
Basic 3 - Imprimante 3D Renkforce - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Basic 3 Renkforce au format PDF.
| Type de produit | Imprimante 3D FDM |
| Marque | Renkforce |
| Modèle | Basic 3 |
| Volume de construction | 200 x 120 x 180 mm |
| Vitesse d'impression | 20 – 100 mm/s |
| Diamètres de buse disponibles | 0,2 mm / 0,3 mm / 0,4 mm |
| Lit chauffant | Non |
| Matériaux compatibles | PLA, PLA Composés (diamètre 1,75 mm) |
| Température d'impression maximale | 260 °C |
| Précision de construction | ±100 μm |
| Écran tactile | Couleur 2,8 pouces |
| Connectivité | Carte microSD |
| Logiciel de découpe compatible | Cura, Slic3r, Simplify3d |
| Alimentation électrique | 65 W, 100-240 V~ |
| Dimensions (sans bobine) | 265 x 240 x 388 mm |
| Poids (estimé) | 4,5 kg |
| Accessoires inclus | Adaptateur secteur, câble, carte TF (manuel + logiciel), clé hexagonale 2,5 mm, lecteur de carte, BuildMat magnétique flexible, support de bobine, tige d'éjection, aiguille 0,3x75 mm, tube de filament |
| Entretien et nettoyage | Chiffon sec pour extérieur ; alcool anhydre pour buse ; aiguille pour déboucher buse ; tige d'éjection pour nettoyer intérieur extrudeuse ; ne pas utiliser de détergents agressifs |
| Sécurité | Ne pas toucher la buse chaude ; ne pas mettre les mains à l'intérieur en fonctionnement ; ne pas immerger dans l'eau |
| Pièces détachées et réparabilité | Extrudeuse (réf. 2269325), thermistor + dispositif de chauffage (réf. 2269451 & 2269452) |
| Température ambiante recommandée | 15-32 °C, humidité 30-90 % |
| Format de fichier d'impression | .gcode |
FOIRE AUX QUESTIONS - Basic 3 Renkforce
Questions des utilisateurs sur Basic 3 Renkforce
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Imprimante 3D au format PDF gratuitement ! Retrouvez votre notice Basic 3 - Renkforce et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Basic 3 de la marque Renkforce.
MODE D'EMPLOI Basic 3 Renkforce
Solution facile de création de modèles 3D
☆ Veuillez lire le mode d'emploi avant d'utiliser l'appareil.
Construire un grand monde avec des petites idées

