SNS-3V-YE161838 - Bilance Vevor - Manuale utente e istruzioni gratuiti
Trova gratuitamente il manuale del dispositivo SNS-3V-YE161838 Vevor in formato PDF.

| Tipo di prodotto | Display digitale (DRO) per macchine utensili |
| Marca | Vevor |
| Modello | SNS-3V-YE161838 |
| Tensione di alimentazione | 85-230 V CA, 50/60 Hz |
| Risoluzione | 5 µm |
| Numero di assi | 3 (X, Y, Z) |
| Campo di misura | X: 406 mm, Y: 457 mm, Z: 965 mm (16, 18, 38 pollici) |
| Display | LED a 7 segmenti, luminosità regolabile (livelli 1-3) |
| Funzioni principali | Coordinate assolute/incrementali, azzeramento, preimpostazione, ricerca del riferimento, memoria di interruzione, modalità standby, calcolatrice integrata, libreria utensili (200 set), lavorazione ad arco (semplice e liscio), lavorazione obliqua, funzione conica, conversione raggio/diametro, addizione Y+Z, funzione EDM (opzionale) |
| Accessori forniti | Asta di supporto, piastra portacoltello, involucro trasparente, cavo di alimentazione, supporto per orologio, parti a farfalla, viti varie (M4, M5, M8, M10), rondelle, guarnizioni in gomma, pattini a U per righello |
| Manutenzione e pulizia | Pulire con un panno asciutto. Evitare umidità e schizzi di liquido refrigerante. Non aprire né riparare da soli. |
| Sicurezza | Scollegare immediatamente in caso di fumo o odore anomalo. Non utilizzare con scale lineari di altre marche senza parere tecnico. |
| Ricambi e riparabilità | Le riparazioni devono essere effettuate da un tecnico autorizzato. I ricambi sono disponibili presso il produttore o il rivenditore. |
| Informazioni generali | Garanzia elettronica disponibile su www.vevor.com/support. Conforme alla parte 15 delle norme FCC. |
Domande frequenti - SNS-3V-YE161838 Vevor
Domande degli utenti su SNS-3V-YE161838 Vevor
0 domanda su questo apparecchio. Rispondi a quelle che conosci o fai la tua.
Fai una nuova domanda su questo apparecchio
Scarica le istruzioni per il tuo Bilance in formato PDF gratuitamente! Trova il tuo manuale SNS-3V-YE161838 - Vevor e riprendi in mano il tuo dispositivo elettronico. In questa pagina sono pubblicati tutti i documenti necessari per l'utilizzo del tuo dispositivo. SNS-3V-YE161838 del marchio Vevor.
MANUALE UTENTE SNS-3V-YE161838 Vevor
Supporto tecnico e certificato di garanzia elettronica
MODELLO: SNS-3V-YE102024 È NS-3V-YE161838
continuiamo a impegnarci per fornirvi strumenti a prezzi competitivi.
"salva la metà," "Metà prezzo" o qualsiasi altra espressione simile da noi utilizzata rappresenta solo un stima del risparmio che potresti ottenere acquistando determinati strumenti con noi rispetto ai principali marchi top e non significa necessariamente coprire tutte le categorie di strumenti da noi offerti.
ti ricordiamo cortesemente di verificare attentamente quando effettui un ordine con noi se sei risparmiando effettivamente la metà rispetto ai marchi più importanti.
VEVOR®
TOUGH TOOLS, HALF PRICE
DISPLAY DRO
MODELLO: SNS-3V-YE102024 SNS-3V-YE161838

HAI BISOGNO DI AIUTO? CONTATTACI!
Hai domande sul prodotto? Hai bisogno di supporto tecnico? Non esitare a contattarci contattaci:
Supporto tecnico e certificato di garanzia elettronica Www.vevor.com/support
Questa è l'istruzione originale, si prega di leggere tutte le istruzioni del manuale attentamente prima di operare. VEVOR si riserva una chiara interpretazione del nostro manuale utente. L'aspetto del prodotto sarà soggetto alla
prodotto ricevuto. Ti preghiamo di scusarci se non ti informeremo più se ci saranno aggiornamenti tecnologici o software sul nostro prodotto.
Cari utenti:
Grazie per aver acquistato i display digitali multifunzione della serie. Le letture digitali sono utilizzate in un'ampia gamma di applicazioni. Tra queste: macchine utensili, negli assi di alimentazione, apparecchiature di misurazione e controllo, EDM e stazioni apparecchi di divisione, utensili di regolazione di misurazione per controllo della produzione. Per soddisfare i requisiti di questi applicazioni, molti encoder possono essere collegati ai display digitali. Leggere attentamente tutte le istruzioni nel manuale prima dell'uso e seguirli rigorosamente · conservare il manuale per riferimenti futuri.
attenzione alla sicurezza:
PER prevenire scosse elettriche o incendi, umidità o spruzzi diretti liquido di raffreddamento deve essere evitato. In caso di fumo o particolari odore dal display digitale, si prega di scollegare la spina di alimentazione immediatamente, altrimenti potrebbero verificarsi incendi o scosse elettriche. in tal caso, non tentare di ripararlo, contattare l'azienda o distributors.
Il display digitale è un dispositivo di misurazione preciso utilizzato con un'ottica Scala lineare · quando è in uso, se la connessione tra il La scala lineare e la lettura digitale sono rotte o danneggiate esternamente, possono essere rilevati valori di misurazione errati · Pertanto, l'utente deve fare attenzione.
Non tentare di riparare o modificare il display digitale, altrimenti si verificherà un guasto, potrebbe verificarsi un guasto o un infortunio. In caso di qualsiasi condizione anomala, contattare l'azienda o il distributore.
Se la scala lineare ottica utilizzata con la lettura digitale è danneggiata, non utilizzare una scala lineare di un'altra marca. Poiché le prestazioni, le specifiche e la connessione dei prodotti di marche diverse possono variare non essere collegato senza l'istruzione di un tecnico specializzato personale, altrimenti si verificheranno dei problemi al display digitale.
With the continuous updating of products, if there are changes or modifiche ai parametri del campione, prevarranno i file casuali e la società avrà il diritto di interpretazione finale senza preavviso.
Contents
3.2.8 impostazione abilita o disabilita l'azzeramento assoluto
premere ▲ ▼ finché non compare "ABS ZERO" nella finestra dei messaggi-
IL significa che l'operazione di azzeramento ABS e i dati preimpostati saranno abilitare nello stato di visualizzazione normale.
'1' significa che l'operazione di azzeramento ABS e i dati preimpostati saranno disabilitare nello stato di visualizzazione normale.
premere X_0 per cambiare la modalità di azzeramento assoluto per l'asse x, premere Y_0 per cambiare la modalità di azzeramento assoluto per l'asse Y, premere Z_0 A
cambia la modalità di azzeramento assoluto per l'asse Z; Esempio per l'asse x.

