
Pro 7 Dual - Imprimante 3D Renkforce - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Pro 7 Dual Renkforce au format PDF.
| Type de produit | Imprimante 3D FDM/FFF double extrusion |
| Marque | Renkforce |
| Modèle | Pro 7 Dual |
| Dimensions (L x H x P) | 630 x 430 x 625 mm |
| Poids | Environ 15 kg |
| Alimentation | 120-240 V AC, 50/60 Hz, 8,5 A, 600 W max |
| Technologie d'impression | Fabrication de filaments fondus (FFF) |
| Volume de construction | Mode simple/double extrusion : 360 x 250 x 200 mm ; Mode duplication/miroir : 140 x 250 x 200 mm |
| Résolution de couche | 0,05 - 0,3 mm |
| Vitesse d'impression | 20 - 300 mm/s |
| Diamètre de buse | 0,4 / 0,6 / 0,8 mm |
| Diamètre de filament | 1,75 mm |
| Matériaux supportés | PLA, ABS, PETG, PC, PA, PP, HIPS, PVA, etc. |
| Température maximale de la buse | 260 °C |
| Température maximale du plateau | 120 °C |
| Plateau chauffant | Oui, magnétique amovible |
| Extrudeuses | 2 (double extrusion indépendante) |
| Mise à niveau du plateau | Manuelle avec vis à oreilles et papier A4 |
| Écran | Tactile couleur |
| Interfaces | Carte SD, câble USB |
| Logiciel compatible | Cura 4.1 ou ultérieur |
| Format de fichier | GCODE |
| Accessoires inclus | Câble d'alimentation, carte SD, lecteur de carte, plateforme métallique, tapis magnétique, supports de bobine (2), tubes de filament, clés hexagonales, brucelles, aiguille de débourrage |
| Sécurité | Ne pas toucher la buse ou le plateau pendant l'impression ; utiliser le câble d'origine ; garder les mains hors de la machine en fonctionnement |
| Entretien | Nettoyer la buse avec l'aiguille fournie ; garder le filament au sec ; stocker dans un environnement entre 15-35°C et 30-90% d'humidité |
FOIRE AUX QUESTIONS - Pro 7 Dual Renkforce
Questions des utilisateurs sur Pro 7 Dual Renkforce
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Imprimante 3D au format PDF gratuitement ! Retrouvez votre notice Pro 7 Dual - Renkforce et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Pro 7 Dual de la marque Renkforce.
MODE D'EMPLOI Pro 7 Dual Renkforce
Guide d'utilisation
N° de commande. 2584537
Veuillez lore le mode d'emploi avant d'utiliser l'appareil.

Catalogue
1. Informations importantes
1.1 Attention : 01
1.2 Products 01
1.3 Conditions environnementales 01
2. Présentation du produit
2.1 Présentation physique 02
2.2 Présentation de l'extrudeuse 03
2.3 Prsentation de la plateforme de construction 03
2.4 Lieste des accessoires 04
2.5 Specifications techniques 05
3. Préparation avant l'impression
3.1 Aperçu du menu 06
3.2 L'etalonnage de la plateforme de construction 14
3.3Chargement/dechargement du filament 19
3.3.1 Installation du support de bobine et du tube de filament 19
3.3.2Chargement du filament de I'extrudeuse 20
4. Imprimez le modele 3D
4.1 Impression 22
4.2 Retrait des impressions terminées 23
1. Informations importantes
1.1 Attention :
1 La température maximale de la buse peut atteindre 260°C et celle de la plateforme de construction 120°C pendant ou juste à la fin l'impression. Pour garantir votre sécurité, ne touche pas les imprimantes 3D produit/ la buse / la plateforme de construction pendant l'impression ou le processus de refroidissement.
2 Veuillez utiliser le cable d'alimentation d'origine fourni par nos soins pour éviter tout dommage aux pieces électriques.
1.2 Products
Les imprimantes Renkforce peuvent être utilisées avec une large gamme de filaments. Toutefois, pour obtenir les mêleurs résultats d'impression, nous vous recommendons d'utiliser le filament de bonne qualité, étant donné que le filament de mauvaise qualité boucherait l'extrudeuse et l'endommagerait avec le moteur.
1.3 Conditions environnementales
Les imprimantes 3D peuvent fonctionner normalement à une température comprise entre +15° C et +35° C, et avec une humidité ambiente comprende entre 30% et 90% . La qualité d'impression est réduite lorsque la température et l'humidité ambientes ne sont pas comprises dans cette plage. Il convient de garder le produit bien scelled lorsqu'il est ouvert et non utilisé pendant une longue période. Le filament absorbe l'humidité et la poussière lorsqu'il est exposé à l'air pendant une longue période, ce qui affecte la qualité d'impression.
2. Présentation du produit
2.1 Présentation physique