1.1 Liste d'accessoires 3
b) Présentation du produit
2.1 Présentation de l'apparence 4
2.2 Spécifications techniques 5
c) Préparation avant l'impression
3.1 Aperçu du menu 6
3.2 L'étalonnage de la plateforme de construction 14
3.3 Chargement/déchargement des consommables----16
3.3.1 Chargement du consommable pour la tête d'impression 16
3.3.2 Chargement du consommable pour la tête d'impression 18
3.4 Accès aux fichiers STL 19
3.4.1 Téléchargement sur le site web 19
3.4.2 Dessin du modèle 3D 21
3.4.3 Paramètres du logiciel - Windows® et Mac 22
3.4.4 Fichier de configuration de la charge - Windows 24
3.5 Imprimer à partir de « renkforce 3D setup » ----25
d) Impression de modèles 3D
4.1 L'impression 25
4.2 Retrait des imprimés finis 26
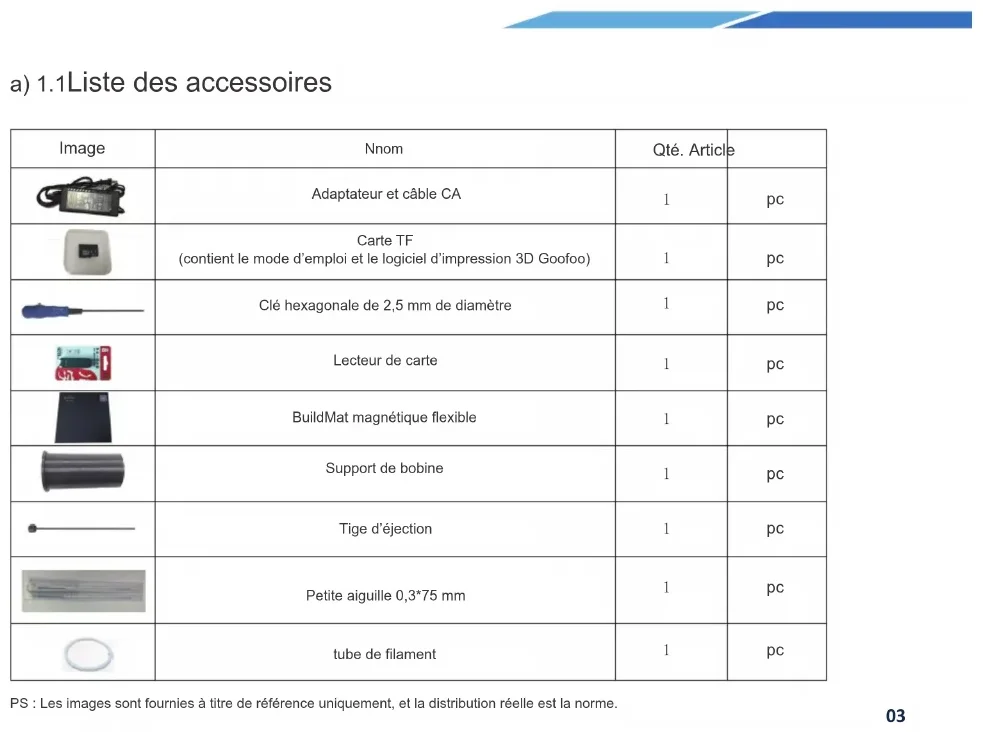
a) 1.1 Liste des accessoires
| Image | Nnom | Qté. Article | |
 | Adaptateur et câble CA | 1 | pc |
 | Carte TF (contient le mode d'emploi et le logiciel d'impression 3D Goofoo) | 1 | pc |
 | Clé hexagonale de 2,5 mm de diamètre | 1 | pc |
 | Lecteur de carte | 1 | pc |
 | BuildMat magnétique flexible | 1 | pc |
 | Support de bobine | 1 | pc |
 | Tige d'éjection | 1 | pc |
 | Petite aiguille 0,3*75 mm | 1 | pc |
 | tube de filament | 1 | pc |
PS : Les images sont fournies à titre de référence uniquement, et la distribution réelle est la norme.
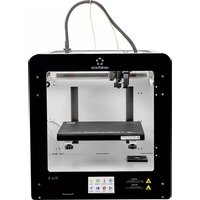
b) Présentation du produit
2.1 Présentation de l'apparence
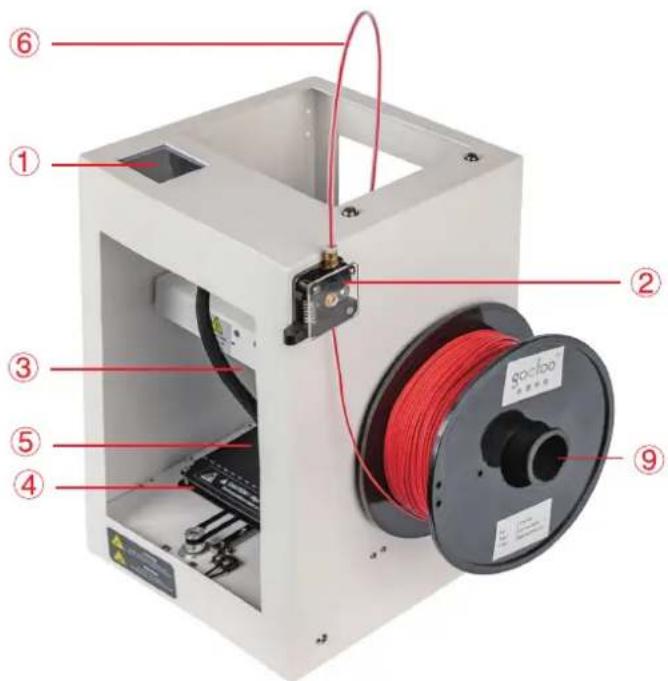
① Écran tactile
② Module d'alimentation
③ Module de l'extrudeuse
④ Plateforme de construction
⑤ BuildMat magnétique flexible
⑥ Tube de guidage
⑦ Prise d'alimentation
⑧ Emplacement pour carte MicroSD
⑨ Support de bobine