3.2.9 impostazione della forma assoluta della funzione speciale
premere ▲ ▼ finché non compare "ABS ASST" nella finestra dei messaggi-
'o significa che solo il valore della posizione della funzione speciale viene visualizzato nel operazione di funzione speciale.
'1' significa valore di posizione della funzione speciale + valore di posizione ABS è visualizzare nell'operazione Funzione speciale.
premere X_0 per cambiare la modalità assoluta per la funzione speciale
essere impostato come segue:

3.2.10 impostazione del Calculator Modalità di visualizzazione
premere ▲ ▼ finché nel messaggio W non compare "UCCTR MODE" indow
IL m la calcolatrice visualizza il valore in corrispondenza del ventow nel mezzdi apply;
'1' calcolatrice visualizza il valore nella finestra dei messaggi nel display;
premere X_0 per cambiare la modalità di visualizzazione della calcolatrice verrà impostata ASfollowi

3.2.11 impostazione della luminosità del display
Impostazione della luminosità del display LED, l'impostazione predefinita di fabbrica è solo "3", più alto è il parametro, più luminosa è la luminosità. premere "xo" per impostato, non è consigliabile impostare autonomamente il valore predefinito.
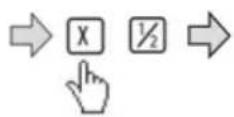
2, PORTARE l'UTENSILE sul lato opposto del pezzo in lavorazione e toccarlo. Quindi premere X + 12 a sua volta per valutare il valore visualizzato sull'asse X.
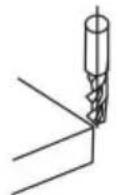
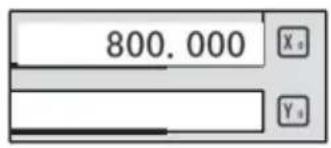
3ÿ Spostare il tavolo di lavorazione finché non viene visualizzato "o. 000" sull'asse x finestra. La posizione è il centro del pezzo in lavorazione-
4.6 cancella tutti i dati SDM.
In modalità ABs, premere continuamente
• dieci volte causerà la cancellazione
tutti i dati per 200 set SDM. La finestra Mcsage visualizza USDM "CLR".
- 7 Modalità di sospensione
in modalità non ABS, premendo il tasto
E F CAn spegne tutti i display
e il DRO accede alla modalità di sospensione, quindi premendo questo tasto di nuovo CAUSE il DRO torna alla modalità di lavoro. Nella modalità di sospensione Modalità il DRO è ancora in stato di funzionamento e registra effettivamente lo STRUMENTO movement.
Esempio: in modalità non ABS, per accedere alla modalità sleepin8 premere il tasto F. In modalità di sospensione, premere il tasto F per uscire RE
Modalità di sospensione
- 8 Memoria di interruzione di corrente.
La memoria viene utilizzata per memorizzare le impostazioni del DRO e della macchina valori di riferimento quando POWER è spento.
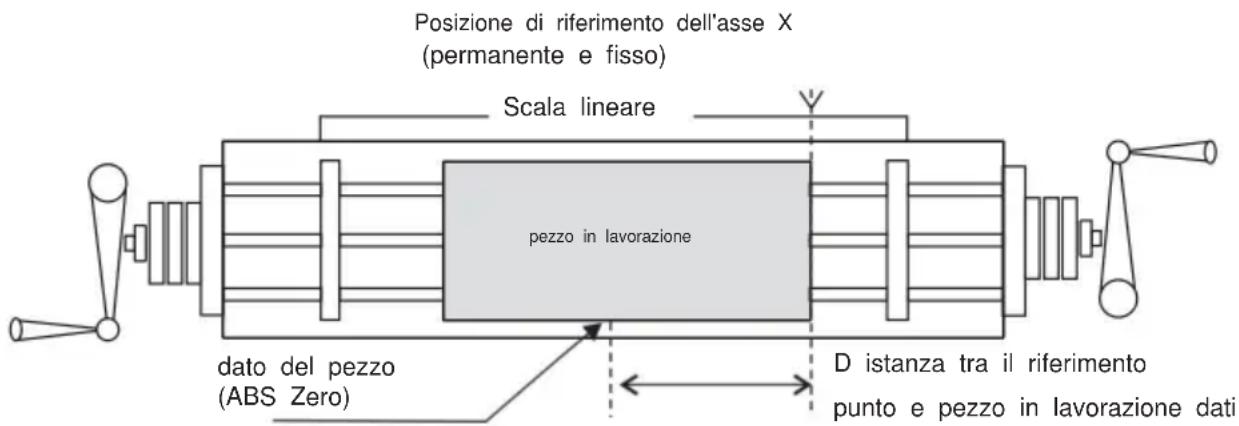
4.9 Cerca il punto di riferimento assoluto della scala
Durante il processo di lavorazione quotidiano, è molto comune che il la lavorazione non può essere completata in un turno di lavoro e quindi la
Il DRO deve essere spento dopo il lavoro, altrimenti si verifica un'interruzione di corrente durante il processo di lavorazione che porta alla perdita del dato del pezzo in lavorazione (posizione zero del pezzo), il ripristino del dato del pezzo
l'utilizzo di un rilevatore di bordi o di un altro metodo induce inevitabilmente un aumento lavorazione con precisione perché non è possibile ristabilire la
riferimento del pezzo esattamente nella posizione precedente. PER consentire il recupero del dato del pezzo in lavorazione in modo estremamente accurato e senza necessità di ristabilire il dato del pezzo in lavorazione utilizzando un rilevatore di bordi o altri metodi,
Ogni scala lineare ha una posizione del punto di riferimento che è dotata di riferimento posizione per fornire la funzione di memoria del punto di riferimento.
Il principio di funzionamento della funzione di memoria del dato di riferimento è il seguente: segue.
poiché il punto di riferimento della scala lineare è permanente e fisso, sarà non cambiano né scompaiono mai quando il sistema DRO è spento.
Pertanto, dobbiamo semplicemente memorizzare la distanza tra il punto di riferimento e il dato del pezzo (posizione zero) nella memoria NON volatile. Quindi in caso di interruzione di corrente o spegnimento del DRO, possiamo ripristinare il dato del pezzo (posizione zero) preimpostando lo zero del display posizione come distanza memorizzata dal punto di riferimento.
Un dato assoluto deve essere impostato quando un pezzo viene lavorato. Ci sono tre modalità di funzionamento (REFÿ ABÿ LEF AB):
Esempio: per memorizzare il dato di lavoro dell'asse X.
Example for REF mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display "REF".

