
918-4 - Bohrmaschine RIDGID - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts 918-4 RIDGID als PDF.

| Produkttyp | Rollenrillmaschine |
| Marke | RIDGID |
| Modell | 918 |
| Abmessungen (L x B x H) | 889 x 356 x 445 mm (35 x 14 x 17,5 Zoll) |
| Gewicht | 37 kg (82 lb) mit Basis und Stabilisator |
| Kompatible Materialien | Stahl, Edelstahl, Aluminium, PVC, Kupfer |
| Rohrdurchmesser | 1 Zoll bis 12 Zoll (je nach Wandstärke) |
| Antrieb | Zweistufige manuelle Hydraulikpumpe |
| Tiefeneinstellung | Tiefeneinstellmutter |
| Stabilisator | Manuelle Einstellung für Rohre von 2½ Zoll bis 12 Zoll |
| Maximale Antriebsdrehzahl | 58 U/min |
| Stromversorgung | Antrieb durch kompatibles RIDGID-System (Netzbetrieb) |
| Mitgelieferte Rollensätze | 2 Sätze für Stahl SCH 10 und 40 von 2 bis 6 Zoll und SCH 10 von 8 bis 12 Zoll / SCH 40 8 Zoll |
| Hauptfunktionen | Rillen von Rohren für mechanische Verbindungen |
| Wartung | Reinigung mit weichem Tuch; monatliche Schmierung mit Lithiumfett |
| Hydraulikölstand | Jährliche Kontrolle und Austausch; Öl ISO 15 |
| Sicherheit | Fußschalter erforderlich; Schutzgehäuse; Schutzbrille |
| Ersatzteile | Rill- und Antriebsrollen, Stabilisator, Antriebswellen |
| Reparierbarkeit | Reparatur durch autorisierten RIDGID-Händler; Originalteile |
| Garantie | Lebenslange Garantie (Full Lifetime Warranty) |
Häufig gestellte Fragen - 918-4 RIDGID
Benutzerfragen zu 918-4 RIDGID
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Bohrmaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch 918-4 - RIDGID und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. 918-4 von der Marke RIDGID.
BEDIENUNGSANLEITUNG 918-4 RIDGID
Lesen Sie diese Bedienungsanleitung vor dem Gebrauch des Geräts sorgfältig durch. Die Unkenntnis und Nichtbeachtung des Inhalts dieser Bedienungsanleitung kann zu Stromschlag, Brand und/oder schweren Verletzungen führen.
Inhaltsverzeichnis
Sicherheitssymbole....75
Allgemeine Sicherheits- und Warnhinweise für Elektrowerkzeuge 75
Sicherheit im Arbeitsbereich....75
Sicherheit von Personen 75
Sachgemäßer Umgang mit Elektrowerkzeugen 76
Wartung 76
Spezifische Sicherheitsinstruktionen....76
Sicherheit bei Rollnutgeräten....76
RIDGID Kontaktinformationen....77
Beschreibung....77
Technische Daten....78
Standardausstattung....78
Zusammenbau 79
Montage des 918 an Sockeln für verschiedene Maschinen....79
Inspektion vor der Benutzung....80
Vorbereiten von Maschine und Arbeitsbereich 80
Installation des 918 am 300 elektrischen Antrieb 81
Installation des 918 an 300 Compact/1233 - Gewindeschneidmaschinen....82
Installation an 535 und 1224 Gewindeschneidmaschinen 83
Betrieb 84
Vorbereitung der Rohre 85
Vorschieben/Zurückfahren der Nutrolle 85
Einlegen eines Rohrs in das Rollnutgerät 85
Einstellung/Justierung des Nutdurchmessers 87
Stabilisatorbetrieb 88
Nutschneiden 88
Tipps zur Nachführung 89
Prüfen/messen der Nut......90
Vorbereitung der Maschine für den Transport 90
Aufbewahrung 90
Wartungsanweisungen....91
Reinigung....91
Schmierung......91
Hydraulikflüssigkeitsstand 91
Wechseln von Rollensätzen....91
Fehlerbehebung 94
Wartung und Reparatur 95
Optionale Ausrüstung 95
Entsorgung....96
Tabelle I. Rohrwanddicke 96
Tabelle II. Standard-Rollnut-Spezifikationen 97
Tabelle III. Kupfer-Rollnut-Spezifikationen 97
Garantie......Rückseite
* Übersetzung der Originalbetriebsanleitung
Sicherheitssymbole
Wichtige Sicherheitshinweise werden in dieser Bedienungsanleitung und auf dem Produkt mit bestimmten Sicherheitssymbolen und Warnungen gekennzeichnet. Dieser Abschnitt enthält Erläuterungen zu diesen Warnhinweisen und Symbolen.

Dies ist das allgemeine Gefahrensymbol. Es weist auf mögliche Verletzungsgefahren hin. Beachten Sie alle Hinweise mit diesem Symbol, um Verletzungs- oder Lebensgefahr zu vermeiden.
GEFAHR
GEFAHR weist auf gefährliche Situationen hin, die bei Nichtbeachtung zu tödlichen bzw. ernsthaften Verletzungen führen.
WARNING
WARNUNG weist auf gefährliche Situationen hin, die bei Nichtbeachtung zu tödlichen bzw. ernsthaften Verletzungen führen können.
ACHTUNG
ACHTUNG weist auf eine gefährliche Situation hin, die ohne entsprechende Sicherheitsvorkehrungen zu kleineren bis mittelschweren Verletzungen führen kann.
HINWEIS
HINWEIS kennzeichnet Informationen, die sich auf den Schutz des Eigentums beziehen.

Dieses Symbol bedeutet, dass die Bedienungsanleitung sorgfältig durchzulesen ist, bevor das Gerät in Betrieb genommen wird. Die Bedienungsanleitung enthält wichtige Informatiden sicheren, ordnungsgemäßen Gebrauch des Geräts

Dieses Symbol bedeutet, dass bei der Arbeit mit diesem Gerät immer eine Schutzbrille mit Seitenschutz oder ein Augenschutz zu verwenden ist, um Augenverletzungen zu vermeiden.

Dieses Symbol weist auf das Risiko hin, dass das Gerät umkippen kann, was zu Verletzungen durch Aufprall oder Zerquetschen führen kann.

Dieses Symbol weist auf die Gefahr des Einklemmens von Fingern und Händen zwischen den Nutrollen hin.

Dieses Symbol weist darauf hin, dass das zu nutende Rohr mindestens 8 Zoll (200 mm) lang sein sollte, um die Verletzungsgefahr zu verringern.

Dieses Symbol bedeutet, dass Sie nicht in das Innere des zu nutenden Rohrs greifen dürfen, um die Gefahr des Verfangens, Schneidens, Quetschens und anderer Verletzungen zu verringern.

