
ND 780 - Système de contrôle numérique HEIDENHAIN - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil ND 780 HEIDENHAIN au format PDF.

| Type de produit | Système de contrôle numérique (visualisation de cotes) |
| Marque | HEIDENHAIN |
| Modèle | ND 780 |
| Nombre d'axes | 3 axes (X, Y, Z) |
| Affichage | Écran LCD monochrome avec barre d'état, curseur graphique de positionnement et softkeys |
| Résolution d'affichage (axes linéaires) | 1 mm à 0,1 µm |
| Résolution d'affichage (axes rotatifs) | 1° à 0,0001° (00°00'01") |
| Entrées systèmes de mesure | Signaux sinusoïdaux 11 µACC ou 1 VCC, fréquence max. 100 kHz |
| Facteur de subdivision | Jusqu'à 1024 fois |
| Alimentation électrique | 100 V à 240 V CA, 50 Hz à 60 Hz, consommation 30 VA max. |
| Poids | 2,6 kg |
| Température de fonctionnement | 0 °C à 45 °C |
| Température de stockage | -20 °C à 70 °C |
| Indice de protection | IP 40 (face avant IP 54) |
| Interface de données | RS-232-C/V.24, 300 à 115 200 bauds |
| Modes de fonctionnement | Valeur effective et Chemin restant |
| Fonctions de palpage | Arête, ligne médiane, centre de cercle |
| Correction d'outils | Longueur et rayon, jusqu'à 16 outils dans le tableau |
| Motifs de trous | Circulaire et linéaire (grille ou cadre) |
| Points d'origine | Jusqu'à 10 points d'origine |
| Correction d'erreurs | Linéaire et non linéaire, jusqu'à 200 points de mesure |
| Compensation de jeu à l'inversion | Oui, pour applications avec capteur rotatif et vis à billes |
| Entretien et nettoyage | Nettoyer avec un chiffon doux et sec. Ne pas utiliser de solvants. Consulter la notice pour la maintenance préventive. |
| Sécurité | Ne pas ouvrir le boîtier : risque de choc électrique. Débrancher avant toute intervention. Utiliser une prise avec terre de protection. |
| Accessoires et pièces détachées | Poignée, bras de montage universel, pied inclinable, rotule pivotante, cadre de montage, palpeur d'arête KT 130. Références disponibles dans la notice. |
| Réparabilité | Non spécifiée par le fabricant. Pour toute réparation, contacter un service agréé HEIDENHAIN. |
FOIRE AUX QUESTIONS - ND 780 HEIDENHAIN
Questions des utilisateurs sur ND 780 HEIDENHAIN
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Système de contrôle numérique au format PDF gratuitement ! Retrouvez votre notice ND 780 - HEIDENHAIN et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil ND 780 de la marque HEIDENHAIN.
MODE D'EMPLOI ND 780 HEIDENHAIN
Manuel d'utilisation
ND 780
Écran du ND 780
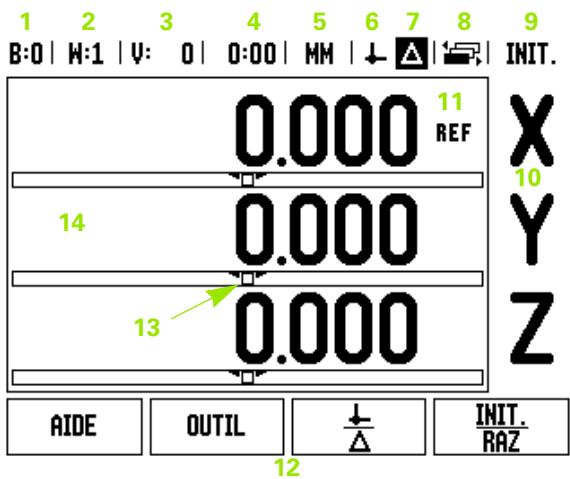
Ecran du ND 780 avec descriptions de l'affichage standard.
1 Point d'origine 2 Outils 3 Avance 4 Chronomètre 5 Unité de mesure 6 Valeur effective 7 Chemin restant 8 Affichage des pages 9 Initialisation/remise à zéro 10 Désignation d'axe 11 Affichage des marques de référence 12 Fonctions des softkeys 13 Cursor graphique de positionnement 14 Plage d'affichage
Face avant du ND 780
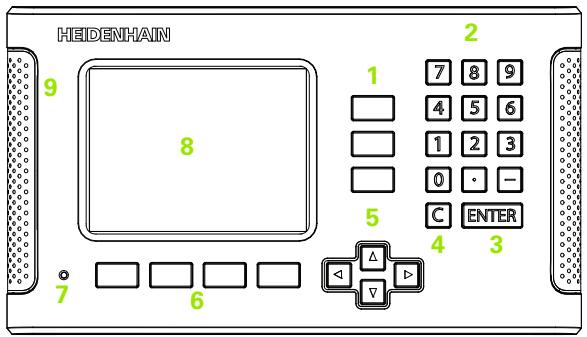
Face avant du ND 780 avec explications des touches et fonctions.
1 Touches d'axes (3) - X, Y, et Z 2 Pavé numérique pour la saisie des nombres 3 Touche ENTER pour valider les saisies et déserter les champs de saisie. 4 Touche CLEAR 5 Touches FLECHÉES (touches EN HAUT/EN BAS) 6 SOFTKEYS, dont les fonctions dépendent des champs correspondants de l'écran 7 Témoin d'alimentation secteur 8 Ecran d'affichage 9 Poignée
Face arrière du ND 780
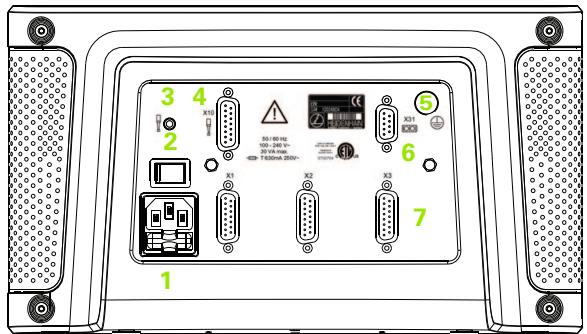
1 Raccordement secteur 2 Interrupteur d'alimentation 3 Palpeur d'arête (contact à la masse) 4 Palpeur d'arête KT 130 5 Masse (terre de protection) 6 Port série 7 Raccordements des axes
Version du logiciel
La version du logiciel s'affiche dans l'écran à la mise sous tension de votre appareil.

Ce manuel explique les fonctions du ND 780 pour les applications Fraisage et Tournage. Le travail avec la visualisation de cotes est décrit dans trois chapitres : utilisation de la visualisation de cotes, fonctions réservées au fraisage et fonctions réservées au tournage.
ND 780
Nombre d'axes

Le ND 780 n'est disponible qu'en version trois axes. Dans ce manuel, on a utilisé la version trois axes du ND 780 pour les illustrations et la description des touches de fonctions.
Symboles en regard de ces remarques
Un symbole situé à gauche de chaque remarque vous informe de sa nature et/ou de sa signification.

Remarque générale
par exemple, sur le comportement du ND 780.

Avertissement - Renvoi à la documentation d'accompagnement
nécessaire, par exemple, pour la fonction d'un outil donné.

Danger - choc électrique ou danger de blessure
par exemple, lors de l'ouverture du boîtier.

Différences
par exemple entre plusieurs machines

Référence
par exemple ; référence à un autre manuel
ND 780 - Représentation des expressions
Des expressions diverses (softkey, touches de fonctions) sont représentées dans ce manuel de la façon suivante :
Softkeys - la softmax PARAMETERS Touches de fonction - Touche ENTER
Code d'accès aux paramètres
Quand vous souhaitez régler ou modifier les paramètres adaptant le ND 780 à la machine, vous doivent saisir un code d'accès à ces paramètres. Une modification accidentelle importante des paramètres du menu PARAMETRER SYSTème peut ainsi être évitée.

Important!
Le code d'accès est 95148.
Accès aux paramètres-machine
Des informations sur ce sujet sont disponibles au chapitre "Paramétrer le système". Cf. „Les paramètres du menu PARAMETRER SYSTEME" à la page 97
PARA-METRES
Appuyez d'abord sur la softkey PARAMÉTRES.
Appuyez ensuite sur la softkey PARAMETRER SYSTEME.
Puis, saisissez le code 95148 à l'aide du pavé numérique.
ENTER
Validez avec la touche ENTER.
La visualisation de cotes est maintenant prête à la modification des paramètres-machine.

Important!
Si vous ne souhaitez pas que le mot de passe soit accessible à tous, retirez cette page du Manuel après le paramétrage du ND 780 et conservez-la en lieu sûr de manière à pouvoir l'utiliser ultérieurement si nécessaire.
I-1 Coordonnées : Principes de base.... 16
Points d'origine.... 16
Position effective, position nominale et chemin restant.... 16
Positions absolues de la pièce.... 17
Positions incrémentales de la pierce.... 17
Axe de référence angulaire.... 18
Systèmes de mesure de position.... 18
Marques de référence du système de mesure.... 19
I-2 Utilisation du ND 780.... 20
Description de l'écran.... 20
Remarques sur la saisie des données.... 21
Description générale.... 21
Curseur graphique de positionnement.... 21
Aide en ligne.... 22
Masques de saisie.... 23
Fenêtre avec les instructions en ligne :.... 23
Messages d'erreur.... 23
Mise sous tension du ND 780.... 24
Exploitation des marques de référence.... 24
Travail sans exploitation des marques de référence..... 24
Fonction VALIDER REF/DEACTIVER REF.... 25
Modes de fonctionnement.... 26
PARAMETRER 26
Paramètres des menus PARAMETRER USINAGE.... 27
Unités.... 27
Facteur d'échelle.... 27
IMAGE MIROIR.... 28
Palpeur d'arête (application Fraisage seulement).... 28
Axes du diamètre.... 28
Emission de la valeur de mesure.... 29
Curseur graphique de positionnement.... 29
Barre d'état.....29
Chronomètre.... 30
Commande à distance.... 30
Réglages de l'écran.... 31
Langue.... 31
Import/Export.... 31
Sommaire des softkeys pour les fonctions d'ordre général.... 32
Description détaillée des softkeys pour les fonctions d'ordre général.... 34
Softkey INIT./RAZ.....34
I-3 Fonctions de fraisage..... 39
Description détaillée des fonctions des softkeys.... 39
Tableau d'outils.... 39
Import/Export.... 40
Correction du rayon d'outil.... 41
Signe pour le correcteur de longueur L....41
Ouvre les tableau d'outils.... 45
Appel d'outil.... 45
Softkey Point d'origine.... 45
Définir un point d'origine sans fonction de palpage.... 46
Fonctions de palpage pour l'initialisation du point d'origine.... 47
Initialiser le point d'origine avec le palpeur d'arête.... 47
Exemple : Palper les arêtes de la pièce et initialiser le coin comme point d'origine..... 48
Exemple : Initialiser comme ligne de référence une ligne médiane entre deux arêtes de la pièce.... 49
Exemple : palper le centre d'un trou avec le palpeur d'arête et définir un point d'origine à 50 mm du centre du cercle..... 50
Palpage avec un outil.... 51
Softkey PRESEL. VALEUR.... 53
Initialiser la valeur absolue.... 53
Initialiser la valeur incrementale.... 57
Softkey 1/2.... 59
Fonctions spéciales (fraisage).... 60
Motif circulaire et linéaire (Fraisage).... 61
Softkeys disponibles dans le masque de saisie :.... 61
Softkeys du programme :.... 61
Softkey MOTIF CIRCULAIRE.... 62
- Etape : Introduire les données.... 63
- Etape: percage.....64
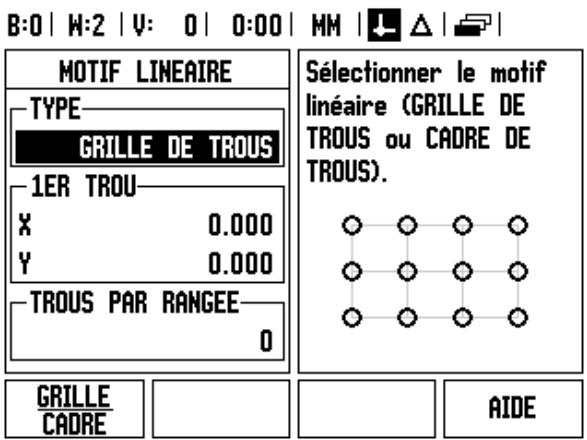
Motif linéaire.... 65
Exemple : introduire le motif linéaire et l'exécuter.... 65
- Etape : Introduire les données.... 66
- Etape: percage.....67
Fraisage oblique et fraisage en arc de cercle..... 68
Touche FRAISAGE OBLIQUE.... 69
Softkey FRAISAGE ARC.... 71
I-4 Fonctions pour les opérations de tournée.... 75
Description détaillée des fonctions softkeys.... 75
Symboles pour le tournage.... 75
Utilisation du tableau d'outils.... 76
Introduire le décalage d'outil avec PRESELECTION/OUTIL.... 76
Introduire le décalage de l'outil avec la fonction NOTE/INIT..... 77
Softkey POINT D'ORIGINE.... 78
Initialiser les points d'origine avec la fonction NOTE/INIT..... 80
Softkey PRESEL. VALEUR.... 81
Softkey RX (RAYON/DIAMETRE).... 81
Cycle de filetaging.... 82
Fonctions softkey.... 83
Masque de saisie du cycle de filetage :.... 85
- Étape : introduire les données.... 86
Exécuter le programme du cycle de filtration.... 88
Première salle.... 89
II-1 Montage et raccordement électrique.... 92
Objet de la fourniture.... 92
Accessoires.....92
Visualisation de cotes ND 780.... 92
Emplacement pour le montage.... 92
Monter la visualisation de cotes.... 92
Raccordement électrique.....92
Conditions électriques requises.... 93
Conditions d'environnement requises.... 93
Câblage de la prise secteur.... 93
Maintenance préventive.... 93
Raccorder les systèmes de mesure.... 94
Raccordement du palpeur d'arête et des signaux d'entrée.... 96
Distribution des broches du palpeur d'arête et transmission des données.... 96
II-2 Paramétrer le système.... 97
Les paramètres du menu PARAMETRER SYSTEME.... 97
Définir le système de mesure.... 98
Paramétrer le cycle de filtre :.... 99
Paramétrer l'affichage.... 99
Coupler les entrées.... 100
Coupler les axes Z.... 100
Activer le couplage des axes Z.... 100
Désactiver le couplage des axes Z.... 100
Correction d'erreurs.... 101
Correction d'erreur linéaire.... 101
Correction d'erreur non-linéaire.... 102
Procédure de réglage pour les erreurs non linéaires.... 102
Créer un tableau de corrections d'erreurs non linéaires.... 103
Lire le graphique.... 103
Afficher le tableau des corrections d'erreur.... 104
Exporter le tableau actuel des corrections d'erreur.... 104
Importer un nouveau tableau de corrections d'erreur.... 104
Compensation de jeu à l'inversion.... 104
Paramétrer l'application.... 105
Diagnostic.....106
Test du clavier.... 106
Test du palpeur d'arête.... 106
Test de l'écran..... 106
Représentation graphique du signal d'un système de mesure.... 106
II-3 Paramètres du système de mesure.... 107
Exemple de réglage pour les -systèmes de mesure linéaire HEIDENHAIN délivrant des signaux 1V_CC.... 107
Exemple de réglage pour les systèmes de mesure linéaire HEIDENHAIN délivrant des signaux 1V_CC.... 107
Exemples de paramétrage pour systèmes de mesure angulaire HEIDENHAIN.... 108
II-4 Interface de données..... 109
Port série (X31).... 110
Câblage des câbles de raccordement.... 112
Distribution des broches.... 112
Signal.....112
Commandes externes via l'interface V24/RS-232.... 113
Diagramme des temps en émission des données.... 114
Diagramme des temps en émission des données (B).... 114
II-5 Émission de la valeur de mesure.... 115
Exemples d'envoi de caractères sur l'interface de données.... 115
Émission des données commandée par signaux externes.... 115
Sortie des données avec palpeur d'arête.... 117
II-6 Caractéristiques techniques pour le faisage.... 120 II-7 Caractéristiques techniques pour le tournage.... 122 II-8 Messages d'erreur.... 123 II-9 Dimensions.... 125
Dimensions de la visualisation de cotes.... 125
II-10Accessoires.....126
Référence des accessoires.... 126
ND 780 Poignée
ID 520,012-01.... 126
ND 780 Instructions de montage
Bras de montage universel
ID 382 929-01.... 127
ND 780 Instructions de montage
Pied inclinable
ID 281 619-01.... 128
ND 780 Instructions de montage
Rotule pivotante
ID 520 011-01....... 129
ND 780 Instructions de montage
Cadre de montage
ID 532 811-01...... 130
Manuel d'utilisation
Points d'origine
À partir d'un dessin de la pièce, on détermine un point d'origine absolu de la pièce (le plus souvent, un coin) et éventuellement, un ou plusieurs autres points comme points d'origine relatifs.
Lors de l'initialisation des points d'origine, l'origine du système de coordonnées absolu ou relatif est attribuée à ces points d'origine. La pièce dégauchie par rapport aux axes de la machine est positionnée d'une façon déterminée par rapport à l'outil ; les affichages des axes sont soit remis à zéro, soit présélectionnés à la valeur de position correspondante (par exemple, pour tenir compte du rayon d'outil).
Position effective, position nominale et chemin restant
La position à laquelle se trouve l'outil est appelée position effective. La position que doit atteindre l'outil est appelée position nominale. La distance entre la position nominale et la position effective correspond au chemin restant.
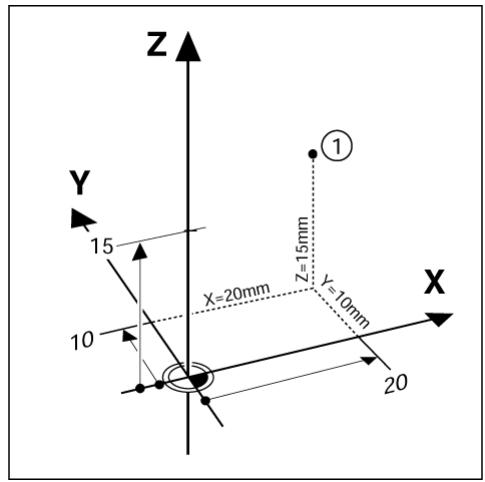
Positions absolues de la pièce
Chaque position sur la pièce est définie d'une manière précise par ses coordonnées absolues.
Coordonnées absolues de la position 1:
X = 20 ~mm
Y = 10 mm
Z = 15 ~mm
Quand vous souhaitez percer ou fraiser d'après un plan en coordonnées absolues, vous déplacez alors l'outil à ces coordonnées.
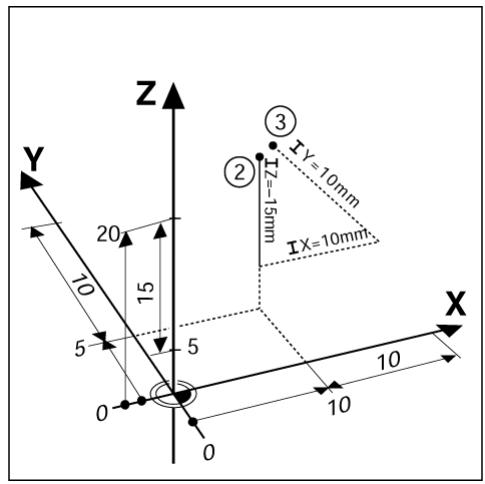
Positions incrémentales de la pièce
Une position peut aussi se référer à la position nominale précédente. Le point zéro relatif est alors situé sur la position nominale précédente. On parle alors de coordonnées incrémentales (incrément = accroissement) ou bien encore de cote incrémentale ou cote chaînée (dans la mesure où la position est donnée par une série de cotes successives). Les coordonnées incrémentales sont désignées par le caractère l'accordant l'axe.
Exemple : Coordonnées incrémentales de la position 3 se référant à la position 2
Coordonnées absolues de la position 2 :
X = 20mm
Y = 10 mm
Z = 15 ~mm
Coordonnées incrémentales de la position 3 :
IX = 10~mm
IY = 10 ~mm
IZ=-15mm
Quand vous percez ou fraisez d'après un plan de pièce possédant des coordonnées incrémentales, vous nevez alors déplacer l'outil de la valeur de ces coordonnées.
L'axe de référence angulaire est la position. Il est défini comme l'un des deux axes du plan de rotation. Le tableau suivant indique le des trois plans de rotation possibles :
Les axes suivants déterminent la référence angulaire :
| Plan | Axe de référence angulaire |
| XY | +X |
| YZ | +Y |
| ZX | +Z |
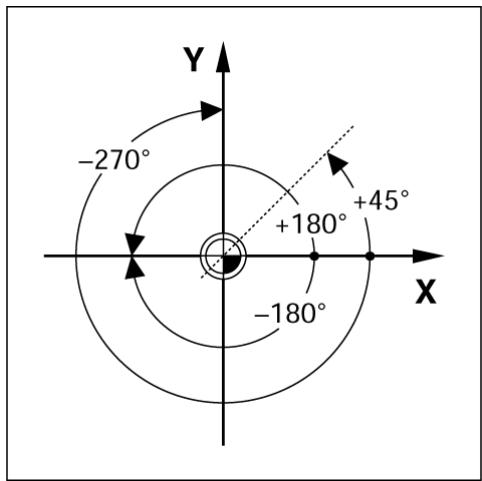
Le sens de rotation est positif dans le sens anti-horaire, si le plan d'usinage est observé dans le sens négatif de l'axe d'outil.
Exemple : Angle dans le plan d'usinage XY
| Angle | Correspond à... |
| + 45° | ... la moitié de l'angle entre +X et +Y |
| +/- 180° | ... l'axe X négatif |
| - 270° | ... l'axe Y positif |
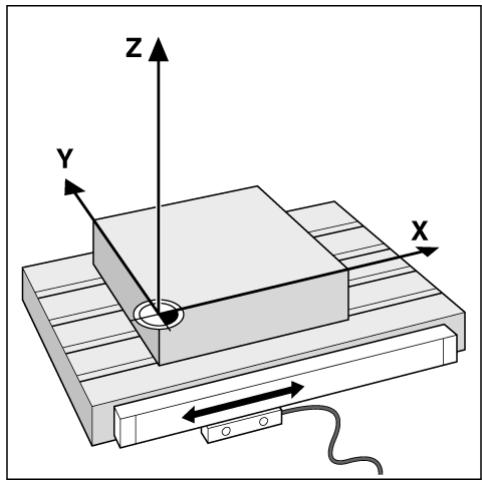
Systèmes de mesure de position
Les systèmes de mesure de position convertissent les déplacements des axes de la machine en signaux électriques. Le ND780 exploite les signaux, détermine la position effective des axes de la machine et affiche à l'écran cette position sous forme numérique.
Lors d'une coupure de courant, la relation entre la position de la table de la machine et la position effective calculée est perdue. Dès que l'alimentation de courant est rétablie, vous pouvez reproduire cette relation grâce aux marques de référence des systèmes de mesure de position et au système automatique REF du ND 780.
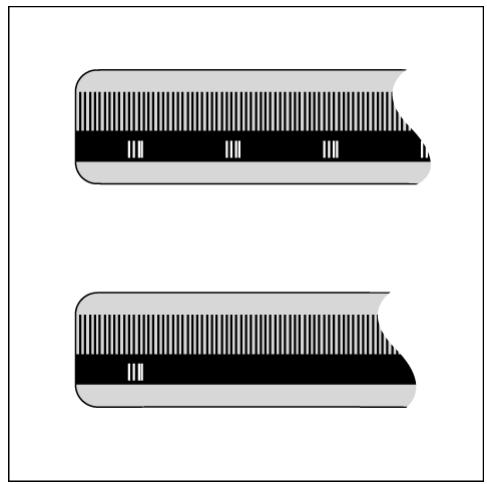
Marques de référence du système de mesure
Les systèmes de mesure sont généralement équipés d'une ou de plusieurs marques de référence. Celles-ci permettent après une coupure d'alimentation de rétablir les points d'origine avec la fonction d'exploitation des marques de référence du ND780. Vous pouvez désirer entre les deux types les plus fréquents de marques de référence : fixes ou à distances codées.
Sur les systèmes de mesure avec marques de référence à distances codées, les marques sont disposées à intervalles codés et définis qui permettent au ND 780 d'exploiter une paire quelconque de marques de référence pour rétablir les points d'origine précédents. Par conséquent, lorsque vous remettez sous tension le ND 780, il suffit, en partant de n'importe quelle position, de déplacer le système de mesure sur une très courte distance pour rétablir les points d'origine.
Les systèmes de mesure équipés de marques de référence fixes possèdent une marque ou plusieurs marques à intervalles fixes. Pour rétablir correctement les points d'origine et lors de l'exploitation des marques de reference, vous devez utiliser la même marque que vous aviez utilisée lors de l'initialisation du point d'origine.

Les points d'origine ne pourront pas être retrouvés après mise hors tension de la visualisation de cotes si vous n'avez pas franchi les marques de reference avant d'initialiser les points d'origine.
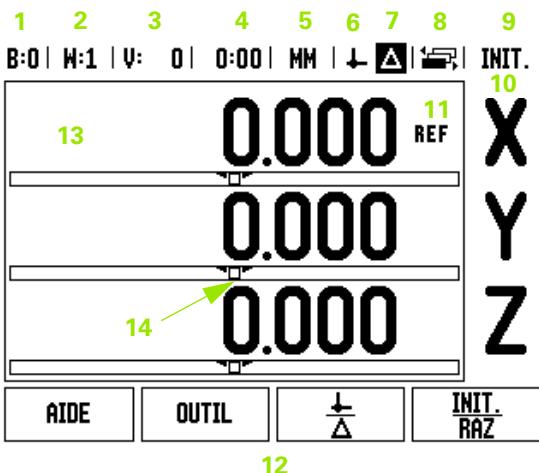
Description de l'écran
Symboles de la barre d'état :
1 Point d'origine 2 Outil 3 Avance 4 Chronomètre 5 Unité de mesure 6 Valeur effective 7 Chemin restant 8 Affichage des pages 9 Initialisation/remise à zéro 10 Désignation d'axe 11 Affichage de marque de référence 12 Softkeys 13 Plage d'affichage 14 Curseur graphique de positionnement (uniquement dans le mode Chemin restant)
Le ND 780 dispose de fonctions spécifiques ayant pour objectif un maximum de productivité de votre machine-outil conventionnelle.
Barre d'etat - La barre d'etat affiche le point d'origine actuel, l'outil, l'avance, le contenu du chronomètre, l'unité de mesure, le chemin restant (incrémental) ou la valeur effective (absolue), l'indicateur de page et la fonction active de Présélection/Remise à zéro. Le paramétrage de la barre d'etat est expliqué dans le paragraphe "Menu PARAMETRER USINAGE". Zone d'affichage - La Zone d'affichage contient les valeurs de positions actuelles des axes. Les masques de saisie, les champs, les fenêtres avec les instructions à l'utilisateur, les messages d'erreur etinfos sont également affichés. Désignations des axes - indique l'axe correspondant à la touche d'axe. ■ Affichage des marques de referencia - indique l'etat actuel des marques de referencia. Softkeys - Les Softkeys désignent les différentes fonctions de fraisage et de tournage.
Remarques sur la saisie des données
Avec le pavé numérique, vous saississez des valeurs dans les champs. Avec la touche ENTER, vous confirmez les données saisies dans un champ et retournez dans l'écran précédent. Pour effacer les données saisies ou les messages d'erreur, ou pour retourner dans l'écran précédent, appuyez sur la touche C. Une exception existe : la touche C sert à mémoriser la saisie des données lorsque l'on est dans le tableau des corrections d'erreur non linéaire. - SOFTKEYS indiquent les diverses fonctions de fraisage et de tournée. Vous sélectionnez ces fonctions en appuyant sur la touche softkey située juste en dessous de la softkey correspondante. Les fonctions softkey sont réparties sur trois pages, dont l'accès est possible avec les touches A GAUCHE/A DROITE (voir en bas). Avec les touches A GAUCHE/A DROITE vous naviguez dans les trois pages d'écran contenant les fonctions softkeys disponibles. La page en cours est affichée dans la barre d'état en haut de l'écran. Avec les touches fléchées EN HAUT/EN BAS, vous déplacez le curseur dans les différents champs d'un masque de saisie et dans les listes d'un menu. Lorsque le curseur a atteint la fin de la liste du menu, il retourne automatiquement au début.
Curseur graphique de positionnement
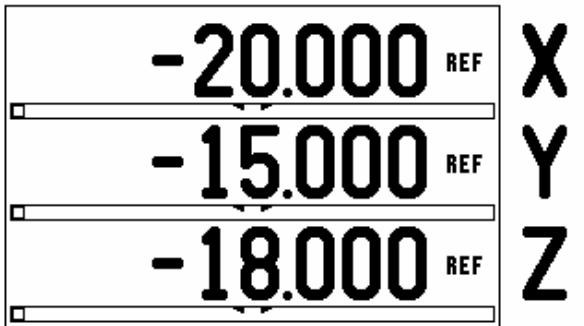
Lors du "décomptage vers zéro" (dans le mode chemin restant), le ND 780 vous assiste en affichant un curseur graphique de positionnement.
Le ND 780 affiche une aide graphique de positionnement sous la forme d'une petite barre rectangulaire située en dessous de l'axe à décompter vers zéro. Deux marques triangulaires au centre de la barre symbolisent la position nominale.
Un petit carre symbolise le chariot de l'axe. Pendant le positionnement de l'axe à la position nominale apparait une flèche de direction dans le carré. Le carré lui-même ne se déplace que lorsque le chariot se trouve à proximité de la position nominale. Réglage du curseur graphique de positionnement : cf. page 29 dans le menu PARAMETRER USINAGE.
Aide en ligne
Le mode d'emploi intégré vous aide dans chaque situation avec les informations déquates.
Ouvrir le mode d'emploi intégré :
Appuyez sur la softkey AIDE. L'écran affiche des informations de l'opération en cours. Les touches fléchées EN HAUT/EN BAS permettent de naviguer dans les différentes pages du thème si celui-ci en compte plusieurs.
Afficher les informations d'un autre thème :
Appuyez sur la softkey LISTE THEMES. Utilisez les touches fléchées EN HAUT/EN BAS si vous souhaitez parcourir le réseau. Appuyez sur ENTER, quand vous souhaitez voir un thème.
Fermer le mode d'emploi intégré : Appuyez sur la touche C.
B:0|H:1|V:0|0:00|MM|△|
| MENU DE L'AIDE | |||
| 2.1 | 1ère mise ss tension après livraison | ||
| 2.2 | Exploitation marques de référence | ||
| 2.2.1 | Marques de référence | ||
| 3. | Modes Valeur eff. et Chemin restant | ||
| 3.1 | Réinitialiser l'axe | ||
| 3.2 | Initial. pt d'origine (Fraisage) | ||
| 3.2.1 | Utilisation palpeur d'arête | ||
| 3.2.1.1 | Arête | ||
| AFFICHER THEME | PAGE ARRIÈRE | PAGE AVANT | |
Masques de saisie
Les données nécessaires aux diverses fonctions et paramètres de réglage sont à introduire dans les masques de saisie. Ces masques de saisie apparaissent après la sélection de fonctions nécessitant la saisie de données supplémentaires. Chaque masque de saisie contient des champs nécessaires à la saisie des données requises.
Pour que vos modifications soient validées, vous devez confirmer avec la touche ENTER. Pour retourner à l'écran précédent sans enregistrer les modifications effectuées, appuyez sur la touche C. Dans certains cas, par exemple les tableaux d'outils, la touche C est utilisée à la place de la touche ENTER.
Fenêtre avec les instructions en ligne :
Lorsque vous ouvrez un menu ou un masque de saisie, une boîte de dialogue apparait à droite contenant des instructions destinées à l'utilisateur. Cette fenêtre contient les informations utilisateur concernant la fonction sélectionnée ainsi que des informations sur les options disponibles.
Messages d'erreur
Lorsqu'une erreur se produit lors de l'utilisation du ND 780, l'écran affiche un message d'erreur indiquant son origine. Cf. « Messages d'erreur » à la page 123.
Effacer le message d'erreur :
Appuyez sur la touche C.