flowchart
graph LR
A["0.000"] --> B["ABS"]
B --> C["REF"]
C --> D["REF"]
D --> E["X_n"]
D --> F["X_n"]
6ÿ Funzione speciale
6.1 Circumference Holes Processing
6.3 Elaborazione ARC
Per la funzione ARC sono disponibili DUE funzioni: la semplice ARC
Funzione e funzione R regolare · premere quindi pr css per accedere alla funzione ARC, per selezionare la funzione ARC regolare o semplice
Funzione ARC.
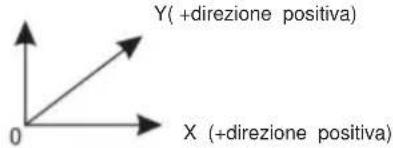
Durante l'installazione, normalmente vengono prese in considerazione le coordinate della macchina e del direzione di X, Y , Z sono come segue. Il piano di lavoro è mostrato AS the figura giusta.
Z(+direzione positiva)
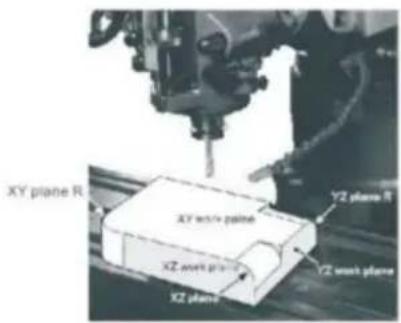
semplice funzione ARC:
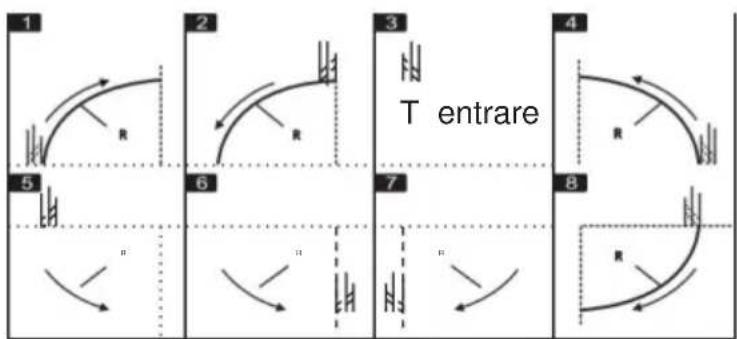
quando la scorrevolezza non è molto richiesta, il SIMPLE ARC la funzione è normalmente utilizzata per la lavorazione dell'arco. Nella funzione SIMPLE ci sono solo otto tipi di ARC utilizzati per la macchina. L'operatore deve solo seleziona il tipo di R e inserisci i parametri del raggio dell'arco
MAX CUT e Qrc esterno o arco interno. In generale, un arco può essere lavorati da una scanalatura piana T OOL Oppure arco TOOL, la differenza tra su piani di lavoro diversi come mostrato di seguito.
1, SEMPLICE elaborazione semplice 2, TIPO 1 - 8 Modalità dell'ARC.
3、SEL_XY(XZ,YZ) seleziona luogo 4, RAD Raggio dell'arco Diametro utensile
6ÿ TAGLIO MASSIMO 7ÿ RADTL_ Fase di alimentazione arco esterno e arco interno
(solo per posto xy)
flowchart
graph TD
A["Stage 1"] --> B["Stage 2"]
B --> C["Stage 3"]
C --> D["Stage 4"]
D --> E["Stage 5"]
E --> F["Stage 6"]
F --> G["Stage 7"]
G --> H["Stage 8"]
style A fill:#f9f,stroke:#333
style B fill:#f9f,stroke:#333
style C fill:#f9f,stroke:#333
style D fill:#f9f,stroke:#333
style E fill:#f9f,stroke:#333
style F fill:#f9f,stroke:#333
style G fill:#f9f,stroke:#333
style H fill:#f9f,stroke:#333
Smooth ARC function :
- Passaggio di alimentazione in ingresso (MAX_CUT);
premere ▲ O ▼ fino a quando l'app UMAX CUT non compare nel messaggio
finestra. X Window de spa lys il preset precedente MAX_CUT. premere

- Inserire l'angolo di partenza -
premere finché non appare USTANG" nella finestra del messaggio.x finestra de spa lys l'angolo di partenza precedentemente preimpostato · Quindi premere

- Angolo finale di input.
premere ▼ finché nella finestra del messaggio non appare "UED ANG". X finestra ispa lys il precedentemente preimpostato l'angolo finale. Quindi premere

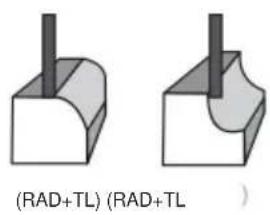
- seleziona arco esterno o arco interno
premere ▲ ○ ▼ finché non compare "RAD-TL" nel messaggio finestra.premere ▲ ○ ▼ per selezionare il luogo in cui visualizzare "RAD+TL";

flowchart
graph LR
A["Input"] --> B["RAD+TL"]
B --> C["ENT"]
C --> D["Output"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
- Dopo aver inserito tutti i parametri,
machining.
Il DRO visualizzerà la posizione del primo punto. Ritrarre il assi finché i display non leggono 0.000, lavora l'arco punto per punto in in accordo con il display. Dopo aver terminato la posizione del primo
punto, premere ▲ ○ ▼ per cambiare punto di posizione.
ARC Processing

6.4 elaborazione obliqua
Ci sono 2 modi disponibili per lavorare in posizione obliqua:
A). sul posto. b). sul posto yz, o Xz;
è necessario immettere solo i seguenti parametri:
INCLUSO Xy(xz,yz) imposta la posizione della macchina xy,yz,0rxz.
IL L'angolo di inclinazione dell'obliquo.
LÀ Diametro dell'UTENSILE .
ST POT Posizione di partenza;
ED PUÒ Fine della pubblicazione;
Esempio 1 per il posto xy obliquo:
quando il piano di lavorazione è sul piano xy come la parte mostrata in
Figura, l'angolo di obliquità del pezzo in lavorazione deve essere calibrato
prima che il piano obliquo venga lavorato. Pertanto , a questo punto il
la lavorazione del piano obliquo svolge il ruolo di calibrare l'obliquità.
procedura per la calibrazione dell'obliquità
Per prima cosa posizionare il pezzo da lavorare sul tavolo da lavoro secondo l'angolazione richiesta di obliquità.
1) Inserire la funzione del piano obliquo. 2)
Selezionare la funzione del piano XY.
3) Inserire l'angolo di obliquità
4) Spostare il tavolo di lavoro fino a quando lo strumento di misura (ad esempio un comparatore a quadrante) installato sulla fresatrice tocca il piano di calibrazione dell'obliquità, lo regola a zero e sposta il tavolo di lavoro per qualsiasi distanza nel
direzione dell'asse x.
5) Spostare il tavolo di lavoro nella distanza dell'asse y fino a quando il display diventa zero.
Per elaborare parti diverse è sempre necessario uno STRUMENTO diverso · Per funzionamento conveniente, la La le letture digitali hanno la funzione di 200 set di librerie TOOL ·
Nota: solo quando il la è dotato del blocco di impostazione degli utensili è possibile utilizzare le 200 librerie TOOL.
- impostare un dato TOOL. Dopo l'impostazione dell'utensile, azzerare l'asse x e l'asse Z, il imposta lo zero della coordinata assoluta.
-
In base alla dimensione di TOOL I e datumTOOL, determinare il posizione di TOOL relativa allo zero della coordinata assoluta e dello strumento di riferimento · AS Figura 6-1. La dimensione relativa di TOOL 2 è AS segue l'asse x 25-30=- 5 , Asse Z 20-10=10 .
-
Salvare il numero dello STRUMENTO e la dimensione nel display digitale.
-
Il numero di TOOL può essere inserito in modo casuale, le letture digitali visualizzerà la posizione dell'utensile rispetto alla coordinata assoluta zero · Sposta la finché sia l'asse X che l'asse Z non visualizzano zero · 5.
Le librerie TOOL possono salvare 200 set di dati degli utensili.
- Le librerie TOOL devono essere utilizzate nello stato di apertura. I 200 set rooi Libs può essere aperto premendo continuamente ± dieci volte
finché la finestra di destra lampeggia TL - OPEN e viene visualizzato un segno "21"
la finestra informativa a sinistra della destra. Il Mark indica il
l'operatore può configurare o rivedere i 200 set di librerie TOOL in modo continuo
premendo il tasto ± dieci volte causerà la cancellazione delle 200 librerie TOOL da chiuso e il finestrino destro lampeggia TL - CLOSE e il Mark
scompaiono · quando il segno "21" scompare, le librerie TOOL set 200 possono non essere rivisto
Le operazioni per i dati TOOL e la chiamata a TOOL sono illustrate di seguito - passaggio 1: nello stato ABS, immettere i dati dei 200 set di librerie TOOL.
apertura dei 200 set TOOL Libs premendo continuamente il tasto
± dieci volte A. Il segno "" apparirà nella finestra di sinistra della finestra di destra
finestra informativa.
passo 2: premere Tool per ACCEDERE allo stato di immissione. Inserisci i dati rooi 1:

passaggio 3: immissione dati TOOL 2:

passo 4: premere per continuare a immettere i dati dello strumento successivo. Premendo
numero e il tastoÿ l'operatore può immettere direttamente lo speciale toccadatistrumentali. stampa

