
3708FC - Græstrimmer MAKITA - Gratis brugsanvisning og manual
Find enhedens vejledning gratis 3708FC MAKITA i PDF-format.

| Produkttype | Overfræser (græstrimmer) elektronisk |
| Mærke | Makita |
| Model | 3708FC |
| Patronkapacitet | 6 mm eller 1/4" |
| Tomgangshastighed | 26 000 min⁻¹ |
| Total længde | 308 mm |
| Nettovægt | 1,3 kg |
| Strømforsyning | Netstrøm, enkeltfaset, dobbelt isolering (uden jordforbindelse) |
| Elektroniske funktioner | Konstant hastighedsregulering, blød start |
| Belysning | Indbygget LED-lampe (model 3708FC) |
| Indstilling af fræserdybde | Via håndtag og drejeknap, uden værktøj |
| Indstilling af grundpladevinkel | Fra 0° til 45° (inddelt i 5° trin) |
| Lydtryksniveau | 76 dB(A) (usikkerhed K=3 dB(A)) |
| Vibration | ≤ 2,5 m/s² (usikkerhed K=1,5 m/s²) |
| Anvendelser | Afretning og profilering af træ, plast og lignende materialer |
| Vedligeholdelse | Periodisk udskiftning af kul |
| Sikkerhed | Dobbelt isolering, automatisk stop ved overbelastning, beskyttelse mod utilsigtet start |
| Medfølgende tilbehør | Kopieringsguide, vandret afretningsstøtte, nøgler |
| Garanti | Kontakt et autoriseret Makita-servicecenter |
Ofte stillede spørgsmål - 3708FC MAKITA
Brugerspørgsmål om 3708FC MAKITA
0 spørgsmål om dette apparat. Besvar dem du kender, eller stil dit eget.
Stil et nyt spørgsmål om dette apparat
Download vejledningen til din Græstrimmer i PDF-format gratis! Find din vejledning 3708FC - MAKITA og tag din elektroniske enhed tilbage i hånden. På denne side er alle dokumenter nødvendige for brugen af din enhed offentliggjort. 3708FC af mærket MAKITA.
BRUGSANVISNING 3708FC MAKITA
Illustrationsoversigt
| 1 Arm | 15 Flad spændeskive (stor) | 29 Skabelon |
| 2 M å l e s t o k | 16 Flad spændeskive (lille) | 30 Afstand (X) |
| 3 Fræserfremspring | 17 Fjederskive | 31 Kopiringe 10 |
| 4 Justeringsvalse | 18 Vingemøtrik | 32 Anslagsplade |
| 5 Vingebolt | 19 Emne | 33 Befæstelsesskrue (A) |
| 6 Inddeling | 20 Borets omdrejningsretning | 34 Midterhul |
| 7 Vinkelanslag | 21 Set ovenfra maskinen | 35 Søm |
| 8 Mængde, der skal affases | 22 Fræseretning | 36 Justeringsskrue |
| 9 Bundplade | 23 Parallelanslag | 37 Befæstelsesskrue (B) |
| 10 Afbryderkontakt | 24 Skruer | 38 Tilretningsanslag |
| 11 Løsne | 25 Skruetrækker | 39 Fræser |
| 12 Stramme | 26 Kopiringe | 40 Styrerulle |
| 13 Hold | 27 Udhvælvede dele | 41 Slidgrænse |
| 14 Bolt | 28 Lige fræser | 42 Kulholderdæksel |
SPECIFICATIONER
Model 3708/3708F 3708FC
| Værktøjsskaft | 6 mm eller 1/4" | 6 mm eller 1/4" |
| Omdrejninger (min ^-1 ) | 35 000 | 26 000 |
| Højde | 308 mm | 308 mm |
| Vægt | 1,3 kg | 1,3 kg |
| Sikkerhedsklasse | ☐/II | ☐/II |
- På grund af vores kontinuerlige forskningsprogrammer og udvikling, kan hosstående specifikationer blive ændret uden varsel.
- Specifikationer kan variere fra land til land.
• Vægt i henhold til EPTA-Procedure 01/2003
ENE010-1
Tilsigtet anvendelse
Denne maskine er beregnet til planfræsning og profilering af træ, plast og lignende materialer.
ENF002-2
Strømforsyning
Maskinen må kun tilsluttes en strømforsyning med samme spænding som angivet på typeskiltet, og kan kun anvendes på enfaset vekselstrømsforsyning. Den er dobbeltisoleret og kan derfor også tilsluttes netstik uden jordforbindelse.