2.2 Spécifications techniques
| Type de modèle | Basic 3 |
| Volume de construction | 20*120*180 mm |
| Vitesse d'impression | 20 mm/s~100 mm/s |
| Diamètre de la buse | 0,2 mm/0,3 mm/0,4 mm |
| Lit chauffant | Non chauffé |
| Langue | Anglais/Allemand |
| Format d'entrée des fichiers | .gcode |
| Compatibilité logicielle | Windows 7 ou supérieur, Mac OS 10.6.8 ou supérieur |
| Alimentation électrique | 65 W |
| Dimension sans bobine | 265*240*388 mm |
| Technologie d'impression | FDM |
| Matériel d'impression | 1,75 mm PLA, PLA Composés |
| Précision de la construction | ±100 μm |
| Température d'impression | 260°C max. |
| Écran tactile | Écran tactile couleur de 2,8 pouces |
| Connectivité | Carte microSD |
| Logiciel de découpe | cura/slic3r/Simplify3d |
| Tension | 100-240 V~ |
| Température ambiante | Tem. 15-32°C, Humidité 30-90 % |
c) Préparation avant l'impression
3.1 Aperçu du menu
Système/outil/impression

- L'écran tactile est allumé lorsque l'alimentation électrique est connectée.
- Vous pouvez toucher l'écran pour le fonctionnement.
- Ne touchez pas l'écran avec les objets pointus.

L'utilisateur peut vérifier l'état de l'impression, les informations sur l'équipement, les paramètres d'usine et l'étalonnage de l'écran en touchant l'icône du système.

L'utilisateur peut réaliser le contrôle manuel, le préchauffage, le chargement/déchargement de consommables, la mise à niveau, le réglage du volume d'air, l'arrêt d'urgence en touchant l'icône de l'outil.

Interface outil/manuel

L'utilisateur peut réinitialiser manuellement le système d'exploitation ou réaliser les contrôles de mouvement de la tête d'impression, construire la plate-forme et le moteur d'alimentation.
![graph TD A["Réinitialisation automatique"] --> B["Déchargement du moteur d'alimentation"] A --> C["La buse se déplace vers la gauche"] A --> D["Chargement du moteur d'alimentation"] A --> E["La plateforme de construction se déplace vers l'avant"] B --> F["E"] B --> G["Y"] B --> H["Z"] C --> I["X"] C…](/content/2026/04/643055/images/5dd0e58e91e3313ff736f3c50c407865e90044c47402e608f8c56f35a51b27b7.jpg)
Réglage du clic et de la distance de déplacement
Interface outil/préchauffage

L'utilisateur peut contrôler la température de la tête d'impression en touchant l'icône de préchauffage.
![graph LR A["Appuyez et commence à chauffer"] --> B["Température actuelle"] B --> C["Température de la tête d'impression"] C --> D["Diminution de la température"] D --> E["Ext.Temp"] E --> F["26/0"] F --> G["Extruder"] G --> H["Return"] H --> I["La température préréglée/la température cible"] H --> J…](/content/2026/04/643055/images/a91bf4ef6eb812a668b6df6a466b07e4c63240d017c72dfb77b8b634b6204f73.jpg)
Chargement/déchargement des outils/consommables

Filament
L'utilisateur peut charger et décharger le filament par le menu de manipulation des matériaux.
![graph TD A["Appuyez et commencez à chauffer"] --> B["Temperature actuelle La température préréglée/la température cible"] B --> C["26/0 °C"] C --> D["Load Unload"] C --> E["Extruder"] D --> F["Stop"] E --> G["Stop"] H["Déchargement de filaments"] --> I["Chargement de filaments"] J["Return au menu pr…](/content/2026/04/643055/images/cf4b0e3ffa2718cb2dfc396f7d65a5188c1bd8cbe29dce1742e31018326d3f91.jpg)
Outil/ventilateur d'air

L'utilisateur peut contrôler la marche/l'arrêt ainsi que le volume d'air du ventilateur de refroidissement de la buse et de la carte mère via le menu du ventilateur d'air.
![graph LR A["Diminution du volume d'air"] --> B["Marche/Arrêt"] B --> C["Augmentation du volume d'air"] D["Ventilateur de l'objet"] --> E["B(%)"] D --> F["E1(%)"] G["Ventilateur d'extrudeuse"] --> H["0"] G --> I["0"] J["Object fan in %"] --> K["0"] L["Extruder fan in %"] --> M["0"] N["Return"] --> O[…](/content/2026/04/643055/images/0e11b0af4cf25cf32545bdf5a6ffa5564ddcfe060831acbfde6b4ba5842000cb.jpg)
Outil/mise à niveau

L'utilisateur peut étalonner la plateforme de construction par le menu de niveau. Voir le point 3.2 pour des instructions détaillées.

