
KH9060 - Lasergravyr Vevor - Gratis bruksanvisning och manual
Hitta enhetens manual gratis KH9060 Vevor i PDF-format.

| Produkttyp | CO2-lasergravyr |
| Märke | Vevor |
| Modell | KH9060 |
| Lasereffekt | 100 W |
| Matningsspänning | 120 V AC eller 230 V AC (beroende på version) |
| Total effekt | 830 W |
| Arbetsyta | 900 x 600 mm |
| Maximal graveringshastighet | 500 mm/s |
| Maximal skärhastighet | 400 mm/s |
| Lasertyp | CO2-glasrör |
| Kylning | Vattenkylning (inbyggd pump, vattentank) |
| Kompatibla material | Trä, plast, läder, glas, sten, tyg, gummi, etc. |
| Säkerhet | Nödstopp, locklås, skydd mot vattenavbrott |
| Kontrollpanel | LCD-skärm med riktningsknappar, inställningsbar meny |
| Anslutning | USB, Ethernet, USB-minne |
| Medföljande programvara | Graveringsprogramvara på USB-minne |
| Inkluderade tillbehör | Avluftsslang, kablar, insexnycklar, fokuseringsverktyg, etc. |
| Regelbundet underhåll | Rengöring av lins och speglar, smörjning av skenor varannan vecka |
| Driftstemperatur | 5 till 35 °C |
| Driftfuktighet | 5 till 95 % utan kondensation |
Vanliga frågor - KH9060 Vevor
Användarfrågor om KH9060 Vevor
0 fråga om denna apparat. Svara på dem du kan eller ställ din egen.
Ställ en ny fråga om denna apparat
Ladda ner instruktionerna för din Lasergravyr i PDF-format gratis! Hitta din manual KH9060 - Vevor och ta tillbaka ditt elektroniska enhet i hand. På denna sida publiceras alla dokument som behövs för att använda din enhet. KH9060 av märket Vevor.
BRUKSANVISNING KH9060 Vevor
Teknisk Support och e-garanticertifikat www.vevor.com/support
 | Varning - För att minska risken för skada måste anvär läsa instruktionerna noggrant. |
 | Denna enhet uppfyller del 15 av FCC-reglerna. Driften föremål för följande två villkor: (1) Den här enheten får orsaka skadliga störningar och (2) den här enheten må acceptera alla mottagna störningar, inklusive störningar kan orsaka oönskad funktion. |
 | Denna produkt omfattas av bestämmelserna i det europ direktivet 2012/19/EC. Symbolen som visar en softunna korsad anger att produkten kräver separat sophämtning Detta gäller för produkten och alla tillbehör märkta med symbol. Produkter märkta som sådana får inte slängas tillsammans med vanligt hushållsavfall, utan måste lämna en insamlingsplats för återvinning av elektriska och elektroniska apparater |
IMPORTANT NOTES
CO2 lasergravör är lämplig för både personligt och professionellt b När den används i enlighet med dessa instruktioner ingår ett klass 1 lasersystem, men vissa komponenter är fortfarande mycket farliga.
Inaktivera aldrig förinstallerad säkerhetsutrustning och använd alltid laser på ett säkert och ansvarsfullt sätt.
Innan du använder utrustningen måste användaren noggrant läsa igenom
bruksanvisning och följ den strikt. Denna manual är tillämplig på flera modeller av produkter.
●Denna utrustning använder internationell standard fyra typer av lasrar (starka
laserstrålning). Laserstrålning kan orsaka följande händelser:
- tända omgivande brännbart material.
-
Under laserbehandlingen, på grund av olika bearbetade föremål, andra
strålning och andra gifter kan genereras Skadlig gas. -
Direkt laserstrålning kan orsaka personskada. Därför ska utrustningen vara utrustad med brandsläckningsutrustning. Det är strängt förbjudet att stapla brandfarliga och explosiva material på arbetsbänken och runt utrustningen. Se samtidigt till god ventilation. Icke-professionella operatörer får inte närma sig utrustningen.
- Laserbearbetningsobjekt och emissioner bör följa lokala lagar och föreskrifter.
- Laserbehandling kan ha höga risker, så du bör noga överväga om föremålet är lämpligt för laserbearbetning.
- Den interna laserutrustningen har hög spänning och andra faror, för utrustningsoperatörer är det strängt förbjudet att demontera.
- När utrustningen slås på måste någon bevakas, obehörig lämnande är förbjudet och all ström måste brytas innan personal lämnar.
- Det är förbjudet att öppna någon dörr när utrustningen fungerar.
- Innan driftstart måste denna utrustning och annan utrustning vara
säkert och effektivt jordat.
- Placera inte någon irrelevant totalreflektion eller diffus reflektion ob föremål i utrustningen för att förhindra att lasern reflekteras på människokroppen eller brännbara föremål.
●Under driften av utrustningen måste operatören alltid observera utrustningens funktion. Om en onormal situation uppstår, vänligen omedelbart.
- Utrustningen bör vara i en torr, föroreningsfri, vibrationsfri och stark elektromagnetisk störningsmiljö, med en fungerande temperatur på 5-4 grader Celsius och en luftfuktighet på 5-95% (icke kondensvattenmiljö
- Utrustningen ska alltid vara långt borta från elektrisk utrustning känslig för elektromagnetiska störningar, annars kan det orsaka elektromagnetiska störningar.
●Enhetens arbetsspänning är: European AC220V eller North American AC120V (bekräfta enhetens arbetsspänning före användning)
- Den viktigaste koldioxidglaslasern i utrustningen är a förbrukningsmaterial och ett sårbart föremål. Var vänlig ta hand om under användning Koldioxidglaslasern behöver rent kallt vatten för att kylas ner Var uppmärksam på att vattentemperaturen inte överstiger grader Celsius under användning, annars skadas lasern. När omgivningstemperaturen är på väg att sjunka under 0 grader Celsius, vänligen ersätt den med en frostskyddsvätska för att undvika skador koldioxiden glaslaser.
- Det är förbjudet att slå på utrustningen när nätspänningen är instabil eller inte matchade. Tillverkaren och säljaren ansvarar inte för någor förlust som orsakas av felaktig användning eller bristande efterlevnad ovanstående bestämmelser.
BASIC INFORMATION
Den här manualen är en avsedd användarguide för gravyr för skåplaserinstallation, installation, säker drift och underhåll. Täcker allmär information, säkerhetsinstruktioner, installationssteg, driftsinstruktioner, underhållsprocedurer och kontaktinformation.
All personal som är involverad i installation, installation, drift, underhå och reparation av denna maskin bör läsa och förstå denna manual, s dess säkerhetsinstruktioner. Vissa komponenter har extremt höga spänningar och/eller genererar kraftfull laserstrålning. Undermålig prestanda och livslängd, egendomsskador och personskador kan uppstå om du inte förstår och följer dessa instruktioner.
Din lasergravör fungerar genom att sända ut en kraftfull laserstråle ett glasrör fyllt med isolerande koldioxid (CO2), reflektera strålen från speglar och reflektera den genom en fokuseringslins och använda detta fokuserade ljus för att etsa designen på vissa substrat. Den första spär fixerad nära änden av laserröret, den andra spegeln färdas längs maskinens Y-axel och den tredje spegeln är fäst vid laserhuvudet som färdas längs X-axeln. Eftersom en del av dammet från graveringsprocessen lägger sig på spegeln måste den rengöras ofta. Eftersom de rör sig under drift måste de också justeras med jämna mellanrum med ställskruvarna som de är fästa på för att bibehålla ko laserbana. Ett vattenkylt system (vanligtvis en pump eller kylare) måste användas med denna gravör för att avleda värmen som genereras av laserröret. På samma sätt måste ett avgassystem (vanligtvis en extern ventil eller en dedikerad luftrenare) användas för att avlägsna damm og gaser som genereras under graveringsprocessen.
Att köra din laser konsekvent över 70 % av dess maximala effekt kommer att förkorta dess livslängd avsevärt. Det rekommenderas att ställas in på 10-70 % av den maximala märkeffekten för optimal pres och livslängd
Observera att detta är en högspänningsenhet och av säkerhetsskäl rekommenderas det att endast röra dess komponenter med en hand i under användning.
Observera att aktiva lasrar är osynliga för det mänskliga ögat. Denn apparat bör inte användas med något öppet lock för att undvika pote permanent skada.
Det bör också noteras att både kylvattensystemet och avgassystemet å absolut nödvändiga för säker användning av denna utrustning. Använd graveringsmaskinen utan att dessa två system fungerar korrekt. Vattnetska alltid vara rent och hållas runt rumstemperatur, och avgassystemet alltid följa alla lagar och förordningar som gäller för arbetsplatsen och omgivande luftkvalitet.
SYMBOL GUIDELINES
Följande symboler används på maskinens etikett eller i denna bruksanvisning:

●Dessa föremål medför en risk för allvarlig egendomsskada eller personskada

- Dessa projekt löser liknande allvarliga problem relaterade till laserstrål

- Dessa projekt löste liknande allvarliga problem med elektriska komponenter.