GEA010-1
Almindelige sikkerhedsregler for el-værktøj
⚠ ADVARSEL! Læs alle sikkerhedsadvarsler og alle sikkerhedsinstruktioner. Hvis nedenstående advarsler og instruktioner ikke overholdes, kan resultatet blive elektrisk stød, brand og/eller alvorlig personskade.
-
Hold altid el-værktøj i de isolerede greb, da den skærende maskine kan komme i berøring med dens egen ledning. Skæring i en strømførende ledning kan gøre maskinens uisolerede metaldele strømførende og give operatøren stød.
-
Anvend skruetvinger eller en anden praktisk måde at fastholde og støtte arbejdsstykket på en stabil flade. Hvis De holder arbejdsstykket fast med Deres hånd eller holder det mod kroppen, vil det blive ustabilt, hvilket kan føre til, at De mister kontrollen over det.
- Brug høreværn ved vedvarende arbejde.
- Fræseværktøj bør behandles med omhu.
- Fræseværktøjet kontrolleres omhyggeligt med hensyn til revner og beskadigelser. Revnede eller beskadigede fræseværktøjer skal omgående skiftes ud.
- Undgå at skære i søm. Kontroller emnet omhyggeligt for søm og fjern dem før arbejdet påbegyndes.
- Hold godt fast på værktøjet.
- Hold hænderne væk fra roterende dele.
- Sørg for at fræseværktøjet ikke rører ved emnet, når maskinen startes.
- Lad maskinen køre i tomgang et øjeblik før arbejdet påbegyndes. Vær opmærksom på vibrationer og andet, der kan være et tegn på, at fræseværktøjet er monteret forkert.
- Tag altid hensyn til fræseværktøjets omløbsretning og fremførselsretning.
- Lad ikke værktøjet køre uden opsyn. Start det kun når det holdes i hånden.
- Sluk altid maskinen og vent indtil fræseværktøjet er helt stoppet, før maskinen fjernes fra emnet.
- Rør ikke ved fræseværktøjet umiddelbart efter brug; det kan være ekstremt varmt og medføre forbrændinger.
- Rens ikke maskinen med benzin, fortynder eller lignende, det ødelægger maskinhuset.
-
Brug bits med den korrekte skaftdiameter, som passer til maskinens hastighed.
-
Visse materialer indeholder kemikalier, som kan være giftige. Vær påpasselig med ikke at indånde støv eller få disse materialer på huden. Følg sikkerhedsforskrifterne fra fabrikanten af materialet.
-
Anvend altid en korrekt støvmaske/respirator, som passer til det materiale og den arbejdsmetode, De anvender.
GEM DISSE FORSKRIFTER.
ADVARSEL:
Lad IKKE bekvemmelighed eller kendskab til produktet (opnået gennem gentagen anvendelse) erstatte nøje overholdelse af sikkerhedsreglerne for det pågældende produkt. MISBRUG eller forsømmelse af at følge de i denne brugsvejledning givne sikkerhedsforskrifter kan føre til, at De kommer alvorligt til skade.
FUNKTIONSBESKRIVELSE
FORSIGTIG:
- Sørg altid for, at der er slukket for maskinen og at den er taget ud af forbindelse, inden maskinens funktion justeres eller kontrolleres.
Justering af borfremspringet (Fig. 1)
For at justere fræserfremspringet løsnes armen og maskinens bundplade bevæges frit op eller ned ved at man drejer justeringsvalsen. Efter justeringen strammes armen godt til for at holde maskinens bundplade på plads.
Justering af vinklen på maskinens bundplade (Fig. 2)
Vingeboltene løsnes og vinklen på maskinens bundplade justeres (5° per inddeling) for at opnå den ønskede fræsevinkel.
Justering af fasebredden
- Sluk maskinen og træk netstikket ud. Drej fræseværktøjet for at kontrollere, at det drejer frit uden at røre bundplade eller vinkelanslag.
- Kontrollér altid at maskinen er slukket, før netstikket sættes i en stikkontakt.
For at starte værktøjet, sættes afbryderkontakten i I (ON) stilling. For at stoppe værktøjet, sættes afbryderkontakten i O (OFF) stilling.
Elektronisk funktion
Kun for model 3708FC
Maskinen, der er forsynet med elektronisk funktion, er nem at betjene takket være følgende egenskaber.
Konstant hastighedskontrol
Elektronisk hastighedskontrol til opnåelse af konstant hastighed. Giver mulighed for at opnå en fin finish, da rotationshastigheden holdes konstant selv under belastning.
Blød opstart
Finesse med blød opstart minimerer chok ved opstart og giver en jævn og rolig start på maskinen.