Dieses Symbol bedeutet, dass zum Betrieb der Maschine immer ein Fußschalter zu verwenden ist, um Verletzungen zu vermeiden.
Allgemeine Sicherheits- und Warnhinweise für Elektrowerkzeuge
WARNING
Lesen Sie alle Sicherheitswarnungen, Anweisungen, Illustrationen und Spezifikationen in Zusammenhang mit diesem Elektrowerkzeug. Die Nichtbeachtung der nachfolgenden Anweisungen kann zu Stromschlag, Brand und/oder schweren Verletzungen führen.
ALLE WARNUNGEN UND ANWEISUNGEN ZUR SPÄTEREN EINSICHT AUFBEWAHREN!
Der im folgenden Text verwendete Begriff „Elektrowerkzeug“ bezieht sich auf netzbetriebene Elektrowerkzeuge (mit Netzkabel) und akkubetriebene Elektrowerkzeuge (ohne Netzkabel).
Sicherheit im Arbeitsbereich
- Halten Sie Ihren Arbeitsbereich sauber, und sorgen Sie für eine gute Beleuchtung. Unordentliche und unzureichend beleuchtete Arbeitsbereiche erhöhen das Unfallrisiko.
- Verwenden Sie Elektrowerkzeuge nicht in explosionsgefährlichen Umgebungen mit leicht entflammbaren Flüssigkeiten, Gasen oder Staub. Elektrowerkzeuge erzeugen im Betrieb Funken, durch die sich Staub oder Brandgase leicht entzünden können.
- Sorgen Sie beim Betrieb eines Elektrowerkzeugs dafür, dass sich keine Kinder oder sonstige Unbeteiligte in dessen Nähe befinden. Bei Ablenkungen kann die Kontrolle über das Gerät verloren gehen.
Sicherheit von Personen
- Seien Sie beim Betrieb eines Elektrowerkzeugs immer aufmerksam und verantwortungsbewusst. Verwenden Sie ein Elektrowerkzeug nicht unter Einfluss von Drogen, Alkohol oder Medikamenten. Durch einen kurzen Moment der Unaufmerksamkeit können Sie sich selbst oder anderen erhebliche Verletzungen zufügen.
- Tragen Sie immer persönliche Schutzkleidung. Immer einen Augenschutz tragen. Das Tragen einer Schutzausrüstung, wie Staubmaske, rutschfeste Sicherheitsschuhe, Schutzhelm oder Gehörschutz, verringert das Risiko von Verletzungen und ist daher unbedingt erforderlich.
-
Verhindern Sie, dass Elektrowerkzeuge unbeabsichtigt eingeschaltet werden. Überprüfen Sie vor dem Einstecken des Steckers in die Steckdose und/oder des Anschließens eines Akkus, dem Aufheben oder Tragen des Werkzeugs, ob der Schalter in Position OFF (Aus) steht. Wenn Sie beim Tragen von Elektrowerkzeugen Ihren Finger auf dem Schalter halten oder den Stecker einstecken, während der Schalter auf EIN steht, besteht Unfallgefahr.
-
Entfernen Sie sämtliche Einstellwerkzeuge oder Schraubenschlüssel, bevor Sie den Schalter des Elektrowerkzeugs auf EIN stellen. Ein Werkzeug oder Schlüssel, der sich in einem drehenden Geräteteil befindet, kann zu Verletzungen führen.
- Lehnen Sie sich nicht zu weit in eine Richtung. Sorgen Sie stets für ein sicheres Gleichgewicht und einen festen Stand. Dadurch können Sie das Gerät in unerwarteten Situationen besser kontrollieren.
- Tragen Sie geeignete Kleidung. Tragen Sie keine weiten Kleidungsstücke oder Schmuck. Halten Sie Haare und Kleidung von bewegenden Teilen fern. Weite Kleidung, Schmuck oder lange Haare können von bewegten Teilen erfasst werden.
- Lassen Sie sich durch die Tatsache, dass Sie durch häufige Benutzung mit einem Werkzeug vertraut sind, nicht dazu verleiten, nachlässig zu werden und Sicherheitsprinzipien für den Umgang mit Werkzeugen zu ignorieren. Eine unbedachte Handlung kann innerhalb von Sekundenbruchteilen schwere Verletzungen verursachen.
Sachgemäßer Umgang mit Elektrowerkzeugen
- Wenden Sie bei Verwendung des Elektrowerkzeugs keine Gewalt an. Verwenden Sie das korrekte Elektrowerkzeug für Ihre Anwendung. Mit dem richtigen Elektrowerkzeug wird die anstehende Aufgabe effektiver und sicherer und in der richtigen Geschwindigkeit ausgeführt.
- Verwenden Sie das Elektrowerkzeug nicht, wenn es sich nicht mit dem Schalter ein- und ausschalten lässt. Ein Elektrowerkzeug, das sich nicht über den Schalter ein- und ausschalten lässt, stellt eine Gefahrenquelle dar und muss repariert werden.
- Ziehen Sie den Stecker aus der Steckdose und/oder entfernen Sie den Akku (sofern er sich herausnehmen lässt) aus dem Elektrowerkzeug, bevor Sie Einstellungen vornehmen, Zubehörteile wechseln oder das Werkzeug lagern. Durch solche Vorsichtsmaßnahmen wird der unbeabsichtigte Start des Elektrowerkzeugs verhindert.
- Bewahren Sie unbenutzte Werkzeuge außerhalb der Reichweite von Kindern auf und lassen Sie Personen, die mit dem Werkzeug nicht vertraut sind oder diese Anweisungen nicht gelesen haben, das Werkzeug nicht benutzen. Elektrowerkzeuge sind gefährlich, wenn Sie von unerfahrenen Personen benutzt werden.
- Elektrowerkzeuge und Zubehör warten. Stellen Sie sicher, dass sich alle beweglichen und festen Teile in der richtigen Position befinden, keine Teile gebrochen sind oder sonstige Fehler vorliegen, um den reibungslosen Betrieb des Elektrowerkzeugs sicherzustellen.
Bei Beschädigungen muss das Elektrowerkzeug vor einer erneuten Verwendung zunächst repariert werden. Viele Unfälle werden durch schlecht gewartete Elektrowerkzeuge verursacht.
- Verwenden Sie Elektrowerkzeug, Zubehör, Einsatzwerkzeuge usw. entsprechend diesen Anweisungen und unter Berücksichtigung der Arbeitsbedingungen und der auszuführenden Tätigkeit. Wenn Elektrowerkzeuge nicht vorschriftsmäßig verwendet werden, kann dies zu gefährlichen Situationen führen.
- Halten Sie Griffe und Griffflächen trocken, sauber und frei von Ölen und Fetten. Rutschige Griffe und Griffflächen verhindern eine sichere Handhabung und Kontrolle des Werkzeugs in unerwarteten Situationen.
Wartung
- Lassen Sie Ihr Elektrowerkzeug nur von qualifiziertem Fachpersonal und nur mit Original-Ersatzteilen reparieren. Dadurch bleibt die Sicherheit des Elektrowerkzeugs gewährleistet.
Spezifische Sicherheitsinstruktionen
WARNING
Dieser Abschnitt enthält wichtige Sicherheitshinweise, die speziell für dieses Werkzeug gelten. Lesen Sie vor dem Gebrauch des 918 Rollnutgeräts diese Sicherheitshinweise sorgfältig durch, um die Gefahr eines Stromschlags oder anderer ernsthafter Verletzungen zu vermeiden.
ALLE WARNUNGEN UND ANWEISUNGEN ZUR SPÄTEREN EINSICHT AUFBEWAHREN!
Bewahren Sie diese Bedienungsanleitung bei der Maschine auf, damit sie dem Bediener jederzeit zur Verfügung steht.
Sicherheit bei Rollnutgeräten
- Halten Sie Ihre Hände von den Nutrollen fern. Tragen Sie keine locker sitzenden Handschuhe. Finger können zwischen Nutrollen, Nutrolle und Rohr oder zwischen Rohr und Stabilisatorrad gequetscht werden.
- Halten Sie Ihre Hände weg von den Rohrenden. Greifen Sie nicht in das Rohrinnere. Berühren Sie während des Betriebs nicht die Nut. Grate und scharfe Kanten können Ihre Hände erfassen und schneiden. Finger können zwischen Nutrollen oder zwischen Nutrolle und Rohr gequetscht werden.
-
Entfernen Sie nicht die Schutzvorrichtungen. Betreiben Sie das Rollnutgerät nicht, wenn die Schutzvorrichtung entfernt ist. Der Kontakt mit Nutrollen kann zu einem Verfangen und schweren Verletzungen führen.
-
Nuten Sie nur Rohre, die mindestens 8 Zoll (200 mm) lang sind. Wenn Sie ein kürzeres als das angegebene Rohr nuten, kann dies zu einem Verfangen und Quetschungen führen.
- Tragen Sie bei der Bedienung von Maschinen keine weite Kleidung. Hemdsärmel und Jacken müssen zugeknöpft sein. Nicht über die Maschine oder das Rohr greifen. Kleidung kann sich im Rohr oder in der Maschine verfangen.
- Benutzen Sie dieses Rollnutgerät nur dann mit einem elektrischen Antrieb oder einer Gewindeschneidmaschine, wenn diese über einen Fußschalter verfügen. Blockieren Sie den Fußschalter niemals in eingeschalteter Stellung (ON), sodass er die Maschine nicht mehr ordnungsgemäß steuert. Ein Fußschalter bietet bessere Kontrolle, da Sie den Motor der Maschine durch Entfernen des Fußes abschalten können. Wenn Sie sich verfangen und der Motor weiterhin mit Strom versorgt wird, werden Sie in die Maschine gezogen. Diese Maschine besitzt ein hohes Drehmoment und kann Kleidung so stark um einen Arm oder andere Körperteile schnüren, dass Knochen gequetscht oder gebrochen bzw. Stoß- und andere Verletzungen verursacht werden können.
- Stellen Sie sicher, dass das Rollnutgerät, das Rohr, die Ständer und die Maschine stabil stehen. Stellen Sie sicher, dass das Rollnutgerät richtig aufgestellt und gesichert ist. Dadurch wird ein Umkippen des Geräts und des Rohrs verhindert. Stützen Sie das Rohr korrekt ab. Dadurch wird ein Umkippen des Rohrs und des Geräts verhindert.
- Bereiten Sie das Rohr ordnungsgemäß vor und handhaben Sie es richtig. Grate und scharfe Kanten können Ihre Hände erfassen und schneiden.
- Arbeitsablauf, Maschinenbetrieb und Fußschalter sind von einer Person zu bedienen. Nur der Bediener sollte sich im Arbeitsbereich aufhalten, wenn die Maschine läuft. Dies trägt zur Reduzierung des Verletzungsrisikos bei.
- Beschränken oder sperren Sie den Zugang zum Arbeitsbereich, wenn das Werkstück über die Maschine hinaus ragt, sodass ein Abstand von mindestens einem Meter (3 Fuß) zum Werkstück gegeben ist. Durch Beschränkung des Zugangs oder Absperrung des Arbeitsbereichs um das Werkstück wird das Risiko des Verfangens reduziert.
- Verwenden Sie nur elektrische Antriebe und Gewindeschneidmaschinen, die mit weniger als 58 U/min betrieben werden. Maschinen mit höherer Drehzahl erhöhen das Verletzungsrisiko.
- Tragen Sie beim Einrichten und Verwenden des Rollnutgeräts immer eine geeignete persönliche Schutzausrüstung. Geeignete persönliche Schutzausrüstung
umfasst immer einen Augenschutz und kann auch Ausrüstung wie eng anliegende Lederhandschuhe und Schuhe mit Stahlkappen umfassen.
- Verwenden Sie das Rollnutgerät nur zum Nuten von Rohren der empfohlenen Größen und Typen gemäß dieser Anleitung. Bei anderen Arten der Verwendung oder bei Veränderung dieses Rollnutgeräts für andere Zwecke kann sich das Verletzungsrisiko erhöhen.
- Vor dem Betrieb des Rollnutgeräts lesen und verstehen Sie Folgendes:
•DieseBedienungsanleitung
• Die Bedienungsanleitung für den elektrischen Antrieb oder die Gewindeschneidmaschine
• Die Installationsanweisungen des Fitting-Herstellers
• Die Anweisungen für jedes mit diesem Werkzeug verwendeten Materials und Ausrüstung.
Die Nichtbefolgung der Anweisungen und Warnungen kann zu Sachschäden und/oder schweren Verletzungen führen.
RIDGID Kontaktinformationen
Wenn Sie Fragen zu diesem RIDGID®-Produkt haben:
- Wenden Sie sich an Ihren örtlichen RIDGID Händler.
- Einen RIDGID Kontaktpunkt in Ihrer Nähe finden Sie auf RIDGID.com.
- Wenden Sie sich an die Abteilung Technischer Kundendienst von Ridge Tool unter rttechservices@emerson.com oder in den USA und Kanada telefonisch unter (800) 519-3456.
Beschreibung
Das RIDGID ^® 918 Rollnutgerät ist für das Formen von Rollnuten in Stahl, Edelstahl, Aluminium, PVC-Rohren und Kupferrohren ausgelegt. Die Nuten werden gebildet, indem die Nutrolle hydraulisch in das Rohr vorgeschoben wird, das von der Antriebsrolle unterstützt wird.
Das 918 Rollnutgerät enthält typischerweise zwei Nut- und Antriebsrollensätze zum Nuten von Rohren:
• 2 bis 6 Zoll Schedule 10 und 40 Stahlrohr
• 8 bis 12 Zoll Schedule 10 und 8 Zoll Schedule 40 Stahlrohr
Andere Materialien können nutgeschnitten werden - siehe Tabellen im Anhang. Für andere Größen und Kupferrohre werden andere Nut- und Antriebswellensätze benötigt.
Mit einer zweistufigen hydraulischen Handpumpe wird die Nutrolle in das Rohr vorgeschoben, um Nuten zu formen. Eine Einstellmutter zur Kontrolle des Nutdurchmessers ist im Lieferumfang enthalten.
Ein einstellbarer Stabilisator hilft, die Nachführung und Kontrolle des Rohrs während des Nutens beizubehalten, insbesondere bei Rohrlängen, die die Mindestrohrlänge von 8 Zoll knapp überschreiten.
Das Rollnutgerät kann von einer Vielzahl von RIDGID-Maschinen angetrieben werden. Für jede Maschine werden unterschiedliche Montagesätze benötigt.
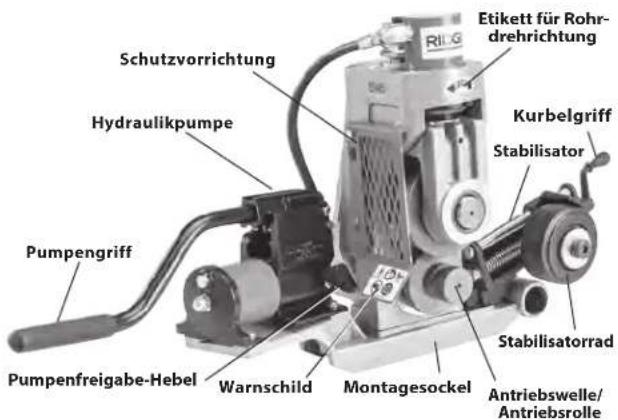
Abbildung 1A - 918 Rollnutgerät

Abbildung 1B - 918 Rollnutgerät
Technische Daten
Werkstoffe, Rohre...... Stahl, Edelstahl, Aluminium und PVC
Kapazität
Standardnut
-rollensätze .... 2 bis 6 Zoll Schedule 10 und 40 Stahlrohr
OptionaleNut
-rollensätze....8 bis 12 Zoll Schedule 10 und 8 Zoll Schedule 40* Stahlrohr
1¼ Zoll bis 1-½ Zoll Schedule 10 und 40 Stahlrohr
2 bis 6 Zoll Kupferrohr
(Typ K, L, M, und DWV)
Für andere Werkstoffe und
Wandstärken siehe Tabelle I, II und III
Tiefeneinstellung......Tiefeneinstellmutter
Betätigung...... 2-stufige hydraulische Handpumpe
Stabilisator......Manuell eingestellt, für 2½ bis 12 Zoll Rohr
Montagesockel
Erhältlich...... RIDGID 300 elektrischer Antrieb RIDGID 1224 Gewindeschneid- maschine
RIDGID 535A/M Gewindeschneid
maschine
RIDGID 300 Compact/
1233 Gewindeschneidmaschine
Gewicht (918, 300 PD-Sockel,
Stabilisator)....82 lbs. (37 kg)
Abmessungen (918, 300 PD-Sockel,
Stabilisator) (BxTxH..... 35 Zoll x 14 Zoll x 17.5 Zoll
(889 mm x 356 mm x 445 mm)
*Nicht zum Nuten von 8 Zoll Schedule 40 Stahlrohren verwenden, die härter als 150 Brinnel (BHN) sind. Dies kann zu unsachgemäß geformten/außerhalb der Spezifikation liegenden Nuten führen.
HINWEIS Bei ordnungsgemäßer Verwendung ist das Modell 918 Rollnutgerät für die Herstellung von Nuten in Rohren von 1 Zoll bis 12 Zoll ausgelegt, die in ihren Abmessungen den Spezifikationen der AWWA C606-15 entsprechen. Bei unsachgemäßer Verwendung dieses Geräts können Nuten außerhalb der Spezifikation entstehen und das Rohr und das Gerät beschädigt werden.
Für die Auswahl der geeigneten Materialien, sowie der Verbindungsmethoden ist der Systemdesigner und/oder Installateur verantwortlich. Bevor eine Installation unternommen wird, sollte eine sorgfältige Bewertung der spezifischen Betriebsumgebung, einschließlich der chemischen Umgebung und der Betriebstemperatur, durchgeführt werden. Die Auswahl ungeeigneter Materialien und Methoden kann zu Systemausfällen führen.
Edelstahl und andere korrosionsbeständige Materialien können bei Installation, Zusammenfügen und Formen kontaminiert werden. Diese Kontamination könnte zu Korrosion und vorzeitigem Ausfall führen. Eine sorgfältige Bewertung der Materialien und Methoden für die speziellen Einsatzbedingungen, einschließlich chemischer Bedingungen und Temperatur, sollte erfolgen, bevor eine Installation versucht wird.
Standardausstattung
Einzelheiten über das Zubehör, das mit bestimmten Maschinen geliefert wird, finden Sie im RIDGID-Katalog.
Zusammenbau
WARNING
Die folgenden Anweisungen sind bei der Montage des Geräts zu beachten, um Verletzungen während des Gebrauchs zu vermeiden.
Montage des 918 an Sockeln für verschiedene Maschinen
- Montieren Sie das 918 auf einem geeigneten Maschinensockel und richten Sie es an den 12 Zoll-Löchern aus. Montieren Sie bei der Montage auf dem 1224 Sockel die Distanzplatte zwischen Sockel und 918. Setzen Sie zwei 12 Zoll-Bolzen von der Unterseite des Sockels ein und ziehen Sie sie mit einem 34 Zoll-Schlüssel fest.
- Montieren Sie die Hydraulikpumpe auf dem Sockel und sichern Sie sie mit vier ¼ Zoll-Bolzen, ziehen Sie sie mit einem ⅓ Zoll-Schlüssel fest. Beim 1224 Sockel muss die Pumpenhalterung am Sockel montiert und die Pumpe an der Pumpenhalterung befestigt werden.
- Montieren Sie den Stabilisator am Sockel. Stecken Sie zwei 38 Zoll-Schrauben durch den Sockel und ziehen Sie sie mit dem 516 Zoll-Sechskantschlüssel fest.
- Beim 1233/300 Compact befestigen Sie die Schienenklemme lose an der Unterseite des Sockels.
- Einzelheiten siehe Abbildungen.
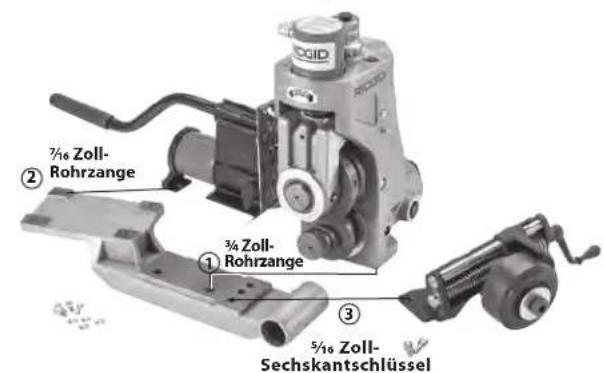

