
MDB 3500 - Tour à métaux Herkules - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil MDB 3500 Herkules au format PDF.

| Type de produit | Tour à métaux |
| Marque | Herkules |
| Modèle | MDB 3500 |
| Dimensions (L × l × h) | 760 × 305 × 315 mm |
| Poids | 36 kg |
| Alimentation | 230 V ~ 50 Hz, 400 W |
| Vitesse de rotation | Plage rapide : 0-2500 tr/min ; Plage lente : 0-1100 tr/min |
| Capacité de serrage du mandrin (extérieur) | Jusqu'à 30 mm (mâchoires extérieures) ; jusqu'à 70 mm (mâchoires intérieures) |
| Diamètre max. de la pièce à usiner | Au-dessus du plateau : 170 mm ; En mandrin : env. 75 mm |
| Longueur max. de la pièce à usiner (entre pointes) | 300 mm |
| Section max. du corps d'outil | 8 × 8 mm |
| Fonctions principales | Tournage longitudinal et transversal, filetage, tournage conique, alésage, saignée, coupe à longueur |
| Équipement de sécurité | Arrêt d'urgence, couvercle de protection du mandrin, sélecteur de sens de rotation, dispositif d'avance |
| Entretien courant | Nettoyage des copeaux avec balayette, contrôle et remplacement des brosses de charbon, remplacement de la courroie d'entraînement |
| Garantie | 6 ans |
FOIRE AUX QUESTIONS - MDB 3500 Herkules
Questions des utilisateurs sur MDB 3500 Herkules
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Tour à métaux au format PDF gratuitement ! Retrouvez votre notice MDB 3500 - Herkules et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil MDB 3500 de la marque Herkules.
MODE D'EMPLOI MDB 3500 Herkules
D Bedienungsanleitung Metalldrehbank
F Mode d'emploi du Tour à métal
① Istruzioni per l'uso Torni per matalli

CE
© Bitte Seite 2-3 ausklappen
⑤ Veuillez ouvrir les page 2-3
① Aprire le pagine dalle 2-3

2






Achtung: Vor Inbetriebnahme Bedienungsanweisung und Sicherheitshinweise lesen und beachten!
① Attention: Lisez et suivez le mode d'emploi et les consignes de sécurité avant la mise en service!
① Attenzione: prima della messa in funzione leggere ed osservare le istruzioni d'uso e le avvertenze sulla sicurezza.
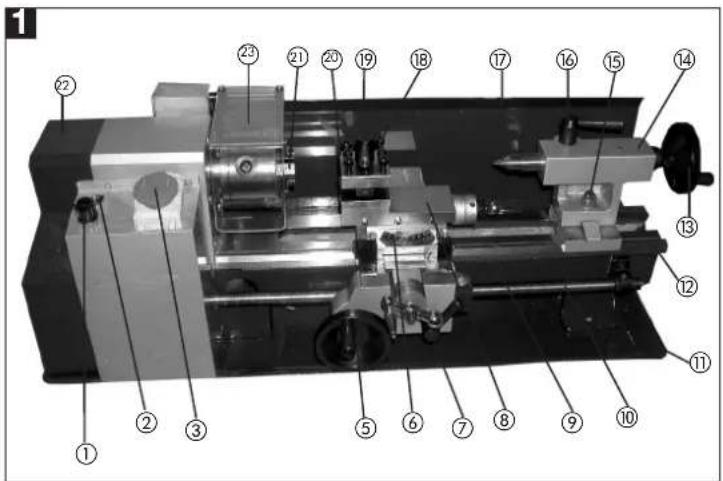
Description de l'appareil
1 Sélecteur de vitesse
2 Sélecteur de sens de rotation
3 Arrêt-d'urgence
4 Interrupteur Marche
5 Roue à main pour déplacement longitudinal
6 Coulisseau transversal
7 Boîte à outils avec palastre
8 Coulisseau transversa
9 Crémaillère pour chariot porte-outil
10 Vis filetée pour avance
11 Cuve de machine
12 Banc de tour
13 Manivelle pour poupée mobile
14 Poupée mobile
15 Vis de réglage pour poupée mobile
16 Levier de blocage pour douille de la contre-
poupée
17 Douille de la contre-poupée
18 Porte-outils
19 Levier de blocage pour porte-outils
20 Vis de serrage pour outil de tournage
21 Mandrin à trois mors
22 Carter du train de roues amovibles
23 Couvercle de protection pour mandrin à trois
mors
24 Levier de commutation pour les niveaux de vitesse rapide/lente
25 Ligne de raccordement réseau avec fiche à contact de protection
26 Levier de commutation pour dispositif d'avance droite / gauche
Utilisation conforme à l'affectation
