SNS-3V-YE161838 - Wagi Vevor - Bezpłatna instrukcja obsługi
Znajdź bezpłatnie instrukcję urządzenia SNS-3V-YE161838 Vevor w formacie PDF.

| Typ produktu | Wyświetlacz numeryczny (DRO) do obrabiarek |
| Marka | Vevor |
| Model | SNS-3V-YE161838 |
| Napięcie zasilania | 85-230 V AC, 50/60 Hz |
| Rozdzielczość | 5 µm |
| Liczba osi | 3 (X, Y, Z) |
| Zakres pomiaru | X: 406 mm, Y: 457 mm, Z: 965 mm (16, 18, 38 cali) |
| Wyświetlacz | LED 7-segmentowy, regulacja jasności (poziomy 1-3) |
| Główne funkcje | Współrzędne bezwzględne/przyrostowe, zerowanie, ustawienie wstępne, wyszukiwanie punktu odniesienia, pamięć po wyłączeniu, tryb uśpienia, wbudowany kalkulator, biblioteka narzędzi (200 zestawów), obróbka łuku (prosty i gładki), obróbka skośna, funkcja stożkowa, konwersja promień/średnica, dodawanie Y+Z, funkcja EDM (opcjonalnie) |
| Akcesoria w zestawie | Pręt wsporczy, płyta nożowa, przezroczysta obudowa, przewód zasilający, uchwyt na zegarek, elementy motylkowe, różne śruby (M4, M5, M8, M10), podkładki, uszczelki gumowe, podkładki U do liniału |
| Konserwacja i czyszczenie | Przecierać suchą szmatką. Unikać wilgoci i rozprysków płynu chłodzącego. Nie otwierać ani nie naprawiać samodzielnie. |
| Bezpieczeństwo | Natychmiast odłączyć w przypadku dymu lub nieprawidłowego zapachu. Nie używać z liniałami innych marek bez opinii technicznej. |
| Części zamienne i naprawialność | Naprawy powinny być wykonywane przez autoryzowanego technika. Części zamienne są dostępne u producenta lub sprzedawcy. |
| Informacje ogólne | Gwarancja elektroniczna dostępna na www.vevor.com/support. Zgodny z częścią 15 przepisów FCC. |
Często zadawane pytania - SNS-3V-YE161838 Vevor
Pytania użytkowników dotyczące SNS-3V-YE161838 Vevor
0 pytanie dotyczące tego urządzenia. Odpowiedz na te, które znasz, lub zadaj własne.
Zadaj nowe pytanie dotyczące tego urządzenia
Pobierz instrukcję dla swojego Wagi w formacie PDF za darmo! Znajdź swoją instrukcję SNS-3V-YE161838 - Vevor i weź swoje urządzenie elektroniczne z powrotem w ręce. Na tej stronie opublikowane są wszystkie dokumenty niezbędne do korzystania z urządzenia. SNS-3V-YE161838 marki Vevor.
INSTRUKCJA OBSŁUGI SNS-3V-YE161838 Vevor
Wsparcie techniczne i certyfikat e-gwarancji Www.vevor.com/support
INSTRUKCJA OBSŁUGI WYŚWIETLACZA DRO
MODEL: SNS-3V-YE102024 JEST NS-3V-YE161838
nadal staramy się dostarczać Państwu narzę dzia w konkurencyjnych cenach.
„zapisz połowę ”, „Połowa ceny” lub inne podobne określenia używane przez nas oznaczają jedynie szacunkowe oszczę dności, jakie możesz uzyskać kupując u nas określone narzę dzia w porównaniu z większymi najlepszych marek i niekoniecznie oznacza to, że obejmuje wszystkie kategorie narzę dzi oferowanych przez nas.
uprzejmie przypominamy o konieczności dokładnego sprawdzenia, czy składając u nas zamówienie, faktycznie oszczę dzając połowę w porównaniu z najlepszymi markami.
VEVOR®
TOUGH TOOLS, HALF PRICE
WYŚWIETLACZ DRO
MODEL: SNS-3V-YE102024 SNS-3V-YE161838

Masz pytania dotyczące produktu? Potrzebujesz wsparcia technicznego? Nie wahaj się
Skontaktuj się z nami:
Wsparcie techniczne i certyfikat gwarancji elektronicznej
To jest oryginalna instrukcja, proszę przeczytać wszystkie instrukcje w podrę czniku
ostrożnie przed rozpoczę ciem użytkowania. VEVOR zastrzega sobie prawo do jednoznacznej
interpretacji naszej instrukcji obsługi. Wygląd produktu podlega
otrzymany produkt. Przepraszamy, że nie bę dziemy Cię już więc cej informować, jeśli w naszym
produkcie pojawią się jakiekolwiek aktualizacje technologiczne lub oprogramowania.
Drodzy użytkownicy:
Dzię kujemy za zakup wielofunkcyjnych cyfrowych wskaźników odczytu.
Odczyty cyfrowe są wykorzystywane w wielu różnych zastosowaniach. Obejmują one:
narzę dzia maszynowe, w osiach posuwu urządzeniach pomiarowych i kontrolnych, EDM i stanowiskach
aparaty dziełące, narzę dzia do ustawiania , pomiarowych
kontrola produkcji. Aby spełnić wymagania tych
W wielu zastosowaniach do odczytów cyfrowych można podłączyć wiele enkoderów.
Przed użyciem należy uważnie przeczytać wszystkie instrukcje zawarte w instrukcji.
ściśle ich przestrzegaj · zachowaj instrukcję do wykorzystania w przyszłości ·
uwaga dotycząca bezpieczeństwa:
Aby zapobiec porażeniu prądem elektrycznym lub pożarowi, wilgoci lub bezpośredniemu rozpyleniu
należy unikać płynu chłodzącego. W przypadku jakiegokolwiek dymu lub osobliwego
zapach z wyświetlacza cyfrowego, proszę odłączyć wtyczkę zasilającą
natychmiast, w przeciwnym razie może dojść do pożaru lub porażenia prądem.
w takim przypadku nie należy podejmować prób naprawy, lecz skontaktować się z firmą lub
distributors.
Odczyt cyfrowy to precyzyjne urządzenie pomiarowe, stosowane za pomocą przyrządu optycznego.
Skala liniowa · gdy jest używana, jeśli połączenie mię dzy
Skala liniowa i odczyt cyfrowy są uszkodzone lub uszkodzone
zewnę trznie mogą wystąpić nieprawidłowe wartości pomiarowe · Dlatego też,
użytkownik powinien zachować ostrożność.
Nie należy podejmować prób naprawy lub modyfikacji wyświetlacza cyfrowego, gdyż może to spowodować awarię,
może wystąpić błąd lub uraz. W przypadku jakichkolwiek nieprawidłowych warunków,
Proszę skontaktować się z firmą lub dystrybutorem.
Jeżeli optyczna skała liniowa używana z odczytem cyfrowym jest uszkodzona, nie należy używać skali
liniowej innej marki. · Ponieważ wydajność, specyfikacja i połączenie produktów różnych i różnych marek
różnią się w zależności od modelu,
nie wolno podłącać bez instrukcji specjalistycznego personelu technicznego
personelu, w przeciwnym razie mogą wystąpić problemy z odczytem cyfrowym.
W przypadku zmian parametrów próbki, pierwszeństwo mają pliki losowe, a firma ma prawo do
ostatecznej interpretacji bez wcześniejszego powiadomienia.
Contents
-
- 8 ustawienie włączania lub wyłączania zerowania bezwzglę dnego
naciskać aż w oknie komunikatu pojawi się napis „ABS ZERO” the oznacza, że operacja zerowania ABS i ustawienia danych zostaną włącz w normalnym stanie wyświetlania.
'1' oznacza, że operacja zerowania ABS i ustawienia danych zostaną wyłącz w normalnym stanie wyświetlania.
naciśnij X_0 Aby zmienić tryb zerowania bezwzglę dnego dla osi x, naciśnij Y_0 aby zmienić tryb zerowania bezwzglę dnego dla osi Y, naciśnij Z_0 Do
zmień tryb zerowania bezwzglę dnego dla osi Z; Przykład dla osi x.