Dopo aver configurato le librerie TOOL, utilizzare le librerie TOOL in base a operazioni successive montare prima il secondo utensile.
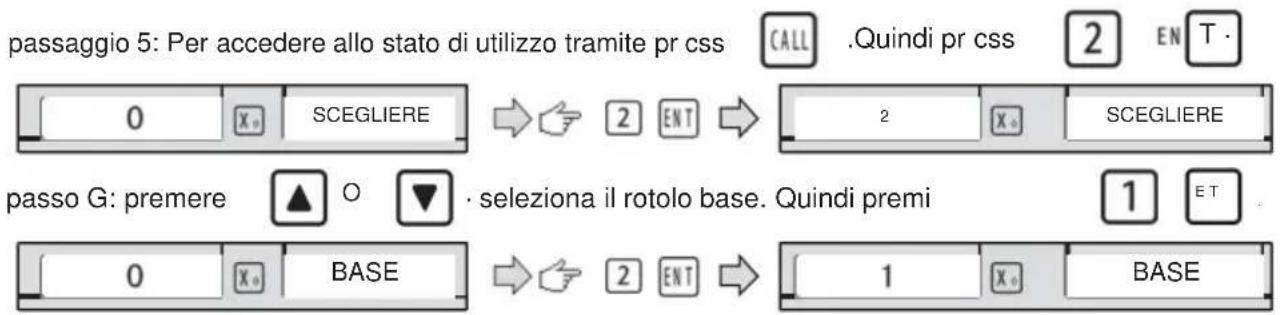
passo 7: premere CALL per uscire dalla funzione;
Nota:
quando viene utilizzato lo strumento base, l'asse non può essere azzerato nello stato ABS quando gli altri vengono utilizzati, l'asse può essere azzerato solo nello stato INC.
6.9.2 Funzione di riduzione
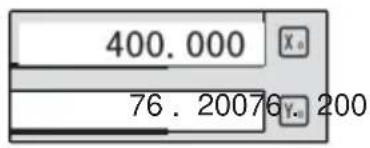
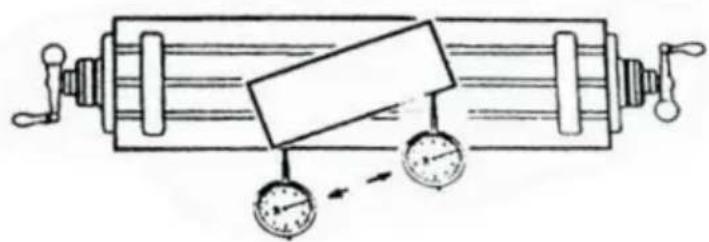
Per la tornitura del pezzo con conicità, la conicità del pezzo può essere misurato in fase di elaborazione;

Operations :
Figura AS, superficie di contatto A del pezzo in lavorazione con letture a leva e ripristina il punto di lettura della leva a zero.
passaggio 1:premere quindi la finestra del messaggio visualizza UMEASU" per elaborazione della carta · Spostare la lettura della leva sulla superficie B finché il le letture della leva indicano come segue;

flowchart
graph LR
A["Input Hand icon"] --> B["Valutare"]
B --> C["Spostare il lettura della leva"]
C --> D["Output GUI Element with numeric values: 4.907, 8.500"]
passaggio 2: prémere T per calcolare.

passaggio 3: premere ▶ per uscire dalla funzione;
6.9.3 Funzione R/D
Per tornio a 2 assi e tornio a 3 assi, premere
12 , La modalità di visualizzazione
l'asse ofx viene commutato tra Raggio e Diametro. quando l'asse x per visualizzazione del diametro, un segno u finestra apparirà a sinistra della destra informativa, ma quando l'asse X per la visualizzazione di un metro , il segno
" " scompare · solo l'asse x ha la funzione di diametro/raggio transformation.
-
- 4 Funzione Y + Z (applicabile solo a: 3 assi La the)
Per 3 assi La, il contatore dell'asse y e il contatore dell'asse z Può essere aggiunto alla visualizzazione sull'asse Z premendo il tasto quindi premere il tasto CAn per annullare la funzione y + Z.

6.10 EDM (funzione di personalizzazione speciale, se è necessario acquistarla, si prega di contattare il rivenditore per la personalizzazione)
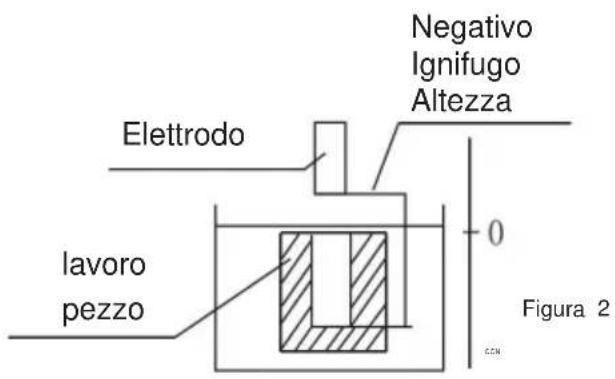
1 Descrizione: Questa funzione viene utilizzata per la lavorazione speciale di
Elettroerosione (EDM). quando il valore target impostato per l'EDM
L'asse Z è uguale al valore attuale, il display digitale emetterà il valore
segnale di commutazione per controllare l'EDM per interrompere la lavorazione in profondità.
L'impostazione della direzione dell'asse Z del display digitale è mostrata come nella figura 1 cioè Più profonda è la profondità, maggiore è il valore delle coordinate dell'asse Z visualizza · dall'inizio della lavorazione, la profondità aumenterà gradualmente e asse Z.
In base alla direzione dell'asse Z impostata, la direzione di lavorazione è divisa in lavorazione positiva e negativa - quando l'elettrodo
scende e la lavorazione viene eseguita dall'alto verso il basso, il digitale
il valore di lettura aumenterà, e ciò viene definito lavorazione positiva (positiva).
L'impostazione di questa direzione è l'impostazione normale.
quando l'elettrodo ASCENDS e la lavorazione viene eseguita
dal basso verso l'alto, il valore della lettura digitale diminuirà · Il
la direzione di lavorazione è la direzione negativa (negativa), che è anche chiamata lavorazione negativa (mostrata come Fig. 1)
Il Digital Readout presenta anche altre funzioni, come ad esempio negativo altezza ignifuga. La funzione altezza ignifuga negativa è un tipo di
posizione intelligente segui controllo dispositivo di protezione di sicurezza. Nel processo della lavorazione, la superficie dell'elettrodo genererà il carbonio
fenomeno di accumulo. A causa del lungo tempo o della lavorazione diurna senza tendere, quando si genera l'accumulo di carbonio e
nessuno fa la pulizia, l'elettrodo aumenterà lentamente lungo la
direzione negativa · una volta che l'elettrodo supera il livello del liquido,
spesso prendono fuoco e causano perdite. Questa funzione è impostata solo per mirare a questo problema. quando si imposta un'altezza ignifuga negativa, e il
l'altezza aumentata dell'elettrodo supera l'altezza tra esso e l'
profondità della superficie lavorata (cioè altezza ignifuga negativa), il digitale il display di lettura lampeggerà per WQring; allo stesso tempo, l'uscita
il segnale disattiverà automaticamente l'EDM per eliminare il rischio di incendio .

