
RDG 1500 A - Machine Tool Fein - Free user manual and instructions
Find the device manual for free RDG 1500 A Fein in PDF.

| Product Type | Pneumatic tube milling machine |
| Brand | Fein |
| Model | RDG 1500 A |
| Required air pressure | 6 bar |
| Air consumption under load | 72 l/s |
| No-load motor speed | 6000 min⁻¹ |
| Cutting tool speed | 35 min⁻¹ |
| Feed | 40 mm/min |
| Useful power | 2000 W |
| Hose diameter | 15 mm |
| Weight | 67 kg |
| Max. length | 980 mm |
| Max. height | 280 mm |
| Max. width | 450 mm |
| Sound pressure level | 103 dB(A) |
| Sound intensity level | 116 dB(A) |
| Hearing protection required | Yes |
| Power supply | Compressed air |
| Motor type | Pneumatic |
| Motor lubrication | Via maintenance unit (oil lubricator) |
| Recommended gear oil | ARAL Öl Degol BMB 460 (temp. >+5°C) or BMB 100 (temp. <+5°C) |
| Gear oil change | First change after 80-120 h, then every 200-250 h |
| Included accessories | Wrenches, chain tensioner, chains, crank, maintenance unit, hose |
Frequently Asked Questions - RDG 1500 A Fein
User questions about RDG 1500 A Fein
0 question about this device. Answer the ones you know or ask your own.
Ask a new question about this device
Download the instructions for your Machine Tool in PDF format for free! Find your manual RDG 1500 A - Fein and take your electronic device back in hand. On this page are published all the documents necessary for the use of your device. RDG 1500 A by Fein.
USER MANUAL RDG 1500 A Fein
Specifications. 18
Intended use of the pipe milling machine. 18
At a glance. 18
For your safety. 18
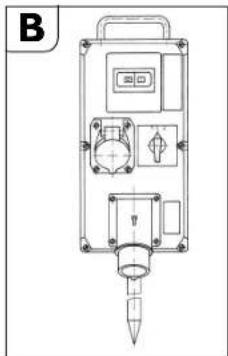
Method of functioning (see Fig. A). 20
Before putting into operation. 20
Putting into operation. 21
Handling 21
Maintenance and repairs. 23
Troubleshooting (type RSG (^) and RSG Ex (^) )....25
Troubleshooting (type RDG (^**) 26
Maintenance unit. 26
Guarantee. 27
Milling tools and accessories. 27
Spare parts 29

France
[mm][mm][kg]St.[°][mm]
15430,52,532302563508099020
Original Instructions.
Specifications.
Electric pipe milling machine:
Reference number 7360...7360...
Type RSG Ex 1500 A (^) RSG Ex 1500 B (^*)
Reference number 7 360 ... 7 360
Type RSG 1500 A (^) RSG 1500 B (^)
Voltage (U) 400 V
Frequency (f)50Hz
Mains supply 3 ~ (three-phase current)
No-load speed (n_0)
Motor 2860 r.p.m
Rated power (P) 1500 W
Length of the mains cable (with plug)
RSG Ex 1500 A/B (^**) 2× 20m
RSG 1500 A/B (^**) 10m
Weight (m), approx. 73 kg
Class of protection /1
Protective type IP X4
Dimensions:
Max. tool 220 mm
Lmax. 980 mm
Hmax. 340 mm
Bmax. 450 mm
B 372 mm
B2 205 mm
L_1 795 mm
*Electromotor and auxiliary switch in explosion-proof design
The A-weighted sound level of the pipe milling machine in the typical case is:
Sound pressure level 92 dB (A); sound power level 105 dB (A).

Wear ear protection
Pneumatic pipe milling machine:
Reference number 7560 ... 7560 ...
Type RDG 1500 A (^) RDG 1500 B (^)
Air pressure (p) 6 bar
Air consumption under 72 l/s
load (Q)
No-load speed (_0)
Motor 6000 r.p.m.
Weight (m), approx. 67 kg
Dimensions:
Max. tool 220 mm
Lmax 980 mm
Hmax 280 mm
Bmax. 450 mm
B1 372 mm
B 205 mm
L_1 795mm
The A-weighted sound level of the pipe milling machine in the typical case is:
Sound pressure level 103 dB (A); sound power level 116 dB (A).

Wear ear protection!
Measuring values are determined according to EN 62 841.
Intended use of the pipe milling machine.
The pipe milling machine is intended for cutting free pipe ends and installed pipes sections of sufficient stability, made of steel or cast iron, as well as for chamfering pipe ends prior to welding them at construction sites or in the open. The pipe milling machine is for specialty companies and to be operated by specialists; it is not intended for continuous everyday use.
EU Directive 94/9EU ATEX (Atmospheres Explosibles)
We should like to point out that the Fein pipe milling machines of type RDG (^) / RSG (^) / RSG Ex (^**) have not been approved for use in areas where there is risk of explosion and that there are no EC type-approval certificates in accordance with the 94/9EC Directive for these pipe milling machines.
(In the case of pipe milling machine type RSG Ex ( ) , where the electromotor and the auxiliary switch are concerned, merely two ATEX-conform components are built in.)
The ATEX Directive is only valid for the EC countries.
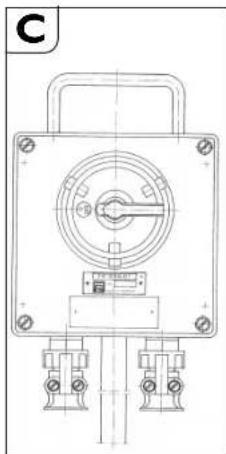
At a glance.
1 Clamping unit
2 Fixation screw for side plate
3 Side plate
4 Information labe
5 Bolt
6 Threaded spindle
7 Feed unit
8 Fillister head screw for feed unit
9 Tight-fit screw
10 Running axle
11 Clamping lever
12 Hexagon screw
13 Disc
14 Tensioning axle
15 Nut
16 Tool spindle holder
17 Pipe nut
18 Fixation screw for motor
19 Fish plate
20 Chain wheel
21 Transport shaft
22 Securing ring
23 Pin
24 Screw plug, tool spindle holder
25 Carrying handle
26 Depth scale
27 Knurled nut
28 Feed switching lever
29 Hexagon of chain tensioner
30 Washer of chain tensioner
31 Securing screws of chain tensioner
For your safety.
Before using this pipe milling machine please first read the following and act accordingly:
this Instruction Manual,
the relevant national industrial safety regulations.
This instruction manual should be kept for later use and enclosed
with the pipe milling machine, should it be passed on or sold.
en
General safety instructions.