L'utilisateur peut cliquer sur l'icône d'arrêt d'urgence pour éteindre tous les moteurs en cas d'urgence.
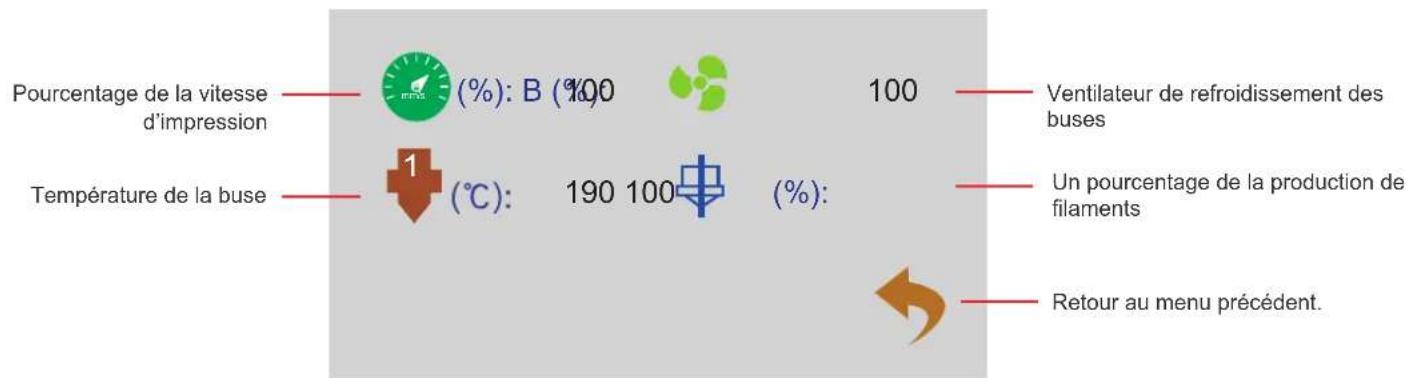
Menu d'impression

Sélectionnez le fichier pour réaliser l'impression en cliquant sur l'icône d'impression.

Menu d'impression



L'utilisateur peut régler le paramètre d'impression par le menu outil.
3.2 L'étalonnage de la plateforme de construction
La plate-forme de construction a été étalonnée et correctement nivelée à la sortie de l'usine, mais une certaine déviation se produira pendant le transport, il est donc préférable que l'utilisateur puisse effectuer la mise à niveau de la plate-forme de construction avant l'impression.


- Mettez un petit morceau de papier sous la buse, ouvrez l'icône « level » dans le menu « tool », et appuyez sur la flèche comme ci-dessous, la buse se déplace à la première position sur la droite derrière le BuildMat.

☆ Faites glisser le papier d'avant en arrière entre la buse et le BuildMat. Si le papier ne peut pas être déplacé, l'utilisateur peut faire tourner la vis dans le sens horaire avec la clé hexagonale jusqu'à ce qu'il y ait une légère résistance entre la buse et le papier.
Si le papier peut être glissé facilement entre la buse et le BuildMat. L'utilisateur peut faire tourner la vis dans le sens antihoraire avec la clé hexagonale jusqu'à ce qu'il y ait une légère résistance entre la buse et le papier.

Attention : Ne laissez pas la buse descendre très bas, car cela pourra endommager le BuildMat ou la buse.
- Cliquez sur l'étape suivante (comme indiqué à droite), la tête d'impression se déplace vers la gauche derrière la partie avant du BuildMat, faites-le en tant que 2e étape.
- Cliquez sur l'étape suivante (comme indiqué à droite), la tête d'impression se déplace vers la gauche de la partie avant du BuildMat, faites-le en tant que 2e étape.
- Cliquez sur l'étape suivante (comme indiqué à droite), la tête d'impression se déplace vers la droite de la partie avant du BuildMat, faites-le en tant que 2e étape.
- Une fois que vous avez terminé les 4 étapes, la mise à niveau est effectuée.

3.3 Chargement/déchargement du filament
3.3.1 Chargement du consommable pour la tête d'impression
- Installer le tube de guidage
Appuyez sur l'orifice d'alimentation et assurez-vous que le tube de guidage a été bien inséré dans l'orifice.

- Alimentation des filaments
2.1 Accéder au menu de l'outil et cliquer sur l'icône du filament.


① Cliquez sur la température pour préchauffer la tête d'impression.
![graph TD A["Load"] --> B["Extruder"] B --> C["Stop"] C --> D["Return"] E["E1"] --> F["Temperature 26/0 °C"] G["E1"] --> H["Unload"]](/content/2026/04/643055/images/d579b4715586051af7dc9004f9e6aecbd325af6a036bc1d2f749e53cff8f0c49.jpg)

2.2 Coupez le filament en formant un angle, appuyez sur le bras de déclenchement et poussez le filament dans le tube de guidage, puis appuyez sur E1 lorsqu'il s'alimente automatiquement.
② Lorsque la température est préréglée et que le filament a été inséré dans le tube de guidage, cliquez sur Triangle inversé E1.