Quand ce message apparait,
Mettre le ND 780 hors tension. Attendre environ 10 secondes, avant de remettre le ND 780 à nouveau sous tension. Le message d'erreur est effacé et vous pouvez poursuivre normalement votre travail.
Mettre l'appareil sous tension avec l'interrupteur situé en face arrière. Le premier écran apparaît (voir représentation à droite) Cet écran n'apparaît que lors de la première mise en service après la livraison. Il est possible que les étapes suivantes aient été exécutées lors de la mise en service du logiciel.
La softkey LANGUE permet de sélectionner le langage choisi. - Vous pouvez désirer l'application FRAISAGE, ou TOURNAGE. La softkey FRAISAGE/TOURNAGE commute entre les deux modes. - Choisissez ensuite le nombre d'axes. Lorsque vous avez terminé la saisie des données, appuyez sur la touche ENTER.
Par la suite, vous pouvez changer d'application dans le menu PARAMETRER SYSTEME, sous CONFIG. COMPTEUR.
Le ND 780 est maintenant prêt pour les autres règles. Il se trouve maintenant dans le mode positions effectives (mode absolu). Derrière chaque axe apparaît un "REF" clignotant. Au prochain paragraphe, "Exploitation des marques de référence" est expliqué comment cette fonction est paramétrée.
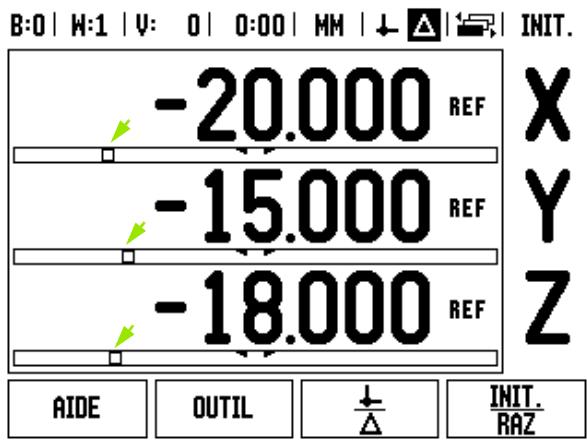
Exploitation des marques de référence
Avec REF-Automatique, le ND 780 rétablit automatiquement la relation que vous aviez définie avant la mise hors tension entre les positions des tables des axes et les valeurs affichées.
Si votre système de mesure est équipé de marques de référence, l'affichage “REF” clignote. Dès que vous avez franchi les marques de référence, l'affichage REF arrêté de clignoter.
Travail sans exploitation des marques de référence
Vous sousquéusitiéral ND780 saoiv à franchir au préalable les marques de réference. Appuyez sur la softkey AUCUNEREF si vous ne désièrez pas franchir les marques de référéence et continuez à travailler.
Mais vous pouvez les franchir ultérieurement pour définir des points d'origine de manière à les rétablir après une coupure d'alimentation. Appuyez sur la softkey VALIDER REF quand vous désirez activer l'exploitation des marques de référence.

Quand un système de mesure n'a pas de marques de référence, l'affichage REF n'apparaît pas sur l'écran et tous les points d'origine initialement définis sont perdus au moment où la visualisation de cotes est mise hors tension.
La softmax VALIDER REF/DEACTIVER REF est disponible lors de l'exploitation des marques de référence et permet de sélectionner sur le système de mesure une marque de référence particulière. Ceci est important quand vous utilisez des systèmes de mesure avec marques de référence fixes. Lorsque vous appuyez sur la softmax DELACTIVER REF, la visualisation de cotes interrompt l'exploitation des marques de référence et ignore toutes les marques de referencia qui seront franchies. Quand vous appuyez ensuite sur la softmax VALIDER REF, la visualisation de cotes reactive l'exploitation des marques de référence et selectionne la prochaine marque de referencia franchie.
Dès que vous avez déterminé les marques de référence des axes souhaités, vous terminez l'exploitation des marques de référence en appuyant sur la softkey AUCUNE REF. Vous n'avez pas à franchir les marques de référence de tous les systèmes de mesure, mais uniquement de ceux dont vous avez besoin. Dès que les marques de référence ont été franchies, le ND 780 revient automatiquement à l'écran de l'affichage des positions des axes.

Si vous n'avez pas franchi les marques de référence, le ND 780 ne mémorise pas les points d'origine définis. Cela signifie qu'après une coupure d'alimentation (arrêt de l'appareil), vous ne pourrez pas rétablir les relations entre les positions des tables et les valeurs d'affichage.

Démarrage normal : Mettre l'appareil sous tension et appuyer sur une touche quelconque.
Franchir les marques de référence dans n'importe quel ordre.
Desacti-ver ref
Appuyer sur la softkey DESACTIVER REF et franchir les marques de référence
Déplacer le système de mesure à la marque de référence fixe souhaitée. Appuyer sur la softkey VALIDER REF et franchir les marques de référence.
Ne pas franchir les marques de référence et appuyer sur la softkey AUCUNE REF.. Remarque : La relation entre les positions des tables des axes et les valeurs d'affichage est perdue après une coupure d'alimentation.
Modes de fonctionnement
Le ND 780 dispose de deux modes de fonctionnement : Valeur effective et Chemin restant. En mode Valeur effective, la position effective actuelle de l'outil affichée se réfère toujours au point d'origine actif. L'outil est alors déplacé jusqu'à ce que la valeur affichée corresponde à la position nominale souhaitée. En mode chemin restant, vous déplacez l'outil aux positions nominales en déplaçant l'axe concerné vers la valeur zéro. Quand vous travailliez en mode chemin restant, vous pouvez saisir les coordonnées des positions nominales soit en valeur absolue, soit en valeur incrémentale.
Dans l'application Fraisage, quand vous êtes en mode Valeur effective, seul le décalage de longueur de l'outil est actif. En mode Chemin restant, la visualisation de cotes utilise aussi bien le décalage de longueur que celui du rayon pour calculer le chemin restant à parcourir jusqu'à la position nominale; il se réfère à la dent de l'outil en cours d'utilisation.
Lorsque la visualisation est dans le mode tournage, tous les décalages d'outils sont actifs aussi bien dans le mode valeur effective que chemin restant.
La touche VALEUR EFFECTIVE/CHEMIN RESTANT permet de commuter entre les deux modes de fonctionnement. Les touches fléchées A GAUCHE OU A DROITE appelent les fonctions softkeys disponibles des modes valeur effective et chemin restant.
Dans la version 3 axes, la fonction couplage d'axes vous permet d'associer les axes Z.
Parametrer
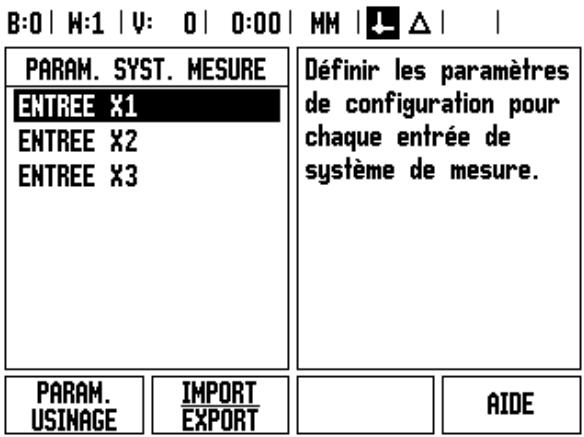
Le N° 780 dispose des deux menus suivants pour le réglage des paramètres de fonctionnement : PARAMETRER USINAGE et PARAMETRER SYSTÈME. Les paramètres du menu PARAMETRER USINAGE vous permettent d'adapter les données spécifiques à chaque opération d'usinage. Dans le menu PARAMETRER SYSTÈME, vous définissez les paramètres du système de mesure, de l'affichage et de la communication.
Vous appelez le menu PARAMETRER USINAGE à l'aide de la softkey PARAMETRES. Dès que vous êtes dans le menu PARAMETRER USINAGE, vous disposez des softkeys suivantes:
PARAMETRER SYSTEME: Cette softkey donne l'accès aux paramètres de réglage. Cf., Les paramètres du menu PARAMETRER SYSTEME" à la page 97. IMPORT/EXPORT: Cette softkey permet de démarrer l'importation/l'exportation des paramètres de fonctionnement. Cf. „Import/Export" à la page 31. AIDE Cette Softkey permet l'ouverture de l'aide en ligne.
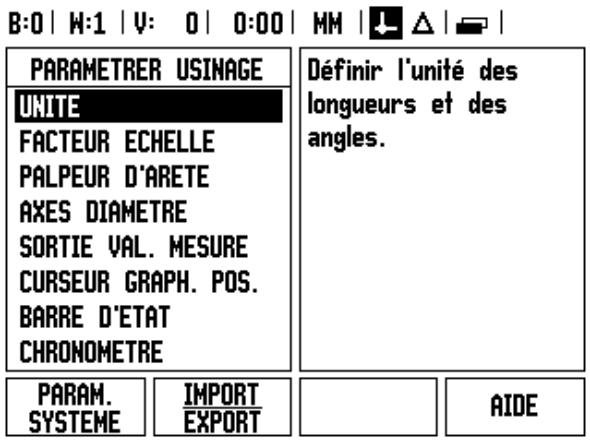
Paramètres des menus PARAMETRER USINAGE
Avec les touches fléchées EN BAS/EN HAUT, vous sélectionnez les paramètres souhaités et appuyez ensuite sur ENTER pour les afficher et les éditer.
Unités
Dans le masque de saisie UNITE DE MESURE, vous définisse l'unité de mesure ainsi que les formats souhaités. Ces réglages sont actifs dés que l'appareil est mis sous tension.
INCH/MM - Les valeurs de mesure sont saisies et affichées dans les unités choisies dans le champ LONGUEUR. Appuyer sur la softkey INCH/MM pour CHOISIR entre pouce et millimètre. Vous pouvez également CHOISIR l'unité de mesure avec la softkey INCH/MM. Ceci est possible aussi bien en mode valeur effective qu'en mode chemin restant. Valeur décimale ou radians - L'affichage et la saisie des angles sont définis dans le champ ANGULAIRE. Au moyen des softkeys, CHOISSEZ entre VALEUR DECIMALE ou RADIANS
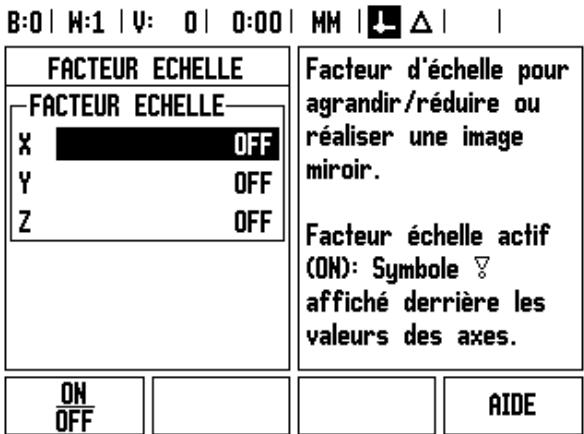
Facteur d'échelle
Le facteur échelle permet de réduire ou d'agrandir la taille d'une pièce. Tous les déplacements du système de mesure sont multipliés par le facteur échelle. L'utilisation du facteur échelle 1,0 crée une pièce dont la taille est identique à celle du plan.
A l'aide du pavé numérique, introduisez un nombre supérieur à zéro. Ce nombre peut être compris entre 0,1000 et 10,000. On peut aussi introduire une valeur négative. Les réglages du facteur échelle sont réservés après la mise hors tension de l'appareil. Quand vous reglez un facteur échelle différent de 1, l'écran indique le symbole du facteur échelle derrière les valeurs affichées. Vous désactivez le facteur échelle actif avec la softkey ON/OFF.

L'introduction du facteur échelle -1,00 permet l'usinage en image miroir de votre pièce. Il est possible d'appliquer simultanément à votre pièce une image miroir et un facteur d'échelle. (cf. page 65).
Palpeur d'arête (application fraisage seulement)
Dans ce masque de saisie, vous saisissez le diamètre et le décalage de longueur du palpeur d'arête. L'unité de mesure affichée à l'écran s'applique à ces deux valeurs.
Vous introduisez le diamètre et la longueur à l'aide du pavé numérique. La valeur du diamètre doit être supérieure à zéro. La longueur est introduite avec le signe négatif ou positif. Vous sélectionnez par softkey l'unité de mesure appliquée au palpeur d'arête.
Les réglages du palpeur d'arête restent sauvegardés après la mise hors tension de l'appareil.
Axes du diamètre
Avec la fonction AXES DIAMETRE, vous indiquez les axes auxquels les valeurs des rayons ou diamètres doivent être affectées.
Sélectionnez ON pour que l'axe choisi affiche le diamètre. Quand vous sélectionnez OFF, vous désactivez la fonction Rayon/Diamètre.
Fonction Rayon/Diamètre en mode Tournage : cf. page 81.
Sélectionnez AXES DIAMETRE et validez avec ENTER. Le cursesur se trouve maintainant dans le champ Axe X. Selon la façon dont vous voulez définir cet axe, appuyez sur la softkey ON/OFF pour activer ou désactiver la fonction. Confirmez avec ENTER.
| AXES DIAMETRE | |
| -AXES DIAMETRE | |
| X | ON |
| Z0 | OFF |
| Z | OFF |
ON OFF
AIDE
Émission de la valeur de mesure
La fonction émission de la valeur de mesure permet de transmettre via le port série les valeurs d'affichage actuelles ou celles qui ont été déterminées par palpage. L'émission des valeurs actuelles d'affichage est déclenchée par un signal externe ou une commande (Ctrl B), transmise via l'interface série.
Dans le masque de saisie EMISSION VALEUR DE MESURE, l'émission des données est activée pendant l'opération de palpage (ON) ou désactivée (OFF). L'option ARRET AFFICHAGE y est également définie.
Vous pouvez autoriser l'émission des valeurs de mesure (uniquement pour l'application fraisage) avec (ON) ou l'interdire avec (OFF). Dans le cas où l'émission des valeurs de mesure est ACTIVÉE, les données sont émises lorsque l'opération de palpage est terminée. Geler l'affichage-Options:
OFF - L'émission des valeurs de mesure est sans influence sur l'affichage de l'écran. ■ SIMULTANE - L'affichage se bloque pendant la transmission de la valeur de mesure. L'affichage reste bloqué aussi longtemps que l'entrée de commutation reste activée. STOP - L'affichage est bloqué et est actualisé avec une nouvelle émission des valeurs.
Pour les informations des caractères de sortie, voir le chapitre „Émission des données".
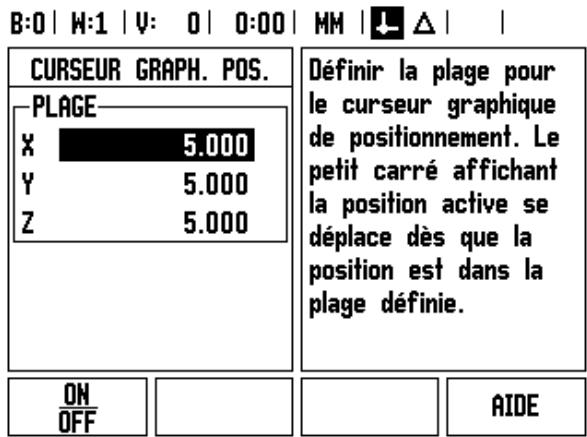
Curseur graphique de positionnement
Dans le masque de saisie CURS. GRAPH. POSIT., vous configurez la barre graphique située sous les valeurs de positions des axes qui s'affichent dans le mode chemin restant. Chaque axe dispose de sa propre plage.
Vous activez le curseur graphique de positionnement avec la softkey ON/OFF ou en introduisant les valeurs des axes avec le pavé numérique. Le petit carré affichant la position active se déplace dès que la position est à l'intérieur de la plage définie.
État barré
La barre d'état se trouve sur le bord supérieur de l'écran et elle affiche le point d'origine actif, l'outil, l'avance, le chronomètre et le nombre de pages. Avec la softkey ON/OFF, Sélectionnez les paramètres que vous désirez afficher.
Chronomètre
Le chronomètre affiche les heures (h), minutes (m) et secondes (s). Il fonctionne comme un chronomètre normal et affiche donc le temps écoulé (l'affichage démarre à 0:00:00).
Le champ DUREE ECoulee indique la somme des divers intervalles de temps écoulés
Appuyez sur la softkey START/STOP. La visualisation de cotes affiche le champ MARCHE. Appuyez à nouveau sur la softkey pour arrêter le comptage en cours. Pour remettre à zéro l'affichage, appuyez sur la softkey RESET. Le chronomètre s'arrête lorsque vous remettez à zéro l'affichage.

Vous pouvez aussi démarrer ou arrêter le chronomètre en appuyant sur la touche du caractère décimal (touche du point). Vous pouvez remettre à zéro le chronomètre avec la touche 0.
Commande à distance
Avec les paramètres de la fonction commande à distance, vous réglez un commutateur (en pendentif ou à pédale) pour que les fonctions suivantes puissent être exécutées : Émission des données, remise à zéro, trou suivant. Les informations pour le raccordement de la commande à distance à l'entrée du palpeur d'arête à commutation sont décrites au chapitre II de ce manuel. Cf. „Raccordement du palpeur d'arête et des signaux d'entrée" à la page 96.
■ EMISSION DES DONNÉES - Transmission des données de position via l'interface série, Impression de la position actuelle. ■ REMISE À ZÉRO - Remise à zéro d'un ou plusieurs axes. (Quand cette opération a lieu en mode Chemin restant, la valeur du chemin restant actuel est remise à zéro. En mode Valeur effective, le point d'origine est remis à zéro.) TROU SUIVANT - Quand vous appuyez sur la softkey TROU SUIVANT, le prochain perçage d'un motif de trou s'affiche.
Quand vous reglez à ON le champ EMISSION DE DONNEES avec la softkey ON/OFF, la position actuelle est transmise via l'interface série quand le commutateur est fermé. Quand vous avez selectionné le champ REMISE A ZERO, appuyez sur les touches d'axes adéquates pour déterminer les valeurs d'affichage qui doivent être remises à zéro lorsque le commutateur est fermé. Réglez le champ TROU SUIVANT sur ON avec la softkey ON/OFF pour que le prochain perçage du motif de trou s'affiche.
Réglages de l'écran
Vous pouvez régler la luminosité et le contraste de l'écran LCD. Dans le mode valeur effective et chemin restant, les touches EN-HAUT/EN-BAS servent également à régler le contraste de l'écran LCD. Dans ce masque de saisie, vous pouvez aussi indiquer la durée d'inactivité pour l'économiseur d'écran.
Dans le champ ECONOM. ECRAN, vous définissez la durée d'inactivité au-delà de laquelle l'économiseur d'écran s'active. Pour cela, vous pouvez choisir une valeur comprise entre 30 et 120 minutes. L'économiseur d'écran peut être désactivé. Cependant, cette désactivation n'est plus valide après une mise hors tension de l'appareil.
Le ND 780 supporte plusieurs langues. Vous modifiez la langue de la manière suivante :
Appuyez sur la softkey LANGUE jusqu'à ce que la langue souhaitée s'affiche sur la softkey et dans le champ LANGUE. Confirmez la saisie avec ENTER.
Les données des paramètres de fonctionnement peuvent être importées ou exportées via le port USB.
Appuyez sur la softkey IMPORT/EXPORT qui s'affiche après avoir choisi le menu PARAMETRER USINAGE. Les softkeys IMPORT et EXPORT sont également générées dans l'affichage du tableau d'outils (fraisage). Avec IMPORT les paramètres de fonctionnement ou une table d'outils sont transmis d'un PC. Avec EXPORT, les paramètres de fonctionnement ou une table d'outils sont transmis à un PC. Vous quitterez le processus avec la touche C.
Sommaire des softkeys pour les fonctions d'ordre général
Les fonctions softkeys issues des modes de fonctionnement sont réparties sur trois pages que vous pouvez feuilleter avec les touches A GAUCHE/A DROITE. L'affichage de pages indique dans la barre d'état le nombre de pages, dont celle actuellement ouverte en couleur foncée. Des informations plus précises pour chaque softkey peuvent être obtenues à tout instant.
| Softkeys de la page 1 | Fonction de la softkey | Symbole de la softkey |
| AIDE | Oùvre l'aide en ligne, (Page 22). | AIDE |
| OUTIL | Oùvre le tableau d'outils. (Les informations sur l'application fraisage sont disponibles à la Page 39 et sur l'application tournée à la Page 75.) | OUTIL |
| VALEUR EFFECTIVE / CHEMIN RESTANT | Commute du mode valeur effective au mode chemin restant, (Page 21). | ↓ △ |
| INIT / RAZ | Commute de la fonction initialement à la fonction remise à zéro. Utilisation avec les axes correspondants (Page 34). | INIT. RAZ |
| Softkeys de la page 2 | Fonction de la softkey | Symbole de la softkey |
| POINT D'ORIGINE | Oùvre le masque de saisie POINT D'ORIGINE de l'initialisation des points d'origine de chaque axe. (Page 45). | POINT D'ORIGINE |
| PRESEL. VALEUR | Oùvre le masque de saisie PRESEL. VALEUR pour initialiser une position nominale (uniquement dans le mode chemin restant (Page 53). | PRESEL. VALEUR |
| Softkeys de la page 2 | Fonction de la softkey | Symbole de la softkey |
| 1/2 (uniquement en mode faisage) | Divise par deux la valeur de position actuelle, (Page 59). | 1/2 |
| FONCTIONS SPECIALES | Ouvre le masque de saisie MOTIF CIRCULAIR et MOTIF LINEAIRE, (Page 62). Ouvre le masque de saisie FRAIS. OBLIQUE et FRAIS. ARC, (Page 68). | FONCTION |
| Rx(unequément pour le tournage) | Commute l'affichage des valeurs de rayon à diamètre, (Page 81). | Rx |
| Softkeys de la page 3 | Fonction de la softkey | Symbole de la softkey |
| PARAMETRES | Ouvre le menu PARAMETRER USINAGE et affiche la softkey PARAM. SYSTEME. (Page 26) | PARA-METRES |
| VALIDER REF | A actionner, lorsque l'on est prêt pour franchir une marque de référence. (Page 25) | VALIDER REF |
| CALCULA-TRICE | Ouvre les fonctions de la calculatrice. (Page 35) | CALCULA-TRICE |
| INCH/MM | Commute l'affichage des positions de pouce en millimètres. (Page 27) | INCH/MM |
Description détaillée des softkeys pour les fonctions d'ordre général
Cette section décrit plus en détail les fonctions des softkeys que vous pouvez utiliser aussi bien en mode Fraisage que Tournage.
Softkey INIT. / RAZ
Avec la softkey INIT./RAZ, vous définissez la fonction d'une touche d'axe. Cette softkey permet de commuter d'INITIALISATION à REMISE A ZERO. L'état actuel est affiché dans la barre d'état.
Dans le mode valeur effective, quand vous appuyez sur une touche d'axe et que la fonction INITIALISATION est active, le ND 780 ouvre un masque de saisie POINT D'ORIGINE de l'axe choisi. Quand le ND 780 se trouve dans le mode chemin restant, c'est le masque de saisie PRESEL. VALEUR qui s'ouvre.
En mode de fonctionnement Valeur effective, quand vous appuyez sur une touche d'axe alors que la fonction REMISE A ZERO est active, le point d'origine de cet axe sera mis à zéro à la position actuelle. Quand cette opération a lieu en mode chemin restant, la valeur du chemin restant actuel est remise à zéro.

Dans le mode valeur effective, quand vous appuyez sur une touche d'axe alors que la fonction INIT. /RAZ est active, le point d'origine de cet axe est remis à zéro.
Initialisation/remise à zéro
Softkey calculatrice
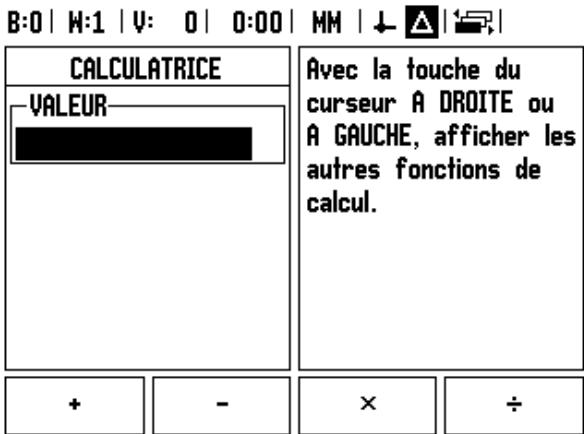
La calculatrice du ND 780 possède toutes les fonctions de calculs, des calculs arithmétiques simples aux calculs trigonométriques complexes et calculs de vitesses de rotation.
La softkey CALCULATRICE permet d'appeler les softkey STANDARD/TRIGO et T/MIN. La softkey CALCULATRICE est également disponible dans les masques de saisie pendant les introductions des données qui pourraient eventuellement nécessiter son usage.

Quand plusieurs opérations sont introduites dans un champ numérique, la calculatrice effectue la multiplication et la division avant l'addition et la soustraction. Quand, par exemple 3 + 1 / 8 est introduit, le ND 780 divise 1 par 8 puis additionne 3 au résultat. Le résultat final est alors 3,125.
Les fonctions trigonométriques incluent tous les calculs de trigonométrie, y compris le carré et la racine carrée. Quand vous souhaitez calculer le sinus, cosinus ou la tangente d'un angle, saisissez d'abord l'angle et appuyez ensuite sur la softkey correspondante.

