLEMAS DE ALIMENTACION DE ALAMBRE
Los problemas de alimentacion de alambre能把 epitarse observando los siguientes procedimientos de manejo de la pistola:
- No tuerza o jale el cable alrededor de esquinas puntiagudas.
- Mantenga el cable de la pistola tan recto como sea possible cuando suele de carque el electrodo a工程技术 del cable.
- No permitted to carry the camiones pasen por encima de los cables.
- Mantenga el cable limpio siguiendo las instrucciones de mantenimiento.
- Use solo electrodos limpios y libres de oxido. Los electrodos de Lincoln tienen lubricacion adecuada de superficie.
- Reemplace la punta de contacto cuando el arco empiece a perdir estabilidad o cuando el extremo de la punta de contacto está fundida o deformada.
- Mantenga la tension de frenado del eje del carrete de alambre al minimum-Requerido, a fin de evaporar recorrodo excessivo del carrete que pueda causar que el alambre se "desenrede" de la bobina.
- Utilice rodillos impulsores y una presión de mecanismo de alimentación/rodillo de presión adecuados para el時間 y tipo de alambre que se está utilizando.
CONTROL DEL VENTILADOR
El ventilador está Diseño para encenderse cuando se aplica alimentación a la POWER MIG® 216 y apagarse cuando está se interrupte.
VARIACIONES DE VOLTAJE DE LA LINEA DE ENTRADA
Alto Voltaje de Linea — Un voltaje de entrada mayor que el nominal está como resultado voltajes de calidad mayores que los normales para una configuración de toma dada. Si su linea de entrada es alta, es mejor que selección una toma de voltaje más bajo que la recomendada en la tabla de procedimientos.
Bajo Voltaje de Linea — Tal vez no pueda tener una calidad maximala de laquina si el voltaje de linea es menor que la entrada nominal. La unidad continua soldando, pero laitterslepuede ser menor que la normal para una configuracion de toma dada. Si su linea de entrada es baja, es mejor que seleccione una toma de voltaje mas alta que la recomendada en la tabla de procedimientos.
PROTECCION CONTRA SOBRE-CARGA DE ALIMENTACION DE ALAMBRE
La POWER MIG cuenta con proteccion de estado solido contra sobrecarga del motor del mecanismo de alimentacion. Si el motor se sobrecarga, el trazado de circuito de la proteccion apaga el solenoide del motor impulsor y del gas del alambre. Revise que el tameno de la punta, guia de alambre y rodillos impulsores sea el correcto, y si hay obstrucciones o dobleces en el cable de la pistola, oequalquier otherwise you coulda impedir la alimentacion del alambre. A fin de Continuing on the soldadura, simplemente jale el gatillo. No existe un interruptor automatico a restablecer ya que la proteccion se hace con partes electr.ONicas confiables de estado solido.
PROTECCION CONTRA SOBRE-CARGA TTERMICA DE SOLDADURA
La POWER MIG® 216 cuenta con termostatos protectores integrados que responden ante una temperatura excessiva. Éstos abren los circuitos de alimentación de alambre y salida de la soldadora si laquina exceeda la temperatura de operación segura máximo debido a una sobrecarga freciente, o a alta temperatura ambiente más sobrecarga. Los termostatos se restablecen automatistically cuando la temperatura alcanza un nivel de operation seguro y la soldadura y alimentación se permiten otra vez, cuando se vuye a aplter el gatillo de la pistola.
INFORMACION SOBRE PROCEDIMIENTOS DE SOLDADURA
NOTA: Vea la cubierta interior de laquina o de la seccion F de este manual de la instruccion para el procedimiento de soldadura adicular, de uso general.
APRENDIZAJE SOLDAR CON AUTOGENA
La soldadura es una destreza que pueda serDSPENDAS. Nadie puecdesconvertirse ensoldadorrealizadosimplemente leyendo sobreellos.Elacoplamento seguiente"queaprende soldar"eldocumento ayudaral operador inexperto aentender losfundamentos sobrela soldadurdel alambre yaproportionar la direccion paraayudaraderasarrollar estacapacidad.
KITS DE RODILLOS IMPULSORES
Consulte la Tabla C.1 para informarse sobre losDistinctos kits de rodillos impulsores que estan disponibles para la POWER MIG ⑧ 216.El elemento en negritas se proporciona en forma estandar con la POWER MIG ⑧ 216.
