
Delta 2040 Pro - 3D Printer Wasp - Free user manual and instructions
Find the device manual for free Delta 2040 Pro Wasp in PDF.

| Product Type | 3D Printer |
| Technology | Fused Filament Fabrication (FFF) |
| Build Volume | ∅200 x 400 mm (cylindrical) |
| Nozzle Diameter | 0.4 mm (interchangeable: 0.7, 1.2 mm) |
| Layer Resolution | 50 microns |
| Positioning Precision | 0.1 mm |
| Maximum Printing Speed | 250 mm/s |
| Filament Diameter | 1.75 mm |
| Compatible Materials | PLA, PETG, ABS, ASA, HIPS, PVA, PMMA, PA, PP |
| Dimensions (L x W x H) | 44 x 49 x 87 cm |
| Weight | 25 kg |
| Power Supply | 220-240 V, 50/60 Hz |
| Maximum Power Consumption | 1500 W |
| Nozzle Maximum Temperature | 300 °C |
| Heated Bed Maximum Temperature | 110 °C |
| Operating Temperature | 20-30 °C |
| Noise Level | <50 dB(A) |
| Connectivity | LCD screen, SD card, USB, Ethernet, Wi-Fi |
| Slicing Software | Cura, Slic3r, Simplify3D |
| File Formats | .stl, .obj, .gcode |
| Operating Systems | Windows, Mac, Linux |
| Safety Features | Door sensor, overheating block, residual risk protection |
| Warranty | 12 months (companies) / 24 months (individuals) |
| Included Accessories | USB pendrive, power cable, extruder cleaning kit, glue |
Frequently Asked Questions - Delta 2040 Pro Wasp
User questions about Delta 2040 Pro Wasp
0 question about this device. Answer the ones you know or ask your own.
Ask a new question about this device
Download the instructions for your 3D Printer in PDF format for free! Find your manual Delta 2040 Pro - Wasp and take your electronic device back in hand. On this page are published all the documents necessary for the use of your device. Delta 2040 Pro by Wasp.
USER MANUAL Delta 2040 Pro Wasp
MANUAL OF USE AND MAINTANANCE
natural_image
Technical line drawing of a 3D printer or scanner device with no visible text, numbers, or symbols.PRO LINE
ORIGINAL INSTRUCTIONS
Discalaimer

IMPORTANT:
We kindly praise to read carefully and comprehend totally the content in this manual of Use and Maintenance.
The missing acknowledgment of the manual can be cause of personal injury, worst quality results or damages to the printer Delta WASP 2040 PRO. Always make sure that the personal using the 3D printer knows and understands the content of the manual in order to the best results from Delta WASP 2040 PRO.
| 1 First edition 03/09/2019 | ||
| Revision Reason for the revision Revision date | ||
No part of this publication may be reproduced, stored in a filing system or transmitted to third parties in any form or by any means, without the Manufacturer having issued a prior written authorization. The Manufacturer reserves the right to make changes to its products at any time and without notice in order to constantly increase the quality, therefore this publication may also be subject to future modifications and updates.
Summary
0 Premises....5
0.1. Aim of the instruction manual 5
9.2. How the read the manual of instructions....6
9.3. Storage of the manual of instructions 6
9.4. Updating the manual of instructions 6
10 General information 7
10.1. Manufacturer identification data....7
10.2. Indentification label 7
10.2.1. Position of the label on the printer....8
10.3. Testing 8
10.4.Warranty 8
10.5. Declaration of conformity....9
10.6. General safety warnings.... 10
10.6.1. Personal protective equipment 10
10.6.2. Operators for whom the manual is intended .....11
10.6.3. Protection systems 11
10.6.4. Residual risks....11
10.6.5. Safety stickers 13
10.7. Glossary and pictograms.... 13
10.7.1. Identification of operating personnel.... 13
10.7.2. Editorial pictograms....14
11 Description of the printer....15
11.1. Control panel 16
11.2. Work area 17
11.3. External area of the printer 18
11.4. Technical data.... 19
11.5. Noisiness....20
11.6. Intended use of the printer 20
11.7. Improper use of the printer 20
12 Transport and handling....21
12.1.General warnings....21
12.1.1. Delivery of the printer 21
12.2. Unpackaging 22
12.3. Content 22
12.4. Lifting and handling of the printer 22
13 Installation....23
13.1. General warnings 23
13.1.1.Placement 23
13.2. Electrical connection 24
14 Preparing to use the printer 25
14.1. General warnings....25
14.2.User interface 26
14.2.1.Main board 26
14.2.2. Menù print 27
14.2.3. PREPARE menu....28
14.2.4. ADVANCED menu....29
14.2.5.WIFI settings 30
14.2.6. GCODE....31
14.2.7. INFO menu 32
14.3. First start.... 33
15 First use of the printer 35
15.1. General warnings 35
15.2. Gcode creation 36
15.3. Slicing software 36
15.4. Autocalibration 36
15.5. Loading/removal of the filament 36
15.6. Adhesion to the bed 37
15.7. Selecting gcode 37
15.8. Function during the print....37
15.9. Piece removal....37
16 Ordinary and extraordinary maintenance.....38
16.1. General warnings....38
16.2. Ordinary maintenance....40
16.2.1.Fan filter 40
16.2.2. Arms ball joint....40
16.2.3. Extruder fans 40
16.2.4.Elastic ropes....40
16.2.5.Sliders 41
16.2.6. Extruder....41
16.2.7. Sostituzione protezione Ooze shield....41
16.2.8.Print bed cleaning....42
16.3. Extraordinary maintenance.... 43
16.3.1. Cartridge removal 44
16.3.2. Manual leveling 48
16.3.3.Cartridge cleaning48
16.3.4.Flex extruder cleaning 50
17 USE OF THE PRINTER....52
17.1. Adhesion to the bed 52
17.2. Autocalibration 52
17.3. Zen extruder calibration 54
17.4. Load filament 56
17.5.Load.gcode....58
17.5.1. Loading with pendrive USB 58
17.5.2. Loading with Wi-fi 58
17.6. Continuous printing 60
17.7. Deleting gcode from machine 60
17.8. Manual extrusion....62
17.9.Free zeta system....64
17.10.Modify height 64
17.11. Change Core 66
17.12. Resurrection system....70
17.13. Removal of the print....70
17.14. Wifi and remote control 72
18 Additional INSTRUCTIONS....74
18.1. General warnings....74
18.2. Decommissioning and dismantling....74
18.3. Instructions for emergency situations ..... 75
0 PREMISES
0.1. Aim of the instruction manual

IMPORTANT:
Before proceeding with the installing and starting of the printer, the technician, the user, the maintainer and the safety responsible must read and understand the actual manual.
The manual must be considered as a fundamental part of the printer. The correct use and maintenance of the machine depends on the informations contained here.
It contains instructions that must be acknowledged by the personal devoted to the use, maintenance and transport of the machine, supposing the adequate experience, preparation and professional abilitation as well as a psychophysical attitude.
For certain operations it may be necessary to ask for the intervent of personnel who have achieved a specific preparation.
It must always be available for consultation, in copy and by the recipient, on the printer itself or in its immediate vicinity. In the second case the location of the manula must me indicated on the printer clearly.
It is susceptible of updates which, appropriately classified, will be transmitted to the employer in order to update the consultation copy (s).
- The recipient must ensure that the personnel authorized by him to start up, use, maintain and transport the printer have obtained adequate knowledge of the instructions contained in this manual.
- The recipient must check that the maintenance operations, prescribed in the appropriate chapter, are carried out and recorded promptly and effectively.
- Si declina ogni responsabilità per danni a persone o cose derivanti da uso improprio e/o da omessa o inadeguata manutenzione.
• We accept no responsibility for damage to persons or property resulting from improper use and / or omitted or inadequate maintenance. - The recipient has the right to request further information.
In case of loss and/or damage of the present manual is responsibility of the recipient to ask for one or more copies.
0.2. How the read the manual of instructions
This manual is composed by:
COVER WITH PRINTER IDENTIFICATION
By consulting the cover you trace to the printer model covered in the manual and to the printer serial number in your possession.
ANALYTICAL INDEX
By consulting the index it is possible to identify to the chapter and to the paragraph on which all the notes relating to a given topic are reported.
NUMERATION FIGURES
Each figure is numbered progressively, indicating with the first digit the reference chapter and with the second the progressive image (example Fig. 3.4 is the fourth figure of chapter three)
0.3. Storage of the manual of instructions
It is mandatory to keep this manual and all attached documents in an easily accessible place near the printer and known to all users (operators and maintenance personnel).
Operators and maintenance technicians must be able to quickly find and consult the manual in any situation.
The manual is an integral part of the printer for security purposes.
Therefore:
- It must be kept intact (in all its parts);
• It must follow the printer until its disposal (even in case of travel, sale, rental, rent, etc.); - It must be kept up to date and report any changes made to the printer.
0.4. Updating the manual of instructions
This manual must be regularly updated by attaching additional or altered parts.
The sending of any additional parts is the responsibility of the Manufacturer; the user is responsible for the replacement of parts that may be altered as a result of use, making a request directly to the Manufacturer.
1 GENERAL INFORMATION
1.1. Manufacturer identification data
CSP S.r.l.
Viale Zaganelli, 26 - 48024 Massa Lombarda (RA) Italy
Tel. +39 0545 82966
info@3dwasp.com / www.3dwasp.com
1.2. Indentification label
The printer is CE marked and complies with all relevant provisions:
Machinery Directive 2006/42 / EC, EMC Directive 2014/30 / EU and LVD Directive 2014/35 / EU
EN 55022
EN 55024
EN 60204-1
The marking can be identified by means of an identification plate of the Manufacturer as required by the Machinery
Directive. In case of damage, the Recipient must commission a copy.

