
ND 522 - 数字控制器 HEIDENHAIN - 免费用户手册
免费查找设备手册 ND 522 HEIDENHAIN PDF格式.
| 产品类型 | 数字控制器 (尺寸显示) |
| 品牌 | HEIDENHAIN |
| 型号 | ND 522 |
| 尺寸 (大约) | 250 x 170 x 80 毫米 |
| 重量 (大约) | 2 千克 |
| 电源 | 100-240 伏交流, 50/60 赫兹 |
| 主要功能 | 显示位置,有效值模式(绝对)和剩余路径模式(增量) |
| 支持的应用 | 铣削和车削 |
| 轴数 | 最多 3 轴(带 Z 轴耦合) |
| 内置计算功能 | 圆形阵列、线性阵列、斜面铣削、计算器、锥度计算(车削) |
| 刀具表 | 最多 16 把刀具及参数(长度、半径、名称) |
| 原点 | 最多 10 个可存储的原点 |
| 显示屏 | 液晶显示屏,带状态栏和图形定位光标 |
| 测量单位 | 毫米 (mm) 或英寸 (inch),角度可选择十进制、弧度或 DMS |
| 参考标记 | 自动处理参考标记 (REF),具有确认 REF / 无 REF 功能 |
| 界面语言 | 法语、英语、德语等(启动时可选) |
| 在线帮助 | 通过帮助软键访问内置操作手册 |
| 维护和清洁 | 用柔软干布擦拭。请勿使用研磨剂或溶剂。 |
| 安全 | 系统参数密码保护(密码:95148) |
| 备件和可维修性 | 如需维修或更换零件,请联系 HEIDENHAIN 售后服务。 |
常见问题 - ND 522 HEIDENHAIN
用户关于以下问题的提问 ND 522 HEIDENHAIN
0 问题 关于此设备。回答您知道的问题或提出自己的问题。
提出关于此设备的新问题
下载您的设备说明 数字控制器 免费PDF格式!查找您的手册 ND 522 - HEIDENHAIN 并重新掌握您的电子设备。本页发布了使用您的设备所需的所有文档。 ND 522 品牌 HEIDENHAIN.
用户手册 ND 522 HEIDENHAIN
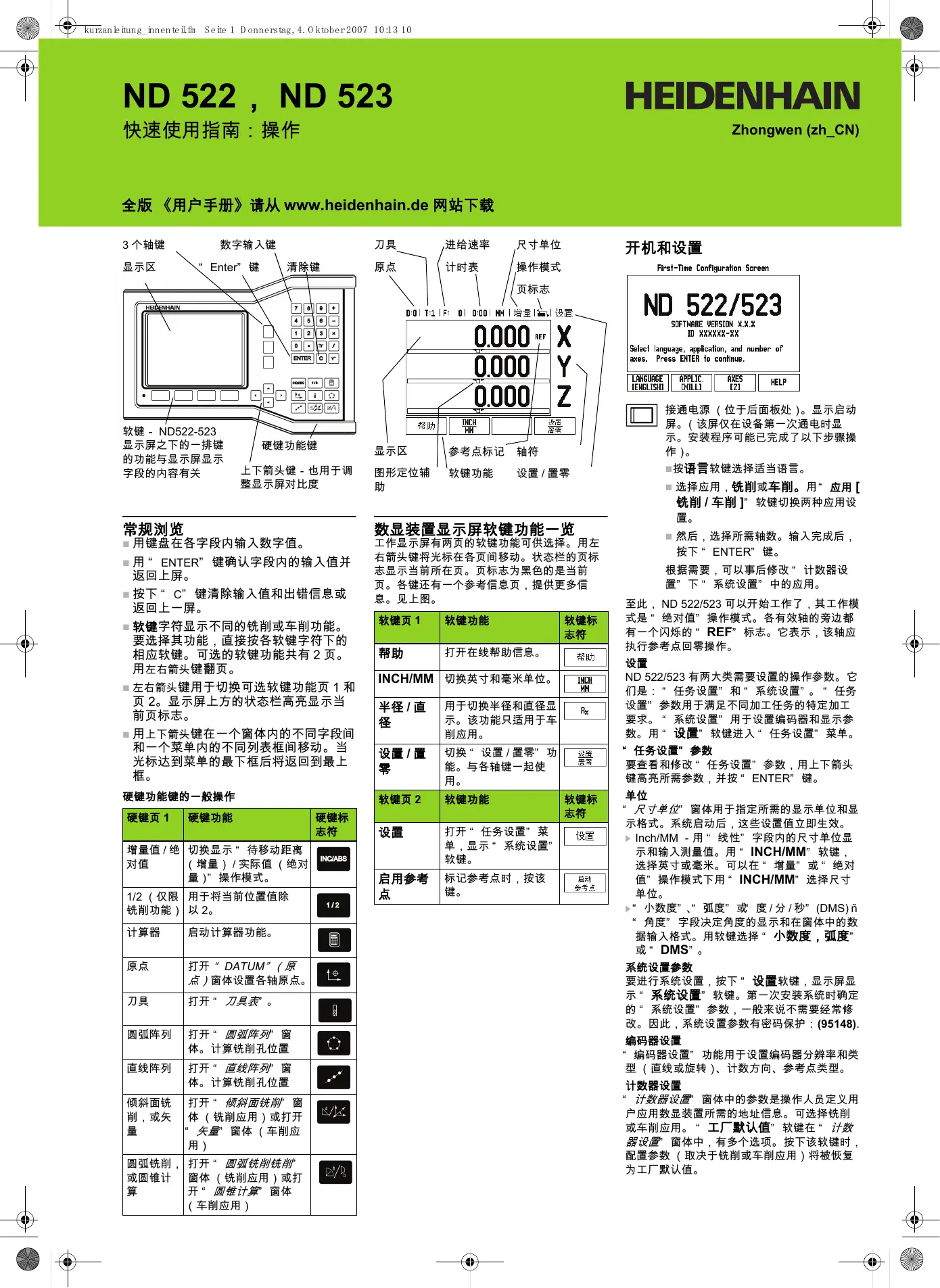
