SNS-3V-YE161838 - Vågar Vevor - Gratis bruksanvisning och manual
Hitta enhetens manual gratis SNS-3V-YE161838 Vevor i PDF-format.

| Produkttyp | Digital display (DRO) för verktygsmaskiner |
| Märke | Vevor |
| Modell | SNS-3V-YE161838 |
| Matningsspänning | 85-230 V AC, 50/60 Hz |
| Upplösning | 5 µm |
| Antal axlar | 3 (X, Y, Z) |
| Mätområde | X: 406 mm, Y: 457 mm, Z: 965 mm (16, 18, 38 tum) |
| Display | 7-segments LED, justerbar ljusstyrka (nivå 1-3) |
| Huvudfunktioner | Koordinater absoluta/inkrementella, nollställning, förinställning, referenssökning, minne vid strömavbrott, viloläge, inbyggd miniräknare, verktygsbibliotek (200 set), bågbearbetning (enkel och slät), sned bearbetning, konisk funktion, omkoppling radie/diameter, addition Y+Z, EDM-funktion (tillval) |
| Medföljande tillbehör | Stödstång, knivhållarplatta, genomskinligt hölje, strömkabel, klockhållare, fjärilsdelar, diverse skruvar (M4, M5, M8, M10), brickor, gummipackningar, U-klossar för linjal |
| Underhåll och rengöring | Torka med en torr trasa. Undvik fukt och stänk från kylvätska. Öppna eller reparera inte själv. |
| Säkerhet | Koppla omedelbart bort vid rök eller onormal lukt. Använd inte med linjaler från andra märken utan teknisk rådgivning. |
| Reservdelar och reparerbarhet | Reparationer måste utföras av en auktoriserad tekniker. Reservdelar finns hos tillverkaren eller återförsäljaren. |
| Allmän information | Elektronisk garanti finns på www.vevor.com/support. Överensstämmer med del 15 av FCC-reglerna. |
Vanliga frågor - SNS-3V-YE161838 Vevor
Användarfrågor om SNS-3V-YE161838 Vevor
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Vågar i PDF-format gratis! Hitta din manual SNS-3V-YE161838 - Vevor och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. SNS-3V-YE161838 av märket Vevor.
BRUKSANVISNING SNS-3V-YE161838 Vevor
Teknisk support och E-garanticertifikat
vi fortsätter att vara engagerade i att ge dig verktyg till konkurrenskraftiga priser. "rädda hälften", "Halva priset" eller andra liknande uttryck som används av oss representerar endast en uppskattning av besparingar du kan dra nytta av att köpa vissa verktyg hos oss jämfört med de större toppmärken och betyder inte nödvändigtvis att täcka alla kategorier av verktyg som erbjuds av oss. Du påminns vänligen om att kontrollera noggrant när du gör en beställning hos oss om du gör det faktiskt spara hälften i jämförelse med de främsta stora varumärkena.
VEVOR®
TOUGH TOOLS, HALF PRICE
DRO DISPLAY
MODELL: SNS-3V-YE102024 SNS-3V-YE161838

Har du produktfrågor? Behöver du teknisk support? Du får gärna kontakta oss:
Teknisk support och E-garanticertifikat Www.vevor.se/support
Detta är den ursprungliga instruktionen, läs alla manualer
noggrant innan användning. VEVOR reserverar sig för en tydlig tolkning av vår användarmanual. Produktens utseende ska vara beroende av
produkt du fått. ursäkta oss att vi inte kommer att informera dig igen om det finns någon teknik eller mjukvaruuppdateringar på vår produkt.
Kära användare:
Tack för att du köpte digitala avläsningar i multifunktionsserien.
Digitala avläsningar används i en mängd olika applikationer. Dessa inkluderar
verktygsmaskiner , i foderyxor, mät- och inspektionsutrustning, EDM, och mätstationer för
uppdelningsapparater, inställningsverktyg
produktionskontroll. För att uppfylla kraven i dessa
applikationer kan många kodare anslutas till de digitala avläsningarna.
Läs noga alla instruktionerna i bruksanvisningen före användning och
följ dem strikt · spara manualen för framtida referenser ·
säkerhetsuppmärksamhet:
TILL Förhindra elektriska stötar eller brand, fukt eller direkt sprutning
kylvätska måste undvikas. I händelse av rök eller konstigt
luktar från den digitala avläsningen, dra ur nätkontakten
omedelbart, annars kan brand eller elektriska stötar orsakas. I
ett sådant fall, försök inte reparera det, kontakta företaget eller
distributors.
Digital avläsning är en exakt mätenhet som används med en optik
Linjär skala· när den används, om kopplingen mellan
Linjär skala och den digitala avläsningen är trasig eller skadad
externt kan felaktiga mätvärden uppstå · Därför,
användaren bör vara försiktig.
Försök inte att reparera eller modifiera den digitala avläsningen, annars kan fel,
fel eller skada kan uppstå. I händelse av något onormalt tillständ,
vänligen kontakta företaget eller distributören.
Om den optiska linjära vägen som används med den digitala avläsningen är skadad, använd inte en
linjär våg av annat märke · Eftersom prestanda, specifikation och anslutning av produkter från olika och
CAn
inte anslutas utan instruktion av specialiserad teknik
personal, annars uppstår problem med den digitala avläsningen.
ändringar av urvalsparametrarna ska de slumpmässiga filerna ha företräde och företaget har den slutliga tolkningsrätten utan förvarning.
Contents
3.2.8 aktivera eller inaktivera absolut nollställning
trycka ▲ ▼ tills "ABS NOLL" visas i meddelandefönstret.
de betyder att ABS-nollställning och förinställda data kommer att vara aktivera i normalt displayläge.
'1' betyder att ABS-nollställning och förinställda data kommer att vara inaktivera i normalt displayläge.
tryck för X_0 för att ändra det absoluta nollställningsläget för axelaxeln, tryck på Y_0 att ändra absolut nollställningsläge för Y-axeln, tryck Z_0 till
ändra det absoluta nollställningsläget för Z-axeln; Exempel för x-axeln.