-
- 9 ustawianie formy absolutnej specjalnej funkcji
naciskać ▲ ▼ aż w oknie komunikatu pojawi się „ABS ASST”
„o” oznacza, że wyświetlana jest tylko wartość pozycji specjalnej funkcji Operacja specjalna.
'1' oznacza specjalną funkcję wartość pozycji + ABS Wartość pozycji to Wyświetl w operacji specjalnej Funkcji.
naciskać X_0 aby zmienić tryb absolutny dla funkcji specjalnej,
ustawić nastę pująco:

flowchart
graph LR
A["0"] --> B["Asystent ABS"]
B --> C["X₀"]
C --> D["1"]
D --> E["Asystent ABS"]
F["Hand icon"] --> G["End"]
- 2.10 ustawianie Calculator Tryb wyświetlania
naciskać dopóki w wiadomości W nie pojawi się napis „UCCTR MODE” m wartość wyświetlana przez kalkulator w punkcie x oznacza wartość;
'1' wyświetlaną przez kalkulator w oknie komunikatu na wyświetlaczu; naciskać X_0 aby zmienić tryb wyświetlania kalkulatora zostanie ustawiony jako follow

flowchart
graph LR
A["0"] --> B["CTR M_DE"]
B --> C["Xo"]
C --> D["1"]
D --> E["TRYB_CTR"]
F["Hand Click"] --> A
3.2.11 ustawienie jasności wyświetlacza
Ustawienie jasności wyświetlacza LED, domyślne ustawienie fabryczne to tylko „3”, im wyższy parametr, tym się ksza jasność. Naciśnij „xo”, aby ustaw, nie zaleca się samodzielnego ustawiania wartości domyślnej.
2, Przenieś NARZĘDZIE na przeciwną stronę przedmiotu obrabianego i dotknij go. Nastę pnie naciśnij + 12 z kolei, aby wyświetlić wartość na osi X.
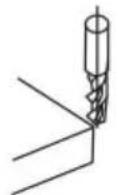
3 Przesuń tabelę motywów, aż na osi x wyświetli się „o. 000” okno. Pozycja jest środkiem obrabianego przedmiotu.
- 6 Wyczyść wszystkie dane SDM.
W trybie ABs, aby nacisnąć w sposób ciągły dziesię ć razy spowoduje wyczyszczenie wszystkie dane dla 200 zestawów SDM. Okno Mcssage wyświetla USDM "CLR".
4.7 Tryb uśpienia
w trybie innym niż ABS, naciśnię cie klawisza
E F C Wyłącz wszystkie wyświetlacze
i DRO uzyskując dostę p do trybu uśpienia, a nastę pnie naciskając ten klawisz ponownie spowoduje powrót DRO do trybu roboczego. W trybie uśpienia Tryb DRO jest nadal w stanie roboczym i faktycznie rejestruje NARZĘDZIE
movement.
Przykład: W trybie innym niż ABS, aby uzyskać dostę p do trybu uśpienia, naciśnij klawisz F. W trybie uśpienia naciśnię cie klawisza F powoduje wyjście z trybu
Tryb uśpienia ·
- 8 Pamię ć przerwania zasilania.
Pamię ć służy do przechowywania ustawień DRO i maszyny wartości odniesienia przy wyłączonym zasilaniu.
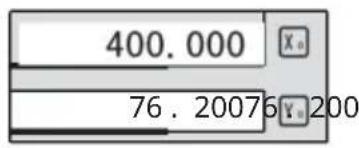
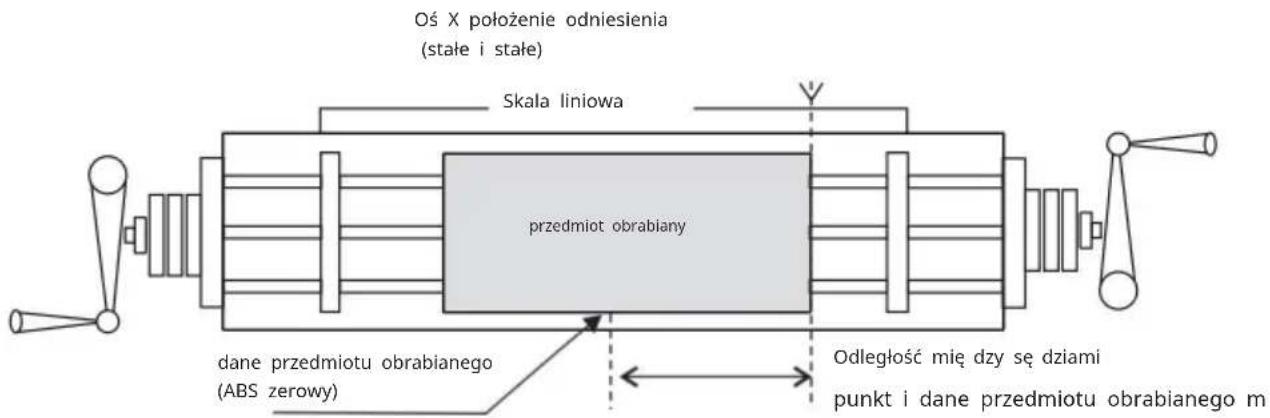
- 9 wyszukaj bezwzglę dny punkt odniesienia skali
W codziennym procesie obróbki bardzo czę sto zdarza się, że obróbka nie może zostać ukończona w ciągu jednej zmiany roboczej, stąd DRO musi zostać wyłączone po pracy, a przerwa w dostawie prądu może nastąpić w trakcie Proces obróbki, który prowadzi do utraty punktu odniesienia przedmiotu obrabianego (pozycja zerowa przedmiotu obrabianego), ponowne ustalenie punktu odniesienia przedmiotu obrabianego używanie urządzenia do wyszukiwania krawę dzi lub innej metody nieuchronnie powoduje wyższe obróbka z dokładnością, ponieważ nie jest możliwe ponowne ustalenie punkt odniesienia obrabianego przedmiotu dokładnie w poprzedniej pozycji.ABY umożliwiać odzyskiwanie punktu odniesienia obrabianego przedmiotu z dużą dokładnością i bez konieczności ponownego ustalania punktu odniesienia obrabianego przedmiotu za pomocą czujnika krawę dzi lub innych metod, każda skala liniowa ma punkt odniesienia, który jest wyposażony w punkt odniesienia pozycja zapewniająca funkcję pamię ci punktu odniesienia.
Zasada działania funkcji pamię ci danych odniesienia jest nastę pująca: nastę puje.
ponieważ punkt odniesienia skali liniowej jest stały i ustalony, bę dzie nigdy się nie zmieniają i nie znikają po wyłączeniu systemu DRO. Dlatego musimy po prostu zapisać odległość mię dzy punktem odniesienia i punkt odniesienia przedmiotu obrabianego (pozycja zerowa) w- pamię ci NIEUlotnej. Nastę pnie w przypadku awarii zasilania lub wyłączenia DRO możemy odzyskać punkt odniesienia obrabianego przedmiotu (pozycja zerowa) poprzez wstę pne ustawienie zera wyświetlacza pozycja jako zapisana odległość od punktu odniesienia.
Podczas obróbki przedmiotu obrabianego należy ustalić punkt odniesienia bezwzglę dnego. Dostę pne są trzy tryby pracy (REF, AB, LEF AB):
Przykład: aby zapisać punkt odniesienia osi X
Example for REF mode :
1、DRO is set in ABS coordinate. Press REF, then the message window display "REF".