Le tour convient particulièrement au tournage longitudinal et transversal de pièces à usiner rondes ou de formes triangulaires, hexagonales ou dodécagonales en métal, matières plastiques ou autres matériaux du même genre d'un diamètre de maximum 75 mm et d'une longueur d'env. 290 mm. La broche principale creuse permet de tendre aussi des pièces à usiner plus longues d'un diamètre max. de 20 mm. La vis-mère présente permet aussi d'effectuer des filetages au tour. La machine doit exclusivement être employée conformément à son affectation. Chaque utilisation allant au-delà de cette affectation est considérée comme non conforme.
Pour les dommages en résultant ou les blessures de tout genre, le producteur décline toute responsabilité et l'opérateur/l'exploitant est responsable. Le respect des consignes de sécurité, le mode d'emploi et les remarques de service dans le mode d'emploi sont
aussi parties intégrante de l'utilisation conforme à l'affectation. Les personnes commandant la machine et en effectuant la maintenance doivent la connaître et avoir été instruits sur les différents risques possibles en découlant. En outre, il faut strictement respecter les règlements de prévoyance contre les accidents en vigueur. Il faut respecter toutes les autres règles des domaines de la médecine du travail et de la technique de sécurité.
Toute modification de la machine entraine l'annulation de la responsabilité du producteur, aussi pour les dommages en découlant. Malgré l'emploi conforme à l'affectation, certains facteurs de risque re-stant ne peuvent être complètement supprimés. En raison de la construction et de la conception des machines, les points suivants peuvent avoir lieu.
- Contact du mandrin à mâchoires dans le secteur non recouvert.
- Retirer la clé du mandrin à mâchoires après l'emploi. Risque de blessure
- Des pièces en rotation s'engrènent( Risque de blessure )
- Des pièces à usiner et des parties de celles-ci sont catapultées.
- L'outil de tournage non employé est source de ris que de blessure.
- Les pièces à usiner dont le diamètre permet de pousser la pièce à usiner à l'aide du mandrin à mâchoires en direction de la poupée fixe ne doivent en aucun cas dépasser à l'arrière par delà les limites de la machine. ( Risque de blessure )
- Portez absolument des lunettes de protection. Protégez vos yeux contre les copeaux et autres éclats catapultés.
- Agent de refroidissement et lubrifiant nocifs. Veillez à effectuer une élimination dans le respect de l'environnement.
Consignes de sécurité
- Le port d'un équipement de protection personnel est obligatoire pour tous les travaux avec le tour
- Portez toujours des lunettes de protection pour éviter toute blessure des yeux
- Portez absolument un filet pour les cheveux ou un chapeau de travail approprié si vous avez de longs cheveux.
- Portez absolument un filet pour les cheveux ou un chapeau de travail approprié si vous avez de longs cheveux.
- Portez une tenue de travail serrée.
- L'outil en rotation pourrait saisir les manches ou autres.
- Utilisez des griffes à copeaux adéquates pour
F
retirer les copeaux. Ne retirez jamais les copeaux à la main.
- Lorsque la machine est hors circuit, retirez les copeaux de préférence avec une balayette ou un pinceau.