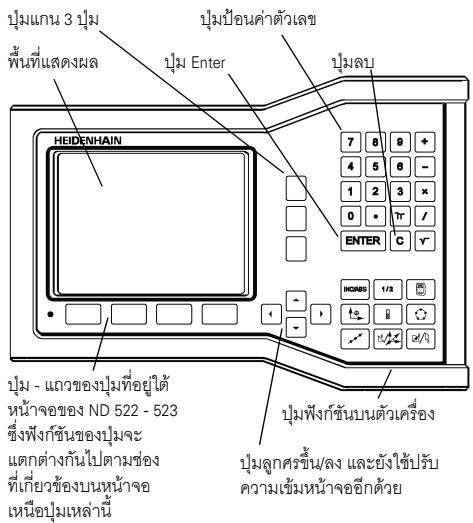
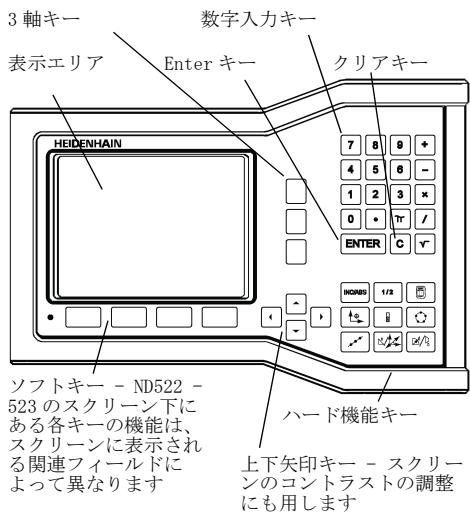
用键盘在各字段内输入数字值。
用“ENTER”键确认字段内的输入值并返回上屏。
按下“C”键清除输入值和出错信息或返回上一屏。
软键字符显示不同的铣削或车削功能。要选择其功能,直接按各软键字符下的相应软键。可选的软键功能共有2页。用左右箭头键翻页。
左右箭头键用于切换可选软键功能页1和页2。显示屏上方的状态栏高亮显示当前页标志。
用上下箭头键在一个窗体内的不同字段间和一个菜单内的不同列表框间移动。当光标达到菜单的最下框后将返回到最上框。
硬键功能键的一般操作
| 硬键页1 | 硬键功能 | 硬键标志符 |
| 增量值/绝对值 | 切换显示“待移动距离(增量)/实际值(绝对量)”操作模式。 | INC/ABS |
| 1/2(仅限铣削功能) | 用于将当前位置值除以2。 | 1/2 |
| 计算器 | 启动计算器功能。 | # |
| 原点 | 打开“DATUM”(原点)窗体设置各轴原点。 | # |
| 刀具 | 打开“刀具表”。 | # |
| 圆弧阵列 | 打开“圆弧阵列”窗体。计算铣削孔位置 | # |
| 直线阵列 | 打开“直线阵列”窗体。计算铣削孔位置 | # |
| 倾斜面铣削,或矢量 | 打开“倾斜面铣削”窗体(铣削应用)或打开“矢量”窗体(车削应用) | #/# |
| 圆弧铣削,或圆锥计算 | 打开“圆弧铣削铣削”窗体(铣削应用)或打开“圆锥计算”窗体(车削应用) | #/# |
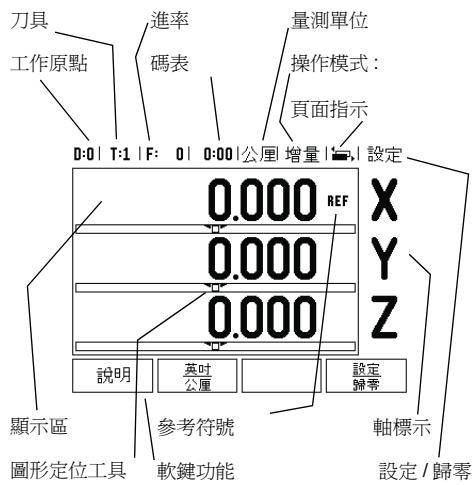
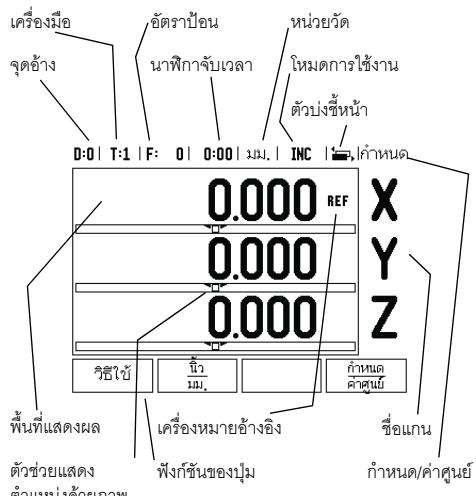
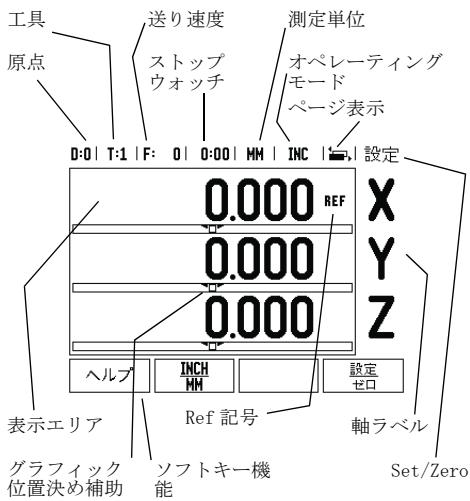
数显装置显示屏软键功能一览
工作显示屏有两页的软键功能可供选择。用左右箭头键将光标在各页间移动。状态栏的页标志显示当前所在页。页标志为黑色的是当前页。各键还有一个参考信息页,提供更多信息。见上图。
| 软键页1 | 软键功能 | 软键标志符 |
| 帮助 | 打开在线帮助信息。 | 帮助 |
