
PS80012080 - Machine à coudre JUKI - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil PS80012080 JUKI au format PDF.
| Caractéristiques Techniques | Machine à coudre JUKI PS80012080, type électronique, avec plusieurs points de couture intégrés. |
|---|---|
| Utilisation | Idéale pour les couturiers débutants et expérimentés, adaptée pour divers types de tissus. |
| Maintenance | Nettoyage régulier de la machine, lubrification des pièces mobiles, vérification de la tension du fil. |
| Sécurité | Utiliser uniquement avec le pied de biche approprié, débrancher la machine lors du changement d'aiguille. |
| Informations Générales | Garantie de 2 ans, service après-vente disponible, manuel d'utilisation inclus. |
FOIRE AUX QUESTIONS - PS80012080 JUKI
Téléchargez la notice de votre Machine à coudre au format PDF gratuitement ! Retrouvez votre notice PS80012080 - JUKI et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil PS80012080 de la marque JUKI.
MODE D'EMPLOI PS80012080 JUKI
- 3-1. Mise en place de la machine à coudre p. 3
- 3-1-1. Déballage p. 3
- 3-1-2. Conguration du mécanisme d’entraînement X et de la table p. 5
- 3-1-3. Mise en place de la table p. 6
- 3-1-4. Installation des interrupteurs, du bobineur de canette et de l’ensemble des commutateurs p. 7
- 3-1-5. Points à vérier et précautions à prendre avant la mise sous tension p. 8
- 3-2. Installation du exible d’air p. 9
- 3-3. Précautions à prendre pour le système d’alimentation d’air comprimé (source d’air d’alimentation) p. 10
- 3-4. Installation du dispositif du bobineur de canette p. 11
- 3-5. Bobinage du l de canette p. 11
- 3-6. Précautions d’installation de la machine p. 12
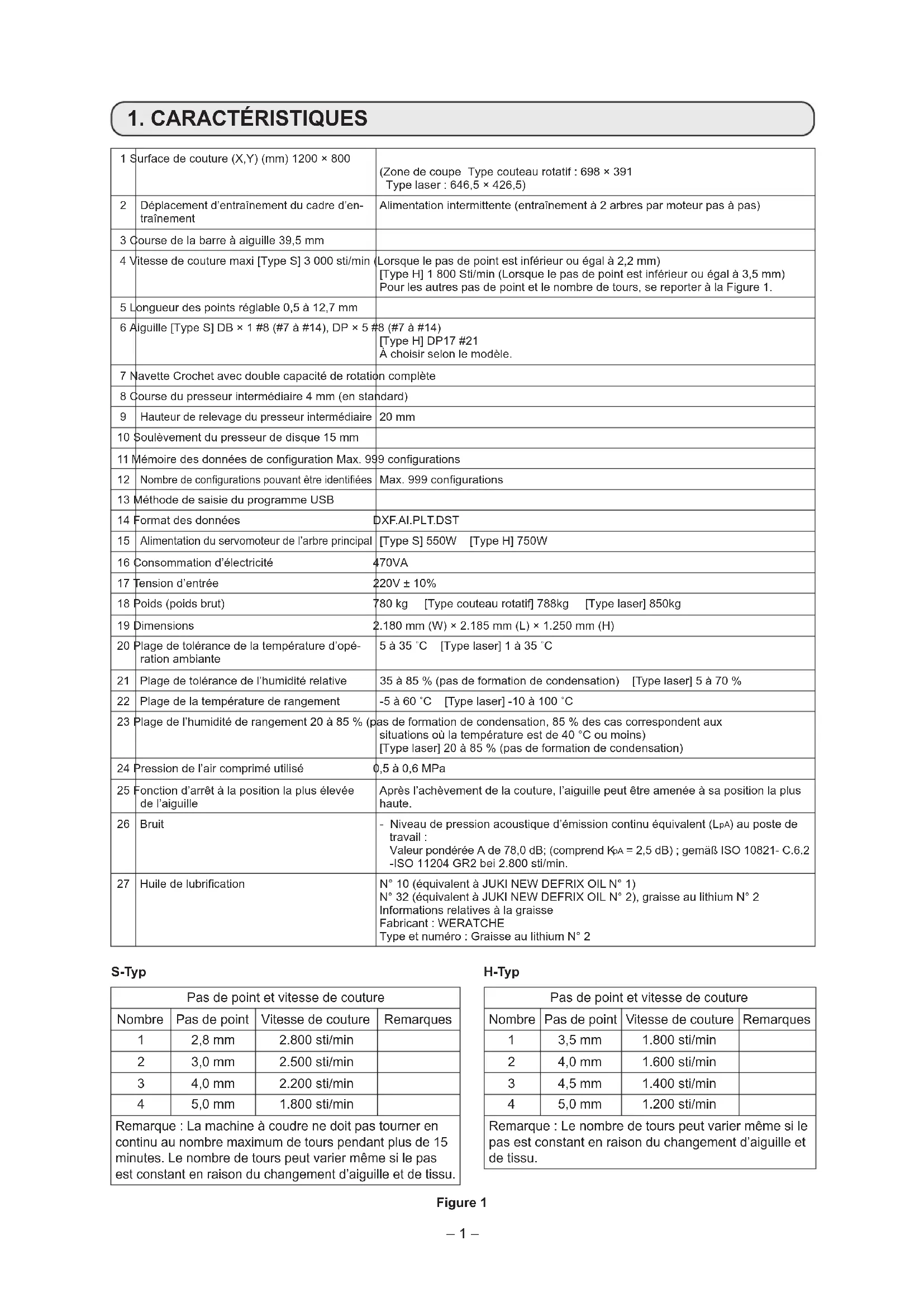
1 Surface de couture (X,Y) (mm) 1200 × 800 (Zone de coupe Type couteau rotatif : 698 × 391 Type laser : 646,5 × 426,5)
Déplacement d’entraînement du cadre d’en- traînement Alimentation intermittente (entraînement à 2 arbres par moteur pas à pas) 3 Course de la barre à aiguille 39,5 mm 4 Vitesse de couture maxi [Type S] 3 000 sti/min (Lorsque le pas de point est inférieur ou égal à 2,2 mm) [Type H] 1 800 Sti/min (Lorsque le pas de point est inférieur ou égal à 3,5 mm) Pour les autres pas de point et le nombre de tours, se reporter à la Figure 1. 5 Longueur des points réglable 0,5 à 12,7 mm 6 Aiguille [Type S] DB × 1 #8 (#7 à #14), DP × 5 #8 (#7 à #14) [Type H] DP17 #21 À choisir selon le modèle. 7 Navette Crochet avec double capacité de rotation complète 8 Course du presseur intermédiaire 4 mm (en standard)
Hauteur de relevage du presseur intermédiaire 20 mm 10 Soulèvement du presseur de disque 15 mm 11 Mémoire des données de conguration Max. 999 congurations
Nombre de congurations pouvant être identiées Max. 999 congurations 13 Méthode de saisie du programme USB 14 Format des données DXF.AI.PLT.DST
Alimentation du servomoteur de l’arbre principal [Type S] 550W [Type H] 750W 16 Consommation d’électricité 470VA 17 Tension d’entrée 220V ± 10% 18 Poids (poids brut) 780 kg [Type couteau rotatif] 788kg [Type laser] 850kg 19 Dimensions 2.180 mm (W) × 2.185 mm (L) × 1.250 mm (H) 20 Plage de tolérance de la température d’opé- ration ambiante 5 à 35 ˚C [Type laser] 1 à 35 ˚C 21 Plage de tolérance de l’humidité relative 35 à 85 % (pas de formation de condensation) [Type laser] 5 à 70 % 22 Plage de la température de rangement -5 à 60 ˚C [Type laser] -10 à 100 ˚C 23 Plage de l’humidité de rangement 20 à 85 % (pas de formation de condensation, 85 % des cas correspondent aux situations où la température est de 40 °C ou moins) [Type laser] 20 à 85 % (pas de formation de condensation) 24 Pression de l’air comprimé utilisé 0,5 à 0,6 MPa 25 Fonction d’arrêt à la position la plus élevée de l’aiguille Après l’achèvement de la couture, l’aiguille peut être amenée à sa position la plus haute. 26 Bruit - Niveau de pression acoustique d’émission continu équivalent (L
) au poste de travail : Valeur pondérée A de 78,0 dB; (comprend K
= 2,5 dB) ; gemäß ISO 10821- C.6.2 -ISO 11204 GR2 bei 2.800 sti/min. 27 Huile de lubrication N° 10 (équivalent à JUKI NEW DEFRIX OIL N° 1) N° 32 (équivalent à JUKI NEW DEFRIX OIL N° 2), graisse au lithium N° 2 Informations relatives à la graisse Fabricant : WERATCHE Type et numéro : Graisse au lithium N° 2 Pas de point et vitesse de couture Nombre Pas de point Vitesse de couture Remarques 1 2,8 mm 2.800 sti/min 2 3,0 mm 2.500 sti/min 3 4,0 mm 2.200 sti/min 4 5,0 mm 1.800 sti/min Remarque : La machine à coudre ne doit pas tourner en continu au nombre maximum de tours pendant plus de 15 minutes. Le nombre de tours peut varier même si le pas est constant en raison du changement d’aiguille et de tissu. S-Typ H-Typ Figure 1 Pas de point et vitesse de couture Nombre Pas de point Vitesse de couture Remarques 1 3,5 mm 1.800 sti/min 2 4,0 mm 1.600 sti/min 3 4,5 mm 1.400 sti/min 4 5,0 mm 1.200 sti/min Remarque : Le nombre de tours peut varier même si le pas est constant en raison du changement d’aiguille et de tissu.– 2 –
Mécanisme d’entraînement sur l’axe des X
Mécanisme d’entraînement sur l’axe des Y
Dispositif de la pince pour cassette
Boîte de commande de l’air
Boîte de commande électrique
Interrupteur d’alimentation (également utilisé comme commutateur d'arrêt d'urgence)
Dispositif du bobineur de canette
Dispositif du couteau rotatif (sous-classe)
Dispositif du couteau rotatif
2) Retirer en premier le couvercle supérieur
. Retirer ensuite les autres couvercles des quatre surfaces.
3) Enlever les plaques de serrage des sup-
ports de roulettes avant et arrière
de la machine à coudre.
4) Enlever la housse en plastique.
1) Soulever le pinceur
comme illustré sur l’image.
3-1. Mise en place de la machine à coudre Si le pinceur n’est pas susam- ment soulevé, le déballage ne se fera pas en douceur.– 4 –
5) Retirer les pièces, le jeu d’accessoires
et le mécanisme d’entraînement de la caisse. Couper la lanière du collier de xation pour retirer les pièces de la machine à coudre. Insérer les fourches du chariot élévateur dans cette partie.
6) Soulever la machine à coudre à l’aide d’un
chariot élévateur pour l’amener à l’empla- cement spécié. (Poids de la machine à coudre : 640 kg)
7) En tournant les roulettes, bien vérier que
la machine à coudre est placée horizonta- lement sur les fourches du chariot éléva- teur. Maintenir la machine à coudre sur les fourches de manière à ce qu’elle ne vibre pas. Tourner le pl
pour régler le plateau de xation.
- Les outils sont emballés dans le jeu d’ac- cessoires pour la machine à coudre.– 5 – 3-1-2. Configuration du mécanisme d’entraînement X et de la table
et l’écrou retirés dans le jeu d’accessoires.
Serrer les vis placées sous les bouchons en caoutchouc avec une clé. Ensuite,
les bouchons en caoutchouc
4) Déplacer le pinceur au centre du méca-
nisme d’entraînement X avant de retirer six écrous an d’éviter que le pinceur n’in- terfère avec les vis lors de leur xation.
5) Veiller à ne pas laisser les vis glisser hors
des orices de montage après avoir retiré les écrous. Placer les écrous retirés dans le jeu d’ac- cessoires. Broche
- Les outils sont emballés dans le jeu d’ac- cessoires pour la machine à coudre. Aligner la goupille avec le trou de goupille.– 6 – 3-1-3. Mise en place de la table
1) Desserrer la vis à oreilles comme indiqué
sur la Figures I lors de la mise en place de la table gauche, de la table droite et de la table avant (au centre).
2) Serrer les écrous et les vis qui sont ex-
clusifs au cadre en aluminium, comme illustré sur les Figures II et III lors de la mise en place de la table avant (gauche) et de la table avant (droite). Figure I Figure II Figure III– 7 – 3-1-4. Installation des interrupteurs, du bobineur de canette et de l’ensemble des commutateurs
- Les outils sont emballés dans le jeu d’ac- cessoires pour la machine à coudre.
1) Fixer la plaque de l’interrupteur d’alimen-
tation au cadre en aluminium de la table avant (droite) avec deux v
Fixer l’interrupteur d’alimentation
à la plaque avec deux vis cruciformes
cadre en aluminium de la table avant (à droite) avec
Fixer l’ensemble des commutateurs de manière à ce que ses trois boutons soient tournés vers le haut.
3) Fixer le bobineur de canette à la plaque
en aluminium de la table avant (droite) avec l
DEDE– 8 – 3-1-5. Points à vérifier et précautions à prendre avant la mise sous tension
1) Vérier l’horizontalité de la machine à
2) Vérier si les composants électriques et
pneumatiques sont correctement assem- blés.
3) Vérier si le point d’insertion de l’aiguille
est correctement aligné avec le centre du trou d’aiguille dans la plaque à aiguille de la machine à coudre.
4) Retirer la plaque à aiguille. Vérier la syn-
chronisation du crochet.
5) Vérier l’écartement prévu entre le cap-
teur de détection d’origine de l’entraîne- ment X et la plaque de détection.
6) Vérier si le mécanisme d’entraînement X
fonctionne correctement.– 9 –
1) Raccordement du exible d’air
Raccorder le exible d’air à
2) Réglage de la pression d’air
Soulever le bouton de régulation de l’air
. En- suite, le tourner pour régler la pression d’air entre 0,5 et 0,55 MPa. Ensuite, pousser vers le bas le bouton de régula- tion de l’air
Soulever le bouton de régulation de l’air
. En- suite, le tourner pour régler la pression d’air à 0,15 MPa. Ensuite, pousser vers le bas le bouton de régula- tion de l’air
: Réglage de la pression d’air de l’ensemble de la machine à coudre
: Réglage de la pression d’air du presseur de disque 3-2. Installation du exible d’air
S’assurer que le exible d’air est complètement inséré dans le robinet d’air avant d’alimenter la machine en air an d’éviter que l’air ne soit soué directement sur le corps humain. Ensuite, ouvrir soigneusement le robinet d’air.– 10 – 3-3. Précautions à prendre pour le système d’alimentation d’air comprimé (source d’air d’alimentation) Quelque 90% des pannes d’équipement pneumatique (cylindres pneumatiques, électrovannes pneuma- tiques) sont provoquées par de l’"air contaminé” L’air comprimé contient beaucoup d’impuretés telles qu’humidité, poussière, huile dégradée et particules de carbone. Si cet "air contaminé” est utilisé sans prendre aucune mesure, il risque de provoquer beaucoup de problèmes, qui entraîneront une baisse de productivité et une moindre disponibilité.. Veiller à installer le système d’alimentation d’air standard indiqué ci-dessous lorsqu’une machine équipée de matériel pneumatique est utilisée. Séparateur de brouillard Système d’alimentation d’air standard à préparer par l’utilisateur Matériel standard fourni par JUKI Compresseur d’air Drain automatique Drain automatique Refroidisseur d’air Réservoir d’air Filtre de ligne principale Déhydrateur d’air Qualité de l’alimentation d’air Lorsque l’alimentation d’air contient une grande quantité d’humidité Environnement ambiant Lorsque notre machine est installée à un endroit soumis à des variations importantes de température entre le matin et soir ou à un risque de gel Dans les cas susmentionnés, veiller à installer un déhydrateur d’air. Lorsque l’alimentation d’air contient une grande quantité de carbone et de poussière (Le carbone provoque la plupart des problèmes sur les électrovannes.) Veiller à installer un séparateur de brouillard. Filtre détendeur Electrovanne pneumatique Cylindre pneumatique Précautions à prendre pour la tuyauterie principale
- Veiller à incliner la tuyauterie principale suivant une déclivité de 1 cm par m dans le sens du ux d’air.
- Si la tuyauterie principale est bifurquée, l’orice de sortie de l’air comprimé doit être ménagé à la partie supérieure de la tuyauterie à l’aide d’un T an d’éviter que l’eau drainée s’accumulant dans la tuyauterie ne se déverse.
- Des drains automatiques doivent être ménagés à tous les points bas ou impasses an d’éviter que l’eau drainée ne s’accumule à ces endroits.– 11 – 3-4. Installation du dispositif du bobineur de canette
1) Insérer la barre de montage du disque du bobi-
du bobineur de canette et xer avec l’écrou
3-5. Bobinage du l de canette Diode-témoin 1, 2, 3, 4 Touche « + », « - », « P », « < », « > » Arrêt d’urgence Démarrer
1. Description des boutons
1) Bouton rouge : arrêt d’urgence, appuyer sur ce
bouton pendant 2 secondes pour réinitialiser.
2) Bouton vert : Démarrer
3) Touche « P » : touche de fonction, maintenir la
touche « P » enfoncée pendant 2 secondes pour accéder au réglage des paramètres. Une fois le réglage terminé, appuyer de nouveau sur cette touche pendant 2 secondes pour conserver le paramètre.
4) Touche « + » : numéros de 0 à 9
5) Touche « - » : numéros de 9 à 0
6) Touche « < » : tourner à gauche
7) Touche « > » : tourner à droite
1) Voyant lumineux des paramètres
2) Voyant lumineux de défaillance de la production
3) Voyant lumineux d’arrêt
4) Voyant lumineux de fonctionnement
3. Réglage des paramètres
Maintenir la touche « P » enfoncée pendant 2 secondes pour accéder à l’interface de réglage du paramètre.
Le réglage de la longueur du l est de 0 à 99,9 mètres B: Compenser pour 0 à 9,9 mètres C: La canette calcule la longueur de l de 0 à 99,9 mètres D: Vitesse du moteur : F1 (rapide), F2 (moyenne), F3 (lente) E: Luminosité la diode-témoin : H0 (éteint), H1 (le plus sombre), H2, H3, H4, H5 (le plus clair)
1. Selon la taille du gabarit,
la machine à coudre peut dépasser de la table de ma- chine à coudre dans le sens
X. Prendre soin de ne pas
laisser la machine heurter une personne se trouvant à proximité de la table sous peine de provoquer des blessures.
2. Veiller à prévoir un espace
de 500 mm ou plus autour de la table de machine à coudre (c.-à-d. dans le sens latéral et longitudinal).– 13 – Max Min
4-1. Système de lubrication et vérication de la quantité d’huile
1. Ne pas utiliser une autre huile que celle
spéciée. Une fois la lubrication ter- minée, xer solidement le bouchon en caoutchouc et la plaque de levage du cylindre à leur position d’origine.
2. Lors de la première mise en service de la
machine à coudre après la livraison ou après ne pas l’avoir utilisée pendant une période prolongée, remplir au préalable le crochet d’une petite quantité d’huile.