- Le travail avec le tour est uniquement autorisé pour les personnes de plus de 18 ans connaissant déjà la manipulation et le mode d'action de la machine.
- Les jeunes entre 16 et 18 ans n'ont le droit de travailler que sous la surveillance d'une personne adulte.
- Contrôlez, avant de commencer à travailler, le fonctionnement correct du dispositif de protection
- Ne surchargez pas la machine. Vous travaillerez mieux et plus sûrement en respectant la plage de performance indiquée.
- Utilisez l'outil adéquat et veillez à ce que les outils (outil de tournage, foret) ne soient ni émoussés ni cassés.
- Posez toujours le câble derrière la machine, en s'éloignant d'elle. Protégez le câble de la chaleur, contre tout contact avec de l'huile et des arêtes acérées.
- Tirez la fiche de contact en cas de réparations et de travaux d'entretien et lorsque vous n'utilisez pas la machine.
- Les travaux sur les dispositifs électriques doivent uniquement être réalisés par un(e) électricien(ne) spécialisé(e). Seules les pièces d'origine doivent être employées.
- Le travail est facilité si le lieu de travail est main tenu en bon état de propreté. Faites attention à ce que vous faites. Mettez-vous raisonnablement au travail.
- La vis-mère doit uniquement être utilisée pour le filetage au tour. Elle ne doit pas être utilisée pour le tournage longitudinal automatique étant donné que l'avance de la vis-mère ne se met pas hors circuit en cas de rencontre d'un obstacle.
- Avec la broche de tournage, il est interdit de traiter des matériaux nocifs ou générant de la poussière tels le bois, le têflon, etc.
- Veillez à ce que la substructure puisse bien porter le poids de la machine (env. 39 kg) et soit suffi samment stable pour qu'aucune oscillation ne soit générée pendant le travail.
- Toutes les pièces nues de la machine sont fortement graissées pour les protéger contre la corrosion. Nettoyez la machine avant la mise en service avec un produit nettoyage adéquat et respectueux de l'environnement.
- Attention ! Fermez le couvercle de protection pour le mandrin à mâchoires avant de mettre la machine en circuit.
Mise en service
Attention!
- Retirez la prise du réseau pour chaque travail de montage et de réglage.
- Assemblez tout d'abord les pieds de réglage en caoutchouc sur le côté de l'appareil.
- Si la machine doit être fixement vissée avec le support, il faut alors utiliser les trous filetés des pieds de réglage pour fixer la machine. Dans un tel cas, on ne monte pas les pieds de réglage.
- Contrôlez si les vis de fixation du mandrin à trois mors sont fermement serrées et si la broche principale peut être facilement tournée.
- Avant la mise en service, tous les recouvrements et dispositifs de sécurité doivent être montés.
- Le mandrin à mâchoires doit pouvoir toumer sans obstacle.
- Avant d'actionner l'interrupteur Marche, assurez-vous que tout est correctement monté et que les pièces amovibles le soient sans obstacle.
- Monter la manivelle de réglage fournie du coulisseau transversal, déplacement longitudinal et la poignée de la manivelle de la douille de la contre-poupée.
- Assurez-vous, avant de connecter la machine, que les données se trouvant sur la plaque de signalisation correspondent bien aux données du réseau.
Branchement secteur / interrupteur
La machine doit uniquement être exploitée un courant monophasé 230 Volt / 50 Hz. Il faut assurer le circuit électrique avec maximal 16 A dans vos usines.
Veuillez respecter l'ordre de mise en et hors service du tour.
Mettre la machine en circuit (fig. 3) :
Veuillez respecter l'ordre lors de la mise en service du tour !
Tout d'abord, rabattez le capot protecteur (23) sur le mandrin à trois mors et actionnez l'interrupteur (4). Important : Le fait d'actionner l'interrupteur (4) ne fait pas encore fonctionner la machine.