TABLA C.1
| Alambre Tamaño | Kit de Rodillos Impulsores |
| Acero Sólico | .023"-.030" (0.6-0.8 mm) .035" (0.9 mm) KP1696-035S .045" (1.1 mm) KP1696-045S .035-.045 (0.9-1.1mm) KP1696-1 .040 (1.0mm) KP1696-2 |
| Tubular | .035" (0.9 mm) KP1697-035C .045" (1.1 mm) KP1697-045C |
| Aluminio | 3/64" (1.2 mm) KP1695-3/64A |
KIT DE MONTAJE DE CILINDRO DUAL (K1702-1)
Permite el montaje bajo el rado de dos cilindros de gas de tamanio total (9" de diametro x 5' de alto) conarga "sin elevacion". La instalacion es simple y las instrucciones faciles. Incluye soportes de cilindro inferior y superior, ejes de ruedas y hardware de montaje.
ADAPTADOR DE EJE DE CARRETE PEQUENO (K468)
El adaptor de eje K468 permite el uso de carretes de diametro(PC)pequeo de 8".
ADAPTADOR DEL HUSO PARA 14 LIBRAS. BOBINAS (K435)
EI adaptor del huso K435 permite 14lbs. (6kg.) Innershield arolla para ser montado en huso de 2^ (51m m) O.D.
ENSAMBLESLTERNATIVOS DE CABLEYPISTOLAGMAWMAGNUM
Los siguientes ensambles de pistola y cable Magnum Pro 250L se incluyen disponibles en formaSeparateda para usarse con la POWER MIG® 216. Cada uno está clasificado a un ciclo de trabajo del 40% , 250 amps y está equipados con un conductor integrado, conductor de gatillo twist-lock, tobera fija y aisleador, como con una guía, difusor y puntas de contacto para los tamanos de alambre especializados:
| Longitud | Ném. de Parte | Tamaño Inglés del Alambre | Tamaño Métrico del Alambre |
| 10' (3.0 m) | KP42-4045-15 | 035" - .045" 0 | 9 - 1.1 mm |
| 12' (3,6 m) | |||
| 15' (4.5 m) |
ADVERTENCIA

Desenchufe o desconecte la energia de limentacion de la POWER MIG 216 antes de instalar la Spool Gun y el Kit.
KIT DE CONEXION DE PISTOLA MAGNUM (Optional K466-6)
Utilizar el Kit de Conexión Magnum K466-6 Oportun para la POWER MIG® 216 permite el uso de los ensambles de pistola y cable estándar Magnum 200, 300 o 400.
ANTORCHAS "SPOOL GUN" Y ADAPTA-DORES OPCIONALES
La POWER MIG® 216 es capaz de operar con las siguientes antorchas "spool gun" OPCIONALES:
| ANTORCHA "SPOOL GUN" | CAPACIDAD NOMINAL | ADAPTADOR |
| Magnum 100SG (K2532-1) | Trabajo Ligero Ciclo de Trabajo del 30%, 130 amps | Fábrica lista |
| Magnum SG (K487-25) | Trabajo Mediano Ciclo de Trabajo del 60%, 250 amps | No require adapta- dor |
| Magnum 250LX (K2490-1) | Trabajo Pesado Ciclo de Trabajo del 60%, 300 amps | Adaptador Spool Gun 2703-1 |
Adaptador de Antorcha "Spool Gun" (K2703-1)
Este kit está Diseñado para permitir que la pistola "spool gun" Magnum SG o Magnum 250LX opere con la POWER MIG® 216. El kit incluye el gas solenoide, lineas de gas, arnes de cableado y panel de connexion de pistola. Este panel-ofrece un conector tipo ms de 6 pines para la antorchacha "spool gun" Magnum SG y un conector tipo ms de 7 pines para la antorcha "spool gun" Magnum 250LX, y un interruptor selector para seleccionar que pistola estas utilisando.
NOTA: Que el adaptor de antorcha spool gun K2703-1 inhibilita la capacité para Magnum 100SG.
COMO HACER UNA SOLDADURA CON EL KIT DE ADAPTADOR DE ANTORCHA "SPOOL GUN" Y LA ANTORCHA "SPOOL GUN" INSTALADOS
PRECAUCION
En cualesra de las posiciones del interruptor de palanca, aplarcluding gatillo para que el electrodo de ambas pistolas se vuela electrically "CALIENTE". Asegürese de que una pistola sin utilizez estepositionada en tal forma que el electrodo o punta no haga contacto con el gabinete metalico u other metal comun al trabajo.
- Fijando el interruptor electrico "para empujar el arma" coloque lasneutralizaciones la valvula electromagnética del gas del arma de la operation y del carrete del arma del carrete. El cierre del disparador de arma permitte la soldadura del arma del empujey ambos electrodes seran electricamente "CALIENTES".
-
Fijando el interruptor electrico al "arma del carrete" colque lasneutralizaciones la valvula electromagnética incorpora del gas de la operacion y del alimentador del arma del empuje. Internacional permitte la valvula electromagnética del gas del arma de la operacion y del carrete del arma del carrete. El cierre del disparador de arma del carrete permitte la soldadura del arma del carrete y ambos electrodos seran electrificamente "CALIENTES".
