
TNC 620 - Contrôleur numérique HEIDENHAIN - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil TNC 620 HEIDENHAIN au format PDF.
| Type de produit | Contrôleur numérique pour machines-outils |
| Marque | HEIDENHAIN |
| Modèle | TNC 620 |
| Logiciel CN | 340 560-01, 340 561-01, 340 564-01 |
| Fonctions principales | Programmation en dialogue conversationnel Texte clair, cycles d'usinage (perçage, fraisage de filets, poches, etc.), cycles palpeurs (étalonnage, compensation de désaxage, initialisation de points de référence, contrôle automatique de pièces et d'outils), interpolation 5 axes, gestion de palettes, graphisme de test et d'usinage (vue de dessus, 3 plans, 3D) |
| Nombre d'axes | Jusqu'à 5 axes (4 axes linéaires en version Export) |
| Affichage | Graphisme de test et d'usinage avec représentations 2D et 3D |
| Palpeurs 3D compatibles | TS 220 (câble), TS 640 (infrarouge), TT 140 (palpeur d'outils) |
| Options logicielles | Touch probe function, Advanced programming features (FK, cycles d'usinage), Advanced grafic features, Pallet management, HEIDENHAIN DNC, Display step (finesse 0,01 μm), Double speed, etc. |
| Normes | Classe A selon EN 55022 (environnement industriel) |
| Entretien | Nettoyage conformément aux recommandations du constructeur ; utilisation d'Open Source Software (détails dans la notice) |
| Notice d'utilisation | 165 pages, format PDF, disponible en téléchargement gratuit |
| Langues | Français (original) ; possibilité de recevoir une traduction sur demande par email |
FOIRE AUX QUESTIONS - TNC 620 HEIDENHAIN
Questions des utilisateurs sur TNC 620 HEIDENHAIN
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Contrôleur numérique au format PDF gratuitement ! Retrouvez votre notice TNC 620 - HEIDENHAIN et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil TNC 620 de la marque HEIDENHAIN.
MODE D'EMPLOI TNC 620 HEIDENHAIN
Manuel d'utilisation
Cycles palpeurs
TNC 620
Logiciel CN
340 560-01
340 561-01
340 564-01
Français (fr)
9/2008
Type de TNC, logiciel et fonctions
Ce Manuel décrit les fonctions dont dispose la TNC à partir du numéro de logiciel CN suivant:
| Modèle de TNC | N° de calculiel CN |
| TNC 620 | 340 560-01 |
| TNC 620 E | 340 561-01 |
| Poste de programmation TNC 620 | 340 564-01 |
La dette E désigne la version Export de la TNC. La version Export de la TNC est soumise à la restriction suivante:
Déplacements linéaires simultanés sur un nombre d'axes pouvant aller jusqu'à 4
A l'aide des paramètres machine, le constructeur peut adapter à sa machine l'ensemble des possibilités dont dispose la TNC. Ce Manuel décrit donc également des fonctions non disponibles sur chaque TNC.
Exemple de fonctions TNC non disponibles sur toutes les machines:
■ Fonction de palpage pour le palpeur 3D
Taraudage sans mandrin de compensation
Reprise du contour après une interruption
Nous vous conseillons de prendre contact avec le constructeur de votre machine pour connaître l'étendue des fonctions de votre machine.
De nombreux constructeurs de machines ainsi que HEIDENHAIN proposent des cours de programmation TNC. Il est conseilé de suivre de tels cours afin de se familiariserrapidement avec les fonctions de la TNC.

Manuel d'utilisation Cycles palpeurs:
Toutes les fonctions destinées aux palpeurs sont décrites dans un autre Manuel d'utilisation. Si vous le désirez, adresse-vous à HEIDENHAIN pour receivevoir ce Manuel d'utilisation. ID: 661 873-10
Options de logiciel
La TNC 620 dispose de diverses options de logiciel qui peuvent etre activées par vous-même ou par le constructeur de votre machine.
Chaque option doit etre activée séparément et comporte
individuelle les fonctions suivantes:
Options du hardware
Axe auxiliaire pour 4 axes et broche non asservie
Axe auxiliaire pour 5 axes et broche non asservie
Option de logiciel 1 (numéro d'options #08)
Interpolation de la surface d'un cylindre (cycles 27, 28 et 29)
Avance en mm/min. avec axes rotatifs: M116
Inclinaison du plan d'usinage (cycles 19 et softkey 3D-ROT en mode de fonctionnement Manuel)
Cercle sur 3 axes avec inclinaison du plan d'asinage
Option de logiciel 2 (numéro d'options #09)
Durée de traitement des séquences 1.5 ms au lieu de 6 ms
Interpolation sur 5 axes
Usage 3D:
M128: Conserver la position de la pointe de l'outil lors du positionnement des axes inclinés (TCPM)
M144: Prise en compte de la cinématique de la machine pour les positions EFF/NOM en fin de séquence
Autres paramètres Finition/ébauche et Tolerance pour axes rotatifs dans le cycle 32 (G62)
Sequences LN (correction 3D)
Touch probe function (numéro d'option #17)
Cycles palpeurs
Compensation du désaxage de l'outil en mode Manuel
Compensation du désaxage de l'outil en mode Automatique
■Initialisation du point de reférence en mode Manuel
■ Initialisation du point de reférence en mode Automatique
Calibration automatique des pieces
Etailonnage automatique des outils
Advanced programming features (numéro d'options #19)
Programmation flexible des contours FK
■ Programmation en dialogue conversationnel Texte clair HEIDENHAIN avec aide graphique pour pieces dont la cotation n'est pas conforme à la programmation des CN
Cycles d'usinage
Perçage profond, alésage à l'alésoir, alésage à l'outil, contre-perçage, centrage (cycles 201 - 205, 208, 240)
Cycles de fraisage de filets internes et externes (cycles 262 - 265, 267)
■ Finition de poches et tenons rectangulaires et circulaires (cycles 212 - 215)
■ Usinage ligne à ligne de surfaces planes ou obliques (cycles 230 - 232)
Rainures droites et circulaires (cycles 210, 211)
Motifs de points sur un cercle ou en grille (cycles 220, 221)
Tracé de contour, contour de poche - y compris parallèle au contour (cycles 20 - 25)
Des cycles constructeurs (specialement développés par le constructeur de la machine) peuvent être intégrés
Advanced grafic features (numéro d'option #20)
Graphisme de test et graphisme d'asinage
Vuede dessus
- Réprésentation en trois plans
■ Représentation 3D
Option de logiciel 3 (numéro d'options #21)
Correction d'outil
M120: Calcul anticipé (jusqu'à 99 séquences) du contour soumis à une correction de rayon (LOOK AHEAD)
Usage 3D
M118: Autoriser le positionnement avec la manivelle en cours d'exécution du programme
Pallet management (numéro d'options #22)
Gestion de palettes
HEIDENHAIN DNC (numéro d'option #18)
Communication avec applications PC externes au moyen de composants COM
Display step (numéro d'option #23)
Finesse d'introduction et résolution d'affichage:
- Axes linéaires jusqu'à 0,01μm
Axes angulaires jusqu'à 0,00001°
Double speed (numéro d'option #49)
Les bouches d'asservissement Double Speed sont utilisées de préférence sur les broches à grande vitesse, les moteurs linéaires et les moteurs-couple
Niveau de développement (fonctions de mise à jour „upgrade“)
Parallelement aux options de logiciel, d'importants nouveaux développements du logiciel TNC seront à l'avir gérés par ce qu'on appelle les Feature Content Level (expression anglaise exprimant les niveaux de développement). Vous ne disposez pas des fonctions FCL lorsque votre TNC recoit une mise à jour de logiciel.

Lorsque vous receivez une nouvelle machine, vous receivez toutes les fonctions de mise à jour Upgrade sans surcôt.
Dans ce Manuel, ces fonctions Upgrade sont signalées par l'expression FCL n; n précisant le numéro d'indice du niveau de développement.
En achetant le code correspondant, vous pouvez activer les fonctions FCL. Pour cela, prenez contact avec le constructeur de votre machine ou avec HEIDENHAIN.
Lieu d'implantation prévu
La TNC correspond à la classe A selon EN 55022. Elle est prévue principalement pour fonctionner en millieux industriels.
Information legale
Ce produit utilise l'Open Source Software. Vous trouverez d'autres informations sur la commande au chapitre
Mode de fonctionnement Mémorisation/édition
Fonction MOD
Softkey REMARQUES LICENCE
Introduction
Cycles palpeurs en modes Manuel et Manivelle électronique
Cycles palpeurs pour le contrôle automatique des pieces
Cycles palpeurs pour l'étalonnage automatique des outils
1 Travail à l'aide des cycles palpeurs .... 15
1.1 Généralités sur les cycles palpeurs .... 16
Fonctionnement.....16
Prendre en compte la rotation de base en mode Manuel .... 16
Cycles palpeurs en modes Manuel et Manivelle électronique .... 16
Cycles palpeurs pour le mode automatique .... 17
1.2 Avant que vous ne travailliez avec les cycles palpeurs! .... 19
Course max. jusqu'au point de palpage: DIST dans le tableau palpeurs .... 19
Distance d'approche jusqu'àu point de palpage: SET_UP dans le tableau palpeurs .... 19
Orienter le palpeur infrarouge dans le sens de palpage programme: TRACK dans le tableau palpeurs .... 19
Palpeur à commutation, avance de palpage: F dans le tableau palpeurs .... 20
Palpeur à commutation, avance pour déplacements de positionnement: FMAX .... 20
Palpeur à commutation, avance rapide pour déplacements de positionnement: F_PREPOS dans le tableau palpeurs .... 20
Mesure multiple .... 20
Zone de sécurité pour mesure multiple .... 20
Travail avec les cycles palpeurs .... 21
1.3 Tableau palpeurs .... 22
Généralités .... 22
Editor les tableaux palpeurs..... 22
Données du palpeur .... 23
2 Cycles palpeurs en modes Manuel et Manivelle électronique .... 25
2.1 Introduction .... 26
Vue d'ensemble .... 26
Selectionner le cycle palpeur .... 26
Enregister les valeurs de mesure issues des cycles palpeurs dans un tableau de points zéro .... 27
Enregister les valeurs de mesure issues des cycles palpeurs dans le tableau Preset .... 28
2.2 Etalonnage du palpeur à commutation .... 29
Introduction .... 29
Etalongnage de la longueur effective .... 29
E talonner le rayon effectif et compenser le désaxage du palpeur .... 30
Afficher les valeurs d'étalonnage .... 31
2.3 Compenser le désaxage de la pierce .... 32
Introduction .... 32
Calculer la rotation de base .... 32
Enregister la rotation de base dans le tableau Preset .... 33
Afficher la rotation de base .... 33
Annuler la rotation de base .... 33
2.4 Initialiser le point de reférence avec palpeurs 3D .... 34
Introduction .... 34
Initialiser le point de reference sur un axe auchioix.....34
Coin pris comme point de reférence .... 35
Centre de cercle pris comme point de reférence .... 36
2.5 Etalonnage de pieces avec les palpeurs 3D .... 37
Introduction .... 37
Définir la coordonnée d'une position sur la piece dégauchie .... 37
Définir les coordonnées d'un coin dans le plan d'usinage .... 37
Définir les cotes d'une piece .... 38
Définir l'angle compris entre l'axe de référence angulaire et une arête de la pierce .... 39
3 Cycles palpeurs pour le contrôle automatique des pieces .... 41
3.1 Enregistrer automatiquement le désaxage de la pierce .... 42
Vue d'ensemble .... 42
Particularités communés aux cycles palpeurs destinés à l'enregistrement du désaxage de la pierce .... 43
ROTATION DE BASE (cycle palpeur 400, DIN/ISO: G400) .... 44
ROTATION DE BASE avec deux trous (cycle palpeur 401, DIN/ISO: G401) .... 46
ROTATION DE BASE à partir de deux tenons (cycle palpeur 402, DIN/ISO: G402) .... 49
ROTATION DE BASE compensée avec axe rotatif (cycle palpeur 403, DIN/ISO: G403) .... 52
INITIALISER LA ROTATION DE BASE (cycle palpeur 404, DIN/ISO: G404) ....... 56
Compenser le désaxage d'une piece avec l'axe C (cycle palpeur 405, DIN/ISO: G405) .... 57
3.2 Calcul automatique des points de reférence .... 61
Vue d'ensemble .... 61
Caracteristiques communes à tous les cycles palpeurs pour l'initialisation du point de reférence .... 63
PREF CENTRE RAINURE (cycle palpeur 408, DIN/ISO: G408) .... 65
PREF CENT. OBLONG (cycle palpeur 409, DIN/ISO: G409) ....... 68
POINT DE REFERENCE INTERIEUR RECTANGLE (cycle palpeur 410, DIN/ISO: G410) .... 71
POINT DE REFERENCE EXTERIEUR RECTANGLE (cycle palpeur 411, DIN/ISO: G411) .... 74
POINT DE REFERENCE INTERIEUR CERCLE (cycle palpeur 412, DIN/ISO: G412) .... 77
POINT DE REFERENCE EXTERIEUR CERCLE (cycle palpeur 413, DIN/ISO: G413) ....... 81
POINT DE REFERENCE EXTERIEUR COIN (cycle palpeur 414, DIN/ISO: G414) ....... 85
POINT DE REFERENCE INTERIEUR COIN (cycle palpeur 415, DIN/ISO: G415) ....... 88
POINT DE REFERENCE CENTRE CERCLE DE TROUS (cycle palpeur 416, DIN/ISO: G416) .... 91
POINT DE REFERENCE DANS L'AXE DU PALPEUR (cycle palpeur 417, DIN/ISO: G417) .... 94
POINT DE REFERENCE CENTRE de 4 TROUS (cycle palpeur 418, DIN/ISO: G418) .... 96
PT DE REF SUR UN AXE (cycle palpeur 419, DIN/ISO: G419) .... 99
3.3 Etalonnage automatique des pieces .... 105
Vue d'ensemble .... 105
Proces-verbal des résultats de la mesure .... 106
Résultats de la mesure dans les paramètres Q .... 107
Etat de la mesure .... 107
Surveillance de tolérances .... 107
Surveillance d'outil .... 108
Système de référence pour les résultats de la mesure .... 109
PLAN DE REFERENCE (cycle palpeur 0, DIN/ISO: G55) ....... 110
PLAN DE REFERENCE polaire (cycle palpeur 1) .... 111
MESURE ANGLE (cycle palpeur 420, DIN/ISO: G420) ....... 112
MESURE TROU (cycle palpeur 421, DIN/ISO: G421) .... 114
MESURE EXTERIEUR CERCLE (cycle palpeur 422, DIN/ISO: G422) ....... 117
MESURE INTERIEUR RECTANGLE (cycle palpeur 423, DIN/ISO: G423) ....... 120
MESURE EXTERIEUR RECTANGLE (cycle palpeur 424, DIN/ISO: G424) ....... 123
MESURE INTERIEUR RAINURE (cycle palpeur 425, DIN/ISO: G425) ....... 126
MESURE EXTERIEUR TRVERSE (cycle palpeur 426, DIN/ISO: G426) ....... 128
MESURE COORDONNEE (cycle palpeur 427, DIN/ISO: G427) ....... 130
MESURE CERCLE DE TROUS (cycle palpeur 430, DIN/ISO: G430) ....... 133
MESURE PLAN (cycle palpeur 431, DIN/ISO: G431) .... 136
3.4 Cycles spéciaux .... 143
Vue d'ensemble .... 143
MESURE (cycle palpeur 3) .... 144
4 Cycles palpeurs pour l'étalonnage automatique des outils .... 147
4.1 Etalonnage d'outils avec le palpeur de table TT .... 148
Vue d'ensemble .... 148
Configurer les paramètres-machine .... 149
Données d'introduction dans le tableau d'outils TOOL.T .... 150
4.2 Cycles disponible .... 152
Vued'ensemble.....152
Différences entre les cycles 31 à 33 et 481 à 483 .... 152
Etalongnage du TT (cycle palpeur 30 ou 480, DIN/ISO: G480) ....... 153
Etalongnage de la longueur d'outil (cycle palpeur 31 ou 481, DIN/ISO: G481) .... 154
Etalonnage du rayon d'outil (cycle palpeur 32 ou 482, DIN/ISO: G482) .... 157
Etalonnage complet de l'outil (cycle palpeur 33 ou 483, DIN/ISO: G483) .... 159
1
Travail à l'aide des cycles palpeurs
1.1 Généralités sur les cycles palpeurs

La TNC doit avoir eté préparée par le constructeur de la machine pour l'utilisation de palpeurs 3D
Les cycles palpeurs ne sont disponibles qu'vec l'option de logiciel Touch probe function (numéro d'options #17).
Fonctionnement
Lorsque la TNC exécute un cycle palpeur, le palpeur 3D se déplace à une avance de palpage définie par le constructeur de la machine et dans le sens que vous avez sélectionné. L'avance de palpage est définie dans un paramètre-machine (cf. „Avant que vous ne travailliez avec les cycles palpeurs" plus loin dans ce chapitre).
Lorsque la tige de palpage affleure la pierce,
- le palpeur 3D transmet un signal à la TNC qui mémorise les coordonnées de la position de palpage
le palpeur 3D s'arrête et
■retourne en avance rapide à la position initiale de la procédure de palpage
Si la tige de palpage n'est pas déviée sur la course définie, la TNC délivre un message d'erreur (course: DIST dans le tableau palpeurs).
Prendre en compte la rotation de base en mode Manuel
Lors de la procédure de palpage, la TNC tient compte d'une rotation de base active et déplace le palpeur obliquement vers la pierce.
Cycles palpeurs en modes Manuel et Manivelle électronique
En mode Manuel et Manivelle électronique, la TNC dispose de cycles palpeurs vous permettant:
d'étabonner le palpeur
de compenser le désaxage de la pièce
d'initialiser les points de reference
Cycles palpeurs pour le mode automatique
Outre les cycles palpeurs que vous utilisez en modes Manuel et manivelle électronique, la TNC dispose de nombreux cycles correspondant aux différentes applications en mode automatique:
Etalonnage du palpeur à commutation (chapitre 3)
Compensation du désaxage de la pièce (chapitre 3)
■Initialisation des points de reference (chapitre 3)
Contrôle automatique de la pierce (chapitre 3)
Etailonnage automatique des outils (chapitre 4)
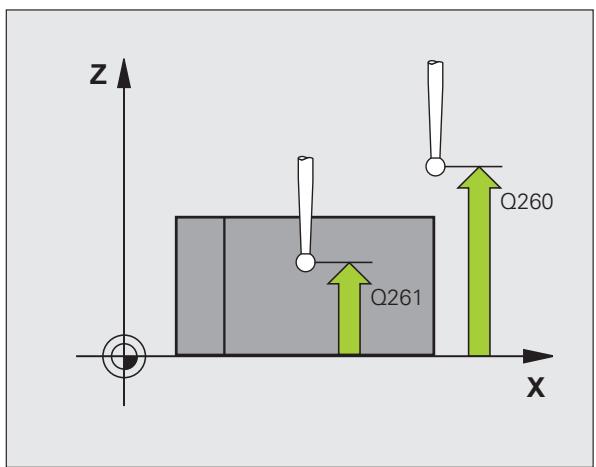
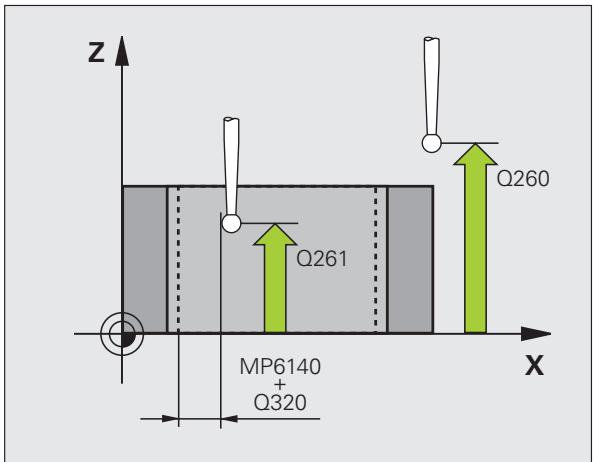
Vous programmez les cycles palpeurs en mode de fonctionnement Programmation à l'aide de la touche TOUCH PROBE. Vous utilisez les cycles palpeurs de nombres à partir de 400 de la même manière que les nouveaux cycles d'usinage, paramètres Q comme paramètres de transfert. Les paramètres de même fonction que la TNC utilise dans différents cycles portent toujours le même numéro: Ainsi, par exemple, Q260 correspond toujours à la distance de sécurité, Q261 à la hauteur de mesure, etc.
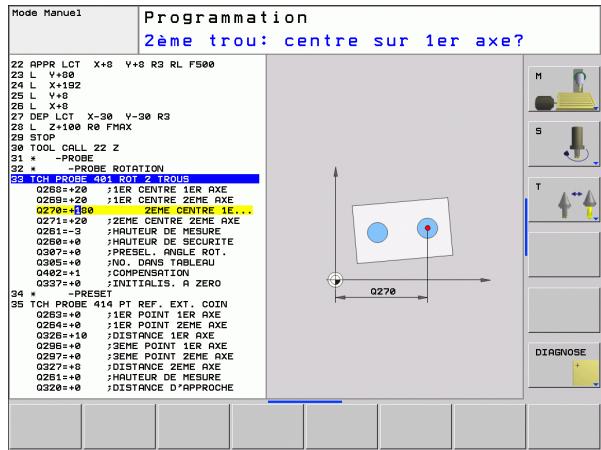
Pour simplifier la programmation, la TNC affiche un écran d'aide pendant la définition du cycle. L'écran d'aide affiche en surbrillance le paramètre que vous doivent introduire.
Définition du cycle palpeur en mode de fonctionnement Programmation

Le menu de softkeys affiche - par groupes - toutes les fonctions de palpage disponibles

Sélectionner le groupe de cycles de palpage, par exemple Initialisation du point de référence. Les cycles destinés à l'étalonnage automatique d'outil ne sont disponibles que si votre machine a été préparée pour ces fonctions

Sélectionner le cycle, par exemple Initialisation du point de référence au centre de la poche. La TNC ouvre un dialogue et réclame toutes les données d'introduction requises; en même temps, la TNC affiche dans la moitié droite de l'écran un graphisme dans lequel le paramètre à introduire est en surbrillance
Introduisez tous les paramètres réclamés par la TNC et validez chaque introduction avec la touche ENT
La TNC ferme le dialogue lorsque vous avez introduit toutes les données requises
| Groupe de cycles de mesure | Softkey | Page |
| Cycles d'enregistrement automatique et compensation du désaxage d'une piece | Page 42 | |
| Cycles d'initialisation automatique du point de référence | Page 61 | |
| Cycles de contrôle automatique de la pièce | Page 105 | |
| Cycles spéciaux | CYCLESPÉCIaux | Page 143 |
| Cycles d'étalonnage automatique d'outils (validés par le constructeur de la machine) | Page 148 |
Example:Sequences CN
| 5 TCH PROBE 410 PT REF. INT. RECTAN | |
| Q321=+50 ;CENTRE 1ER AXE | |
| Q322=+50 ;CENTRE 2ÉME AXE | |
| Q323=60 ;1ER CÔTE | |
| Q324=20 ;2ÉME CÔTE | |
| Q261=-5 ;HAuteur DE MESURE | |
| Q320=0 ;DISTANCE D'APPROCHE | |
| Q260=+20 ;HAuteur DE SéCURITÉ | |
| Q301=0 ;DéPLAC. HAUT. SÉCU. | |
| Q305=10 ;NO DANS TABLEAU | |
| Q331=+0 ;POINT DE RÉFERENCE | |
| Q332=+0 ;POINT DE RÉFERENCE | |
| Q303=+1 ;TRANS. VAL. MESURE | |
| Q381=1 ;PALP. DS AXE PALPEUR | |
| Q382=+85 ;1ÈRE COO. DANS AXE PALP. | |
| Q383=+50 ;2ÉME COO. DANS AXE PALP. | |
| Q384=+0 ;3ÉME COO. DANS AXE PALP. | |
| Q333=+0 ;POINT DE RÉFERENCE |
1.2 Avant que vous ne travailliez avec les cycles palpeurs!
Pour couvrir le plus grand nombre possible de types d'opérations de mesure, vous pouvez configurer par paramètres-machine le comportement de base des cycles palpeurs. Si vous mettez en œuvre plusieurs palpeurs sur votre machine, ces configurations s'appliquent globalement à tous les palpeurs.
Vous disposez par ailleurs d'autres possibilités de configuration dans le tableau palpeurs que vous pouvez définir séparément pour chaque palpeur. Ces configurations vous permettent d'adapter le comportement pour chaque palpeur ou pour une application donnée (cf. „Tableau palpeurs" à la page 22).
Course max. jusqu'au point de palpage: DIST dans le tableau palpeurs
Si la tige de palpage n'est pas déviée dans la course définie sous DIST, la TNC délivre un message d'erreur.
Distance d'approche jusqu'au point de palpage: SET_UP dans le tableau palpeurs
Sous SET_UP, vous définisse la distance de pré-positionnement du palpeur par rapport au point de palpage défini - ou calculé par le cycle. Plus la valeur que vous introduisez est petite et plus vous devez définir avec précision les positions de palpage. Dans de nombreux cycles de palpage, vous pouvez définir une autre distance d'approche qui agit en plus de SET_UP.
Orienter le palpeur infrarouge dans le sens de palpage programme: TRACK dans le tableau palpeurs
Pour optimiser la précision de la mesure, la configuration TRACK = ON vous permet, avant chaque opération de palpage, d'orienter un palpeur infrarouge dans le sens programme pour le palpage. De cette manière, la tige de palpage est always deviée dans la même direction.

Si vous modifiez TRACK = ON, vous doivent alors réétalonner le palpeur.
Palpeur à commutation, avance de palpage: F dans le tableau palpeurs
Dans F, vous définissez l'avance avec laquelle la TNC doit palper la piece.
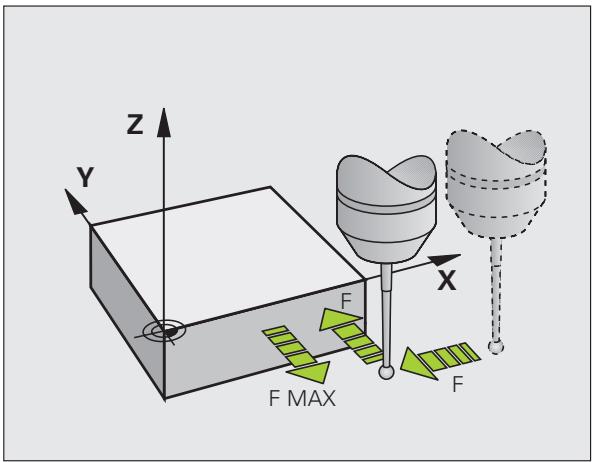
Palpeur à commutation, avance pour déplacements de positionnement: FMAX
Dans FMAX, vous définisse l'avance suivant laquelle la TNC doit prépositionner le palpeur ou le positionner entre des points de mesure.
Palpeur à commutation, avance rapide pour déplacements de positionnement: F_PREPOS dans le tableau palpeurs
Dans F_PREPOS, vous définisse si la TNC doit positionner le palpeur suivant l'avance définie dans FMAX ou bien suivant l'avance rapide de la machine.
Valeur d'introduction = FMAX_PROBE: Positionnement suivant l'avance définie dans FMAX
Valeur d'introduction = FMAX_MACHINE: Prépositionnement suivant l'avance rapide de la machine
Mesure multiple
Pour optimiser la sécurité de la mesure, la TNC peut exécuter successivement trois fois la même opération de palpage. Définissez le nombre de mesures dans le paramètre-machine ProbeSettings > Configuration du comportement de palpage > Mode Automatique: Mesure multiple avec fonction de palpage. Si les valeurs de positions mesurées s'écartent trop les unes des autres, la TNC délivre un message d'erreur (valeur limite définie dans la zone de sécurité pour mesure multiple). Grâce à la mesure multiple, vous pouvez si nécessaire calculer des erreurs de mesure accidentelles (provoquées, par exemple, par des salissures).
Si ces valeurs de mesure sont encore dans la zone de sécurité, la TNC mémorise la valeur moyenne obtenue à partir des positions enregistrées.
Zone de sécurité pour mesure multiple
Si vous exécutez une mesure multiple, définissez dans le paramètre-machine ProbeSettings > Configuration du comportement de palpage > Mode Automatique: Zone de sécurité pour mesure multiple la valeur en fonction de laquelle les valeurs mesurées peuvent varier entre elles. Si la différence entre les valeurs mesurées dépasse la valeur que vous avez définié, la TNC délivre un message d'erreur.
Travail avec les cycles palpeurs
Tous les cycles palpeurs sont actifs avec DEF. Par conséquent, la TNC exécute le cycle automatiquement lorsque la définition du cycle est exécutée dans le déroulement du programme.

Lors de l'exécution des cycles palpeurs, notamment des cycles de conversion de coordonnées ne doit être actif (cycle 7 POINT ZERO, cycle 8 IMAGE MIROIR, cycle 10 ROTATION, cycles 11 et 26 FACTEUR ECHELLE et cycle 19 PLAN D'USINAGE).

Vous pouvez executer les cycles palpeurs 408 à 419 même si la rotation de base est activée. Toutefois, vous nevez veiller à ce que l'angle de la rotation de base ne varie plus si, à l'issue du cycle de mesure, vous travailliez à partir du tableau de points zéro avec le cycle 7 Décalage point zéro.
Les cycles palpeurs dont le numéro est supérieur à 400 permettent de positionner le palpeur suivant une logique de positionnement:
Si la coordonnée actuelle du pôle sud de la tige de palpage est plus petite que la coordonnée de la hauteur de sécurité (définie dans le cycle), la TNC rétracte le palpeur tout d'abord dans l'axe du palpeur, jusqu'à la hauteur de sécurité, puis le positionné ensuite dans le plan d'usinage, sur le premier point de PALPAGE.
Si la coordonnée actuelle du pôle sud de la tige de palpage est plus grande que la coordonnée de la hauteur de sécurité, la TNC positionne le palpeur tout d'abord dans le plan d'usinage, sur le premier point de palpage, puis dans l'axe du palpeur, directement à la hauteur de mesure.
1.3 Tableau palpeurs
Généralités
Le tableau palpeurs comporte diverses données qui définissant le comportement du palpeur lors du processus de PALPAGE. Si vous utilisez plusieurs palpeurs sur votre machine, vous pouvez enregistrer des données séparément pour chaque palpeur.
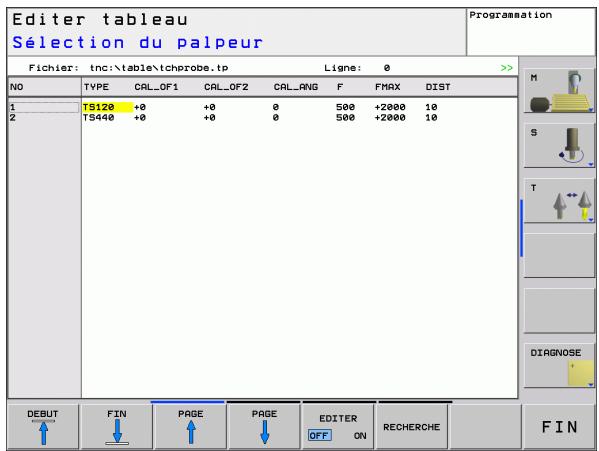
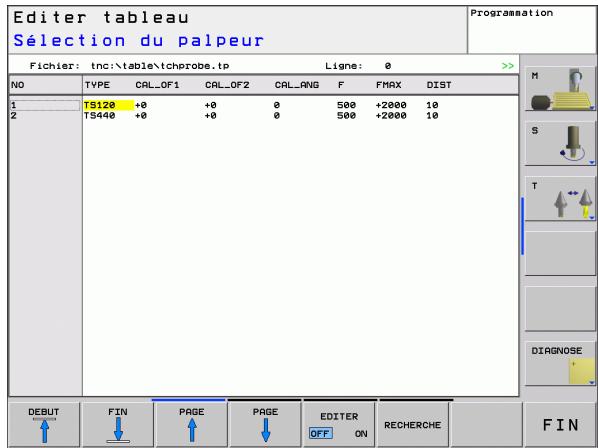
Editor les tableaux palpeurs
Pour éditer le tableau palpeurs, procédez de la manière suivante:

Sélectionner le mode Manuel
FUNCTIONS
PALPAGE
Sélectionner les fonctions de palpage: Appuyer sur la softkey FONCTIONS PALPAGE. La TNC affiche d'autres softkeys: Cf. tableau ci-dessus
TABLEAU PALPEUR
EDITOR OFF ON
Sélectionner le tableau palpeur: Appuyer sur la softkey TABLEAU PALPEUR
Mettre la softkey EDITER sur ON
Avec les touches fléchées, sélectionner la configuration désirée
Effectuer les modifications voulues
Quitter le tableau palpeurs: Appuyer sur la softmax FIN
Données du palpeur
| Abrév. | Données d'introduction | Dialogue |
| NO | Numéro du palpeur: Vous devez inscire ce numéro dans le tableau d'outils (colonne: TP_NO) sous le numéro d'util correspondant | - |
| TYPE | Sélection du palpeur utilisé | Sélection du palpeur? |
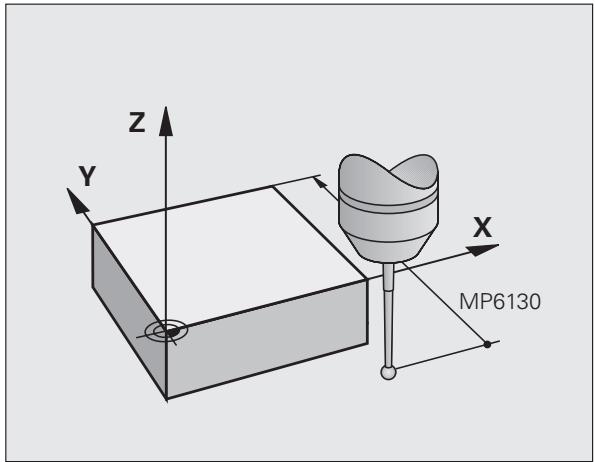
| CAL_OF1 | Déport de l'axe du palpeur par rapport à l'axe de broche dans l'axe principal | Déport palp. dans axe principal? [mm] |
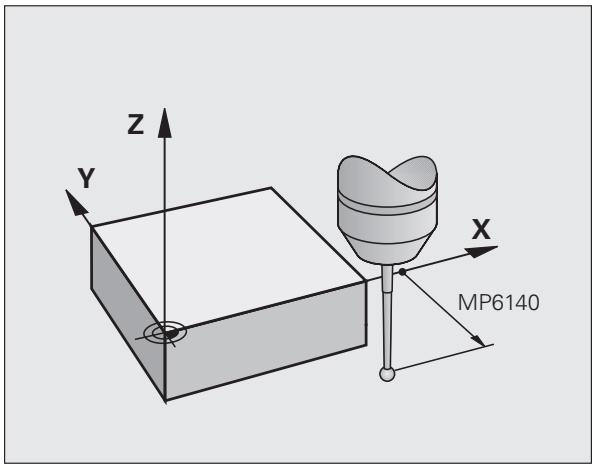
| CAL_OF2 | Déport de l'axe du palpeur par rapport à l'axe de broche dans l'axe auxiliaire | Déport palp. dans axe auxil.? [mm] |
| CAL_ANG | Avant d'effectuer l'étalonnage ou le palpage, et si l'orientation est possible, la TNC oriente le palpeur sur l'angle d'orientation | Angle broche PDT 1'étalonnage? |
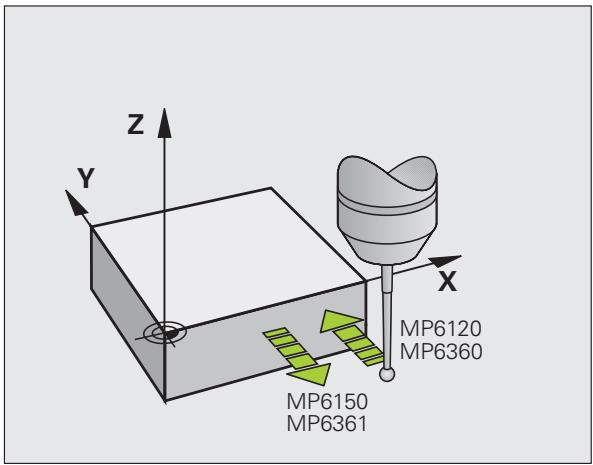
| F | Avance que doit utiliser la TNC pour palper la pièce | Avance de palpage? [mm/min.] |
| FMAX | Avance servant à prépositionner le palpeur ou au positionnement entre les points de mesure | Avance rapide dans cycle palpage? [mm/min.] |
| DIST | Si la tige de palpage n'est pas déviée dans la valeur définie ici, la TNC délivre un message d'erreur | Course de mesure max.? [mm] |
| SET_UP | Sous SET_UP, vous définissez la distance de pré-positionnement du palpeur par rapport au point de PALPAGE défihi – ou calculé par le cycle. Plus la valeur que vous introduisez est petite et plus vous doivent définir avec précision les positions de PALPAGE. Dans de nombreux cycles de PALPAGE, vous pouvez définir une autre distance d'approche qui agit en plus du paramètre-machine SET_UP | Distance d'approche? [mm] |
| F_PREPOS | Définir la vitesse lors du prépositionnement: ■ Prépositionnement à la vitesse définie dans FMAX: FMAX-ProBE ■ Prépositionnement avec l'avance rapide de la machine: FMAX_MACHINE | Préposition. avance rap.? ENT/NOENT |
| TRACK | Pour optimiser la précision de la mesure, la configuration TRACK = ON permet à la TNC, avant chaque opération de PALPAGE, d'orienter un palpeur infrarouge dans le sens programme pour le palpage. De cette manière, la tige de PALPAGE est toujours déviée dans la même direction: ■ ON: Exécuter une orientation de broche ■ ON: Ne pas exécuter une orientation de broche | Orienter palpeur? Oui=ENT, Non=NOENT |

2
Cycles palpeurs en modes Manuel et Manivelle électronique
2.1 Introduction

La TNC doit avoir eté préparée par le constructeur de la machine pour l'utilisation de palpeurs 3D
Les cycles palpeurs ne sont disponibles qu'vec l'option de logiciel Touch probe function (numéro d'options #17).
Vued'ensemble
En mode de fonctionnement Manuel, vous dispose des cycles palpeurs suivants:
| Fonction | Softkey | Page |
| Etailonnage de la longueur effective | ETAL. L | Page 29 |
| Etailonnage du rayon effectif | ETAL. 3D | Page 30 |
| Calcul de la rotation de base à partir d'une droite | ROTATION | Page 32 |
| Initialisation du point de référence dans un axe auchioix | PALPAGE POS | Page 34 |
| Initialisation d'un coin comme point de référence | PALPAGE P | Page 35 |
| Initialisation du centre de cercle comme point de ↔ | PALPAGE CC | Page 36 |
| Gestion des données du palpeur | TABLERUP PALPEUR | Page 22 |
Selectionner le cycle palpeur
Sélectionner le mode Manuel ou Manivelle électronique

Sélectionner les fonctions de palpage: Appuyer sur la softkey FONCTIONS PALPAGE. La TNC affiche d'autres softkeys: Cf. tableau ci-dessus

Sélectionner le cycle palpeur: Par ex. appuyer sur la softkey PALPAGE ROT; la TNC affiche à l'écran le menu correspondant
Enregister les valeurs de mesure issues des cycles palpeurs dans un tableau de points zéro

Utilisez cette fonction si vous désirez enregistrer des valeurs de mesure dans le système de coordonnées piece. Si vous voulez enregistrer les valeurs de mesure dans le système de coordonnées machine (coordonnées REF) utilisez la softkey ENTREE DS TABLEAU PRESET (cf. „Enregistrer les valeurs de mesure issues des cycles palpeurs dans le tableau Preset" à la page 28).
Avec la softkey ENTREE DANS TAB. POINTS et après avoir exécuté n'importe quel cycle palpeur, la TNC peut enregistrer les valeurs de mesure dans le tableau de points zéro actif pour le mode Machine:
Executer une fonction de palpage au besoin
Inscrire les coordonnées désirées pour le point de référence dans les champs d'introduction proposés à cet effet (en fonction du cycle palpeur à executer)
Introduire le numero du point zéro dans le champ d'introduction Numéro dans tableau =
Introduire le nom du tableau de points zéro (avec chemin d'accès complet) dans le champ d'introduction Tableau de points zéro
Appuyer sur la softkey ENTREE DANS TAB. POINTS; la TNC enregistre le point zéro sous le numéro introduit dans le tableau de points zéro indiqué
Enregistrer les valeurs de mesure issues des cycles palpeurs dans le tableau Preset

Utilisez cette fonction si vous désirez enregistrer des valeurs de mesure dans le système de coordonnées machine (coordonnées REF). Si vous pouze enregistrer les valeurs de mesure dans le système de coordonnées piece (coordonnées REF) utilisez la softkey ENTREE DANS TAB. POINTS (cf. „Enregistrer les valeurs de mesure issues des cycles palpeurs dans un tableau de points zéro" à la page 27).
Avec la softkey ENTREE DS TABLEAU PRESET, la TNC peut enregistrer les valeurs de mesure dans le tableau Preset après l'exécution de n'importequel cycle palpeur. Les valeurs de mesure enregistrées se refèrent alors au système de coordonnées machine (coordonnées REF). Le tableau Preset s'intitule PRESET.PR et est méorisé dans le repertoire TNC:\.
Exécuter une fonction de palpage au besoin
Inscrire les coordonnées désirées pour le point de référence dans les champs d'introduction proposés à cet effet (en fonction du cycle palpeur à exécuter)
Introduire le numero de preset dans le champ d'introduction Numéro dans tableau:
Appuyer sur la softkey ENTREE DS TABLEAU PRESET; la TNC enregistre le point zéro sous le numéro introduit dans le tableau Preset
2.2 Etaconnage du palpeur à commutation
Introduction
Youdevezétalonnerlesystemeedepalpagelors:
de la mise en service
d'une rupture de la tige de palpage
du changement de la tige de palpage
d'une modification de l'avance de palpage
d'irregularités dues, par exemple, à une surchauffe de la machine
d'un changement de l'axe du palpeur
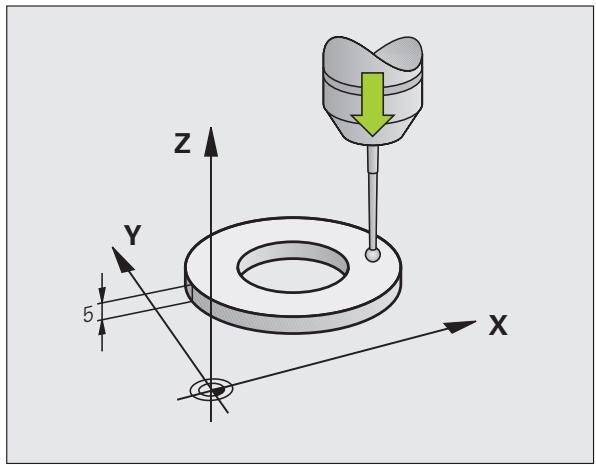
Lors de l'étalonnage, la TNC calcule la longueur „effective“ de la tige de palpage ainsi que le rayon „effectif“ de la bille de palpage. Pour étabonnner le palpeur 3D, fixez sur la table de la machine une bague de réglage de hauteur et de diamètre interieur connus.
Etalonnage de la longueur effective

La longueur effective du palpeur se refère toujours au point de referencia de l'outil. En règle générale, le constructeur de la machine initiaise le point de referencia de l'outil sur le nez de la broche.
Initialise le point de referencia dans l'axe de broche de manière à avoir pour la table de la machine: Z = 0

Sélectionner la fonction d'étalonnage pour la longueur du palpeur: Appuyer sur la softkey FONCTIONS PALPAGE et sur ETAL L. La TNC affiche une fenêtre de menu compteant quatre champs d'introduction
Introduire l'axe d'outil (touche d'axe)
Point de reférence: Introduire la hauteur de la bague de réglage
Rayon effectif bille et Longueur effective ne nécessitant pas d'introduire des données
Déplacer le palpeur tout contre la surface de la bague de réglage
Si nécessaire, modifier le sens du déplacement: Appuyer sur la softkey ou sur les touches fléchéées
Palper la surface: Appuyer sur la touche START externe
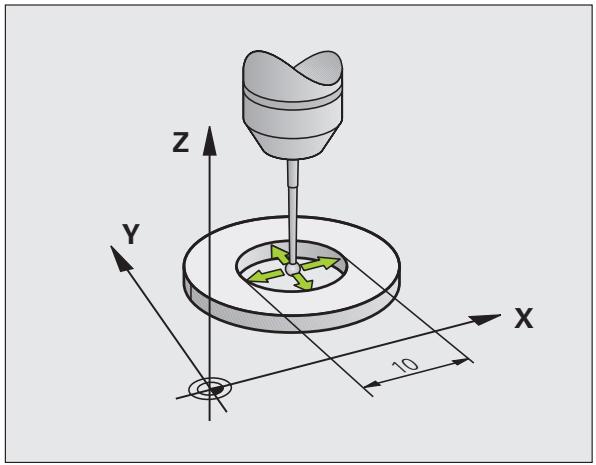
Etalonner le rayon effectif et compenser le désaxage du palpeur
Normalement, l'axe du palpeur n'est pas aligné exactement sur l'axe de broche. La fonction d'étalonnage enregistre le déport entre l'axe du palpeur et l'axe de broche et effectue la compensation.
Lors de l'étabonnage du déport, la TNC fait pivoter le palpeur 3D de 180^ . La rotation est déclenchée par une fonction auxiliaire définie par le constructeur de la machine dans le paramètre-machine mStrobeUTurn.
Pour l'étalonnage manuel, procédez de la manière suivante:
Positionner la bille de palpage en mode Manuel, dans l'alésage de la bague de réglage

Sélectionner la fonction d'étabonnage du rayon de la bille de palpage et du désaxage du palpeur: Appuyer sur la softkey ETAL R
Sélectionner l'axe d'util. Introduire le rayon de la bague de réglage
Palpage: Appuyer 4 fois sur la touche START externe.
Le palpeur 3D palpe dans chaque direction une position de l'alésage et calcule le rayon effectif de la bille
Si vous désirez maintainant quitter la fonction d'étalonnage, appuyez sur la softkey FIN

La machine doit avoir eté préparée par son constructeur pour pouvoir déterminer le désaxage de la bille de palpage. Consultez le manuel de la machine!