| INCH/MM | 切换英寸和毫米单位。 | INCHMM |
| 半径/直径 | 用于切换半径和直径显示。该功能只适用于车削应用。 | Rx |
| 设置/置零 | 切换“设置/置零”功能。与各轴键一起使用。 | 设置置零 |
| 软键页2 | 软键功能 | 软键标志符 |
| 设置 | 打开“任务设置”菜单,显示“系统设置”软键。 | 设置 |
| 启用参考点 | 标记参考点时,按该键。 | 启动参考点 |
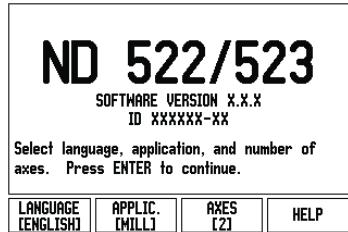
开机和设置
接通电源(位于后面板处)。显示启动屏。(该屏仅在设备第一次通电时显示。安装程序可能已完成了以下步骤操作)。
按语言软键选择适当语言。
选择应用,铣削或车削。用“应用[铣削/车削]”软键切换两种应用设置。
然后,选择所需轴数。输入完成后,按下“ENTER”键。
根据需要,可以事后修改“计数器设置”下“系统设置”中的应用。
至此,ND522/523可以开始工作了,其工作模式是“绝对值”操作模式。各有效轴的旁边都有一个闪烁的“REF”标志。它表示,该轴应执行参考点回零操作。
设置
ND522/523有两大类需要设置的操作参数。它们是:“任务设置”和“系统设置”。“任务设置”参数用于满足不同加工任务的特定加工要求。“系统设置”用于设置编码器和显示参数。用“设置”软键进入“任务设置”菜单。
“任务设置”参数
要查看和修改“任务设置”参数,用上下箭头键高亮所需参数,并按“ENTER”键。
单位
“尺寸单位”窗体用于指定所需的显示单位和显示格式。系统启动后,这些设置值立即生效。
Inch/MM-用“线性”字段内的尺寸单位显示和输入测量值。用“INCH/MM”软键,选择英寸或毫米。可以在“增量”或“绝对值”操作模式下用“INCH/MM”选择尺寸单位。
“小数度”、“弧度”或“度/分/秒”(DMS)“角度”字段决定角度的显示和在窗体中的数据输入格式。用软键选择“小数度,弧度”或“DMS”。
系统设置参数
要进行系统设置,按下“设置软键,显示屏显示“系统设置”软键。第一次安装系统时确定的“系统设置”参数,一般来说不需要经常修改。因此,系统设置参数有密码保护:(95148).