3.2.9 ställa in Absolut från specialfunktionen
trycka ▲ ▼ tills "ABS ASST" visas i meddelandefönstret-
'o betyder att endast specialfunktionspositionsvärde visas i specialfunktion drift.
'1' betyder specialfunktionspositionsvärde + ABS Positionsvärdet är visas i den speciella funktionsfunktionen.
trycka X_0 för att ändra det absoluta läget för specialfunktionen
ställas in enligt följande:

flowchart
graph LR
A["0"] --> B["X₀"]
B --> C["1"]
C --> D["ABS ASSTABS ASST"]
E["..."] --> C
- 2.10 ställa in Calculator visningsläge
, trycka ▲ tills UCCTR MODE" visas i meddelandet W · indow de meräknarens visningsvärde vid x-vinden i betyder räknarens disply;
'1' visningsvärde vid meddelandefönstret i displayen;

3.2.11 inställning av displayens ljusstyrka
LED-skärmens ljusstyrka, fabriksinställningen är endast "3", ju högre parameter, desto ljusare ljusstyrka. tryck "xo" för att set, det rekommenderas inte att du ställer in standardvärdet själv.
2, Ta VERKTYGET till motsatt sida av arbetsstycket och rör vid det. Tryck sedan på X + 1/2 i sin tur för att värdera X-axelns visningsvärde.

3ÿ Flytta bearbetningstabellen tills "o. 000" visas i x-axeln fönster. Positionen är arbetsstyckets centrum.
- 6 radera alla SDM-datum.
I ABs-läge, för att kontinuerligt trycka på ☐ tio gånger kommer att orsaka att rensa alla datum för 200 uppsättningar SDM. Mcssage-fönstret visar USDM CLR".
4.7 sovläge
i inte ABS-läge, tryck på knappen
E F KAN stänga av all display
och DRO:n går in i viloläget och trycker sedan på denna tangent igen kommer DRO att återgå till arbetsläget. I den sovande Läge DRO är fortfarande i arbetsläge och registrerar faktiskt VERKTYGET
movement.
Exempel: I inte ABS-läge, för att komma åt sleepin8-läget genom att trycka på nyckeln F. RE viloläge, tryck på knappen F för att avsluta RE
sovläge .
- 8 strömavbrottsminne.
Minnet används för att lagra inställningarna för DRO och maskinen referensvärden när POWER är avstängd.
4. 9 sök i skalans A bsoutreferenspunkt
Under den dagliga bearbetningsprocessen är det mycket vanligt att bearbetning kan inte slutföras inom ett arbetsskift, och därmed
DRO måste stängas av efter arbetet, eller strömavbrott inträffar under bearbetningsprocessen som leder till förlorad arbetsstyckesdatum
(arbetsstyckets nollposition), återställande av arbetsstyckets nollpunkt
att använda kantsökare eller annan metod är oundvikligen inducera högre
bearbetning med noggrannhet eftersom det inte är möjligt att återupprätta
arbetsstyckets utgångspunkt exakt vid föregående position
återställning av arbetsstyckets datum vcry exakt och inget behov av att återställa arbetsstyckets
datum med hjälp av kantavkännare eller andra metoder,
varje linjär skala har en refpoint position som är utrustad med ref
position för att tillhandahålla referenspunktsminnesfunktion.
Arbetsprincipen för referensdatumminnesfunktionen är som följer.
eftersom refpunkten för linjär skala är permanent och fixerad kommer den att göra det ändras eller försvinner aldrig när DRO-systemet är avstängt.
Därför behöver vi helt enkelt lagra avståndet mellan refpunkten
och arbetsstyckets nollpunkt (nollposition) i EJ flyktigt minne. Därefter
om strömavbrottet eller DRO stängs av kan vi återhämta oss
arbetsstyckets nollpunkt (nollposition) genom att förinställa displayens nollpunkt
position som lagrat avständ från refpunkten.
En absolut utgångspunkt bör ställas in när ett arbetsstycke bearbetas. Det finns tre lägen (REFÿ ABÿ LEF AB):
Exempel: lagra X-axelns arbetsdatum.

Example for REF mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display "REF".