Calculator le désaxage de la bille: Appuyer sur la softkey 180^ . La TNC fait pivoter le palpeur de 180^
Palpage: Appuyer 4 x sur la touche START externe. Le palpeur 3D palpe dans chaque direction une position de l'alésage et calcule le désaxage du palpeur.
Afficher les valeurs d'étalonnage
La TNC mémorise la longueur et le rayon effectifs du palpeur dans le tableau d'outils. La TNC enregistre le déport du palpeur dans le tableau palpeurs, dans les colonnes CAL_OF1 (axe principal) et CAL_OF2 (axe auxiliaire). Pour afficher les valeurs mémorisées, appuyez sur la softkey du tableau palpeurs.

Sachez que le numéro d'outil correct est actif lorsque vous utilisez le palpeur et ce, que vous désiriez exécuter un cycle palpeur en mode Automatique ou en mode Manuel.
Les valeurs d'étalonnage calculées sont prises en compte seulement après un (éventuellesment nouvel) appel d'outil.
2.3 Compenser le désaxage de la piece
Introduction
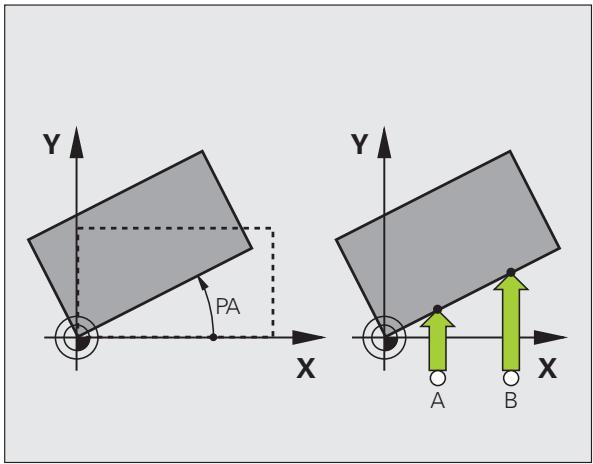
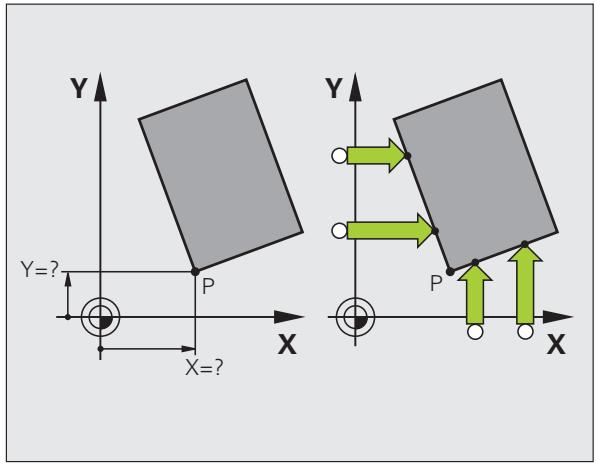
La TNC peut compenser mathématique un désaxage de la pièce au moyen d'une „rotation de base".
Pour cela, la TNC initiale l'angle de rotation à l'angle qu'une surface de la pièce doit former avec l'axe de ↔reference angulaire du plan. Cf. figure de droite.
La TNC enregistre la rotation de base en fonction de l'axe d'outil dans les colonnes SPA, SPB ou SPC du tableau Preset.

Pour mesurer le désaxage de la pierce, seLECTIONner le sens de palpage de manière à ce qu'il soit toujours perpendicular à l'axe de referencia angulaire.
Dans le déroulement du programme et pour que la rotation de base soit calculée correctement, vous devez programmer les deux coordonnées du plan d'usinage dans la première série du déplacement.
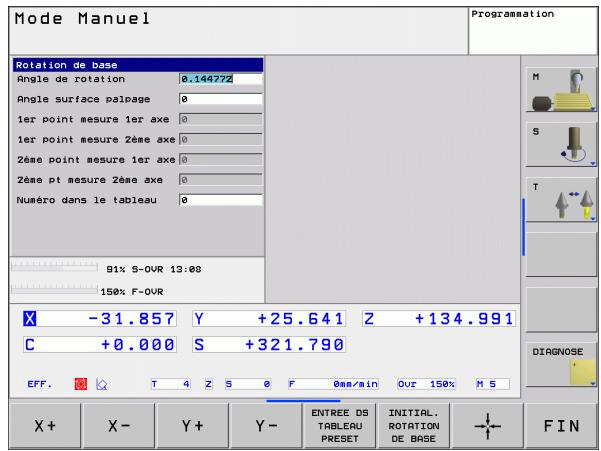
Calculer la rotation de base

Sélectionner la fonction de palpage: Appuyer sur la softkey PALPAGE ROT
Positionner le palpeur à proximé du premier point de palpage
Sélectionner le sens de palpage pour qu'il soit perpendicular à l'axe de réference angulaire: Sélectionner l'axe et le sens avec la softkey
▶ Palpage: Appuyer sur la touche START externe
Positionner le palpeur à proximé du deuxième point de palpage
▶ Palpage: Appuyer sur la touche START externe. La TNC calcule la rotation de base et affiche l'angle à la suite du dialogue Angle de rotation =
Activer la rotation de base: Appuyer sur la softkey INITIAL. ROTATION DE BASE
Quitter la fonction de palpage: Appuyer sur la touche FIN
Enregistrer la rotation de base dans le tableau Preset
Àprous l'opération de palpage, introuuire le numéro de Preset dans le champ Numéro dans tableau: dans lequel la TNC doit enregistrer la rotation active
Appuyer sur la softkey ENTRÉE DS TABLEAU PRESET pour enregistrer la rotation de base dans le tableau Preset
Afficher la rotation de base
Lorsque vous sélectionnez à nouveau PALPAGE ROT, l'angle de la rotation de base apparaît dans l'affichage de l'angle de rotation. La TNC affiche également l'angle de rotation dans l'affichage d'état supplémentaire (INFOS POS.)
L'affichage d'etat fait apparaitre un symbole pour la rotation de base lorsque la TNC déplace les axes de la machine conformément à la rotation de base.
Annuler la rotation de base
Sélectionner la fonction de palpage: Appuyer sur la softkey PALPAGE ROT
introduire l'angle de rotation 0, valider avec la softkey INITIAL. ROTATION DE BASE
Quitter la fonction de palpage: Appuyer sur la touche FIN
2.4 Initialiseur le point de referencia avec palpeurs 3D
Introduction
La sélection des fonctions destinées à initialiser le point de référence sur la piece serrée s'effectue avec les softkeys suivantes:
■ Initialise le point de référence dans un axe auchioix avec PALPAGE POS
■ Initialiseur coin comme point de reférence avec PALPAGE P
■ Initialise r le centre d'un cercle comme point de refere c h a v c PALPAGE CC
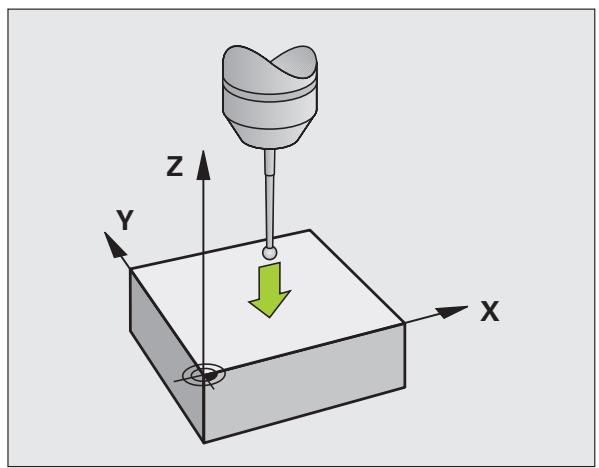
Initialiser le point de referencia sur un axe auchioix

Sélectionner la fonction de palpage: Appuyer sur la softkey PALPAGE POS
Positionner le palpeur à proximé du point de palpage
Sélectionner simultanément le sens de palpage et l'axe sur lequel doit être initiaisé le point de reférence, par ex. palpage de Z dans le sens Z-: Sélectionner par softkey
▶ Palpage: Appuyer sur la touche START externe
Point de referencia: Introduire la coordonnée nominale, valider avec la softkey INITIAL. POINT DE RÉFERENCE ou inscrite la valeur dans un tableau (cf. „Enregister les valeurs de mesure issues des cycles palpeurs dans un tableau de points zéro", page 27 ou cf. „Enregister les valeurs de mesure issues des cycles palpeurs dans le tableau Preset", page 28)
Quitter la fonction de palpage: Appuyer sur la softkey FIN
Coin pris comme point de referencia

Sélectionner la fonction de palpage: Appuyer sur la softkey PALPAGE P
Positionner le palpeur à proximé du premier point de palpage, sur la première arête de la pièce
Sélectionner le sens de palpage: Par softkey
▶ Palpage: Appuyer sur la touche START externe
Positionner le palpeur à proximé du deuxième point de palpage, sur la même arête
Palpage: Appuyer sur la touche START externe
Positionner le palpeur à proximé du premier point de palpage, sur la deuxieme arête de la piece
Sélectionner le sens de palpage: Par softkey
Palpage: Appuyer sur la touche START externe
Positionner le palpeur à proximé du deuxième point de palpage, sur la même arête
▶ Palpage: Appuyer sur la touche START externe
Point de referencia: Introduire les deux coordonnées du point de referencia dans la fenêtre du menu,.Valider avec la softkey INITIAL. POINT DE RÉFERENCE ou bien écrire les valeurs dans un tableau (cf.
"Enregistrer les valeurs de mesure issues des cycles palpeurs dans un tableau de points zéro", page 27, ou bien cf. "Enregistrer les valeurs de mesure issues des cycles palpeurs dans le tableau Preset", page 28)
Quitter la fonction de palpage: Appuyer sur la softkey FIN
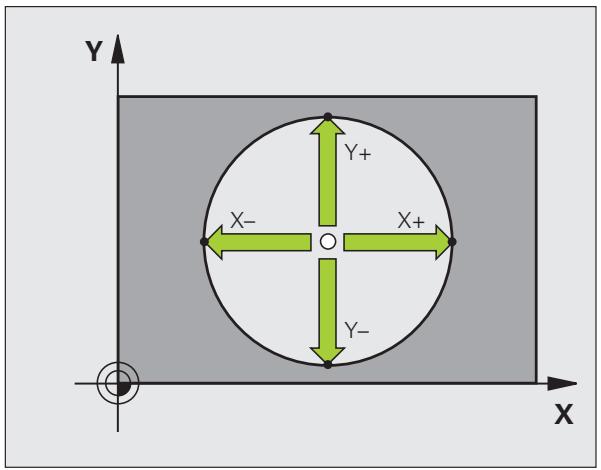
Centre de cercle pris comme point de referencia
Voussupportezutiliser comme points de reférenceles centres de trouss, poches/flots circulaires,cylindres pleins,tenons,flots circulaires,etc.
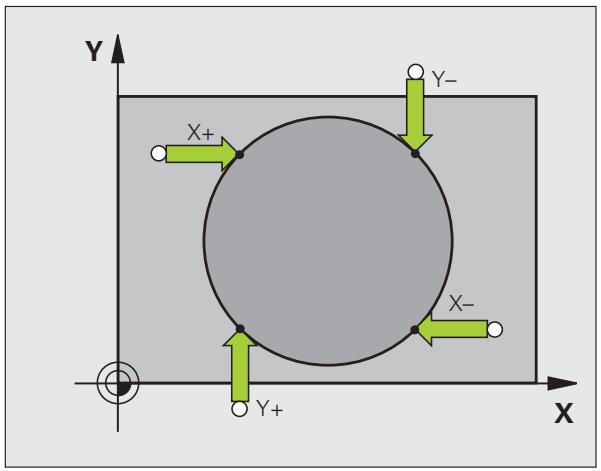
Cercle interne:
La TNC palpe automatiquement la paroi interne dans les quatre sens des axes de coordonnées.
Pour des cercles discontinus (arcs de cercle), vous pouvez désiré librement le sens du palpage.
Positionner la bille approximativement au centre du cercle

Sélectionner la fonction de palpage: Appuyer sur la softkey PALPAGE CC
Palpage: Appuyer quatre fois sur la touche START externe. Le palpeur palpe successivement 4 points de la paroi circulaire interne
Point de référence: Dans la fenêtre du menu, introduire les deux coordonnées du centre du cercle, valider avec la softkey INITIAL. POINT DE RÉFERENCE ou inscrite les valeurs dans un tableau (cf. „Enregistrer les valeurs de mesure issues des cycles palpeurs dans un tableau de points zéro", page 27, ou cf. „Enregistrer les valeurs de mesure issues des cycles palpeurs dans le tableau Preset", page 28)
Quitter la fonction de palpage: Appuyer sur la touche END
Cercle externe:
Positionner la bille de palpage à proximé du premier point de palpage, à l'extérieur du cercle
Sélectionner le sens de palpage: Appuyer sur la softkey correspondante
▶ Palpage: Appuyer sur la touche START externe
Répéter la procédure de palpage pour les 3 autres points. Cf. figure en bas et à droite
Point de reférence: Introduire les coordonnées du point de reférence, valider avec la softkey INITIAL. POINT DE RÉFERENCE ou inscrite les valeurs dans un tableau (cf. „Enregistrer les valeurs de mesure issues des cycles palpeurs dans un tableau de points zéro", page 27 ou cf. „Enregistrer les valeurs de mesure issues des cycles palpeurs dans le tableau Preset", page 28)
Quitter la fonction de palpage: Appuyer sur la touche END
A l'issue du palpage, la TNC affiche les coordonnées actuelles du centre du cercle ainsi que le rayon PR.
2.5 Etailonnage de pieces avec les palpeurs 3D
Introduction
Voussupportezaussiutiliserlepalpeur en modesManuelet Manivelle électronique pour executerdesmesures simples sur lapiece.De nombreuxcyclesdepalpageprogrammables sontdisponiblespourles opérationsde mesurecomplexes(cf.,“Etalonnage automatique des pieces”àla page105).Lepalpeur3Dvouspermét decalculer:
les coordonnées d'une position et, à partir de là,
les cotes et angles sur la pièce
Définir la coordonnée d'une position sur la piece dégauchie

Sélectionner la fonction de palpage: Appuyer sur la softkey PALPAGE POS
Positionner le palpeur à proximé du point de palpage
Sélectionner simultanément le sens du palpage et l'axe auquel doit se référer la coordonnée: Sélectionner la softkey correspondante
Lancer la procEDURE de palpage: Appuyer sur la touche START externe
La TNC affiche comme point de reférence la coordonnée du point de palpage.
Définir les coordonnées d'un coin dans le plan d'usinage
Calculer les coordonnées du coin: Cf. „Coin pris comme point de référence“, page 35. La TNC affiche comme point de référence les coordonnées du coin ayant fait fait l'objet d'une opération de palpage.
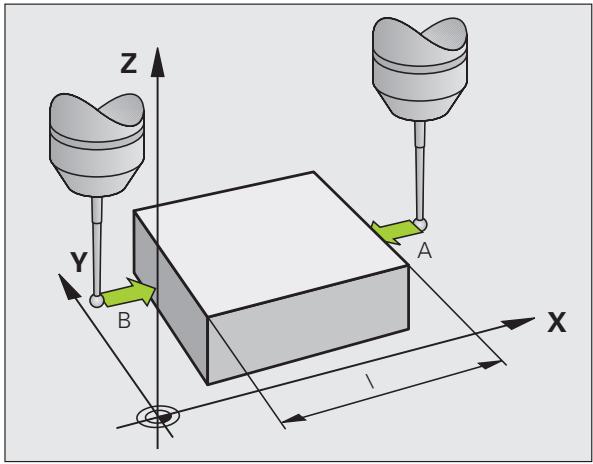
Définir les cotes d'une piece

Sélectionner la fonction de palpage: Appuyer sur la softkey PALPAGE POS
Positionner le palpeur à proximé du premier point de palpage A
Sélectionner le sens de palpage par softmax
▶ Palpage: Appuyer sur la touche START externe
Noter la valeur affichée comme point de référence (seulement si le point de référence initiaisé précédément reste actif)
Point de reférence: Introduire „0"
Quitter le dialogue: Appuyer sur la touche END
Sélectionner à nouveau la fonction de palpage: Appuyer sur la softkey PALPAGE POS
Positionner le palpeur à proximé du deuxième point de palpage B
Sélectionner le sens du palpage par softkey: Mème axe, mais sens inverse de celui du premier palpage
▶ Palpage: Appuyer sur la touche START externe
Dans l'affichage Point de referencia, on trouve la distance entre les deux points situés sur l'axe de coordonnées.
Réinitialiser l'affichage de position aux valeurs précédant la mesure linéaire
Sélectionner la fonction de palpage: Appuyer sur la softmax PALPAGE POS
Palper une nouvelle fois le premier point de palpage
Initialiser le point de reférence à la valeur notée précédemment
Quitter le dialogue: Appuyer sur la touche END
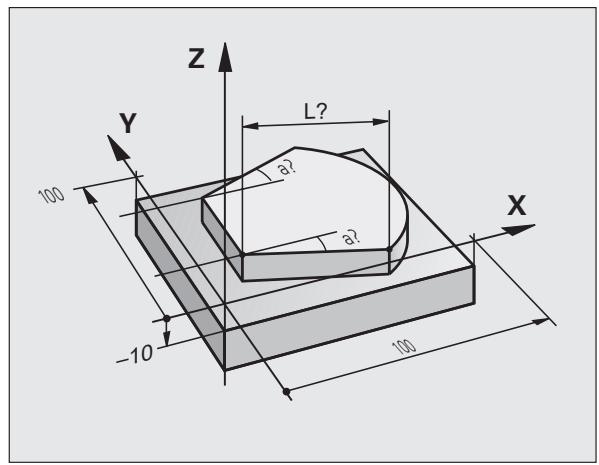
Mesure angulaire
A l'aide d'un palpeur 3D, vous pouvez déterminer un angle dans le plan d'usinage. La mesureporte sur:
l'angle compris entre l'axe de reférence angulaire et une arête de la piece ou
l'angle compris entre deux arêtes
L'angle mesuré est affiché sous forme d'une valeur de 90^ max.
Définir l'angle compris entre l'axe de référence angulaire et une arête de la piece

Sélectionner la fonction de palpage: Appuyer sur la softkey PALPAGE ROT
Angle de rotation: Noter l'angle de rotation affiché si vous désírez rétablir par la suite la rotation de base réaliséeAAParavant
Exécuter la rotation de base avec le côté à comparer (cf. „Compenser le désaxage de la piece" à la page 32)
Avec la softkey PALPAGE ROT, afficher comme angle de rotation l'angle compris entre l'axe de referencia angulaire et l'arête de la piece
Annuler la rotation de base ou rétablir la rotation de base d'origine
Initialiser l'angle de rotation à la valeur notée précédemment
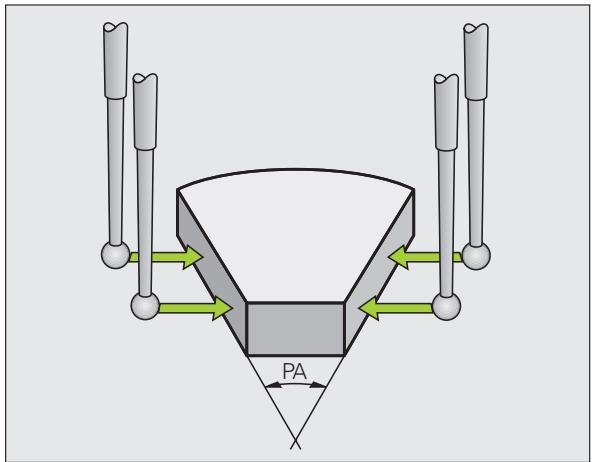
Définir l'angle compris entre deux arêtes de la pièce
Sélectionner la fonction de palpage: Appuyer sur la softkey PALPAGE ROT
Angle de rotation: Noter l'angle de rotation affiché si vous désírez rétablir par la suite la rotation de base réaliséeAAParavant
Executer la rotation de base pour le premier côté (cf. „Compenser le désaxage de la pierce" à la page 32)
Palper également le deuxième côté, comme pour une rotation de base. Ne pasmettre 0 pour l'angle de rotation!
Avec la softkey PALPAGE ROT, afficher comme angle de rotation l'angle PA compris entre les arêtes de la piece
Annuler la rotation de base ou rétablit la rotation de base d'origine: Initialiser l'angle de rotation à la valeur notée précédemment

3
Cycles palpeurs pour le contrôle automatique des pieces
3.1 Enregistrer automatiquement le désaxage de la piece

La TNC doit avoir eté préparée par le constructeur de la machine pour l'utilisation de palpeurs 3D
Les cycles palpeurs ne sont disponibles qu'vec l'option de logiciel Touch probe function (numéro d'options #17).
Vued'ensemble
La TNC dispose de cinq cycles destinés à enregistrer et à compenser un désaxage de la piece. En outre, vous pouvez annuler une rotation de base avec le cycle 404:
| Cycle | Softkey | Page |
| 400 ROTATION DE BASEEnregistrement automatique à partir de 2points, compensation avec la fonctionRotation de base | 400 | Page 44 |
| 401 ROT 2 TROUS Enregistrementautomatique à partir de 2 trous,compensation avec la fonction Rotationde base | 401 | Page 46 |
| 402 ROT AVEC 2 TENONSEnregistrement automatique à partir de 2tenons, compensation avec la fonctionRotation de base | 402 | Page 49 |
| 403 ROT AVEC AXE ROTATIFEnregistrement automatique à partir dedeux points, compensation par rotationdu plateau circulaire | 403 | Page 52 |
| 405 ROT AVEC AXE C Réglageautomatique d'un déport angulaire entrele centre d'un trou et l'axe Y positif,compensation par rotation du plateaucirculaire | 405 | Page 57 |
| 404 INIT. ROTAT. DE BASE Initialisationde n'importe celle rotation de base | 404 | Page 56 |
Particularités communes aux cycles palpeurs destinés à l'enregistrement du désaxage de la pierce
Pour les cycles 400, 401 et 402, vous pouvez définir avec le paramètre Q307 Configuration rotation de base si le résultat de la mesure doit être corrigé en fonction de la valeur d'un angle connu (cf. fig. de droite). Ceci vous permet de mesurer la rotation de base sur n'importe qu'elle droite 1 de la pierce et d'étabrir la relation par rapport au sens 0^2 .
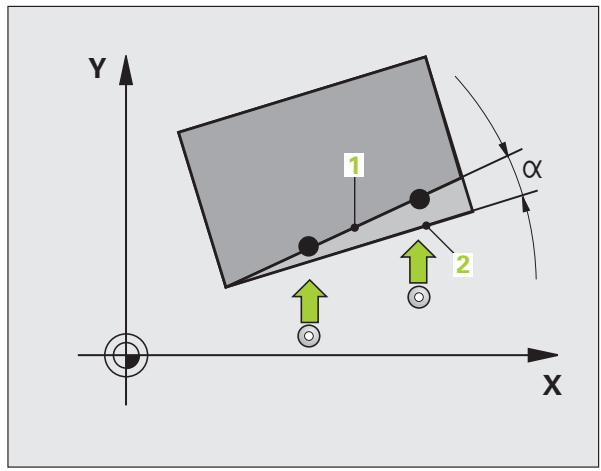
ROTATION DE BASE (cycle palpeur 400, DIN/ISO: G400)
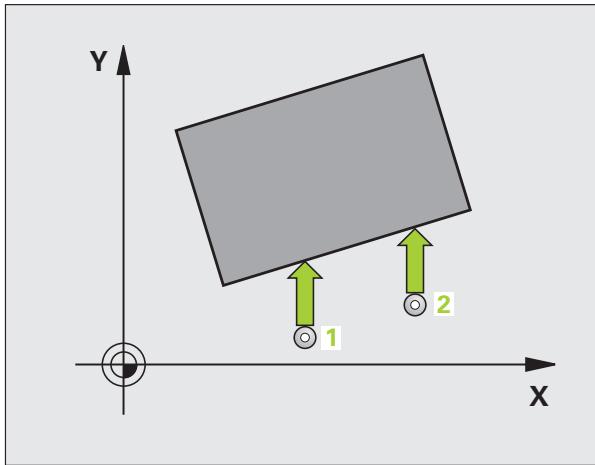
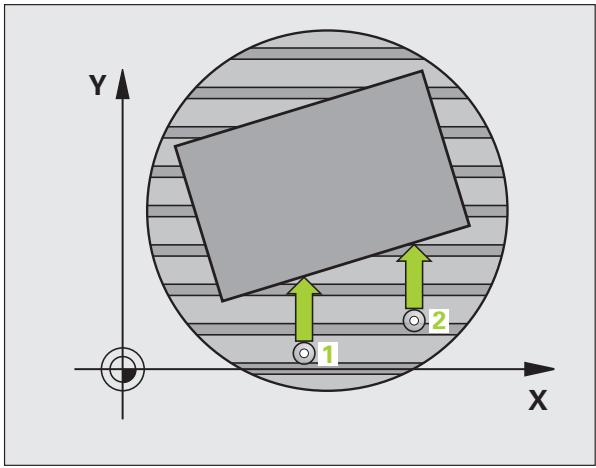
Par la mesure de deux points qui doivent être situés sur une droite, le cycle palpeur 400 déterminé le désaxage d'une piece. Avec la fonction Rotation de base, la TNC compensé la valeur mesurée (Cf. également gCompenser le désaxage de la piece" à la page 32).
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpage programme 1. Ce faisant, la TNC décale le palpeur de la valeur de la distance d'approche, dans le sens opposé au sens de déplacement défini
2 Le palpeur se déplace ensuite à la hauteur de mesure programmesse et exécute la première opération de palpage suivant l'avance de palpage (colonne F)
3 Puis, le palpeur se déplace vers le point de palpage suivant 2 et exécuté la deuxième opération de palpage
4 La TNC rétracte le palpeur à la hauteur de sécurité et exécute la rotation de base calculée

Remarques avant que vous ne programmiez
Avant de définir le cycle, vous nevez avoir programmé un appel d'outil pour définir l'axe du palpeur
La TNC annule une rotation de base active en début de cycle.
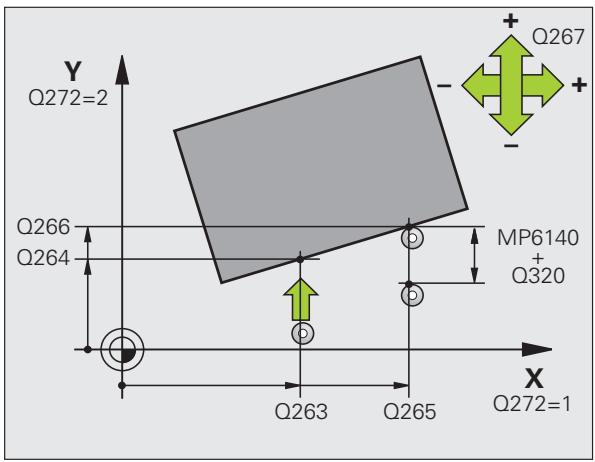
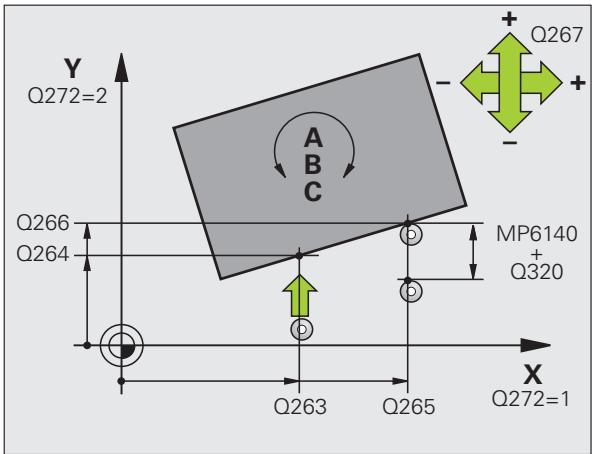
ler point mesure sur 1er axe Q263 (en absolu): Coordonnée du 1er point de palpage dans l'axe principal du plan d'usinage
1er point mesure sur 2ème axe Q264 (en absolu): Coordonnée du 1er point de palpage dans l'axe auxiliaire du plan d'usinage
2ème point mesure sur 1er axe Q265 (en absolu): Coordonnée du 2ème point de palpage dans l'axe principal du plan d'usinage
2ème point mesure sur 2ème axe Q266 (en absolu): Coordonnée du 2ème point de palpage dans l'axe auxiliaire du plan d'usinage
Axe de mesure Q272: Axe du plan d'usinage sur lequel doit etre effectuee la mesure:
1:Axeprincipal = axede mesure
2: Axe auxiliaire = axe de mesure
Sens déplacement 1 Q267: Sens de déplacement du palpeur en direction de la pierce:
-1:Sens de déplacement négatif
+1: Sens de déplacement positif
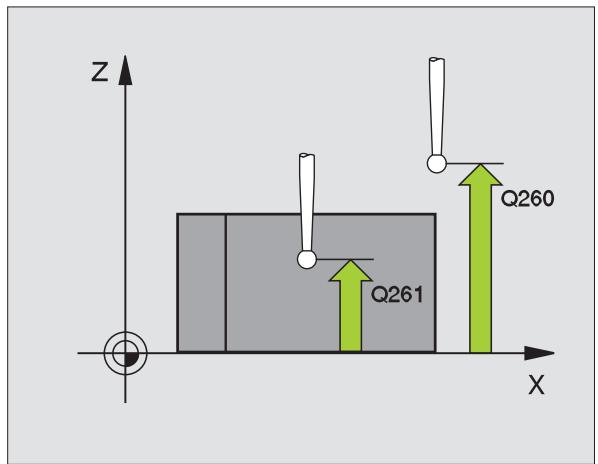
Hauteur mesure dans axe palpage Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
Déplacement haut. sécu. Q301: Définir comment le palpeur doit se déplacer entre les points de mesure: 0: Entre les points de mesure, à la hauteur de mesure 1: Entre les points de mesure, à la hauteur de sécurité
Valeur config. rotation de base Q307 (en absolu): Introduire l'angle de la droite de reférence si le désaxage à mesurer ne doit pas se référer à l'axe principal mais à une droite quelconque. Pour la rotation de base, la TNC calcule alors la différence entre la valeur mesurée et l'angle de la droite de reférence
Numéro Preset dans tableau Q305: Indiquer le numéro dans le tableau Preset sous lequel la TNC doit enregistrer la coordonnée rotation de base. Si l'on introduit Q305=0, la TNC enregistre la rotation de base calculée dans le menu ROT du mode de fonctionnement Manuel
Example:Sequences CN
| 5 TCH PROBE 400 ROTATION DE BASE | |
| Q263=+10 ;1ER POINT 1ER AXE | |
| Q264=+3,5 ;1ER POINT 2EME AXE | |
| Q265=+25 ;2EME POINT 1ER AXE | |
| Q266=+2 ;2EME POINT 2EME AXE | |
| Q272=2 ;AXE DE MESURE | |
| Q267=+1 ;SENS DEPLACEMENT | |
| Q261=-5 ;HAUTEUR DE MESURE | |
| Q320=0 ;DISTANCE D'APPROCHE | |
| Q260=+20 ;HAUTEUR DE SECURITE | |
| Q301=0 ;DEPLAC. HAUT. SECU. | |
| Q307=0 ;ROT. BASE CONFIGURée | |
| Q305=0 ;NO DANS TABLEAU |
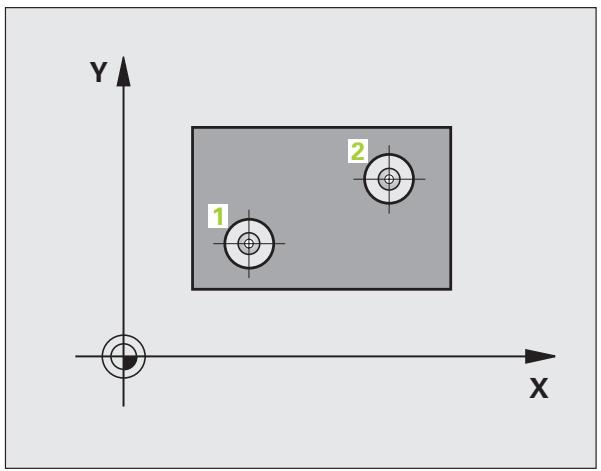
ROTATION DE BASE avec deux trous (cycle palpeur 401, DIN/ISO: G401)
Le cycle palpeur 401 enregistre les centres de deux troughs. La TNC calcule ensuite l'angle formé par l'axe principal du plan d'usinage et la droite reliant les centres des troughs. Avec la fonction Rotation de base, la TNC compensse la valeur mesurée (Cf. également g Compenser le désaxage de la pièce" à la page 32). En alternative, vous pouvez aussi compenser le désaxage calculé par une rotation du plateau circulaire.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au centre programme du premier trou 1
2 Le palpeur se déplace ensuite à la hauteur de mesure programmée et enregistre le centre du premier trou en palpant quatre fois
3 Puis, la TNC rétracte le palpeur à la hauteur de sécurité et le positionné sur le centre programme du second trou 2
4 La TNC déplace le palpeur à la hauteur de mesure programmée et enregistre le centre du deuxième trou en palpant quatre fois
5 Pour terminer, la TNC rétracte le palpeur à la hauteur de sécurité et exécuté la rotation de base calculée

Remarques avant que vous ne programmiez
Avant de définir le cycle, vous nevez avoir programmé un appel d'outil pour définir l'axe du palpeur.
La TNC annule une rotation de base active en début de cycle.
Ce cycle palpeur n'est pas autorisé si la fonction Inclinaison du plan d'usinage est active.
Si vous désirez compenser le désaxage au moyen d'une rotation du plateau circulaire, la TNC utilise alors automatiquement les axes rotatifs suivants:
C avec axe d'outil Z
B avec axe d'outil Y
A avec axe d'outil X
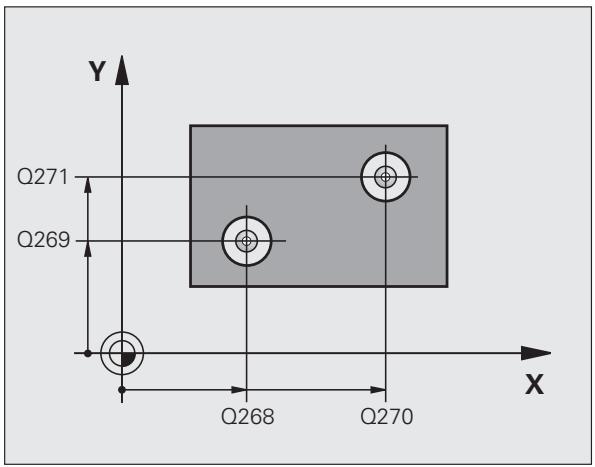
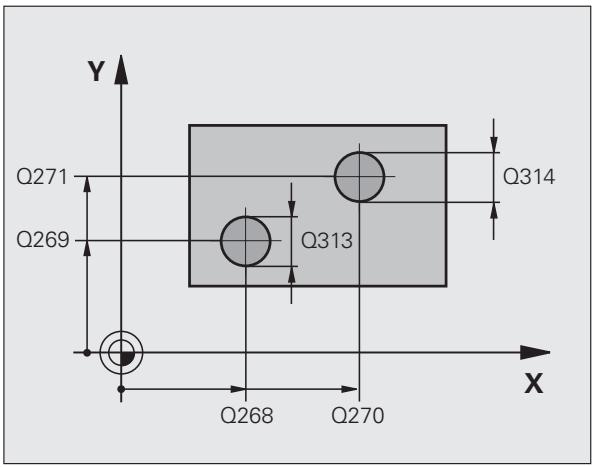
ler trou:centre sur 1eraxeQ268(enabsolu): Centre du 1er trou dans l'axe principal du plan d'usinage
1er trou: centre sur 2eme axe Q269 (en absolu): Centre du 1er trou dans l'axe auxiliaire du plan d'usinage
2ème trou: centre sur 1er axe Q270 (en absolu): Centre du 2ème trou dans l'axe principal du plan d'usinage
2ème trou: centre sur 2ème axe Q271 (en absolu): Centre du 2ème trou dans l'axe auxiliaire du plan d'usinage
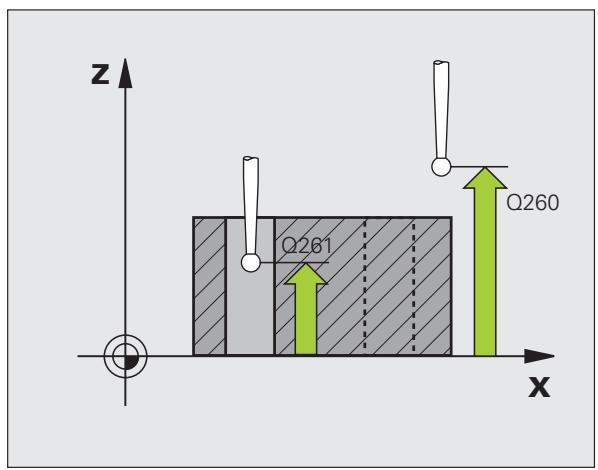
Hauteur mesure dans axe palpage Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
Valeur config. rotation de base Q307 (en absolu): Introduire l'angle de la droite de reférence si le désaxage à mesurer ne doit pas se référer à l'axe principal mais à une droite quelconque. Pour la rotation de base, la TNC calcule alors la différence entre la valeur mesurée et l'angle de la droite de reférence
Numéro Preset dans tableau Q305: Indiquer le numéro dans le tableau Preset sous lequel la TNC doit enregistrer laCOORDnée rotation de base. Si l'on introduit Q305=0, la TNC enregistrre la rotation de base calculée dans le menu ROT du mode de fonctionnement Manuel. Ce paramètre est inopérant si le désaxage doit être compensé par une rotation du plateau circulaire (Q402=1). Dans ce cas, le désaxage n'est pas enregistré comme valeur angulaire
Rotation base/alignment Q402: Définir si la TNC doit initiaiser le désaxage calculé comme rotation de base ou bien effectuer l'alignement par une rotation du plateau circulaire:
0: Initialiser la rotation de base
1: Exécuter une rotation du plateau circulaire
Si vous désissiez la rotation du plateau circulaire, la TNC n'enregistre pas le désaxage calculé, même si vous avez défini une ligne du tableau dans le paramètre Q305
Init. à zéro après réglage Q337: Définir si la TNC doit remettre à zéro l'affichage de l'axe rotatif après l'alignement:
0: Ne pas remetre à 0 l'affichage de l'axe rotatif après l'alignement
1: Remetre à 0 l'affichage de l'axe rotatif après l'alignement
La TNC ne remet l'affichage à 0 que si vous avez définii Q402=1
Exemple: Séquences CN
| 5 TCH PROBE 401 ROT 2 TROUS | |
| Q268=-37 ;1ER CENTRE 1ER AXE | |
| Q269=+12 ;1ER CENTRE 2EME AXE | |
| Q270=+75 ;2EME CENTRE 1ER AXE | |
| Q271=+20 ;2EME CENTRE 2EME AXE | |
| Q261=-5 ;HAUTEUR DE MESURE | |
| Q260=+20 ;HAUTEUR DE SECURITE | |
| Q307=0 ;ROT. BASE CONFIGURée | |
| Q305=0 ;NO DANS TABLEAU | |
| Q402=0 ;ALIGNEMENT | |
| Q337=0 ;REMETTURE À ZÉRO |
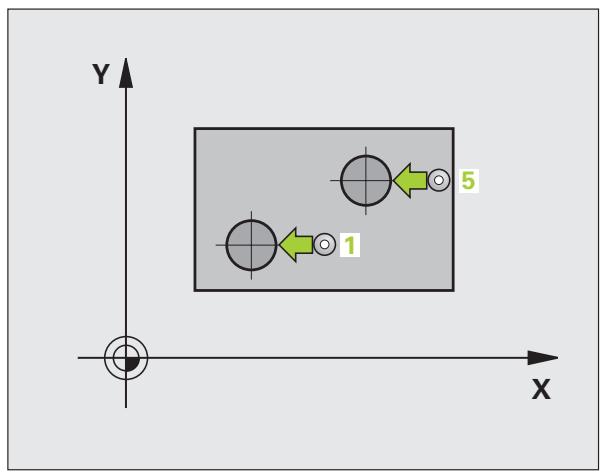
ROTATION DE BASE à partir de deux tenons (cycle palpeur 402, DIN/ISO: G402)
Le cycle palpeur 402 enregistre les centres de deux tenons. La TNC calcule ensuite l'angle formé par l'axe principal du plan d'usinage et la droite reliant les centres des tenons. Avec la fonction Rotation de base, la TNC compense la valeur mesurée (Cf. également g Compenser le désaxage de la piece" à la page 32). En alternative, vous pouvez aussi compenser le désaxage calculé par une rotation du plateau circulaire.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpage 1 du premier tenon
2 Le palpeur se déplace ensuite à la hauteur de mesure 1 programme et enregistre le centre du premier tenon en palpant quatre fois. Entre les points de palpage décalés de 90^ , le palpeur se déplace sur un arc de cercle
3 Puis, le palpeur returne à la hauteur de sécurité et se positionne sur le point de palpage 5 du second tenon
4 La TNC déplace le palpeur à la hauteur de mesure 2 programmée et enregistre le centre du deuxième tenon en palpant quatre fois
5 Pour terminer, la TNC retracts le palpeur à la hauteur de sécurité et exécute la rotation de base calculée

Remarques avant que vous ne programmiez
Avant de définir le cycle, vous doivent avoir programmé un appel d'outil pour définir l'axe du palpeur.
La TNC annule une rotation de base active en début de cycle.
Ce cycle palpeur n'est pas autorisé si la fonction Inclinaison du plan d'usinage est active.
Si vous désirez compenser le désaxage au moyen d'une rotation du plateau circulaire, la TNC utilise alors automatiquement les axes rotatifs suivants:
C avec axe d'outil Z
B avec axe d'outil Y
A avec axedoutl X