编码器设置
“编码器设置”功能用于设置编码器分辨率和类型(直线或旋转)、计数方向、参考点类型。
计数器设置
“计数器设置”窗体中的参数是操作人员定义用户应用数显装置所需的地址信息。可选择铣削或车削应用。“工厂默认值”软键在“计数器设置”窗体中,有多个选项。按下该软键时,配置参数(取决于铣削或车削应用)将被恢复为工厂默认值。
参考点计算
ND522/523的参考点计算功能可以自动用上个设置的原点恢复机床轴位置与显示值的对应关系。
如果轴编码器带参考点的话,“REF”标志闪烁。执行参考点回零后,停止闪烁,转为非闪烁的“REF”。
无参考点计算功能的使用方法
参考点不回零也能使用ND522/523。按下
“无参考点”软键退出参考点回零计算功能,然后继续。
如果必须定义原点以便在断电后重新恢复原点的话,仍可以在以后再执行参考点回零操作。按下“启用参考点”软键启动参考点回零计算功能。

如果将编码器设置为无参考点,那么将不显示“REF”标志,断电后无法恢复原点。
启用/停用参考点功能
操作人员可以切换“启用/停用”软键(在“参考点回零计算”中显示)来选择编码器上的特定“参考点”。这个功能对使用固定参考点的编码器非常重要。按下“停用参考点”软键后,参考点计算功能停止执行,系统忽略编码器运动中所移过的参考点。再次按下“启用参考点”软键后,参考点计算功能恢复执行,将选择下个回零的参考点。
各轴的参考点均回零后,按下“无参考点”软键,取消回零计算功能。只需对需要的轴执行参考点回零,而不用对所有轴都执行回零操作。如果所有轴的参考点都回零了,ND522/523将自动返回数显装置显示屏。

如果没有执行参考点回零,ND522/523无法保存原点。也就是说,断电后无法重新恢复机床轴位置与显示值的对应关系。
在线帮助
在线帮助信息能在任何情况下为用户提供必要信息和帮助。调用在线帮助信息:
按下“帮助”软键。
显示屏显示与当前操作最相关的信息。
如果帮助说明不止一页的话,用上下箭头键浏览各页。
查看其它主题信息:
按下“主题列表”软键。
按下上下箭头键浏览索引。
按下“ENTER”键选择所需信息。
退出操作帮助说明:
按下“C”键。
D:0|T:1|F:0|0:00|MM|绝对量
| 帮助主题 | ||
| 2.1 | 第一次开机 | |
| 2.2 | 参考点计算 | |
| 2.2.1 | 参考点 | |
| 3 | 实际值和待移动距离模式 | |
| 3.1 | Inch/mm | |
| 3.2 | 复位轴 | |
| 3.3 | 预设置 | |
| 3.4 | 1/2 | |
| 查看 主题 | 上 页 | 下 页 |
“帮助”模式下的主题列表
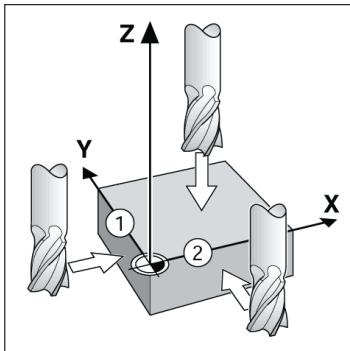
原点
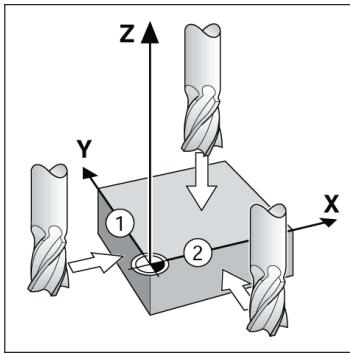
在工件图纸上,用工件上的某一点(通常是角点)作绝对原点并可能有一个或多个相对原点。
在原点设置中,将这些点用作绝对或相对坐标系的原始位置。将工件沿着机床轴移至某一相对刀具的位置处并将显示值设置为零或设置为其它适当的值(例如刀具半径补偿值)。
原点硬键
用刀刃探测工件时,最方便的设置原点方法是用ND522/523的探测功能。
当然,也可以用常规的对工件边对刀的方法设置原点,对各刀分别执行这个操作,然后手动将刀具位置值输入为原点。原点表最多可保存10个原点。如果加工图纸的加工件为多原点的复杂工件,大多数情况下,原点表可以使用户摆脱计算轴移动量的烦劳。
刀具硬键
该硬键用于打开刀具表并进入“刀具”窗体,输入刀具参数。ND522/523可以在刀具表内保存16把以内的刀具。