-
Operación con la POWER MIG® 216:
-
ENCIENDA la alimentacion de la POWER MIG® 216.
- Ajustar el control de la toma de voltaje aumento o disminuira su voltaje de soldadura.
- Ajustar el control de la velocidad de alambre en la antorcha "spool gun" aumento o disminuira la velocidad de la alimentacion de alambre de la antorcha "spool gun".
NOTA: Ajustar el control de la velocidad de alimentacion de alambre en el Panel de laquina noiene efecto en la velocidad de alimentacion de alambre de la antorcha "spool gun".
- Refiera al procedimiento de soldadura en laquina o la sección F de este manual de la instruccion para los ajustes de aluminio iniciales. Haga que una prueba suenda con autogena para determinar los ajustes finals.
- Fije el interruptor de selector del pistola del carrete "a la posicion del pistola del empuje" para volver a la operation del pistola del empuje.
PRECAUCIONES DE SEGURIDAD
ADVERTENCIA

La DESCARGA ELECTRICA puede causar la muerte.
Haga que un electricista instale y de service a este equipo.
- APAGUE la alimentacion de la caja de fusibles antes de trabajo en el equipo
- No toque las partes electrificamente calientes.
MANTENIMIENTO GENERAL
En ubicaciones concantidad extrema de polvo,la suciedad可以选择obstruir los pasajes de aire causando que la soldadora se sobrecaliente. Elimine la suciedad de la soldadora aplicando aire de bajo presion a intervalos regulares para eliminar la sueidad excessiva y acumulacion de polvo en las partes internas.
Los motores de ventiladorCNTAN con rodamenteos de bolas sellados que norequiren serviceo.
RODILLOS IMPULSORES Y PLACAS GUIA
Después de cada bobina de alambre, inspeccione el mecanismo de alimentación. Limpielo según sea necessario aplicando aire comprimido de baja presión. No utilise solventes para limiar el rodillo de presión porque pueda eliminar el lubricante del rodimiento. Todos los rodillos impulsores tienen estampados los tamanos de alambre que alimentarán. Si se usa un tamanó de alambre diferente al marcado en el rodillo, se debenchangiar el rodillo impulsor.
Para instrucciones sobre como reemplazar oCambiar un rodillo impulsor,vea "Rodillos del Mechanismo de Alimentacion" en la seccion de Operacion.
INSTALLACION DE LA PUNTA DE CONTACTO Y TOBERA DE GAS
- Elija la punta de contacto del tameno correcto para el electrodo que se está utilizing (el tameno del alambre está marcado en el lado de la punta de contacto) y atornillelo ajustadamente en el difusor de gas.
- Atornille la tobera de gas fija apropiada sobre el difusor. Es possible utiliser la tobera al ras estandar de 12.7mm ( .50'' u除外 tamanos OPCIONALES de toberas al ras 9arco de rociado) o retraidas. (Vea la Tabla D.2 en esta sección.)
TUBOS Y TOBERAS DE LA PISTOLA
- Reemplace las+puntas decontacto desgastadas según se requiera.
- Remueva la salpicadura bajo de la tobera de gas y de la punta antes de cada 10 horas de tiempo de arco o según se requiera.
LIMPIEZA DEL CABLE DE LA PISTOLA
A fin de poder a evaporar problemas de alimentacion, limpie la guia del cable antes de usar aproximamente 136kg (350MP libras) de electrodo. Remueva el cable del alimentador de alambre y colóquelo en forma recta sobre el piso. Retire la punta de contacto de la pistola. Usando una manguera de aire y solo presión parcial, remueva suavamente la guia del cable del extremo del difusor de gas.
PRECAUCION
Presión excessiva en el arranque puede causar que lajecuidad forme una obstruccion.
Doble el cable a la mitad y de nuevo aplique aire sobre el mesmo. Repita este procedimiento hasta que ya no salga mas sociedad. Si ya ha hecho this to se experimentan problemas de alimentacion, prunebe reemplazando la guia y consultte la section de localizacion de averias en el rubro de Alimentacion de Alambre Irregular.
REMOCION Y REEMPLAZO DE LA GUIA DE ALAMBRE
NOTA: Cambiar la guía de alambre por un<tameno de alambredifferenterequireereemplazarel difusordegas conforma a la Tabla D.1, a fin de asegurar adecuadamente la guía de alambredifferente.