Abbildung 2 - Montage des 918 an den 300 PD-Sockel
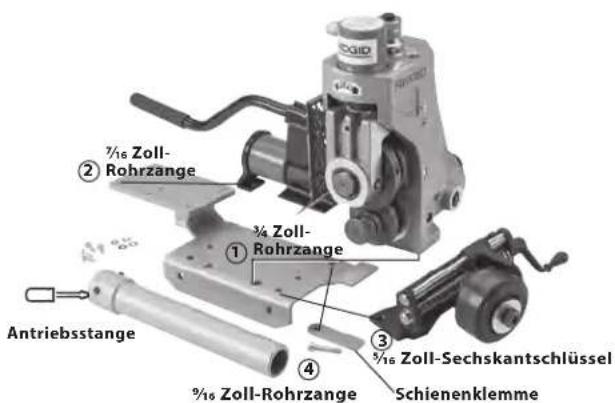
Abbildung 3 - Montage des 918 an den 300 Compact/1233-Sockel
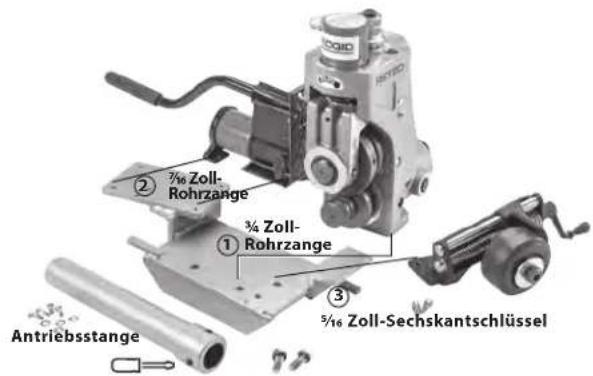
Abbildung 4 - Montage des 918 an den 535-Sockel
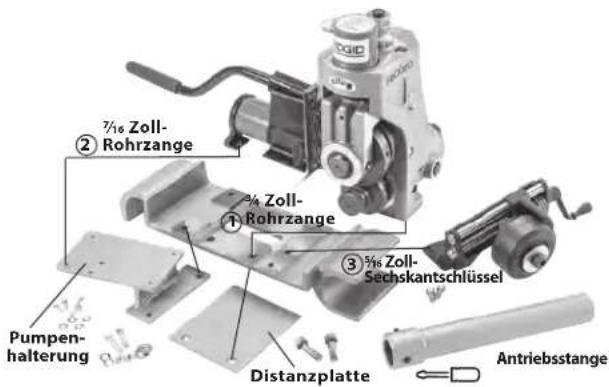
Abbildung 5 - Montage des 918 an den 1224-Sockel
Inspektion vor der Benutzung
WARNING


Benutzen Sie dieses Rollnutgerät nur dann mit einem elektrischen Antrieb oder einer Gewindeschneidmaschine, wenn diese über einen Fußschalter verfügen.
Kontrollieren Sie Ihr Rollnutgerät vor jeder Benutzung und beheben Sie etwaige Probleme, um die Verletzungsgefahr durch Quetschverletzungen und andere Ursachen zu reduzieren und Beschädigungen des Rollnutgeräts zu vermeiden.
- Wenn es an einer Maschine installiert ist, stellen Sie den Maschinenschalter in die Position OFF (Aus) und ziehen Sie den Netzstecker.
-
Reinigen Sie das Rollnutgerät einschließlich des Pumpengriffs und Stabilisatorkurbelgriffs von Öl, Fett und Schmutz. Dies erleichtert die Inspektion und hilft, zu vermeiden, dass Gerät oder Bedienelemente Ihnen aus den Händen gleiten.
-
Überprüfen Sie das Rollnutgerät auf Folgendes:
-
Korrekte Montage, Wartung und Vollständigkeit.
- Gebrochene, verschlissene, fehlende, falsch eingestellte oder klemmende Teile.
- Hydraulische Lecks. Öl auf dem Rollnutgerät kann auf ein hydraulisches Leck hinweisen.
- Vorhandensein und Zustand der Schutzvorrichtung (Siehe Abbildung 1). Betreiben Sie das Rollnutgerät nicht, wenn die Schutzvorrichtung entfernt ist.
- Vorhandensein und Lesbarkeit des Warnschilds (siehe Abbildung 6).
- Zustand der Nutrolle und Antriebsrolle. Wenn die Rändelungen der Antriebsrolle verschmutzt sind, reinigen Sie sie mit einer Drahtbürste. Verschmutzte oder verschlissene Rändelungen können beim Nuten zu Rohrschlupf und Nachführungsproblemen führen..
- Zustand des Stabilisatorrads. Bei Bedarf austauschen.
- Umstände, die einen sicheren und normalen Betrieb verhindern könnten.
- Wenn Probleme festgestellt werden, benutzen Sie das Rollnutgerät erst, wenn die Probleme behoben sind.

Abbildung 6 – Warnschild
- Kontrollieren und warten Sie alle anderen verwendeten Ausrüstungsteile gemäß der jeweiligen Anleitung, um sicherzustellen, dass sie in funktionsfähigen Zustand sind. Vergewissern Sie sich, dass der elektrische Antrieb oder die Gewindeschneidmaschine über einen einwandfrei funktionierenden Fußschalter verfügt.
Vorbereiten von Maschine und Arbeitsbereich
WARNING


Richten Sie das Rollnutgerät und den Arbeitsbereich gemäß dieser Anweisungen ein, um die Verletzungsgefahr durch Umkippen der Maschine, Quetschungen oder andere Ursachen zu reduzieren und zur Vermeidung von Beschädigungen der Maschine beizutragen.
Beachten Sie das Gewicht des Geräts. Verwenden Sie beim Heben oder Bewegen geeignete Methoden.
Befestigen Sie das Rollnutgerät am elektrischen Antrieb oder an der Gewindeschneidmaschine. Stützen Sie das Rohr ausreichend ab. So wird die Gefahr, dass das Rohr herunterfällt oder dass die Maschine kippt und schwere Verletzungen verursacht, reduziert.
- Verwenden Sie einen Arbeitsbereich, der Folgendes aufweist:
• Ausreichende Beleuchtung.
- Freien, sauberen, ebenen, stabilen und trockenen Arbeitsplatz für die gesamte Ausrüstung und den Bediener. Reinigen Sie eventuell vorhandenes Öl.
- Untersuchen Sie das zu nutende Rohr und bestimmen Sie das richtige Werkzeug für die Aufgabe, siehe Technische Daten. Nutgeräte für andere Anwendungen finden Sie im RIDGID-Katalog, online unter RIDGID.com. Verwenden Sie das Nutgerät nur zum Nuten in gerade Rohlinge. Nuten Sie keine Rohre mit Vorsprüngen oder Abgängen wie T-Stücke oder Bögen. Das führt zu einer erhöhten Gefahr des Verfangens.
- Vergewissern Sie sich, dass die zu verwendende Ausrüstung ordnungsgemäß überprüft und montiert wurde. Vergewissern Sie sich, dass der richtige Nutrollensatz für die Anwendung im Rollnutgerät installiert ist.
HINWEIS Die Verwendung von Rollensätzen (Nutrolle und Antriebsrolle) sowohl bei Kohlenstoff- als auch bei Edelstahlrohren kann zu einer Verunreinigung des Edelstahlmaterials führen. Diese Kontamination könnte zu Korrosion und vorzeitigem Ausfall des Rohrs führen. Um eisenhaltige Verunreinigungen von Edelstahlrohren zu vermeiden, verwenden Sie Rollensätze, die speziell für das Nuten von Edelstahl vorgesehen sind. Alternativ kann mit einer Edelstahldrahtbürste der Rollensatz beim Wechsel zwischen Werkstoffen gründlich gereinigt werden.
- Stellen Sie den elektrischen Antrieb oder die Gewinde-schneidmaschine gemäß Anleitung auf einem ebenen Bereich auf. Vergewissern Sie sich, dass der Schalter REV/O-OFF/FOR (Rückwärts/Aus/Vorwärts) auf OFF (Aus) steht.
Wenn Sie das 918 mit einer 535A Maschine (Automatikspannfutter) verwenden, wird empfohlen, die Maschine so zu konfigurieren, dass die Spannbacken das Rohr während der REV-Drehung (Rückwärtsdrehung) der Maschine greifen. Dadurch kann der Stabilisator beim Nuten verwendet werden. Siehe Handbuch für 535 Automatikspannfutter, Abschnitt Linksgewinde für Informationen zur Konfiguration der Spannbacken, um das Rohr während der REV-Drehung (Rückwärtsdrehung) der Maschine zu greifen.
- Installieren Sie das 918 an einem elektrischen Antrieb/an einer Gewindeschneidmaschine - Siehe Abschnitt zum Einrichten an spezifischen Ausrüstungen. Vergewissern Sie sich, dass das Gerät sicher und stabil ist.
- Positionieren Sie den Fußschalter für den ordnungsgemäßen Betrieb wie in Abbildung 18 gezeigt.
- Nachdem das 918 ordnungsgemäß installiert wurde, schließen Sie die Maschine mit trockenen Händen an eine geeignete Steckdose an, wie in der Anleitung beschrieben.
Installation des 918 am 300 elektrischen Antrieb
- Vergewissern Sie sich, dass das 918 und der Sockel richtig zusammengebaut sind.
- Entfernen Sie Schlitten oder andere Anbauteile von den Tragarmen des 300 elektrischen Antriebs. Vergewissern
Sie sich, dass die Tragarme des elektrischen Antriebs vollständig ausgefahren und in ihrer Position fixiert sind.
- Öffnen Sie vollständig das vordere Spannfutter des elektrischen Antriebs.
- Schieben Sie die Öffnung im Sockel (Stabilisatorseite) über den hinteren Tragarm und senken Sie die Pumpe auf den vorderen Tragarm ab (Abbildung 7A).
- Bewegen Sie den Sockel in Richtung des 300 elektrischen Antriebs.
- Zentrieren Sie die Antriebswelle im Spannfutter der Maschine. Richten Sie die Abflachungen der Antriebswelle mit den Spannbacken der Maschine aus.
- Ziehen Sie das vordere Spannfutter auf den Flächen der Antriebswelle fest an. Siehe Abbildung 7B.