Belysningslamper
Kun for model 3708F/3708FC
FORSIGTIG:
- Se ikke direkte på lyskilden.
Tænd lampen ved at tænde maskinen. Lampen belyser spidsen af bitten. Lampen slukker, når maskinen stoppes.
BEMÆRK:
- Anvend en tør klud til at tørre smuds af lampens linse. Undgå at ridse lampens linse, da det vil gøre belysningen svagere.
SAMLING
FORSIGTIG:
- Sørg altid for at maskinen er slukket og netstikket trukket ud, inden der foretages noget arbejde på selve maskinen.
Montering og afmontering af fræser (Fig. 4)
FORSIGTIG:
- Spændetangsmøtrikken må ikke spændes, uden isat fræseværktøj, det vil ødelægge spændetangen.
- Brug kun de gaffelnøgler der følger med maskinen.
Fræseværktøjet sættes helt ind i spændetangen. Spindlen låses med den ene gaffelnøgle, således at akslen ikke kan dreje, spændetangsmøtrikken spændes fast med den anden gaffelnøgle. For afmontering gåes frem i modsat rækkefølge.
Montering af vinkelanslaget
(efter at det er fjernet fra maskinen) (Fig. 5)
BEMÆRK:
- Vinkelanslaget er normalt monteret ved leveringen.
Brug boltene, vingemøtrikkerne, fjederskiverne og spændeskiverne til at montere vinkelanslaget som vist på Fig. 5.
BETJENING
FORSIGTIG:
- Sørg altid for, at maskinen er slukket og netstikket trukket ud, inden overfræserens bundplade af- eller påmonteres.
- Indstil armstramningsstyrken for overfræserens bundplade ved hjælp af dens møtrik for at opnå en passende stramningsstyrke for maskinen. Sørg efter indstilling for, at overfræserens bundplade er fastgjort på maskinen. Forrykkelse af overfræserens bundplade kan medføre tilskadekomst.
Tænd maskinen uden at fræseværktøjet rører emnet. Vent til fræseren har nået fulde omdrejninger. Sæt fræseren på emnet og begynd fræsningen. (Fig. 6)
BEMÆRK:
- Uden vindelanslag kan fræseren benyttes som en almindelig overfræser.
Når der skal fræses hjørner, bør emnets overflade være på venstre side af fræseretningen. (Fig. 7)
BEMÆRK:
- Hvis maskinen bevæges for hurtigt fremad, kan det medføre dårlig fræsning eller beskadigelse af maskinen eller motoren. Hvis maskinen bevæges for langsomt fremad, kan det brænde eller ødelægge fræsningen. Den korrekte fræsehastighed afhænger af fræserens størrelse, emnet og fræsedybden. Før der påbegyndes fræsning på et emne, anbefales det derfor at foretage en prøvefræsning på et stykke affaldstræ. Dette vil vise præcist, hvordan fræsningen kommer til at se ud samt muliggøre kontrol af målene.
- Når vinkelanslaget, parallelanslaget eller afretningsanslaget bruges bør det være på højre side set i fremföringsretningen, det vil hjælpe med at holde anslaget plant mod emnekanten. (Fig. 8)
FORSIGTIG:
- For kraftigt fræsearbejde kan medføre overbelastning af maskinen, samt gøre det vanskeligt at bevare kontrollen med den. Fræsedybden må ved notfræsning ikke være større end 3 mm pr. gang. Derfor skal der ved dyb notbearbejdning gennemføres to eller flere arbejdsgange med tiltagende værdier for dybden.
Kopiringe
Kopiringene har en muffe igennem hvilken fræseren passerer således at fræseren kan anvendes med skabeloner. (Fig. 9)
Tag maskinens bundplade af maskinen. Vingeboltene løsnes og maskinens bundplade fastgøres vandret. De to skruer på maskinens bundplade løsnes. (Fig. 10)
Sæt kopiringene på maskinens bundplade. Der er fire udhvælvede dele på kopiringene. Fastgør to af de fire udhvælvede dele ved hjælp af de to skruer. Monter bundpladen på maskinen. (Fig. 11)
Fastgør skabelonen til emnet. Placer værktøjet på skabelonen og bevæg værktøjet med kopiringene glidende langs siden af skabelonen. (Fig. 12)
BEMÆRK:
- Emnet vil få en lidt anden størrelse end skabelonen. Giv plads til afstanden (X) mellem grundfræseren og ydersiden af kopiringene. Afstanden (X) kan udregnes ved hjælp af følgende ligning:
Afstand (X) = (ydre diameter på kopiringe – diameter på grundfræser) / 2
Parallelanslag (ekstraudstyr)
Parallelanslaget anvendes mest effektivt til lige fræsning, ved affasning og riller. (Fig. 13)
Sæt anslagspladen på parallelanslaget med bolten, den bølgeformede spændeskive, den flade spændeskive og vingemøtrikken. (Fig.14)
Vingemøtrikkerne løsnes og maskinens bundplade fastspændes vandret.