Les valeurs angulaires sont affichées dans le format angulaire (valeurs décimales ou radians) que vous avez paramétré.
B:0|H:1|V:0|0:00|MM|↓Δ|INIT.
STANDARD TRIGO.
T/MIN
Calculatrice t/min.
Vous utilisez la CALCULATRICE T/MIN. lorsque vous souhaitez calculer la vitesse de broche (ou vitesse de coupe) en fonction du diamètre de l'outil que vous avez indiqué (ce sera le diamètre de la pièce pour les opérations de tournage). Les valeurs utilisées dans les copies d'écran ne sont que des valeurs d'exemple. Vérifiez dans le manuel du constructeur de votre machine si vous avez réglé correctement la vitesse de rotation de broche de l'outil concerné.
Appuyez sur la touche CALCULATRICE. Avec la softkey T/MIN, ouvrez le masque de saisie CALCULATRICE T/MIN. Un diamètre d'outil doit être introduit pour les opérations de calculs avec la CALCULATRICE T/MIN. Vous introduisez la valeur du diamètre à l'aide du pavé numérique. Automatiquement, cette valeur est celle du diamètre de l'outil actif. Si, après la mise sous tension de l'appareil, aucune valeur n'a encore été introduite, la valeur par défaut sera 0. La vitesse de coupe est également introduite avec le pavé numérique (si celle-ci est nécessaire). Quand une valeur pour la vitesse de coupe est introduite, LA VITESSE DE ROTATION DE LA BROCHE est calculée.
Quand le curseur se trouve dans le champ Vitesse de coupe, le ND 780 affiche une softkey vous permettant d'ouvrir l'aide intégrée. Le tableau contient les vitesses de coupe conseillées pour le matériel que vous usinez actuellement.
Appuyez sur la softkey UNITE MESURE pour afficher les positions en millimètres ou en pouces. On ferme le masque de saisie CALCULATRICE T/MIN avec la touche C. Les données actuelles seront mémorisées.
| CALCULATRICE T/MIN. | Introduire le diamètre de l'outil ou de la pièce en rotation. Calcul de la vitesse de coupe. | |
| DIAMETRE 5.0000 MM | ||
| VITESSE DE COUPE 47.1239 M/MIN | ||
| VITESSE DE BROCHE 3000.0 T/MIN | ||
| UNITE | AIDE | |
Softkey calculatrice CONE
(uniquement pour le tourné)
Un cône est déterminé en introduisant directement les côtes du dessin, ou en tangentant la pièce conique avec un outil ou un système de mesure.
Vous utilisez la calculatrice dcone pour calculer l'angle d'un ccone.
Valeurs d'introduction :
La pente du cône se calcule de la manière suivante :
Variation du rayon du cône Longueur du cône
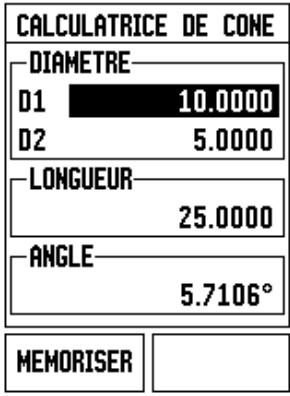
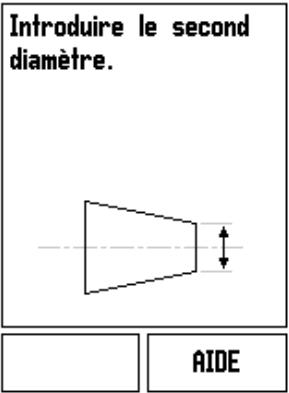
Calcul à partir de deux diamètres (D1, D2) et de la longueur :
Diamètre départ Diamètre arrivée Longueur du cône
Calculatrice
Appuyer sur la softkey CALCULATRICE.
La barre de softkeys affichée actuellement à l'écran contient entre autres les fonctions de la calculatrice de cône.
CONE: D1/D2/L
Pour calculer un angle à partir de deux diamètres et de la longueur, appuyer sur la softkey CONE : D1/D2/L.
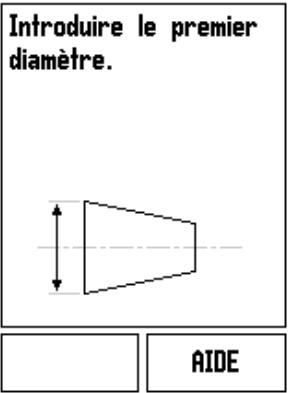
Premier point du cône, diamètre 1 : Saisissez la valeur soit avec le pavé numérique et confirmez avec ENTER ou tangentez un point avec l'outil et prenez la valeur en compte avec NOTE.
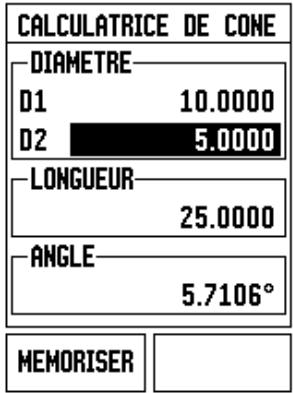
Répétez la procédure précédente pour le champ DIAMETRE 2.
Si vous utilisez la softkey NOTE, l'angle de cône sera calculé automatiquement.
Si vous utilisez le pavé numérique, saisissez la valeur dans le champ LONGUEUR et confirmez avec ENTER. L'angle de cône calculé s'affiche dans le champ ANGLE
Rapport conique
CONE:
PENTE
Pour calculer l'angle en fonction de la variation des rayons et de la longueur, appuyez sur la softmax
CONE: PENTE.
À l'aide du pavé numérique, saisissez les valeurs dans les champs INTRODUCTION 1 et INTRODUCTION 2.
Confirmez chaque saisie avec la touche ENTER.
La pente et l'angle calculés s'affichent dans les
champs correspondants.
Description détaillée des fonctions des softkeys
Cette partie concerne les usinages et les fonctions softkey destinés essentiellement aux travaux de faisage.
Softkey OUTIL
Cette softkey vous permet d'ouvrir le tableau d'outils et d'appeler ensuite le masque de saisie OUTIL pour saisir les paramètres de l'outil. Le ND 780 mémorise jusqu'à 16 outils dans un tableau d'outils.
Tableau d'outils
Le tableau d'outils du ND 780 permet de mémoriser facilement un outil et ses caractéristiques, telles que par exemple son diamètre, sa longueur, l'unité de mesure (pouce/millimètre), type d'outil, sens de rotation et vitesse de rotation.
Quand vous vous trouvez dans le tableau d'outils ou dans le masque de saisie OUTIL, les softkeys supplémentaires suivantes sont disponibles :
| Fonction | Softkey |
| Cette softkey permet de sélectionner l'axe sur lequel le correcteur de longueur d'outil sera appliqué. Les valeurs de diamètre de l'outil seront au décalage sur les deux autres axes. | TOOL AXIS [Z] |
| Appeler les fichiers d'aide. | AIDE |
| Saisir automatiquement le correcteur de longueur d'outil. Cette softkey n'est disponible que si le curseur se trouve dans le champ LONGUEUR. | MEMORISER LONGUEUR |
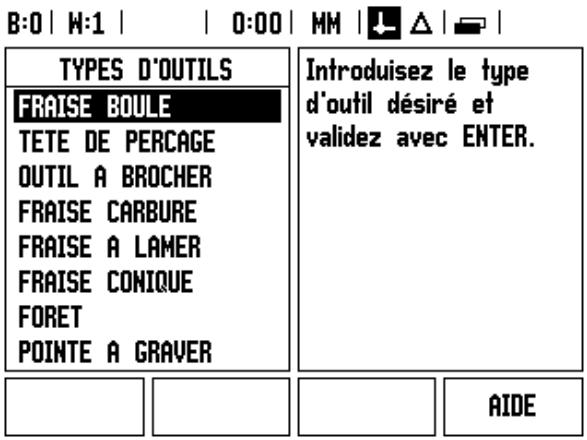
| Cette softkey vous permit d'ouvir le masque de saisie TYPES D'OUTILS. Cette softkey n'est disponible que si le curseur se trouve dans le champ TYPE. | TYPES OUTFILS |
| D:0 | T:3 | F:0 | O:00 | MM | △ | - | | |||
| TOOL TABLE (DIA/LEN/UNITS/TYPE/DIR) | |||
| 1 | |||
| 2 | 2.2000/ | 1.000 | MM F |
| 3 | 1.1000/ | 1.000 | MM BORE HD F |
| 4 | 2.2000/ | 3.000 | MM BORE HD F |
| 5 | |||
| 6 | 2.0000/ | 1.000 | MM CARB ML F |
| 7 | 22.0000/ | 12.000 | MM N |
| 8 | |||
| TOOL AXIS [X] | HELP | ||
Les informations du tableau d'outils peuvent être importées ou exportées via le port USB.
Les softkeys IMPORT et EXPORT sont également générées dans l'affichage du tableau d'outils. Avec IMPORT, un tableau d'outils est transmis d'un PC. Avec EXPORT, un tableau d'outils est transmis à un PC. Vous quitterez le processus avec la touche C.
B:0|H:1|V:0|0:00|MM|△|
| TABLEAU D'OUTILS (DIA/LONG/UNITE/TYPE/SENS) | |||
| 1 | 2.000/ | 20.000 MM | PTE GRAVER I |
| 2 | 5.000/ | 14.000 MM | FORET CENTRE |
| 3 | 25.000/ | 50.000 MM | FR. A LAMER |
| 4 | 6.000/ | 12.000 MM | FR. CARBURE |
| 5 | 10.000/ | 25.000 MM | OUT.A BROCH. |
| 6 | 2.000/ | 0.000 MM | FRAISE A SUR |
| 7 | |||
| 8 | 0.000/ | 5.000 MM | N |
| IMPORT | EXPORT | AIDE | |
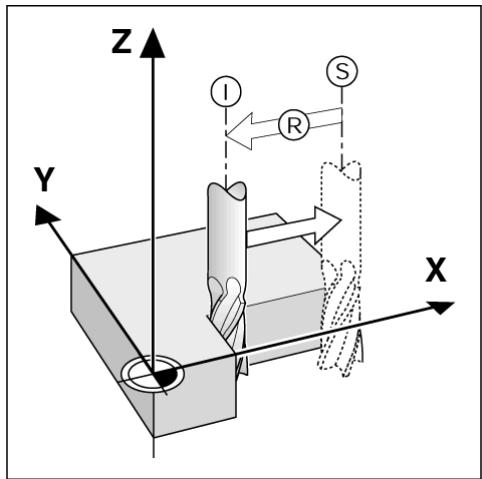
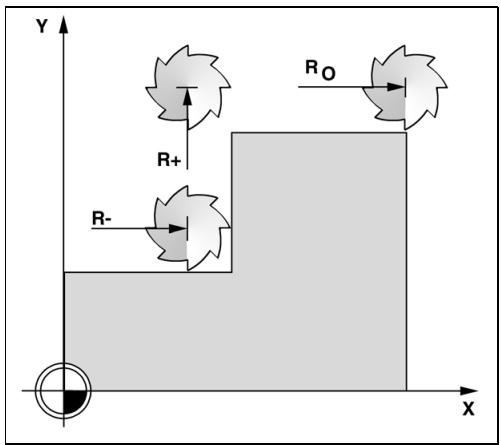
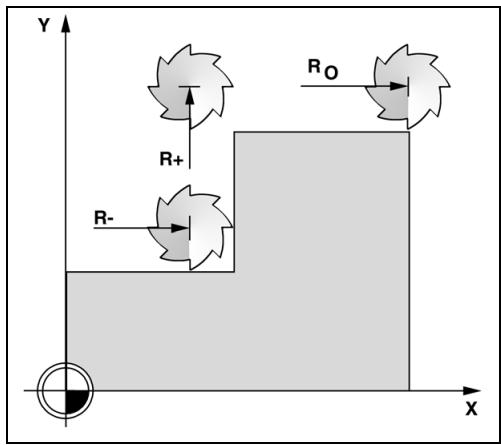
Correction du rayon d'outil
Le ND 780 dispose d'une fonction de correction de rayon d'outil. Cela permet d'introduire directement les cotes d'un dessin. Lors de l'usinage, le ND 780 indique le déplacement augmenté de la valeur du rayon d'outil ( + ) ou réduit (R-). Informations plus précises: Cf. „Softkey PRESEL. VALEUR" à la page 81
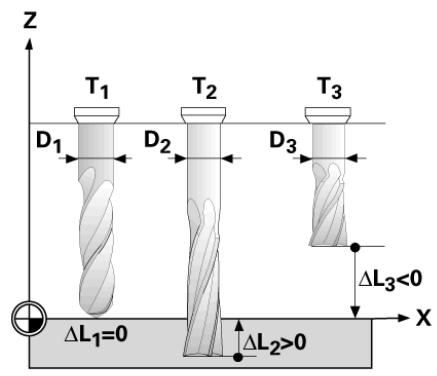
Signe pour le correcteur de longueur l
L'outil est plus long que l'outil de référence : L > 0 (+) L'outil est plus court que l'outil de référence : L < 0 (-).
Le décalage de longueur peut être saisi manuellement quand il est connu ou introduit automatiquement par le ND 780. Pour plus de détails sur la softkey MEMORISER LONGUEUR, étudiez l'exemple suivant illustrant l'utilisation du tableau d'outils.

La longueur d'outil à saisir correspond à la différence de longueur L entre l'outil et l'outil de référence. L'outil T1 est l'outil de référence.
Introduire les données de l'outil
Appuyer sur la touche OUTIL. Choisir l'outil et confirmer avec ENTER. Dans l'écran apparait le masque de saisie pour la définition de l'outil. Introduire le diamètre de l'outil. Introduire la longueur d'outil ou appuyer sur MEMORISER LONGUEUR. Introduire UNITE MESURE (INCH/MM). Introduire le type d'outil. Aucune donnée de broche n'est nécessaire, à moins que la commande de rotation ne soit installée. Si celle-ci est installée, prière de dire les informations dans le manuel utilisateur pour le IOB 49. Appuyez sur la touche C pour revenir à la table d'outils. Pour terminer la saisie, appuyez sur la touche C.
| D:0 | T:3 | F:0 | 0:00 | MM | △ | - | | |||
| TOOL TABLE (DIA/LEN/UNITS/TYPE/DIR) | |||
| 1 | |||
| 2 | 2.2000/ | 1.000 | MM F |
| 3 | 1.1000/ | 1.000 | MM BORE HD F |
| 4 | 2.2000/ | 3.000 | MM BORE HD F |
| 5 | |||
| 6 | 2.0000/ | 1.000 | MM CARB ML F |
| 7 | 22.0000/ | 12.000 | MM N |
| 8 | |||
| TOOL AXIS [X] | HELP | ||
Utilisation du tableau d'outils
Exemple : Saisir la longueur et le diamètre d'outil dans le tableau d'outils.
Diamètre d'outil : 2,00
Longueur d'outil : 20,000
Unité de mesure d'outil : mm
Type d'outil : Fraise plate

Vous pouvez également laisser le ND 780 calculer le décalage de l'outil, voir - ALTERNATIVE -.

Les informations pour la commande de rotation ne sont nécessaires que quand l'IOB a été installé. Si celle-ci est installée, prière de dire les informations dans le manuel utilisateur de l'IOB 49.
| OUTIL | X -20.000 Y 0.000 Z 0.000 |
| DIAMETRE | Introduisez le diamètre de l'outil. |
| 2.000 | |
| LONGUEUR | |
| 20.000 | |
| UNITE | MM |
| AIDE |
| OUTIL -TYPE FRAISE CARBURE -BROCHE SENS EN AVANT VITESSE DE 342 | X -20.000 Y 0.000 Z 8.000 |
| Aucun matériel IOB détecté. | |
| EN ARRIERE | AIDE |
Appuyer sur la softkey UTIL.
Le curseur saute automatiquement au masque de saisie TABLEAU D'OUTILS.
Tableau d'outils

Choisir l'outil, qui doit être définie, ou introduire le numéro d'outil. Confirmer avec ENTER.
Diametre OUTIL

Introduire le diamètre de l'outil (par ex. 2).

Appuyer sur la touche fléchée EN BAS.
Longueur OUTIL

Introduire la longueur d'outil (par ex. 20).

Appuyer sur la touche fléchée EN BAS.
Vous pouvez aussi laisser le ND 780 calculer le décalage d'outil. Avec ce procédé, vous devez tangenter une surface de référence commune avec la pointe de chaque outil. Ceci permet au ND 780 de déterminer la différence de longueur entre les différents outils.
Déplacez l'outil vers la surface de référence jusqu'à ce que sa pointe vienne tangenter la surface de référence.

Appuyez sur la softkey MEMORISER LONGUEUR. Le ND 780 calcule le décalage de l'outil par rapport à cette surface.
Répétez la procédure avec la même surface de référence pour chacun des autres outils.
B:0|W:1|V:0|0:00|MM|△
| OUTIL |
| DIAMETRE |
| 2.000 |
| LONGUEUR |
| 20.000 |
| UNITE |
| MM |
| X -20.000 Y 0.000 Z 0.000 |
| Introduisez le diamètre de l'outil. |

AIDE

Vous ne pouvez modifier les données que pour les outils ayant utilisé la même surface de référence. Si cela n'est pas le cas, vous devez définir de nouveaux points d'origine.

Si le tableau d'outils contient des outils dont la longueur a déjà été déterminée, définissez d'abord la surface de référence avec l'un de ces outils. Si vous ne le faites pas, vous devez redéfinir le point d'origine quand vous foulez commuter entre de nouveaux outils et des outils déjà présents. Avant d'ajouter de nouveaux outils, sélectionnez l'un des outils déjà présents dans le tableau d'outils. Tangentez la surface de référence avec l'outil et initialisez le point de référence à la valeur 0.
UNITE De MESURE

Introduire UNITE DE MESURE (INCH/MM) et

déplacer le curseur sur le champ TYPE.
Type OUTIL

Appuyer sur la softkey TYPES OUTILS. Dans la liste, sélectionner le type souhaité et confirmer avec ENTER.
Ouvrir les tableaux d'outils
Avant de commencer une opération d'usinage, sélectionnez dans le tableau d'outils celui qui est destiné à l'usinage. Lors de l'usinage avec les corrections d'outils, le ND 780 tient compte alors des caractéristiques mémorisées de l'outil.
Appel d'outil
Outil
Appuyez sur la softkey UTIL.
NUMERO D'OUTIL

Avec la touche EN HAUT/EN BAS, naviguer dans les outils disponibles (1-16). Sélectionner l'outil besoin avec le curseur.

Vérifier si le bon outil a été appelé et quitter la saisie avec la touche C.
Softkey point d'origine
Les points d'origine déterminant la relation entre les positions des axes et les valeurs d'affichage.
Les points d'origine se définissant le plus simplement avec les fonctions de palpage du ND 780 - indépendamment du fait que la pièce soit tangente avec un palpeur ou avec un outil.
Naturellement et de manière conventionnelle, vous pouvez tangenter une face de la pièce l'une après l'autre avec un outil, puis définir la position de l'outil comme point d'origine (cf. exemples aux pages suivantes).
Jusqu'à 10 points d'origine peuvent être mémorisés dans le tableau de points d'origine. Ceci permet d'éviter la plupart des calculs de déplacement lorsque vous travaillez avec plusieurs points d'origine figurant sur des plans compliqués.
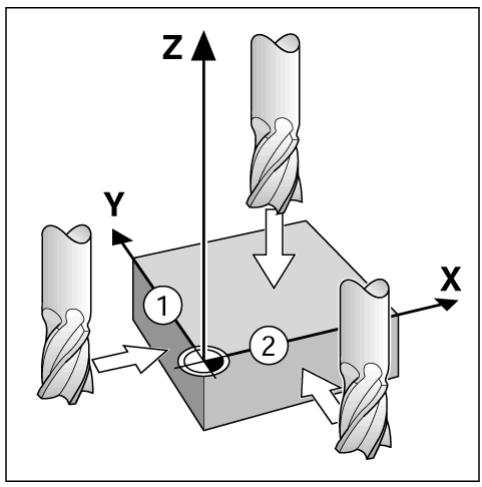
Définir un point d'origine sans fonction de palpage
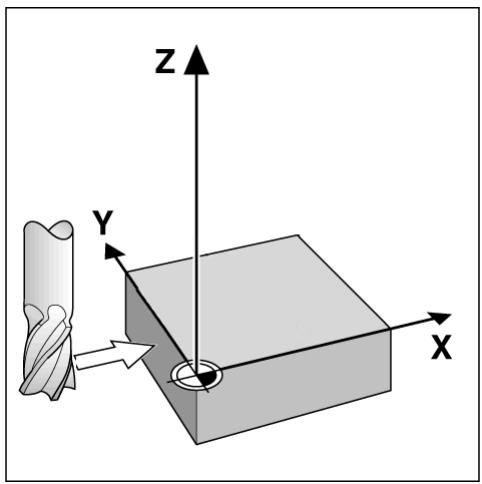
Diamètre d'util. : D = 3 mm
Ordre des axes lors de l'initialisation pour cet exemple : X - Y - Z
Préparation : définir l'outil actif qui servira à l'initialisation du point d'origine.
| POINT D'ORIGINE | Appuyer sur la softkey POINT D'ORIGINE. |
| Le curseur est maintainant sur le champ NUMERO PT D'ORIGINE. | |
| Introduire le numéro du point d'origine et déplacer le curseur sur le champ AXE X avec la touche fléchée EN BAS. | |
| Tangenter l'arête 1 de la piece. | |
| INIT. PT D'ORIGINE EN X | |
| - 1 - 5 | Introduire la position du centre de l'outil (X = -1,5 mm) et déplacez le curseur sur le champ AXE Y avec la touche fléchée EN BAS. |
| Tangenter l'arête 2 de la piece. | |
| INIT. PT D'ORIGINE EN Y | |
| - 1 - 5 | Introduire la position du centre de l'outil (Y = -1,5 mm) et Appuyez sur la touche EN BAS. |
| Tangenter le haut de la piece. | |
| INITIALISER POINT D'ORIGINE Z = +0 | |
| 0 | Introduire la position de la pointe de l'outil (Z = 0 mm) pour prendre en compte la coordonnée Z du point d'origine. Confirmer avec ENTER. |
| INIT. PT D'ORIGINE NUMERO PT D'ORIGINE 1 | X 0.000 Y 0.000 Z 0.000 |
| POINT D'ORIGINE X -1.500 Y -1.500 Z 0 | Introduire nouvel. position eff. de l'outil ou appuyer sur PALPAGE. |
| PALPAGE | CALCULA- TRICE AIDE |
Fonctions de palpage pour l'initialisation du point d'origine
La visualisation de cotes accepte le palpeur électronique d'arête 3D KT 130 HEIDENHAIN à raccorder à l'entrée X10.
Le ND 780 accepte en plus un palpeur d'arête (commutation à la masse) que l'on raccorde à l'arrière de l'appareil au moyen d'une fiche jack phono 3.5 mm. Les deux palpeurs d'arêtes fonctionnent d'après le même principe.

Pendant la phase de palpage, le ND 780 gèle l'affichage de la position de l'arête, de la ligne médiane ou du centre du cercle.
Pour les fonctions de palpage, la visualisation de cotes dispose des softkeys suivantes :
Arête de la pièce comme ligne de référence : ARETE Ligne médiane entre deux arêtes de la pièce : LIGNE MEDIANE Centre d'un trou ou d'un cylindre : CENTRE DE CERCLE
Dans toutes les fonctions de palpage, le ND 780 tient compte du diamètre de la tige de palpage introduit.
Appuyez sur la touche C quand vous souhaitez interrompre une fonction de palpage en cours.
Initialiser le point d'origine avec le palpeur d'arête

Avant d'exécuter la fonction de palpage, vous devez tout d'abord introduire les dimensions du palpeur dans le menu PARAMETRER USINAGE (cf. "Paramètres des menus PARAMETRER USINAGE" à la page 27). Les caractéristiques du palpeur sont sauvegardées même après une coupure d'alimentation.

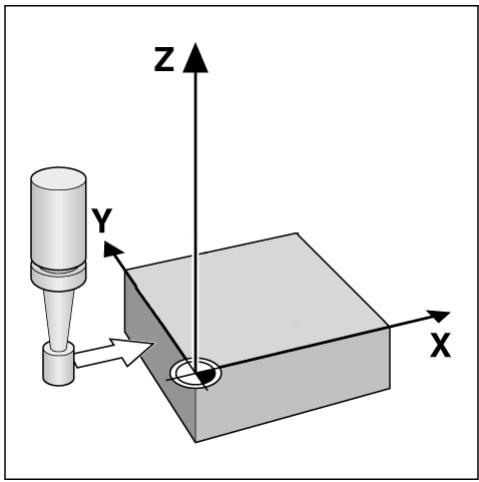
Palper les arêtes de la pièce et initialiser le coin comme point d'origine.
Axe du point d'origine: X = 0 mm
Y=0mm
Les coordonnées d'un point d'origine peuvent être déterminées en palpant les arêtes ou les surfaces supérieures et en les enregistrant comme points d'origine.
Point d'origine
Appuyer sur POINT D'ORIGINE.

Introduire le numéro du point d'origine et déplacer le curseur sur le champ AXE X avec la touche fléchée EN BAS.
Appuyer sur la softkey PALPAGE.
Appuyer sur la softkey ARETE.
PALPER dans l'axe x

Déplacer le palpeur d'arêtes vers la face de la pièce jusqu'à ce que la LED du palpeur s'allume.

Dégager le palpeur de l'arête de la pièce.
Introduire la valeur pour x + 0

La visualisation de cotes propose la valeur 0 par défaut. Introduire la coordonnée souhaitée pour l'arête de la pièce, ex. X = 0 mm et

Appuyez sur la touche EN BAS.
Appuyer sur la softkey ARETE.
PALPER dans l'axe y

Déplacer le palpeur d'arêtes vers la face de la pièce jusqu'à ce que la LED du palpeur s'allume.

Dégager le palpeur de l'arête de la pièce.
| INIT. PT D'ORIGINE |
| —NUMERO PT D'ORIGINE—0 |
| POINT D'ORIGINE |
| X |
| Y |
| Z |
| X | 0.000 |
| Y | 0.000 |
| Z | -20.000 |
| Tangenter l'arête ou appuyer sur MEMORISER. |

MEMORISER
AIDE

Le ND 780 propose comme coordonnée la valeur 0. Introduire la coordonnée souhaitée de l'arête de la pièce, par ex. Y = 0 mm et initialiser la coordonnée comme point d'origine pour cette pièce.
Confirmer avec ENTER.
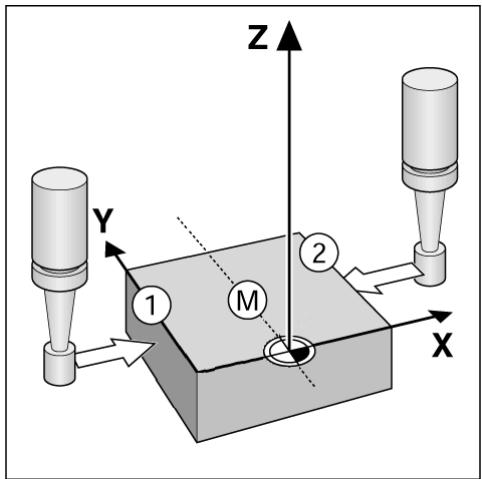
Initialiser comme ligne de référence une ligne médiane entre deux arêtes de la pièce
La position de la ligne médiane M est définie par palpage des arêtes 1 et 2.
La ligne médiane est parallèle à l'axe Y.
Coordonnée souhaitée de la ligne médiane: X = 0 mm

Avec la fonction LIGNE MEDIANE, le ND 780 affiche dans la boîte de dialogue la distance entre les deux arêtes.
Point d'origine
Appuyer sur POINT D'ORIGINE.

Appuyer sur la touche fléchée EN BAS.
Appuyer sur palpage.
Appuyer sur LIGNE MEDIANE.
1. PALPER L'arete en x

Déplacer le palpeur vers l'arête 1 de la pièce jusqu'à ce que la LED du palpeur s'allume.
2. PALPER L'arete en x

Déplacer le palpeur vers l'arête 2 de la pierce jusqu'à ce que la LED du palpeur s'allume. La visualisation de cotes affiche la distance entre les deux arêtes dans la boîte de dialogue.