- Model
- Voltage
- Maximum power
- Year of production
- Serial number
- Advanced settings
1.2.1. Position of the label on the printer
The identification label can be found on the back of the printer in proximity of the supply plug.
1.3. Testing
The printer is tested directly by the Manufacturer during the phase of mounting and post mounting.
1.4. Warranty
The printers built by CSP S.r.l. are covered by a warranty for a period of 12 months for companies or VAT and 24 months for individuals, according to the specifications set out in the sales contract.
If during the period of validity, defective operations or faults of parts of the printer that fall within the cases indicated in the warranty occur, CSP S.r.l. (after the appropriate checks) will repair or replace the defective parts. The defective parts under warranty are repaired or replaced free of charge by CSP S.r.l..
The costs of transport and / or shipment are always charged to the Customer, as well as the return / return travel expenses related to the intervention of the Manufacturer's technicians at the Customer's premises.
The labor costs related to the intervention of the Manufacturer's technicians at the Customer's premises, for the removal of defects under warranty are the responsibility of the Manufacturer, except in cases where the nature of the defect is such that it can be easily removed on site by part of the Customer.
All consumables are excluded from the warranty, possibly supplied by the manufacturer together with the machines.

NOTE:
The guarantee lapses in the following cases:
• In case of default or other contractual non-fulfillment;
- Improper use of the printer
- Failure to comply with the standards and maintenance intervals
- Tampering
- The printer is returned to the Manufacturer in a different packaging from the one supplied at the time of purchase;
- Use of non-original spare parts, ie not supplied directly by the Manufacturer; - Extraordinary interventions not carried out by personnel not sent by the Manufacturer;
- Any variation and / or non-observance of what is indicated in the technical documents and in this manual entails the forfeiture of the technical and functional guarantees, and release the Manufacturer of the printer from any responsibility.
1.5. Declaration of conformity
Below is the declaration of conformity (FAC-SIMILE) of which the original copy is supplied together with the printer documentation.
(All. IIA DIR. 2006/42/CE)
IL FABBRICANTE
Delta WASP 3MT Industrial
Matricola:
......
1.6. General safety warnings

CAUTION:
Any intervention must be performed on the printer requires particular caution on the part of the operator.

NOTE:
Any intervention on the printer must be carried out in strict compliance with the operational skills (see paragraph 1.7.1 "Identification of Operational Staff"). CSP S.r.l. declines any responsibility in case of non-compliance with these skills.
The purpose of this chapter is to indicate which are the specific points and measures to avoid incurring any kind of accidents, which may be defined as residual risks, which are the minimum essential safety provisions to be maintained, which characteristics must have the personnel assigned to the normal assembly operations and which must be the characteristics of the maintenance personnel.
We are not responsible for unspecified operations, as they are considered strictly pertinent to technical assistance personnel or for operations performed differently from what we described in the documentation presented.
Possible operations on the printer can:
- Mechanics
- Electrical

MECHANICAL NATURE INTERVENTIONS
Any intervention of a mechanical nature must be carried out in strict compliance with the directives required by current safety regulations. It is absolutely forbidden to perform any type of mechanical maintenance intervention on the printer during the operating cycle or in any case with parts of the printer moving.
Every mechanical adjustment operation must be carried out with the printer stopped and only and exclusively by the mechanical maintenance technician, qualified to operate in conditions of protection disconnected (see paragraph 1.7.1 "Identification of the operating personnel").
Maintenance work must only be performed with the printer disconnected from the mains and taking all the safety measures required by current regulations.

ELECTRICAL NATURE INTERVENTIONS
Every electrical adjustment operation must be carried out taking all the safety measures required by current regulations.
1.6.1. Personal protective equipment
It is mandatory to use the specific personal protection devices (PPE) to the current operations made available by the company (in relation to the risk attached to the performance of certain processes), even if not directly concerning the use of the plant.
1.6.2. Operators for whom the manual is intended
The manual is written for:
• The operators involved in using the printer (in the continuation of the manual will be briefly called "users");
- Mechanical maintenance workers: trained and authorized operators for the maintenance of mechanical parts, pneumatic and oil-hydraulic systems;
- Electrician maintenance technicians: trained and authorized operators for the maintenance of electrical and / or electronic parts and systems;
• Qualified technicians (employees of the Manufacturer or authorized service center), special maintenance staff and operations of a complex and / or particular nature.

ATTENTION:
The user must not perform operations reserved for maintenance personnel or qualified technicians. The manufacturer is not liable for damages deriving from failure to observe this prohibition. Users or qualified technicians.
1.6.3. Protection systems
The machine is provided with automatic systems of protection that reduces the risks for the user.
These systems are present as a standard in all machines and shall not, for any reason, be manipulated nor damaged. Seeing abnormalities in the fuctions of these systems the user is responsible of reporting them to the Manufacturer, who'll fix it.
Anytime the fuctions of these systems are compromised the machine must not be used for no reason as it may be dangerous for the user and may lead to major damages to the machine itself.
DOOR SENSOR

ATTENTION:
Do not put any magnet or magnetic device near the frame of the door as it may compromise its right behaviour
The Door sensor activates anytime the door is open and automatically pauses any action on the machine (including heating, movements and tool-change).
OVERHEATING BLOCK
The machine is designed with a control system to prevent the overheating of its parts by blocking the heating parts as the temperatures recorded overcome the safety threshold.
1.6.4. Residual risks
Residual risk of scalding
This risk exists during the removal phase of the filament from the extruder and during the removal of the piece from the plate.

CAUTION:
Remove the part only when both the extruder and the bed are cool.

ATTENTION:
During the operations on the machine the user must wear protective gauntlets.
Residual risk of electrocution

CAUTION:
It is present tension on the superior part of the printer.
Maintenance / Cleaning
Maintenance / cleaning operations must be carried out by trained and authorized personnel. Operations must be performed in a safe stop condition, disconnecting the printer from power sources. Refer to chapter 7 "Ordinary and Extraordinary Maintenance".
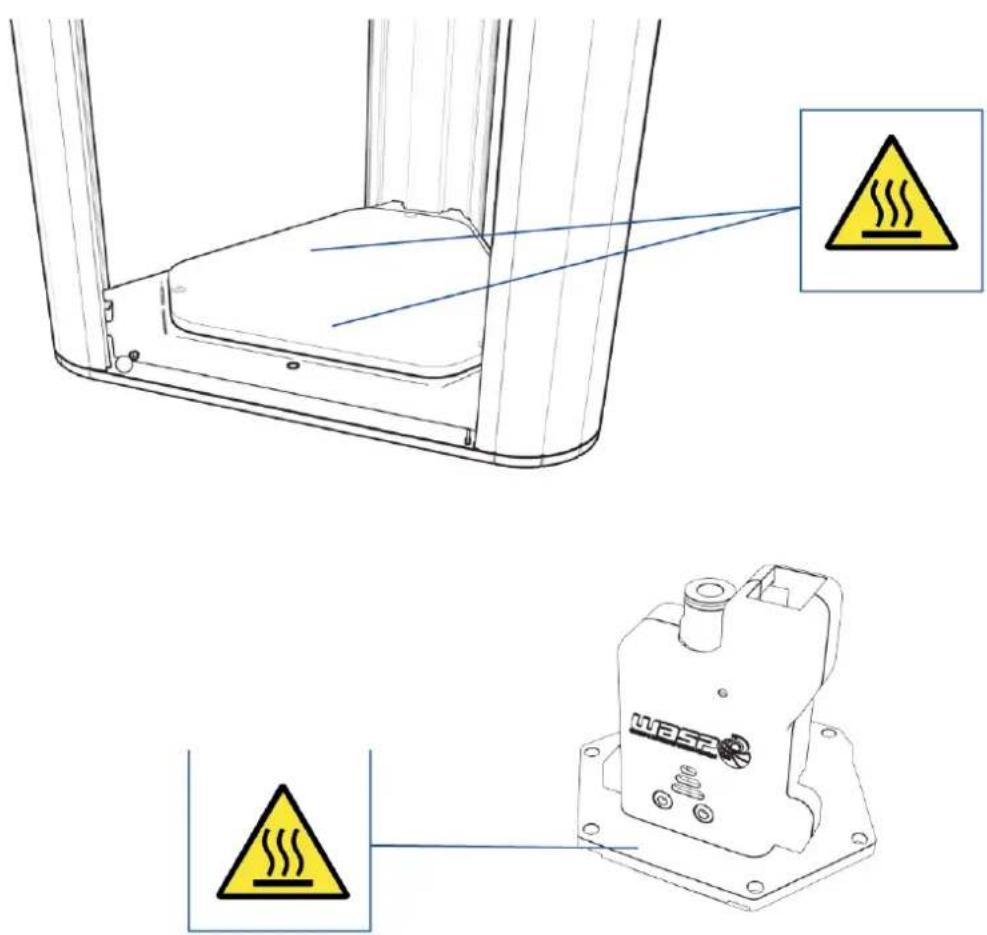
Fig. 1.6.5 - Safety stickers on the printer
1.6.5. Safety stickers
The safety stickers shown below are applied to the printer. Before using the printer, check the integrity of these adhesives and assimilate the instructions. Refer to paragraph 1.7 "Glossary and pictograms". If the meaning is not clearly understood, contact the Manufacturer.