ATTENTION! Please read all the following instructions. Errors caused by non-adherence to the following instructions can cause an electric shock, burns and/or severe injuries. The following term, "pipe milling machine", relates to the electrically powered and pneumatically powered pipe milling machines.
1. Work place.
a) Keep work area clean, dry and tidy. Untidiness and bad lighting can cause accidents.
b) Secure the working area! When using the pipe milling machine, keep child and other persons at a safe distance away. If your mind is diverted, you might lose control of the pipe milling machine.
2. Electrical safety.
a) The electrical connection must not be changed in any way.
b) Protect the connection cable from heat, oil, sharp edges or moving parts. Connection cables that are damaged or tangled increase the risk of an electric shock.
c) Protect electrical lines from being pinched or squeezed.
d) When operating the machine in damp environments is unavoidable, use a residual current device (RCD). The use of a residual current device (RCD) reduces the risk of electric shock.
3. Safety when handling compressed air.
a) Check the compressed-air supply at regular intervals. Protect the hose from bending, squeezing, heat and sharp edges. Tighten the hose clamps. Make sure that damaged hoses and couplings are repaired immediately. If the air supply is defective, the compressed air hose can suddenly toss around and cause injuries. Dust and chippings flying up in the air can cause eye injuries.
4. Personal safety and safety of others.
a) Pay particular attention, be sure of what you are doing and tackle the work you are going to do with your pipe milling machine in a sensible manner. Do not use the pipe milling machine if you are tired or under the influence of drugs, alcohol or medication. One minute of carelessness whilst using the pipe milling machine can cause serious injuries.
b) Wear personal protective equipment. Depending on the use of the pipe milling machine, wearing protective equipment such as safety goggles (always!), dust mask, non-skid safety shoes, hard hat, protective gloves or hearing protection will reduce personal injuries.
c) Prevent unintentional starting. Make sure that the main switch on the switchgear assembly, the auxiliary switch as well as the ball valve are in the "OFF" position. Set the feed switching lever to the "0" position to switch off the feed motion before connecting the pipe milling machine to the power supply and to the compressed-air supply. Connecting the switched-on pipe milling machine to the power and compressed-air supply invites accidents.
d) Remove the adjusting tools and the wrench before you switch the pipe milling machine on. A tool or wrench that has been left on a rotating part of the pipe milling machine can cause injuries.
e) Do not over-estimate yourself. Do not overreach and avoid an abnormal posture. Make sure you have a firm stance and can keep your balance at all times. In this way you are able to control the pipe milling machine better if anything unexpected happens.
f) Wear suitable clothing. Do not wear any baggy clothes or jewellery. Keep your hair, clothing and gloves away from any moving parts. Loose clothing, jewellery or long hair could get caught in the moving parts.
g) Manual carrying and alignment must always be carried out by two persons.
h) Do not assume a false sense of security and disregard the safety regulations for power tools, even if familiar with the machine through multiple use. Careless action can lead to serious injuries within seconds.
5. Application.
a) Do not overload the pipe milling machine. Use the correct cutting tool for your work. With the correct cutting tool you can work better and more safely.
b) Do not use a pipe milling machine that has a defective switch or ball valve. A pipe milling machine that can no longer be switched on or off is dangerous and must be repaired.
c) Disconnect the power supply before you undertake any adjustments to the machine or change the cutting tools. This precautionary measure prevents the pipe milling machine from starting unintentionally.
d) Do not allow anyone to use the pipe milling machine who is not familiar with it and has not read these instructions. Pipe milling machines are dangerous if they are used by inexperienced persons.
e) Maintain the pipe milling machine at regular intervals. Inspect the pipe milling machine for possible damage as well as for other factors that may interfere with the operation of the pipe milling machine. A faulty pipe milling machine should be repaired before using it. A large number of avoidable accidents are caused by pipe milling machines that have been badly kept.
f) Keep the cutting tools sharp and clean. Cutting tools with sharp cutters that have been carefully looked after are less likely to jam and easier to guide.
g) Use the pipe milling machine, the accessories as well as cutting tools according to the instructions in this manual, whereby the working conditions and the activities to be carried out are to be taken into consideration. The use of pipe milling machines for applications different from those intended could result in hazardous situations.
h) Keep handles and gripping surfaces dry, clean, and free from oil and grease. Slippery handles and gripping surfaces do not allow safe operation and control of the machine in unexpected situations.
6. Service.
a) Have your pipe milling machine repaired only through a qualified repair person and only using original replacement parts. This will ensure that the safety of the machine is maintained.
Special safety instructions for pipe milling machines.
Risk of injury
Transport the pipe milling machine only with two persons or with the use of lifting gear.
The national regulations for the prevention of accidents must be complied with when starting up, using and servicing the pipe milling machine.
The Explosion Protection Guidelines of the Professional and Trade Associations are to be observed at all times!
Ensure that the pipe being cut is firmly supported. Non-observance of this safety instruction can lead to serious injury or death.
7. Electric pipe milling machines (type RSG ( ) ).
The mains voltage must agree with the voltage specification on the pipe milling machine.
The connection for the pipe milling machine must have a fuse protection of 16 amperes.
Check the mains cable and if applicable, the extension cable at regular intervals!
Only connect the pipe milling machine to the switchgear combination when the main switch is turned OFF.
The switchgear combination must be accessible for the operator at all times.
en
8. Pneumatic pipe milling machines (type RDG (^**) ).
The maximum pressure for the pipe milling machine is 6 bar.
Only connect the pipe milling machine to the compressed-air supply when the ball valve is closed.
Method of functioning (see Fig. A).
The pipe milling machine cuts and machines pipe walls using chip-removing cutting tools. It is clamped onto the outer surface of the pipe using the clamping gear and runs around the pipe with a self-actuating advancement. The tools used are metal circular saw blades and profiling cutters with HSS steel or hard metal cutters, depending on the what the pipe is made of.
The setting for the cutting depth is made using the tool spindle holder (16) that is pivot-mounted in the two side plates (3), and can be adjusted by the threaded spindle (6).
The transport shaft (21) that causes the working advancement via the transporting wheels, is driven by the tool spindle via 2 worm-gear levels.
The feed motion can be switched on or off via the feed switching lever (28).
A slipping coupling protects the advancement gear against overload. The bearing of the tool spindle is of a particularly rigid design. The main gear, lubricated by an oil-bath, for driving the tool spindle consists of a planetary and worm-gear level.
The gear is dimensioned in such a way that no damage is caused if the chain should occasionally come to a halt. All gear shafts run in roller bearings.