Dégager le palpeur de l'arête de la pierce.
B:1|H:1|V:0|O:00|MM|L△|INIT.
| INIT. PT D'ORIGINE | X 70.000 Y 0.000 Z 0.000 | X Y Z | |
| —NUMERO PT D'ORIGINE— 1 | |||
| —POINT D'ORIGINE— X 0 Y 0.000 Z | Sélectionner la fonction de palpage. | Y Z | |
| ARETE | LIGNE MEDIANE | CENTRE DE CERCLE | AIDE |
Introduire la VALEUR pour x

Saisir la coordonnée (X = 0mm); valider la ligne médiane comme ligne de référence confirmer avec ENTER.
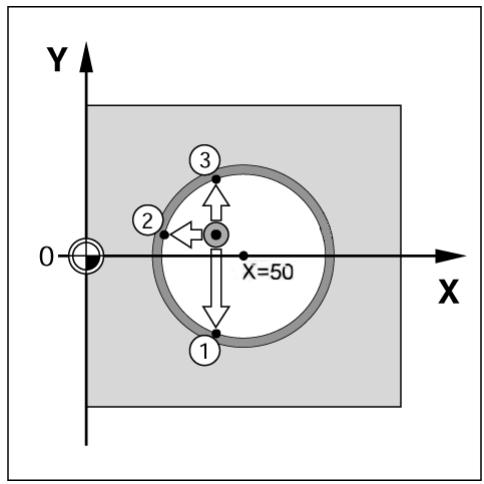
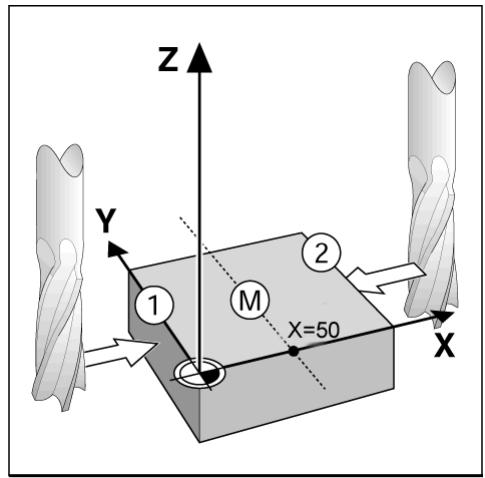
Exemple : palper le centre d'un trou avec le palpeur d'arête et définir un point d'origine à 50 mm du centre du cercle.
Coordonnée X du centre du cercle : X = 50 mm
Coordonnée Y du centre du cercle : Y = 0 mm
Point d'origine
Appuyer sur POINT D'ORIGINE.

Appuyer sur la touche fléchée EN BAS.
Appuyer sur PALPAGE.
CENTRE de CERCLE
Appuyer sur CENTRE DE CERCLE.

Déplacer le palpeur au premier point 1 à l'intérieur du trou jusqu'à ce que la LED du palpeur s'allume.

À l'aide du palpeur d'arêtes, palper deux autres points du trou, tel qu'indiqué ci-dessus. Pour cela, le mode opératoire apparaît à nouveau dans l'écran. Le diamètre calculé est affiché dans la boîte de dialogue.
Introduire la première coordonnée (X = 50 mm) et

Appuyer sur la touche fléchée EN BAS.
Introduire le CENTRE y y = 0

Prendre en compte la coordonnée Y = 0 mm et confirmer avec ENTER.
B:1|W:5|U:0|O:00|MM|L△|INIT.
| INIT. PT D'ORIGINE —NUMERO PT D'ORIGINE 1 | X 0.080 Y 0.000 Z -50.000 |
| —POINT D'ORIGINE X Y Z | Sélectionner la fonction de palpage. |
| ARETE | LIGNE MEDIANE | CENTRE DE CERCLE | AIDE |
Palpage avec un outil
Toutefois, même si pour définir les points d'origine, vous utilisez un outil ou un palpeur mécanique, vous pouvez exploiter les fonctions de palpage du ND 780.
Préparation : définir l'outil actif qui servira à l'initialisation du point d'origine.
Exemple: Palper l'arête de la pièce et initialiser cette arête comme ligne de référence
Axe du point d'origine: X = 0 mm
Diamètre d'outil: D = 3 mm
POINT D'ORIGINE
Appuyer sur POINT D'ORIGINE.

Avec la touche fléchée EN BAS, déplacez le curseur sur le champ AXE X.
PALPAGE
Appuyer sur la softkey PALPAGE.
ARETE
Appuyer sur la softkey ARETE.
| INIT. PT D'ORIGINE | X 0.000 Y 0.000 Z -20.000 | |
| —NUMERO PT D'ORIGINE— | ||
| —POINT D'ORIGINE— | Sélectionner la fonction de palpage. | |
| X Y Z | ||
| ARETE | LIGNE MEDIANE | CENTRE DE CERCLE |
PALPER dans l'axe x

Tangenter l'arête de la pièce.
Mémoriser la position de l'arête de la pièce avec la softkey NOTE. La softkey NOTE présente l'avantage de déterminer les caractéristiques de l'outil en tangentant la pièce lorsque l'on ne dispose pas d'un palpeur d'arêtes. Pour éviter de perdre la position lors du dégagement de l'outil, appuyer sur la softkey NOTE pour mémoriser la valeur pendant que l'outil tangente l'arête de la pièce. Le diamètre de l'outil utilisé (T:1, 2...) ainsi que la direction du déplacement de l'outil seront pris en compte avant l'appui sur la softkey NOTE.

Dégager l'outil de l'arête de la pièce.
Introduire la VALEUR pour x

Introduire la coordonnée de l'arête
Confirmer avec ENTER.
Softkey PRESEL. VALEUR
La fonction PRESEL. VALEUR permet de définir la position suivante à laquelle l'outil doit être positionné. Dès l'introduction de la nouvelle position nominale, l'affichage commute en mode chemin restant et affiche le chemin restant à parcourir pour aller de la position actuelle à la position nominale. Pour atteindre la position nominale souhaitée, il suffit de déplacer la table jusqu'à ce que l'affichage soit à zéro. Vous pouvez indiquer la position nominale en valeur absolue (par rapport au point zéro actuel) ou en valeur incrémentale (par rapport à la position actuelle).
Avec la fonction PRESEL. VALEUR, vous pouvez aussi indiquer de quel côté sera usinée la pièce à la position nominale. La softkey R+/- du masque de saisie PRESEL. VALEUR permet de définir le décalage qui affectera le déplacement. Avec R+, le centre de l'outil actif est décalé d'une valeur positive du rayon de l'outil, ce qui correspond à un allongement de la course. Avec R-, le centre de l'outil actif est décalé d'une valeur négative du rayon de l'outil, ce qui correspond à un raccourcissement de la course. Pour la valeur du chemin restant, la fonction R+/- tient compte automatiquement du diamètre de l'outil.
Initialiser la valeur absolue
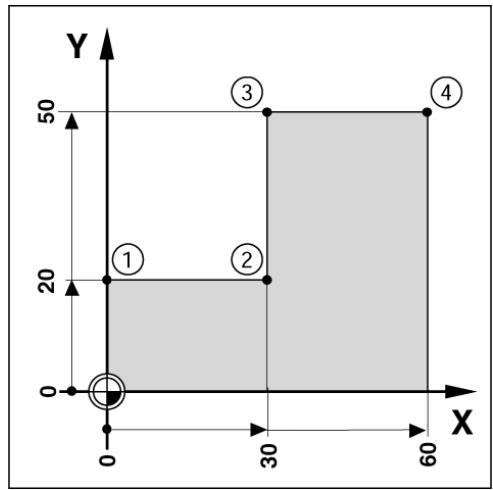
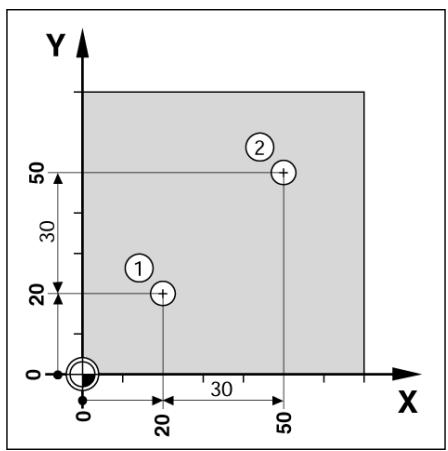
Exemple : fraisage d'un épaulement par „décomptage vers zéro“ avec positions absolues.
Les coordonnées sont introduites en valeurs absolues, le point d'origine correspond au point zéro de la pièce.
Point 1: X = 0mm / Y = 20mm
Point 2: X = 30mm / Y = 20mm
Point 3: X = 30mm / Y = 50mm
Point 4: X = 60mm / Y = 50mm

Si vous désirez appeler une nouvelle fois la dernière valeur préselectionnée pour un axe donné, il vous suffit d'appuyer sur la softkey INITIALISER VALEUR, puis sur la touche d'axe correspondante.
Préparation :
Sélectionnez l'outil choisi. Positionnez l'outil de manière judicieuse (par ex. X = Y = -20 mm). Déplacez l'outil à la profondeur de fraisage.
PRESEL. VALEUR
Appuyer sur la softkey PRESEL. VALEUR.
Appuyer sur la touche d'axe Y.
INIT. BAZ
Appuyer sur la softkey INIT./RAZ pour activer le mode INIT.

Appuyer sur la touche d'axe Y.
Position nominale
Saisir la position nominale du point 1: Y = 20mm et
R+/-
Choisir la correction du rayon d'outil R+ avec la softkey R+/-. Appuyer sur la softkey jusqu'à ce que R+ apparaisse à droite de la valeur de l'axe.
ENTER
Confirmer avec ENTER.

Déplacer l'axe Y en décomptant à la valeur zéro. Le petit carré du curseur graphique de positionnement est centré entre les deux marques.
PRESEL. VALEUR
Appuyer sur la softkey PRESEL. VALEUR.

Appuyer sur la touche d'axe X.
INIT. RAZ
Appuyer sur la softkey INIT./RAZ pour activer le mode INIT.

Appuyer sur la touche d'axe X.
| PRESEL. VALEUR |
| -PRESEL. VALEUR |
| X 20.000 R+Y 10 R-Z |
| X | 0.000 |
| Y | 0.000 |
| Z | -20.000 |
Introduire pos. nom., sélection type coordon. et corr. outil.

R+/-
CALCULA-TRICE
AIDE
Position nominale

Saisir la position nominale du point 2: X = +30 mm et,
Choisir la correction du rayon d'outil R- avec la softkey R + / -. Appuyer sur la softkey jusqu'à ce que R- apparaisse à droite de la valeur de l'axe.

Confirmer avec ENTER.

Déplacer l'axe X en décomptant à la valeur zéro. Le petit carré du curseur graphique de positionnement est centré entre les deux marques.

Appuyer sur la softkey PRESEL. VALEUR.
Appuyer sur la touche d'axe Y.

Appuyer sur la softkey INIT./RAZ pour activer le mode INIT.
Appuyer sur la touche d'axe Y.
Position nominale



Saisir la position nominale du point 3: Y = +50 mm et,
Choisir la correction du rayon d'outil R+ avec la softkey R +/- et appuyer jusqu'à ce que R+ apparaisse à droite de la valeur de l'axe.
Confirmer avec ENTER.

Déplacer l'axe Y en décomptant à la valeur zéro. Le petit carré du curseur graphique de positionnement est centré entre les deux marques.
PRESEL. VALEUR
Appuyer sur la softkey PRESEL. VALEUR.

Appuyer sur la touche d'axe X.
INIT. RAZ
Appuyer sur la softkey INIT./RAZ pour activer le mode INIT.

Appuyer sur la touche d'axe X.
Position nominale



Saisir la position nominale du point 4: X = +60 mm et,
Choisir la correction du rayon d'outil R+ et confirmer avec ENTER.

Déplacer l'axe X en décomptant sur la valeur zéro. Le petit carré du curseur graphique de positionnement est centré entre les deux marques.
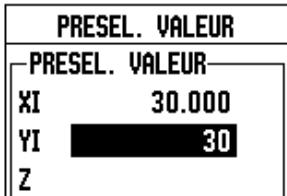
Initialiser la valeur incrémentale
Exemple: Perçage par „déplacement vers zéro“ avec positionnement incrémental.
Introduisez les coordonnées en valeurs incrémentales. L'incrémental est signalé dans l'écran par le caractère I devant l'axe. Le point d'origine est le point zéro pièce.
Trou 1 à X = 20 mm / Y = 20 mm
Distance du trou 2 par rapport au trou 1: XI = 30 ~mm / YI = 30 ~mm
Profondeur de perçage: Z = -12 mm
Mode de fonctionnement : Chemin restant
Position nominale
PRESEL. VALEUR
Appuyer sur la softkey PRESEL. VALEUR.

Appuyer sur la touche d'axe X.
INIT. RAZ
Appuyer sur la softkey INIT./RAZ pour activer le mode INIT.

Appuyer sur la touche d'axe X.

Introduire la position nominale du trou 1: X = 20 mm et vérifier que la correction du rayon d'outil ne soit pas active.

Appuyer sur la touche fléchée EN BAS.
Position nominale

Introduire la position nominale du trou 1: Y = 20 mm et vérifier que la correction du rayon d'outil ne soit pas active.

Appuyer sur la touche fléchée EN BAS.
Position nominale

Introduire la position nominale pour la profondeur de perçage :
Z = -12 ~mm. Confirmer avec ENTER.

Percez le trou 1 : déplacez les axes X, Y et Z à la valeur d'affichage zéro. Le petit carré du curseur graphique de positionnement est centré entre les deux marques.
Dégager le foret.
B:0|H:1|V:0|0:00|MM|△|INIT.
X 0.000 Y 0.000 Z -20.000
Introduire pos. nom., sélection type coordon. et corr. outil.
XYZ
R + / - CALCULATRICE AIDE
Position nominale
PRESEL. VALEUR
Appuyer sur la softkey PRESEL. VALEUR.

Appuyer sur la touche d'axe X.
INIT. RAZ
Appuyer sur la softkey INIT./RAZ pour activer le mode INIT.

Appuyer sur la touche d'axe X.


Introduisez la position nominale du trou 2: X = 30 mm,
Spécifiez la donnée en tant que cote incrémentale avec la softkey I.
Confirmer avec ENTER.

Appuyer sur la touche d'axe Y.
Position nominale


Saisir la position nominale du point 2: Y = 30mm et spécifiez la donnée en tant que cote incrémentale avec la softkey I.
Confirmer avec ENTER.

Déplacez les axes X et Y à la valeur d'affichage zéro. Le petit carré du curseur graphique de positionnement est centré entre les deux marques.
PRESEL. VALEUR
Appuyez sur la softkey PRESEL. VALEUR.

Appuyez sur la touche de l'axe Z.
Position nominale
Confirmer avec ENTER (la dernière valeur présélectionnée sera utilisée).

Percez le trou 2 : Déplacez l'axe Z à la valeur d'affichage zéro. Le petit carré du curseur graphique de positionnement est centré entre les deux marques. Dégager le foret.
Softkey 1/2
La softkey 1/2 dans l'écran permet de déterminer la milieu (ou le centre) de la course entre deux positions situées sur l'axe choisi de la pièce. Ceci est possible aussi bien en mode valeur effective qu'en mode chemin restant.

En mode de fonctionnement valeur effective, cette fonction modifie les positions des points d'origine.
Exemple : déterminer le centre sur un axe sélectionné
Valeur en X: X = 100 mm
Centre:50mm

Déplacer l'outil au premier point.
Avec la softkey INIT./RAZ, besoin RAZ.
Decompter vers ZERO et se deplacer au deuxième point
Appuyer sur la touche d'axe X et

- Aller au point 2
Appuyer sur 1/2 et se deplacer a ZERO
1/2
Appuyer sur la softkey 1/2, sur la touche d'axe X et se déplacer à la valeur d'affichage zéro. Le point de centre est ainsi déterminé.
Fonctions spéciales (fraisage)
La softkey FONCTION ouvre les options de fraisage, motifs circulaires, motifs linéaires, fraisage oblique et fraisage d'arc.
Avec le ND 780, l'utilisateur peut définir un modèle pour chacune de ces fonctions. Par la suite, elles peuvent être rappelées et exécutées à partir du mode d'affichage POS ou à partir d'un programme.
Les softkeys suivantes sont disponibles dans le tableau des fonctions spéciales de fraisage.
| Fonction | Softkey |
| Appel du masque de motif circulaire. | MOTIF CIRCULAIR |
| Appel du masque de motif linéaire. | MOTIF LINEAIRE |
| Appel du masque de FRAISAGE OBLIQUE. | FRAISAGE OBLIQUE |
| Appel du masque de FRAISAGE ARC. | FRAISAGE ARC |
Avec les fonctions MOTIF CIRCULAIRE et MOTIF LINEAIRE, plusieurs motifs de trous peuvent être calculés et exécutés. Les fonctions FRAISAGE OBLIQUE et ARC vous permettent de fraiser un contour oblique (Fraisage oblique) ou un arc de cercle (Fraiser un arc) sur une machine conventionnelle.

Une fois que les motifs de trous, circulaire, linéaire et arcs ont été définis, ils restent sauvegardés même après la mise hors tension de l'appareil.
Motif circulaire et linéaire (fraisage)
Ce chapitre décrit les fonctions des motifs circulaires et linéaires.
En mode de fonctionnement CHEMIN RESTANT, sélectionnez par softkey la fonction de motifs de trous souhaitée et saisissez les données requises. En règle générale, vous pouvez recueillir sans aucun problème ces données à partir du plan de la pièce (par exemple, profondeur de perçage, nombre de trous, etc.).
Le ND 780 calcule la position de tous les percages et affiche à l'écran le motif de trous sous forme graphique.
Appuyer sur la softkey FONCTION, pour créer un motif de trous ou exécuter un motif de trous existant. Sélectionnez le motif de trous souhaité. Introduire les nouvelles données ou utilisez les précédentes en appuyant sur la touche ENTER.
Softkeys disponibles dans le masque de saisie :
| Fonction | Softkey |
| Choix du motif de trou. | GRILLE CADRE |
| Retour au trou précédent | TROU PRECEDENT |
| Verifier la position actuelle de l'outil. | MEMORISER |
| Utiliser la calculatrice dans le masque de saisie. | CALCULA- TRICE |
| Informations supplémentaires sur la fonction de fraisage. | AIDE |
Softkeys du programme :
Les softkeys suivantes sont disponibles pendant le déroulement du programme.
| Fonction | Softkey |
| Retour au trou précédent | TROU PRECEDENT |
| Se positionner au prochain trou | TROU SUIVANT |
| Terminer le perçage | FIN |
| Commuter de l'affichage des positions incrémentales et absolues à l'affichage graphique. | VUE |
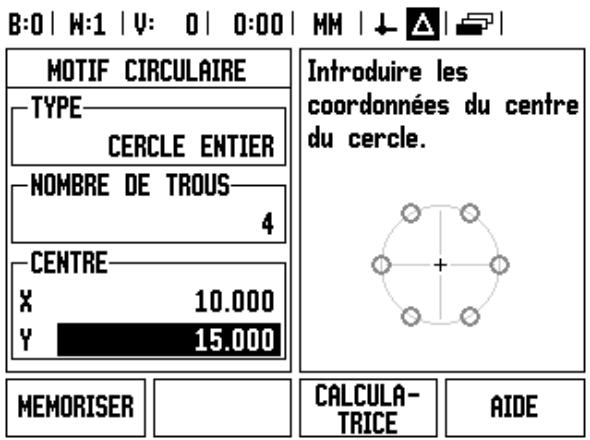
Softkey MOTIF circulaire
Données nécessaires :
Type de motif circulaire (cercle entier ou arc de cercle) Nombre de trous Centre (centre du motif circulaire dans le plan du motif circulaire) Rayon (rayon du motif circulaire) Angle initial (angle du 1er trou du cercle de trous) L'angle initial est l'angle compris entre l'axe de référence et le premier trou. - Incrément angulaire (optionnel : uniquement avec un arc de cercle). - L'incrément angulaire est l'angle entre les trous. - Un incrément angulaire négatif permet un déplacement dans les sens horaire. Profondeur (profondeur de perçage dans l'axe d'outil)
Le ND 780 calcule les coordonnées des perçages que vous positionnez simplement par „décompte vers zéro".
Exemple : introduire le cercle de trous et exécuter.
Nombre de trous : 4
Coordonnées du centre: X = 10 mm / Y = 15 mm
Rayon du motif circulaire : 5 mm
Angle initial : (angle compris entre l'axe X et le premier trou)
Profondeur de perçage: Z = -5 mm
1. Étape : introduire les données
FUNCTION
Appuyer sur la softkey FONCTION.
MOTIF CIRCULAIR
Appuyer sur la softkey MOTIF CIRCULAIR.
TYPE DE MOTIF
Introduire le type de motif circulaire (cercle entier). Déplacer le curseur sur le prochain champ.
NOMBRE DE TROUS
Introduire le nombre de trough (4).
CENTRE DE CERCLE
Introduire la coordonnée X et Y du centre du motif circulaire.
(X = 10), (Y = 15). Déplacer le curseur sur le prochain champ.
RAYON
Introduire le rayon du motif circulaire (5).
ANGLE INITIAL
Introduire l'angle initial (25^)
INCREMENT ANGULAIRE
9 0
Introduisez l'incrément angulaire (90^), éditable seulement si vous introduisez un arc de cercle.
B:0|H:1|V:0|0:00
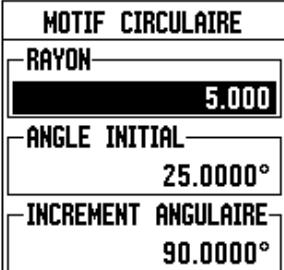
HH |↓△|
Introduire le rayon du motif circulaire.
CALCULA-TRICE
AIDE
B:0|H:1|V:0|0:00
TROU1/4
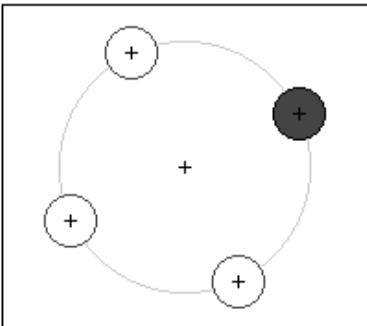
VUE
TROU PRECEDENT
TROU SUIVANT
FIN
X -14.530 Y -17.115 Z 5.000
Déplacer d'abord (X, Y) à 0,0, puis Z à 0,0.
Profondeur


Si nécessaire, introduire la profondeur de perçage. L'introduction de la profondeur de perçage est optionnelle. Si cela n'est pas nécessaire,
Confirmer avec ENTER.
La softkey VUE permet de commuter entre trois écrons du motif de trous (Graphisme, Chemin restant et Positions absolues).
2. Étape : perçage

Se positionner sur le trou :
Déplacer les axes X et Y en décomptant à zéro.

Percer :
Décompter à zéro dans l'axe d'outil.

À l'issue du perçage, dégager l'outil dans l'axe d'outil.
TROU suivant
Appuyer sur la softkey TROU SUIVANT.
Exécuter tous les autres trous de la même manière.
Lorsque vous avez terminé d'exécuter le motif de trous, appuyez sur la softkey FIN.
Motif linéaire
Données nécessaires :
Type de motif linéaire (cadre de trough ou grille de trough) Premier trou (1er trou du motif de trous) - Nombre de trough par rangée de trough (nombre de trough sur chaque rangée) Écart entre les trous sur la rangée (distance ou décalage entre les différents trous de la rangée) Angle (angle d'inclinaison du motif de trous) Profondeur (profondeur de perçage dans l'axe d'outil) Nombre de rangées de trough (nombres de rangées du modèle) Écart entre les rangées de trough (distance entre chaque rangée)

Un motif linéaire peut, avec la saisie d'un écart négatif, devenir un motif en miroir et subir une rotation avec un angle de.
Exemple: introduire le motif linéaire et l'exécuter
Type de motif linéaire : grille de trou
Première coordonnée X du trou : X = 20 mm
Première coordonnée Y du trou : Y = 15 mm
Nombre de trous par rangée : 4
Ecart entre les trous : 10 mm
Angle d'inclinaison:
Profondeur de perçage: -2
Nombre de rangées : 3
Ecart entre les rangées : 12 mm
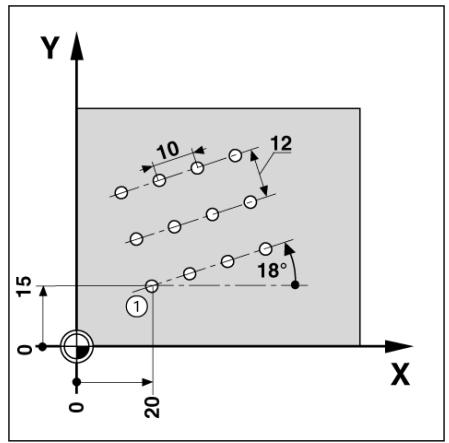
1. Étape : introduire les données
| FONCTION | Appuyer sur la softkey FONCTION. | B:0 | H:1 | V:0 | O:00 | MM | ↓A| |
| MOTIF LINEaire | Appuyer sur la softkey MOTIF LINEAIRE. | MOTIF LINEaire TYPE GRILLE DE TROUS 1ER TROU X 20.000 Y 15.000 TROUS PAR RANGEE 4 GRILLE CADRE |
| TYPE DE MOTIF | ||
| GRILLE CADRE | Introduire le type de motif linéaire (grille de trough). Déplacer le curseur sur le champ suivant. | |
| PREMIER TROU X ET Y | ||
| 2 0 1 5 | Introduire les coordonnées X et Y (X = 20), (Y = 15). Déplacer le curseur sur le champ suivant. | |
| TROUS PAR RANGEE | B:0 | H:1 | V:0 | O:00 | MM | ↓A| TROU1/12 | |
| 4 | Introduire le nombre de trough par rangée (4). Déplacer le curseur sur le champ suivant. | |
| ECART ENTRE TROUS | X -20.000 Y -15.000 Z 2.000 | |
| 1 0 | Introduire l'écart entre les troughs sur la rangée de trous (10). | Déplacer d'abord (X,Y) à 0,0 , puis Z à 0,0 . |
| ANGLE | VUE TROU PRECEDENT TROU SUIVANT FIN | |
| 1 8 | Introduire l'angle d'inclinaison (18°). | |
Profondeur


Si nécessaire, introduire la profondeur de perçage (-2). L'introduction de la profondeur de perçage est optionnelle.
NOMBRE De rangees

Introduire le nombre de rangées (3).

Introduire l'écart entre les rangées, confirmer avec ENTER.
Appuyer sur la softkey VUE si vous désirez afficher le graphisme.
2. Étape : perçage

Se positionner sur le trou :

Percer :
Décomposer à zéro dans l'axe d'outil.

TROU suivant
Appuyer sur la softkey TROU SUIVANT.
Exécuter tous les autres trough de la même manière. Lorsque vous avez terminé d'exécuter le motif de trough, appuyez sur la softkey FIN.
Fraisage oblique et fraisage en arc de cercle
Ce chapitre décrit les fonctions de fraisage oblique et de fraisage d'un arc de cercle. Ces fonctions vous permettent de fraiser un contour oblique (Fraisage oblique) ou un arc de cercle (Fraisage d'un arc) sur une machine conventionnelle.
Ouvrir le masque de saisie du fraisage oblique ou sur un arc de cercle en appuyant sur la softkey FONCTION puis sur la softkey FRAISAGE OBLIQUE ou FRAISAGE ARC.
Appuyer sur la softkey FONCTION, pour créer un motif de trous ou exécuter un motif de trous existant. Appuyez sur la softkey FRAISAGE OBLIQUE ou FRAISAGE ARC. Introduire les nouvelles données ou utilisez les précédentes en appuyant sur la touche ENTER.
Softkeys disponibles dans le masque de saisie :
| Fonction | Softkey |
| Sélectionner le plan de fraisage | PLAN [XY] |
| Utiliser la calculatrice dans le masque de saisie. | CALCULA- TRICE |
| Informations supplémentaires sur la fonction de fraisage. | AIDE |
| Verifier la position actuelle de l'outil. | MEMORISER |
Softkeys du programme :
Les softkeys suivantes sont disponibles pendant le déroulement du programme.
| Fonction | Softkey |
| Sélectionner l'affichage POS incrémental ou absolu ou bien la vue du contour. | VUE |
| Retour à la passer précédente. | PASSE PRECED. |
| Aller à la passer suivante. | PASSE SUIVANTE |
| Achever l'opération de fraisage. | FIN |
Données nécessaires :
Plan: le plan d'usinage Point de départ : début de ligne. Point final: fin de la ligne. ■ Incrément : distance de déplacement de l'outil entre chaque passée (optionnel). La valeur de l'incrément est définie en positif ou en négatif, selon la définition du point de départ ou du point final.
1. Étape : introduire les données
FRAISAGE OBLIQUE
Appuyer sur la softkey FRAISAGE OBLIQUE pour ouvrir le masque de saisie et introduire les données.
CHOIX DU PLAN
PLAN [XY]
Appuyer sur la softkey PLAN autant de fois que nécessaire pour que le plan correct ainsi que le graphique correspondant s'affichent.
POINT INITIAL
MEMORISER
Introduire les coordonnées du point milieu ou valider la position actuelle avec NOTE.
POINT FINAL
MEMORISER
Introduire les coordonnées du point final ou valider la position actuelle avec NOTE.
INIncrement
Introduire l'increment angulaire (option). L'increment angulaire est le pas en profondeur pour chaque salle le long de la droite.
B:0|H:1|V:0|0:00
| FRAISAGE OBLIQUE |
| —PLAN YZ |
| —POINT INITIAL Y 0.000 Z 0.000 |
PLAN [YZ]
MM|↓A
Sélectionner le plan avec PLAN.
AIDE
B:0|H:1|V:0|0:00
| FRAISAGE OBLIQUE | |
| -POINT FINAL- Y 5.000 Z 5.000 | |
| -INCREMENT- 0.5000 | |
| MEMORISER | |
HH | L △
Introduire le point final du fraisage oblique.
CALCULA- TRICE
Introduire le MOTIF de TROUS (options)
Appuyer sur ENTER pour exécuter le fraisage.

