
328 GTB - Voiture de sport FERRARI - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil 328 GTB FERRARI au format PDF.

| Type de produit | Voiture de sport |
| Modèle | Ferrari 328 GTB |
| Moteur | Moteur V8 de 3,2 litres |
| Puissance | 270 ch à 7 000 tr/min |
| Couple | 400 Nm à 5 500 tr/min |
| Transmission | Manuelle à 5 vitesses |
| Dimensions | Longueur : 4 200 mm, Largeur : 1 800 mm, Hauteur : 1 150 mm |
| Poids | 1 400 kg |
| Vitesse maximale | 265 km/h |
| Accélération (0-100 km/h) | 5,5 secondes |
| Consommation de carburant | 12 L/100 km (mixte) |
| Type de carburant | Essence sans plomb |
| Entretien recommandé | Révisions tous les 10 000 km ou tous les ans |
| Pièces détachées | Disponibles auprès des concessionnaires Ferrari et revendeurs spécialisés |
| Sécurité | Équipements de sécurité de base, pas d'ABS ni d'airbags sur les modèles anciens |
| Garantie | Vérifier auprès du vendeur pour les modèles d'occasion |
| Informations générales | Modèle produit entre 1985 et 1989, apprécié pour son design et ses performances |
FOIRE AUX QUESTIONS - 328 GTB FERRARI
Questions des utilisateurs sur 328 GTB FERRARI
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Voiture de sport au format PDF gratuitement ! Retrouvez votre notice 328 GTB - FERRARI et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil 328 GTB de la marque FERRARI.
MODE D'EMPLOI 328 GTB FERRARI
A = Type et numéro d'identification du moteur B = Type et numéro d'identification du chassis C = Plaquette des lubrifiants moteur et boite de vitesses D = Plaquette antigel E = Plaquette d'homologation F = Numéro du chassis et type de voiture G = Plaquette pressures pneumatiques H = Plaquette du vernis
A = Type et numéro d'identification du moteur B = Type et numéro d'identification du chassinis C = Plaquette des lubrifiants moteur et boîte de vitesse D = Plaquette antigel H = Plaquette du vernis
| Version de base | Version USA 83 | Version USA 84 | ||
| Type | F 105 A | F 105 A 40 | F 105 A 40 | |
| Nombre de cylindres | 8 - V - 90° | 8 - V - 90° | 8 - V - 90° | |
| Dyamètre des cylindres | mm | 81 | 81 | 81 |
| Course | mm | 71 | 71 | 71 |
| Cylindrée totale | cm3 | 2926,9 | 2926,9 | 2926,9 |
| Rapport compression | 9,2:1 | 8,6:1 | 8,6:1 | |
| Régime maximum à tours/minute | 7700 | 7700 | 7700 | |
| Puisance max. DIN | KW | 176,5 | 169 | 173 |
| (CV) | (240) | (230) | (235) | |
| Régime corresp. à tours/minute | 7000 | 6800 | 6800 | |
| Couple max. | Nm | 259,9 | 255 | 255 |
| (kgm) | (26,5) | (26) | (26) | |
| Régime corresp. à tours/minute | 5000 | 5500 | 5500 | |
Le bloc-cylindres est en alliage léger d'aluminium, revenu, à haute résistance. Les chemises sont aussi en alluminium.
A chaque démontage du moteur, il faut procéder à un nettoyage soigné à l'aide d'air comprimé et pétrole. Dévisser les bouchons des conduites de lubrification.
| DENOMINATION | mm |
| Usure max. diamètre chemise | 0,080 + 0,100 |
| Conicité maxime | 0,010 + 0,025 |
| Ovalisation maxime | |
| Dégrée de finissage: | |
| - Rugosité μm | 0,6 + 0,8 |
| Hauteur des chemise par rapport au plan du bloc-cylinders | 0,03 + 0,07 |
Contrôle de la ligne d'arbre
Monter les culasses avec les joints usés, et les serrer selon la série prescrite et au couple de 10 kgm (tableau M4). - Placer dans les paliers du bloc-cylindres la barre calibrée (outil spécial AS/4736) de diamètre mm 66,675 - 0,01/0,02, après l'avoir enduite de bleu de Prusse (fig. 4). S'assurer que I'ouil s'appuie de façon uniforme, tout en vérifier les zones de contact que le bleu de Prusse rendra évidentes. Eventuellement retoucher au grattoir (voir fig. 5). - Serrer le chapeau central au couple de 9 kgm (Tableau M4). Tournier la barre calibrée, et si l'effort nécessaire pour la rotation est trop fort, enlever le chapeau de palier et retoucher au gratoir les endroits de contactccessifs, mis en evidence par la couleur bleu.
Procéder progressivement, en laissant montés les chapeaux de palier déjà ajustés. À la fin de cette opération, les traces de couleur sur le bloc-cylindres et les chapeaux doivent indiquer un contact uniforme de l'outil sur toute la surface d'appui (voir fig. 6). Placer ensuite l'outil spécial à polir, AV 240 recouvert de pâte CROMAX mélangée avec huile ou graisse. Polir soigneusement les supports (voir fig. 7).
Faire cette opération avec le moteur retourné de par rapport à sa position sur le support. Ceci afin d'éviter que le poids de l'outil à polir ovalise les supports. - Continuer cette opération jusqu'à obtenir un effort uniforme de rotation de l'outil. NOTE: Nous conseillons d'aléser les paliers des arbres à cames à la fin de cette opération (voir à page B31). Démonter les culasses et procéder à un nettoyage soigné, en soufflant dans les canalisations de lubrification.
Contrôle des chemises
- Les chemises du moteur "Quattrovalvole" sont en alliage d'aluminium. Elles possèdent la surface interieure durcie per un apport de nickel et silicium (Nikasii) selon un procédé spécifique. A cause de la très haute résistance de ce traitement, l'usure de la chemise est très limitée. Lors du démontage, contrôle soigneusement les chemises au moyen d'un comparateur, en effectuant deux lectures croisées pour chaque diamètre, selon les hauteurs indiquées dans la fig. 8.
Remplacer la chemise si un diamètre est en-dessous de la valeur min. de tolérance. Contrôler que la surface intérieure soit lisse, et sans rayures ni signes de griffage. Si cette surface s'avère être même légèrement endommagée, il faut remplacer la chemise. En tout cas, il ne faut procéder à une honeuse, car on éliminerait le traitement superficiel. Les manier avec soin, afin d'éviter de rayer les surfaces d'appui. Au montage, nettoyer avec soin les plans d'appui sur le bloc-cylindres, avec du papier abrasif très fin. Enfiler les nouvelles chemises sans joints inférieurs, et en vérifier les dimensions. Les chemises doivent glisser avec précision, mais librement, dans les sièges du bloc-cylindres. Vérifier que la hauteur des chemises par rapport à la surface du bloc-cylindres soit comprise entre 0,03+0,07 mm (fig. 3). Utiliser l'outil CS 6768. Remplacer tous les joints, et au montage ne pas les pincer ou les tordre. Ne pas utiliser d'huile, graisse ou pâte à joint. Bloquer les chemises sur le bloc-cylindres au moyen de l'outillage spécial (AS 6236).
| DENOMINATION | mm |
| - Accouplément mobile coussinets - tourillons du vilebreguin Jeu de montage Liminé d'usure | 0,029 ÷ 0,064 0,15 |
| - Jeu longitudinal du vilebreguin Jeu de montage Liminé d'usure | 0,100 ÷ 0,240 0,30 |
| - Tolerance max. admise sur l'alignement des tourillons du vilebreguin | 0,02 |
| - Tolerance max. admise sur parallélisme des manetons par rapport aux tourillons | 0,01 |
| - Ovalisation max. des manetons et tourillons après la rectification | 0,01 |
| - Conicité max. des manetons et tourillons après la rectification | 0,01 |
| - Perpendicularité par rapport à l'axe de rotation de l'embase du volant, à 48 mm | 0,025 |
| - Dureté des surfaces des tourillons et des manetons | HRC 56 |
| - Polissage final des tourillons et manetons | μ 0,2 |
Main Data
Contrôle de vilebrequin
Durant une révision, il est nécessaire de remplacer les bagues d'étanchéité aux extrémités du vilebrequin. - Remplacer le roulement de l'arbre d'embrayage. --- Contrôler l'alignement des tourillons du vilebrequin (fig. 10). Il est conseillé de contrôler le vilebrequin au "Magnaflux" ou au moyen de liquides pénétrants, afin de relever d'éventuelles fissures.
Ensuite nettoyer soigneusement les canalisations de lubrification.
Contrôle et rectification des tourillons et des manetons
Si à la suite de l'usure il est nécessaire de rectifier le vilebrequin, mesurer au micromètre les dimensions des tourillons et des manetons. À l'aide du tableau, déterminer à quelle cote de minoration il faudra réduire les diamètres.
Après la première rectification, les tourillons et les manetons conservent la durée superficielle à la valeur min. requise.