D:0|T:1|F:0|0:00|MM|增量|
| 刀具表 (直径/长度) | |||
| 1 | 2.000/ | 20.000 MM | 刻刀 |
| 2 | 5.000/ | 14.000 MM | 定心钻头 |
| 3 | 25.000/ | 50.000 MM | 沉孔镗刀 |
| 4 | 6.000/ | 12.000 MM | 硬质合金铣 |
| 5 | 10.000/ | 25.000 MM | 拉刀 |
| 6 | 2.000/ | 0.000 MM | 平底立铣刀 |
| 7 | 2.500/ | 0.000 MM | 平底立铣刀 |
| 8 | 3.000/ | 5.000 MM | |
| 刀具轴 [2] | 清除 刀具 | 使用 刀具 | 帮助 |
铣削应用下的刀具表
图形定位辅助
当移至零显示值时(“待移动距离”操作模式),
ND 522/523 显示图形定位辅助符号。
ND522/523在当前轴的下部显示一个窄矩形条形图图形。矩形中心处的两个三角标志代表要达到的名义位置。
小方块代表轴的移动。代表移动方向的箭头显示在当前移动轴的方块内。注意,在机床轴接近名义位置时才显示小方块。
D:0|T:1|F:O|0:00|MM|增量|,设置
| -20.000 | X |
操作模式
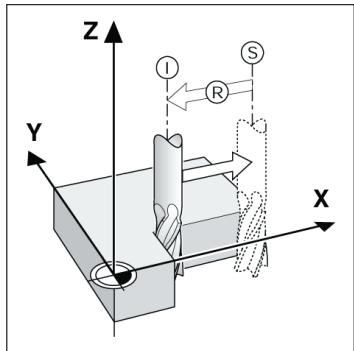
ND522/523提供了两种操作模式:待移动距离(增量)和实际值(绝对值)。“待移动距离”(在本手册中也称为增量)使操作人员可以通过机床轴移动到显示值为零时达到名义位置。使用增量操作模式时,可以用绝对尺寸也可以用增量尺寸输入名义坐标值。“实际值”功能(在本手册中也称为绝对值在显示时总是显示刀具相对当前原点的当前实际位置值。在此模式下,机床轴一直运动到显示值等于所需名义位置值为止。
在“绝对值”操作模式下,如果将ND522/523配置为铣削应用的话,只有刀具长度补偿有效。“待移动距离”操作模式中所用的半径和长度补偿值用于计算刀具移至相对于切削刃所需名义位置的“要运动距离”。如果将ND522/523配置为车削应用,所有刀具补偿值可在“实际值”和“待移动距离”操作模式中使用。
按下“绝对量/增量”硬键切换这两种模式之
在车削应用中还为三轴系统提供了快速连接乙轴位置功能。
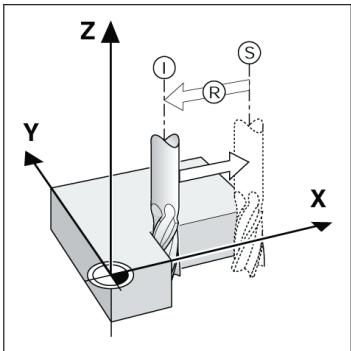
名义位置S,实际位置I和待移动距离R
圆弧和直线阵列(铣削)
按下“圆弧阵列”或“直线阵列”软键选择所需阵列孔类型并输入所需数据。通常这些数据来自工件图纸(即孔深、孔号等)。在阵列孔操作模式下,ND522/523计算所有孔的位置并以图形化的方式显示在屏幕上。“看图”功能使操作人员可以在加工前检查阵列孔是否正确。直接选择孔分别加工各孔以及跳过某孔时也非常有用。
| 圆弧阵列 | 按“-”键设置阵列方向. | ||
| 半径 5.000 | |||
| 起始角 25.0000° | |||
| 步进角 90.0000° | |||
| 帮助 | |||
R_x (半径/直径)软键
车削的零件图纸通常标注直径值。ND522/523可以显示半径也可以显示直径值。显示直径时,直径符号( )显示在位置旁。
举例:半径显示,位置 1X = 20mm
直径显示,位置 X = 040mm
按 _X 软键切换半径或直径显示。
完整的使用手册可以下载 www.heidenhain.de
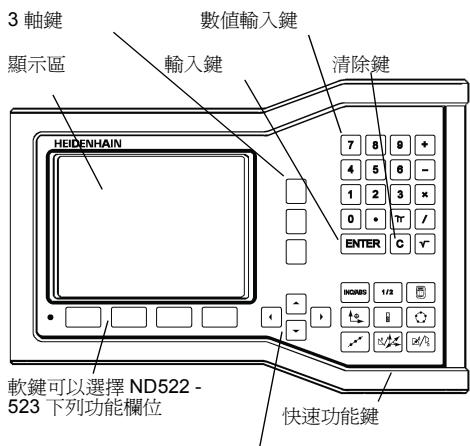
按上/下鍵可調整螢幕對比
一般
藉由鍵盤輸入每一欄位中數值...