1er tenon: Centre sur 1er axe (en absolu): Centre du 1er tenon dans l'axe principal du plan d'usinage
1er tenon: centre sur 2ème axe Q269 (en absolu): Centre du 1er tenon dans l'axe auxiliaire du plan d'usinage
Diametre tenon 1 Q313: diamètre approximatif du 1er tenon. Introduire de préférence une valeur trop grande
Haut. mes. tenon 1 dans axe TS Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure du tenon 1
2ème tenon: centre sur 1er axe Q270 (en absolu): Centre du 2ème tenon dans l'axe principal du plan d'usinage
2ème tenon: centre sur 2ème axe Q271 (en absolu): Centre du 2ème tenon dans l'axe auxiliaire du plan d'usinage
Diamètre tenon 2 Q314: Diamètre approximatif du 2ème tenon. Introduire de préférence une valeur trop grande
Haut. mes. tenon 2 dans axe TS Q315 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure du tenon 1
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
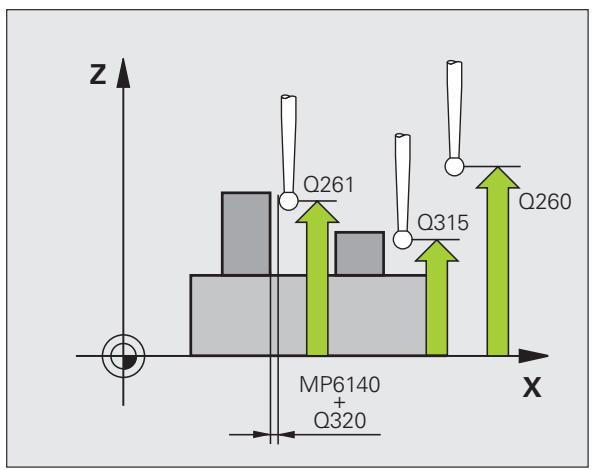
Déplacement haut. sécu. Q301: Définir comment le palpeur doit se déplacer entre les points de mesure: 0: Entre les points de mesure, à la hauteur de mesure 1: Entre les points de mesure, à la hauteur de sécurité
Valeur config. rotation de base Q307 (en absolu): Introduire l'angle de la droite de reférence si le désaxage à mesurer ne doit pas se référer à l'axe principal mais à une droite quelconque. Pour la rotation de base, la TNC calcule alors la différence entre la valeur mesurée et l'angle de la droite de reférence
Numéro Preset dans tableau Q305: Indiquer le numéro dans le tableau Preset sous lequel la TNC doit enregistrer laCOORDnée rotation de base. Si l'on introduit Q305=0, la TNC enregistrre la rotation de base calculée dans le menu ROT du mode de fonctionnement Manuel. Ce paramètre est inopérant si le désaxage doit être compensé par une rotation du plateau circulaire (Q402=1). Dans ce cas, le désaxage n'est pas enregistré comme valeur angulaire
Rotation base/alignment Q402: Définir si la TNC doit initiaiser le désaxage calculé comme rotation de base ou bien effectuer l'alignement par une rotation du plateau circulaire:
0: Initialiser la rotation de base
1: Exéçuter une rotation du plateau circulaire
Si vous désissiez la rotation du plateau circulaire, la TNC n'enregistre pas le désaxage calculé, même si vous avez défini une ligne du tableau dans le paramètre Q305
Init. à zéro après réglage Q337: Définir si la TNC doit remettre à zéro l'affichage de l'axe rotatif après l'alignement:
0: Ne pas remettre à 0 l'affichage de l'axe rotatif après l'alignement
1: Remetre à 0 l'affichage de l'axe rotatif après l'alignement
La TNC ne remet l'affichage à 0 que si vous avez défini Q402=1
Example:Sequences CN
| 5 TCH PROBE 402 ROT 2 TENONS | |
| Q268=-37 ;1ER CENTRE 1ER AXE | |
| Q269=+12 ;1ER CENTRE 2EME AXE | |
| Q313=60 ;DIAMETRE TENON 1 | |
| Q261=-5 ;HAUT. MESURE TENON 1 | |
| Q270=+75 ;2EME CENTRE 1ER AXE | |
| Q271=+20 ;2EME CENTRE 2EME AXE | |
| Q314=60 ;DIAMETRE TENON 2 | |
| Q315=-5 ;HAUT. MESURE TENON 2 | |
| Q320=0 ;DISTANCE D'APPROCHE | |
| Q260=+20 ;HAUTEUR DE SECURITE | |
| Q301=0 ;DEPLAC. HAUT. SECU. | |
| Q307=0 ;ROT. BASE CONFIGÉE | |
| Q305=0 ;NO DANS TABLEAU | |
| Q402=0 ;ALIGNEMENT | |
| Q337=0 ;REMETTRE À Zéro |
ROTATION DE BASE compensée avec axe rotatif (cycle palpeur 403, DIN/ISO: G403)
Par la mesure de deux points situés sur une droite, le cycle palpeur 403 détermine le désaxage d'une piece. La TNC compense le désaxage qu'elle a calculé pour la piece au moyen d'une rotation de l'axe A, B ou C. La piece peut être serrer n'importe où sur le plateau circulaire.
Les combinaisons d'un axe de mesure (paramètre de cycle Q272) et d'un axe de compensation (paramètre de cycle Q312) ci-dessous sont autorisées. La fonction Inclinaison du plan d'usinage:
| Axe palpeur actif | Axe de mesure | Axe de compens. |
| Z | X (Q272=1) | C (Q312=6) |
| Z | Y (Q272=2) | C (Q312=6) |
| Z | Z (Q272=3) | B (Q312=5) ou A (Q312=4) |
| Y | Z (Q272=1) | B (Q312=5) |
| Y | X (Q272=2) | C (Q312=5) |
| Y | Y (Q272=3) | C (Q312=6) ou A (Q312=4) |
| X | Y (Q272=1) | A (Q312=4) |
| X | Z (Q272=2) | A (Q312=4) |
| X | X (Q272=3) | B (Q312=5) ou C (Q312=6) |
1 La TNC positionné le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpage programme 1. Ce faisant, la TNC décale le palpeur de la valeur de la distance d'approche, dans le sens opposé au sens de déplacement défini
2 Le palpeur se déplace ensuite à la hauteur de mesure programmesse et exécute la première opération de palpage suivant l'avance de palpage (colonne F)
3 Puis, le palpeur se déplace vers le point de palpage suivant 2 et exécuté la deuxième opération de palpage
4 La TNC rétracte le palpeur à la hauteur de sécurité et positionné l'axe rotatif défini dans le cycle en fonction de la valeur calculée. En option, vous pouvezmettre à 0 l'affichage après le dégauchissage

Remarques avant que vous ne programmiez
Avant de définir le cycle, vous nevez avoir programmé un appel d'outil pour définir l'axe du palpeur.
N'utiliser le cycle 403 que si la fonction „Inclinaison du plan d'usinage" est inactive.
La TNC enregistre également dans le paramètre Q150 l'angle défini.
ler point mesure sur 1er axe Q263 (en absolu): Coordonnée du 1er point de palpage dans l'axe principal du plan d'usinage
1er point mesure sur 2ème axe Q264 (en absolu): Coordonnée du 1er point de palpage dans l'axe auxiliaire du plan d'usinage
2ème point mesure sur 1er axe Q265 (en absolu): Coordonnée du 2ème point de palpage dans l'axe principal du plan d'usinage
2ème point mesure sur 2ème axe Q266 (en absolu): Coordonnée du 2ème point de palpage dans l'axe auxiliaire du plan d'usinage
Axe de mesure Q272: Axe sur lequel doit etre effectuee la mesure:
1: Axe principal = axe de mesure
2: Axe auxiliaire = axe de mesure
3: Axe palpeur = axe de mesure
Sens déplacement 1 Q267: Sens de déplacement du palpeur en direction de la pièce:
-1: Sens de déplacement négatif
+1: Sens de déplacement positif
Hauteur mesure dans axe palpage Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
Déplacement haut. sécu. Q301: Définir comment le palpeur doit se déplacer entre les points de mesure: 0: Entre les points de mesure, à la hauteur de mesure 1: Entre les points de mesure, à la hauteur de sécurité
Axe pour déplacement de rattrapage Q312: Définir avec quel axe rotatif la TNC doit compenser le désaxage mesure:
4: Compenser le désaxage avec l'axe rotatif A
5: Compenser le désaxage avec l'axe rotatif B
6: Compenser le désaxage avec l'axe rotatif C
Init. à zéro après réglage Q337: Définir si la TNC doit remettre à zéro l'affichage de l'axe rotatif après l'alignement:
0: Ne pas remettre à 0 l'affichage de l'axe rotatif après l'alignement
1: Remettre à 0 l'affichage de l'axe rotatif après l'alignement
Numéro dans tableau Q305: Indiquer le numéro dans le tableau Preset/tableau de points zéro sous lequel la TNC doit remettre à zéro l'axe rotatif. N'agit que si Q337 = 1
Transfert val. mesure (0,1) Q303: Définir si la rotation de base calculée doit être enregistrée dans le tableau de points zéro ou dans le tableau Preset: 0: Inscrire la rotation de base calculée comme décalage de point zéro dans le tableau de points zéro actif. Le système de referencia est le système de coordonnées piece actif 1: Inscrire la rotation de base calculée dans le tableau Preset. Le système de referencia est le système de coordonnées machine (coordonnées REF)
Angle de ref. ? (0=axe principal) Q380: Angle sur lequel la TNC doit orienter la droite palpee. N'agit que si l'axe rotatif sélectionné est C (Q312 = 6)
Example:Sequences CN
| 5 TCH PROBE 403 ROT SUR AXE C | |
| Q263=+0 | ;1ER POINT 1ER AXE |
| Q264=+0 | ;1ER POINT 2EME AXE |
| Q265=+20 | ;2EME POINT 1ER AXE |
| Q266=+30 | ;2EME POINT 2EME AXE |
| Q272=1 | ;AXE DE MESURE |
| Q267=-1 | ;SENS DÉPLACEMENT |
| Q261=-5 | ;HAuteur DE MESURE |
| Q320=0 | ;DISTANCE D'APPROCHE |
| Q260=+20 | ;HAuteur DE SéCURITÉ |
| Q301=0 | ;DEPLAC. HAUT. SECU. |
| Q312=6 | ;AXE DE COMPENSATION |
| Q337=0 | ;REMETTRÉ À ZÉRO |
| Q305=1 | ;NO DANS TABLEAU |
| Q303=+1 | ;TRAN. VAL. MESURE |
| Q380=+90 | ;ANGLE DE RÉFERENCE |
INITIALISER LA ROTATION DE BASE (cycle palpeur 404, DIN/ISO: G404)
Pendant l'exécution du programme, vous pouvez initiaiser automatiquement n'importe qu'elle rotation de base à l'aide du cycle palpeur 404. Ce cycle est préconse si vous désirez annuler une rotation de base qui a déjà été exécutée.

Valeur config. rotation de base: Valeur angulaire sur laquelle doit etre initiaisée la rotation de base
Example:Sequences CN
5 TCH PROBE 404 ROTATION DE BASE Q307=+0 ;ROT. BASE CONFIGURée
Compenser le désaxage d'une piece avec l'axe C (cycle palpeur 405, DIN/ISO: G405)
Le cycle palpeur 405 vous permet de déterminer
■ le désaxage angulaire entre l'axe Y positif du système de coordonnées actif et la ligne Médiane d'un trou ou
- le désaxage angulaire entre la position nominale et la position effective d'un centre de trou
La TNC compense le désaxage angulaire calculé de la pièce par une rotation de l'axe C. La pièce peut être serrée n'importe où sur le plateau circulaire mais la coordonnée Y du trou doit toujours être positive. Si vous mesurez le désaxage angulaire du trou avec l'axe Y du palpeur (position horizontale du trou), il peut s'avérer nécessaire d'exécuter plusieurs fois le cycle car une impréciation d'environ 1% du désaxage résultat de la strategie de la mesure
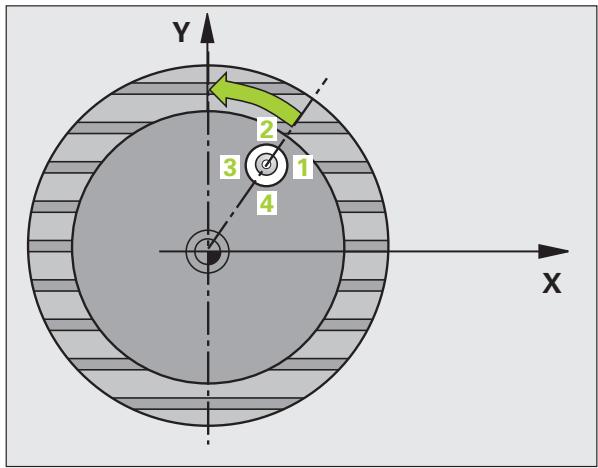
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpage 1. La TNC calcule les points de palpage à partir des données containues dans le cycle et de la distance d'approche programmée dans la colonne SET_UP du tableau palpeurs
2 Le palpeur se déplace ensuite à la hauteur de mesure programmes et exécute la première opération de palpage suivant l'avance de palpage (colonne F). La TNC déterminé automatiquement le sens du palpage en fonction de l'angle initialprogrammé
3 Le palpeur se déplace ensuite en suivant une trajectory circulaire, soit à la hauteur de mesure, soit à la hauteur de sécurité, jusqu'àu point de palpage suivant 2 et exécuté à cet endroit la deuxieme opération de palpage
4 La TNC positionne le palpeur au point de palpage 3 puis au point de palpage 4, y exécute la troisième ou quatrième opération de palpage et positionné le palpeur au centre du trou calculé
5 La TNC rétracte ensuite le palpeur à la hauteur de sécurité et règle la piece par rotation du plateau circulaire. Pour cela, la TNC fait pivoter le plateau circulaire de manière à ce que le centre du trou soit situé après compensation – aussi bien avec axe vertical ou horizontal du palpeur – dans le sens positif de l'axe Y ou à la position nominale du centre du trou. Le désaxage angulaire mesuré est disponible également dans le paramètre Q150

Remarques avant que vous ne programmiez
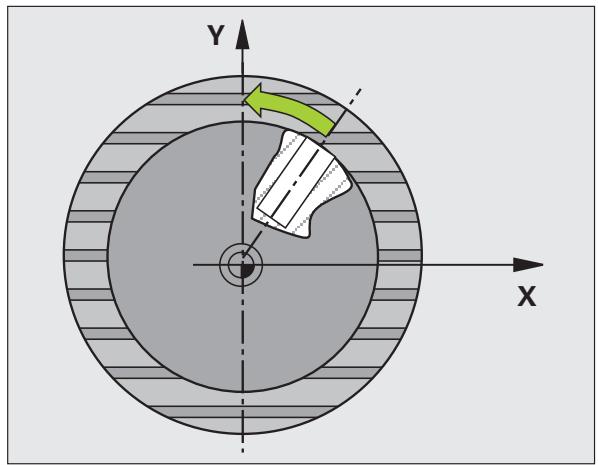
Pour éviter toute collision entre le palpeur et la pierce, introduisez le diamètre nominal de la poche (trou) de manière à ce qu'il soit de préférence trop petit.
Si les dimensions de la poche et la distance d'approche ne permettent pas d'effectuer un pré-positionnement à proximé des points de palpage, la TNC palpe toutes en partant du centre de la poche. Dans ce cas, le palpeur ne se déplace pas à la hauteur de sécurité entre les quatre points de mesure.
Avant de définir le cycle, vous nevez avoir programmé un appel d'outil pour définir l'axe du palpeur.

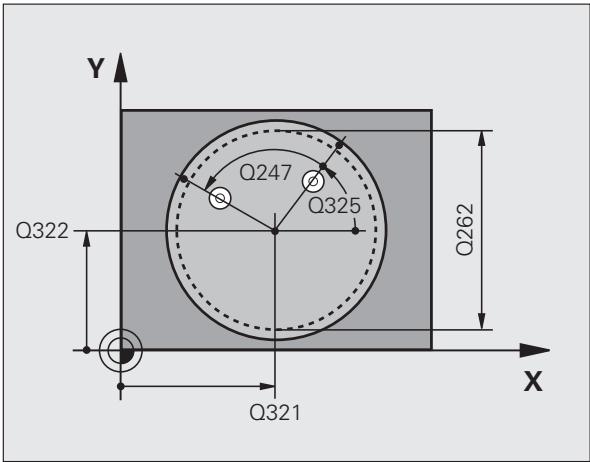
Centre 1er axe Q321 (en absolu): Centre du trou dans l'axe principal du plan d'usinage
Centre 2ème axe Q322 (en absolu): Centre du trou dans l'axe auxiliaire du plan d'usinage. Si vous programmez Q322 = 0, la TNC aligne le centre du trou sur l'axe Y positif; si vous programmez Q322 différent de 0, la TNC aligne le centre du trou sur la position nominale (angle résultat du centre du trou)
Diametre nominal Q262: Diametre approximatif de la poche circulaire (trou). Introduire de préférence une valeur trop petite
Angle initial Q325 (en absolu): Angle compris entre l'axe principal du plan d'usinage et le premier point de palpage
Increment angulaire Q247 (en incrémental): Angle compris entre deux points de mesure; le signe de l'increment angulaire déterminé le sens de rotation (- = sens horsaire) pour le déplacement du palpeur vers le point de mesure suivant. Si vous désírez étalonnier des arcs de cercle, programmez un incrément angulaire inférieur à 90^

Plus l'increment angulaire programme est petit et plus le centre de cercle calculé par la TNC sera imprécis. Valeur d'introduction min.: 5^ .
Hauteur mesure dans axe palpage Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
Déplacement haut. sécu. Q301: Définir comment le palpeur doit se déplacer entre les points de mesure: 0: Entre les points de mesure, à la hauteur de mesure 1: Entre les points de mesure, à la hauteur de sécurité
Init. à zéro après réglage Q337: Déterminer si la TNC doit remettre l'affichage de l'axe C à zéro ou si elle doit inscire le désaxage angulaire dans la colonne C du tableau de points zéro: 0: Remettre à 0 l'affichage de l'axe C >0: Inscrire le désaxage angulaire avec son signe dans le tableau de points zéro. Numéro de ligne = valeur de Q337. Si un décalage C est déjà inscrit dans le tableau de points zéro, la TNC additionne le désaxage angulaire mesure en tenant compte de son signe
Example:Sequences CN
| 5 TCH PROBE 405 ROT AVEC AXE C | |
| Q321=+50 ;CENTRE 1ER AXE | |
| Q322=+50 ;CENTRE 2ÈME AXE | |
| Q262=10 ;DIAMÊTRE NOMINAL | |
| Q325=+0 ;ANGLE INITIAL | |
| Q247=90 ;INCRÉMENT ANGULAIRES | |
| Q261=-5 ;HAUTEUR DE MESURE | |
| Q320=0 ;DISTANCE D'APPROCHE | |
| Q260=+20 ;HAUTEUR DE SéCURITÉ | |
| Q301=0 ;DéPLAC. HAUT. SÉCU. | |
| Q337=0 ;REMETTRÉ À ZÉRO |
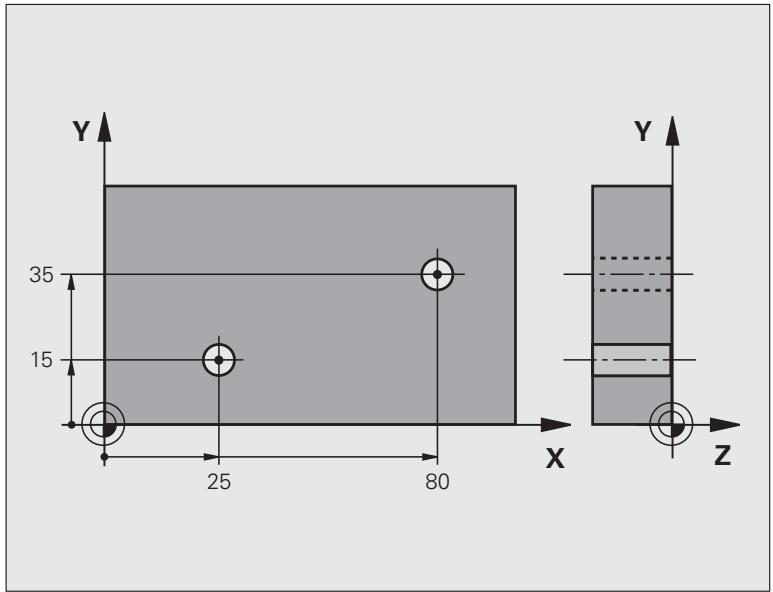
| 0 BEGIN PGM CYC401 MM | |
| 1 TOOL CALL 69 Z | |
| 2 TCH PROBE 401 ROT 2 TROUS | |
| Q268=+25 ;1ER CENTRE 1ER AXE | Centre du 1er trou: Coordonnée X |
| Q269=+15 ;1ER CENTRE 2ÈME AXE | Centre du 1er trou: Coordonnée Y |
| Q270=+80 ;2ÈME CENTRE 1ER AXE | Centre du 2ème trou: Coordonnée X |
| Q271=+35 ;2ÈME CENTRE 2ÈME AXE | Centre du 2ème trou: Coordonnée Y |
| Q261=-5 ;HAUTEUR DE MESURE | Coordonnée dans l'axe du palpeur où s'effectue la mesure |
| Q260=+20 ;HAUTEUR DE SéCURITÉ | Hauteur où le palpeur peut se déplacer sans risque de collision |
| Q307=+0 ;ROT. BASE CONFIGURée | Angle de la droite de ↔férence |
| Q402=1 ;ALIGNEMENT | Compenser le désaxage par rotation du plateau circulaire |
| Q337=1 ;REMETTRÉ À Zéro | Après l'alignement, remettre l'affichage à zéro |
| 3 CALL PGM 35K47 | Appeler le programme d'usinage |
| 4 END PGM CYC401 MM | |
3.2 Calcul automatique des points de referencia
Vued'ensemble
La TNC propose douze cycles vous permettant de calculer automatiquement les points de reférence et de les PTR de la manière suivante:
■Initialiser directement les valeurs calculées comme valeurs d'affichage
■ Inscrire les valeurs calculées dans le tableau Preset
■ Inscrire les valeurs calculées dans un tableau de points zéro
| Cycle | Softkey | Page |
| 408 PTREF CENTRE RAINURE Mesurer l'intérieur d'une rainure, initiailler le centre de la rainure comme point de référence | 408 | Page 65 |
| 409 PTREF CENT. OBLONG Mesurer l'esthérique d'un oblong, initiailler le centre de l'oblong comme point de référence | 409 | Page 68 |
| 410 PT REF. INT. RECTAN Mesure interne de la longueur et de la largeur d'un rectangle; initiailler le centre comme point de référence | 410 | Page 71 |
| 411 PT REF. EXT. RECTAN Mesure externe de la longueur et de la largeur d'un rectangle; initiailler le centre comme point de ↔ | 411 | Page 74 |
| 412 PT REF. INT. CERCLE Mesure interne de 4 points au besoin du rectangle; initiailler le centre comme point de ↔ | 412 | Page 77 |
| 413 PT REF. EXT. CERCLE Mesure externe de 4 points au besoin du rectangle; initiailler le centre comme point de ↔ | 413 | Page 81 |
| 414 PT REF. EXT. COIN Mesure externe de 2 droites; initiailler leur point d'intersection comme point de ↔ | 414 | Page 85 |
| 415 PT REF. INT. COIN Mesure interne de 2 droites; initiailler leur point d'intersection comme point de ↔ | 415 | Page 88 |
| 416 PT REF CENTRE C.TROUS (2ème barre de softkeys) Mesure de 3 trouss au besoin sur cercle de trouss; initialiser le centre du cercle de trouss comme point de référence | 416 | Page 91 |
| 417 PT REF DANS AXE PALP (2ème barre de softkeys) Mesure d'une position au besoin dans l'axe du palpeur et initialisation comme point de référence | 417 | Page 94 |
| 418 PT REF AVEC 4 TROUS (2ème(barre de softkeys) Mesure de 2 fois 2 trouss en croix; initialiser le point d'intersection des deux droites comme point de référence | 418 | Page 96 |
| 419 PT DE REF SUR UN AXE (2ème barre de softkeys) Mesure d'une position au besoin sur un axe à sélectionner librement et initialisation comme point de référence | 419 | Page 99 |
Caracteristiques communes à tous les cycles palpeurs pour l'initialisation du point de référence

Vous pouvez executer les cycles palpeurs 408 à 419 même si la rotation de base est activée.
La fonction Inclinaison du plan d'usinage n'est pas autorisée en liaison avec les cycles 408 à 419.
Lors de l'exécution des cycles palpeurs, notamment des cycles de conversion de coordonnées ne doit être actif (cycle 7 POINT ZERO, cycle 8 IMAGE MIROIR, cycle 10 ROTATION, cycles 11 et 26 FACTEUR ECHELLE et cycle 19 PLAN D'USINAGE).
Point de reférence et axe du palpeur
La TNC initiaise le point de reférence dans le plan d'usinage en fonction de l'axe du palpeur défini dans votre programme de mesure:
| Axe palpeur actif | Initialisation point de réf. en |
| Z | X et Y |
| Y | Z et X |
| X | Y et Z |
Enregistrer le point de reférence calculé
Pour tous les cycles permettant l'initialisation du point de reférence, vous pouvez définir avec les paramètres d'introduction Q303 et Q305 la manière dont la TNC doit enregistrer le point de reférence calculé:
Q305 = 0, Q303 = valeur au besoin:
La TNC initiale l'affichage du point de reférence calculé. Le nouveau point de reférence est aussiôt activé
Q305 différent de 0, Q303 = -1

Cette combinaison ne peut exister que si
vous importez des programmes contenant les cycles 410 à 418 ayant eté créé sur une TNC 4xx
you importez des programmes contenant les cycles 410 à 418 ayant eté créé avec une version de logiciel antérieure de l'iTNC530
vous avez defini le cycle en intégrant le paramètre Q303 pour le transfert des valeurs de mesure
Dans de tels cas, la TNC délivre un message d'erreur car le processus complet en liaison avec les tableaux de points zéro (coordonnées REF) a été modifié et vous devez définir avec le paramètre Q303 un transfert de valeurs de mesure.
Q305 différent de 0, Q303 = 0
La TNC enregistre dans le tableau de points zéro actif le point de référence calculé. Le système de référence est le système de coordonnées piece actif. La valeur du paramètre Q305 déterminé le numéro de point zéro. Activer le point zéro dans le programme CN avec le cycle 7
Q305 différent de 0, Q303 = 1
La TNC enregistre dans le tableau Preset le point de reférence calculé. Le système de reférence est le système de coordonnées machine (coordonnées REF). La valeur du paramètre Q305 déterminé le nombre de Preset. Activer le Preset dans le programme CN avec le cycle 247
Résultats de la mesure dans les paramètres Q.
Les résultats de la mesure du cycle palpeur concerné sont mémorisés par la TNC dans les paramètres Q150 à Q160 à effet global. Vous pouvez utiliser ultérieurement ces paramètres dans votre programme. Tenez compte du tableau des paramètres de résultat contenu dans chaque définition de cycle.
PREF CENTRE RAINURE (cycle palpeur 408, DIN/ISO: G408)
Le cycle palpeur 408 calcule le centre d'une rainure et initiaïse ce centre comme point de reférence. Si vous le désirez, la TNC peut aussi inscrire le centre dans un tableau de points zéro ou de Preset.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpage 1. La TNC calcule les points de palpage à partir des données contenues dans le cycle et de la distance d'approche programmée dans la colonne SET_UP du tableau palpeurs
2 Le palpeur se déplace ensuite à la hauteur de mesure programmesse et exécute la première opération de palpage suivant l'avance de palpage (colonne F)
3 Puis, le palpeur se déplace soit paraxialement à la hauteur de mesure, soit linéairement à la hauteur de sécurité, jusqu'au point de palpage suivant 2 et exécuté à cet endroit la deuxième opération de palpage
4 Pour terminer, la TNC retracts le palpeur à la hauteur de sécurité etTRAITE le point de reference calculé en fonction des paramètres de cycle Q303 et Q305 (cf. „Enregistrer le point de reference calculé" à la page 64) et enregistre les valeurs effectives dans les paramètres Q indiqués ci-après
5 Ensuite, si on le désire, la TNC calcule aussi, dans une opération de palpage séparée, le point de référence dans l'axe du palpeur
| Numéro paramètre | Signification |
| Q166 | Valeur effective pour la largeur de rainure mesurée |
| Q157 | Valeur effective de la position de l'axe médian |

Remarques avant que vous ne programmiez
Pour éviter toute collision entre le palpeur et la pierce, introduizez la largeur de la rainure de manière à ce qu'elle soit de préférence trop petite.
Si la largeur de la rainure et la distance d'approche ne permettent pas d'effectuer un prépositionnement à proximé des points de palpage, la TNC palpe toutes en partant du centre de la rainure. Dans ce cas, le palpeur ne se déplace pas à la hauteur de sécurité entre les deux points de mesure.
Avant de définir le cycle, vous doivent avoir programmé un appel d'outil pour définir l'axe du palpeur.
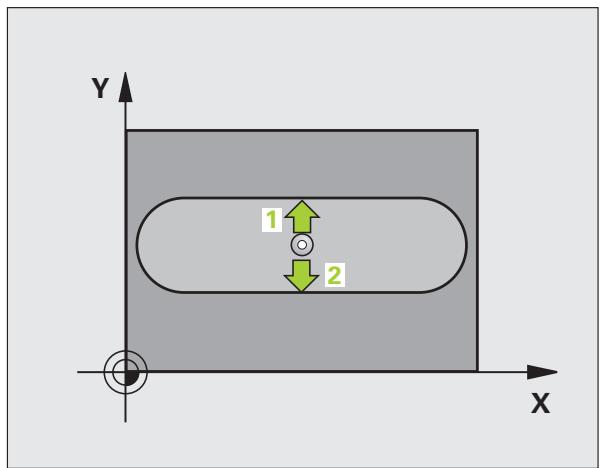

Centre 1er axe Q321 (en absolu): Centre de la rainure dans l'axe principal du plan d'usinage
Centre 2ème axe Q322 (en absolu): Centre de la rainure dans l'axe auxiliaire du plan d'usinage
Largeur de la rainure Q311 (en incrémental): Largeur de la rainure indépendamment de la position dans le plan d'usinage
Axe de mesure (1=1er axe/2=2ème axe) Q272: Axe sur lequel doit être effectué la mesure:
1: Axe principal = axe de mesure
2: Axe auxiliaire = axe de mesure
Hauteur mesure dans 1'axe du palpeur Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
Déplacement haut. sécu. Q301: Définir comment le palpeur doit se déplacer entre les points de mesure: 0: Entre les points de mesure, à la hauteur de mesure 1: Entre les points de mesure, à la hauteur de sécurité
Numéro dans tableau Q305: Indiquer le numéro dans le tableau de points zéro/tableau Preset sous lequel la TNC doitémoriser les coordonnées du centre de la rainure. Si vous introduisez Q305=0, la TNC initiaise automatiquement le nouveau point de referencia sur le centre de la rainure
Nouveau pt de ref. Q405 (en absolu): Coordonnée dans l'axe de mesure à laquelle la TNC doit initiaiser le centre de la rainure. Configuration par défaut = 0
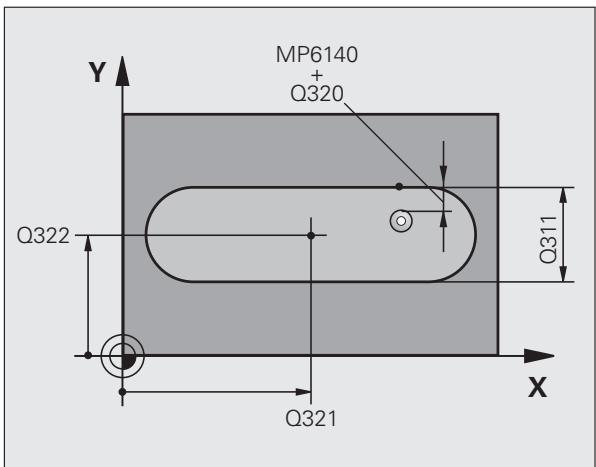
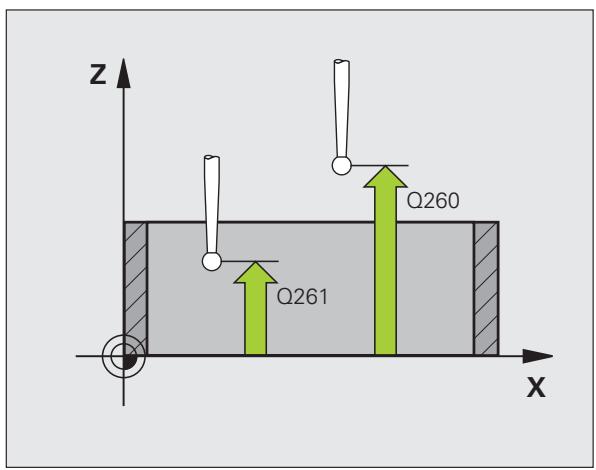
Transfert val. mesure (0,1) Q303: Définir si le point de référence défini doit être enregistré dans le tableau de points zéro ou dans le tableau Preset:
0: Inscrite dans le tableau de points zéro actif le point de réference calculé. Le système de référence est le système de coordonnées piece actif
1: Inscrire dans le tableau Preset le point de reférence calculé. Le système de reférence est le système de coordonnées machine (coordonnées REF)
▶ Palpage dans axe palpeur Q381: Définir si la TNC doit également initiaiser le point de référence dans l'axe du palpeur:
0: Ne pas initiaiser le point de reférence dans l'axe du palpeur
1: Initialiser le point de reférence dans l'axe du palpeur
▶ Palp. axe palp.: Coord. 1er axe Q382 (en absolu): Coordonnée du point de palpage dans l'axe principal du plan d'usinage à laquelle le point de reférence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
▶ Palp. axe palp.: Coord. 2ème axe Q383 (en absolu): Coordonnée du point de palpage dans l'axe auxiliaire du plan d'usinage à laquelle le point de référence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
▶ Palp. axe palp.: Coord. 3ème axe Q384 (en absolu): Coordonnée du point de palpage dans l'axe auxiliaire du l'axe du palpeur à laquelle le point de ↔ évidence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
Nouveau pt de ref. sur axe palpeur Q333 (en absolu): Coordonnée dans l'axe du palpeur à laquelle la TNC doit initiaiser le point de referencia. Configuration par défaut = 0
Example:Sequences CN
| 5 TCH PROBE 408 PTREF CENTRE RAINURE | |
| Q321=+50 ;CENTRE 1ER AXE | |
| Q322=+50 ;CENTRE 2ème AXE | |
| Q311=25 ;LARGEUR RAINURE | |
| Q272=1 ;AXE DE MESURE | |
| Q261=-5 ;HAUTEUR DE MESURE | |
| Q320=0 ;DISTANCE D'APPROCHE | |
| Q260=+20 ;HAUTEUR DE SéCURITÉ | |
| Q301=0 ;DéPLAC. HAUT. SÉCU. | |
| Q305=10 ;NO DANS TABLEAU | |
| Q405=+0 ;POINT DE RÉFERENCE | |
| Q303=+1 ;TRANS. VAL. MESURE | |
| Q381=1 ;PALP. DS AXE PALPEUR | |
| Q382=+85 ;1ÈRE COO. DANS AXE PALP. | |
| Q383=+50 ;2ÈME COO. DANS AXE PALP. | |
| Q384=+0 ;3ÈME COO. DANS AXE PALP. | |
| Q333=+0 ;POINT DE RÉFERENCE |
PREF CENT. OBLONG (cycle palpeur 409, DIN/ISO: G409)
Le cycle palpeur 409 calcule le centre d'un oblong et initiaïse ce centre comme point de reférence. Si vous le désirez, la TNC peut aussi inscrire le centre dans un tableau de points zéro ou de Preset.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpage 1. La TNC calcule les points de palpage à partir des données contenu dans le cycle et de la distance d'approche programmée dans la colonne SET_UP du tableau palpeurs
2 Le palpeur se déplace ensuite à la hauteur de mesure programmesse et exécuté la première opération de palpage suivant l'avance de palpage (colonne F)
3 Puis, le palpeur se déplace à la hauteur de sécurité vers le point de palpage suivant 2 et exécute la deuxième opération de palpage
4 Pour terminer, la TNC rétracte le palpeur à la hauteur de sécurité etTRAITE le point de referece calculé en fonction des parametes de cycle Q303 et Q305 (cf. „Enregister le point de referece calculé" à la page 64) et enregistrre les valeurs efectives dans les parametes Q indiqués ci-après
5 Ensuite, si on le désire, la TNC calcule aussi, dans une opération de palpage séparée, le point de réference dans l'axe du palpeur
| Numéro paramètre | Signification |
| Q166 | Valeur effective largeur oblong mesurée |
| Q157 | Valeur effective de la position de l'axe médian |

Remarques avant que vous ne programmiez
Pour éviter toute collision entre le palpeur et la pierce, introduizez la largeur de l'oblong de manière à ce qu'elle soit de préférence trop grande.
Avant de définir le cycle, vous devez avoir programmé un appel d'outil pour définir l'axe du palpeur.
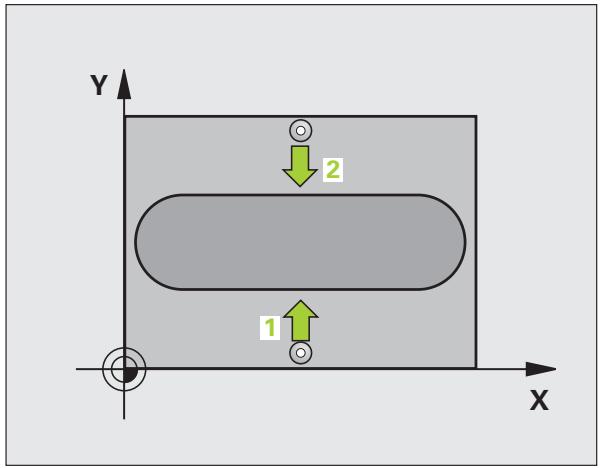
Centre 1er axe Q321 (en absolu): centre de l'oblong dans l'axe principal du plan d'usinage
Centre 2ème axe Q322 (en absolu): centre de l'oblong dans l'axe auxiliaire du plan d'usinage
Largeur oblong Q311 (en incrémental): Largeur de l'oblong indépendamment de la position dans le plan d'usinage
Axe de mesure (1=1er axe/2=2ème axe) Q272: Axe sur lequel doit être effectué la mesure:
1: Axe principal =axe de mesure
2: Axe auxiliaire = axe de mesure
Hauteur mesure dans 1'axe du palpeur Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
Numéro dans tableau Q305: Indiquer le numéro dans le tableau de points zéro/tableau Preset sous lequel la TNC doitémoriser les coordonnées du centre de l'oblong. Si vous introduisez Q305=0, la TNC initiaise automatiquement le nouveau point de referencia sur le centre de la rainure
Nouveau pt de ref. Q405 (en absolu): Coordonnée dans l'axe de mesure à laquelle la TNC doit initiaiser le centre de l'oblong. Configuration par défaut = 0
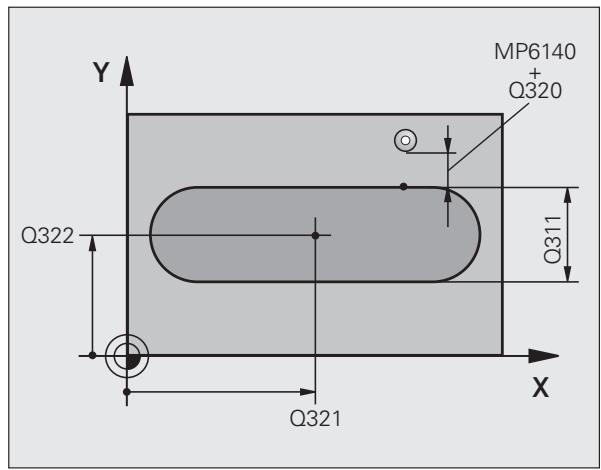
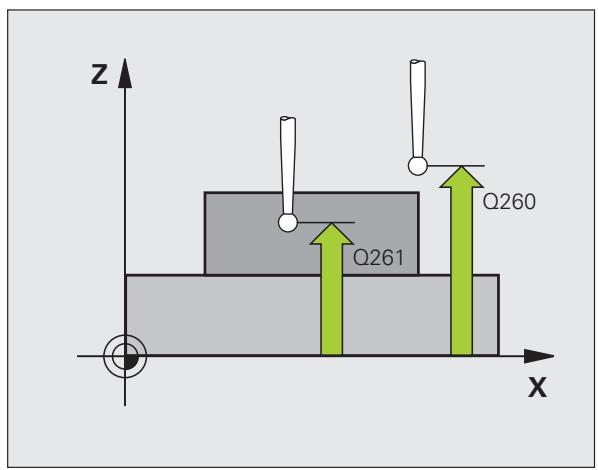
Transfert val. mesure (0,1) Q303: Définir si le point de référence défini doit être enregistré dans le tableau de points zéro ou dans le tableau Preset:
0: Inscrite dans le tableau de points zéro actif le point de reférence calculé. Le système de reférence est le système de coordonnées pièce actif
1: Inscrire dans le tableau Preset le point de reférence calculé. Le système de reférence est le système de coordonnées machine (coordonnées REF)
▶ Palpage dans axe palpeur Q381: Définir si la TNC doit également initiaiser le point de referencia dans l'axe du palpeur:
0: Ne pas initiaiser le point de reférence dans l'axe du palpeur
1: Initialiser le point de reférence dans l'axe du palpeur
▶ Palp. axe palp.: Coord. 1er axe Q382 (en absolu): Coordonnée du point de palpage dans l'axe principal du plan d'usinage à laquelle le point de reférence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
Palp. axe palp.: Coord. 2ème axe Q383 (en absolu): Coordonnée du point de palpage dans l'axe auxiliaire du plan d'usinage à laquelle le point de référence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
Palp. axe palp.: Coord. 3ème axe Q384 (en absolu): Coordonnée du point de palpage dans l'axe auxiliaire du l'axe du palpeur à laquelle le point de référence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
Nouveau pt de ref. sur axe palpeur Q333 (en absolu): Coordonnée dans l'axe du palpeur à laquelle la TNC doit initiaiser le point de referencia. Configuration par défaut = 0
Exemple: Séquences CN
| 5 TCH PROBE 409 PTREF CENT. OBLONG | |
| Q321=+50 ;CENTRE 1ER AXE | |
| Q322=+50 ;CENTRE 2ÈME AXE | |
| Q311=25 ;LARGEUR OBLONG | |
| Q272=1 ;AXE DE MESURE | |
| Q261=-5 ;HAuteur DE MESURE | |
| Q320=0 ;DISTANCE D'APPROCHE | |
| Q260=+20 ;HAuteur DE SéCURITÉ | |
| Q305=10 ;NO DANS TABLEAU | |
| Q405=+0 ;POINT DE RÉFERENCE | |
| Q303=+1 ;TRANS. VAL. MESURE | |
| Q381=1 ;PALP. DS AXE PALPEUR | |
| Q382=+85 ;1ÈRE COO. DANS AXE PALP. | |
| Q383=+50 ;2ÈME COO. DANS AXE PALP. | |
| Q384=+0 ;3ÈME COO. DANS AXE PALP. | |
| Q333=+0 ;POINT DE RÉFERENCE |
POINT DE REFERENCE INTERIEUR RECTANGLE (cycle palpeur 410, DIN/ISO: G410)
Le cycle palpeur 410 calcule le centre d'une poche rectangulaire et initiaïse ce centre comme point de reférence. Si vous le désirez, la TNC peut aussi inscrire le centre dans un tableau de points zéro ou de Preset.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpage 1. La TNC calcule les points de palpage à partir des données containues dans le cycle et de la distance d'approche programmée dans la colonne SET_UP du tableau palpeurs
2 Le palpeur se déplace ensuite à la hauteur de mesure programmée et exécuté la première opération de palpage suivant l'avance de palpage (colonne F)
3 Puis, le palpeur se déplace soit paraxialement à la hauteur de mesure, soit linéairement à la hauteur de sécurité, jusqu'au point de palpage suivant 2 et exécuté à cet endroit la deuxième opération de palpage
4 La TNC positionne le palpeur au point de palpage 3 puis au point de palpage 4, et y exécute la troisième ou la quatrième opération de palpage
5 Pour terminer, la TNC retracts le palpeur à la hauteur de sécurité etTRAITE le point de reference calculé en fonction des paramètres de cycle Q303 et Q305 (cf. „Enregistrer le point de reference calculé" à la page 64).
6 Ensuite, si on le désire, la TNC calcule aussi, dans une opération de palpage séparée, le point de référence dans l'axe du palpeur et enregistre les valeurs effectives dans les paramètres Q suivants
| Numéro paramètre | Signification |
| Q151 | Valeur effective centre axe principal |
| Q152 | Valeur effective centre axe auxiliaire |
| Q154 | Valeur effective côte axe principal |
| Q155 | Valeur effective côte axe auxiliaire |

Remarques avant que vous ne programmiez
Pour éviter toute collision entre le palpeur et la pierce, introduizez le 1er et le 2ème côte de la poche de manière à ce qu'il soit de préférence trop petit.
Si les dimensions de la poche et la distance d'approche ne permettent pas d'effectuer un pré-positionnement à proximé des points de palpage, la TNC palpe toutes en partant du centre de la poche. Dans ce cas, le palpeur ne se déplace pas à la hauteur de sécurité entre les quatre points de mesure.
Avant de définir le cycle, vous doivent avoir programmé un appel d'outil pour définir l'axe du palpeur.
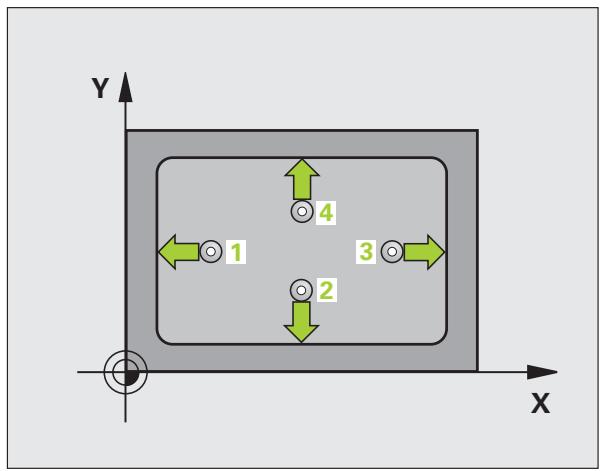