flowchart
graph LR
A["0.000"] --> B["ABS"]
B --> C["REF"]
C --> D[" "]
D --> E["X"]
E --> F["REF"]
F --> G["X"]
G --> H["REF"]
TVÅ funktioner är tillgängliga för ARC-funktionen: den enkla ARC
Funktion och den mjuka R-funktionen · tryck sedan på pr css för att gå in i ARC-funktionen, eller för att välja smidig ARC-funktion eller enkel
ARC-funktion.
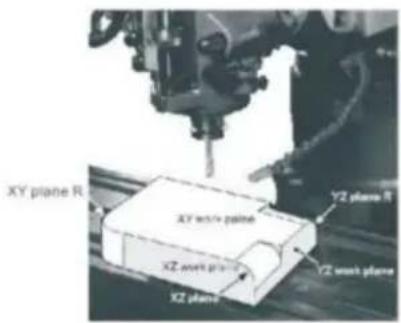
Under installationen, normalt koordinaten för maskinen och den riktning X, Y, Z är enligt följande. Arbetsplanet visas SOM höger figur.
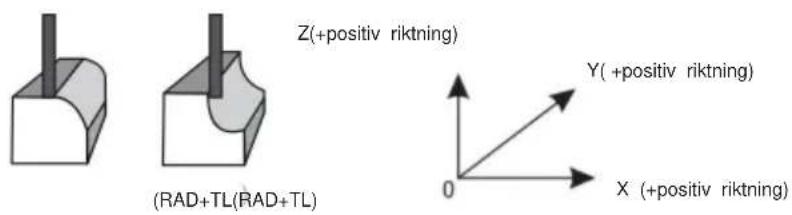
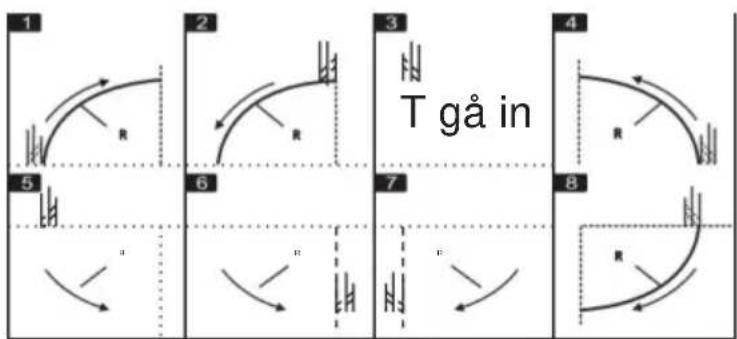
när jämheten inte är mycket efterfrågad, SIMPLE ARC funktionen används normalt för bearbetning av ljusbåge. I SIMPLE-funktionen det finns bara åtta typer av ARC Används för att bearbeta. Operatören bara välj typ av R och mata in parametrarna för bågens radie MAX CUT och yttre Qrc eller inner rbåge. I allmänhet kan en båge vara bearbetade av en plan slits T dem i olka Eller arc TOOL, skillnaden mellan arbetsplan enligt bilden enligt följande.
- ENKEL enkel bearbetning
2, TYP 1 - 8 Läge för ARC.
3、SEL_XY(XZ,YZ) välj plats
4, RAD
- TL HONOM
6ÿ MAX SNITT Matningssteg
7ÿ RAD TL_ inre båge
(endast för xy plats)
flowchart
graph TD
A["Stage 1"] --> B["Path R"]
B --> C["Stage 2"]
C --> D["Path R"]
D --> E["Stage 3"]
E --> F["Path R"]
F --> G["Stage 4"]
G --> H["Path R"]
H --> I["Stage 5"]
I --> J["Path R"]
J --> K["Stage 6"]
K --> L["Path R"]
L --> M["Stage 7"]
M --> N["Path R"]
N --> O["Stage 8"]
O --> P["Path R"]
P --> Q["End"]
Smooth ARC function :
fönster. X Window de spa lyser den tidigare förinställda MAX_CUT. trycka

7. Ingångs startvinkel.
trycka

tills USTANG" visas i meddelandefönstret.x
window de spa lyser den tidigare förinställda startvinkeln · Tryck sedan

flowchart
graph LR
A["0"] --> B["→ X₀ ST"]
B --> C["0"] --> D["→ EWT"]
D --> E["0.000"] --> F["X₀ ST"]
8. Ingångsslutvinkel
trycka

tills UED ANG" visas i meddelandefönstret. X
fönstret visar den tidigare förinställda slutvinkeln. Tryck sedan på

9. välj yttre båge eller inre båge
tryck eller tills "RAD-TL" visas i meddelandet fönster.tryck eller för att välja plats för att visa "RAD+TL";

DRO kommer att visa positionen för den första punkten. Dra tillbaka
axlar tills displayerna visar 0.000, Bearbeta bågen punkt för punkt in i enlighet med displayen. Efter att ha avslutat positionen för den första
peka, tryck

eller

för att ändra positionspunkt.
ARC Processing

Det finns två tillgängliga sätt att bearbeta en sned plats:
A). på platsen. b). på platsen yz, eller Xz;
endast följande parametrar behöver matas in:
INKL_Xy(xz,yz)
ställ in maskinplats xy,yz,0rxz plats .
DE
Lutningsvinkeln för den sneda.
DET
VERKTYGSdiametern
ST POT
Startposition;
ED KAN
Slutpostering;
Exempel 1 för den sneda xyplace:
när bearbetningsplanet är i plan xy som den del som visas i
Figur, arbetsstyckets snedvinkel ska kalibreras
innan det sneda planet bearbetas. Därför vid denna tidpunkt
bearbetning av snedplan spelar rollen att kalibrera snedställningen.
förfarande för att kalibrera snedställningen
Placera först arbetsstycket på arbetsbordet enligt önskad vinkel av snedhet.
1) Ange funktionen för snedplan. 2) välj
funktionen för planet XY.
3) Mata in snedvinkeln.
4) Flytta arbetsbordet tills mätverktyget (som en mätklocka)
installerad på fräsmaskinen vidrör det sneda kalibreringsplanet, justera det till noll och flytta arbetsbordet för valfritt avständ i
riktning på x-axeln._
5) Flytta arbetsbordet i avståndet från y-axeln tills displayen visas blir noll.
Den behöver alltid olika VERKTYG vid bearbetning av olika delar · För bekväm drift, La de digitala avläsningarna har funktionen av 200 set VERKTYG Libs ·
Obs: endast när la the är utrustad med verktygsinställningsblocket kan de 200 seten TOQL Libs användas-
- ställ in ett datum VERKTYG. Efter verktygsinställning, noll x-axel och Z-axel, den sätt noll för absolut koordinat.
-
Beroende på storleken på TOOL I och datumTOOL, bestäm position för VERKTYG i förhållande till nollpunkten för absoluta koordinat- och nollpunktsverktyget · AS Figur 6-1. Den relativa storleken på VERKTYG 2 är enligt x-axeln 25-30=-5, Z-axel 20-10=10.
-
spara VERKTYG-numret och storleken i digital avläsning.
- Antalet VERKTYG Kan matas in slumpmässigt, de digitala avläsningarna kommer att visa verktygets position till absolut koordinat noll · Flytta la the tills X-axeln och Z-axeln båda visar noll · 5. TOOL Libs kan spara de 200 uppsättningarna av verktygsdata.
- TOOL Libs måste användas i öppningsläge. De 200 seten rooi Libs KAN öppnas genom att kontinuerligt trycka på ± tio gånger
tills det högra fönstret blinkar TL - OPEN och en markering "21" visas vid till vänster om det högra informationsfönstret. Märket indikerar
operatör KAN ställa in eller revidera de 200 uppsättningarna VERKTYG Lib s. kontinuerligt
genom att trycka på ± tio gånger kommer att göra att 200 sets TOOL Libs blir knappen stängd och det högra fönstret blinkar TL - CLOSE och markeringen försvinner · när markeringen "21" försvinner kan de 200 uppsättningarna TOOL Libs inte revideras ·
Operationerna för TOOL-data och anrop av TOOL visas enligt följande · steg 1: I ABS-tillständ, mata in data för de 200 uppsättningarna TOOL Libs. TILL
öppna 200 sets TOOL Libs genom att kontinuerligt trycka på knappen ± tio gånger A. Markera "" kommer att visas i det vänstra fönstret till höger infofönster.
steg 2: tryck TOOL för att komma åt inmatningsläget. Mata in rooi 1-data:

steg 4: tryck på för att fortsätta att mata in data för nästa verktyg. GENOM att trycka
nummer och nyckeln operatören kan mata in specialen direkt TOOL berörverktygsdata. trycka
Efter att TOOL libs har ställts in · använd TOOL libs enligt efter operationer montera först det andra verktyget ·
steg 5: För att komma åt användningstillståndet med pr css CALL . Sedan pr css 2 EN T

steg G: tryck eller välj basvalet. Tryck sedan på

flowchart
graph LR
A["0"] --> B["X₀"] --> C["BAS"]
C --> D["2"] --> E["ENT"] --> F["1"] --> G["X₀"] --> H["BAS"]
steg 7: tryck CALL för att avsluta funktionen;
Notera:
när basverktyget används axeln kan inte nollställas i ABS-tillständ · när de andra används , axeln kan endast nollställas i INC-tillständ ·
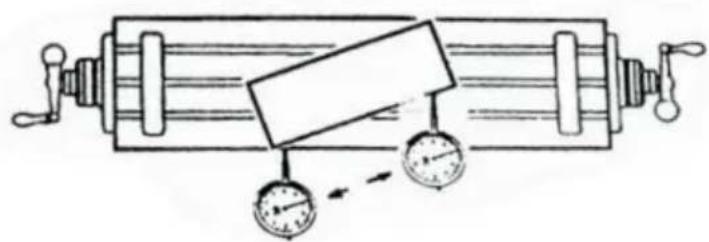
För svarvning av arbetsstycket med kona kan arbetsstyckets kon mätas i bearbetning;

Operations :
AS-figur, kontaktyta A Av arbetsstycke med spakavläsningar och återställer spakens avläsningar till noll.
steg 1: trycksedan på meddelandefönstret visa UMEASU" till pappersbearbetning · Flytta spakens avläsning till ytan B Tills spakavläsningar punkt SOM följer;

flowchart
graph LR
A["User Interface"] --> B["UI Button"]
B --> C["Flytta spakavläsning"]
C --> D["User Interface"]
D --> E["Keyboard with XY keyboard"]
steg 2: tryck på N T för att beräkna.

steg 3: tryck för att avsluta funktionen;
6.9.3 R/D-funktion
För 2 x svarvar och 3 axlar svarv, tryck 12 , Visningsläget ofx-axeln växlas mellan Radie och Diameter. när x-axeln för
visning av Diameter, A mark u ∅" kommer att visas till vänster om höger informationsfönster, men när X-axeln för visning av ia meter, märket
" " försvinner · endast x-axeln har funktionen av diametern /radien transformation.
-
- 4 Y + Z Funktion (gäller endast: 3 axlar La the)
För 3 axlar La, räknaren på axeln och räknaren på z-axeln Kan läggas till som visas i Z-axeln genom att trycka på knappen tryck sedan på knappen KAN avbryta y + Z-funktionen.

6.10 EDM (särskild anpassningsfunktion, om du behöver köpa, tack kontakta återförsäljaren för att anpassa)
^1 ÿ Beskrivning: Denna funktion används för specialbearbetning av
Elektourladdningsbearbetning (EDM). när det inställda målvärdet för EDM
Z-axeln är lika med det aktuella värdet, den digitala avläsningen kommer att mata ut switchsignal för att styra EDM för att stoppa djupbearbetningen.
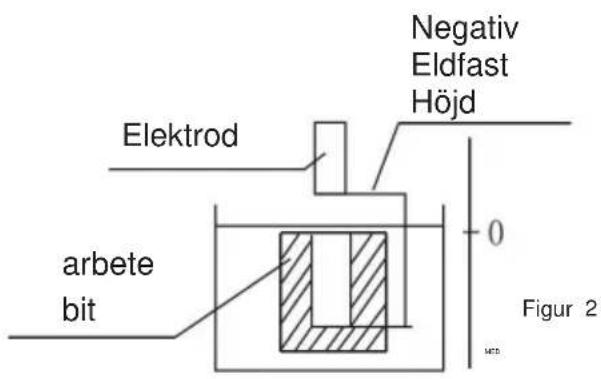
Inställningen av Z-axelns riktning för den digitala avläsningen visas som Fig. 1, dvs. Ju djupare djupet är, desto stort är Z-axelns koordinatvärde visas - sedan start av bearbetning kommer djupet gradvis att fördjupas och Z-axeln.
Enligt den inställda Z-axelns riktning är bearbetningsriktningen uppdelad i positiv och negativ bearbetning · när elektroden sjunker och bearbetningen utförs från upp till ner, det digitala avläsningsvärdet kommer att öka, vilket kallas positiv bearbetning (positiv). Inställningen av denna riktning är den normala inställningen.
när elektroden ASCEnds och bearbetningen utförs från ner till upp kommer det digitala avläsningsvärdet att minska · Den bearbetningsriktning är negativ riktning (negativ), vilket också kallas negativ bearbetning (visas som fig. 1)
Digital Readout har även andra funktioner, sådan AS negativ brandsäker höjd. Negativ brandsäker höjd funktion är ett slags intelligent position följ kontroll säkerhetsskyddsanordning. I processen vid bearbetning kommer elektrodytan att generera kolet
ackumuleringsfenomen. På grund av den långa eller dagliga bearbetningen utan att tendera, när man genererar kolansamlingen och
ingen gör rengöringen, elektroden kommer långsamt att öka längs med negativ riktning · när elektroden överstiger vätskenivån kommer den att göra det tar ofta eld och orsakar förluster. Denna funktion är bara inställd på mål vid detta problem. vid inställning av negativ brandsäker höjd, och den
ökad höjd på elektroden överstiger höjden mellan den och djup av bearbetad yta (dvs. negativ brandsäker höjd), den digitala avläsningsdisplayen blinkar för WQring; samtidigt utgången
signalen stängs automatiskt av EDM för att eliminera brandrisken.