Après la deuxième rectification, il faut procéder à une nouvelle nitruration du vilebrequin.
Contrôle du jeu axial du vilebrequin
Les opérations de montage du vilebrequin étant terminées, contrôler le déplacement axial entre les demi-lunes d'épaulement du dernier palier.
Provoquer le déplacement axial du vilebrequin au moyen d'un tournevis, et mesurer le jeu au comparateur.
Ce jeu doit être contenu entre 0,100 + 0,240 mm. En relevant un jeu supérieur à celui admis, remplacer les demi-lunes avec d'autres de 1ère majoration.
S'assurer que les rainures de graissage (dans lesquelles est gravée l'épaisseur) usinées sur un seul côté des demi-lunes, doivent être montées vers le vilebrequin.
Équilibrage
Le vilebrequin, le volant moteur et l'amortisseur de vibrations (damper) sont fournis équilibrés individuellement. En cas de réparations, il est donc possible de remplacer une de ces pièces sans refaire un équilibrage.
B16 Données principales des pistons
B17 Nettoyage-contrôle des pistons
B18 Bielles
B19 Données principales des bielles
B20 Contrôle des bielles
Contrôle des manètongs et des
B22 coussinets de bielles
Données principales des pistons
| DENOMINATION | |
| Accouplément mobile piston - chemise (mesuré à 8,5 mm. de la base du piston) - jeu de montage | 0,020÷0,060 |
| - limite d'usure | 0,10 |
| Accouplément segments - gorges du piston (vertical) - 1er segment de compression AC cromé | 0,020÷0,057 |
| - 2ème segment de compression AC conique | 0,030÷0,062 |
| - 3ème segment de compression AC conique | 0,030÷0,062 |
| - 4ème racleur ROF avec expandeur spiroidal | 0,020÷0,057 |
| Limits d'usure | 0,070 |
Pistons, données principales
Enlever les incrustations sur le piston, et au moyen d'un grattoir éliminer les angles vils sur le ciel et les gorges des segments des pistons neuls. Pour les gorges se servir d'un nouveaux segment cassé à moinsie. — Éliminer toutes impuretés dans les orifices de lubrification. Il est de même conseillé d'exécuter un contrôle au "Magnflux" ou au moyen de liquides pénétrants afin de relever déventuelles fissures. — Les axes de pistons sont bloqués par des arrêts extensibles. Avant de monter les segments sur le piston, les introduire dans l'outil spécial CS 5730 et contrôler le jeu circonférentiel. Ce jeu doit correspondre aux valeurs indiquées. — Afin de facilititer le montage des segments se servir d'un outil spécifique que l'on trouve dans le commerce. S'assurer que l'indication "TOP" gravée sur les segments soit montée vers le haut. Au montage, les segments doivent être tiercés; c'est-à-dire les fentes réparties chaque. Eviter d'orienter les fentes dans le sens de rotation du moteur (Poussée du piston).
1 = Flèche d'orientation piston 2 = Zone où est ponctionné le numéro du cylindre auquel appartiennent la bielle
Données principales des bielles et coussinets de bielles
| DENOMINATION | mm. |
| Accouplément mobile axe et pied de bielle | 0,015÷0,041 |
| — limite d'usure | 0,050 |
| Interférence entre douille et pied de bielle | 0,014÷0,048 |
| Accouplément mobile coussinets de manetons de bielles sur vilebreguin | 0,046÷0,089 |
| — jeu de montage | 0,12 |
| — limite d'usure | 0,12 |
| Jeu axial entre les bielles montées sur le manetons | 0,200÷0,339 |
| DIAMETRE DES MANETONS DE BIELLES (VILEBREGuin) | |
| Ø nominal | 43,619÷43,637 |
| 1ère minoration | 43,365÷43,383 |
| 2ème minoration | 43,111÷43,129 |
| EPAISSEUR DES COUSSINETS DE BIELLE | |
| Epaisseur nominale | 1,714÷1,723 |
| 1ème majoration | 1,841÷1,850 |
| 2ème majoration | 1,968÷1,977 |
Contrôle des bielles
A chaque révision du moteur, et spécialement à chaque remplacement des douilles d'axes de pistons, il est nécessaire de contrôler le parallélisme (Equerrage) entre l'axe du pied et la tête de la bielle. — Sa valeur doit être contenue entre 0,03 mm, mesurée à une distance de 50 mm sur l'axe de piston (voir fig. 14). - Chaque bielle doit être montée dans le cylindre correspondant avec les numéros orientés vers le côté échappement afin qu'ils seront lisibles même à bielle montée.
Fig. 14 = Contrôle du parallélisme
Fig. 15 = Contrôle du jeu axial
Un contrôle au Magnaflux est conseillé. - Les bielles sont classées selon le poids, avec une détente poinçonnée sur le corps (fig. 13) comme indiqué sur le tableau. — En cas de remplacement, s'assurer que les bielles remplaçantes possèdent la même détente, donc le même poids. Note: À chaque démontage des bielles il faut remplacer les écrous des boulons des bielles.
Contrôle des manètongs et coussinets de bielle
- Change any items showing deep grooving or wear signs. Make sure that big end bearings are in good conditions and set the bearings in their housings; tighten bolts to a torque of 6.6 kgm. Measure the bearing bore and the diameter of the crankshaft pins with a dial gauge. If the clearance is lower than the limit of wear, the same bearings can be used, the diameter of the crankpin does not vary. In case of higher clearance, change the bearings with oversize ones and reduce the crankpins to the prescribed value indicated on the table (see page B19). Thin shell bearings must not be refaced; otherwise the layer of antifriction will be removed.
- Check the préloading: en desserrant l'une des deux écrous de bielle, le couvre-culbuche doit s'élever d'au moins 0.05 mm.
- En cas de rayeurs ou traces d'usure il faut remplacer les coussinets. S'ils sont en bonnes ètre intérieur des coussinets, et le diamètre des manètons du vilebrequin.
- Si le jeu est inférieur à la limite d'usage, il est possible de les remonter sans rectifier l'arbre; En relevant des jeux supérieurs, remplaner les coussinets avec d'autres majorés, et rectifier les manetons aux valeurs spécifiées dans le tableau (voir page B19).
- Les coussinets à épaisseur mince ne doivent en aucun cas subir des ajustages afin d'éviter l'asportation d'alliage antifiction.
- Contrôler la précharge, en dévissant un des 2 écrous. Le chapeau doit se soulever d'au moins 0,05 mm.
B24 Données principales
B25 Contrôle des culasses
B25 Nettoyage et contrôle des culasses
B28 Contrôle des ressorts de soupape
ZYLINDERKÖPFE
B24
- Les culasses sont en alliage léger (aluminium - silicium) revenu, avec chambre de combustion de forme particulière. Les sièges de soupape sont en fonte, et les guides en bronze. Avant de chasser les sièges dans leurs logements, contrôlez les diamètres des logements dans la culasse, et les diamètres des sièges, de façon qu'ils soient montés avec interférence comme indiqué dans le tableau.
| DENOMINATION | mm |
| Interférence de montage entre guide de soupape et logement dans la culasse | 0,032÷0,068 |
| Interférence des sièges aspiration et échappem. sur le: Diamètre max. | 0,14÷0,18 |
| Diamètre min. | 0,07÷0,11 |
| Accouplément entre tige de soupape et son guide | |
| — jeu de montage (aspiration) | 0,025÷0,055 |
| — limite d'usure (éché+pements) | 0,025÷0,055 |
| 0,10 | |
| Excentricité max. entre tige et tête de soupape (aspiration) | 0,02 |
| 0,02 | |
| Jeu entre pouvoir et son logement dans la culasse | |
| — jeu de montage | 0,020÷0,070 |
| — limite d'usure | 0,100 |
Contrôle des culasses
- Remplacer les sièges de soupape lorsque les valeurs indiquées sur la fig. 19 se trouvent sous la limite inférieure de la tolérance.
- Afin de ne pas endommager les logements dans les culasses, il est conseillé d'extraire les sièges en les fraisant.
- Pour chasser les sièges dans les culasses, il faut réchauffer les culasses dans un four à une température de 190° + 200°C, et refroidir les sièges dans l'azote liquide (-196°C) pour 5 + 6 minutes.
Toutes les opérations des sièges (fraisés ou rodés) doivent être exécutées après la pose des sièges dans la culasse. Pour remplaner les guides, utiliser les outils spéciaux indiqués dans la fig. 20 et réaliser avec l'outil spécial US 14077. Pour l'introduction des nouveaux guides, chauffer la culasse à environ 100°C, et se servir de l'outil spécial AS 102179.
Nettoyage et contrôle des culasses
— Éliminer les dépôts de carbone dans les chambres de combustion, conduites d'aspiration et d'échappement. Nettoyer avec du pétrole sous pression. — Vérifier les filetages des logements des bougies. --- Contrôler que les sièges forment corps avec la culasse --- Contrôler le plan de joint et les paliers des arbres à cames. - Contrôler les logements des soussois qui commandent les soupapes. Pour le démontage des ressorts de soupape, se servir de l'outil spécial AV 1499.