The machine frame together with the axles has the task of guiding the clamped-on pipe milling machine on the pipe, and transmitting the forces for cutting and advancing. The alignment to the respective external diameter of the pipe is made by adjusting the running axle (10). The clamping chains are composed of individual, identical chain links that are joined together.
The number of the required chain links, i.e. the length of the clamping chain, depends on the external diameter of the pipe.
Before putting into operation.
Preliminary work on the pipe to be machined.
Pipes that are cut in the warehouse must be supported underneath such that the cutting tool does not wedge.
In the case of pipes that have been laid, a distance away from the pit wall of at least 50~cm measured from the outer side of the pipe, must be given at any place over a length of 1 m.
The surface of the pipe must be free from any dirt or earth. Remove any soft protective coating on the surface of the pipe.
The cutting tool must be selected according to the pipe material, the required form of machining and the cooling lubricant.
Remove the welding seams in the area of the sprockets and chains.
For further information, please contact your coolant/lubricant supplier (also see compressed-air cooling-lubricant device 91201002004).
(Article number of lubricating agent: Lubricating agent BIOCUT 1L 3 21 32 039 00 0, Lubricating agent BIOCUT 5L 3 21 32 040 00 0)
Preliminary work on the pipe milling machine (see Fig. A).
Release clamping lever (11). Raise the tool spindle holder (16) on the feed unit (7) using the handwheel (in the carrying case).
Remove the fitting screws (9) and the refit the running axle (10) to the current exterior pipe diameter in accordance with Table (4). Mount/tighten the fitting screws (9) again.
Specification plate:
| P | D [mm] [inch] | |
| I 250 - 400 | 9.6 - 15.7 | |
| II 400 - 600 | 15.7 - 23.6 | |
| III 600 - 900 | 23.6 - 35.3 | |
| IV 900 - 1500 | 35.3 - 58.9 |
P: Position of the running axle
D: Diameter of the pipe
Drive out the clamping fixtures (1) for the clamping chains by turning the sprung chain tensioner such that after placing the pipe milling machine on, sufficient clamping/tensioning distance is available.
Assemble the clamping chains to fit the external diameter of the pipe. Position the pipe milling machine on the pipe and secure it with lifting gear in order to prevent slipping off or shifting.
Assemble guide chain with chain tensioner to match the exterior pipe diameter. Affix the guide chain 10mm clear aside of the clamping chain, opposite of the cutting tool. The clearance between the guide chain bolt and the clamping chain bolt is 10mm . Check the clearance three times around the circumference.
Clamping the pipe milling machine onto the pipe.
Mounting the link chains.
Place the link chains (that still have open ends) on both sides of the pipe milling machine, over the pipe.
Raise the pipe milling machine and slide the chain links under the sprockets (13), so that the chain links engage in the sprocket teeth after lowering the pipe milling machine. Place the link chains with their open ends over the chain wheels of the clamping axle (14) and running axle (10). Finally close using the bolt (3 02 17 216 00 4) and secure with the 2 securing rings (4 26 34 020 00 5).
Tensioning the link chains (see Fig. A).
Firstly, lightly snug the chain links against the pipe by turning the two spring tubes (1). For exact alignment, push the pipe milling machine backwards and forwards a few times along the circumference of the pipe.
Tension the link chains by turning the sprung chain tensioners until the pin (23, see Fig. A) juts into the elongated hole of the sprung chain tensioner inside the groove punched in the circumference.
Watch the position of the pin during the cutting process. If the pipe should prove to be out of round, either retension or loosen.
Remove all 4 handles prior to the cutting.
Danger of accidents!
Do not continue to turn the sprung chain tensioner beyond this point!
Assembling the cutting tools.
Risk of injury
- by switching ON unintentionally.
- Before assembly, remove the mains plug or the compressed-air hose.
- through objects being thrown off or falling down, such as wedges, tools, the pipe milling machine, the workpiece (pipe),....
- through sharp cutting edges of the cutter
Before assembly, remove the mains plug or the compressed-air hose.
Before mounting, clean the tool spindle and also the fitting area and contact surfaces.
Mount the cutting tool.
Tighten the tool tensioning nut.
Putting into operation.
Electric pipe milling machine:
The pipe milling machines with electric drive have an upstream switchgear combination that contains the following components:
-Main switch/reversing switch
-Motor protection switch
-Undervoltage release
-Plug connections
The main switch is used for switching on and for reversing the direction of rotation.
The motor protection switch and the undervoltage release form one unit. In the case of overload, the motor protection switch switches off; if there is a power cut,
the undervoltage trip disconnects the pipe milling machine from the mains in order to prevent it from starting again unintentionally.
The pipe milling machine is put into operation again by actuating the motor protection switch.
The switchgear combination is to be positioned such that it is accessible for the operator at all times.
Pipe milling machine partially in explosion-proof design:
In front of the switchgear combination use a switch box with additional ON/OFF switch for actuating the pipe milling machine in areas in Zone 2 where there is risk of explosion.
The switch box is to be positioned such that it is accessible for the operator at all times.
Danger of explosion
The switchgear combination is to be set up outside Zone 2.
After actuating the automatic circuit breaker, the auxiliary switch must be switched off first prior to switching on again.
Pneumatic pipe milling machine:
The model RDG 1500 A/B (^**) is operated by the ball valve mounted on the compressed-air hose; the ball valve is directly in front of the pneumatic motor.
Handling.

Risk of injury
The guard must be completely closed and locked during operation!
Starting Procedure
For pipe milling machines with an electric motor, it is important to ensure that the direction of rotation of the tool is correct. The rotation direction can be reversed with the reversing switch on the switchgear assembly.
Shut off the feed via the feed switching lever (28).
Switch the pipe milling machine on.
Release clamping lever (11) and with the hand crank, pivot the running cutter/saw blade as close as possible to the pipe. Plunging the saw blade deeply into the pipe stabilises the cutting procedure.
For milling, choose the slightest possible tool depth. The removal volume increases as the cutting depth increases.
- Plunge the cutting tool approx. 3 mm deeper than necessary; then return to the necessary depth; the cutting tool is then out of contact.
When using the depth scale, allow the cutter/saw blade to slightly graze against the pipe surface. Loosen the knurled nut (27) and set the pointer (28) to 0. Tighten knurled nut (27) again. The feed depth can be read off the scale.
Switch off the pipe milling machine.
■ Afterwards, lock the setting by tightening clamping lever (11).
Switch the pipe milling machine on again.
Switch on the feed via the feed switching lever (28).
■ Provided the motor power is sufficient the pipe wall should be cut in one operation.