Figura 1
2. procedura:
vedere l'esempio seguente per la lavorazione dettagliata
1) Prima della lavorazione, impostare innanzitutto ogni parametro di PROFONDITÀ (profondità di lavorazione); ERRHIGH (altezza ignifuga negativa), lavorazione direzione (POSITIVO / NEGATIVO); modalità di uscita (AUTO/STOP) e Modalità di uscita del relè EDM.
2) Spostare l'elettrodo dell'asse principale dell'asse Z per farlo entrare in contatto con riferimento del pezzo · azzerare l'asse A o impostare il valore .
3) Entrare nella lavorazione EDM premendo il tasto css EDM
4) L'asse X visualizzerà il valore target della profondità di lavorazione · L'asse Y visualizzerà il valore visualizzato è stato la profondità. (Il valore sull'asse Y è il valore che il pezzo è stato lavorato in profondità) L'asse Z sarà visualizza il valore in tempo reale della posizione di sé. (Il valore sull'asse Z è il valore di posizione dell'elettrodo dell'asse principale dell'asse z.)
5) avviare la lavorazione, il valore visualizzato sull'asse Z si avvicina gradualmente al valore target, e il valore visualizzato sull'asse y è anche gradualmente vicino al valore target. Se in questo momento l'elettrodo viene ripetutamente Su e Giù, il valore visualizzato sull'asse Z cambierà successivamente, ma il valore visualizzato sull'asse Y il valore non cambierà, e verrà sempre visualizzata la profondità lavorata value.
6) quando il valore visualizzato sull'asse Z è uguale al valore target impostato, il l'interruttore di posizione raggiunto verrà spento, l'EDM interromperà la lavorazione, In base alle impostazioni dell'operatore, sono disponibili due tipi di modalità di uscita:
a) Automatic Mode:
quando si accede alla funzione EDM, l'operatore può immettere i parametri per EDM.
La procedura operativa è la seguente:
1) impostare i parametri PCD (l'impostazione è la stessa dell'impostazione comune del PCD)
Dopo aver inserito tutti i parametri ed essere entrati nello stato di lavorazione PCD · Il verrà visualizzata la posizione del primo foro.
2) premere EDN per immettere il parametro della funzione EDM (il metodo di impostazione è lo stesso dell'impostazione comune del parametro EDM); dopo aver inserito tutti i
parametri, premere continuamente quando la ▼ per entrare nello stato di lavorazione EDM. lavorazione è terminata, premere Invio Stato di EDM per uscire dalla funzione EDM e
lavorazione PCD.
3) Nello stato di lavorazione PCD, premere OVE la macchina al valore di visualizzazione 0
Funzione EDM di nuovo · 4)
Ripetere i passaggi 2 e 3 per i seguenti punti di lavorazione.
7 calcolatrice
La calcolatrice non fornisce solo normali calcoli matematici come +, -, x ,/, fornisce anche calcoli trigonometrici come AS PECCATO, Arco SIN, COS, Arco COS, ABBRONZATO, Arco TAN SQRT ecc.
Le operazioni sono le stesse delle calcolatrici commerciali, facili da usare. Funzione di entrata e uscita dalla calcolatrice