--- Mesurer l'usure des tiges des soupapes au micromètre. - Contrôler l'usure de la tête de soupape et la surface plane à l'extrémité de la tige. Vérifier la bonne concentricité entre sièges et guides, et le jeu entre tige de soupape et guide avec un comparateur fixé sur la culasse. Vérifier le diamètre et l'ovalisation des guides, avec la jauge TLDF 00713. - Contrôler que les parois des guides ne présentent aucune rayures ou traces de grippage. - Contrôler le diamètre et l'ovalisation des logements des possoirs.
Fig. 17 = Mise à zéro du comparateur
Fig. 18 = Outil de montage démontage
Fig. 19 = Contrôle usure des sièges de soupapes
- Après le montage des guides neufs, rectifier la circonférence des sièges des soupapes d'admission et d'échappement (fig. 21) en réalisant l'angle de raccord comme indiqué sur la figure 16.
- Remplacer les bagues d'étanchéité sur les guides de soupapes. Pour le montage, utiliser le capuchon de protection livré avec le jeu de joints, afin d'éviter que l'encoche des arrêts à cône abîme les bagues.
Contrôle des ressorts de soupapes
Contrôler la charge des ressorts avec un dynamomètre. - Comparer ensuite les valeurs de charge ou d'affaissement relevantes avec l'appareil, avec les données d'un ressort neuf. - Remplacer les ressorts s'ils sont déformés, ou si la pression à soupape fermée est réduite de 3 + 5 kg.
A = H. du ressort libre B = H. du ressort à soupape fermée C = H. du ressort à soupape ouverte D = H. du ressort comprimé à butée Fig. 24 = Outil spécial pour contrôler les ressorts (dynamomètre)
Fig. 25 = Arbre à cames
A = Repères pour calage de distribution
- Chaque arbre à cames possède en correspondance du chapeau (côté distribution) un repère qui en facilite le calage. — Avec le moteur au P. M. H. 1/4 (cylindre n. 1 en explosion), les repères des 4 arbres à cames doivent s'aligner avec les repères des chapeaux. Note: Il existe aussi un repère extérieur, sur l'embase pour la poulie, et une flèche métallique fixée sur la protection arrière des courroies, pour un contrôle rapide du calage de distribution même avec les cache-soupapes montés. Attention: Les chapeaux sont assemblés avec les culasses, et ne peuvent donc pas être échangés. Pour cela il existe un numéro estampillé sur la culasse et le relatif chapeau.
| DENOMINATION | mm. |
| Accouplément mobile entre arbres à cames et paliers | |
| — jeu de montage | 0,040÷0,073 |
| — limite d'usure | 0,10 |
| Jeu axial des arbres | 0,050÷0,169 |
| Epaisseur variable des pastilles de réglage, de 3,25 à 4,60 mm. | 0,05 |
| Jeu de fonctionnement | (aspiration) . . . |
| (échévement) . . . |
Alésage des paliers d'arbre à cames
Pendant la révision des culasses, aiser les paliers des arbres à cames. Placer l'outil spécial US 4720. Bien lubrifier les lames de l'alésoir. Serrer les chapeaux au couple de serrage prescrit. Aléser jusqu'à ce que l'outil tourne avec un effort uniforme. Laver avec soin les passages de lubrification.
Contrôle et réglage du jeu de soupapes démontage des pastilles
- Les pastilles ne doivent pas être réclifiées pour en modifier l'épaisseur. Les surfaces sont durcies par un procédé spécial.
- A moteur froid, le jeu entre pastilles et arbres à cames doit être de: Aspiration. 0,20+0,25 Echappement mm. 0,30+0,35 Pour le réglage du jeu entre cames et poussoirs, changer les pastilles en pressant vers le bas le poussoir en utilisant l'outil spécial AS 9560.
- Engrenage de l'arbre de distribution commandant les soupapes d'admission des cylindres 1-2-3-4 2. Engrenage de l'arbre de distribution commandant les soupapes d'échappement des cylindres 1-2-3-4 3. Pignon de commande 4. Tendeurs 5. Engrenage de l'arbre de distribution commandant les soupapes d'admission des cylindres 5-6-7-8 6. Engrenage de l'arbre de distribution commandant les soupapes d'échappement des cylindres 5-6-7-8 7. Ergots d'entraînement
Bid 29
B35 Montage des chemises-vilebrequin
B36 Montage des bielles et pistons
B36 Montage de la distribution
B38 Montage des culasses
B39 Contrôle d'étanchéité du moteur
B39 Montage des arbres à cames et des couronnes
Montage des chemises et du vilebrequin
- Carefully clean all parts, with particular attention to the oil galleries then place the engine block on the stand AV 617. The cylinder liners on the crankcase and ensure of the correct protrusion. Remove the liners and install the rubber seal rings then definitively set the liners on the crankcase; lock them with the clamps AS-6236 (see fig. 8).
- Rotate the crankcase and install the main half bearings in their housings then lubricate them with normal engine oil.
- Place the crankshaft and the thrust half rings on the crankcase; mount the caps with relevant half bearings following the numera-tion printed inside the crankcase. Tighten the stud nuts to the prescribed driving torque indicated on the table on page M4. Now the crankshaft should turn without any effort, freely and with adequate end float (see page B11).
- Après avoir soigneusement nettoyé toutes les pièces, en particulier les conduites de lubrification, placer le bloc-cylindres sur le chevalet AV 617. Monter les chemises sur le bloc-cylindres et contrôler qu'elles dépassent la surface d'appui des joints de culasses de l'hauteur prescrite. Les enlever, et enfiler ensuite les joints inférieurs pour les monter dé er les demi-lunes antifriction entre les épauletements du vilebrequin. Monter les chapeaux de paliers en suivant les numéros poinçonnés à l'intérieur du bloc. Serrer les écrous de fixation des chapeaux au couple prescrit, reporté dans le tableau à page M4. Le serrage terminé, le vilebrequin doit tourner librement sans effort en conservant son jeu axial (voir pag. B11).
Montage des billes et pistons
Les pistons en alliage d'aluminium ont le trou de l'axe de piston désaxé de 0,8 mm vers le côté de pression. Sur le ciel du piston est poinconnée une flèche, qui lorsque les pistons sont correctement montés, est dirigée vers le sens de rotation du moteur.
Avant de démonter les pistons pour une révision, il est conseillé de rétablir ces repères.
Au montage, il faut prêter attention aux points suivants : — Le numéro poinconné sur la bielle (fig. 13) va toujours diriger vers le côté échappement du bloc-cylindres. — Les pistons de la rangée de cylindres de droite (n. 1/4) auront ainsi la flèche orientée du côté opposé du numéro poinconné sur la bielle. - Les pistons de la rangée de gauche auront la flèche orientée du même côté du numéro des bielles. Lorsque tous les pistons sont montés, en regardant le moteur du haut vers le bas, les pistons 1-4 auront la flèche orientée vers l'aspiration. - Les pistons 5-8, vers le côté échappement.
Montage de la distribution
Note: Le couvercle de distribution est usiné avec le bloc-cylindres, et ne peut donc être échéné. Après avoir contrôlé la pompe à huile (voir page C4) monter les pignons de distribution en procédant comme suit: - Introduire l'arrêt seeeger n. 6 dans sa rainure du couvercle (voir fig. 30). -- Introduire la rondelle expansible n. 8. Introduire le roulement n. 2. Le bloquer avec l'arrêt seeeger n. 7. - Introduire la bague d'étanchéité n. 3 avec l'outil spécial AV 824. — Prendre la poulie crantée (n. 1) et peindre avec un coup de pinceau, l'encoche qui correspond au repère poinconné sur sa partie arrière. Enfiler les pignons n. 5.
Monter la poulie. — Serrer à la main les écrous. Placer le cyl. n. 1 au P. M. H. Enfiler sur le vilebrequin, l'engrenage qui commande les deux pignons. Monter dans le bloc-cylindres les deux roulements n. 9 (fig. 30) avec l'outil spécial AV 816. Monter le couvercle complet de pignons et poulies, en faisant attention à ce que les repères pointés précédemment, s'alignent avec les encoches du couvercle de distribution.
Le joint entre couvercle et bloc-cylindres doit être monté à sec. Monter la bague d'étanchéité sur le couvercle au moyen de l'outil spécial AV 823. Serrer les écrous des poulies qui commandent les courroies au couple prescrit (13 Kgm.) avec la clé AV 815 (voir tableau M4). Faire attention à ce que l'engrenage du vilebrequin ne soit pas poussé vers l'extérieur et endommage la bague d'étanchéité. Monter ensuite le damper et serrer la vis de fixation avec la clé AV 476 au couple de serrage prescrit (20 Kgm.).
Repose des culasses
a) Outil spécial AV 1393 b) Position correcte pour le serrage
- Nota: E' necessario che al momento dello scatto della chiave dinamometrica, la chiave AV 1393 si trovi ad un angolo col braccio della chiave dinamometrica stessa.