Pipes that have already been laid can sag during sawing and wedge the cutting tool in the slit. For this reason, the wedges supplied with the machine must be knocked into the slit at regular intervals behind the sawing tool. In areas where there is risk of explosion, use wedges (6 33 05 013 00 2)
(RSG Ex 1500 a/b (^**) standard accessories) and a hammer made of a non-sparking material.
Avoid overloading the pipe milling machine.
The machine is overloaded if the motor speed noticeably drops when inserting the running cutting tool. This also results in a decrease in the chip-removal volume.
At the same time, this results in a drop of the cutting performance.
Affix the workpiece (the pipe being sawn off), to protect it from falling down.
For pipes with a thick wall (s > 10mm) the welded joint must be milled in several operations.
Congruence in the cutting procedure is influenced by the following factors:
- Alignment of the pipe milling machine at the beginning,
- Geometric deviation of the pipe from the circular or cylindrical form,
- Sharpness of the cutting tools,
Hardness of the material.
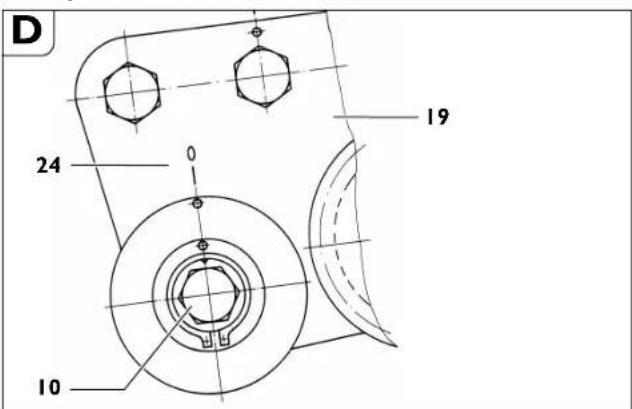
The pipe milling machine is adjusted in such a way that for pipe diameters of 300mm and 600mm the beginning and end of the cutting line are approximately in line.
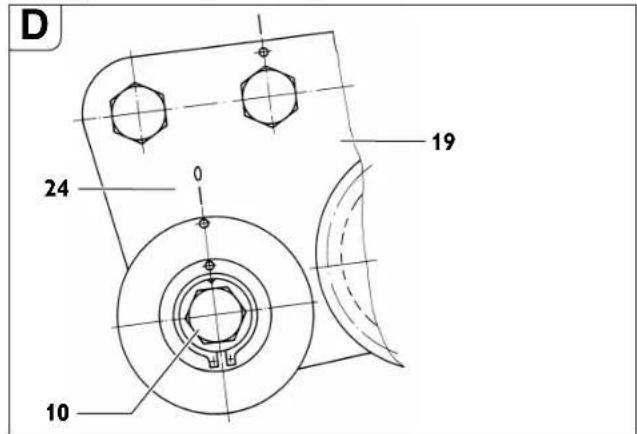
Due to the eccentricity of the guide shaft, the adjustment mark (24, see Fig. D) is only binding for the two given diameters. For larger pipe diameters it may be necessary to make a readjustment.
Reverse run of the pipe milling machines (RSG (^**)/ RSG Ex (^**) ).
Avoid damage!
Before the pipe milling machine is reversed, ensure that the cutting tool is retracted, in order to avoid damaging the tool and the gears.
Shut off the feed via the feed switching lever (28).
Release clamping lever (11)
Retract the cutting tool.
Turn the main switch/reversing switch to position "0" (OFF).
Switch the reversing switch to reverse run.
- Tighten clamping lever (11).
Switch on the feed via the feed switching lever (28).
The pipe milling machine is not suitable for cutting in reverse run!
Reverse run is not possible with the pneumatic pipe milling machine!
Instructions for cooling.
Avoid damage!
We recommend using the FEIN compressed-air cooling lubricator. The chips can wedge if the cooling and lubrication are insufficient. This can cause the tool to break.
Observe the manufacturer's information/notes on the coolant being used
Always dry-cut cast iron pipes without using any cooling lubricant.
Cool the saw blade or cutter with soapy water whilst cutting plain steel pipes.
Setting the running accuracy.
Unscrew the nut (15, see Fig A) SW 46.
Turn the axle (10) respective to the fish plate (19).
Tighten the nut (15).
By turning the axle (10) clockwise (towards the cutting tool), the cutting tool moves rightwards (the viewing direction is the same as the running direction of the pipe milling machine).
When turning the axle anticlockwise, the cutting tool moves leftwards.
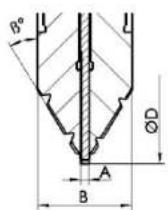
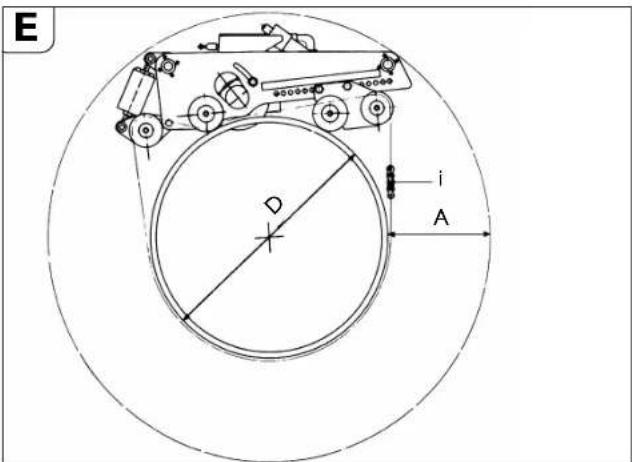
Clamping on the pipe milling machine.
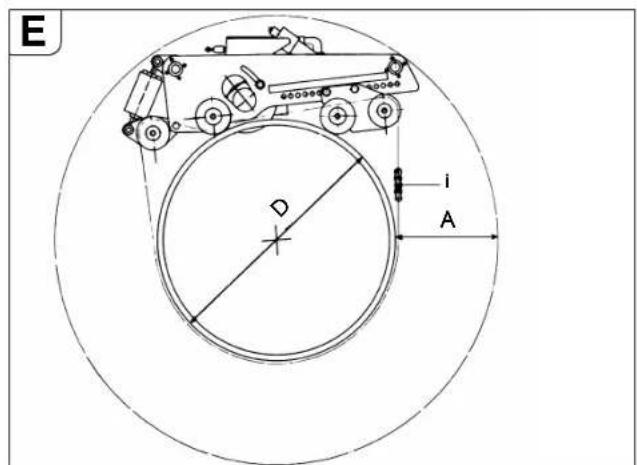
"A" required working space for the deepest cutting depth.