in stato di visualizzazione normale: premere R per accedere alla funzione calcolatrice.
nello stato di visualizzazione della calcolatrice: premere R per uscire dalla funzione calcolatrice. Trasferimento dei risultati della calcolatrice per zx selezionato.
Dopo aver completato il calcolo, se la calcolatrice visualizza la modalità impostata per modalità 1 l'utente può:
premere X_0 per trasferire il risultato calcolato sull'asse tox; quindi l'asse x la finestra visualizzerà questo valore;
premere Y₀ per trasferire il risultato calcolato sull'asse del giocattolo; quindi la finestra visualizzerà questo valore;
premere Z0 per trasferire il risultato calcolato sull'asse z; quindi z la finestra visualizzerà questo valore;
Trasferimento del valore corrente di Displayvalueinwindow alla calcolatrice. se la calcolatrice visualizza la modalità impostata per la modalità 1, l'utente può:
premere X per trasferire il valore visualizzato nella finestra x alla calcolatrice; premere Y per trasferire il valore visualizzato nella finestra Y per calcolare r; premere Z per trasferire il valore visualizzato nella finestra z alla calcolatrice;
8 Appendix
1. Troubleshooting:
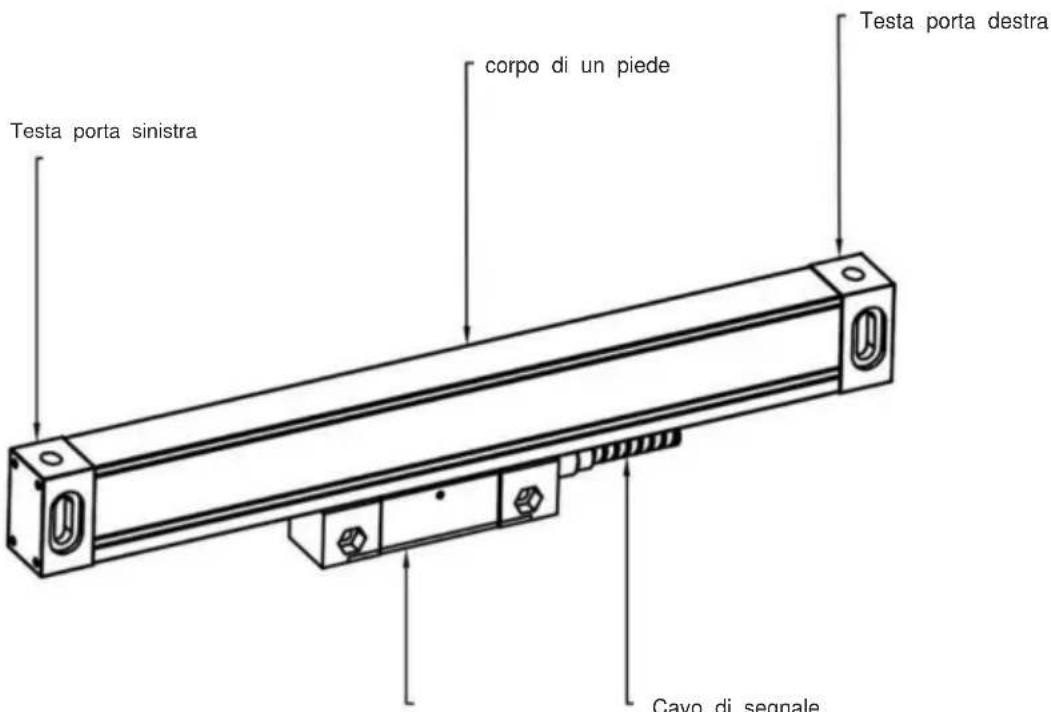
Disegni di installazione
Metodo di installazione:
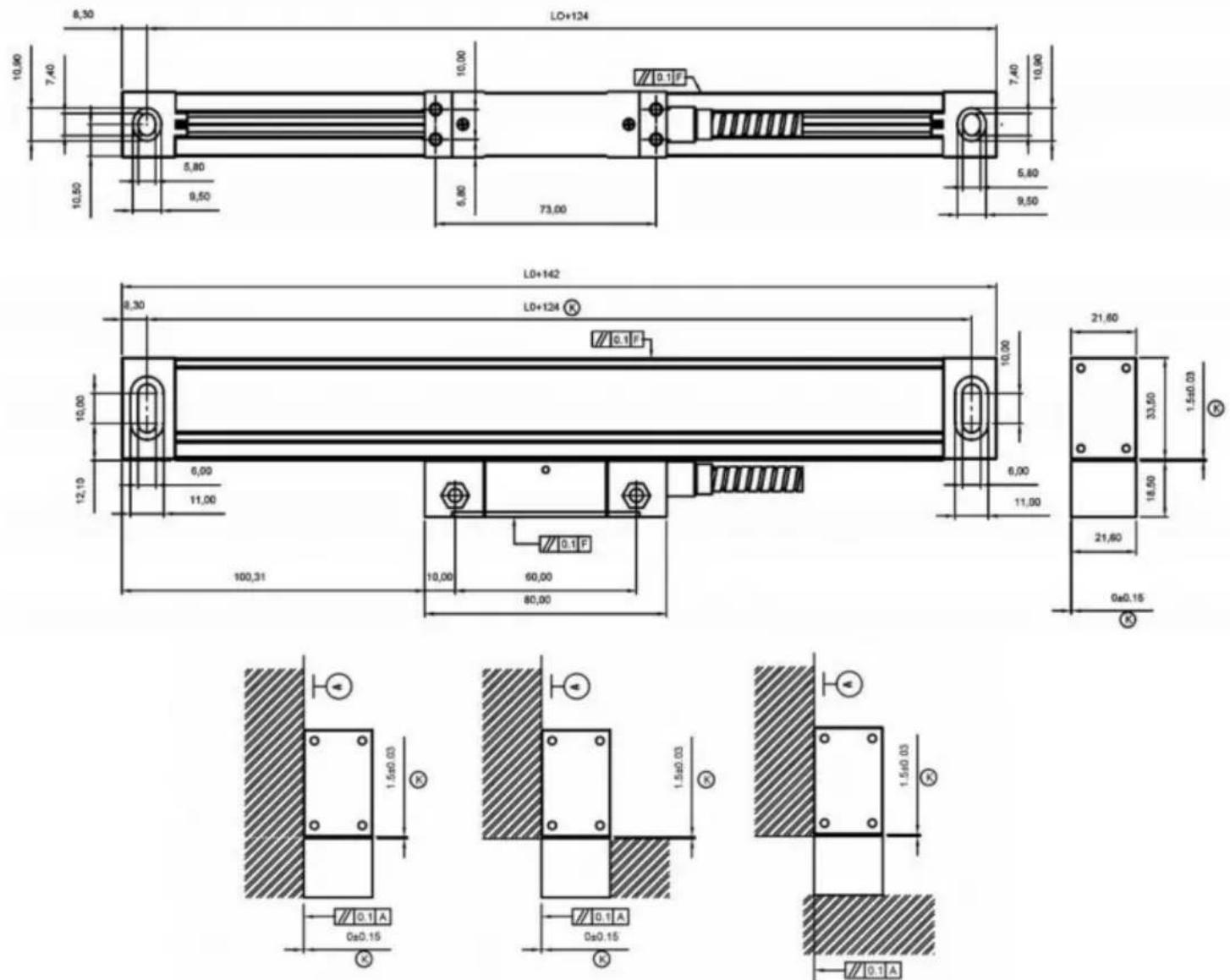
Misura standard: (Unità:mm)
| Modello | ESSO | L1 | L2 | Modello | L0 | L1 | L2 |
| YE-50 | 174 | 190 YE | -550 550 | 67450 | 690 | ||
| YE-100 | 100 | 224 | 240 YE | -600 | 600 | 724 | 740 |
| YE-150 | 150 | 274 | 290 | Modello YE | -650 650 | 774 | 790 |
| Anno-200 | 200 | 324 | 340 YE | -700 700 | 824 | 840 | |
| YE-250 250 | 374 | 390 | YE-750 | 750 | 874 | 890 | |
| YE-300 300 | 424 | 440 YE | -800 | 800 | 924 | 940 | |
| YE-350 350 | 474 | 490 YE | -850 850 | 974 | 990 | ||
| YE-400 400 | 524 | 540 YE | -900 | 900 | 1024 | 1040 | |
| YE-450 450 | 574 | 590 YE | -950 950 | 1074 | 1090 | ||
| YE-500 500 | 624 | 640 YE | -1000 1000 | 1124 | 1140 |
L0: Lunghezza di misura effettiva dell'encoder lineare; L1: Lunghezza dell'encoder lineare fori di montaggio; L2: lunghezza complessiva dell'encoder lineare
Manutenzione:
- La corsa effettiva dell'encoder lineare deve essere più lunga del massimo corsa della macchina utensile. Se la lunghezza non è sufficiente, sostituire l'encoder lineare cc una corsa maggiore o aggiungere un blocco di fine corsa sulle macchine. La posizione finale della testina di lettura dall'estremità del corpo dell'encoder lineare non deve essere inferiore a 10 mm di spazio (vedere il diagramma seguente).
Testina di lettura
- Per qualsiasi superficie non lavorata, è necessario posizionare un distanziale sul retro dell'encoder lineare oppure utilizzare un distanziale di installazione realizzato dall'utente per garantire la stabilità e l'affidabilità della connessione tra il righello a reticolo e la superficie di montaggio
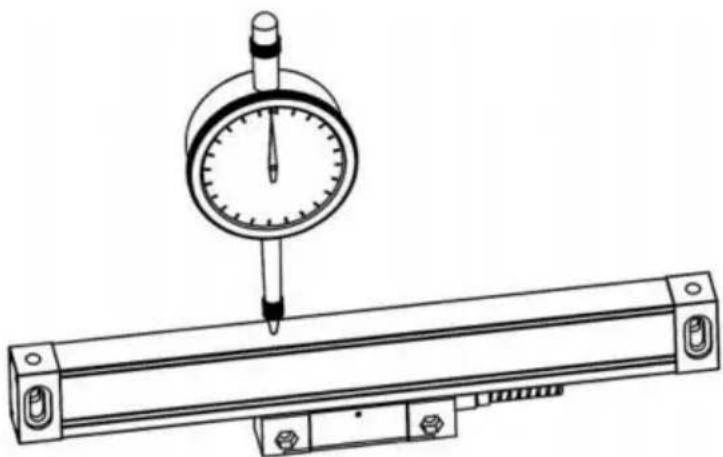