Appuyer sur C pour fermer la fonction et mémoriser d'autres applications.
Execution du MOTIF de TROUS
Confirmer avec la touche ENTER. La visualisation des cotes commute en mode incrémental et affiche la distance incrémentale par rapport au point initial.

Accoster le point initial et exécuter la plongée ou la première salle.
PASSE suivante
Appuyez sur la softkey PASSE SUIVANTE pour exécuter la passée suivante le long du contour.

L'affichage incrémental indique la distance à la passée suivante sur la droite.
Appuyer sur C pour fermer la fonction et memoriser d'autres applications.

La taille de l'incrément est optionnelle. Avec incrément = 0, l'opérateur de la machine décide du déplacement qu'il souhaite effectuer entre chaque passe pendant l'exécution.

Une fois que les motifs de trous ont été définis, ils restent mémorisés même après une mise hors tension de l'appareil.
Softkey fraisage ARC
Données nécessaires :
Plan : le plan d'usinage Point de centre : introduisez les coordonnées du centre de l'arc de cercle. Point initial : début de l'arc de cercle. Point final : point final de l'arc de cercle. ■ Incrément : distance de déplacement de l'outil entre chaque passée (optionnel).

Les arcs de cercle ne peuvent pas dépasser. L'incrément est défini en fonction de la définition des points de départ et d'arrivée.
1. Étape : introduire les données

Appuyer sur la softkey FRAISAGE ARC pour ouvrir le masque de saisie et introduire les données.
Choix du PLAN
Appuyer sur la softkey PLAN autant de fois que nécessaire pour que le plan correct ainsi que le graphique correspondant s'affichent.
Point de CENTRE

Introduire les coordonnées du point milieu ou valider la position actuelle avec NOTE.
Point initial

Introduire les coordonnées du point initial ou valider la position actuelle avec NOTE.


Introduire les coordonnées du point final ou valider la position actuelle avec NOTE.
Increment
Introduire l'increment angulaire (option). L'increment angulaire est le pas en profondeur pour chaque salle le long de la droite.
| FRAISAGE ARC | Sélectionner le plan avec PLAN. | |
| —PLAN—— XZ | ||
| —POINT DE CENTRE—— X 0.000 Z 0.000 | ||
| PLAN [XZ] | AIDE | |
| FRAISAGE ARC | Introduire le point initial de l'arc. | |
| -POINT INITIAL- | ||
| X -2.500 | ||
| Z 0.000 | ||
| -POINT FINAL- | ||
| X 0.000 | ||
| Z -2.500 | ||
| MEMORISER | CALCULA- TRICE AIDE | |
Introduire le MOTIF de TROUS (options)
Appuyer sur ENTER pour exécuter le faisage.

Appuyer sur C pour fermer la fonction et mémoriser d'autres applications.
Execution du MOTIF de TROUS
Confirmer avec la touche ENTER. La visualisation des cotes commute en mode incrémental et affiche la distance incrémentale par rapport au point initial.

Accoster le point initial et exécuter la plongée ou la première salle.
PASSE suivante
Appuyez sur la softkey PASSE SUIVANTE pour exécuter la passée suivante le long du contour.
L'affichage incrémental indique la distance à la passée suivante sur l'arc de cercle.

Appuyer sur C pour fermer la fonction et mémoriser d'autres applications.

La taille de l'incrément est optionnelle. Avec incrément = 0, l'opérateur de la machine décide du déplacement qu'il souhaite effectuer entre chaque passe pendant l'exécution.

Les masques de saisie pour le fraisage d'arc et ses données restent mémorisés même après une coupure d'alimentation de l'appareil.

La correction du rayon d'outil est active et elle tient compte du rayon de l'outil actuel. Si le plan sélectionné renferme l'axe d'outil, l'outil est considéré comme étant une fraise boule.
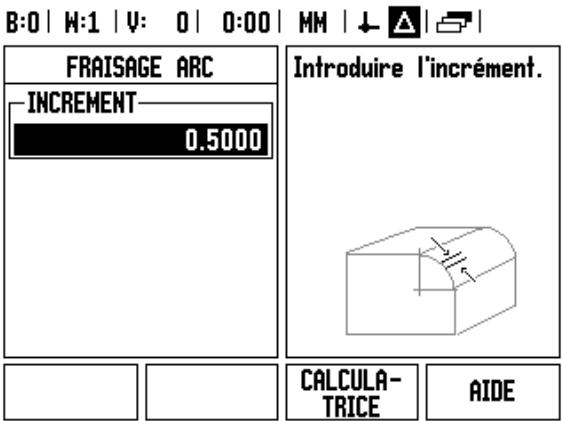
Pour suivre le contour, déplacez les deux axes par petits pas tout en conservant les positions X et Y aussi près que possible de zéro (0,0).
Si aucun incrément n'a été introduit, l'affichage incrémental indique always la distance par rapport au point le plus proche sur l'arc. La softkey VUE vous permet de besoin un des trois écrans disponibles (affichage POS incrémental, vue du contour et affichage POS absolu). La vue du contour affiche la position de l'outil dans le plan d'usinage. L'outil est positionné correctement si le réticule symbolisant l'outil se trouve sur la ligne qui représenté le contour. La réticule de l'outil reste toujours au centre du graphique. Lorsque la table de la machine est en mouvement, la ligne représentant le contour se déplace également. Avec la softkey FIN, vous arrêtez l'opération de fraisage.

Le sens de décalage de l'outil (R+ ou R-) dépend de la position de l'outil. L'opérateur doit aborder la face du contour dans la bonne direction pour que la correction d'outil soit correcte.
Description détaillée des fonctions softkeys
Ce chapitre décrit les fonctions disponibles exclusivement pour les opérations de tournage. Les fonctions des softkeys destinées aussi bien au fraisage qu'au tournage sont détaillées à partir de la Page 34.
Symboles pour le tournage
| Fonction | Symbole |
| Ce symbole indique que la valeur affichée est un diamètre. Si la valeur affichée est un rayon, aucun symbole ne s'affiche. | Ø |
Softkey OUTIL
Le ND 780 peut mémoriser le décalage de 16 outils. Si vous changez une pièce et définissez un nouveau point d'origine, tous les outils se réfèrent alors automatiquement à ce nouveau point d'origine.
Avant d'utiliser un outil, vous devez accorder son décalage (position de l'arête de coupe de l'outil). Pour introduire le décalage de l'outil, vous disposez des fonctions PRESELECTION/OUTIL ou NOTE/INIT.
Si vous mesurez vos outils sur un banc de préréglage d'outils, vous pouvez introduire directement le décalage d'outil.
Ouvrir le menu tableau d'outils :
Appuyer sur la softkey UTIL.
Le curseur va automatiquement sur le champ TABLEAU D'OUTILS.
Tableau d'outils

Sélectionner l'outil à définir. Confirmer avec ENTER.
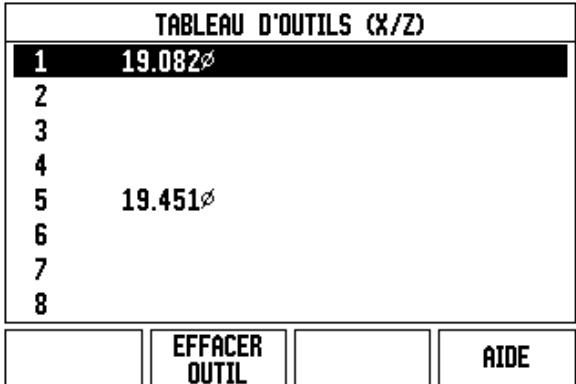
Les informations du tableau d'outils peuvent être importées ou exportées via le port USB.
Les softkeys IMPORT et EXPORT sont également présentes dans l'affichage du tableau d'outils. Avec IMPORT, un tableau d'outils est transmis d'un PC. Avec EXPORT, un tableau d'outils est transmis à un PC. Vous quitterez le processus avec la touche C.
Utilisation du tableau d'outils
Exemple : Introduire un décalage d'outil dans le tableau d'outils
Introduire le décalage d'outil avec preselection/outil
Avec la fonction PRESELECTION/OUTIL, vous déterminez le décalage d'un outil quand le diamètre de la pièce est connu.
B:0|W:1|V:0|0:00|MM|←A|
| TABLEAU D'OUTILS (X/Z) | |||
| 1 | 19.082% | ||
| 2 | |||
| 3 | |||
| 4 | |||
| 5 | 19.451% | ||
| 6 | |||
| 7 | |||
| 8 | |||
| IMPORT | EXPORT | AIDE | |
Déplacer l'axe X, et réaliser sur la pièce une passée à un diamètre connu.
OUTIL
Appuyer sur la softkey Outil. Déplacer le curseur sur le champ de l'outil à définir.
ENTER
Vérifier avec la touche ENTER.

Sélectionner l'axe (X).

Introduire la position de la pointe de l'outil, par ex. X = 20 mm.
Quand vous introduisez une valeur de diamètre, assurez-vous que le ND 780 soit bien en affichage diamètre (Ø).
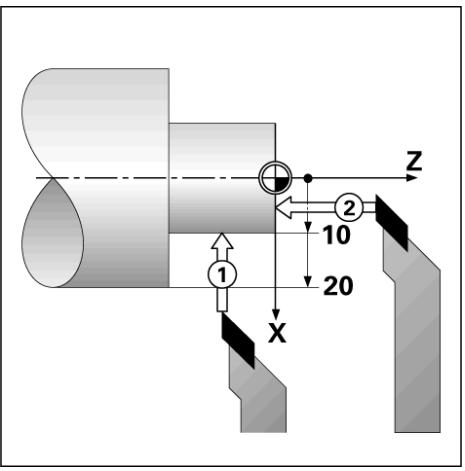
Tangenter la face de la pièce.

Déplacer le curseur sur le champ de l'axe Z.

Initialiser à zéro l'affichage de la position de la pointe de l'outil : Z = 0 et confirmer avec ENTER.
Introduire le décalage de l'outil avec la fonction note/init.
Avec la fonction NOTE/INIT., vous déterminez le décalage d'un outil en usinage quand le diamètre de la pièce est inconnu.
La fonction NOTE/INIT. est avantageuse pour déterminer les données de l'outil en tangentant la pièce. Pour ne pas perdre la valeur de position au moment où vous dégazez l'outil pour mesurer la pièce, vous pouvez mémoriser cette valeur de position avec la softkey NOTE.
Utiliser la fonction NOTE/INIT. :
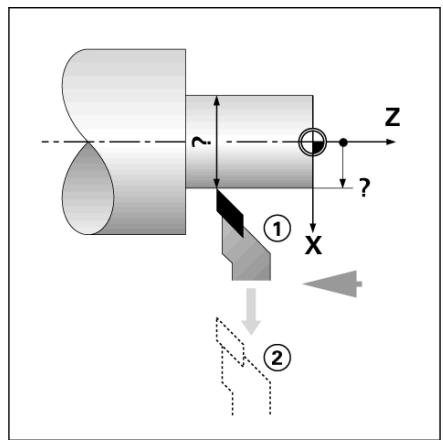
| OUTIL | Appuyer sur la softkey UTIL. Sélectionner l'outil souhaïté et valider avec ENTER. |
| Appuyer sur la touche d'axe X. |
| Exécuter une passée dans l'axe X. |
| MEMORISER | Appuyer sur la softkey NOTE pendant que l'outil est en cours d'asinage. |
| Dégager l'outil. |
| Arrêté la broche et mesure le diamètre de la piece. |
| 1 | 5 | Introduisez le diamètre ou le rayon mesuré, par ex. 15 mm et validez avec ENTER. |
Quand vous introduisez une valeur de diamètre, assurez-vous que le ND 780 soit bien en affichage diamètre (Ø).
| PRESELECTION/OUTIL | X 0.000 Z 0.000 | |
| OUTIL X 15 Z | Tangenter piece en X, appuyer sur MEMORISER ou introd. position outil. | |
| MEMORISER | AIDE | |
Softkey point d'origine
Informations de base : Cf. „Softkey Point d'origine" à la page 45 Les points d'origine déterminent la relation entre les positions des axes et les valeurs d'affichage. Dans la plupart des opérations de tournage, on dispose d'un seul point d'origine dans l'axe X (axe du mandrin) et il peut s'avérer utile de définir des points d'origine supplémentaires dans l'axe Z. Jusqu'à 10 points d'origine peuvent être mémorisés dans le tableau de points d'origine. Le plus simple pour initialiser les points d'origine est de tangenter la piece à un diamètre connu, puis d'introduire la valeur ainsi définie.
Exemple : Initialise le point d'origine pièce
Ordre pour l'initialisation dans cet exemple : X - Z
Préparation :
Appelez les données de l'outil destiné à tangenter la pièce.
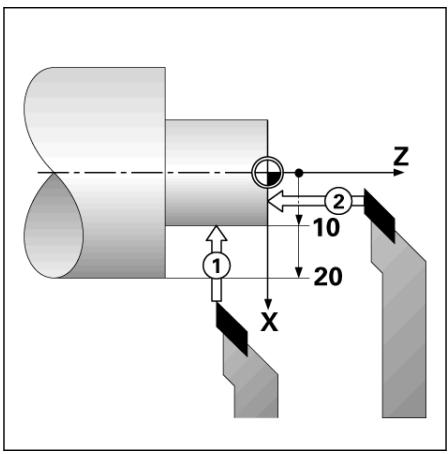
Point d'origine
Appuyer sur la softkey POINT D'ORIGINE.
Le curseur est maintenant sur le champ NUMERO PT D'ORIGINE.

Introduire le numéro du point d'origine et déplacer le curseur sur le champ AXE X avec la touche fléchée EN BAS.
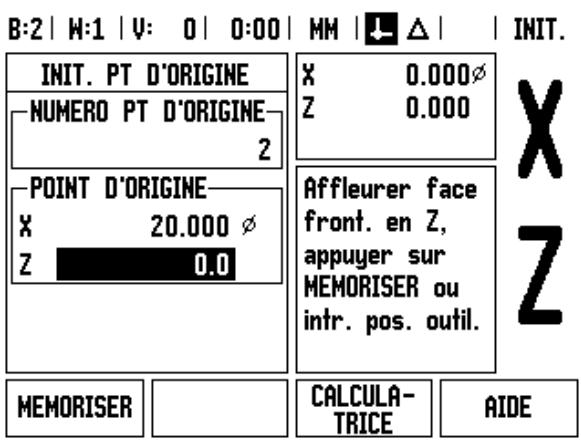

Tangenter la pièce au point 1.
INIT. point d'origine en x

Saisir le diamètre mesuré à cette position.

Quand vous introduisez une valeur de diamètre, assurez-vous que le ND 780 soit bien en affichage diamètre (Ø).
Déplacez le curseur sur le champ AXE Z avec la touche fléchée EN BAS.

Tangenter la pièce au point 2.
INIT. point d'origine en z

Saisir la position de la pointe de l'outil (Z = 0 mm) pour la coordonnée Z du point d'origine.
Confirmer avec ENTER.
Initialiser les points d'origine avec la fonction note/init.
La fonction NOTE/INIT. est préconisée pour initialiser un point d'origine quand vous ne connaissiez pas le diamètre de la pierce.
Utiliser la fonction NOTE/INIT. :
Point d'origine
Appuyer sur la softkey POINT D'ORIGINE.
Le curseur est maintenant sur le champ NUMERO PT D'ORIGINE.

Introduire le numéro du point d'origine et déplacer le curseur sur le champ AXE X avec la touche fléchée EN BAS.
Exécuter une passe dans l'axe X.
Appuyer sur la softkey NOTE pendant que l'outil est en cours d'usinage.
Dégager l'outil.
Arrêter la broche et mesurer le diamètre de la pierce.
Introduire le diamètre mesuré, par ex. 15 mm, et valider avec ENTER.
Quand vous introduisez une valeur de diamètre, assurez-vous que le ND 780 soit bien en affichage diamètre (Ø).
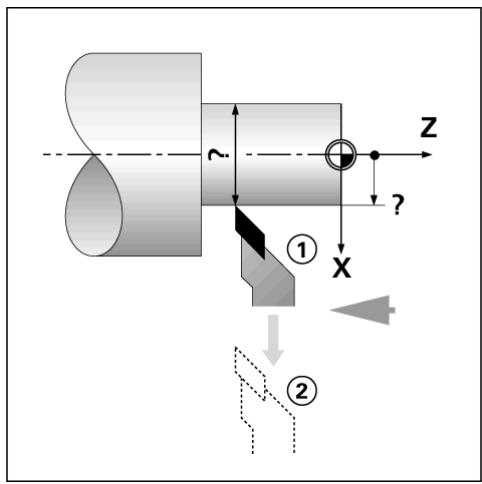
| INIT. PT D'ORIGINE —NUMERO PT D'ORIGINE 2 | X 0.000# Z 0.000 |
| —POINT D'ORIGINE X 15 Z | Introduire nouvelle position effective de l'util. |
| CALCULA- TRICE AIDE |
Softkey PRESEL. VALEUR
La fonction de la softkey PRESEL. VALEUR a déjà été expliquée dans ce manuel (Cf. „Softkey PRESEL. VALEUR" à la page 53). Les informations et les exemples du chapitre concerné se réfèrent aux opérations de fraisage. Les principes de base décrits restent valables pour les opérations de tournage, à l'exception de deux fonctions : corrections de rayon d'outil (R+/R-) et introduction de valeurs du diamètre et du rayon.
La correction de rayon d'outil ne peut pas être exploitée avec les outils de tournage. La softkey correspondante n'est donc pas disponible lors de la préselection des valeurs lorsque vous avez besoin de l'application tournage.
Pour les opérations de tournée, les valeurs peuvent être introduites en tant que valeurs de rayon ou de diamètre. Par conséquent, lorsque vous introduisez des valeurs, assurez-vous que la visualisation de cotes soit dans le mode d'affichage correct (rayon ou diamètre). Une valeur de diamètre est indiquée avec le symbole Ø. Pour commuter le mode d'affichage, utilisez la softkey RX (cf. ci-dessous).
Softkey RX (RAYON/DIAMETRE)
Sur les plans de pièces, les pièces de tournage sont généralement cотées en diamètre. Le ND 780 peut afficher soit le diamètre, soit le rayon. Pour l'affichage d'un axe au diamètre, le symbole (Ø) est affiché derrière la valeur de position.
Affichage du rayon, position 1X = 20mm
Affichage du diamètre, position 1 X = 0 40 mm
Pour commuter l'affichage du rayon au diamètre, appuyer sur la softkey Rx.
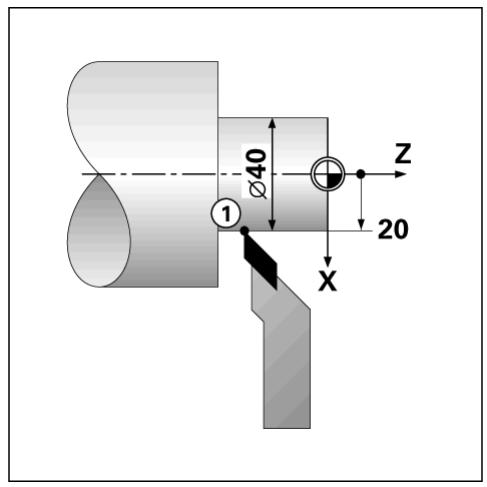
Cycle de filetage
Dans le ND 780, le cycle de filetage permet d'introduire les données pour créer facilement les fonctions de filetage sur un tour.

Le cycle de filetage nécessite le montage d'un capteur rotatif sur la vis maîtresse du tour pour le filetage. Le capteur rotatif doit être installé en tant que troisième axe de la visualisation de cotes.
Appuyez sur la softkey PARAMETRER SYSTEME pour ouvrir le masque de saisie du cycle de filetage. Marquer DEF. SYST. MESURE et FILETAGE.
Ce chapitre décrit les masques de saisie du cycle de filetage et ses fonctions. Le ND 780 contient un modèle utilisable par l'opérateur qui peut être à nouveau rappelé et exécuté à partir d'un programme ou du mode d'affichage POS.

Le modèle définit pour le filetage reste mémorisé même après une coupure d'alimentation de l'appareil.
Appuyez sur la softkey VUE pour pouvoir afficher la position actuelle de l'outil pendant l'utilisation.
Fonctions softkey
Les softkeys suivantes sont disponibles pour le cycle de filtagé.
| Fonction | Softkey |
| Appuyez sur la touche CYCLE FILETAGE, afin d'ouvoir les masques de saisie ou exécutez la fonction du cycle de filetage préprogrammée. | POINT D'ORIGINE |
| La touche AXE FILETAGE permet de désirer l'axe de la vis mère. | AXE FILETAGE |
| Appuyez sur la softkey PAS PAR INCH pour paramétrer le nombre de filets dans le masque de saisie du cycle de filetage. | FILETS PAR POUCE |
| Appuyez sur la softkey PAS EN MM pour paramétrer le pas du filt dans le masque de saisie du cycle de filetage. | PAS VIS EN MM |
| Appuyez sur la softkey PROFONDEUR pour paramétrer la profondeur du filt dans le masque de saisie du cycle de filetage. | PROFOND. |
| Appuyez sur la softkey NOMBRE pour paramétrer le nombre de passes du filt dans le masque de saisie du cycle de filetage au lieu de la profondeur de salle. | NÔMBRE |
| Appuyez sur la softmax PREMIÈRE PASSE pour exécuter la fonction du cycle de filetage. | PREMIÈRE PASSE |
| Appuyez sur la softmax PASSE SUIVANTE pour exécuter la passée suivante du cycle de filetage. | PASSE SUIVANTE |
| Appuyez sur la softmax LANCER PASSE pour exécuter la passée suivante du cycle de filetage. | LANCER PASSE |
| Appuyez sur la softmax PASSE PRECEDENTE quand une passée du cycle de filetage a été interrompue et qu'elle doit être réexécutée. | PASSE PRECED. |
| Appuyez sur la softmax PASSE FINITION quand cette fonction a été paramétrée pour une finition dans le masque de saisie du cycle de filetage | PASSE DE FINITION |
| Appuyez sur la softmax FIN pour terminer le cycle de filetage. | FIN |
| Appuyez sur la softmax VUE pour pouvoir afficher la position actuelle de l'outilpendant l'usinage. | VUE |
Masque de saisie du cycle de filtre :
Le masque de saisie du cycle de filetage s'ouvre quand vous appuyez sur la touche CYCLE FILETAGE de l'affichage principale (page 2).
Point initial : début du filetage. Point final : fin du filetage. Passes : introduire le nombre de passes. ■ Finition : introduire la profondeur de la passe de finition. - Files par pouce, ou pas en millimètre : pour le paramétrage files par pouce, introduire le nombre de files par pouce. Pour le paramétrage fil métrique, introduire le pas en millimètres.
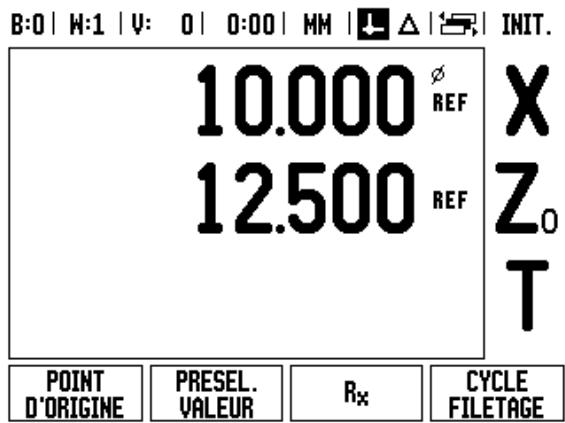
1. Étape : introduire les données

Positionnez l'outil sur chaque axe au point de départ de la passe et faites une remise à zéro des affichages de positions des axes X et Y.
Cette position est le diamètre extérieur pour un filetage extérieur dans l'axe X ou le diamètre intérieur pour un filetage intérieur. La position de l'axe Z est celle du début de la passe.

Appuyer sur la softkey CYCLE FILETAGE pour ouvrir le masque de saisie et introduire les données.
Les axes sont dans les mêmes modes que les axes de référence : rayon ou diamètre.
Point initial
X: Introduire les coordonnées du point initial tel que défini précédemment (0,0).
Habituellement, le point initial est 0, 0.

Appuyer sur la touche fléchée EN BAS.
Zo : Introduire les coordonnées du point initial tel que défini précédemment (0,0).
Habituellement, le point initial est 0, 0.

Appuyer sur la touche fléchée EN BAS.
Point FINAL
X: Introduire le diamètre pour la finition du cycle de filetage.
Pour un filetage extérieur, c'est le petit diamètre extérieur et pour un filetage intérieur, c'est le grand diamètre intérieur.

Appuyer sur la touche fléchée EN BAS.
Zo: Introduire le point final (longueur du filet).

Appuyer sur la touche fléchée EN BAS.
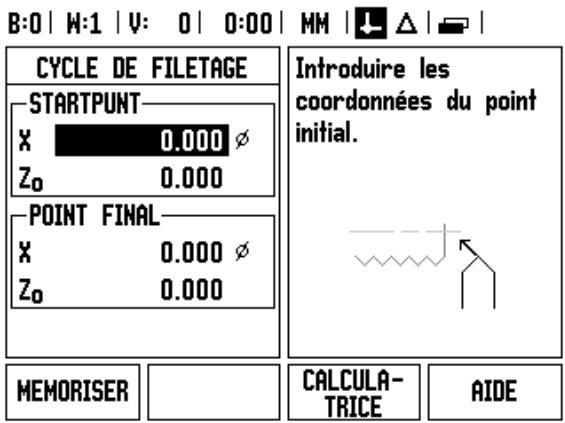
NOMBRE ou PROFONDEUR sont affichés.
Sélectionner le paramètre souhaité avec la softkey correspondante.
NOMBRE : introduire le nombre de passes, ou
PROFONDEUR : introduire la profondeur de passe standard.
PASSE de finition
PASSE DE FINITION (en option) : introduire la
profondeur de passe de finition ou ne rien introduire.
La passe de finition a lieu après les passes standards et est incluse dans la profondeur totale.
Appuyer sur la touche fléchée EN BAS.

Commuter avec la softkey de INCH à MM.
Introduire le nombre de filets par pouce (TPI) ou la valeur du pas en mm.
Les paramètres du cycle de filtre sont maintenant introduits. Confirmer avec ENTER pour exécuter le programme.
Appuyer sur C pour fermer le programme et revenir à l'affichage normal.
Finition


Introduire le nombre de passes standard.

Calculatrice
| CYCLE DE FILETAGE | |
| -PASSES | |
| NOMBRE | 0 |
| FINITION | ∅ |
| -FIELDS | |
| /POUCE | 0.000 |
| -FLANC | |
| EXTERNE | |
| PAS VIS EN MM | |
Introduire le nombre de filets par pouce (TPI).
Exécuter le programme du cycle de filtration
Les messages suivants s'affichent pendant que le déroulement du programme du cycle de filetage.
Positionner X et Z à 0, 0. Prêt à embrayer la vis mère. Débrayer lorsque X, Z = 0 Appuyer sur PREMIERE PASSE. Appuyer sur LANCER PASSE. Appuyer sur PASSE SUIVANTE. Embrayer la vis mère. Appuyer sur PASSE DE FINITION.
La barre d'affichage T indique la rotation de la vis mère par rapport à une marque fixe. Cette marque est définie lorsque la première passée est exécutée. Pour toutes les opérations suivantes de filetage, embrayer la vis mère lorsque la barre d'affichage se trouve au milieu du domaine marqué.

Ouvrir le masque de saisie avec la softkey CYCLE FILETAGE.
Appuyer sur ENTER pour démarrer le programme.

Il apparait le message „déplacer X, Z₀ à 0,0".
Décompter à zéro sur l'axe longitudinal.
Décompter à zéro sur l'axe transversal.
Il apparait le message „Appuyer sur PREMIERE PASSE".
B:0|H:1|V:0|0:00|MM|↓A|PASSE1/3
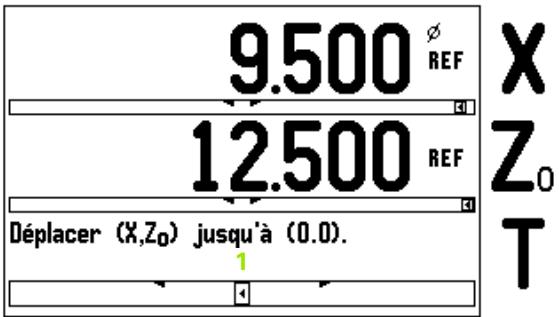
VUE
PREMIERE PASSE
FIN
| PREMIÈRE PASSE | Appuyer sur PREMIÈRE PASSE. Ne pas déplacer le chariot manuellement. Surveiller la visualisation de cotes et embrayer la vis mère pour la première passée avec le chiffre correspondant (paire ou impaire). Dans le cas d'une erreur de départ, débrayer la vis mère et dégager en même temps l'axe transversal. Appuyer sur la softkey PASSE PREC. pour recommencer. |
| PASSE PRECED. |
PASSES restantes

Garder la main sur le levier de débrayage aussi longtemps que le chariot se déplace. La VISUALISATION de cotes décompte.
Débrayer le levier et simultanément dégager l'avance transversale, lorsque L'AFFICHAGE est à 0,0 et que le message "débrayer le levier" apparait.