- Alla i närheten av enheten bör bära skyddsglasögon under drift.
INTENDED PURPOSE
●Maskinen är lämplig för gravering av logotyper och andra konsument produkter på tillämpliga underlag. Denna laser kan bearbeta en männ olika material, inklusive trä och kork, papper och kartong, de flesta plaster, glas, tyg och läder och sten. Den kan också användas med specialbelagda metaller. Det är inte tillåtet att använda detta system andra ändamål eller material än de som det är specificerat för.
- Systemet måste användas, underhållas och repareras av en person är bekant med maskinens användningsområde och faror och gravymaterial, inklusive dess reflektionsförmåga, elektriska ledningsförmåga, potential för produktion av skadliga eller brännbara ångor, etc.
●Laserstrålar är farliga. Tillverkaren och/eller säljaren ska inte vara det ansvarig för all felaktig användning av denna enhet eller för skada personskada som uppstår vid användning. Det är operatörens skyldig att endast använda denna skåplasergravyr i enlighet med dess avse användning, andra instruktioner i manualen och alla tillämpliga lokala och nationella lagar och förordningar.
SPECIFICATIONS
| Modell | KH5030 | KH6040 | KH7050 | KH9060 | KH1490 |
| KH - 5030 | KH - 6040 | KH - 7050 | KH - 9060 | KH - 1490 | |
| Ingångsspänning | AC 120V | AC 120V | AC 120V | AC 120V | AC 120V |
| AC 230V | AC 230V | AC 230V | AC 230V | AC 230V | |
| Total kraft | 420W | 560W | 680W | 830W | 900W |
| Laserkraft | 50W | 60W | 80W | 100W | 130W |
| Arbetsområde | 500*300mm | 600*400mm | 700*500mm | 900*600mm | 1400*900mm |
| temperatur | 5-50 °C | ||||
| fuktighet | 5%-95% icke-kondensat | ||||
| Laser typ | CO2-glaslasrar | ||||
| Laser modell | KH-LT50 | KH-LT60 | R3 | R5 | R7 |
| Material | Sten, trä, keramik, metall, tyg, papper, etc | ||||
| Arbetsbänk | Mobilplattform | ||||
| Skärhastighet | 0-400 mm/s | ||||
| Graveringshastighet | 0-500 mm/s | ||||
- Schematisk bild av delen.
- Visningsfönster: Detta bruna akrylfönster låter dig övervaka gravyrprocessen, men absorberar endast delvis den höga infraröda lasern och har inget annat skydd. Bär alltid glasögon när du använd Protective Observation Active Laser och stirra aldrig på den under I perioder.
- LED-ljus: Detta ljusgröna ljus lyser upp arbetsbänken för en klar bild av materialgraveringen före, under och efter arbetet.
●Y-axelguider: Y-axelguider tillåter X-axelguider att röra sig fram och
tillbaka
på bordet.
●Vattenkylningsbrytare: Efter att strömbrytaren har aktiverats kommer de inbyggda vattnet
kylningen startar och temperaturdisplayen i realtid tänds.
●X-axelskena: X-axelskenan håller den andra spegeln och stöder laserhuvud för att flytta åt vänster och höger.
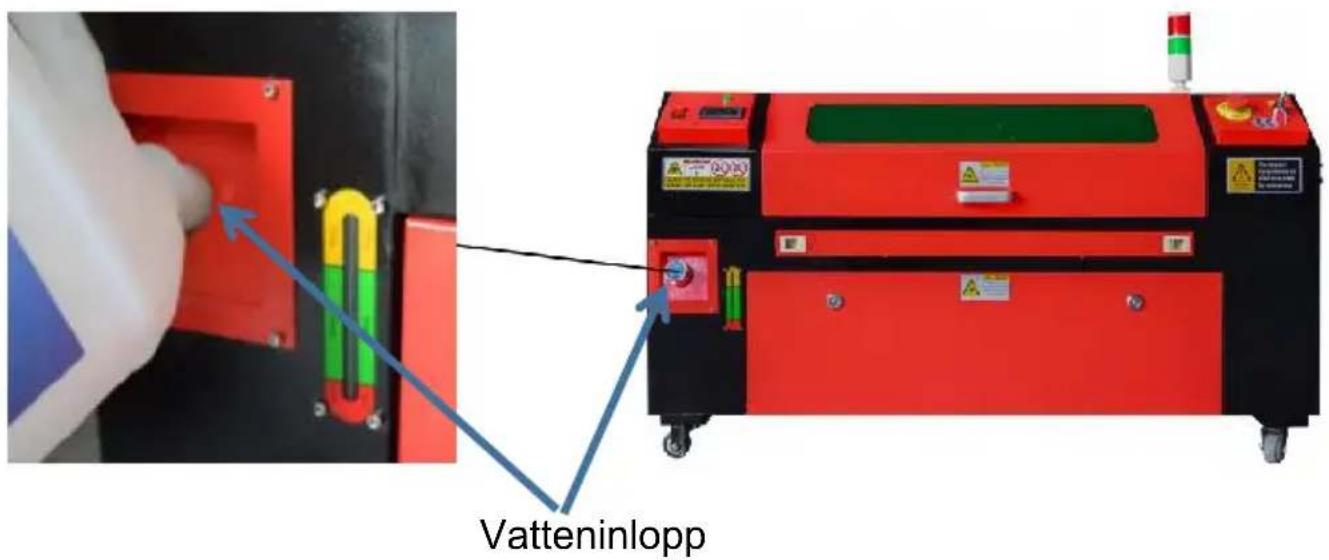
- Vattenintag: Detta används för att skruva av locket moturs vid påfyll den inbyggda cirkulerande vattentanken.
- Vattennivåvisning: Denna observationsport kan användas för att observera
vattennivån i vattentanken i flygkroppen. (gul: för hög / grön: lämplig för lite).
- Fram rak dörr: Denna dörr öppnas för att tillåta större material att genom arbetsbädden. Extrem försiktighet måste iakttas för att undvika att se eller lida av laserstrålen och dess reflektioner. Det var också tillbehörsväskan låg när gravören först kom.
- Främre åtkomstdörr: Denna dörr ger tillgång till området nedanför bänk för enkel rengöring.
- Baldakin: Locket ger tillgång till huvudfästet för placering och hämtning av material, samt fixering av laservägsuppriktning och anna underhåll. När locket öppnas stängs laserns ström automatiskt av.
- Arbetsindikator: Det kan hjälpa operatören att bättre observera lasern emissionsstatus, rött ljus: lasern fungerar, grönt ljus: lasern tomgång.
- Kontrollpanel: Kontrollpanelen ger manuell kontroll av gravyrprocess, inklusive rörelsen av det manuella laserhuvudet och emissionen av lasern.
- Huvudströmbrytare: styr den totala strömbrytaren för hela maskinen.
- Z-axelkontrollomkopplare: Dessa knappar flyttar bordet uppåt eller neda till
hjälpa dig att snabbt anpassa och fokusera på bordets olika tjocklek
- Anslutningsportar: Dessa portar ansluter huvudkortet till graveringen maskinen till kontrolldatorn och dess graveringsprogram via en USB-eller Ethernet-kabel.
- Höger åtkomstdörr: Denna dörr ger åtkomst till moderkortet, motorn drivrutiner och strömförsörjning. Ventilerna förhindrar att komponenterna överhettas under användning och bör inte blockeras.
- Moderkorts kylfläkt: Denna fläkt används för värmeavledning av kärna apparater som inbyggda moderkort och laserströmförsörjning.
- Nödstoppsbrytare: I nödfall kommer den här knappen Bryt omedelbart all ström till laserröret.
- Laserhuvud: Laserhuvudet håller den tredje spegeln, fokuseringslinsen, röd prick vägledning och luftassistansuttag.
- Bord: Bordshöjden kan justeras för att passa tunnare och tjockare material, såväl som mellan aluminium och cellulära plattformar.
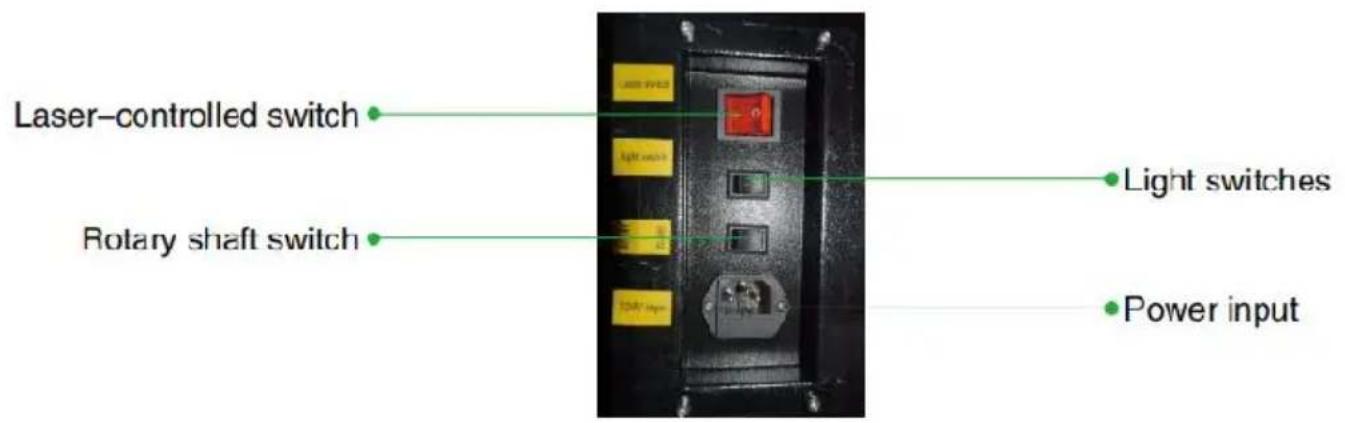
- Laserkontrollbrytare: Denna omkopplare måste vara påslagen när du använder en laser.
- Ljusomkopplare: Tänd lampan på arbetsbänken.
- Roterande axelomkopplare: Denna omkopplare måste vara påslagen n du använder vridaren axel (av när den roterande axeln inte används), om Y-axeln inte rö kontrollera om den här omkopplaren är avstängd.
- Strömingång: Denna strömkontakt måste anslutas innan du använder maskin.
- Övre bakre åtkomstdörr: Denna dörr leder till laserfacket där lasern röret och dess anslutningar är säkrade.
- Bakdörr: Denna dörr motsvarar en ytterdörr och kräver liknande skötsel under användning.
- Nedre bakre åtkomstdörr: Denna dörr ger åtkomst till luftassistansen pump och Z-axelrem.
- Frånluftsfläkt: Denna fläkt extraherar gas och skräp från luften från arbetsbänk och skickar ut luften efter att ha renats av ett miljövänli filter.
●Vattentank kylfläkt: Denna fläkt används för att kyla det cirkulerande vattnet.
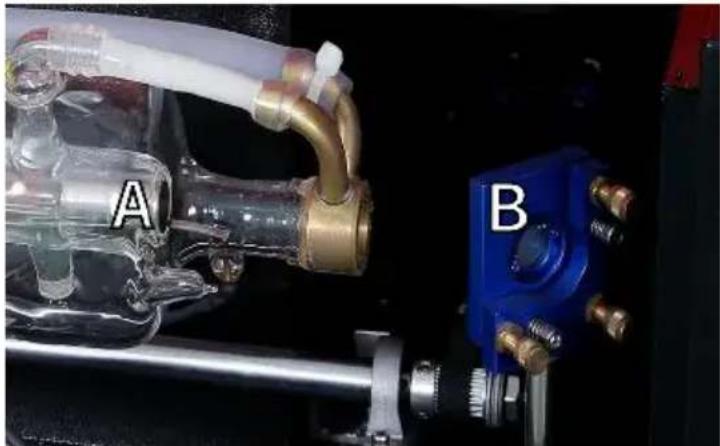
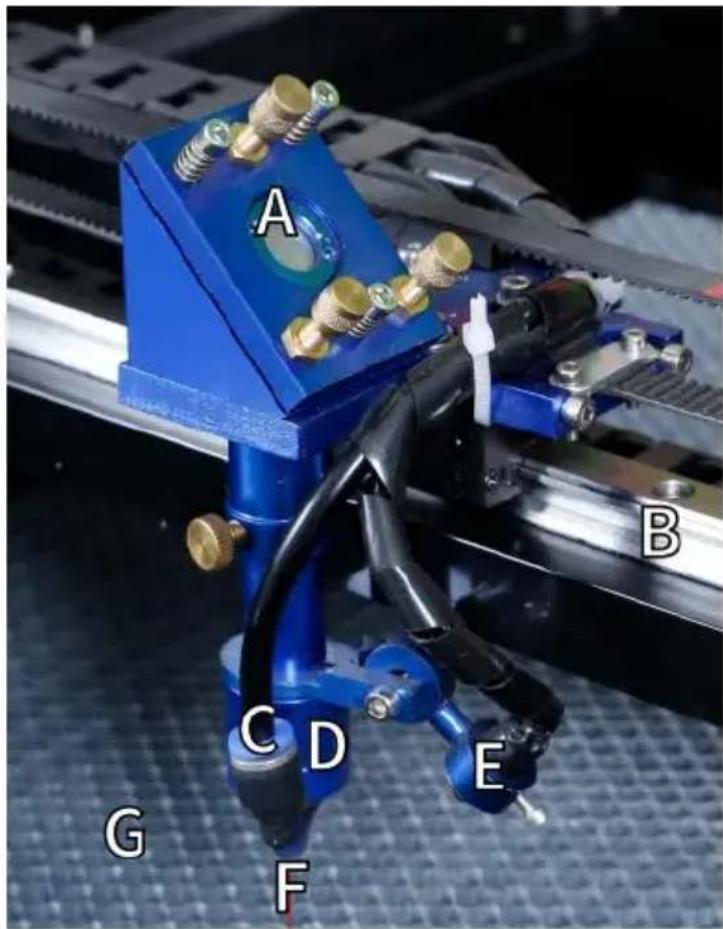
- Laservägbeskrivning .
A. Laserrör : Detta glasrör fyllt med koldioxid är monterat på ett fäkan inte flyttas. Anslutningsspänningen mellan den och laserströmförsörjningen är extremt hög och extremt farlig.
B. Första reflektorn — Denna justerbara vinkelspegel hålls på plats att överföra graveringslasern från röret till den andra spegeln.
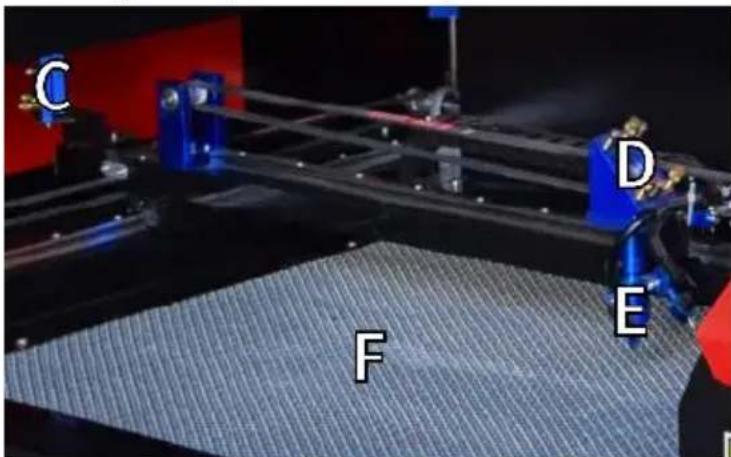
C. Andra spegeln : Denna justerbara vinkelspegel rör sig längs X-axstyrning för att låta laserstrålen färdas längs Y-axeln.
D. Tredje spegeln : Denna vinkeljusterbara spegel rör sig med laserhuvudet, vilket gör att laserstrålen kan färdas längs X-axeln.
E. Fokuseringslins : Denna lins riktar och fokuserar laserljustet på materialet.
F. Arbetsbänk : Höjden på den exponerade arbetsbänken kan justera
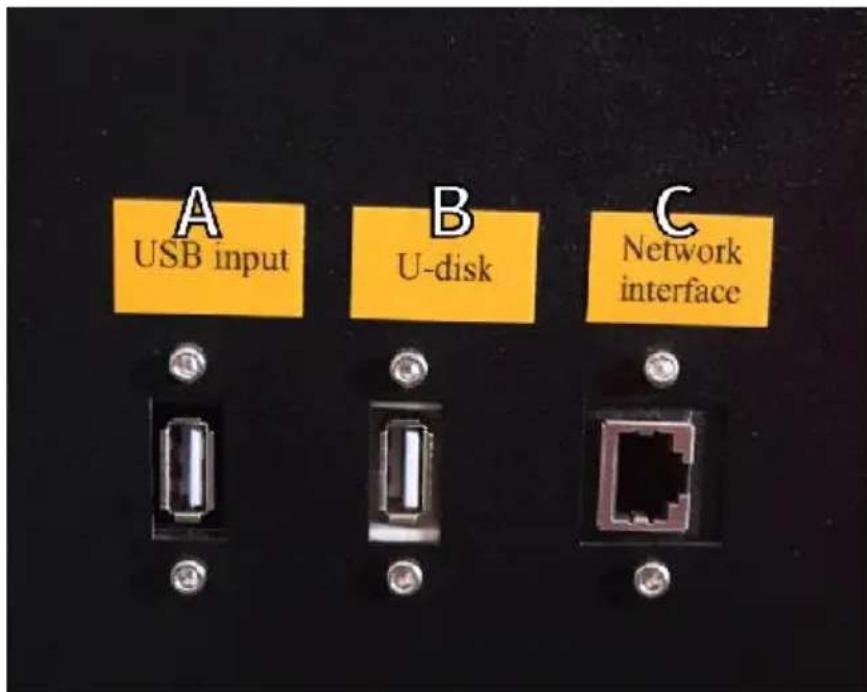
- Anslut ingångarna.
A. USB-linjeport : Denna port använder någon av dess USB-portar ansluta till kontrolldatorn och dess graveringsprogram.
B. USB-port : Denna port låter dig ladda och spara mönster och parametrar direkt till gravören.
C. Ethernet-port : Denna port ansluts direkt eller via Internet till kontrolldatorn och dess programvara.
- Laserhuvudenhet.
A. Laser Head Third Mirror: Denna vinkeljusterbara spegel överför laser från den andra spegeln till fokuseringslinsen.
B. X-axelstyrning: Denna styrning rör sig längs Y-axeln och dess rö styrs av en gränslägesbrytare.
C. Air Assist: Denna enhet blåser tryckluft för att döda gnistor och bort gaser och skräp under gravering.
D. Fokuseringslins: Denna lins riktar och fokuserar laserstrålen till de kontaktpunkt med gravyrmaterialet.
E. Red Dot Pointer: Den här enheten hjälper dig att se den exakta platsen för den osynliga graveringslasern.
F. Laser: Graveringslasern i sig är osynlig, men mycket farlig. Undv direktkontakt med hud eller ögon.
G. Arbetsbänk: Använd de medföljande akrylverktygen för att uppnå perfekt fokus för alla materialtjocklekar.
6.Höger åtkomstdörr.
A. Moderkort : Detta kort styr graveringsprocessen och svarar på kommandon från graveringsmjukvaran eller maskinens kontrollpanel.
BX-axeldrivare : Denna enhet flyttar laserhuvudet längs X-skenan.
CY-axeldrivning : Denna enhet flyttar X-skenan längs Y-skenan.
D. Laserkraft : Denna enhet omvandlar standardelektricitet till den extremt höga spänningsladdning som krävs för ett laserrör.
E. Strömförsörjning — Denna enhet driver maskinens moderkort och driver .

- Laserströmförsörjning .
A. Högspänningstråd : Denna ledning är ansluten till anoden eller positiva änden av laserröret och tillhandahåller högspänningsström f att driva lasern.
B. Monteringshål : Dessa standardslitsar möjliggör enkel installation o borttagning.