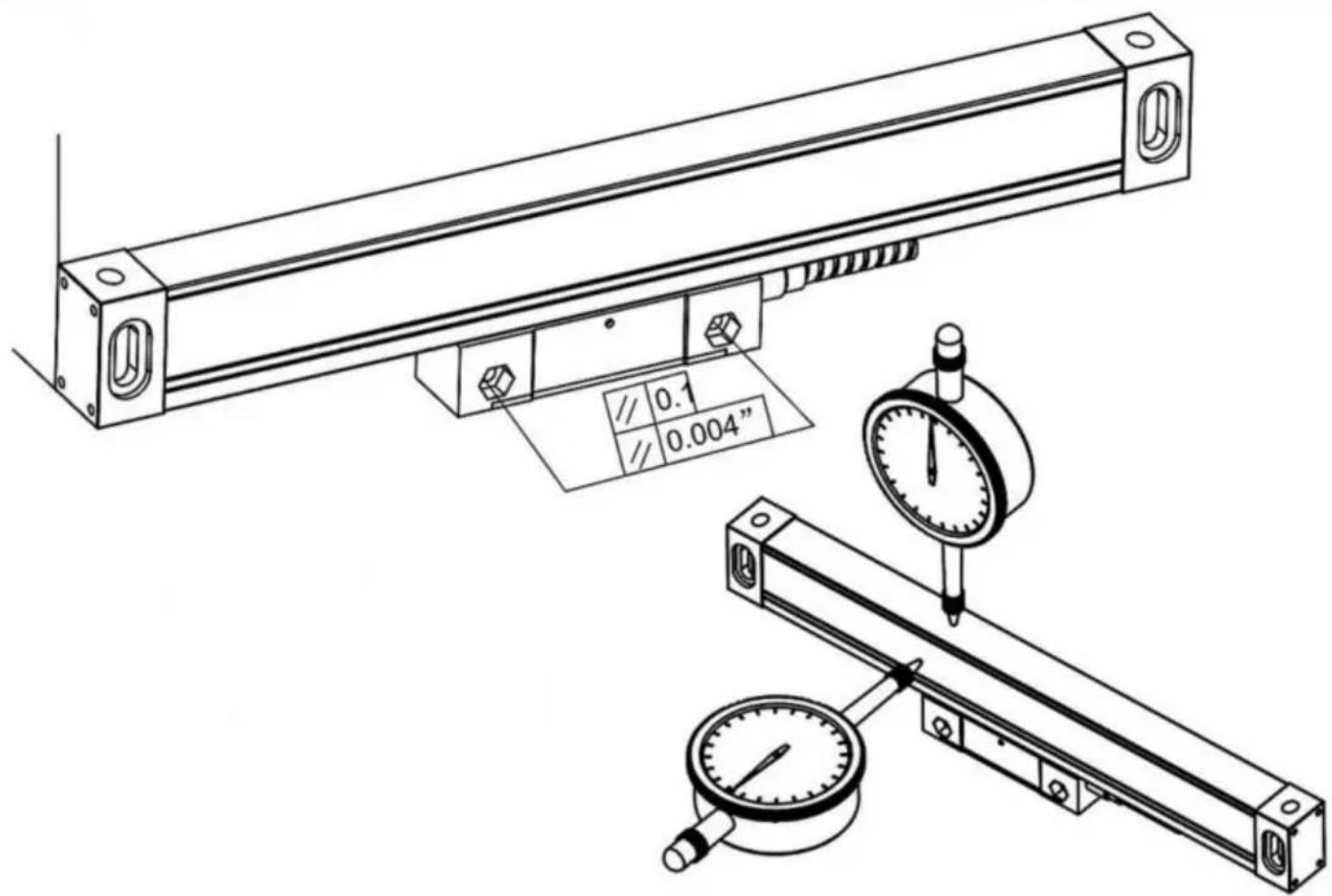
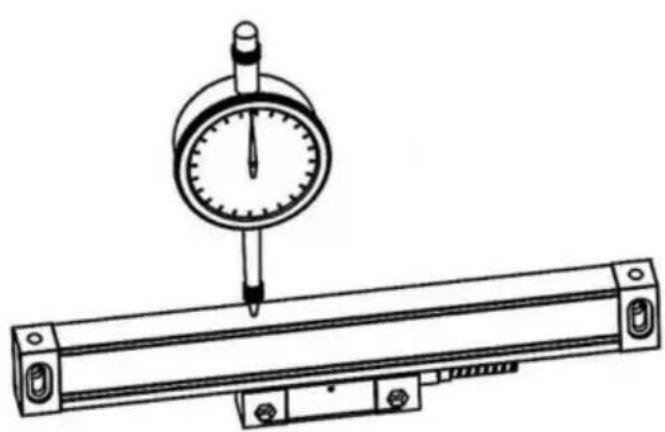
- Quando si utilizza un comparatore a quadrante o uno strumento simile per calibrare il parallelismo dell'encoder lineare, l'angolo della testa laterale deve essere compreso tra ±30 gradi e più piccolo è l'angolo, meglio è.
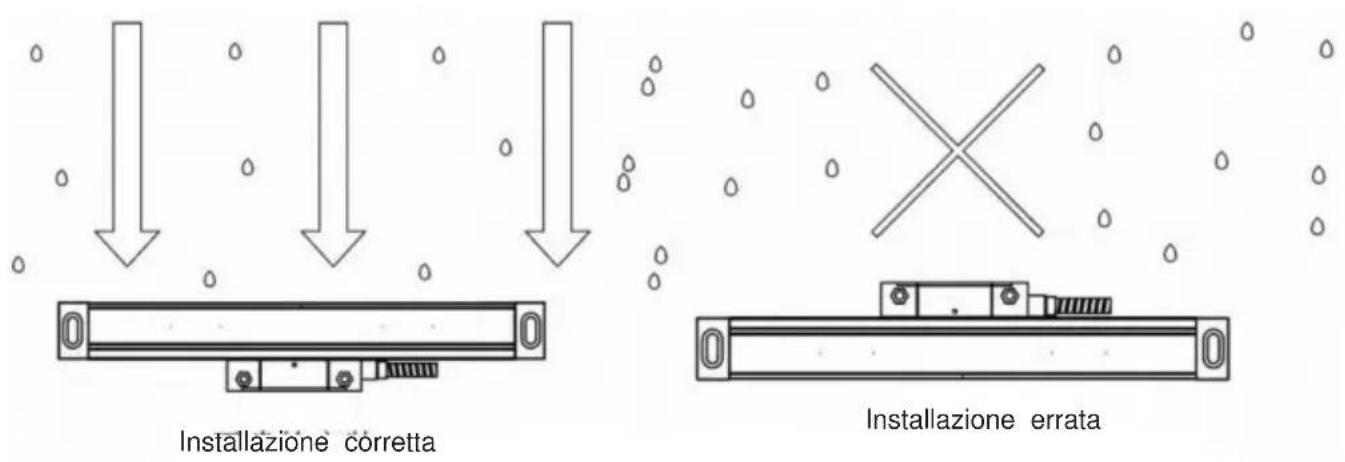
- La posizione di installazione dell'encoder lineare deve evitare l'impatto diretto del ferro limatura, olio, acqua e polvere (come mostrato nella figura sottostante). La lunghezza di installazione della piastra L dovrebbe essere il più corta possibile in base alle circostanze possibili, e bisogna tenere conto della situazione di forza della superficie di montaggio.
-
Deve esserci uno spazio di 0,5 mm o più tra la copertura antipolvere e il righello corpo ed evitare il contatto tra il coperchio antipolvere e il corpo del righello quando muovendo la testina di lettura (come sotto).
-
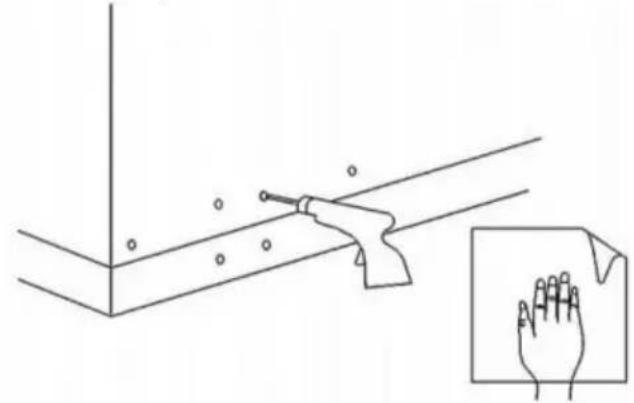
Profondità della filettatura della vite di installazione, deve avere almeno 6 denti di profondità di bloccaggio; forzare la parte più grande, come il supporto della piastra fissa del ripiano del misuratore del display digitale, deve avere 8 denti di profondità di bloccaggio; serie YE di scala, la profondità della filettatura profondità della profondità di bloccaggio. Come il supporto del ripiano del misuratore del display digitale fisso piastra, deve avere una profondità di bloccaggio superiore a 8 denti; scala serie YE con viti M4 superficie di montaggio installata maschiatura dopo sbavatura superficiale, verniciatura, rimozione delle macchie.
(La figura seguente)
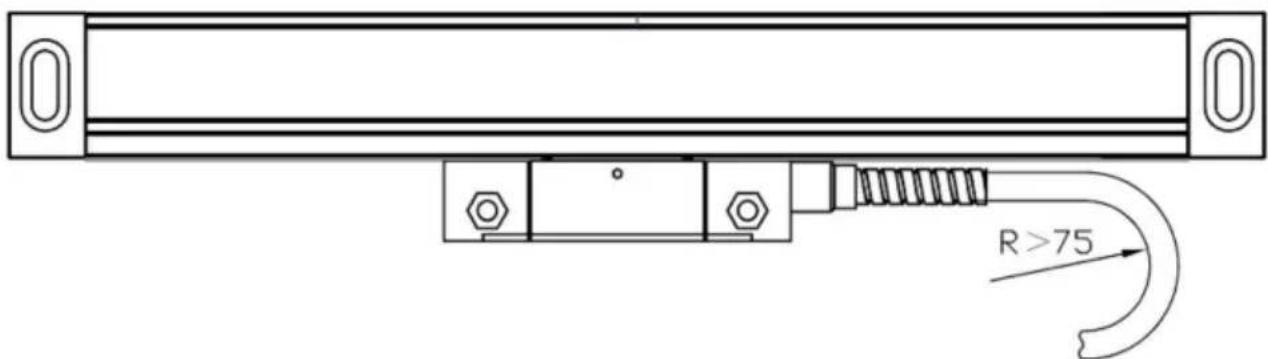
- Il fissaggio della linea di segnale deve tenere conto di tutte le distanze di movimento rilevanti. La posizione di fissaggio deve essere posizionata il più possibile al centro della corsa e la linea del segnale in eccesso viene fissata con una fascetta.
- La regolazione del livello di altezza della scala deve essere la lunghezza del centro della scala per prendere i due lati del punto di simmetria. Regolare il punto di riferimento, qualsiasi scala indipendentemente dalla direzione del livello scolastico o dalla direzione dell'altezza, l'intervallo di regolazione: per il corpo della scala, alla testa dal corpo della scala a una distanza non superiore a 20 mm da ciascuna estremità prevarrà. Per la testina di lettura, tra le due superfici di riferimento quadrilatere (la figura seguente)
- Il raggio di curvatura della linea del segnale della scala è maggiore di 60 mm.
- Standard di installazione della scala
(1) Standard di superficie di base dell'installazione (Figura 4.8abc tre metodi di installazione)
-
La superficie di installazione del corpo del righello è parallela alla superficie di installazione della testina di lettura e il parallelismo tra le superfici di installazione è <0,1 mm