Abbildung 7A - Installation des 918 am 300 elektrischen Antrieb

Abbildung 7B - Sichern der Antriebswelle im Spannfutter
Installation des 918 an 300 Compact/1233 - Gewindeschneidmaschinen
Wenn die Gewindeschneidmaschinen 300 Compact oder 1233 auf geraden Rohrfüßen im Maschinensockel montiert sind, dürfen sie nicht mit dem 918 Rollnutgerät verwendet werden. Der Aufbau ist möglicherweise nicht stabil genug für die Einstechkräfte. Für diese Verwendung sind Rohrfüße mit Füßen erhältlich, die für eine bessere Stabilität sorgen (Katalognummer 56532). Siehe Abbildung 8A für die richtige Ausrichtung der Beine. Die 10 mm-Bolzen werden durch die Löcher im Bein geführt, um den Fuß des Beins richtig auszurichten.
Das 918 Rollnutgerät kann nicht mit Maschinen verwendet werden, die auf dem 250 Klappständer montiert sind. Der Ständergriff stört das zu schneidende Rohr. Das 918 mit dem entsprechenden Sockel kann mit den 100A/150A/200A Ständern verwendet werden.
- Vergewissern Sie sich, dass das 918 ordnungsgemäß auf dem richtigen Sockel für die Maschine, mit der es verwendet werden soll, montiert ist.
- Positionieren Sie den Maschinenschlitten in Richtung des vorderen Spannfutters und schwenken Sie die auf dem Schlitten montierten Werkzeuge nach oben und weg vom Bediener. Positionieren Sie den Innenrohrfräser im Inneren des Gewindeschneidkopfes, um ihn zu sichern und das Risiko einer Berührung zu verringern.
- Öffnen Sie vollständig das vordere Spannfutter der Gewindeschneidmaschine. Setzen Sie die Antriebsstange in das Spannfutter der Maschine ein, aber sichern Sie sie zu diesem Zeitpunkt noch nicht.
- Setzen Sie den offenen Schlitz (Pumpenseite) des Sockels über die vordere Schlittenschiene (Abbildung 8B) und senken Sie den Stabilisator auf die hintere Schlittenschiene ab.
- Setzen Sie die Antriebsstange über die Abflachungen der Antriebswelle. Richten Sie die Abflachungen der Antriebswelle mit den Gewindestiften in der Antriebsstange aus und ziehen Sie die Gewindestifte fest an.
- Wenn das 918 am Ende der Gewindeschneidmaschine positioniert ist, ziehen Sie das vordere Spannfutter der Maschine an der Antriebsstange fest. Siehe Abbildung 8C.
- Legen Sie die Schienenklemme unter die hintere Schlittenschiene und sichern Sie sie. Siehe Abbildung 8D.

Abbildung 8A - Katalognummer 56532 Füße mit Fußmontage

Abbildung 8B - Installation des 918 auf der 1233 Gewindeschneidmaschine
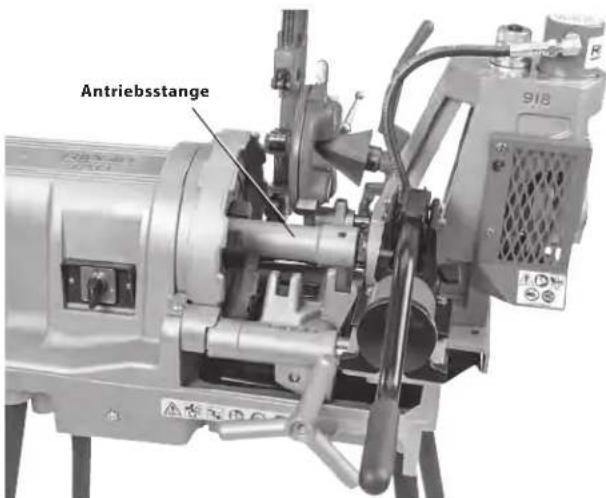
Abbildung 8C - Installation der Antriebsstange
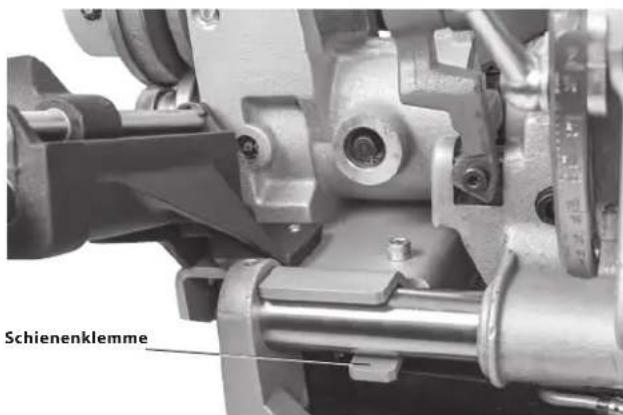
Abbildung 8D - Installation der Schienenklemme
Installation an 535 und 1224 Gewindeschneidmaschinen
Generell kann das 918 bei den Maschinen 535 und 1224 mit der Antriebsstange installiert werden, es kann aber auch separat installiert werden, wie bei den Maschinen 300 Compact/1233 (siehe diesen Abschnitt).
Bei Verwendung mit einer 535 Automatikspannfutter-Gewindeschneidmaschine stellen Sie die Maschine so ein, dass die Spannbacken das Rohr während der Rückwärtsdrehung der Maschine greifen, wie im Abschnitt Linksgewindeschneiden der Bedienungsanleitung für die 535 Gewindeschneidmaschine beschrieben.
- Vergewissern Sie sich, dass das 918 ordnungsgemäß auf dem richtigen Sockel für die Maschine, mit der es verwendet werden soll, montiert ist. Befestigen Sie die Antriebsstange sicher an der Antriebswelle.
- Positionieren Sie den Maschinenschlitten in Richtung des vorderen Spannfutters und schwenken Sie die auf dem Schlitten montierten Werkzeuge nach oben und weg vom Bediener. Positionieren Sie den Innenrohrfräser im Inneren des Gewindeschneidkopfes, um ihn zu sichern und das Risiko einer Berührung zu verringern.
- Öffnen Sie vollständig das vordere Spannfutter der Gewindeschneidmaschine.
- Legen Sie mit dem Ende der Antriebsstange im Spannfutter der Maschine den offenen Schlitz des Sockels (Stabilisatorseite) über die hintere Schlittenschiene und senken Sie die Pumpe auf die vordere Schlittenschiene ab. (Siehe Abbildung 9).
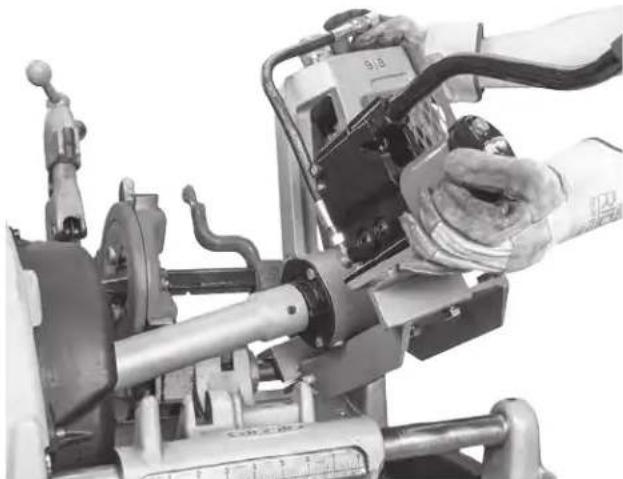
Abbildung 9 - 918 Rollnutgerät auf dem Sockel der 535 Gewindeschneidmaschine
- Wenn das 918 am Ende der Gewindeschneidmaschine positioniert ist, ziehen Sie das vordere Spannfutter der Maschine an der Antriebsstange fest. Siehe Abbildung 10.

Abbildung 10 - 918 an 535A und 1224 installiert
Betrieb
WARNING






Halten Sie Ihre Hände von den Nutrollen fern. Tragen Sie keine locker sitzenden Handschuhe. Finger können zwischen Nutrollen, Nutrolle und Rohr oder zwischen Rohr und Stabilisatorrad gequetscht werden.
Halten Sie Ihre Hände von den Rohrenden fern. Greifen Sie nicht in das Rohrinnere. Berühren Sie während des Betriebs nicht die Nut. Grate und scharfe Kanten können Ihre Hände erfassen und schneiden. Finger können zwischen Nutrollen oder zwischen Nutrollen und Rohr gequetscht werden.
Entfernen Sie nicht die Schutzvorrichtungen. Betreiben Sie das Rollnutgerät nicht, wenn die Schutzvorrichtung entfernt ist. Der Kontakt mit Nutrollen kann zu einem Verfangen und schweren Verletzungen führen.
Nuten Sie nur Rohre, die mindestens 8 Zoll (200 mm) lang sind. Wenn Sie ein kürzeres als das angegebene Rohr nuten, kann dies zu einem Verfangen und Quetschungen führen.
Benutzen Sie dieses Rollnutgerät nur dann mit einem elektrischen Antrieb oder einer Gewindeschneidmaschine, wenn diese über einen Fußschalter verfügen. Blockieren Sie den Fußschalter niemals in eingeschalteter Stellung (ON), sodass er die Maschine nicht mehr ordnungsgemäß steuert. Ein Fußschalter bietet bessere Kontrolle, da Sie den Motor der Maschine durch Entfernen des Fußes abschalten können. Wenn Sie sich verfangen und der Motor weiterhin mit Strom versorgt wird, werden Sie in die Maschine gezogen. Diese Maschine besitzt ein hohes Drehmoment und kann Kleidung so stark um einen Arm oder andere Körperteile schnüren, dass Knochen gequetscht oder gebrochen bzw. Stoß- und andere Verletzungen verursacht werden können.
Stellen Sie sicher, dass das Rollnutgerät, das Rohr, die Ständer und die Maschine stabil stehen. Stellen Sie sicher, dass das Rollnutgerät richtig aufgestellt und gesichert ist. Dadurch wird ein Umkippen des Geräts und des Rohrs verhindert. Stützen Sie das Rohr korrekt ab. Dadurch wird ein Umkippen des Rohrs und des Geräts verhindert.
Immer einen Augenschutz tragen. Tragen Sie Schuhe mit Stahlkappen, um sich vor kippenden Werkzeugen und herabfallenden Rohren zu schützen.
Richten Sie das Rollnutgerät gemäß dieser Anweisungen ein, um die Verletzungsgefahr durch Umkippen der Maschine, Verfangen, Schläge, Quetschungen und andere Ursachen zu vermeiden und um Schäden am Gerät zu verhindern.
- Kontrollieren Sie, dass die Maschine und der Arbeitsbereich richtig vorbereitet wurden und der Arbeitsbereich frei von unbeteiligten Personen und anderen Hindernissen ist. Der Bediener sollte die einzige Person sein, die sich während des Betriebs der Maschine im Bereich befindet.
- Positionieren Sie den Fußschalter für den ordnungsgemäßen Betrieb wie in Abbildung 18 gezeigt.
-
Prüfen Sie das Rollnutgerät auf ordnungsgemäße Funktion. Halten Sie dabei Ihre Hände von beweglichen Teilen fern:
-
Schalten Sie den REV/O-OFF/FOR-Schalter (Rückwärts/Aus/Vorwärts) des elektrischen Antriebs/der Gewindeschneidmaschine in die REV-Position (Rückwärtsdrehung). Betätigen Sie den Fußschalter und geben Sie ihn wieder frei. Die Antriebsrolle muss sich im Uhrzeigersinn drehen (siehe Abbildung 14), entsprechend dem Aufkleber für die Rohrdrehung auf dem Rollnutgerät. Wenn sich das Rollnutgerät nicht in die richtige Richtung dreht oder der Betrieb der Maschine nicht mit dem Fußschalter bedient werden kann, verwenden Sie die Maschine erst, wenn sie repariert wurde.
- Betätigen und halten Sie den Fußschalter. Überprüfen Sie die bewegenden Teile auf falsche Ausrichtung, Klemmen, ungewöhnliche Geräusche oder andere ungewöhnliche Bedingungen. Bestätigen Sie, dass die Maschine mit weniger als 58 U/min dreht. Höhere Drehzahlen können das Verletzungsrisiko erhöhen. Nehmen Sie den Fuß vom Fußschalter. Verwenden Sie die Maschine bei Vorliegen eines ungewöhnlichen Zustands nicht, bis sie repariert wurde.
- Schalten Sie den Schalter REV/O-OFF/FOR (Rückwärts/Aus/Vorwärts) in die Stellung OFF (Aus) und trennen Sie die Maschine mit sauberen Händen vom Netz.
Vorbereitung der Rohre
HINWEIS Dies sind verallgemeinerte Anweisungen. Befolgen Sie stets die spezifischen Empfehlungen des Herstellers der Nutkupplung für die Vorbereitung der Rohrenden. Die Nichtbeachtung dieser Empfehlungen kann zu einem unsachgemäßen Anschluss führen und Lecks verursachen.
- Beachten Sie die für das Nuten geltenden Rohrspezifikationen. Rohre, die nicht den Spezifikationen entsprechen, können Lecks und andere Probleme verursachen. Die Unrundheit der Rohre darf die Gesamttoleranz für den Außendurchmesser nicht überschreiten, die in den Standard-Rollnut-Spezifikationen, Tabelle II, aufgeführt ist.
-
Schneiden Sie das Rohr auf die richtige Länge zu. Beachten Sie die Mindestrohrlängen für das Nuten.
-
Rohre mit einem Durchmesser von 5 Zoll und kleiner sollten nicht kürzer als 8 Zoll (200 mm) lang sein.
- Rohre mit einem Durchmesser von 6 bis 12 Zoll sollten nicht kürzer als 10 Zoll (250 mm) lang sein.
Das Nuten kürzerer Rohre erhöht die Verletzungsgefahr durch gequetschte Finger und Verfangen.
-
Stellen Sie sicher, dass das Rohrende rechtwinklig und gratfrei geschnitten ist. Grate können beim Nuten Handschuhe oder Finger einklemmen oder schneiden. Das Abschneideverfahren und große Grate können die Qualität der hergestellten Nut und die Nachführung im Rollnutgerät beeinträchtigen. Versuchen Sie nicht, Rohre zu nutzen, die mit einem Brenner geschnitten wurden.
-
Entfernen Sie alle inneren/äußeren Schweißperlen, Grate, Nähte, Kalkablagerungen, Schmutz, Rost und andere Verunreinigungen in einem Abstand von mindestens 2 Zoll vom Rohrende. Schneiden Sie keine Flächen in den Dichtungssitzbereich, dies könnte zu Lecks führen. Verunreinigungen können die Antriebsrändel verstopfen und das ordnungsgemäße Antreiben und Nachführen des Rohrs beim Nuten verhindern.
Vorschieben/Zurückfahren der Nutrolle
Die Bewegung der Nutrolle wird von der Hydraulikpumpe gesteuert.
- Um die Nutrolle vorzuschieben, bewegen Sie den Pumpengriff in die Vorschubposition und dann nach oben und unten.
- Um die Nutrolle zurückzufahren, bewegen Sie den Pumpengriff in die Zurückfahrposition. Siehe Abbildung 11.