Pour ne pas risquer un accident causé par une brusque mise en marche de la machine, toujours la mettre hors tension avant d’eectuer les opérations suivantes.
2) Retirer le bouchon en caoutchouc
du réservoir d’huile.
3) Remplir le réservoir d’huile d’huile auxiliaire (ou
de l’huile spéciée).
4) Ne pas utiliser une autre huile que celle spéciée.
Une fois la lubrication terminée, xer solidement le bouchon en caoutchouc et la plaque de levage du cylindre à leur position d’origine.– 14 – 4-2. Fixation de l’aiguille
Pour ne pas risquer un accident causé par une brusque mise en marche de la machine, toujours la mettre hors tension avant d’eectuer les opérations suivantes.
pour retirer l’aiguille. Veiller à tenir l’aiguille de sorte que sa rainure
soit orientée vers la pointe de la lame
En cas de remplacement de l’aiguille par une aiguille dont les spécications sont diérentes, veiller à régler à nouveau la distance entre le crochet rotatif et l’aiguille. Si l’on néglige ce réajustement, les problèmes répertoriés ci-dessous peuvent se produire.
3. Rupture de la pointe de la lame du
4-3. Enlage de la tête de machine
Pour ne pas risquer un accident causé par une brusque mise en marche de la machine, toujours la mettre hors tension avant d’eectuer les opérations suivantes.
1) Mettre le l de la machine à coudre
sur le porte-bobines
2) Faire passer le l comme illustré sur la gure.
Enn, tirer l’extrémité du l de 50 à 60 mm à tra- vers l’œillet de l’aiguille.– 16 – 50 mm
(1) Retrait de la boîte à canette
1) Ouvrir le couvercle
. Ensuite, la canette peut être remplacée.
de la boîte à canette
déposer la boîte à canette
4-4. Procédure de remplacement de la canette
Pour ne pas risquer un accident causé par une brusque mise en marche de la machine, toujours la mettre hors tension avant d’eectuer les opérations suivantes. (3) Installation de la boîte à canette
1) Placer la boîte à canette dans le crochet avec
incliné et la pousser complètement dans le crochet jusqu’au déclic.
2) Fermer le couvercle
Si elle n’est pas complètement insérée, la boîte à canette
peut se détacher pendant la couture. Si la canette
est insérée dans la boîte à canette à l’envers, le l de canette en sortant ne sera pas stable. (2) Installation de la canette
dans la boîte à canette
dans le sens indiqué sur la gure.
2) Faire passer le l par la fente du l
de la boîte à canette
et tirer le l. Ce faisant, le l passera sous le ressort de tension et sortira par l’orice du
3) Tirer le l de 50 mm par l’ouverture pour l
Vérier la position de ses mains et l’em- placement des produits avant d’ouvrir/ fermer le couvercle
pour éviter que les produits ne se retrouvent coincés sous le couvercle et pour éviter les blessures. De plus, ne pas pousser le couvercle
en plaçant les mains dessus.– 17 –
4-5. Réglage de la tension du l (1) Réglage de la tension du l d’aiguille Contrôleur de tension du l N° 1
Lorsque le disque de tension du contrôleur de tension du l N° 2
est desserré, il doit rester une petite tension pour contrôler le coupe-l. La tension restante est produite par le contrôleur de tension
. Il est possible de déterminer la longueur du l sortant de l’aiguille après la coupe automatique du l en réglant l’écrou
du contrô- leur de tension du l. La longueur du l sortant de l’aiguille est réduite en tournant l’écrou
dans le sens des aiguilles d’une montre (+). Elle est augmentée en tournant l’écrou
dans le sens inverse des aiguilles d’une montre (-). Contrôleur de tension du l N° 2
La tension (appliquée sur le l provenant de l’ai- guille) contrôlée par le contrôleur de tension du l N° 2
doit être réglée aussi bas que possible de sorte que le l d’aiguille et le l de canette soient entrelacés ensemble au centre de l’épaisseur du tissu (Figure A). Si la tension du l est trop élevée lors de la couture d’un tissu léger, le tissu peut se froisser ou le l peut se rompre. La tension appliquée au l sortant de l’aiguille augmente en tournant l’écrou
dans le sens des aiguilles d’une montre (+). Elle est diminuée en tournant l’écrou
dans le sens inverse des aiguilles d’une montre (-). Figure A: Les ls sont entrelacés avec précision au centre de l’épaisseur du tissu. Figure B: La tension du l d’aiguille est trop faible ou la tension du l de canette est trop élevée. Figure C: La tension du l d’aiguille est trop élevée ou la tension du l de canette est trop faible. (2) Réglage de la tension du l de canette
1) Tourner la vis de réglage de la tension
dans le sens des aiguilles d’une montre (dans le sens
) pour augmenter ou dans le sens inverse des aiguilles d’une montre (dans le sens
) pour réduire la tension du l de canette. Valeur recommandée : Environ 25 g La boîte à canette descend lentement par son poids propre en la tenant comme illustré sur la gure. Figure A Figure B Figure C– 18 – 4-6. Réglage du ressort du releveur de l et de la plaque détectrice de rupture de l 4-7. Réglage de la course de relevage du l
. Tourner le contrô- leur de tension du l
. Si l’on tourne dans le sens des aiguilles d’une montre, la course du ressort du releveur de l
et la valeur de tirage du l augmenteront.
2) Réglage de la pression
Pour modier la pression du ressort de relevage du l
, insérer un tournevis n dans la fente de la tige de tension du l
serrée et la tourner. Tourner dans le sens des aiguilles d’une montre fera augmenter la pression du ressort de relevage du l
. Tourner dans le sens inverse des aiguilles d’une montre fera diminuer la pres- sion.
1) Lors de la couture de tissus lourds, déplacer le
vers la gauche (dans le sens
) pour augmenter la longueur du l tiré par le releveur de
2) Lors de la couture de tissus légers, déplacer le
vers la droite (dans le sens
) pour diminuer la longueur du l tiré par le releveur de
3) En principe, le guide-l
est placé de sorte que le centre de l’orice oblong soit aligné sur le centre de la vis. Régler de sorte que la plaque détectrice de rupture de l
ne touche pas de pièces métalliques adjacentes autres que le ressort du releveur de l
. Si la plaque de détection de rupture de l entre en contact avec toute autre pièce métallique, un dysfonctionnement peut se produire.
3) Réglage de la plaque détectrice de rupture de l
. Régler la position de la plaque de détection de rupture de l
de sorte que la profondeur de contact entre la plaque de détection de rupture de l
et le ressort du releveur de
atteigne 0 à 0,2 mm.– 19 – 4-8. Relation aiguille/crochet
Pour ne pas risquer un accident causé par une brusque mise en marche de la machine, toujours la mettre hors tension avant d’eectuer les opérations suivantes. (1) Aiguille et crochet, et réglage de l’angle 0,05 à 0,2 mmFace avant Face latéraleType S: 2,9 ± 0,3 mmType H: 2,4 ± 0,3 mm
1) Pour le type S, la relation entre la hauteur de la
barre à aiguille et la position du crochet doit être ajustée lorsque la barre à aiguille se soulève de 2,9 ± 0,3 mm par rapport à son point mort infé- rieur. Pour le type H, elle doit être ajustée lorsque la barre à aiguille se soulève de 2,4 ± 0,3 mm par rapport à son point mort inférieur.
2) En regardant depuis la face avant de la machine
à coudre, la pointe de la lame du crochet semble chevaucher le centre de l’aiguille.
3) En regardant depuis la face latérale de la ma-
chine à coudre, l’écartement prévu entre la pointe de la lame du crochet et la gorge de l’aiguille est de 0,05 à 0,2 mm. En cas de rupture de l, le l peut s’enchevêtrer dans le crochet. Le cas échéant, délicatement retirer le l enchevêtré dans le crochet. Puis, reprendre la couture. (2) Position de l’aiguille et du support du crochet interne
4) Comme illustré sur la gure, la valeur QEP de ré-
glage de l’angle de l’arbre électrique achée sur le panneau de commande passe de 570 à 575. Position longitudinale du support du crochet interne et de l’aiguille : L’extrémité avant de l’aiguille est alignée avec le crochet intérieur. Position latérale du support du crochet interne et de l’aiguille : L’extrémité la plus à droite de la partie sail- lante du support du crochet interne est alignée avec le côté droit de l’aiguille.– 20 – (3) Ajuster la synchronisation du crochet Le gabarit de synchronisme est fourni pour la machine en tant qu’accessoire. Point mort inférieur de la barre à aiguille pour la machine à coudre de type S Position de réglage de la synchronisation entre le crochet et la barre à aiguille de la machine à coudre de type S Position de réglage de la synchronisation entre le crochet et la barre à aiguille de la machine à coudre de type H Point mort inférieur de la barre à aiguille pour la machine à coudre de type H Régler la synchronisation du cro- chet en fonction du type de couture (type S/type H) de la machine à coudre. Retourner le gabarit de synchro- nisme en fonction du type de ma- chine à coudre, comme illustré sur la gure de gauche. Pour le type S : Positionner le gabarit de synchronisme avec son inscription S tournée vers le haut Pour le type H : Positionner le gabarit de synchronisme avec son inscription H tournée vers le haut Vis de xation pour le raccordement de la barre à aiguille
1) Mettre le gabarit de synchronisme sur le base de
la broche du crochet. Régler ensuite d’abord le point mort inférieur de la barre à aiguille. Desserrer la vis de xation pour le raccordement de la barre à aiguille. Régler la hauteur de la barre à aiguille.
2) Tourner ensuite le gabarit de synchronisme de
180 degrés dans un angle longitudinal. Régler la position de synchronisation du crochet. Lors du réglage de la synchronisation du crochet, il est nécessaire de placer l’instrument de correction sur le côté gauche de l’aiguille pour l’empêcher d’entrer en contact avec le guide-l de la barre à aiguille. Aligner le gabarit de synchronisme avec la surface à l’extrémité de la barre à aiguille.– 21 –
1) Mettre une canette
sur l’axe du bobineur
2) Passer le l à coudre
à travers la tige de repos du bobineur.
3) Faire passer le l comme illustré sur la gure.
4) Enrouler manuellement le l sur la canette
plusieurs tours dans le sens des aiguilles d’une montre.
5) Appuyer sur le bouton
pour démarrer l’enroule- ment du l sur la canette.
6) Lorsque la quantité de l de canette enroulée
sur la canette atteint la quantité dénie (80 %), le bobineur de canette s’arrête automatiquement. Ou bien, appuyer sur le bouton
pour arrêter le bobineur de canette.
7) Couper le l avec le coupe-l
4-9. Comment bobiner une canette Quantité de l bobiné sur une canette : 80 % (recommandé)
4-10. Réglage de la position du coupe-l
Pour ne pas risquer un accident causé par une brusque mise en marche de la machine, toujours la mettre hors tension avant d’eectuer les opérations suivantes. (1) Réglage de la position de la came de coupe du l
pour engager le roulement à aiguilles
de la tige d’accouplement du coupe-l avec la rainure
dans la came de coupe du l. La valeur QEP spéciée du paramètre de réglage de l’angle de l’arbre électrique a été réglée par défaut sur 290 à la sortie d’usine. Ajuster précisé- ment le paramètre en fonction de la diérence de tissu. (2) Réglage de la position du couteau mobile et du couteau xe
1) Fixer le couteau mobile sur la base du couteau
mobile. Pousser le couteau mobile vers la droite pour que la queue du couteau mobile soit paral- lèle à la base du couteau mobile. À cette étape, la pointe de la lame du couteau mobile est alignée avec l’aiguille. Serrer la vis de serrage du couteau mobile
Le couteau mobile est parallèle à la base du couteau mobile La pointe de la lame du couteau mobile est alignée avec l’aiguille Pointe de la lame du couteau mobile– 23 –
Marquer deux côtés du couteau mobile avec un marqueur noir. Les marques noires des deux côtés du couteau mobile sont frottées simultanément par le couteau fixe.
2) Fixation du couteau xe
La partie arrière du couteau xe comporte un trou. En insérant la clé hexagonale 2,5
dans ce trou, serrer la vis de xation du couteau xe tout en alignant sa partie arrière avec la clé hexago- nale.
3) Marquer la position de 5 mm de la lame du
couteau mobile avec un marqueur noir. Régler la pression du couteau xe à l’aide de la vis de réglage de la pression du couteau xe
Une fois le réglage terminé, abaisser le couteau mobile pour régler à nouveau sa pression de ma- nière répétée jusqu’à ce que les deux côtés, avec des marques noires, du couteau mobile soient systématiquement frottés simultanément par le couteau xe. En outre, la force de frottement entre le couteau mobile et le couteau xe peut être réduite en coupant trois ls usés.– 24 –
4-11. Comment xer/déposer la plaque de levage du cylindre
1) Lorsque la machine à coudre est sous tension,
appuyer sur le commutateur
2) La plaque de levage du cylindre
se détache vers le haut. La retirer. (Le cylindre pousse la plaque de levage vers le haut.)
3) Pour installer la plaque de levage du cylindre
, appuyer sur le commutateur
. (Le cylindre s’abaisse pour permettre l’installation de la plaque de levage du cylindre. La plaque de levage est alors xée avec un aimant.)– 25 – 4-12. Comment conrmer la quantité d’huile (éclaboussures d’huile) sur le crochet (1) Comment conrmer la quantité d’huile (éclaboussures d’huile)
Position pour conrmer la quantité d’huile (éclaboussures d’huile) Papier de conrmation de quantité d’huile (éclaboussures d’huile)* On peut utiliser n’importe quelle feuille de papier quelle qu'en soit la matière.100 mm environ30 mm environPapier de vérication des projections d’huile10 mm Lors de l’exécution de la procédure décrite ci-dessous, conrmer que le l d’aiguille du levier releveur de ls jusqu’à l’aiguille et le l de canette sont retirés, que le pied presseur est soulevé et que la glissière est déposée. À cette étape, veiller particulièrement à ne pas laisser les doigts entrer en contact avec le crochet.
Faire fonctionner la machine avec les plus grandes précautions car la vérication de la quantité d'huile s'eectue en faisant tourner le crochet à grande vitesse.
1) S’assurer que la quantité d’huile du crochet est adéquate en se reportant à
"4-1. Système de lubrica- tion et vérication de la quantité d’huile" p. 13
2) Si la machine n’est pas encore assez chaude pour le fonctionnement, la faire tourner à vide pendant trois
3) Placer le papier de vérication de la quantité d’huile (projections d’huile) sous le crochet alors que la ma-
chine à coudre fonctionne.
4) La vérication de la quantité d’huile doit durer cinq secondes.
(2) Exemple montrant la quantité d’huile appropriée (éclaboussures d’huile) Ne pas augmenter/diminuer excessivement la quantité d’huile dans le crochet. Si la quantité d’huile est trop petite, le crochet se grippera (le crochet sera chaud). Si la quantité d’huile est trop grande, l’article à coudre pourra être taché d’huile.
1) L'état obtenu sur la gure ci-dessus est la quanti-
té d'huile appropriée (projections d'huile).
2) Vérier la quantité d'huile (projections d'huile) à
trois reprises (sur trois feuilles de papier) et la régler de façon qu'elle soit constante. Projections d’huile depuis le crochetQuantité appropriée d’huile (état des taches d’huile)– 26 – 4-13. Réglage de la quantité d’huile dans le crochet
1) Déposer la plaque de levage du cylindre.
2) La quantité d’huile augmente en tournant la vis
dans le sens de la èche
ou diminue en la tournant dans le sens de la èche
3) Une fois le réglage terminé, xer la plaque de
1. Après le réglage, vérier la quantité d’huile en faisant fonctionner la machine à coudre
pendant environ 30 secondes au ralenti, ainsi qu’en la vériant en comparant avec l’exemple montrant la quantité d’huile appropriée. (Se reporter à "4-12. Comment conrmer la quantité d’huile (éclaboussures d’huile) sur le crochet" p. 25.)
2. Si la quantité d’huile du crochet est ajustée, commencer par l’ajuster en tournant la vis de
réglage de quantité d’huile dans le sens de la èche
pour l’augmenter. Ensuite, ajuster la quantité d’huile du crochet en tournant la vis de réglage dans le sens de la èche
3. La quantité d’huile du crochet a été réglée par défaut à la sortie d’usine, d’après la vitesse
de couture maximum de la machine à coudre. Si le client utilise toujours la machine à coudre à basse vitesse, la quantité d’huile du crochet peut être insusante et provoquer une défaillance de la machine. Pour éviter une telle défaillance, il est nécessaire de régler la quantité d’huile du crochet si le client utilise toujours la machine à coudre à basse vitesse.
Pour ne pas risquer un accident causé par une brusque mise en marche de la machine, toujours la mettre hors tension avant d’eectuer les opérations suivantes.
❶❶– 27 – 4-14. Réglage du trou d’aiguille dans la plaque à aiguille et l’aiguille Si l’aiguille ne descend pas au centre du trou d’aiguille dans la plaque à aiguille, la position de la plaque à aiguille peut être ajustée avec la vis
1) Fixer la plaque à aiguille.
2) Desserrer les deux vis excentriques de réglage
de la plaque à aiguille. Régler la position de la plaque à aiguille de manière à ce que l’aiguille soit alignée avec le centre du trou d’aiguille dans la plaque à aiguille en déplaçant cette dernière.
3) Serrer les vis excentriques de réglage du trou
de la plaque à aiguille.
Pour ne pas risquer un accident causé par une brusque mise en marche de la machine, toujours la mettre hors tension avant d’eectuer les opérations suivantes.
4-15. Réglage de l’origine mécanique
1) Serrer légèrement la vis
du côté de l’arbre infé- rieur. Ensuite, tourner la poulie pour positionner la vis
sur le moteur de l’arbre principal de sorte qu’elle soit de niveau et orientée vers le haut.
2) Tout en maintenant la poulie, appuyer sur
sur l’écran principal du coret de branchement.
3) Une pression sur le « Machine setting parame-
. La saisie du mot de passe « 11111111 » ache l’écran
4) Sur l’écran qui s’ache en appuyant sur le « Axial
angle setting », régler la valeur QEP sur 245, ser- rer la vis
du côté du moteur de l’arbre principal et desserrer la vis
du côté de l’arbre inférieur. Ensuite, tourner la poulie pour amener la barre à aiguille sur son point mort supérieur.
5) Tout en maintenant la poulie (pour ne pas per-
mettre le déplacement de la barre à aiguille), cliquer sur la « QEP value » du « Axial setting parameter » à l’écran. Régler la valeur QEP sur 0 (zéro). Serrer ensuite la vis
du côté de l’arbre inférieur.
6) À ce stade, le réglage de l’origine est terminé. À
présent, tourner à nouveau la poulie pour vérier que la valeur QEP de la barre à aiguille à son point mort supérieur est de 0 (zéro). Si la valeur QEP mentionnée ci-dessus est égale à 0 (zéro), l’origine mécanique a été correctement réglée.– 29 –
4-16. Réglage de la pression du presseur de disque
1) Régler la soupape de régulation de la pression du
cylindre d’air du presseur de disque
. Tirer vers le haut l’écrou
. Ensuite, tourner l’écrou dans le sens des aiguilles d’une montre pour augmen- ter la pression du presseur de disque ou dans le sens inverse des aiguilles d’une montre pour la diminuer. La pression de l’air a été réglée par défaut sur 0,15 MPa à la sortie d’usine. La régler de manière appropriée tout en vériant l’état de couture réel.