-
La superficie di installazione del corpo del righello è perpendicolare all'installazione superficie della testina di lettura e la perpendicolarità tra le superfici di installazione è <0,1 mm
2) Standard di installazione del corpo del righello (Figura 4.9, Figura 4.10)
- Direzione dell'altezza rispetto al parallelismo della guida della macchina <0,1 mm, massimo non superiore a 0,15 mm In termini di punto di simmetria, più piccolo è, meglio è.
3) Standard di installazione della testina di lettura
- Dopo l'installazione, la distanza tra la testina di lettura e la direzione dell'altezza del corpo del righello è di 0,8 mm-1,6 mm, quindi estrarre il blocco del pad (Figura 4.11)
- Testina di lettura lato A e corpo del righello lato B. Disallineamento in direzione orizzontale.
0,25±0,15 mm
- Parallelismo della testina di lettura rispetto a macchina utensile <0,10mm, il massimo non può superare 0,30mm
Parametro:
| Modle | SNS-3V-YE102024 | SNS-3V-YE161838 |
| Rated voltage: | AC85-230V 50Hz/60Hz | |
| Resolution | 5 μm | |
| Number of axles | 3 | |
| Range | 10 inches20 inches24 inches | 16 inches18 inches38 inches |
Accessori standard:
| Accessories for digital display meters: | Accessories for grating ruler: |
| 1. Support rod * 12. Knife holder plate * 13. Transparent watch case * 14. Power cord * 15. Watch holder * 16. Butterfly piece * 27. M8 * 70 screw * 18. M10 * 55 screw * 19. Nut M10 * 110. Nut M8 * 111. Nut M5 * 112. Internal hexagonal screw M5 * 20 * 213. Internal hexagonal screw M5 * 25 * 114. M4 * hex socket screw * 415. M5 * 10 machine meter screws * 216. Washer φ 10 * 117. Washer φ 8 * 118. Washer φ 5 * 119. Rubber washer 20 * 10 * 1 * 120. Rubber washer 20 * 10 * 0.5 * 121. Spring washer φ 10 * 122. Spring washer φ 8 * 123. Spring washer φ 5 * 1 | 1. Ruler cover * 32. L mounting plate * 43. Plug * 64. Screw pack * 3 bagsEach bag contains:Internal hexagonal screw M4 * 30 * 4;Internal hexagonal screw M4 * 12 * 2;Internal hexagonal screw M4 * 8 * 4;U-shaped gasket T=0.2mm * 2;Washer φ 6 * 2;Washer φ 5 * 2;Washer φ 4 * 6;Line card * 2 |
Questo dispositivo è conforme alla Parte 15 delle Norme FCC. Il funzionamento è soggetto alle due condizioni seguenti: (1) Questo dispositivo non può causare interferenze dannose e (2) Questo dispositivo deve accettare qualsiasi interferenza ricevuta, comprese le interferenze che possono causare un funzionamento indesiderato.
Produttore: Shanghaimuxinmuyeyouxiangongsi
Indirizzo: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai 200000 CN.
| Rappresentante della CE |
| RAPPRESENTANZA DEL REGNO UNITO |
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Francoforte sul Meno.
CONSULENZA YH LIMITATA.
C/O YH Consulting Limited Ufficio 147, Centurion House, Viale Europa, 101, 00186 Roma, Italia
VEVOR®
TOUGH TOOLS, HALF PRICE
Supporto tecnico e certificato di garanzia elettronica www.vevor.com/support