Centre 1er axe Q321 (en absolu): Centre de la poche dans l'axe principal du plan d'usinage
Centre 2ème axe Q322 (en absolu): Centre de la poche dans l'axe auxiliaire du plan d'usinage
1er cote Q323 (en incremental): Longueur de la poche parallele à l'axe principal du plan d'usinage
2ème côte Q324 (en incrémental): Longueur de la poche parallele à l'axe auxiliaire du plan d'usinage
Hauteur mesure dans axe palpage Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
Déplacement haut. sécu. Q301: Définir comment le palpeur doit se déplacer entre les points de mesure: 0: Entre les points de mesure, à la hauteur de mesure 1: Entre les points de mesure, à la hauteur de sécurité
Numéro point zéro dans tableau Q305: Indiquer le numéro dans le tableau de points zéro/tableau Preset sous lequel la TNC doit<mémoriser les coordonnées du centre de la poche. Si vous introduisez Q305=0, la TNC initiaïse automatiquement le nouveau point de reférence au centre de la poche
Nouveau pt de ref. axe principal Q331 (en absolu): Coordonnée dans l'axe principal à laquelle la TNC doit initiaiser le centre de la poche calculé. Configuration par défaut = 0
Nouveau pt de ref. axe auxiliaire Q332 (en absolu): Coordonnée dans l'axe auxiliaire à laquelle la TNC doit initiaiser le centre de la poche calculé. Configuration par défaut = 0
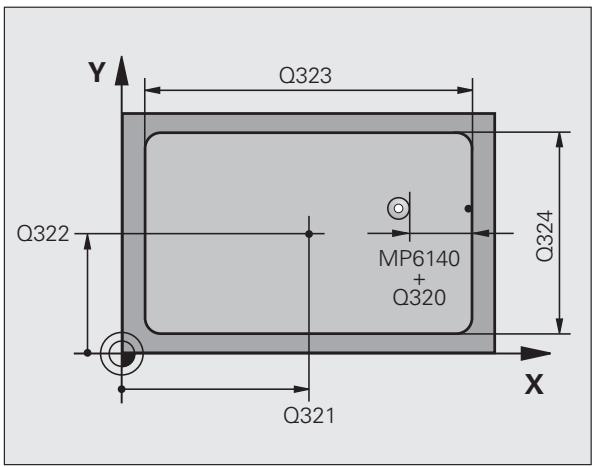
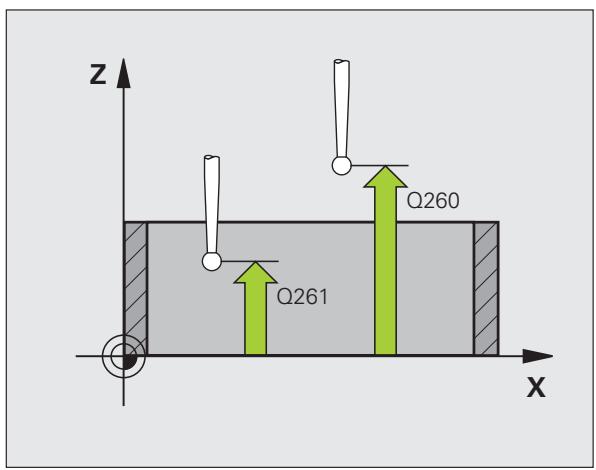
Transfert val. mesure (0,1) Q303: Définir si le point de référence défini doit être enregistré dans le tableau de points zéro ou dans le tableau Preset:
-1: Ne pas utiliser! Sera inscrit par la TNC si d'anciens programmes sont importés (cf. „Enregistrer le point de référence calculé" à la page 64)
0: Inscrite dans le tableau de points zéro actif le point de referencia calculé. Le système de referencia est le système de coordonnées piece actif
1: Inscrite dans le tableau Preset le point de reférence calculé. Le système de reférence est le système de coordonnées machine (coordonnées REF)
▶ Palpage dans axe palpeur Q381: Définir si la TNC doit également initiaiser le point de referencia dans l'axe du palpeur:
0: Ne pas initiaiser le point de reférence dans l'axe du palpeur
1: Initialiser le point de reférence dans l'axe du palpeur
▶ Palp. axe palp.: Coord. 1er axe Q382 (en absolu): Coordonnée du point de palpage dans l'axe principal du plan d'usinage à laquelle le point de reférence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
▶ Palp. axe palp.: Coord. 2ème axe Q383 (en absolu): Coordonnée du point de palpage dans l'axe auxiliaire du plan d'usinage à laquelle le point de reférence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
▶ Palp. axe palp.: Coord. 3ème axe Q384 (en absolu): Coordonnée du point de palpage dans l'axe auxiliaire du l'axe du palpeur à laquelle le point de référence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
Nouveau pt de ref. sur axe palpeur Q333 (en absolu): Coordonnée dans l'axe du palpeur à laquelle la TNC doit initiaiser le point de referencia. Configuration par défaut = 0
Example:Sequences CN
| 5 TCH PROBE 410 PT REF. INT. RECTAN | |
| Q321=+50 ;CENTRE 1ER AXE | |
| Q322=+50 ;CENTRE 2ÈME AXE | |
| Q323=60 ;1ER CÔTE | |
| Q324=20 ;2ÈME CÔTE | |
| Q261=-5 ;HAUTEUR DE MESURE | |
| Q320=0 ;DISTANCE D'APPROCHE | |
| Q260=+20 ;HAUTEUR DE SéCURITÉ | |
| Q301=0 ;DéPLAC. HAUT. SÉCU. | |
| Q305=10 ;NO DANS TABLEAU | |
| Q331=+0 ;POINT DE RÉFERENCE | |
| Q332=+0 ;POINT DE RÉFERENCE | |
| Q303=+1 ;TRANS. VAL. MESURE | |
| Q381=1 ;PALP. DS AXE PALPEUR | |
| Q382=+85 ;1ÈRE COO. DANS AXE PALP. | |
| Q383=+50 ;2ÈME COO. DANS AXE PALP. | |
| Q384=+0 ;3ÈME COO. DANS AXE PALP. | |
| Q333=+0 ;POINT DE RÉFERENCE |
POINT DE REFERENCE EXTERIEUR RECTANGLE (cycle palpeur 411, DIN/ISO: G411)
Le cycle palpeur 411 calcule le centre d'un tenon rectangulaire et initiaïse ce centre comme point de reférence. Si vous le désirez, la TNC peut aussi inscrire le centre dans un tableau de points zéro ou de Preset.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpage 1. La TNC calcule les points de palpage à partir des données containues dans le cycle et de la distance d'approche programmée dans la colonne SET_UP du tableau palpeurs
2 Le palpeur se déplace ensuite à la hauteur de mesure programmes et exécuté la première opération de palpage suivant l'avance de palpage (colonne F)
3 Puis, le palpeur se déplace soit paraxialement à la hauteur de mesure, soit linéairement à la hauteur de sécurité, jusqu'au point de palpage suivant 2 et exécuté à cet endroit la deuxieme opération de palpage
4 La TNC positionne le palpeur au point de palpage 3 puis au point de palpage 4, et y execute la troisième ou la quatrième opération de palpage
5 Pour terminer, la TNC retracts le palpeur à la hauteur de sécurité etTRAITE le point de refERENCE calculé en fonction des paramètres de cycle Q303 et Q305 (cf. "Enregistrer le point de refERENCE calculé" à la page 64).
6 Ensuite, si on le désire, la TNC calcule aussi, dans une opération de palpage séparée, le point de référence dans l'axe du palpeur et enregistre les valeurs effectives dans les paramètres Q suivants
| Numéro paramètre | Signification |
| Q151 | Valeur effective centre axe principal |
| Q152 | Valeur effective centre axe auxiliaire |
| Q154 | Valeur effective côte axe principal |
| Q155 | Valeur effective côte axe auxiliaire |

Remarques avant que vous ne programmiez
Pour éviter toute collision entre le palpeur et la pierce, introduizez le 1er et le 2ème côte du tenon de manière à ce qu'il soit de préférence trop grand.
Avant de définir le cycle, vous nevez avoir programmé un appel d'outil pour définir l'axe du palpeur.
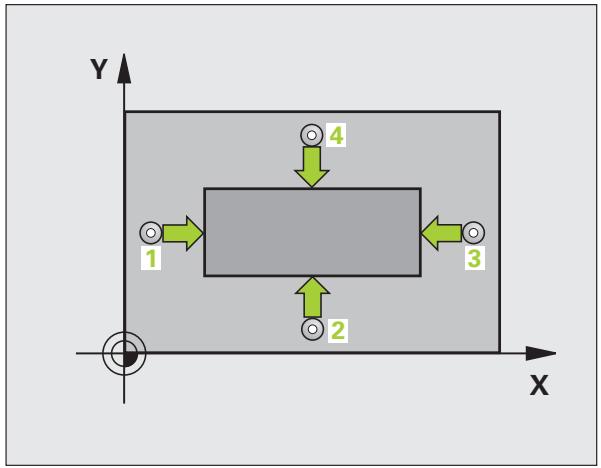
Centre 1er axe Q321 (en absolu): Centre du tenon dans l'axe principal du plan d'usinage
Centre 2ème axe Q322 (en absolu): Centre du tenon dans l'axe auxiliaire du plan d'usinage
Longueur 1er cote Q323 (en incremental): longueur du tenon parallele à l'axe principal du plan d'usinage
Longueur 2ème côte Q324 (en incrémental): longueur du tenon parallele à l'axe auxiliaire du plan d'usinage
Hauteur mesure dans axe palpage Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
Déplacement haut. sécu. Q301: Définir comment le palpeur doit se déplacer entre les points de mesure: 0: Entre les points de mesure, à la hauteur de mesure 1: Entre les points de mesure, à la hauteur de sécurité
Numéro point zéro dans tableau Q305: Indiquer le numéro dans le tableau de points zéro/tableau Preset sous lequel la TNC doitémoriser les coordonnées du centre du tenon. Si vous introduisez Q305=0, la TNC initiaise automatiquement le nouveau point de référence au centre du tenon
Nouveau pt de ref. axe principal Q331 (en absolu): Coordonnée dans l'axe principal à laquelle la TNC doit initiaiser le centre du tenon calculé. Configuration par défaut = 0
Nouveau pt de ref. axe auxiliaire Q332 (en absolu): Coordonnée dans l'axe auxiliaire à laquelle la TNC doit initiaiser le centre du tenon calculé. Configuration par défaut = 0
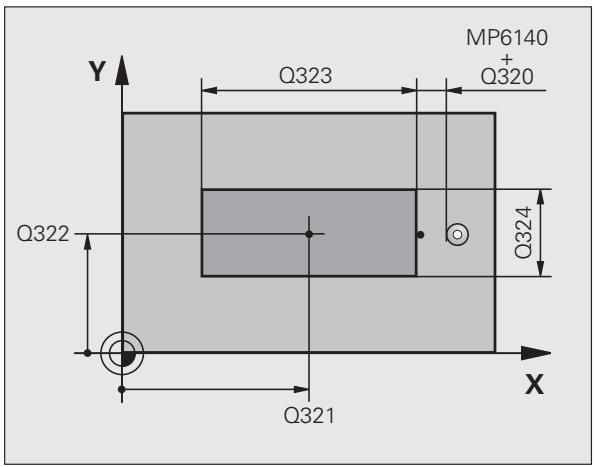
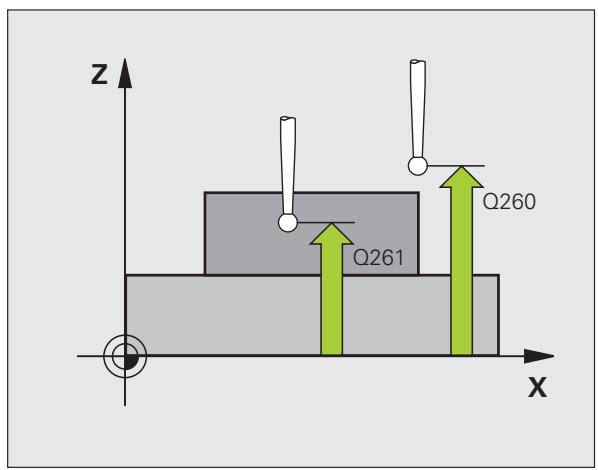
Transfert val. mesure (0,1) Q303: Définir si le point de référence défini doit être enregistré dans le tableau de points zéro ou dans le tableau Preset:
-1: Ne pas utiliser! Sera inscrit par la TNC si d'anciens programmes sont importés (cf. „Enregistrer le point de référence calculé" à la page 64)
0: Inscrite dans le tableau de points zéro actif le point de référence calculé. Le système de référence est le système de coordonnées piece actif
1: Inscrire dans le tableau Preset le point de reférence calculé. Le système de reférence est le système de coordonnées machine (coordonnées REF)
▶ Palpage dans axe palpeur Q381: Définir si la TNC doit également initiaIser le point de referrerence dans I'axe du palpeur:
0: Ne pas initiaiser le point de reférence dans l'axe du palpeur
1: Initialiser le point de reférence dans l'axe du palpeur
Palp. axe palp.: Coord. 1er axe Q382 (en absolu): Coordonnée du point de palpage dans l'axe principal du plan d'usinage à laquelle le point de reférence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
Palp. axe palp.: Coord. 2ème axe Q383 (en absolu): Coordonnée du point de palpage dans l'axe auxiliaire du plan d'usinage à laquelle le point de reférence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
▶ Palp. axe palp.: Coord. 3ème axe Q384 (en absolu): Coordonnée du point de palpage dans l'axe auxiliaire du l'axe du palpeur à laquelle le point de réference doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
Nouveau pt de ref. sur axe palpeur Q333 (en absolu): Coordonnée dans l'axe du palpeur à laquelle la TNC doit initiaiser le point de reférence. Configuration par défaut = 0
Example:Sequences CN
| 5 TCH PROBE 411 PT REF. EXT. RECTAN | |
| Q321=+50 ;CENTRE 1ER AXE | |
| Q322=+50 ;CENTRE 2ÈME AXE | |
| Q323=60 ;1ER CÔTE | |
| Q324=20 ;2ÈME CÔTE | |
| Q261=-5 ;HAuteur DE MESURE | |
| Q320=0 ;DISTANCE D'APPROCHE | |
| Q260=+20 ;HAuteur DE SéCURITÉ | |
| Q301=0 ;DéPLAC. HAUT. SÉCU. | |
| Q305=0 ;NO DANS TABLEAU | |
| Q331=+0 ;POINT DE RÉFERENCE | |
| Q332=+0 ;POINT DE RÉFERENCE | |
| Q303=+1 ;TRANS. VAL. MESURE | |
| Q381=1 ;PALP. DS AXE PALPEUR | |
| Q382=+85 ;1ÈRE COO. DANS AXE PALP. | |
| Q383=+50 ;2ÈME COO. DANS AXE PALP. | |
| Q384=+0 ;3ÈME COO. DANS AXE PALP. | |
| Q333=+0 ;POINT DE RÉFERENCE |
POINT DE REFERENCE INTERIEUR CERCLE (cycle palpeur 412, DIN/ISO: G412)
Le cycle palpeur 412 calcule le centre d'une poche circulaire (trou) et initiaïse ce centre comme point de reférence. Si vous le désírez, la TNC peut aussi inscrire le centre dans un tableau de points zéro ou de Preset.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpage 1. La TNC calcule les points de palpage à partir des données containues dans le cycle et de la distance d'approche programmée dans la colonne SET_UP du tableau palpeurs
2 Le palpeur se déplace ensuite à la hauteur de mesure programmée et exécuté la première opération de palpage suivant l'avance de palpage (colonne F). La TNC déterminé automatiquement le sens du palpage en fonction de l'angle initialprogrammé
3 Le palpeur se déplace ensuite en suivant une trajectory circulaire, soit à la hauteur de mesure, soit à la hauteur de sécurité, jusqu'àu point de palpage suivant 2 et exécuté à cet endroit la deuxième opération de palpage
4 La TNC positionne le palpeur au point de palpage 3 puis au point de palpage 4, et y execute la troisième ou la quatrième opération de palpage
5 Pour terminer, la TNC rétracte le palpeur à la hauteur de sécurité etTRAITE le point de reférence calculé en fonction des paramètres de cycle Q303 et Q305 (cf. „Enregistrer le point de reférence calculé" à la page 64) et enregistrre les valeurs effectives dans les paramètres Q indiqués ci-après
6 Ensuite, si on le désire, la TNC calcule aussi, dans une opération de palpage séparée, le point de référence dans l'axe du palpeur
| Numéro paramètre | Signification |
| Q151 | Valeur effective centre axe principal |
| Q152 | Valeur effective centre axe auxiliaire |
| Q153 | Valeur effective diamètre |

Remarques avant que vous ne programmiez
Pour éviter toute collision entre le palpeur et la pierce, introduisez le diamètre nominal de la poche (trou) de manière à ce qu'il soit de préférence trop petit.
Si les dimensions de la poche et la distance d'approche ne permettent pas d'effectuer un pré-positionnement à proximé des points de palpage, la TNC palpe toutes en partant du centre de la poche. Dans ce cas, le palpeur ne se déplace pas à la hauteur de sécurité entre les quatre points de mesure.
Avant de définir le cycle, vous doivent avoir programmé un appel d'outil pour définir l'axe du palpeur.
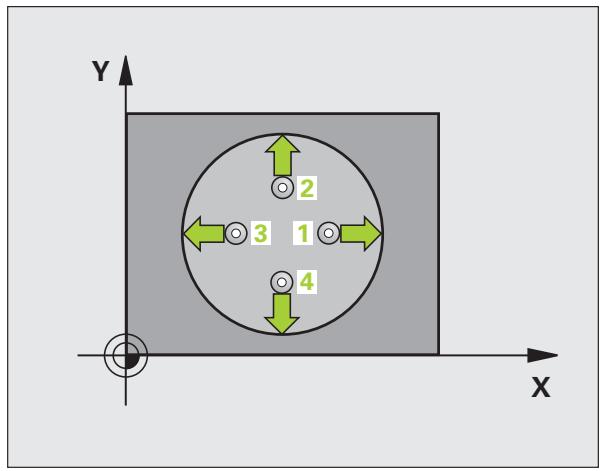

Centre 1er axe Q321 (en absolu): Centre de la poche dans l'axe principal du plan d'usinage
Centre 2ème axe Q322 (en absolu): Centre de la poche dans l'axe auxiliaire du plan d'usinage Si vous programmez Q322 = 0, la TNC aligne le centre du trou sur l'axe Y positif; si vous programmez Q322 différent de 0, la TNC aligne le centre du trou sur la position nominale
Diametre nominal Q262: Diametre approximatif de la poche circulaire (trou). Introduire de préférence une valeur trop petite
Angle initial Q325 (en absolu): Angle compris entre l'axe principal du plan d'usinage et le premier point de palpage
Incréement angulaire Q247 (en incrémental): Angle compris entre deux points de mesure; le signe de l'incrément angulaire déterminé le sens de rotation (- = sens horsaire) pour le déplacement du palpeur vers le point de mesure suivant. Si vous désirezétalonner des arcs de cercle, programmez un incrément angulaire inférieur à 90^

Plus l'increment angulaire programme est petit et plus le point de referencia calculé par la TNC sera imprecis. Valeur d'introduction min.: 5^ .
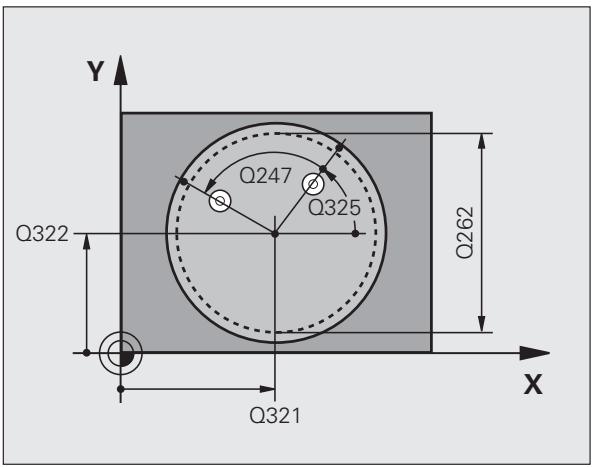
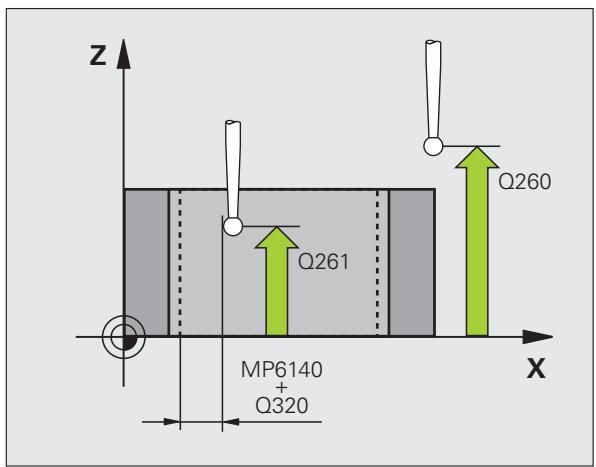
Hauteur mesure dans axe palpage Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
Déplacement haut. sécu. Q301: Définir comment le palpeur doit se déplacer entre les points de mesure: 0: Entre les points de mesure, à la hauteur de mesure 1: Entre les points de mesure, à la hauteur de sécurité
Numéro point zéro dans tableau Q305: Indiquer le numéro dans le tableau de points zéro/tableau Preset sous lequel la TNC doit<mémoriser les coordonnées du centre de la poche. Si vous introduisez Q305=0, la TNC initiaïse automatiquement le nouveau point de reférence au centre de la poche
Nouveau pt de ref. axe principal Q331 (en absolu): Coordonnée dans l'axe principal à laquelle la TNC doit initiaiser le centre de la poche calculé. Configuration par défaut = 0
Nouveau pt de ref. axe auxiliaire Q332 (en absolu): Coordonnée dans l'axe auxiliaire à laquelle la TNC doit initiaiser le centre de la poche calculé. Configuration par défaut = 0
Transfert val. mesure (0,1) Q303: Définir si le point de référence défini doit être enregistré dans le tableau de points zéro ou dans le tableau Preset:
-1: Ne pas utiliser! Sera inscrit par la TNC si d'anciens programmes sont importés (cf. „Enregistrer le point de référence calculé" à la page 64)
0: Inscrite dans le tableau de points zéro actif le point de référence calculé. Le système de référence est le système de coordonnées piece actif
1: Inscrite dans le tableau Preset le point de reférence calculé. Le système de reférence est le système de coordonnées machine (coordonnées REF)
▶ Palpage dans axe palpeur Q381: Définir si la TNC doit également initiaiser le point de referencia dans l'axe du palpeur:
0: Ne pas initiaiser le point de reférence dans l'axe du palpeur
1: Initialiser le point de reférence dans l'axe du palpeur
Palp. axe palp.: Coord. 1er axe Q382 (en absolu): Coordonnée du point de palpage dans l'axe principal du plan d'usinage à laquelle le point de reférence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
▶ Palp. axe palp.: Coord. 2ème axe Q383 (en absolu): Coordonnée du point de palpage dans l'axe auxiliaire du plan d'usinage à laquelle le point de reférence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
▶ Palp. axe palp.: Coord. 3ème axe Q384 (en absolu): Coordonnée du point de palpage dans l'axe auxiliaire du l'axe du palpeur à laquelle le point de ↔ évidence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
Nouveau pt de ref. sur axe palpeur Q333 (en absolu): Coordonnée dans l'axe du palpeur à laquelle la TNC doit initiaiser le point de referencia. Configuration par défaut = 0
Nombre de points de mesure (4/3) Q423: Définir si la TNC doit mesurer le trou avec 4 ou 3 points de mesure:
4: Utiliser 4 points de mesure (configuration par défaut)
3: Utiliser 3 points de mesure
Example: Séquences CN
| 5 TCH PROBE 412 PT REF. INT. CERCLE | |
| Q321=+50 ;CENTRE 1ER AXE | |
| Q322=+50 ;CENTRE 2ÈME AXE | |
| Q262=75 ;DIAMÉTRE NOMINAL | |
| Q325=+0 ;ANGLE INITIAL | |
| Q247=+60 ;INCRÉMENT ANGULAIRES | |
| Q261=-5 ;HAuteur DE MESURE | |
| Q320=0 ;DISTANCE D'APPROCHE | |
| Q260=+20 ;HAuteur DE SéCURITÉ | |
| Q301=0 ;DéPLAC. HAUT. SÉCU. | |
| Q305=12 ;NO DANS TABLEAU | |
| Q331=+0 ;POINT DE RÉFERENCE | |
| Q332=+0 ;POINT DE RÉFERENCE | |
| Q303=+1 ;TRANS. VAL. MESURE | |
| Q381=1 ;PALP. DS AXE PALPEUR | |
| Q382=+85 ;1ÈRE COO. DANS AXE PALP. | |
| Q383=+50 ;2ÈME COO. DANS AXE PALP. | |
| Q384=+0 ;3ÈME COO. DANS AXE PALP. | |
| Q333=+0 ;POINT DE RÉFERENCE | |
| Q423=4 ;NB POINTS DE MESURE |
POINT DE REFERENCE EXTERIEUR CERCLE (cycle palpeur 413, DIN/ISO: G413)
Le cycle palpeur 413 calcule le centre d'un tenon circulaire et initiaïse ce centre comme point de reférence. Si vous le désirez, la TNC peut aussi inscrire le centre dans un tableau de points zéro ou de Preset.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpage 1. La TNC calcule les points de palpage à partir des données contenues dans le cycle et de la distance d'approche programmée dans la colonne SET_UP du tableau palpeurs
2 Le palpeur se déplace ensuite à la hauteur de mesure programmes et exécute la première opération de palpage suivant l'avance de palpage (colonne F). La TNC déterminé automatiquement le sens du palpage en fonction de l'angle initialprogrammé
3 Le palpeur se déplace ensuite en suivant une trajectory circulaire, soit à la hauteur de mesure, soit à la hauteur de sécurité, jusqu'àu point de palpage suivant 2 et exécuté à cet endroit la deuxième opération de palpage
4 La TNC positionne le palpeur au point de palpage 3 puis au point de palpage 4, et y execute la troisième ou la quatrième opération de palpage
5 Pour terminer, la TNC rétracte le palpeur à la hauteur de sécurité etTraitsle pointde réference calculé en fonction des paramétres de cycle Q303 et Q305 (cf. „Enregistrer le point de réference calculé"à la page 64) et enregistrrez les valeurs effectives dans les paramétresQindiqués ci-après
6 Ensuite, si on le désire, la TNC calcule aussi, dans une opération de palpage séparée, le point de référence dans l'axe du palpeur
| Numéro paramètre | Signification |
| Q151 | Valeur effective centre axe principal |
| Q152 | Valeur effective centre axe auxiliaire |
| Q153 | Valeur effective diamètre |

Remarques avant que vous ne programmiez
Pour éviter toute collision entre le palpeur et la pièce, introduissez le liè diamètre nominal du tenon de manière à ce qu'il soit de préférence trop grand.
Avant de définir le cycle, vous nevez avoir programmé un appel d'outil pour définir l'axe du palpeur.
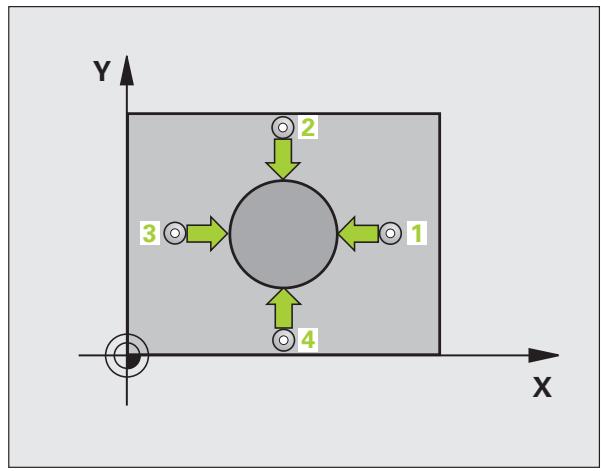

Centre 1er axe Q321 (en absolu): Centre du tenon dans l'axe principal du plan d'usinage
Centre 2ème axe Q322 (en absolu): Centre du tenon dans l'axe auxiliaire du plan d'usinage. Si vous programmez Q322 = 0, la TNC aligne le centre du trou sur l'axe Y positif; si vous programmez Q322 différent de 0, la TNC aligne le centre du trou sur la position nominale
Diamètre nominal Q262: Diametre approximatif du tenon. Introduire de préférence une valeur trop grande
Angle initial Q325 (en absolu): Angle compris entre l'axe principal du plan d'usinage et le premier point de palpage
Increment angulaire Q247 (en incrémental): Angle compris entre deux points de mesure; le signe de l'increment angulaire déterminé le sens de rotation (- = sens horsaire) pour le déplacement du palpeur vers le point de mesure suivant. Si vous désirezétalonner des arcs de cercle, programmez un increment angulaire inférieur à 90^

Plus l'increment angulaire programme est petit et plus le point de referencia calculé par la TNC sera imprécis. Valeur d'introduction min.: 5^ .
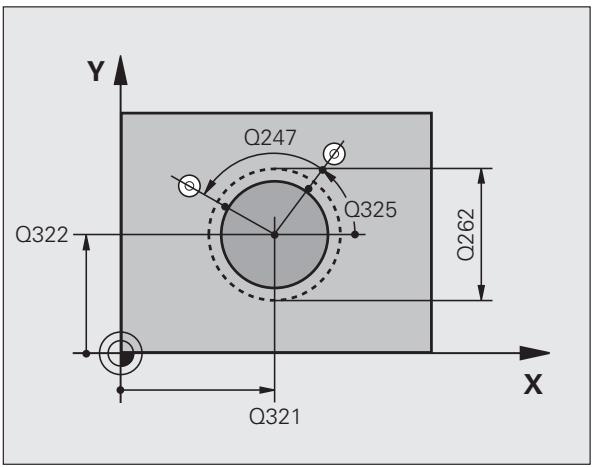
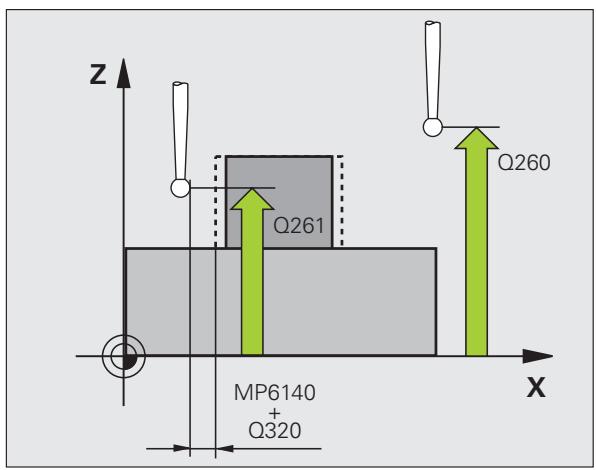
Hauteur mesure dans axe palpage Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
Déplacement haut. sécu. Q301: Définir comment le palpeur doit se déplacer entre les points de mesure: 0: Entre les points de mesure, à la hauteur de mesure 1: Entre les points de mesure, à la hauteur de sécurité
Numéro point zéro dans tableau Q305: Indiquer le numéro dans le tableau de points zéro/tableau Preset sous lequel la TNC doitémoriser les coordonnées du centre du tenon. Si vous introduisez Q305=0, la TNC initiaise automatiquement le nouveau point de référence au centre du tenon
Nouveau pt de ref. axe principal Q331 (en absolu): Coordonnée dans l'axe principal à laquelle la TNC doit initiaiser le centre du tenon calculé. Configuration par défaut = 0
Nouveau pt de ref. axe auxiliaire Q332 (en absolu): Coordonnée dans l'axe auxiliaire à laquelle la TNC doit initiaiser le centre du tenon calculé. Configuration par défaut = 0
Transfert val. mesure (0,1) Q303: Définir si le point de référence défini doit être enregistré dans le tableau de points zéro ou dans le tableau Preset:
-1: Ne pas utiliser! Sera inscrit par la TNC si d'anciens programmes sont importés (cf. „Enregistrer le point de référence calculé" à la page 64)
0: Inscrite dans le tableau de points zéro actif le point de référence calculé. Le système de référence est le système de coordonnées piece actif
1: Inscrite dans le tableau Preset le point de reférence calculé. Le système de reférence est le système de coordonnées machine (coordonnées REF)
▶ Palpage dans axe palpeur Q381: Définir si la TNC doit également initiaiser le point de référence dans l'axe du palpeur:
0: Ne pas initiaiser le point de reférence dans l'axe du palpeur
1: Initialiser le point de reférence dans l'axe du palpeur
Palp. axe palp.: Coord. 1er axe Q382 (en absolu): Coordonnée du point de palpage dans l'axe principal du plan d'usinage à laquelle le point de reférence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
▶ Palp. axe palp.: Coord. 2ème axe Q383 (en absolu): Coordonnée du point de palpage dans l'axe auxiliaire du plan d'usinage à laquelle le point de reférence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
▶ Palp. axe palp.: Coord. 3ème axe Q384 (en absolu): Coordonnée du point de palpage dans l'axe auxiliaire du l'axe du palpeur à laquelle le point de ↔ évidence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
Nouveau pt de ref. sur axe palpeur Q333 (en absolu): Coordonnée dans l'axe du palpeur à laquelle la TNC doit initiaiser le point de referencia. Configuration par défaut = 0
Nombre de points de mesure (4/3) Q423: Définir si la TNC doit mesurer le tenon avec 4 ou 3 points de mesure:
4: Utiliser 4 points de mesure (configuration par défaut)
3: Utiliser 3 points de mesure
Example:Sequences CN
| 5 TCH PROBE 413 PT REF. EXT. CERCLE | |
| Q321=+50 ;CENTRE 1ER AXE | |
| Q322=+50 ;CENTRE 2ÈME AXE | |
| Q262=75 ;DIAMÉTRE NOMINAL | |
| Q325=+0 ;ANGLE INITIAL | |
| Q247=+60 ;INCRÉMENT ANGULAIRES | |
| Q261=-5 ;HAuteur DE MESURE | |
| Q320=0 ;DISTANCE D'APPROCHE | |
| Q260=+20 ;HAuteur DE SéCURITÉ | |
| Q301=0 ;DéPLAC. HAUT. SÉCU. | |
| Q305=15 ;NO DANS TABLEAU | |
| Q331=+0 ;POINT DE RÉFERENCE | |
| Q332=+0 ;POINT DE RÉFERENCE | |
| Q303=+1 ;TRANS. VAL. MESURE | |
| Q381=1 ;PALP. DS AXE PALPEUR | |
| Q382=+85 ;1ÈRE COO. DANS AXE PALP. | |
| Q383=+50 ;2ÈME COO. DANS AXE PALP. | |
| Q384=+0 ;3ÈME COO. DANS AXE PALP. | |
| Q333=+0 ;POINT DE RÉFERENCE | |
| Q423=4 ;NB POINTS DE MESURE |
POINT DE REFERENCE EXTERIEUR COIN (cycle palpeur 414, DIN/ISO: G414)
Le cycle palpeur 414 déterminé le point d'intersection de deux droites et l'initialise comme point de référence. Si vous le désirez, la TNC peut aussi inscrire le point d'intersection dans un tableau de points zéro ou de Preset.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpage 1 (cf. fig. en haut et à droite). Ce faisant, la TNC décale le palpeur de la valeur de la distance d'approche, dans le sens opposé au sens de déplacement concerné
2 Le palpeur se déplace ensuite à la hauteur de mesure programmée et exécute la première opération de palpage suivant l'avance de palpage (colonne F). La TNC déterminé automatiquement le sens du palpage en fonction du 3ème point de mesure programmé

La TNC mesure toujours la première croite dans le sens de l'axe auxiliaire du plan d'usinage.
3 Puis, le palpeur se déplace vers le point de palpage suivant 2 et exécuté la deuxieme opération de palpage
4 La TNC positionne le palpeur au point de palpage 3 puis au point de palpage 4, et y exécute la troisième ou la quatrième opération de palpage
5 Pour terminer, la TNC retracts le palpeur à la hauteur de sécurité etTRAITE le point de reference calculé en fonction des paramètres de cycle Q303 et Q305 (cf. „Enregistrer le point de reference calculé" à la page 64) et enregistre les coordonnées du coin calculé dans les paramètres Q indiqués ci-après
6 Ensuite, si on le désire, la TNC calcule aussi, dans une opération de palpage séparée, le point de référence dans l'axe du palpeur
| Numéro paramètre | Signification |
| Q151 | Valeur effective du coin dans l'axe principal |
| Q152 | Valeur effective du coin dans l'axeauxiliaire |

Remarques avant que vous ne programmiez
Par la position des points de mesure 1 et 3, vous définisse le coin sur lequel la TNC initiale le point de reférence (cf. fig. de droite, au centre et tableau ci-après).
Avant de définir le cycle, vous devez avoir programmé un appel d'outil pour définir l'axe du palpeur.
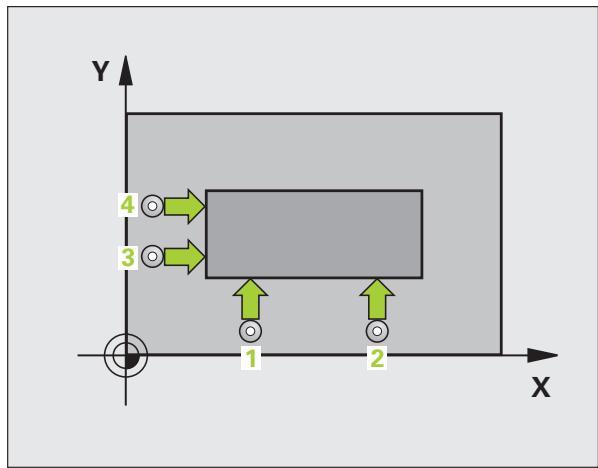
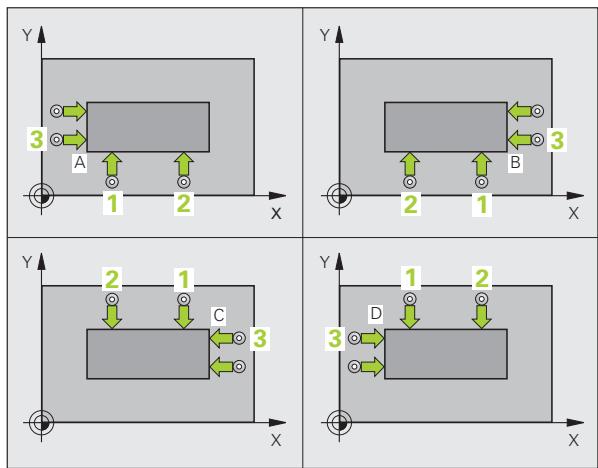
| Coin | Coordonnée X | Coordonnée Y |
| A | Point 1 supérieur point 3 | Point 1 inférieur point 3 |
| B | Point 1 supérieur point 3 | Point 1 inférieur point 3 |
| C | Point 1 supérieur point 3 | Point 1 supérieur point 3 |
| D | Point 1 supérieur point 3 | Point 1 supérieur point 3 |

1er point mesure sur 1er axe Q263 (en absolu): Coordonnée du 1er point de palpage dans l'axe principal du plan d'usinage
1er point mesure sur 2ème axe Q264 (en absolu): Coordonnée du 1er point de palpage dans l'axe auxiliaire du plan d'usinage
Distance 1er axe Q326 (en incremental): Distance entre le 1er et le 2ème point de mesure dans l'axe principal du plan d'usinage
3ème point mesure sur 1er axe Q296 (en absolu): Coordonnée du 3ème point de palpage dans l'axe principal du plan d'usinage
3ème point mesure sur 2ème axe Q297 (en absolu): Coordonnée du 3ème point de palpage dans l'axe auxiliaire du plan d'usinage
Distance 2ème axe Q327 (en incrémental): Distance entre le 3ème et le 4ème point de mesure dans l'axe auxiliaire du plan d'usinage
Hauteur mesure dans axe palpage Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la pierce (matériels de bridage)
Déplacement haut. sécu. Q301: Définir comment le palpeur doit se déplacer entre les points de mesure: 0: Entre les points de mesure, à la hauteur de mesure 1: Entre les points de mesure, à la hauteur de sécurité
Exécuter rotation de base Q304: Définir si la TNC doit compenser le désaxage de la pierce par une rotation de base:
0: Ne pas executer de rotation de base
1: Executer une rotation de base
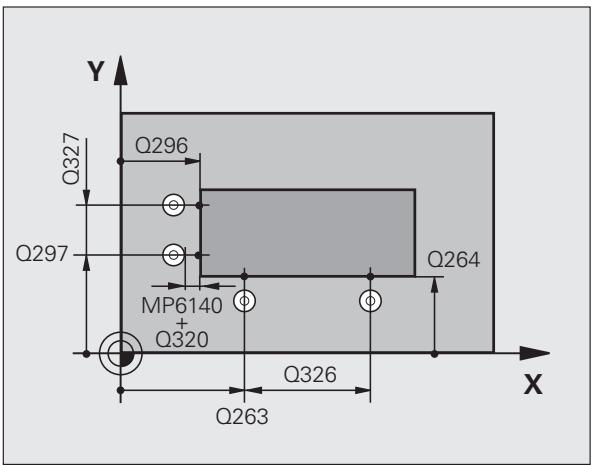
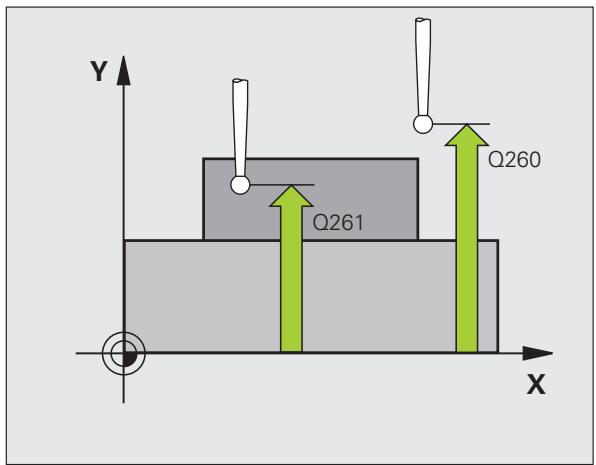
Numéro point zéro dans tableau Q305: Indiquer le numéro dans le tableau de points zéro/tableau Preset sous lequel la TNC doit<mémoriser les coordonnées du coin. Si vous introduisez Q305=0, la TNC initiale automatiquement le nouveau point de reference sur le coin
Nouveau pt de ref.axe principal Q331 (en absolu): Coordonnée dans l'axe principal à laquelle la TNC doit initiaiser le coin calculé. Configuration par défaut = 0
Nouveau pt de ref. axe auxiliaire Q332 (en absolu): Coordonnée dans l'axe auxiliaire à laquelle la TNC doit initiaiser le coin calculé. Configuration par défaut = 0
Transfert val. mesure (0,1) Q303: Définir si le point de référence défini doit être enregistré dans le tableau de points zéro ou dans le tableau Preset:
-1: Ne pas utiliser! Sera inscrit par la TNC si d'anciens programmes sont importés (cf. „Enregistrer le point de référence calculé" à la page 64)
0: Inscrite dans le tableau de points zéro actif le point de référence calculé. Le système de référence est le système de coordonnées piece actif
1: Inscrire dans le tableau Preset le point de reférence calculé. Le système de reférence est le système de coordonnées machine (coordonnées REF)
▶ Palpage dans axe palpeur Q381: Définir si la TNC doit également initiaiser le point de référence dans l'axe du palpeur:
0: Ne pas initiaiser le point de reférence dans l'axe du palpeur
1: Initialiser le point de reférence dans l'axe du palpeur
▶ Palp. axe palp.: Coord. 1er axe Q382 (en absolu): Coordonnée du point de palpage dans l'axe principal du plan d'usinage à laquelle le point de reférence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
▶ Palp. axe palp.: Coord. 2ème axe Q383 (en absolu): Coordonnée du point de palpage dans l'axe auxiliaire du plan d'usinage à laquelle le point de référence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
▶ Palp. axe palp.: Coord. 3ème axe Q384 (en absolu): Coordonnée du point de palpage dans l'axe auxiliaire du l'axe du palpeur à laquelle le point de référence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
Nouveau pt de ref. sur axe palpeur Q333 (en absolu): Coordonnée dans l'axe du palpeur à laquelle la TNC doit initiaiser le point de reférence.
Configuration par défaut = 0
Example:Sequences CN
| 5 TCH PROBE 414 PT REF. INT. COIN |
| Q263=+37 ;1ER POINT 1ER AXE |
| Q264=+7 ;1ER POINT 2ÈME AXE |
| Q326=50 ;DISTANCE 1ER AXE |
| Q296=+95 ;3ÈME POINT 1ER AXE |
| Q297=+25 ;3ÈME POINT 2ÈME AXE |
| Q327=45 ;DISTANCE 2ÈME AXE |
| Q261=-5 ;HAUTEUR DE MESURE |
| Q320=0 ;DISTANCE D'APPROCHE |
| Q260=+20 ;HAUTEUR DE SéCURITÉ |
| Q301=0 ;DéPLAC. HAUT. SÉCU. |
| Q304=0 ;ROTATION DE BASE |
| Q305=7 ;NO DANS TABLEAU |
| Q331=+0 ;POINT DE RÉFERENCE |
| Q332=+0 ;POINT DE RÉFERENCE |
| Q303=+1 ;TRANS. VAL. MESURE |
| Q381=1 ;PALP. DS AXE PALPEUR |
| Q382=+85 ;1ÈRE COO. DANS AXE PALP. |
| Q383=+50 ;2ÈME COO. DANS AXE PALP. |
| Q384=+0 ;3ÈME COO. DANS AXE PALP. |
| Q333=+0 ;POINT DE RÉFERENCE |
Le cycle palpeur 415 déterminé le point d'intersection de deux droites et l'initialise comme point de référence. Si vous le désirez, la TNC peut aussi inscrire le point d'intersection dans un tableau de points zéro ou de Preset.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpage 1 (cf. fig. en haut et à droite) que vous définissez dans le cycle. Ce faisant, la TNC décale le palpeur de la valeur de la distance d'approche, dans le sens opposé au sens de déplacement concerné
2 Le palpeur se déplace ensuite à la hauteur de mesure programmesse et exécute la première opération de PALPAGE suivant l'avance de PALPAGE (colonne F). Le sens de PALPAGE résultat du nombre du coin

La TNC mesure toujours la première droite dans le sens de l'axe auxiliaire du plan d'usinage.
3 Puis, le palpeur se déplace vers le point de palpage suivant 2 et exécuté la deuxième opération de palpage
4 La TNC positionne le palpeur au point de palpage 3 puis au point de palpage 4, et y exécute la troisième ou la quatrième opération de palpage
5 Pour terminer, la TNC rétracte le palpeur à la hauteur de sécurité etTRAITE le point de referrerce calculé en fonction des parametes de cycle Q303 et Q305 (cf. Enregister le point de referrerce calculé" à la page 64) et enregistrre les coordonnées du coin calculé dans les parametes Q indiqués ci-après
6 Ensuite, si on le désire, la TNC calcule aussi, dans une opération de palpage séparée, le point de référence dans l'axe du palpeur
| Numéro paramètre | Signification |
| Q151 | Valeur effective du coin dans l'axe principal |
| Q152 | Valeur effective du coin dans l'axeauxiliaire |