Abbildung 11 - Position des Pumpenfreigabe-Hebels
Einlegen eines Rohrs in das Rollnutgerät
- Vergewissern Sie sich, dass der Schalter an der Maschine auf OFF (Aus) steht.
- Fahren Sie die Nutrolle vollständig zurück.
- Zur Abstützung des Rohres müssen geeignete Rohrständer vorhanden sein. Stellen Sie die Höhe der Rohrständer so ein, dass das Rohr waagerecht liegt und der obere Innendurchmesser des Rohrs auf der Antriebsrolle sitzt (siehe Abbildung 12).
Stellen Sie die Rohrständer direkt vor dem Rollnutgerät auf. Die Platzierung des Rohrständers hängt von der Rohrlänge ab.
Bei kürzeren Rohren (Siehe Diagramm A) wird das Rohr von der Antriebswelle und mindestens einem Ständer getragen. In diesem Fall sollte der Ständer etwas mehr als die halbe Rohrlänge vom Rollnutgerät entfernt aufgestellt werden.
| Nenn-größe | Min. Länge | Max. Länge | Nenn-größe | Min. Länge | Max. Länge |
| 18364836 | |||||
| 1^1/_4 | 8364 | ^1/_2 | 832 | ||
| 1^1/_2 | 8365832 | ||||
| 28366A.D.1030 | |||||
| 2^1/_2 | 83661028 | ||||
| 383681024 | |||||
| 3^1/_2 | 836101024 | ||||
| 4836121024 | |||||
Tabelle A - Minimale/maximale Rohrlänge, die mit einem Ständer genutet werden kann (in Zoll)
Für längere Rohre sollten mindestens zwei Ständer verwendet werden, wobei die beiden Ständer etwa ¼ der Rohrlänge von den Rohrenden entfernt platziert werden. Wenn Sie das Rohr nicht ordnungsgemäß abstützen, kann das Rohr bzw. das Rohr und die Maschine kippen und herunterfallen. Verwenden Sie immer einen Rohrständer - er hilft, das Rohr auszurichten und die richtige Nachführung zu halten.
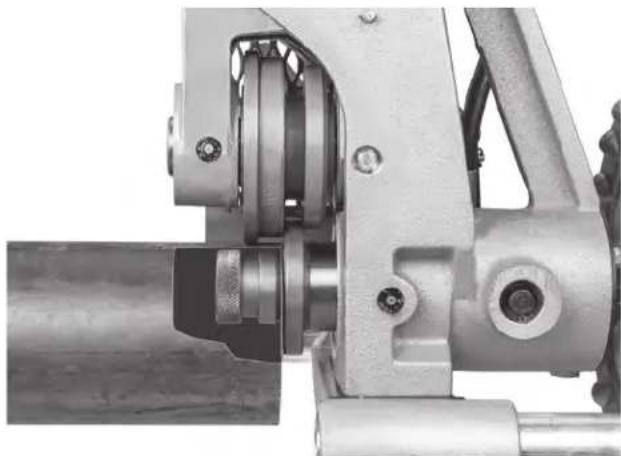
Abbildung 12 - Auflegen des Rohrs über die Antriebswelle, bündig mit dem Antriebswellenflansch (Stabilisator zur Verdeutlichung nicht abgebildet)
- Legen Sie das Rohr auf den/die Ständer, wobei das Rohrende bündig mit dem Antriebswellenflansch abschließt und die Innenseite des Rohrs die Oberseite der Antriebswelle berührt (Abbildung 12). Vergewissern Sie sich, dass das Rohr stabil und sicher liegt.

Abbildung 13 - Rohr nivellieren
- Schieben Sie die Nutrolle vor, bis sie das Rohr berührt und leicht ergreift (treiben Sie die Nutrolle nicht in das Rohr).
-
Bestätigen Sie die Rohrpositionierung. Wenn das Rohr nicht richtig positioniert ist, wird die Nut möglicherweise nicht richtig geführt.
-
Das Rohrende muss bündig am Antriebswellenflansch anliegen.
- Die Mittellinie des Rohrs und die Mittellinie der Antriebswelle müssen parallel zueinander verlaufen. Dies kann mit einer Wasserwaage auf der Oberseite des Hydraulikzylinders und auf dem Rohr überprüft werden. Siehe Abbildung 13.
-
Das Rollnutgerät/die Maschine muss fest auf dem Boden stehen. Wenn sich die Maschine vom Boden abhebt, ist/sind der/die Rohrständer nicht richtig eingestellt und müssen eingestellt werden.
-
Bevorzugter Betrieb - Schalter in REV-Position (Rückwärtsdrehung): Versetzen Sie Rohr und Rohrständer etwa ½ Grad (etwa 1 Zoll auf 10 Fuß vom Rollnutgerät) zum Bediener hin. Die korrekte Ausrichtung des Rohrs und des Rollnutgeräts hilft, die richtige Nachführung des Rohrs während des Nutens sicherzustellen (Siehe Abbildung 14). Dies ist der richtige Versatz für das Nuten mit der Maschine in der Schalterstellung REV (Rückwärtsdrehung) und funktioniert mit dem Stabilisator.
Alternativer Betrieb - Schalter in FOR-Position (Vorwärtsdrehung): Wenn Sie die Maschine in der Schalterstellung FOR (Vorwärtsdrehung) verwenden (z. B. mit einer 535 Automatikspannfutter-Maschine, die nicht für das Greifen in beide Richtungen umgerüstet wurde), dann versetzen Sie das Rohr und die Rohrständer um ca. ½ Grad (ca. 1 Zoll auf 10 Fuß vom Rollnutgerät) weg vom Bediener (Siehe Abbildung 15). Der Rohrstabilisator kann nicht in der Schalterstellung FOR (Vorwärtsdrehung) verwendet werden - er kann dazu führen, dass sich das Rohr aus dem Rollensatz herausdreht.
918 Rollnutgerät
Drehrichtung des Rohrs
Mittellinie des Rohrs
Mittellinie der Antriebswelle
1/2^
Abbildung 14 - Versetzen des Rohrs um 12^ in Richtung Bediener, (übertrieben)
Drehrichtung des Rohrs
Mittellinie der Antriebswelle
Mittellinie des Rohrs
1/2^
Abbildung 15 - Versetzen des Rohrs um 12^ vom Bediener weg, (übertrieben)
- Beschränken Sie den Zugang zum Arbeitsbereich oder stellen Sie Aufsichtspersonen oder Absperrungen auf, um einen Mindestsicherheitsbereich von 3 Fuß (1 m) um Ausrüstung und Rohr zu errichten. Dadurch wird verhindert, dass Unbeteiligte mit dem Gerät oder Rohr in Berührung kommen, und die Gefahr eines Umkippens oder Verfangens wird gemindert.
- Schließen Sie den elektrischen Antrieb/die Gewindeschneidmaschine mit trockenen Händen an eine ordnungsgemäß geerdete Steckdose an.
Einstellung/Justierung des Nutdurchmessers
Aufgrund der unterschiedlichen Rohreigenschaften sollte immer eine Testnut vor der ersten Nut des Tages oder beim Wechsel der Rohrgröße, des Schedule, des Materials oder der Charge geschnitten werden, um das Risiko
von außerhalb der Toleranz liegenden Nuten zu verringern. Der Nutdurchmesser muss gemessen werden, um die richtige Größe zu bestätigen.
- Vergewissern Sie sich, dass das Gerät ordnungsgemäß aufgestellt und das Rohr ordnungsgemäß vorbereitet und geladen ist. Unsachgemäßes Einrichten und Vorbereiten kann die Genauigkeit des Nutdurchmessers beeinträchtigen.
- Die Nutrolle sollte leicht in das Rohr greifen. Falls erforderlich, schieben Sie die Nutrolle so weit vor, dass sie das Rohr gerade berührt und leicht greift - sie darf keine Vertiefung im Rohr hinterlassen, wenden Sie keinen übermäßigen Druck an.
- Drehen Sie die Tiefeneinstellmutter, bis sie am Hauptgehäuse anliegt.
- Drehen Sie die Tiefeneinstellmutter eine Umdrehung zurück (Abbildung 16).
Nutdurchmesser erhöhen
Nutdurchmesser verkleinern
Jede Markierung ca. 0.002 Zoll (0,05 mm)
Abbildung 16 - Einstellung der Tiefeneinstellmutter
- Schneiden Sie eine Testnut.
- Prüfen/messen Sie die Testnut. Wenn der Nutdurchmesser nicht den Spezifikationen entspricht, muss die Tiefeneinstellmutter neu positioniert werden, um den richtigen Nutdurchmesser zu erhalten. Siehe Abbildung 16.
- Um den Nutdurchmesser zu vergrößern (flachere Nut), drehen Sie die Tiefeneinstellmutter im Uhrzeigersinn.
- Um den Nutdurchmesser zu verringern (tiefere Nut), drehen Sie die Tiefeneinstellmutter gegen den Uhrzeigersinn.
- Jede ¼ Umdrehung der Tiefeneinstellmutter verändert den Nutdurchmesser um ca. 0.025 Zoll (0,6 mm). Wenn Sie die Mutter um eine Markierung auf dem Umfang drehen, ändert sich der Nutdurchmesser um ca. 0.002 Zoll (0,05 mm).
- Wiederholen Sie die Schritte 4 bis 6, bis der Nutdurchmesser innerhalb der Spezifikationen liegt. Wenn die Nut zu groß ist, kann das Rollnutgerät eingestellt und die Nut kleiner ausgeführt werden. Wenn die Nut zu klein ist,
muss eine weitere Nut angefertigt werden. Der richtige Nutdurchmesser ist wichtig, um die Leistung der Verbindung sicherzustellen. Außerhalb der Spezifikation liegende Nuten können zum Versagen der Verbindung führen.
Stabilisatorbetrieb
Mit dem Stabilisator wird eine leichte Kraft auf ein 2½ Zoll- bis 12 Zoll-Rohr ausgeübt, um die Nachführung zu verbessern. Er ist besonders für kurze Rohrstücke nützlich, kann aber für alle Rohrlängen verwendet werden. Der Stabilisator reduziert auch das Schwanken von längeren Rohren mit größerem Durchmesser.
Der Stabilisator kann nur verwendet werden, wenn sich der Schalter REV/O-OFF/FOR (Rückwärts/Aus/Vorwärts) in der REV-Position (Rückwärtsdrehung) befindet (Rohrdrehung auf dem Nutgerät markiert, Abbildung 17). Wenn der Schalter REV/O-OFF/FOR (Rückwärts/Aus/Vorwärts) in der FOR-Position (Vorwärtsdrehung) verwendet wird, wird das Rohr spiralförmig aus den Nutrollen herausgeführt.
- Richten Sie das Gerät ordnungsgemäß ein und laden Sie das Rohr.
- Stellen Sie den Nutdurchmesser ein.
- Drehen Sie den Kurbelgriff des Stabilisators, um die Rolle in Kontakt mit dem Rohr zu bringen. Drehen Sie den Kurbelgriff um eine weitere (1) Umdrehung, um die Rolle gegen das Rohr vorzuspannen (Abbildung 17). Greifen Sie nicht über das Rohr, um den Stabilisator einzustellen.
- Nuten Sie das Rohr. Halten Sie während des Nutens die Hände von den Nutrollen, dem Stabilisatorrad und dem Rohrende fern. Nuten Sie das Rohr nicht kürzer als angegeben, greifen Sie nicht in das Rohr hinein und berühren Sie nicht die Nut. Dadurch wird die Gefahr von Quetschverletzungen reduziert.
Wenn das Rohr während des Nutens nicht richtig geführt wird, geben Sie den Fußschalter frei und stoppen Sie das Nuten. Richten Sie eine neue Nut ein und drehen Sie den Kurbelgriff um eine weitere halbe (½) Umdrehung, um die Vorspannung zu erhöhen. Verwenden Sie keine übermäßige Vorspannung. Dadurch kann die Rolle beschädigt werden.
Ist der Stabilisator einmal für eine bestimmte Größe und einen bestimmten Materialtyp eingestellt, muss er in der Regel beim Be- und Entladen von Rohren nicht mehr nachjustiert oder zurückgesetzt werden.