"D" External diameter of the pipe
"1" Number of chain links for pipe diameter "D".
| Position of the running axle | D A Required chain | Total chain length | i* | ||
| [mm] | [mm] | side [mm] | |||
| 1 250 | 410 | 1427 | 2854 | 5 | |
| 300 | 410 | 1525 | 3050 | 5 | |
| 350 | 410 | 1632 | 3264 | 6 | |
| 400 | 410 | 1744 | 3488 | 6 | |
| 2 400 | 375 | 1800 | 3600 | 6 | |
| 450 | 375 | 1898 | 3796 | 7 | |
| 500 | 375 | 2020 | 4040 | 7 | |
| 550 | 375 | 2147 | 4294 | 7 | |
| 600 | 375 | 2278 | 4556 | 8 | |
| 3 600 | 310 | 2319 | 4638 | 8 | |
| 650 | 310 | 2449 | 4898 | 8 | |
| 700 | 310 | 2582 | 5164 | 9 | |
| 750 | 310 | 2718 | 5436 | 9 | |
| 800 | 310 | 2856 | 5712 | 10 | |
| 850 | 310 | 2996 | 5992 | 10 | |
| 900 | 310 | 3138 | 6276 | 10 | |
| 4 900 | 330 | 3148 | 6296 | 10 | |
| 950 | 330 | 3291 | 6582 | 11 | |
| 1000 | 330 | 3436 | 6872 | 11 | |
| 1050 | 330 | 3581 | 7162 | 12 | |
| 1100 | 330 | 3728 | 7456 | 12 | |
| 1150 | 330 | 3875 | 7750 | 13 | |
| 1200 | 330 | 4023 | 8046 | 13 | |
| 1300 | 330 | 4321 | 8642 | 14 | |
| 1400 | 330 | 4622 | 9244 | 15 | |
| 1500 | 330 | 4924 | 9848 | 16 | |
| *Reference number 3 02 31 013 02 7 consisting of 10 chain links, each 635 mm long. | |||||
To attain optimum chain pre-tensioning, the halved chain links supplied in the carrying case with a length of 31.75mm can be used, if need be.
Example:
For a pipe diameter of D = 400mm 6 chain links (reference number 3 02 31 013 027) are required.
Track guidance through guide chain
Assemble the length of the guide chain in accordance with the Table.
To achieve optimal chain pre-tension (tolerance of pipe diameter), it is possible to use the half chain-link pieces (with a length of 31.75mm ) provided in the tool box.
| Chain length of guide chain | ||||
| Pipe diameter | Chain length | Chain pieces 635 mm | Chain pieces 63.5 mm | Chain pieces 31.7 mm |
| 250 710 1 1 | 1 | |||
| 300 870 1 4 | 0 | |||
| 350 1030 1 | 6 1 | |||
| 400 1190 1 | 8 1 | |||
| 450 1344 2 | 1 1 | |||
| 500 1500 2 | 4 0 | |||
| 550 1660 2 | 6 1 | |||
| 600 1809 2 | 8 1 | |||
| 650 1970 3 | 1 1 | |||
| 700 2130 3 | 4 0 | |||
| 750 2290 3 | 6 1 | |||
| 800 2440 3 | 8 1 | |||
| 850 2600 4 | 1 1 | |||
| 900 2760 4 | 4 0 | |||
| 950 2921 4 | 6 0 | |||
| 1000 3079 4 | 8 1 | |||
| 1100 3397 5 | 3 1 | |||
| 1200 3714 5 | 8 1 | |||
| 1300 4032 6 | 3 1 | |||
| 1400 4330 6 | 8 1 | |||
| 1500 4640 7 | 3 1 | |||
Order number 30231034010 (l = 635mm)
Order number 30231036010 (I = 63.5mm)
Order number 30231035010 (I = 31.7mm)
Fasten the guide chain to one of both chain pieces on the chain tensioner with the chain bolt and securing ring.
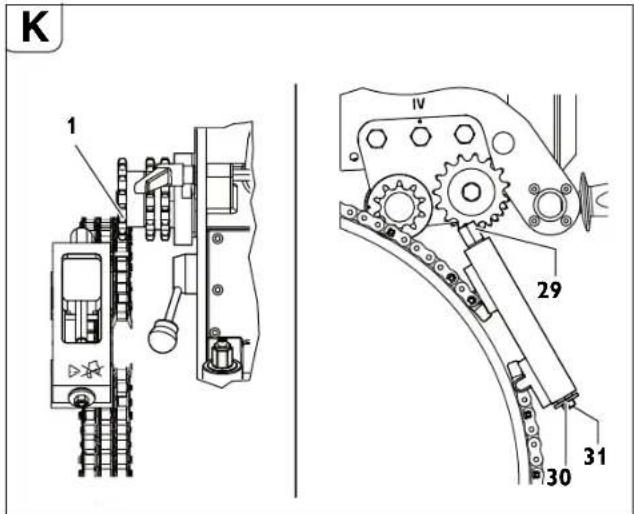
Thread the guide strand of the guide chain through below the two guide-chain sprockets (Fig. K).
Fasten the free end of the guide chain to the chain tensioner with the chain bolt and securing ring.
Snug the guide chain against the pipe by turning the hexagon at the chain tensioner (2).
Align the guide chain with a clearance of 10mm (bolt of drive chain to bolt of guide chain) and check 3× around the circumference.
Tension the chain tensioner via the hexagon (29) until the washer (30) faces against the housing of the chain tensioner (tensioning range approx. 50mm ). (Max. tightening torque 50 Nm)

Caution! Danger of accidents!
Do not turn or screw the three securing screws (31) on the face side. (see figure K)
Final work after completing each job.
Retract the cutting tool
Switch off the pipe milling machine
Remove the cutting tool
Unclamp the pipe milling machine.
For pneumatic machines:
After uncoupling the compressed-air hose, pour a little corrosion-preventing oil into the air supply of the pneumatic motor and run it for a short time.
- Close the hose opening with a protective cap.
Storing the pipe milling machine.
Protect the outer metallic parts against corrosion.
Store the pipe milling machine in a dry place.
Maintenance and repairs.
Maintenance and repairs.
We recommend our customer service department (central repair).
Address at the end of this instruction manual.
Only use original FEIN spare parts.
Risk of injury
by switching ON unintentionally.
Before commencing any work on the pipe milling machine, disconnect the mains plug or the compressed-air hose!
General information
Servicing work may only be carried out by qualified engineers.