1 Écran tactile
2 Logement pour carte SD
3 Plateforme de construction
4 Extrudeuse 1
5 Extrudeuse 2
6 Commutateur d'éclairage
7 Prise de courant et interrupteur
8 Support de bobine 1
9 Support de bobine 2

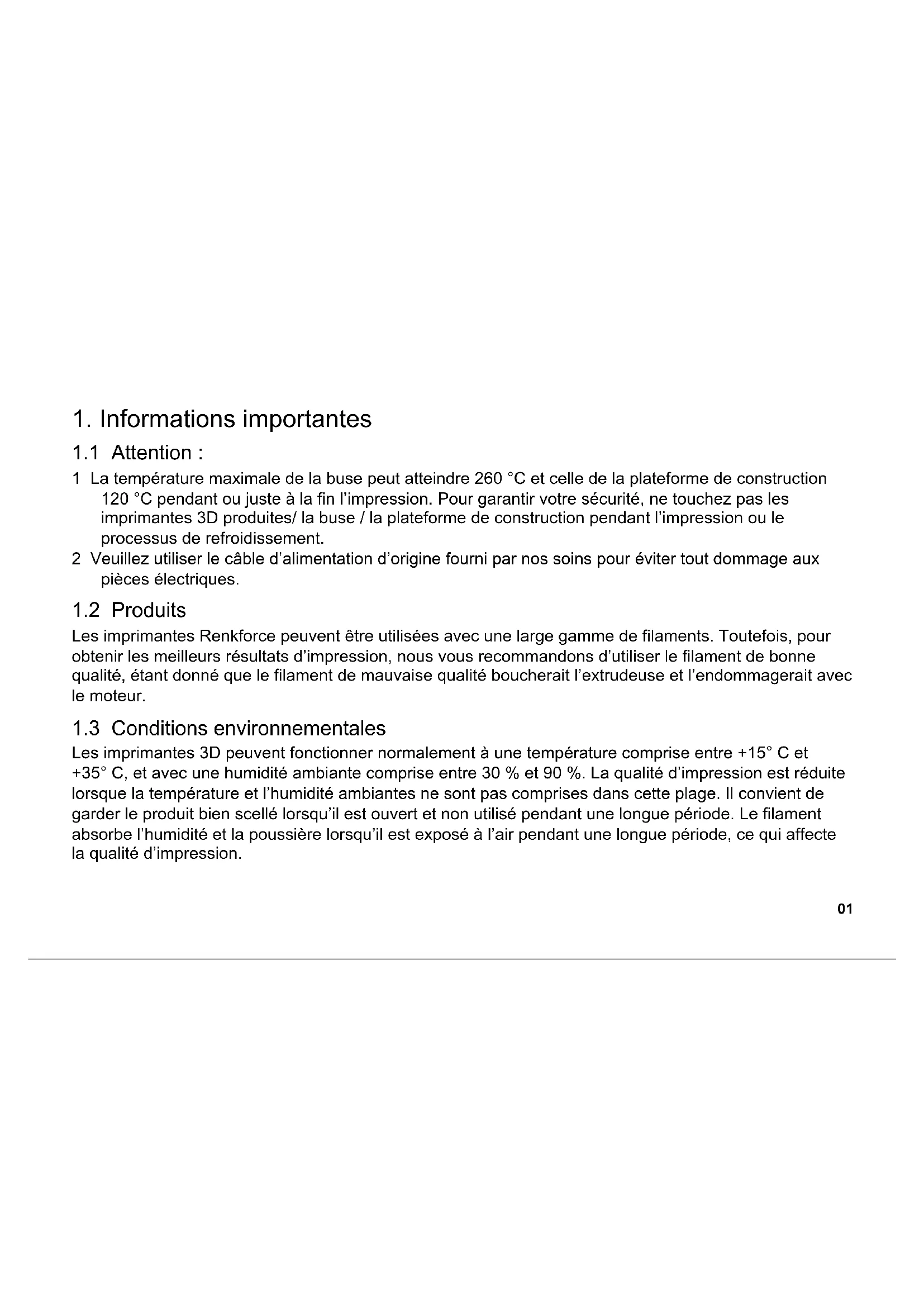
2.2 Présentation de l'extrudeuse
1 Buse 2 Bloc thermique 3 dispositif de chauffage et NTC 4 Gorge à rupture thermique
5 Dissipateur thermique 6 Ventilateur de l'appareil 7 Racleur 8 Poubelle
2.3 Présentation de la plateforme de construction