Monter parallelanslaget med befæstelsesskruen (A). Løsn vingemøtrikken på parallelanslaget og indstil afstanden mellem boret og parallelanslaget. Stram vingemøtrikken godt til ved den ønskede afstand. (Fig. 15) Når der fræses, skal maskinen føres frem så paralle-lanslaget er plant med siden på emnet.
Hvis afstanden (A) mellem siden på emnet og fræsepositionen er for bred for parallelanslaget, eller hvis siden på emnet ikke er lige, kan parallelanslaget ikke anvendes. I et sådant tilfælde fastgøres til emnet et lige bræt, som anvendes som anslag mod fræserens bund. Før maskinen frem i pilens retning. (Fig. 16)
Cirkelformet arbejde
Cirkelformet arbejde kan udføres, hvis parallelanslaget og anslagspladen monteres som vist på Fig. 17 eller 18.
Den mindste og største omkreds, der kan fræses (afstanden mellem cirklens midte og fræserens midte) er som følger:
Mindste omkreds: 70 mm
Største omkreds: 221 mm
Fig. 17 for fræsning af cirkler med en omkreds på mellem 70 mm og 121 mm.
Fig. 18 for fræsning af cirkler med en omkreds på mellem 121 mm og 221 mm.
BEMÆRK:
- Cirkler med en omkreds på mellem 172 mm og 186 mm kan ikke fræses med dette anslag.
Sæt midterhullet på parallelanslaget på linie med midten på den cirkel, der skal fræses. Slå et søm med en diameter på mindre end 6 mm i midterhullet for at holde parallelanslaget på plads. Drej maskinen med uret omkring sømmet. (Fig. 19)
Tilretningsanslag
Tilretning, buede fræsninger i finer til møbler og lignende kan let udføres med tilretningsanslaget. Styrerullen kører langs buen og sikrer en pæn fræsning. (Fig. 20)
Vingeboltene løsnes og maskinens bundplade fastspændes vandret.
Tilretningsanslaget monteres på maskinens bundplade med blokeringsskruen (A). Blokeringsskruen (B) løsnes og afstanden mellem fræseren og tilretningsanslaget justeres ved at dreje justeringsskruen (1 mm per drejning). Ved den ønskede afstand strammes blokeringsskruen (B) til for at holde tilretningsanslaget på plads.
(Fig. 21)
Når der fræses, føres maskinen frem med styrerullen kørende langs siden af emnet. (Fig. 22)
VEDLIGEHOLDELSE
FORSIGTIG:
- Kontroller altid, at maskinen er slået fra, og at netstikket er trukket ud, inden der udføres eftersyn eller vedligeholdelse.
- Anvend aldrig benzin, rensebenzin, fortynder, alkohol og lignende. Resultatet kan blive misfarvning, deformering eller revner.
Udskiftning af kul
Udtag og efterse kullene med regelmæssige mellemrum. Udskift kullene, når de er slidt ned til slidmarkeringen. Hold kullene rene og i stand til frit at glide ind i holderne. Begge kul skal udskiftes parvist samtidigt Anvend kun identiske kulbørster. (Fig. 23)
Benyt en skruetrækker til at afmontere kulholderdækslerne. Tag de slidte kul ud, isæt de nye og fastgør derefter kulholderdækslerne. (Fig. 24)
For at opretholde produktets SIKKERHED og PÅLIDE-LIGHED bør reparation, vedligeholdelse og justering kun udføres af et Makita Service Center med anvendelse af original Makita udskiftningsdele.
EKSTRAUDSTYR
FORSIGTIG:
- Det i denne manual specificerede tilbehør og anordninger anbefales til brug sammen med Deres Makita maskine. Brug af andet tilbehør og andre anordninger kan udgøre en risiko for personskade. Anvend kun tilbehør og anordninger til de beskrevne formål.
Hvis De behøver assistance eller yderligere detaljer om dette tilbehør, bedes De kontakte Deres lokale Makita servicecenter.