Figur 1
2. procedur:
se följande exempel för detaljerad bearbetning
1) Före bearbetning, ställ först in varje parameter för DEPTH
(bearbetningsdjup); ERRHIGH( negativ brandsäker höjd), bearbetning
riktning (POSITIV / NEGATIV) ; utgångsläge (AUTO/STOPP) och EDM-reläutgångsläge · 2) Flytta
huvudaxelelektroden på Z-axeln så att den kommer i kontakt med arbetsstyckesreferens · nollställ A-axeln eller ställ in värdet ·
3) Ange EDM-bearbetning genom att trycka på knappen
4) X-axeln visar bearbetningsdjupets målvärde· Y-axeln kommer visningsvärdet har varit att vara djup. (Värdet på Y-axeln är värde att arbetsstycket har bearbetats djup) Z-axeln kommer visa självpositionsvärde i realtid. (Värdet på Z-axeln är positionsvärdet för huvudaxelelektroden på z-axeln.)
5) starta bearbetningen, Z-axelns visningsvärde är gradvis nära
målvärde, andy-axelns visningsvärde är också gradvis nära
målvärde. Om vid denna tidpunkt elektroden upprepas upp och ner, kommer Z-axelns visningsvärde att ändras senare, men y-axelns visning
värdet kommer inte att ändras, vilket alltid visar det bearbetade djupet value.
6) när Z-axelns visningsvärde är lika med det inställda målvärdet
omkopplaren för att nå positionen kommer att stängas av, EDM kommer att stoppa bearbetningen, Enligt operatörsinställningen · Det finns två typer av utgångslägen:
a) Automatic Mode:
när EDM-funktionen går in, KAN operatören mata in parametrarna för EDM.
Operationsproceduren är som följer:
1) ställ in PCD-parametrar (inställningen är densamma som den vanliga inställningen av PCD)
Efter inmatning av alla parametrar och ange PCD-bearbetningstillständ · Den positionen för det första hålet visas.
2) tryck på EDN för att ange parametern EDM Function (inställningsmetoden är samma som den vanliga inställningen för EDM-parametern); efter inmatning alla
paramneters, tryck kontinuerligt när bearbetningen är klar, tryck på enter PCD-bearbetningstillständ. för att gå in i EDM-bearbetningstillständ.
3) I PCD-bearbetningstillständ, tryck ÖVER maskinen till visningsvärdet 0
EDM-funktion igen · 4)
Upprepa steg 2 och steg 3 för följande bearbetningspunkter.
för att gå in i EDM-bearbetningstillständ. för att avsluta EDM-funktionen och
för positionen för nästa hål, , sedan pr css EDM att komma åt
7 kalkylator