- Styra displayen.
●Knappbeskrivning


Reset button: System reset

Stop button: Stop machining or motor shaft movement

Delete key: This parameter is used to delete the parameter

Anchor key: Set the anchor point

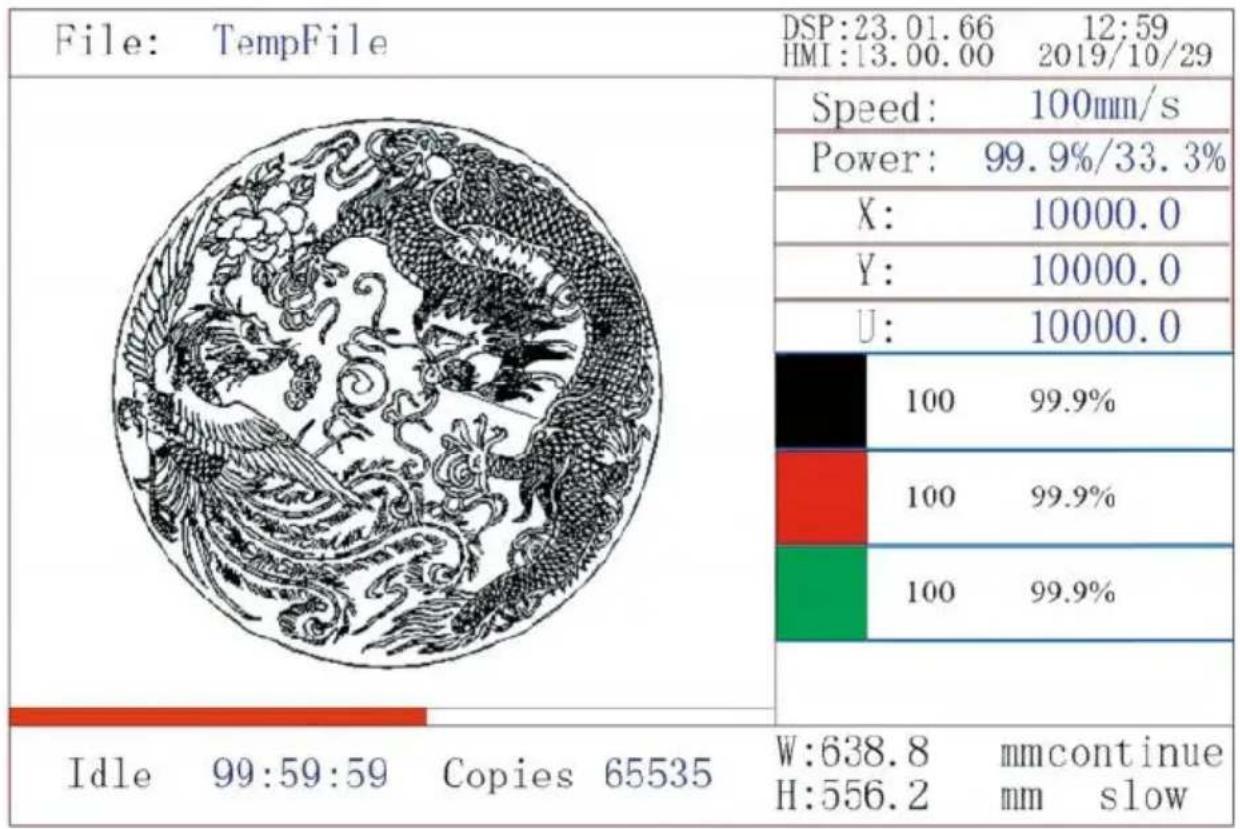
BS. Grafiskt visningsområde: Visar spåret och löpspåret för hela filen.
BT. Versionsnummer: Visar versionsnumret för panelen och moderkortet
BU. Systemtid: Visar aktuell systemtid.
BV. Parametervisningsområde: visa filnummer, hastighet, maximal effekt, etc. för körfilen.
BW. Koordinatvisningsområde: Visar de aktuella koordinaterna för laserhuvudet.
BX. Lagervisningsområde: Visar lagerparametrarna för den aktuella filen eller förhandsgranskningsfilen. Parametrarna från vänster till höger är antalet lager, färg, hastighet och maximal effekt.
BY. Ramstorlek Bearbetad: Visar måtten på den aktuella filen.
BZ. Antal stycken: Visar antalet genomförda körningar för den aktuella filen.
CA. Systemstatus: Visar maskinens aktuella status: inaktiv, igång, paus- eller slutförd. Handläggningstiden visas till höger.
CB. Bearbetningsförloppsindikator: Visar förloppet för den aktuella filen.
Obs : När systemet är inaktivt eller när arbetet är klart används alla knappar. Användare kan arbeta med filer, ställa in parametrar, förhandsgranska filer och mer. Vissa knappar fungerar inte när arbetet eller pausas (till exempel ursprung och ram) .
SAFETY INFORMATION
1. FRISKRIVNING AV GARANTIER
Din gravör kan skilja sig något från den som visas i den här man grund av tillval, uppdateringar etc. Om din graveringsmaskin kommer n en föråldrad manual eller om du har några andra frågor, vänligen kor oss.
2. ALLMÄNT SÄKERHETSMEDDELANDE
Din enhet bör ha en instruktionsetikett fäst på följande platser:

- Om någon av dessa taggar saknas, är oläsliga eller skadade måste vara det
Bytt ut.
- Använd denna lasergraveringsanordning endast i enlighet med alla tillämpliga
lokala och nationella lagar och förordningar.
- Använd endast denna apparat i enlighet med denna bruksanvisning. Endast
andra som har läst och förstått den här handboken får installera, använda, underhålla, reparera etc. Om denna enhet har getts bort e sålts till en tredje part, se till att den här handboken medföljer enh
- Kör inte kontinuerligt i mer än 3 och en halv timme. Stanna åtmins 30 minuter mellan användningarna.
- Lämna inte denna enhet utan uppsikt under drift. Observera utrustning under hela operationen, om det finns någon onormal drift, all ström till maskinen omedelbart och kontakta vår kundtjänst eller specialiserade reparationsservice. Återigen, se till att apparaten är he avstängd efter varje användning (inklusive via nödstoppsbrytaren).
- Tillåt inte minderåriga, outbildad personal eller personer med fysiska psykiska funktionsnedsättningar som skulle störa deras förmåga att födenna manual och programvarumanualer för att installera, använda, underhålla eller reparera denna utrustning.
- All outbildad personal som kan vara i närheten av utrustningen under drift måste informeras om att utrustningen är farlig och ges adekvata instruktioner om hur man undviker skador under användning
- Placera alltid brandsläckare, vattenledningar eller andra flamskyddsmedel
system i närheten för att förhindra olyckor. Se till att telefonnumret lokala brandkåren visas tydligt i närheten. I händelse av brand, bryt strömförsörjningen innan du släcker lågorna. Före användning, bekanta dig med rätt räckvidd för brandsläckaren. Var noga med att inte an brandsläckaren för nära lågan, eftersom dess höga tryck kan skapa bakslag.
3. SÄKERHETSINSTRUKTIONER FÖR LASER.
När den används enligt anvisningarna, inkluderar maskinen ett klass lasersystem som är säkert för både användare och åskådare. Men osynliga lasrar, laserrör och deras elektriska anslutningar är fortfarande mycket farliga. De kan orsaka allvarlig egendomsskada och personskad om de inte används eller modifieras med försiktighet, inklusive men in begränsat till följande:

●Lasrar kan lätt bränna närliggande brännbara material.
- Vissa arbetsmaterial kan producera strålning eller skadliga gaser under Bearbetning.
- Direktkontakt med lasern kan orsaka kroppsskador, inklusive allvarliga brännskador och irreparabel ögonskada.
- Ändra eller inaktivera inte säkerhetsfunktionerna som tillhandahålls av denna enhet. Do
inte modifiera eller demontera lasern, och använd inte lasern om de modifierats eller demonterats av någon annan än en utbildad och skicklig fackman. Farlig strålningsexponering och andra skador kan uppstå vid användning av anpassade, modifierade eller på annat sät inkompatibel utrustning.
- Håll aldrig någon del av skåpet öppen under drift om inte (obligatoriskt) genom dörrar. Stör aldrig laserstrålen, placera inte någon del av kroppen på någon del av laserbanan under operationen och försök aldrig observera lasern direkt. När du använder en genomgångsdörr eller på annat sätt riskerar att utsättas för en laserstråle, vidta åtgärder för att skydda dig mot potentiellt reflekteraal laserstrålar, inklusive användning av personlig skyddsutrustning, såsom specialdesignade skyddsglasögon, för att filtrera gravyrer med en opti densitet ( OD) på 5+ för specifika våglängder för lasrar.
●Under drift, stirra inte eller låt andra stirra på laserstrålen kontinuerligt, även om locket är stängt och/eller skyddsglasögon bärs.
- Använd denna graveringsmaskin endast när dess automatiska
avstängningsfunktion är
fungerar korrekt. När du först skaffar den här gravören, om du upp eventuella problem i efterhand, testa det innan du utför något annat arbete (se nedan). Om stängning inte inträffar, fortsätt inte att anvär den. Stäng av enheten och kontakta kundtjänst eller reparationsservic Inaktivera aldrig dessa stängningar.
- Om vattenkylningssystemet inte fungerar korrekt, använd inte denna laser
gravör under alla omständigheter. Aktivera alltid vattenkylningssystemet och kontrollera visuellt att vattnet rinner genom hela systemet innan slår på laserröret. Använd inte isvatten eller vatten med temperature högre än 38 °C (100 °F). För bästa resultat, håll den mellan 60–(15–21°C).
- Använd inte generisk kylvätska eller frostskyddsmedel i kylvattnet, eftersom de kan
lämna en frätande rest och stelna inuti slangen och rören, vilket ka till fel eller till och med explosion. Använd anpassade lasersäkra formuleringar, eller använd och förvara din gravör i ett klimatkontrolle område.
- Lämna inte potentiellt brandfarliga, brandfarliga, explosiva eller frätande material i närheten för att undvika att de utsätts för direkta eller reflekterade laserstrålar.
- Använd eller placera inte känslig EMI-utrustning i närheten. Se till at området runt lasern är fritt från starka elektromagnetiska störningar under all användning.
- Använd denna maskin endast för bearbetning av material som beskri Materialsäkerhetsavsnittet i denna handbok. Laserinställningen och graveringsprocessen måste anpassas på lämpligt sätt för det specifika materialet.
- Se till att området är fritt från andra luftföroreningar eftersom dessa utgöra en
liknande risk för reflektion, förbränning osv.