1 Plateforme de construction 2 Support magnétique 3 Vis à oreilles pour la mise à niveau (4 pcs) 4 Panneau chauffant
PS: Il est possible de-retirer la plateforme de construction, également séparée par la surface d'impression.
2.4 Listes des accessoires
| Image Nom Qté. Unité | |||
| Cordon d'alimentation 1 pc | |||
| Carte SD (contient le mode d'emploi et le logiciel de découvert) | 1 pc | ||
| Lecteur de carte 1 pc | |||
| Support magnétique 1 pc | |||
| Plateforme de construction métallique complète 1 pc | |||
| Tige déjection 1 pc | |||
| Clé hexagonale de 6 mm de diamètre. 1 pc | |||
| Clé hexagonale de 1,5/2/2,5/3/4 mm de diamètre. 5 pc | |||
| Support de bobine 2 pc | |||
| Petite aiguille 0,3 x 75 mm 2 pc | |||
| tube de filament | 2 pc | ||
| Câble USB | 1 pc | ||
| Brucelles | 1 pc | ||
PS : Les images sont fournies à titre de référence uniquement, et la distribution réelle est la norme.
2.5 Spécifications techniques
| Tension de fonctionnement : 120 - 240 V/AC, 50/60 Hz 8,5 A | |
| Consommation électrique : 600 W max | |
| Taille du modele (L x H x P) : | Mode simple extrusion, mode double extrusion,360 x 250 x 200 mmMode duplication/mode miroir 140 x 250 x 200 mm |
| Processus de production : Fabrication de filaments fondus (FF) | |
| Résolution de la couche d'impression : 0,05-0,3 mm | |
| Vitesse d'impression : 20 - 300 mm/s | |
| Format d'impression : GCODE | |
| Buse (φ) : 0,4 / 0,6 / 0,8 mm | |
| Filament (φ) : 1,75 mm | |
| Mode d'impression multiple Mode simple extrusion, mode doublé extrusion, mode duplication, mode miroir | |
| Matériau de filament approprié : PLA, ABS, PETG, PC, PA, PP, HIPS, PVA etc.. | |
| Température de l'extrudeuse : +160 à +260°C | |
| Température du plateau chauffant : +40 à +120°C | |
| Interfaces : | Carte SD/cable USB |
| Configuration système requise : | Windows 7 ou supérieur, Mac OS 10.6.8 ou supérieur |
| Compatible avec le logiciel « Cura » : | Version « Cura 4.1 » ou plus récente |
| Conditions de fonctionnement : | +15 à +35°C, 30 - 90 % d'humidité relative (sans condensation) |
| Conditions de rangement : | +15 à +35°C, 30 - 90 % d'humidité relative (sans condensation) |
| Dimension (L x H x P) : | 630 x 430 x 625 mm |
3. Préparation avant l'impression
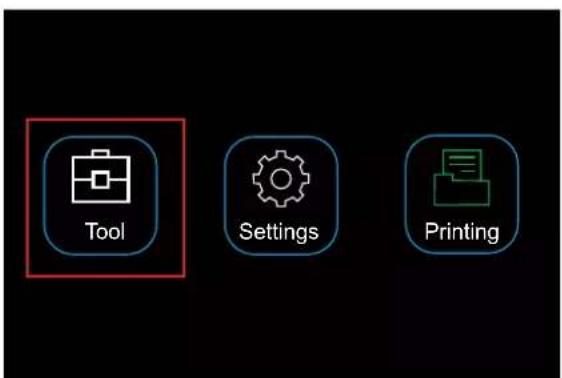
3.1 Aperçu du menu
Outil/impression

-L'écran tactile est allumé lorsque l'alimentation électrique est connectée.
- Vous pouvez toucher l'écran pour le fonctionnement.
- Ne touchez pas l'écran avec les objets pointus.