- Questo per non alterare il braccio della leva e quando la coppia di serraggio.
- Note: Il faut que l'outil AV 1393 forme un angle de avec la clé dynamométrique au moment du déclic.
- Ceci afin de ne pas varier le bras de levier, et par conséquence le couple de serrage.
Fig. 32
a) Tool AV 1393 b) Position pour un serrage correct
Bld 32
Monter avec soin les deux joints sur le bloc-cylindres, sans aucun emploi de pâté à joint, ou autres substances. - Les joints ont poinconné l'indication "ALTO" côte "HAUT", pour en faciliter le montage. Enfiler les culasses, sans les arbres à cames sur les goujons, et en suivant l'ordre de la fig. 31, serrer les écrous au couple de serrage prescrit (voir page M4).
Contrôle d'étanchéité du moteur
Monter les collecteurs d'admission sur le culottage en enduisant les joints d'un voile de pâte à joint CAF 1 ou CAF 4. — Fermer la sortie d'eau de la culasse de droite (pour le chauffage) et l'orifice d'aspiration de la pompe à eau. — Remplir le moteur d'eau avec une pression de 8+10 bar pour une durée d'environ 10 minutes. - Contrôler la parfaite étanchéité des joints inférieurs des chemises : Si la pression se maintient constante pour 10 minutes, l'étanchéité du moteur est assurée. Un léger ruissellement autour des joints de culasse est acceptable. — Souffler de l'air comprimé au travers des trous des bougies et vérifier que de l'eau n'en sorte pas.
Montage des arbres à cames et courroies de distribution
Tourner le vilebrequin jusqu'à porter le cylindre n. 1 au P. M. H. Monter les 4 arbres à cames avec les bagues d'étanchéité. Aligner parfaitement les repères A (fig. 25). Monter les 4 poulies (selon fig. 29), sans les pieds de centrage en les fixant de façon provisoire avec les vis.
Monter les 2 tendeurs de courroies et après les avoir comprimés, les bloquer avec l'écrou A (fig. 33). Monter ensuite les 2 courroies. Note: Afin de ne pas les abimer, éviter absolument de plier à angle vif les courroies de distribution. Éviter aussi le contact avec l'huile et l'essence. Desserer l'écrou A (fig. 33) des deux tendeurs; les ressorts appliqueront automatiquement la tension correcte.
- Entiler les 4 pieds de centrage sur les poulies et remelter les 4 vis de fixation. Faire tournier le moteur de deux tours dans le sens de rotation et returner au P. M. H. avec le cyl. n° 1, maintainir les courroies sous tension et bloquer les écrous A (fig. 33) des tendeurs.
- Contrôler que les repères A (fig. 25) seront toujours alignés.
| JEUX POUR CALAGE | mm | |
| Aspiration | 0,50 | |
| Echappement | 0,50 | |
| Aspiration - Ouvert. avant le P.M.H. - Fermet. après le P.M.B. | version de base | version USA |
| 16° | 16° | |
| 48° | 48° | |
| Echappement - Ouvert. avant le P.M.B. - Fermet. après le P.M.H. | 54° | 50° |
| 10° | 14° | |
| Tollérance | ±1° | |
Contrôle et montage des chemises
- Les chemises des cylindres ont les mêmes caractéristiques, à l'exclusion de l'atelage, que celles du moteur F 105 A (308 Quattrovalvo) avec la particularité que leur accouplement avec le logement sur le bloc-moteur est extrêmement précis.
Montage
Refroidir préalablement les chemises dans un freezer à -25°C. Chauffer le bloc à 50°C avec un jet d'eau chaude.
Monter le joint d'étanchéité (O-ring) et encastrer la chemise dans le bloc-moteur.
Contrôle des salissures
Le contrôle de la saillie doit être effectué comme indiqué sur la fig. 38 en ayant soin que la saillie de toutes les chemises de la même rangée de cylindres soit la plus uniforme possible.
Fig. 38 = Contrôle de la saillie de la chemise
| DENOMINATION | mm |
| - Accouplément mobile coussinets - tourillons du vilebreguin Jeu de montage Liminé d'usure | 0,013 + 0,051 0,15 |
| - Jeu longitudinal du vilebreguin Jeu de montage Liminé d'usure | 0,100 ÷ 0,240 0,30 |
| - Tolerance max. admise sur l'alignement des tourillons du vilebreguin | 0,02 |
| - Tolerance max. admise sur parallélisme des manetons par rapport aux tourillons | 0,01 |
| - Ovalisation max. des manetons et tourillons après la rectification | 0,01 |
| - Conicité max. des manetons et tourillons après la rectification | 0,01 |
| - Perpendicularité par rapport à l'axe de rotation de l'embase du volant, à 48 mm | 0,025 |
| - Dureté des surfaces des tourillons et des manetons | HRC 56 |
| - Polissage final des tourillons et manetons | μ 0,2 |
Main Data
| Valeurs accouplément mobile segments - gorges du piston | mm |
| 1er-2ème segment conique | 0,030 ÷ 0,065 |
| 3ème segment racleur | 0,020 ÷ 0,052 |
| Liminé d'usure | 0,13 |
| Liminé d'usure des segments: mesurée dans l'outil spécial CS 5730 | 0,8 ÷ 1 |
Données principales
Les culasses des cylindres, les soupapes, les guides des soupapes et les sièges ont les mêmes caractéristiques qui sont indiquées à la page B23 à l'exception du logement de la bougie qui a un fil M12 x 1,25.
Serrage des bougies (neuves)
Lubrifier avec de la graisse graphite (Molikote BR2) le filet. Serrer à 25Nm (2,5Kgm). Desserer et serrer de manière définitive à 20Nm (2Kgm).
Serrage des culasses des cylindres
Outilage nécessaire:
— Clé dynamométrique de 1/2°.... Clé rallonge spéciale Ferrari AV 1393. — Clé de contrôle d'angle (USAG art. 830) de 1/2^*.
Déroulement des opérations:
1 - Lubrifier avec de la graisse Molikote le filet du goujon et les surfaces de friction entre l'écrou et la rondelle. 2 - Serrer tous les écrous suivant l'ordre prescrit à un couple de serrage de 45 Nm (4,5 Kgm) et veiller à ce que la clé AV 1393 se trouve bien au moment du décliquetage par rapport au bras de la clé dynamométrique. 3 - Faire tourner les écrous (suivant l'ordre prescrit) encore de au moyen de la clé (outil USAG 830) de contrôle d'angle avec la prolongation AV 1393. Pour effectuer cette dernière opération, utilise la clé USAG 630 avec un raccord d'un 1/2° et procéder comme suit, du fait que le logement de l'écrou dans la cuisse ne permet pas de faire une rotation de en une seule opération. 3.1 - Engager la clé USAG 830 entre l'outil AV 1393 et une clé à T avec raccord en 1/2°. 3.2 - Fixer l'aimant à l'extrémité du flexible à une plaque métallique qui aura été préalablement fixée au bloc-moteur (fig. 40). 3.3 - Faire tourner l'index rouge jusqu'à ce qu'il soit en face du zéro. 3.4 - Serrer l'écrou au maximum et tirez sur le goniomètre l'angle atteint.
3.5 - Dégager la clé et la mettre à nouveau dans la position de départ et ensuite l'enfiler dans le goniomètre. Reporter l'index rouge à la valeur indiquée précédemment. 3.6 - Serrer écrou et tire sur le goniomètre le nouvel angle atteint. 3.7 - Répéter l'opération plusieurs fois (3-4) jusqu'à atteindre l'angle requis de.
Phasage de la distribution
N. B.: Sur le volant sont indiqués les marques de référence de la soupape d'aspiration (AA) et la fermeture de la soupape d'échappement (CS) pour un contrôle précis de la phase (jeu soupapes 0,5 mm).
En ce qui concerne la distribution, faire référence à la page B29.
Fig. 1 = Schéma du système de lubrification du moteur
Données principales de la pompe à huile Le graissage du moteur est assuré par une pompe à engrenages ; celle-ci est montée dans le couvercle de distribution. Elle est entraînée à partir du vilebrequin, par un couple d'engrenages.
| DENOMINATION | mm |
| Jeu d'engrénement. Jeu radial de montage entre arbre et support. - limite d'usure. Jeu d'engrénement avec engrenage de commande sur le vilebreguin. Jeu axial. ...limite max. admise | 0,2 ÷ 0,3 0,009 ÷ 0,043 0,08 0,04 ÷ 0,08 0,15 |
Contrôle de la pompe à huile
- Examiner avec soi le boiler et le couvercle de la pompe : si l'on relève des rayures, remplacer les pièces défectueuses. Bien nettoyer l'aspiration et refoulement et la passer au jet d'air.
- Examiner l'engrenage conducteur et celui entraîné; si l'on constate une usure, effacement ou une dépréciation, il faut les remplacer. Vérifier les joints.
- Mesurer le jeu entre l'extrémité des engrenages et la paroi du boîtier.