TABLED.1
| Diámetro de losElectroidos Utilizados | Número de Partede la Guía deAlambre deReemplazo | Tamaño Marcadoen el Extremodel Buje de la Guía | Núm. de Partodel Difusorde Gas de laTobera Fija(y Esténcil) |
| Acero de 0.6-0.8 mm(.025"-.030") | KP42-25-15 | .030 (0.8 mm) | KP2746-1 |
| Acero de 0.9-1.2 mm(.025"-.030") | KP42-4045-15 | .045 (1.2 mm) | |
| Aluminio de 1.2 mm(3/64") | KP42-4045-15 | 3/64" (1.2 mm) |
INSTRUCCIONES DE REMOCION, INSTALLACION Y CORTE DE LA GUIA DE ALAMBRE PARA MAGNUM PRO 250L
NOTA: La variación de longitudes de cables evita la intercambiability de guías de alambre entre pistolas. Una vez que una guía ha sido cortada para una pistola en particular, no deben instalarse en另一边 pistola a menos que pueda satisfacer el重要因素 de longitudinal cortada de la guía. Las guías de alambre se envian con sus cubiertas extendidas en la cantidad adecuada.
- Remueva la tobera de gas, si se usa, para localizar el tornillo de fijación en el difusor de gas que sirve para mantener a la guía de alambre anterior en su lugar. Afloje el tornillo de fijación con una llave Allen de 2.0 mm (5/64").
- Remueva el difusor de gas y aislador del tubo de la pistola.
- Coloque la pistola y cable en forma recta sobre una superficie plana. Afloje el tornillo de fijación del conductor localizo en el conductor de metal en el lado de alimentador del cable y jale la guía de alambre fuera del cable.
- Inserte la nuevo guía de alambre sinURTAR en el lado de conductor del cable. Asegúrese de que el buje de la guía está marcado apropiadamente para el tamanode alambre que se estáutilizando.
- Coloque Completely el buje de la guía de alambre en el conductor; apriete el tornillo de fijación en el conductor de metal del cable. En este punto, el difusor de gas no deben estar instalado sobre el extremo del tubo de la pistola.
-
Todavia sin el difusor de gas sobre el tubo de la pistola, asegúrese de que el cable está derecho y después corte la guía de alambre en la longitudue que se muestra en la Figura D.1. Remuevarialquier desecho del extremo de la guía de alambre.
-
Atornille el difusor de gas en el extremo del tubo de la pistola y apriete bien. Asegürese de que el difusor de gas es correcto para la guía de alambre que se está utilizando. (Vea la tabla y estencil del difusor).
- Apriete el tornillo de fijación en elazo del difusor de gas contra la guía de alambre del cable realizando una llave Allen de 2.0 mm (5/64").
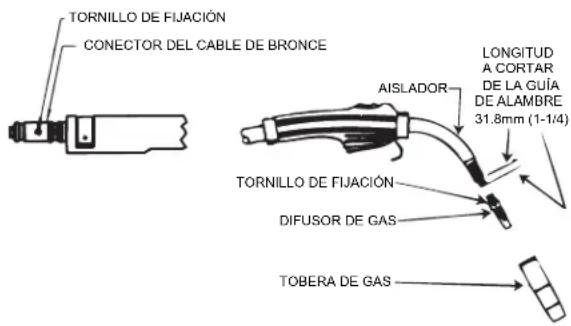
FIGURA D.1

PRECAUCION
Este tornillo solo deben aparearse suavamente. Apretar de mas dividirá o colapsará la guía, lo que a su vez provocará una alimentación de alambre deficiente.
DESENSAMPLE DE LA MANIJA DE LA PISTOLA
Las partes internas de la manija de la pistola peuvent inspeccionarse o recibir增值服务 si es necessities.
La manija de la pistola consiste de dos mitades que estan unidas por un collarin en cada extremo. A fin deAbrir la manija, gire los collarines aproximamente 60 grados a la izquierda (la misma direcciona seguir al remove una rosca derecha) hasta que el collarin se detenga.Despues, jale el collarin fuera de la manija de la pistola. Si los collarines son dificiles de girar, posiciones la manija de la pistola contra una esquina, colque un desatornillador sobre la saliente del collarin y pegue sobre el desatornillador para que el collarin gire y se libre de una varilla de bloqueo interno.