2) Régler la vitesse de levage du cylindre d’air du
presseur de disque en réglant la vanne de ré- glage de vitesse du cylindre
qui se trouve à l’extérieur du cylindre d’air du presseur de disque.
3) Changement du presseur de disque
Vérier l’opération de couture réelle. Utiliser le presseur de disque ou le presseur de disque en plastique selon les conditions de l’opération de couture réelle.
Presseur de disque (installé par défaut à la sortie d’usine)
Presseur de disque en plastique Lors du remplacement du presseur de disque par celui en plastique ou vice versa, essayer de le positionner de sorte que sa surface inférieure soit parallèle au couvercle du crochet. Régler la hau- teur du presseur de disque en fonction de l’épais- seur réelle du tissu (c.-à-d. la hauteur) tout en veillant à ne pas laisser les presseurs de disque entrer en contact avec le presseur médian.– 30 – 4-17. Réglage de la position de l’extrémité du l en début de couture Il est possible de régler la position de l’extrémité du l d’aiguille en début de couture sur le côté supérieur
du tissu. Activer ou désactiver le réglage de la fonction de tire-ls selon ces deux conditions de position de l’extrémité du l d’aiguille.
Pour placer l’extrémité du l d’aiguille sur le dessus du tissu Désactiver la fonction de tire-ls.
Pour placer l’extrémité du l d’aiguille sur le dessous du tissu Activer la fonction de tire-ls.
Mauvais côté du tissu– 31 –
4-18. Réglage de la course du presseur médian électronique Il est nécessaire de régler correctement la course du presseur médian (A), car il est nécessaire d’éviter le saut de points en fonction de l’épaisseur ou du type de tissu.
sur l’écran principal du cof- fret de branchement.
2) Une pression sur le « Machine setting parameter
La saisie du mot de passe « 11111111 » ache l’écran
3) Sur l’écran qui s’ache en appuyant sur le «
Presser follow-up setting », régler le paramètre (la hauteur de suivi du pied presseur est réglée par défaut sur 2 mm à la sortie d’usine).– 32 –
4-19. Réglage de la souerie du l d’aiguille Le tuyau de souage
soue de l’air pour souer l’extrémité du l sortant de l’aiguille an de l’amener sous le presseur de disque
en début de couture en contrôlant l’électrovanne du système électrique. L’extrémité du l est poussée par l’air entre le presseur de disque et la conguration en début de couture. Dans le cas où l’extrémité du l ne peut pas être poussée en raison de l’emplacement et de la direction des fentes sur la conguration, régler le sens de souage de l’air pour permettre à l’extrémité du l d’être poussée par l’air. Démarrer le logiciel de création de congurations pour utiliser et traiter la conguration à coudre. Sur l’écran qui s’ache en cliquant sur « Operation processing »
(« Enter I/O ») et changer « I/O » sur 5. Régler le « Level » sur « high » (« low » fait réfé- rence à la « mise hors tension »). Cliquer sur
Delay »). Régler le « Delay (msec) » sur 225. La souerie du l d’aiguille et le tire-ls ne peuvent pas être utilisés simultanément.
1. Le tire-ls ore une fonction
permettant d’amener le l d’aiguille au- dessus du pied presseur.
2. La souerie du l d’aiguille ore une
fonction permettant d’amener le l d’aiguille sous le presseur de disque.– 33 –
Largeur de fente 8Largeur de fente 8Endroit sur lequel une étiquette élec-tronique est apposée1.Plage de couture de machine standard: X:Y=1200mm(X1):800mm(Y1)2.Plage de coupe du couteau fendeur laser : X:Y=1046mm(X2):776mm(Y2)3.Plage de coupe du couteau fendeur rotatif : X:Y=1099mm(X3):743mm(Y3)Attention :Chemin de taillage ø3Chemin de taillage ø3 Chemin de taillage ø3 T: Distance de la couture à la coupe du lA: Largeur de la fente du gabarit du couteau laserA=4+T+2.5T: Distance de la couture à la coupe du l
C: Largeur de la fente du gabarit du couteau rotatifLigne droite: B=4+T+2.5Courbe: C=4+T+4Schéma des gravures du gabarit du couteau rotatifSchéma des gravures du gabarit du couteau laserBord du gabarit du couteau laserDécoupe de tissuCoutureBord du gabarit旋旋旋旋旋旋旋旋旋
Bord du gabarit du couteau rotatifDécoupe de tissuCoutureBord du gabarit Exigences techniques
1. Il n’y a ni bavures ni arêtes aiguës sur les bords du
2. Déterminer la largeur de fente dans la plage de 6 à
10 mm en fonction du gabarit de la conguration. Elle est normalement réglée sur 8 mm. Plage de coupe du couteau fendeur rotatif dans le sens X 1099(X3)Plage de couture dans le sens X 1200(X1)Plage de coupe du couteau fendeur laser dans le sens X 1046(X2)Plage de coupe du couteau fendeur rotatif dans le sens Y 743(Y3)Plage de couture dans le sens Y 800(Y1)Plage de coupe du couteau fendeur laser dans le sens Y 776(Y2) 4-20. Création d’un gabarit (1) Usinage d’un gabarit Gabarit de type 12080 aux dimensions de la plage de couture maximale
Matériau du gabarit : plaque en PVC
Épaisseur du gabarit : plaque en PVC de 1,5 mm d’épaisseur
Ajuster la taille du gabarit en fonction des tissus et/ou de la conguration à coudre. La taille ne doit pas dépasser les dimensions maximales des spécications correspondantes.
Vérier la complexité de la conguration à coudre. Sélectionner ensuite les fentes de couture entre 6 mm et 8 mm en fonction de la complexité de la conguration.
Le locus des fentes de couture sur le gabarit doit être conçu selon la conguration à coudre ou l’usinage prévu.
Sélectionner la sculpteuse de congurations adaptée. Le gabarit doit être usiné par des ingénieurs quali- és qui ont suivi avec succès la formation sur le terrain.
Une fois l’usinage des gabarits supérieur et inférieur terminé, ébavurer les gabarits et la surface supé- rieure de la plaque de montage du gabarit.– 34 –
(2) Fixation des gabarits Usiner les gabarits supérieur et inférieur en fonction de la conception.
1) Placer le gabarit supérieur sur le gabarit inférieur,
comme indiqué sur la gure, et ajuster de sorte que les fentes de couture
sur les gabarits supérieur et inférieur soient alignées. Coller le ruban de gabarit exclusif (36 mm de large) sur les parties
comme illustré sur la gure.
2) Pour produire des coutures plus belles, il est
recommandé de xer fermement le tissu sur la position correcte en collant du ruban de recouvre- ment, du ruban adhésif double face, etc., sur les fentes des gabarits supérieur et inférieur ou de placer les goupilles de serrage aux emplacements appropriés an d’éviter le glissement du tissu.– 35 –
4-21. Préparatifs pour la couture
1) Allumer l’interrupteur d’alimentation principale.
Appuyer sur le bouton
pour allumer l’interrupt- eur d’alimentation principale.
2) Allumer l’interrupteur de la source d’air principale
Déplacer le purgeur d’air principal
vers la droi- te pour ouvrir la source d’air principale.
3) Réinitialisation de l’équipement
Lorsque l’équipement est réinitialisé en appuy- ant sur
, l’aiguille s’arrête à sa position d’arrêt supérieure, et le presseur de disque et le presseur médian se soulèvent.
4) Lire les données de la conguration à coudre ou
modier directement les données de la congura- tion sur le panneau de commande. Se reporter au mode d’emploi du système com- mandé par ordinateur pour en savoir plus.
5) Fixer une conguration
Déplacer une conguration vide (sans tissu), ajuster le trou de positionnement
sur la plaque de positionnement de la conguration sur la goupille de serrage. Placer les deux autres trous de positionnement auxiliaires
sur les man- chons de positionnement et les pousser com- plètement jusqu’au bout.
6) Lire les données de la conguration de couture
1. Si une carte IC est jointe à la conguration, le système électrique identiera automatiquement le pro-
gramme de la conguration de couture correspondante parmi celles enregistrées sur la carte IC.
2. Si aucune carte IC n’est jointe à la conguration, sélectionnez manuellement les données de la congura-
tion de couture correspondante sur l’écran de fonctionnement.
- Voir "4-23. Conguration du panneau de commande" p. 39 pour le mode d’emploi d’une carte IC.– 36 –
7) Sélection de la référence
Pour aligner le locus de la conguration de couture avec les fentes de couture de la congu- ration, il est nécessaire de dénir une référence. Plus précisément, il importe de dénir la référence en se reportant au mode d’emploi du scanner du système électrique. Après avoir établi une référence, acher l’écran de fonctionnement. Lorsque le bouton
est maintenu enfoncé, la couture de simulation de locus de la conguration démarre. Faire fonctionner la machine à coudre une fois pour vérier si le locus de la conguration de couture est aligné avec les fentes de la congu- ration. Si elles ne sont pas alignées, réajuster la référence. Pour arrêter l’opération pendant que l’opération de simulation est exécutée, appuyer sur le bouton
8) Placer le tissu à coudre
1. Retirer la conguration
Lorsque la conguration est déplacée sur la position de réinitialisation et que le bouton du pinceur
sur le panneau de commande est enfoncé, deux cylindres d’air sur le module linéaire dans le sens X libèrent la conguration. Extraire la conguration.
2. Positionnement du tissu
Poser le tissu à coudre sur la conguration. Vérier ensuite que le tissu est soigneusement disposé à l’horizontale. En outre, xer le tissu avec la méthode de maintien qui correspond à la conguration pour empêcher le tissu de se déplacer hors de sa position. Si le tissu contient de la plume ou du coton, presser le tissu pour chasser l’air le plus loin possible.
9) Réglage de la réinitialisation, de la conguration sur laquelle le tissu est placé et de la référence
- Exécuter la réinitialisation en suivant l’étape de la procédure 3).
- La manipulation de la conguration sur laquelle le tissu est placé est décrite à l’étape de la procédure 5).
- Le réglage de la référence est exécuté en suivant l’étape de la procédure 7).
Appuyer sur le bouton de démarrage
du panneau de commande pour commencer la couture. En- suite, la machine à coudre passe au mode de couture automatique.
11) Arrêt provisoire
En cas d’accident pendant la couture, appuyer sur le bouton d’arrêt provisoire
sur le panneau de commande. Puis, la machine à coudre cesse immédiatement de fonctionner.
Une fois l’accident mentionné ci-dessus éliminé, tourner le bouton d’arrêt provisoire
. Ensuite, le bou- ton sort et le mode d’arrêt d’urgence est réinitialisé. Appuyer ensuite sur le bouton de démarrage
pour redémarrer la couture automatique.– 37 – 4-22. RFID (Comment utiliser la carte IC)
1. Fixation de la carte IC
à la conguration avec un ruban adhésif double face ou un accessoire simi- laire.
2. Écriture des données de la conguration de
présent sur la table de la machine à coudre.
2) Appuyez sur « Menu »
sur l’écran de départ.– 38 –
3) Appuyez sur « Gestion des chiers »
sur l’écran de menu.
4) Sélectionnez sur l’écran du chier mémoire les
données de la conguration de couture
que vous souhaitez écrire sur la carte IC. Une fois les données sélectionnées, appuyez sur « RFID »
pour écrire les données de la cong- uration de couture sur la carte IC.
3. Chargement des données de la conguration
1) Sur l’écran de départ, appuyez sur le bouton «
2) Placez la carte IC avec les données de la cong-
uration de couture écrites sur le point noir présent sur la table.
3) Les données de la conguration de couture
écrites sur la carte IC sont lues.– 39 –
B C D EF 4-23. Conguration du panneau de commande
Partie LCD de l’écran tactile
Touche PAUSE Permet d’arrêter provisoirement la couture
Touche OPEN Déplacer la plaque de levage du cylindre en haut et en bas.
Touche PRESS Permet de déplacer le porte-cassette en haut ou en bas.
Touche START Permet de démarrer la couture
Bouton de réini- tialisation Permet de redémarrer le panneau de com- mande
- Ce produit n’est pas pourvu de la fonction Wi-Fi.– 40 –
Touche de verrouillage Permet de verrouiller la conguration de couture
Touche d’enlage Permet d’enler la tête de machine
Touche de changement de vitesse de l’arbre principal Permet de modier la vitesse de l’arbre principal de la machine à coudre
Touche d’utilisation du l de canette Permet d’acher la quantité de l de canette utilisé et de basculer sur l’écran de réglage
Touche de comptabilisation de la couture Permet d’acher le nombre de coutures et de basculer sur l’écran de réglage
Menu Permet de basculer sur l’écran de menu
Touche READY Permet de ramener la machine à coudre à son origine
Touche de réglage de la réfé- rence Permet de basculer sur l’écran de réglage de la référence
Touche du porte-cassette Permet de déplacer le porte-cassette.
Touche du pied presseur Permet d’actionner le pied presseur
Touche de réglage du pied presseur Permet de basculer sur l’écran de réglage du pied presseur
Touche de déplacement des pages Permet de basculer sur l’écran de mode de test
Touche test Permet d’opérer la conguration de couture par saut
Touche de retour de segment de ligne Permet de remettre la machine à coudre en position de départ de la couture en continu précédente par saut
Touche d’entraînement de segment de ligne Permet d’entraîner la machine à coudre sur la position de départ de la prochaine couture en continu par saut
Touche de retour de couture unique Permet de ramener la machine à coudre au point précédent. Si cette touche est maintenue enfoncée, le mode retour rapide commence
Touche d’entraînement de couture unique Permet d’entraîner la machine à coudre au point suivant. Si cette touche est maintenue enfoncée, le mode avance rapide commence
Touche de chier Permet de basculer sur l’écran de sélection des congurations de couture
Sélection des congurations de couture Sélectionner la conguration de couture à utiliser en la touchant *1. Se reporter au mode d’emploi du panneau de commande pour en savoir plus. Explication de l’écran du panneau de commande– 41 –
1) L’écran de maintenance s’ache lorsque le mo-
ment auquel la machine à coudre nécessite un entretient est arrivé. (Environ tous les trois mois) Si le bouton Annuler
est enfoncé, l’écran de maintenance revient à l’écran de couture. Toute- fois, l’écran de maintenance s’ache à nouveau une heure plus tard. Le mode d’entretien est le mode dans lequel l’avis indiquant que la durée d’utilisation de la machine à coudre nécessite un entretien est fourni an de prolonger la durée de vie de la machine à coudre. Dans ce mode, l’écran de maintenance s’ache sur le panneau de commande. Lorsque le personnel de maintenance saisit le mot de passe utilisateur, l’écran de maintenance est eacé.
2) Si le bouton Entrée
est enfoncé, l’écran de saisie du mot de passe utilisateur s’ache à condition que le mot de passe utilisateur ait été conguré au préalable.