Kalkylatorn ger inte bara normala matematiska beräkningar som +, - , x , /, det ger också trig på metriska beräkningar såsom AS SYND , Arc SIN , COS , Arc COS , SOLBRÄNNA , Arc TAN SQRT etc.
Operationerna är desamma som de kommersiella miniräknare, lätta att använda. Gå in i och avsluta kalkylators funktion
i normalt displayläge: tryck på R för att gå in i kakylatorfunktionen.
i räknarens visningsläge: tryck på R för att avsluta räknarfunktionen. ÖverföringkalkulatorResultat vald zx är.
Efter att beräkningen är klar, om räknarens visningsläge är inställt för, användaren kan:läge 1
tryck på X_0 att överföra den beräknade resultatet toxaxeln; sedan x fönster för att visa detta värde;
trycka Y_0 att överföra det beräknade resultatet leksaksaxeln; då de fönstret kommer att visa detta värde;
tryck på Z0 att överföra det beräknade resultatet till zaxis; sedan z fönster för att visa detta värde;
Överför det aktuella visningsvärdet i fönstret till kalkylatorn.
om räknaren visar Läge inställt för läge 1, användaren kan:
trycka X att överföra visningsvärdet i x-fönster till kalkylator; trycka Y för att överföra visningsvärdet i Y Window för att beräkna r; trycka Z för att överföra visningsvärdet i z-fönstret till räknaren;
8 Appendix
1. Troubleshooting:
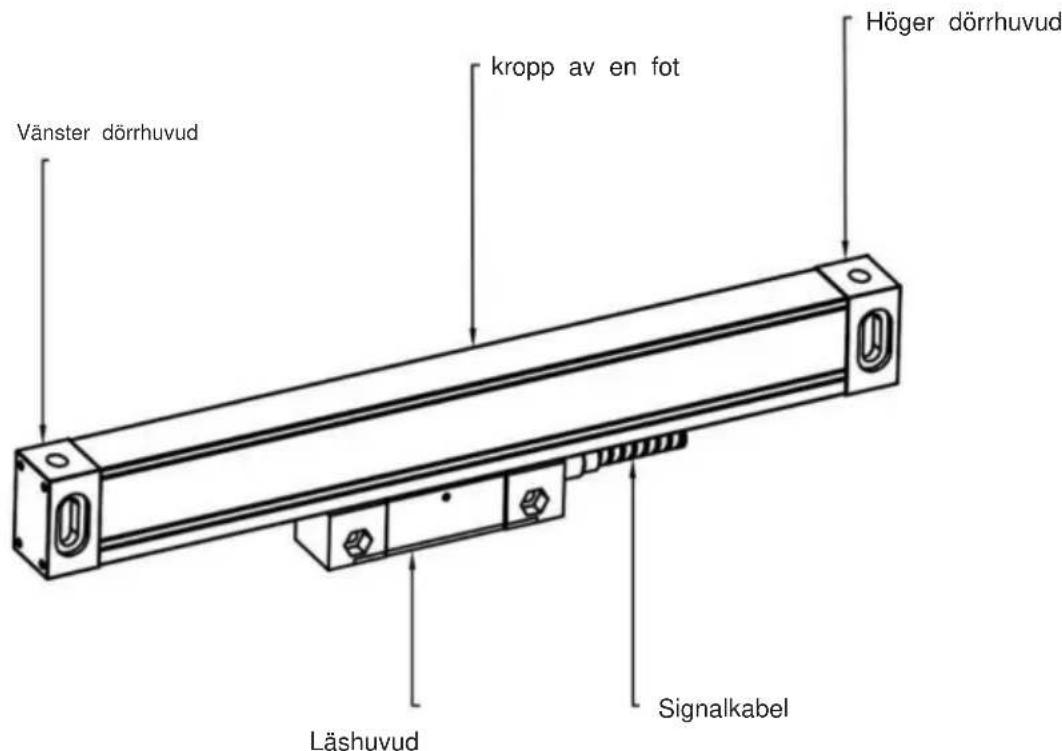
L0: Effektiv mätlängd för linjärgivaren; L1: Längd på linjär givare monteringshål; L2: Linjär givare total längd
Underhåll:
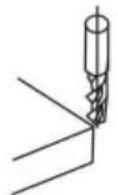
- Den effektiva rörelsen för linjärgivaren bör vara längre än max rörelse av verktygsmaskinen. Om längden inte räcker, byt ut den linjära pulsgivaren med e större slag eller lägg till ett gränsblock på maskinerna. Läshuvudets ändposition från änder av den linjära givarens kropp bör inte vara mindre än 10 mm utrymme, (se följande diagram).
- För alla icke-bearbetade ytor måste ett mellanlägg placeras på baksidan av den linjära omkodaren eller så måste ett användartillverkat installationsunderlägg användas för att säkerställa stabiliteten och tillförlitligheten hos anslutningen mellan gallerlinjalen och monteringsytä
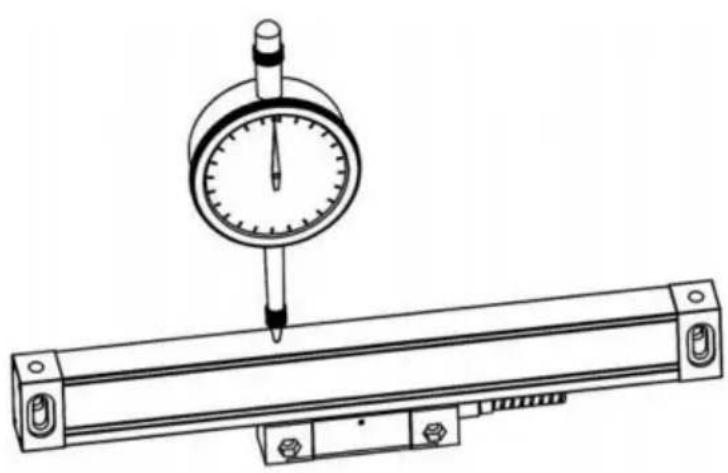
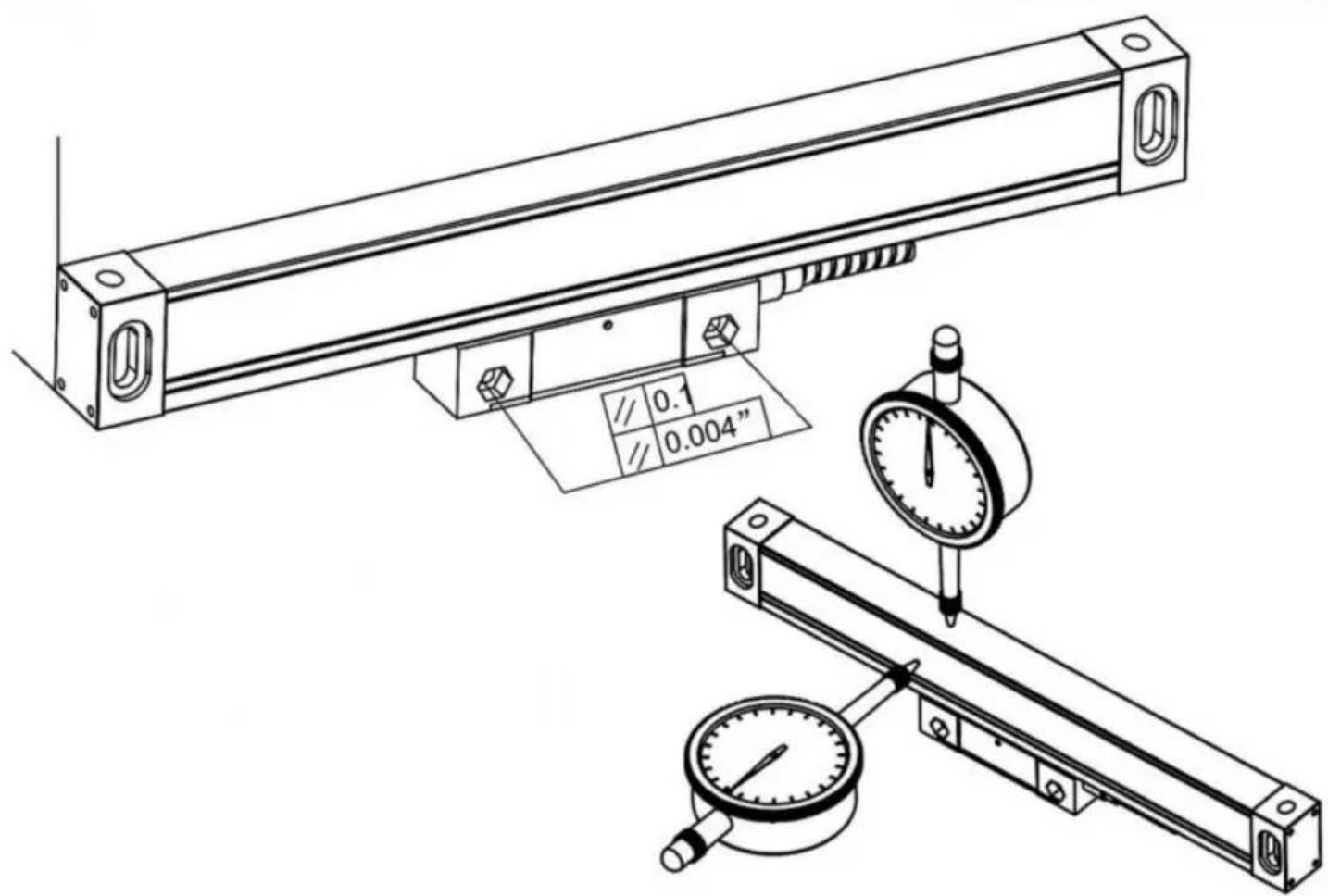
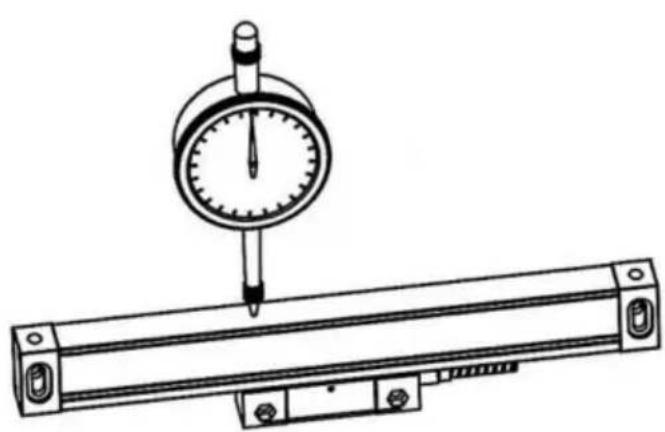
- När du använder en mätklocka eller liknande instrument för att kalibrera parallelliteten hos den linjära kodaren, måste vinkeln på sidohuvudet vara inom ±30 grader, och ju mindre vinkeln är, desto bättre.