Abbildung 17 - Positionierung des Stabilisators
Nutschneiden
- Vergewissern Sie sich, dass das Gerät ordnungsgemäß aufgestellt und das Rohr ordnungsgemäß vorbereitet und geladen ist. Nuten Sie das Rohr nicht kürzer als 8 Zoll.
- Stellen Sie den Nutdurchmesser ein.
- Stellen Sie bei Bedarf die Position des Stabilisators ein.
- Stellen Sie sich so, dass Sie Maschine und Rohr kontrollieren können (siehe Abbildung 18).

Abbildung 18 - Die richtige Position für die Handhabung
- Stellen Sie sich mit Blick auf das Rollnutgerät auf der Seite des Schalters REV/O-OFF/FOR (Rückwärts/Aus/Vorwärts), sodass Sie bequemen Zugang zum Schalter, Pumpengriff und Rohr haben. Ihre linke Hand befindet sich am Pumpengriff und Ihre rechte Hand ist frei vom Rohr, es sei denn, Sie üben eine leichte Kraft auf das Rohr aus, um die Nachführung beizubehalten (Siehe Abschnitt „Tipps zur Nachführung“).
- Achten Sie darauf, dass Sie den Fußschalter betätigen können. Treten Sie noch nicht auf den Fußschalter. Im Notfall müssen Sie in der Lage sein, den Fußschalter loszulassen.
-
Achten Sie auf gutes Gleichgewicht und vermeiden Sie es, sich weit in eine Richtung beugen zu müssen.
-
Schalten Sie den Schalter REV/O-OFF/FOR (Rückwärts/Aus/Vorwärts) in die REV-Position (Rückwärtsdrehung).
- Führen Sie etwa einen Viertelhub des Pumpengriffs aus, um die Nutrolle in das Rohr zu drücken.
- Betätigen Sie den Fußschalter. Das Rohr beginnt sich zu drehen. Lassen Sie zwischen den Viertelhüben des Pumpengriffs eine volle Rohrdrehung zu. Schieben Sie die Nutrolle nicht zu aggressiv vor - dies kann dazu führen, dass sich das Rohr spiralförmig aus dem Rollensatz herausdreht und eine schlechte Nutform aufweist. Halten Sie Ihre Hände vom Nutsatz, dem Rohrende und dem Stabilisatorrad fern. Greifen Sie nicht in das Innere des Rohrs und berühren Sie nicht die Nut.
Überwachen Sie das Rohr, während es genutet wird. Das Rohrende sollte in Kontakt mit dem Flansch der Antriebswelle bleiben, und das Rohr sollte in Position bleiben. Wenn das Rohr beginnt, sich aus der Position zu bewegen, geben Sie den Fußschalter frei und stoppen Sie das Nuten. Halten Sie Ihren Körper entfernt, falls das Rohr aus dem Griff des Rollensatzes kommt. Wenn das Rohr anfängt, aus der Position zu kommen, stoppen Sie das Nuten und überprüfen Sie die Einstellung. Wenn das Rohrende beschädigt ist, muss eine neue Nut vorbereitet werden.
Führen Sie weiterhin bei jeder Rohrumdrehung einen Viertelhub des Pumpengriffs aus.
Bei der Verwendung des 1 Zoll-Rollensatzes ist es besonders wichtig, keine übermäßige Kraft anzuwenden (falsche Einstellung des Nutdurchmessers, unterdimensionierte Nuten, mehr als ein Viertelhub des Pumpengriffs pro Umdrehung). Dadurch kann die 1 Zoll-Antriebsrolle beschädigt werden.
- Wenn die Tiefeneinstellmutter die Oberseite der Nut berührt, lassen Sie das Rohr mindestens zwei weitere volle Umdrehungen drehen, um eine gleichmäßige Nuttiefe zu gewährleisten.
- Nehmen Sie den Fuß vom Fußschalter.
-
Schalten Sie den Schalter REV/O-OFF/FOR (Rückwärts/Aus/Vorwärts) in die OFF-Position (Aus).
-
Ziehen Sie die Nutrolle zurück und entfernen Sie das Rohr aus der Nutrolle.
- Prüfen und messen Sie die Nut.
Tipps zur Nachführung
Ein typisches Problem beim Rollnuten ist, dass das Rohr „spiralförmig“ von der Antriebswelle „abläuft“ oder nicht richtig „nachläuft“.
Für eine gute Nachführung ist es wichtig, dass alle Anweisungen befolgt werden. Wenn das Rohr auch nach Befolgung aller Anweisungen nicht richtig nachgeführt wird, gibt es andere Möglichkeiten, die Nachführung zu verbessern.
- Erhöhen Sie etwas den Versatz des Rohrs (Erhöhung von 12 Grad auf 1 Grad) Siehe Abbildung 14.
- Ziehen Sie zusätzlich eine 12 Umdrehung am Kurbelgriff des Stabilisators an.
- Der Bediener muss möglicherweise während des Nutens leichte Kraft auf das Rohr ausüben, um die Nachführung zu halten. Dies ist normalerweise nur bei kürzeren Rohrstücken erforderlich, wenn der Stabilisator nicht verwendet wird. Dazu sollte der Bediener einen Lederhandschuh in gutem Zustand tragen und seine Hand um das Rohr legen, wie in Abbildung 19 gezeigt, um das Rohr leicht zu sich heranzuziehen. Dies kann erfordern, dass der Ständer des elektrischen Antrieb/der Gewindeschneidmaschine am Boden befestigt wird, um Bewegungen während des Nutens zu verhindern. Um die Gefahr von Quetsch- und Schnittverletzungen zu verringern, halten Sie die Hand von der Nutrolle und den Rohrenden fern, nuten Sie das Rohr nicht kürzer als empfohlen und greifen Sie nicht in das Rohr hinein oder berühren Sie die Nut.

Abbildung 19 - Druckbeaufschlagung auf das Rohr mit elektrischem Antrieb in REV-Richtung (Rückwärtsdrehung)
Wenn die Maschine in FOR-Richtung (Vorwärtsdrehung) betrieben wird, kann der Stabilisator nicht verwendet werden. Bewegen Sie das Stabilisatorrad vom Rohr weg. Wenn der Stabilisator in der Vorwärtsdrehung verwendet wird, dreht sich das Rohr spiralförmig aus den Nutrollen heraus. Falls erforderlich, sollte der Bediener einen Lederhandschuh in gutem Zustand tragen und das Rohr mit der rechten Hand leicht von sich wegschieben, wie in Abbildung 20 gezeigt.

Abbildung 20 - Druckbeaufschlagung auf das Rohr mit elektrischem Antrieb in FOR-Richtung (Vorwärtsdrehung)
Prüfen/messen der Nut
1. Prüfen Sie die Nut.
- Stellen Sie sicher, dass alle Eigenschaften vorhanden und vollständig ausgebildet sind. Siehe Tabelle II und Abbildung 30.
- Messen Sie den Nutdurchmesser und stellen Sie sicher, dass er innerhalb der Spezifikation liegt.
- Prüfen Sie alle anderen vom Fitting-Hersteller geforderten Punkte.
- Prüfen Sie das System entsprechend den gesetzlichen Richtlinien und üblichen Verfahren.
Bei Problemen kann die Nut nicht verwendet werden. Der richtige Nutdurchmesser ist wichtig, um die Leistung der Verbindung sicherzustellen. Außerhalb der Spezifikation liegende Nuten können zum Versagen der Verbindung führen.
- Messen Sie den Nutdurchmesser mit einem Durchmesserband (siehe Abschnitt Optionale Ausrüstung). Wickeln Sie das Durchmesserband eng um das Rohr in der Nut. Vergewissern Sie sich, dass das Band flach auf dem Boden der Nut sitzt, und lesen Sie den Nutdurchmesser ab (siehe Abbildung 21). Vergleichen Sie den gemessenen Nutdurchmesser mit dem erforderlichen Nutdurchmesser gemäß Tabelle II oder III oder wie vom Hersteller des Nutfittings angegeben.

Abbildung 21 - Prüfen des Nutdurchmessers mit einem Durchmesserband
Vorbereitung der Maschine für den Transport
Entfernen Sie das 918 vor dem Transport vom elektrischen Antrieb/von der Gewindeschneidmaschine. Beachten Sie das Gewicht des Geräts. Verwenden Sie beim Heben oder Bewegen geeignete Methoden.
Aufbewahrung
⚠️ WARNING Das 918 Rollnutgerät muss bei regnerischer Witterung in Räumen oder gut abgedeckt gelagert werden. Lagern Sie die Maschine in einem abgeschlossenen Bereich außer Reichweite von Kindern und Personen, die mit Rollnutgeräten nicht vertraut sind. Wenn diese Maschine in die Hände von nicht geschulten Benutzern gelangt, kann sie schwere Verletzungen verursachen.
Wartungsanweisungen
WARNING
Vergewissern Sie sich, dass das Gerät von der Stromquelle getrennt ist, bevor Sie Wartungsarbeiten oder Einstellungen vornehmen.
Warten Sie das 918 Rollnutgerät gemäß diesen Verfahren, um die Verletzungsgefahr zu verringern.
Reinigung
Verwenden Sie ein weiches, feuchtes Tuch zum Reinigen des Rollnutgeräts.
Reinigen Sie die Rändelungen der Antriebsrollen vor dem Einsatz mit einer Drahtbürste und bei Bedarf während des Betriebs. Reinigen Sie beim Nuten von Edelstahlrohren den gesamten Rollensatz gründlich mit einer Edelstahldrahtbürste.
Schmierung
Schmieren Sie das Rollnutgerät monatlich (oder bei Bedarf öfter) mit einem Allzweckfett auf Lithiumbasis. Schmieren Sie das Rollnutgerät immer nach einem Rollensatzwechsel.
- Schmieren Sie das Rollnutgerät an den Schmiernippeln (siehe Abbildung 22). Fügen Sie Fett hinzu, bis eine kleine Menge herausgedrückt wird.

Abbildung 22 - Schmiernippel
- Tragen Sie ein leichtes Schmieröl auf die Drehpunkte und Bereiche der Relativbewegung auf, wie z. B. die Tiefeneinstellmutter und die Vorschubschraube des Stabilisators. Wischen Sie überschüssiges Schmiermittel von den freiliegenden Oberflächen ab.
Hydraulikflüssigkeitsstand
Entfernen Sie den Einfülldeckel des Behälters (Abbildung 23). Der Ölstand sollte bis zur Fülllinie reichen, wenn die Pumpe auf ihrem Sockel steht und der Stößel vollständig eingefahren ist. Verwenden Sie nur ISO 15 Hydrauliköl.
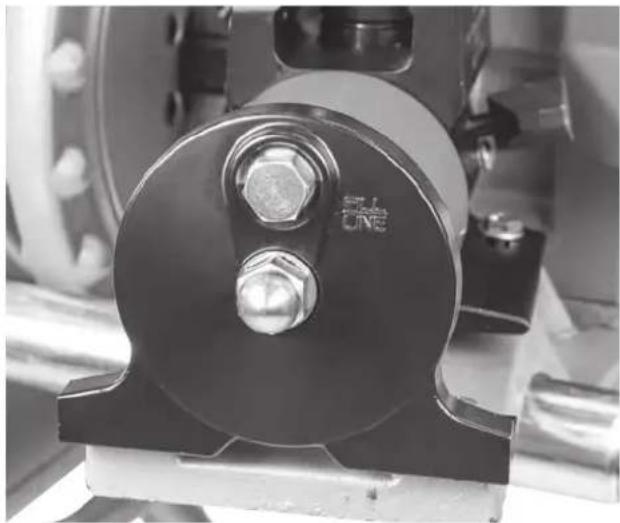
Abbildung 23 - Einfülldeckel des Behälters
Einmal im Jahr sowie bei starker Beanspruchung oder Einsatz in staubiger Umgebung auch öfter sollte das Hydrauliköl gewechselt werden. Um Öl abzulassen, entfernen Sie den Einfülldeckel des Behälters und lassen Sie das Öl in einen Behälter ab. Entsorgen Sie das gebrauchte Hydrauliköl ordnungsgemäß gemäß dem Sicherheitsdatenblatt (SDS) und den örtlichen Vorschriften.
Das Hydrauliksystem muss nach einem Ölwechsel möglicherweise entlüftet werden. Um das Hydrauliksystem zu entlüften, kippen Sie die Maschine auf die Seite und positionieren Sie den Zylinder tiefer als die Pumpe. Fahren Sie den Zylinderkolben mehrmals aus und zurück, damit die Luft in den Pumpenspeicher zurück fließen kann.
Wechseln von Rollensätzen
HINWEIS Achten Sie beim Wechsel des Rollensatzes immer darauf, dass die Markierungen von Antriebsrolle und Nutrolle übereinstimmen. Falsch zusammengesetzte Teile können falsche Nuten bilden und Lecks verursachen. Wechseln Sie die Rollen immer im Satz. Vermischen Sie keine Rollen verschiedener Sätze.
Falls installiert, entfernen Sie das Rollnutgerät vom elektrischen Antrieb oder von der Gewindeschneidmaschine und legen Sie es auf eine stabile Werkbank.
Stützen Sie die Rollen und Wellen während des Wechsels ordnungsgemäß ab.
Wechseln der Nutrolle
- Fahren Sie die Nutrolle vollständig zurück.
- Fahren Sie das Stabilisatorrad vollständig ein.
- Lösen Sie die Stellschraube der Nutrolle (Abbildung 24). Greifen Sie die Nutrolle und entfernen Sie die obere Welle und die Nutrolle aus dem Rollnutgerät (Abbildung 25).
- Nach dem Wechsel der Antriebswelle/Antriebsrolle gehen Sie beim Einbau in umgekehrter Reihenfolge vor. Stellen Sie sicher, dass die Teile sauber sind, damit kein Schmutz in die Lager gelangt. Schmieren Sie die Lager vor der Verwendung.