- Använd endast denna enhet med en kompatibel och stabil strömförsörjning med en spänningsfluktuation på mindre än 10 %.
●Anslut inte andra enheter till samma säkring som lasersystemet kräver sin fulla strömstyrka. Använd inte med vanliga förlängningssladdar eller grenuttag. Endast överspänningsskydd med el klassificering på mer än 2000 J används.
- Slå på enheten endast om enheten är väl jordad, antingen av ett f anslutning till ett 3-poligt uttag eller med en dedikerad jordkabel son säkert ansluten till rätt kortplats på skåpet. Använd inte med en ojo adapter med 3 till 2 stift. Jordningen av utrustningen bör kontrolleras regelbundet för eventuella skador eller lösa anslutningar.
- Därför bör området runt denna lasergraveringsanordning behållas torr, väl ventilerad och miljökontrollerad för att hålla omgivningstemperaturen mellan 40–95°F (5–35°C). För bästa resultat, håll temperaturen vid 75°F (25°C) eller lägre. Den omgivande luftfuktigheten bör inte överstiga 70 %.
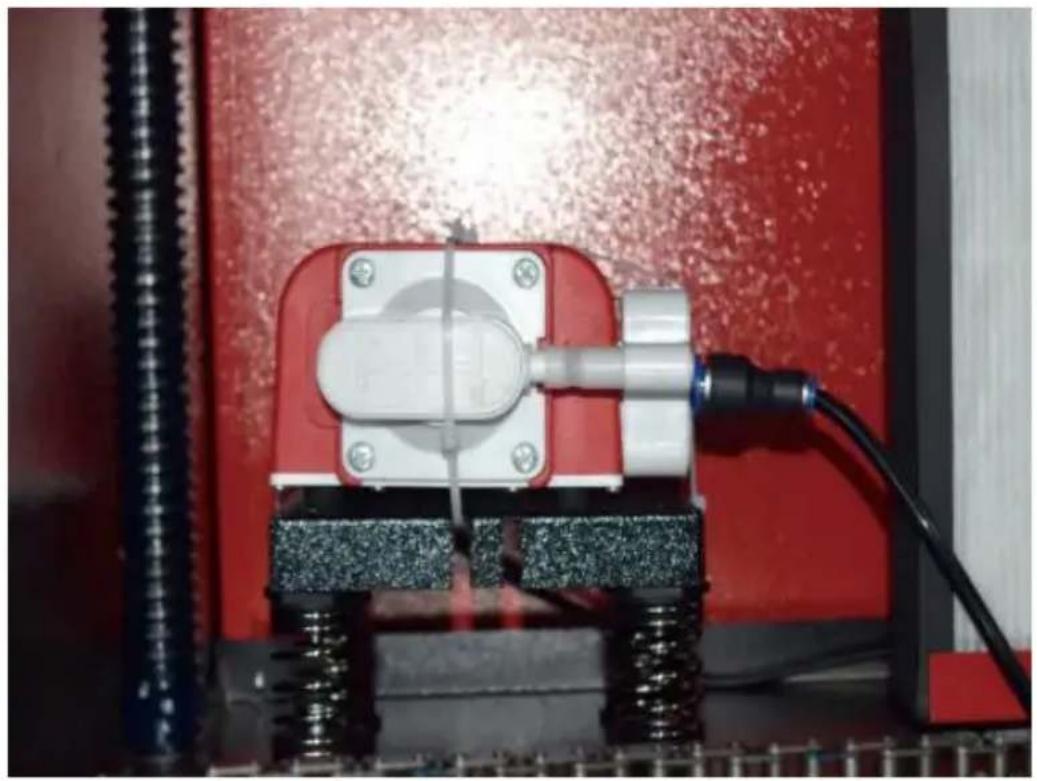
●När pumpen är ansluten till sin strömkälla, hantera inte den pumpen eller vattnet den är nedsänkt i. Lägg den i vattnet innan d ansluter den till en strömkälla och koppla bort den från strömförsörjningen innan du tar ut den.
- Justeringar, underhåll och reparationer av de elektriska komponenterna denna utrustning får endast utföras av utbildad och kunnig personal
att undvika brand och andra fel, inklusive potentiell strålningsexponeri på grund av skador på laserkomponenter. Eftersom testning av de elektriska komponenterna i detta märkningssystem kräver specialiserad teknik, rekommenderas att sådan testning endast utförs av tillverkare, säljare eller reparationsserviceorganisationer.
- Om inget annat anges, justera, underhåll och reparera endast appara när den är avstängd, frånkopplad från strömmen och helt sval d.
5. SÄKERHETSINSTRUKTIONER FÖR MATERIAL.
- Det är användaren av denna lasergraveringsmaskins ansvar att bekräfta att materialet som ska bearbetas kan motstå laserns värme inte producerar några utsläpp eller biprodukter som är skadliga för människor i närheten eller som bryter mot lokala eller nationella lag eller förordningar. Använd i synnerhet inte denna utrustning för att bearbeta polyvinylklorid (PVC), teflon eller andra halogenhaltiga materi under några omständigheter.
- Det är användaren av denna lasergraveringsmaskins ansvar att se till att alla närvarande under driften har adekvat personlig skyddsutrustning för att undvika skador orsakade av utsläpp och biprodukter från det material som bearbetas. Förutom de laserskyddsglasögon som nämns ovan kan detta kräva skyddsglasögo masker eller andningsskydd, handskar och andra skyddande ytterkläd
- Om avgassystemet inte fungerar korrekt, använd inte denna laser gravyrmaskin under alla omständigheter. Se alltid till att frånluftsfläkte kan ta bort damm och gaser från graveringsprocessen i enlighet me alla tillämpliga lokala och nationella lagar och förordningar. Om avgasfläkten eller avgasröret går sönder, sluta använda den omedelb
- Användare måste vara särskilt försiktiga när de arbetar med ledande material, eftersom ansamling av damm och miljöpartiklar kan skada elektriska komponenter, orsaka kortslutning eller ha andra effekter, inklusive reflekterad laserstrålning.
- Denna maskin är säker att använda med följande material: 1. plast .
- Akrylonitrilbutadienstyren (ABS)
- Nylon (polyamid, PA, etc.)
- polyeten
- Högdensitetspolyeten (högdensitetspolyeten, polyeten, etc.)
- Biaxiellt orienterad polyetentereftalat (BoPET, polyester, polyester, etc.)
• Polyetylentereftalat (PETG, PET-G, etc.)
• Polyimid (PI, Kapton, etc.)
• Polymethylmetakrylat (PMMA, akryl, plexiglas, fluorit, etc.)
• Polyoximetylen (POM, acetal, DL, etc.)
• Polypropen (PP, etc.)
- styren
2. annat.
- kartong
- Keramik, inklusive bestick, kakel, etc.
- glas
- läder
- Papper och kartong
- gummi
- Sten, inklusive marmor, granit, etc.
Obs : Se de rekommenderade parametrarna för de vanligaste graveringsmaterialen.
●Denna enhet kan inte användas med följande material eller andra material
som innehåller dem:
- Konstläder som innehåller sexvärt krom (Cr[VI]) på grund av dess ångor
- Astatin på grund av dess giftiga ångor
- Berylliumoxid, på grund av dess giftiga ångor
• Brom, på grund av dess giftiga ångor
- Klor, inklusive polyvinylbutyral (PVB) och polyvinylklorid (PVC, vinyl, Sintra, etc.), på grund av dess giftiga ångor
- Fluor, inklusive teflon (teflon, teflon, etc.), på grund av dess giftiga ångor
- Jod, på grund av dess giftiga ångor
- Metaller, på grund av deras elektriska ledningsförmåga och reflektionsförmåga
- Fenolhartser, inklusive olika former av epoxihartser, eftersom de producerar giftiga ångor
- Polykarbonat (PC, Lexan, etc.) på grund av dess giftiga ångor
Obs : För allt annat material, om du är osäker på säkerheten eller laserbarheten för denna enhet, leta efter dess materialsäkerhetsdata
Blad (MSDS). Särskild uppmärksamhet ägnas åt information om säkerhet, toxicitet, korrosivitet, reflektionsförmåga och reaktion på höga temperaturer. Alternativt, kontakta vår supportavdelning för ytterligare vägledning
INSTALLATION
1. INSTALLATIONSÖVERSIKT.
- Ett komplett fungerande system inkluderar lasergraveringsskåpet, dess ventiler, alla tillämpliga anslutningskablar, samt laser och åtkomstnyck Skåpet kan använda designen som tillhandahålls av den medföljande gravyrmjukvaran genom att ansluta direkt till din dator eller internet; kan också gravera mönster som laddas direkt från flashenheter. Användare kan konfigurera andra extra tillbehör, såsom roterande axl för att möta deras behov.
- Använd endast hårdvara, kablar och strömförsörjning som medföljer e är kompatibel med den här enheten. Installera utrustning som inte är lämplig för användning kan leda till dålig prestanda, minskad service ökade underhållskostnader, egendomsskador och personskador.
- Var uppmärksam på de specifika kraven för systeminstallation. Varje kund måste vara medveten om dessa överväganden innan installationen för att kunna utföra korrekt installation och uppnå säke laserprestanda. Om du har några installationsproblem eller problem, vänligen kontakta våra tekniker och kundsupportteam.
- All extrautrustning måste anpassas till huvudenheten. Om du är osäk vänligen kontakta återförsäljaren eller tillverkaren av sådan utrustning direkt.
2. Val av installationsplats
- Innan du installerar gravören, välj lämplig plats för användning.
- Se till att den uppfyller alla krav som diskuteras i ovanstående säke information. Platsen bör vara stabil, jämn, torr och klimatkontrollerad att säkerställa en omgivningstemperatur på 40–95°F (5–35°C) och
omgivande luftfuktighet under 70 %. I synnerhet bör temperatur och luftfuktighet tillsammans inte närma sig daggpunkten. Det är också tillrådligt att använda fönsterlösa rum eller att använda persienner och/eller gardiner för att undvika exponering för den potentiella extra värmen från direkt solljus. Platsen bör vara fri från damm och andr luftföroreningar och tillräckligt väl ventilerad för att hantera eventuella ångor som genereras under graveringsprocessen i enlighet med alla tillämpliga lagar och förordningar. Beroende på vilket material som sl bearbetas kan detta kräva konstruktion av ett dedikerat ventilationssystem. Det bör hållas borta från barn; brandfarliga, brandfarliga, explosiva eller frätande material; och känslig EMI-utrustning. Nätsladden ska vara
ansluten till en kompatibel och stabil strömkälla via ett jordat 3-stifts Det bör inte finnas några andra föremål som drar ström från samm säkring. Brandutrustning bör finnas i närheten och telefonnummer till den lokala brandkåren ska tydligt visas.
- Det rekommenderas starkt att placera en extra bänk nära maskinen för att undvika att placera föremål på eller direkt nära maskinen, vi kan utgöra en brand- eller laserrisk.
3. JORDNING.
- Enheten använder en kraftfull laser. Som nämnts i säkerhetsinformationen
ovan har den extremt höga spänningar och potentiella faror, så användaren måste jorda den ordentligt för att undvika statisk elektric Användning av ett vanligt 3-stiftsuttag ger tillräcklig jordning. Om du har tillgång till ett 3-stiftsuttag måste du använda en jordad kabel o till att den är ordentligt ansluten. Den distala änden av kabeln ska ordentligt i en metallstav som är minst 2,5 meter djup, eller till två separata metallstänger som har drivits ner i jorden minst 1,5 meter maskinen.
- Dålig jordning kan leda till utrustningsfel och skapa en allvarlig risk elektrisk stöt. Tillverkaren och/eller säljaren ska inte hållas ansvariga någon skada, olycka eller personskada som orsakats av en dålig
jordningsanslutning.
11.PACKA UP GRAVERMASKINEN.
- Din gravör kommer i ett träfodral med dess tillbehör (inklusive denna handbok) packad i området bakom den främre genomdörren. bör placera lådan på ett generöst, plant område för uppackning, och helst planerar du att använda maskinen permanent.
- Steg 1: Om du inte redan har gjort det, avsluta med att ta bort lå runt gravören. Rulla sedan maskinen på plats.
- Steg 2: Håll bromsbeläggen på plats genom att trycka på bromsbelä på 2:an framhjul.
- Steg 3: Hämta åtkomstnyckeln från huvudfacket på framsidan av maskin. Ta bort tillbehörsväskan från området bakom den främre genomgångsdörren. Kontrollera att du har fått alla följande föremål: nätsladd, jordkabel, USB- och Ethernet-kablar, USB-minne med graveringsprogramvara, avgasrör med slangklämma, inexnyckelsats, fokuseringsverktyg i akryl, nycklar och den här manualen.
- Steg 4: Inspektera noggrant monteringen av laserröret, visningen fönster och resten av maskinen. Laserröret är ett mycket ömtåligt föremål och bör hanteras med försiktighet och så få stötar som mö
- Steg 5: Inuti huvudfästet, ta bort från X-axeln och honeycomb bord.
- Steg 6: Du kan behålla förpackningen för framtida returer, men om dig av med av den eller andra tillbehör, se till att följa gällande regler för
avfallshantering.