Le sélecteur de vitesse (1) doit absolument se trouver tout d'abord en position zéro (marque de repère en bas) à chaque mise en service ou changement de sens de rotation.
A présent, sélectionnez le sens de rotation correct sur le sélecteur de sens de rotation (2) (L = rotation à gauche / R = rotation à droite)

F
Vous pouvez alors démarrer la machine en actionnant le sélecteur de vitesse (1),
Mise hors service de la machine :
Mettez la machine hors service en appuyant sur la "TOUCHE D'ARRET D'URGENCE" (3) et en déconnectant la fiche du réseau.
Attention :
avant chaque changement de sens de rotation, attendre absolument que la machine soit arrêtée, étant donné que sinon, celle-ci serait endommagée ! Pour ne pas surcharger l'entraînement de la machine et rallonger la durée de vie des courroies d'entraînement, il faut réduire la vitesse de rotation, en cas de travaux à grande vitesse, avant de mettre la machine en circuit.
Si la machine est surchargée ou bloquée, la commande met automatiquement hors circuit.
Structure et commande
Mandrin à trois mors (fig. 4)
Les mâchoires de serrage sont dotées de numéros de 1 à 3 et doivent être placées dans l'ordre dans leur guide dans le mandrin à trois mors. Contrôlez si les mâchoires de serrage sont tendues centrées en les toumant pour les rapprocher complètement. Si toutes les mâchoires de serrage ne sont pas placées au centre elles doivent alors être de nouveau introduites.
Mâchoires de serrage proportionnées à l'intérieur et à l'extérieur (fig. 5+6)
Les pièces à usiner jusqu'à un diamètre d'env. 32 mm sont serrées par leur diamètre extérieur. Les pièces à usiner avec un perçage de min. 25 mm peuvent être serrées dans le forage à l'aide des mâchoires de serrage à proportionnement extérieur. En échangeant les mâchoires de serrage proportionnées à l'extérieur contre celles proportionnées à l'intérieur, on peut serrer des pièces à usiner jusqu'à un diamètre de 75 mm.
Attention :
Les pièces à usiner doivent être serrées de façon suffisamment large dans le mandrin à mâchoires. Retirer la clé du mandrin à mâchoires. Veillez à ce que la pièce à usiner soit fixement serrée.
Outil de tournage (fig. 7+8)
L'outil de tournage est serré par au moins deux vis de serrage dans le support multiple. Serrez l'outil de tournage le plus court possible et veiller à ce que la hauteur de réglage soit correcte. La position en hauteur de l'outil de tournage est atteinte en plaçant des tôles planes de différentes épaisseurs dessous
l'outil. Le contrôle de la position en hauteur au centre de la pièce à usiner se fait après la pointe de la douille de la contre-poupée de la poupée mobile. On peut faire basculer le support multiple et le régler sur une autre position de travail en desserrant le levier de serrage.
Attention :
L'outil de tournage doit être serré avec son axe vertical par rapport à l'axe de la pièce à usiner. Pour tendre en biais, on peut tirer l'outil de tournage dans la pièce à usiner.
Usinage : Tournage longitudinal / tournage transversal
Tournage longitudinal (fig. 9+10)
Lors du tournage longitudinal, l'outil de tournage se déplace parallèlement à l'axe de la pièce à usiner. Les copeaux sont retirés grâce au coulisseau transversal avec la manivelle appliquée. Pour le tournage longitudinal de droite à gauche, tournez tout d'abord le coulisseau transversal vers la droite jusqu'à ce que le trajet de déplacement du coulisseau transversal suffise pour la longueur totale de l'usinage. Faites retourner le coulisseau transversal de façon que l'outil de tournage ne touche pas la circonférence de la pièce à usiner. Régler alors le chariot porte-outil avec la manivelle pour le déplacement longitudinal de manière que la pointe de l'outil de tournage se trouve au-dessus du plus grand diamètre de la pièce à usiner. Approchez alors lentement l'outil de tournage avec la manivelle pour le déplacement longitudinal sur la pièce à usiner jusqu'à ce que l'outil de tournage effleure la surface de la pièce à usiner. C'est alors la position de départ pour l'usinage du diamètre extérieur de votre pièce à usiner. Une demi-barre sur l'anneau gradué correspond à 0,05 mm de diamètre de la pièce à usiner (0,025 mm de profondeur de coupe).