2.3 Une fois que le filament a fondu et est sorti en douceur de la buse, cliquez sur l'icône pause.

3.3.2 Chargement du consommable pour la tête d'impression


Entrez dans le menu de l'outil et cliquez sur l'icône du filament
① Cliquez sur la température pour préchauffer la tête d'impression.
![graph TD A["Load"] --> B["Extruder"] C["Stop"] --> D["Return"] E["E1"] --> F["Temperature 26/0"] G["E1 °C"] --> H["Unload"]](/content/2026/04/643055/images/0707e0be6ef4d2eab427d4dfa46821dcb054ea088674ff7dc9753d0aea526434.jpg)
② Lorsqu'elle atteint la température préréglée, cliquez sur le triangle E1, le moteur d'alimentation commence à se décharger automatiquement et l'utilisateur peut retirer le filament.

3.4 Imprimer à partir du logiciel « Cura »
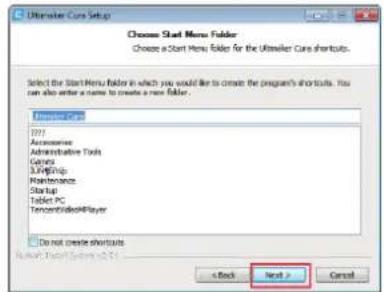
3.4.1 a) Configuration du logiciel Windows

- Cliquez sur « Next > ».

- Cliquez sur « I accept ».
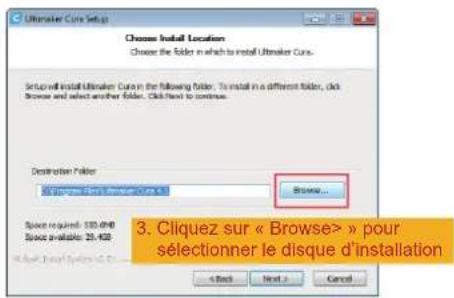
- Cliquez sur « Next > ».
- Cliquez sur « Next > ». 6. Cliquez sur « install > ». 7. Cliquez sur « finish > ».

b) Configuration du logiciel Mac

- Double-cliquez sur l'icône.

- Double-cliquez sur l'icône.

- Traitement des logiciels.
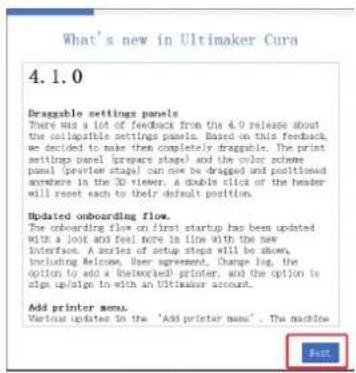
3.4.2 Démarrage du logiciel - Windows® et Mac
Après l'installation, l'« Configuration Wizard », qui vous guidera à travers le processus d'installation de l'imprimante 3D, apparaît

. Cliquez sur « Get started ».

- Cliquez sur « Agree ». 3. Cliquez sur « Next ».
- Cliquez sur « Next », 5. Cliquez sur «

- Entrez le nom de l'imprimante « renkforce Basic 3 ».

- Entrez les paramètres tel qu'indiqué
3.4.3 Paramètres du logiciel - Windows® et Mac
Après le démarrage du logiciel, importez les paramètres de l'imprimante


- Cliquez sur « Import » et sélectionnez ce Basic 3 curaprofile fichier dans la carte SD




3.4.4 Fichier de configuration de la charge - Windows
Afin de faciliter le processus de paramétrage des différents matériaux (Bois/Élastique/Cuivre/PLA), vous pouvez charger des fichiers de configuration de matériaux pré-configurés depuis de la carte SD.

Cliquez sur «

sélectionnez « Manage

- Cliquez sur « Import », sélectionnez le fichier dans la carte SD (Sélectionnez un fichier de configuration du filament utilisé par vos soins dans la fenêtre de sélection et confirmez votre sélection)

- Cliquez sur « Activate »
3.5 Imprimer à partir de « renkforce 3D setup ».

- Cliquez sur « Next > ». 3. Cliquez sur « Next > ».

- Cliquez sur « I Agree ».

- Cliquez sur « Next > ». 6. Cliquez sur « Next > ». 5. Cliquez sur « Install ».

- Cliquez sur « Add Printer ».
d) Imprimer le modèle 3D
4.1 Impression
- Enregistrez les fichiers « .gcode » sur la carte Micro TF.
- Insérez la carte Micro TF dans l'imprimante et sélectionnez le fichier que vous souhaitez imprimer.
- L'imprimante imprime automatiquement le modèle 3D, une alarme vocale retentit lorsque l'impression est terminée et l'appareil passe en état de « veille ».