- Contrôler les axes des deux engrenages s'ils présentent des signes de grippage, il faut les remplacer.
—Après le remplacement du filtre et de l'huile, vérifiez son étanchéité.
- En conditions normales de fonctionnement, la pression de l'huile doit être comprise entre 5,5 et 6,5 Bar avec un régime du moteur de 6000 tours/min, et une température d'huile de 100°C.
Une valeur de pression inférieure à 4,5 bar au ralenti, et à moteur chaud, doit être considérée normale.
La pression de l'huile peut être réglée au moyen du limitateur de pression placé sur le couvercle de distribution (voir fig. 4).
Fig. 3 - A = Bouchon de vidange de l'huile moteur Fig. 4 - Soupape limitatrice de pression d'huile
Des gaz et vapeurs d'huile
Eviter en cas de remontage que le tuyau E de drainage soit remonté avec des courbes. Ceci empêcherait un bon écoulement de l'huile dans le carter.
Fig. 5 = Dispositif de recyclage des vapeurs d'huile (308)
Fig. 6 = Dispositif de recyclage des vapeurs d'huile (328)
A = Tube amenant les vapeurs au condensateur • B = Tube amenant les vapeurs à la prise d'air • C = Tube de sortie des vapeurs des culasses • D = Condenseur des vapeurs d'huile • E = Tube de drainage de l'huile au carter • F = Pare-faims • G = Tube de sortie des vapeurs de la boîte de vitesses • H = Spirales
| Données générales | C8 |
| Radiateur - Thermocontact | C8 |
| Pompe à eau | C8 |
| Vase d'expansion | C9 |
| Thermostat | C10 |
| Tension de la courrole decommande de la pompe à eau | C11 |
Fig. 7 = Schéma refroidissement 308 Fig. 8 = Schéma refroidissement 328
1 - Réservoir d'expansion; 2 - Corps de soupape thermostatique; 3 - Contacter pour ventilateurs; 4 - Ventilateurs électriques; 5 - Robinet décharge d'eau; 6 - Robinets purge d'air; 7 - Robinet décharge d'eau du bloc-moteur.
Le système de refroidissement est du type à circuit fermé.
Le liquide de refroidissement est activé par une pompe centrifuge entraînée par le vilebrequin au moyen d'une courroie trapezoidale.
La pression max. que peut atteindre le circuit est de 0,9 bar, qui correspond à une température max. de 115°C.
Composants principaux
-- Radiateur. — Réservoir d'expansion. 2 ventilateur électrique placé derrière le radiateur. Thermocontact commande ventilateur. Thermostat placé dans la tubulure, à la sortie d'eau des culasses. — Capteur de température. Pompe centrifuge.
Le radiateur du type tubulaire porte dans sa partie supérieure un robinet pour la purge de l'air dans le circuit de refroidissement en cas de remplissage, ou de mauvaise circulation du liquide de refroidissement. - Dans sa partie inférieure est monté un thermocontact pour le fonctionnement automatique du ventilateur électrique.
Contrôle de la pompe à eau
— Eliminer les dépôts sur le couvercle et le corps de la pompe à eau. - Vérifier que la turbine soit sans jeu, et qu'elle soit perpendiculaire par rapport à l'arbre de la pompe. - Contrôler l'état des roulements. Il est conseillé de remplacer les joints et garniture du presse-étoupe à chaque révision, ou chaque fois qu'ils sont déposés. - Remplacer le joint d'étanchéité entre le corps de la pompe et le bloc-cylindres, à
l'aide du jet d'air souffler au travers de l'orifice de décharge.
Réservoir d'expansion
À la suite du rechauffement du moteur, les variations du volume du mélange du circuit de refroidissement sont compensées par le réservoir d'expansion. Dans la partie supérieure, le réservoir porte une ouverture de remplissage munie d'un bouchon avec soupape calibrée à 0,9 bar. Le niveau dans le réservoir d'expansion doit toujours se trouver à 16 cm en-dessous du plan d'appui du bouchon de remplissage. - Le niveau dans le réservoir d'expansion doit tous se couvrir à 6 cm en-dessous du plan d'appui du bouchon de remplissage.
Fig. 9 = Pompe à eau
NOTE: S'assurer que les roulements ne possèdent aucun jeu, ni sur l'arbre, ni dans leurs logements dans le corps de la pompe.
Il est effectué par le réservoir d'expansion. Pendant cette opération, ouvrir le robinet de purge placé dans la partie supérieure du radiateur. Une fois le remplissage terminé, procéder à une purge du circuit à moteur chaud, c'est-à-dire avec thermostat ouvert.
Enclencher aussi les réchauffeurs afin d'éliminer l'air qui pouvait eventuellement se trouver dans l'installation.
Il est placé sur le corps de la pompe à eau. Lors d'une révision, il doit être contrôlé pour s'assurer de son bon fonctionnement. Pour ce contrôle, plonger le thermostat dans
Thermostat
Fig. 10 = Circulation du mélange avec thermostat fermé Circulation du mélange avec thermostat ouvert
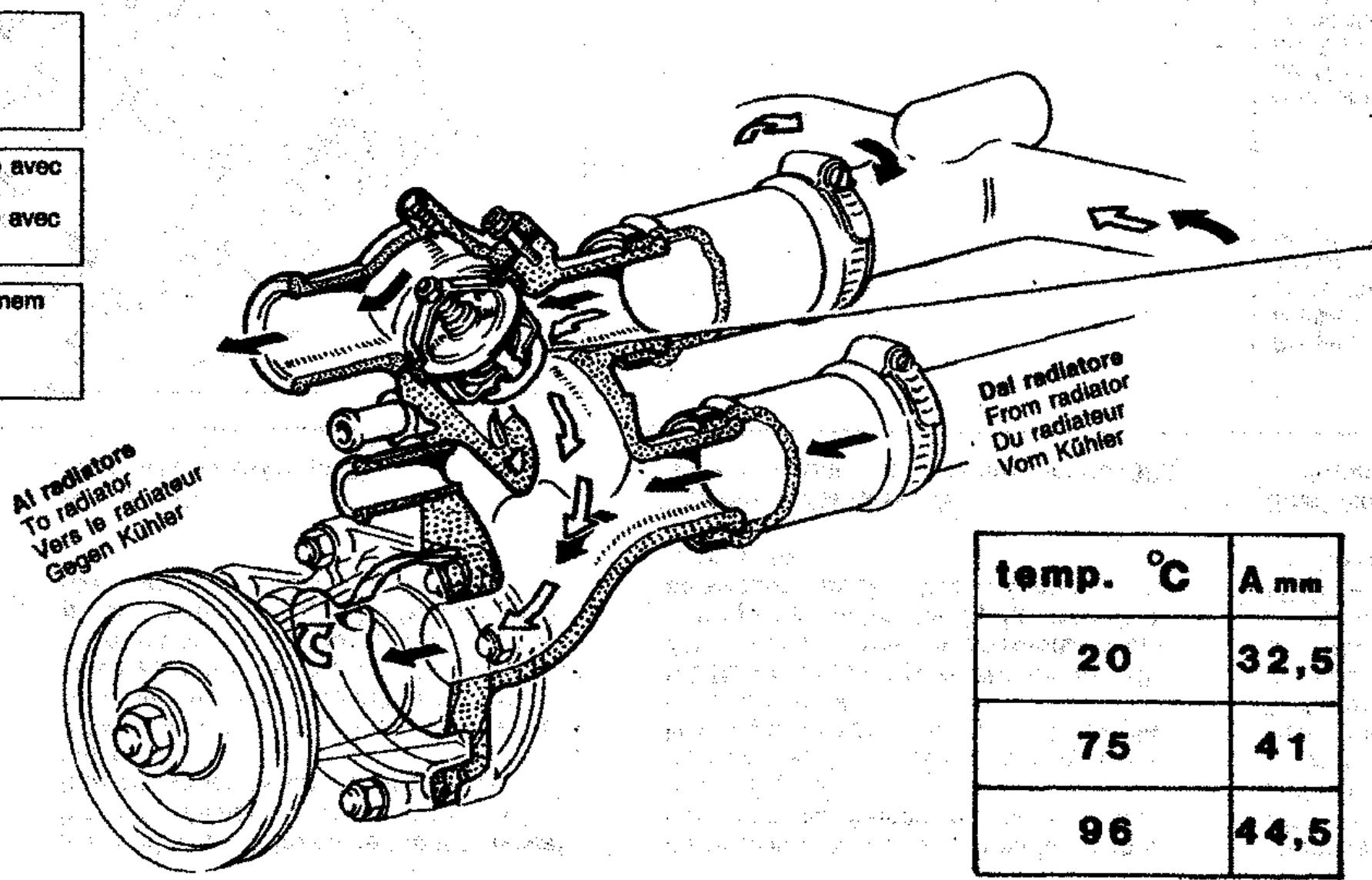

un récipient plein d'eau, et en la réchauffant vérifier les données reportées sur le tableau (Fig. 10)
Au montage, faire attention à ce que l'orifice de purge d'air du thermostat soit placé vers le haut.