L'utilisateur peut vérifier le changement de langue, les informations sur l'appareil, le réglage du volume d'air, le réglage par défaut, le décalage de l'extrudeuse enclinquant sur l'icone de réglage.


L'utilisateur peut effectuer le préchauffage, le chargement/déchéancement du filament, le contrôle manuel, la mise à niveau en cliquant sur l'icone correspondant à l'outil.

Interface outil/manuel

L'utilisateur peut effectuer manuellement les contrôles de mouvement de l'extrudeuse, de la plateforme de construction et du moteur d'alimentation.

Interface outil/préchauffage

L'utilisateur peut contrôler la température de l'extrudeuse et de la plateforme de construction en cliquant sur l'icone de préchauffage.

Chargement/Déchéancement des outils/filaments

L'utilisateur peut charger et décharger le filament via le menu d'extrusion.

Outil/reinitialisation automatique

L'utilisateur peut effectuer la réinitialisation automatique de l'axe X, de l'axe Y et de l'axe Z.

Réglage/ventilateur d'air

L'utilisateur peut contrcler la mise en marche/l'arrêt ainsi que le volume d'air du ventilateur de I'objet et du ventilateur de l'extrudeuse à travers le menu du ventilateur d'air.

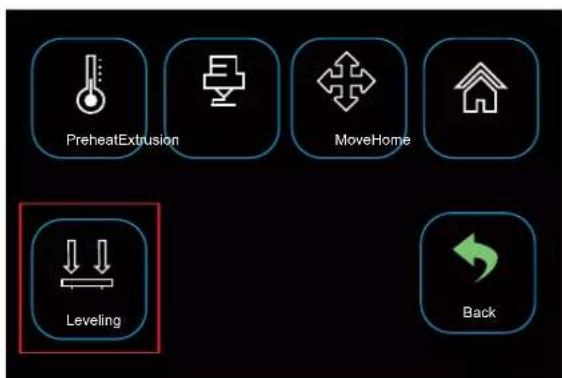
Outil/mise à niveau

L'utilisateur peut etalonnner la plateforme de construction via le menu de mise a niveau. Voir le point 3.2 pour des instructions détaillées.
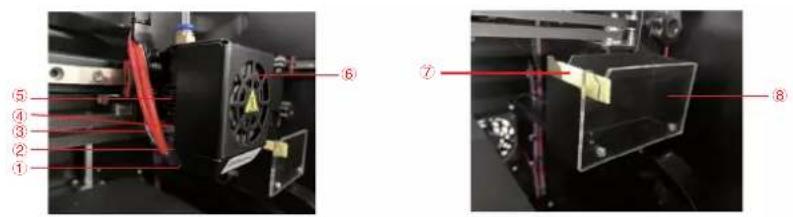
Menu d'impression

Selectionnez le fjichier pour réaliser l'impression en cliquant sur l'icone d'impression.
Selectionnez le fichier pour acceder à l'interface d'impression


- Dans ce mode d'impression, seule extrudeuse sera utilisé l'impression. (Extrudeuse 1 c extrudeuse 2)
Zone d'impression 360 x 250 x 200 mm
- Dans ce mode d'impression, deux extrudeuses seront utilisées pour l'impression.
Zone d'impression: 360 × 250 × 200 mm
-
Dans ce mode d'impression, deux extrudeuses seront utilisées pour l'impression.
-
Dans ce mode d'impression, deux extrudeuses seront utilisées pour l'impression.


Zone d'impression: 140 × 250 × 200 mm

Zone d'impression: 140 × 250 × 200 mm

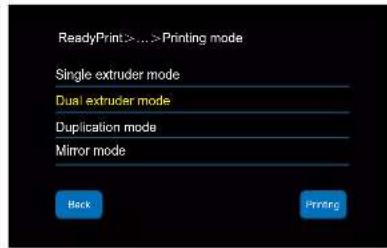
Impression Impression > Option

Réglez le plateau chauffant, la température de l'extrudée, le volume d'air, la vitesse d'impression et la vitesse d'extrusion pendant l'impression.