TABLED.2 ACCESORIOS Y PARTES DE REEMPLAZO DISPONIBLES PARA LA PISTOLA MAGNUM PRO 250L Y ENSEMBLES DE CABLES
| Descripción Parte Núm. Inglés | Tamaño Métrico | Tamaño |
| GUIA DE ALAMBRE DE CABLE Para cable de 4.5 m (15') o más corto | KP42-25-15 .025" - .030" 0.6 - KP42-4045-15 .035" - .045" 0.9 - KP42-4045-15 3/64" 1.2 mm (Alambre de Aluminio) | 0.8 mm 1.1 mm (Alambre de Aluminio) |
| PUNTAS DE CONTACTO Trabajo Estánda | KP2744-025 .025' KP2744-030 .030' KP2744-035 .035' KP2744-045 .045' | 0.6 mm 0.8 mm 0.9 mm 1.1 mm |
| Cónica | KP2744-030T .030" 0.8 mm KP2744-035T* .035" 0.9 mm KP2744-045T .045" 1.1 mm | |
| Saliente (para Aluminio) | KP2744-364A 3/64" 1.2 mm (Alum. Wire) (Alum. Wire) | |
| TOBERAS DE GAS Fijas (Al Ras) | KP2742-1-38F KP2742-1-50F* KP2742-1-62F | 3/8" 1/2" 12.7 mm 5/8" 15.9 mm 3/8" 1/2" 12.7 mm 5/8" 15.9 mm |
| (Retraídas) | KP2742-1-38R KP2742-1-50R KP2742-1-62R | |
| Requiere: Gas Ensemble del Difusor | KP2746-1* | .025" - .045" 0 |
| Aislador | KP2773-2* | |
| MONTAJES DE TUBO DEL ARMA Estándar (60°) 45° | KP3078-60* KP3078-45* |
- Se incluye con la POWER MIG® 216
** Las extremidades aflidas serequireen con 3/8 identificacion de la" identificacion y del 1 / 2 ".Inyectores.
Vea www.lincolnelectric.com para el(ofrecimientocomplete de losfavorables materiales consumablesde la botella doble.
CÓMOT UTILIZAR LA GUIA DE LOCALIZATION DE AVERIÁS
ADVERTENCIA
El service y la reparacion solo debe de ser realizado por Personal Capacitado por la Fábrica Lincoln Electric. Reparaciones no autorizadas技术水平 a cabo en este equipo pueda resultar peligrosas para el先进技术 y el operador de laquina, e invalidar su garantía de fabrica. Por su seguridad y para evacitar una descarga electrica, por favor tome en cuenta todas las notas de seguidad y precauaciones detalladas a lo长大o de este manual.
Esta guía de detectación de problemas se proporcióna para ayudarle a localizar y a reparar posibles averías de laquina. Simplemente siga el procedimiento de tres pasos que se da enseguida.
Paso 1.LOCALIZACION DEL PROBLEMA (SINTOMA).
Observe bajo de la columna llamada "PROBLEMA (SINTOMAS)".Esta columna describe los sintomas posibles que laquina pueda Presented. Encuentre la lista que describa de la mejor forma el sintoma que laquina está presentando.
En lasegunda columna llamada "CAUSA POSIBLE" se enumeran los factores que poder original el sintoma en laquina.
Paso 3.ACCION RECOMENDADA
Esta columna proporcióna una acción para la Causa Posible, generalmente recomienda que establishca contacto con su Taller de Servicio de Campo Autorizzato por Lincoln local.
Si no entiende o no pueda落户 a cabo la Acción Recomendada de manière segura, contacte su Taller de Servicio de Campo Lincoln Autorizzato
PRECAUCION
Si por unarzon usted no entende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones deforma segura,contacte su Taller de Servicio de Campo Lincoln Autorzano para asistencia en la localizacion de fallas Tecnicas antes de proceder.
Observe todos los lineamientos de seguridad que se detallan en el presentemanual
| PROBLEMAS(SINTOMAS) | CAUSAPOSIBLE | CURSO DE ACCIONRECOMENDADO |
| PROBLEMAS DE SALIDA | ||
| Daño=fisico o eletrico relevante es evidente | 1. Póngase en contacto con su Taller Local de Servicio Autorizado de Lincoln. | |
| No hay presencia de voltaje de cir-cuito abierto ni de alimentacion de alambre cuando se jala el gatillo.Se aplica alimentacion a la POWER MIG® 216. | 1 El gatillo de la pistola o cable能把 tener falla. Revise o reemplace el ensamble de la pistola.2. El circuito de proteccion termanica能把 estar activado. Si este es el caso, permitir que laquina se enfrie eliminará la condidion de error.3. Asegúrese de que el voltaje de entra- da sea el correcto y que corresponda a la calidad nominal en la placad de identificacion; reconecte la config- uracion del panel.4. Si el kit optional de antorchaa "spool gun" está instalado, revise para ver que esté establishido en "Empujee el Pistola" si se aprieta el gatillo asociado con el alimentador integrado, y en "Spool Gun" si se aprieta el gatillo de la antorchaa "spool gun". | |
| Hay presencia de voltaje de salute y alimentacion de alambre cuando no se jala el gatillo(no activado). | 1. Remueva el ensamble de la pistola de laquina. Si el problema se resueve, el ensamble de la pistola Tiene falla. Repare o reem- place.2. Si el problema persististe cuando se remueve el ensamble de la pistola,對於 es problema está den- tro de la POWER MIG® 216. | |
| La salute de laquina es baja.Las soldaduras STLan "frias" y el cordón de soldadura está redondeado o con protuberancias demostrando un mojado pobre en la plaza. | 1. Revise el voltaje de entrada.Asegúrese de que el voltaje de entrada corresponde a la capaci- dad nominal de la plaza de identificacion y reconnectce la configu- racion del panel.2. Asegúrese de que las configura- ciones de la velocidad de ali- mentacion de alambre y voltaje Sean las correctas para el proceso que se está utilizingando.3. Asegúrese de que la polaridad de salute sea la correcta para el proceso que se está utilizingando..4. Revise los cables de soldadura y ensamble de la pistola en busca de conexiones sueltas o con falla. | |
PRECAUCION
Si por unarzon usted no entiende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizo para asistencia en la localizacion de fallas techniques antes de proceder.