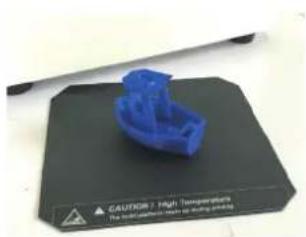
4.2 Retrait des imprimés finis
- Lorsque l'impression est terminée, l'utilisateur peut sortir le BuildMat flexible.

- Retirez à la main les imprimés finis du BuildMat, sans aucun outil, et l'utilisateur peut maintenant terminer l'impression et obtenir ce qu'il veut.
Nettoyage et entretien

N'utilisez jamais de détergents agressifs, d'alcool isopropylique ou toute autre solution chimique, car ils peuvent endommager le boîtier ou affecter le fonctionnement du produit.
N'immergez jamais le produit dans l'eau.

Risques de brûlures ! Ne touchez pas directement la buse chaude à mains nues.
a) Nettoyage de l'appareil
- Utilisez un chiffon sec et doux ou une brosse pour nettoyer l'extérieur de l'imprimante 3D.
b) Nettoyage de la buse
Nettoyage de l'extérieur de la buse
- Utilisez un chiffon sec et doux ou similaire pour essuyer soigneusement la buse après chaque impression ; s'il reste encore des résidus dans la buse, versez un peu d'alcool anhydre sur le chiffon pour essuyer les résidus.
Pour ce faire, la buse doit être encore chaude. Si ce n'est pas le cas, chauffez d'abord la buse de l'extrudeuse.
Nettoyage de l'intérieur de la buse
- Chauffez la buse, puis chargez et déchargez le filament à plusieurs reprises jusqu'à ce que le flux de filament soit celui prévu.
Si la buse continue à ne pas extruder suffisamment de matière après cette procédure, déchargez le filament et utilisez la petite aiguille pour nettoyer la buse. Poussez la petite aiguille à travers la buse, puis poussez de haut en bas à plusieurs reprises jusqu'à ce que la buse soit propre et qu'il n'y ait plus d'impuretés à l'intérieur.


![graph LR A["Hot Water"] --> B["Hot Water"] C["Sed Temperature"] --> D["Sed Temperature"] E["Hot Water"] --> F["Hot Water"] G["Electric"] --> H["Electric"] I["Room"] --> J["Room"] K["Heated 26.0 °C"] --> L["Heated"] style K fill:#f9f,stroke:#333 style L fill:#bbf,stroke:#333](/content/2026/04/643055/images/21d8b7037e891550649b27528d8d127e7953e2088e36e490cba4ced5249a695f.jpg)

c) Nettoyage de l'intérieur de l'extrudeuse
Chauffez la buse à la température préréglée, appuyez sur le connecteur pneumatique et retirez le tube à filament, puis poussez la tige d'éjection vers le bas à travers le dissipateur thermique et tirez plusieurs fois vers le haut et vers le bas jusqu'à ce que le dissipateur thermique et le tube métallique soient propres et les impuretés éliminées.


![graph LR A["Est temp"] --> B["Load"] B --> C["26/0 °C"] C --> D["Return"]](/content/2026/04/643055/images/8ce8589dd368674304a628598bb90027c0e89f1dfa6b9c08c34ccc0366a2e550.jpg)

d) Nettoyage du support magnétique
Grattez doucement le résidu sur le support magnétique avec un couteau.
e) Décharger le filament
- Veillez à ce que la température de la buse atteigne 170 °C ou plus.