flowchart
graph LR
A["0.000"] --> B["X"]
B --> C["ABS"]
C --> D["REF"]
D --> E["REF"]
E --> F["X"]
F --> G["REF"]
6, funkcja specjalna
6.1 Circumference Holes Processing
Dla funkcji ARC dostę pne są DWIE funkcje: prosta ARC
Funkcja i gładka funkcja R · naciśnij, a nastę pnie pr css aby wejść do funkcji ARC, Lub do wyboru funkcji gładkiego łuku lub prostego
Funkcja ARC.
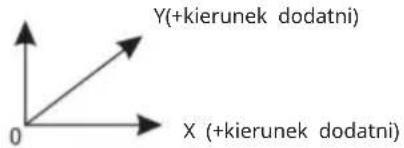
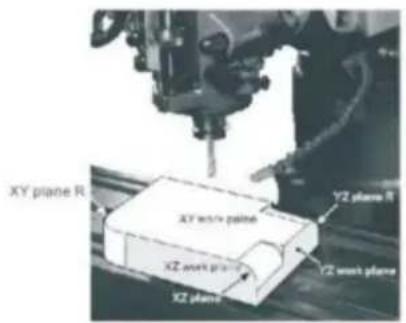
Podczas instalacji zazwyczaj określa się współrzę dne maszyny i kierunek X, Y , Z są nastę pujące. Płaszczyzna robocza jest pokazana JAKO prawa figura.
Z(+kierunek dodatni)
gdy gładkość nie jest bardzo pożądana, ŁUK PROSTY
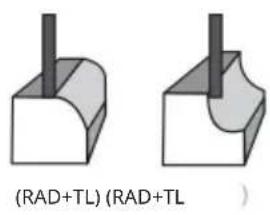
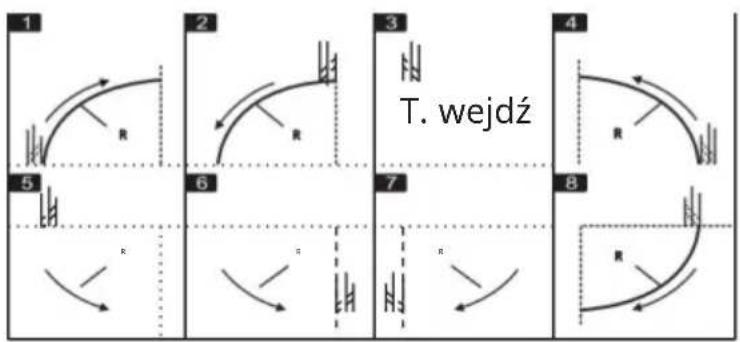
Funkcja jest normalnie używana do obróbki łuku. W funkcji SIMPLE Do obróbki stosuje się tylko osiem typów ARC. Operator po prostu wybierz typ R i wprowadź parametry promienia łuku
MAX CUT i zewne trzny Qrc lub wewne trzny łuk r. Ogólnie rzecz biorąc, łuk może być obrabiane przez płaskie rowki T wOOL Lub arc TOOL, różnica mię dzy różnych płaszczyznach roboczych, jak pokazano poniżej.
1, PROSTY proste przetwarzanie 2, TYP 1 - 8 Tryb ARC.
3、SEL\_XY(XZ,YZ)
4 RAD
- Porozmawiaj z nim
6 MAKSYMALNE CIĘCIE
7, RAD TL_
wybierz miejsce
Promień łuku
Średnica narzę dzia
Krok podawania
łuk zewnę trzny i
luk wewnę trzny
(tylko dla miejsca xy)
flowchart
graph TD
A["1"] --> B["2"]
B --> C["3"]
C --> D["4"]
D --> E["5"]
E --> F["6"]
F --> G["7"]
G --> H["8"]
style A fill:#f9f,stroke:#333
style B fill:#f9f,stroke:#333
style C fill:#f9f,stroke:#333
style D fill:#f9f,stroke:#333
style E fill:#f9f,stroke:#333
style F fill:#f9f,stroke:#333
style G fill:#f9f,stroke:#333
style H fill:#f9f,stroke:#333
ARC Processing

flowchart
graph LR
A["Start"] --> B["SMOOTH"]
B --> C["✓"]
C --> D["SIMPLE"]
2. Input the type:
- Krok podawania wejściowego (MAX_CUT);
naciskać ▲ Lub ▼ aż do momentu, gdy aplikacja UMAX CUT pojawi się w wiadomości
okno. X Window de spa lys poprzednio ustawione MAX_CUT. naciśnij
0 · 5 po kolei, aby wprowadzić wartość MAX CUT;

flowchart
graph LR
A["0"] --> B["5"]
B --> C["ENT"]
C --> D["0,500"]
D --> E["Maksymalne cię cie"]
E --> F["↓"]
F --> G["RAD - TL"]
- Wprowadź kąt początkowy ·
naciskać ▼ dopóki w oknie wiadomości nie pojawi się napis „USTANG”.x
okno spa lys poprzednio ustawiony kąt początkowy · Nastę pnie naciśnij
0 po kolei, aby wprowadzić kąt początkowy-

flowchart
graph LR
A["Input Hand"] --> B["Process Step"]
B --> C["Control Button"]
C --> D["Output: 0.000"]
- Wprowadź kąt końcowy ·
naciskać ▼ dopóki w oknie komunikatu nie pojawi się napis „UED ANG”. X
okno ispa dys poprzednio ustawiony kąt końcowy. Nastę pnie naciśnij
3 5 po kolei, aby wprowadzić kąt końcowy.

flowchart
graph LR
A["Input"] --> B["Edit"]
B --> C["1"]
C --> D["3"]
D --> E["5"]
E --> F["EWT"]
F --> G["1 35.00"]
G --> H["ED"]
- Wybierz łuk zewnętr trzny lub łuk wewnę trzny
okno ▲ Lub ▼ aż w komunikacie pojawi się „RAD-TL”
prasowe.naciśnij Lub aby wybrać miejsce wyświetlania "RAD+TL";

flowchart
graph LR
A["Input"] --> B["RAD+TL"]
B --> C["ENT"]
C --> D["Output"]
style A fill:#f9f,stroke:#333
style D fill:#bbf,stroke:#333
- Po wprowadzeniu wszystkich parametrów, machining.
DRO wyświetli pozycję pierwszego punktu. Wycofaj osie, aż wyświetlacz wskaże 0,000, Wytnij łuk punkt po punkcie zgodnie z wyświetlaczem. Po zakończeniu pozycji pierwszego punkt, naciśnij ▲ Lub ▼ aby zmienić punkt położenia.
ARC Processing

6.4 przetwarzanie skośne
Istnieją dwa sposoby obróbki miejsc skośnych:
A) na miejscu. b) na miejscu yz, lub Xz;
należy wprowadzić tylko nastę pujące parametry:
Zawiera Xy(xz,yz) ustaw maszynę w miejscu xy,yz,0rxz
TO Kąt nachylenia skośnego
TAM Średnica narzę dzia.
ST POT Pozycja początkowa;
ED CAN Zakończenie postowania;
Przykład 1 dla ukośnego miejsca xy:
gdy płaszczyzna obróbki znajduje się na płaszczyźnie xy, jak pokazano na części Rysunek, kąt nachylenia przedmiotu obrabianego powinien być skalibrowany przed obróbką płaszczyzny skośnej. Dlatego , w tym momencie obróbka płaszczyzny skośnej pełni rolę kalibracji skośności .
procedura kalibracji skosu
Najpierw umieść obrabiany przedmiot na stole roboczym pod wymaganym kątem skośny.
1) Wprowadź funkcję płaszczyzny ukośnej.
2) Wybierz funkcję płaszczyzny XY.
3) Wprowadź kąt nachylenia.
4) Przesuwaj stół roboczy, aż narzę dzie pomiarowe (np. czujnik zegarowy) zainstaluj diodę LED na frezarce, dotknie płaszczyzny kalibracji -skośnej, ustaw ją na zero i przesuń stół roboczy na dowolną odległość w kierunek osi x.
5) Przesuń stół roboczy na odległość osi y, aż do wyświetlenia zmienia się na zero.
6.9. 1 200 zestawów bibliotek narzę dziowych
Do obróbki różnych części zawsze potrzebne jest inne NARZĘDZIE · Do wygodna obsługa, cyfrowe odczyty La mają funkcję
200 zestawów bibliotek narzę dziowych ·
Uwaga: Tylko wtedy, gdy la jest wyposażona w blok ustawiania narzę dzi, można używać, 200 zestawów bibliotek narzę dzi.
- ustaw punkt odniesienia TOOL. Po ustawieniu narzę dzia, wyzeruj oś x i oś Z, ustaw zero współrzę dnych bez względu dnych.
-
Na podstawie rozmiaru TOOL I i datumTOOL określ
położenie NARZĘDZIA względu dem zera współpraczę dnej bez względu dnej i narzę dzia odniesienia · AS Rysunek 6-1. Wzglę dny rozmiar NARZĘDZIA 2 to AS podążający za osią x 25-30=- 5 Oś Z 20-10=10 · -
Zapisz numer narzę dzia i jego rozmiar w cyfrowym czytniku.
-
Numer NARZĘDZIA można wprowadzić losowo, odczyty cyfrowe
wyświetli położenie narzę dzia do współrzę dnej absolutnej zera · Przesuń la aż oś X i oś Z nie wyświetlą zera · 5. Biblioteki narzę dzi mogą zapisać 200 zestawów danych narzę dzi.
- Biblioteki TOOL muszą być używane w stanie otwarcia. 200 zestawów
rooi Libs można otworzyć poprzez ciągłe naciśnię cie