Remarques avant que vous ne programmiez
Avant de définir le cycle, vous devez avoir programmé un appel d'outil pour définir l'axe du palpeur.
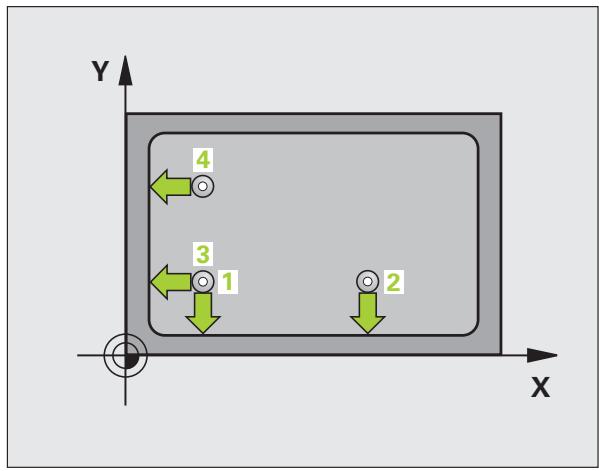
1er point mesure sur 1er axe Q263 (en absolu): Coordonnée du 1er point de palpage dans l'axe principal du plan d'usinage
1er point mesure sur 2ème axe Q264 (en absolu): Coordonnée du 1er point de palpage dans l'axe auxiliaire du plan d'usinage
Distance 1er axe Q326 (en incremental): Distance entre le 1er et le 2ème point de mesure dans l'axe principal du plan d'usinage
Distance 2ème axe Q327 (en incrémental): Distance entre le 3ème et le 4ème point de mesure dans l'axe auxiliaire du plan d'usinage
Coin Q308: Numéro du coin sur lequel la TNC doit initiaiser le point de réference
Hauteur mesure dans axe palpage Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
Déplacement haut. sécu. Q301: Définir comment le palpeur doit se déplacer entre les points de mesure: 0: Entre les points de mesure, à la hauteur de mesure 1: Entre les points de mesure, à la hauteur de sécurité
Exécuter rotation de base Q304: Définir si la TNC doit compenser le désaxage de la piece par une rotation de base:
0: Ne pas executer de rotation de base
1: Exécuter une rotation de base
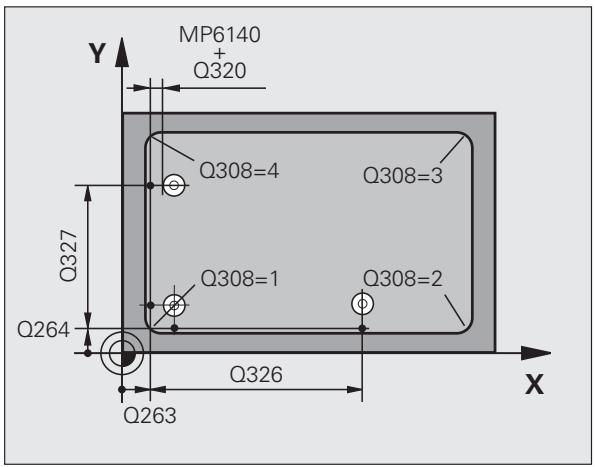
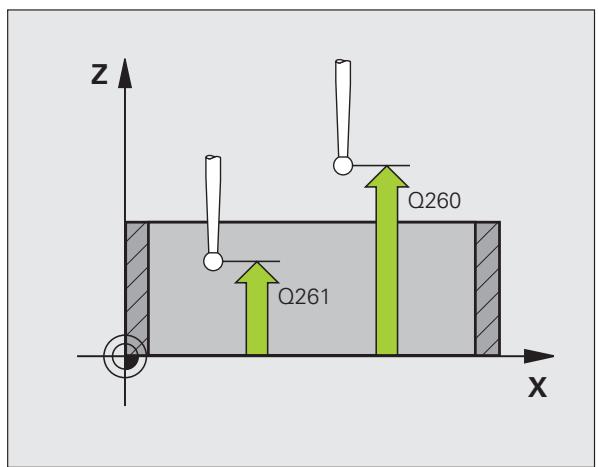
Numéro point zéro dans tableau Q305: Indiquer le numéro dans le tableau de points zéro/tableau Preset sous lequel la TNC doit<mémoriser les coordonnées du coin. Si vous introduisez Q305=0, la TNC initiale automatiquement le nouveau point de reference sur le coin
Nouveau pt de ref.axe principal Q331 (en absolu): Coordonnée dans l'axe principal à laquelle la TNC doit initiaiser le coin calculé. Configuration par défaut = 0
Nouveau pt de ref. axe auxiliaire Q332 (en absolu): Coordonnée dans l'axe auxiliaire à laquelle la TNC doit initiaiser le coin calculé. Configuration par défaut = 0
Transfert val. mesure (0,1) Q303: Définir si le point de référence défini doit être enregistré dans le tableau de points zéro ou dans le tableau Preset:
-1: Ne pas utiliser! Sera inscrit par la TNC si d'anciens programmes sont importés (cf. „Enregistrer le point de référence calculé" à la page 64)
0: Inscrite dans le tableau de points zéro actif le point de référence calculé. Le système de référence est le système de coordonnées piece actif
1: Inscrire dans le tableau Preset le point de reférence calculé. Le système de reférence est le système de coordonnées machine (coordonnées REF)
▶ Palpage dans axe palpeur Q381: Définir si la TNC doit également initiaiser le point de referencia dans l'axe du palpeur:
0: Ne pas initiaiser le point de reférence dans l'axe du palpeur
1: Initialiser le point de reférence dans l'axe du palpeur
▶ Palp. axe palp.: Coord. 1er axe Q382 (en absolu): Coordonnée du point de palpage dans l'axe principal du plan d'usinage à laquelle le point de reférence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
▶ Palp. axe palp.: Coord. 2ème axe Q383 (en absolu): Coordonnée du point de palpage dans l'axe auxiliaire du plan d'usinage à laquelle le point de reférence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
Palp. axe palp.: Coord. 3ème axe Q384 (en absolu): Coordonnée du point de palpage dans l'axe auxiliaire du l'axe du palpeur à laquelle le point de ↔ évidence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
Nouveau pt de ref. sur axe palpeur Q333 (en absolu): Coordonnée dans l'axe du palpeur à laquelle la TNC doit initiaiser le point de reférence.
Configuration par défaut = 0
Example: Séquences CN
| 5 TCH PROBE 415 PT REF. EXT. COIN | |
| Q263=+37 ;1ER POINT 1ER AXE | |
| Q264=+7 ;1ER POINT 2ÈME AXE | |
| Q326=50 ;DISTANCE 1ER AXE | |
| Q296=+95 ;3ÈME 1ER AXE | |
| Q297=+25 ;3ÈME 2ÈME AXE | |
| Q327=45 ;DISTANCE 2ÈME AXE | |
| Q261=-5 ;HAUTEUR DE MESURE | |
| Q320=0 ;DISTANCE D'APPROCHE | |
| Q260=+20 ;HAUTEUR DE SéCURITÉ | |
| Q301=0 ;DéPLAC. HAUT. SÉCU. | |
| Q304=0 ;ROTATION DE BASE | |
| Q305=7 ;NO DANS TABLEAU | |
| Q331=+0 ;POINT DE RÉFERENCE | |
| Q332=+0 ;POINT DE RÉFERENCE | |
| Q303=+1 ;TRANS. VAL. MESURE | |
| Q381=1 ;PALP. DS AXE PALPEUR | |
| Q382=+85 ;1ÈRE COO. DANS AXE PALP. | |
| Q383=+50 ;2ÈME COO. DANS AXE PALP. | |
| Q384=+0 ;3ÈME COO. DANS AXE PALP. | |
| Q333=+0 ;POINT DE RÉFERENCE |
POINT DE REFERENCE CENTRE CERCLE DETROUS (cycle palpeur 416, DIN/ISO: G416)
Le cycle palpeur 416 calcule le centre d'un cercle de trouss en mesurant trois trouss et initiaise ce centre comme point de reférence. Si vous le désirez, la TNC peut aussi inscrite le centre dans un tableau de points zéro ou de Preset.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au centre programme du premier trou 1
2 Le palpeur se déplace ensuite à la hauteur de mesure programmes et enregistre le centre du premier trou en palpant quatre fois
3 Puis, la TNC rétracte le palpeur à la hauteur de sécurité et le positionne sur le centre programme du second trou 2
4 La TNC déplace le palpeur à la hauteur de mesure programmée et enregistre le centre du deuxième trou en palpant quatre fois
5 Puis, la TNC rétracte le palpeur à la hauteur de sécurité et le positionne sur le centre programme du troisième trou 3
6 La TNC déplace le palpeur à la hauteur de mesure programmée et enregistre le centre du troisième trou en palpant quatre fois
7 Pour terminer, la TNC rétracte le palpeur à la hauteur de sécurité etTRAITE le point de refERENCE calculé en fonction des paramètres de cycle Q303 et Q305 (cf. „Enregistrer le point de refERENCE calculé" à la page 64) et enregistrre les valeurs effectives dans les paramètres Q indiqués ci-après
8 Ensuite, si on le désire, la TNC calcule aussi, dans une opération de palpage séparée, le point de référence dans l'axe du palpeur
| Numéro paramètre | Signification |
| Q151 | Valeur effective centre axe principal |
| Q152 | Valeur effective centre axe auxiliaire |
| Q153 | Valeur effective diamètre cercle de trough |

Remarques avant que vous ne programmiez
Avant de définir le cycle, vous nevez avoir programmé un appel d'outil pour définir l'axe du palpeur.
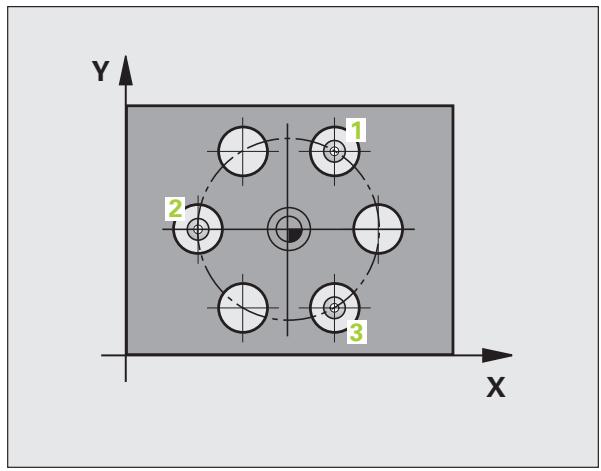
Centre 1er axe Q273 (en absolu): Centre du cercle de trough (valeur nominale) dans l'axe principal du plan d'usinage
Centre 2ème axe Q274 (en absolu): Centre du cercle de troux (valeur nominale) dans l'axe auxiliaire du plan d'usinage
Diametre nominal Q262: Introduire le diamètre approximatif du cercle de trou. Plus le diamètre du trou est petit et plus vous doivent introduire un diamètre nominal précis
Angle 1er trou Q291 (en absolu): Angle en coordonnées polaires du 1er centre de trou dans le plan d'usinage
Angle 2ème trou Q292 (en absolu): Angle en coordonnées polaires du 2ème centre de trou dans le plan d'usinage
Angle 3ème trou Q293 (en absolu): Angle en coordonnées polaires du 3ème centre de trou dans le plan d'usinage
Hauteur mesure dans axe palpage Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
Numéro point zéro dans tableau Q305: Indiquer le numéro dans le tableau de points zéro/tableau Preset sous lequel la TNC doitémoriser les coordonnées du cercle de trous. Si vous introduisez Q305=0, la TNC initiaise automatiquement le nouveau point de référence au centre du cercle de trous
Nouveau pt de ref. axe principal Q331 (en absolu): Coordonnée dans l'axe principal à laquelle la TNC doit initiaiser le centre calculé pour le cercle de trous. Configuration par défaut = 0
Nouveau pt de ref. axe auxiliaire Q332 (en absolu): Coordonnée dans l'axe auxiliaire à laquelle la TNC doit initiaiser le centre calculé pour le cercle de trough.
Configuration par défaut = 0
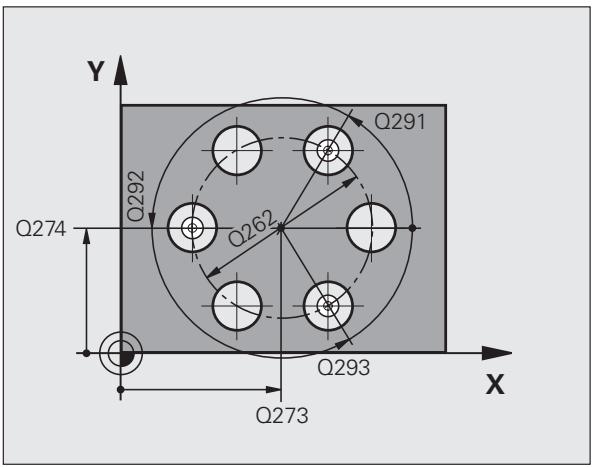
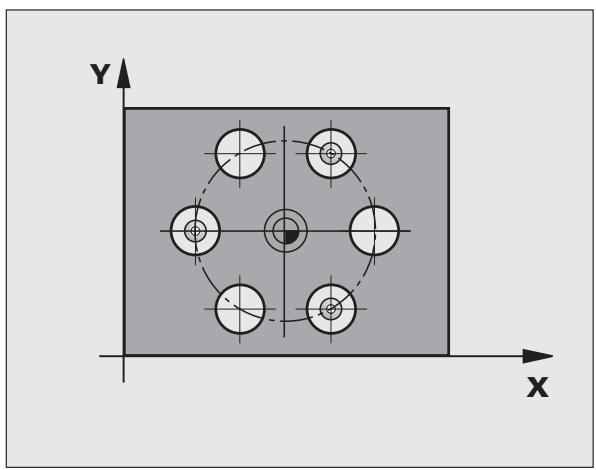
Transfert val. mesure (0,1) Q303: Définir si le point de référence défini doit être enregistré dans le tableau de points zéro ou dans le tableau Preset:
-1: Ne pas utiliser! Sera inscrit par la TNC si d'anciens programmes sont importés (cf. „Enregistrer le point de référence calculé" à la page 64)
0: Inscrire dans le tableau de points zéro actif le point de référence calculé. Le système de référence est le système de coordonnées pièce actif
1: Inscrite dans le tableau Preset le point de reférence calculé. Le système de reférence est le système de coordonnées machine (coordonnées REF)
▶ Palpage dans axe palpeur Q381: Définir si la TNC doit également initiaiser le point de referencia dans l'axe du palpeur:
0: Ne pas initiaiser le point de reférence dans l'axe du palpeur
1: Initialiser le point de reférence dans l'axe du palpeur
▶ Palp. axe palp.: Coord. 1er axe Q382 (en absolu): Coordonnée du point de palpage dans l'axe principal du plan d'usinage à laquelle le point de reférence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
▶ Palp. axe palp.: Coord. 2ème axe Q383 (en absolu): Coordonnée du point de palpage dans l'axe auxiliaire du plan d'usinage à laquelle le point de reférence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
▶ Palp. axe palp.: Coord. 3ème axe Q384 (en absolu): Coordonnée du point de palpage dans l'axe auxiliaire du l'axe du palpeur à laquelle le point de référence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
Nouveau pt de ref. sur axe palpeur Q333 (en absolu): Coordonnée dans l'axe du palpeur à laquelle la TNC doit initiaiser le point de referencia. Configuration par défaut = 0
Example:Sequences CN
| 5 TCH PROBE 416 PT REF. CENTRE C. TROUS |
| Q273=+50 ;CENTRE 1ER AXE |
| Q274=+50 ;CENTRE 2EME AXE |
| Q262=90 ;DIAMÈTRE NOMINAL |
| Q291=+34 ;ANGLE 1ER TROU |
| Q292=+70 ;ANGLE 2EME TROU |
| Q293=+210 ;ANGLE 3ème TROU |
| Q261=-5 ;HAuteur DE MESURE |
| Q260=+20 ;HAuteur DE SéCURITÉ |
| Q305=12 ;NO DANS TABLEAU |
| Q331=+0 ;POINT DE RÉFERENCE |
| Q332=+0 ;POINT DE RÉFERENCE |
| Q303=+1 ;TRANS. VAL. MESURE |
| Q381=1 ;PALP. DS AXE PALPEUR |
| Q382=+85 ;1ÈRE COO. DANS AXE PALP. |
| Q383=+50 ;2ÈME COO. DANS AXE PALP. |
| Q384=+0 ;3ÈME COO. DANS AXE PALP. |
| Q333=+0 ;POINT DE RÉFERENCE |
POINT DE REFERENCE DANS L'AXE DU
PALPEUR (cycle palpeur 417, DIN/ISO: G417)
Le cycle palpeur 417 mesure une coordonnée au besoin dans l'axe du palpeur et l'initialise comme point de reférence. Si vous le désirez, la TNC peut aussi inscrite la coordonnée mesure dans un tableau de points zéro ou dans le tableau Preset.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpageprogrammé 1. Ce faisant, la TNC décale le palpeur de la valeur de la distance d'approche, dans le sens positif de l'axe du palpeur
2 Puis, le palpeur se déplace dans l'axe du palpeur jusqu'à la coordonnée programmée pour le point de palpage 1 et enregistre la position effective en palpant simplement
3 Pour terminer, la TNC rétracts le palpeur à la hauteur de sécurité et traite le point de ↔équence calculé en fonction des paramètres de cycle Q303 et Q305 (cf. „Enregistrer le point de ↔équence calculé" à la page 64) et enregistre la valeur effective dans le paramètre Q indiqué ci-après
Numéro paramètre
Signification
Q160
Valeur effective du point mesuré

Remarques avant que vous ne programmiez
Avant de définir le cycle, vous doivent avoir programmé un appel d'outil pour définir l'axe du palpeur. La TNC initiaise ensuite le point de referencia sur cet axe.

ler point mesure sur 1er axe Q263 (en absolu): Coordonnée du 1er point de palpage dans l'axe principal du plan d'usinage
1er point mesure sur 2ème axe Q264 (en absolu): Coordonnée du 1er point de palpage dans l'axe auxiliaire du plan d'usinage
1er point mesure sur 3ème axe Q294 (en absolu): Coordonnée du 1er point de palpage dans l'axe du palpeur
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
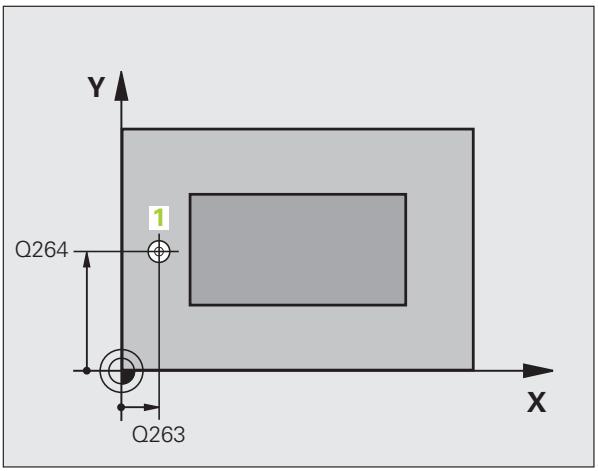
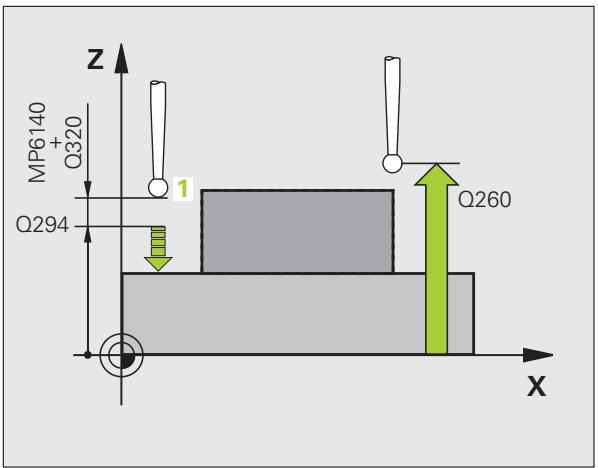
Numéro point zéro dans tableau Q305: Indiquer le numéro dans le tableau de points zéro/tableau Preset sous lequel la TNC doit<mémoriser la coordonnée. Si vous introduisez Q305=0, la TNC initiaise automatiquement l'affichage de manière à ce que le nouveau point de reference soit situé sur la surface palpée
Nouveau pt de ref. sur axe palpeur Q333 (en absolu): Coordonnée dans l'axe du palpeur à laquelle la TNC doit initiaiser le point de referencia. Configuration par défaut = 0
Transfert val. mesure (0,1) Q303: Définir si le point de référence défini doit être enregistré dans le tableau de points zéro ou dans le tableau Preset:
-1: Ne pas utiliser! Sera inscrit par la TNC si d'anciens programmes sont importés (cf. „Enregistrer le point de référence calculé" à la page 64)
0: Inscrite dans le tableau de points zéro actif le point de referencia calculé. Le système de referencia est le système de coordonnées piece actif
1: Inscrite dans le tableau Preset le point de reférence calculé. Le système de reférence est le système de coordonnées machine (coordonnées REF)
Example: Séquences CN
| 5 TCH PROBE 417 PT REF. DANS AXE TS | |
| Q263=+25 ;1ER POINT 1ER AXE | |
| Q264=+25 ;1ER POINT 2EME AXE | |
| Q294=+25 ;1ER POINT 3EME AXE | |
| Q320=0 ;DISTANCE D'APPROCHE | |
| Q260=+50 ;HAUTEUR DE SECURITÉ | |
| Q305=0 ;NO DANS TABLEAU | |
| Q333=+0 ;POINT DE RÉFERENCE | |
| Q303=+1 ;TRANS. VAL. MESURE |
POINT DE REFERENCE CENTRE de 4 TROUS (cycle palpeur 418, DIN/ISO: G418)
Le cycle palpeur 418 calcule le point d'intersection des lignes reliant deux fois deux centres de trous et l'initialise comme point de reférence. Si vous le désirez, la TNC peut aussi inscrire le point d'intersection dans un tableau de points zéro ou de Preset.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au centre du premier trou 1
2 Le palpeur se déplace ensuite à la hauteur de mesure programmes et enregistre le centre du premier trou en palpant quatre fois
3 Puis, la TNC rétracte le palpeur à la hauteur de sécurité et le positionne sur le centre programme du second trou 2
4 La TNC déplace le palpeur à la hauteur de mesure programmée et enregistre le centre du deuxième trou en palpant quatre fois
5 La TNC repète les procédures 3 et 4 pour les trous 3 et 4
6 Pour terminer, la TNC rétracte le palpeur à la hauteur de sécurité etTRAITE le point de referrerce calculé en fonction des parametes de cycle Q303 et Q305 (cf. "Enregistrer le point de referrerce calculé" à la page 64). La TNC calculé le point de referrerce comme étant le point d'intersection des deux lignes reliant les centres des trou s 1/3 et 2/4 et enregistrre les valeurs effectives dans les parametes Q ci-apres
7 Ensuite, si on le désire, la TNC calcule aussi, dans une opération de palpage séparée, le point de référence dans l'axe du palpeur
| Numéro paramètre | Signification |
| Q151 | Valeur effective du point d'intersection avec l'axe principal |
| Q152 | Valeur effective du point d'intersection avec l'axe auxiliaire |

Remarques avant que vous ne programmiez
Avant de définir le cycle, vous nevez avoir programmé un appel d'outil pour définir l'axe du palpeur.

1er centre sur 1er axe Q268 (en absolu): Centre du 1er trou dans l'axe principal du plan d'usinage
1er centre sur 2ème axe Q269 (en absolu): Centre du 1er trou dans l'axe auxiliaire du plan d'usinage
2ème centre sur 1er axe Q270 (en absolu): Centre du 2ème trou dans l'axe principal du plan d'usinage
2ème centre sur 2ème axe Q271 (en absolu): Centre du 2ème trou dans l'axe auxiliaire du plan d'usinage
32ème centre sur 1er axe Q316 (en absolu): Centre du 3ème trou dans l'axe principal du plan d'usinage
3ème centre sur 2ème axe Q317 (en absolu): Centre du 3ème trou dans l'axe auxiliaire du plan d'usinage
4ème centre sur 1er axe Q318 (en absolu): Centre du 4ème trou dans l'axe principal du plan d'usinage
4ème centre sur 2ème axe Q319 (en absolu): Centre du 4ème trou dans l'axe auxiliaire du plan d'usinage
Hauteur mesure dans axe palpage Q261 (en absolut): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
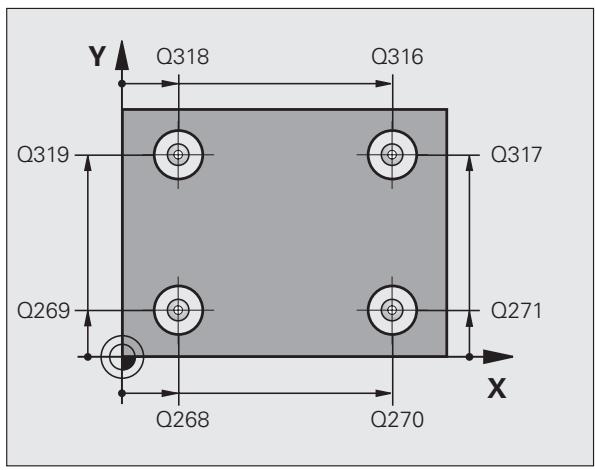
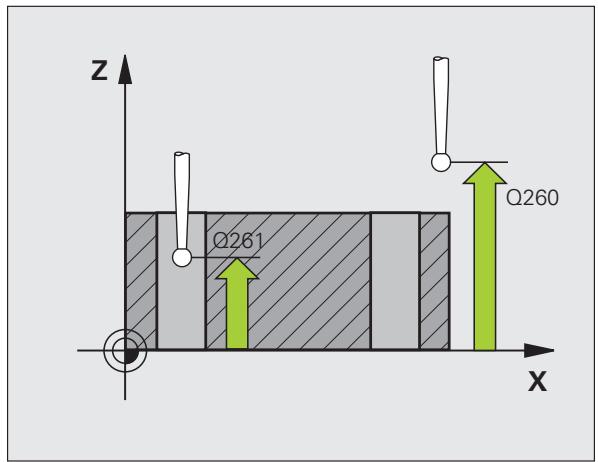
Numéro point zéro dans tableau Q305: Indiquer le numéro dans le tableau de points zéro/tableau Preset sous lequel la TNC doit<mémoriser le point d'intersection des lignes. Si vous introduisez Q305=0, la TNC initiaise automatiquement l'affichage de manière à ce que le nouveau point de reférence soit situé à l'intersection des lignes
Nouveau pt de ref. axe principal Q331 (en absolu): Coordonnée dans l'axe principal à laquelle la TNC doit initiailler le point d'intersection des lignes reliant les centres des trous. Configuration par défaut = 0
Nouveau pt de ref. axe auxiliaire Q332 (en absolu): Coordonnée dans l'axe auxiliaire à laquelle la TNC doit initiaiser le point d'intersection des lignes reliant les centres des trous. Configuration par défaut = 0
Transfert val. mesure (0,1) Q303: Définir si le point de référence défini doit être enregistré dans le tableau de points zéro ou dans le tableau Preset:
-1: Ne pas utiliser! Sera inscrit par la TNC si d'anciens programmes sont importés (cf. „Enregistrer le point de référence calculé" à la page 64)
0: Inscrite dans le tableau de points zéro actif le point de référence calculé. Le système de référence est le système de coordonnées piece actif
1: Inscrire dans le tableau Preset le point de reférence calculé. Le système de reférence est le système de coordonnées machine (coordonnées REF)
▶ Palpage dans axe palpeur Q381: Définir si la TNC doit également initiaiser le point de referencia dans l'axe du palpeur:
0: Ne pas initiaiser le point de reférence dans l'axe du palpeur
1: Initialiser le point de referrerence dans l'axe du palpeur
Palp. axe palp.: Coord. 1er axe Q382 (en absolu): Coordonnée du point de palpage dans l'axe principal du plan d'usinage à laquelle le point de reférence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
Palp. axe palp.: Coord. 2ème axe Q383 (en absolu): Coordonnée du point de palpage dans l'axe auxiliaire du plan d'usinage à laquelle le point de reférence doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
Palp. axe palp.: Coord. 3ème axe Q384 (en absolu): Coordonnée du point de palpage dans l'axe auxiliaire du l'axe du palpeur à laquelle le point de réference doit être initiaisé dans l'axe du palpeur. N'agit que si Q381 = 1
Nouveau pt de ref. sur axe palpeur Q333 (en absolu): Coordonnée dans l'axe du palpeur à laquelle la TNC doit initiaiser le point de reférence.
Configuration par défaut = 0
Example: Séquences CN
| 5 TCH PROBE 418 PT REF. AVEC 4 TROUS | |
| Q268=+20 ;1ER CENTRE 1ER AXE | |
| Q269=+25 ;1ER CENTRE 2EME AXE | |
| Q270=+150 ;2EME CENTRE 1ER AXE | |
| Q271=+25 ;2EME CENTRE 2EME AXE | |
| Q316=+150 ;3EME CENTRE 1ER AXE | |
| Q317=+85 ;3EME CENTRE 2EME AXE | |
| Q318=+22 ;4EME CENTRE 1ER AXE | |
| Q319=+80 ;4EME CENTRE 2EME AXE | |
| Q261=-5 ;HAuteur DE MESURE | |
| Q260=+10 ;HAuteur DE SéCURITÉ | |
| Q305=12 ;NO DANS TABLEAU | |
| Q331=+0 ;POINT DE RÉFERENCE | |
| Q332=+0 ;POINT DE RÉFERENCE | |
| Q303=+1 ;TRANS. VAL. MESURE | |
| Q381=1 ;PALP. DS AXE PALPEUR | |
| Q382=+85 ;1ÈRE COO. DANS AXE PALP. | |
| Q383=+50 ;2ÈME COO. DANS AXE PALP. | |
| Q384=+0 ;3ÈME COO. DANS AXE PALP. | |
| Q333=+0 ;POINT DE RÉFERENCE |
PT DE REF SUR UN AXE (cycle palpeur 419, DIN/ISO: G419)
Le cycle palpeur 419 mesure une coordonnée au besoin sur un axe pouvant être sélectionné et l'initialise comme point de référence. Si vous le désirez, la TNC peut aussi inscrite la coordonnée mesure dans un tableau de points zéro ou dans le tableau Preset.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpage programme 1. Ce faisant, la TNC décale le palpeur de la valeur de la distance d'approche, dans le sens opposé au sens de palpage programme
2 Pour terminer, le palpeur se déplace à la hauteur de mesureprogrammée et enregistre la position effective en par simplepalpage
3 Pour terminer, la TNC rétracte le palpeur à la hauteur de sécurité et traité le point de ↔reference calculé en fonction des paramètres de cycle Q303 et Q305 (cf. „Enregistrer le point de ↔reference calculé" à la page 64).

Remarques avant que vous ne programmiez
Avant de définir le cycle, vous nevez avoir programmé un appel d'outil pour définir l'axe du palpeur.

1er point mesure sur 1er axe Q263 (en absolu): Coordonnée du 1er point de palpage dans l'axe principal du plan d'usinage
1er point mesure sur 2ème axe Q264 (en absolu): Coordonnée du 1er point de palpage dans l'axe auxiliaire du plan d'usinage
Hauteur mesure dans axe palpage Q261 (en absolut): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
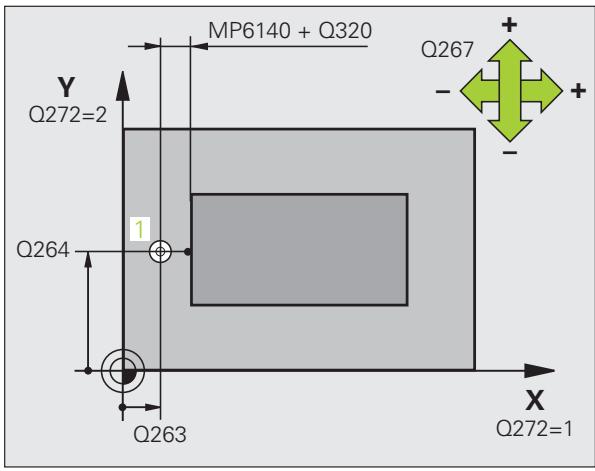
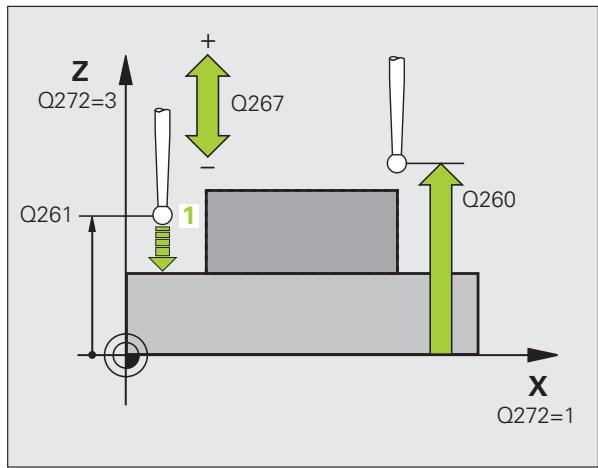
Axe de mesure (1...3: 1=axe principal) Q272: Axe sur lequel doit être effectuee la mesure:
1: Axe principal = axe de mesure
2: Axe auxiliaire = axe de mesure
3: Axe palpeur = axe de mesure
| Affectation des axes | ||
| Axe palpeur actif: Q272 = 3 | Axe principal associé: Q272 = 1 | Axe auxiliaire associé: Q272 = 2 |
| Z | X | Y |
| Y | Z | X |
| X | Y | Z |
Sens déplacement Q267: Sens de déplacement du palpeur en direction de la pierce:
-1: Sens de déplacement négatif
+1: Sens de déplacement positif
Numéro point zéro dans tableau Q305: Indiquer le numéro dans le tableau de points zéro/tableau Preset sous lequel la TNC doit<memoriser la coordonnée. Si vous introduisez Q305=0, la TNC initiaise automatiquement l'affichage de manière à ce que le nouveau point de reference soit situé sur la surface palpée
Nouveau pt de ref. Q333 (en absolu): Coordonnée à laquelle la TNC doit initiaiser le point de referencia. Configuration par défaut = 0
Transfert val. mesure (0,1) Q303: Définir si le point de référence défini doit être enregistré dans le tableau de points zéro ou dans le tableau Preset:
-1: Ne pas utiliser! Cf. „Enregistrer le point de référence calculé“, page 64
0: Inscrite dans le tableau de points zéro actif le point de réference calculé. Le système de référence est le système de coordonnées piece actif
1: Inscrite dans le tableau Preset le point de reférence calculé. Le système de reférence est le système de coordonnées machine (coordonnées REF)
Example:Sequences CN
| 5 TCH PROBE 419 PT DE REF. SUR UN AXE | |
| Q263=+25 ;1ER POINT 1ER AXE | |
| Q264=+25 ;1ER POINT 2EME AXE | |
| Q261=+25 ;HAUTEUR DE MESURE | |
| Q320=0 ;DISTANCE D'APPROCHE | |
| Q260=+50 ;HAUTEUR DE SECURITÉ | |
| Q272=+1 ;AXE DE MESURE | |
| Q267=+1 ;SENS DÉPLACEMENT | |
| Q305=0 ;NO DANS TABLEAU | |
| Q333=+0 ;POINT DE RÉFERENCE | |
| Q303=+1 ;TRANS. VAL. MESURE |
Exemple: Initialiseir le point de referencia centre de l'arc de cercle et arête supérieure de la piece
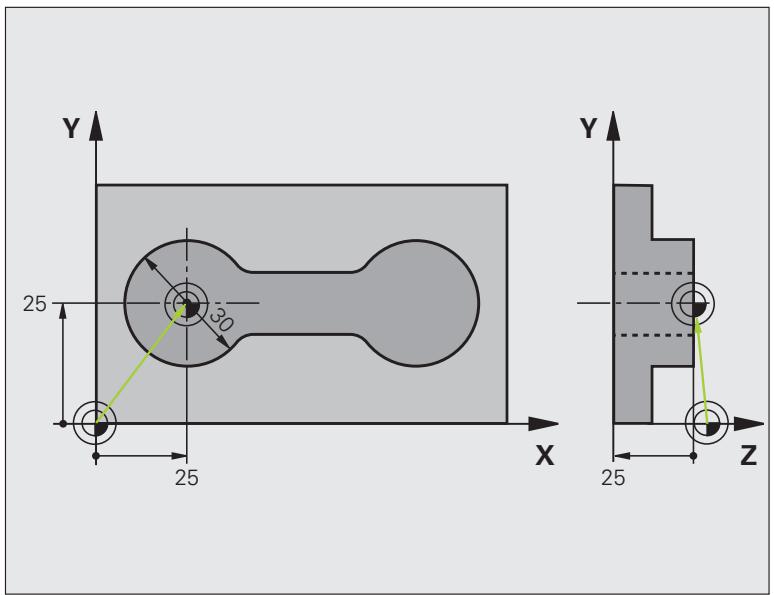
O BEGIN PGM CYC413 MM
1 TOOL CALL 69 Z
Appeler l'outil 0 pour définir de I'axe du palpeur
2 TCH PROBE 413 PT REF EXT. CERCLE
Q321 +25 ;CENTRE 1ER AXE
Q322=+25 ;CENTRE 2ÉME AXE
Q262=30 ;DIAMÉTRE NOMINAL
Centre du cercle: Coordonnée X
Centre du cercle: Coordonnée Y
Diametre du cercle
Angle en coordonnées polaires pour 1er point de palpage
Increment angulaire pour calculer les points de palpage 2 à 4
Coordonnée dans l'axe du palpeur où s'effectue la mesure
Distance d'approche en complément de la colonne SET_UP
Hauteur où le palpeur peut se déplacer sans risque de collision
Entre les points de mesure, ne pas aller à hauteur de sécurité
Initialiser I'affichage
Initialiser à 0 l'affichage sur X
Initialiser à 10 l'affichage sur Y
Sans fonction car l'affichage doit etre initiaisé
Initialiser également le point de référence dans l'axe du palpeur
Point de palpage coordonnée X
Point de palpage coordonnée Y
Point de palpage coordonnée Z
Initialiser à 0 l'affichage sur Z
Appeler le programme d'usinage
Exemple: Initialiseier le point de référence arête supérieure de la piece et centre du cercle de trous
Le centre du cercle de trough mesure doit être inscrit dans un tableau Preset pour pouvoir être utilisé ultérieurement.
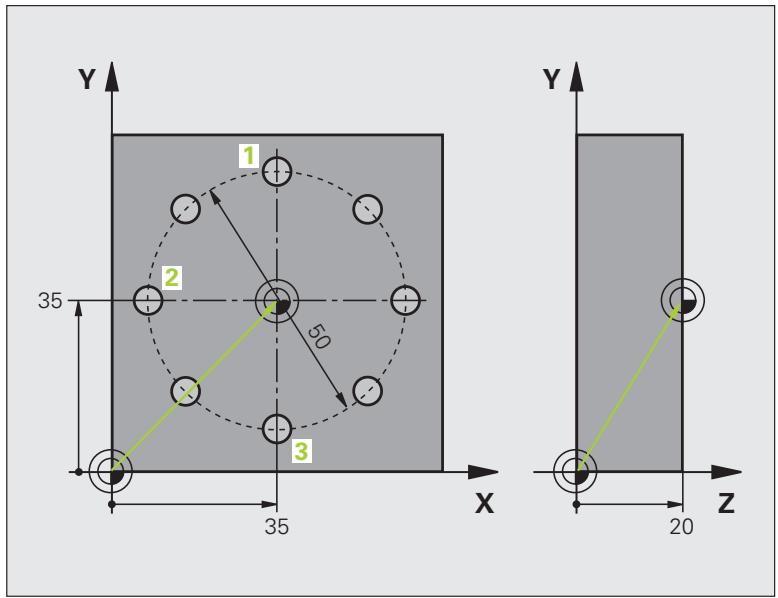
| 0 BEGIN PGM CYC416 MM | |
| 1 TOOL CALL 69 Z | Appeler l'outil 0 pourdéfinir de l'axe du palpeur |
| 2 TCH PROBE 417 PT REF. DANS AXE TS | Définition cycle pourinitialiser le point de réf. dans l'axe du palpeur |
| Q263=+7.5 ;1ER POINT 1ER AXE | Point de palpage: Coordonnée X |
| Q264=+7.5 ;1ER POINT 2ÈME AXE | Point de palpage: Coordonnée Y |
| Q294=+25 ;1ER POINT 3ÈME AXE | Point de palpage: Coordonnée Z |
| Q320=0 ;DISTANCE D'APPROCHE | Distance d'approche en complément de la colonne SET_UP |
| Q260=+50 ;HAUTEUR DE SéCURITÉ | Hauteur où le palpeur peut se déplacer sans risque de collision |
| Q305=1 ;NO DANS TABLEAU | Inscrire la coordonnée Z sur la ligne 1 |
| Q333=+0 ;POINT DE RÉFERENCE | Initialiser l'axe palpeur à 0 |
| Q303=+1 ;TRANS. VAL. MESURE | Enregistrer dans le tableau PRESET.PR le point de ré férence calculé par rapport au système de coordonnées machine (système REF) |
3 TCH PROBE 416 PT REF. CENTRE C. TROUS
Q273 +35 ;CENTRE 1ER AXE
Q274=+35 ;CENTRE 2ÉME AXE
Q262=50 ;DIAMÉTRE NOMINAL
Q291=+90 ;ANGLE 1ER TROU
Q292=+180 ;ANGLE 2ÉME TROU
Q293=+270 ;ANGLE 3ÉME TROU
Q261=+15 ;HAUTEUR DE MESURE
Q260=+10 ;HAUTEUR DE SECURITE
Q305=1 ;NO DANS TABLEAU
Q331 = +0 ;POINT DE RÉFERENCE
Q332=+0 ;POINT DE RÉFERENCE
Q303 +1 ;TRANS. VAL.MESURE
Q381=0 ;PALP. DS AXE PALPEUR
Q382 = +0 1E RE COO.DANS AXE PALP.
Q383=+0 ;2ÉME COO. DANS AXE PALP.
Q384 = +0 ;3EMECOO.DANSAXE PALP.
Q333=+0 ;POINT DE RÉFERENCE
4 CYCL DEF 247 INIT. PT DE RÉF.
Q339=1 ;NUMERO POINT DE RÉF.
6CALLPGM1860
7 END PGM CYC416 MM
Centre du cercle de trous: Coordonnée X
Centre du cercle de trough: Coordonnée Y
Diamètre du cercle de trouss
Angle en coordonnées polaires pour 1er centre de trou 1
Angle en coordonnées polaires pour 2ème centre de trou 2
Angle en coordonnées polaires pour 3ème centre de trou 3
Coordonnée dans l'axe du palpeur où s'effectue la mesure
Hauteur où le palpeur peut se déplacer sans risque de collision
Inscrite centre du cercle de trough (X et Y) sur la ligne 1
Enregistrer dans le tableau PRESET.PR le point de reférence calculé par rapport au système de coordonnées machine (système REF)
Ne pas initiaiser de point de reférence dans l'axe du palpeur
Sans fonction
Sans fonction
Sans fonction
Sans fonction
Activer nouveau Preset avec le cycle 247
Appeler le programme d'usinage
3.3 Etaconnage automatique des pieces
Vued'ensemble
La TNC dispose de douze cycles destinés à la mesure automatique de pièces:
| Cycle | Softkey | Page |
| 0 PLAN DE REFERENCE Mesure de coordonnée dans un axe sélectionnable | 8 | Page 110 |
| 1 PLAN DE REF POLAIRE Mesure d'un point, sens de palpage avec angle | 1 P0 | Page 111 |
| 420 MESURE ANGLE Mesure d'un angle dans le plan d'usinage | 420 | Page 112 |
| 421 MESURE TROU Mesure de la position et du diamètre d'un trou | 421 | Page 114 |
| 422 MESURE EXT. CERCLE Mesure de la position et du diamètre d'un tenon circulaire | 422 | Page 117 |
| 423 MESURE INT. RECTANG. Mesure de la position, longueur et largeur d'une poche rectangulaire | 423 | Page 120 |
| 424 MESURE EXT. RECTANG. Mesure de la position, longueur et largeur d'un tenon rectangulaire | 424 | Page 123 |
| 425 MESURE INT. RAINURE (2ème barre de softkeys) Mesure interne de la largeur d'une rainure | 425 | Page 126 |
| 426 MESURE EXT. TRAVERSE (2ème barre de softkeys) Mesure externe d'une traverse | 426 | Page 128 |
| 427 MESURE COORDONNEE (2ème barre de softkeys) Mesure d'une coordonnée au besoin dans un axe au choix | 427 | Page 130 |
| 430 MESURE CERCLE TROUS (2ème barre de softkeys) Mesure de la position et du diamètre d'un cercle de trous | 430 | Page 133 |
| 431 MESURE PLAN (2ème barre de softkeys) Mesure d'angle des axes A et B d'un plan | 431 | Page 136 |
Proces-verbal des résultats de la mesure
Pour tous les cycles (sauf les cycles 0 et 1) destinés à l'étalonnage automatique des pieces, vous pouze faire étabir un procès-verbal de mesure par la TNC. Dans le cycle de palpage utilisé, vous pouze définir si la TNC doit
enregister le process-verbal de mesure dans un fichier
■ restituer à l'écran le procès-verbal de mesure et interrompre le déroulement du programme
ne pas générer de procès-verbal de mesure
Si vous désirez enregistrer le process-verbal de mesure dans un fichier, la TNC mémorise en standard les données sous la forme d'un fichier ASCII à l'intérieur du repertoire TNC:.