- Fræseværktøj til lige fræsning & formning af riller
- Kantformningsfræseværktøj
• Lamineringsfræseværktøj - Parallelanslag
- Afretteranslag
- Afretterbaseenhed (Til affasning med lige fræseværktøj)
• Vinkelanslag - Kopiring
- Spændetang 6 mm
- Spændtang 6,35 mm (1/4")
• Gaffelnøgle 10
• Gaffelnøgle 17
BEMÆRK:
- Nogle ting på denne liste kan være inkluderet i værktøjspakken som standardtilbehør. Det kan være forskellige fra land til land.
ENG905-1
Lyd
Det typiske A-vægtede støjniveau bestemt i overensstemmelse med EN60745:
Model 3708, 3708F
Lydtryksniveau ( L_pA ): 80 dB (A)
Usikkerhed (K): 3 dB (A)
Støjniveauet under arbejde kan overstige 80 dB (A).
Model 3708FC
Lydtryksniveau ( L_pA ): 76 dB (A)
Usikkerhed (K): 3 dB (A)
Støjniveauet under arbejde kan overstige 80 dB (A).
Bær høreværn
ENG900-1
Vibration
Vibrations totalværdi (tre-aksial vektorsum) bestemt i overensstemmelse med EN60745:
Arbejdsindstilling: rotation uden belastning Vibrationsafgivelse ( a_h ): 2,5 m/s ^2 eller mindre Usikkerhed (K): 1,5 m/s ^2
ENG901-1
- Den angivne vibrationsemmisionsværdi er blevet målt i overensstemmelse med standardtestmetoden og kan anvendes til at sammenligne en maskine med en anden.
- Den angivne vibrationsemmisionsværdi kan også anvendes i en preliminær eksponeringsvurdering.
ADVARSEL:
- Vibrationsemissionen under den faktiske anvendelse af maskinen kan være forskellig fra den erklærede emissionsværdi, afhængigt af den måde, hvorpå maskinen anvendes.
- Sørg for at identificere de sikkerhedsforskrifter til beskyttelse af operatøren, som er baseret på en vurdering af eksponering under de faktiske brugsforhold (med hensyntagen til alle dele i brugscyklen, som f.eks. de gange, hvor maskinen er slukket og når den kører i tomgang i tilgift til afbrydertiden).
ENH101-15
Kun for lande i Europa
EU-konformitetserklæring
Vi, Makita Corporation, erklærer, som den ansvarlige fabrikant, at den (de) følgende Makita maskine(r):
Maskinens betegnelse:
Overfræser
Model nr./Type: 3708, 3708F, 3708FC
er af serieproduktion og
opfylder betingelserne i de følgende EU-direktiver: 2006/42/EC
og er fremstillet i overensstemmelse med de følgende standarder eller standardiserede dokumenter: EN60745
Den tekniske dokumentation opbevares af vores autoriserede repræsentant i Europa, som er:
Makita International Europe Ltd.
Borepunkt kant-fræser
Borepunkt dobbelt kantfræser
Kantfræser med kugleleje
mm
| D | A | L_1 | L_2 |
| 6 | 10 50 20 | ||
| 1/4" |
006465
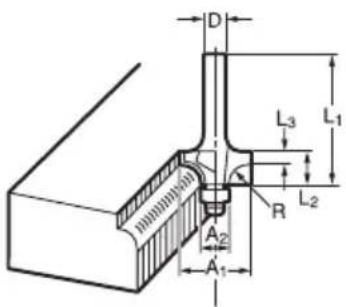
Radiusfræser med kugleleje til afrunding af hjørner
| D | A_1 | A_2 | L_1 | L_2 | L_3 | R |
| 6 | 1 | 5 | 8 | 3 | 7 | 7 |
| 6 | 2 | 1 | 8 | 4 | 0 | 1 |
| 1/4" 21 8 | 40 10 3.5 6 |
006466
mm
3
0
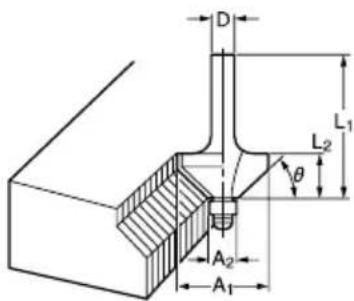
Fasefræser med kugleleje til afrund- ing af hjørner
Radiusfræser med kugleleje
Profilfræser med kugleleje
Profilfræser med kugleleje
| D | A_1 | A_2 | L_1 | L_2 | L_3 | R_1 | R_2 |
| 6 | 2 | 0 | 8 | 4 | 0 | 1 | 0 |
| 6 | 2 | 6 | 8 | 4 | 2 | 1 | 2 |
006470
mm
Makita Corporation
Anjo, Aichi, Japan