Entrez dans le menu de l'outil et cliquez sur l'icône du filament
① Cliquez sur la température pour préchauffer la tête d'impression.
![graph TD A["Temperature"] --> B["E1"] B --> C["Charge Extinger Closed"] C --> D["Stop"] D --> E["Return"] style A fill:#4CAF50,stroke:#388E3C style B fill:#4CAF50,stroke:#388E3C style C fill:#FFA500,stroke:#388E3C style D fill:#FFA500,stroke:#388E3C style E fill:#FFA500,stroke:#388E3C](/content/2026/04/643055/images/7b43a6bb23df1dbdb68357b2378d641c759bc1aa9aeb534a6ed1a9224e42ae71.jpg)
2 Lorsqu'elle atteint la température préréglée, cliquez sur E1, le moteur d'alimentation commence à se décharger automatiquement et l'utilisateur peut retirer le filament.
Si le matériau du filament est en bois ou en métal, coupez-le et remplacez-le au préalable par un filament PLA comme décrit dans la section « 3.3 Chargement/déchargement du filament » à la page 16, puis déchargez le filament PLA. Le filament PLA élimine les éventuels résidus laissés par le filament de bois ou de métal.
f) Stockage de l'imprimante 3D
• Déchargez le filament.
- Déplacez l'interrupteur sur la position O et débranchez l'imprimante du secteur. Laissez l'imprimante refroidir à température ambiante.
- Nettoyez l'imprimante si vous ne comptez pas l'utiliser pendant une longue période.
- Stockez-le dans un endroit sec et dépourvu de poussière, hors de portée des enfants.
Dépannage
| Problème Solution possible | |
| L'imprimante 3D ne fonctionne pas après la mise en marche. L'écran reste sombre. | Vérifiez le branchement de la ligne d'alimentation. |
| Vérifiez la prise de courant. Est-elle correctement alimentée ? | |
| La carte MicroSD ne peut pas être lue par l'imprimante 3D | Retirez la carte MicroSD et insérez-la à nouveau. |
| Éteignez et rallumez l'imprimante 3D. | |
| Réinsérer une autre carte microSD | |
| L'objet imprimé présente des défauts. | Vérifiez les réglages de température de la buse. Elles doivent correspondre au matériau du filament et à l'objet imprimé. Expérimentez les réglages de la température. |
| Ne commencez à imprimer que lorsque la buse a atteint la température appropriée. | |
| Maintenez une distance raisonnable entre le lit d'impression et la buse, pas trop proche ni trop éloignée. | |
| Retirez tout filament excessif sur la buse avant chaque impression. | |
| L'alimentation en filaments est interrompue ou il n'y a pas assez de filaments fournis. | Vérifiez la bobine du filament. Elle doit tourner facilement. |
| Vérifiez si le filament est piégé quelque part sur son chemin de la bobine à l'extrudeuse. | |
| Vérifiez si le filament est correctement inséré dans le tube de filament. | |
| Vérifiez si la température de la buse est trop basse pour le matériau de filament utilisé. | |
| Vérifiez si l'extrudeuse est bouchée. Nettoyer l'extrudeuse, pour plus de détails, voir la section « c) Nettoyer l'extrudeuse » à la page 28. | |
| Vérifiez si la buse est bouchée. Nettoyez la buse (pour plus de détails, voir la section « b) Nettoyer la buse » à la page 29). | |
| L'impression s'arrête pendant le fonctionnement. | Données des fichiers « .gcode » erronées. |
| Mauvaise connexion entre la carte MicroSD et l'imprimante 3D. | |
| L'objet imprimé n'adhère pas au lit de construction. | La température de la buse est trop basse. Augmentez la température de la buse. |
| Des résidus sur le lit de construction empêchent l'adhérence de l'objet. Nettoyez le lit d'impression (pour plus de détails, voir la section d) « Nettoyez le lit d'impression » à la page 14). | |
| La vitesse d'impression est peut-être trop élevée. Diminuez la vitesse. | |
| La buse est trop éloignée du lit d'impression, étalonnez à nouveau le lit de construction. | |
| Ajoutez le radeau à l'objet imprimé. | |
| L'objet imprimé ne peut pas être retiré du lit de construction. | Attendez que l'objet imprimé et le support magnétique se refroidissent. |
| Inclinez doucement l'objet à l'aide d'un couteau et retirez-le avec vos mains. Ensuite, augmentez la distance entre le lit de construction et la buse. Voir la section « L'étalonnage du lit d'impression ». | |
| L'écran LCD affiche un contenu indéchiffrable ou reste vide. | Redémarrez l'imprimante 3D. |
| La buse se refroidit inopinément. | Sélectionnez < Preheat > pour réchauffer la buse et effectuer d'autres actions dans les 5 minutes qui suivent, par exemple charger/décharger le filament, imprimer, etc. |
| La trajectoire de la buse est bloquée. | Retirez toujours tout filament excessif sur la buse avant chaque impression. |
| La buse est bouchée. | Nettoyez l'intérieur de la buse, pour plus de détails, reportez-vous à la section « b) Nettoyer la buse « à la page 28. |
| Nettoyer l'extrudeuse, pour plus de détails, voir « c) Nettoyer l'intérieur de l'extrudeuse » à la page 29. | |
| Remplacez l'unité d'extrusion (disponible sous la référence 2269325). | |
| L'extrudeuse prend la mauvaise direction pendant l'impression. | Vérifiez si la bobine de filament se déplace en douceur sur son support. |
| Le filament reste coincé pendant le déchargement. | Charger et décharger le filament. |
| L'extrudeuse ne chauffe pas ou n'arrête pas de chauffer. | Redémarrez l'imprimante 3D.Sélectionnez < Preheat > et attendez 2 minutes, puis vérifiez s'il y a un changement de température. |
| Le thermistor et le dispositif de chauffage fonctionnent mal. Remplacez le thermistor et le dispositif de chauffage (disponible sous les références 2269451 & 2269452). | |
| « Temp sensor error and not enough power » s'affiche à l'écran, l'écran tactile et l'imprimante 3D ne fonctionnent pas. | Éteignez l'imprimante 3D. Desserrez légèrement les 4 vis du de l'écran LCD et vérifiez si le problème est résolu. |
| Le thermistor et le dispositif de chauffage fonctionnent mal et ne peuvent pas détecter correctement la température de l'extrudeuse. Remplacez le thermistor et le dispositif de chauffage (disponible sous les références 2269451 & 2269452). |
Élimination des déchets