aż do momentu, gdy w prawym okienku zacznie migać napis TL - OTWARTE i pojawi się znak „21” po lewej stronie prawego okna informacyjnego. Znak wskazuje
operator CAn konfiguracja lub zmiana 200 zestawów TOOL Lib s. w sposób ciągły
naciśnię cie klawisza ± dziesię ć razy spowoduje, że biblioteki narzę dziowe 200sets bę dą powoduje zamknię cie i miganie prawego okna TL - CLOSE i Mark
zniknie · gdy zniknie Mark „21”, 200 zestawów bibliotek TOOL może nie podlegać rewizji
Operacje na danych TOOL i wywołanie TOOL są pokazane nastę pująco: · krok 1: W stanie ABS wprowadź dane 200 zestawów bibliotek TOOL.
otwieranie 200 zestawów bibliotek TOOL poprzez ciągłe naciskanie klawisza
± dziesię ć razy A. Znak „” pojawi się w lewym oknie prawego okno informacyjne.
krok 2: naciśnij Tool aby UZYSKAĆ dostę p do stanu wprowadzania. Wprowadź dane rooi 1:

krok 3: Wprowadź dane narzę dzia TOOL 2:

krok 4: naciśnij, aby kontynuować wprowadzanie danych nastę pnego narzę dzia. POPRZEZ Naciśnię cie
numer i klucz, operator, może bezpośrednio wprowadzić specjalny kod dotykatooldata. naciśnij

Po skonfigurowaniu bibliotek TOOL należy używać ich zgodnie z
Po wykonaniu poniższych czynności najpierw zamontuj drugie narzę dzie.
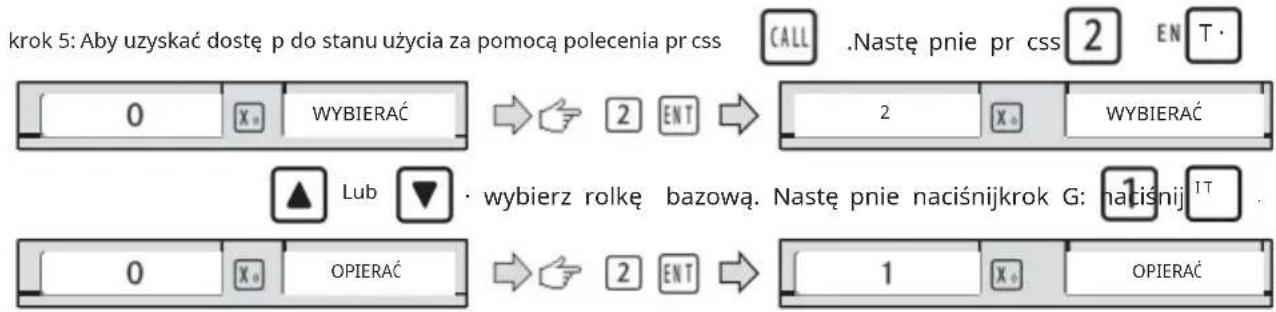
krok 7: naciśnij CALL aby wyjść z funkcji;
Notatka:
gdy używane jest narzę dzie bazowe oś CAN nie może zostać wyzerowana w stanie ABS gdy inne są używane, oś CAn może być zerowana tylko w stanie INC.
6. 9. 2 Funkcja zwę żania
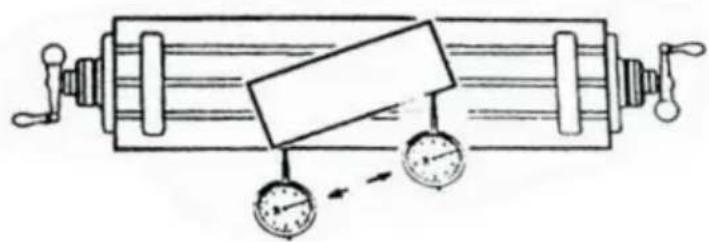
Do toczenia przedmiotu obrabianego ze stożkiem, stożek przedmiotu obrabianego może być mierzonym w przetwarzaniu;

Operations :
Rysunek AS, powierzchnia styku A przedmiotu obrabianego z odczytami dźwigni i resetuje wskazania dźwigni do zera.
krok 1: naciśnija nastę pnie wyświetl okno komunikatu „UMEASU” przetwarzanie papieru · Przesuń dźwignię odczytu na powierzchnię B, aż odczyty dźwigni punkt AS nastę pują;

flowchart
graph LR
A["User Hand icon"] --> B["OKENIAĆ"]
B --> C["Przesuń odczyt dźwigni"]
C --> D["Output: 4.907, 8.500"]
D --> E["OKENIAĆ"]
krok 2: naciśnij, aby obliczyć.