Observe todos los lineamientos de seguridad que se detallan en el presente manual
| PROBLEMAS (SINTOMAS) | CAUSA POSIBLE | CURSO DE ACCION RECOMENDADO |
| PROBLEMAS DE SALIDA | ||
| Pobre formación de arco con elec-trodo pegándose o explotando. | 1. Asegúrese de que las configuraciones de velocidad de alimentación de alambre y voltaje sean las correctas para el proceso que se está utilizing.2. La protección de gas pueda no ser la adeca-da para el proceso que se está utilizing.3. Revise el voltaje de linea de entrada para estar bajo del rango nominal recommendado de laquina.4. Revise que el panel de reconexión de laquina está configurado adecuadamente para el voltaje aplicado. | |
| PROBLEMAS DE ALIMENTACION | ||
| Alimentación de alambre irregular o el alambre no se alimenta perolos rodillos impulsores está giran-do. | 1. El cable de la pistola pueda estar doblado o retorcido.2. El alambre pueda estar atorado en el cable de la pistola, o el cable de la pistola pueda estar sucio.3. Revise la tensión del rodillo impulsor y la posi-ción de las ranuras.4. Revise si hay rodillos impulsores gastados o sueltos.5. El electrodo pueda estar oxidado o sucio.6. Revise si la punta de contacto está dañada o es incorrecta.7. Revise si el eje del alambre gira fácilmente y ajuste la perilla de tensión de frenado si es necesario.8. Revise que la pistola está totalmente bajo de su montaje y asentada adecuadamente. | Si todas las areas posibles de desajuste han sido revisadas y el problema persististe, Póngase en Contacto con su Taller de Servicio de Campo Autorizzato de Lincoln local. |
PRECAUCION
Si por unarzon usted no entende los procedimientos de prueba o es incapaz de efectuar las pruebas y reparaciones de mannersa segura, contacte su Taller de Servicio de Campo Lincoln Autorizo para asistencia en la localizacion de fallas tecnicas antes de proceder.
POWER MIG® 216

Observe todos los lineamientos de seguridad que se detallan en el presente manual
| PROBLEMAS (SÍNTOMAS) | ÁREAS POSIBLES DE DESAJUSTE(S) | CURSO DE ACCION RECOMENDADO |
| PROBLEMAS DE ALIMENTACION | Si todas las Areas posibles de desajuste han sido revisadas y el problema persiste, Póngase en Contacto con su Taller de Servicio de Campo Autorizzato de Lincoln local. | |
| La alimentación de alambre se detiene durante la soldadura. Cuando el gatillo se libera y se jala de nuevo, la alimentación de alambre empieza otra vez. | 1. Revise que los rodillos impul-sores de alimentación de alambre y el motor funciona en存在问题. 2. Revise si hay restricciones en la rutra de alimentación de alambre. Revise si hay obstrucciones en la pistola y cable. 3. Asegúrese de que la guía de alambre de la pistola y punta Sean correctas para el tamanjo de alambre que se está utilisé. 4. Asegúrese de que los rodillos impulsores y placas guía estén limpios y Sean del tamanjo cor-recto. 5. Revise si el eje gira fácilmente. | |
| No hay control de la velocidad de alimentación de alambre. Otras functions de laística son no-males. | 1. El control de velocidad de alimentación de alambre pueda estar SACIO. Gire varias vezes y revise si el problema está resuelto. | |
| PROBLEMAS DE FLUJO DE GAS | ||
| El gas no fluye cuando se jala el gatillo de la pistola. | 1. Asegúrese de que el suministro de gas este conectado ade-cuadamente y "ENCENDIDO". 2. Si el solenoide de gas se active (haceblick) cuando se aprieta el gatillo de la pistola, pueda haber una restricción en la linea de suministro de gas. 3. El ensamble del cable de la pistola pueda tener falla. Revise o reemplace. 4. Si el solenoide de gas no opera cuando se aprieta el gatillo de la pistola, el problema está bajo de la POWER MIG® 216. 5. Asegúrese de que la pistola está totalmente bajo de su montaje y asentada adecuada-mente. | |
PRECAUCION
Si por unarzon usted no entiendos procedimentos de prueba o es incapaz de efectuar las pruebas y reparaciones de manera segura, contacte su Taller de Servicio de Campo Lincoln Autorizo para asistencia en la localizacion de fallas techniques antes de proceder.