3) Ajouter de la graisse en se reportant à
4) Entrer le mot de passe utilisateur. Ensuite, l’écran
de maintenance revient à l’écran de couture.– 42 – Classe- ment des paramètres N° Nom du paramètre Plage Valeur standard Signication du paramètre et commen- taire Usinage automa- tique P1 Le pinceur est ouvert une fois l’usinage auto- matique terminé Oui/Non Oui La pince pour cassette est soulevée à chaque n de cycle de couture en conti-
Nombre de points à coudre en début et en n de couture avec le pres- seur médian abaissé 0 à 8 2 Nombre de points pendant lesquels le presseur médian appuie sur le tissu en début et en n de couture P3 Coupe du l une fois l’usinage automatique terminé Oui/Non Oui La coupe du l est exécutée à chaque n de cycle de couture en continu. P4 Position à laquelle l’ai- guille est ramenée à la n de l’usinage automa- tique Origine/origine secondaire Origine L’origine est l’origine des coordonnées absolues. L’origine secondaire est l’origine secon- daire (point de décalage) ajoutée à la conguration. P5 Si la tension du l doit être diminuée ou non Oui/Non Non Indique si la tension du l est desserrée ou non pendant le saut P173 Le pied presseur est retenu lors du réglage d’une référence Oui/Non Non Le pied presseur est retenu pendant qu’une référence est réglée. Sur l’« écran principal », maintenir le pied presseur dans sa position actuelle tout en déplaçant l’arbre. (Soulevé ou abaissé) L’« écran principal » s’ache après le démarrage du panneau de commande. P259 Fonctionnement auto- matique du pinceur Oui/Non Non Indique si la pince pour cassette est activée en début de couture ou non P240 Fonctionnement du pin- ceur avant l’alimentation manuelle Oui/Non Non Indique si la pince pour cassette est ac- tivée avant que l’alimentation manuelle soit exécutée P6 Nombre de points cousus avec chevau- chement en début de couture OFF / 1 / 2 OFF Si « 1 » ou « 2 » est réglé, la couture est répétée une ou deux fois à la pre- mière position d’insertion de l’aiguille avant de passer à la position d’insertion de l’aiguille suivante au moment du démarrage de la machine à coudre. Réglage du nombre de points à entraî- nement inverse en début de couture Si « OFF » est réglé, la machine à coudre ne répète pas la couture P7 Nombre de points à coudre en début de cou- ture sans mécanisme de relâchement de la tension du l 0 à 255 0 Le mécanisme de relâchement de la tension du l est désactivé pendant que la machine à coudre coud le nombre de points déni en début de couture P147 Hauteur du presseur mé- dian lorsqu’il est abaissé en début de couture 0 à 4 0,5 Hauteur du presseur médian en début de couture P148 Hauteur du presseur mé- dian lorsqu’il est abaissé en n de couture 0 à 4 0,5 Hauteur du presseur médian en n de couture 4-25. Liste des paramètres– 43 – Classe- ment des paramètres N° Nom du paramètre Plage Valeur standard Signication du paramètre et commen- taire Usinage automa- tique P161 Réglage de la largeur d’oscillation du pied presseur en début et en n de couture Normal/de- mi-coupe/aug- mentation Normal P172 Le presseur médian est réinitialisé une fois l’opération terminée Oui/Non Oui Le moteur électrique du presseur mé- dian est réinitialisé en n de couture P248 Si le déplacement de l’arbre est nécessaire ou non avant le réglage d’une référence Oui/Non Oui P252 Erreur d’ouverture du pinceur au moment du réglage d’une référence Oui/Non Non P794 ES 1 de sortie à la n de l’opération Oui/Non Non P796 Haut/Bas Bas P795 ES 2 de sortie à la n de l’opération Oui/Non Non P797 Haut/Bas Bas Vitesse de démar- rage P8 Vitesse de démarrage du premier point (tr/min) 100 à 3000 300 Vitesse de couture du premier point P9 Vitesse de démarrage du deuxième point (tr/ min) 100 à 3000 600 Vitesse de couture du deuxième point P10 Vitesse de démarrage du troisième point (tr/ min) 100 à 3000 900 Vitesse de couture du troisième point P11 Vitesse de démarrage du 4e point (tr/min) 100 à 3000 1500 Vitesse de couture du 4e point P12 Vitesse de démarrage du 5e point (tr/min) 100 à 3000 2100 Vitesse de couture du 5e point P170 Nombre de tours de la couture à entraînement inverse (tr/min) 100 à 3000 1200 Vitesse de la couture à entraînement inverse P13 Si le départ en douceur est nécessaire ou non Oui/Non Oui Indique si la machine est démarrée à faible vitesse P162 Si le départ en douceur est nécessaire pour le deuxième point en début de couture Oui/Non Non Indique si le deuxième point est cousu à faible vitesse P163 Si la réduction de la vitesse de couture est nécessaire pour deux points en n de la cou- ture Oui/Non Non Deux points en n de la couture sont cousus à une vitesse lente Para- mètre de vitesse P14 Nombre maximum de tours de l’arbre principal (tr/min) 100 à 3000 S: 3000 H: 1800 Nombre maximum de tours de l’arbre principal P15 Vitesse du saut (mm/ min) 100 à 40000 20000 Vitesse du saut P916 Vitesse d’approche de l’entraînement (mm/min) 100 à 20000 5000 Vitesse de déplacement lors de la correction et de la création de congu- rations– 44 – Classe- ment des paramètres N° Nom du paramètre Plage Valeur standard Signication du paramètre et commen- taire Para- mètre de vitesse P160 Vitesse de la couture d’essai (mm/min) 100 à 60000 8000 Vitesse de démonstration P17 Vitesse de couture de boutons 1 après avoir appuyé sur le bouton (mm/min) 100 à 20000 500 Huit touches directionnelles prennent en charge le déplacement manuel de la boîte ou la collection de chiers Vitesse de fonctionnement à l’aide de l’icône P18 Vitesse de couture de boutons 2 après avoir appuyé sur le bouton (mm/min) 100 à 20000 1500 Huit touches directionnelles sont prises en charge Vitesse de fonctionnement à l’aide de l’icône P19 Vitesse de couture de boutons 3 après avoir appuyé sur le bouton (mm/min) 100 à 20000 8000 Huit touches directionnelles sont prises en charge Vitesse de fonctionnement à l’aide de l’icône P174 Vitesse de tête de ma- chine 2 (mm/s) 0 à 2000 0 Vitesse des axes XY lors de l’utilisation d’un couteau laser P175 Vitesse de tête de ma- chine 3 (mm/s) 0 à 2000 0 Vitesse des axes XY lors de l’utilisation d’un couteau laser P178 Vitesse d’approche continue Réduite/minimum/ normale Réduite Vitesse de déplacement lors de la créa- tion des congurations P773 Nombre de tours dans le sens inverse (tr/min) 0 à 3000 0 Vitesse de la couture à entraînement inverse P774 Nombre de points cousus à une vitesse limitée en n de couture 0 à 30 0 Réglage du nombre de points à partir duquel la vitesse de couture est limitée à la n de la couture d’une conguration P775 Vitesse de couture limi- tée à utiliser en n de couture 100 à 1800 0 Ce paramètre est utilisé en combinai- son avec P774 pour obtenir la valeur spécique de la vitesse limitée. Réglage du pin- ceur P22 Interdiction de coudre pendant le soulèvement du pinceur Oui/Non Oui Réglage du bobineur de canette P25 Angle de départ du pinceur de l en début de couture 1 à 990 10 Angle du pinceur de l activé en début de couture P26 Angle de n du pinceur de l en début de cou- ture 1 à 990 10 Angle du pinceur de l désactivé en début de couture P27 Angle de départ du pinceur de l pendant la coupe du l 1 à 990 15 Angle de départ du pinceur de l pen- dant la coupe du l P28 Angle de n du pinceur de l pendant la coupe du l 1 à 990 180 Angle de n du pinceur de l pendant la coupe du l P781 Si le pinceur est néces- saire ou non pendant le déplacement Oui/Non Non P743 Retard de l’ouverture du double pinceur (ms) 0 à 5000 0 P744 Retard de l’abaissement du double pinceur (ms) 0 à 5000 0– 45 – Classe- ment des paramètres N° Nom du paramètre Plage Valeur standard Signication du paramètre et commen- taire Réglage du bobi- neur de canette P29 Statut du bobineur de canette Autorisé/interdit Autorisé Bobineur de canette État par défaut P30 Vitesse de bobinage (tr/ min) 100 à 4500 2200 Vitesse de bobinage de canette P31 Réglage de la durée du bobinage de la canette (en secondes) 1 à 63000 200 Réglage de la durée du bobinage de la canette Réinitia- liser le réglage P36 Pinceur au moment de la réinitialisation Oui/Non Non La pince pour cassette descend lors du retour à l’origine P264 Le pinceur est ouvert après la réinitialisation manuelle Oui/Non Oui La pince pour cassette se soulève lors du retour à l’origine en appuyant sur le bouton de réinitialisation P38 Méthode de retour à l’origine XY simultanés/ Préférence pour X/Préférence pour
XY simul- tanés « XY simultanés » signie que les axes x et y sont simultanément ramenés à leur origine. « Préférence X » signie que l’axe X est d’abord ramené à l’ori- gine, et « Préférence Y » signie que l’axe Y est d’abord ramené à l’origine. P39 Vitesse de retour à l’ori- gine (mm/min) 100 à 60000 15000 Vitesse des axes X, Y lors de la réinitia- lisation à l’origine P756- P761 Paramètre E/S de sortie avant réinitialisation OUT1 à OUT6/ Non déni Non déni Réglage d’E/S avant réinitialisation P762- P797 Niveau haut/ni- veau bas Niveau haut P649 Alarme en cas d’erreur de réinitialisation Oui/Non Non P782- P787 Paramètre E/S de sortie après réinitialisation OUT1 à OUT6/ Non déni Non déni Réglage d’E/S après le retour à l’origine P788- P793 Niveau haut/ni- veau bas Niveau bas Réglage de l’arrêt provisoire P40 Coupe automatique du l pendant l’arrêt provi- soire Oui/Non Oui Indique si la coupe automatique du l est eectuée à l’arrêt provisoire P41 Position de l’aiguille pendant l’arrêt provi- soire Position d’ar- rêt supérieure/ position d’arrêt inférieure Position d’arrêt su- périeure Position de la barre à aiguille pendant l’arrêt provisoire P45 Type de bouton d’arrêt provisoire Autoverrouillage/ Normal Autover- rouillage Type souple d’arrêt provisoire, autover- rouillage et normal Normal rebondit automatiquement lors- qu’il est touché P799 Le pied presseur n’est pas relevé pendant l’arrêt provisoire Oui/Non Non Réglages des statis- tiques P49 La quantité restante de l de canette est eacée à la mise sous tension Oui/Non Non Indique si la quantité restante de l de canette est réinitialisée à 0 (zéro) à la mise sous tension P50 L’opération s’arrête une fois que le l de canette est épuisé Oui/Non Oui Avec « Activer », la machine à coudre s’arrête lorsque la longueur du l de ca- nette consommé a atteint la « longueur totale ».– 46 – Classe- ment des paramètres N° Nom du paramètre Plage Valeur standard Signication du paramètre et commen- taire Réglages des statis- tiques P51 Le réglage du compteur de l de canette est activé Oui/Non Oui Avec « Set », les statistiques indiquent automatiquement la longueur de l de canette consommé P46 Le compteur de l de canette est eacé à la mise sous tension Oui/Non Oui Indique si le compteur de couture est réinitialisé à 0 (zéro) à la mise sous tension P47 L’opération continue après que le compteur a atteint la valeur de réglage Oui/Non Oui Indique si l’opération continue après que le compteur de couture a atteint la valeur de réglage P48 Le réglage du compteur est activé Oui/Non Oui Indique si le compteur de couture est activé P52 Compteur des heures de travail Oui/Non Oui Si « Activer » est sélectionné, la fonction de statistiques de la durée d’usinage est activée P779 Mode de comptabilisa- tion du l de canette IN1 à IN4/par défaut Réglage par défaut Mode statistique de la quantité de l de canette P780 Valeur de réglage de surplus du l de canette (mm) 0 à 600000 0 Réglage de la quantité restante du l de canette Réglage du pinceur de l P54 Position du pinceur de l en début de couture 0 à 200 0 Position du pinceur de l en début de couture P236 E/S de sortie laser Oui/Non Non Sortie laser P693 Activation du crochet modiable automatique- ment Oui/Non Non Détection de rupture de l P55 Détection automatique de rupture de l Oui/Non Oui Si « Détecter » est sélectionné, l’opéra- tion est interrompue et la description de l’erreur s’ache. Fonction de détection de la rupture de l P56 La automatique coupe- l à la détection de rupture de l Oui/Non Oui Dans le cas de "Oui", la coupe-l est automatiquement eectuée après la détection de rupture de l Cassure du l est suivie par la coupe du
P57 La détection est ignorée pour le nombre déni de points pendant la couture 1 à 255 3 Pour le nombre de points déni en premier, la rupture de l ne sera pas détectée P58 Détection du nombre réel de points en cas de rupture de l 1 à 255 2 Dans le cas où la rupture de l est détectée en continu pour atteindre le nombre maximum de points cassés spécié, on suppose que le l est déni- tivement cassé. P237 E/S de sortie de la rup- ture de l Oui/Non Non Réglage de la rup- ture de l P60 Nombre de tours de l’arbre principal du coupe-l (tr/min) 10 à 2000 260 Vitesse de l’arbre principal du coupe-l P61 Délai de démarrage du coupe-l (en secondes) 0,01 à 6,55 0,01 Délai au début de la coupe du l P62 Durée de fonctionne- ment continu du tire-ls (en secondes) 0,01 à 6,55 0,15 Durée de fonctionnement du tire-ls– 47 – Classe- ment des paramètres N° Nom du paramètre Plage Valeur standard Signication du paramètre et commen- taire Réglage de la rup- ture de l P63 Retard dans le soulève- ment du pied presseur après la désactivation du tire-ls (en se- condes) 0,01 à 6,55 0,25 Délai d’extinction du tire-ls P65 Si le l est coupé pen- dant le saut après la couture Oui/Non Oui Indique si le l est coupé au moment du saut P66 Si le tire-ls est utilisé ou non Oui/Non Oui Indique si le tire-ls est utilisé P169 Mode de démarrage de relâchement du l Angle / delay Angle Démarrage de la méthode de synchro- nisation pour désactiver le mécanisme de relâchement de la tension du l P168 Angle de relâchement du l 0 à 999 850 Angle de désactivation du mécanisme de relâchement de la tension du l Réglage de l’acti- vation P70 La machine à coudre est ramenée à « l’arrêt avec son aiguille en haut » au moment de la mise sous tension Oui/Non Oui La barre à aiguille est à la position su- périeure lors de la mise sous tension P71 Le pinceur est automati- quement ramené à son origine à la mise sous tension Oui/Non Non La cassette revient automatiquement à son origine à la mise sous tension P73 Le pied presseur est soulevé à la mise sous tension Oui/Non Oui Le pied presseur se soulève à la mise sous tension Autres pa- ramètres P74 Si la détection de la pression de l’air est nécessaire ou non Oui/Non Non Si « Activer » est sélectionné, la machine à coudre s’arrête et génère l’alarme si la pression d’air détectée est faible pendant l’opération P75 Si la répétition est né- cessaire ou non Oui/Non Non « Activer » signie que l’usinage cycli- que du même chier est démarré après la mise sous tension P76 Durée d’usinage répétitif (min) 1 à 65535 1440 Durée totale d’usinage cyclique : Lorsque le temps déni est écoulé, l’usi- nage cyclique est arrêté P77 Intervalle d’usinage répétitif (en secondes) 0 à 20 2 Intervalle entre la n de l’usinage et le redémarrage de l’usinage sous le mode d’usinage cyclique P78 Position de n d’opéra- tion Retour à 0 (zéro)/ position de départ de la couture/ré- glage par défaut Retour à 0 (zéro) Retour à 0 (zéro) : Toutes les coordon- nées des axes x/y reviennent à 0 (zéro) ; la machine à coudre termine la couture ; point de réinitialisation Côté droit : Position la plus à droite dans la plage d’usinage Position de départ de la couture : Pre- mier point de couture du chier d’usi- nage Réglage par défaut : La machine à coudre s’arrête une fois l’usinage termi- né– 48 – Classe- ment des paramètres N° Nom du paramètre Plage Valeur standard Signication du paramètre et commen- taire Autres pa- ramètres P395 Méthode de reconnais- sance de gabarit Code-barre/ étiquette électro- nique Étiquette électro- nique Par numéro de série du chier : Mode d’identication du code-barre Par nom de chier : Mode d’identication de l’étiquette électronique P81 Style d’interface Classique/simple Classique Classique : Style de boutons du boîtier virtuel Simple : Style bouton plat P681 Le mode de déplace- ment est lancé avant le fonctionnement XY simultanés/ Priorité à X/Priori- té à Y XY simul- tanés P755 Mode de saut en cours de fonctionnement Priorité à X/Priori- té à Y/XY simulta- nés Priorité à
Mode de déplacement avec saut P241 Connexion à l’écran élargi Oui/Non Non Si « Utiliser » est sélectionné, des informations sur le chier d’opération peuvent être achées sur l’achage externe supplémentaire P79 Inverser l’entraînement après que l’aiguille de l’arbre principal s’arrête 0 à 160 0 P242 Invite vocale Élevé/Moyen/ Faible/OFF OFF « Élevé », « moyen » et « faible » se réfèrent respectivement à l’ampleur du son P21 Activation de la fonc- tion mémoire en cas de panne de courant Activer/Désacti- ver Activer Après la réactivation de la machine à coudre, la séquence de couture ef- fectuée avant la panne de courant est reprise pour continuer la couture à partir de cette séquence interrompue. P194 Le chier est activé lors de la séparation de l’étiquette électronique Activer/Désacti- ver Désacti- ver– 49 – Code d'erreur Description de l'erreur Cause du défaut Solution E001 Il n’y a pas de réinitialisa- tion La machine n’est pas réinitialisée ou mal réinitialisée après la mise sous tension Cliquer sur le bouton « Réinitialiser » pour réinitialiser E002 Signal X zéro introuvable 1. Le capteur de limite de l’axe X est défectueux ou le câblage est défectueux
2. Les vis du capteur ou du dé-
ecteur sont desserrées ou un blocage mécanique empêche le capteur de bouger.
3. Erreurs de paramètres, comme le
sens de réinitialisation de l’axe X, la polarité, la taille du plateau, etc.
1. Vérier le câblage du capteur, déclen-
cher manuellement le capteur et vérier s’il y a un changement dans le texte de la limite X du « test d’entrée » à l’écran. Remplacer sans changement
2. Vérier la structure
3. Réinitialiser ou rediriger les paramètres
E003 Signal Y zéro introuvable Consulter la méthode de gestion des erreurs E002 E004 Signal Z zéro introuvable Consulter la méthode de gestion des erreurs E002 E005 Signal U zéro introuvable Consulter la méthode de gestion des erreurs E002 E006 Signal zéro étendu introu- vable Consulter la méthode de gestion des erreurs E002 E007 Broche sans signal zéro interne
1. Le câblage de l’encodeur de la
broche est défectueux
2. L’encodeur de la broche est en-
3. La carte d’alimentation est cassée
4. Le moteur électrique est cassé
1. Vérier le câblage de l’encodeur de la
2. Remplacer le moteur électrique de la
3. Remplacer la carte d’alimentation
4. Remplacer le moteur électrique
E020 Surtension de l’axe X 1. Surcharge lorsque la charge est trop lourde et que la vitesse du ralenti est trop rapide pour s’arrêter
2. La carte principale ou la carte
d’alimentation est cassée, et la tension de détection de l’axe X dépasse 92 V.
1. Diminuer la vitesse du ralenti
2. Vérier les paramètres auxiliaires du
menu à l’écran, vérier l’entraînement interne et observer la tension actuelle de l’axe XZ, si elle n’est pas comprise entre 80 et 92 V, cela signie que la carte d’alimentation est défectueuse et qu’il faut remplacer la carte d’alimenta- tion. Si l’un d’entre eux se trouve dans cette plage, cela signie que la carte mère est défectueuse et doit être rem- placée. E021 Sous-tension de l’axe X 1. La tension secteur est trop basse
2. Défaillance de la carte d’alimenta-
1. Vérier si la tension du moteur d’entraî-
nement de l’axe X est inférieure à 180 V, et vérier si des dispositifs de puissance élevée autour du dispositif démarrent et s’arrêtent fréquemment ; installer un stabilisateur de tension en fonction de la situation.
2. Remplacer la carte d’alimentation
4-26. Liste des codes d’erreur– 50 – Code d'erreur Description de l'erreur Cause du défaut Solution E022 Surintensité du matériel de l’axe X
1. Le moteur électrique de l’axe X
est cassé ou le câble du moteur est cassé et court-circuité
2. La carte mère est cassée
1. Remplacer le moteur électrique
2. Remplacer la carte mère
E023 Surintensité du logiciel du moteur d’entraînement de l’axe X
1. Les paramètres sont incorrects
2. Le moteur électrique est bloqué
3. Le moteur électrique est cassé ou
le câble du moteur est endomma- gé et court-circuité
4. La carte d’alimentation est endom-
1. Réinitialiser ou rediriger les paramètres
2. Vérier la machinerie
3. Vérier et remplacer le moteur élec-
4. Remplacer la carte d’alimentation
E024 Défaillance de l’encodeur de l’axe X
1. Il est signalé comme trop rapide
lorsqu’il se déplace.