3.2 L'étalonnage de la plateforme de construction
La plateforme de construction a etalonnée et bien mise a niveau à la sortie de l'usine, mais une certaine deviation peut survenir pendant le transport.
Il est donc préférible de mettre la plateforme à niveau avant l'impression.
Installez la plateforme de construction en métal et le tapis magnétique.




Cliqueur « Tool - Preheat » (Outil - Préchauffage)


Cliquez sur « HeatBed » (lit chauffant); chauffer la plateforme à la température prédéfinie.

Cliquez sur « Back » - « Leveling » (Retour - Mise à niveau).

Placez un papier A4 entre la buse et la plateforme.
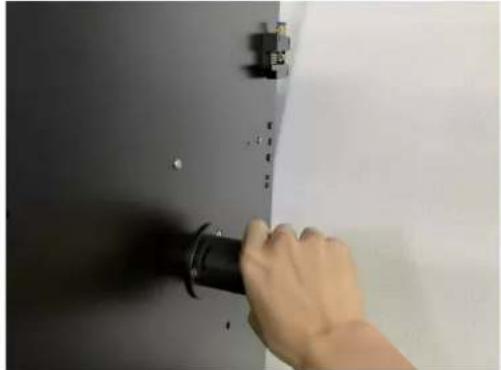
2. Bouton d'étalonnage
Si le papier A4 peut glisser facilement, cela signifie que la distance entre la buse et la plateforme est trop grande ; vous pouvez tourner la molette dans le sens inverse des aiguilles d'une montre jusqu'à ce que le papier puisse glisser sans dificulté.
Si le papier ne peut pas glisser, vous pouvez tourner la molette dans le sens des aiguilles d'une montre jusqu'à ce que le papier puisse glisser sans difficulté


Cliquez sur « Point 1 » (comme sur la photo ci-dessus); la tete d'impression E1 se déplace vers l'avant gauche pour vous permettre effectuer la mise à niveau.
Cliquez sur « Point 2 » (comme sur la photo ci-dessus); la tete d'impression E1 se déplace vers l'avant droit pour vous permettre effectuer la mise à niveau.
Cliquez sur « Point 3 » (comme sur la photo ci-dessus); la tete d'impression E1 se déplace vers l'arrête droit pour vous permettre effectuer la mise à niveau.
Cliquez sur « Point 4 » (comme sur la photo ci-dessus); la tete d'impression E1 se déplace vers l'arrête gauche pour vous permettre effectuer la mise à niveau.



Après l'éthalonnage de l'extrudeuse E1, cliquez sur « E2 Calibration » (éthalonnage E2), la tete d'impression se déplace vers l'avant droit de la plateforme.


Desserrez les vis du dissipateur thermique E2 à l'aide d'un tournevis hexagonal de 2 mm de diamètre, placez un papier A4 entre la buse et l'embout, étalonnéz la buse et le bloc thermique de haut en bas jusqu'à ce qu'il y ait une légère résistance.
PS: Si vous n'arrivez pas à imprimer correctement ou si l'impression n'est pas très bonne, la plateforme de construction pourrait ne pas être correctement mise à niveau. Il convient de reprendre l'éthalonnage de la plateforme de construction.
3.3 Chargement/dechargement du filament
3.3.1 Installation du support de bobine et du tube de filament.

Installez le support de bobine gauche ; faites-le tournier dans le sens des aiguilles d'une montre.
Installez le support de bobine droite; faites-le tournier dans le sens des aiguilles d'une montre.

Gauge Extrusion 1 Droit Extrusion 2



Appuyez sur le connecteur du tube et inserez le tube de filament.
3.3.2 Chargement du filament de l'extrudeuse




Installez le filament sur le cote gauche et le cote droit. Chargement des filaments dans les extrudeuses E1 et E2.


Cliquez sur « Tool - Preheat » (Outil - Préchauffage)


Clquier sur « Extrusion1 »; chauffez la buse à la tempête prérégée.


Revenez et cliquez sur « Extrusion ». Appuyer sur « In » (Entrée) ; le filament sort de la buse et le chargement est terminé.