| LINCOLN·216·POWER MIG·Material Thickness/ Espesor de el material/ Lépaiseur de matériel | |||||||||||||||
| 30-40 CFH | Wire Diameter Dia. de alambre Dia. du fil In. (mm) | 030 in .038 in .048 in .060 in .075 in .105 in .135 in .187 in 250 in .312 in 375 in .500 in (0.8mm) (0.9mm) (1.2mm) (1.6mm) (2.0mm) (2.5mm) (3.5mm) (4.8mm) (6.4mm) (7.9mm) (9.5mm) (12.7mm) | |||||||||||||
| MIG Super Arc®(DC+) | 75%/25% Ar/ CO2 | 0.025 (0.6) | B / 125 | B / 125 | B / 150 | C / 175 | C / 225 | D / 300 | |||||||
| 0.030 (0.8) | A / 75 | A / 100 | B / 110 | B / 130 | C / 180 | D / 280 | E / 330 | ||||||||
| 0.035 (0.9) | B / 90 | B / 120 | C / 160 | D / 240 | E / 320 | ||||||||||
| 0.045 (1.1) | C / 80 | C / 110 | D / 140 | E / 160 | E / 180 | ||||||||||
| 100% CQ | 0.025 (0.6) | C / 150 | C / 175 | C / 200 | D / 285 | E / 400 | |||||||||
| 0.030 (0.8) | C / 125 | C / 140 | C / 175 | D / 200 | D / 250 | E / 350 | F / 375 | ||||||||
| 0.035 (0.9) | C / 90 | C / 120 | D / 160 | D / 200 | E / 240 | E / 280 | F / 320 | ||||||||
| 0.045 (1.1) | C / 75 | D / 90 | D / 110 | D / 125 | E / 150 | E / 160 | E / 170 | ||||||||
| Gas-Shielded Out er shield 71 M Ultra Core® 71A75 Dual (DC+) | 75%/25% Ar/ CO2 | 0.035 (0.9) | D / 250 | E / 300 | F / 350 | G / 500 | G / 500 | ||||||||
| 0.045 (1.1) | D / 200 | F / 230 | G / 300 | G / 350 | G / 350 | G / 350 | G / 400 | ||||||||
| 100% CQ | 0.035 (0.9) | E / 300 | E / 350 | F / 475 | G / 500 | ||||||||||
| Stainless BlueMax 308 LSI (DC+) | TrHMX 90%/17.5%/2.5% He/ Ar/ CO2 | 0.030 (0.8) | C / 180 | D / 225 | D / 350 | E / 375 | E / 400 | F / 500 | G / 500 | ||||||
| 0.035 (0.9) | C / 130 | D / 150 | E / 265 | E / 280 | E / 325 | F / 375 | G / 425 | ||||||||
| Innershield(DC-) NR-211-MP & 212 | 0.035 (0.9) | B / 75 | B / 80 | C / 90 | C / 100 | D / 130 | |||||||||
| 0.045 (1.1) | B / 70 | C / 70 | C / 90 | D / 130 | |||||||||||