Attention :
Contrôlez, si l'écrou embrayable de la vis-mère est décranté. Sinon, desserrez l'écrou embrayable (mettre l'avance hors service), avant de mettre la machine en circuit.
Tournage transversal (fig. 11)
Lors du tournage transversal, l'outil de tournage se déplace vers le centre de l'axe de l'outil. Pour le tournage transversal, la lame principale doit être réglée exactement sur le centre de la pièce à usiner pour qu'aucune embase ne reste au centre de la pièce à usiner. Pour que le chariot porte-outil ne puisse pas être poussé vers l'arrière pendant le tournage transversal, il faut le fixer. (Sélectionner le sens d'avance). Lors du tournage transversal avec l'outil de tournage courbé ou l'outil à dresser les faces, l'avance est effectuée de l'extérieur vers l'intérieur, lors du tournage transversal avec l'outil à dresser d'angle ou avec ou l'outil à taille latérale au contraire de l'intérieur vers l'extérieur. Régler alors le chariot porte-outil avec la manivelle pour le déplacement longitudinal de manière que la pointe de l'outil de tournage se trouve au-dessus du plus grand diamètre de la pièce à usiner. Approcher alors lentement le coulisseau transversal jusqu'à la paroi frontale de la pièce à usiner jusqu'à ce que la pointe de l'outil de tournage fasse une légère saignée sur la pièce à usiner.
C'est alors la position de départ pour l'usinage du diamètre extérieur de votre pièce à usiner. Une demi-barre sur l'anneau gradué correspond à 0,05 mm de diamètre de la pièce à usiner (0,025 mm de profondeur de coupe)
Attention
N'oubliez pas de desserrer à nouveau l'écrou embrayable après l'usinage (mettre l'avance hors service)
Usinage : Tournage intérieur / de saignée et coupe à longueur
Tournage intérieur
Le toupage intérieur de perçages se fait de façon semblable au toupage transversal et longitudinal. Comme l'outil de tournage ne peut pas être vu la plupart du temps lors de l'alésage au tour, il faut particulièrement s'appliquer ici pendant le travail.
Tournage de saignée et coupe longueur
Lors du tournage de saignée et de la coupe longueur, l'outil de tournage se déplace vers le centre de l'axe de l'outil. Pour le tournage de saignée on emploi un outil à saignée, pour la coupe à longueur un outil gorge extérieure.
Attention :
Veiller lors du tournage longitudinal, transversal, intérieur, de saignée et de l'alésage au tour à bien placer l'outil de tournage au centre.
Usinage : Tourner conique et filetage au tour (fig. 12)
Tourner conique
Le toumage conique se fait en réglant le coulisseau transversal. Le coulisseau transversal est toumé ici sur son axe en desserrant les vis de réglage. La graduation sur le cône se fait à l'aide de la graduation sur le coulisseau transversal. Après avoir correctement réglé le coulisseau transversal, il faut resserrer les vis de réglage.
Filetage au tour (fig. 13)
Le filetage au tour se fait avec un outil à fileter spécial. Celui-ci est serré exactement à la verticale par rapport à l'axe de l'outil. Ce qui se fait au mioux à l'aide du gabarit. L'avance lors du filetage au tour se fait par la vis-mère et l'écrou embrayable et doit correspondre au pas de filetage. La vitesse d'avance correspondante est réglée pour ce faire en sélectionnant correctement la boîte de vitesse.
Attention
Pour un filetage au tour, travaillez à petite vitesse et une bonne lubrification. Pendant le filetage au tour, l'écrou embrayable ne doit pas être ouvert et la pièce à usiner ne doit pas être retirée du mandrin à mâchoires.