ATTENTION:
The labels and stickers applied to the printer must be replaced before they become illegible. If one or more plates (stickers) are missing or illegible, the operator must not use the printer until the new plates (stickers) have been applied.
Legend:

Hot surfaces, pay attention not to touch when heated
1.7. Glossary and pictograms
1.7.1. Identification of operating personnel
The operator responsible for the operation or maintenance of the printer must possess the specific professional requirements for each intended operation.
The operator must be instructed and therefore be aware of the tasks entrusted to him who has responsibility for the job.
Below is a description of the professional profiles for the operators involved in the printer.
User
Qualified personnel, able to perform simple tasks, trained on using the printer.
It supervises the proper functioning of the same and the eventual first intervention in case an alarm condition occurs.
Mechanical maintenance technician
Qualified technician able to conduct the printer under normal conditions, to intervene on the mechanical parts to carry out all the necessary adjustments, maintenance interventions and repairs.
It is not enabled to work on electrical systems in the presence of voltage.
Electrical maintenance engineer
Qualified technician able to conduct the printer in normal conditions; it is in charge of all the electrical interventions of regulation, maintenance and repair. It is able to operate in the presence of voltage inside enclosures and junction boxes
Manufacturer Technician
Qualified technician provided by CSP S.r.l. to carry out operations of a complex nature in particular situations or in any case according to what has been agreed with the user.
1.7.2 Editorial pictograms
To ensure a deeper knowledge of the printer, the text of this manual is accompanied by indications that complete it, providing additional information, indispensable attention or particularly significant hazards to consider; in this regard, the following notation is used:

DANGER:
Indicates situations or operations in which there is the possibility of causing damage to the printer, to the equipment connected to it.

ENVIRONMENTAL NOTE:
Indicates situations or operations in which there is the possibility of causing damage to the environment.

NOTE:
Indicate the notes, warnings, suggestions and other points on which you want to draw the reader's attention or complete the explanation with further information.
Personal protective equipment (PPE)
The graphic symbols used in this manual are indicated below to indicate the need to wear certain PPE.

PROTECTIVE GAUNTLETS:
Indicates the need to use suitable protective gloves to perform the described operation (possibly dielectrics for carrying out work on the electrical system).

SAFETY SHOES:
Indicates the need to use safety shoes suitable for performing the described operation.

PROTECTIVE WORKWEAR:
Indicates the need to use protective clothing to perform the operation described.