2. Mauvais contact ou contact en-
dommagé du câble de l’encodeur
3. La machine est bloquée, ce qui
fait tourner le moteur électrique
4. La carte mère est cassée
5. Le moteur électrique est cassé
1. Diminuer la vitesse du ralenti
2. Vérier le câblage ou remplacer le mo-
4. Remplacer la carte mère
5. Remplacer le moteur électrique
E025 Axe X déconnecté 1. La che du moteur électrique n’est pas insérée ou présente un mau- vais contact
2. Le câble du moteur électrique est
débranché ou endommagé
3. La carte mère est cassée
1. Vérier le câblage
2. Remplacer le moteur électrique
3. Remplacer la carte mère
E026 Surcharge de l’axe X L’axe X est surchargé Alléger la charge E027 La déviation par rapport à la position de l’axe X est trop importante Alarme de rechange E028 Défaillance du module d’échantillonnage AD de l’axe X
1. Anomalie au démarrage
2. La carte mère est endommagée
2. Remplacer la carte mère
E029 Surchaue de l’axe X Surcharge du moteur d’entraînement Alléger la charge E030 Surtension de l’axe Y Consulter la méthode de gestion des er- reurs E020 E031 Sous-tension de l’axe Y Consulter la méthode de gestion des er- reurs E021 E032 Surintensité du matériel de l’axe Y Consulter la méthode de gestion des er- reurs E022 E033 Surintensité du logiciel de l’axe Y Consulter la méthode de gestion des er- reurs E023 E034 Défaillance de l’encodeur de l’axe Y Consulter la méthode de gestion des er- reurs E024 E035 Axe Y déconnecté Consulter la méthode de gestion des er- reurs E025 E036 Surcharge de l’axe Y Consulter la méthode de gestion des er- reurs E026 E037 La déviation par rapport à la position de l’axe Y est trop importante Alarme de rechange E038 Défaillance du module d’échantillonnage AD de l’axe Y Consulter la méthode de gestion des er- reurs E028– 51 – Code d'erreur Description de l'erreur Cause du défaut Solution E039 Surchaue de l’axe Y Consulter la méthode de gestion des er- reurs E029 E040 Surtension de l’axe Z Consulter la méthode de gestion des er- reurs E020 E041 Sous-tension de l’axe Z Consulter la méthode de gestion des er- reurs E021 E042 Surintensité du matériel de l’axe Z Consulter la méthode de gestion des er- reurs E022 E043 Surintensité du logiciel de l’axe Z Consulter la méthode de gestion des er- reurs E023 E044 Défaillance de l’encodeur de l’axe Z Consulter la méthode de gestion des er- reurs E024 E045 Axe Z déconnecté Consulter la méthode de gestion des er- reurs E025 E046 Surcharge de l’axe Z Consulter la méthode de gestion des er- reurs E026 E047 La déviation par rapport à la position de l’axe Z est trop importante Alarme de rechange E048 Défaillance du module d’échantillonnage AD de l’axe Z Consulter la méthode de gestion des er- reurs E028 E049 Surchaue de l’axe Z Consulter la méthode de gestion des er- reurs E029 E050 Surtension du moteur d’en- traînement de cisaillement Consulter la méthode de gestion des er- reurs E020 E051 Sous-tension du moteur d’entraînement de cisaille- ment
1. La vitesse du ralenti de l’axe XY
est trop rapide lors de l’arrêt
2. Le module de coupe ou la carte
d’alimentation est cassé(e).
1. Vérier si la tension de l’arbre d’en-
traînement du coupe-l est inférieure à 180 V, et vérier si des dispositifs de puissance élevée autour du dispositif démarrent et s’arrêtent fréquemment ; un stabilisateur de tension est prévu selon le cas.
2. Remplacer la carte d’alimentation
E052 Surintensité du matériel du moteur d’entraînement de cisaillement Consulter la méthode de gestion des er- reurs E022 E053 Surintensité du logiciel du moteur d’entraînement de cisaillement Consulter la méthode de gestion des er- reurs E023 E054 Défaillance de l’encodeur du moteur d’entraînement de cisaillement Consulter la méthode de gestion des er- reurs E024 E055 Circuit du moteur d’entraî- nement de cisaillement ouvert
1. Mauvais contact du siège du mo-
2. Le câble du moteur électrique est
débranché ou endommagé
3. Le module de coupe du l est
1. Vérier le câblage
2. Remplacer le moteur électrique
3. Remplacer le module de coupe du l
E056 Surcharge du moteur d’en- traînement de cisaillement Consulter la méthode de gestion des er- reurs E026– 52 – Code d'erreur Description de l'erreur Cause du défaut Solution E057 Diérence de position du moteur d’entraînement de cisaillement Consulter la méthode de gestion des er- reurs E027 E058 Défaillance de l’échantillon- nage AD du moteur d’en- traînement de cisaillement Consulter la méthode de gestion des er- reurs E028 E059 Surchaue du moteur d’en- traînement de cisaillement Consulter la méthode de gestion des er- reurs E029 E060 Surtension de l’axe princi- pal
1. La tension secteur est trop élevée
2. Défaillance de la carte d’alimenta-
1. Vérier l’entraînement interne pour voir
si la tension de la broche est supérieure à 400 V, vérier si la tension d’alimen- tation CA uctue de façon anormale et vérier s’il y a des équipements de puis- sance élevée autour de l’équipement qui démarrent et s’arrêtent fréquem- ment ; installer un régulateur de tension, selon le cas.
2. Remplacer la carte d’alimentation
E061 Sous-tension de l’axe prin- cipal
1. La tension secteur est trop basse
2. Défaillance de la carte d’alimenta-
1. Vérier l’entraînement interne pour voir
si la tension de la broche est inférieure à 180 V et vérier s’il y a des dispositifs de puissance élevée autour du dispositif qui démarrent et s’arrêtent fréquem- ment ; installer un régulateur de tension, selon le cas.
2. Remplacer la carte d’alimentation
E062 Surintensité du matériel de l’axe principal
1. Le moteur électrique de l’axe X
est cassé ou le câble du moteur est endommagé et court-circuité
2. La carte mère est endommagée
1. Remplacer le moteur électrique
2. Remplacer la carte mère
E063 Surintensité du logiciel de l’axe principal
1. Les paramètres sont incorrects.
2. Le moteur électrique est bloqué
3. Le moteur électrique est cassé ou
le câble du moteur est cassé et court-circuité
4. La carte d’alimentation est cassée
1. Réinitialiser ou rediriger les paramètres
2. Vérier la machinerie
3. Vérier et remplacer le moteur élec-
4. Remplacer la carte d’alimentation
E064 Défaillance de l’encodeur de l’axe principal
1. Mauvais câblage de l’encodeur
2. L’encodeur est endommagé
1. Vérier le câblage de l’encodeur du
2. Remplacer le moteur électrique de la
broche E065 Rotor verrouillé sur l’axe principal
1. La charge est trop lourde
2. La broche est bloquée mécani-
E066 Détection de l’axe principal pour le rotor verrouillé La charge de la broche est trop im- portante Vérier si la structure mécanique de la broche présente des problèmes E067 Protection du matériel ser- vo Y
1. Le moteur électrique est cassé ou
le câble du moteur est cassé et court-circuité
2. Le moteur électrique est bloqué
3. La carte servo Y est cassée
4. Les paramètres sont incorrects
1. Vérier et remplacer le moteur élec-
2. Vérier la machinerie
3. Remplacer la carte servo Y
4. Réinitialiser ou rediriger les paramètres
E068 HOC servo Y Alarme de rechange E069 Erreur de correction initiale du module AD servo Y Consulter la méthode de gestion des er- reurs E028– 53 – Code d'erreur Description de l'erreur Cause du défaut Solution E070 Exception de stockage des paramètres servo Y Anomalie de la puce mémoire Remplacer la puce E071 Anomalie du paramètre du système servo Y Erreur de conguration des para- mètres Vérier la conguration des paramètres E072 Défaillance du module d’échantillonnage AD servo
Consulter la méthode de gestion des er- reurs E028 E073 Encodeur servo Y décon- necté
1. L’encodeur servo Y présente un
mauvais contact ou est déconnec-
2. Le servomoteur Y est cassé
3. La carte servo Y est cassée
1. Vérier la ligne de l’encodeur servo Y
2. Remplacer le servomoteur Y
3. Remplacer la carte servo Y
E074 Interférence AB de l’enco- deur servo Y
1. Le programme de la carte servo Y
est l’ancienne version
2. Mauvais contact ou l cassé de
1. Regarder l’écran « Entraînement interne
» - « Servo Y » « Numéro de version », 1 signie que l’ancienne version doit être retournée à l’usine pour mettre à jour le programme
2. Vérier le câble de l’encodeur
E075 Interférence Z de l’encodeur servo Y Consulter la méthode de gestion des er- reurs E074 E076 Sous-tension du bus servo
Consulter la méthode de gestion des er- reurs E410 E077 Surintensité du logiciel servo Y Alarme de rechange E078 Surcharge du servomoteur
Consulter la méthode de gestion des er- reurs E023 E079 Surcharge du servomoteur
Consulter la méthode de gestion des er- reurs E026 E080 Surcharge du moteur d’en- traînement servo Y Consulter la méthode de gestion des er- reurs E026 E081 Surchaue du servomoteur
Surcharge du moteur électrique Alléger la charge E082 Surchaue du moteur d’en- traînement servo Y Consulter la méthode de gestion des er- reurs E029 E083 Anomalie du ventilateur servo Y Alarme de rechange E084 Survitesse servo Y 1. Le câblage du câble et du câble de l’encodeur est incorrect
2. La puissance de la fréquence
d’impulsion par le contrôleur est trop importante
3. Le rapport de vitesse électronique
4. Le réglage du servo-gain est trop
1. Si le câblage du câble d’alimentation du
servomoteur et du câble de l’encodeur est défectueux et endommagé
2. La puissance de la fréquence d’impul-
sion par le contrôleur est trop impor- tante
3. Réduire le rapport de vitesse électro-
4. Essayer de régler à nouveau le ser-
vo-gain manuellement ou automatique- ment E085 La déviation par rapport à la position servo Y est trop importante
1. Le programme de la carte servo Y
est une ancienne version
2. Mécanique bloquée
1. Voir « Entraînement interne » - « Servo
Y » à l’écran. L’absence de numéro de version indique que l’ancienne version doit être retournée à l’usine pour mettre à jour le programme.
2. Vérier la machinerie– 54 –
Code d'erreur Description de l'erreur Cause du défaut Solution E086 Défaillance de la phase de tension du bus servo Y
1. Mauvais câblage du moteur élec-
2. Le moteur électrique est endom-
3. La carte servo Y est endommagée
1. Vérier le câblage du moteur électrique
2. Remplacer le moteur électrique
3. Remplacer la carte servo Y
E087 Erreur de séquence de phase du servomoteur Y Séquence de phase de câblage incorrecte Câblage dans la séquence de phase cor- recte E088 Erreur d’entrée de courant nominal du moteur d’entraî- nement servo Y Alarme de rechange E089 Surcharge de la résistance du servofrein Y Alarme de rechange E090 Surchaue de l’encodeur absolu servo Y Alarme de rechange E091 Basse tension de la batterie servo Y Batterie déchargée Remplacer la batterie E092 Perte des informations de position servo Y Alarme de rechange E093 Non-correspondance entre l’entraînement servo Y et le moteur électrique Le modèle de moteur ne correspond pas Remplacer le servomoteur E094 Échec du retour à l’origine servo Y
1. Il y a un problème avec l’encodeur
2. Il y a un problème avec le sens de
3. La résistance de limitation du cou-
rant d’impulsion est importante
1. Réviser l’encodeur
2. Réviser le sens de l’entraînement
3. Réduire la tension d’alimentation
E095 Alimentation principale servo Y éteinte Alarme de rechange E096 Échec d’apprentissage de l’angle de décalage servo Y Alarme de rechange E097 Redémarrage après cou- pure de courant servo Y
3. La vis ou l’écrou est endomma-
1. Fonctionnement à charge réduite
2. Traitement de refroidissement
3. Accessoires d’entretien
E098 Servo Y initialise l’erreur LAN9252 Alarme de rechange E099 Communication DSP et ESC servo Y interrompue Alarme de rechange E100 Servo Y interrompt la com- munication avec l’hôte via le câble réseau Alarme de rechange E101 Paramètres PDO servo Y en lecture seule Alarme de rechange E102 PDO servo Y n’a pas d’in- dex à trouver Alarme de rechange E103 Délai de synchronisation du paramètre PDO servo Y hors plage Alarme de rechange E104 Données PDO servo Y hors plage Alarme de rechange E105 Défaut de mise à la terre UVW servo Y
1. Séquence de phase incorrecte
2. La tension d’alimentation est trop
1. Régler la séquence de phases
2. Réduire la tension d’alimentation– 55 –
Code d'erreur Description de l'erreur Cause du défaut Solution E106 Échec de l’identication de l’inertie du servo Y Alarme de rechange E107 Échec de lecture et d’écri- ture de l’EEPROM de l’encodeur servo Y Alarme de rechange E108 Limite positive de la posi- tion servo Y Alarme de rechange E109 Limite négative de la posi- tion servo Y Alarme de rechange E110 La plage de réglage du rap- port de vitesse électronique servo Y est incorrecte Alarme de rechange E111 Erreur de fréquence d’im- pulsion d’entrée servo Y trop élevée Alarme de rechange E112 Protection du matériel de la broche
1. Le moteur électrique est cassé ou
le câble du moteur est endomma- gé et court-circuité
2. Le moteur électrique est bloqué
3. Le module de la broche de la
carte d’alimentation broche est endommagé
1. Vérier et remplacer le moteur élec-
2. Vérier la machinerie
3. Remplacer la carte d’alimentation
E113 Encodeur de la broche cassé
1. Mauvais contact ou l cassé de
l’encodeur de la broche
2. Le moteur électrique de la broche
1. Vérier la ligne de l’encodeur de la bro-
2. Remplacer le moteur électrique de la
broche E114 Interférence AB de l’enco- deur de la broche
1. Le programme de la carte d’ali-
mentation est l’ancienne version
2. Mauvais contact ou l cassé de
l’encodeur de la broche
1. Regarder l’écran « Entraînement
interne » - « Numéro de version ». 1 signie que l’ancienne version doit être retournée à l’usine pour mettre à jour le programme
2. Vérier le câble de l’encodeur
E115 Interférence Z de l’encodeur de la broche Consulter la méthode de gestion des er- reurs E114 E116 Données de rotation multi- ple de la broche hors plage Consulter la méthode de gestion des er- reurs E092 E117 Surchaue de l’encodeur absolu de la broche Consulter la méthode de gestion des er- reurs E090 E118 La tension de la batterie de la broche est trop basse Consulter la méthode de gestion des er- reurs E091 E119 La position de rotation multiple de la broche est manquante Alarme de rechange E120 Surcharge du moteur élec- trique de la broche Consulter la méthode de gestion des er- reurs E026 E121 Surcharge de l’entraîne- ment de la broche Consulter la méthode de gestion des er- reurs E026 E122 Surcharge de la résistance de freinage de la broche Consulter la méthode de gestion des er- reurs E089 E123 Surchaue du moteur élec- trique de la broche Consulter la méthode de gestion des er- reurs E415– 56 – Code d'erreur Description de l'erreur Cause du défaut Solution E124 Surchaue de l’entraîne- ment de la broche Consulter la méthode de gestion des er- reurs E416 E125 Sous-tension du bus de la broche Consulter la méthode de gestion des er- reurs E410 E126 Pression excessive du jeu de barres de la broche Alarme de rechange E127 Alimentation principale de la broche coupée Alarme de rechange E128 Surintensité du logiciel de la broche Consulter la méthode de gestion des er- reurs E412 E129 Limite avant de la position de la broche Alarme de rechange E130 Limite négative de position de la broche Alarme de rechange E131 Erreur du rapport de vitesse électronique de la broche Alarme de rechange E132 Fréquence d’impulsion d’entrée de la broche trop élevée Alarme de rechange E133 Déviation excessive de la position de la broche
1. Le programme de la carte de la
broche est l’ancienne version
2. Mécanique bloquée
1. « Entraînement interne » - « Broche
». L’absence de numéro de version signie que l’ancienne version doit être retournée à l’usine pour mettre à jour le programme
2. Vérier la machinerie
E134 Survitesse de la broche 1. Erreur de câblage
2. L’accélération est trop élevée
3. La tension du réseau est trop
4. Faible puissance de la broche
5. Court-circuit de la broche à la
2. Réduire l’accélération
3. Vérier la puissance d’entrée
4. Sélectionner une broche avec un niveau
5. Vérier si la broche est court-circuitée à
la terre E135 Échec du retour à l’origine de l’axe principal Alarme de rechange E136 Perte de phase de la ten- sion du bus de l’axe Alarme de rechange E137 Erreur de séquence de phase du moteur électrique de l’axe Séquence de phase inverse Mesurer avec un multimètre pour rétablir la séquence de phase correcte E138 UVW court-circuité à la terre Consulter la méthode de gestion des er- reurs E105 E200 Alarme du moteur d’entraî- nement XY
1. Le câblage du moteur d’entraîne-
2. L’entraînement est endommagé
1. Vérier le câblage
2. Remplacer la carte mère
E201 Alarme du moteur d’entraî- nement X Consulter la méthode de gestion des er- reurs E200 E202 Alarme du moteur d’entraî- nement Y Consulter la méthode de gestion des er- reurs E200– 57 – Code d'erreur Description de l'erreur Cause du défaut Solution E203 Erreur du moteur principal 1. Le bobinage est normal, mais il est parfois signalé que le logiciel et le matériel de la carte d’alimen- tation sont trop anciens
2. La broche est bloquée
3. Les paramètres sont incorrects,
tels que P665 à P668
4. Le câble de l’encodeur de la
broche est cassé ou présente un mauvais contact.
5. Le moteur électrique de la broche
6. Le matériel de la carte d’alimen-
tation ou de la carte mère est défectueux
7. La carte mère et la carte d’alimen-
tation connectées à la ligne de répétition générale ont un mauvais contact
1. Voir « Aperçu de l’entraînement interne
» - « Broche » - « Numéro de version » à l’écran. Si le numéro de version est inférieur à 2, vous devez mettre à jour le programme.
2. Rotation manuelle, vérier la machine
3. Réinitialiser ou rediriger les paramètres
4. Vérier le câblage ; tourner manuelle-
ment pour voir si l’écran QEP change d’un cycle, et voir si le « niveau 0 bit de la broche » change une fois. En l’absence de changement, cela signie que le câble de l’encodeur, le moteur électrique ou la carte d’alimentation sont cassés.
5. Remplacer le moteur électrique de la
6. Remplacer la carte d’alimentation ou la
7. Vérier le câble de connexion
E204 Erreur de sens du moteur principal
1. Le paramètre de sens du moteur
principal n’est pas réglé correcte- ment.
2. Parfois signalé comme une défail-
lance de la carte d’alimentation
1. Modier le paramètre de sens du
moteur principal dans le logiciel ou sur l’écran
2. Remplacer la carte d’alimentation
E205 La boîte de pression ne s’est pas abaissée Le cadre actuel est à l’état relevé Cliquer sur le bouton « Cadre » pour abaisser le cadre du presseur E206 Défaillance du panneau de tête
1. Câble de tête défectueux
2. La plaque de tête est endomma-
3. La carte mère est endommagée
1. Vérier la ligne de connexion de la carte
2. Remplacer la carte de tête
3. Remplacer la carte mère
E207 Erreur de délai E/S d’entrée 1. Le câblage ou le capteur E/S d’en- trée correspondant est cassé
2. Le mécanisme E/S d’entrée
correspondant ne peut pas être déclenché
3. Erreur de réglage du paramètre
4. Le capteur ou la PCI où se trouve
l’E/S correspondante est cassé
1. Tester le câblage ou le capteur
2. Vérier la structure mécanique
3. Vérier ou rediriger les paramètres et
les chiers de traitement
4. Vérier si l’E/S correspondante peut
être déclenchée manuellement dans l’écran « test d’entrée ». Si ce n’est pas le cas, la remplacer. E208 La pression d’air est insu- sante
1. Pression d’air insusante
2. Défaillance du dispositif de détec-
1. Vérier si l’alimentation en air est nor-
2. Vérier le dispositif de détection de
pression d’air– 58 – Code d'erreur Description de l'erreur Cause du défaut Solution E209 Les ciseaux du moteur électrique ne sont pas en place
1. Les paramètres sont incorrects,
tels que la polarité de la coupe du
2. Câblage défectueux ou cassé du
capteur zéro du coupe-l
3. Le raccord du capteur ou du mo-
teur est desserré et décalé
4. Les ciseaux du moteur électrique
6. La carte du moteur d’entraînement
correspondant au moteur est cas- sée
1. Réinitialiser les paramètres
2. Vérier le câblage ou remplacer le cap-
4. Vérier le moteur des ciseaux
5. Remplacer le moteur électrique
6. Remplacer la carte du moteur d’entraî-
nement correspondante E210 Défaillance du moteur du pied presseur
1. Erreur de réglage du paramètre
externe, le câblage du capteur de position zéro est défectueux ou endommagé, ou l’installation est lâche
3. S’il s’agit de la position zéro de
l’encodeur du moteur, la ligne de l’encodeur est défectueuse ou endommagée.