Le levier étant débrayé, appuyer sur la softkey PASSE SUIVANTE

Revenir à la position de départ. Positionner Z à 0,0, puis X à 0,0. Le message „appuyer sur LANCER PASSE“ apparait dans l'écran.

Appuyer sur la softkey LANCER PASSE lorsque vous êtes prêt. Surveiller la barre d'affichage 1 et enclencher le levier quand le milieu de la plage marquée est atteinte.

Le processus est répété jusqu'à ce que toutes les passes soient exécutées.
Si vous avez défini une passe de finition, la softkey PASSE DE FINITION apparait.
Appuyer sur la softkey PASSE DE FINITION et procéder comme précédemment.
B:0|H:1|U:0|0:00|MM|↓△|PASSE1/3
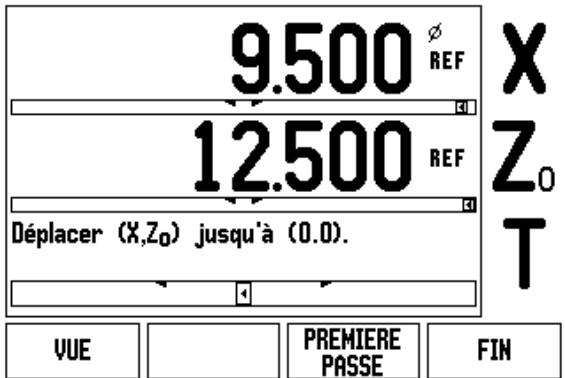
B:0|H:1|V:0|0:00|MM|↓△|PASSE2/3
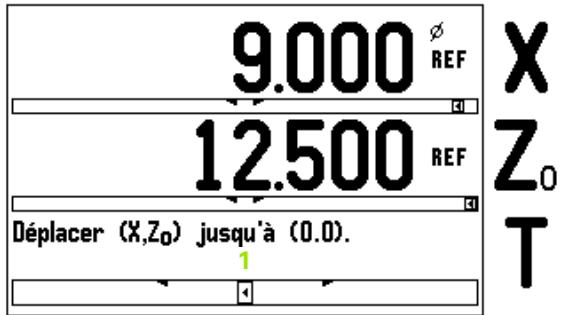
YUE
PASSE PRECED
LANCER PASSE
FIN

Informations techniques
Objet de la fourniture
Visualisation de cotes ND 780 Prise secteur Manuel d'utilisation
Accessoires
Support orientable ■ Bloc d'articulation Bras pivotant universel Palpeur d'arête KT 130 Poignée Cadre de montage
Emplacement pour le montage
Placez le ND 780 dans un endroit bien aéré et facilement accessible pendant son utilisation.
Monter la visualisation de cotes
La partie inférieure du ND 780 permet une fixation avec des vis M4. Positions des trous de perçage : Cf. „Dimensions" à la page 125.
Raccordement électrique

Les composants de la visualisation de cotes ne nécessitant aucune maintenance. Ainsi, vous n'avez pas à ouvrir le ND 780.
La longueur du câble secteur ne doit pas dépasser 3 m.
Relier la prise de terre située en face arrière de l'appareil à la terre de protection. Le conducteur de mise à la terre ne doit pas être interrompu!

Ne brancher ou débrancher les connecteurs que quand l'appareil est hors tension! Sinon les composants internes risquent d'être endommagés.
N'utiliser que des fusibles de rechange conformes aux fusibles d'origine!
Conditions électriques requises
Tension alternative 100 - 240 V~
Puissance max. 30 VA
Fréquence 50/60 Hz
Fusible 630 mA/250 V~, 5 mm x 20 mm, Slo-Blo (fusible secteur et fusible neutre)
Conditions d'environnement requises
Indice de protection (EN 60529) IP 40 arrêté du boîtier;
IP 54 face avant
Température de fonctionnement à 45°C (32^ à 113^)
Température de stockage -20° à 70° (-4° bis 158°F)
Masse mécanique 2,6 kg (5,8 lb.)
Câblage de la prise secteur
Terre de protection au contact :
Section min. du câble secteur: 0,75 mm²
Terre de protection (mise à la terre)

La prise de terre en face avant du coffret doit être reliée au point de terre central de la machine. Section min. du câble de liaison : 6 mm².
Maintenance préventive
Aucune maintenance préventive particulière n'est nécessaire.
Nettoyer l'appareil avec une étoffe sèche et non pelucheuse.
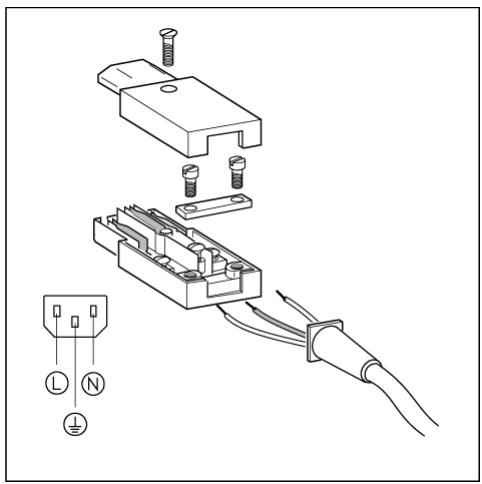
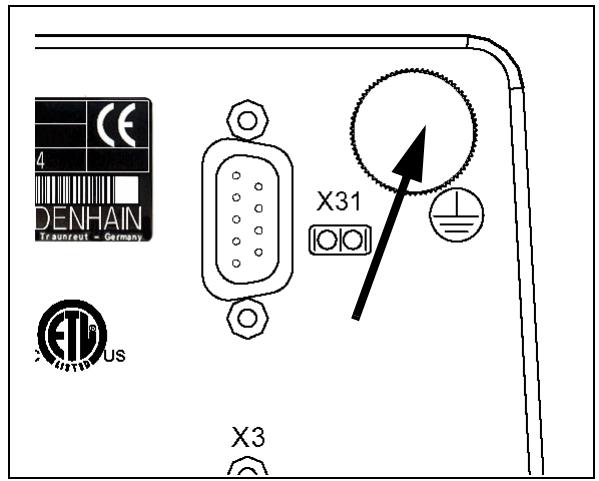
Raccorder les systèmes de mesure
Le ND 780 fonctionne avec les systèmes de mesure linéaire et angulaire HEIDENHAIN délivrant des signaux de sortie (11 Acc ou 1V_CC). Les raccordements des systèmes de mesure en face arrêté du coffret ont les désignations X1, X2 et X3.
Les câbles de raccordement peuvent avoir une longueur de 30 m max (100 ft.).

Ne brancher ou débrancher les connecteurs que quand l'appareil est hors tension!
Distribution des broches des entrées des systèmes de mesure
| Prise Sub-D, 15 broches | Signal d'entrée 11 μAcc | Signal d'entrée 1 Vcc |
| 1 | 5 V UP | 5 V UP |
| 2 | 0 V UN | 0 V UN |
| 3 | I1 + | A+ |
| 4 | I1 - | A- |
| 5 | ||
| 6 | I2 + | B+ |
| 7 | I2 - | B- |
| 8 | ||
| 9 | 5 V Sensor | |
| 10 | I0 + | R+ |
| 11 | 0 V Sensor | |
| 12 | I0 - | R- |
| 13 | Blindage interieur | |
| 14 | ||
| 15 | ||
| Boîtier | Blindage extérieur |
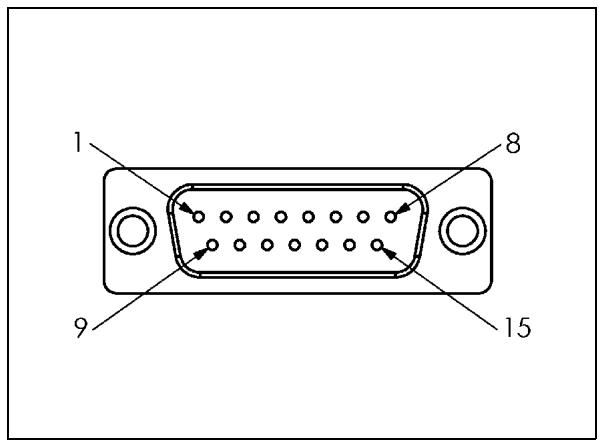
Vous pouvez attribuer au besoin les entrées des systèmes de mesure aux axes.
Configuration par défaut :
| Entrée système de mesure | Fraisage | Tournage |
| X1 | X | X |
| X2 | Y | Z0 |
| X3 | Z | Z |
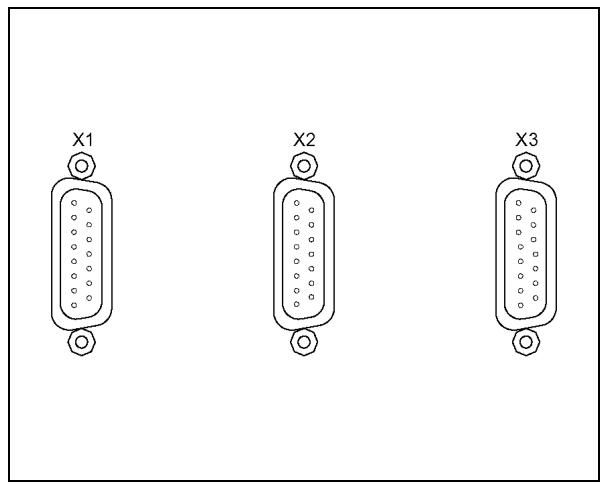
Raccordement du palpeur d'arête et des signaux d'entrée
Le palpeur d'arête KT HEIDENHAIN se connecte sur la prise Sub-D X10 située à l'arrête du coffret.
Si vous utilisez un palpeur d'arête, vous devez configurer dans le ND 780 les paramètres de fonctionnement suivants :
Longueur de la tige de palpage Diamètre de la tige de palpage
Pour l'explication des paramètres de fonctionnement, voir les paramètres du menu PARAMETRER USINAGE.

Une nouvelle configuration du palpeur d'arête doit être réalisée par vous-même.
Distribution des broches du palpeur d'arête et transmission des données
| Broche | Affectation |
| 1 | 0 V (blindage interne) |
| 2 | KTS prét |
| 3 | Réservé à un usage ultérieur |
| 6 | +5 V |
| 7 | 0 V |
| 8 | 0 V |
| 9 | Réservé à un usage ultérieur |
| 12 | Contact pour la transmission des données |
| 13 | KTS |
| 14 | Impulsion de transmission des données |
Les broches 12 et 14 sont utilisées simultanément avec la fonction transmission des données. Quand l'un de ces deux contacts est commuté à la broche 8 (0V), les valeurs de mesure sont transmises via la ligne TXD de l'interface RS-232 conformément à la définition de PARAMETRER USINAGE. Un simple commutateur du commerce peut être utilisé pour assurer le contact entre les broches 12 et 8. L'impulsion de la broche 14 par rapport à la broche 8 peut être déclenchée au moyen d'un circuit intégré TTL (SN74LSXX).
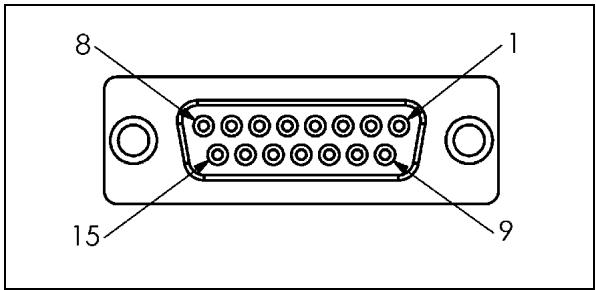
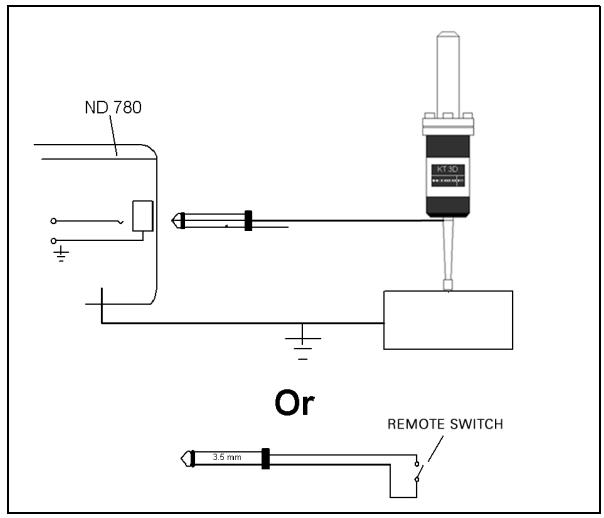
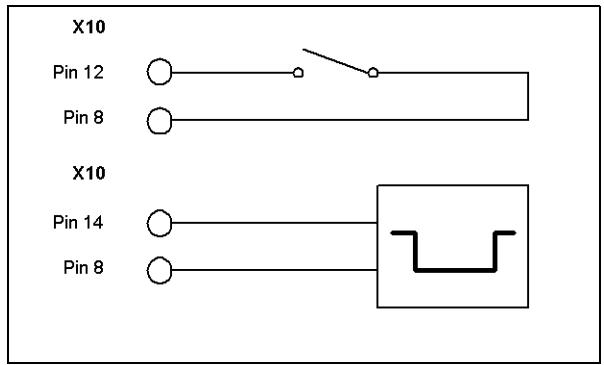
Les paramètres du menu PARAMETRER SYSTEME
Le menu PARAMETRER SYSTEME s'ouvre en appuyant sur la softkey PARAMETRES, puis sur la softkey PARAM. SYSTEME.
Les paramètres du menu PARAMETRER SYSTEME sont définis lors de l'installation initiale et sont rarement modifiés. C'est la raison pour laquelle le menu PARAMETRER SYSTEME est protégé par un mot de passe.

Le „Cycle de filetage“ pour les tours nécessite l'installation d'un capteur rotatif sur la vis mère. Celui-ci est défini comme troisième axe de position.
B:1|W:3|V:0|0:00|MM|L△|
Parametr systeme
PARAM. SYST. MESURE
PARAM. AFFICHAGE
Correction erreurs
CORR. JEU D'INVERSION
PORTSERIE
CONFIGURER COMPTEUR
DIAGNOSTICS
PARAM.
USINAGE
IMPORT
EXPORT




Sélectionner
l'application (FRAISAGE ou TOURNAGE) et le nombre d'axes (2 ou 3).
AIDE
Définir le système de mesure
Les paramètres DEF. SYST. MESURE définissent la résolution et le type de système de mesure (linéaire ou angulaire), le sens de comptage et le type de marque de référence.
Lorsque vous ouvrez le menu PARAMETRER SYSTème, le curseur se positionne automatiquement sur le paramètre DEF. SYST. MESURE. Confirmez avec ENTER. Une liste de trois systèmes de mesure disponibles apparait (ENTREE X1, X2, X3).

Dans ce menu apparaît également le champ CYCLE FILETAGE destiné uniquement à la saisie des données relatives à la vis mère d'un tour.
- Choisissez le système de mesure à insérer ou à modifier et confirmez avec ENTER. Des données par défaut sont presents dans le champ SIGNAL. SYST. MESURE. Le curses est positionné sur le champ PERIODE SIGNAL. Sélectionnez le type de système de mesure avec la softkey LONGUEUR/ANGLE.

Pour le CYCLE DE FILETAGE, l'entrée X3 doit être paramétrée pour le capteur rotatif de la vis mère.
Avec les systèmes de mesure linéaires, CHOISSEZ dans le champ PERIODE SIGNAL avec les softkey GROSSIER ou FIN la période de signal des systèmes de mesure en m (2,4,10,20,40,100,200, 10 240, 12 800). Mais vous pouvez aussi introduire directement la période de signal à l'aide du pavé numérique. Les périodes des signaux des systèmes de mesure angulaire sont introduits directementCf. „Paramètres du système de mesure" à la page 107. Dans le champ MARQUE DE REFERENCE appuyez sur la softkey MARQUE REF. et indiquez AUCUNE; UNE OU CODEES si vous système de mesure ne possède aucune marque de référence, s'il en possède une seule ou plusieurs à distances codées.

Choisissez AUCUNE si l'entrée X3 est prévue pour le CYCLE DE FILETAGE.
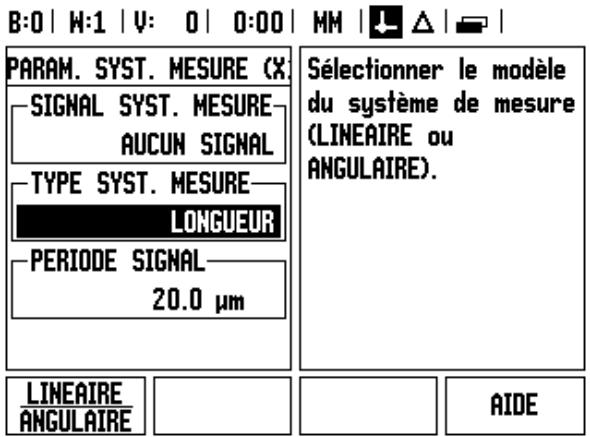
Avec les marques de références à distances codées, CHOISSEZ DISTANCE 500,1000,2000, ou 5000. Dans le champ SENS DE COMPTAGE, Sélectionnéz le sens de comptage avec les softkeys POSITIF ou NEGATIF. Si le sens de déplacement correspond au sens de comptage du système de mesure, Sélectionnéz le sens POSITIF. Si c'est l'inverse, Sélectionnéz NEGATIF. Le champMESSAGE D'ERREUR est à paramétrer à ON ou OFF, selon que l'on souhaite le contrôle et l'affichage en cas d'erreur de signal ou de comptage. Surveillance des erreurs de comptage. Les erreurs de comptage concernent les erreurs dues aux salissures ( quand l'amplitude du signal passse sous une certaine limite) et à une erreur de fréquence. Quand un message d'erreur apparait, il peut être effacé avec la touche C.
Paramétrer le cycle de filtration :
Pour paramétrer la fonction CYCLE DE FILETAGE, des données doivent être introduites dans les champs de saisie CYCLE FILETAGE.
Marquer le „cycle de filetage“ et confirmer la saisie avec ENTER. Introduire l'axe de la vis mère soit en commutant la softkey AXE FILETAGE ou avec le pavé numérique. L'axe est le même que celui du capteur rotatif (X3). Introduire le pas de la vis mère. Ainsi, toutes les données du cycle de filetage sont complètes. Appuyez sur ENTER pour fermer le masque de saisie et mémoriser les paramètres.
Paramétrer l'affichage
Dans le masque de saisie PARAMETRER AFFICHAGE, introduisez dans quel ordre les axes doivent être affichés.
Sélectionnez l'affichage souhaité et confirmez avec ENTER. L'affichage est activé ou désactivé avec la softkey ON/OFF. Vous désissez l'axe avec la touche fléchée A DROITE ou A GAUCHE. Déplacez le curseur sur le champ ENTREE. Au moyen du pavé numérique, introduisez le numéro de l'entrée à l'arrière du boitier auquel l'axe choisi est affecté. Utilisez les softkeys + ou - pour coupler une seconde entrée avec la première. Déplacez le curseur sur le champ RESOLUTION. Sélectionnez la résolution de l'affichage avec les softkeys GROSSIER ou FIN. Quand l'affichage est configuré pour un capteur rotatif, CHOISSEZ le champ AFFICHAGE ANGLE avec la TOUCHE EN BAS. La softkey ANGLE [0^ - 360^] permet de besoinir la plage de l'affichage angulaire.
Coupler les entrées
Appuyez sur la touche numérique correspondante à l'entrée du système de mesure située à l'arrière du ND 780. Utilisez les softkeys + ou - pour coupler une seconde entrée avec la première. Les nombres des entrées sont affichés à côté de l'axe et indiquent qu'il s'agit d'une position couplée (par ex. 2 + 3 ).
Coupler les axes z
Applications tournage uniqueness
En version trois axes du ND 780, la fonction couplage des axes permet de coupler l'axe Z0 avec l'axe Z. La somme des valeurs de déplacement peut être affichée dans l'affichage de l'axe Z0 ou dans celui de l'axe Z.
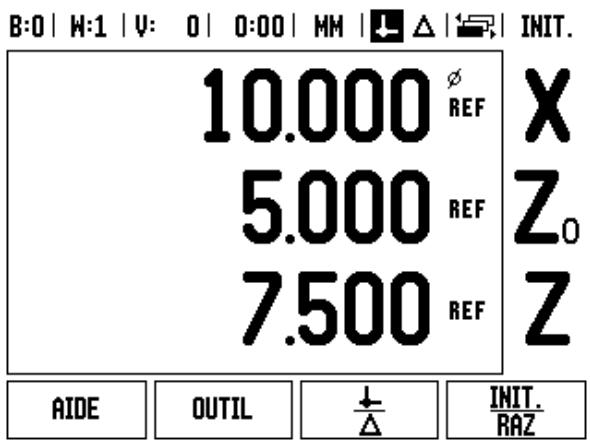
Activer le couplage des axes z
Actionnez et maintenez appuyée la touche Z0 pendant environ 2 secondes, quand vous souhaitez coupler l'axe Z0 avec Z et que vous souhaitez afficher la somme des déplacements dans l'affichage de l'axe Z0. La somme des déplacements des deux axes Z s'affiche maintenant dans l'affichage de l'axe Z0 et l'affichage de l'axe Z s'éteint.
Actionnez et mainte s dans l'affichage de l'axe Z0. La somme des courses de déplacement des deux axes Z s'affiche maintenant dans l'affichage de l'axe Z0 et l'affichage de l'axe Z0 s'éteint. Le couplage reste mémorisé après une coupure d'alimentation.
Si on déplace l'axe Zo ou l'axe Z, la valeur d'affichage des axes Z couplés est actualisée.
Si deux axes sont couplés, il faut franchir les marques de référence des deux systèmes de mesure pour retrouver le point d'origine précédent.
Désactiver le couplage des axes z
Pour annuler le couplage des axes Z, appuyez sur la touche de l'axe dont l'affichage est éteint. Les valeurs des axes Z0 et Z s'affichent alors à nouveau séparément.
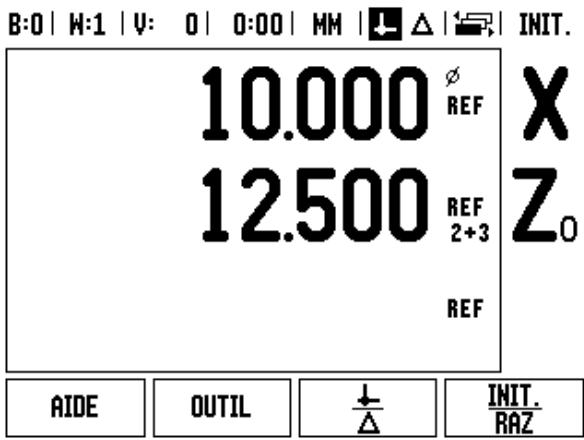
Correction d'erreurs
Le déplacement d'un outil mesuré par un système de mesure ne correspond pas toujours au déplacement réel. Les erreurs de la vis, la flexion et le basculement de la table peuvent être les causes de telles erreurs de mesure. Selon le cas, on désigne les erreurs linéaires et les erreurs non-linéaires. Ces erreurs peuvent être déterminées à l'aide d'un système de mesure de comparaison, par exemple à l'aide du VM 101 HEIDENHAIN ou bien avec des cales-étalon. Une analyse des erreurs permet de définir les corrections d'erreurs nécessaires (linéaire ou non linéaire).
Le ND 780 peut corriger ces erreurs. Une valeur de correction propre à chaque système de mesure (à chaque axe) peut être programmée.

Les corrections d'erreurs ne sont possibles qu'avec des systèmes de mesure linéaire.
Correction d'erreur linéaire
La correction d'erreur linéaire est applicable quand la mesure avec un étalon de référence revèle une erreur linéaire sur toute la longueur mesurée. Cette erreur peut être corrigée par le calculateur avec un facteur de correction.
Pour le calcul de la correction d'erreur linéaire, utilisez la formule suivante :
Facteur de correction LEC = ((S - M) / M) x 10 ^6 ppm sachant que
M longueur mesurée par le système de mesure de l'axe
Quand la longueur mesurée avec le système de référence est 500 mm et que le système de mesure linéaire de l'axe X affiche seulement 499,95, alors le facteur de correction LEC est 100 ppm (en anglais : parts per million = parties par million) pour l'axe X :
LEC = ((500 - 499.95) / 499.95) × 10^6ppm = 100ppm (arrondi au nombre entier supérieur).
Si l'écart linéaire du système de mesure est connu, introduisez cette valeur directement. Avec la softkey TYPE, Sélectionnez la compensation (LINEAIRE). Saisissez le facteur de compensation en ppm (soit en microns par mètre ou en micro-pouces par pouce) et confirmez avec ENTER.
B:1 H:3 V:0 | 0:00 | MH | △ |
CORRECTION ERREURS
ENTREE X1
OFF
ENTREE X2
OFF
ENTREE X3
OFF
TYPE [OFF]
Correction d'erreur inactive pour cette entrée (OFF).
Avec TYPE,** sélectionner la correction d'erreur linéaire ou non-linéaire.
AIDE
Correction d'erreur non linéaire
Lors d'une mesure par comparaison, et si l'erreur est soit alternée soit variable, il faut utiliser la correction d'erreur non-linéaire. Les valeurs de compensation nécessaires doivent être calculées et inscrites dans un tableau. Le ND 780 accepte jusqu'à 200 points de compensation par axe. Deux points de correction adjacents sont reliés par une interpolation linéaire.

La correction d'erreur non-linéaire n'est disponible que pour les systèmes de mesure équipés de marques de référence. Pour activer la correction d'erreur non-linéaire, vous devez tout d'abord franchir les marques de référence. Sinon, aucune correction d'erreur ne sera effectuée.

Pour les corrections d'erreur non linéaire, et à partir de la version 1.1.3 du logiciel, les valeurs se réfèrent au sens positif de comptage propre du système de mesure.
Procédure de réglage pour les erreurs non linéaire
Le système de mesure possède son propre sens de comptage. Celui-ci ne correspond pas forcément au sens de comptage défini par l'utilisateur et sera utilisé uniquement pour la détermination des corrections d'erreur non linéaire. Pour définir le sens de comptage propre d'un système de mesure, il faut procéder de la façon suivante : Ouvrez le masque de saisie DEF. SYSTEME MESURE et choisissez le système de mesure correspondant à l'axe souhaité. Positionnez le curseur sur le champ SENS DE COMPTAGE. Choisissez „Positif" avec la softkey POSITIF/NEGATIF. Confirmez avec ENTER. Appuyez sur la touche C, pour retourner à l'affichage principale. Déplacez l'axe auquel est rattaché le système de mesure, et repérez le sens de déplacement correspondant au sens positif. Ainsi est déterminé le sens de comptage propre du système de mesure.

Avec un système de mesure ne possédant qu'une seule marque de référence, il faut franchir cette marque de référence à chaque remise sous tension de l'appareil.
B:0|H:1|V:0|0:00|MM|△|
| ENTREE X1: VALEUR MESURE = ERREUR | |||
| DISTANCE = 1.0000 | |||
| STARTPUNT = 0.0000 | |||
| 000 = 0.0000 = 0.010000 | |||
| 001 = 1.0000 = 0.020000 | |||
| 002 = 2.0000 = 0.020000 | |||
| 003 = 3.0000 = 0.000000 | |||
| 004 = 4.0000 = 0.010000 | |||
| 005 = 5.0000 = ----- | |||
| VUE | EFFACER TABLEAU | IMPORT EXPORT | AIDE |
Créer un tableau de corrections d'erreurs non linéaires
Définissez le point de départ du tableau de correction en déplaçant l'axe aussi loin que possible dans le sens négatif.
Ouvrez le menu PARAMETRER SYSTEME et choisissez „correction d'erreur”; confirmez avec ENTER. Choisissez „non linéaire“ avec la softkey TYPE. Si vous souhaitez créé un nouveau tableau de correction d'erreur, appuyez d'abord sur la softkey EDITER TABLEAU. Déplacez le curseur avec le curseur fléché en bas et marquez POINT DEPART; confirmez avec ENTER. Appuyez sur MEMORISER POSITION, pendant que POINT INITIAL est besoin dans le masque de saisie de la correction d'erreur, et appuyez sur ENTER. Appuyez sur la touche fléchée EN HAUT et marquez DISTANCE; confirmez avec ENTER. Saisissez la distance entre les divers points de correction et appuyez sur ENTER. Tous les points de correction (200 max) sont placés à la même distance en partant du point de départ dans le sens positif.