Réglage de la vitesse de rotation (fig. 14)
La machine est équipée d'un levier de commutation et d'un appareil de commande de la vitesse de rotation.
- Levier de commutation sur plage.rapide. pour la plage de vitesse de 0 à 2500 tr/min.
- Levier de commutation sur plage.lente, pour plage de vitesse de 0 à 1100 tr/min
Sélectionner le sens de l'avance (fig. 15)
Le sens de rotation de la vis-mère pour le dispositif d'avance doit être sélectionné au dos de la machine.
- Position supérieure = dispositif d'avance à gauche
- Position centrale = dispositif d'avance hors circuit
- Position inférieure = dispositif d'avance à droite
F
Remplacement des roues de changement de vitesse (fig. 16)
Pour obtenir différentes vitesses d'avance, les roues de changement de vitesse doivent être sélectionnées en conséquence.
Desserrez le recouvrement au niveau des boîles de vitesse. Desserrez les vis de fixation des arbres formant pignon I, II et III et retirer les roues dentées de l'arbre. Desserrez l'écrou de fixation du support d'équilibrage de la roue dentée. Enfichez ensuite les roues dentées que vous aurez choisies sur l'arbre. Serrez l'écrou de fixation du support d'équilibrage de la roue dentée.
Attention :
Règlez le support d'équilibrage de la roue dentée et l'arbre des roues dentées de manière que les roues dentées puissent être en mouvement avec un léger jeu.
Resserrez les vis de fixation de l'arbre.
Réglage de la poupée mobile (fig. 17)
La poupée mobile peut être réglée dans la position souhaitée par le plateau de la machine. Pour y arriver, desserrez la vis de réglage et poussez la poupée mobile dans la position souhaitée. Serrez ensuite la vis de réglage à fond. La douille de la contre-poupée peut être avancée et reculée à l'aide de la manivelle. La douille de la contre-poupée est fixée dans la position souhaitée avec le levier de serrage.
Remplacer les courroies d'entraînement remplacer (fig. 18)
La courroie d'entraînement est une pièce d'usure et doit être remplacée en cas de besoin. Retirez tout d'abord le recouvrement du carter du train de roues amovibles et celui du moteur. Démontez les roues de changement de vitesse et les vis sur le bloc d'engrenages. Détendez la courroie dentée en desserrant la vis de réglage supérieure. On peut alors retirer la courroie en tournant la roue de courroie supérieure à la main. La tension correcte est donnée à la courroie dentée par le poids de son moteur. Tournez alors les vis dans le sens du moteur jusqu'à ce que le bâti de moteur soit effleuré. Montez le bloc d'engrenages et les roues de changement de vitesse ensuite en procédant dans l'ordre inverse.
Attention :
Mettez la machine hors circuit et retirez la fiche du secteur pour remplacer la courroie dentée.
Contrôlez les brosses de charbon et remplacez-les
Les brosses de charbon usées sont repérables grâce à
- une course saccadée du moteur
- des dérangements de radios et télévisions pendant que le moteur fonctionne
- l'arrêt du moteur.
Pour vérifier ou échanger les brosses de charbon
:
● tirez la fiche de contact
- dévissez le bouchon de fermeture des balais de charbon sur le bâti du moteur avec un tournevis adéquat. L'illustration montre le remplacement de la brosse de charbon avant. La brosse de charbon arrière se trouve en face.
- retirez les brosses de charbon et contrôlez-les. Chaque charbon de meulage doit avoir au moins 6 mm de long.
- replacez les brosses de charbon intactes dans la cuve.
● revissez le bouchon de fermeture
- Contrôler le fonctionnement.