4. Le moteur électrique du pied pres-
seur est bloqué ou le raccord est desserré.
6. La carte du moteur d’entraînement
correspondant au moteur est cas- sée
1. Modier le paramètre zéro P687
2. Vérier le câblage ou remplacer le cap-
3. Vérier la ligne de l’encodeur ou rem-
placer le moteur électrique
4. Vérier la structure mécanique
5. Remplacer le moteur électrique
6. Remplacer la carte du moteur d’entraî-
nement correspondante E211 Le moteur de la guirlande n’est pas en place Vérier si le signal zéro du moteur de serrage des câbles est normal E212 Les coupeurs ne sont pas en place
1. Le câblage du capteur est défec-
2. Déviation de la position de mon-
3. Le moteur du coupeur est bloqué
4. Erreur de réglage du paramètre
5. E/S d’activation du moteur d’en-
traînement du coupeur anormale ou défaillance de la soupape de gaz
7. Ligne de commande défectueuse
ou moteur d’entraînement défec- tueux
1. Vérier le câblage ou remplacer le cap-
3. Vérier le moteur du coupeur
4. Réinitialiser ou rediriger les paramètres
5. Tester la coupe par rapport à la fonction
E/S correspondante, telle que l’E/S de soulèvement
6. Remplacer le moteur électrique
7. Vérier la ligne, remplacer le moteur
d’entraînement E213 Ligne cassée 1. Le l de couture est cassé
2. Défaillance du dispositif de détec-
3. Erreur des paramètres
1. Enler à nouveau l’aiguille
2. Vérier le dispositif de détection de
déconnexion et conrmer le capteur sur l’interface « test d’entrée »
3. Réinitialiser les paramètres– 59 –
Code d'erreur Description de l'erreur Cause du défaut Solution E214 La quantité de travail est pleine Invite lorsque « le nombre de pièces actuel » atteint « le nombre total de pièces » dans les statistiques de trai- tement
1. La valeur actuelle des pièces repensées
ou le nombre total de pièces
2. Si l’on n’a pas besoin de compter les
statistiques, il est possible de désacti- ver la fonction de comptage des pièces dans « Paramètres des statistiques » E215 La ligne du bas a été utili- sée en haut La « longueur utilisée de l’état » de l’interface des statistiques de traite- ment est supérieure ou égale à « la longueur totale de la ligne »
1. Il faut modier le crochet de la canette
et réinitialiser la longueur totale de ca- nette correspondante.
2. Si l’on n’a pas besoin d’utiliser les sta-
tistiques de la ligne inférieure, il est pos- sible de désactiver cette fonction dans les « paramètres des statistiques » E216 Le chier est trop gros Le nombre de points du chier de graphiques dépasse la plage maxi- male Besoin de remplacer par de petits chiers de graphiques E217 Aucun chier de travail 1. Sous le chier de verrouillage, si l’étiquette électronique ne numé- rise pas le nom de graphique exis- tant, appuyer sur Démarrer
2. Échec du transfert du chier de
l’écran et de la carte mère
1. Besoin de numériser à nouveau ou de
changer de chiers de graphiques
2. Vérier le câble de l’écran et mettre à
niveau la carte mère et le programme d’écran E218 En attente des données de travail
1. Le chier est trop volumineux,
la carte mère attend que l’écran transfère les chiers pendant le traitement
2. Le câble de l’écran présente un
mauvais contact ou est déconnec- té.
3. La ligne d’écran est liée à une
source d’interférence forte
4. Le programme de l’écran ou de la
carte mère est trop ancien
5. L’écran ou le matériel de la carte
1. Il faut attendre un moment pour qu’il
disparaisse automatiquement
2. Vérier la ligne d’écran
3. Séparer les ls d’écran des ls d’interfé-
rence puissants tels que les ls d’ali- mentation du moteur 4 Mettre à niveau au tout dernier pro- gramme d’écran ou de carte mère
5. Tester si la mise à niveau du pro-
gramme de la carte mère est possible ; vérier si la communication est normale dans l’interface « Test de transmission » et remplacer le matériel en cas d’ano- malie E219 Panne électrique, veuillez contacter le fabricant Exception matérielle de la carte mère Contacter le fabricant de l’équipement E220 Fichier de mise à niveau incorrect
1. Le chier de mise à niveau n’est
pas adapté à ce système
2. Le chier de mise à niveau est
1. Utiliser le chier de mise à niveau
correspondant, car le système BP01 ne peut mettre à niveau que le programme BP01
2. Conrmer si le chier de mise à niveau
dans la clé USB est endommagé E221 Erreur de type de chier de mise à niveau Le chier de mise à niveau est corrompu ou ne convient pas à ce système. Il faut sélectionner le type de chier de mise à niveau adéquat pour la mise à niveau E222 Impossible de mettre à niveau Exception matérielle de la carte mère Contacter le fabricant de l’équipement E223 Le chier de mise à niveau n’est pas du même fabri- cant OEM La version du chier de mise à ni- veau ne correspond pas Le système n’est pas le chier de mise à niveau légal correspondant– 60 – Code d'erreur Description de l'erreur Cause du défaut Solution E224 Impossible de connecter la carte de tête
1. La connexion entre la carte de
tête et la carte mère est interrom- pue ou l’interface est desserrée.
2. Défaillance matérielle de la carte
de tête ou de la carte mère
1. Vérier le câble de la carte de tête
2. Remplacer la carte de tête ou la carte
mère E225 Connexion de la carte de commande principale en cours…
1. L’interface du câble de l’écran est
desserrée ou endommagée
2. Défaillance matérielle de l’écran
1. Vérier que le câble de l’écran n’est pas
endommagé ou présente un mauvais contact
2. Remplacer l’écran ou la carte mère
E226 Le chier actuel n’est pas valide
1. Mettre à niveau sans sélectionner
le chier de mise à niveau
2. Le chier lu est endommagé ou
3. Le disque U est incompatible ou
1. Insérer le disque U et sélectionner le
chier de mise à niveau
2. Remplacer par les documents corrects
3. Remplacer le disque U
E227 Le transfert de chier a échoué
1. L’interface du câble de l’écran est
desserrée ou débranchée
2. Le programme de l’écran ou de la
carte mère est trop ancien
3. Défaillance matérielle de l’écran
4. La ligne d’écran est liée à une
source d’interférence forte
1. Vérier la ligne d’écran
2. Mettre à niveau au tout dernier pro-
gramme d’écran ou de carte mère
3. Tester si la mise à niveau du pro-
gramme de la carte mère est possible ; vérier si la communication est normale dans l’interface « Test de transmission » et remplacer le matériel en cas d’ano- malie
4. Séparer les ls de l’écran des ls à forte
interférence tels que les câbles d’ali- mentation du moteur électrique E228 Données en dehors de la plage Les données du chier de gra- phiques actuel dépassent la limite maximum du format Vérier si les données graphiques pré- sentent une anomalie E229 L’angle modié est trop grand La modication unique de la valeur d’angle du graphique est trop impor- tante Diminuer la valeur d’angle modiée E230 Chargement des données graphiques… Traitement des données graphiques nécessaires Patienter un moment avant de continuer E231 Erreur de suivi du pied presseur
1. Le moteur du pied presseur est
bloqué lorsqu’il tourne.
2. Erreur de réglage du paramètre
1. Vérier si le moteur du pied presseur
présente une anomalie
2. Réinitialiser les paramètres
E232 Pas de disque U ! 1. Le disque U n’est pas inséré ou est endommagé
2. L’interface du disque U de l’écran
1. Réinsérer le disque U ou remplacer le
2. Insérer une autre interface de disque U
ou changer d’écran E233 Erreur de chier ! Une erreur s’est produite lors de la lecture ou de l’écriture à partir de la clé USB
1. Remplacer les chiers de graphiques
2. Réinsérer le disque U ou remplacer le
disque U– 61 – Code d'erreur Description de l'erreur Cause du défaut Solution E234 Décalage du graphique ou de la tête hors limites !
1. La taille du chier est trop grande
et dépasse la plage de traitement
2. Le chier est petit mais décalé par
rapport à la plage de traitement
3. Le décalage de la tête est hors
4. Les paramètres sont mal dénis,
tels que la taille de la plaque de pression
1. Remplacer les graphiques par des
graphiques de plus petite hauteur et largeur
2. Réinitialiser la position du point de réfé-
3. Réinitialiser la valeur de décalage de la
tête 2 ou de la tête 3.
4. Dénir la taille du plateau correspon-
dant à la machine E235 Ce chier ne fonctionne pas ! Erreur de contenu ou de format du chier Remplacer par un chier de graphiques reconnaissable E236 Erreur RAM TF Carte mère défectueuse Remplacer la carte mère E237 Dénir d’abord le mot de passe administrateur Aucun mot de passe administrateur n’est déni Il faut d’abord dénir un mot de passe administrateur E238 La modication n’est pas prise en charge Pas d’instructions ou de chiers d’édition Pas d’instructions ou de chiers d’édition E239 Veuillez contacter le fabri- cant Contacter le fabricant Contacter le fabricant de l’équipement E240 Erreur de communication 2 1. Une mauvaise communication ou des dommages à l’écran en- traînent un échec de la communi- cation CAN
2. Le programme de l’écran ou de la
carte mère est trop ancien
3. L’écran ou la carte mère est cas-
1. Vérier la ligne d’écran
2. Mettre à niveau au tout dernier pro-
gramme d’écran ou de carte mère
3. Remplacer l’écran ou la carte mère
E241 Anomalie de temps La durée est incorrecte 1. La durée est modiée illégalement
2. La batterie de la carte mère est faible.
E242 Aucune E/S de travail 1. Anomalie du signal E/S d’entrée d’activation de travail.
2. Erreur de réglage du paramètre
1. Vérier l’E/S correspondante
2. Désactiver la fonction « E/S d’entrée
d’activation de travail » et régler la va- leur du paramètre sur 0 E243 En attente de l’E/S d’entrée 1. Signal E/S d’entrée dans le chier en attente
2. Le capteur E/S d’entrée corres-
pondant a un mauvais contact ou est endommagé ou ne peut pas se déclencher
3. Erreur de réglage du paramètre
1. Disparaît automatiquement lorsque l’E/
S correspondante est détectée
2. Vérier la défaillance du capteur
3. Réinitialisation des paramètres ou trai-
tement des chiers E244 Délai d’exécution 1. Exécuter l’instruction de délai dans le chier de graphiques
2. Le délai est trop long
1. Il disparaît automatiquement après avoir
2. Réinitialiser le délai selon les besoins
E245 Le nom de chier est trop long Le nom de chier écrit dans la balise électronique a plus de 32 octets (32 caractères anglais ou 16 caractères chinois) Il faut raccourcir la longueur du nom de chier avant l’écriture E246 Veuillez soulever le pied presseur en premier Pied presseur non soulevé Cliquer sur le bouton « Pied presseur » pour soulever le pied presseur E247 Le cadre n’est pas abaissé Cadre non abaissé Cliquer le bouton « Appuyer sur cadre » pour abaisser le cadre– 62 – Code d'erreur Description de l'erreur Cause du défaut Solution E248 Le cadre auxiliaire n’est pas abaissé
1. Cadre de pression auxiliaire non
2. Erreur de réglage du paramètre
1. Cliquer sur le bouton E/S correspondant
du cadre de pression auxiliaire
2. Réinitialiser les paramètres
E249 Cadre et cadre auxiliaire non abaissés
1. Cadre et cadre auxiliaire non
2. Erreur de réglage du paramètre
1. Cliquer sur le bouton correspondant
pour appuyer sur le cadre de pression et sur le cadre de pression auxiliaire.
2. Réinitialiser les paramètres
E250 Le tissu perforé est épuisé Tissu de base de la perforation en rupture Il faut remplacer par un nouveau tissu de base de la perforation E251 Échec de la réinitialisation La réinitialisation échoue pour dié- rentes raisons, comme l’origine qui est introuvable lors de la réinitialisa- tion Accéder à « Réglages auxiliaires » - « Transmission test » - « Journal des alarmes » pour voir quelles alarmes se sont produites lors de cet échec de réini- tialisation. Se reporter aux anomalies d’alarme pré- cédentes pour résoudre ces alarmes et les réinitialiser. E252 Défaillance du moteur en rotation
1. Alarme du moteur en rotation due
à une surcharge mécanique, etc.
2. Le l du moteur en rotation est
déconnecté, l’interface est desser- rée et la ligne de connexion entre le moteur électrique et le moteur d’entraînement est défectueuse.
3. Le moteur d’entraînement de
l’arbre rotatif est cassé
4. Le moteur en rotation est cassé
1. Vérier si la machine est bloquée
2. Vérier le câblage correspondant
3. Remplacer la clé USB
4. Remplacer le moteur
E400 La carte du moteur d’en- traînement ne peut pas être connectée Anomalie du circuit de la carte princi- pale Révision du circuit de la carte mère E401 (0x) Protection matérielle de la carte du moteur d’en- traînement
1. Le moteur électrique est cassé ou
le câble du moteur est endomma- gé et court-circuité
2. Le moteur électrique est bloqué
3. La carte du moteur d’entraînement
4. Les paramètres sont incorrects
1. Vérier et remplacer le moteur élec-
2. Vérier la machinerie
3. Remplacer la carte servo Y
4. Réinitialiser ou rediriger les paramètres
E402 (0x) HOC carte du moteur d’entraînement Alarme de rechange E403 (0x) Défaillance du ca- librage initial du module AD du module du moteur d’entraînement Alarme de rechange E404 (0x) Erreur de stockage des paramètres de la carte du moteur d’entraînement
1. Anomalie de la mémoire
2. Étendre la mémoire ou eacer les don-
nées E405 (0x) Anomalie des para- mètres système de la carte du moteur d’entraînement Il y a un problème avec le moteur d’entraînement Mettre à jour le moteur d’entraînement E406 (0x) Le module d’échantil- lonnage AD de la carte du moteur d’entraînement est défectueux Consulter la méthode de gestion des er- reurs E028– 63 – Code d'erreur Description de l'erreur Cause du défaut Solution E407 (0x) L’encodeur de la carte du moteur d’entraînement est déconnecté
1. L’encodeur de la carte du moteur
d’entraînement est mal connecté ou déconnecté
2. Le moteur électrique est endom-
3. La carte mère est endommagée
1. Vérier le câble de l’encodeur de la
carte de moteur d’entraînement
2. Remplacer le moteur électrique
3. Remplacer la carte mère
E408 (0x) Interférence AB de l’encodeur de la carte du moteur d’entraînement
1. Le programme du moteur d’entraî-
nement est une ancienne version
2. Mauvais contact ou l cassé de
1. Regarder l’écran « Entraînement interne
» - « Servo Y » « Numéro de version », 1 signie que l’ancienne version doit être retournée à l’usine pour mettre à jour le programme
2. Vérier le câble de l’encodeur
E409 (0x) Interférence Z de l’encodeur de la carte du moteur d’entraînement Consulter la méthode de gestion des er- reurs E408 E410 (0x) Sous-tension du bus de la carte du moteur d’en- traînement
2. La charge du bus est trop lourde
3. Défaillance du transformateur
1. Augmenter la tension
2. Fonctionnement à charge réduite
3. Réparer ou remplacer le transformateur
E411 (0x) Sur-tension du bus de la carte du moteur d’entraî- nement Alarme de rechange E412 (0x) Surtension du logiciel de la carte du moteur d’en- traînement Consulter la méthode de gestion des er- reurs E023 E413 (0x) Surcharge du moteur électrique de la carte du moteur d’entraînement Consulter la méthode de gestion des er- reurs E026 E414 (0x) Surcharge du pilote de la carte du moteur d’entraî- nement
1. Une friction excessive augmente
la charge de fonctionnement
2. Puissance insusante ou réglage
incorrect des paramètres internes
2. Régler le gain ou ajuster les paramètres
E415 (0x) Surchaue du moteur électrique de la carte du moteur d’entraînement Alarme de rechange E416 (0x) Surchaue du pilote de la carte du moteur d’entraî- nement Consulter la méthode de gestion des er- reurs E029 E417 (0x) Erreur du ventilateur de la carte du moteur d’en- traînement Alarme de rechange E418 (0x) Survitesse de la carte du moteur d’entraînement
1. Erreur de câblage
2. L’accélération est trop élevée
3. La tension du réseau est trop
4. La puissance du moteur d’entraî-
5. Le moteur d’entraînement est
court-circuité à la terre
2. Réduire l’accélération
3. Vérier la puissance d’entrée
4. Choisir le moteur d’entraînement avec
niveau de puissance élevé
5. Vérier si le moteur d’entraînement est
court-circuité à la terre– 64 – Code d'erreur Description de l'erreur Cause du défaut Solution E419 (0x) La déviation par rap- port à la position de la carte du moteur d’entraînement est trop importante
1. Le paramètre de déviation par
rapport à la position est trop petit
2. Défaillance de la carte du circuit
3. Anomalie du câblage UVW du
servomoteur (l manquant)
4. Mauvais réglage du gain de l’unité
5. La fréquence de l’impulsion de
commande de la position est trop élevée
6. Les conditions de charge ne cor-
respondent pas aux spécications du moteur électrique
1. Réinitialiser les paramètres
2. Remplacer l’unité servo
3. Corriger le câblage (encodeur) du mo-
4. Augmenter le gain de boucle de la vi-
tesse et le gain de boucle de la position
5. Réduire lentement la fréquence de
commande de la position ; ajouter une fonction souple ; réévaluer le rapport de vitesse électronique
6. Réévaluer la charge ou la capacité du
moteur E420 (0x) Perte de phase de tension du bus de la carte du moteur d’entraînement Consulter la méthode de gestion des er- reurs E086 E421 (0x) Erreur de séquence de phase moteur de la carte du moteur d’entraînement Séquence de phase inverse Mesurer avec un multimètre pour rétablir la séquence de phase correcte E422 (0x) Erreur d’entrée de courant nominal de la carte du moteur d’entraînement Alarme de rechange E423 (0x) Surcharge de la résis- tance du frein de la carte du moteur d’entraînement Consulter la méthode de gestion des er- reurs E089 E424 (0x) Surchaue de l’enco- deur absolu de la carte du moteur d’entraînement Consulter la méthode de gestion des er- reurs E090 E425 (0x) La tension de la bat- terie de la carte du moteur d’entraînement est trop basse Consulter la méthode de gestion des er- reurs E091 E426 (0x) Perte d’informations sur la position de rotation multiple de la carte du mo- teur d’entraînement Tension de l’encodeur absolu de type batterie trop basse Remplacer la batterie E427 (0x) La carte du moteur d’entraînement et le moteur électrique ne correspondent pas La puissance du moteur d’entraî- nement et du moteur électrique ne correspond pas L’entraînement servo utilise la limite de courant ; le couple est limité à 50 % E428 (0X) Échec du retour à l’ori- gine de la carte du moteur d’entraînement Consulter la méthode de gestion des er- reurs E094 E429 (0x) L’alimentation princi- pale de la carte du moteur d’entraînement est éteinte