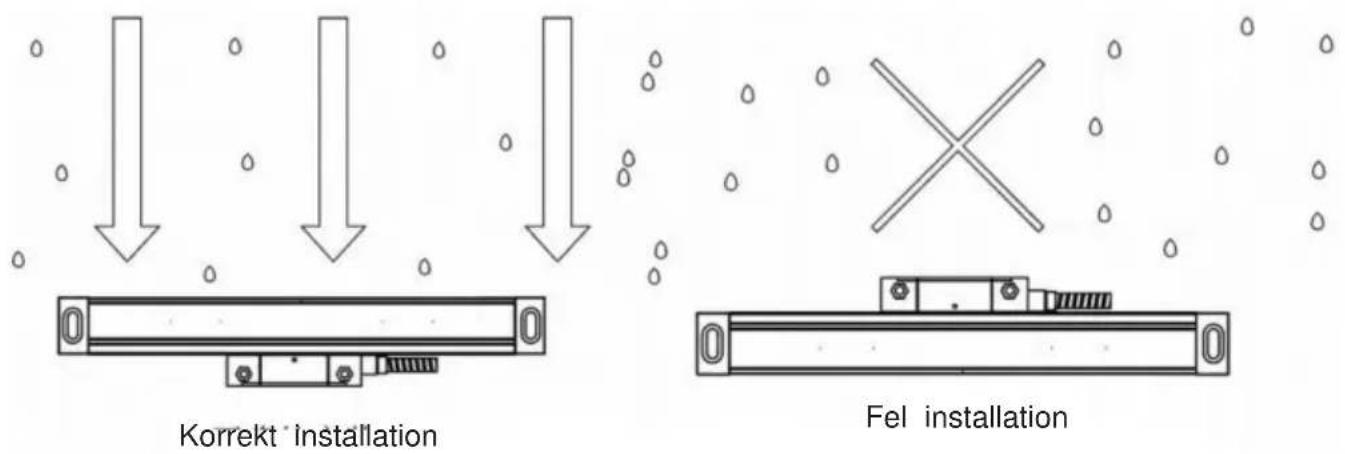
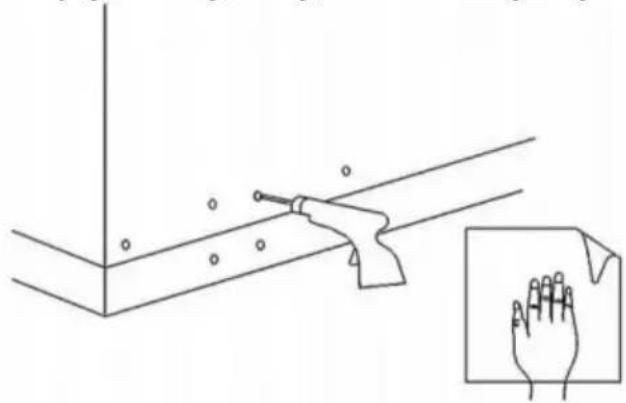
- Installationspositionen för linjärgivaren måste undvika direkta stötar från järn fil, olja, vatten och damm (som visas i bilden nedan). Installationslängden av L-plattan bör vara så kort som möjligt under möjliga omständigheter, och monteringsytans kraftsituation måste beaktas.
- Det måste finnas ett mellanrum på 0,5 mm eller mer mellan dammskyddet och linjalen kropp, och undvik kontakt mellan dammskyddet och linjalkroppen när flytta läshuvudet (enligt nedan).
- Installationsskruvens gängdjup, minst måste ha 6 tänder med låsdjup; kraft större del, såsom att stödja den digitala displayen mätare hyllan fast platta, måste ha 8 tänder låsningsdjup; YE serie av skala, djupet av tråden djupet på låsdjupet. Som att stödja den digitala displayen mätare hyllan fast platta, måste ha mer än 8 tänder låsdjup; YE serieskala Med M4 skruvar monterad monteringsyta gängning efter ytgradning, färg, fläckborttagning.
(Följande bild)
-
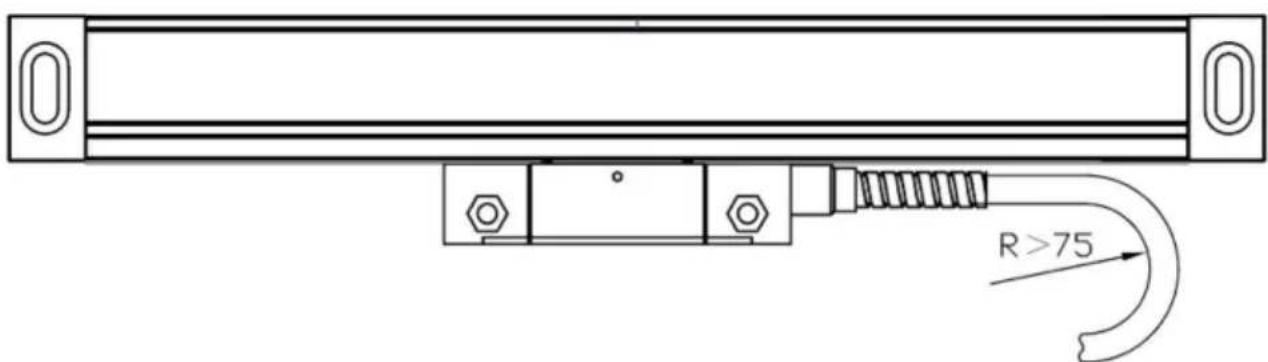
Fixeringen av signalledningen måste ta hänsyn till alla relevanta rörelseavständ. Fixeringsposition så långt som möjligt placerad i mitten av slaget, och överskottssignalledningen fixeras med en wire tie.
-
Justering av skalans höjdnivå måste vara längden på skalans centrum för att ta de sidorna av symmetripunkten. Justera referenspunkten, vilken skala som helst oavsett skolnivåns riktning eller höjdriktning, justeringsområde: för skalan kropp, till huvudet från vägkroppen på ett avständ av högst 20 mm från varje ände ska råda. läshuvudet, mellan de två fyrsidiga referensytorna (följande bild)
- Böjningsradien för vågens signallinje är större än 60 mm.
10. Skala installationsstandard
(1) Ytstandard för installationsbas (Figur 4.8abc tre installationsmetoder)
-
Linjalkroppens installationsyta är parallell med läshuvudets installationsyta och parallelliteten mellan installationsytorna är <0,1 mm
-
Linjalkroppens installationsyta är vinkelrät mot installationen läshuvudets yta, och vinkelrätheten mellan installationsytorna är <0,1 mm
2) Installationsstandarder för linjalkropp (Figur 4.9, Figur 4.10)
- Höjdriktning i förhållande till maskinstyrningens parallellitet <0,1 mm, max inte mer än 0,15 mm När det gäller symmetripunkten, ju mindre desto bättre.