Toutes les valeurs de mesure contenues dans le fichier du procès-verbal de mesure se refèrent au point zéro qui était actif au moment de l'exécution du cycle concerné.
Utilisez le logiciel de transfert de données TNCremo de HEIDENHAIN pour restituer le process-verbal de mesure via l'interface de données.
Exemple: Fichier procès-verbal pour cycle palpeur 421:
Proces-verbal mesure cycle 421 Mesure trou
Date: 30-06-2005
Heure: 6:55:04
Programme de mesure: TNC: GEH35712\CHECK1.H
Valeurs nominales:Centre axe principal:50.0000
Centre axe auxiliaire: 65.0000
Diametre: 12.0000
Valeurs limites allouées:Cote max. centre axe principal: 50.1000 Cote
min. centre axe principal: 49.9000
Cote max. centre axe auxiliaire: 65.1000
Cote min. centre axe auxiliaire: 64.9000
Cote max. trou: 12.0450
Cote min. trou:12.0000
Valeurs effects: Centre axe principal: 50.0810
Centre axe auxiliaire: 64.9530
Diametre: 12.0259
Ecarts: Centre axe principal: 0.0810
Centre axe auxiliaire: -0.0470
Diametre: 0.0259
Autres résultats de mesure: Hauteur de mesure: -5.0000
Fin proceses-verbal de mesure
Résultats de la mesure dans les paramètres O
Les résultats de la mesure du cycle palpeur concerné sont mémorisés par la TNC dans les paramètres Q150 à Q160 à effet global. Les écarts par rapport à la valeur nominale sont mémorisés dans les paramètres Q161 à Q166. Tenez compte du tableau des paramètres de résultat contenu dans chaque définition de cycle.
Lors de la définition du cycle, la TNC affiche en outre dans l'écran d'aide du cycle concerné les paramètres de résultat (cf. fig. en haut et à droite). Le paramètre de résultat en surbrillance correspond au paramètre d'introduction concerné.
Etat de la mesure
Avec certains cycles, vous pouvez interroger l'etat de la mesure avec les paramètres Q à effet global Q180 à Q182:
| Etat de la mesure | Val. paramètre |
| Valeurs de mesure dans la tolérance | Q180 = 1 |
| Retouche nécessaire | Q181 = 1 |
| Pièce à reburner | Q182 = 1 |
La TNC active les marqueurs de réusinage ou de rebut dés que l'une des valeurs de mesure est située hors tolérance. Pour déterminer le résultat de la mesure hors tolérance, consultez également le procés-verbal de mesure ou vérifie les résultats de la mesure concernés (Q150 à Q160) par rapport à leurs valeurs limites.
Avec le cycle 427, la TNC définit (par défaut) que vous mesurez une cote externe (tenon). EnChoosingant la cote max. et la cote min. en liaison avec le sens du palpage, vous pouvez toute fois rectifier la nature de la mesure.

La TNC active également les marqueurs d'etat même si vous n'vez pas introduit de tolérances ou de cotes max./min..
Surveillance de tolérances
Pour la plupart des cycles permettant le contrôle des pieces, vous pouvez faire exécuter par la TNC une surveillance de tolérances. Pour cela, lors de la définition du cycle, vous doivent définir les valeurs limites nécessaires. Si vous ne désirez pas exécuter de surveillance de tolérances, introduisez 0 pour ce paramètre (= valeur par défaut)
| Mode Manual | Programmation Zème trou:centre sur 1er axe? | ||||
| 22 APPR LCT X+8 V+8 R3 RL F500 23 L Y+80 24 L X+192 25 L Y+8 26 L X+9 27 DEP LCT X-30 V-30 R3 28 L Z+100 R8 FMAX 29 STOP 30 TOOL CALL 22 Z 31 * -PROBE 32 * -PROBE ROTATION 33 TCH PROBE 401 ROT 2 TOUS 0268=+20 ;1ER CENTRE 1ER AXE 0268=+20 ;1ER CENTRE 2EME AXE 0278=+8000 ;2EME CENTRE 2EME AXE 0271=+20 ;2EME CENTRE 2EME AXE 0261=-3 ;HAUTEUR DE MEASURE 0268=+0 ;HAUTEUR DE SECURITE 0387=+0 ;PRESELL ANGLE ROT. 0305=+0 ;NO. DANS TABLEAU 0402=+1 ;COMPENSATION 0337=+0 ;INITIALIS.A ZERO 34 * -PRESET 35 TCH PROBE 414 PT REF.EXT.COIN 0263=+0 ;1ER POINT 1ER AXE 0264=+0 ;1ER POINT 2EME AXE 0326=+10 ;DISTANCE 1ER AXE 0298=+0 ;3EME POINT 1ER AXE 0297=+0 ;3EME POINT 2EME AXE 0327=+0 ;DISTANCE 2EME AXE 0261=+0 ;HAUTEUR DE MEASURE 0328=+0 ;DISTANCE D'APPROCHE | |||||
Surveillance d'outil
Avec certains cycles permettant le contrôle des pieces, vous pouvez faire exécuter par la TNC une surveillance d'outil. Dans ce cas, la TNC vérifie si
le rayon d'outil doit être corrige en fonction des écarts de la valeur nominale (valeurs dans Q16x)
I'ecart par rapport à la valeur nominale (valeurs dans Q16x) est supérieur à la tolérance de rupture de l'outil
Correction de l'outil

Cette fonction n'est réalisable que si:
le tableau d'outils est actif
■ vous activez la surveillance d'outil dans le cycle: Q330 différent de 0
Si vous exécutez plusieurs mesures de correction, la TNC additionne l'écart mesure à la valeur déjà mémorisée dans le tableau d'outils.
La TNC corrige toujours le rayon d'outil dans la colonne DR du tableau d'outils, même si l'écart mesuré est situé hors tolération. Pour savoir si vous nevez réusiner, consultez le paramètre Q181 dans votre programme CN (Q181=1: réusinage).
Pour le cycle 427, il convient en outre de noter que:
si un axe du plan d'usinage actif a ete defini comme axe de mesure (Q272 = 1 ou 2), la TNC execute une correction du rayon d'otil tel que decrit precedemment. Le sens de la correction est calculé par la TNC à l'aide du sens de déplacement défini (Q267)
si I'axe du palpeur a ete selectionne comme axe de mesure (Q272 = 3) , la TNC execute une correction d'outil linéaire

Cette fonction n'est réalisable que si:
le tableau d'outils est actif
- vous activez la surveillance d'outil dans le cycle (Q330 différent de 0)
vous avez introduit dans le tableau, pour le numero d'outil programme, une toleration de rupture RBREAK supérieure à 0 (cf. également Manuel d'utilisation, chap. 5.2 „Données d'outils")
La TNC délivre un message d'erreur et stoppe l'exécution du programme lorsque l'écart mesuré est supérieur à la tolérance de rupture de l'outil. Elle verrouille simultanément l'outil dans le tableau d'outils (colonne TL = L).
Système de référence pour les résultats de la mesure
La TNC délivre tous les résultats de la mesure dans les paramètres de résultat ainsi que dans le fichier de procès-verbal en système de coordonnées actif - et le cas échéant, décalé ou/et pivoté.
PLAN DE REFERENCE (cycle palpeur 0, DIN/ISO: G55)
1 En suivant une trajectory 3D, le palpeur aborde en avance rapide (valeurur dans la colonne FMAX) la position 1 programmée dans le cycle pour le pré-positionnement
2 Le palpeur exécute ensuite l'opération de palpage suivant l'avance de palpage (colonne F). Le sens du palpage est à définir dans le cycle
3 Lorsque la TNC a enregistré la position, elle rétracte le palpeur au point initial de l'opération de palpage et enregistrure la coordonnée mesurée dans un paramètre Q. Par ailleurs, la TNC enregistrre dans les paramètres Q115 à Q119 les coordonnées de la position où se trouve le palpeur au moment du signal de commutation. Pour les valeurs de ces paramètres, la TNC ne tient pas compte de la longueur et du rayon de la tige de palpage

Remarques avant que vous ne programmiez
Pré-positionner le palpeur de manière à éviter toute collision à l'approche du pré-positionnement programme.

N° paramètre pour résultat: Introduire le nombre du paramètre Q auquel doit être affectée la valeur de coordonnée
Axe de palpage/sens de palpage: Introduire l'axe de palpage avec la touche de selection d'axe ou a partir du clavier ASCII, ainsi que le signe du sens du déplacement. Valider avec la touche ENT
Positions à atteindre: Introduire toutes les coordonnées de pré-positionnement du palpeur à l'aide des touches de selection des axes ou à partir du clavier ASCII
Terminer l'introduction: Appuyer sur la touche ENT
Example:Sequences CN
67 TCH PROBE O.O PLAN DE RÉFERENCE Q5 X-
68 TCH PROBE 0.1 X+5 Y+0 Z-5
PLAN DE REFERENCE polaire (cycle palpeur 1)
Le cycle palpeur 1 déterminé une position au besoin sur la piece, dans n'importe quel sens de palpage
1 En suivant une trajectory 3D, le palpeur aborde en avance rapide (valeurur dans la colonne FMAX) la position 1 programmée dans le cycle pour le pré-positionnement
2 Le palpeur exécute ensuite l'opération de palpage suivant l'avance de palpage (colonne F). Lors de l'opération de palpage, la TNC déplace le palpeur simultanément sur 2 axes (en fonction de l'angle de palpage). Il convient de définir le sens de palpage avec l'angle polaire dans le cycle
3 Lorsque la TNC a enregistré la position, le palpeur returne au point initial de l'opération de PALPAGE. La TNC enregistrvre dans les paramètres Q115 à Q119 les coordonnées de la position où se trouve le palpeur au moment du signal de commutation.

Remarques avant que vous ne programmiez
Pré-positionner le palpeur de manière à éviter toute collision à l'approche du pré-positionnement programme.

L'axe de palpage défini dans le cycle définit le plan de palpage:
Axe de palpage X: Plan X/Y
Axe de palpage Y: Plan Y/Z
Axe de palpage Z: Plan Z/X

Axe de palpage: Introduire l'axe de palpage avec la touche de selection d'axe ou a partir du clavier ASCII. Valider avec la touche ENT
Angle de palpage: Angle se référant à l'axe de palpage sur lequel le palpeur doit se déplacer
Positions à atteindre: Introduire toutes les coordonnées de pré-positionnement du palpeur à l'aide des touches de selection des axes ou à partir du clavier ASCII
Terminer l'introduction: Appuyer sur la touche ENT
Example:Sequences CN
67 TCH PROBE 1.0 PLAN DE RÉFERENCE POLAIRE
68 TCH PROBE 1.1 X ANGLE: +30
69 TCH PROBE 1.2 X+5 Y+0 Z-5
MESURE ANGLE (cycle palpeur 420, DIN/ISO: G420)
Le cycle palpeur 420 déterminé l'angle formé par n'importe qu'elle droite et l'axe principal du plan d'usinage.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpage programme 1. Ce faisant, la TNC décale le palpeur de la valeur de la distance d'approche, dans le sens opposé au sens de déplacement défini
2 Le palpeur se déplace ensuite à la hauteur de mesure programmesse et exécuté la première opération de palpage suivant l'avance de palpage (colonne F)
3 Puis, le palpeur se déplace vers le point de palpage suivant 2 et exécuté la deuxième opération de palpage
4 La TNC rétracte le palpeur à la hauteur de sécurité et mémorise l'angle calculé dans le paramètre Q suivant:
| Numéro paramètre | Signification |
| Q150 | Angle mesuré se référant à l'axe principal du plan d'usinage |

Remarques avant que vous ne programmiez
Avant de définir le cycle, vous doivent avoir programmé un appel d'outil pour définir l'axe du palpeur.

ler point mesure sur 1er axe Q263 (en absolu): Coordonnée du 1er point de palpage dans l'axe principal du plan d'usinage
1er point mesure sur 2ème axe Q264 (en absolu): Coordonnée du 1er point de palpage dans l'axe auxiliaire du plan d'usinage
2ème point mesure sur 1er axe Q265 (en absolu): Coordonnée du 2ème point de palpage dans l'axe principal du plan d'usinage
2ème point mesure sur 2ème axe Q266 (en absolu): Coordonnée du 2ème point de palpage dans l'axe auxiliaire du plan d'usinage
Axe de mesure Q272: Axe sur lequel doit etre effectuee la mesure:
1: Axe principal = axe de mesure
2: Axe auxiliaire = axe de mesure
3: Axe du palpeur = axe de mesure
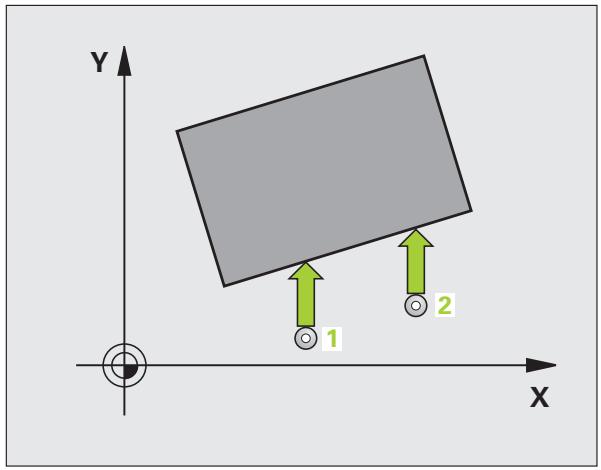
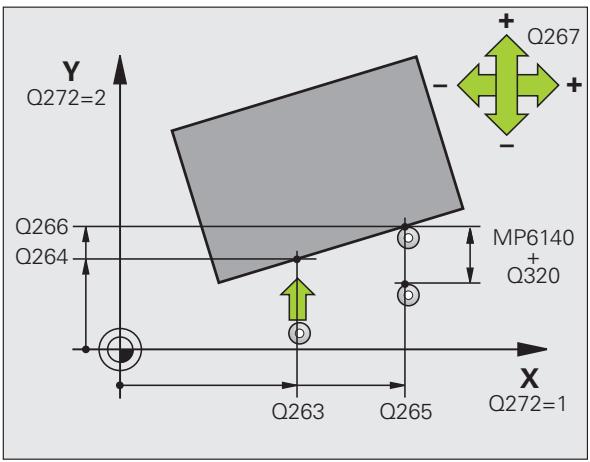
Si I'axe du palpeur = axe de mesure:
Sélectionner Q263 égal à Q265 si l'angle doit être mesuré en direction de l'axe A; sélectionner Q263 différent de Q265 si l'angle doit être mesuré en direction de l'axe B.
Sens déplacement 1 Q267: Sens de déplacement du palpeur en direction de la pierce:
-1: Sens de déplacement négatif
+1: Sens de déplacement positif
Hauteur mesure dans axe palpage Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
Déplacement haut. sécu. Q301: Définir comment le palpeur doit se déplacer entre les points de mesure:
0: Entre les points de mesure, à la hauteur de mesure
1: Entre les points de mesure, à la hauteur de sécurité
Proces-verb. mes. Q281: Définir si la TNC doit ou non établier le process-verbal de mesure:
0: Ne pas étabir de procès-verbal de mesure
1: Etabir un procès-verbal de mesure: La TNC mémorise par défaut le fichier de procès-verbal TCHPR420.TXT dans le repertoire TNC:\
2: Interrompre le déroulement du programme et afficher le procés-verbal de mesure à l'écran de la TNC. Poursuivre le programme avec Start CN
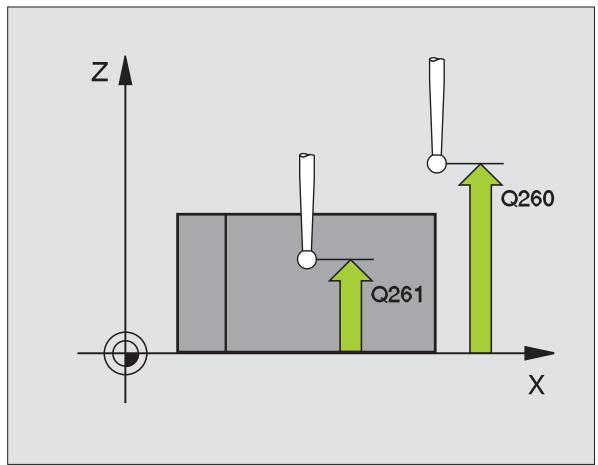
Example:Sequences CN
| 5 TCH PROBE 420 MESURE ANGLE | |
| Q263=+10 | ;1ER POINT 1ER AXE |
| Q264=+10 | ;1ER POINT 2ÈME AXE |
| Q265=+15 | ;2ÈME 1ER AXE |
| Q266=+95 | ;2ÈME POINT 2ÈME AXE |
| Q272=1 | ;AXE DE MESURE |
| Q267=-1 | ;SENS DÉPLACEMENT |
| Q261=-5 | ;HAuteur DE MESURE |
| Q320=0 | ;DISTANCE D'APPROCHE |
| Q260=+10 | ;HAuteur DE SéCURITÉ |
| Q301=1 | ;DéPLAC. HAUT. SÉCU. |
| Q281=1 | ;PROCES-VERBAL MESURE |
MESURE TROU (cycle palpeur 421, DIN/ISO: G421)
Le cycle palpeur 421 déterminé le centre et le diamètre d'un trou (poche circulaire). Si vous définisse les tolérances correspondantes dans le cycle, la TNC compare les valeurs effectives aux valeurs nominales et mémorise les écarts dans les paramétres-système.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpage 1. La TNC calcule les points de palpage à partir des données contenu dans le cycle et de la distance d'approche programmée dans la colonne SET_UP du tableau palpeurs
2 Le palpeur se déplace ensuite à la hauteur de mesure programmée et exécute la première opération de palpage suivant l'avance de palpage (colonne F). La TNC déterminé automatiquement le sens du palpage en fonction de l'angle initialprogrammé
3 Le palpeur se déplace ensuite en suivant une trajectory circulaire, soit à la hauteur de mesure, soit à la hauteur de sécurité, jusqu'àu point de palpage suivant 2 et exécuté à cet endroit la deuxième opération de palpage
4 La TNC positionne le palpeur au point de palpage 3 puis au point de palpage 4, et y execute la troisième ou la quatrième opération de palpage
5 La TNC rétracte ensuite le palpeur à la hauteur de sécurité et mémorise les valeurs effectives ainsi que les écarts dans les paramètres Q suivants:
| Numéro paramètre | Signification |
| Q151 | Valeur effective centre axe principal |
| Q152 | Valeur effective centre axe auxiliaire |
| Q153 | Valeur effective diamètre |
| Q161 | Ecart centre axe principal |
| Q162 | Ecart centre axe auxiliaire |
| Q163 | Ecart de diamètre |

Remarques avant que vous ne programmiez
Avant de définir le cycle, vous nevez avoir programmé un appel d'outil pour définir l'axe du palpeur.
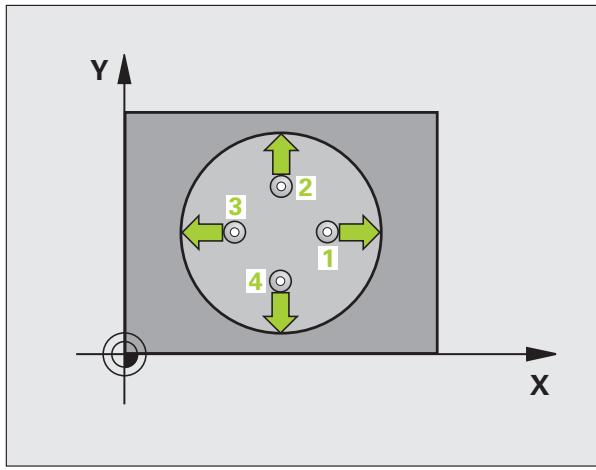

Centre 1er axe Q273 (en absolu): Centre du trou dans l'axe principal du plan d'usinage
Centre 2ème axe Q274 (en absolu): Centre du trou dans l'axe auxiliaire du plan d'usinage
Diametre nominal Q262: Introduire le diamètre du trou
Angle initial Q325 (en absolu): Angle compris entre l'axe principal du plan d'usinage et le premier point de palpage
Increment angulaire Q247 (en incrémental): Angle compris entre deux points de mesure; le signe de l'increment angulaire déterminé le sens de rotation (- = sens hora). Si vous désirez étabonnier des arcs de cercle, programmez un increment angulaire inférieur à 90^

Plus l'incréement angulaire programme est petit et plus la cote du trou calculée par la TNC sera imprecise. Valeur d'introduction min.: 5^ .
Hauteur mesure dans axe palpage Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
Déplacement haut. sécu. Q301: Définir comment le palpeur doit se déplacer entre les points de mesure: 0: Entre les points de mesure, à la hauteur de mesure 1: Entre les points de mesure, à la hauteur de sécurité
Cote max. du trou Q275: Diamètre max. autorisé pour le trou (poche circulaire)
Cote min. du trou Q276: Diamètre min. autorisé pour le trou (poche circulaire)
Tolerance centre 1er axe Q279: Ecart de position autorisé dans l'axe principal du plan d'usinage
Tolerance centre 2ème axe Q280: Ecart de position autorisé dans l'axe auxiliaire du plan d'usinage
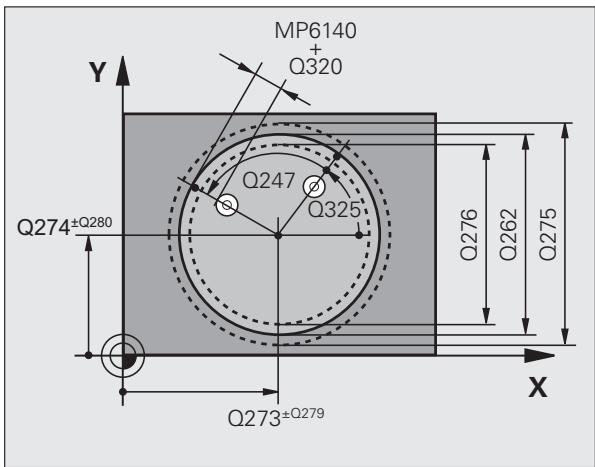
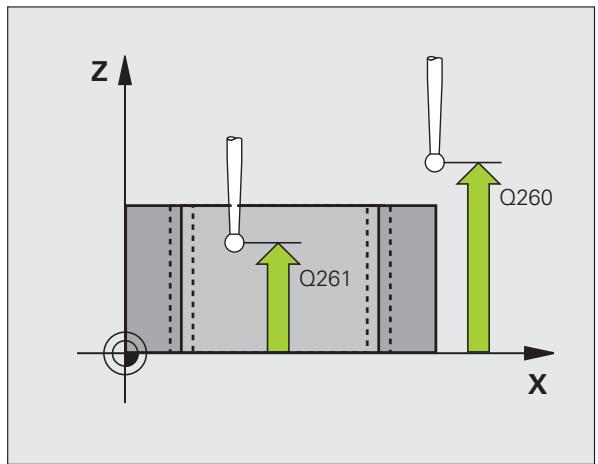
Proces-verb. mes. Q281: Définir si la TNC doit ou non établier le procès-verbal de mesure:
0: Ne pas étabir de procès-verbal de mesure
1: Etabir un procès-verbal de mesure: La TNC mémorise par défaut le fichier de procès-verbal TCHPR421.TXT dans le repertoire TNC:\
2: Interrompè le déroulement du programme et afficher le procès-verbal de mesure à l'écran de la TNC. Poursuivre le programme avec Start CN
Arrêt PGM sitolerance dépassée Q309: Définir si la TNC doit ou non interrompre l'execution du programme et délivrer un message d'erreur en cas de dépassement des tolérances:
0: ne pas interrompre l'exécution du programme, ne pas délivrer de message d'erreur
1: interrompre l'exécution du programme, délivrer un message d'erreur
Numéro d'outil pour surveillance Q330: Définir si la TNC doit exéçuter une surveillance de l'outil (cf. „Surveillance d'outil" à la page 108)
0: Surveillance inactive
0: Numéro d'outil dans le tableau d'outils TOOL.T
Nombre de points de mesure (4/3) Q423: Définir si la TNC doit mesurer le tenon avec 4 ou 3 points de mesure:
4: Utiliser 4 points de mesure (configuration par défaut)
3: Utiliser 3 points de mesure
Example:Sequences CN
| 5 TCH PROBE 421 MESURE TROU | |
| Q273=+50 ;CENTRE 1ER AXE | |
| Q274=+50 ;CENTRE 2ÈME AXE | |
| Q262=75 ;DIAMÊTRE NOMINAL | |
| Q325=+0 ;ANGLE INITIAL | |
| Q247=+60 ;INCRÉMENT ANGULAIRES | |
| Q261=-5 ;HAuteur DE MESURE | |
| Q320=0 ;DISTANCE D'APPROCHE | |
| Q260=+20 ;HAuteur DE SéCURITÉ | |
| Q301=1 ;DéPLAC. HAUT. SÉCU. | |
| Q275=75.12; COTE MAX. | |
| Q276=74.95; COTE MIN. | |
| Q279=0.1 ;TOLERANCE 1ER CENTRE | |
| Q280=0,1 ;TOLERANCE 2ND CENTRE | |
| Q281=1 ;PROCES-VERBAL MESURE | |
| Q309=0 ;ARRÊT PGM SI ERREUR | |
| Q330=0 ;NUMERO D'OUTIL | |
| Q423=4 ;NB POINTS DE MESURE |
MESURE EXTERIEUR CERCLE (cycle palpeur 422, DIN/ISO: G422)
Le cycle palpeur 422 déterminé le centre et le diamètre d'un tenon circulaire. Si vous définisse les tolérances correspondantes dans le cycle, la TNC compare les valeurs effectives aux valeurs nominales et mémorise les écarts dans les paramètres-système.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpage 1. La TNC calcule les points de palpage à partir des données containues dans le cycle et de la distance d'approche programmée dans la colonne SET_UP du tableau palpeurs
2 Le palpeur se déplace ensuite à la hauteur de mesure programmée et exécuté la première opération de palpage suivant l'avance de palpage (colonne F). La TNC déterminé automatiquement le sens du palpage en fonction de l'angle initialprogrammé
3 Le palpeur se déplace ensuite en suivant une trajectory circulaire, soit à la hauteur de mesure, soit à la hauteur de sécurité, jusqu'àu point de palpage suivant 2 et exécuté à cet endroit la deuxième opération de palpage
4 La TNC positionne le palpeur au point de palpage 3 puis au point de palpage 4, et y execute la troisième ou la quatrième opération de palpage
5 La TNC rétracte ensuite le palpeur à la hauteur de sécurité et mémorise les valeurs effectives ainsi que les écarts dans les paramètres Q suivants:
| Numéro paramètre | Signification |
| Q151 | Valeur effective centre axe principal |
| Q152 | Valeur effective centre axe auxiliaire |
| Q153 | Valeur effective diamètre |
| Q161 | Ecart centre axe principal |
| Q162 | Ecart centre axe auxiliaire |
| Q163 | Ecart de diamètre |

Remarques avant que vous ne programmiez
Avant de définir le cycle, vous doivent avoir programmé un appel d'outil pour définir l'axe du palpeur.
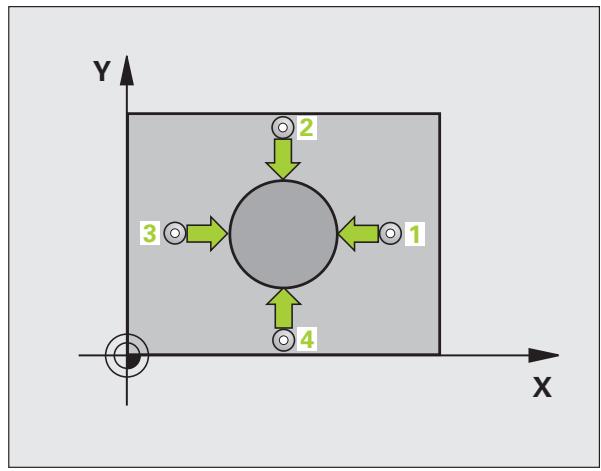

Centre 1er axe Q273 (en absolu): Centre du tenon dans l'axe principal du plan d'usinage
Centre 2ème axe Q274 (en absolu): Centre du tenon dans l'axe auxiliaire du plan d'usinage
Diametre nominal Q262: Introduire le diamètre du tenon
Angle initial Q325 (en absolu): Angle compris entre l'axe principal du plan d'usinage et le premier point de palpage
Increment angulaire Q247 (en incrémental): Angle compris entre deux points de mesure; le signe de l'increment angulaire déterminé le sens de rotation (- = sens hora). Si vous désirez étabonnner des arcs de cercle, programmez un increment angulaire inférieur à 90^
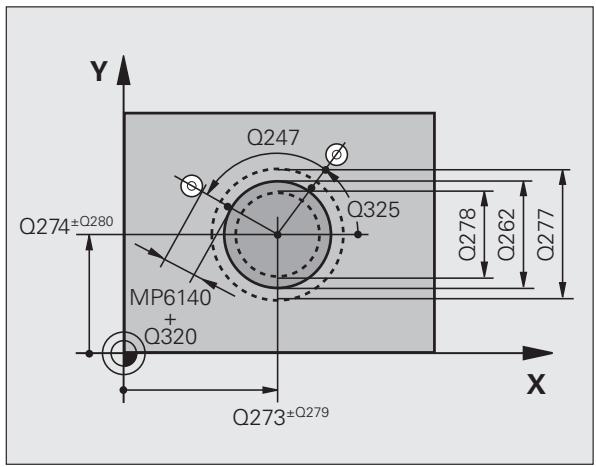

Plus l'increment angulaire programme est petit et plus la cote du tenon calculée par la TNC sera imprécise. Valeur d'introduction min.: 5^ .
Hauteur mesure dans axe palpage Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
Déplacement haut. sécu. Q301: Définir comment le palpeur doit se déplacer entre les points de mesure: 0: Entre les points de mesure, à la hauteur de mesure 1: Entre les points de mesure, à la hauteur de sécurité
Cote max. du tenon Q277: Diamètre max. autorisé pour le tenon
Cote min. du tenon Q278: Diamètre min. autorisé pour le tenon
Tolerance centre 1er axle Q279: Ecart de position autorisé dans l'axe principal du plan d'usinage
Tolerance centre 2ème axe Q280: Ecart de position autorisé dans l'axe auxiliaire du plan d'usinage

Proces-verb. mes. Q281: Définir si la TNC doit ou non établier le procés-verbal de mesure:
0: Ne pas étabir de procès-verbal de mesure
1: Etabir un procès-verbal de mesure: La TNC mémorise par défaut le fichier de procès-verbal TCHPR422.TXT dans le repertoire TNC:\
2: Interrompè le déroulement du programme et afficher le procès-verbal de mesure à l'écran de la TNC. Poursuivre le programme avec Start CN
Arrêt PGM sitolerance dépassée Q309: Définir si la TNC doit ou non interrompre l'exécution du programme et délivrer un message d'erreur en cas de dépassement des tolérances:
0: ne pas interrompre l'exécution du programme, ne pas délivrer de message d'erreur
1: interrompre l'exécution du programme, délivrer un message d'erreur
Numéro d'outil pour surveillance Q330: Définir si la TNC doit exéçuter une surveillance de l'outil (cf. "Surveillance d'outil" à la page 108):
0: Surveillance inactive
0: Numéro d'outil dans le tableau d'outils TOOL.T
Nombre de points de mesure (4/3) Q423: Définir si la TNC doit mesurer le tenon avec 4 ou 3 points de mesure:
4: Utiliser 4 points de mesure (configuration par défaut)
3: Utiliser 3 points de mesure
Example:Sequences CN
| 5 TCH PROBE 422 MESURE EXT. CERCLE | |
| Q273=+50 ;CENTRE 1ER AXE | |
| Q274=+50 ;CENTRE 2ÈME AXE | |
| Q262=75 ;DIAMÊTRE NOMINAL | |
| Q325=+90 ;ANGLE INITIAL | |
| Q247=+30 ;INCRÉMENT ANGULAIRE | |
| Q261=-5 ;HAuteur DE MESURE | |
| Q320=0 ;DISTANCE D'APPROCHE | |
| Q260=+10 ;HAuteur DE SéCURITÉ | |
| Q301=0 ;DéPLAC. HAUT. SÉCU. | |
| Q275=35.15;COTE MAX. | |
| Q276=34.9 ;COTE MIN. | |
| Q279=0,05 ;TOLÉRANCE 1ER CENTRE | |
| Q280=0,05 ;TOLÉRANCE 2ND CENTRE | |
| Q281=1 ;PROCES-VERBAL MESURE | |
| Q309=0 ;ARRÊT PGM SI ERREUR | |
| Q330=0 ;NUMERO D'OUTIL | |
| Q423=4 ;NB POINTS DE MESURE |
MESURE INTERIEUR RECTANGLE (cycle palpeur 423, DIN/ISO: G423)
Le cycle palpeur 423 déterminé le centre, la longueur et la largeur d'une poche rectangulaire. Si vous définissez les tolérances correspondantes dans le cycle, la TNC compare les valeurs effectives aux valeurs nominales et mémorise les écarts dans les paramètresysteme.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpage 1. La TNC calcule les points de palpage à partir des données containues dans le cycle et de la distance d'approche programmée dans la colonne SET_UP du tableau palpeurs
2 Le palpeur se déplace ensuite à la hauteur de mesure programmesse et exécuté la première opération de palpage suivant l'avance de palpage (colonne F)
3 Puis, le palpeur se déplace soit paraxialement à la hauteur de mesure, soit linéairement à la hauteur de sécurité, jusqu'au point de palpage suivant 2 et exécuté à cet endroit la deuxième opération de palpage
4 La TNC positionne le palpeur au point de palpage 3 puis au point de palpage 4, et y exécute la troisième ou la quatrième opération de palpage
5 La TNC rétracte ensuite le palpeur à la hauteur de sécurité et mémorise les valeurs effectives ainsi que les écarts dans les paramètres Q suivants:
| Numéro paramètre | Signification |
| Q151 | Valeur effective centre axe principal |
| Q152 | Valeur effective centre axe auxiliaire |
| Q154 | Valeur effective côte axe principal |
| Q155 | Valeur effective côte axe auxiliaire |
| Q161 | Ecart centre axe principal |
| Q162 | Ecart centre axe auxiliaire |
| Q164 | Ecart côte axe principal |
| Q165 | Ecart côte axe auxiliaire |
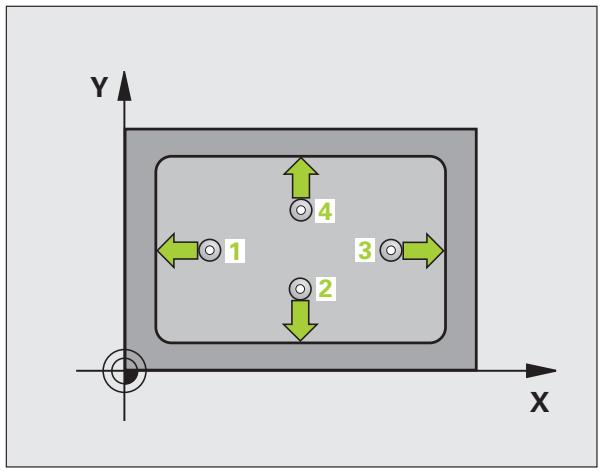
Remarques avant que vous ne programmiez
Avant de définir le cycle, vous doivent avoir programmé un appel d'outil pour définir l'axe du palpeur.
Si les dimensions de la poche et la distance d'approche ne permettent pas d'effectuer un pré-positionnement à proximé des points de palpage, la TNC palpe toutes en partant du centre de la poche. Dans ce cas, le palpeur ne se déplace pas à la hauteur de sécurité entre les quatre points de mesure.

Centre 1er axe Q273 (en absolu): Centre de la poche dans l'axe principal du plan d'usinage
Centre 2ème axe Q274 (en absolu): Centre de la poche dans l'axe auxiliaire du plan d'usinage
Longueur 1er cote Q282: Longueur de la poche parallele à l'axe principal du plan d'usinage
Longueur 2ème côte Q283: Longueur de la poche parallele à l'axe principal du plan d'usinage
Hauteur mesure dans axe palpage Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
Déplacement haut. sécu. Q301: Définir comment le palpeur doit se déplacer entre les points de mesure: 0: Entre les points de mesure, à la hauteur de mesure 1: Entre les points de mesure, à la hauteur de sécurité
Cote max. 1er cote Q284: Longueur max. autorisée pour la poche
Cote min. 1er côte Q285: Longueur min. autorisée pour la poche
Cote max. 2ème côte Q286: Largeur max. autorisée pour la poche
Cote min. 2ème côte Q287: Largeur min. autorisé pour la poche
Tolerance centre 1er axe Q279: Ecart de position autorisé dans l'axe principal du plan d'usinage
Tolerance centre 2ème axe Q280: Ecart de position autorisé dans l'axe auxiliaire du plan d'usinage
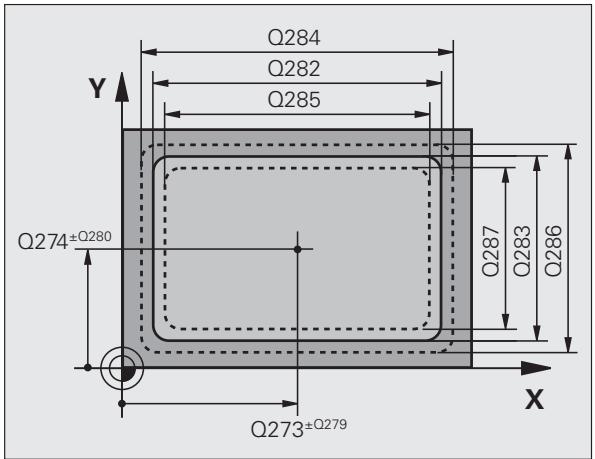
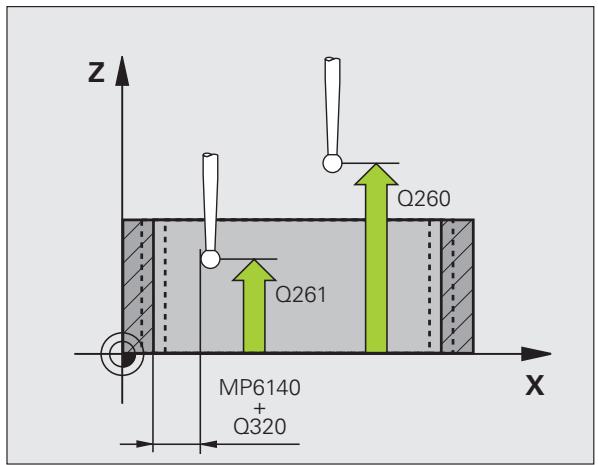
Proces-verb. mes. Q281: Définir si la TNC doit ou non établier le procès-verbal de mesure:
0: Ne pas étabir de procès-verbal de mesure
1: Etabir un procès-verbal de mesure: La TNC mémorise par défaut le fichier de procès-verbal TCHPR423.TXT dans le repertoire TNC:\
2: Interrompè le déroulement du programme et afficher le procès-verbal de mesure à l'écran de la TNC. Poursuivre le programme avec Start CN
Arrêt PGM sitolerance dépassée Q309: Définir si la TNC doit ou non interrompre l'exécution du programme et délivrer un message d'erreur en cas de dépassement des tolérances:
0: ne pas interrompre l'exécution du programme, ne pas délivrer de message d'erreur
1: interrompre l'exécution du programme, délivrer un message d'erreur
Numéro d'outil pour surveillance Q330: Définir si la TNC doit exéçuter une surveillance de l'outil (cf. „Surveillance d'outil" à la page 108)
0: Surveillance inactive
0: Numéro d'outil dans le tableau d'outils TOOL.T
Example:Sequences CN
| 5 TCH PROBE 423 MESURE INT. RECTANG. | |
| Q273=+50 ;CENTRE 1ER AXE | |
| Q274=+50 ;CENTRE 2ÈME AXE | |
| Q282=80 ;1ER CÔTE | |
| Q283=60 ;2ÈME CÔTE | |
| Q261=-5 ;HAuteur DE MESURE | |
| Q320=0 ;DISTANCE D'APPROCHE | |
| Q260=+10 ;HAuteur DE SéCURITÉ | |
| Q301=1 ;DéPLAC. HAUT. SÉCU. | |
| Q284=0 ;COTE MAX. 1ER CÔTE | |
| Q285=0 ;COTE MIN. 1ER CÔTE | |
| Q286=0 ;COTE MAX. 2ÈME CÔTE | |
| Q287=0 ;COTE MIN. 2ÈME CÔTE | |
| Q279=0 ;TOLÉRANCE 1ER CENTRE | |
| Q280=0 ;TOLÉRANCE 2ND CENTRE | |
| Q281=1 ;PROCES-VERBAL MESURE | |
| Q309=0 ;ARRÊT PGM SI ERREUR | |
| Q330=0 ;NUMERO D'OUTIL |
MESURE EXTERIEUR RECTANGLE
(cycle palpeur 424, DIN/ISO: G424)
Le cycle palpeur 424 déterminé le centre ainsi que la longueur et la largeur d'un tenon rectangulaire. Si vous définisse les tolérances correspondantes dans le cycle, la TNC compare les valeurs effectives aux valeurs nominales et mémorise les écarts dans les paramètres-système.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpage 1. La TNC calcule les points de palpage à partir des données contenu dans le cycle et de la distance d'approche programmée dans la colonne SET_UP du tableau palpeurs
2 Le palpeur se déplace ensuite à la hauteur de mesure programmesse et exécuté la première opération de palpage suivant l'avance de palpage (colonne F)
3 Puis, le palpeur se déplace soit paraxialement à la hauteur de mesure, soit linéairement à la hauteur de sécurité, jusqu'au point de palpage suivant 2 et exécuté à cet endroit la deuxième opération de palpage
4 La TNC positionne le palpeur au point de palpage 3 puis au point de palpage 4, et y execute la troisième ou la quatrième opération de palpage
5 La TNC rétracte ensuite le palpeur à la hauteur de sécurité et mémorise les valeurs effectives ainsi que les écarts dans les paramètres Q suivants:
| Numéro paramètre | Signification |
| Q151 | Valeur effective centre axe principal |
| Q152 | Valeur effective centre axe auxiliaire |
| Q154 | Valeur effective côte axe principal |
| Q155 | Valeur effective côte axe auxiliaire |
| Q161 | Ecart centre axe principal |
| Q162 | Ecart centre axe auxiliaire |
| Q164 | Ecart côte axe principal |
| Q165 | Ecart côte axe auxiliaire |

Remarques avant que vous ne programmiez
Avant de définir le cycle, vous doivent avoir programmé un appel d'outil pour définir l'axe du palpeur.
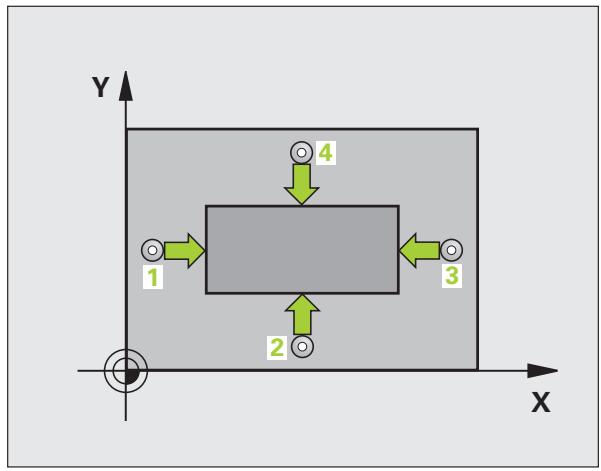