| Aluminum SuperGlaße 4043 MAGNUM SG GUN (DC+) | 100% Ar | 0.030 (0.8) | B / 425 | B / 500 | C / 500 | D / 400 | D / 425 | ||||||||
| 0.035 (0.9) | B / 325 | B / 350 | B / 450 | C / 375 | D / 375 | E / 400 | |||||||||
| Aluminum SuperGlaße 5356 MAGNUM SG GUN (DC+) | 100% Ar | 0.035 (0.9) | A / 300 | B / 300 | C / 475 | D / 485 | E / 570 | E / 570 | |||||||
| 3/64 (1.2) | E / 390 | F / 410 | |||||||||||||
| Aluminum SuperGlaße 4043 MAGNUM 100 SG (DC+) | 100% Ar | 0.030 (0.8) | B / 475 | B / 500 | C / 500 | D / 450 | E / 500 | E / 550 | |||||||
| 0.035 (0.9) | B / 325 | B / 350 | B / 450 | C / 375 | D / 375 | E / 400 | |||||||||
| Aluminum SuperGlaße 5356 MAGNUM 100 SG (DC+) | 100% Ar | 0.035 (0.9) | A / 300 | B / 325 | C / 475 | D / 485 | E / 575 | E / 575 | |||||||
| Aluminum SuperGlaße 4043 MAGNUM 250 LX (DC+) | 100% Ar | 0.030 (0.8) | B / 475 | B / 500 | C / 500 | D / 400 | D / 410 | E / 425 | |||||||
| 0.035 (0.9) | B / 325 | B / 350 | B / 450 | C / 375 | D / 375 | E / 400 | |||||||||
| Aluminum SuperGlaße 5356 MAGNUM 250 LX (DC+) | 100% Ar | 0.035 (0.9) | A / 300 | B / 300 | C / 475 | D / 485 | E / 575 | E / 575 | |||||||
| 3/64 (1.2) | E / 390 | F / 410 | |||||||||||||
MANUAL DE OPERATION
POWER MIG 216 (208/220/230V)
L15096
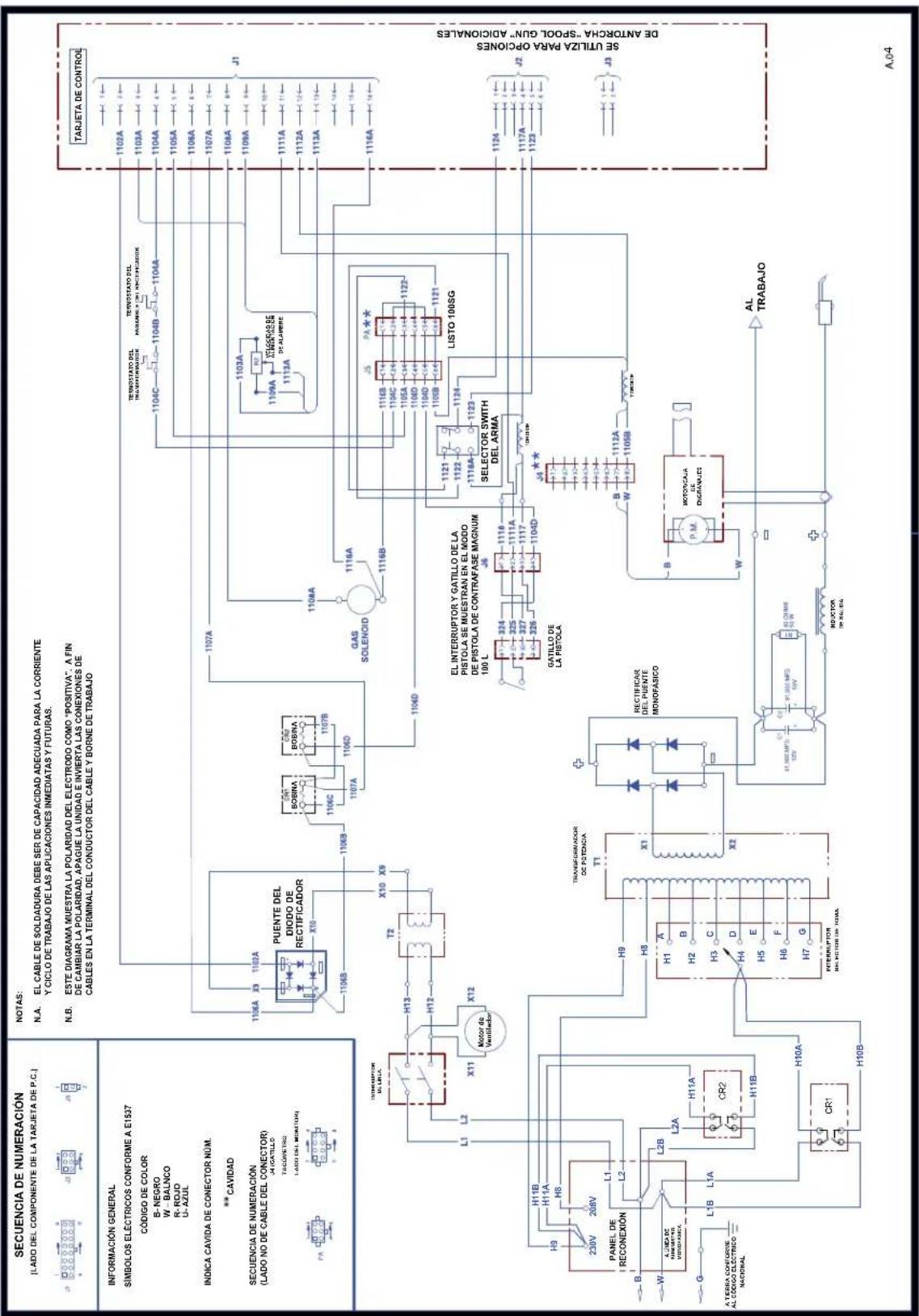
NOTA: Este diagrama es solo para referencia. Tal vez no sea exacto para todas las cuales que cubre este manual. El diagrama especifico para un numero particular está pegado bajo de laquina en uno de los páneles de la cubierta. Si el diagrama es ilegible,riba al Departamento de Servicio para un reemplazo. Proportione el numero de numero del equipo.
M22179
SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE Este EQUIPO Y LOS CONSUMIBLES QUE VA A UTILizar, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.
LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.