NOTE: Le démontage du thermostat afin d'assurer un meilleur refroidissement n'est pas possible. Le liquide de refroidissement circulerait en prévalence par le by-pass.
Tension de la courroie d'entraînement de la pompe à eau (308)
Pour augmenter la tension de la courroie, desserrer l'écrou C sur la bride de réglage et le boulon E qui fixe l'alternateur à son support ; déplacer l'alternateur vers l'extérieur et bloquer à nouveau l'écrou et le boulon.
Avec une courroie neue, la flèche A mesure à mi-branche doit être de 5 mm, avec une charge de 3 kg.
Avec une courroie rodée, la même flèche doit s'obtenir avec une charge de 2,5 kg.
Tension par l'intermédiaire d'un tensionnétre. Avec une courroie neuve, la tension doit être de 38÷ 45 kg, lue sur l'échelle 7M du tensionnétre type "GATES 150".
Avec une courroie rodée la charge doit être de 31 ÷ 38 kg.
Tension de la courroie
d'entraînement de la pompe à eau (328)
Avec une courroie neue, la flèche A mesurée à mi-branché doit être de 4 mm, avec une charge de 3 kg.
Avec une courroie rodée, la même flèche doit s'obtenir avec une charge de 2 kg.
Pour augmenter la tension de la courroie il faut desserer les boulons qui bloquent le support du tendeur.
Déplacer le support en sens inverse et bloquer de nouveau les boulons.
Fig. 12 = Tension de la courroie d'entraînement de la pompe à eau (328)
Caractéristiques embrayage -
volantmoleur
Caractéristiques du pédalier
FIG.1 = Embrayage et cylindre de commande
1 = Levier hydraulique de commande 2 = Roulement de butte 3 = Disque d'embrayage 4 = Flexion diaphragme 5 = Mecanisme d'embrayage 6 = Cercle
D = Course max. du roulement de butte pour le débrayage E = Frottement à la suite de l'usure du disque
Le démontage de l'engrenage conduit s'effectue en utilisant l'outil spécial AV 1795 (fig. 2) qui permet une extraction facile.
Pour la dépose de la cloche d'embrayage, utiliser l'outil spécial AV 979 après avoir enlevé les écrous de fixation.
Fig. 2 - Impiego attrezzo AV 1795 per smontaggio ingranaggio condotto. Fig. 3 - Impiego attrezzo AV 979 per distacco campana frizione. Fig. 2 - Tool AV 1795 used to remove the driven gear. Fig. 3 - Tool AV 979 used to remove the clutch housing. Fig. 2 - Modalité d'emploi pour l'oulti spécial AV 1795 - Demontage engrenage conduit. Fig. 3 - Modalité d'emploi AV 979 pour dépose cloche d'embrayage. Bild 2 - Anwendung des AV 1795 - Werkzeug. Bild 3 - Anwendung des AV 979 - Werkzeug.
L'embrayage est du type avec butée toutes en contact (fig. 4).
Lorsque le disque d'embrayage s'use, la rondelle de poussée du mécanisme d'embrayage recule, faisant soulever la pédale.
Tous les 10.000 km ou lorsque la pédale n'est plus alignée avec la pédale de frein, procéder au réglage.
Agir sur le tirant C (fig. 4), après avoir desserré les contre-écrous.
Fig. 4 - Commandes de réglage pédale d'embrayage:
A = Levier; B-C = Tirants de réglage.
Fig. 5 - Alignement pédale d'embrayage.
| EMBRAYAGE | ||
| Type | Monodisque à sec | |
| Diamètre ext. des garnitures | mm. | 242,06 |
| Diamètre int. des garnitures | mm. | 161,80 |
| Épaisseeur du disque sans pression | mm. | 8,76 |
| Épaisseeur du disque sous pression | mm. | 8,26 |
| Liminé d'usure | mm. | 1,65 |
| VOLANT MOTEUR | ||
| Réduction max. admise de l'épaisseeur du volant | mm. | 0,8 |
| Rugosité de la surface du volant moteur | μ | 0,8 |
Le mécanisme d'embrayage ainsi que le disque sont livrés déjà équilibrés.
Le remplacement de certains composants ne comporte donc aucun problème d'équilibre.
1 = Rondelle de butée • 2 = Axe de pignon de marche arrière • 3 = Rondelle de butée • 4 = Douille de roulement • 5 = Roulement • 6 = Écrou (filtage gauche) • 7 = Cage de roulement • 8 = Rondelle de butée • 9 = Roue phonique • 10 = Douille à aiguilles • 11 = Cage à aiguilles • 12 = Engrangement de commande pompe à huile • 13 = Engrangement entraîne pompe à huile • 14 = Couvercle taraudé • 15 = Écrou • 16 = Cage à aiguilles • 17 = Corps de synchronisation • 18 = Rondelle de butée • 19 = Douille à aiguilles • 20 = Cage roulement à aiguilles • 21 = Rondelle de butée • 22 = Corps de synchronisation • 23 = Douille de roulement à aiguilles • 24 = Roulement à rouleurs • 25 = Écrou (filtage gauche) • 26-27-28 = Pièces de verrouillages • 29 = Arrêt • 30 = Rondelle d'arrêt • 31 = Arbre primaire • 32 = Écrou • 33 = Roulement à roulettes • 34 = Rondelle de butée • 35 = Douille à aiguilles • 38 = Cage à aiguilles • 37 = Corps de synchronisation • 38 = Cage à aiguilles • 39 = Arbre secondaire • 40 = Roulement à roulettes • 41 = Cage à aiguilles • 42 = Rondelle de butée • 43 = Bague de serrage • 44 = Cage à aiguilles • 45 = Engrangement libre de marche arrière • 46 = Rondelle de butée.
Bld 6
Caractéristiques de la boite
| Vitesses Synchronisateur des vitesses avant Jeu radial entre engrenages libres et roulements (Pour 1std-2std-vitesses et marche AR) (Pour 4std-5std-vitesses) | mm. | 5+maché AR Bagues flottantes |
| Jeu axial entre pignons libres et rondelles de butée | mm. | 0,023÷0,058 |
| — limite d'usure | mm. | 0,022÷0,054 |
| Jeu axial pignon libre de marche AR | mm. | 0,27÷0,31 |
| Jeu d'entredent entre les pignons | mm. | 0,35 |
| Jeu entre fourchettes et manchons: | ||
| — Jeu axial (Pour 1std-2std-vitesses et marche AR) (Pour 4std-5std-vitesses) | mm. | 0,20÷0,30 |
| — Jeu radial sur le diamètre (Pour 1std-2std-vitesses et marche AR) (Pour 4std-5std-vitesses) | mm. | 0,030÷0,05 |
| Jeu entre les tiges de commande et leurs logements | mm. | 0,016÷0,061 |
| Excentricité des arbres montés (voile) | mm. | 0,02 |
| Lubrification | Pompe à engrenages |
Le niveau de l'huile du groupe boîte-différentiel doit affleurer l'orifice du bouchon de remplissage B (fig. 9). Pour remplacer l'huile (lorsqu'elle est bien chaude) vidanger le bouchon A placé sur la boîte et le bouchon 1 sur le couvercle d'embrayage. Pour le remplissage de l'huile : introduire l'huile, par le bouchon B jusqu'à l'extrémité inférieure du trou. - Introduire aussi 100 gr. d'huile au travers du bouchon 2 situé sur le couvercle de la cascade de pignons.
Fig. 7 = Bouchon de vidange huilé du couvercle d'embrayage (1) Fig. 8 = Bouchon de remplissage sur le couvercle d'embrayage (2) Fig. 9 = Bouchons sur le carter de boîte de vit. A = Bouchon de vidange B = Bouchon de remplissage et contrôle du niveau
La synchronisation pour la sélection des vitesses avant est réalisée au moyen des pièces illustrées sur le fig. 10-11-12. Le manchon baladour (1) présente une denture interieure, qui est destinée à s'engrèner sur le corps d'accouplement (2) du pignon (3) en l'assurant rigidement au corps de synchronisation (4) et donc à l'arbre (5). En déplaçant le manchon (1) axialement vers la gauche ou la droite, on déplace en même temps la bague de synchronisation (6) au moyen des taquets de pression (7), poussés radialement contre le
Fig. 10 = Groupe de pignons et synchroniseurs de et vitesse
Fig. 11 = Groupe de pignons et synchroniseurs de et vitesses
(Pour les descriptions voir page E11)
manchon par les ressorts à spirale (8) (fig. 10-12), ou par des ressorts à bague (9) (fig. 11).
La bague de synchronisation s'appuie donc avec sa surface conique sur la surface conique correspondante du corps d'accouplement. À cause du petit angle d'incidence existant entre les deux surfaces coniques, il se manifeste ainsi sur le pignon (10), des forces radiales qui l'entraînant en rotation, annulent les différences de vitesse angulaire entre le pignon à engrener (10) et le corps de synchronisation (4), donc en définitive entre l'arbre (5) et le pignon.