PROTECTIVE HELMET:
Indicates the need to use a safety helmet to perform the operation described.
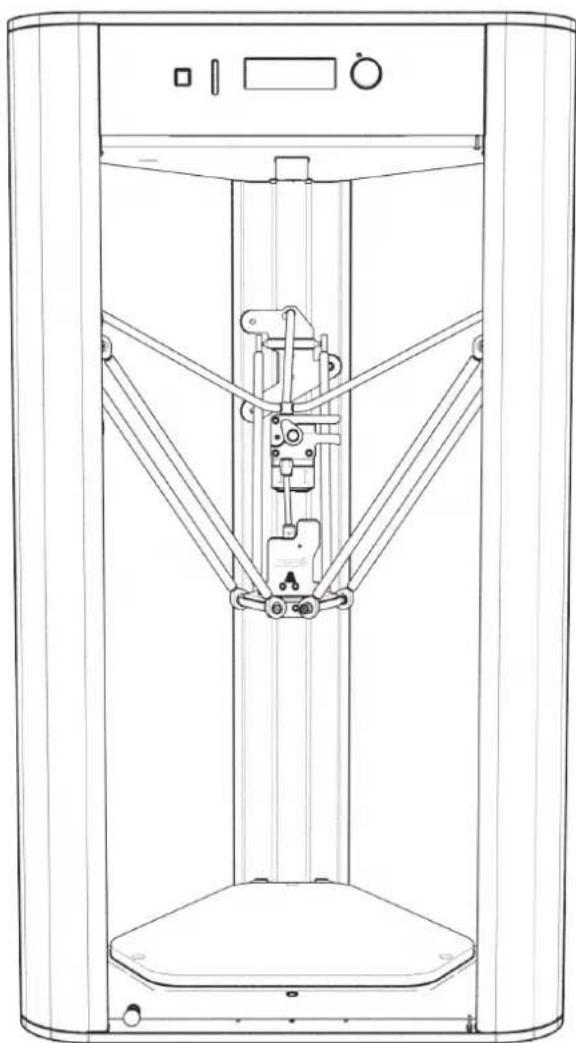
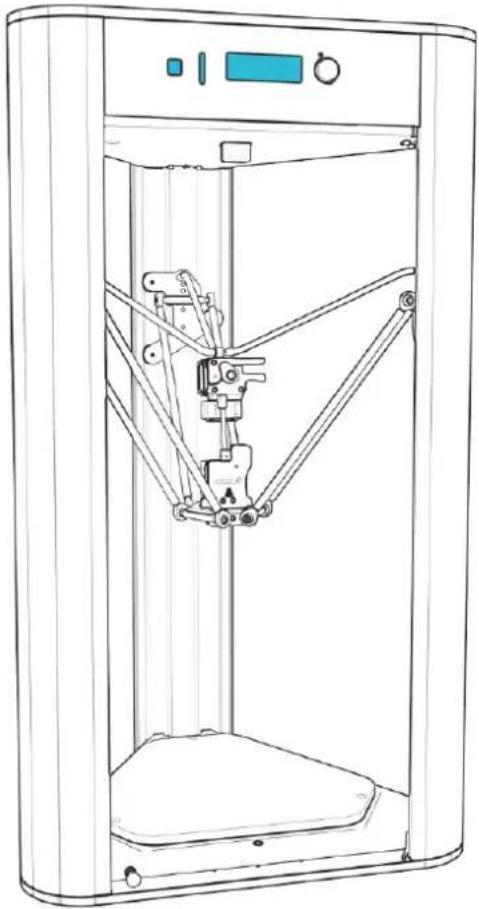
2 DESCRIPTION OF THE PRINTER
The device described in this manual is a 3D printer suitable for 3D printing with the use of filament in thermoplastic material.
The printer consists of an heated extruder mounted on a Delta-robot structure, a bed of work and a group of spools.
The material is unrolled from the spool, pushed on the heated nozzle where melts and is extruded through a hole that deposes very small amounts of material on the bed of work. The material is deposed by the toolhead layer-on-layer. The layers are defined by the file produced with the use of a slicing software. It's possible in this way to create any shape and kind of object in the limits of this technology.
natural_image
Line drawing of a 3D printer with visible internal components and control panel (no text or symbols)Fig. 2 - Printer
2.1. Control panel
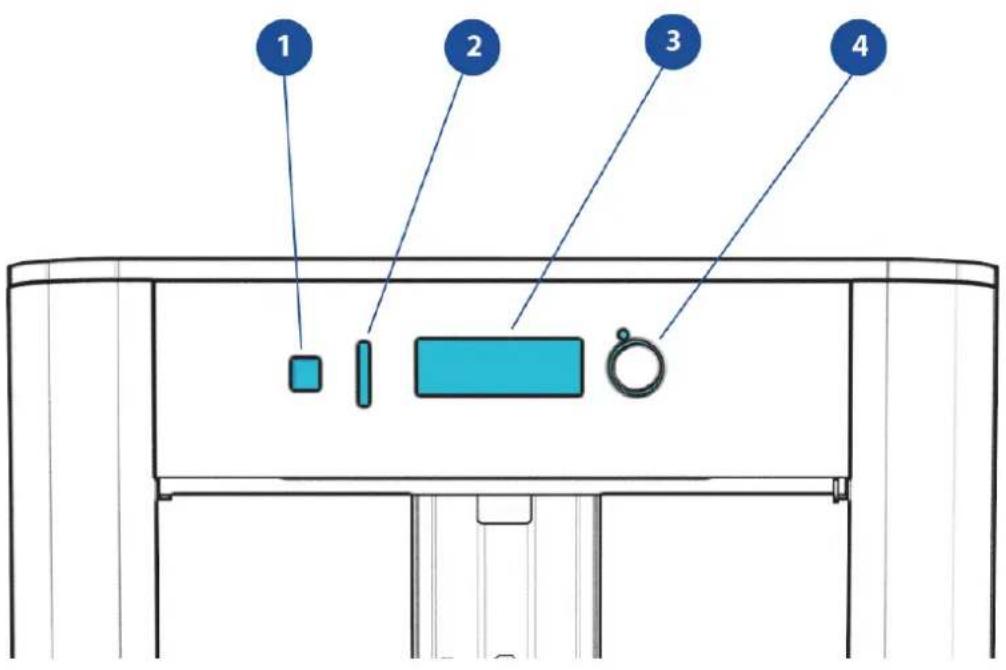
Fig. 2.1 - Control panel
Legend:
- Ethernet cable door
- USB door
- Operator display
- Display control handle (Rotates left and right and is clickable)
2.2. Work area
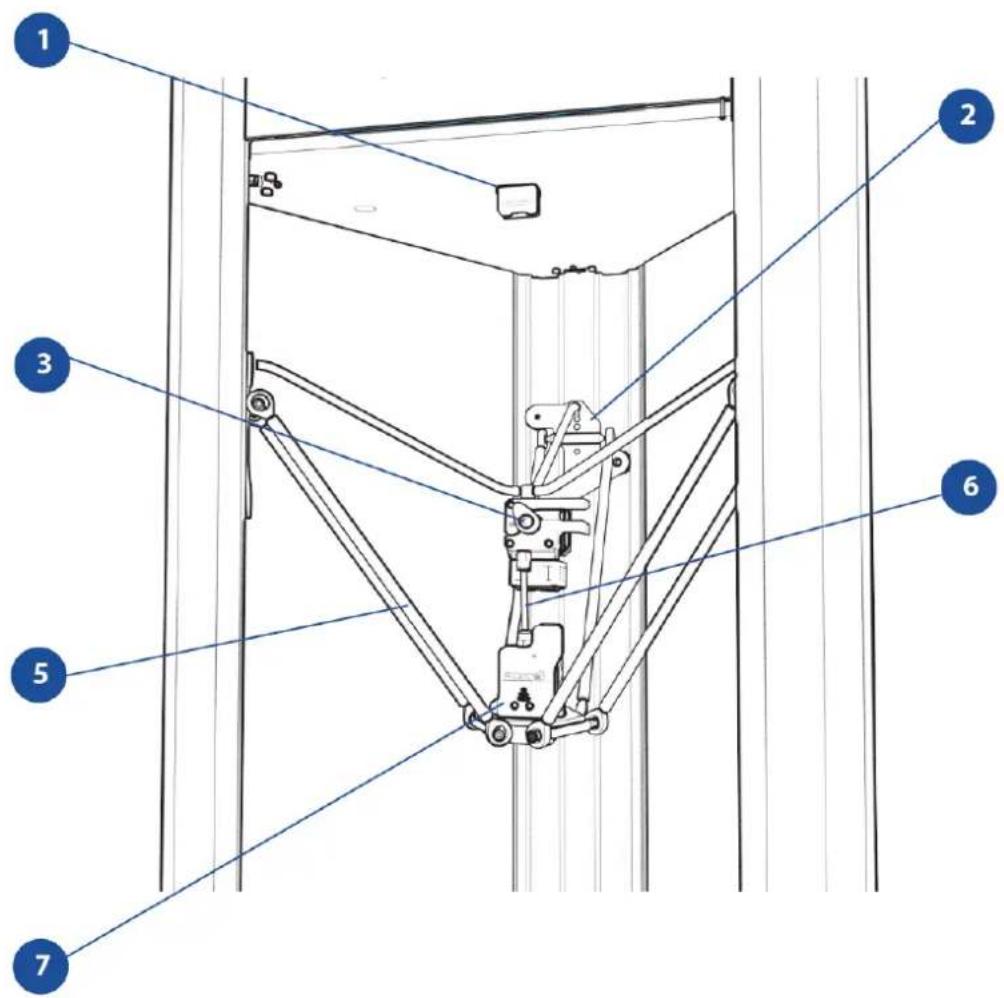
Fig. 2.2 - Work area
Legend:
- End-filament sensor
- Aluminum slider
- Suspended driver
- Support arm
- Teflon pipe
- Extruder
2.3. External area of the printer
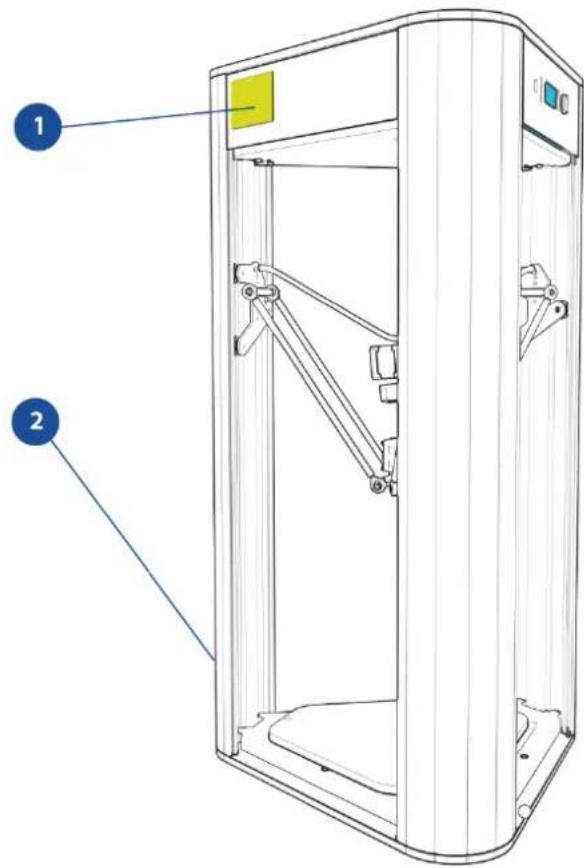
Fig. 2.3 - External area of the printer
Legend:
- CE label
- Supply
2.4. Technical data
All WASP 3D printers are characterized by considerable strength and working precision.
Their mechanics allows for greater precision and stability, guaranteeing greater production speeds. The presence of a heated surface and the complete casing of the printer facilitate a homogeneous and constant working temperature.
A further advantage is the possibility of restarting the production of the piece from the point where it should be interrupted for any reason.
| General features | |
| Length 44 cm | |
| Width 49 cm | |
| Height 87 cm | |
| Approximated weight 25 kg | |
| Noisiness < 50 db (A) | |
| Mechanical features | |
| Frame and cover PMMA, PC and aluminium | |
| Print bed Rectified aluminium | |
| Movement Rolling on anodized aluminum slide | |
| Motors Stepper Nema 17 | |
| Electrical features | |
| Input 220/240 V - 50/60 Hz | |
| Absorbed power Extruder: max 60 W | Heated bed : max 500 W |
| Use features | |
| Environment of use 20-30 °C | |
| Warehouse 0-30 °C | |
| Nozzle max 300 °C | |
| Heated bed | max 110 °C |
| 3D printing informations | |
| Technology | FFF |
| Cilindric build area | ∅ 200 x 400 mm |
| Nozzle diameter | standard 0.4 (0.7, 1.2) |
| Layer resolution | 50 micron |
| Axis precision | 0,1 mm |
| Maximum speed | 250 mm/s |
| Filament diameter | 1,75 mm |
| Suitable filaments | PLA, PETG, ABS, ASA, HIPS, PVA, PMMA, PA, PP |
| Interface and software | |
| Operative systems | Windows, Mac, Linux |
| Slicing software | Cura, SLic3r, Simplify3D |
| Software interface | Repetier Host, Pronter Face |
| File formats | .stl, .obj, .gcode |
| Interface LCD screen, SD Card | |
2.5. Noisiness
The noise emitted by the printer only is inferior than 70 dB(A).
The presence of more machines in the same area increases

ATTENTION:
It is the responsibility of the customer to carry out an assessment of the noise risk of his activity as prescribed by the legislation in force in the place where the printer is installed, and to equip the operators with adequate Personal Protective Equipment (such as headphones for hearing protection).
2.6. Intended use of the printer
The printer was designed and built to create thermoplastic objects by depositing a filament of molten material. It is possible to use materials such as ABS, PLA, PETG, HIPS, PVA. Any use of the printer with materials other than those supplied will void the manufacturer's warranty and liability.
2.7. Improper use of the printer
The following printer uses are prohibited:
- Using the printer to perform operations other than those for which it was designed and constructed described in paragraph 2.6;
- Failure to comply with safety regulations;
• Operation of the printer with procedures other than those described in this manual; - Use components not provided for in the design phase;
- Failure to comply with established maintenance schedules;
- Perform work on the printer that involves the modification of components or parameters that affect the work cycle;
• Alter the extruder calibration; - Use of the printer outside the permitted working temperatures;
• The use without authorization of non-original spare parts or components not approved by the Manufacturer; - The execution of any modification or structural intervention without the Manufacturer's authorization;

NOTE:
• Each of the improper uses or negligence previously listed causes:
- the immediate cancellation of the guarantee stipulated with the Manufacturer at the time of the purchase of the printer;
- the cancellation of the Manufacturer's Responsibility for damages caused to people, things or animals.