Care and maintenance work mainly comprises the following:
- Cleaning the outside of the pipe milling machine and the clamping chain
- Visual check of the entire pipe milling machine
- Changing the gear oil
- Filling the compressed-air maintenance unit with lubricant
- Greasing the movement thread and chains
- Greasing the guides of the tool spindle holder in the clamping and transport device.
- Renew the stickers and warning indications on the machine.
Care of the link chains
After removing most of the dirt on the chain with benzine used for cleaning, petroleum or similar agent, clean it carefully moving the chain links.
For guaranteeing sufficient lubrication, leave the chains in viscous oil, e. g. gear oil SAE 140 for several hours.
Danger of accidents!
Before using the chain parts again, make a thorough visual check of the chain links and ensure that they are in perfect condition. Change any damaged parts and replace any missing securing rings.
Tool spindle holder
Check the gear-oil level
If necessary, change the gear oil.
See also the section on "Lubricants and lubrication plan".
Checking the gear-oil level
Check the oil level and tightness of the tool spindle holder each time before using:
Place the pipe milling machine with the side plate opposite the tool protection lying on a horizontal base.
Remove the screw plug (25, Fig. A).
Please note:
The oil level is correct if a little gear oil is still just seeping from the tapped hole.
If necessary, top up with gear oil (see the section on "Lubricants and lubrication plan").
Screw on the screw plug again tightly.
Changing the gear oil
The gear oil is to be changed according to the number of operating hours given in the table, however, at least ever 18 months.
| Gear-oil change intervals [operating hours] | RSG Ex 1500 A (**) RSG 1500 A (**) RDG 1500 A (**) | RSG Ex 1500 B (**) RSG 1500 B (**) RDG 1500 B (**) |
| First oil change after 20 - | 40 80 - 120 | |
| Next oil change after 80 - | 120 200 - 250 |
Our central repairs department carries out the oil change for you and disposes of the used oil.
Drain the gear oil in its warm operating condition immediately after storing the pipe milling machine.
en
Pneumatic motor
The pneumatic motor is to be examined and cleaned thoroughly, using clean, oiled compressed air, free from water, after 200 hours of operation, however at least once a year. We therefore recommend our central repairs department for maintenance and repair work on the pneumatic motor.
Avoid damage!
Failure to carry out the stipulated checks can result in considerable damage and a reduction in the performance of the pneumatic motor.
Disassembling the pneumatic motor:
Position the pipe milling machine such that the pneumatic motor is at the highest point of the tool spindle holder.
Remove the 6 fillster head screws (18) (see Fig. A).
Remove the pneumatic motor.
Assemble in the reverse sequence. Care must be taken to connect the motor pinion and planetary gear exactly.
Feed unit (see Fig. A)
- Keep the surface area of the pipe nut (17) free from any dirt and rust formation and always grease slightly.
■ When changing the gear oil, clean the movement thread and grease.
Disassembly:
Remove the fillister head screw (8).
Pull the bolt (5) out of the cover.
Then, using the handwheel unscrew the feed unit from the pipe nut.
Clean and grease the threaded parts (see the section on "Lubricants and lubrication plan" on page 24).
Change any faulty oil rings.
Assembly:
Assemble in the reverse sequence. Do not damage the oil rings during assembly!
Clamping unit
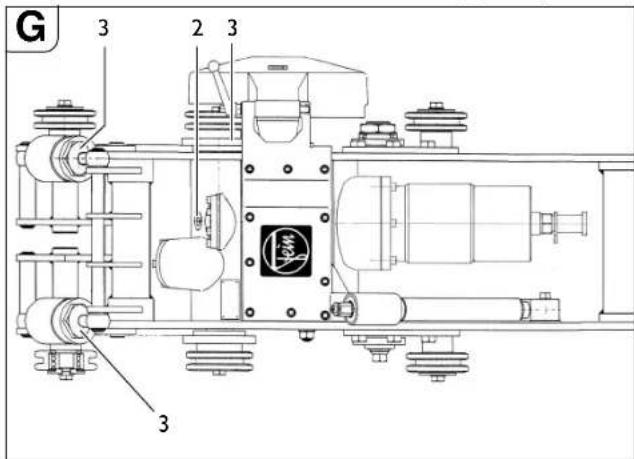
Avoid dirtying the thread on the eye bolts
(3, Fig. G) in the sprung chain tensioner.
If necessary, clean and grease the thread.
Lubricants and lubrication plan
Lubricants for the pneumatic motor
The pneumatic motor is lubricated via the oiler of the maintenance unit. Merely add a few droplets of oil into the air intake of the pneumatic motor after prolonged downtime.
Lubricating oil for the tool spindle holder
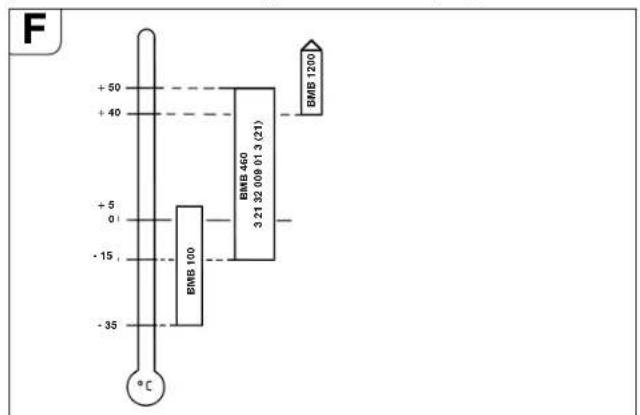
| Lubricant ARAL Öl Degol | Size of container | Reference number Te | temperature range [°C] | Specification |
| BMB 460 | 2 litres 3 | 21 32 009 01 3 -15 | to +50 Gear | oil type CLPF acc. to DIN 15502 |
| BMB 100 | 2 litres 3 | 21 32 009 02 9 -35 | to +5 |
Gear-oil viscosity recommendation for different ambient temperature ranges:

Machines with country code N34 (recognisable by the Order No. on the type plate by digit 9 and 10, which have the numbers 3 and 4 7 360 XX XX 34 X) are delivered with BMB 100.