3ÿ Standard för installation av läshuvud
- Spelet mellan läshuvudet och linjalkroppens höjdriktning är 0,8 mm-1,6 mm efter installation, och dra sedan tillbaka dynblocket (Figur 4.11)
-
Läshuvud a sida och linjalkropp B sida. Felinriktning i horisontell riktning. 0,25±0,15 mm
-
Parallellism av läshuvud i förhållande till verktygsmaskin <0,10 mm, maximalt får inte överstiga 0,30 mm
Parameter:
| Module | SNS-3V-YE102024 | SNS-3V-YE161838 |
| Rated voltage: | AC85-230V 50Hz/60Hz | |
| Resolution | 5 μm | |
| Number of axles | 3 | |
| Range | 10 inches20 inches24 inches | 16 inches18 inches38 inches |
Standardtillbehör:
| Accessories for digital display meters: | Accessories for grating ruler: |
| 1. Support rod * 12. Knife holder plate * 13. Transparent watch case * 14. Power cord * 15. Watch holder * 16. Butterfly piece * 27. M8 * 70 screw * 18. M10 * 55 screw * 19. Nut M10 * 110. Nut M8 * 111. Nut M5 * 112. Internal hexagonal screw M5 * 20 * 213. Internal hexagonal screw M5 * 25 * 114. M4 * hex socket screw * 415. M5 * 10 machine meter screws * 216. Washer φ 10 * 117. Washer φ 8 * 118. Washer φ 5 * 119. Rubber washer 20 * 10 * 1 * 120. Rubber washer 20 * 10 * 0.5 * 121. Spring washer φ 10 * 122. Spring washer φ 8 * 123. Spring washer φ 5 * 1 | 1. Ruler cover * 32. L mounting plate * 43. Plug * 64. Screw pack * 3 bagsEach bag contains:Internal hexagonal screw M4 * 30 * 4;Internal hexagonal screw M4 * 12 * 2;Internal hexagonal screw M4 * 8 * 4;U-shaped gasket T=0.2mm * 2;Washer φ 6 * 2;Washer φ 5 * 2;Washer φ 4 * 6;Line card * 2 |
Denna enhet uppfyller del 15 av FCC-reglerna. Driften är föremål för följande två villkor: (1) Den här enheten får inte orsaka skadliga störningar och (2) den här enheten måste acceptera alla mottagna störningar, inklusive störningar som kan orsaka oönskad funktion.
Tillverkare: Shanghaimuxinmuyeyouxiangongsi
Adress: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai 200000 CN.
Importerad till AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW 2122 Australien
Importerad till USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730
| EC | REP |
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Main.
| UK | REP |
YH CONSULTING LIMITED.
Teknisk support och e-garanticertifikat www.vevor.com/support