按輸入鍵可確保登錄完畢並返回前一視窗,
按C键返回前一视窗
- 數鍵 代表不同鋅床或車床功能這些功能可直接由在 每一個軟件標誌下的軟鍵選取共有 2 頁可以選擇。請使用 左/右箭頭鍵瀏覽
按左/右箭頭鍵瀏覽第1-2頁可選功能.目前的頁面經由畫面最上端狀態欄彰顯.
以上/下箭號鍵進行表單欄位、主選單框欄位瀏覽游標移動至主選單底時,定位點會自動返回畫面頂端。
一般鍵盤功能瀏覽
| 鍵盤頁面1 | 鍵盤功能 | 鍵盤標示 |
| 絕對位置/增量位置 | 切換絕對位置/(剩餘距離模式)增量位置 | INC/ABS |
| 1/2 鍍床功能) | 目前位置除以2. | 1/2 |
| 計算機 | 開啓計算機 | # |
| 工件原點 | 開啓工件原點表設定各軸工件原點. | # |
| 刀具 | 開啓 刀具表. | # |
| 圓形程式 | 開啓圓形程式表單.計算所有孔的位置為鍍床應用 | # |
| 直線程式 | 開啓直線程式表單.計算所有孔的位置為鍍床應用 | # |
| 斜面面銳,或向量 | 開啓斜面面銳表單為鍍床應用,或向量表單為車床應用 | # |
| 曲線面銳,或斜椎計算 | 開啓曲線面銳表單為鍍床應用,或斜椎計算表單為車床應用 | # |
軟鍵功能一般操作概述
軟鍵功能有兩頁可供選擇,使用左/右箭頭鍵控制游標跳至每個頁面。狀態列上的頁面指示將顯示頁面方向,深色頁面表示您目前所在的頁面,每個鍵皆有參考頁,頁中皆有附加資訊,參閱上面。
| 軟鍵功能頁面1 | 軟鍵功能 | 軟鍵標誌 |
| 說明 | 開啓螢幕說明指令. | 說明 |
| 英时/公厘 | 藉由按英时/公厘軟鍵以選擇英时或公厘. | 英时公厘 |
| 半徑/直徑 | 藉由按半徑/直徑軟鍵以選擇半徑/直徑(只有車床功能才有) | RX |
| 設定/歸零 | 在設定與歸零兩種功能切換,使用獨立軸鍵. | 設定彈等 |
| 軟鍵功能頁面2 | 軟鍵功能 | 軟鍵標誌 |
| 設定 | 開啓工作設定主選單,存取安裝設定軟鍵. | 設定 |
| 參考點有效 | 準備辨識參考點時請按此鍵. | 有效參考點 |
開機及設定
開啓電源(位於機身背面),即會出現初始螢幕(此初始螢幕只會在機器第一次啟動的時候出現。以下步驟也許已經由安裝者變更完成。
選擇適當的語言,按語言軟鍵。
選擇鍍床or車床.應用.[鍍床/車床]軟鍵可在兩設定間進行切換.
下一步選取所需軸數.完成上述步驟後,請按確認鍵.