- Kontrollera att etiketten bredvid det anslutna uttaget på maskinen matchar din strömförsörjning. Anslut ena änden av huvudkabeln till e anslutningsuttag och den andra änden till ett jordat uttag. Under ing omständigheter får du slå på enheten om spänningen inte överensstämmer.
- Fluktuationer längs linjen bör vara mindre än 10 %. Om detta värde överskrids kommer säkringen att gå. De sitter i anslutningsuttaget och externt åtkomliga. Återigen, anslut inte den här enheten till en vanlig förlängningssladd eller grenuttag. Anslut den direkt till ett jordat uttag eller använd en överspänningsskyddsenhet klassad över 2000J.
6.VATTENKYLD INSTALLATION.
- Den medföljande vattenpumpen är avgörande för prestanda och livslängd gravyrmaskinen. När en sådan laser fungerar utan ett korrekt underhållet kylsystem kan dess glasrör explodera på grund av överhettning.
●Rör eller justera aldrig gravymaskinens vattentillförsel medan pumpen är inkopplad.
●För att använda vattenpumpen, fyll en dedikerad tank med minst 2 gallons (7,5
liter) destillerat eller renat vatten Detta kommer gradvis att minska kvaliteten på gravyrmaskinen och kan till och med leda till farlig mineralansamling. Kylsystem. Av samma anledning, använd aldrig frostskyddsmedel för alla ändamål. Använd anpassade lasersäkra formuleringar eller förvaring Graveringsmaskiner i klimatkontrollerade områden.
Obs: Destillerat vatten eller renat vatten måste tillsättas, inte kranvatten eller avlopp, annars kommer det att förkorta produktens livslängd.
●Vänligen vrid för att ta bort dammskyddet från vatteninloppet och lägsedan till
renat vatten eller destillerat vatten till vatteninloppet för graveringsmaskinen. Det gröna området för vattennivålinjen är den säkra vattennivån, och sedan kan du fylla på dammskyddet för vattenmunstycket och sedan slå på maskinens huvudströmförsörjning och vattencirkulationsströmbrytare.
Obs: Vattennivån bör inte vara för full för att inte svämma över vattenkylaren.
- Innan du startar lasern, se till att få visuell bekräftelse på att vattne strömmar genom laserröret.
- Låt aldrig vattnet i tanken bli för varmt för att kyla lasern. Installera värmelarm eller kontrollera vattentemperaturen regelbundet under långvarig användning. Om vattnet börjar nå 100 ° F (38 ° C), ersä med kallare vatten. Under denna process byts lasern antingen ut i eller så stängs lasern av: låt aldrig lasern fungera utan ett konstant av kylvatten.
7. FÖRSTA TEST.
●NÖDSTOPP .
På grund av risken för brand och andra faror under graveringsprocess har graveringsmaskinen en stor, lättåtkomlig nödstoppsknapp nära
kontrollpanelen. Tryck på den för att stoppa laserröret omedelbart.
När din gravör anländer har dess nödstopp tryckts in och måste vrida höger och studsa uppåt för att lasern ska fungera. Innan du använde maskinen för något annat arbete bör du testa om den fungerar korrel
Starta vattenkylningssystemet, placera en bit laserbart skrot på arbetsbädden, stäng locket och tryck på PULSE för att avfyra lasern. Trycka
nödstoppsknappen och observera om lasern stannar omedelbart. Om lasern fortsätter att avfyra fungerar inte nödstoppet och måste bytas u innan du använder encher. Stäng av maskinen och kontakta kundtjäns
- LOCKSTÄNGNING (FÖRLÅS) .
På grund av risken för blindhet, brännskador och andra skador från c exponering för den osynliga graveringsstrålen, stänger också automatiskt av lasern när skyddskåpan höjs under drift.
Efter att ha sett till att nödstoppsknappen fungerar som den ska bör även testa att kåpans stängning fungerar som den ska innan du gör annat arbete på maskinen. Starta vattenkylningssystemet, placera en bi laserbart skrot på arbetsbädden, stäng locket och tryck på PULSE för avfyra lasern. Släpp knappen. Var försiktig så att du inte utsätter dig eller träffas av eventuella reflekterade lasrar, öppna locket så lite som möjligt och försök avfyra lasern igen.
Obs: Om lasern avges, fungerar inte den automatiska avstängningen oc måste repareras innan gravören används. Stäng av maskinen och kontakta kundtjänst.
●AVSTÄNGNING AV VATTEN.
På grund av farorna med okylda laserrör, stänger gravören också automat av lasern när vattenkylningssystemet misslyckas.
Efter att ha sett till att både nödstoppsknappen och lockskyddet fungerar korrekt bör du även testa att vattenavstängningen fungerar som den ska i du gör något annat arbete på maskinen. Starta vattenkylningssystemet, placera en bit laserbart skrot på arbetsbädden, stäng locket och tryck på PULSE för att avfyra lasern. Släpp knappen. Stäng av vattenflödet genom rulla eller knyta två slangar. Var försiktig så att du inte skadar själva sla under denna process. Försök att avfyra lasern igen. Om lasern avges,
fungerar inte den automatiska avstängningen och måste repareras innan gravören används. Stäng av maskinen och kontakta kundtjänst. Om lasern inte avger, fungerar den automatiska avstängningen bra; Lossa helt enkelt båda slangarna för att börja cirkulera vatten igen och fortsätt att ställa in gravören.
●KALIBRERING AV LASERVÄG.
Medan vår fabrik kalibrerar hela ditt system under montering, kan laserröre fokuseringslinsen och/eller en eller flera speglar skjutas ur linje under transporten. Därför rekommenderas det att du utför ett optiskt inriktningstes när du ställer in din maskin. För steg-för-steg-vägledning, se underhållsavsnittet nedan.
● LUFTASSISTENT .
Din extra luftutrustning bör vara förinstallerad och korrekt ansluten. Precis kontrollera om den är korrekt konfigurerad och ansluten som visas på bilc Om någon
rör eller ledningar måste återanslutas, stäng av all ström till maskinen (inklusive att trycka på nödstoppet) innan du justerar någon utrustning.
För din egen säkerhet och för förbipasserandes säkerhet kan denna gravyrmaskin låsas med den medföljande nyckeln. Det rekommenderas att du använder det fö att låsa din dator mellan sessioner för att förhindra obehöriga åtgärder på din dator.
OPERATION
1. DRIFTÖVERSIKT.
●Använd denna lasergravör endast genom att följa alla instruktionerna i denna manuell. Underlåtenhet att följa de lämpliga riktlinjerna som beskrivs häri kan leda till materiella skador och personskador.
- Det här avsnittet kommer endast att beskriva några av alternativen och funktionerna som erbjuds av operativsystem. Innan du börjar använda maskinen, se till att du har läst hela manualen (särskilt säkerhetsinformationen ovan), samt alla varningar som maskinen själv tillhandahåller.
2. ALLMÄNNA DRIFTSINSTRUKTIONER.
- Steg 1. Skapa den design du vill gravera. Du kan göra detta direkt i gravyrprogramvara, eller så kan du använda vilken som helst
- Steg 2. Anslut den medföljande utrustningen och verktygen till produkten och anslut strömförsörjningen. Du kan se videoon på CD/USB. Fyll vatteninloppet med renat eller destillerat vatten för den inbyggda vattencirkulationen. Vattennivån ska läggas till den gröna vattennivåsäkerhetslinjen. Obs: (Vattennivån bör inte vara för full för att inte svämma över).
- Steg 3. Ta bort rökröret. Ena änden av rökröret är ansluten till utrustningens rökutloppsport, och den andra änden är ansluten till en utomhus- eller extra rökutsugsanordning. Obs: (Använd en slangklämma för att säkra anslutningen för att förhindra att den faller av.)
- Steg 4. Dra upp nödstoppsknappen och använd knapparna på framsidan av skåpet för att öppna graveringsmaskinens kontrollpanel. Ladda den design du väljer direkt från ett USB-minne eller via en dators anslutning till gravören.
- Steg 5. Öppna gravörens lock, kontrollera att luftassistansen fungerar som den ska, och justera tabellen vid behov. Cellulära sängar rekommenderas för de flesta applikationer. Sängen kan höjas eller sänkas med hjälp av Z-axelreglaget på framsidan av skåpet för att rymma en mängd olika material av olika tjocklek.
- Steg 6. Placera materialprovet på bänken. Standardpositionen är placerad i det övre vänstra hörnet av bordet. Detta kan ändras genom att flytta platsen för din design eller gravörens ursprung med hjälp av kontrollpanelen eller gravyrmjukvaran. För att hantera större material kan du öppna fram- eller bakdörren, eller båda, samtidigt. När lasern är aktiv, för inte in något i arbetsytan genom en genomgångsdörr annat än materialet. Var särskilt uppmärksam på ångor och damm som kan släppas ut genom dessa dörrar. Se till att ditt ventilationssystem är tillräckligt robust för att absorbera alla biprodukter eller bära nödvändig personlig skyddsutrustning för att säkerställa hälsan för användare och förbipasserande.
- Steg 7. Fokusera lasern genom att placera fokuseringsverktyget i akryl ovanpå materialet och försiktigt lyfta bordet. Laserhuvudet ska knappt vidröra toppen av akrylverktyget utan att applicera något tryck, vilket säkerställer att graveringsavständet är korrekt. (Återigen, försök aldrig att vara på bänken utan material.) På något sätt är lasern fokuserad. Stäng locket.
- Steg 8. Anpassa kontrasten och graveringsdjupet för din design genom att justera parametrar i gravyrmjukvaran eller direkt från kontrollpanelen. Om din graveringsinstruktioner beskriver effektinställningen i milliampere, använd följande omvandlingsdiagram för att hitta rätt effektinställning:
| right | 20% | 30% | 40% | 50% | 70% | 80% | 90% | 99% |
| current | 4ma | 4ma | 7ma | 9ma | 14ma | 16ma | 18ma | 19ma |
Minsta tröskel är 10 %. Lasern kommer inte att sändas ut vid någon lägre inställning än denna inställning. Det rekommenderas inte att använda laserröret vid full
belastning, speciellt under långa perioder. Den rekommenderade maximala effekten är inställd på 70 %, eftersom långvarig användning av mer än denna mängd kommer att förkorta laserns livslängd. För att öka gravyrdjupet, öka energin per ytenhet genom att öka laserns effekt eller antal ringar eller sakta ner hastighetsparametern.
Men gravering för djupt kan försämra bildkvaliteten, särskilt för
beläggningsmaterialet.
När du arbetar med nya material, tänk på att du alltid bör börja i den nedre delen dina möjliga inställningar. Om effekten inte är tillräckligt stark kan den alltid vara med än en gång Kör designslingan igen, eller kör den igen med kraftfullare inställningar tills du skapar önskad effekt.
Upplösningen bör i allmänhet vara inställd på 500 punkter per tum. I vissa fall kan e sänkning av bildupplösningen hjälpa, vilket minskar brännskador och Öka energin i pulserna och på så sätt förbättra kvaliteten på bilderna som produceras i vissa material, till exempel vissa plaster.
- Steg 9. Öppna laserröret genom att sätta in och vrida på lasernyckeln. För att minska risk för elektriska stötar, försök att röra vid gravören med endast en hand i taget när laserröret har öppnats.
- Steg 10. Tryck på kör för att pausa för att gravera din design. På samma sätt, även om du är det bär skyddsglasögon, stirra inte på den aktiva lasern kontinuerligt. Var dock medveten om möjliga problem som gnistor eller bränder, och var beredd att släckar bränder snabbt om det behövs.
- Steg 11. När lasern stannar, kontrollera kvaliteten på den första körningen och justera lasern parametrar i kontrollpanelen eller programvaran efter behov för att ge önskad effekt. Under upprepad gravering och skärning, kontrollera pumpens tank regelbundet för att hålla vattentemperaturen under 100°F (38°C). Om denna temperatur uppnås, sluta arbeta och låt gravören svalna innan den används igen.
- Steg 12. När du är klar med graveringen, stäng graveringsmjukvaran och stäng av maskinen i följande ordning: laserström, kontrollpanel, eventuell ventilation, vattenkylningssystem och nödströmsknapp. Ta bort lasernyckeln från kontrollpanelen.
- Steg 13. Rengör bänken helt, töm den nedre konsolen på skräp.
3. SPECIFIKA MATERIALBESKRIVNINGAR.
Följande instruktioner är rekommendationer som kan hjälpa till att påskynda säkert arbete med en mängd olika material. Användare bör undersöka säkerhets- och graveringskraven för deras specifika material för att undvika risken för potentiella problem som brand, farligt damm, frätande och giftiga ångor. När du väl vet att produkten är säker eller med rätt skyddsutrustning på plats, kan det vara bra att gravera en testmatris av små lådor producerade med olika hastigheter och effektinställningar för att upptäcka de idealiska inställningarna för din design. Eller börja med låg strömförbrukning och snabb installation, kör om designen så många gånger som behövs, med en progressivt ökande laserintensitet.
●KERAMIK.
Vid gravering på keramik används vanligtvis medelhög till hög effekt. Att använda fle kretsar istället för högre effekt och lägre hastighet kan hjälpa till att undvika materialbrott under arbetsprocessen. Var medveten om hälsoriskerna med damm från keramiska gravyrer, speciellt för repetitiva industriella applikationer. Beroende på material och arbetsbelastning kan en fläkt eller till och med ett komplett ventilationssystem behövas för att lösa problemet. På samma sätt kan operatörer och andra i arbetsområdet behöva använda andningsskydd, såsom masker och andningsskydd.
●STEN.
Vid huggning av alla typer av stenar används i allmänhet medelkraft och medelhöga till snabba hastigheter. Som med keramik och glas, var medveten om det damm som genereras (särskilt för upprepade industriella tillämpningar) och vidta liknande åtgärder för att
säkerställa säkerheten för användare och andra i arbetsområdet.
- TEXTILER .
När det kommer till carving av textilier som tyg och ull används ofta låg effekt och hög hastighet. Precis som med läder bör särskild uppmärksamhet ägnas åt risken för brand och damm.
●GLAS .
Vid gravering av glas används i allmänhet hög effekt och låg hastighet. Precis som med keramik skulle det vara bra att köra fler cykler på en lägre inställning för att undvika sprickor. Försiktighet måste iakttas vid gravering av glas- och kolfibrer för att undvika att kombinera inställningar som ger en laserintensitet som är tillräcklig för att störa den strukturella integriteten hos fibrerna i deras komponenter, vilket resulterar i suddiga markeringar. Personlig skyddsutrustning bör bäras för att undvika exponering av ögon, näsa, mun och hud för damm från användningen av något slags material, särskilt för upprepade industriella tillämpningar. Kläder som bärs vid arbete med glasfiber bör tvättas separat efteråt.
●LÄDER.
Vid gravering av glas används i allmänhet hög effekt och låg hastighet. Precis som med keramik skulle det vara bra att köra fler cykler på en lägre inställning för att undvika sprickor. Försiktighet måste iakttas vid gravering av glas- och kolfibrer för att undvika att kombinera inställningar som ger en laserintensitet som är tillräcklig för att störa den strukturella integriteten hos fibrerna i deras komponenter, vilket resulterar i suddiga markeringar. Personlig skyddsutrustning bör bäras för att undvika exponering av ögon, näsa, mun och hud för damm från användningen av något slags material, särskilt för upprepade industriella tillämpningar. Kläder som bärs vid arbete med glasfiber bör tvättas separat efteråt.
METALL.
CO2-lasergraveringsmaskiner bör inte användas för att markera, gravera eller skära metall. De är bäst lämpade för bearbetning av beläggningar som appliceras på metallunderlag, och man måste vara försiktig så att man inte försöker bearbeta själva
den underliggande metallen. En mängd olika beläggningar finns tillgångliga specifikt för CO2-gravering, och användare bör följa instruktionerna som tillhandahålls eftersom parametrarna varierar beroende på produkten och metallen. Generellt sett bör arbetet med aluminiumbeläggningen utföras snabbare vid en lägre effekt, medan arbetet med stålbeläggningen kan utföras långsammare vid en högre effekt.
●PLAST.
Plasten som används för gravering finns i många olika färger och tjocklekar och har många olika beläggningar och ytbehandlingar. De flesta plaster som finns kan graveras och skäras bra med laser. Plast med mikroporösa ytor verkar ge bäst resulta eftersom mindre ytmaterial behöver tas bort. Vid gravering av plast används vanligtvis lägeffekts- och höghastighetsinställningar. Märkning och gravering med för mycket kraft eller för låg hastighet kan koncentrera för mycket energi vid kontaktpunkten, vilket gör att plasten smälter. Bland andra problem kan detta producerar dålig karvkvalitet, giftiga ångor och till och med bränder. Högupplöst gravering kan orsaka samma problem, så låg till medelupplöst design bör föredras fö de flesta plaster.
●GUMMI.
Gummits olika sammansättningar och densiteter resulterar i något olika gravyrdjup. Det rekommenderas starkt att testa prover av specifikt gummi för bästa resultat. Vid gravering av gummi används ofta en konsekvent högeffektsinställning, och effekten skapas genom att variera laserns hastighet. Mikrocellulära gummimaterial kräver mycket högre hastigheter än standardgummi. Gravering av alla typer av gummi producerar mycket damm och gaser. Beroende på arbetsbelastningen kan andningsskydd och/eller ett komplett ventilationssystem krävas för att lösa problemet.
●PAPPER OCH PAPP.
Vid gravering av en mängd olika pappersprodukter används vanligtvis låg till medelstor kraft och snabb hastighet. Testa prover per sats, eftersom endast små parameterskillnader kan skilja effekten av att vara för lätt från effekten av att bränning genom substratet. Precis som med läder ägnas särskild uppmärksamhet åt risken för brand, såväl som damm som genereras vid upprepade appliceringar.
●TIMRE.
Precis som med gummi finns det många olika träslag, och det är viktigt att testa dit specifika material för att få bästa resultat. I allmänhet är träsniderier med konsekven ådring och färg mer enhetliga. Kvistat trä skapar en ojämn effekt, medan hartsträ skapar större kantkontrast. Vissa barrträd, som balsa, kork och furu, skär bra (om än med låg kontrast) vid låga eller medelhöga effektinställningar och vid höga hastigheter. Andra fibrer som gran kan påverkas av ojämna fibrer och ger ofta dåliga resultat oavsett vad du gör. Lövträ som körsbär och ek snidar sig bra vid höga effektinställningar och låga hastigheter. Konstgjorda träprodukter kan variera från märke till märke, främst baserat på deras limsammansättning och överflöd. MDF fungerar bra men skapar mörka kanter vid skärning.
Utöver brandrisken för eventuell träprodukt ska extra försiktighet iakttas med rök från lim som används i plywood och annat konstgjort trä. Vissa är för farliga att använda alls, medan andra kräver noggrann ventilation och repetitiva industriella tillämpningar med andningsbar PPE. Träets toxicitet bör också kontrolleras, eftersom damm från vissa naturliga träslag, inklusive oleander och idegran, också kan orsaka tillräckligt med illamående och hjärtproblem.
●Se Användningsdata.
| DET REKOMMENDERAS ATT STÄLLA IN EFFEKTEN PÅ 80 | |||||||||||||
| material | t h ickness | 50W | 60W | 80W | 100W | 130W | 150W | ||||||
| Snab b est hastig het | Optimal hastig het | Snab b est hastig het | Optimal hastig het | Snab b est hastig het | Optimal hastig het | Snab b est hastig het | Optimal hastig het | Snabb est hastig het | Optimal hastig het | Snab b est hastig het | Optimal hastig het | ||
| akryls yra | 3 mm | 15/S | 10S | 20S | 15S | 25 /S | 20/S | 30S | 25S | 35/S | 30S | 40/S | 35S |
| 5 mm | 8S | 5S | 10S | 7/S | 12/S | 8S | 15/S | 10S | 17/S | 12/S | 21/S | 15/S | |
| 8 mm | 4S | 2S | 5S | 3/S | 9/S | 5S | 10S | 6S | 12/S | 8S | 15S | 10S | |
| 10 mm | 4S | 2/S | 6/S | 3S | 7/S | 4S | 8/S | 5S | 11/S | 7S | |||
| 15 mm | 3/S | 1S | 4S | 2S | 5/S | 3S | 7/S | 4S | |||||
| 20 mm | 3/S | 1/S | 4S | 1.5/S | |||||||||
| 25 mm | |||||||||||||
| 30 mm | |||||||||||||
| L aser power 9%: Akrylskärning bör vara uppmärksam på luftflödeskontroll, ytan på materialblåsningen bör vara li avblåsning, vilket kan säkerställa jämnheten av akryl, och akrylytan bör ha en cirkulation för att förhindra brand | |||||||||||||
| Akryl | 3 mm | 9/S | 7/S | 15/S | 12S | 20/S | 15S | 23S | 18/S | 25/S | 20S | 30S | 25/S |
| 5 mm | 5/S | 3S | 10S | 8/S | 13/S | 10S | 15S | 13/5 | 18/S | 15/S | 21/S | 18/S | |
| 10 mm | 5/S | 3S | 7/S | 5S | 9S | 6S | 12S | 9/S | |||||
| 15 mm | 4S | 3/S | 7/S | 5/S | |||||||||
| Laserkraft 9 %: Träkapning styr huvudsakligen luftflödet, ju större luftflöde, desto snabbare skärhastighet | |||||||||||||
| PVC | 2 mm | 35/S | 32/S | 50S | 45S | 60/S | 58/S | 70S | 68/S | 80/S | 78/S | 90S | 88/S |
| 3 mm | 30/S | 27S | 40/S | 38S | 50/S | 48/S | 60S | 58/S | O/S | 68/S | 80S | 7a/S | |
| 4 mm | 25/S | 20S | 35/S | 30S | 45/S | 40S | 55S | 50/S | 65/S | 63/S | 75S | 7/S | |
| trasa | en säng | 40/S | 38/S | 60/S | 58S | 100/S | 98/S | 200S | 195S | 300/S | 295/S | 400S | 395S |
| läder | en säng | 15/S | 12/S | 20/S | 17/S | 25/S | 20/S | 30S | 25/S | 40/S | 35/S | 45S | 40/S |
| Det rekommenderas att använda en fokuseringslins med en brännvidd på 50,8, med ett laserrör på 60W-100W och mängden av en i r kompressor, det rekommenderas att skära vid 50%-70% effekt. | |||||||||||||
| Papper | mon cta y er | 80/S | 40S | 120S | 40S | 150/S | 40/S | 250S | 40/S | 350/S | 40/S | 450S | 40/S |
| B I -col eller stick | 2 mm | 15/S | 13S | 25S | 20S | 36/S | 30S | 40S | 35/S | 45S | 40S | 55S | 50/S |
| Parametrar för skärning av plåt i två färger och PVC-skärning, pappersbearbetning bör betalas med hänsyn till lasereffektjustering, ju högrelaserrörets effekt, desto mindre är den procentuella lasereffektjusteringen | |||||||||||||
4. KONSOLBESKRIVNING.
- ÖVERSIKT .
Du kan styra gravören direkt från den inbyggda kontrollpanelen, direkt ansluten till en dator eller via Internet. För mer information om hur d använder graveringsmjukvaran, se dess separata manual. Den inbyggda kontrollpanelen gör att lasern kan manövreras manuellt, eller så kan designen graveras in på flash-enheter och externa hårddiskar anslutna USB-porten på höger sida av skåpet.
För manuell drift kan piltangenterna användas för att flytta laserhuvude längs X- och Y-axelguiderna, och PULSE-knappen kan användas för a avfyra lasern. Varje gång du trycker på pilknappen kan laserhuvudet s in att fastna inom ett visst avständ genom att trycka på MENY och parametrarna under "Manuella inställningar+". Lasern kan ställas in att avge under en bestämd tidsperiod genom att trycka på MENU och ju parametrarna under "Laserinställningar+". Alla knappar och menyer ska vara märkta på engelska. Om inte, tryck på MENY och gå till den ö knappen i den högra kolumnen
för att ändra konsolens språkinställningar.