ATTENTION
Improper use can damage the printer which consequently can cause dangerous situations for the personnel responsible for its operation and maintenance.
3 TRANSPORT AND HANDLING
3.1. General warnings
The reading of this chapter assumes, in order to use the printer safely, the knowledge of the contents of paragraph 1.6 "General safety warnings".
Furthermore, the specific requirements for safe interaction with the printer, related to this chapter, are detailed in the following paragraphs.

ATTENTION:
The operations related to these activities must be performed by authorized and professionally qualified personnel.

ATTENTION:
During operations, the operator must wear all the necessary Personal Protective Equipment (PPE).

3.1.1. Delivery of the printer
Upon receipt, make sure that:
- The printer has not been damaged during transport;
- Any packaging has not been tampered with consequent removal of parts from the inside;
- The supply corresponds to the order specifications.

NOTE:
If the printer needs to be stored for a certain period of time before installing it, it is recommended to protect it adequately and store it in a suitable environment (with a temperature between 5 °C and 40 °C and relative humidity between 20 % and 60% non-condensing) and protected from atmospheric agents in order to avoid deterioration.

ATTENTION:
During storage, never stack the boxes containing the equipment.
3.2. Unpackaging

ENVIRONMENTAL NOTE:
Once the packaging has been removed from the printer it is recommended to keep it for any requests for assistance from the Manufacturer.
The printer will be delivered in a horizontally oriented wooden box.
After removing the printer from the case, you must place the printer upright.

NOTE:
To perform this procedure it is required the presence of three operators because two will take care of overturning it and the other will keep it steady on one side.
3.3. Content
The printer is supplied with:
• operating and maintenance manual
- USB pendrive
• power cable including a schuko socket
- optional wheels
- Extruder cleaning kit
- glue.
3.4. Lifting and handling of the printer

ATTENTION:
The weight of the printer is shown in paragraph 2.4 "Technical data". It is therefore necessary to use the lifting equipment whose expected flow is adequate for the weight to be lifted.

ATTENTION:
As long as the printer is not completely raised, it is advisable to check the correct balance of the same. During lifting, all the area around the printer is considered dangerous.

ATTENTION:
All small equipment that exceeds the weight of 25 kg must be transported with the appropriate equipment, or manually (if not exceeding 50Kg) by two qualified operators.
4 INSTALLATION
4.1. General warnings
The reading of this chapter assumes, in order to use the printer safely, the knowledge of the contents of paragraph 1.6 "General safety warnings".
Furthermore, the specific requirements for safe interaction with the printer, related to this chapter, are detailed in the following paragraphs.

ATTENTION:
The operations related to these activities must be performed by authorized and professionally qualified personnel.

ATTENTION:
During operations, the operator must wear all the necessary Personal Protective Equipment (PPE).


ATTENTION:
A thermal magnetic protection device must be inserted upstream of the system.
4.1.1. Placement
The printer must be installed in a suitable place, ie such as to allow normal operations of the printer, ordinary and extraordinary maintenance.
The installation site must not contain any kind of contaminants, dust, fumes, mists, etc.
It is therefore necessary to prepare the necessary operating space by referring to the dimensions (expressed in mm) given in paragraph 2.4 "Technical data".
The room must also be:
Equipped with the appropriate power supply line;
Installed in environments with brightness equivalent to that expected for industrial environments; as indicated by the regulations in force in the country of destination, with regard to safety in the workplace. Lighting must not cause visual disturbance on the transparent part of the door. The lighting must guarantee a perfect reading of the information given by the display.
The printer must be positioned on a stable and horizontal plane having a capacity suitable for the weight to be supported. Any unevenness must be included in the construction regulations.
The printer must be placed in an environment with foundations that prevent the transmission of environmental vibrations.
Once the printer is positioned, lock the front wheels with the brakes.

ATTENTION:
Do not place the printer near sources of heat, water or other free liquids.
Do not install the printer without the appropriate protections.

NOTE:
A good installation as well as giving greater rigidity to the printer, avoids vibrations and noises.
4.2. Electrical connection

ATTENTION:
The operations related to these activities must be performed by authorized and professionally qualified personnel.

ATTENTION:
It is up to the user to protect the cable mechanically against any crushing or sources of wear according to the type of installation made.

ATTENTION:
The printer must be powered by a 10A socket protected by a magnetothermic set at 30 mA.

NOTE:
All the data concerning the electrical characteristics of the printer can be found in the manual, see paragraph 2.4 "Technical data".
Before connecting the printer's power cord to the electrical outlet, check that the system's power consumption and voltages are suitable.
5 PREPARING TO USE THE PRINTER
5.1. General warnings
The reading of this chapter assumes, in order to use the printer safely, the knowledge of the contents of paragraph 1.6 "General safety warnings".
Furthermore, the specific requirements for safe interaction with the printer, related to this chapter, are detailed in the following paragraphs.

ATTENTION:
The operations related to these activities must be performed by authorized and professionally qualified personnel.

ATTENTION:
During operations, the operator must wear all the necessary Personal Protective Equipment (PPE).

5.2. User interface
5.2.1. Main board
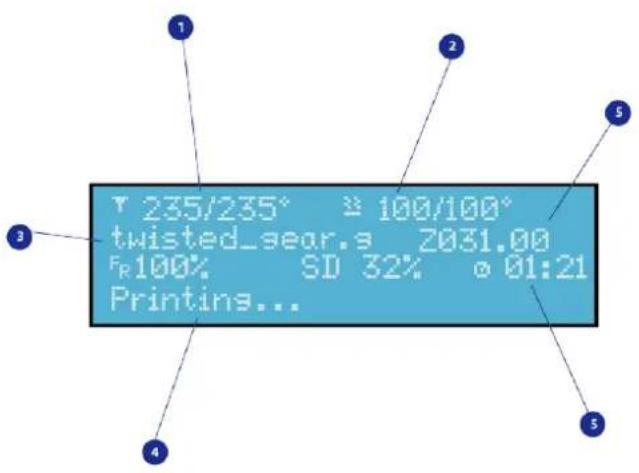
Fig. 5.2.1 - Main board
The main screen is the one that appears when power is turned on and when printing starts. It is a fundamental tool for controlling and monitoring the machine.
Legend:
- Extruder temperature (click to change)
- Bed temperature
- Name of the gcode
- Machine status
- Advancement
- Position on the Z axis
5.2.2. Main menu
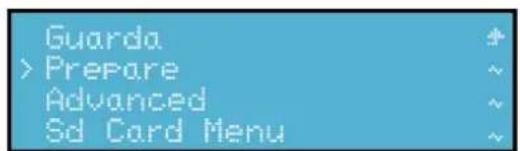
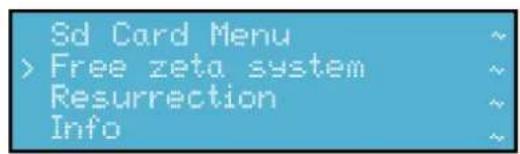
Fig. 5.2.2 - Menu print
The main menu gives access to the specific menus where to find the commands:
- Look (to return to the main scehrmata)
- Advanced
- SD Card menu
• Free Zeta System - Resurrection
- Info
5.2.3. Prepare menu
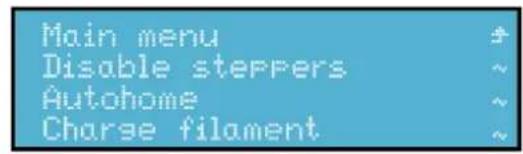
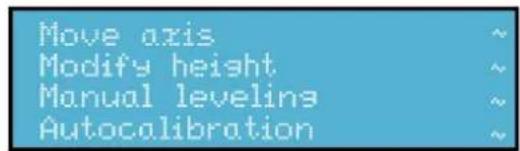
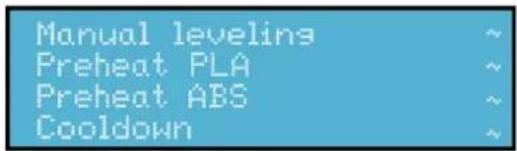
Fig. 5.2.3 - Prepare menu
It is accessed from the main menu and contains several frequently used useful commands.
- Disable steppers: removes power from the motors
• Autohome: brings the machine to zero - Load filament: starts a procedure to load the filament
- Move axis: allows you to individually control an axis to move it
- Change height: allows you to reset the Z value of the height
- Manual Leveling: starts the manual leveling procedure
- Autocalibration: starts the automatic calibration procedure
- Preheat: Set thebed and extruder to print temperature of the chosen material
• Cooling: brings the set temperatures of the machine to zero
-
5.2.4. Advanced menu
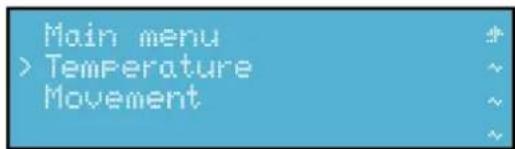
Fig. 5.2.4 - Advanced menu
It is accessed from the respective button on the toolbar and contains several useful commands for extraordinary use.
• Temperature: temperature settings, for example to set temperatures individually
• Movement: management of movements such as accelerations, sensor management and other systems
5.2.5. Menu during the print
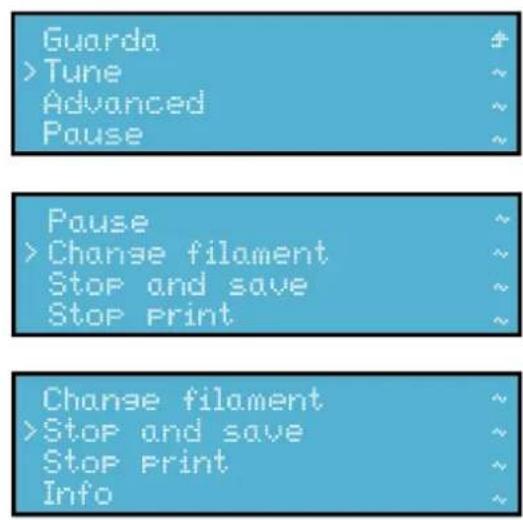
Fig. 5.2.5 - Menu during the print
During printing they are present in the command menu to check the processing status.
- Pause: pauses the machine. A sound will be present, clicking resumes processing
- Pause for filament: pauses the print and brings the extruder to the loading position
- Stop and Save: interrupts the printing saving the progress so that it can then be resumed
- Stop printing: Stop printing without saving progress
5.2.6. SD card menu
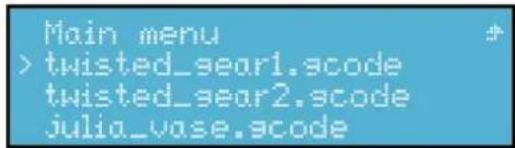
Fig. 5.2.6 - SD Card menu
From the SD Card menu it is possible to view all the codes present in the memory inserted. Click on a gcode to start the processing. The SD card is not to be removed until the end of processing
5.2.7. Info menu
Delta WASP PRO 4.0S WASProject REV1.3.1 08/2017 1 Resurrection3-FZS
Fig. 5.2.5 - Info menu
The INFO menu contains information on the firmware installed on the machine.
First start
After having correctly connected the printer to the socket it is necessary to perform some operations in order to allow the printer to work.
Belt retaining clamps
Inside the printer there are three belts necessary for moving the extruder during printing.
To avoid movements of the extruder during transport, clamps are applied on the straps, to be removed before starting the printer.
Removing filament from the extruder