krok 3: naciśnij ▶ aby wyjść z funkcji;
-
- 3 Funkcja badawczo-rozwojowa
Do tokarek 2-osiowych i 3-osiowych naciśnij 1/2, Tryb wyświetlania oś ofx jest przełączana pomiędzy promieniem i średnicą. gdy oś x dla
wyświetlanie średnicy, okna „„ pojawi się po lewej stronie prawej informacyjnego znaku A, ale gdy oś X służy do wyświetlania miernika ią znak „” znika · tylko oś x pełni funkcję średnicy/promienia
transformation.
-
- 4 Funkcja Y + Z (dotyczy tylko: 3 osi La the)
Dla 3 osi La, licznika osi y i licznika osi z
Można dodać do wyświetlanego na osi Z poprzez naciśnię cie klawisza nastę pnie naciśnij klawisz CAn aby anulować funkcję y + Z ·
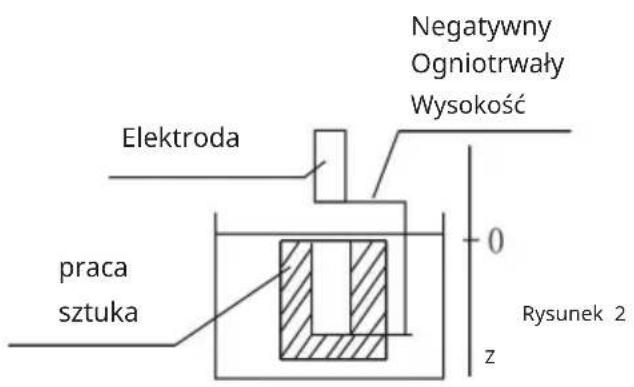
6.10 EDM (specjalna funkcja dostosowywania, jeśli potrzebujesz kupić, proszę skontaktuj się ze sprzedawcą w celu dostosowania)
^1 Opis: Funkcja ta jest wykorzystywana do specjalnej obróbki
Obróbka elektroerozyjna (EDM). gdy ustawiona wartość docelowa EDM Oś Z jest równa wartości bieżącej, odczyt cyfrowy wyprowadzi przełącz sygnał sterujący EDM, aby zatrzymać obróbkę głę boką.
Ustawienie kierunku osi Z na wyświetlaczu cyfrowym pokazano na rys. 1 Im wie ksza głę bokość, tym wie ksza wartość współpracę dnych osi Z wyświetla · od rozpoczę cia obróbki głę bokość bę dzie stopniowo się zȩść kraść i osi Z.
Zgodnie z ustawionym kierunkiem osi Z, kierunek obróbki jest dzieli się na obróbkę pozytywną i negatywną · gdy elektroda opada, a obróbka odbywa się od góry do dołu, cyfrowo wartość odczytu wzrośnie, co nazywa się obróbką dodatnią (dodatnią). Ustawienie tego kierunku jest ustawieniem normalnym.
gdy elektroda ASCEnduje się i wykonywana jest obróbka od dołu do góry, wartość odczytu cyfrowego bę dzie się zmniejszać · kierunek obróbki jest kierunkiem ujemnym (ujemnym), który jest również nazywany obróbka negatywna (przedstawiona na rys. 1)
Cyfrowy odczyt posiada również inne funkcje , taki JAK negatywny fire proof-height. Funkcja ujemnej wysokości ognioodpornej jest rodzajem inteligentna pozycja śledź sprawdzaj urządzenie ochronne bezpieczeństwa. W procesie obróbki, powierzchnia elektrody wytworzy wę giel zjawisko akumulacji. Z powodu długiego czasu lub obróbki dobowej bez dbania o to, podczas generowania akumulacji wę gla i nikt nie wykonuje czyszczenia, elektroda bę dzie powoli wzrastać wzdłuż kierunek ujemny · gdy elektroda przekroczy poziom cieczy, często sto się zapalają i powodują straty. Ta funkcja jest ustawiona tylko do celu w tym problemie. podczas ustawiania ujemnej wysokości ognioodpornej i zwię pszona wysokość elektrody przekracza wysokość mię dzy nią a głę bokość powierzchni obrabianej (tj. ujemna wysokość ognioodporna), cyfrowa wyświetlacz odczytu bę dzie migał w celu sprawdzenia poprawności działania; w tym samym czasie wyjście sygnał automatycznie wyłączyć EDM, aby wyeliminować ryzyko pożaru ·
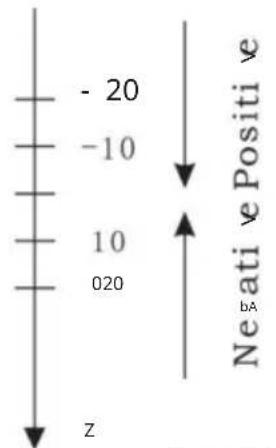
Rysunek 1
2. Procedura:
zobacz poniższy przykład szczegółowej obróbki
1) Przed obróbką należy najpierw ustawić każdy parametr GŁĘBOKOŚCI (głęb bokość obróbki); ERRHIGH (ujemna wysokość ognioodporna), obróbka kierunek (DODATNI/UJEMNY); tryb wyjścia (AUTO/STOP) i Tryb wyjścia przekaźnika EDM · 2)
Przesuń elektrodę osi głównej osi Z, aby zetknęła się z odniesienie do przedmiotu obrabianego · wyczyść oś A do zera lub ustaw wartość ·
3) Wprowadź obróbkę EDM za pomocą klawisza PR CSS EDM