Choisissez une distance qui recouvre une partie ou la totalité de la longueur du système de mesure devant être corrigée.
Introduisez l'erreur mesurée à chaque position. Confirmez avec ENTER.
Une fois la saisie terminée, fermez et mémoarisez le tableau avec la touche C et retournez au masque de saisie CORRECTION ERREUR. Appuyez une nouvelle fois sur la touche C, pour retourner à l'affichage principal.

Le sens de comptage propre reste toujours identique, indépendamment du sens de comptage défini dans le masque de saisie PARAMETRER SYSTEME. Le tableau de correction d'erreur se réfère toujours au sens de comptage propre.
Lire le graphique
Le tableau des corrections d'erreur peut être affiché sous la forme de tableau ou de graphique. Utilisez la softkey VUE pour commuter entre les représentations disponibles. Le graphique affiche l'erreur par rapport à la valeur de mesure. Dans le graphique, les points sont à une distance constante. Quand vous déplacez le curseur dans le tableau, sa position actuelle correspond dans le graphique au point marqué d'un trait vertical bleu.
Afficher le tableau des corrections d'erreur
Appuyez sur la softkey EDITER TABLEAU. La softkey VUE permet de commuter du mode tableau au mode graphique. Avec les touches fléchées EN HAUT ou EN BAS ou à l'aide du pavé numérique, vous déplacez le curseur dans le tableau.
Les données du tableau des corrections d'erreur peuvent être mémorisées sur un PC ou chargées de celui-ci via le port série.
Exporter le tableau actuel des corrections d'erreur
Appuyez sur la softkey EDITER TABLEAU. Appuyez sur la softkey IMPORT/EXPORT. Appuyez sur la softkey EXPORT TABLEAU.
Importer un nouveau tableau de corrections d'erreur
Appuyez sur la softkey EDITER TABLEAU. Appuyez sur la softkey IMPORT/EXPORT. Appuyez sur la softkey IMPORT TABLEAU.
Compensation de jeu à l'inversion
Quand un capteur rotatif est utilisé sur une vis mère, un changement de direction de la table peut provoquer une erreur de mesure due à la conception de l'entraînement par la vis mère. Cette erreur est appelée „erreur de jeu à l'inversion". Elle peut être corrigée en introduisant dans la fonction COMPENSATION DE JEU la valeur du jeu à l'inversion.
Quand le système de mesure angulaire est en avance sur la table (la valeur affichée est supérieure à la position réelle de la table), on parle d'un jeu à l'inversion positif et, dans ce cas, on introduit comme valeur de correction la valeur positive de l'erreur.
Quand aucune compensation de jeu à l'inversion n'est souhaitée, vous devez introduire la valeur 0,000.
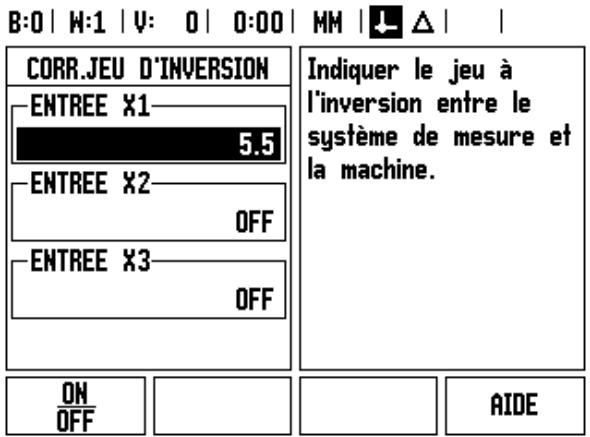
Paramétrer l'application
Avec le paramètre PARAMETRER APPLICATION vous définisse l'application souhaitée. Vous pouvez désir entre FRAISAGE et TOURNAGE.
Après avoir choisi le menu CONFIG. COMPTEUR, la visualisation de cotes affiche entre autres la softkey CONFIG. DEFAULT. Celle-ci permet de réinitialiser les paramètres de configuration par défaut (basés sur l'application Fraisage ou Tournage). Après avoir appuyé sur la softkey CONFIG. DEFAULT, vous pouvez choisir la softkey OUI si vous souhaitez réinitialiser les paramètres par défaut ou la softkey NON si vous souhaitez quitter le processus et retourner à l'écran précédent.
Dans le champ NOMBRE D'AXES, sélectionnez le nombre d'axes nécessaires. La softkey 2/3 apparait, avec laquelle le choix entre 2 ou 3 axes est possible.
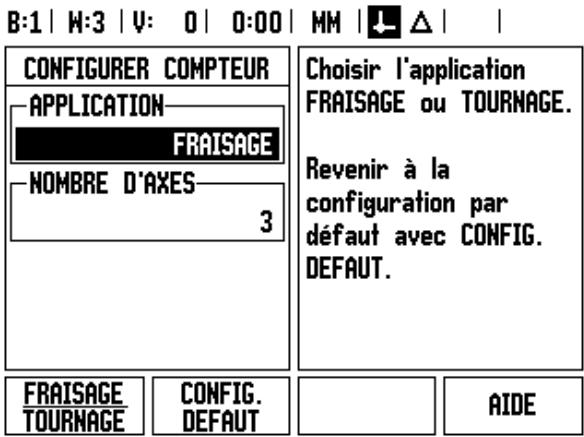
Diagnostic
Les paramètres du menu DIAGNOSTICS permettent de contrôler le clavier, le palpeur d'arête et les systèmes de mesure.
Test du clavier
Le clavier affiché dans l'écran vous permet de visualiser quand une touche a été actionnée et que vous l'avez relâchée.
Appuyez sur les touches et softkeys que vous souhaitez vérifier. Quand vous appuyez sur une touche, un point apparait sur la touche correspondante. Ce point signifie que la touche fonctionne correctement.
Appuyez deux fois sur la touche C si vous souhaitez quitter le test du clavier.
Test du palpeur d'arête
Pour le test du palpeur d'arête à commutation (contact à la masse), tangenter une pièce avec le palpeur. Au-dessus du symbole gauche du palpeur apparaît une petite étoile (^ ). Pour le test du palpeur d'arête électronique, tangenter une pièce avec le palpeur. Au-dessus du symbole droit du palpeur apparaît une petite étoile (^ ). Le type de palpeur d'arête utilisé déterminé au-dessus de quel symbole la petite étoile * apparaît. Lorsque la petite étoile apparaît, le palpeur communique avec la visualisation de cotes.
Test de l'écran
Appuyez trois fois sur la touche ENTER pour tester les couleurs de l'écran (noir complet, blanc complet, puis retour au réglage standard).
Représentation graphique du signal d'un système de mesure
Ce paramètre permet de représenter graphiquement les signaux de chaque système de mesure.
Sélectionnez le système de mesure que vous souhaitez vérifier.
Sélectionnez l'entrée souhaitée du système de mesure et confirmez avec ENTER. Les signaux des canaux A et B apparaissent dès que le système de mesure se déplace.
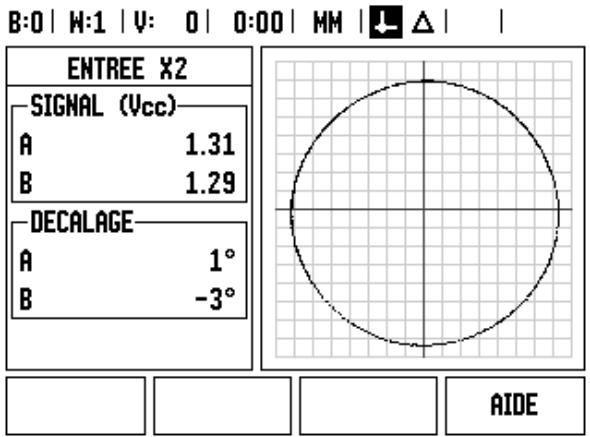
II - 3 paramètres du système de mesure
Quelques systèmes de mesure figurent dans les tableaux suivants. Ces tableaux indiquent tous les paramètres de fonctionnement à régler pour les systèmes de mesure. La plupart des données figurent dans le mode d'emploi de votre système de mesure.
Exemple de réglage pour les systèmes de mesure linéaire HEIDENHAIN délivrant des signaux 1 V CC
| Système de mesure | Période du signal | Marques de référence |
| CT MT xx01 | 2 | Une |
| LS 303/303C LS 603/603C | 20 | Une/ 1000 |
| LS 106/106C LS406/406C | 20 | Une/ 1000 |
| LB 302/302C | 40 | Une/2000 |
| LM 501 | 10 240 | Une |
Exemple de réglage pour les systèmes de mesure linéaire HEIDENHAIN délivrant des signaux 1 V CC
| Système de mesure | Période du signal | Marques de référence |
| LIP 382 | 0,128 | - |
| MT xx81 LIP 481A/481R | 2 | Une |
| LIP 481X | 2 | Une |
| LF 183/183C LF 481/481C LIF 181/181C LIP 581/581C | 4 | Une/5000 |
| LS 186/186C | 20 | Une/1000 |
| LB 382/382C LIDA 18x/18xC | 40 | Une/ 2000 |
| VM 182 | 4 | - |
| LIDA 10x/10xC | 100 | Une/1000 |
| LIM 581 | 10 240 | Une |
Exemples de paramétrage pour systèmes de mesure angulaire HEIDENHAIN
| Système de mesure | Nombre de traits | Marques de référence |
| ROD 250, RON 255 | 9 000/18 000 | 1 |
| ROD 250C, RON 255C | 9 000 | 500 |
| ROD 250C, ROD 255C ROD 700C, RON 705C RON 706C | 18 000 | 1 000 |
| ROD 700C, ROD 800C | 36 000 | 1 000 |
II - 4 Interface de données
L'interface des données du ND 780 est conforme au port série V24/RS-232 (X31). Le port série est un port de communication bidirectionnel, permettant d'exporter les données ou de les importer à partir d'un périphérique, et de commander à distance le ND 780.
Les données suivantes peuvent être transmises du ND 780 vers un périphérique équipé d'une interface série :
Paramètres de configuration d'usinage et du système Tableaux de corrections d'erreur non-linéaire ■ Émission de la valeur de mesure (valeurs d'affichage ou fonctions de palpage)
Les données suivantes peuvent être émises d'un périphérique vers le ND 780 :
Instructions de touches à partir d'un périphérique Paramètres de configuration d'usinage et du système Tableaux de corrections d'erreur non linéaire
Dans ce chapitre figure le paramétrage de l'interface des données :
Distribution des broches de l'interface des données Niveau du signal Câblage du câble de raccordement et de la prise Format des données
Port série (X31)
Le raccordement série V.24/RS-232-C se trouve à l'arrière de l'appareil. Les appareils suivants peuvent se raccorder au port série :
Imprimante avec interface des données série Ordinateur personnel (PC) avec interface des données série
Vous souspoucez raccorder une imprimante ou un ordinateur au port série. Ainsi vous pouez transmettre vos programmes d'usinage ou fichiers de configuration à une imprimante ou un PC ou receivevoir d'un PC des commandes externes, des programmes d'usinage et des fichiers de configuration.
Pour les fonctions de transmission des données, la visualisation de cotes affiche les softkeys IMPORT/EXPORT.
Avec les softkeys INFERIEURE et SUPERIEURE, le taux en bauds est régiable à 300, 600, 1 200, 2 400, 9 600, 19 200 38 400 57 600 ou 115 200. Le champ parité est régiable avec les softkey disponibles sur AUCUNE, PAIRE ou IMPAIRE. Les bits de données du champ DONNEES sont régables sur 7 ou 8 avec les softkeys disponibles. Le champ STOP est régliable sur 1 ou 2 avec les softkeys disponibles. Choisissez OUI dans le champ AVANCE LIGNE quand, pour un périphérique, une avance ligne doitsucceder à un retour chariot. Le champ FIN EMISSION indique le nombre de retours chariot à émettre en fin de transmission. La fin d'émission (par défaut à 0) peut être une valeur entière positive (0 - 9) introduite avec le pavé numérique.
Les valeurs par défaut sont représentées ici.
Les réglages du port série restent sauvegardés après la mise hors tension de l'appareil. Il n'existe pas de paramètre pour activer ou désactiver le port série. Les données ne sont transmises via le port série que si le périhérique est prêt à recevoir. Les informations relatives au raccordement des cables et à la distribution des broches sont disponibles au chapitre Interface de données.

Les données sont transmises dans l'ordre suivant : un bit de start, sept bits de données, un bit de parité (parité paire), deux bits de stop. Il s'agit ici d'une configuration par défaut.
Si vous souhaitez émettre des données à une imprimante série, appuyez sur la softkey IMPORT/EXPORT. Les données sont transmises dans un format texte ASCII et peuvent être imprimées immédiatement.
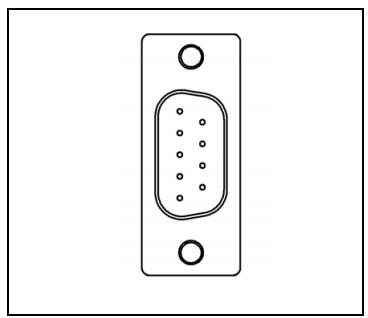
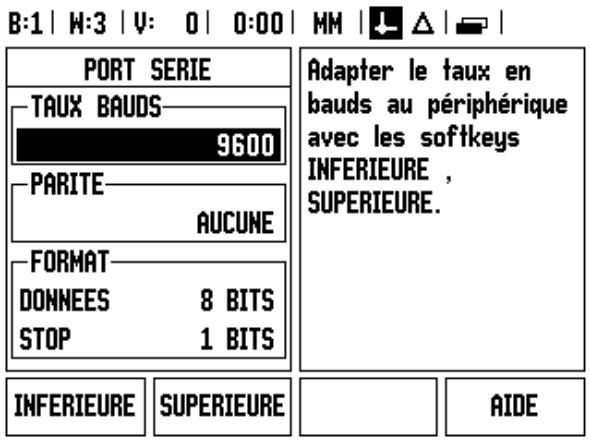
Pour la transmission (export et import) entre le ND 780 et un ordinateur personnel, il faut installer sur le PC un logiciel de communication (par ex. TNCremo). TNCremo est disponible gratuitement à l'adresse https://filebase.heidenhain.de/public/?open[]=55&open[]=64#GROUP 55. Pour de plus amples informations, adressez-vous à votre distributeur HEIDENHAIN. Ce logiciel gère les données envoyées ou récapérées via le câble de liaison série. Toutes les données sont transmises dans un format texte ASCII entre le ND 780 et le PC.
Si vous souhaitez exporter les données du ND 780 à un PC, vous ne devez d'abord préparer la réception des données, pour que le PC puisse memoriser les données dans un fichier. Le logiciel de communication doit être configuré de telle sorte que le PC puisse memoriser dans un fichier les données ASCII via un port COM. Dans que le PC est prêt à recevoir les données, la transmission des données démarre avec la softkey IMPORT/EXPORT de l'écran du ND 780.
Si vous souhaitez importer des données d'un PC vers le ND 780, vous ne devez d'abord préparer le ND 780 pour la réception des données. Appuyez sur la softkey IMPORT/EXPORT. Dès que le ND 780 est prét, configurez le logiciel de communication de telle sorte que les données souhaitées soient transmises dans le format texte ASCCII.