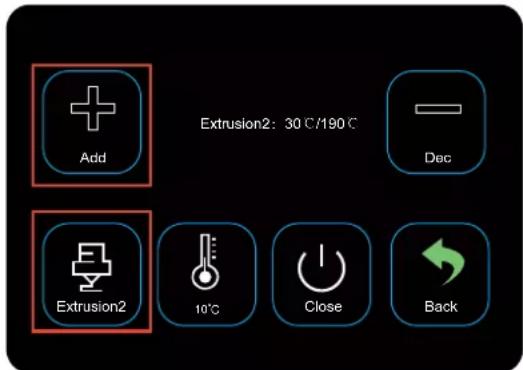
Cliquez sur « Extrusion 2 », puis sur « Extrusion 2 » et préchauffez l'extrusion 2.
Attendez que la tete d'impression E2 atteigne la température préRéglée, puis appuyez sur « In » (Entrée)
4. Imprimez le modele 3D
4.1 Impression
- Enregistrez les fichiers « gcode » sur la carte Micro SD.
- Insérez la carte SD dans l'imprimante et Sélectionnez les fichiers à imprimer



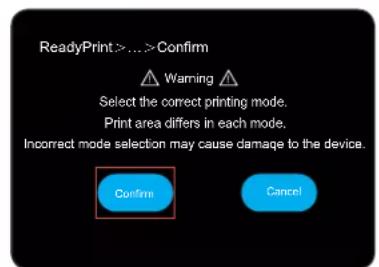

Cliquez sur « Confirm » (Confirmer) et désisissez le mode d'impression comme vous l'avez fait précédemment.
4.2 Retrait des impressions terminées


Lorsque l'impression est terminée, l'utiliser ne peut retirer le support magnétique pendant que la plateforme de construction refroidit.


Retirez à la main les imprimés finis du support magnétique, sans�除 un outil, et l'utilisateur peut maintainant terminer l'impression et obtenir ce qu'il veut.
EXAMPLED'AVERTISSEMENT

Ne touchez pas le plateau chauffant pendant le préchauffage ou l'impression.
Ne touchez pas la tete d'impression pendant le préchauffage ou l'impression.

Avertissement !
Ne mettez pas les mains à l'intérieur de la machine pendant le fonctionnement.
Ce document est une publication de Conrad Electronic SE, Klaus-Conrad-Strasse 1, D-92240 Hirschau - Allemagne (www.conrad.com). Tous droits réservés y compris la traduction. La reproduction par n'imporque quel moyen, p. ex. photocopie, microfilm ou salle dans des systèmes de traitement Electronique des données, nécessite l'autorisation préalable par écrit de l'éditeur. La réimpression, même en partie, est interdite. Cette publication représentée l'état technique au moment de l'impression.




- GUIDE D'UTILISATION
- CATALOGUE
- INFORMATIONS IMPORTANTES
- PRÉSENTATION DU PRODUIT
- PRÉPARATION AVANT L'IMPRESSION
- IMPRIMEZ LE MODELE 3D
- 1.1 ATTENTION
- 1.2 PRODUCTS
- 1.3 CONDITIONS ENVIRONNEMENTALES
- 2.1 PRÉSENTATION PHYSIQUE
- 2.2 PRÉSENTATION DE L'EXTRUDEUSE
- 2.3 PRÉSENTATION DE LA PLATEFORME DE CONSTRUCTION
- 2.4 LISTES DES ACCESSOIRES
- 2.5 SPÉCIFICATIONS TECHNIQUES
- 3.1 APERÇU DU MENU
- OUTIL/IMPRESSION
- INTERFACE OUTIL/MANUEL
- INTERFACE OUTIL/PRÉCHAUFFAGE
- CHARGEMENT/DÉCHÉANCEMENT DES OUTILS/FILAMENTS
- OUTIL/MISE À NIVEAU
- MENU D'IMPRESSION
- 3.2 L'ÉTALONNAGE DE LA PLATEFORME DE CONSTRUCTION
- BOUTON D'ÉTALONNAGE
- 3.3 CHARGEMENT/DECHARGEMENT DU FILAMENT
- 3.3.1 INSTALLATION DU SUPPORT DE BOBINE ET DU TUBE DE FILAMENT
- 3.3.2 CHARGEMENT DU FILAMENT DE L'EXTRUDEUSE
- 4.1 IMPRESSION
- 4.2 RETRAIT DES IMPRESSIONS TERMINÉES
- EXAMPLED'AVERTISSEMENT
- AVERTISSEMENT
Marque : Renkforce
Modèle : Pro 7 Dual
Catégorie : Imprimante 3D