För att ladda en design från en FAT16- eller FAT32-formaterad flashe eller extern hårddisk, tryck på MENY, välj "Arkiv", sedan "Udisk+" och sedan "Kopiera till minne". Välj designen i Arkiv-menyn och välj sedar Olika parametrar kan justeras med hjälp av konsolens menyer och undermenyer, inklusive att ställa in flera ursprung för att gravera en d på ett material fyra gånger under en enda session .
När du kör designen från konsolen kommer detta att vara huvuddisplå Designen ska visas i det övre vänstra hörnet, och dess namn, tillsam med aktuella hastighets- och effektinställningar, ska visas i det övre hörnet. Laserhuvudets position i förhållande till tabellen visas som X (horisontella) och Y (vertikala) koordinater. Z-koordinaten visar höjden a själva arbetsbänken. U-koordinaten kan konfigureras för att styra rotationsaxeln eller automatisk matning, om den är installerad. Under d finns lager som innehåller instruktioner om deras individuella hastighet mm/s) och maximal effekt i procent av maskinens märkeffekt. Antalet batcher i det nedre vänstra hörnet registrerar antalet gånger den aktu designen har graverats under en enda session.
Precis som knappen säger, tryck Kör/Paus för att börja gravera det laddade mönstret och pausa graveringen när det behövs.
I händelse av en nödsituation som brand, använd inte kontrollpanelen att pausa eller stoppa graveringen. Tryck omedelbart på nödstoppsknappen.
●STÄLL IN LASERKRAFT.
När du trycker på ENT i huvudgränssnittet väljer markörrutan initialt parametern "Hastighet".
| Speed | 100mm/s |
| Power: | 99.9%/33.3% |
| X: | 10000.0 |
| Y: | 10000.0 |
| U: | 10000.0 |
Tryck på knapparna ▲ och ▼ för att växla mellan parametrarna. Vå parametern Power.
| Speed: | 100mm/s |
| Power | 99.9%/33.3% |
| X: | 10000.0 |
| Y: | 10000.0 |
| U: | 10000.0 |
Tryck på ENT när den röda markören är över Power. Tryck på knap ▲ och ▼ för att ändra parametervärdet.
| MaxPower: | 99.9% |
| MinPower: | 33.3% |
Tryck på ENT för att spara dina ändringar.
Tryck på ESC för att ogiltigförklara ändringarna och gå tillbaka till huvudgränssnittet.
●STÄLL IN LASERHASTIGHETEN
När du trycker på ENT i huvudgränssnittet väljer markörrutan initialt parametern "Speed".
| Speed | 100mm/s |
| Power: | 99.9%/33.3% |
| X: | 10000.0 |
| Y: | 10000.0 |
| U: | 10000.0 |
Tryck på ENT-knappen igen för att ta fram detta gränssnitt.
Tryck på knapparna ▲ och ▼ för att ändra parametervärdet.
Tryck på ENT för att spara dina ändringar.
Tryck på ESC för att ogiltigförklara ändringarna och gå tillbaka till huvudgränssnittet.
Speed: 100 mm/s
●FUNKTIONSMENY .
Tryck på menyn på huvudgränssnittet för att komma till menygränssnitt
Tryck på knapparna ▲ och ▼ för att välja posten och tryck sedan
ENT för att öppna motsvarande undermeny.
| Para setting | Language |
| Laser set | Diagnoses |
| Manual set | System info |
| Axes reset | Set default para |
| Origin set | Restore default |
| Screen ref set | Controller set |
| Panel lock | Permission |
- JUSTERA Z-AXELN .
När Z Move är valt, tryck på ◀ eller ► för att kontrollera Z-axelns medan sensorsatsen är installerad.
- JUSTERA U-AXELN .
När U Move är valt, tryck på ◀ eller ► för att styra U-axelns rörel. Detta kan användas för att styra rotationspositionen för rotationsaxeln (linjäriteten för den automatiska matningen (positionerna säljs separat) o båda Installation.
-ÅTERSTÄLL AXELN .
När Shaft Reset+ är valt, tryck på ENT, och den vänstra displayen v Tryck på ▲ eller ▼ för att välja ett objekt.
Tryck på ENT för att börja nollställa den valda axeln och meddelande "Återställning pågår" visas på skärmen.
När det är klart försvinner meddelandet automatiskt och systemet återg till huvudgränssnittet.
- JUSTERA LASERINSTÄLLNINGARNA .
Efter att ha valt laserinställningar och tryckt på ENT, kommer den värlädisplayen att visa: Operationsmetoden är densamma som föregående inställning. När du väljer Fortsätt, tryck på PULSE för att avfyra laser släpp sedan knappen för att slutföra avfyringen. När du är klar med justeringarna, spara dem genom att välja ENT-tangenten för att skriva trycka på ESC-tangenten för att lämna utan att spara ändringarna. Läkan ladda sparade parametrar.
När du väljer Manuella inställningar, tryck på ENT, och vänster sida
kommer att visas: När rörelseläget är "Kontinuerligt", fungerar inte den manuella joggningsparametern. När den används för att manuellt flytta laserhuvudet, flyttar piltangenterna det kontinuerligt tills det släpps. När rörelseläget är "Jog", varje gång piltangenterna trycks ned, kommer laserhuvudet att röra sig exakt det avständ som sparats i denna para Använd riktnings- och ENT-knapparna för att justera uppåt eller nedåt. du är klar med justeringarna, spara dem genom att välja ENT-tangent att skriva eller trycka på ESC-tangenten för att lämna utan att spara ändringarna. Läsning kan ladda sparade parametrar.
När rutan är nedtryckt på ursprungsuppsättningen, tryck på ENT, och vänstra dialogrutan dyker upp:
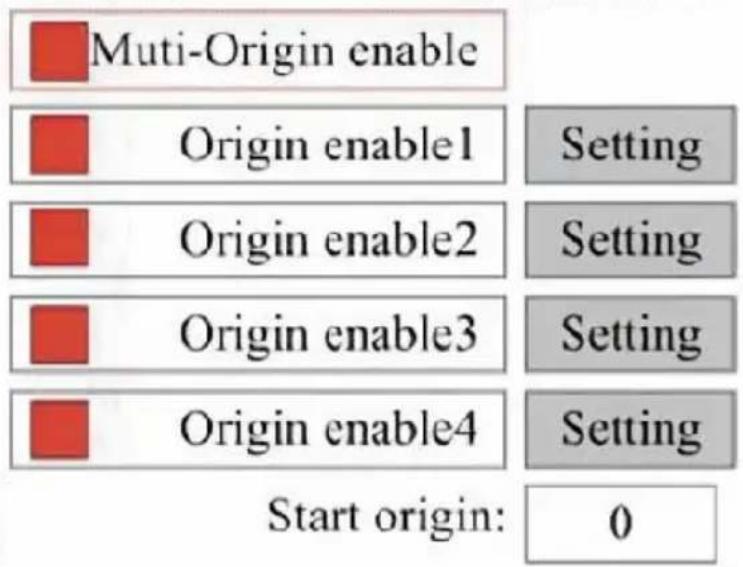
flowchart
graph TD
A["Muti-Origin enable"] --> B["Origin enable1"]
B --> C["Origin enable2"]
C --> D["Origin enable3"]
D --> E["Origin enable4"]
E --> F["Start origin: 0"]
Tryck på FN för att välja ett objekt. Efter att ha valt Multi-Source Er tryck på ENT för att aktivera eller inaktivera objektet. När den är akt kommer den lilla rutan att vara röd, och när den är inaktiverad blir
rutan grå. När du väljer Ange ursprung eller Nästa ursprung, tryck på eller ► för att välja ett värde. När du ändrar parametern Set Origin, ihåg att trycka på ENT för att verifiera ändringen. När du stänger gränssnittet sparas parametrarna automatiskt.
Detaljerna för varje artikel är följande:
- Sätt Ursprung 1/2/3/4: Efter att ha aktiverat inställningen för flera urs placera markören över inställningen till Ursprung 1/2/3/4. Tryck på ENT på ditt tangentbord
nyckel, tar systemet koordinaterna som motsvarande koordinater för ursprunget 1/2/3/4.
- Källaktivering 1/2/3/4: När inställningen för flera källor är aktiverad ka fyra källor också inaktiveras och aktiveras individuellt.
När multi-origin logic är vald, om numret för nästa ursprung är 1, och ursprung är aktiverade, kommer verket att användas varje gång det stnär spara fil-funktionen startas (via tangentbord eller PC) eller när en bearbetningsfil laddas upp till en PC och filen väljs "Ta ursprung som ursprung".
Olika ursprung. Ursprungets rotationsordning är 1→2→3→4→1→2... Om
du laddar upp en bearbetningsfil till din PC och du väljer Aktuellt urs för filen, kommer systemet alltid att använda det aktuella ursprunget.
●STÄLL IN STANDARDPARAMETRAR.
När fakta är fastställda. Välj stycket och maskinens aktuella parametran kommer att lagras som deras standardvärden. De kan sedan hämtas kommandot Restore Default Parameters. Det rekommenderas att du sparar de faktiska fabriksinställningarna för din maskin så att den enk kan återställas vid behov.
Om lösenordet är aktiverat, tryck på ◀ eller ▶ och ▲ eller ▼ för välja lösenordet och tryck sedan på ENT för att spara lösenordet.
- ÅTERSTÄLL STANDARDPARAMETERN.
När man definierar fakta. När en parameter väl har valts ersätter systalla aktuella parametrar med de sparade fabriksparametrarna.
Operationsmetoden är densamma som att ställa in standardparametrarna
●STÄLL IN GRÄNSSNITTENS SPRÅK.
När du väljer ett språk, tryck på ENT och den vänstra displayen visa
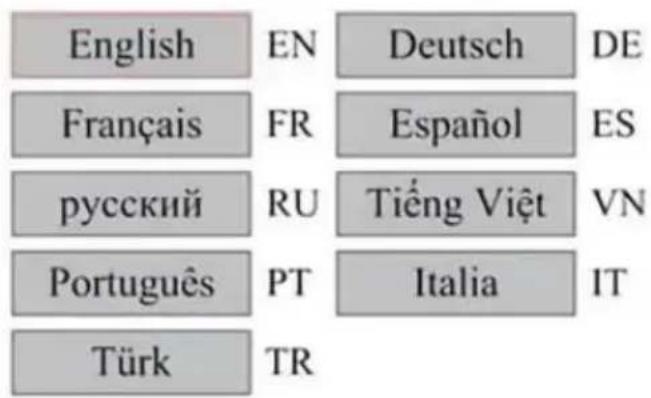
Operationsmetoden är densamma som ovan. Tryck på ENT efter att h önskat språk och återgå till huvudgränssnittet.
●STÄLL IN MASKINENS IP-ADRESS.
När du har valt dina IP-inställningar, tryck på ENT och den vänstra displayen visar:
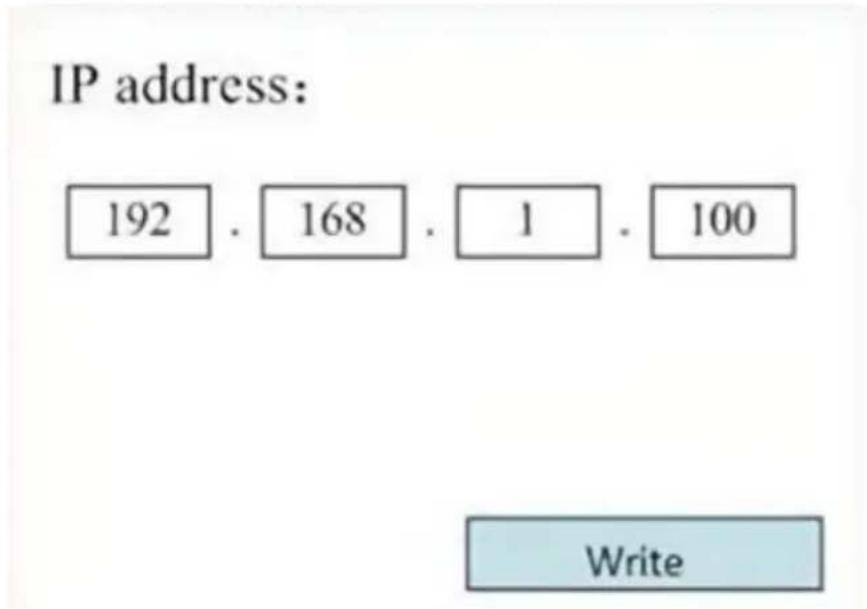
Tryck på ◀ eller ▶ och ▲ eller ▼ och ENT för att ändra parame
Standardadressen för gravören är 192.168.1.100. Om den här funktione redan används på ditt lokala nätverk, använd 192.168.1 för de tre för avsnitten och välj ett unikt värde för den sista delen. I allmänhet bör värden mellan 2-252 vara bra förutom 47, men undvik värden som re används av andra nätverksanslutna enheter.
Att ansluta maskinen direkt till det allmänna internet medför risk för obehörig användning och rekommenderas inte. Om du fortfarande vill tillhandahålla den måste du registrera dig och använda en unik offentl TCP/IP-adress. När du är klar med justeringarna, spara dem genom a välja ENT-tangenten för att skriva eller trycka på ESC-tangenten för a lämna utan att spara ändringarna. Läsning kan ladda sparade paramet
●DIAGNOSTISKA VERKTYG .
När du har valt Diagnostik kommer den vänstra dialogrutan att dyka
INPUT:
LmtX-
LmtU+
WP
LmtY-
LmtU-
In1
Ex-Run
Intlock
In2
OUTPUT:
OUT1
OUT2
Status
Aux.Air
Detta gränssnitt visar systemets I/O-portinformation för hårdvaran:
Inmatning: Läs hårdvaruinformationen för systemet. När en hårdvarusign
utlöses kommer den lilla rutan till vänster om motsvarande post att vi rött. Annars blir det grått.
Utdata: Använd markören för att välja utdata. Tryck på ENT för att v utgångsläge och ESC för att återgå till huvudmenyn utan att göra nå ändringar.
●STÄLLA IN SKÄRMREFERENS.
Efter att ha valt skärmursprung kommer den vänstra dialogrutan att upp:
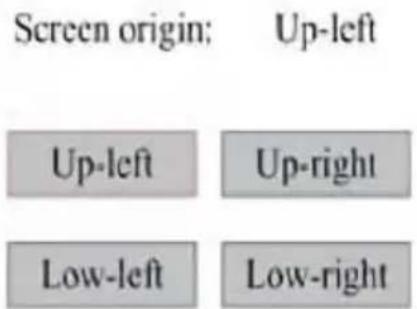
Detta gränssnitt visar platsen för ursprunget. Olika ursprungspositioner I ge olika reflektioner av grafen på X/Y-axeln. Operationsmetoden är densamma som ovan.
●JUSTERING AV SKULPTLAGET.
När systemet är inaktivt eller arbetet är klart, tryck på ENT för att g avsnittet med lagerparametrar.