Aussitôt que le synchronisme entre les pièces s'est réalisé, on obtient un ultérieur déplacement du manchon baladeur qui détermine l'accoupling définitif entre le pignon (10) et le corps de synchronisation (4).
Boite de vitesses - Contrôles et révisions
Après avoir démonté les pièces qui composent la boite, les laver avec du pétrole et les souffler avec l'air comprimé. Vérifier que le boitier et les couvercles ne présentent aucune félures, et que les sièges pour les cages extérieures des roulements seront sans rayures et usure. S'assurer que tous les roulements soient encore en pleine efficacité, et si l'on constate qu'ils sont bruyants, il faut les remplacer. Vérifier que les surfaces des profils des dents des pignons ne présentent aucune trace d'usure ou des écaillures. Les surfaces doivent se présenter fixes, et les traces indiquer que le contact est uniforme et étendu sur toute la longueur de la dent. - Contrôler que les douilles des roulements à aiguilles et les cages des pignons libres sur les arbres primaire et secondaire ne présentent pas des traces d'usure. S'assurer que le jeu radial ne dépasse la valeur maximale indiquée sur le tableau. - Vérifier l'usure des flancs des cages des manchons et des fourchettes. Il est très important que les deux surfaces de contact des fourchettes sur les manchons, conservant la perpendicularité, sur l'ordre de 0,05 mm., par rapport à l'axe des tiges de commandes.
Si la distance relevée est inférieure à la valeur prescrite dans le tableau, il faut remplacer la bague avec une nouvelle. Pendant cette opération, contrôle visuellement que le cône de synchronisation ne dépérît des signes de surchauffe, d'usure ou de grippage.
Contrôle du jeu de synchronisation
Fig. 13 = Contrôle des synchroniseurs Fig. 14 = contrôle du jeu du synchroniseur Fig. 15 = Contrôle de la charge axiale du synchroniseur
radiale, placer les deux cônes dans la condition de s'accoupler de manière parfaitement uniforme et parallèle. Placer le corps synchroniseur en position de montage sur la surface de butée du pignon ou de la rondelle de butée (3° vitesse). Voir fig. 14.
- Choisis une cale qui correspond au jeu minimum admis sur le synchroniseur. La lame du jeu de cales ainsi doit pouvoir être facilement enfilée avec du jeu entre les surfaces d'appui de la bague desynchronisation et du corps de synchronisation tout autour du périmètre.
- La limite supérieure du jeu du synchronismeur est déterminée par la limite d'usure de la bague de synchronisation.
- Il est conseillé de repérer les pièces contrôlées avec un signe, afin de ne pas les échanger avec d'autres groupes synchronisurs.
4) Contrôle de la charge axiale
- Contrôler que le groupe synchronisé possède de la charge axiale prévisible. Cette charge doit être vérifiée des deux côtés.
- Introduire le groupe synchroniseur dans un élément de retenue comme il est indiqué sur la figure 13. Orienter la bague de synchronisation de façon à ce que la denture d'engrenage du manchon baladeur puisse coulisser directement dans la denture reportée sur le corps d'accouplement du pignon.
- Charger de façon uniforme le manchon jusqu'à ce que le manchon même se débloque pour s'engager sur le pignon. Si la charge prescrite n'est pas atteinte, cela dépend probablement des ressorts affaiblis qui devront être remplacés par d'autres neufs.
Il s'agit d'une pompe à engrenages en prise sur l'arbre secondaire sans soupape limitatrice de pression. Pendant la révision de la boîte de vitesse, contrôle soigneusement les surfaces de travail et les yeux. - Souffler dans les conduites du couvercle de la boîte avec du pétrole et de l'air. Nettoyer le filtre.
Fig. 16 = Pompe à huile de la bôme
1 a Tiga
2-Ectou
3 = Roues phonique
- Joint O. R.
5=8
6 = Arbre secondaire
7. Engrenage conducteur
-- Introduire le groupe différentiel et procéder au réglage de la précharge des roulements (voir E25). -- Introduire dans leurs logements les pistes extérieures des roulements du centre du boîtier et les bloquer avec la rondelle (30) prévue à cet effet; bloquer l'écrou avec une goutte de Lockite. - Préparer à part les deux arbres complets de roulements, pignons et groupes synchroniseurs. - Placer l'arbre primaire (31) dans un étau introduire les deux douilles des roulements à aiguilles (38), le pignon fou de la 5° vitesse, le corps synchronisateur (37) de la 4° et 5° vitesse (complet de bagues de synchronisation, ressorts et manchon) la douille (35), les deux roulements à aiguilles (36), le pignon fou de la 4° vitesse, la bague d'écartement (34) et le roulement à rouleaux cylindriques (33), l'écrou (32). Introduire ensuite dans l'autre extrémité de l'arbre, la cage à aiguilles (41), la bague (42), et la bague d'arrêt (43). - Placer l'arbre seconde (39) dans l'etau; enfiler du côté des rainures, le roulement à rouleaux cylindriques (40), la bague d'écartement (18), la douille (19), les roulements à aiguille (20), le pignon de la 3° vitesse, la bague (21), le corps synchronisateur (22) (complet de bagues de synchronisation, ressorts et manchon), la douille à aiguilles (23), les roulements à aiguilles (11), le pignon fou de la 2° vitesse, le train fixe de la 4° et 5° vitesse, et enfin enfiler sur l'arbre le roulement à rouleaux cylindriques (24) et visser l'écrou (25). - Préparer le groupe de la vitesse et marche AR, complétant la piste (10), la cage du roulement à aiguilles (16), le pignon fou de la vitesse, le corps synchronisateur (17) (complet de bague de synchronisation, ressorts et manchon), la bague d'écartement (46), la cage du roulement à aiguilles (44) et le pignon libre de la marche AR.
Appuyer ces pièces à l'intérieur du carter enfilier, ensuite partiellement l'arbre seconde et primaire ensemble dans la boite, et ensuite les introduire complètement, en enfilant sur l'arbre seconde le groupe de vit. et marche AR. - Introduire ensuite du côté de la vit. la bague d'écartement (8); enfiler sur l'arbre les demi-pistes intérieures (4) des roulements à doubles pistes de billes. Enfiler sur le boitier les cages extérieures (7) et les demi-pistes extérieures (5) des roulements à double pistes de billes sur l'arbre primaire; serrer à la main les écrous (6) et (5). Enfiler dans le boitier l'axe (2) du pignon fou de marche AR (45). Introduire le pignon fou, les deux bagues d'arrêt et les deux cages des roulements à aiguilles; enfiler ainsi toutes les pièces sur l'axe (2) (avec les bagues d'écartement 1-3) et bloquer le groupe avec les deux bagues d'arrêt. - Engager les 3 coulisseaux de commande des vitesses, avec les pièces de verrouillage (26-27-28); les fourchettes sans les bloquer, et les fourchettes de commande. - Engager la marche AR et une vitesse avant afin de bloquer les 2 arbres, et bloquer les écrous au couple prescrit de 20 kg.m en utilisant la clé spéciale AS-5568. - Vérifier que le jeu axial des pignons libres de tous les rapports, et le pignon fou de marche AR soit entre les tolérances prescrites dans le tableau. - Placer dans l'orifice de l'arbre seconde la bille de retenue et la roue phonique (9) pour le compteur kilométrique; monter ensuite le couvercle latéral (14) en utilisant pour les 2 surfaces de la pâte à joint CAF 4 ou CAF 1 - Engager, dans les orifices reliant les trous de passages des coulisseaux, les 3 billes, les ressorts, et la douille de coulissement, et les bloquer avec l'outil AV 858.
Pour l'alignement des fourches sur les coulisseaux utiliser l'outil spécial 706-AS-661. Orienter le coulisseau de et vitesses dont la pièce de fourchette possède une position fixe, de façon à ce que l'outil appuyé au fond des encoches des pièces de fourchettes, reste bien vertical et libre aussi dans les 2 autres.
Serrer ensuite les vis des pièces de fourchettes ainsi que les vis des fourchettes de sélection, en s'assurant qu'en position de point mort les fourchettes soient centrées par rapport au manchon baladeur et le manchon centré par rapport aux relatifs couples de pignons.
Réglage de la commande intérieurs
- Engage une vitesse opérant directement sur le fourchu. Poussez le fourchu dans la direction d'engagement de la vitesse et vérifiez l'espacement.
- Engage the other speed and ensure that the clearance is equally shared between the two speeds; if necessary, adjust the clearance by loosening the nut securing the fork. Note: The clearance of 4th and 5th speeds is lower than that of other speeds.
- Manuellement vérifier que les trois commandes peuvent aller et venir.
- Set the support with the three levers for speed control in the proper housing. Install the gearbox lower cover with the relevant gasket. Now, the gearbox can be joined to the engine then, after installing the intermediate body, assemble the clutch unit and the idle gears.