On delivery, the tool spindle holder is filled with ARAL OIL Degol BMB 460. We urgently request you NOT to use any other gear oil. Lubricants for gliding surfaces
For lubricating and maintaining the gliding surfaces we recommend acidless, water-resistant branded, friction-bearing grease products.
| Lubrication point Lubricant or fuel | |
| 2 (gears) see table: Lubricating oil for tool spindle holder | |
| 3 (gliding surfaces and movement thread) | Friction-bearing grease |
Troubleshooting (type RSG (^) and RSG Ex (^) ).
| Fault Possible causes Measures to be taken | |
| Motor and cutting tool stop functioning | Very low ambient temperatures Use FEIN gear oil for low temperatures |
| Blunt cutting tool Change the cutting tool | |
| No mains voltage Check the mains connection and switching devices | |
| Incorrect mains voltage Check the data for the mains connection | |
| Advancement too fast or material removal too high during one revolution | |
| Oil loss in the gear box Replenish oil. If oil loss occurs again, look for leakage point and repair. | |
| Excessive temperature increase in the motor Reactivate the switchgear combination 3 07 02 041 01 4 | |
| Defective chain wheel Damaged chain link Change the chain link | |
| Chain incorrectly joined Check the joins and correct | |
| Chain bolt only partially inserted Fully insert the bolt | |
| Faulty cutting procedure Pipe milling machine and chain are not correctly aligned | See Chapter „Preliminary work on the pipe mil-ling machine (see Fig. A).“ auf Page 20 and Abschnitt „Clamping the pipe milling machine onto the pipe.” auf Page 20 |
| Guide shaft not eccentric Adjust the running accuracy, see Chapter „Settung the running accuracy.” auf Page 22 | |
| Blunt cutting tool Change the cutting tool | |
| Pipe is laid at an incline or vertical, or pipe is out of round | |
| Use the track guiding device, see Chapter „Clamping the pipe milling machine onto the pipe.” auf Page 20 und Chapter „Track guiding“ auf Page 29 | |
| Cutting tool is overloaded Align the gears and/or reduce the plunging depth | |
| The function of the machine is reduced or ineffective | No mains voltage Check the mains connection and switching devices |
| Switch is not on Check switch | |
| Coupling slips | |
| Align the gears or request the FEIN factory to adjust the pick-up torque of the coupling | |
| Strong vibrations | Advancement too fast |
| Align gears | |
| Raise the cutting tool | |
| Tighten nuts | |
| Check chain tension | |
| Blunt cutting tool Chang the cutting tool |
en
Troubleshooting (type RDG ( ) ).
| Fault Possible causes Measures to be taken | ||
| Motor and cutting tool stop functioning | Ice formation in the pneumatic motor Use | special lubricant |
| Blunt cutting tool Change the cutting tool | ||
| Fall in pressure Check the compressed-air supply (6 bar) | ||
| Dirt, rust or worn lamellae in the pneumatic motor | Send the motor to the FEIN repairs | |
| Advancement too fast or material removal too high during one revolution | Align the gears and/or reduce the plunging depth | |
| Oil loss in the gear box Replenish oil. If oil | loss occurs again, look for leakage point and repair. | |
| Defective chain wheel Damaged | chain link Change the chain link | |
| Chain incorrectly joined Check the joins and correct | ||
| Chain bolt only partially inserted Fully insert the bolt | ||
| Faulty cutting procedure Pipe milling machine and chain are not correctly aligned | See Chapter „Preliminary work on the pipe milling machine (see Fig. A).“ auf Page 20 and Abschnitt „Clamping the pipe milling machine onto the pipe.” auf Page 20 | |
| Guide shaft not eccentric Adjust the running accuracy, see Chapter „Setting the running accuracy.” auf Page 22 | ||
| Blunt cutting tool Change the cutting tool | ||
| Pipe is laid at an incline or vertical, or pipe is out of round | Use the track guiding device, see Chapter „Clamping the pipe milling machine onto the pipe.” auf Page 20 und Chap-ter „Track guiding” auf Page 29 | |
| Cutting tool is overloaded Align the gears and/or reduce the plunging depth | ||
| The function of the machine is reduced or ineffective | Insufficient or no compressed air Check the Larnellae are worn Change the lamellae | compressed-air unit for deficiencies or obstacles |
| Motor is insufficiently lubricated | Check the oil level in the maintenance unit | |
| Coupling slips | Align the gears or request the FEIN factory to adjust the pick-up torque of the coupling | |
| Strong vibrations | Advancement too fast | Align gears |
| Cutting tool too deep | Raise the cutting tool | |
| Nuts (11) have not been tightened Tighten | nuts | |
| Chain loose | Check chain tension | |
| Blunt cutting tool Change the cutting tool | ||
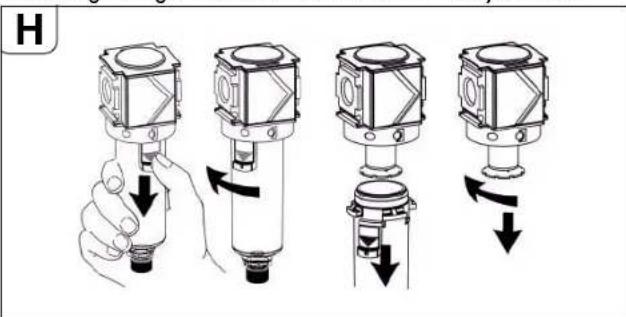
Maintenance unit.
for type RDG (^**)
The service life of a pneumatic system mainly depends on the processing of the compressed air.
Therefore, filters and line oilers are built into each pneumatic system as maintenance units; however, these have to be operated and serviced correctly.
Installing the maintenance unit
The installation is carried out in the direction of the arrow, a near as possible to the consumer (max. distance away, 10 m).
Filter
The compressed-air filter cleans the compressed air, thereby filtering out the moisture and solid substances. A filter insert is installed of 40~ Smaller pore sizes can be supplied upon request.
Maintenance
Drain the condensation water regularly via the draining plug.
Cleaning
Release the maintenance unit of pressure and loosen the container from the bayonet lock. Loosen the impingement disc and take out the filter insert; clean the filter insert or replace it by a new one. Screw filter in ensuring O-ring is mounted. Mount container to bayonet lock.
Avoid damage!
Plastic containers (polycarbonate) must only be cleaned with water or benzine used for cleaning purposes.
No liability can be assumed for damage caused due to non-adherence to these instructions.
en
27
Line oilers
Compressed-air line oilers conduct a thinly oiled mist to the compressed air and thereby create a constant, reliable lubrication for pneumatically powered compressed-air tools.
The built-in air diaphragm adjusts automatically to the air passage. The minimum pressure is 0.5 bar.
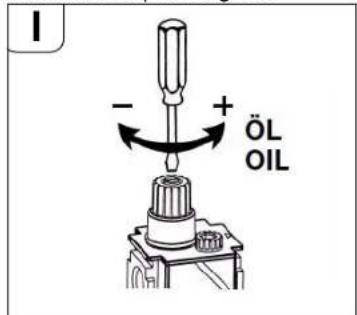
Setting
The oil quantity, measured in drops per minute, can be regulated using the metering screw. To do this, turn the screw in the oiler attachment anti-clockwise, approx. 1 revolution. The drops can be seen in the inspection glass.