Tryck på ▲ eller ▼ för att välja önskat lager.
Tryck på ENT för att kontrollera parametrarna för det valda lagret, so visas i bilden: Som standard kommer den röda markören att vara öve Lager.
Tryck på knapparna ◀ och ▶ för att välja önskat lager.
Flytta markören till Write och tryck på ENT för att spara
parameterändringarna, eller tryck på ESC för att avsluta utan att spara
Arbetssättet är detsamma som max/min effektinställningen.
- JUSTERA RÖRELSEPARAMETRAR .
I undermenyn Parameterinställningar väljer du Flytta parametrar för att visa det vänstra gränssnittet: Välj och justera parametrar genom att try på pilarna.
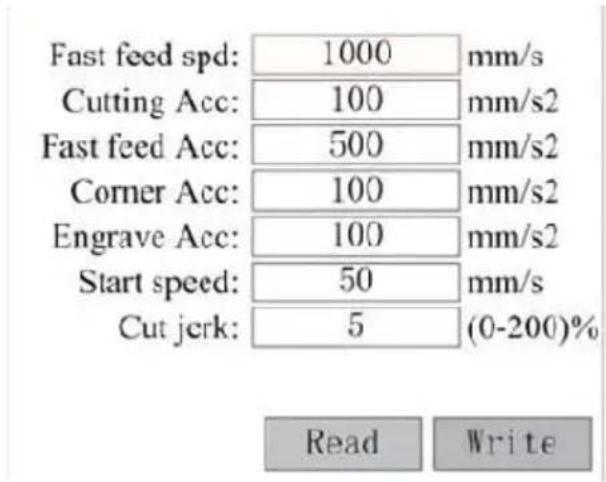
När du är klar med justeringen, flytta markören till Write och tryck på för att spara parameterändringarna, eller tryck på ESC för att avsluta att spara.
Läsning kan ladda sparade parametrar.
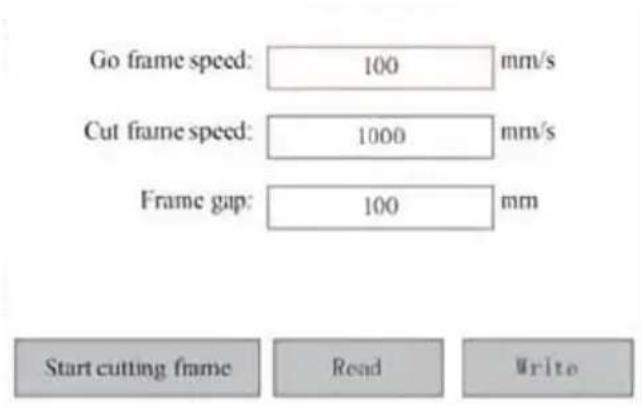
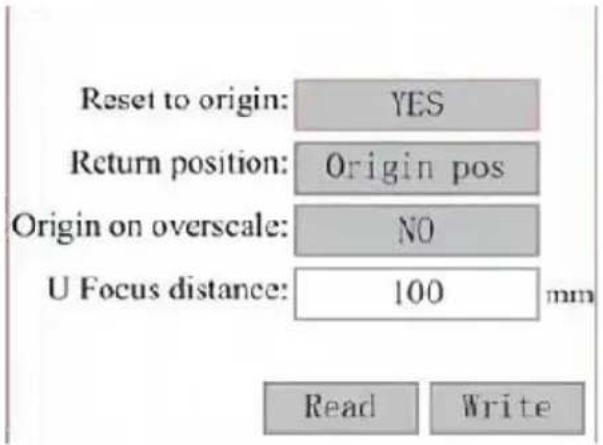
●STÄLL IN RAMPARAMETRAR .
I undermenyn Para Settings, välj Frame Settings för att visa det väns gränssnittet: Välj och justera parametrar genom att trycka på pilarna. I du är klar med justeringen, flytta markören till Write och tryck på EN spara parameterändringarna, eller tryck på ESC för att avsluta utan at
spara. Läsning kan ladda sparade parametrar. Start Cutting Frame kommer att skära av ramen enligt de aktuella parametrarna.
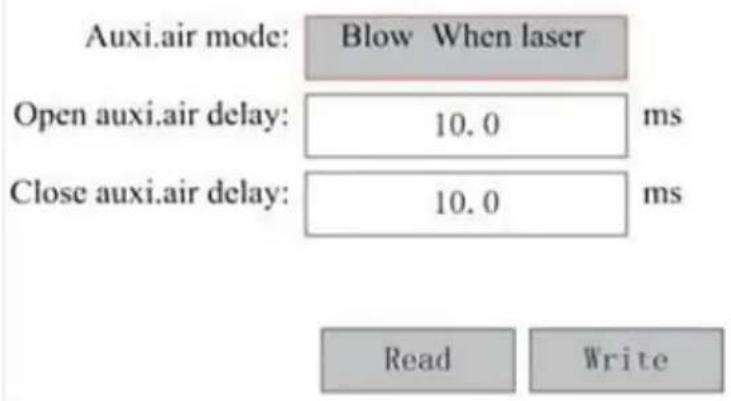
I undermenyn Styckeinställningar väljer du Blåsinställningar för att visa vänstra gränssnittet: Välj och justera parametrar genom att trycka på pilarna. När du är klar med justeringen, flytta markören till Write och på ENT för att spara parameterändringarna, eller tryck på ESC för at avsluta utan att spara. Läsning kan ladda sparade parametrar.
I undermenyn "Parameterinställningar", välj "Hastighetsinställningar" för at visa det vänstra gränssnittet:
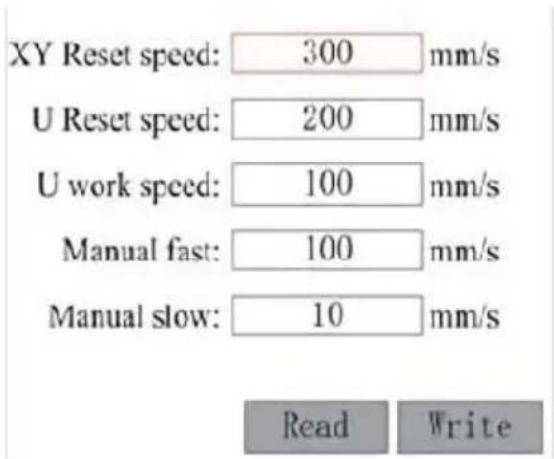
Välj och justera parametrar genom att trycka på pilarna. När du är k justeringen, flytta markören till Write och tryck på ENT för att spara parameterändringarna, eller tryck på ESC för att avsluta utan att spara Läsning kan ladda sparade parametrar.
- JUSTERA MASKINKONFIGURATIONEN .
I undermenyn Parameterinställningar väljer du Computer Configuration för att visa det vänstra gränssnittet:
Välj och justera parametrar genom att trycka på pilarna. När du är k justeringen, flytta markören till Write och tryck på ENT för att spara parameterändringarna, eller tryck på ESC för att avsluta utan att spara Läsning kan ladda sparade parametrar.
- JUSTERA PARAMETRARNA FÖR ROTATIONSAXELN .
I undermenyn Parameterinställningar väljer du
Rotationsfunktionsinställningar för att visa det vänstra gränssnittet:
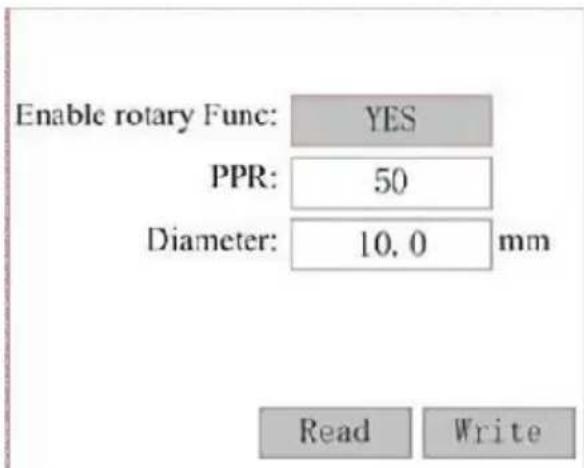
Välj och justera parametrar genom att trycka på pilarna. När du är k justeringen, flytta markören till Write och tryck på ENT för att spara parameterändringarna, eller tryck på ESC för att avsluta utan att spara Läsning kan ladda sparade parametrar.
- STÄLL IN GRÄNSSNITTSLÖSENORDET .
När markören är på panellåset, tryck på ENT, och den vänstra dialog dyker upp:
Tryck på knapparna ▲ och ▼ för att välja objektet. När den blå markören är över målobjektet, tryck på ENT för att gå in i motsvarar gränssnitt.
- SÄKERHETSKOPIERA OCH ÅTERSTÄLL PARAMETRAR.
I huvudmenyn väljer du Controller Settings för att visa den vänstra skärmen:
Säkerhetskopiera till USB-minne: Spara de aktuella parametrarna på ett USB-minne.
Återställ parametrar från USB-minne: Återställ sparade parametrar från flash-enhet.
Uppgradera från USB-minne: Uppgradera styrenhetens programvara från en flash-enhet.
●STÄLL IN DATUM OCH TID FÖR MASKINEN.
I undermenyn Controller Settings väljer du Tidsinställningar+ för att visa vänster gränssnitt:
Modify to press
Välj och justera parametrar genom att trycka på pilarna. När du är k justering, flytta markören till Write och tryck på ENT för att spara parametern ändringar, eller tryck på ESC för att avsluta utan att spara. Läsning laddas sparad parametrar.
● AUKTORISERINGSHANTERING OCH TANGENTBORDSLAYOUT .
Din gravör bör redan vara auktoriserad och redo att gå. Om du har gravör genom ett uthyrningsprogram och ännu inte har fått någon licenskod, vänligen kontakta kundtjänst. Ange den genom att gå till huvudmenyn och välja Behörigheter. Det vänstra gränssnittet kommer a dyka upp.
Tryck på ENT en gång för att välja det första fältet och tryck sedan igen för att ta fram det vänstra tangentbordet.
Använd piltangenterna och ENT för att välja rätt tecken. Om det finns några fel, tryck på ESC och sedan ENT för att gå in i fältet igen. piltangenterna för att flytta till ett annat inmatningsfält och ange dess innehåll på samma sätt. När alla fält har angetts korrekt, välj Ändra behörighetskod och tryck på ENT för att lämna denna skärm och åte huvudmenyn.
MAINTENANCE
Användning av andra procedurer än de som anges här kan resultera exponering för laserstrålning. Stäng alltid av apparaten och koppla borl den från strömförsörjningen innan du utför något rengörings- eller underhållsarbete. Håll alltid systemet rent, eftersom brandfarligt skräp i arbets- och avgasområdena utgör en brandrisk. Endast utbildade och kunniga fackmän tillåts att modifiera eller demontera denna utrustning.
- Rent och kallt vatten måste alltid tillföras systemet.
- Arbetsbänken ska rengöras och kärlet tömmas varje dag.
- Den tredje spegeln och fokuseringslinsen måste inspekteras daglig och rengöras vid behov.
- Övriga speglar och avgassystem ska inspekteras varje vecka och rengöras vid behov.
- Strålinriktningen bör kontrolleras varje vecka.
- Ledningarna bör kontrolleras varje vecka för lösa anslutningar, speciellt för strömförsörjningen för laserröret.
- Skenorna bör rengöras och smörjas minst två gånger i månader
- Luftassistans ska inspekteras en gång i månaden och rengöras behov.
- Hela lasermaskinen, inklusive andra komponenter som vattenkylningssystemet, ska inspekteras en gång i månaden och rengöras vid behov.
2. Vattenkylningssystem.
- Rör eller justera aldrig gravörens vattentillförsel medan pumpen står ansluten till ström.
- Laserröret måste kylas med rent destillerat vatten för att undvika överhettning. Rumstemperatur eller något lägre varmt vatten är idealis Laserrör kräver minst 2 gallons (7,5 liter) kylt rent destillerat vatten annat lasersäkert kylmedel för att undvika överhettning. Om
vattentemperaturen är nära 100° F (38° C), sluta arbeta tills det svalnat eller hitta ett sätt att sänka temperaturen utan att avbryta laserrörets vattentillförsel. Vattnet ska inte heller bli för kallt, vilket o
kan göra att glaslaserröret spricker vid användning. Under vintermånaderna eller om du använder is för att kyla hett vatten, setemperaturen aldrig sjunker under 50 °F (10 °C).
- Mer vatten bör tillsättas med några dagars mellanrum för att säkerst att avdunstning orsakar inte att pumpen exponeras under användning.
3.RENGÖRING
-RENGÖRA HUVUDFACKET OCH GRAVERMASKINEN .
Kontrollera minst en gång om dagen efter att det samlats damm i huvudgravyrkammaren. Om så är fallet måste du ta bort det. De exal rengöringsintervallen och kraven är starkt beroende av materialet som bearbetas och utrustningens drifttid. Rena maskiner säkerställer optimal prestanda och minskar servicekostnaderna, samt minskar
risk för brand eller skada.
Rengör visningsfönstret med ett milt rengöringsmedel och linser eller e bomullstrasa. Använd inte pappershanddukar eftersom de kan repa akrylen och minska lockets förmåga att skydda dig mot laserstrålning. Rengör insidan av huvudkabinen noggrant för att ta bort skräp, partikl eller sediment. Pappershanddukar och fönsterputsare rekommenderas. Rengör vid behov locket på laserröret efter att det har svalnat helt. I vätska som används vid rengöring torka helt innan du använder engra ytterligare.
●RENGÖRA FOKUSERINGSLINSEN .
Linsen har en hållbar beläggning som inte kommer att skadas av kor och noggrann rengöring.
Du bör kontrollera linsen och spegeln den tredje dagen och rengöra om det finns skräp eller dis på ytan. Din lasereffektivitet kommer att och värmeuppbyggnad på oljan eller damm i sig kan skada linsen.
- Flytta graveringsbordet till ett avständ av cirka 4 tum (10 cm) und
linsfästet.
-
Flytta laserhuvudet till mitten av bordet och lägg en trasa under linsfästet så att objektivet inte skadas om det av misstag faller av
-
Skruva loss linsfästet och vrid det åt vänster.
-
Ta bort tryckluftsslangen och anslutningen till laserskenan.
-
När du har placerat linsen på rent linsrengöringspapper, vrid förs linshållaren så att linsen och dess O-ring faller på rengöringsduken ta bort linsen från linsfästet.
-
Kontrollera o-ringen och, vid behov, rengör den med en bomullstr och linsrengöringspapper eller trasa.
-
Blås luft på linsens yta för att ta bort så mycket grovt damm s möjligt.
-
Inspektera linsytan och rengör linsen med linsrengöringslösning oc linspapper eller trasa vid behov.
-
Håll i kanten på linsenheten med en linsrengöringsservett och an linsrengöringslösning. Håll linsen i en vinkel och skölj båda ytorna fö tvätta bort smutsen.
-
Placera linserna på en ren linsrengöringsservett och applicera lite linsrengöringslösning på ena sidan av linsen. Låt vätskan verka i ur en minut och torka sedan försiktigt med linsrengöringspapper doppat linsrengöringslösning. Torka den här sidan av linsen med en torr tra
-
Upprepa samma rengöringsprocess på den andra sidan av linser Använd aldrig rengöringspapper två gånger. Damm som samlas i rengöringspappershanddukar kan repa linsens yta.
-
Kontrollera linsen. Om den fortfarande är smutsig, upprepa rengöringsprocessen ovan tills linsen är ren. Rör inte vid linsens yta rengöring.
-
Sätt försiktigt in linsen i linsfästet och se till att dess cirkulära konvexa sida är vänd uppåt. Placera o-ringen ovanpå linsen.
-
Sätt försiktigt tillbaka linsen och laserhuvudfästet i omvänd ordniir
●RENGÖRA SPEGELN .
Om det finns skräp eller dis på spegelns yta bör spegeln också reng för att förbättra prestandan och undvika permanenta skador. Det första skottet är placerat bakom maskinens vänstra sida, bortom Y-axelns bo ände. Den andra linsen är på Y-axeln vid den vänstra änden av X-a Den tredje linsen är placerad ovanpå laserhuvudet på X-axeln. Den st ansamlingen av skräp finns på den tredje spegeln och bör kontrolleras dagligen med fokuseringslinsen. Den första och andra linsen kan kontrolleras dagligen om det behövs, men om de bara kontrolleras en i veckan är de det
oftast bra.