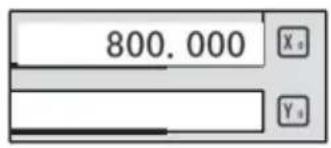
4) Oś X wyświetli wartość docelową głę bokości obróbki. Oś Y wyświetli wartość wyświetlana ma być głę bokością. (Wartość na osi Y to wartość, na której głę bokość obrabianego przedmiotu została obrobiona) Oś Z bę dzie wyświetla wartość w czasie rzeczywistym dotyczącą własnego położenia. (Wartość na osi Z to wartość położenia głównej elektrody osiowej osi z.)
5) Rozpocznij obróbkę, wartość wyświetlana na osi Z stopniowo zbliża się do wartość docelowa, wyświetlana na osi Y wartość jest również stopniowo bliska wartość docelowa. Jeśli w tym momencie elektroda jest wielokrotnie przesuwana w góre i w dół, wartość wyświetlana na osi Z bę dzie się zmieniać, ale wartość wyświetlana na osi Y wartość nie ulegnie zmianie, co zawsze bę dzie wyświetlać głę bokość obróbki
value.
6) gdy wyświetlana wartość osi Z jest równa ustawionej wartości docelowej, przełącznik osiągnię cia pozycji zostanie wyłączony, EDM zatrzyma obróbkę, W zależności od ustawień operatora istnieją dwa rodzaje trybów wyjścia:
a) Automatic Mode:
podczas wchodzenia do funkcji EDM operator może wprowadzić parametry dla EDM.
Procedura operacji wygląda nastę pująco:
1) Ustaw parametry PCD (ustawienie jest takie samo jak ustawienie wspólne) (PKD)
Po wprowadzeniu wszystkich parametrów i przejściu do stanu obróbki PCD · wyświetlona zostanie pozycja pierwszego dołka.
2) naciśnij 📊EDN aby wprowadzić parametr funkcji EDM (metoda ustawień to ten sam przycisk, co ustawienie wspólne parametru EDM); po wprowadzeniu wszystkich parametry, naciśnij ciągle, gdy obróbka ▼aby wejść w stan obróbki EDM. aby jest zakończona, naciśnij, aby wprowadzić 📊EDN wyjść z funkcji EDM i stan obróbki PCD ·
3) W stanie obróbki PCD naciśnij dla pozycji nastę pnego dołka, Przesuń maszynę do wartości wyświetlanej 0 , nastę pnie pr css EDM uzyskać dostę p Ponowne uruchomienie
funkcji EDM · 4) Powtórz krok 2 i krok 3 dla nastę pujących punktów obróbki.
7 kalkulator
Kalkulator nie tylko umożliwia wykonywanie normalnych obliczeń matematycznych takie jak +, -, X , /, zapewnia również trygonometrię do obliczeń metrycznych, takich jak AS GRZECH, Łuk SIN, SAŁATA, Łuk COS, DĘBNIK, Łuk TAN SQRT itd.
Obsługa jest taka sama jak w przypadku kalkulatorów komercyjnych i jest prosta. Wejdź i wyjdź z funkcji kalkulatora
w normalnym trybie wyświetlania: naciśnij R, aby wejść w funkcję kalkulatora.
w trybie wyświetlania kalkulatora: naciśnij R, aby wyjść z funkcji kalkulatora. Wynik transferu kalkulatora dla wybranego zx wynosi.
Po zakończeniu obliczeń, jeżeli tryb wyświetlania kalkulatora jest ustawiony na tryb 1 użytkownik może:
naciśnij X_0 aby przenieść obliczony wynik na oś tox; nastę pnie x okno, a wyświetli się ta wartość;
naciskać Y₀ aby przenieść obliczony wynik na oś zabawki; nastę pnie okno wyświetlę tę wartość;
naciśnij Z0 aby przenieść obliczony wynik na oś z; nastę pnie z okno, a wyświetli się ta wartość;
Przesyłanie bieżącej wartości wyświetlanej w oknie do kalkulatora. jeśli kalkulator wyświetla Tryb ustawiony na tryb 1, użytkownik może:
naciskać X przeniesienie wartości wyświetlanej w oknie X do kalkulatora; naciskać Y aby przesłać wartość wyświetlaną w oknie Y w celu obliczenia r; naciskać Z aby przesłać wartość wyświetlaną w oknie z do kalkulatora;
8 Appendix
1. Troubleshooting:
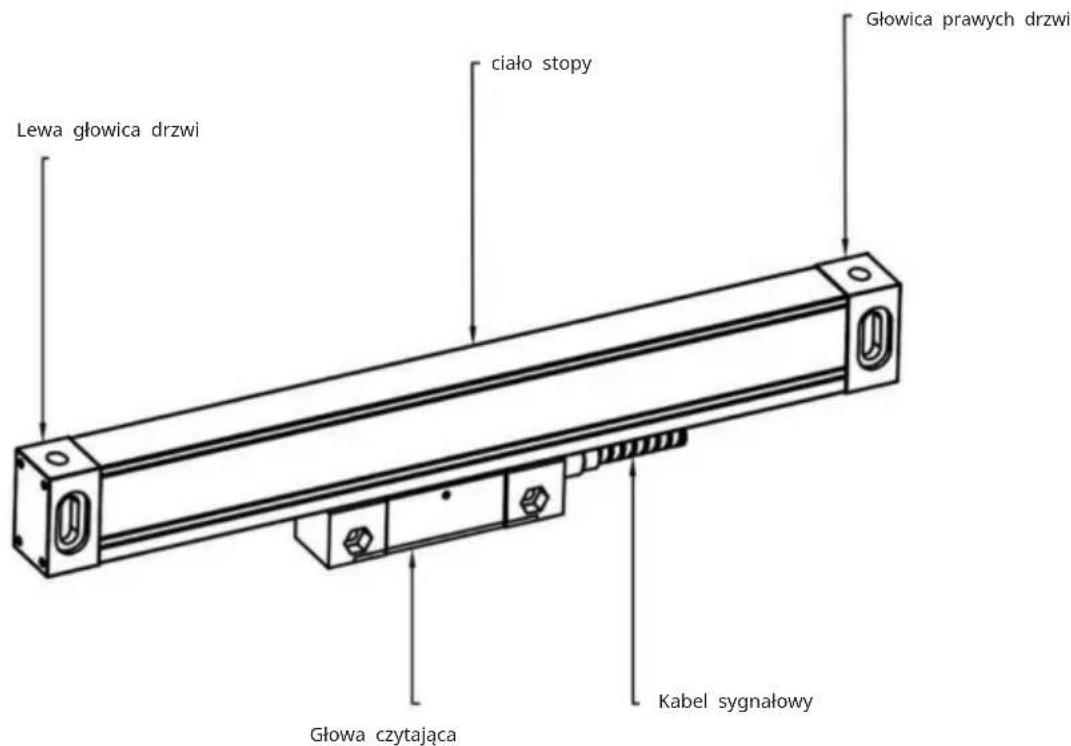
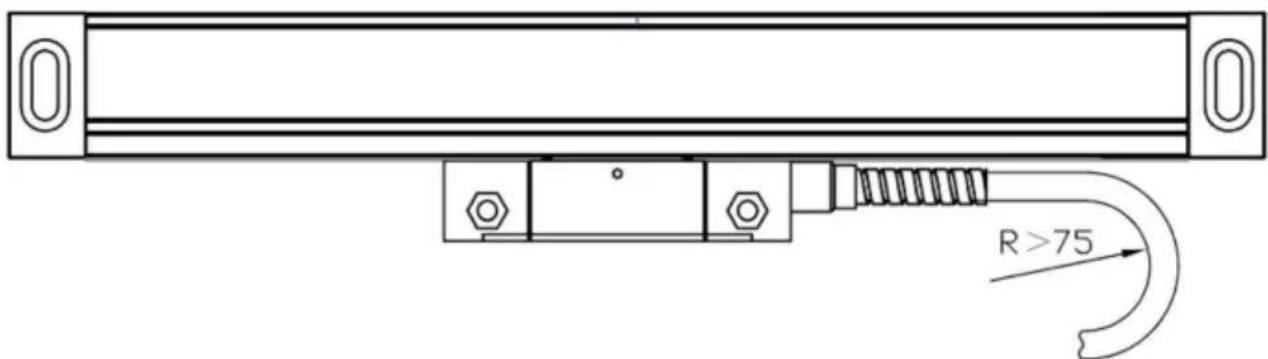