必要時,使用者可在安裝設定的計數器設定模式中變更應用。
ND 522/523 現在已經可以操作了,目前正位於實際位置的操作模式。每個作用中的軸旁邊都有個閃爍的
“REF”參考點記號. 此時參考點評定的程序就完
成
設定
系統提供設定操作參數的兩種分類,兩種分類是:分別是工作設定和安裝設定,工作設定參數是針對每個一個工作需求提供特定加工需求,安裝設定是在建立編碼器、顯示參數。工作設定表單藉由按下設定軟鍵進入。
工作設定參數:
以上/下箭頭鍵凸顯出有興趣之參數並按下輸入鍵以檢視並改變工作設定參數.
單位
量測試應用以詳述慣用顯示欄位和格式,系統開機時透過這些設定已生效。
英时/公厘-直線量測數值在直線欄位單位輸入並顯示切換英时與公厘兩種測量單位,按下英时/公厘軟鍵、使用者亦在實際位置或剩餘距離模式中,藉由按下英时/公厘軟鍵選擇量測單位。
小數、徑度、或角度/分/秒(DMS)- 角度欄位將影響角度如何顯示或輸入.以軟鍵在小數、徑度或DMS上進行選擇.
安裝設定參數
安裝設定,將按 安裝頁 輌鍵,進入 安裝設定 輌鍵。在初始安裝時,安裝設定參數就已建立且不會經常變更。基於這項理由,設定參數會被密碼保護著. (95148)。
編碼器設定
編碼器設定用於設定編碼器解析和形式(直線、旋轉)計算方向暨參考點類別.
應用設定
計數器設定特色便是使用者定義讀值後的應用,即鐵床或車床之應用選擇。原廠預設軟鍵會在計數器設定在選項中會出現,按下之後,組態參數(鐵床或車床)將會重置入原廠預設值中。
參考點評定
ND522/523的參考點評定功能可自動重新建立各軸的位移量以及上次設定工件原點所定義的顯示值的關係。如果軸編碼器具有參考點,參考點指示器會閃爍。通過參考點後,指示器將停止閃爍並變為非閃爍的REF。
不使用参考點評定
也可使用ND522/523而不通過參考點.按NOREF軟鍵離開參考評定程序,並繼續其他步驟
您仍可在稍後使用參考點,如果在電力中斷後,需要重新定義工件原點.按REF有效軟鍵啟動參考評定例行程序.

如果不重回參考點,ND522/523不會儲存工件原點,這代表電力中斷(關機)後,就無法重新建立軸偏移位置與顯示數值的關係。
有效 I 失效参考點功能:
在參考點評定程序上會出現有效/失效參考點切換軟鍵,使用者可透過此功能在編碼器上選擇特定的參考點,使用編碼器搭配固定參考點是很重要的。按下失效參考點軟鍵時,將暫停評定程序,在此時任何通過編碼器的參考點皆會略過。按下有效參考點軟鍵時,將會再度啟動通過下一個參考點評定程序。
一但所有需要的軸的參考點都建立了,按NO REF軟鍵退出例行程序。毋須通過所有編輯器上的參考點,只需通過那些需要的參考點即可。如果所有參考點都找到了,ND522/523將自動返回數值顯示畫面。

如果不回參考點,ND522/523不會儲存工件原點。這代表了,電力中斷(關機)後,就無法重新建立軸線偏移位置與顯示數值的關係。
說明書面
在任何情况下提供資訊及協助的整合操作指令,呼叫操作指令:
按說明軟鍵
與目前操作相關的資訊將會顯示
使用向上/向下(垂直)箭頭,若解釋超過頁。另一主題資訊:
按主題目錄軟鍵
按上/下箭頭瀏覽索引
按輸入鍵選擇所需項目,
離開操作指令:
按C键.