Speglar kan rengöras på plats med linsrengöringsservetter eller -dukar,
eller så kan de tas bort genom att rotera dem moturs. Var noga med vidröra spegelns yta direkt. Undvik att trycka för hårt för att slipa skrorsaka repor. Om speglarna tas bort för rengöring, Sätt tillbaka dem att vrida dem medurs på plats samtidigt som du var noga med att u repor.
4. LASERVÄGJUSTERING.
Korrekt strålinriktning är mycket viktigt för maskinens totala effektivitet i kvalitet. Denna maskin är helt strålinriktad före leverans. Men när grav först anländer, ungefär en gång i veckan under normal drift, rekommenderas användaren att bekräfta att inriktningen fortfarande är på en acceptabel nivå och att spegeln och fokuseringslinsen inte rör sig grund av maskinens rörelse.

Du måste placera en bit tejp vid varje steg av laserbanan, markera att bekräfta att plattformen förblir korrekt inriktad. Om inte, kommer du använda fästet på laserröret eller skruvarna på baksidan av den felinriktade spegeln för att åtgärda problemet. När de medföljande tejpa tar slut rekommenderar vi att du använder maskerade tejper eftersom är lätt att hantera och använda.
Om strålinriktningen utförs slarvigt kan operatören utsättas för en liten mängd strålning. Följ dessa procedurer korrekt och var alltid försiktig i
du utför strålinriktning.
Utför strålinriktning vid låga effektnivåer: 15 % eller mindre. Varje hög procentandel kommer att få lasern att antända testremsan istället för a markera den. Se till att ställa in maximal effekt (inte minimum) till 15
●LASERRÖRJUSTERING .
För att testa inriktningen av laserröret med den första spegeln, klipp o remsa av tejp och placera den på spegelns ram.
Placera inte tejpen direkt på spegeln. Slå på maskinen och ställ in effektnivån på 15 % eller lägre.
Tryck på PULSE för att avfyra lasern manuellt. Du bör kunna se ett märke på tejpen. Om den inte märker det, tryck på PULSE igen.
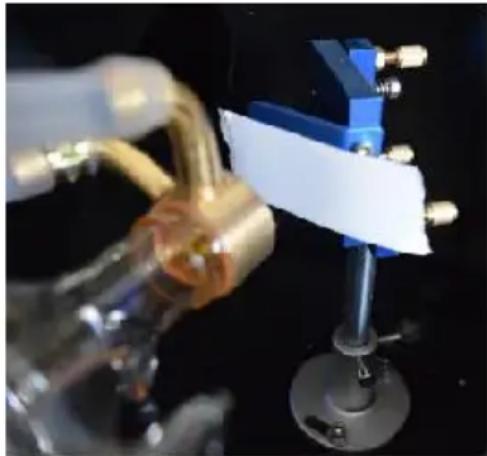
Tryck på pulsen för att aktivera lasern. Se alltid till att vägen mellan och dess mål är fri. Låt aldrig främmande föremål komma in mellan och dess mål. När du trycker på
PULSE-knapp, var försiktig så att du inte lämnar någon del av din k laserbanan.
Lasermärket ska vara nära mitten av hålet. Om lasern inte är centrer den första spegeln, stäng av strömmen till lasern och justera försiktigt laserröret i dess hållare. Detta kan kräva att man lossar bultarna på fäste. Var noga med att inte lossa bultarna för hårt och inte dra åt
för hårt. Endast ett stativ kan justeras åt gången.

Efter att ha säkerställt att laserljustet är korrekt inriktat mellan laserröre den första spegeln, kontrollera inriktningen mellan den första spegeln c den andra spegeln. Använd först riktningspilarna på kontrollpanelen för skicka den andra spegeln till baksidan av sängen längs Y-axeln.
När du har satt, placera en bit tejp på ramen av den andra spegeln. Placera inte tejp direkt på spegeln. Upprepa föregående steg. Om las inte är centrerad på den andra spegeln, måste ställskruvarna på den spegeln justeras därför .

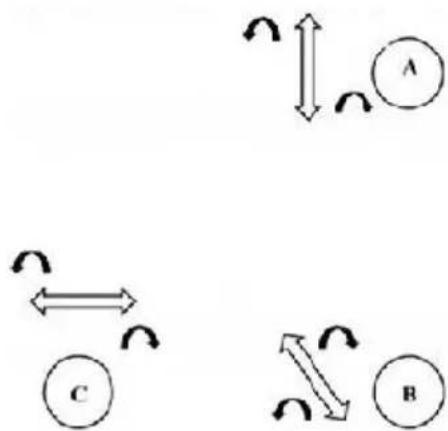
flowchart
graph TD
A["Node A"] <--> B["Node B"]
C["Node C"] <--> D["Node C"]
style A fill:#fff,stroke:#000
style B fill:#fff,stroke:#000
style C fill:#fff,stroke:#000
style D fill:#fff,stroke:#000
För att justera spegeln, lossa muttern på skruven och vrid försiktigt s medurs eller moturs. Varje skruv justerar en annan position eller vinke Håll koll på skruvarna du justerar och justeringsriktningen. Vrid inte skruven mer än 1/4 varv åt gången, testa speciellt laserns position el varje justering så att du kan se effekten av varje utbyte. Testa tills är rätt inriktade, dra sedan åt muttrarna på skruvarna när alla justerir har gjorts.
Använd sedan riktningspilarna på kontrollpanelen för att skicka den and spegeln till sängens framsida längs Y-axeln.

När du har satt, placera en annan remsa av tejp på ramen av den spegeln. Placera inte tejpen direkt på spegeln. Upprepa stegen i 5.4.1 justera vid behov ställskruvarna på den första spegeln. Testa igen tills balkarna är korrekt inriktade, dra sedan åt muttrarna på skruvarna ige
●ANDRA SPEGELJUSTERING .
Lasermärket ska vara nära mitten av hålet. Om lasern inte är centrer den första spegeln, stäng av strömmen till lasern och justera försiktigt laserröret i dess hållare. Detta kan kräva att man lossar bultarna på fäste. Var noga med att inte lossa bultarna för hårt och inte dra åt för hårt. Endast ett stativ kan justeras åt gången.

Efter att ha säkerställt att lasern är korrekt inriktad mellan 2:a och 3:spegeln, kontrollera inriktningen mellan den 3:e spegeln och bordet. Ta först bort luftassistansslangen från laserhuvudet. Placera sedan en bit på botten av laserhuvudet och tryck den ordentligt mot munstycket. D kommer att lämna ett ringmärke som kan hjälpa dig att kontrollera noggrannheten. Upprepa stegen i 5.4.1. Om lasern inte är centrerad genom laserhuvudet, justera ställskruven på den tredje spegeln i enligh med detta som visas i 5.4.2. Testa igen tills balkarna är korrekt inrik dra sedan åt muttrarna på skruvarna igen.
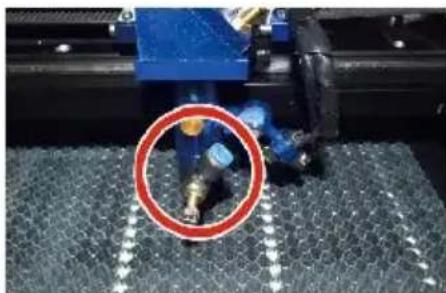
Schematiskt diagram över installation av laserrör:
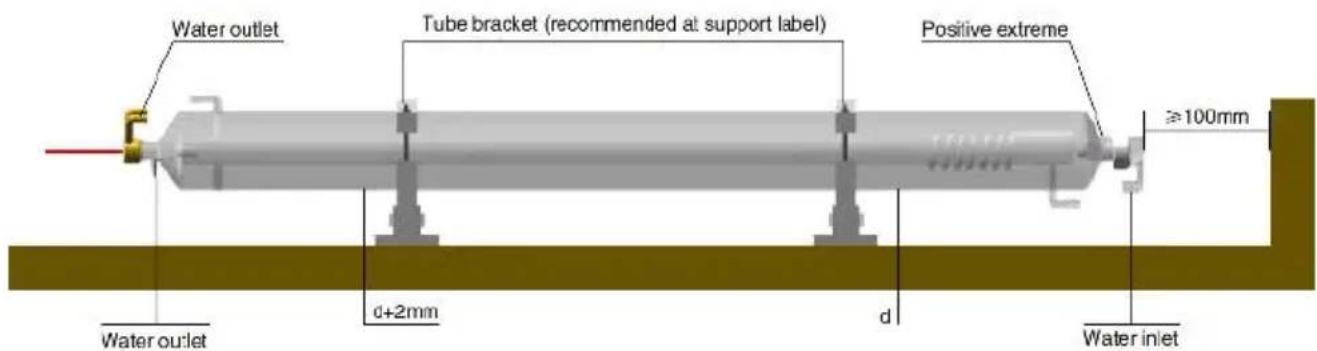
-
Installera den enligt logotypen på lasern och anslut korrekt katod-anodanslutningsledningar, vatteninloppsröret och vattenutloppsröret på lasern.
-
Slå på kylaren och justera laservinkeln för att säkerställa att kylvät är full av lasern och ingen igensättning.
-
Ta bort markeringen för den optiska bländaröppningen och slå seda laserströmförsörjningen för felsökning av optisk väg.
●PROBLEM OCH FELSÖKNING .
Problem 1: Lasern matas alltid ut med maximal effekt, eller så är strömmen inte justerbar.
①Lasern är utrustad med en strömkontrollterminal som är felaktigt ansluten; Kontrollera plintanslutningen noggrant.
②Lasern är utrustad med ett strömavbrott; Försök att byta ut strömförsörjningen.
③ Fel på lasermaskinens styrkort; Kontakta kundtjänst.
Problem 2: Lasern avger inget ljus.
①Lasern är utrustad med en strömkontrollterminal som är felaktigt ansluten, eller så är kontrollanslutningsledningen bruten; Kontrollera noga om plintarna och anslutningskablarna är felanslutna eller inte s på.
②Kylmaskinens vattenskydd misslyckas och kylarens kylvätska är otillräcklig; Byt ut vattenskyddet eller fyll på kylvätska.
③Lasrar är utrustade med strömavbrott eller problem med strömförsörjningen; Försök att byta ut nätsladden mot en strömkälla en nätsladd.
④ Fel på lasermaskinens styrkort; Kontakta kundtjänst.
⑤laserfel; Kontakta kundtjänst.
Problem 3: Urladdningständning.
①Anslutningsledningen mellan lasern och den laserutrustade strömförsörjningen är skadad eller trasig; Prova att byta ut kabeln.
②laserfel; Kontakta kundtjänst.
Uppgift 4: Krav på miljön.
①Lasern är utrustad med en strömkälla och måste fungera i en välventilerad miljö.
②Arbetsytan måste uppfylla lokala säkerhetsstandarder för drift av laserutrustning.
Obs : Miljökrav .
Drifttemperatur: 10°C\~38°C
Förvaringstemperatur: -10° C\~35° C Förvaringsfuktighet:
20%RH\~80%RH
5. SMÖRJNINGSINSTRUKTIONER.
För bästa resultat, rengör och smörj skenorna på gravyrmaskinen varannan vecka.

-
Stäng av lasergraveringsmaskinen.
● Flytta försiktigt laserhuvudet ur vägen. -
Torka av allt damm och skräp från X- och Y-axelskenorna med en bomullstrasa
tills de är blanka och rena.
●Gör samma sak för Z-axelskruvarna.
- Smörj skenorna och skruvarna med fett.
- Flytta försiktigt laserhuvudet och X-axeln så att smörjmedlet är jämnt fördelade längs de två skenorna, och höj och sänk bädden för att fördela smörjmedlet längs skruvarna.
| UTFÄRDA | ORSAK TILL PROBLEMET | LÖSNING |
| Panelen indikerar att maskinen är skyddad | Dörren är inte doserad | Stäng dörren |
| Kåpans skyddsomkopplare är skadad | Byt ut med en ny | |
| Panelen indikerar att maskinen har en defekt inträngningsskydd i vatten | Vattenrören är igensatta och d finns ett ingen vattencirkulation | Rengör vattenrören |
| Pumpen kommer inte ut, pumpen bryta s | Byt ut med en ny | |
| Jag försämrade vattenmotståndet | Byt ut mot en ny | |
| Panelen uppmanar den fungerande hype ri nte rf ace | Klippappersstorleken är för stö | Res i ze bilden |
| Maskinens ankarpunkt är felakt | Retargetin g | |
| Laserskärning är ogenomtränglig | Laserns ljusbana är inte korrel | Justera den op tiska banan |
| Speglar och linser är smutsiga | Tvätta med alkohol | |
| Avger inte laser | Problem med laserrör | Byt ut mot en ny |
| Lagerkraft jag använder | Byt ut mot en ny | |
| Ya x är rör sig inte | Vridomkopplaren är inte avstängd | Stäng av vridomkopplaren |
| Dålig reläanslutning | Flytta reläet eller bytdet mot ett nytt | |
| Skanningspanelen indikerar att buffertavståndet är otillräckligt | X-axelns laserhuvud är för lån borta från en medhjälpare | Placera om X-axellaserhuvudet så att det är 50 mm bort fr stiftet |
| Återställningsväljaren på maskinen är inte avstängo | Gränsbrytaren är skadad eller gränsen är skadad , och omkopplaren i e - kedjan @ är urkopplad | mot en ny röd l imit switch |
ACCESSORIES LIST
- Instruktioner *1
- Rökavgasrör *1
- Dubbelhäftande tejp *1
- Klämmor *1
- Skruvmejsel *1
- Insexnyckel *1SET
- Jordledning *1
- Nätsladd *1
- Datakabel *1
- Kristall nätverkskabel *1
- Dokumentpåse *1
- flash-enhet *1
Adress : Shuangchenglu 803nong11hao1602A-1609shi, baoshanqu, shanghai 200000 CN.
Importerad till AUS: SIHAO PTY LTD, 1 ROKEVA STREETEASTWOOD NSW 2122 Australien
Importerad till USA: Sanven Technology Ltd., Suite 250, 9166 Anaheim Place, Rancho Cucamonga, CA 91730
| EC | REP |
E-CrossStu GmbH
Mainzer Landstr.69, 60329 Frankfurt am Ma
| UK | REP |
YH CONSULTING LIMITED.
Teknisk Support och e-garanticertifikat