Skala liniowa Rysunki instalacyjne
Metoda instalacji:
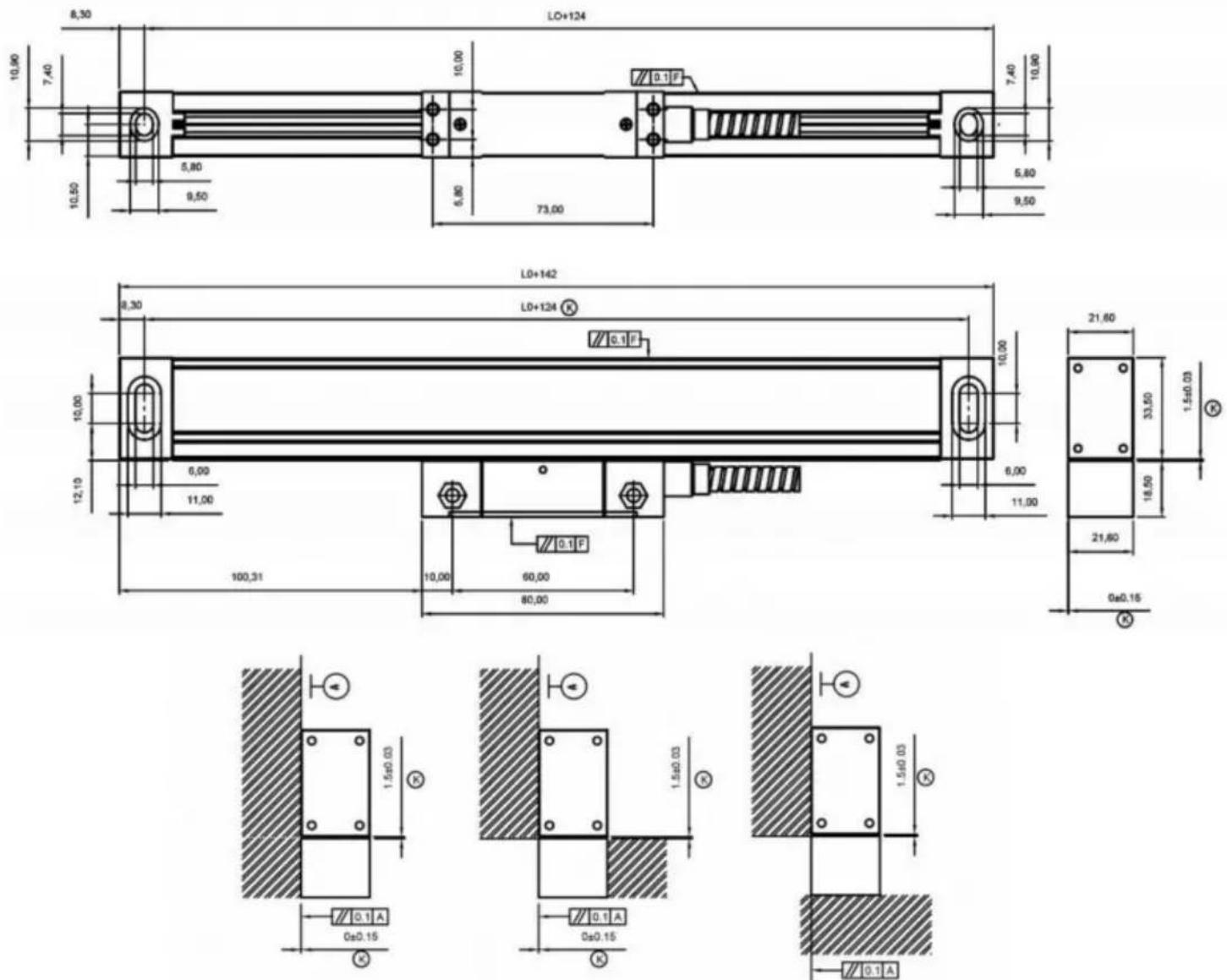
Rozmiar standardowy: (Jednostka: mm)
| Model | TO | L1 | L2 | Model | L0 | L1 | L2 |
| YE-50 | 50 690 | 174 | 190 lat-550 550 | 674 | |||
| YE-100 | 100 | 224 | 240 lat-600 | 600 | 724 | 740 | |
| YE-150 | 274 | 290150 | YE-650 650 | 774 | 790 | ||
| YE-200 200 | 324 | 340 lat-700 700 | 824 | 840 | |||
| YE-250 250 | 374 | 390 | YE-750 | 750 | 874 | 890 | |
| YE-300 300 | 424 | 440 YE-800 | 800 | 924 | 940 | ||
| YE-350 350 | 474 | 490 YE-850 850 | 974 | 990 | |||
| YE-400 400 | 540 YE-900524 | 900 1024 | 1040 | ||||
| YE-450 450 | 574 | 590 YE-950 950 | 1074 | 1090 | |||
| YE-500 500 | 624 | 640 lat-1000 1000 | 1124 | 1140 |
L0: Efektywna długość pomiarowa enkodera liniowego; L1: Długość enkodera liniowego otwory montażowe; L2: całkowita długość enkodera liniowego
Konserwacja:
- Efektywny przesuw enkodera liniowego powinien być dłuższy niż maksymalny przesuwu obrabiarki. Jeśli długość jest niewystarczająca, należy wymienić enkoder liniowy na większy lub dodać blok ograniczający na maszynach. Pozycja końcowa głowicy odczytującej od końca korpusu enkodera liniowego powinna być nie mniejsza niż 10 mm odstę pu, (patrz poniższy schemat).
-
W przypadku powierzchni nieobrobionych, z tyłu enkodera liniowego należy umieścić podkładkę lub zastosować samodzielnie wykonaną podkładkę montażową, aby zapewnić stabilność i niezawodność połączenia pamię dzy liniałem kratowym a powierzchnią mon
-
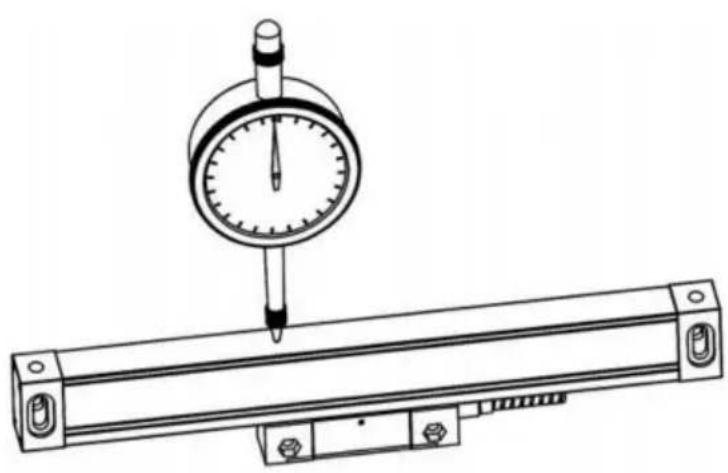
Podczas kalibracji równoległości enkodera liniowego za pomocą czujnika zegarowego lub podobnego przyrządu, kąt głowicy bocznej musi mieścić się w granicach ±30 stopni. Im mniejszy kąt, tym lepiej.
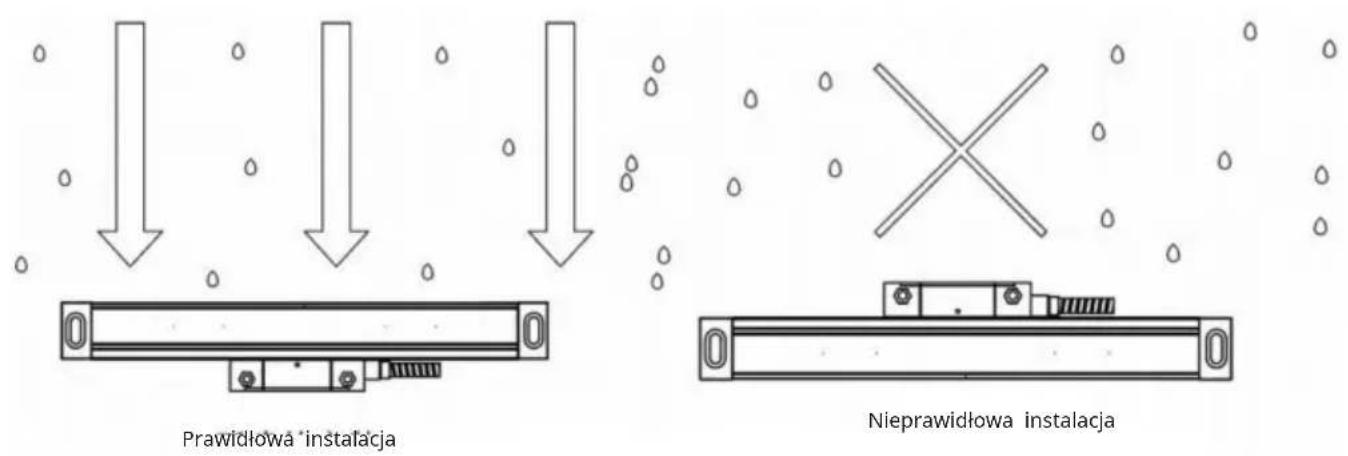
- Pozycja montażu enkodera liniowego musi być taka, aby nie był narażony na bezpośrednie działanie żelaza. opiłki, olej, woda i kurz (jak pokazano na poniższym rysunku). Długość instalacji długość płyty L powinna być możliwe najkrótsza w możliwych okolicznościach, a należy wziąć pod uwagę sytuację siłową powierzchni montażowej.
-
Mię dzy osłoną przeciwpyłową a linijkstra musi być odstę p co najmniej 0,5 mm. korpusu i unikaj kontaktu pokrywy przeciwpyłowej z korpusem linijki podczas przesuwając głowicę czytającą (jak poniżej).
-
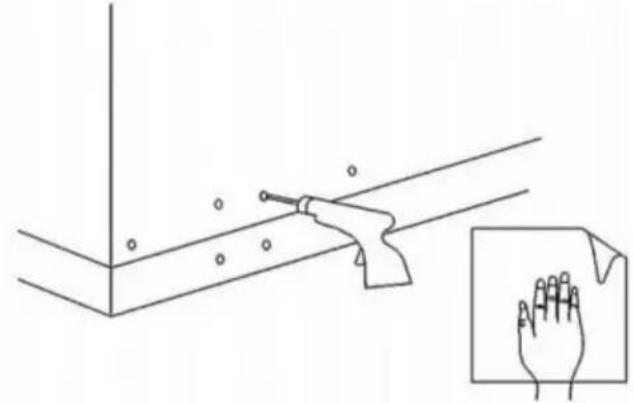
Głę bokość gwintu śruby montażowej musi wynosić co najmniej 6 zę bów głę bokości blokowania; siła wie ksza część, taka jak podtrzymywanie cyfrowej półki licznika wyświetlacza płyty stałej, musi mieć 8 zę bów głę bokości blokowania; seria YE skali, głę bokość gwintu głęb bokość głę bokości blokowania. Takie jak podtrzymywanie wyświetlacza cyfrowego półka miernika stała płyta, musi mieć głę bokość blokowania wieszą niż 8 zę bów; skala serii YE ze śrubami M4 zamontowano powierzchnię montażową, gwintowano po odgratowaniu powierzchni, usunię ciu farby i plam.
(Poniższy rysunek)
- Mocowanie linii sygnałowej musi uwzglę dniać wszystkie istotne odległości ruchome. Miejsce mocowania należy umieścić możliwe jak najbardziej w samym środku skoku, a nadmiar przewodu sygnałowego zamocować opaską zaciskową.