ATTENTION:
Pay particular attention during the various stages of the procedures, it is essential to wear gloves as there is a risk of burns.
To remove the wire, proceed as follows:
- Turn on the printer by activating the on / off button.
- From the Prepare menu select the "Load filament" item
6 FIRST USE OF THE PRINTER
6.1. General warnings
The reading of this chapter assumes, in order to use the printer safely, the knowledge of the contents of paragraph 1.6 "General safety warnings".
Furthermore, the specific requirements for safe interaction with the printer, related to this chapter, are detailed in the following paragraphs.

ATTENTION:
The operations related to these activities must be performed by authorized and professionally qualified personnel.

ATTENTION:
Pay particular attention during the various stages of the procedures, it is essential to wear gloves because there is a risk of burns.

ATTENTION:
During operations, the operator must wear all the necessary Personal Protective Equipment (PPE).





NOTE:
Inside the USB pendrive supplied with the printer are provided:
• Free software for creating models to print
- Standard software configurations to be imported into the computer
- Sample file in ".gcode" format to be printed in 3D.
6.2. Gcode creation
Make sure that the 3d model follows these bonds:
6.3. Slicing software
The slicing software divides the 3D model into many sections, giving the user the ability to set temperature and print parameters, determining the quality of the printed product and the speed of the process.
The result of slicing is a text file in .gcode format containing all the coordinates of the movements, and the commands that the printer will execute. Open the slicing software (eg Cura) and load the .ini pro file contained in the sd card ("configurations" folder) already inserted in the printer. Load the .stl le and set the print parameters.
Save the .gcode inside the USB and insert it in the printer or use instead the wifi network.
6.4. Autocalibration
First of all remove the safety clips from the belts. To enable automatic calibration, when the machine is off, manually move the extruder and bring it into contact with the aluminum plate, at which point the printer can be switched on. If the automatic calibration sensor is detected successfully, the message "AUTOCALIBRATION ENABLED" will appear on the display, this will enable the command in the "PRINT" section of the menu.
Before starting the automatic calibration, it is recommended to set the desired floor temperature according to the material and wait a few minutes for the temperature to be evenly distributed.
Make sure that the printing surface is clean and the aluminum of the floor is clearly visible. there are no obstacles to contact with the extruder (eg printing surfaces other than aluminum, adhesive tapes, etc.). Also make sure that there are no printing residues on the extruder nozzle, it is advisable to clean the hot nozzle with a cloth or paper.
At this point it is possible to start the automatic calibration from "PRINT> AUTOCALIBRATION", a warning message will appear on the display, which will make sure to clean the floor and the extruder, it will start the procedure that will last a few minutes.
6.5. Loading/removal of the filament
To load the filament, proceed as follows:
From the display select the "LOAD FILAMENT" item and follow the procedure in the display:
- Wait for the extruders to reach temperature.
- Take the reel to load into the printer by removing it from its wrapper.
- Break off the first two centimeters of wire and straighten the first section so as to facilitate loading later.
- Place the reel on the reel support
- Insert the wire inside the wire end sensor and slide it until it reaches the thread take-up hole.
- Confirming on the display and waiting for the extrusion process to finish
6.6. Adhesion to the bed
Before each printing it is necessary to put a layer of glue, supplied with the printer, on the aluminum plate.
6.7. Selecting gcode
Select the printing file from: PRINT>GCODE.
Printing will start as soon as the printing bed and the extruder reach the pre-set temperatures.
6.8. Function during the print
During the print, new functions such as pause, change filament, stop and save and stop are activated.
6.9. Piece removal
Remove the piece from the bed by using a spatula
For information and support please visit F.A.Q. section on our website: www.3dwasp.com
7 ORDINARYANDEXTRAORDINARYMAINTANANCE
7.1. General warnings
The reading of this chapter assumes, in order to use the printer safely, the knowledge of the contents of paragraph 1.6 "General safety warnings".
Furthermore, the specific requirements for safe interaction with the printer, related to this chapter, are detailed in the following paragraphs.

ATTENTION:
The operations related to these activities must be performed by authorized and professionally qualified personnel.

ATTENTION:
Pay particular attention during the various stages of the procedures, it is essential to wear gauntlets because there is a risk of burns.

ATTENTION:
During operations, the operator must wear all the necessary Personal Protective Equipment (PPE).

7.2. Ordinary maintenance
Periodic maintenance and correct use are essential factors to ensure the functionality, safe operation and durability of the printer. The maintenance interventions and the required interventions are carried out by the mechanical maintenance technician who must operate in compliance with the safety instructions contained in this manual.

ATTENTION:
The maintenance operations must be carried out by disconnecting the printer from the power source by unplugging the power plug.