1. La tension est trop basse
2. Alimentation secteur de la maintenance
E430 (0x) Échec de l’angle de décalage de la carte du moteur d’entraînement Alarme de rechange E431 (0x) La carte du moteur d’entraînement est mise hors tension et redémarrée Consulter la méthode de gestion des er- reurs E097– 65 – Code d'erreur Description de l'erreur Cause du défaut Solution E432 (0x) Erreur LAN9252 d’ini- tialisation de la carte du moteur d’entraînement Alarme de rechange E433 (0x) La communication entre le DSP et l’ESC de la carte du moteur d’entraîne- ment est interrompue Alarme de rechange E434 (0x) La communication entre la carte du moteur d’entraînement et l’hôte est interrompu via un câble réseau Alarme de rechange E435 (0x) Les paramètres de communication PDO de la carte du moteur d’entraîne- ment sont en lecture seule Alarme de rechange E436 (0x) Pas d’index pour la communication PDO de la carte du moteur d’entraîne- ment Alarme de rechange E437 (0x) Le délai de synchroni- sation de la communication PDO de la carte du moteur d’entraînement est hors plage Alarme de rechange E438 (0x) Erreur LAN9252 d’ini- tialisation de la carte du moteur d’entraînement Alarme de rechange E439 (0x) Court-circuit UVW de la carte du moteur d’entraî- nement Consulter la méthode de gestion des er- reurs E105 E440 (0x) Échec de l’identication de l’inertie de la carte du moteur d’entraînement Alarme de rechange E441 (0x) Échec de lecture et d’écriture de l’EEPROM de l’encodeur de la carte du moteur d’entraînement Alarme de rechange E442 (0x) Limite de la position de la carte du moteur d’entraî- nement Alarme de rechange E443 (0x) Limite négative de la position de la carte du moteur d’entraînement Alarme de rechange E444 (0x) Plage de rapport de vitesse électronique de la carte du moteur d’entraîne- ment Consulter la méthode de gestion des er- reurs E110 E445 (0x) La fréquence d’impul- sion d’entrée de la carte du moteur d’entraînement est trop élevée Consulter la méthode de gestion des er- reurs E132– 66 – Code d'erreur Description de l'erreur Cause du défaut Solution E446 (0x) Avertissement de surchaue du moteur élec- trique de la carte du moteur d’entraînement Consulter la méthode de gestion des er- reurs E081 E447 (0x) Avertissement de sur- chaue du pilote de la carte du moteur d’entraînement Consulter la méthode de gestion des er- reurs E081 E448 (0x) Avertissement de surcharge du moteur élec- trique de la carte du moteur d’entraînement Consulter la méthode de gestion des er- reurs E026 E449 (0x) Avertissement de sur- charge du pilote de la carte du moteur d’entraînement Consulter la méthode de gestion des er- reurs E026 E450 (0x) Avertissement de déviation par rapport à la position de la carte du moteur d’entraînement trop importante Consulter la méthode de gestion des er- reurs E419 E451 (0x) Avertissement de sur- charge du frein de la carte du moteur d’entraînement Consulter la méthode de gestion des er- reurs E026 E452 (0x) Avertissement de surcourse avant de la carte du moteur d’entraînement Dépasse la valeur de réglage limite du logiciel dénie par le système Modier les paramètres de réglage ou les réinitialiser E453 (0x) Avertissement de surcourse arrière de la carte du moteur d’entraîne- ment Dépassement de l’itinéraire cible déni Appuyer sur le bouton Réinitialiser pour réinitialiser E470 (0x) Pression excessive de la carte du moteur d’entraî- nement Défaillance du régulateur Réviser le régulateur de tension E471 (0x) Sous-tension de la carte du moteur d’entraîne- ment
1. Tension insusante, la tension
d’entrée externe est trop basse
2. Interférence harmonique
1. Remplacer l’alimentation ou ajouter un
2. Il est nécessaire d’installer un ltre
spécial au niveau du côté entrée de l’entraînement servo pour résoudre le problème E472 (0x) Surtension du matériel de la carte du moteur d’en- traînement
1. La tension d’alimentation est trop
qui entraîne une résistance trop faible
2. Remplacer le matériel
E473 (0x) Surtension du logiciel de la carte du moteur d’en- traînement Consulter la méthode de gestion des er- reurs E023 E474 (0x) Défaillance de l’enco- deur de la carte du moteur d’entraînement Consulter la méthode de gestion des er- reurs E024 E475 (0x) La carte du moteur d’entraînement est ouverte Consulter la méthode de gestion des er- reurs E025 E476 (0x) Surcharge de la carte du moteur d’entraînement Consulter la méthode de gestion des er- reurs E026– 67 – Code d'erreur Description de l'erreur Cause du défaut Solution E477 (0x) La carte du moteur d’entraînement est hors position Consulter la méthode de gestion des er- reurs E027 E478 (0x) Défaillance du module d’échantillonnage AD de la carte du moteur d’entraîne- ment Consulter la méthode de gestion des er- reurs E028 E479 (0x) Surchaue de la carte du moteur d’entraînement Consulter la méthode de gestion des er- reurs E029– 68 –
Région Explication Durée de fonctionne- ment
La zone sous la plaque à aiguille, la zone entourant le crochet, la boîte à canette et sa partie interne, la zone de coupe du l, la zone de la barre à aiguille, les zones à l’intérieur et à l’extérieur du pied presseur, les ouvertures de la boîte de commande électronique telles que l’entrée et la sortie d’air, et les endroits dans lesquelles les débris de ls, les ex- trémités de ls et autres taches sont susceptibles de rester. Nettoyer la surface de l’équipement avec un outil tel qu’une souette. En particulier, nettoyer les zones dans lesquelles les débris de ls mention- né ci-dessus, les extrémités de l et autres taches sont susceptibles de rester. 8 heures
Lubrier la machine à travers l’orice d’hu- ile de l’écrou de vis à bille dans le sens Y.
. Retirer le couver- cle arrière de la plaque médian
Accéder à l’écran de déplacement manuel du cadre depuis le panneau de commande. Appuyer sur la touche
pour déplacer le module linéai- re dans le sens X vers l’arrière. En outre, déplacer l’orice d’huil
sur l’écrou de vis à billes dans le sens Y vers la partie inférieure du couvercle arrière de la plaque médiane.
3. En alignant l’embout
d’une se- ringue remplie de graisse (à la Fig.
1) avec l’orice d’huile
, ajouter de l’huile par l’orice d’huile.
Lubrier chaque pièce nécessitant une lubrication au moins cinq fois. La quan- tité d’huile pour chaque pièce ne doit pas descendre en dessous de 5 cm
Chaque fois que la graisse est ajoutée par l’orice d’huile, appuyer plusieurs fois sur l
pour déplacer l’écrou de la vis à billes Y d’avant en arrière pour ré- partir l’huile lubriante sur l’espace entre les billes.
Une fois la lubrication terminée, bien vérier que la graisse s’échappe entre la vis à billes et l’écrou.
Une fois la lubrication terminée, dé- placer le couvercle arrière de la plaque médiane jusqu’à sa position initiale et serrer la vis
La graisse au lithium n° 2 doit être utilisée comme graisse lubriante. Ne pas l’utiliser mélangée à de la graisse lubriante d’un autre type. Selon l’environnement d’utilisation, la ma- chine à coudre peut coudre 100 millions de points. (La lubrication doit être eectuée lorsque l’une des conditions suivantes est atteinte.) Lorsque le nombre de points cousus a atteint 100 millions de points ; ou Lorsque la machine à coudre a été utilisée pendant trois mois
Pour ne pas risquer un accident causé par une brusque mise en marche de la machine, toujours la mettre hors tension avant d’eectuer les opérations suivantes. En outre, avant opération, remettre en place les couvercles retirés.– 69 –
Région Explication Durée de fonctionne- ment
Lubrier la machine à travers l’orice d’huile de l’écrou de vis à bille dans le sens X.
1. Retirer le bouchon en caoutc
2. Accéder à l’écran de déplacement
du cadre depuis le panneau de commande. Appuyer sur la touch
pour déplacer le dispositif du presseur de congurations sur le module linéaire dans le sens X vers la gauche. En outre, d
placer l’orice d’huile
sur l’écrou de vis à billes dans le sens X so
avec l’orice de remplis- sage
, appuyer sur la seringue pour ajouter de l’huile par l’orice d’huile.
4. Lubrier chaque pièce nécessitant
une lubrication au moins cinq fois. La quantité d’huile pour chaque pièce ne doit pas desce
dre en dessous de 5 cm
5. Chaque fois que la graisse est ap-
pliquée par l’orice d’huile, appuyer plusieurs fo
pour déplacer l’écrou de la vis à billes X de droite à gauche pour ré- partir l’huile lubriante sur l’espace entre les billes.
6. Une fois la lubrication terminée,
bien vérier que la graisse s’échap- pe entre la vis à billes et l’écrou.
7. Une fois la lubrication ter
inée, remettre le bouchon en caoutchouc
dans sa position d’origine.
8. La graisse au lithium n° 2 doit être
utilisée comme graisse lubriante. Ne pas l’utiliser mélangée à de la graisse lubriante d’un autre type. Selon l’environnement d’utilisation, la ma- chine à coudre peut coudre 100 millions de points. (La lubrication doit être eectuée lorsque l’une des conditions suivantes est atteinte.) Lorsque le nombre de points cousus a atteint 100 millions de points ; ou Lorsque la machine à coudre a été utilisée pendant trois mois
Région Explication Durée de fonctionne- ment
Lubrier deux glissières de guidage linéaire dans le sens Y à travers leurs quatre orices d’huile.
avec les guides linéaires dans
, appuyer sur la seringue pour ajouter de l’huile dans l’orice d’huile des guides linéaires respectifs.
2. Lubrier chaque pièce nécessitant
une lubrication au moins cinq fois. La quantité d’huile pour chaque pièce ne doit pas descendre en dessous de 5 cm
3. Chaque fois que la graisse est ap-
pliquée par l’orice d’huile, appuy- er plusieurs fois sur la glissière du guide linéaire pour répartir la grais- se sur l’espace entre les billes.
4. Une fois la quantité susante de
graisse ajoutée, bien vérier que la graisse s’échappe entre la vis à billes et l’écrou.
5. La graisse au lithium n° 2 doit être
utilisée comme graisse lubriante. Ne pas l’utiliser mélangée à de la graisse lubriante d’un autre type.
1. Remplir à nouveau
la machine de graisse lubriante après que l’équi- pement a parcou- ru 6 400 km ou fonctionné pendant cinq ans.
l’environnement d’utilisation, ap- pliquer la graisse lubriante une fois tous les trois mois ou lorsque la ma- chine à coudre a cousu 100 millions de points après la première lubrica- tion.
Appliquer de l’huile sur les deux ori- ces d’huile des glissières du guide linéaire dans le sens X.
1. En alignant l’embout de la seringue
avec les orices d’hu
presser la seringue pour ajouter respectivement de l’huile par l
jusqu’à ce qu’ils soient remplis d’huile en une fois.
2. Lubrier chaque pièce nécessitant
une lubrication au moins cinq fois. La quantité d’huile pour chaque pièce ne doit pas descendre en dessous de 5 cm
3. Chaque fois que la graisse est
ajoutée par l’orice d’huile, appuy- er plusieurs fois sur la glissière du guide linéaire pour répartir la graisse susamment sur l’espace entre les billes.
4. Une fois la quantité susante de
graisse ajoutée, bien vérier que la graisse s’échappe entre le guide linéaire et la glissière.
5. La graisse au lithium n° 2 doit être
utilisée comme graisse lubriante. Ne pas l’utiliser mélangée à de la graisse lubriante d’un autre type.
1. Remplir à nouveau
la machine de graisse lubriante après que l’équi- pement a parcou- ru 6 400 km ou fonctionné pendant cinq ans.
l’environnement d’utilisation, ap- pliquer la graisse lubriante une fois tous les trois mois ou lorsque la ma- chine à coudre a cousu 100 millions de points après la première lubrica- tion.
Région Explication Durée de fonctionne- ment
Appliquer de la graisse sur les couvercles supérieur et inférieur de la barre à aiguille, la rainure coulis- sante de la barre à aiguille, la rainure du cadre de guidage de la barre de presseur, la barre de presseur, etc.
de la bague supérieure de la barre à aigu
de la bague inférieure de la barre à aiguille.
3. Aligner l’orice d’huile du pistolet
graisseur sur les orices taraudés
s supérieure et inférieure de la barre à aiguille à lubrier.
4. La quantité d’huile à ajouter ne doit
pas descendre en dessous de 0,5
5. Une fois la lubrication terminée,
serrer les vis des bagues supér- ieure et inférieure de la barre à aiguille.
6. En même temps, appliquer une
quantité appropriée de graisse sur la rainure coulissante de la barre à aiguille, la rainure du cadre de gui- dage de la barre à aiguille, la barre de presseur, etc.
7. La graisse au lithium n° 2 doit être
utilisée comme graisse lubriante. Ne pas l’utiliser mélangée à de la graisse lubriante d’un autre type.
1. Remplir à nouveau
la machine de graisse lubriante après que l’équi- pement a parcou- ru 6 400 km ou fonctionné pendant cinq ans.
l’environnement d’utilisation, ap- pliquer la graisse lubriante une fois tous les trois mois ou lorsque la ma- chine à coudre a cousu 100 millions de points après la première lubrica- tion.
Lubrier le réservoir d’huile du crochet.
2. Retirer le bouchon en caoutchouc
du réservoir d’huile.
3. Verser l’huile auxiliaire (ou spéci-
ée) dans le réservoir d’huile par l’orice du bouchon en caoutchouc.
4. Lorsque la quantité d’huile dans le
réservoir d’huile atteint le repère de graduation supérieur, cesser de verser de l’huile.
5. Replacer le bouchon en caoutch-
ouc et remettre le couvercle dans sa position d’origine. Si le niveau d’huile dans le réservoir d’hu- ile chute en dessous du repère de gradua- tion inférieur, remplir le réservoir d’huile avec l’huile auxiliaire (ou spéciée).
Région Explication Durée de fonctionne- ment
Ajouter de l’huile lubriante dans la boîte d’engrenages.
. Retirer le cou- vercle du crochet
. Retirer le cou- vercle de la boîte d’engrenages
2. Lubrier légèrement la boîte d’en-
grenages avec de l’huile blanche N° 32.
3. Lorsque la quantité d’huile atteint
la moitié du diamètre de la meule principale, arrêter la lubrication. Remettre le couvercle de la boîte d’engrenages, le joint, le couvercle et le couvercle du crochet dans leur position d’origine et serrer les vis. Remplir la boîte d’engrenages avec de l’huile blanche N° 32 si la surface d’huile indiquée sur la jauge de niveau tombe en dessous du repère
graduation inférieur
glisse au début de la couture de points d’arrêt.
Les points ont glissé au départ.
Le l d’aiguille restant sur l’aiguille après la coupe du l est trop court.
Le l de canette est trop court.
La tension du l d’aiguille au 1er point est trop élevée.
Le pas de point au 1er point est trop petit.
Ajuster l’écartement prévu entre l’aiguille et le crochet.
Régler la couture avec départ en douceur en début de couture.
Diminuer la tension du contrôleur de tension du l N° 1.
Augmenter la tension du ressort du relevage du
Diminuer la tension du l de canette.
Augmenter l’écartement entre l’aiguille et le cou- teau xe.
Diminuer la tension du l d’aiguille au 1er point et prolonger la durée du fonctionnement AT en début de couture.
Allonger le pas de point au 1er point.
Diminuer la tension du l d’aiguille au 1er point.
vent ou le l de - bre synthétique se déchire nement.
Le crochet ou le support du crochet interne présente des éraures.
Le guide du trou d’aiguille est rayé.
Le l pénètre la rainure dans le crochet
La tension du l d’aiguille est trop élevée.
La tension du ressort de relevage du l est trop élevée.
Le l de bre synthétique fond en raison de la chaleur produite sur l’aiguille.
Lors du relevage du l, la pointe de l’ai- guille pénètre le l.
Déposer le crochet et limer le crochet ou le sup- port du crochet interne avec une meule ne ou les polir.
Polir le guide du trou d’aiguille ou le remplacer par un neuf.
Retirer le crochet pour retirer le l.
Diminuer la tension du l d’aiguille.
Diminuer la tension du ressort du relevage du l.
Utiliser le refroidisseur d’aiguille en option.
Vérier l’état brut de la pointe de l’aiguille.
Utiliser l’aiguille à pointe bille.
3. L’aiguille se casse
L’aiguille est pliée.
L’aiguille entre en contact avec le presseur médian.
L’aiguille est trop ne pour le tissu.
L’écartement entre l’aiguille et le crochet est trop petit.
Remplacer l’aiguille pliée.
Régler la position du presseur médian.
La remplacer par une aiguille plus épaisse en fonction du tissu.
Ajuster l’écartement entre l’aiguille et le crochet.
pas coupés. (Fil de canette uniquement)
Le couteau xe est émoussé.
La pression du couteau xe est faible.
Le couteau xe est mal positionné.
Le dernier point est sauté.
La tension du l de canette est trop faible.
Aaissement du tissu
Remplacer le couteau xe.
Ajuster la pression du couteau xe.
Corriger la position du couteau xe.
Corriger la synchronisation entre l’aiguille et le crochet.
Augmenter la tension du l de canette.
Abaisser la hauteur du presseur médian.
5. Le saut de points
se produit sou- vent.
L’écartement prévu entre l’aiguille et le crochet est incorrect.
La position du support du crochet interne contre l’aiguille n’est pas correcte.
L’aiguille est pliée.
Le l d’aiguille après la coupe du l est trop long.
Ajuster l’écartement entre l’aiguille et le crochet.
Ajuster la position du support du crochet interne contre l’aiguille.
Remplacer l’aiguille pliée.
Diminuer la tension du ressort du relevage du l.
Augmenter la tension du contrôleur de tension du l N° 1.
6. Le l d’aiguille sort
du mauvais côté du tissu.
La tension du l d’aiguille n’est pas as- sez élevée.
Le l d’aiguille après la coupe du l est trop long.
Augmenter la tension du l d’aiguille.
Augmenter la tension du contrôleur de tension du l N° 1. 5-1. Anomalies et mesures correctives (conditions de couture)– 74 – Störung Ursache Abhilfemaßnahmen
au moment de la coupe du l.