- Regulacja wysokości skali musi być długością środka skali, aby wziąć dwa boki punktu symetrii. Dostosuj punkt odniesienia, dowolną skalę niezależnie od kierunku poziomu szkoły lub kierunku wysokości, zakres regulacji: dla korpusu skali, do głowicy od korpusu skali w odległości nie się ksią niż 20 mm od każdego końca ma pierwszeństwo. Dla głowicy czytającej, mię dzy dwiemą czworokątną powierzchniami odniesienia (nastę pujący rysunek)
- Promień gię cia przewodu sygnałowego skali jest wie kszy niż 60 mm.
10. Standard instalacji wagi
(1) Standardowa powierzchnia podstawy instalacji (rysunek 4.8abc trzy metody instalacji)
-
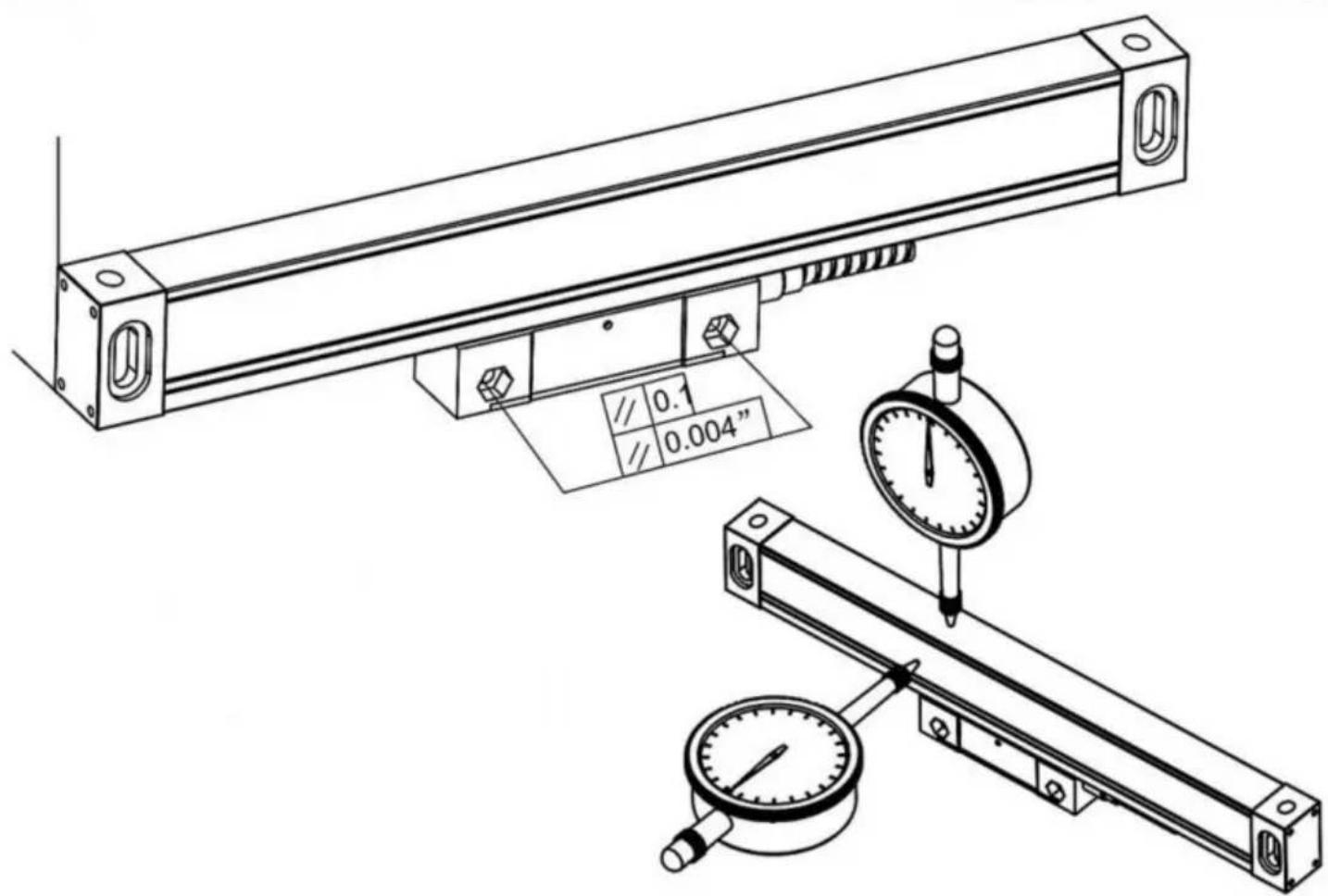
Powierzchnia montażowa korpusu linijki jest równoległa do powierzchni montażowej głowicy odczytującej, a równoległość mię dzy powierzchniami montażowymi wynosi <0,1 mm
-
Powierzchnia montażowa korpusu linijki jest prostopadła do powierzchni montażowej powierzchnia głowicy odczytującej, a prostopadłość mię dzy powierzchniami instalacyjnymi wynosi <0,1 mm
2) Normy montażu korpusu linijki (rysunek 4.9, rysunek 4.10)
- Kierunek wysokości względu dem równoległości prowadnicy maszyny <0,1 mm, maksymalnie nie wie cej niż 0,15 mm. Pod względu dem punktu symetrii im mniejszy tym lepiej.
3) Standard instalacji głowicy odczytującej
- Po zainstalowaniu odstę p mię dzy głowicą odczytującą a kierunkiem wysokości korpusu linijki wynosi 0,8–1,6 mm; nastę pnie należy wyjąć blok podkładek (rysunek 4.11).
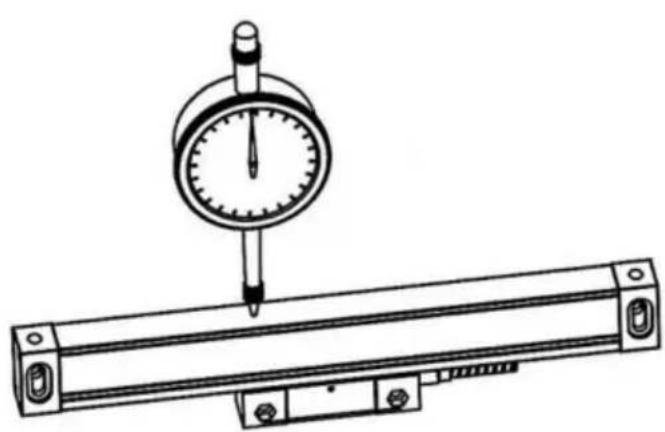
- Głowica czytająca stronę A i korpus linijki stronę B. Niewspółosiowość w kierunku poziomym. 0,25±0,15 mm
- Równoległość głowicy czytającej względu dem obrabiarka <0,10 mm, maksimum nie może przekroczyć 0,30 mm
Parametr:
| Modle | SNS-3V-YE102024 | SNS-3V-YE161838 |
| Rated voltage: | AC85-230V 50Hz/60Hz | |
| Resolution | 5 μm | |
| Number of axles | 3 | |
| Range | 10 inches20 inches24 inches | 16 inches18 inches38 inches |
Akcesoria standardowe:
| Accessories for digital display meters: | Accessories for grating ruler: |
| 1. Support rod * 12. Knife holder plate * 13. Transparent watch case * 14. Power cord * 15. Watch holder * 16. Butterfly piece * 27. M8 * 70 screw * 18. M10 * 55 screw * 19. Nut M10 * 110. Nut M8 * 111. Nut M5 * 112. Internal hexagonal screw M5 * 20 * 213. Internal hexagonal screw M5 * 25 * 114. M4 * hex socket screw * 415. M5 * 10 machine meter screws * 216. Washer φ 10 * 117. Washer φ 8 * 118. Washer φ 5 * 119. Rubber washer 20 * 10 * 1 * 120. Rubber washer 20 * 10 * 0.5 * 121. Spring washer φ 10 * 122. Spring washer φ 8 * 123. Spring washer φ 5 * 1 | 1. Ruler cover * 32. L mounting plate * 43. Plug * 64. Screw pack * 3 bagsEach bag contains:Internal hexagonal screw M4 * 30 * 4;Internal hexagonal screw M4 * 12 * 2;Internal hexagonal screw M4 * 8 * 4;U-shaped gasket T=0.2mm * 2;Washer φ 6 * 2;Washer φ 5 * 2;Washer φ 4 * 6;Line card * 2 |
To urządzenie jest zgodne z części 15 przepisów FCC. Jego działanie podlega nastę pującym dwóm warunkom: (1) To urządzenie nie może powodować szkodliwych zakłóceń i (2) to urządzenie musi akceptować wszelkie odbierane zakłócenia, w tym zakłócenia, które mogą powodować niepożądane działanie.
Producent: Shanghaimuxinmuyeyouxiangongsi
Adres: Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, szanghaj 200000 CN.
Wsparcie techniczne i certyfikat e-gwarancji www.vevor.com/support
VEVOR®
TOUGH TOOLS, HALF PRICE
Technische ondersteuning en E-garantie certificaat www.vevor.com/support
DRO DISPLAY GEBRUIKERSHANDLEIDING
MODEL: SNS-3V-YE102024 IS NS-3V-YE161838