Abbildung 24 - Lösen der Stellschraube der Nutrolle

Abbildung 25 - Haltewelle und Nutrolle ausbauen
Wechseln der Antriebswelle/Antriebsrolle
Das 918 hat zwei Arten von Antriebswellen. Eine einteilige Antriebswelle (wird bei den Größen 2 bis 6 Zoll und 8 bis 12 Zoll verwendet) und eine zweiteilige Welle, bestehend aus Antriebswelle und austauschbarer Antriebsrolle (wird bei den Größen 1 Zoll, 1¼ Zoll bis 1½ Zoll und 2 bis 6 Zoll Kupfer verwendet). Siehe Abbildung 26.

Abbildung 26 - Einteilige Antriebswelle (oben), zweiteilige Antriebswelle (unten)
- Entfernen Sie die Nutrolle.
- Drehen Sie die Antriebswelle von Hand und üben Sie dabei Druck auf den Spindelverriegelungsstift aus, bis der Verriegelungsstift in die Spindelsperrbohrung der Antriebswelle eingreift.
Wechseln der Antriebswelle
- Wenn die Spindelarretierung eingerastet ist, entfernen Sie mit dem Ringschlüssel die Haltemutter des Antriebswellenlagers (Abbildung 27).
- Entspannen Sie den Spindelverriegelungsstift, sodass er sich zurückziehen kann.
- Entfernen Sie die Antriebswelle von der Vorderseite des Rollnutgeräts.
- Gehen Sie beim Einbau in umgekehrter Reihenfolge vor. Stellen Sie sicher, dass die Teile sauber sind, damit kein Schmutz in die Lager gelangt. Schmieren Sie die Lager vor der Verwendung.

Abbildung 27 - Einrasten der Spindelarretierung und Entfernen der Haltemutter der Antriebswelle
Wechseln der Antriebsrolle (zweiteilige Antriebswellen)
- Verwenden Sie bei eingerasteter Spindelarretierung den ^15/_16 Zoll-Ringschlüssel, um den Zugbolzen zu lösen.
- Klopfen Sie mit einem Schonhammer auf den Kopf des Zugbolzens, um die Antriebsrolle von der Antriebswelle zu lösen.
- Lösen Sie den Zugbolzen von der Antriebsrolle, entfernen Sie dann die Antriebsrolle von der Vorderseite des Rollnutgeräts.
- Gehen Sie beim Einbau in umgekehrter Reihenfolge vor. Stellen Sie sicher, dass die Antriebsrolle vollständig in der Antriebswelle sitzt und der Zugbolzen fest sitzt.