Le couteau est mal positionné.
Corriger la position du couteau.
du 1er point sort du côté droit du tissu.
Saut de points au 1er point.
L’aiguille et le l utilisés sont épais par rapport au diamètre interne du presseur médian.
Le presseur médian n’est pas correcte- ment positionné par rapport à l’aiguille.
Le sens du soue d’air est incorrect. Par conséquent, le l d’aiguille sur la pointe de l’aiguille ne peut pas être pincé par le presseur de disque.
Augmenter la longueur du l d’aiguille restant sur l’aiguille après la coupe du l.
Remplacer le presseur médian actuel par un autre de diamètre interne plus grand.
Ajuster l’excentricité entre le presseur médian et l’aiguille de façon à ce que l’aiguille pénètre au centre du presseur médian.
Ajuster le sens de souage de l’air de la souf- erie selon le sens de la couture de sorte que le l d’aiguille sur la pointe de l’aiguille puisse être pincé par le presseur de disque.
9. Le l d’aiguille est
enchevêtré dans le support du cro- chet interne.
L’écartement prévu entre le support du crochet interne et le crochet interne est trop petit.
Ajuster l’écartement prévu entre le support du crochet interne et le crochet interne de manière appropriée selon l’épaisseur du l d’aiguille qui sera utilisé.
nouage du l de canette au 2e point au début de la couture apparaît sur le côté droit.
La canette tourne trop au ralenti.
La tension du l de canette est trop faible.
La tension du l d’aiguille au 1er point est trop élevée.
Ajuster la hauteur du ressort de prévention de ralentissement de la boîte à canette de manière appropriée.
Augmenter la tension du l de canette.
Diminuer la tension du l d’aiguille au 1er point.– 75 – 5-2. Mise au rebut des batteries Le panneau de commande est doté d’une batterie intégrée permettant de faire fonctionner l’horloge même lorsque la machine est hors tension. Veiller à mettre la batterie au rebut conformément aux lois et réglementations locales.
Comment retirer la batterie
1) Libérer le verrou
de la porte à l’arrière ou sur le côté de la machine à coudre pour ouvrir la porte.
2) Retirer les vis de réglage
du coret de branchement
qui se trouve à l’intérieur de la porte. Ensuite, déposer le couvercle avant du coret de branchement.
3) Faire glisser la butée
dans le sens de la èche pour retirer la batterie
6-1. Lecteur de codes-barres
Pour ne pas risquer un accident causé par une brusque mise en marche de la machine, toujours la mettre hors tension avant d’eectuer les opérations suivantes.
1. Installation des pièces
1) Fixer le lecteur de codes-barres
et la plaque de montage avec la vis
(quatre pièces) du socle de xation du panneau de commande. Installer la plaque de montage sous le socle de xation du panneau de commande avec les vis (deux pièces). Installer la plaque de montage sous le socle de xation du panneau de commande avec les vis
(deux pièces).3) Ajuster la position du lecteur de codes-barres
de sorte qu’il soit espacé de 60±5 mm. Ensuite, le xer avec la vis
Brancher la che du lecteur de codes-barres sur le panneau. Faire passer la lanière du collier de xation dans le trou de la plaque de montage et attacher ensemble le câble du lecteur de codes-barres avec la lanière du collier de xation.N° Numéro de pièceNom de la pièceQuan- tité
40234788 Plaque de montage du lecteur de codes-barres
40235199 Lecteur de codes-barres 1 40234468 Vis 4 40235200 Vis 2 40235332 Lanière du collier de xation
40235331 Code-barre 1 40234514 Rondelle 2 40240831 Plaque de montage 1Pour attacher le câble de codes-barres, desserrer légèrement le câble près du lecteur de codes-barres.– 77 – 250 mm 30 mm
4) Retirer une étiquette des étiquettes de codes-bar-
fournies. Cent étiquettes de codes-barres (avec des numéros de série de 001 à 100) sont fournies.
5) Coller l’étiquette de code-barre sur la cassette à
une position située à 250 mm à gauche du centre de la cassette (guide de positionnement) et à 30 mm en dessous de la partie supérieure de la cas- sette. Il est recommandé de la coller comme mentionné ci-dessus. Il est acceptable de coller l’étiquette de code-barre à n’importe quelle position qui n’interfère pas avec la reconnaissance de l’étiquette de code- barre par le lecteur de codes-barres.– 78 –
3) Appuyer sur le bouton
4) Pour permettre au lecteur de codes-barres de
reconnaître le gabarit, changer
de « Étiquette d’identication électronique » à « Code-barre ». Appuyer ensuite sur
2. Réglage des fonctions du code-barre
Réglage des fonctions du code-barre sur le panneau de commande
1) Appuyer sur le bouton
2) Appuyer sur le bouton
À l’état par défaut, le mot de passe déni en usine est fourni. Le mot de passe est « 11111111 ».– 79 –
Réglage du numéro de code-barre
1) Appuyer sur le bouton
2) Appuyer sur le bouton
3) Sélectionner le chier de conguration de couture
à lire et appuyer sur le bouton
4) Appuyer sur le bouton
Enregistrer les données.– 80 –
Annulation du numéro de code-barre Pour annuler le numéro du lecteur de codes-barres, il faut d’abord dénir le numéro actuel sur la plus grande valeur (le plus grand des numéros non attribués, par exemple 100). Ensuite, régler ce numéro sur « 0 ».
Comment utiliser le lecteur de codes-barres
1) Appuyer sur le bouton
pour verrouiller le changement de conguration.
2) Placer l’étiquette de code-barre dans la cassette,
juste sous le lecteur de codes-barres. Lorsque le lecteur de codes-barres reconnaît le code-barre, il émet un signal sonore.
3) Bien vérier que la conguration a été modiée.
Si le lecteur de codes-barres n’émet pas de signal sonore, régler la position verticale du lecteur de codes-barres. Si la conguration n’est pas modiée même lorsque la machine émet un son, vérier le statut du verrouillage automatique. Le code-barre est rendu eectif en verrouillant le changement de conguration. Lorsque le changement de conguration est verrouillé, la liste des congurations
Lorsque le numéro « 3 » devient « 0 », les numéros suivants enregistrés « 4, 5 et 6 » sont également eacés. Pour éviter l’eacement des numéros enregistrés ci-dessus qui ne doivent pas être eacés, régler d’abord le numéro de code-barre sur la plus grande valeur disponible « 7 », puis le régler sur « 0 ».– 81 – 6-2-1. Précautions de sécurité
1. Il est interdit à toute personne autre que les employés (personnes concernées) de toucher la
machine pendant les procédures d’installation et de réglage.
2. Garder les mains à l’écart des pièces mobiles an de les protéger contre les coupures lorsque
le couteau est en marche.
3. Le contact direct avec la pointe de la lame du couteau xe et du couteau mobile est interdit
an de se protéger des éraures et des égratignures. Il est interdit de mettre la main ici an de se protéger des cou- pures et des lacérations. 6-2. Couteau rotatif– 82 – 6-2-2. Comment exécuter le réglage coaxial
1) Mettre la machine hors tension et couper l’air.
2) Déposer la plaque de xation supérieure
, la plaque de xation inférieure
, le couvercle de courroie de distribution
, le couvercle de couteau mobile
et le collier de couteau
Dispositif du couteau xe Dispositif du couteau mobile
3) Déposer les composants du couteau mobile
(une pièce) et des vis de xation
(deux pièces). Déposer l’ensemble du couteau xe.– 83 –
(sept pièces) de l’unité du couteau xe.
6) Installer le gabarit de bague dans l’arbre du couteau mobile. Enfoncer le maillon
de l’unité du couteau xe pour placer l’arbre du couteau xe dans le gabarit de bague.
7) Retirer le ressort de repositionnement
du couteau mobile. Soulever le moteur d’entraînement.
8) En soulevant le gabarit de bague
tout en prenant soin de l’empêcher d’interférer avec la partie plate de l’arbre du couteau mobile
/arbre du couteau xe
régler la position de l’unité du couteau xe de sorte que l’arbre de la bague se déplace légèrement en haut et en bas et se déplace également légèrement dans le sens de rotation. Serrer provisoirement la vis de xation n° 4 de l’unité du couteau xe.
9) Placer le ressort de repositionnement
sur le crochet du ressort. Mettre la machine à coudre sous tension et ouvrir l’air sur la machine à coudre. Réini- tialiser l’origine.
Se déplace légèrement en haut et en bas
Se déplace légè- rement dans le sens de rotation– 84 –
10) Après la réinitialisation, passer à la page suivante du panneau de commande.
Appuyer sur la touche « OUT1 (pour une tête de machine de type à substrat unique)/OUT 9 (pour une tête de machine de type à substrat double) » pour rapprocher la pointe de l’arbre du couteau xe et celle de l’arbre du couteau mobile tout en mettant en place le gabarit de bague.
11) Appuyer sur l’entraînement manuel.
, appuyer sur le bouton « arbre 2+/arbre 2 - » pour tourner le couteau rotatif an de soulever le gabarit de bague en tant que n° 6. Vérier maintenant que le gabarit de bague descend librement dans chacune des quatre directions (0°, 90°, 180°, 270°) et qu’il tourne sans à-coups. En cas de dysfonctionnement, régler la position de l’unité du couteau xe.
12) Vérier l’état de fonctionnement du
gabarit de bague respectivement dans les quatre directions mentionnées ci-dessus. Ensuite, serrer solidement la vis de xation N° 4. La position du gabarit de bague peut se décaler légèrement de la position réglée en serrant fermement la vis de réglage n°
4. Il est donc nécessaire de vérier que
le gabarit de bague tourne en douceur dans les quatre directions mentionnées ci-dessus, respectivement.
90° 270° 180° La durée de vie du couteau mobile et du couteau xe est garantie à condition que les techni- ciens de maintenance du fabricant ou les techniciens de maintenance formés à la technologie connexe ajustent la pression du couteau de manière optimale.– 85 – 6-2-3 Comment régler la tension de la courroie de distribution Mesurer la tension de la courroie à l’aide d’un compteur de poussée et d’une paire de pieds à coulisse. Si la tension de la courroie n’est pas conforme aux spécica- tions, desserrer les vis de xation
(quatre pièces) du moteur électrique et ajuster sa position de ma- nière appropriée. 0,5 à 1mmPoussée: 500 g Arbre du moteur électrique
6-2-4 Comment ajuster la pression du couteau
- Remarque Installer le couteau mobile verticalement tout en le déplaçant vers la partie de la lame (dans le sens de la èche) de manière à em- pêcher la partie de la lame du couteau mobile d’entrer en contact avec la vis de réglage de la pression du couteau du couteau xe. *Remarque : Ne pas laisser le couteau mobile gêner la vis. Mettre la machine à coudre sous tension et ouvrir l’air sur la machine à coudre. Réinitialiser l’origine. Déplacer la vis de xation
du couteau mobile vers le côté éloigné de la machine à coudre. Bien vérier que le cou- teau mobile est parallèle à la face frontale de l’unité en observant les repères de graduation sur la graduation
. Si le couteau mobile n’est pas parallèle à la face frontale de l’unité, régler le parallélisme entre eux en desserrant les vis de serrage
Réglage du parallélisme 6-2-4-1. Réglage de la position de montage du couteau mo- bile 6-2-4-2. Réglage du sens d’installation du couteau mobile– 86 –
Régler la position de la vis de réglage de la pression du couteau de manière à ce qu’elle ne dépasse pas de la face frontale du couteau xe.
Serrer provisoirement la vis de réglage
pour permettre au couteau xe d’être pressé contre deux portions
. Tourner l’arbre du couteau xe à la main pour le régler de manière à ce que le couteau xe soit presque parallèle au couteau mobile.
Parallèle 6-2-4-3. Position de la vis de réglage de la pression du couteau du couteau xe 6-2-4-4. Position de la vis de réglage de la pression du couteau du couteau xe
Dans le mode manuel du panneau de commande, appuyer sur le bouton « OUT1 (avant le changement de port)/ OUT9 (après le changement de port) » pour le mettre à l’état ON. Approcher le couteau mobile du couteau xe. Ajuster le parallélisme entre les deux.– 87 – 6-2-4-5. Réglage de la hauteur du couteau xe et du couteau mobile À la sortie d’usine : 3 mm
Plaque de levage du cylindre
dans la base du couteau xe. Régler la hauteur du couteau xe.
2) Habituellement à la sortie d’usine, la machine à coudre a été réglée par défaut de sorte que la hauteur de
la pointe de la lame (extrémité inférieure) du couteau xe se trouve 3 mm au-dessus de la surface supé- rieure de la plaque de levage
Si l’épaisseur totale du tissu
et de la cassette inférieure
est inférieure ou égale à 3 mm, le réglage de la hauteur du couteau xe
ne sera pas nécessaire. Si cette épaisseur totale dépasse 3 mm, il sera nécessaire de régler la hauteur du couteau xe
. (jusqu’à 5,5 mm) Il faut éviter toute interférence avec la surface supérieure de la cassette inférieure.
3 mm ou moins Couteau mobile
3) Après avoir réglé le couteau xe à une hauteur
appropriée, serrer la première vis de xation
de manière à ce qu’elle s’encastre dans la partie plate de l’arbre du couteau xe. Puis, serrer la vis de xation
sur la partie plate de l’arbre du couteau xe.)
0,5 mm à 1 mm Moteur d’en- traînement
4) Après avoir réglé la hauteur du couteau xe,
régler la hauteur de la butée de levage du moteur d’entraînement
de sorte que le degré d’enga- gement entre le couteau mobile et le couteau xe soit de 0,5 à 1 mm. En soulevant le moteur d’entraînement à la main, bien vérier que la partie carrée de la lame du couteau mobile n’interfère pas avec la surface supérieure de la cas- sette inférieure lorsque le couteau mo- bile se trouve à son point mort inférieur.– 88 – 6-2-4-6. Réglage de la pression des couteaux En mode manuel, appuyer sur le bouton Axis 2. Tourner le couteau pour changer son sens an de faciliter le réglage. Insérer une clé hexagonale dans la fente de la vis de xation (dans le sens de la èche gauche) et desser- rer la vis de xation
jusqu’à ce que le couteau xe soit aligné avec le couteau mobile tout en soulevant la vis de xation
dans le sens de la èche vers le haut pour permettre au couteau xe d’être appuyé contre le socle de xation. Après avoir desserré la vis de xation
, pousser la vis de réglage
en maintenant la vis de xation desserrée. La pression cible des couteaux est de 0 (zéro). (De sorte que le couteau mobile entre légèrement en contact avec le cou- teau xe) Une fois la vis de réglage
enfoncée, serrer la vis de xation
Régler le couteau xe et le couteau mobile jusqu’à ce qu’ils soient bien alignés l’un avec l’autre. 6-2-4-7. Test de coupe Après avoir réglé la pression des couteaux, essayer de couper le tissu. Si le couteau ne coupe pas le tissu, il sera nécessaire de régler à nouveau la pression du couteau à une va- leur légèrement supérieure à la valeur de réglage indiquée dans la section "6-2-4-6. Réglage de la pression des couteaux" p.88 angegebenen Wert nachjustiert werden. An de garantir la durée de vie du couteau mobile et du couteau mobile, il est recommandé qu’un ingénieur spécialisé eectue le réglage de la pression des couteaux de manière à régler la pression des couteaux à la valeur la plus adaptée.
Appuyer contre– 89 – 6-2-5. Remplacement du couteau mobile Desserrer les deux vis (référence catalogue 53 du couteau mobile rotatif) sur le couteau mobile. Retirer le couteau mobile et le remplacer par un neuf. Serrer ensuite les deux vis mentionnées ci-dessus. Lors de la xation d’un couteau mobile, prendre soin de le xer de manière à ce que sa partie inférieure entre systéma- tiquement en contact avec la tige de couteau mobile. 6-2-6. Réglage de la vitesse de fonctionnement du gabarit lorsque le couteau fonctionne Démarrer la machine et passer à l’interface princi- pale. Cliquer ensuite sur « Menu »
. Cliquer sur « Param File »
, puis cliquer sur « Next »
. Régler ensuite la valeur du para- mètre « Head 2 speed (mm/s) » comme indiqué dans
. Pour régler le ou les paramètres associés, contacter le fabricant ou le professionnel expert en technologie connexe (la vitesse de « Head 2 » a été réglée par défaut sur 40 mm/s à la sortie d’usine).
❹– 90 – 6-2-7. Instructions d’utilisation 6-2-7-1. Création de congurations Pour créer une conguration au couteau, veiller à ce que la distance la plus courte de 3 mm ou plus soit pré- vue entre la ligne de locus du couteau et le tracé de couture. Les congurations de couture sont créées au moyen de la couche 1 et les congurations avec couteaux sont créées au moyen de la couche 2. Figure 1 Figure 2 6-2-7-2. Installation du logiciel de couture Ouvrir le logiciel exclusif de couture avec couteau rotatif. Sélectionner le chier et cliquer dessus pour l’ouvrir. Sélectionner le chier à modier. Dénir un graphique du couteau que l’on souhaite utiliser sur la couche 2 (comme illustré sur la Fig. 1). Double-cliquer sur couche 2 pour ouvrir l’interface (comme illustré sur la Fig. 2). Remplacer la tête 1 par la tête 2. Ensuite, conrmer en cliquant sur le bouton OK pour terminer la procédure.– 91 – 6-2-7-3. Réglage des références Démarrer la machine et passer à l’interface princi- pale. Cliquer ensuite sur « Next »
. Cliquer sur « Move frame »
, et « Head 2 displacement ». Entrer « 98.5 » dans le champ Sens de l’axe X et « 54.5 » dans le champ Sens de l’axe Y (La position de la tête 2 doit être ajustée en fonction de la position de coupe et du déplacement de la position de couture. Plus la distance de dépla- cement de l’axe X saisie est faible, plus la position du couteau est déplacée vers la gauche. Plus la distance de déplacement de l’axe Y saisie est faible, plus la position de couture qui fait face à la position du couteau est rapprochée de la position de travail).
❸– 92 – 6-2-8. Dénition des boutons de commande électrique 6-2-9. Précautions relatives aux fonctions
1. Ne pas couper un graphique présentant un coin R inférieur à 5 (le rayon est inférieur à 5 mm)
2. Lors de la coupe d’un graphique qui n’a pas de coin avec un R excessif, il est possible de le couper sans
interrompre l’opération de coupe aux points de connexion à condition que l’angle soit de 135° ou plus. Si l’angle est inférieur à 135°, les points de connexion se croisent à la position qui est à 0,1 mm devant eux (comme illustré sur la gure).
3. Du début à la n de la coupe, l’eet de coupe sera maximisé en étendant ou en raccourcissant les lignes
de coupe selon l’eet spécique de la coupe. (Étendre ou raccourcir la longueur des lignes de coupe lors de la coupe d’un graphique) OUT9 Soulèvement/abaissement du couteau xe/couteau mobile rotatif OUT11 Démarrage de l’opération de coupe du couteau mobile rotatif OUT12 Soulèvement/abaissement du pied presseur du couteau xe rotatif