CARACTERISTIQUES TECHNIQUES
Tension du secteur 230-50 V \~ 50 Hz
Puissance nominale : 400 W
Hauteur de pointe : 85 mm
Diamètre max. de la pièce à usiner au-dessus du
plateau : 170 mm
Longueur max. de la pièce à usiner / écartement des pointes : 300 mm
∅ extérieur max. à usiner : env. 75 mm
∅ intérieur de la broche principale : 15
Section transversale max. du corps d'outils :
8×8mm
Capacité de serrage du mandrín à trois mors (valeurs env.) :
Mâchoires proportionnées à l'extérieur 30 mm
Mâchoires proportionnées à l'intérieur 70 mm
Trou de Mächoires de serrage 15 mm
Précision de concentricité : < 0.001
Vitesse de rotation étage 1: 0-2500 tr/min
Vitesse de rotation étage 2 : 0-1100 tr/min
Cône Morse de la broche principale : MK 3
Cône Morse de la douille de la contre-poupée : MK 2
Poids : 36 kg
Dimensions (laxhxpr) : 760 x 305 x 315 mm
Le soussigné déclare au nom de l'entreprise la conformité du produit avec les directives et normes suivantes.
Nous fourmissions une garante de 6 ans pour l'appareil décriés dans le mode d'emploi, en cas de vice de notre produit. Le délai de 6 ans comme avec la transmission du risque ou la prise sur charge de l'appareil par le client. Le condition de base sur le basé valeur de la garante est un entendien en bonne et due forme, conformément au mode d'emploi, tout comme une utilisation de notre appareil selon l'application prévue.
Vous conservez bien entendu les droits de garantie légaux pendant ces 5
La garantie est valable pour l'ensemble de la République Fédrale d'Allemagne ou des pays respectifs du partenaire commercial principal en complément des prescriptions légales locales. Veuillez moter l'interlocuteur du service après-vente competent pour votre région ou l'adresse mentionnées ci-dessous.
① CERTIFICATO DI GARANZIA
Sous réserve de modifications
F Pour toutes informations ou service après
vente, merci de prendre contact avec votre
revendeur.
NL Einhell Benelux
Veldsteen 44
NL-4815 PK Breda
Tel. 076 5986470. Fax 076 5986478
Einhell Banelux
Veldsteen 44
NL-4815 PK Breda
Tel. 076 5986470, Fax 076 5986478
E Comercial Einhell S.A.
La répression ou une autre reproduction de la documentation et des documents d'accompagnement des produits, même incompiés, n'est autorisée qu'avec l'agrement exres de l'entreprise ISC GmbH.
NL

- Description de l'appareil
- Utilisation conforme à l'affectation
- Consignes de sécurité
- F
- Mise en service
- Attention!
- Branchement secteur / interrupteur
- Mettre la machine en circuit (fig. 3) :
- Mise hors service de la machine :
- Attention :
- Structure et commande
- Mandrin à trois mors (fig. 4)
- Mâchoires de serrage proportionnées à l'intérieur et à l'extérieur (fig. 5+6)
- Outil de tournage (fig. 7+8)
- Usinage : Tournage longitudinal / tournage transversal
- Tournage longitudinal (fig. 9+10)
- Tournage transversal (fig. 11)
- Attention
- Usinage : Tournage intérieur / de saignée et coupe à longueur
- Tournage intérieur
- Tournage de saignée et coupe longueur
- Usinage : Tourner conique et filetage au tour (fig. 12)
- Tourner conique
- Filetage au tour (fig. 13)
- Réglage de la vitesse de rotation (fig. 14)
- Sélectionner le sens de l'avance (fig. 15)
- Remplacement des roues de changement de vitesse (fig. 16)
- Réglage de la poupée mobile (fig. 17)
- Remplacer les courroies d'entraînement remplacer (fig. 18)
- Contrôlez les brosses de charbon et remplacez-les
- Pour vérifier ou échanger les brosses de charbon
- CARACTERISTIQUES TECHNIQUES
- ① CERTIFICATO DI GARANZIA
- NL
Marque : Herkules
Modèle : MDB 3500
Catégorie : Tour à métaux