D:0|T:1|F:0|0:00|公厘絕對|25|
| 說明標題 | |||
| 2.1 | 第一次啟動 | ||
| 2.2 | 參考點設定 | ||
| 2.2.1 | 參考點 | ||
| 3 | 實際和剩餘距離模式 | ||
| 3.1 | Inch/mm | ||
| 3.2 | 重置軸 | ||
| 3.3 | 預設原點 | ||
| 3.4 | 1/2 | ||
| 裕視標題 | 頁向上 | 頁向下 | |
說明模式主題列表
工件原點
工件加工會在工件上,將某個點(通常位於角落)作爲絕對工件原點,將一個或一個以上的點作爲相對工件原點:
工件原點設定程序,是建立三個點作爲座標系統的原始絕對或相對工件原點。將與機械軸對齊的工件,移動至刀具的某個相對位置,畫面所顯示的值可能是零或另一個適當的值。(比如:補償刀具半徑)
工件原點鍵
不論使用者是否使用尋邊器或刀具,設定工件原點值最簡易的方式就是使用ND522/523的探測功能。當然,使用者也可藉由碰到工件之傳統方式設定工件原點,輪流以手動刀具輸入刀具定位以做為工件原點。工件原點表單可儲存10個工件原點,在大部份之情形下,當包含多組基準面執行複雜工件加工時,使用者便不須計算各軸行程。
刀具键
用此鍵開啓刀具表單,進入刀具形式輸入刀具參數。ND522/523的刀具表單中可儲存16把刀具資訊。
0:0|T:1|F:0|0:00公厘增量|
| 刀表(直徑/長度) | ||||
| 1 | 2.000/ | 20.000 | 公厘 | 雕刻刀 |
| 2 | 5.000/ | 14.000 | 公厘 | 中心鑼 |
| 3 | 25.000/ | 50.000 | 公厘 | 沉頭掘孔 |
| 4 | 6.000/ | 12.000 | 公厘 | 磁化物鉛 |
| 5 | 10.000/ | 25.000 | 公厘 | 拉刀 |
| 6 | 2.000/ | 0.000 | 公厘 | 端铣刀 |
| 7 | 2.500/ | 0.000 | 公厘 | 端铣刀 |
| 8 | 3.000/ | 5.000 | 公厘 | |
| 刀具軸 [2] | 清除 刀具 | 使用 刀具 | 說明 | |
刀具表單(铣床)
圆形定位工具
當您來回移動想將顯示值歸零(在剩餘距離模式),
ND 522/523 就會出現繪圖定位工具支援
ND 522/523 系統於目前作用中的軸下有一細長形圖形顯示定位工具.長形中間兩三角標記代表使用者欲到達的指令位置.
有一個小正方形象徵軸的位移,當軸移動時有一個箭頭代表在方形內的移動方向,需注意直到軸線位移到接近指令位置時此方形才會開始移動。
D:0|T:1|F:0|O:00|公厘增量|,設定

操作模式:
ND522/523有兩種操作模式:剩餘距離(增量)及當
際位置(絕對).使用剩餘距離功能到達指令位置(參考增量章節),只需移動到顯示值為零即可..使用剩餘距離模式時,可以使用絕對位置或增量位置輸入指令座標.實際位置操作模式(參考絕對章節)會顯示刀具的目前實際位置,以及相關的目前工件原點,在此模式下,會持續移動至到顯示的位置符合所需的實際位置.
鍍床應用時,實際位置模式只能顯示目前刀具長度補償後實際位置。加工時剩餘距離模式直徑及長度補償將自動計算剩餘距離得到指令位置值與刀具邊緣位置值的關係。車床應用時,實際位置模式及剩餘距離模式刀具補償皆有效。
按絕對/增量鍵盤在這兩個模式中相互切換.
旋轉應用提供了一種快速的方法可以結合Z軸位置在三軸系統上。
實際位置S,指令位置I以及剩餘距離R
圆形及線形程式(鋅床)
使用鍵圖形程式或線形程式選擇所需的孔程式功能,並輸入需要的資料。通常資料可由工件繪圖上取得(例如:孔深、孔數等等)。在鑰孔程式中,顯示器可繪圖及計算全部的孔位並顯示於螢幕上。你可以在加工前確定鑰孔程式圖形是否正確。也可以直接選擇鑰孔,分別執行鑰孔及跳過一孔。
D:0|T:1|F:0|0:00|公厘增量|
| 圓形程式 | 按-鍵設定循環方向. | ||
| 半径 | 5.000 | ||
| 起始角 | 25.0000° | ||
| 步進角 | 90.0000° | ||
| 說明 | |||
車床加工會以直徑值標示工件,使用者可設定以直徑或半徑數值顯示,以直徑數值方式顯示,直徑符號(∅)將會出现在位置數值旁邊。
範例: 半径顯示,位置1, X = 20mm
直徑顯示,位置1,X=040mm
按下 R_X 软键便可輕易轉換半径和直徑顯示模式.
www.heidenhain.de
n
ywnnnnne nnnnnnnnnnnnnnnnnnnnn
ENTER 1
nncn nnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnn
1n nnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnn
a
nwnnnnnaaannnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnn
一拉一卡二山はwww.heidenhain.de 人手可能寸。
起動と設定
First-Time Configuration Screen

j75J设定VbA-一为表示上変更的上/下矢印一为使用用VbA-一为强调表示、ENTERK一为押。
单位
LFRANSMARU 522/523 to 使用此句之可及。
INCRUMMUNTOMO-1D表示值可口的行走行。
例: 半径表示、位置 1X = 20mm
直径表示の位置 1X = 40mm