Les appareils électroniques sont des objets recyclables et ne doivent pas être éliminés avec les ordures ménagères. En fin de vie, éliminez l'appareil conformément aux dispositions légales en vigueur.
EXEMPLE D'AVERTISSEMENT

Achtung heiß/ Caution high temperature
Ne touchez pas la tête d'impression pendant le préchauffage ou l'impression.

Achtung!
Ne mettez pas les mains à l'intérieur de la machine pendant le fonctionnement.

Warning!
Ce document est une publication de Conrad Electronic SE, Klaus-Conrad-Strasse 1, D-92240 Hirschau - Allemagne (www.conrad.com).
Tous droits réservés y compris la traduction. La reproduction par n'importe quel moyen, p. ex. photocopie, microfilm ou saisie dans des systèmes de traitement électronique des données, nécessite l'autorisation préalable par écrit de l'éditeur. La réimpression, même en partie, est interdite. Cette publication représente l'état technique au moment de l'impression.



- CONSTRUIRE UN GRAND MONDE AVEC DES PETITES IDÉES
- PRÉSENTATION DU PRODUIT
- PRÉPARATION AVANT L'IMPRESSION
- IMPRESSION DE MODÈLES 3D
- 2.1 PRÉSENTATION DE L'APPARENCE
- 2.2 SPÉCIFICATIONS TECHNIQUES
- 3.1 APERÇU DU MENU
- SYSTÈME/OUTIL/IMPRESSION
- INTERFACE OUTIL/MANUEL
- INTERFACE OUTIL/PRÉCHAUFFAGE
- CHARGEMENT/DÉCHARGEMENT DES OUTILS/CONSOMMABLES
- OUTIL/VENTILATEUR D'AIR
- OUTIL/MISE À NIVEAU
- MENU D'IMPRESSION
- L'UTILISATEUR PEUT RÉGLER LE PARAMÈTRE D'IMPRESSION PAR LE MENU OUTIL
- 3.2 L'ÉTALONNAGE DE LA PLATEFORME DE CONSTRUCTION
- 3.3 CHARGEMENT/DÉCHARGEMENT DU FILAMENT
- 3.3.1 CHARGEMENT DU CONSOMMABLE POUR LA TÊTE D'IMPRESSION
- 3.3.2 CHARGEMENT DU CONSOMMABLE POUR LA TÊTE D'IMPRESSION
- 3.4 IMPRIMER À PARTIR DU LOGICIEL « CURA
- 3.4.1 A) CONFIGURATION DU LOGICIEL WINDOWS
- 3.4.2 DÉMARRAGE DU LOGICIEL - WINDOWS® ET MAC
- 3.4.3 PARAMÈTRES DU LOGICIEL - WINDOWS® ET MAC
- 3.4.4 FICHIER DE CONFIGURATION DE LA CHARGE - WINDOWS
- 3.5 IMPRIMER À PARTIR DE « RENKFORCE 3D SETUP
- IMPRIMER LE MODÈLE 3D
- 4.1 IMPRESSION
- 4.2 RETRAIT DES IMPRIMÉS FINIS
- NETTOYAGE ET ENTRETIEN
- NETTOYAGE DE L'INTÉRIEUR DE L'EXTRUDEUSE
- NETTOYAGE DU SUPPORT MAGNÉTIQUE
- DÉCHARGER LE FILAMENT
- STOCKAGE DE L'IMPRIMANTE 3D
- ÉLIMINATION DES DÉCHETS
- EXEMPLE D'AVERTISSEMENT
- ACHTUNG
- WARNING
Marque : Renkforce
Modèle : Basic 3
Catégorie : Imprimante 3D