- Engager une vitesse en agissant directement sur la fourchette. En poussant sur la fourchette une fois la vitesse engagée, dans le sens de selection, vérifier le jeu.
- Engager l'autre vitesse et vérifier que le jeu soit bien divisé entre les deux rapports. Eventuellement procéder au réglage en desserrant les fourchettes. Ce réglage doit être réalisé sur tous les rapports, et de la précision de ce réglage dépend la perfection du fonctionnement de la synchronisation. Note: Le jeu de la et vitesses est inférieur par rapport aux autres vitesses.
- Vérifier manuellement que les trois coulisses puissent coulisser en avant et en arrière.
- Placer dans son logement le support avec les trois sélecteurs de vitesses.
- Monter le couvercle inférieur du carter de la boîte, avec le joint. À ce point, la boîte peut être assemblée au moteur, et après le montage de l'entretoise, les pièces qui composent l'embrayage peuvent être montées, ainsi que la cascade de pignons.
Réglage de la commande extérieure
Pour une position correcte de latringerie de commande, agir de la façon suivante:
Vérifier que les articulations et les tampons élastiques ne doivent pas un jeu excessif. - Engager la 2° vitesse. (À ce but, vérifier que l'œil du silentbloc 7 de la tige 6 soit horizontal, pousser donc la tige à l'intérieur de la boîte en sélectionnant ainsi la 2° vitesse). - Placer le levier (1) dans la position de 2^nd vitesse du sélecteur (2) et introduire le bouillon dans l'étrier (3) en fixant la tige (6) à la tringle de commande; serrer enfin l'écrou. - Placer le levier (1) au point mort et contrôler qu'il soit centré par rapport aux fentes de 2^e et 3^e vitesses du sélecteur. - Si'il existe des différences, les ajuster en agissant sur le manchon (4) qui possède un filetage droit à une extrémité, et un gauche à l'autre, ainsi que les contre-écrous (5). - Reporter le levier (1) en vitesse, enlever les vis de fixation du sélecteur, et contrôler que le déplacement latéral du levier soit égal dans les deux sens, par rapport à la position centrale. Si on relève une différence, desserrer un seul contre-écrou (5) et déplacer le levier de la quantité nécessaire. Bloquer à nouveau l'écrou, et remonter le sélecteur. Vérifier enfin que la position du levier soit régulière dans tous les rapports.
Réglage de la commande extérieure
Fig. 18 = Commande extérieure de la boite
1 = Commande extérieure de la boite 2 = Séchéant de vilesses 3 = Erior 4 = Manchon déréglage 5 = Contre-écrous de réglage 6 = Tige de commande 7 = Silentblock
Différentiel - caractéristiques
Le différentiel est muni d'un dispositif autobloquant à lamelles, traitées en surface au molybdène. La lubrification est en commun avec la boîte de vitesse.
| Différentiel Couple cylindrique de réduction Rapport de réduction Type de roulements Réglage de la précharge Précharge roulements neufs: mesure avec poutie de Ø 200 mm. Jeu entre-dents du pignon et couronne Limin d'usure Pourcentage de l'autobioquant Epaisseur nominale de la rondelle entrotoise du côté droit de la couronne Epaisseur nominale de la rondelle entrotoise du côté gauche pour réglage | Autobloquant Avec denture hellicoidale (voir tableau à page E7) Coniques à rouleaux Au moyen de rondelles entrotoise P = kg. 2,280÷4.030 mm. 0,03÷0,04 mm. 0,12 40% = 2,65 mm. = 2,90 mm. |
Contrôle du différentiel
- Verificare che le superfici dei denti del pignone e della corona risultino lisce e prive di scheggiature. In caso contrario sostituirli entrambi. Controllare l'efficienza dei cuscinetti a rollo e se gli anelli interni ed esterni risultano ancora forzati nelle loro sedi; nel caso risultino rumorosi sostituirli.
- Verificare gli anelli di tenuta olio laterali, l'efficienza delle superfici di sfregamento delle lamelle e l'usura degli innesti interni ed esterni delle medesime. Nel caso dette superfici risultinoccessivamente lisce, sostiturie.
- Check that the surfaces of pinion and crown teeth are smooth and free from scratches; if not, replace both items.
- Vérifiez les roulements à billes pour un fonctionnement correct et assurez-vous que les anneaux extérieurs et intérieurs sont toujours enfoncés dans leurs logements. Remplacez les roulements s'ils sont bruyants.
- Check the lateral sealing rings; check for proper conditions of the plate surfaces and wear of the relevant outer and inner teeth. In case said surfaces appear too smooth, replace the differential plates.
- Vérifier que les surfaces de portée du pigeon et de la couronne soient lissées et sans usure. Dans le cas contraire, remplacer le couple apparié.
- Contrôler le bon fonctionnement des roulements à rouleaux et que les bagues extérieures et internes soient encore bien forcées dans les sièges. Remplacer les roulements s'ils s'avèrent bruyants.
- Vérifier les bagues d'étanchéité latérales. Vérifier les surfaces de frottement des lamelles de l'autobloquant, ainsi que les dents internes et externes de celle-ci. Dans le cas où elles sont trop usées, il faut les remplacer.
Précharge des roulements
Pour un fonctionnement correct des roulements coniques à rouleaux, il est nécessaire qu'ils soient montés avec une valeur bien établie de précontrainte axiale.
Exécuter donc toutes les opérations suivantes : Une fois le contrôle du différentiel étant terminé, bloquer sur celui-ci la couronne (1) en serrant les écrous (2) au couple de serrage prescrit de 8 kg.m fig. 20. - Les écrous de fixation de la couronne doivent être remplacés à chaque démontage.
Empâcher aux deux extrémités les roulements coniques à rouleaux (3) à l'aide de l'outil spécial AS-5764. - Introduire le différentiel avec les bagues des roulements et la rondelle entremêtoise (10) dans le carter de la boîte de vitesses vide, et poser ensuite le couvercle (5). Lubrifier les roulements et monter ensuite le couvercle latéral (6) en introduisant au préalable la rondelle entretoise (7) montée d'origine.
Fig. 20 = Précontrainte des roulements
1 = Couronne 2 = Écrou de fixation de la couronne 3 = Roulement à roues 4 = Cage de roulement 5 = Couvercle du différentiel 8 = Couronne latérale 7 = Bague d'entretoise de réglage 8 = Prolonge (AS-6704) pour la douille 9 = Poulie pour la mesure de la précontrainte (AS-5067) 10 = Bague d'entretoise
Emparer sur l'axe du côté de la couronne, la prolonge (8) AS-6704 et la poulie (9) 200 mm. AS-5067. - Contrôler la précharge. Avec des roulements neufs et une charge de kg. 2,280 ÷ 4,030, la poulie doit se déplacer lentement avec un mouvement uniforme. - Dans le cas où ces conditions ne sont pas rejointes, varier l'épaisseur de la rondelle entretoise (7) jusqu'à obtenir la précontrainte voulue. (Epaisseur indicative: 2,90 ÷ 2,95 mm.)
Note: pour des roulements déjà usés, maintenir les valeurs inférieures de précharge.
Extraire le couvercle (6), et enduire les surfaces de pâte à joint Hylomar, et le remonter définitivement avec la rondelle entretouse (7). Extraire la prolonge (8) et poser les deux bagues d'étanchéité à l'aide de l'outil spécifique AS-5639. Monter enfin les deux brides d'articulation latérales pour la fixation des demi-arbres. Bloquer le boulon au couple de serrage prescrit, en l'enduisant avec un léger voile de pâte CAF 4 afin de prévenir les événuelles fuites d'hülle au travers des canne-tures.
- Les demi-arbres sont d'une seule pièce (type LOBRO). Chaque demi-arbre possède à chaque extrémité un joint d'articulation homocynétique, composé de grosses billes qui peuvent coulisser à l'intérieur d'un manchon qui contient 140 gr. de GRAISSÉ MOLYKOTE BR 2. Le demi-arbres ne nécessitant d'aucun graissage, périodique ; uniquement en cas de rupture d'un soufflet de protection, il faut procéder à son remplacement, en introduisant ensuite la même quantité de graisse prescrite.
Lorsque des vibrations ou des bruits sont relevés au train arrêté du véhicule, spécialement après un long usage, contrôlez les joints d'articulation.
S'ils présentent des défauts, remplacer les demi-arbres complets. - Les demi-arbres neufs ne nécessitant d'aucun équilibrage préventif.
M4 Couples de serrage
M8 Point de fixation au chassis
M1 Spezialwerkzeuge
M4 Anzugsdrehm
Fig. 2 = Points de fixation au chassis 328 (à partir du chassis 76626)
1 = Fixation supérieure de l'amortisseur avant 2 = Fixation bras supérieur suspensions avant 3 = Fixation fourches inférieures suspensions avant 4 = Fixation supérieure de l'amortisseur arrière 5 = Fixation des bras supérieur des suspensions arrière 6 = Fixation des fourches inférieures des suspensions arrière 7 = Points de fixation des supports groupe moteur-boite