Certains protocoles de communication (Kermit ou Xmodem, par ex.) ne sont pas gérés par le ND 780.
Câblage des câbles de raccordement
Le câblage des câbles de raccordement dépend de l'appareil connecté (se reporter à la documentation technique du périphérique).
Câblage complet
La communication entre le ND 780 et votre PC n'est possible que s'ils sont reliés par un câble série.
Distribution des broches
| Broche | Affectation | Fonction |
| 1 | Non raccordé | |
| 3 | TXD | - Transmission de données |
| 2 | RXD | - Réception de données |
| 7 | RTS | - Demande d'autorisation à émettre |
| 8 | CTS | - Autorisation d'émettre |
| 6 | DSR | - Prêt à receivevoir |
| 5 | SIGNAL GND | - Masse du signal |
| 4 | DTR | - Equipement prét |
| 9 | Non raccordé |
Signal
| Signal | Niveau du signal „1“= „actif“ | Niveau du signal „0“= „inactif“ |
| TXD, RXD | -3 V à -15 V | +3 V à +15 V |
| RTS, CTS DSR, DTR | +3 V à +15 V | -3 V à -15 V |
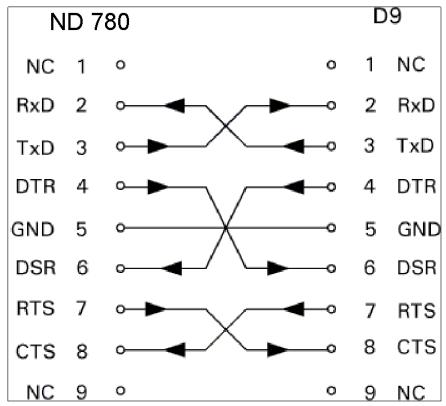
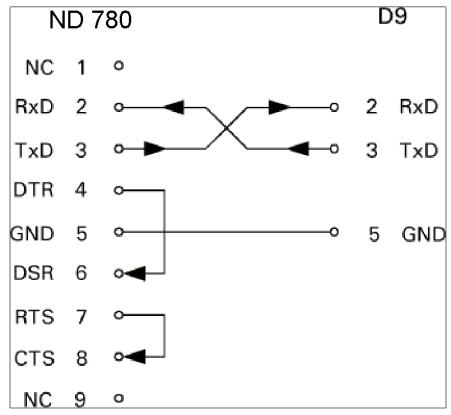
Commandes externes via l'interface v24/rs-232
L'interface V.24/RS-232 permet la commande à distance du ND 780 via un périphérique. Les touches de commandes suivantes sont disponibles :
| Format | |
| <ESC>TXXXX<TCR> | Touché actionnée |
| <ESC>TXXXX<TCR> | Emission des contenus d'écran |
| <SXXX<SCR> | Fonctions spéciales |
| Séquence de commande | Fonction |
| <ESC>T0000<CR> | Touches „0" |
| <ESC>T0001<CR> | Touches „1" |
| <ESC>T0002<CR> | Touches „2" |
| <ESC>T0003<CR> | Touches „3" |
| <ESC>T0004<CR> | Touches „4" |
| <ESC>T0005<CR> | Touches „5" |
| <ESC>T0006<CR> | Touches „6" |
| <ESC>T0007<CR> | Touches „7" |
| <ESC>T0008<CR> | Touches „8" |
| <ESC>T0009<CR> | Touches „9" |
| <ESC>T0100<CR> | Touches „CE", ou „CL" |
| <ESC>T0101<CR> | Touches „-“ |
| <ESC>T0102<CR> | Touches „.“ |
| <ESC>T0104<CR> | Touches „ENT" |
| <ESC>T0109<CR> | Touches „X" |
| <ESC>T0110<CR> | Touches „Y“/„Z“/„Z0" |
| <ESC>T0111<CR> | Touches „Z" |
| <ESC>T0114<CR> | Touches „Softkey 1" |
| <ESC>T0115<CR> | Touches „Softkey 2" |
| <ESC>T0116<CR> | Touches „Softkey 3" |
| <ESC>T0117<CR> | Touches „Softkey 4" |
| <ESC>T0135<CR> | Touches „A GAUCHE" |
| <ESC>T0136<CR> | Touches „A DROITE" |
| <ESC>T0137<CR> | Touches „EN HAUT" |
| <ESC>T0138<CR> | Touches „EN BAS" |
| <ESC>A0000<CR> | Émettre l'identification de l'appareil |
| <ESC>A0200<CR> | Émettre la position effective |
| <ESC>S0000<CR> | Réinitialiser l'appareil |
| <ESC>S0001<CR> | Verrouiller le clavier |
| <ESC>S0002<CR> | Déverrouiller le clavier |
Diagramme des temps en émission des données
Largeur de l'impulsion de mise en mémoire t_e ≥ 1,2 us
Délai de mise en mémoire t_1≤ 0,8 us
Émission des données t_2 ≤ 30 us
Durée de l'émission des données t_D
Durée de régénération t_3 ≤ 0 us
Temps de verrouillage (délai nécessaire entre les transferts des données) t_4 ≥ 50 ms (typ.)
Temps de signal de verrouillage (durée minimum du niveau haut du signal pour la reconnaissance par le récepteur) t_5 ≥ 50 ms (typ.)
Durée des bits de données en secondes :
Diagramme des temps en émission des données (b)
Délai pour la mémorisation t_1 ≤ 30 us
Émission des données t_2 ≤ 30 us
Durée de l'émission des données t_D
Durée de régénération t_3 ≤ 0 us
Durée des bits de données en secondes :
Exemples d'envoi de caractères sur l'interface de données
À partir d'un PC, vous pouvez récapituler des valeurs contenues dans le ND 780. Règles s'appliquant aux trois exemples suivants : L'émission des données est déclenchée par Ctrl B (par transmission via le port série) ou par un signal de commutation à l'entrée EXT (compris dans l'interface AMI optionnel). Avec la commande Ctrl B vous transmettez les valeurs affichées dans les modes valeurs effectives ou chemin restant selon le mode en cours.
Émission des données commandée par signaux externes
Example 1: Axe linéaire avec affichage du rayon X = +41,29 mm
| X | = | + | 4 1 | . | 2 9 | R | <R> | <LF> | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
1 Axe de coordonnées 2 Caractère égal 3 Signe 42 à 7 chiffres avant la virgule 5 Point decimal 61 à 6 chiffres après la virgule 7 Unité de mesure: Espaces pour mm, " pour pouces 8 Affichage valeur effective : R pour rayon, D pour diamètre Affichage Chemin restant : r pour rayon, d pour diamètre 9 Retour chariot (Carriage Return en anglais) 10 Avance ligne (Line Feed en anglais)
Exemple 2 : Axe rotatif avec affichage en degrés C = +1260,0000^
| C | = | + | 1 2 6 0 | . | 0 0 0 0 | W | <CR> | <LF> | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
1 Axe de coordonnées 2 Caractère égal 3 Signe 4 4 à 8 chiffres avant la virgule 5 Point decimal 6 à 4 chiffres après la virgule 7 Espace 8 W pour l'angle (avec affichage Chemin restant : w) 9 Retour chariot (Carriage Return en anglais) 10 Avance ligne (Line Feed en anglais)
Exemple 3: Axe rotatif avec affichage en degrés-minutes-secondes C = +360° 23' 45"
| C = + 360 : 23 : 45 W <CR> <LF> |
| 1 2 3 4 5 6 7 8 9 10 11 12 |
1 Axe de coordonnées 2 Caractère égal 3 Signe 43 à 8 chiffres „degrés“ 5 Deux points 60 à 2 chiffres „minutes“ 7 Deux points 80 à 2 chiffres „seconds“ 9 Espace 10 W pour l'angle (avec affichage Chemin restant : w) 11 Retour chariot (Carriage Return en anglais) 12 Avance ligne (Line Feed en anglais)
Sortie des données avec palpeur d'arête
Dans les trois exemples suivants, la transmission de la valeur de mesure est déclenchée par un signal de commutation du palpeur d'arête. Le champ ACTIVATION EMISSION DES VALEURS (Menu PARAMETRER USINAGE-SORTIE VALEUR MESURE) permet d'activer/désactiver la sortie à une imprimante. La visualisation de cotes transmet les informations correspondantes de l'axe choisi.
Exemple 4 : Fonction de palpage arête Y = -3674,4498 mm
| Y | : | - | 3674 | . | 4498 | R | <R> | <LF> | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 |
1 Axe de coordonnées 2 Espace 3 Deux points 4 Signe ou espace 5 2 à 7 chiffres avant la virgule 6 Point décimal 7 1 à 6 chiffres après la virgule 8 Unité de mesure: Espaces pour mm, " pour pouces 9 R pour Rayon-, D pour Diamètre 10 Retour chariot (Carriage Return en anglais) 11 Avance ligne (Line Feed en anglais)
Exemple 5 : fonction de palpage ligne médiane
Coordonnées de la ligne médiane sur l'axe X CLX = + 3476,9963 mm (en angiels. Center Line X axis)
Distance entre les arêtes palpées DST = 2853,0012 mm (en anglais. Distance)
| CLX | : | + | 3 4 7 6 | . | 9 9 6 3 | R | <CR> | <LF> | |
| DST | : | 2 8 5 3 | . | 0 0 1 2 | R | <CR> | <LF> | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
1 Deux points 2 Signe ou espace 3 2 à 7 chiffres avant la virgule 4 Point decimal 5 1 à 6 chiffres après la virgule 6 Unité de mesure : Espace pour mm, " pour pouce 7 R pour Rayon-, D pour Diamètre 8 Retour chariot (Carriage Return en anglais) 9 Avance ligne (Line Feed en anglais)
Exemple 6 : fonction de palpage centre de cercle
Première coordonnée du centre, ex. CCX = -1616,3429 mm, deuxième coordonnée du centre, ex. CCY = +4362,9876 mm, (de l'angl. Circle Center X axis, Circle Center Y axis; les coordonnées dépendent du plan d'usinage).
Diamètre du cercle (en anglais diameter) DIA = 1250,0500 mm
| CCX | : | - | 1 6 1 6 | . | 3 4 2 9 | R | <CR> | <LF> | |
| CCY | : | + | 4 3 6 2 | . | 9 8 7 6 | R | <CR> | <LF> | |
| DIA | : | 1 2 5 0 | . | 0 5 0 0 | R | <CR> | <LF> | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
1 Deux points 2 Signe ou espace 3 2 à 7 chiffres avant la virgule 4 Point décimal 5 1 à 6 chiffres après la virgule 6 Unité de mesure : Espace pour mm, " pour pouce 7 R pour Rayon, D pour Diamètre 8 Retour chariot (Carriage Return en anglais) 9 Avance ligne (Line Feed en anglais)
II - 6 Caractéristiques techniques pour le fraisage
| ND 780 - Caracteristique | |
| Axes | Jusqu'à 3 axes de A - Z |
| Entrées systèmes de mesure | Signaux de forme sinusoidale 11 μAACC, 1 VCC; Fréquence d'entrée max. 100 kHz pour les systèmes de mesure HEIDENHAINPériode du signal :2 μm, 4 μm, 10 μm, 20 μm, 40 μm, 10240 μm, 12 800 μmNombre de traits :9000/18000/36000 |
| Facteur de subdivision | Max. 1024-fois |
| Résolution d'affichage | Axes linéaires : 1 mm à 0,1 μmAxes rotatifs : 1° à 0,0001° (00°00'01") |
| Affichage | Affichage monochrome pour les valeurs de position, les dialogues et saisie des données, les fonctions graphiques, les aides graphiques au positionnementAffichage d'état :Mode de fonctionnement, REF, pouce/millimètre, facteur d'échelle, avance, chronomètreNuméro du point d'origineNuméro d'utilCorrection de rayon d'util R-, R+ |
| Fonctions | Exploitation des marques de référence REF pour marques de référence unique ou à distances codéesMode chemin restant, position nominale (absolue ou incrémentale)Facteur échelleEntrée pour palpeur d'arête 3D et pour un palpeur avec contact commuté à la masseAIDE : Manuel d'utilisation intégréINFORMATION : Calculatrice, calculatrice des données de coupe, paramètres utiliser et paramètres de fonctionnement10 points d'origine et 16 outilsFonctions de palpage pour détermination des points d'origine; de préférence avec le palpeur d'arête KT : Arête, ligne Médiane et centre de cercleCorrection du rayon d'utilCalcul des positions de motifs circulaires ou linéaires |
| ND 780 - Caracteristiques | |
| Correction d'erreurs | Lineaire et non linéaire, jusqu'à 200 points de mesure |
| Compensation de jeu à l'inversion | Applications avec capteur rotatif et vis à billes |
| Interface de données | Série :RS-232-C/V.24 300 à 115 200 BaudsPour l'émission des valeurs de mesure et des paramètres :Pour l'introduction de paramètres et des commandes de touches externes |
| Accessoires | Support orientableBras pivotant universalPalpeur d'arête KT 130Rotule pivotantePoignéeCadre de montage |
| Raccordement secteur | 100 V à 240 V; 50 Hz à 60 Hz; consommation de courant 30 VA max. |
| Température de fonctionnement | 0°C à 45°C (32 °F à 113 °F) |
| Température de stockage | -20°C à 70°C (-4°F à 158°F) |
| Indice de protection (EN 60529) | IP 40 (IP 54, face avant) |
| Poids | 2.6 kg |
II - 7 Caractéristiques techniques pour le tourné
| ND 780 - Caractéristiques | |
| Axes | Jusqu'à 3 axes de A à Z, Z0, ZS |
| Entrées systèmes de mesure | Signaux de forme sinusoidale 11 μAACC, 1 VCC; Fréquence d'entrée max. 100 kHz pour les systèmes de mesure HEIDENHAINPériode du signal:2 μm, 4 μm, 10 μm, 20 μm, 40 μm, 100 μm, 10240 μm, 12 800 μmNombre de traits:9000/18000/36000 |
| Facteur de subdivision | Max. 1024-fois |
| Résolution d'affichage | Axes linéaires: 1 mm à 0,1 μmAxes rotatifs: 1° à 0,0001° (00°00'01") |
| Affichage | Affichage monochrome pour les valeurs de position, les dialogues et saisie des données, les fonctions graphiques, les aides graphiques au positionnementAffichage d'etat :Numéro d'utilis, mode de fonctionnement, REF, pouce/millimetre, facteur d'échelle, avance, affichage diamètre Ø, chronomètre, point d'origine |
| Fonctions | Exploitation des marques de référence REF pour marques de référence unique ou à distances codéesMode chemin restant, position nominale (absolue ou incrémentede)Facteur échelleAIDE : Manuel d'utilisation intégréINFORMATION : calculatrice, calculatrice de côte, paramètres utilisateur et de fonctionnement10 points d'origine, 16 outilsGel de la position d'outil lors de son dégagement |
| Compensation de jeu à l'inversion | Applications avec capteur rotatif et vis à billes |
| Correction d'erreurs | Linéaire et non linéaire, jusqu'à 200 points de mesure |
| Interface de données | Série:RS-232-C/V.24 300 à 115 200 BaudsPour l'émission des valeurs de mesure et des paramètres :Pour l'introduction de paramètres et des commandes de touches externes |
| Accessoires | Pied inclinable, rotule pivotante, poignée, cadre de montage |
| Raccordement secteur | 100 V à 240 V; 50 Hz à 60 Hz; consommation de courant 30 VA max. |
| Température de fonctionnement | 0°C à 45°C (32 °F à 113 °F) |
| Température de stockage | -20°C à 70°C (-4°F à 158°F) |
| Indice de protection (EN 60529) | IP 40 (IP 54, face avant) |
| Poids | 2.6 kg |
II - 8 messages d'erreur
Le tableau suivant contient une liste complète de messages d'erreur, qui peuvent être signalés par la visualisation de codes ND 780.
Les messages d'erreur sont décrits individuellement dans le tableau suivant.
| Message d'erreur de la visualisation de cotes | Explication |
| L'appareil était hors tension. Appuyer une touche quelconque, pour continuer. | Le ND 780 vient d'être mis hors tension. |
| Erreur de salissure & de fréquence : Effacer l'erreur avec Clear. | Des salissures et des erreurs de fréquence perturbent le système de mesure concerné. Intervention de l'utilisateur pour vérifier ou dépanner le système de mesure. |
| Erreur de salissure : Effacer l'erreur avec Clear. | Une erreur de salissure est détectée sur le système de mesure concerné. Intervention de l'utilisateur pour vérifier ou dépanner le système de mesure. |
| Erreur de fréquence : Effacer l'erreur avec Clear. | Une erreur de fréquence est survenue sur le système de mesure concerné. Intervention de l'utilisateur pour vérifier ou dépanner le système de mesure. |
| Erreur de comptage : Effacer l'erreur avec Clear. | Une erreur de comptage est apparue sur le système de mesure concerné. Intervention de l'utilisateur pour vérifier ou dépanner le système de mesure. |
| Dépassement de comptage : Retour dans la plage d'affichage. | Le système de mesure se trouve en dehors de la plage d'affichage définie par l'utilisateur. Déplacer le système de mesure pour revenir dans la plage d'affichage, ou modifier l'affichage. |
| Erreur : Le nombre de trous autorisé est de 1 à 99. | Le nombre de trous pour ce motif de trous est trop élevé. Modifiez le nombre de trous. |
| Erreur : Le rayon doit être supérieur à 0;0. | Le rayon défini par l'opérateur doit être supérieur à zéro, pour définir un cercle. |
| Erreur : La distance doit être supérieure à 0;0. | Dans un motif de trous, la distance entre les trous définie par l'opérateur doit être supérieure à zéro, afin de définir un motif de trous. |
| Erreur : Point de départ et d'acciviée identique impossible. | Les points de départ et d'acciviée doivent être distincts, pour définir une droite. |
| Erreur : La distance au point de centre est différénd du rayon. | La distance au point de centre n'est pas valable et doit être modifiée par l'opérateur. |
| Erreur : La fonction arc cosinus n'est possible qu'avac des valeurs comprises entre -1 et + 1. | La valeur pour laquelle l'arc cosinus doit être calculé, ne se trouve pas dans la plage admissible. |
| Erreur: La fonction arc sinus n'est possible qu'avac des valeurs comprises entre -1 et + 1. | La valeur pour laquelle l'arc sinus doit être calculé, ne se trouve pas dans la plage admissible. |
| Erreur: La fonction tangente n'est pas définie pour 90 et -90 degrés. | La valeur pour laquelle la tangente doit être calculé, ne se trouve pas dans la plage admissible. |
| Erreur: La racine carrée d'une valeur négative n'est pas définie. | La racine carrée d'une valeur négative est impossible. |
| Erreur: Division par zéro impossibly. | Ne peut diviser par zéro. |
| Les paramètres de configuration ne peuvent pas été transmis. Le périphérique n'est pas prêt. | Le périphérique connecté au port série ne fonctionne pas. Vérifiez la connexion et assurez vous que les paramètres de la communication série soient corrects. |
| Erreur: Un ou plusieurs paramètres de configuration ne sont pas valables et n ont pas pu être charges. | Le fichier de configuration importé est corrompu. Réessayez d'importer le fichier. Si l'erreur persiste, importez un autre fichier de configuration. |
| Erreur: Le paramètre n'était pas valide. Paramètre configuré à la valeur précédente. | Lors de l'importation, un paramètre de configuration non valide a été détecté et configuré à la valeur précédente. Vérifiez le fichier de configuration pour lequel l'importation a échoué et réessayez l'importation. |
| Erreur: La plage valable pour le facteur d'échelle est de -10 à -0,1 et de 0,1 à 10. | La valeur actuelle du facteur d'échelle est en dehors de la plage autorisée. Modifiez la valeur du facteur d'échelle à une valeur admissible. |
| Erreur: La plage autorisée pour le facteur de correction d'erreur en ppm est: -99999 à +99999. | Un facteur de correction d'erreur incorrect a été défini. L'utilisateur doit désirir laonne plage lors de la définition de facteur de correction. |
Dimensions de la visualisation de cotes
Dimensions [mm] pouces
Face avant et dimensions
Face arrirée
Vue du dessous et dimensions
Référence des accessoires
| Référence | Accessoires |
| 520010-01 | ND 780, sous emballage |
| 382929-01 | ND 780, bras de montage universel, sous emballage |
| 281619-01 | ND 780, pied inclinable, sous emballage |
| 520011-01 | ND 780, rotule pivotante, sous emballage |
| 520012-01 | ND 780, poignée, sous emballage |
| 283273-01 | Palpeur d'arête KT -130, sous emballage |
| 532811-01 | ND 780, cadre de montage, sous emballage |
ND 780 Poignée
ID 520,012-01
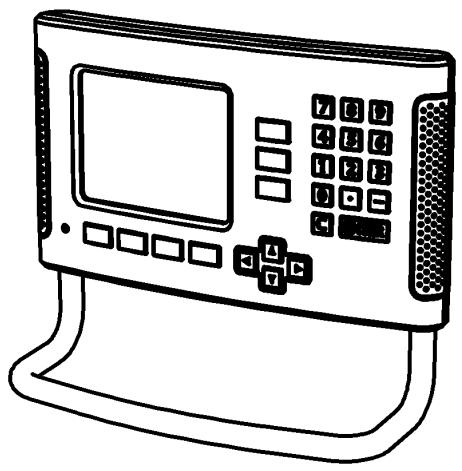
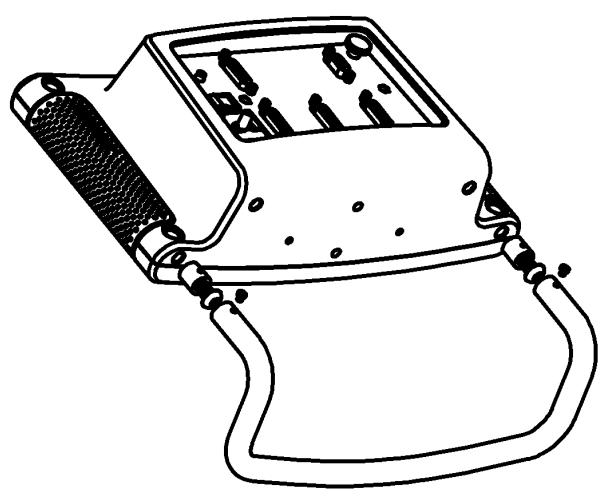
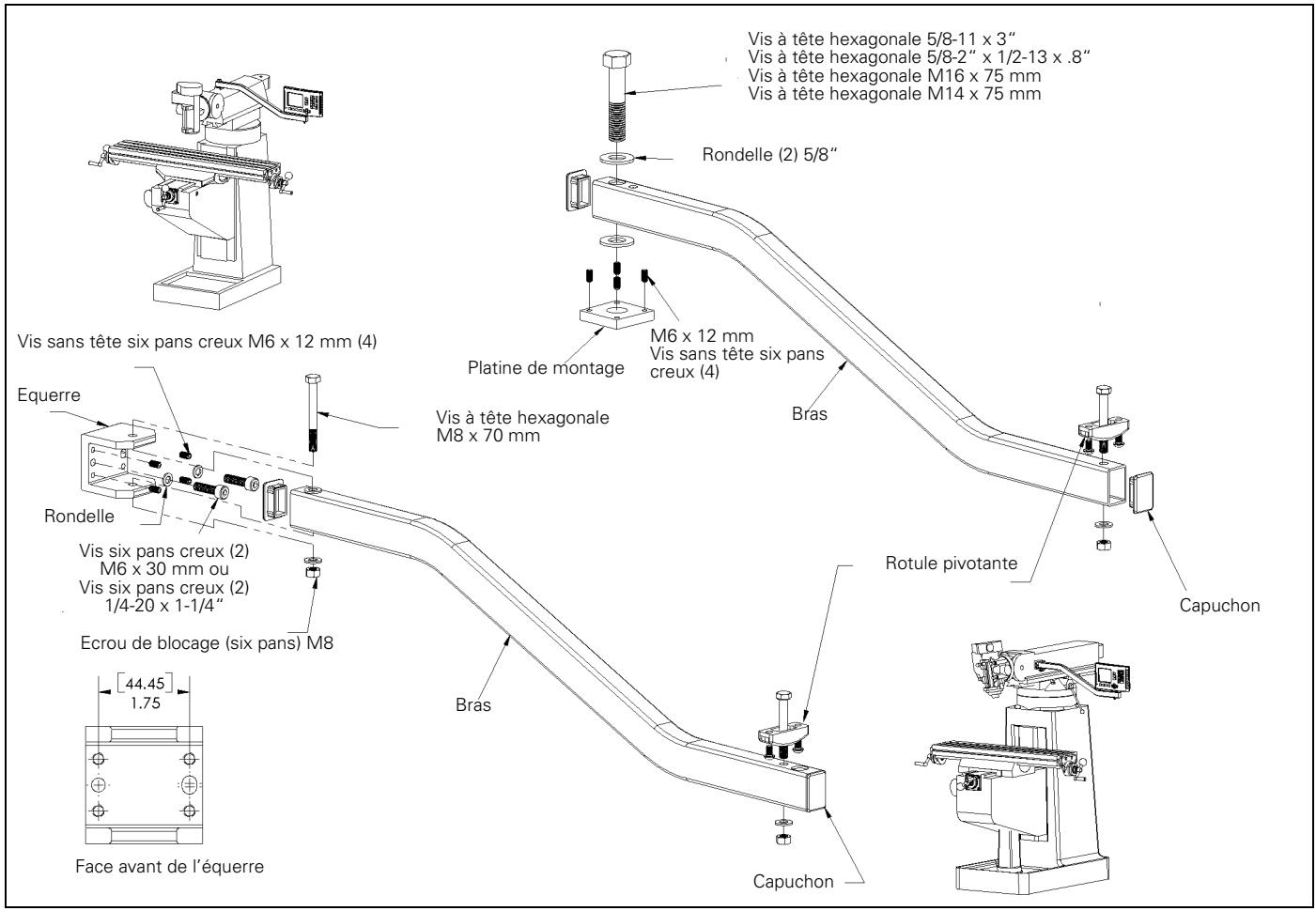
Vis six pans creux M6 x 30 mm (4)
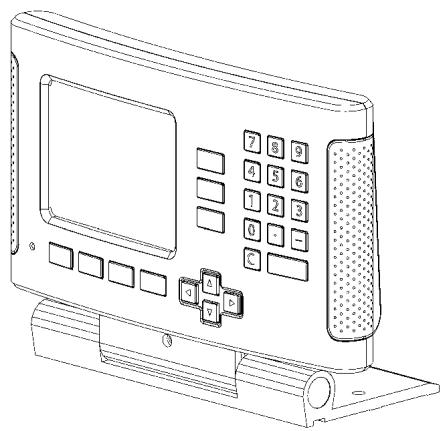
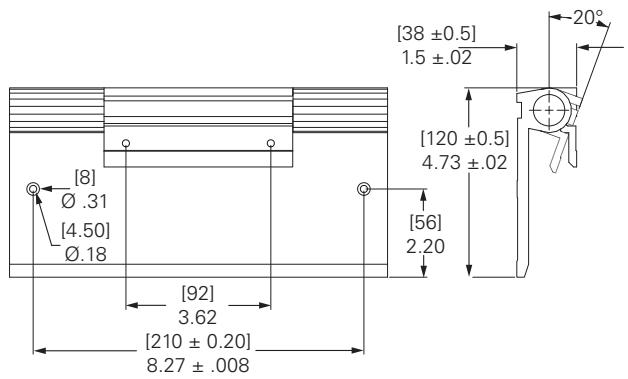
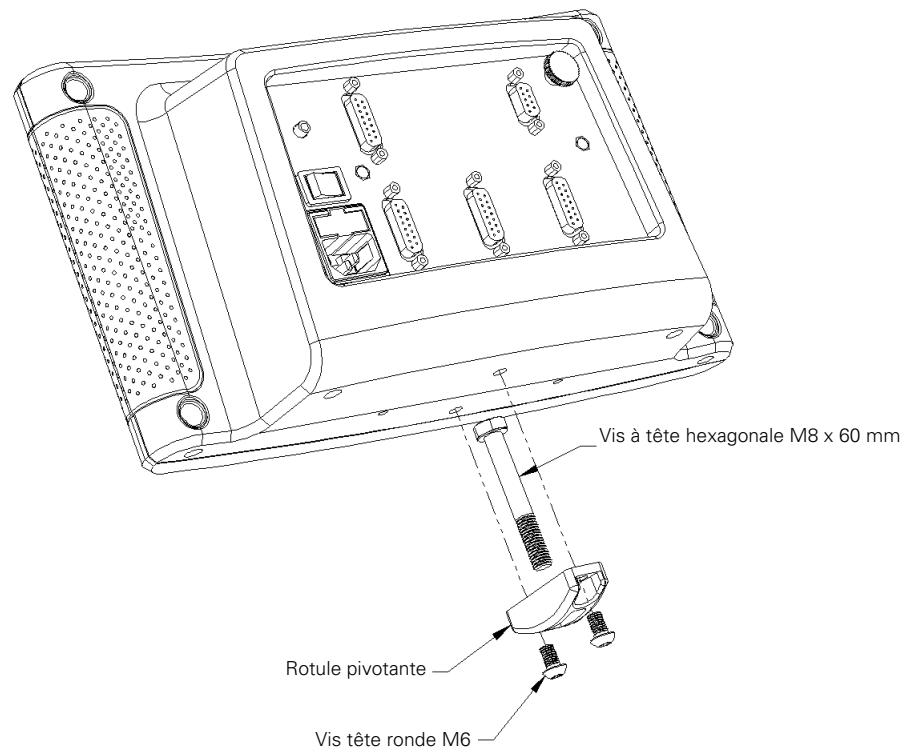
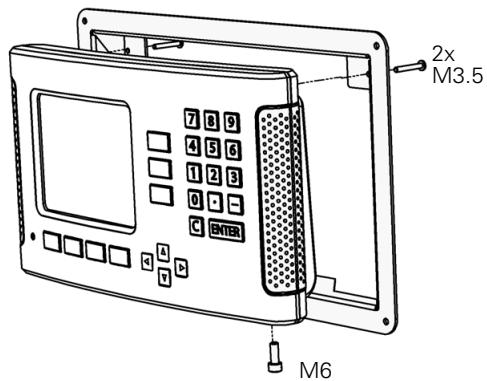
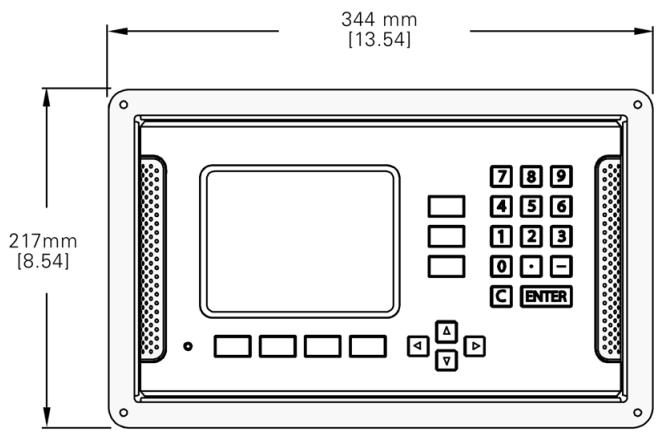
Accessoires... 126
Affichage des marques de référence... 20
Affichage rayon/diamètre... 81
Aide en ligne... 22
Appel de l'outil... 45
Axe de référence angulaire... 18
Axes du diamètre (mode Tournage)... 28
Barre d'état...20
Barre d'état (régler)... 29
Cable de raccordement... 94
Calculatrice de cône... 37
Calculatrice T/min (fraisage)... 36
Caractéristiques techniques pour le fraisage... 120
Caractéristiques techniques pour le tourné... 122
Chronomètre (régler)... 30
Clavier, utiliser... 21
Commande à distance (régler)... 30
Compensation de jeu à l'inversion... 104
Conditions d'environnement requises... 93
Conditions électriques requises... 93
Coordonnées : Principes de base... 16
Coordonnées absolues... 17
Coordonnées incrémentales... 17
Correction d'erreur linéaire... 101
Correction d'erreur non-linéaire... 102
Correction d'erreurs... 101
Coupler les axes Z... 100
Curseur graphique de positionnement... 21
Curseur graphique de positionnement (régler)... 29
Cycle de filetage... 82
Dégauclissage automatique des pièces... 29
Description de l'écran... 20
Désignation des axes... 20
Diagnostic... 106
Dimensions... 125
Données d'outils, introduire... 42
Ecran, réglages... 31
Emission de la valeur de mesure... 115
Emplacement de montage... 92
Exploitation des marques de référence... 24
Facteur d'échelle... 27
Fenêtre avec les instructions en ligne :... 23
Fonction VALIDER REF/DEACTIVER REF... 25
Fonctions de fraisage et description détaillée des fonctions des softkeys... 39
Fonctions softkey pour le cycle de fraisage... 83
Fraisage oblique et fraisage d'un arc de cercle... 68
IMAGE MIROIR... 28
Image miroir... 65
Import/Export (paramètres)... 31, 40, 76
Initialiser la valeur absolue... 53
Initialiser la valeur incrementale... 57
Initialiser le point d'origine sans fonction de palpage... 46, 78
Initialiser les données d'outils, Tournage... 76
Instructions de montage de la rotule pivotante... 129, 130
Instructions de montage du pied inclinable... 128
Instructions de montage pour bras de montage... 127
Interface de données... 109
Langue (paramétrer)... 31
Les paramètres du menu PARAMETRER SYSTEME... 97
Ligne médiane entre deux faces tangentées comme ligne de référence... 51
Maintenance préventive... 93
Marques de référence... 19 Franchir... 24 Ne pas franchir... 24
Marques de référence à distances codées... 19
Marques de référence fixes... 19
Masque de saisie du cycle de filetage... 85... 85, 86
Masques de saisie... 23
Messages d'erreur... 23
Mise sous tension du ND 780... 24
Modes de fonctionnement... 21, 26
Motif circulaire... 62
Motif linéaire... 65
Motifs de trough (Fraisage)... 61
Objet de la fourniture... 92
Palpage, initialiser arête de la pièce comme ligne de référence... 48
Palpage, initialiser ligne médiane comme ligne de référence... 49
Palpage, paroi interne d'un trou... 50
Palpeur d'arête... 28
PARAMETRER...26
Paramétrer l'affichage... 99
Paramétrer l'application... 100, 105
Paramètre le cycle de filetage : … 98
Paramétre le système de mesure... 98
PARAMETRER USINAGE, menu... 26
PARAMETRER, softkey...26
Paramètres des menus PARAMETRER USINAGE... 27
Paramètres du système de mesure... 107
Plage d'affichage... 20
Poignée... 126
Point d'origine absolu... 16
Point d'origine, initialiser avec palpeur d'arête... 47
Points d'origine... 16
Port série... 110
Positions absolues de la pièce... 17
Positions incrémentales de la pièce... 17
Procédure de réglage pour les erreurs non linéaires... 102
Raccordement des signaux du palpeur d'arête... 96
Raccordement électrique... 92
Raccorder les systèmes de mesure... 94
Remarques sur la saisie des données... 21
Softkey 1/2... 59
Softkey AUCUNE REF... 24
Softkey DESACTIVER REF... 25
Softkey INCH/MM 27
Softkey INIT. / RAZ... 34
Softkey LISTHEMES...22
Softkey Outil...39,41
Softkey POINT D'ORIGINE... 45
Softkey POINT D'ORIGINE (Tournament)... 78
Softkey PRESEL. VALEUR (fraisage)... 53
Softkey PRESEL. VALEUR (Tournage)... 81
Softkey Valeur effective/Chemin résistant... 26
Softkey VALIDER REF... 24
Softkeys... 20
Softkeys pour les fonctions d'ordre général, description détaillée … 34
Sommaire des softkeys pour les fonctions d'ordre général... 32
Systèmes de mesure de position... 18
Tableau d'outils, utilisation (Tournage)... 76
Terre de protection (mise à la terre)... 93
Touche C (effacer)... 21
Touche CALCULATRICE... 35
Touche ENTER... 21
Touche POINT D'ORIGINE (Tournage)... 75
Touches fléchées A GAUCHE/A DROITE... 21
Touches fléchées EN HAUT/EN BAS... 21
Unité de mesure, paramétrer... 27
Utilisation du tableau d'outils... 42
- Écran du ND 780
- Face avant du ND 780
- Face arrière du ND 780
- Version du logiciel
- ND 780
- Symboles en regard de ces remarques
- Remarque générale
- Danger - choc électrique ou danger de blessure
- Différences
- Référence
- ND 780 - Représentation des expressions
- Code d'accès aux paramètres
- Important!
- Accès aux paramètres-machine
- Points d'origine
- Position effective, position nominale et chemin restant
- Positions absolues de la pièce
- Positions incrémentales de la pièce
- Systèmes de mesure de position
- Marques de référence du système de mesure
- Description de l'écran
- Remarques sur la saisie des données
- Curseur graphique de positionnement
- Aide en ligne
- Ouvrir le mode d'emploi intégré :
- Masques de saisie
- Fenêtre avec les instructions en ligne :
- Messages d'erreur
- Exploitation des marques de référence
- Travail sans exploitation des marques de référence
- Desacti-ver ref
- Modes de fonctionnement
- Parametrer
- Paramètres des menus PARAMETRER USINAGE
- Unités
- Facteur d'échelle
- Palpeur d'arête (application fraisage seulement)
- Axes du diamètre
- Émission de la valeur de mesure
- État barré
- Chronomètre
- Commande à distance
- Réglages de l'écran
- Sommaire des softkeys pour les fonctions d'ordre général
- Description détaillée des softkeys pour les fonctions d'ordre général
- Softkey INIT. / RAZ
- Softkey calculatrice
- Calculatrice t/min.
- Softkey calculatrice CONE
- Calculatrice
- CONE: D1/D2/L
- Rapport conique
- Description détaillée des fonctions des softkeys
- Softkey OUTIL
- Tableau d'outils
- Correction du rayon d'outil
- Signe pour le correcteur de longueur l
- Introduire les données de l'outil
- Utilisation du tableau d'outils
- Diametre OUTIL
- Longueur OUTIL
- UNITE De MESURE
- Type OUTIL
- Ouvrir les tableaux d'outils
- Appel d'outil
- Softkey point d'origine
- Fonctions de palpage pour l'initialisation du point d'origine
- Initialiser le point d'origine avec le palpeur d'arête
- Point d'origine
- PALPER dans l'axe x
- Introduire la valeur pour x + 0
- PALPER dans l'axe y
- PALPER L'arete en x
- PALPER L'arete en x
- Introduire la VALEUR pour x
- CENTRE de CERCLE
- Introduire le CENTRE y y = 0
- Palpage avec un outil
- Softkey PRESEL. VALEUR
- Initialiser la valeur absolue
- Préparation :
- Position nominale
- PRESEL. VALEUR
- INIT. RAZ
- Initialiser la valeur incrémentale
- Softkey 1/2
- Decompter vers ZERO et se deplacer au deuxième point
- Appuyer sur 1/2 et se deplacer a ZERO
- Fonctions spéciales (fraisage)
- Motif circulaire et linéaire (fraisage)
- Softkeys du programme :
- Softkey MOTIF circulaire
- Étape : introduire les données
- Profondeur
- Étape : perçage
- TROU suivant
- Motif linéaire
- Exemple: introduire le motif linéaire et l'exécuter
- NOMBRE De rangees
- Fraisage oblique et fraisage en arc de cercle
- Softkeys disponibles dans le masque de saisie :
- Introduire le MOTIF de TROUS (options)
- Execution du MOTIF de TROUS
- PASSE suivante
- Softkey fraisage ARC
- Choix du PLAN
- Point de CENTRE
- Point initial
- Increment
- Description détaillée des fonctions softkeys
- Ouvrir le menu tableau d'outils :
- Introduire le décalage d'outil avec preselection/outil
- Introduire le décalage de l'outil avec la fonction note/init.
- INIT. point d'origine en x
- INIT. point d'origine en z
- Initialiser les points d'origine avec la fonction note/init.
- Softkey RX (RAYON/DIAMETRE)
- Cycle de filetage
- Fonctions softkey
- Masque de saisie du cycle de filtre :
- Point FINAL
- PASSE de finition
- Finition
- Exécuter le programme du cycle de filtration
- PASSES restantes
- Objet de la fourniture
- Accessoires
- Emplacement pour le montage
- Monter la visualisation de cotes
- Raccordement électrique
- Conditions électriques requises
- Conditions d'environnement requises
- Câblage de la prise secteur
- Maintenance préventive
- Raccorder les systèmes de mesure
- Raccordement du palpeur d'arête et des signaux d'entrée
- Distribution des broches du palpeur d'arête et transmission des données
- Les paramètres du menu PARAMETRER SYSTEME
- Parametr systeme
- Sélectionner
- Définir le système de mesure
- Paramétrer le cycle de filtration :
- Paramétrer l'affichage
- Coupler les entrées
- Coupler les axes z
- Activer le couplage des axes z
- Désactiver le couplage des axes z
- Correction d'erreurs
- Correction d'erreur linéaire
- Correction d'erreur non linéaire
- Procédure de réglage pour les erreurs non linéaire
- Créer un tableau de corrections d'erreurs non linéaires
- Lire le graphique
- Afficher le tableau des corrections d'erreur
- Exporter le tableau actuel des corrections d'erreur
- Importer un nouveau tableau de corrections d'erreur
- Compensation de jeu à l'inversion
- Paramétrer l'application
- Diagnostic
- Test du clavier
- Test du palpeur d'arête
- Test de l'écran
- Représentation graphique du signal d'un système de mesure
- II - 3 paramètres du système de mesure
- II - 4 Interface de données
- Port série (X31)
- Câblage des câbles de raccordement
- Câblage complet
- Commandes externes via l'interface v24/rs-232
- Diagramme des temps en émission des données
- Diagramme des temps en émission des données (b)
- Exemples d'envoi de caractères sur l'interface de données
- Émission des données commandée par signaux externes
- Sortie des données avec palpeur d'arête
- Exemple 5 : fonction de palpage ligne médiane
- Exemple 6 : fonction de palpage centre de cercle
- II - 6 Caractéristiques techniques pour le fraisage
- II - 7 Caractéristiques techniques pour le tourné
- II - 8 messages d'erreur
- Dimensions de la visualisation de cotes
- Référence des accessoires
Marque : HEIDENHAIN
Modèle : ND 780
Catégorie : Système de contrôle numérique