Centre 1er axe Q273 (en absolu): Centre du tenon dans l'axe principal du plan d'usinage
Centre 2ème axe Q274 (en absolu): Centre du tenon dans l'axe auxiliaire du plan d'usinage
Longueur 1er cote Q282: Longueur du tenon parallele à l'axe principal du plan d'usinage
Longueur 2ème côte Q283: Longueur du tenon parallele à l'axe auxiliaire du plan d'usinage
Hauteur mesure dans axe palpage Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
Déplacement haut. sécu. Q301: Définir comment le palpeur doit se déplacer entre les points de mesure: 0: Entre les points de mesure, à la hauteur de mesure 1: Entre les points de mesure, à la hauteur de sécurité
Cote max. 1er cote Q284: Longueur max. autorisé pour le tenon
Cote min. 1er côte Q285: Longueur min. autorisé pour le tenon
Cote max. 2ème côte Q286: Largeur max. autorisé pour le tenon
Cote min. 2ème côte Q287: Largeur min. autorisé pour le tenon
Tolerance centre 1er axe Q279: Ecart de position autorisé dans l'axe principal du plan d'usinage
Tolerance centre 2ème axe Q280: Ecart de position autorisé dans l'axe auxiliaire du plan d'usinage
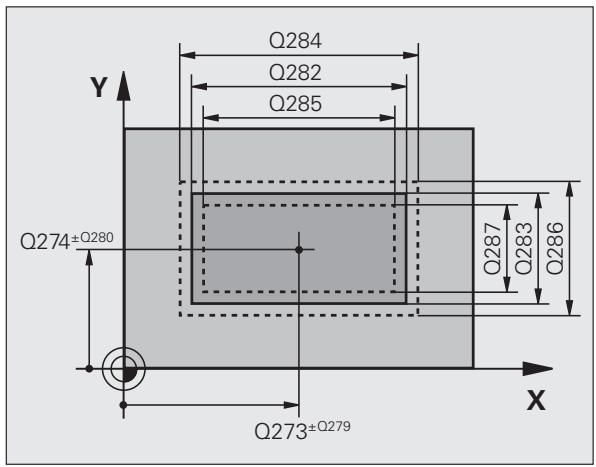
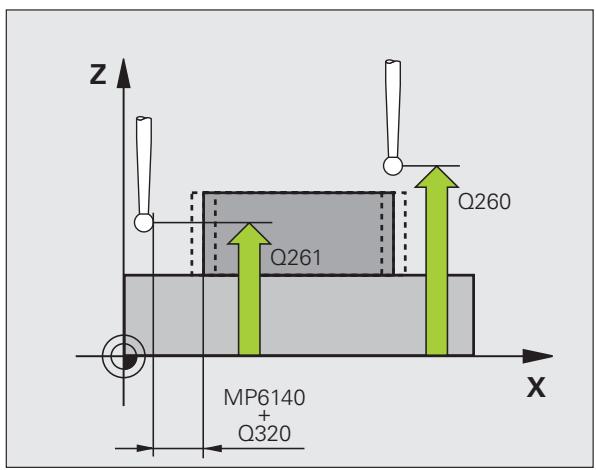
Proces-verb. mes. Q281: Définir si la TNC doit ou non établier le procés-verbal de mesure:
0: Ne pas étabir de procès-verbal de mesure
1: Etabir un procès-verbal de mesure: La TNC mémorise par défaut le fichier de procès-verbal TCHPR424.TXT dans le repertoire TNC:\
2: Interrompè le déroulement du programme et afficher le procès-verbal de mesure à l'écran de la TNC. Poursuivre le programme avec Start CN
Arrêt PGM sitolerance dépassée Q309: Définir si la TNC doit ou non interrompre l'exécution du programme et délivrer un message d'erreur en cas de dépassement des tolérances:
0: ne pas interrompre l'exécution du programme, ne pas délivrer de message d'erreur
1: interrompre l'exécution du programme, délivrer un message d'erreur
Numéro d'outil pour surveillance Q330: Définir si la TNC doit exéçuter une surveillance de l'outil (cf. „Surveillance d'outil" à la page 108):
0: Surveillance inactive
0: Numéro d'outil dans le tableau d'outils TOOL.T
Example:Sequences CN
| 5 TCH PROBE 424 MESURE EXT. RECTANG. | |
| Q273=+50 ;CENTRE 1ER AXE | |
| Q274=+50 ;CENTRE 2ÈME AXE | |
| Q282=75 ;1ER CÔTE | |
| Q283=35 ;2ÈME CÔTE | |
| Q261=-5 ;HAuteur DE MESURE | |
| Q320=0 ;DISTANCE D'APPROCHE | |
| Q260=+20 ;HAuteur DE SéCURITÉ | |
| Q301=0 ;DéPLAC. HAUT. SÉCU. | |
| Q284=75,1 ;COTE MAX. 1ER CÔTE | |
| Q285=74,9 ;COTE MIN. 1ER CÔTE | |
| Q286=35 ;COTE MAX. 2ÈME CÔTE | |
| Q287=34.95 ;COTE MIN. 2ÈME CÔTE | |
| Q279=0.1 ;TOLERANCE 1ER CENTRE | |
| Q280=0,1 ;TOLERANCE 2ND CENTRE | |
| Q281=1 ;PROCES-VERBAL MESURE | |
| Q309=0 ;ARRÊT PGM SI ERREUR | |
| Q330=0 ;NUMERO D'OUTIL |
MESURE INTERIEUR RAINURE (cycle palpeur 425, DIN/ISO: G425)
Le cycle palpeur 425 déterminé la position et la largeur d'une rainure (poche). Si vous définissez les tolérances correspondantes dans le cycle, la TNC compare la valeur effective à la valeur nominale et mémorise l'écart dans un paramètre-système.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpage 1. La TNC calculé les points de palpage à partir des données contenu dans le cycle et de la distance d'approche programmée dans la colonne SET_UP du tableau palpeurs
2 Le palpeur se déplace ensuite à la hauteur de mesure programmes et exécuté la première opération de palpage suivant l'avance de palpage (colonne F). 1. palpage toujours dans le sens positif de l'axe programme
3 Si vous introduizez un décalage pour la deuxième mesure, la TNC déplace le palpeur paraxialement par rapport au point de palpage suivant 2 et exécuté à cet endroit la第二种 opération de palpage. Si vous n'introduisez pas de décalage, la TNC mesure directement la largeur dans le sens opposé
4 La TNC rétracte ensuite le palpeur à la hauteur de sécurité et mémorise les valeurs effectives ainsi que l'écart dans les paramètres Q suivants:
| Numéro paramètre | Signification |
| Q156 | Valeur effective longueur mesurée |
| Q157 | Valeur effective de la position de l'axe médian |
| Q166 | Ecart de la longueur mesurée |

Remarques avant que vous ne programmiez
Avant de définir le cycle, vous nevez avoir programmé un appel d'outil pour définir l'axe du palpeur.
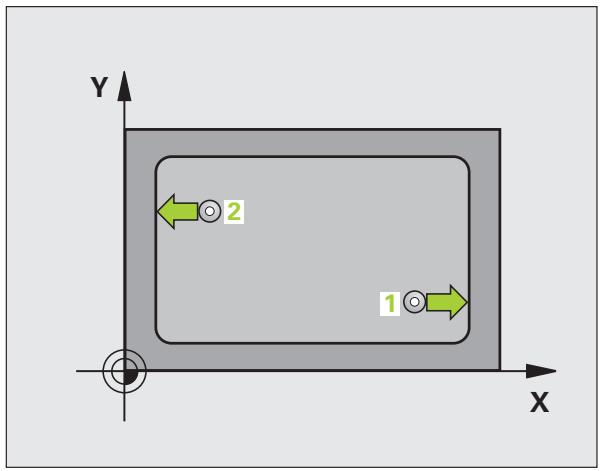
Point initial 1er axe Q328 (en absolu): Point initial de l'opération de palpage dans l'axe principal du plan d'usinage
Point initial 2ème axe Q329 (en absolu): Point initial de l'opération de palpage dans l'axe auxiliaire du plan d'usinage
Décalage pour 2ème mesure Q310 (en incrémental): Valeur pour le décalage du palpeur avant qu'il effectue la 2ème mesure. Si vous introduisez 0, la TNC ne décale pas le palpeur
Axe de mesure Q272: Axe du plan d'usinage sur lequel doit etre effectuee la mesure:
1: Axe principal = axe de mesure
2: Axe auxiliaire = axe de mesure
Hauteur mesure dans axe palpage Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
Longueur nominale Q311: (en incrémental): Valeur nominale de la longueur à mesurer
Cote max. Q288: Longueur max. autorisée
Cote min. Q289: Longueur min. autorisée
Proces-verb. mes. Q281: Définir si la TNC doit ou non établier le process-verbal de mesure:
0: Ne pas étabir de procès-verbal de mesure
1: Etabir un procès-verbal de mesure: La TNC mémorise par défaut le fichier de procès-verbal TCHPR425.TXT dans le repertoire TNC:\
2: Interrompre le déroulement du programme et afficher le procés-verbal de mesure à l'écran de la TNC. Poursuivre le programme avec Start CN
Arrêt PGM sitolerance dépassée Q309: Définir si la TNC doit ou non interrompre l'exécution du programme et délivrer un message d'erreur en cas de dépassement des tolérances:
0: ne pas interrompre l'exécution du programme, ne pas délivrer de message d'erreur
1: interrompre l'exécution du programme, délivrer un message d'erreur
Numéro d'outil pour surveillance Q330: Définir si la TNC doit exéçuter une surveillance de l'outil (cf. "Surveillance d'outil" à la page 108):
0: Surveillance inactive
0: Numéro d'outil dans le tableau d'outils TOOL.T
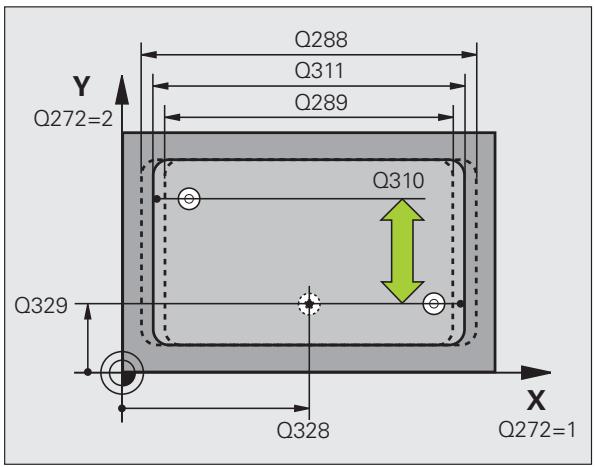
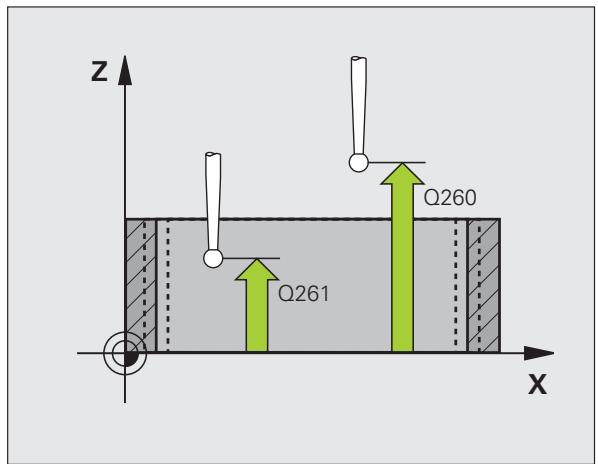
Example:Sequences CN
| 5 TCH PRONE 425 MESURE INT. RAINURE | |
| Q328=+75 ;PT INITIAL 1ER AXE | |
| Q329=-12.5;PT INITIAL 2EME AXE | |
| Q310=+0 ;DECALAGE 2EME MESURE | |
| Q272=1 ;AXE DE MESURE | |
| Q261=-5 ;HAUTEUR DE MESURE | |
| Q260=+10 ;HAUTEUR DE SECURITE | |
| Q311=25 ;LONGUEUR NOMINALE | |
| Q288=25.05;COTE MAX. | |
| Q289=25 ;COTE MIN. | |
| Q281=1 ;PROCES-VERBAL MESURE | |
| Q309=0 ;ARRET PGM SI ERREUR | |
| Q330=0 ;NUMERO D'OUTIL |
MESURE EXTERIEUR TRVERSE (cycle palpeur 426, DIN/ISO: G426)
Le cycle palpeur 426 détermine la position et la largeur d'une traversie. Si vous définisse les tolérances correspondantes dans le cycle, la TNC compare la valeur effective à la valeur nominale et mémorise l'écart dans un paramètre-système.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpage 1. La TNC calcule les points de palpage à partir des données contenu dans le cycle et de la distance d'approche programmée dans la colonne SET_UP du tableau palpeurs
2 Le palpeur se déplace ensuite à la hauteur de mesure programmes et exécuté la première opération de palpage suivant l'avance de palpage (colonne F). 1. palpage toujours dans le sens négatif de l'axe programme
3 Puis, le palpeur se déplace à la hauteur de sécurité vers le point de palpage suivant et exécuté la deuxième opération de palpage
4 La TNC rétracte ensuite le palpeur à la hauteur de sécurité et mémorise les valeurs effectives ainsi que l'écart dans les paramètres Q suivants:
| Numéro paramètre | Signification |
| Q156 | Valeur effective longueur mesurée |
| Q157 | Valeur effective de la position de l'axe médian |
| Q166 | Ecart de la longueur mesurée |

Remarques avant que vous ne programmiez
Avant de définir le cycle, vous devez avoir programmé un appel d'outil pour définir l'axe du palpeur.

ler point mesure sur 1er axe Q263 (en absolu): Coordonnée du 1er point de palpage dans l'axe principal du plan d'usinage
1er point mesure sur 2ème axe Q264 (en absolu): Coordonnée du 1er point de palpage dans l'axe auxiliaire du plan d'usinage
2ème point mesure sur 1er axe Q265 (en absolu): Coordonnée du 2ème point de palpage dans l'axe principal du plan d'usinage
2ème point mesure sur 2ème axe Q266 (en absolu): Coordonnée du 2ème point de palpage dans l'axe auxiliaire du plan d'usinage
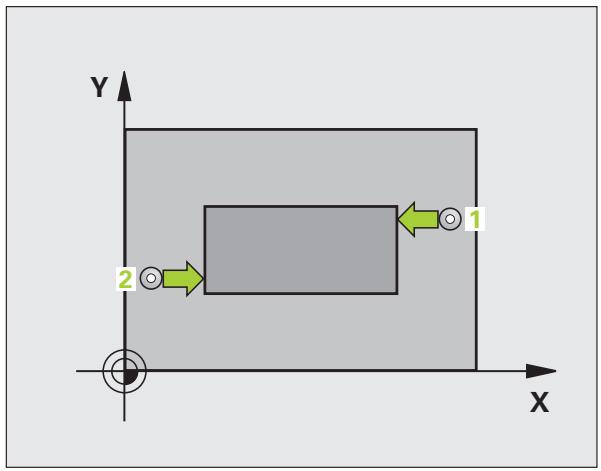
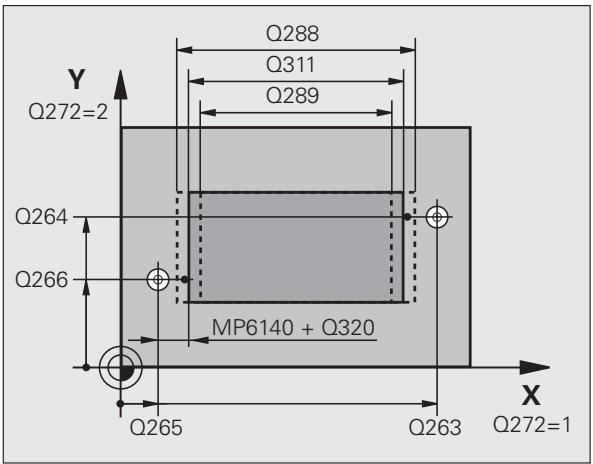
Axe de mesure Q272: Axe du plan d'usinage sur lequel doit être effectuee la mesure:
1: Axe principal = axe de mesure
2: Axe auxiliaire = axe de mesure
Hauteur mesure dans axe palpage Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
Longueur nominale Q311: (en incrémental): Valeur nominale de la longueur à mesurer
Cote max.Q288:Longueur max autorisée
Cote min. Q289: Longueur min. autorisée
Proces-verb. mes. Q281: Définir si la TNC doit ou non établier le process-verbal de mesure:
0: Ne pas étabir de procès-verbal de mesure
1: Etabir un procès-verbal de mesure: La TNC mémorise par défaut le fichier de procès-verbal TCHPR426.TXT dans le repertoire TNC:\
2: Interrompre le déroulement du programme et afficher le procés-verbal de mesure à l'écran de la TNC. Poursuivre le programme avec Start CN
Arrêt PGM sitolerance dépassée Q309: Définir si la TNC doit ou non interrompre l'exécution du programme et délivrer un message d'erreur en cas de dépassement des tolérances:
0: ne pas interrompre l'exécution du programme, ne pas délivrer de message d'erreur
1: interrompre l'exécution du programme, délivrer un message d'erreur
Numéro d'outil pour surveillance Q330: Définir si la TNC doit exéçuter une surveillance de l'outil (cf. "Surveillance d'outil" à la page 108)
0: Surveillance inactive
0: Numéro d'outil dans le tableau d'outils TOOL.T
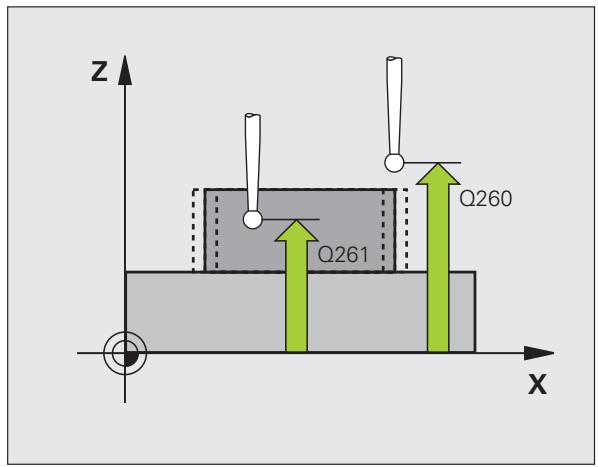
Example: Séquences CN
| 5 TCH PROBE 426 MESURE EXT. TRVERSE | |
| Q263=+50 ;1ER POINT 1ER AXE | |
| Q264=+25 ;1ER POINT 2EME AXE | |
| Q265=+50 ;2EME POINT 1ER AXE | |
| Q266=+85 ;2EME POINT 2EME AXE | |
| Q272=2 ;AXE DE MESURE | |
| Q261=-5 ;HAUTEUR DE MESURE | |
| Q320=0 ;DISTANCE D'APPROCHE | |
| Q260=+20 ;HAUTEUR DE SECURITE | |
| Q311=45 ;LONGUEUR NOMINALE | |
| Q288=45 ;COTE MAX. | |
| Q289=44.95 ;COTE MIN. | |
| Q281=1 ;PROCES-VERBAL MESURE | |
| Q309=0 ;ARRET PGM SI ERREUR | |
| Q330=0 ;NUMERO D'OUTIL |
MESURE COORDONNEE (cycle palpeur 427, DIN/ISO: G427)
Le cycle palpeur 427 déterminé une coordonnée dans un axe sélectionnable et mémorise la valeur dans un paramètre-système. Si vous définisse les tolérances correspondantes dans le cycle, la TNC compare les valeurs effectives aux valeurs nominales et mémorise l'écart dans des paramètres-système.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpage 1. Ce faisant, la TNC décale le palpeur de la valeur de la distance d'approche, dans le sens opposé au sens de déplacement défini
2 La TNC positionne ensuite le palpeur dans le plan d'usinage, sur le point de palpage programme 1 et enregistré à cet endroit la valeur effective dans l'axe sélectionné
3 La TNC rétracte ensuite le palpeur à la hauteur de sécurité et mémorise la coordonnée calculée dans le paramètre Q suivant:
| Numéro paramètre | Signification |
| Q160 | Coordonnée mesurée |

Remarques avant que vous ne programmiez
Avant de définir le cycle, vous doivent avoir programmé un appel d'outil pour définir l'axe du palpeur.
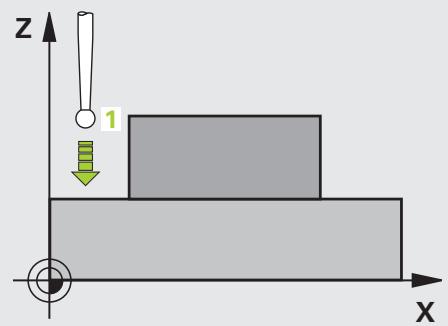
1er point mesure sur 1er axe Q263 (en absolu): Coordonnée du 1er point de palpage dans l'axe principal du plan d'usinage
1er point mesure sur 2ème axe Q264 (en absolu): Coordonnée du 1er point de palpage dans l'axe auxiliaire du plan d'usinage
Hauteur mesure dans axe palpage Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Axe de mesure (1..3: 1=axe principal) Q272: Axe sur lequel doit être effectuee la mesure:
1: Axe principal = axe de mesure
2: Axe auxiliaire = axe de mesure
3: Axe du palpeur = axe de mesure
Sens déplacement 1 Q267: Sens de déplacement du palpeur en direction de la pierce:
-1: Sens de déplacement négatif
+1: Sens de déplacement positif
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
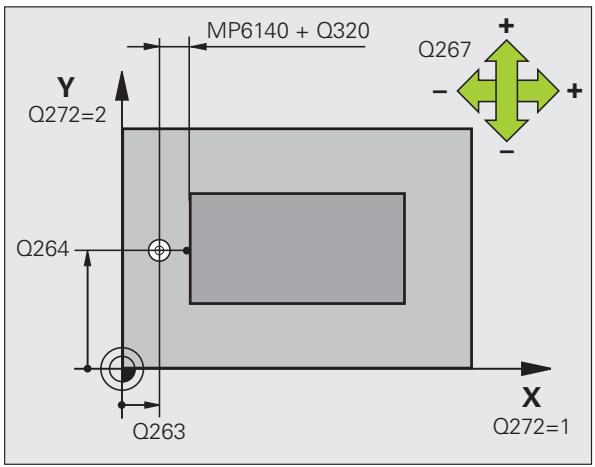
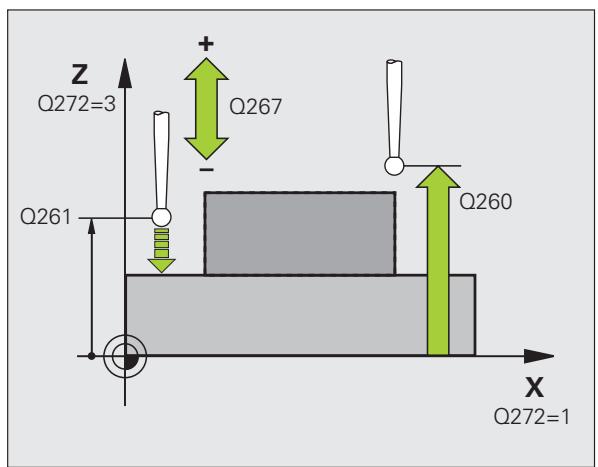
Proces-verb. mes. Q281: Définir si la TNC doit ou non établier le procès-verbal de mesure:
0: Ne pas étabir de procès-verbal de mesure
1: Etabir un procès-verbal de mesure: La TNC mémorise par défaut le fichier de procès-verbal TCHPR427.TXT dans le repertoire TNC:\
2: Interrompre le déroulement du programme et afficher le procés-verbal de mesure à l'écran de la TNC. Poursuivre le programme avec Start CN
Cote max. Q288: Valeur de mesure max. autorisée
Cote min. Q289: Valeur de mesure min. autorisée
Arrêt PGM sitolerance dépassée Q309: Définir si la TNC doit ou non interrompre l'exécution du programme et délivrer un message d'erreur en cas de dépassement des tolérances:
0: ne pas interrompre l'exécution du programme, ne pas délivrer de message d'erreur
1: interrompre l'exécution du programme, délivrer un message d'erreur
Numéro d'outil pour surveillance Q330: Définir si la TNC doit exéçuter une surveillance de l'outil (cf. „Surveillance d'outil" à la page 108):
0: Surveillance inactive
0: Numéro d'outil dans le tableau d'outils TOOL.T
Example:Sequences CN
| 5 TCH PROBE 427 MESURE COORDONNEE | |
| Q263=+35 ;1ER POINT 1ER AXE | |
| Q264=+45 ;1ER POINT 2EME AXE | |
| Q261=+5 ;HAUTEUR DE MESURE | |
| Q320=0 ;DISTANCE D'APPROCHE | |
| Q272=3 ;AXE DE MESURE | |
| Q267=-1 ;SENS DEPLACEMENT | |
| Q260=+20 ;HAUTEUR DE SECURITE | |
| Q281=1 ;PROCES-VERBAL MESURE | |
| Q288=5.1 ;COTE MAX. | |
| Q289=4.95 ;COTE MIN. | |
| Q309=0 ;ARRET PGM SI ERREUR | |
| Q330=0 ;NUMERO D'OUTIL |
MESURE CERCLE DE TROUS (cycle palpeur 430, DIN/ISO: G430)
Le cycle palpeur 430 déterminé le centre et le diamètre d'un cercle de trough grâce à la mesure de trois trough. Si vous définissez les tolérances correspondantes dans le cycle, la TNC compare la valeur effective à la valeur nominale et mémorise l'écart dans un paramètre-système.
1 La TNC positionne le palpeur en avance rapide (valeur de la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au centre programme du premier trou 1
2 Le palpeur se déplace ensuite à la hauteur de mesure programmes et enregistre le centre du premier trou en palpant quatre fois
3 Puis, la TNC rétracte le palpeur à la hauteur de sécurité et le positionne sur le centre programme du second trou 2
4 La TNC déplace le palpeur à la hauteur de mesure programmée et enregistre le centre du deuxième trou en palpant quatre fois
5 Puis, la TNC rétracte le palpeur à la hauteur de sécurité et le positionne sur le centre programme du troisième trou 3
6 La TNC déplace le palpeur à la hauteur de mesure programmée et enregistre le centre du troisième trou en palpant quatre fois
7 La TNC rétracte ensuite le palpeur à la hauteur de sécurité et mémorise les valeurs effectives ainsi que les écarts dans les paramètres Q suivants:
| Numéro paramètre | Signification |
| Q151 | Valeur effective centre axe principal |
| Q152 | Valeur effective centre axe auxiliaire |
| Q153 | Valeur effective diamètre cercle de trough |
| Q161 | Ecart centre axe principal |
| Q162 | Ecart centre axe auxiliaire |
| Q163 | Ecart diamètre cercle de trough |

Remarques avant que vous ne programmiez
Avant de définir le cycle, vous nevez avoir programmé un appel d'outil pour définir l'axe du palpeur.
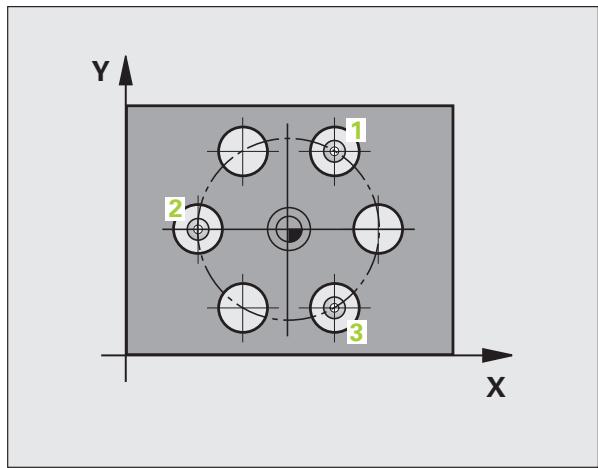
Centre 1er axe Q273 (en absolu): Centre du cercle de trough (valeur nominale) dans l'axe principal du plan d'usinage
Centre 2ème axe Q274 (en absolu): Centre du cercle de troux (valeur nominale) dans l'axe auxiliaire du plan d'usinage
Diametre nominal Q262: Introduire le diamètre du cercle de trous
Angle 1er trou Q291 (en absolu): Angle en coordonnées polaires du 1er centre de trou dans le plan d'usinage
Angle 2ème trou Q292 (en absolu): Angle en coordonnées polaires du 2ème centre de trou dans le plan d'usinage
Angle 3ème trou Q293 (en absolu): Angle en coordonnées polaires du 3ème centre de trou dans le plan d'usinage
Hauteur mesure dans axe palpage Q261 (en absolu): Coordonnée du centre de la bille (=point de contact) dans l'axe du palpeur sur lequel doit etre effectuee la mesure
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
Cote max. Q288: Diamètre max. autorisé pour le cercle de trous
Cote min. Q289: Diamètre min. autorisé pour le cercle de trous
Tolerance centre 1er axe Q279: Ecart de position autorisé dans l'axe principal du plan d'usinage
Tolerance centre 2ème axe Q280: Ecart de position autorisé dans l'axe auxiliaire du plan d'usinage
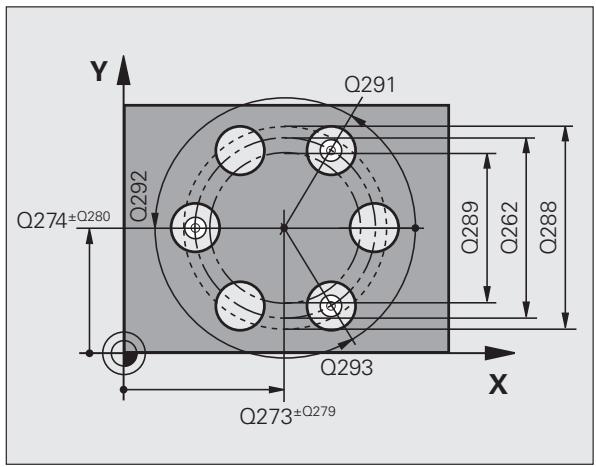
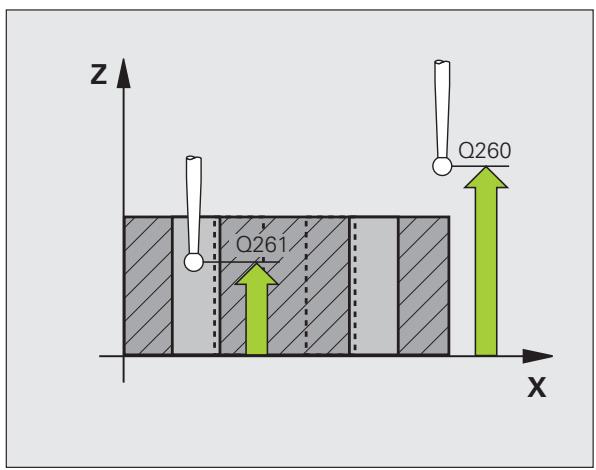
Proces-verb. mes. Q281: Définir si la TNC doit ou non établier le procés-verbal de mesure:
0: Ne pas étabir de procès-verbal de mesure
1: Etabir un procès-verbal de mesure: La TNC mémorise par défaut le fichier de procès-verbal TCHPR430.TXT dans le repertoire TNC:\
2: Interrompè le déroulement du programme et afficher le procès-verbal de mesure à l'écran de la TNC. Poursuivre le programme avec Start CN
Arrêt PGM sitolerance dépassée Q309: Définir si la TNC doit ou non interrompre l'exécution du programme et délivrer un message d'erreur en cas de dépassement des tolérances:
0: ne pas interrompre l'exécution du programme, ne pas délivrer de message d'erreur
1: interrompre l'exécution du programme, délivrer un message d'erreur
Numéro d'outil pour surveillance Q330: Définir si la TNC doit exéçuter une surveillance de rupture de l'outil (cf. „Surveillance d'outil“ à la page 108):
0: Surveillance inactive
0: Numéro d'outil dans le tableau d'outils TOOL.T

Attention: ici, seule la surveillance de rupture est active; pas de correction automatique d'outil.
Example:Sequences CN
| 5 TCH PROBE 430 MESURE CERCLE TROUS |
| Q273=+50 ;CENTRE 1ER AXE |
| Q274=+50 ;CENTRE 2EME AXE |
| Q262=80 ;DIAMETRE NOMINAL |
| Q291=+0 ;ANGLE 1ER TROU |
| Q292=+90 ;ANGLE 2EME TROU |
| Q293=+180 ;ANGLE 3EME TROU |
| Q261=-5 ;HAUTEUR DE MESURE |
| Q260=+10 ;HAUTEUR DE SECURITE |
| Q288=80.1 ;COTE MAX. |
| Q289=79.9 ;COTE MIN. |
| Q279=0.15 ;TOLERANCE 1ER CENTRE |
| Q280=0.15 ;TOLERANCE 2ND CENTRE |
| Q281=1 ;PROCES-VERBAL MESURE |
| Q309=0 ;ARRET PGM SI ERREUR |
| Q330=0 ;NUMERO D'OUTIL |
MESURE PLAN (cycle palpeur 431, DIN/ISO: G431)
Le cycle palpeur 431 déterminé l'angle d'un plan grâce à la mesure de trois points et mémorise les valeurs dans les paramètres-système.
1 La TNC positionne le palpeur en avance rapide (valeur dans la colonne FMAX) et selon la logique de positionnement (cf. „Travail avec les cycles palpeurs" à la page 21) au point de palpageprogrammé 1 où celui-ci mesure le premier point du plan. Ce faisant, la TNC décale le palpeur de la valeur de la distance d'approche, dans le sens opposé au sens de palpage
2 Le palpeur est ensuite rétracté à la hauteur de sécurité, puis positionné dans le plan d'usinage, sur le point de palpage 2 où il mesure la valeur effective du deuxième point du plan
3 Le palpeur est ensuite rétracté à la hauteur de sécurité, puis positionné dans le plan d'usinage, sur le point de palpage 3 où il mesure la valeur effective du troisième point du plan
4 La TNC rétracte ensuite le palpeur à la hauteur de sécurité et mémorise les valeurs angulaires calculées dans les paramètres Q suivants:
| Numéro paramètre | Signification |
| Q158 | Angle de l'axe de projection A |
| Q159 | Angle de l'axe de projection B |
| Q170 | Angle dans l'espace A |
| Q171 | Angle dans l'espace B |
| Q172 | Angle dans l'espace C |
| Q173 | Valeur de mesure dans l'axe du palpeur |
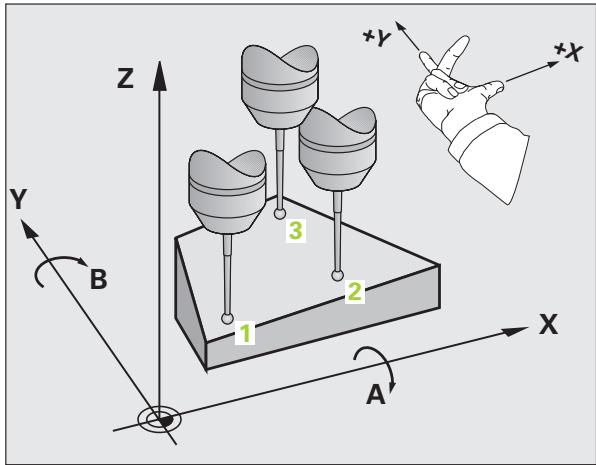
Remarques avant que vous ne programmiez
Avant de définir le cycle, vous nevez avoir programmé un appel d'outil pour définir l'axe du palpeur.
Pour que la TNC puisse calculer les valeurs angulaires, les trois points de mesure ne doivent pas etre situés sur une droite.
Les angles dans l'espace utilisés avec la fonction d'inclinaison du plan d'usinage sont enregistrés dans les paramètres Q170 - Q172. Les deux premiers points de mesure servent à définir la direction de l'axe principal pour l'inclinaison du plan d'usinage.
Le troisième point de mesure est définis dans le sens de l'axe d'outil. Définir le troisième point de mesure dans le sens positif de l'axe Y pour que l'axe d'outil soit situé correctement dans le système de coordonnées sens horaire (cf. figure).
Si vous exécutez le cycle avec inclinaison du plan d'usinage, l'angle dans l'espace mesuré se refère au système de coordonnées incliné. Dans ce cas, exploiter les angles dans l'espace mesurés par introduction incrémentale dans la fonction Inclinaison du plan d'usinage.

ler point mesure sur 1er axe Q263 (en absolu): Coordonnée du 1er point de palpage dans l'axe principal du plan d'usinage
1er point mesure sur 2ème axe Q264 (en absolu): Coordonnée du 1er point de palpage dans l'axe auxiliaire du plan d'usinage
1er point mesure sur 3ème axe Q294 (en absolu): Coordonnée du 1er point de palpage dans l'axe du palpeur
2ème point mesure sur 1er axe Q265 (en absolu): Coordonnée du 2ème point de palpage dans l'axe principal du plan d'usinage
2ème point mesure sur 2ème axe Q266 (en absolu): Coordonnée du 2ème point de palpage dans l'axe auxiliaire du plan d'usinage
2ème point de mesure 3ème axe Q295 (en absolu): Coordonnée du 2ème point de palpage dans l'axe du palpeur
3ème point mesure sur 1er axe Q296 (en absolu): Coordonnée du 3ème point de palpage dans l'axe principal du plan d'usinage
3ème point mesure sur 2ème axe Q297 (en absolu): Coordonnée du 3ème point de palpage dans l'axe auxiliaire du plan d'usinage
3ème point de mesure sur 3ème axe Q298 (en absolu): Coordonnée du 3ème point de palpage dans l'axe du palpeur
Distance d'approche Q320 (en incrémental): Distance supplémentaire entre le point de mesure et la bille du palpeur. Q320 agit en complément de la colonne SET_UP
Hauteur de sécurité Q260 (en absolu): Coordonnée dans l'axe du palpeur excluant toute collision entre le palpeur et la piece (matériels de bridage)
Proces-verb. mes. Q281: Définir si la TNC doit ou non établier le process-verbal de mesure:
0: Ne pas étabir de produits-verbal de mesure
1: Etabir un procès-verbal de mesure: La TNC mémorise par défaut le fichier de procès-verbal TCHPR431.TXT dans le repertoire TNC:\
2: Interrompè le déroulement du programme et afficher le procès-verbal de mesure à l'écran de la TNC. Poursuivre le programme avec Start CN
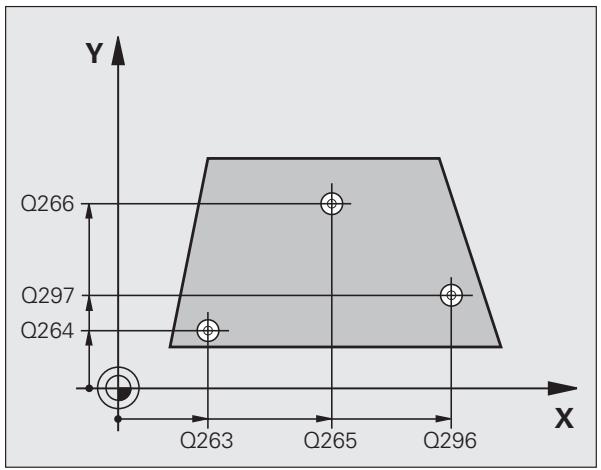
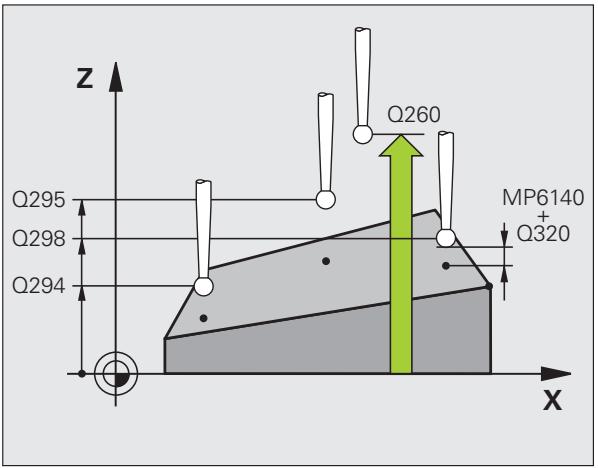
Example:Sequences CN
| 5 TCH PROBE 431 MESURE PLAN | |
| Q263=+20 | ;1ER POINT 1ER AXE |
| Q264=+20 | ;1ER POINT 2EME AXE |
| Q294=-10 | ;1ER POINT 3EME AXE |
| Q265=+50 | ;2EME POINT 1ER AXE |
| Q266=+80 | ;2EME POINT 2EME AXE |
| Q295=+0 | ;2EME POINT 3EME AXE |
| Q296=+90 | ;3EME POINT 1ER AXE |
| Q297=+35 | ;3EME POINT 2EME AXE |
| Q298=+12 | ;3EME POINT 3EME AXE |
| Q320=0 | ;DISTANCE D'APPROCHE |
| Q260=+5 | ;HAUTEUR DE SECURITE |
| Q281=1 | ;PROCES-VERBAL MESURE |
Exemple: Mesure d'un tenon rectangulaire et retouche
Déroulement du programme:
-Ebauche du tenon rectangular avec surépaisseur 0,5
- Mesure du tenon rectangulaire
- Finition du tenon rectangulaire en tenant compte des valeurs de mesure
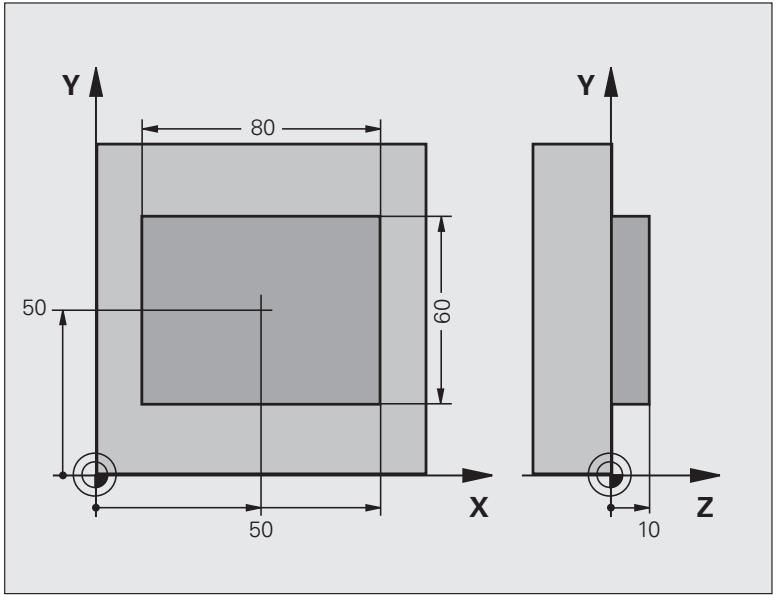
| 0 BEGIN PGM BEAMS MM | |
| 1 TOOL CALL 0 Z | Appel d'outil, préparation |
| 2 L Z+100 RO FMAX | Dégager l'outil |
| 3 FN 0: Q1 = +81 | Longueur de la poche en X (cote d'ébauche) |
| 4 FN 0: Q2 = +61 | Longueur de la poche en Y (cote d'ébauche) |
| 5 CALL LBL 1 | Appeler le sous-programme pour l'usinage |
| 6 L Z+100 RO FMAX | Dégager l'outil, changer l'outil |
| 7 TOOL CALL 99 Z | Appeler le palpeur |
| 8 TCH PROBE 424 MESURE EXT. RECTANG. | Mesurer le rectangle fraisé |
| Q273=+50 ;CENTRE 1ER AXE | |
| Q274=+50 ;CENTRE 2ÈME AXE | |
| Q282=80 ;1ER CÔTE | Longueur nominale en X (cote définitive) |
| Q283=60 ;2ÈME CÔTE | Longueur nominale en Y (cote définitive) |
| Q261=-5 ;HAUTEUR DE MESURE | |
| Q320=0 ;DISTANCE D'APPROCHE | |
| Q260=+30 ;HAUTEUR DE SéCURITÉ | |
| Q301=0 ;DéPLAC. HAUT. SÉCU. | |
| Q284=0 ;COTE MAX. 1ER CÔTE | Valeurs d'introduction pour contrôle de tolérance non nécessaire |
| Q285=0 ;COTE MIN. 1ER CÔTE | |
| Q286=0 ;COTE MAX. 2ÈME CÔTE | |
| Q287=0 ;COTE MIN. 2ÈME CÔTE | |
| Q279=0 ;TOLÉRANCE 1ER CENTRE | |
| Q280=0 ;TOLÉRANCE 2ND CENTRE | |
| Q281=0 ;PROCès-VERBAL MESURE | Ne pas éciter de procès-verbal de mesure |
| Q309=0 ;ARRÊT PGM SI ERREUR | Ne pas délivrer de message d'erreur |
| Q330=0 ;NUMÉRO D'OUTIL | Pas de surveillance de l'outil |
| 9 FN 2: Q1 = +Q1 - +Q164 | Calcul longueur en X à partir de l'écart mesuré |
| 10 FN 2: Q2 = +Q2 - +Q165 | Calcul longueur en Y à partir de l'écart mesuré |
| 11 L Z+100 RO FMAX | Dégager le palpeur, changement d'outil |
| 12 TOOL CALL 1 Z S5000 | Appel d'outil pour la finition |
| 13 CALL LBL 1 | Appeler le sous-programme pour l'usinage |
| 14 L Z+100 RO FMAX M2 | Dégager l'outil, fin du programme |
| 15 LBL 1 | Sous-programme avec cycle usinage tenon rectangulaire |
| 16 CYCL DEF 213 FINITION TENON | |
| Q200=20 ;DISTANCE D'APPROCHE | |
| Q201=-10 ;PROFONDEUR | |
| Q206=150 ;AVANCE PLONGEE EN PROF. | |
| Q202=5 ;PROFONDEUR DE PASSE | |
| Q207=500 ;AVANCE FRAISAGE | |
| Q203=+10 ;COORD. SURFACE PIECE | |
| Q204=20 ;SAUT DE BRIDE | |
| Q216=+50 ;CENTRE 1ER AXE | |
| Q217=+50 ;CENTRE 2EME AXE | |
| Q218=80 ;1ER COTE | Longueur en X variable pour ébauche et finition |
| Q219=Q2 ;2EME COTE | Longueur en Y variable pour ébauche et finition |
| Q220=0 ;RAYON D'ANGLE | |
| Q221=0 ;SUREPAISSEUR 1ER AXE | |
| 17 CYCL CALL M3 | Appel du cycle |
| 18 LBL 0 | Fin du sous-programme |
| 19 END PGM BEAMS MM | |
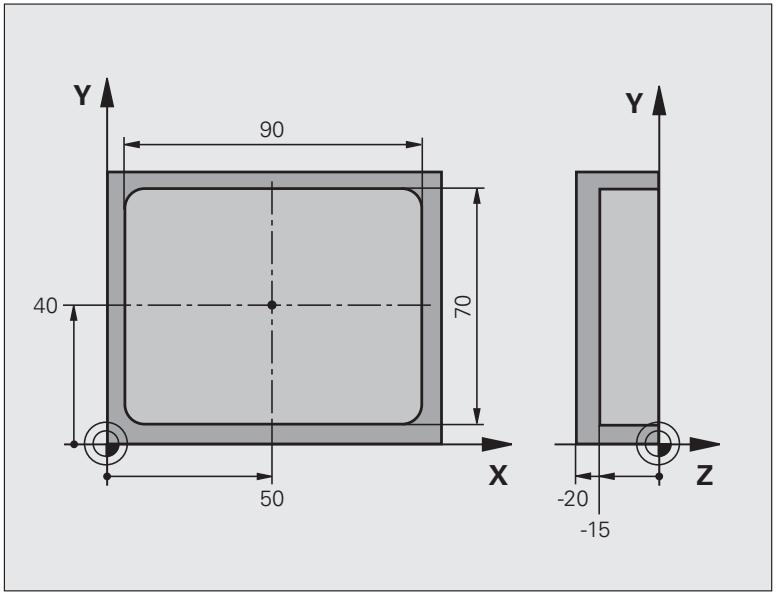
| 0 BEGIN PGM BSMESU MM | |
| 1 TOOL CALL 1 Z | Appel d'outil pour le palpeur |
| 2 L Z+100 RO FMAX | Dégager le palpeur |
| 3 TCH PROBE 423 MESURE INT. RECTANG. | |
| Q273=+50 ;CENTRE 1ER AXE | |
| Q274=+40 ;CENTRE 2EME AXE | |
| Q282=90 ;1ER COTE | Longueur nominale en X |
| Q283=70 ;2EME COTE | Longueur nominale en Y |
| Q261=-5 ;HAUTEUR DE MESURE | |
| Q320=0 ;DISTANCE D'APPROCHE | |
| Q260=+20 ;HAUTEUR DE SECURITE | |
| Q301=0 ;DEPLAC. HAUT. SECU. | |
| Q284=90.15;COTE MAX. 1ER COTE | Cote max. en X |
| Q285=89.95;COTE MIN. 1ER COTE | Cote min. en X |
| Q286=70.1 ;COTE MAX. 2EME COTE | Cote max. en Y |
| Q287=69.9 ;COTE MIN. 2EME COTE | Cote min. en Y |
| Q279=0.15 ;TOLERANCE 1ER CENTRE | Écart de position autorisé en X |
| Q280=0.1 ;TOLERANCE 2ND CENTRE | Écart de position autorisé en Y |
| Q281=1 ;PROCES-VERBAL MESURE | Délivrer le procès-verbal de mesure |
| Q309=0 ;ARRET PGM SI ERREUR | Ne pas afficher de message d'erreur si tolérance dépassee |
| Q330=0 ;NUMERO D'OUTIL | Pas de surveillance de l'outil |
4 L Z+100 RO FMAX M2
5 END PGM BSMESU MM
Dégager l'outil, fin du programme
3.4 Cycles spéciaux
Vued'ensemble
La TNC dispose d'un cycle destiné à l'application spéciale suivante:
| Cycle | Softkey | Page |
| 3 MESURE Cycle de mesure pour création de cycles constructeurs | 3 PR | Page 144 |
MESURE (cycle palpeur 3)