NOTE:
In case of replacement of components during maintenance, they must be replaced with identical and original components.
| Part Kind of intervention Period Procedure | |||
| Fan filter Verify or replace 160 h Par. 7.2.1 | |||
| Belts Tension control 160 h | |||
| Arms ball joint Lubrication 160 h Par. 7.2.2 | |||
| Extruder fans Check if working 160 h Par. 7.2.3 | |||
| Elastic ropes | Check if damaged | 160 h | Par 7.2.4 |
| Sliders | Check plays | 160 h | Par 7.2.5 |
| Extruder | Cleaning | If clogged Par 7.2.6 | |
| Print bed | Cleaning | If too dirty | Par 7.2.8 |
7.2.1. Fan filter
Verify and replace filter
To perform the verification, proceed as follows:
- Remove the indicated filter;
- If it turns out to have become gray, provide for its replacement or cleaning.
7.2.2. Belts
Verify that the tension on the belt is the same on each column.
If the belt needs to be fixed use the screw (2.5 mm allen key) on the top of each column to adjust the tension.
7.2.3. Arms ball joint
Lubrication
Check the movement / stiffness of the arm joints, if these are rigid, apply grease, using a brush.
724. Extruder fans
Check if working
Check the correct operation of the fans on the extruder and below the driver
7.2.5. Elastic ropes
Check damages
Check that the tensioning belts of the filament driver are not damaged.
If they are, provide for their replacement.
7.26. Sliders
Check plays
Check that the arm sliders do not have any play between them and the sliding aisle, if it is present, contact the manufacturer
7.27. Extruder
Cleaning
In the event that the extruder is clogged, it is possible to clean it using the appropriate cleaning kit.
To clean the extruder consult the material present on the website www.3dwasp.com or for additional information contact support@3dwasp.com
7.2.8. Print bed cleaning
The bed is cleaned with the machine switched off. It is necessary in cases of:
- Flatness compromised
- Dirt that prevents adhesion during printing
- Aesthetic necessity
To carry out this operation it is necessary to remove the top by unscrewing the three screws. Once removed, clean with water and detergents as needed. It is not recommended to use metal parts that could damage the surface and abrasive machines that could compromise the flatness.
7.3. Extraordinary maintenance

ATTENTION:
Extraordinary maintenance operations must be carried out by the Manufacturer's Technicians or by maintenance personnel who have been instructed and authorized by the Manufacturer.
Any of these operations not carried out by a manufacturer's technician can cause irreversible damage to the machine or its parts and therefore renders the warranty null and void.
Extraordinary maintenance interventions are those that are carried out:
- On the occasion of exceptional events, such as revisions;
- Stopping due to breakage of mechanical or fluid parts;
The cartridge change is a mechanical operation that allows you to change the cartridge with another in the same extruder. Thanks to the change of the cartridge it is possible to characterize the extruder with nozzles of different diameters and rods for high temperatures. You can also choose to use the cartridge for a single type of processing.
The change of the cartridge is carried out in the cases of:
- Clogged extruder
- Cartridge breakage
• Thorough cleaning of the extruder
REMOVE THE CARTRIDGE FROM THE SPITFIRE EXTRUDER
With the correct extruder connected turn on the machine
- Bring the extruder to the minimum print temperature of the loaded material (eg PLA 180 - ABS 220 °C) and wait a few seconds
- Remove the filament from the extruder and separate the extruder from the thread take-up detaching the Teflon tube
- Loosen the two low front screws on the right with a 2.5 mm Allen wrench without detaching them (fig 7.3.1.a-b)
• Using a small flat-headed screwdriver, pry into the slot to the right of the heating block (fig 7.3.1 c) - Insert a 2 mm Allen wrench inside the cartridge to be removed and turn it gently clockwise while lifting the cartridge.

natural_image
Close-up of a red mechanical clamp or fixture being adjusted by hand, no visible text or symbols
natural_image
Close-up of hands using a red mechanical device to adjust or install a component (no visible text or symbols)fig 7.3.1 a fig 7.3.1 b

natural_image
Close-up of hands using a screwdriver to adjust a red mechanical component (no text or symbols visible)
natural_image
Close-up of a hand using a red industrial machine tool, no visible text or symbolsfig 7.3.1 c flg 7.3.1 d
7.3.2 Manual leveling
Manual leveling is a command that allows you to adjust the planarity of the plane.
Based on the three-point principle, the machine moves the tool to the vertices of an equilateral triangle proportional to the plane.
At each point, by rotating a screw, the distance between the tool and the plane is adjusted.
Use a sheet of paper as thickness between the bed and the nozzle.
Once completed, verify that the height in the center of the plane is correct.
Manual leveling is a mechanical adjustment and therefore is different from making an automatic calibration.
7.3.3. Cartridge cleaning
Cleaning the cartridge is a fundamental maintenance operation on the extruder.
It must be carried out in the cases of:
- Clogged extruder
• Change of type of material
• Uncertain extrusion - General maintenance
The operation can be carried out in 4 ways:
- Cartridge inserted in the extruder mounted on the machine
- Cartridge inserted in the extruder removed from the machine
- Cartridge disassembled from the extruder
- Cartridge disassembled from the extruder and disassembled in its parts
Cartridge cleaning is always done by certified technicians with the cartridge in temperature to make the plastic inside softer and easier to clean.
- Heat the cartridge with a heat gun sufficiently (fig 7.3.4 a)
- Remove the cartridge between the nozzle and the barrel from the appropriate key grips (fig 7.3.4 b)
- Penetrate the entire inside of the barrel with the supplied brass bar (fig 7.3.4 c)
- Push the nozzle back from the wide cavity in order to expel the dirt (fig 7.3.4 d

natural_image
Close-up of a screwdriver and a drill bit with a black handle, both shown against a plain background (no text or symbols visible)fig 7.3.4 a

natural_image
Close-up of a hand using a tool to adjust a metal component (no text or symbols visible)fig 7.3.4 b

natural_image
Close-up of a gloved hand holding a metal tool with a thin wire, against a plain white background (no text or symbols visible)
natural_image
Close-up of a metal pliers with a screwdriver tip, showing a red tool tip (no text or symbols visible)fig 7.3.4 c fig 7.3.4 d
8 USE OF THE PRINTER
8.1. Adhesion to the bed
The adhesion to the plate takes place during the deposition of the first layer and is essential for the success of the printing.
The fundamental points of a good adhesion are:
- Correct leveling of the printing bed
• Adhesive glue (chosen based on material) - Correct speed and flow in the first layer
- Adequate printing floor temperature (PLA 40 °C, ABS 100 °C)
If the spillage of the material is particularly scarce or even absent, check
- The extruder is not clogged with a manual extrusion
- The extruder does not print too close to the plane (preventing extrusion during the print)
- The extruder temperature is actually the one needed for the material in use
It is recommended to make sure that the adhesion between first layer and bed.
8.2. Autocalibration
Autocalibration is a command that automatically calibrates the height and leveling parameters of the floor. Autocalibration works with extruders: Spitfire, Zen and Flex.
To enable it is necessary that
- When the machine is turned on, the extruder nozzle is in contact with the printing surface.
- The nozzle and the contact points on the table are well cleaned.
It is advisable to bring the piano to the printing temperature before launching the "AUTOCALIBRATION" command, the command is located in the PRINT menu (fig 8.2)
Once launched, the control brings the nozzle to temperature and begins a procedure that lasts a few minutes.
8.3. Load filament
To load the filament proceed as follows:
- Place the spool on its support. In the case of a single extruder use the left support.
- Lead the filament inside the machine making sure to pass it through the end-filament sensor.
- From the "PRINT" menu and select "Load filament".
- Insert the filament in the entry hole of the thread take-up (fig. 8.4 b) by slightly opening the clamp
- Confirm on the screen that the operation has been performed
- The extruder will load the filament until it is extruded
To load the filament manually instead proceed as follows:
- Place the spool on its support, in the case of a single extruder use the support on the left.
- Lead the filament inside the machine making sure to pass it through the end-filament sensor.
- Set the nozzle temperature to the printing temperature
- Insert the filament in the entry hole of the driver by slightly opening the clamp and making sure that it has correctly entered the sheath
- Rotate the pawl on the driver until you see the extruded material
8.4. Load .gcode with SD card
- Correctly save the file in .gcode format on the SD Card.
- Safely remove the pendrive from the computer and insert it into the front SD port of the machine
- Select "SD Card menu" in the machine display
- Search for the name of your file and select it for printing
8.5. Manual extrusion
Manual extrusion is an operation that is carried out when the machine is stopped, to verify that the plastic outlet is homogeneous.
To do this it is necessary to take the nozzle to the print temperature of the plastic you are working with.
The procedure is this:
- Set the extruder temperature with Advanced menu
- Wait until it reaches the temperature
- Go to Prepare>Move axis>1mm>Extruder
- Rotate the control to extrude or retract
It is also possible to induce the extrusion by hand by turning the pawl on the driver (if it is blocked then it is necessary to disable the motors)
8.6. Free zeta system
The Free Zeta system is a useful command to resume interrupted prints and for any reason it was not possible to recover with the Resurrection system.
It is based on the principle of restarting to print a chosen gcode from a certain height onwards, so that the first layer of the new print adheres to the last printed layer.
Some cases it can serve are when:
- The Resurrection automatic save was not successful
- The material is finished but the machine has continued to print
- The nozzle stopped during printing but the machine has continued to print
The cases in which it is not possible to recover the print are when:
- The piece has come off the printing floor
• The piece split during the press - The deformation of the piece is such that it is not possible to recover the print
To run the Free Zeta system correctly.
- Remove any debris on the last layers until the last clean print layer is obtained
- Bring the machine bed into temperature
- With "Move axis" command measure the Z value on the last printed layer
- Select the "Free Zeta system" command from the menu
- Insert the measured Z value
- Select the gcode to be recovered and launch the print.