Abbildung 28 - Einrasten der Spindelarretierung und Lösen des Zugbolzens
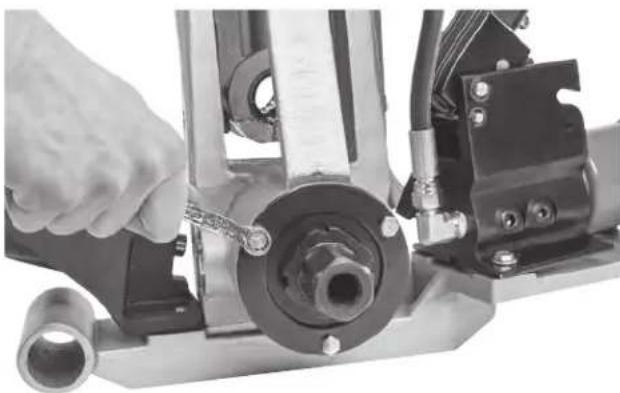
Abbildung 29 - Sechskantschrauben der Halteplatte entfernen
Wechseln der einteiligen Antriebswelle gegen die zweiteilige Antriebswelle
- Entfernen Sie die einteilige Antriebswelle.
- Entfernen Sie die Schrauben der hinteren Lagerhalteplatte und die Platte, siehe Abbildung 29.
- Entfernen Sie das hintere Lager aus der Rückseite des 918-Gehäuses.
- Installieren Sie die zweiteilige Antriebswellenbaugruppe in die Rückseite des 918-Gehäuses. Stellen Sie sicher, dass die Teile sauber sind, damit kein Schmutz in die Lager gelangt.
- Bringen Sie die hintere Lagerhalteplatte und die Schrauben wieder an.
- Installieren Sie die entsprechende Antriebsrolle. Schmieren Sie die Lager vor der Verwendung.
Fehlerbehebung
| PROBLEM MÖGLICHE URSACHEN LÖSUNG | ||
| Nut zu eng oder zu breit. | Falsche Nutrolle und Antriebswelle. | Bauen Sie die richtige Nutrolle und Antriebswelle ein. |
| Nutrolle und/oder Antriebswelle verschlissen. | Wechseln Sie die Nutrolle und/oder Antriebswelle. | |
| Nutrolle und Antriebswelle passen nicht zusammen. | Montieren Sie den passenden Rollensatz. | |
| Rollennut nicht senkrecht zur Rohrachse. | Rohrlänge nicht gerade. Verwenden Sie gerade Rohre. | |
| Rohrende nicht rechtwinklig. Schneiden Sie das Rohrende rechtwinklig ab. | ||
| Das Rohr wird beim Nuten nicht geführt. Das Rollnut-gerät führt beim Nuten nicht das Rohr. | Rohr und Antriebswelle liegen nicht parallel. | Stellen Sie den Ständer so ein, dass das Rohr parallel läuft. |
| Die Rohrachse ist nicht 1⁄2 Grad von Antriebsrollenachse versetzt. | Versetzen Sie das Rohr um 1⁄2 Grad. | |
| 1⁄2 Grad Versatz ist nicht ausreichend. Versetzen Sie das Rohr etwas mehr. | ||
| Antriebswelle/Rändelungen der Antriebsrolle verstopft oder verschlissen. | Reinigen oder wechseln Sie die Antriebswelle/-rolle. | |
| Die Innenseite des Rohrs hat zu viele Kalkablagerungen. | Reinigen Sie das Innere des Rohrs. | |
| Überschüssige Schweißnaht. | Schleifen Sie die Schweißnaht bündig 2 Zoll vom Ende des Rohres. | |
| Stabilisator wird nicht verwendet/ist nicht richtig eingestellt. | Stellen Sie den Stabilisator ein. Üben Sie Druck auf das Rohr aus (siehe Abbildung 19/20). | |
| Rohrende nicht rechtwinklig/entgratet. Bereiten Sie das Rohrende ordnungsgemäß vor. | ||
| Rohr am genuteten Ende aufgeweitet. | Rohr und Antriebswelle liegen nicht parallel. | Stellen Sie den Ständer so ein, dass das Rohr parallel läuft. |
| Der Bediener fährt die Nutrolle zu schnell vor. | Verlangsamen Sie den Pumpvorgang. (Siehe Bedienungsanleitung.) | |
| Das Rohr ist zu hart. Ersetzen Sie das Rohr. | ||
| Stabilisator ist zu fest. Stellen Sie den Stabilisator ein. | ||
| Das Rohr driftet während des Nutens auf der Achse der Antriebswelle hin und her. | Rohrlänge nicht gerade. Verwenden Sie gerade Rohre. | |
| Rohrende nicht rechtwinklig. Schneiden Sie das Rohrende rechtwinklig ab. | ||
| Das Rohr schaukelt von Seite zu Seite. | Der Rohrständer ist zu nahe am Rohrende. | Den Rohrständer einschieben, um die Aufstellungsanweisungen zu erfüllen. |
| Das Rohrende ist abgeflacht oder beschädigt. Schneiden Sie das beschädigte Rohrende ab. | ||
| Harte Stellen im Rohrmaterial oder Schweißnähte, die härter als das Rohr sind. | Verwenden Sie ein anderes Rohr. | |
| Vorschubgeschwindigkeit der Nutrolle zu langsam. | Führen Sie die Nutrolle schneller in das Rohr ein. | |
| Rohrständer stehen nicht an der richtigen Stelle. | Positionieren Sie die Rohrständerrollen richtig. | |
| Die Drehzahl des elektrischen Antriebs/der Gewindeschneidmaschine überschreitet 57 U/min. | Verringern Sie die Drehzahl auf 57 U/min. | |
Fehlerbehebung (Forts.)
| PROBLEM MÖGLICHE URSACHEN LÖSUNG | ||
| Das Rollnutgerät rollt keine Nut in das Rohr. | Die Maximale Rohrwandstärke wurde überschritten.Der Werkstoff ist zu hart. Ersetzen Sie das Rohr.Die Einstellmutter ist nicht eingestellt. Stellen Sie die Tiefe ein.Falscher Rollensatz. Montieren Sie den richtigen Rollensatz. | Prüfen Sie die Rohrkapazitätstabelle. |
| Das Rollnutgerät nutet die Nute nicht auf den erforderlichen Durchmesser. | Maximale Toleranz des Rohrdurchmessers überschritten.Tiefeneinstellmutter nicht korrekt eingestellt. Passen Sie die Tiefeneinstellung an.Das Rohr ist zu hart. Verwenden Sie ein anderes Rohr. | Verwenden Sie den richtigen Rohrdurchmesser. |
| Das Rohr rutscht auf der Antriebsrolle. | Vorschubgeschwindigkeit der Nutrolle zu langsam.Die Rändelungen der Antriebswelle ist mit Metall verstopft oder flach verschlissen. | Führen Sie die Nutrolle schneller in das Rohr ein.Reinigen oder wechseln Sie die Antriebswelle aus. |
| Rohr hebt sich oder neigt dazu, das Rohrnutgerät nach hinten zu kippen. | Rohrständer nicht richtig eingestellt. Stellen Sie die Ständer richtig auf. | |
| Pumpe fördert kein Öl,Zylinder fährt nicht vor. | Pumpenablassventil geöffnet.Zu wenig Öl im Vorratsbehälter.Verschmutzung im Pumpengehäuse.Sitze sind verschlissen oder sitzen nicht.Zu viel Öl im Vorratsbehälter. Prüfen Sie den Ölstand gemäß den Anweisungen. | Schließen Sie das Ablassventil.Prüfen Sie den Ölstand gemäß den Anweisungen.Lassen Sie das Gerät von einem qualifizierten Techniker warten.Lassen Sie das Gerät von einem qualifizierten Techniker warten. |
| Pumpengriff funktioniert nicht richtig. | Luft ist im System eingeschlossen.Zu viel Öl im Vorratsbehälter. Prüfen Sie den Ölstand gemäß den Anweisungen. | Entlüften Sie das Hydrauliksystem gemäß den Anweisungen. |
| Zylinder fährt nur teilweise aus. | Der Ölstand im Pumpenbehälter ist niedrig. Befüllen und entlüften Sie das System.Tiefeneinstellung falsch eingestellt. | Befolgen Sie die Anweisungen zur Tiefeneinstellung. |
Wartung und Reparatur
WARNING
Die Betriebssicherheit des Geräts kann durch unsachgemäße Wartung oder Reparatur beeinträchtigt werden.
In den „Wartungsanweisungen“ sind die meisten Wartungsschritte für diese Maschine beschrieben. Alle Probleme, die in diesem Abschnitt nicht erwähnt werden, sollten von einer unabhängigen RIDGID Vertragswerkstatt behoben werden. Verwenden Sie ausschließlich RIDGID Serviceteile.
Informationen über die nächstgelegene unabhängige RIDGID Vertragswerkstatt oder Antworten auf Service- und Reparaturfragen finden Sie im Abschnitt Kontaktinformationen dieses Handbuchs.
Optionale Ausrüstung
WARNING
Zur Vermeidung schwerer Verletzungen verwenden Sie nur speziell für das RIDGID 918 Rollnutgerät entwickelte und empfohlene Zubehörteile wie die folgenden.
| Best.-Nr. | Beschreibung |
| 48405 | Rollensatz für 8 - 12 Zoll Schedule 10 (8 Zoll Schedule 40) mit Transportkoffer |
| 48407 | Rollensatz für 1 14 bis 1 12 Zoll Schedule 10/40, mit Transportkoffer |
| 48412 | Rollensatz für 1 Zoll Schedule 10/40 und 1 14 bis 1 12 Zoll Schedule 10/40, mit Transportkoffer |
| 48417 | Rollensatz für 2 bis 6 Zoll Kupfer |
| 59992 | 2 12 12 Zoll Stabilisator |
| 76822 | Nut-Maßband, zöllig |
| 76827 | Nut-Maßband, metrisch |
| 49662 | Werkzeugkasten |
| 51432 | Antriebsrolle 2 - 6 Zoll |
| 49217 | Nutrolle 2 bis 6 Zoll |
| 54317 | Ringschlüssel |
| 42360 | 1206 Ständer |
Montagesätze
| Best.-Nr. | Modell | Beschreibung |
| 48292 | 911 | Nur Montagesatz für Modell 300 Kraftantrieb |
| 48397 | 914 | Nur Montagesatz 1224 |
| 48402 | 915 | Nur Montagesatz 535 |
| 56607 | 917 | Nur Montagesatz für Modell 300 Kompakt/1233 |
| 56532 | — | Ständer, Rohrfuß für 1233/300 Compact |
Eine vollständige Liste der für diese Werkzeuge verfügbaren RIDGID-Ausrüstung finden Sie im Ridge Tool Katalog online unter RIDGID.com oder in den Kontaktinformationen.
Entsorgung
Teile des 918 Rollnutgeräts enthalten wertvolle Materialien und können recycelt werden. Hierfür gibt es auf Recycling spezialisierte Betriebe, die u. U. auch örtlich ansässig sind. Entsorgen Sie die Bauteile und etwaiges Altöl gemäß den geltenden gesetzlichen Vorschriften. Weitere Informationen erhalten Sie bei der örtlichen Abfallwirtschaftsbehörde.
Tabelle I. Rohrwanddicke
HINWEIS: Alle Abmessungen sind in Zoll angegeben.
| Rohrgröße | ROHR AUS KOHLENSTOFFSTAHL ODER ALUMINIUM EDELSTAHLROHR | Schedule Min. Max. | Wandstärke | PVC-ROHR | |||||
| Schedule | Wandstärke | Wandstärke | Schedule | Wandstärke | |||||
| Min. Max. | Min. Max. | ||||||||
| 1 5, 10, 40 | 0.065 0.133 5, 10 | 0.109 40 | 0.133 | 0.133 | |||||
| 114 | 5, 10, 40 | 0.065 | 0.140 | 5, 10, 40 | 0.065 | 0.140 | 40 | 0.140 | 0.140 |
| 112 | 5, 10, 40 | 0.065 | 0.145 | 5, 10, 40 | 0.065 | 0.145 | 40, 80 | 0.145 | 0.200 |
| 2 | 5, 10, 40 | 0.065 | 0.154 | 5, 10, 40 | 0.065 | 0.154 | 40, 80 | 0.154 | 0.218 |
| 212 | 5, 10, 40 0.083 0.203 | 5, 10 0.083 | 0.188 | 40, 80 0.203 | 0.276 | ||||
| 3 5, 10, 40 | 0.083 0.216 5, 10 | 0.188 | 40, 80 0.216 | 0.300 | |||||
| 312 | 5, 10, 40 0.083 0.226 | 5, 10 0.083 | 0.188 40 | 0.226 | 0.226 | ||||
| 4 5, 10, 40 | 0.083 0.237 5, 10 | 0.188 40 | 0.237 | 0.237 | |||||
| 5 5, 10, 40 | 0.109 0.258 5, 10 | 0.188 40 | 0.258 | 0.258 | |||||
| 6 5, 10, 40 | 0.109 0.280 5, 10 | 0.188 40 | 0.280 | 0.280 | |||||
| 8 | 5, 10, 40* | 0.109 | 0.322 | 5, 10 | 0.109 | 0.148 | 40 | 0.322 | 0.322 |
| 10 | 5, 10 | 0.134 | 0.165 | 5, 10 | 0.134 | 0.165 | — | — | — |
| 12 | 5, 10 | 0.165 | 0.180 | 5, 10 | 0.165 | 0.180 | — | — | — |
*Nicht zum Nuten von 8 Zoll Schedule 40 Stahlrohren verwenden, die härter als 150 Brinnel (BHN) sind.
Tabelle II. Standard-Rollnut-Spezifikationen (1)
HINWEIS: Alle Abmessungen sind in Zoll angegeben.
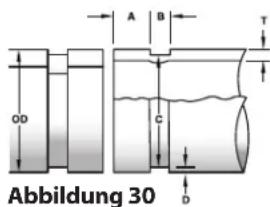
| NOM. ROHRGRÖSSE | ROHRDURCHMESSER | T MIN. WANDSTÄRKE. | A DICHTUNGSSITZ +.015/-.030 | B NUTBREITE +.030/-.015 | C NUTDURCHMESSER | D NOM. NUTBREITE (2) | ||
| A.D. TOL. | A.D. TOL. | |||||||
| 1 1.315 | +.013 -.013 | 0.065 0.625 | 0.281 1.190 +.000 0.063 | |||||
| 11⁄4 1.660 | +.016 -.016 | 0.065 0.625 | 0.281 1.535 | +.000 -.015 | 0.063 | |||
| 11⁄2 1.900 | +.019 -.019 | 0.065 0.625 | 0.281 1.535 | +.000 -.015 | 0.063 | |||
| 2 2.375 | +.024 -.016 | 0.065 0.625 | 0.344 2.250 | +.000 -.015 | 0.063 | |||
| 21⁄2 2.875 | +.029 -.016 | 0.083 0.625 | 0.344 2.720 | +.000 -.015 | 0.078 | |||
| 3 3.50 | +.035 -.031 | 0.083 0.625 | 0.344 3.344 | +.000 -.015 | 0.078 | |||
| 31⁄2 4.00 | +.040 -.031 | 0.083 0.625 | 0.344 3.834 | +.000 -.020 | 0.083 | |||
| 4 4.50 | +.045 .031 | 0.083 0.625 | 0.344 4.334 | +.000 -.015 | 0.083 | |||
| 5 5.563 | +.056 .031 | 0.109 0.625 | 0.344 5.395 | +.000 -.015 | 0.084 | |||
| 6 6.625 | +.063 -.031 | 0.109 0.625 | 0.344 6.455 | +.000 -.015 | 0.085 | |||
| 8 8.625 | +.063 -.031 | 0.109 0.750 | 0.469 8.441 | +.000 -.020 | 0.092 | |||
| 10 10.75 | +.063 -.031 | 0.134 0.750 | 0.469 10.562 | +.000 -.025 | 0.094 | |||
| 12 12.75 | +.063 -.031 | 0.156 0.750 | 0.469 12.531 | +.000 -.025 | 0.110 | |||
(1) Gemäß AWWA C606-15
(2) Die Nennnuttiefe wird nur als Referenzmaß angegeben. Verwenden Sie die Nuttiefe nicht, um die Akzeptanz einer Nut zu bestimmen. HINWEIS: Befolgen Sie die Empfehlungen des Fitting-Herstellers bezüglich der maximal zulässigen Bördelmaße.
Tabelle III. Kupfer-Rollnut-Spezifikationen HINWEIS: Alle Abmessungen sind in Zoll angegeben.
| Nenn- große Zoll | Rohr-Außendurchmesser A.D. | A Dichtung A ±0.03 | B Nutbreite +.03 / -.000 | C Nutdurchmesser +.000 / -.020 | D Nennnut-tiefe (2) | T Min. zuläs-sige Wanddicke. (3) | Max. zuläs-siger Bördel-durchmesser | |
| Einfach | Toleranz | |||||||
| 2 | 2.125 | ±0.002 | 0.610 | 0.300 | 2.029 | 0.048 | 0.064 | 2.220 |
| 212 | 2.625 | ±0.002 | 0.610 | 0.300 | 2.525 | 0.050 | 0.065 | 2.720 |
| 3 | 3.125 | ±0.002 | 0.610 | 0.300 | 3.025 | 0.050 | 0.045 | 3.220 |
| 4 | 4.125 | ±0.002 | 0.610 | 0.300 | 4.019 | 0.053 | 0.058 | 4.220 |
| 5 | 5.125 | ±0.002 | 0.610 | 0.300 | 5.019 | 0.053 | 0.072 | 5.220 |
| 6 | 6.125 | ±0.002 | 0.610 | 0.300 | 5.999 | 0.063 | 0.083 | 6.220 |
(1) Kupferrohre gemäß folgenden Normen: ASTM B88 und ASTM B306.
(2) Die Nennnuttiefe ist als Referenzmaß angegeben. Verwenden Sie die Nuttiefe nicht, um die Akzeptanz von Nuten zu bestimmen.
(3) „DWV“ - ASTM B306 Wandstärke für Ablass- und Belüftungsrohre.
What is covered





- Inhaltsverzeichnis
- Sicherheitssymbole....75
- Allgemeine Sicherheits- und Warnhinweise für Elektrowerkzeuge 75
- Spezifische Sicherheitsinstruktionen....76
- RIDGID Kontaktinformationen....77
- Beschreibung....77
- Technische Daten....78
- Zusammenbau 79
- Inspektion vor der Benutzung....80
- Vorbereiten von Maschine und Arbeitsbereich 80
- Betrieb 84
- Aufbewahrung 90
- Wartungsanweisungen....91
- Optionale Ausrüstung 95
- Entsorgung....96
- Tabelle I. Rohrwanddicke 96
- Tabelle II. Standard-Rollnut-Spezifikationen 97
- Tabelle III. Kupfer-Rollnut-Spezifikationen 97
- Garantie......Rückseite
- Sicherheitssymbole
- GEFAHR
- WARNING
- ACHTUNG
- HINWEIS
- Allgemeine Sicherheits- und Warnhinweise für Elektrowerkzeuge
- ALLE WARNUNGEN UND ANWEISUNGEN ZUR SPÄTEREN EINSICHT AUFBEWAHREN!
- Sicherheit im Arbeitsbereich
- Sicherheit von Personen
- Sachgemäßer Umgang mit Elektrowerkzeugen
- Wartung
- Spezifische Sicherheitsinstruktionen
- Sicherheit bei Rollnutgeräten
- RIDGID Kontaktinformationen
- Beschreibung
- Technische Daten
- Standardausstattung
- Zusammenbau
- Montage des 918 an Sockeln für verschiedene Maschinen
- Inspektion vor der Benutzung
- Abbildung 6 – Warnschild
- Vorbereiten von Maschine und Arbeitsbereich
- Installation des 918 am 300 elektrischen Antrieb
- Installation des 918 an 300 Compact/1233 - Gewindeschneidmaschinen
- Installation an 535 und 1224 Gewindeschneidmaschinen
- Betrieb
- Vorbereitung der Rohre
- Vorschieben/Zurückfahren der Nutrolle
- Einlegen eines Rohrs in das Rollnutgerät
- Rollnutgerät
- Abbildung 14 - Versetzen des Rohrs um 12° in Richtung Bediener, (übertrieben)
- Abbildung 15 - Versetzen des Rohrs um 12° vom Bediener weg, (übertrieben)
- Einstellung/Justierung des Nutdurchmessers
- Abbildung 16 - Einstellung der Tiefeneinstellmutter
- Stabilisatorbetrieb
- Nutschneiden
- Tipps zur Nachführung
- Prüfen/messen der Nut
- Prüfen Sie die Nut.
- Vorbereitung der Maschine für den Transport
- Aufbewahrung
- Wartungsanweisungen
- Reinigung
- Schmierung
- Abbildung 22 - Schmiernippel
- Hydraulikflüssigkeitsstand
- Abbildung 23 - Einfülldeckel des Behälters
- Wechseln von Rollensätzen
- Wechseln der Nutrolle
- Wechseln der Antriebswelle/Antriebsrolle
- Wechseln der Antriebswelle
- Wechseln der Antriebsrolle (zweiteilige Antriebswellen)
- Wechseln der einteiligen Antriebswelle gegen die zweiteilige Antriebswelle
- Wartung und Reparatur
- Optionale Ausrüstung
- Entsorgung
- What is covered
Marke : RIDGID
Modell : 918-4
Kategorie : Bohrmaschine