Le mode de fonctionnement exact du cycle palpeur 3 est défini par le constructeur de votre machine ou par un fabricant de logiciels utilisant le cycle 3 à l'intérieur de cycles palpeurs spéciaux.
Le cycle palpeur 3 déterminne une position au besoin sur la piece et quelques soit le sens du palpage. Contrairement aux autres cycles de mesure, le cycle 3 vous permet d'introduire directement la course de mesure DIST ainsi que l'avance de mesure F. Mème le retrait après l'enregistrement de la valeur de mesure s'effectue en fonction d'une valeur MB que vous pouvez programmermer.
1 Selon l'avance programmée, le palpeur se déplace de la position actuelle, dans le sens de palpage définit. Le sens de palpage doit être définis dans le cycle avec angle polaire
2 Lorsque la TNC a enregistré la position, le palpeur s'arrête. La TNC mémorise les coordonnées X, Y et Z du centre de la bille de palpage dans trois paramètres qui se suivent. La TNC n'execute ni correction linéaire ni correction de rayon. Vous définisse le numéro du premier paramètre de résultat dans le cycle
3 Pour terminer et dans le sens inverse du sens de palpage, la TNC rétracte le palpeur de la valeur que vous avez définie dans le paramètre MB

Remarques avant que vous ne programmiez
Les données système DIST (course max. jusqu'au point de palpage) et F (avance de palpage) qui agissant dans d'autres cycles n'ont pas d'effet dans le cycle palpeur 3.
A noter que la TNC déscrit toujours 4 paramètres Q successifs.
Si la TNC n'a pas pu calculer un point de palpage valide, le programme est alors exécuté sans message d'erreur. Dans ce cas, la TNC attribue la valeur -1 au 4ème paramètre de résultat; vous pouvez ainsi vous-même Traitser les erreurs de manière déquate.
La TNC rétracte le palpeur au maximum de la longueur de la course de retrait MB mais sans aller au-delà du point initial de la mesure. Ainsi, aucune collision ne peut donc se produit lors du retrait.
Avec la fonction FN17: SYSWRITE ID 990 NR 6 vous pouvez définir si le cycle doit agir sur l'entrée palpeur X12 ou X13.
N° de paramètre pour résultat: Introduire le nombre du paramètre Q auquel doit être affectée la valeur de la première coordonnée (X) calculée. Les valeurs Y et Z sont dans les paramètres Q situés directement après
Axe de palpage: Introduire l'axe dans le sens duquel doit s'effectuer le palpage;.Valider avec la touche ENT
Angle de palpage: Angle se référant à l'axe de palpage définit et sur lequel le palpeur doit se déplacer; valider avec la touche ENT
Course de mesure max.: Introduire le déplacement correspondant à la distance que doit parcourir le palpeur à partir du point initial; vérifier avec la touche ENT.
Avance de mesure: Introduire l'avance de mesure en mm/min.
Course de retrait max.: Course de déplacement dans le sens opposé au sens du palpage après déviation de la tige de palpage. La TNC rétracte le palpeur au maximum jusqu'au point initial pour éviter toute collision
SYSTÉME DE RÉF. (0=EFF/1=REF): Définir si le résultat de la mesure doit être enregistré dans le système de coordonnées actuel (EFF; peut donc être décalé ou pivoté) ou bien par référence au système de coordonnées machine (REF)
Mode erreur (0 = 0FF / 1 = 0N) : Définir si la TNC doit délivrer (0) ou ne pas délivrer (1) un message d'erreur en début de cycle lorsque la tige de palpage est deviée. Si le mode 1 a été sélectionné, la TNC enregistre la valeur 2.0 dans le 4ème paramètre de résultat et continue à exécuter le cycle
Terminer l'introduction: Appuyer sur la touche ENT
Example:Sequences CN
4 TCH PROBE 3.0 MESURE
5 TCH PROBE 3.1 Q1
6 TCH PROBE 3.2 X ANGLE: +15
7 TCH PROBE 3.3 ABST +10 F100 MB1 SYSTÉME DE RÉFERENCE:0
8 TCH PROBE 3.4 ERRORMODE1

4
Cycles palpeurs pour l'étalonnage automatique des outils
4.1 Etailonnage d'outils avec le palpeur de table TT
Vued'ensemble

La machine et la TNC doivent avoir été préparées par le constructeur de la machine pour la mise en œuvre du palpeur TT.
Il est possible que tous les cycles ou fonctions décrits ici ne soient pas disponibles sur votre machine. Consultez le manuel de votre machine.
Les cycles palpeurs ne sont disponibles qu'vec l'option de logiciel Touch probe function (numéro d'options #17).
Gráce au palpeur de table et aux cycles d'étalonnage d'outils de la TNC, vous pouvez effectuer automatique l'étalonnage de vos outils: Les valeurs de correction pour la longueur et le rayon sont stockées dans la mémoire centrale d'outils TOOL.T et converties automatique à la fin du cycle de palpage. Modes d'étalonnage disponibles:
Etailonnage d'outil avec outil à l'arrêt
Etailonnage d'outil avec outil en rotation
Etailonnage dent par dent
Configurer les paramètres-machine

Avant de travailler avec les cycles TT, vérifier tous les paramètres-machine définis sous ProbSettings > CfgToolMeasurement et CfgTTRoundStylus.
Pour l'étalonnage avec broche à l'arrêt, la TNC utilise l'avance de palpage du paramètre-machine probingFeed.
Pour l'étabonnage avec outil en rotation, la TNC calculée automatiquement la vitesse de rotation et l'avance de palp.
La vitesse de rotation broche est calculée de la maniere suivante:
n = maxPeriphSpeedMeas / (r • 0,0063) avec
n Vitesse de rotation [tours/min.]
maxPeriphSpeedMeas Vitesse de circulation max. admissible [m/min.]
Rayon d'outil actif [mm]
L'avance de palpage résultat de:
v = tolerated de mesure • n avec
v Avance de palpage [mm/min.]
Tolerance de mesure Tolerance de mesure [mm], dépend de maxPeriphSpeedMeas
n Vitesse de rotation [t/min.]
probingFeedCalc yous permit de calculator l'avance de palpage:
La tolérance de mesure reste constante - indépendamment du rayon d'outil. Si l'on utilise de très gros outils, l'avance de palpage évolu neanmoins vers zéro. Plus la vitesse de déplacement sur le pourtour (maxPeriphSpeedMeas) et la tolérance admissible (measureTolerance1) sélectionnées sont réduites et plus cet effet est sensible.
La tolérance de mesure est modifiée si le rayon d'outil augmente. Ceci permet de s'assurer qu'il existe encore une avance de palpage suffisante, y compris si l'on utilise des outils avec rayons d'outils importants. La TNC modifie la tolérance selon le tableau suivant:
| Rayon d'outil | Tolérance de mesure |
| jusqu'à 30 mm | measureTolerance1 |
| 30 à 60 mm | 2 • measureTolerance1 |
| 60 à 90 mm | 3 • measureTolerance1 |
| 90 à 120 mm | 4 • measureTolerance1 |
probingFeedCalc = ConstantFeed:
L'avance de palpage reste constante; toutefois, l'erreur de mesure croit de maniere linéaire lorsque le rayon d'outil augmente:
Messtoleranz = (r • measureTolerance1)/ 5 mm) avec
Rayon d'outil actif [mm]
measureTolerance1 Erreur de mesure max. admissible
Données d'introduction dans le tableau d'outils TOOL.T
| Abrév. | Données d'introduction | Dialogue |
| CUT | Nombre de dents de l'outil (20 dents max.) | Nombre de dents? |
| LTOL | Ecart admissible par rapport à la longueur d'outil L pour la détection d'usure. Si la valeur introduite est dépassée, la TNC bloque l'outil (état L). Plage d'introduction: 0 à 0,9999 mm | Tolérance d'usure: Longueur? |
| RTOL | Ecart admissible par rapport au rayon d'outil R pour la détection d'usure. Si la valeur introduite est dépassée, la TNC bloque l'outil (état L). Plage d'introduction: 0 à 0,9999 mm | Tolérance d'usure: Rayon? |
| DIRECT. | Sens de coupe de l'outil pour l'étalonnage avec outil en rotation | Sens rotation palpage (M3 = -)? |
| R-OFFS | Etalonnage de la longueur: Déport de l'outil entre le centre de la tige et le centre de l'outil. Configuration par défaut: Aucune valeur introduite (déport = rayon de l'outil) | Déport outil: Rayon? |
| L-OFFS | Etalonnage du rayon: Déport supplémentaire de l'outil pour offsetToolAxis entre l'arête supérieure de la tige de palpage et l'arête inférieure de l'outil. Valeur par défaut: 0 | Déport outil: Longueur? |
| LBREAK | Ecart admissible par rapport à la longueur d'outil L pour la détection de rupture. Si la valeur introduite est dépassée, la TNC bloque l'outil (état L). Plage d'introduction: 0 à 0,9999 mm | Tolérance de rupture: Longueur? |
| RBREAK | Ecart admissible par rapport au rayon d'outil R pour la détection de rupture. Si la valeur introduite est dépassée, la TNC bloque l'outil (état L). Plage d'introduction: 0 à 0,9999 mm | Tolérance de rupture: Rayon? |
Exemple de données à introduire pour types d'outils courants
| Type d'util | CUT | R-OFFS | L-OFFS |
| Foret | - (sans fonction) | 0 (aucun désaxage nécessaire car la pointe du foret doit être étalonnée) | |
| Fraise cylindrique de diamètre <19 mm | 4 (4 dents) | 0 (aucun désaxage nécessaire car le diamètre de l'outil est inférieur au diamètre du disque du TT) | 0 (aucun désaxage supplémentaire nécessaire lors de l'étalonnage du rayon. Utilisation du désaxage de offsetToolAxis) |
| Fraise cylindrique de diamètre >19 mm | 4 (4 dents) | 0 (désaxage nécessaire car le diamètre de l'outil est supérieur au diamètre du disque du TT) | 0 (aucun désaxage supplémentaire nécessaire lors de l'étalonnage du rayon. Utilisation du désaxage de offsetToolAxis) |
| Fraise à bout hémisphérique | 4 (4 dents) | 0 (aucun désaxage nécessaire car le pôle sud de la bille doit être étalonné) | 5 (toujours définir le rayon d'outil comme déport de manière à mesurer intégralement le rayon d'outil. |
Programmez les cycles d'étalonnage d'outil en mode Programmation à l'aide de la touche TOUCH PROBE. Vous dispose des cycles suivants:
| Cycle | Ancien format | Nouveau format |
| Etailonnage du TT | 30 | 490 |
| CAL. | CAL. | |
| Etailonnage de la longueur d'outil | 31 | 491 |
| Etailonnage du rayon d'outil | 32 | 492 |
| Etailonnage de la longueur et du rayon d'outil | 33 | 493 |

Les cycles d'étalonnage ne fonctionnent que si la mémoire centrale d'outils TOOL.T est active.
Avant de travailler avec les cycles d'étalonnage, vous nevez introduire dans la mémoire centrale d'outils toutes les données nécessaires à l'étalonnage et appeler l'outil à étalonnner avec TOOL CALL.
Différences entre les cycles 31 à 33 et 481 à 483
L'ensemble des fonctions ainsi que le déroulement du cycle sont identiques. Seules différences entre les cycles 31 à 33 et 481 à 483:
- Les cycles 481 à 483 sont également disponibles en DIN/ISO en tant que cycles G481 à G483
Pour l'etat de la mesure, les nouveaux cycles utilisent le paramètre fixe Q199 au lieu d'un paramètre librement selectionnable
Etalonnage du TT (cycle palpeur 30 ou 480, DIN/ISO: G480)

La méthode du cycle d'étabonnage est définie par le constructeur de la machine. Consultez le manuel de votre machine.
Avant d'effectuer l'étabonnage, vous devez introduire dans le tableau d'outils TOOL.T le rayon et la longueur exacts de l'ouil d'étabonnage.
Il convient de définir dans les paramètres-machine centerPos > [0] à [2] la position du TT à l'intérieur de la zone de travail de la machine.
Si vous modifie l'un des paramètres-machine centerPos > [0] à [2], vous devez effectuer un nouvel étalonnage.
Vous étabonnée le TT avec le cycle de mesure TCH PROBE 30 ou TCH PROBE 480 (cf. également „Différences entre les cycles 31 à 33 et 481 à 483" à la page 152). L'opération d'étabonnage est automatique. La TNC calcule également de manière automatique le désaxage de l'outil d'étabonnage. Pour cela, elle fait pivoter la broche de 180^ à la moitié du cycle d'étabonnage.
Utilisez comme outil d'étalonnage une piece parfaitement cylindrique, par exemple une tige cylindrique. Les valeurs d'étalonnage ainsi obtenues sont stockées dans la TNC et prises en compte automatiquement par elle lors des étalonnages d'outils ultérieurs.

Hauteur de sécurité: Introduire la position dans l'axe de broche à l'intérieur de laquelle aucune collision ne peut se produit avec les pieces ou matériels de bridage. La hauteur de sécurité se refère au point de référence piece actif. Si vous avez introduit une hauteur de sécurité si petite que la pointe de l'outil puisse être en deca de l'arête supérieure de l'assiette, la TNC positionne automatiquement l'outil d'étalonnage au-dessus de l'assiette (zone de sécurité dans safetyDistStylus)
Example: Séquences CN de l'ancien format
6 TOOL CALL 1 Z
7 TCH PROBE 30.0 ÉTALONNAGE TT
8 TCH PROBE 30.1 HAUT: +90
Exemple: Séquences CN dans le nouveau format
6 TOOL CALL 1 Z
7 TCH PROBE 480 ÉTALONNAGE TT
Q260=+100 ;HAUTEUR DE SECURITE
Etalonnage de la longueur d'outil (cycle palpeur 31 ou 481, DIN/ISO: G481)

Avant d'étalonner des outils pour la première fois, vous nevez introduire dans le tableau d'outils TOOL.T le rayon et la longueur approximatifs, le nombre de dents ainsi que la direction de la dent de l'outil concerné.
Vous programmez l'étalonnage de la longueur d'outil à l'aide du cycle de mesure TCH PROBE 31 ou TCH PROBE 480 (cf. également „Différences entre les cycles 31 à 33 et 481 à 483" à la page 152). En introduisant un paramètre, vous pouvez déterminer la longueur d'ouil de trois manières différentes:
Si le diamètre de l'outil est supérieur au diamètre de la surface de mesure du TT, étalonné avec outil en rotation
Si le diamètre de l'outil est inférieur au diamètre de la surface de mesure du TT ou si vous calculez la longueur de forets ou de fraises à bout hemisphérique, étaisonnez avec outil à l'arrêt
Si le diamètre de l'outil est supérieur au diamètre de la surface de mesure du TT, effectuez l'étalonnage dont par dont avec outil à l'arrêt
Déroulement de l'étalonnage avec outil en rotation
Pour déterminer la dent la plus longue, l'outil à étalonnner est décalé au centre du système de palpage et déplace en rotation sur la surface de mesure du TT. Pour déterminer la dent la plus longue, l'outil à étalonnner est décalé au centre du système de palpage et déplace en rotation sur la surface de mesure du TT. Programmez le décalage dans le tableau d'outils sous Décalage d'outil: Rayon (R-0FFS).
Déroulement de l'., étalonnage avec outil à l'arrêt" (pour foret, par exemple)
L'outil à étalonner est déplace au centre, au dessus de la surface de mesure. Il se déplace ensuite avec broche à l'arrêt sur la surface de mesure du TT. Pour terminer, il se déplace avec broche à l'arrêt sur la surface de mesure du TT. Pour ce type de mesure, introduisez „0" pour le décalage d'util: Rayon (R-OFFS) dans le tableau d'outils.
Déroulement de l'étalonnage dent par dent
La TNC pré-positionne l'outil à étalonnner sur le côté de la tête de palpage. La surface frontale de l'outil se situe à une valeur définie dans offsetToolAxis, au-dessous de l'arête supérieure de la tête de palpage. La surface frontale de l'outil se situe à une valeur définie dans MP6530, au-dessous de l'arête supérieure de la tête de palpage. Dans le tableau d'outils, vous pouvez définir un autre décalage sous Décalage d'outil: Longueur (L-0FFS). La TNC palpe ensuite radialement avec outil en rotation pour déterminer l'angle initialedestiné à l'étalonnage dont par dent. Pour terminier, on étalonne la longueur de toutes les dents en modifiant l'orientation de la broche. Pour ce type de mesure, programmez ETALONNAGE DENTS dans le cycle TCH PROBE 31 = 1

Vou puevez exécuter l'étabonnage dont par dont sur les outils qui peuvent composer jusqu'à 20 dents.
Définition du cycle
Mesure outil = 0 / contrôle : Définir si vous désírez étalonnner l'outil pour la première fois ou contrôleur un outil déjà étalonné. Pour un premier étalonnage, la TNC écrase la longueur d'outil L dans la mémoire centrale d'outils TOOL.T et initiaïse la valeur Delta DL à 0. Si vous contrôlez un outil, la longueur mesure est comparée à la longueur d'outil L dans TOOL.T. La TNC calcule l'écart en tenant compte du signe et l'inscrit comme valeur Delta DL dans TOOL.T. Cét écart est également disponible dans le paramètre Q115. Si la valeur Delta est supérieure à la tolérance d'usure ou à la tolérance de rupture admissibles pour la longueur d'outil, la TNC bloque l'outil (état L dans TOOL.T)
N° paramètre pour résultat?: numéro de paramètre sous lequel la TNC的记忆ise l'état de la mesure:
0,0: outil dans les tolérances
1,0: Outil use (LTOL dépassée)
2,0: Outil cassé (LBBREAK dépassée). Si vous ne désirez pas continuer à Traitser le résultat de la mesure dans le programme, valider la question de dialogue avec la touche NO ENT
Hauteur de sécurité: Introduire la position dans l'axe de broche à l'intérieur de laquelle aucune collision ne peut se produit avec les pieces ou matériels de bridage. La hauteur de sécurité se refère au point de réference piece actif. Si vous avez introduit une hauteur de sécurité si petite que la pointe de l'outil puisse être en deca de l'arête supérieure de l'assiette, la TNC positionne automatiquement l'outil au-dessus de l'assiette (zone de sécurité dans safetyDistStylus)
Etalonnage dents 0=Non / 1=0ui: Définir s'il faut effectuer un étalonnage dent par dent (étalonnage possible de 20 dents max.)
Exemple:Premier étalonnage avec outil en rotation;ancien format
6 TOOL CALL 12 Z
7 TCH PROBE 31.0 LONGUEUR D'OUTIL
8 TCH PROBE 31.1 CONTROL: 0
9 TCH PROBE 31.2 HAUT: +120
10 TCH PROBE 31.3 ETALONNAGE DENTS: 0
Exemple: Contrôle avec étalonnage dent par dent, mémorisation de l'objet dans Q5; ancien format
6 TOOL CALL 12 Z
7 TCH PROBE 31.0 LONGEUR D'OUTIL
8 TCH PROBE 31.1 CONTROLE: 1 Q5
9 TCH PROBE 31.2 HAUT: +120
10 TCH PROBE 31.3 ETALONNAGE DENTS: 1
Exemple: Séquences CN; nouveau format
6 TOOL CALL 12 Z
7 TCH PROBE 481 LONGUEUR D'OUTIL
Q340=1 ;CONTROLE
Q260=+100 ;HAUTEUR DE SECURITE
Q341=1 ;ETALONNAGE DENTS
Etalonnage du rayon d'outil (cycle palpeur 32 ou 482, DIN/ISO: G482)

Avant d'étalonner des outils pour la première fois, vous doivent introduire dans le tableau d'outils TOOL.T le rayon et la longueur approximatifs, le nombre de dents ainsi que la direction de la dent de l'outil concerné.
Vous programmez l'étalonnage du rayon d'outil à l'aide du cycle de mesure TCH PROBE 32 ou TCH PROBE 482 (cf. également „Différences entre les cycles 31 à 33 et 481 à 483" à la page 152). En introduisant un paramètre, vous pouvez déterminer le rayon d'outil de deux manières différentes:
Etailonnage avec outil en rotation
Etailonnage avec outil en rotation suivi d'un etalonnage dent par dent

Les outils de forme cylindrique avec surface diamant peuvent être étalonnés avec broche à l'arrêt. Pour cela, vous doivent définir le nombre de dents CUT = 0 dans le tableau d'outils et harmoniser le paramètre machine CfgToolMeasurement. Consultez le manuel de votre machine.
Processus de la mesure
La TNC pré-positionne l'outil à étalonner sur le côte de la tête de palpage. La surface frontale de la fraise se situe à une valeur définie dans offsetToolAxis, au-dessous de l'arête supérieure de la tête de palpage. La TNC palpe ensuite radialement avec outil en rotation. Si vous désirez réaliser en plus un étalonnage dont par dent, mesure les rayons de toutes les dents au moyen de l'orientation broche.
Définition du cycle


Mesure outil = 0 / contrôle 1 : Définir si vous désírez étalonnner l'outil pour la première fois ou contrôler un outil déjà étalonné. Pour un premier étalonnage, la TNC écrase le rayon d'outil R dans la mémoire centrale d'outils TOOL.T et met pour la valeur Delta DR = 0 . Si vous contrôlez un outil, le rayon mesure est comparé au rayon d'outil dans TOOL.T. La TNC calcule l'écart en tenant compte du signe et l'inscrit comme valeur Delta DR dans TOOL.T. Cét écart est également disponible dans le paramètre Q116. Si la valeur Delta est supérieure à la tolérance d'usure ou à la tolérance de rupture admissibles pour le rayon d'outil, la TNC bloque l'outil (état L dans TOOL.T).
N° paramètre pour résultat?: numéro de paramètre sous lequel la TNC的记忆ise l'état de la mesure: 0,0: outil dans les tolérances
1,0: outil use (RTOL dépassée)
2,0: Outil cassé (RBBREAK dépassée). Si vous ne désirez pas continuer à Traitser le résultat de la mesure dans le programme, valider la question de dialogue avec la touche NO ENT
Hauteur de sécurité: Introduire la position dans l'axe de broche à l'intérieur de laquelle aucune collision ne peut se produit avec les pieces ou matériels de bridage. La hauteur de sécurité se refère au point de référence piece actif. Si vous avez introduit une hauteur de sécurité si petite que la pointe de l'outil puisse être en deca de l'arête supérieure de l'assiette, la TNC positionne automatiquement l'outil au-dessus de l'assiette (zone de sécurité dans safetyDistStylus)
Etalonnage dents 0=Non / 1=0ui: Définir s'il faut en plus effectuer ou non un étalonnage dent par dent (étalonnage possible de 20 dents max.)
Exemple:Premier étalonnage avec outil en rotation;ancien format
6 TOOL CALL 12 Z
7 TCH PROBE 32.0 RAYON D'OUTIL
8 TCH PROBE 32.1 CONTROL: 0
9 TCH PROBE 32.2 HAUT: +120
10 TCH PROBE 32.3 ETALONNAGE DENTS: 0
Exemple: Contrôle avec étalonnage dent par dent, mémorisation de l'etat dans Q5; ancien format
6 TOOL CALL 12 Z
7 TCH PROBE 32.0 RAYON D'OUTIL
8 TCH PROBE 32.1 CONTROLE: 1 Q5
9 TCH PROBE 32.2 HAUT: +120
10 TCH PROBE 32.3 ETALONNAGE DENTS: 1
Exemple: Séquences CN; nouveau format
6 TOOL CALL 12 Z
7 TCH PROBE 482 RAYON D'OUTIL
Etalonnage complet de l'outil (cycle palpeur 33 ou 483, DIN/ISO: G483)

Avant d'étalonner des outils pour la première fois, vous devez introduire dans le tableau d'outils TOOL.T le rayon et la longueur approximatifs, le nombre de dents ainsi que la direction de la dent de l'outil concerné.
Pour étalonnner l'outil en totalité, (longueur et rayon), programmez le cycle TCH PROBE 33 ou TCH PROBE 482 (cf. également „Différences entre les cycles 31 à 33 et 481 à 483" à la page 152). Le cycle convient particulièrement au premier étalonnage d'outils; il représenté en effet un gain de temps considérable par rapport à l'étalonnage dont par dent de la longueur et du rayon. Avec les paramètres d'introduction, vous pouvez étalonnner l'outil de deux manières différentes:
Etailonnage avec outil en rotation
Etailonnage avec outil en rotation suivi d'un etalonnage dent par dent

Les outils de forme cylindrique avec surface diamant peuvent être étalonnés avec broche à l'arrêt. Pour cela, vous doivent définir le nombre de dents CUT = 0 dans le tableau d'outils et harmoniser le paramètre machine CfgToolMeasurement. Consultez le manuel de votre machine.
Processus de la mesure
La TNC étalonne l'outil suivant une procédure programmee et définie. Le rayon d'outil est tout d'abord étalonné; vient ensuite la longueur d'outil. Le processus de la mesure correspond aux phases des cycles 31 et 32.
Définition du cycle

Mesure outil = 0 / contrôle : Définir si vous désírez étalonnner l'outil pour la première fois ou contrôler un outil déjà étalonné. Pour un premier étalonnage, la TNC écrase le rayon d'outil R et la longueur d'outil L dans la mémoire centrale d'outils TOOL.T et initaille les valeurs Delta DR et DL à 0. Si vous contrôlez un outil, les données d'outil mesurées sont comparées aux données d'outil correspondantes dans TOOL.T. La TNC calcule les écarts en tenant compte du signe et les inscrit comme valeurs Delta DR et DL dans TOOL.T. Ces écarts sont également disponibles dans les paramètres Q115 et Q116. Si l'une des valeurs Delta est supérieure à la tolérance d'usure ou à la tolérance de rupture admissibles, la TNC bloque l'outil (état L dans TOOL.T).
N' parametre pour résultat?: numero de parametre sous lequel la TNC memorise I'etat de la mesure: 0,0: outil dans les tolérances 1,0: outil use (LTOL ou/et RTOL depassée) 2,0: outil casset (LBBREAK ou/et RBREAK depassée). Si vous ne désirez pas continuer à Traitser le résultat de la mesure dans le programme, valider la question de dialogue avec la touche NO ENT
Hauteur de sécurité: Introduire la position dans l'axe de broche à l'intérieur de laquelle aucune collision ne peut se produit avec les pieces ou matériels de bridage. La hauteur de sécurité se refère au point de référence piece actif. Si vous avez introduit une hauteur de sécurité si petite que la pointe de l'outil puisse être en deà de l'arête supérieure de l'assiette, la TNC positionne automatiquement l'outil au-dessus de l'assiette (zone de sécurité dans safetyDistStylus)
Etalonnage dents 0=Non / 1=0ui: Définir s'il faut en plus effectuer ou non un étalonnage dent par dent (étalonnage possible de 20 dents max.)
Exemple:Premier étalonnage avec outil en rotation;ancien format
6 TOOL CALL 12 Z
7 TCH PROBE 33.0 MESURE D'OUTIL
8 TCH PROBE 33.1 CONTROLE: 0
9 TCH PROBE 33.2 HAUT: +120
10 TCH PROBE 33.3 ETALONNAGE DENTS: O
Exemple: Contrôle avec étalonnage dent par dent, mémorisation de l'objet dans Q5; ancien format
6 TOOL CALL 12 Z
7 TCH PROBE 33.0 MESURE D'OUTIL
8 TCH PROBE 33.1 CONTROLE: 1 Q5
9 TCH PROBE 33.2 HAUT: +120
10 TCH PROBE 33.3 ETALONNAGE DENTS: 1
Exemple: Séquences CN; nouveau format
6 TOOL CALL 12 Z
7 TCH PROBE 483 MESURE D'OUTIL
Angle d'un plan, mesurer ... 136
Avance de palpage ... 20
C
Cercledtrous,mesurer...133
Cercle, mesurer l'extérieur ... 117
Cercle, mesurer l'intérieur ... 114
Compensation du désaxage de la pièce à partir d'un axe rotatif ... 52, 57
à partir de deux tenons circulaires ... 49
à partir de deux trouss ... 46
Par mesure de deux points d'une droite ... 32, 44
Contrôle de l'outil ... 108
Correction d'outil ... 108
Cycles de palpage
Mode Manuel ... 26
pour le mode automatique ... 18
D
Données du palpeur ... 23
E
Etalonnage automatique d'outils ... 150
Etalonnage automatique d'outils, cf.
Etalonnage d'outil
Etalonnage d'outils ... 150
Etalongnage complet ... 159
Etalongnage du TT ... 153
Longueur d'outil ... 154
Parametre-machine ... 149
Rayon d'outil ... 157
Vue d'ensemble ... 152
Etalonnage d'une poche rectangulaire ... 123
Etalonnage des outils
Etat de la mesure ... 107
F
Fonction FCL ... 6
L
Logique de positionnement ... 21
M
Mesure angulaire ... 112
Mesure d'une coordonnée donnée ... 130
Mesure multiple ... 20
Mesurer l'angle d'un plan ... 136
mesurer les pieces ... 37, 105
N
Niveau de développement ... 6
P
Palpeurs 3D ... 16
Etailonnage à commutation ... 29
Paramètres de résultat ... 64, 107
Paramètres-machine pour palpeur 3D ... 19
Point de ref., initialisation automatique ... 61
Centre d'un cercle de trough ... 91
Centre de 4 trous ... 96
Centre oblong ... 68
Centre poche circulaire (trou) ... 77
dans l'axe du palpeur ... 94
Extérieur coin ... 85
intérieur coin ... 88
sur un axe au choix ... 99
Point de reférence
Enregistrer dans tableau de points
zéro ... 64
Enregistrer dans tableau
Preset ... 64
Point de réference, initialisation
manuelle
Centre de cercle comme point de
référence ... 36
Coin pris comme point de
référence ... 35
sur un axe au choix ... 34
Proces-verbal des résultats de la
mesure ... 106
R
Rainure, mesurer l'extérieur ... 128
Rainure, mesurer l'intérieur ... 126
Rainure, mesurer la largeur ... 126
Résultats de la mesure dans les paramètres Q ... 64, 107
Rotation de base
Enregistrer en mode Manuel ... 32
Enregistrer pendant le déroulement du programme ... 42
Initialisation directe ... 56
Rotation de base, prendre en
compte ... 16
s
Surveillance de tolérances ... 107
T
Tableau de points zéro
Validator les résultats du
palpage ... 27
Tableau palpeurs ... 22
Tableau Preset ... 64
Validator les résultats du palpage ... 28
Tenon rectangulaire, étalonnner ... 120
Traverse, mesurer l'extérieur ... 128
Trou,étalonner...114
V
Valeurs de palpage dans tableau depoints zéro, enregistrer ... 27
Valeurs de palpage dans tableau Preset, enregistrer ... 28
Z
Zone de sécurité ... 20
Tableau récapitulatif
Cycles palpeurs
| Numéro cycle | Désignation du cycle | Actif DEF | Actif CALL | Page |
| 0 | Plan de référence | ■ | Page 110 | |
| 1 | Plan de référence polaire | ■ | Page 111 | |
| 3 | Mesure | ■ | Page 144 | |
| 30 | Etalonnage du TT | ■ | Page 153 | |
| 31 | Etalonnage/contrôle de la longueur d'outil | ■ | Page 154 | |
| 32 | Etalonnage/contrôle du rayon d'outil | ■ | Page 157 | |
| 33 | Etalonnage/contrôle de la longueur et du rayon d'outil | ■ | Page 159 | |
| 400 | Rotation de base à partir de deux points | ■ | Page 44 | |
| 401 | Rotation de base à partir de deux troughs | ■ | Page 46 | |
| 402 | Rotation de base à partir de deux tenons | ■ | Page 49 | |
| 403 | Compenser le désaxage avec l'axe rotatif | ■ | Page 52 | |
| 404 | Initialiser la rotation de base | ■ | Page 56 | |
| 405 | Compenser un désaxage avec l'axe C | ■ | Page 57 | |
| 408 | Initialiser le point de référence au centre d'une rainure (fonction FCL 3) | ■ | Page 65 | |
| 409 | Initialiser le point de ↔reference au centre d'un oblong (fonction FCL 3) | ■ | Page 68 | |
| 410 | Initialiser point de ↔reference intérieur rectangle | ■ | Page 71 | |
| 411 | Initialiser point de ↔reference extérieur rectangle | ■ | Page 74 | |
| 412 | Initialiser point de ↔reference intérieur cercle (trou) | ■ | Page 77 | |
| 413 | Initialiser point de ↔reference extérieur cercle (tenon) | ■ | Page 81 | |
| 414 | Initialiser point de ↔reference extérieur coin | ■ | Page 85 | |
| 415 | Initialiser point de ↔reference intérieur coin | ■ | Page 88 | |
| 416 | Initialiser point de ↔reference centre cercle de trough | ■ | Page 91 | |
| 417 | Initialiser point de ↔reference dans l'axe du palpeur | ■ | Page 94 | |
| 418 | Initialiser point de ↔reference au centre de 4 troughs | ■ | Page 96 | |
| 419 | Initialiser point de ↔reference sur un axe à selectionner librement | ■ | Page 99 | |
| 420 | Mesurer la pièce, angle | ■ | Page 112 | |
| 421 | Mesurer la pièce, interieur d'un cercle (trou) | ■ | Page 114 | |
| 422 | Mesurer la pièce, extérieur d'un cercle (tenon) | ■ | Page 117 | |
| 423 | Mesurer la pièce, interieur d'un rectangle | ■ | Page 120 | |
| 424 | Mesurer la pièce, extérieur d'un rectangle | ■ | Page 123 | |
| 425 | Mesurer la pièce, interieur d'une rainure | ■ | Page 126 | |
| 426 | Mesurer la pièce, extérieur d'une rainure | ■ | Page 128 | |
| 427 | Mesurer la pièce, un axe à sélectionner librement | ■ | Page 130 | |
| 430 | Mesurer la pièce, cercle de trough | ■ | Page 133 | |
| 431 | Mesurer la pièce, plan | ■ | Page 136 | |
| 480 | Étalandnage du TT | ■ | Page 153 | |
| 481 | Étalandnage/contrôle de la longueur d'outil | ■ | Page 154 | |
| 482 | Étalandnage/contrôle du rayon d'outil | ■ | Page 157 | |
| 483 | Étalandnage/contrôle de la longueur et du rayon d'outil | ■ | Page 159 |
Les palpeurs 3D de HEIDENHAIN
vous aident à réduire les temps morts:
Par exemple
- Dégauchissage des pièces
- Initialisation des points de référence
- Etalonnage des pièces
Digitalisation de formes 3D
avec les palpeurs de pieces
TS 220 avec cable
TS 640 avec transmission infra-rouge
- Etalonnage d'outils
Surveillance de l'usure - Enregistrement de rupture d'outil
aveclepalpeurd'outils
TT 140


- Type de TNC, logiciel et fonctions
- Manuel d'utilisation Cycles palpeurs:
- Options de logiciel
- Options du hardware
- Option de logiciel 1 (numéro d'options #08)
- Option de logiciel 2 (numéro d'options #09)
- Touch probe function (numéro d'option #17)
- Cycles palpeurs
- Advanced programming features (numéro d'options #19)
- Programmation flexible des contours FK
- Cycles d'usinage
- Advanced grafic features (numéro d'option #20)
- Graphisme de test et graphisme d'asinage
- Option de logiciel 3 (numéro d'options #21)
- Correction d'outil
- Usage 3D
- Pallet management (numéro d'options #22)
- HEIDENHAIN DNC (numéro d'option #18)
- Display step (numéro d'option #23)
- Double speed (numéro d'option #49)
- Niveau de développement (fonctions de mise à jour „upgrade“)
- Lieu d'implantation prévu
- Information legale
- Travail à l'aide des cycles palpeurs .... 15
- Cycles palpeurs en modes Manuel et Manivelle électronique .... 25
- Cycles palpeurs pour le contrôle automatique des pieces .... 41
- Cycles palpeurs pour l'étalonnage automatique des outils .... 147
- 1
- Généralités sur les cycles palpeurs
- Fonctionnement
- Prendre en compte la rotation de base en mode Manuel
- Cycles palpeurs en modes Manuel et Manivelle électronique
- Cycles palpeurs pour le mode automatique
- Définition du cycle palpeur en mode de fonctionnement Programmation
- Example:Sequences CN
- Avant que vous ne travailliez avec les cycles palpeurs!
- Course max. jusqu'au point de palpage: DIST dans le tableau palpeurs
- Distance d'approche jusqu'au point de palpage: SET_UP dans le tableau palpeurs
- Orienter le palpeur infrarouge dans le sens de palpage programme: TRACK dans le tableau palpeurs
- Palpeur à commutation, avance de palpage: F dans le tableau palpeurs
- Palpeur à commutation, avance pour déplacements de positionnement: FMAX
- Palpeur à commutation, avance rapide pour déplacements de positionnement: F_PREPOS dans le tableau palpeurs
- Mesure multiple
- Zone de sécurité pour mesure multiple
- Travail avec les cycles palpeurs
- Tableau palpeurs
- Généralités
- Editor les tableaux palpeurs
- 2
- Introduction
- Vued'ensemble
- Selectionner le cycle palpeur
- Enregister les valeurs de mesure issues des cycles palpeurs dans un tableau de points zéro
- Enregistrer les valeurs de mesure issues des cycles palpeurs dans le tableau Preset
- Etaconnage du palpeur à commutation
- Introduction
- Etalonnage de la longueur effective
- Etalonner le rayon effectif et compenser le désaxage du palpeur
- Afficher les valeurs d'étalonnage
- Compenser le désaxage de la piece
- Calculer la rotation de base
- Enregistrer la rotation de base dans le tableau Preset
- Afficher la rotation de base
- Annuler la rotation de base
- Initialiseur le point de referencia avec palpeurs 3D
- Initialiser le point de referencia sur un axe auchioix
- Coin pris comme point de referencia
- Centre de cercle pris comme point de referencia
- Cercle interne:
- Cercle externe:
- Etailonnage de pieces avec les palpeurs 3D
- Définir la coordonnée d'une position sur la piece dégauchie
- Définir les coordonnées d'un coin dans le plan d'usinage
- Définir les cotes d'une piece
- Réinitialiser l'affichage de position aux valeurs précédant la mesure linéaire
- Mesure angulaire
- Définir l'angle compris entre l'axe de référence angulaire et une arête de la piece
- Définir l'angle compris entre deux arêtes de la pièce
- 3
- Enregistrer automatiquement le désaxage de la piece
- Particularités communes aux cycles palpeurs destinés à l'enregistrement du désaxage de la pierce
- ROTATION DE BASE (cycle palpeur 400, DIN/ISO: G400)
- Remarques avant que vous ne programmiez
- ROTATION DE BASE avec deux trous (cycle palpeur 401, DIN/ISO: G401)
- ROTATION DE BASE à partir de deux tenons (cycle palpeur 402, DIN/ISO: G402)
- ROTATION DE BASE compensée avec axe rotatif (cycle palpeur 403, DIN/ISO: G403)
- INITIALISER LA ROTATION DE BASE (cycle palpeur 404, DIN/ISO: G404)
- Compenser le désaxage d'une piece avec l'axe C (cycle palpeur 405, DIN/ISO: G405)
- Calcul automatique des points de referencia
- Caracteristiques communes à tous les cycles palpeurs pour l'initialisation du point de référence
- Point de reférence et axe du palpeur
- Enregistrer le point de reférence calculé
- Résultats de la mesure dans les paramètres Q.
- PREF CENTRE RAINURE (cycle palpeur 408, DIN/ISO: G408)
- PREF CENT. OBLONG (cycle palpeur 409, DIN/ISO: G409)
- Exemple: Séquences CN
- POINT DE REFERENCE INTERIEUR RECTANGLE (cycle palpeur 410, DIN/ISO: G410)
- POINT DE REFERENCE EXTERIEUR RECTANGLE (cycle palpeur 411, DIN/ISO: G411)
- POINT DE REFERENCE INTERIEUR CERCLE (cycle palpeur 412, DIN/ISO: G412)
- POINT DE REFERENCE EXTERIEUR CERCLE (cycle palpeur 413, DIN/ISO: G413)
- POINT DE REFERENCE EXTERIEUR COIN (cycle palpeur 414, DIN/ISO: G414)
- POINT DE REFERENCE CENTRE CERCLE DETROUS (cycle palpeur 416, DIN/ISO: G416)
- POINT DE REFERENCE DANS L'AXE DU
- PALPEUR (cycle palpeur 417, DIN/ISO: G417)
- Numéro paramètre
- Signification
- POINT DE REFERENCE CENTRE de 4 TROUS (cycle palpeur 418, DIN/ISO: G418)
- PT DE REF SUR UN AXE (cycle palpeur 419, DIN/ISO: G419)
- Exemple: Initialiseier le point de référence arête supérieure de la piece et centre du cercle de trous
- Etaconnage automatique des pieces
- Proces-verbal des résultats de la mesure
- Proces-verbal mesure cycle 421 Mesure trou
- Résultats de la mesure dans les paramètres O
- Etat de la mesure
- Surveillance de tolérances
- Surveillance d'outil
- Correction de l'outil
- Système de référence pour les résultats de la mesure
- PLAN DE REFERENCE (cycle palpeur 0, DIN/ISO: G55)
- PLAN DE REFERENCE polaire (cycle palpeur 1)
- MESURE ANGLE (cycle palpeur 420, DIN/ISO: G420)
- Si I'axe du palpeur = axe de mesure:
- MESURE TROU (cycle palpeur 421, DIN/ISO: G421)
- MESURE EXTERIEUR CERCLE (cycle palpeur 422, DIN/ISO: G422)
- MESURE INTERIEUR RECTANGLE (cycle palpeur 423, DIN/ISO: G423)
- MESURE EXTERIEUR RECTANGLE
- (cycle palpeur 424, DIN/ISO: G424)
- MESURE INTERIEUR RAINURE (cycle palpeur 425, DIN/ISO: G425)
- MESURE EXTERIEUR TRVERSE (cycle palpeur 426, DIN/ISO: G426)
- MESURE COORDONNEE (cycle palpeur 427, DIN/ISO: G427)
- MESURE CERCLE DE TROUS (cycle palpeur 430, DIN/ISO: G430)
- MESURE PLAN (cycle palpeur 431, DIN/ISO: G431)
- Exemple: Mesure d'un tenon rectangulaire et retouche
- Cycles spéciaux
- MESURE (cycle palpeur 3)
- 4
- Etailonnage d'outils avec le palpeur de table TT
- Configurer les paramètres-machine
- Données d'introduction dans le tableau d'outils TOOL.T
- Différences entre les cycles 31 à 33 et 481 à 483
- Etalonnage du TT (cycle palpeur 30 ou 480, DIN/ISO: G480)
- Example: Séquences CN de l'ancien format
- Exemple: Séquences CN dans le nouveau format
- Etalonnage de la longueur d'outil (cycle palpeur 31 ou 481, DIN/ISO: G481)
- Déroulement de l'étalonnage avec outil en rotation
- Déroulement de l'., étalonnage avec outil à l'arrêt" (pour foret, par exemple)
- Déroulement de l'étalonnage dent par dent
- Définition du cycle
- Exemple:Premier étalonnage avec outil en rotation;ancien format
- Exemple: Contrôle avec étalonnage dent par dent, mémorisation de l'objet dans Q5; ancien format
- Exemple: Séquences CN; nouveau format
- Etalonnage du rayon d'outil (cycle palpeur 32 ou 482, DIN/ISO: G482)
- Processus de la mesure
- Exemple: Contrôle avec étalonnage dent par dent, mémorisation de l'etat dans Q5; ancien format
- Etalonnage complet de l'outil (cycle palpeur 33 ou 483, DIN/ISO: G483)
- C
- D
- E
- F
- L
- M
- N
- P
- R
- s
- T
- V
- Z
- Tableau récapitulatif
- Les palpeurs 3D de HEIDENHAIN
- vous aident à réduire les temps morts:
Marque : HEIDENHAIN
Modèle : TNC 620
Catégorie : Contrôleur numérique