natural_image
Close-up of a hand adjusting a mechanical component with white cables (no visible text or symbols)
natural_image
Close-up of hands connecting white cable to a mechanical component with blue wires (no visible text or symbols)fig 8.3 a fig 8.3 b

natural_image
Close-up of a hand adjusting white cables on a mechanical component (no visible text or symbols)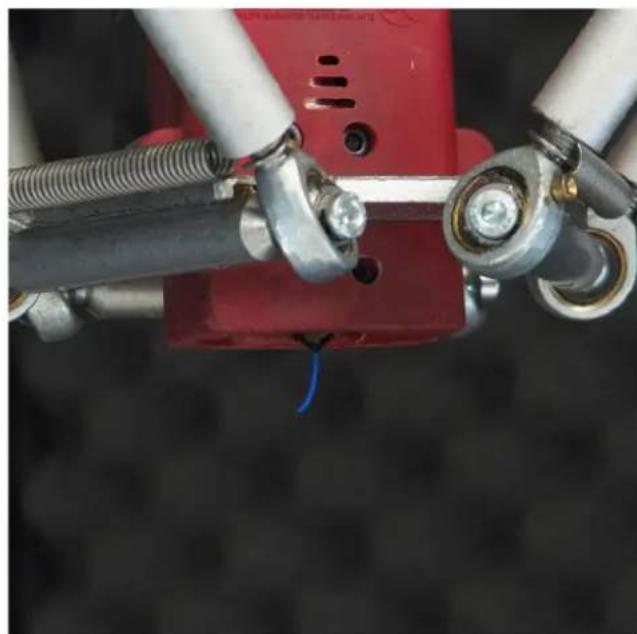
natural_image
Close-up of mechanical components with red and metallic parts, no visible text or symbolsfig 8.3 c flg 8.3 d
8.7. Modify height
The height of the printer is the distance (in mm) set between the tip of the nozzle and the printing plane. It is a fundamental requirement for calibration.
It is necessary in the case of:
- Change of extruder
- Cartridge change
- Replacement of print bed
NOTE:
If the height set is lower than this measure, the tool will work higher than necessary (preventing the material from attaching properly to the floor).
If the set height is higher than required, the tool will work at a level below the printing plane (with consequent damage to the plane and tool).
8.8. Resurrection system
The Resurrection system is a command for the automatic recovery of the print jobs interrupted by a sudden switch-off during processing.
The system is designed in particular for:
- Blackouts and sudden power failures during printing
• Accidental removal of the power cord during printing
In addition, it should be considered that in the time span between turning off the machine and launching the "Resurrection" command, the printed piece is cooled which in some cases may cause problems in recovering the print.
8.9. Removal of the print
To perform a removal of the piece from the printing plate, it is required:
- Whether the printer is stopped, turned on or off is not important
• That the extruder has cooled down for safety
What can help in removing the piece is:
• Make use of appropriate tools such as the spatula
- Wait until the table temperature has dropped

natural_image
Hand holding a metal spatula next to a white 3D-printed cylindrical object on a metallic surface (no text or symbols visible)Fig. 8.9 - Removing the object from the bed
9 ADDITIONAL INSTRUCTIONS
9.1. General warnings
The reading of this chapter assumes, in order to use the printer safely, the knowledge of the contents of paragraph 1.6 "General safety warnings".
Furthermore, the specific requirements for safe interaction with the printer, related to this chapter, are detailed in the following paragraphs.

ATTENTION:
The operations related to these activities must be performed by authorized and professionally qualified personnel.

ATTENTION:
During operations, the operator must wear all the necessary Personal Protective Equipment (PPE).

9.2. Decommissioning and dismantling
In the event that the printer should be taken out of service for a prolonged period while waiting for the dismantling, it is advisable to indicate its presence, preventing unauthorized access to the printer. Before starting the dismantling operations, it is necessary to create around the printer a sufficiently large and orderly space in order to allow all the necessary movements without risk created by the surrounding environment.

ATTENTION:
Observe the requirements imposed by the laws in force and by the authorities in charge of the country in which the demolition takes place.
If the mechanical parts have to be dismantled, keep in mind that they consist of different types of material. The user is therefore obliged to consider disassembling the printer in its parts in order to facilitate a differentiated disposal aimed at recycling the various materials and products, in full compliance with all the regulations in force on the spot.

NOTE:
The dismantling of the printer must be performed by a qualified mechanical maintenance technician.

ATTENTION:
Before carrying out any type of disassembly on the printer, make sure that the power supply is disconnected.

ATTENTION:
Danger crushing hands, falling materials, cuts and abrasions. Obligation to use clothing appropriate to the operation to be performed.

NOTE:
It is absolutely necessary to apply the regulations in force in the country of destination, concerning the disposal of waste, so it is forbidden to disperse in the environment any type of processing residue, oils, etc .. subdividing the dismantled parts by type for a correct separate collection of materials.

NOTE:
Within the European Community, electrical equipment must be disposed of as prescribed by the European Community Directive 2012/19 / EU on waste electrical and electronic equipment (WEEE).

ATTENTION:
The user is obliged to dispose of the equipment in the consortia and collection centers for the treatment and recovery of "WEEE".
9.3. Instructions for emergency situations

ATTENTION:
In the event of a fire, the operator must immediately give the alarm and move away from the area to allow the intervention of trained personnel equipped with suitable protective and operational means.
Electrical parts
In case of fire of electrical parts, intervene with CO2 extinguishers to limit and limit the damages
In general
Use ABC + Nitrogen powder extinguishers to quickly extinguish fires delimited to parts or areas without electrical parts.
NOTES

CSP S.R.L.
Viale Zaganelli, 26 - 48024 Massa Lombarda (RA) Italia
Tel. +39 0545 82966
www.wasproject.it - info@wasproject.it





- Discalaimer
- IMPORTANT:
- Summary
- Premises....5
- General information 7
- Description of the printer....15
- Transport and handling....21
- Installation....23
- Preparing to use the printer 25
- First use of the printer 35
- Ordinary and extraordinary maintenance.....38
- USE OF THE PRINTER....52
- Additional INSTRUCTIONS....74
- PREMISES
- Aim of the instruction manual
- How the read the manual of instructions
- COVER WITH PRINTER IDENTIFICATION
- ANALYTICAL INDEX
- NUMERATION FIGURES
- Storage of the manual of instructions
- Therefore:
- Updating the manual of instructions
- GENERAL INFORMATION
- Manufacturer identification data
- Indentification label
- Position of the label on the printer
- Testing
- Warranty
- NOTE:
- Declaration of conformity
- IL FABBRICANTE
- General safety warnings
- CAUTION:
- MECHANICAL NATURE INTERVENTIONS
- ELECTRICAL NATURE INTERVENTIONS
- Personal protective equipment
- Operators for whom the manual is intended
- ATTENTION:
- Protection systems
- DOOR SENSOR
- OVERHEATING BLOCK
- Residual risks
- Residual risk of scalding
- Residual risk of electrocution
- Maintenance / Cleaning
- Safety stickers
- Glossary and pictograms
- Identification of operating personnel
- User
- Mechanical maintenance technician
- Electrical maintenance engineer
- Manufacturer Technician
- Editorial pictograms
- DANGER:
- ENVIRONMENTAL NOTE:
- Personal protective equipment (PPE)
- PROTECTIVE GAUNTLETS:
- SAFETY SHOES:
- PROTECTIVE WORKWEAR:
- PROTECTIVE HELMET:
- DESCRIPTION OF THE PRINTER
- Control panel
- Legend:
- Work area
- External area of the printer
- Technical data
- Noisiness
- Intended use of the printer
- Improper use of the printer
- ATTENTION
- TRANSPORT AND HANDLING
- General warnings
- Delivery of the printer
- Unpackaging
- Content
- Lifting and handling of the printer
- INSTALLATION
- General warnings
- Placement
- Electrical connection
- PREPARING TO USE THE PRINTER
- General warnings
- User interface
- Main board
- Main menu
- Prepare menu
- Advanced menu
- Menu during the print
- SD card menu
- Info menu
- First start
- Belt retaining clamps
- Removing filament from the extruder
- FIRST USE OF THE PRINTER
- General warnings
- Gcode creation
- Slicing software
- Autocalibration
- Loading/removal of the filament
- Adhesion to the bed
- Selecting gcode
- Function during the print
- Piece removal
- ORDINARYANDEXTRAORDINARYMAINTANANCE
- General warnings
- Ordinary maintenance
- Fan filter
- Verify and replace filter
- Belts
- Arms ball joint
- Lubrication
- Extruder fans
- Check if working
- Elastic ropes
- Check damages
- Sliders
- Check plays
- Extruder
- Cleaning
- Print bed cleaning
- Extraordinary maintenance
- REMOVE THE CARTRIDGE FROM THE SPITFIRE EXTRUDER
- Manual leveling
- Cartridge cleaning
- USE OF THE PRINTER
- Adhesion to the bed
- Autocalibration
- Load filament
- Load .gcode with SD card
- Manual extrusion
- Free zeta system
- Modify height
- Resurrection system
- Removal of the print
- ADDITIONAL INSTRUCTIONS
- General warnings
- Decommissioning and dismantling
- Instructions for emergency situations
- Electrical parts
- In general
Brand : Wasp
Model : Delta 2040 Pro
Category : 3D Printer