Operation
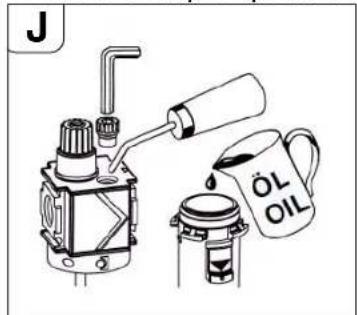
The filling level can be seen on the container. Due to the built-in, pressure-regulating valve, topping up is possible during operation without turning off the compressed air.
- Unscrew the filler plug.
- Fill the container with oil; do not use a funnel.
- Alternatively, dismount the container at the bayonet lock and directly fill in oil. Mount container on again.
- Close the opening again with the filler plug. The oiler is ready for operation.
Max. operating pressure and temperature
For filters and oil-mist lubricators with polycarbonate container, the max. operating pressure is 16 bar to +30^ max., and 10 bar to +50^ max.
The following oil types are to be used for the maintenance unit:
For light to normal loads, use HLP/ISO-VG22 hydraulic oil with corrosion-protection properties (Order No. 3 21 32 017 05 0 - 0.25 I) or
For high loads, use HLP/ISO-VG46 hydraulic oil with corrosion-protection properties (Order No. 3 21 32 006 01 7 - 0.5 l).
When not using for longer periods (several months), we recommend using corrosion-protection oils with HD properties (load-carrying capacity level: min. 8) before putting out of operation; e.g. engine-preservation oils, Mobilarma 524" (Mobil) or Ensis 10W" (Shell).
Under unfavourable operating conditions, cold temperatures (below +3^ ) and/or high water content of the compressed air, the motor can ice up. This can be avoided by using a commercially available synthetic de-icing and lubrication agent, e.g., Kilfrost, or by using „Renolin SDL 1808“ in conjunction with the metal container
of the maintenance unit! Drain the lines and oiler first. Avoid any mixing, as this would reduce or nullify the de-icing effect. The remaining lubrication film does not have to be removed.
■ Kilfrost Anti-icing agent (DEPRAG - Order No. 807287)
■ Kilfrost 400 (Weyer Indutec)
Renolin SDL 1808 (Fuchs) is a biologically degradable compressed-air lubricant for restricted use when laying pipes for drinking water! Please generally observe the relevant regulations, legal provisions and the lubricant agent manufacturer's notes.
Flow pressure:
A flow pressure in excess of 6 bar leads to wear. A too low flow pressure leads to performance reductions.
Concerning the compressed-air quality according to ISO 8573-1, we recommend:
| Class Residual Oil | Residual [mg/m3] | Dust Residual Water | |||||
| Particle size [μm] | Concen- tration (max.) [mg/m3] | Pres- sure dew point [°C] | Concen- tration (max.) [g/m3] | ||||
| For oiléed air | 4 | 5 | 1 | 5 | 8 | + | 3 |
| For unoiéed air | 3 | 1 5 5 -20 0.88 | |||||
Guarantee.
The guarantee on the product is valid according to the legal regulations in the country where it is marketed.
Milling tools and accessories.
Circular saw blades

1

2

3
Form 1, HSS, for gear type:
a, b - for machining steel pipes
Width Weight Number Max. cutting Reference num- of teeth depth ber
| [mm] | [mm] | [kg] | [mm] | ||
| 160 | 4 | 0.5 | 50 | 25 | 6 35 02 022 00 6 |
| 180 | 4 | 0.7 | 60 | 35 | 6 35 02 037 00 8 |
| 200 | 4 | 0.9 | 64 | 45 | 6 35 02 053 00 7 |
| 220 | 5 | 1.3 | 70 | 55 | 6 35 02 041 00 1 |
Form 2, HSS, for gear type:
b - for machining cast iron pipes
| ∅ Width Weight Number | Max. cutting depth | Reference num-ber | |||
| [mm] | [mm] | [kg] | [mm] | ||
| 160 | 4 | 0.5 | 40 | 25 | 6 35 02 050 00 1 |
| 180 | 4 | 0.7 | 46 | 35 | 6 35 02 098 00 0 |
| 200 | 4 | 0.6 | 50 | 45 | 6 35 02 099 00 4 |

Form 3, HSS, with tungsten teeth, for gear type:
b - For cutting cast iron pipes (even with cement collar) and unalloyed steel pipes to 400N / mm^2
Width Weight Number Max. cutting Reference num- of teeth depth ber
| [mm] | [mm] | [kg] | [mm] | |
| 160 | 40 | 25 | 6 35 02 080 00 8 | |
| 180 | 40.7 | 44 | 35 | 6 35 02 061 00 9 |
| 200 | 40.9 | 50 | 45 | 6 35 02 084 00 2 |
Adjusting spring
W X H X L (mm)
6× 6× 32402210440000
8× 7× 3240221050005
Transport container
Length × Width × Height
mm mm mm
1000 × 800 × 39533901114007
Form cutter

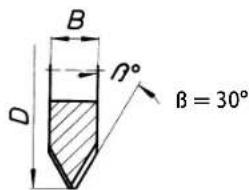
V-form, HSS, for gear type:
a - for machining steel pipes, high-alloyed
b - for machining plain steel pipes and cast iron pipes up to a max. wall thickness of 10 mm and a max. diameter of 1600 mm
| D | B | Weight | Number of teeth | β | Max. cutting depth | Reference num-ber |
| [mm] | [mm] | [kg] | [mm] | |||
| 125 | 25 | 1.58 | 32 | 30 | 25 | 6 35 08 056 00 4 |
| 160 | 30 | 3.2 | 36 | 30 | 25 | 6 35 08 081 00 9 |
| 160 | 30 | 3.3 | 36 | 37.5 | 25 | 6 35 08 093 00 0 |
| 180 | 42 | 5.5 | 36 | 37.5 | 25 | 6 35 08 094 00 0 |
| 180 | 42 | 4.9 | 36 | 30 | 25 | 6 35 08 085 00 8 |

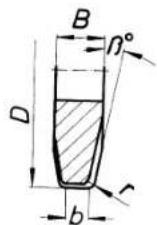
B=8°
r=6mm
b = 4mm
U-form, HSS, for gear type:
a - for machining steel pipes, high-alloyed
b - for machining plain steel pipes and cast iron pipes up to a max. wall thickness of 10mm and a max. diameter of 1600mm
| D | B | Weight | Number | Max. cutting | Reference num- ber |
| [mm] | [mm] | [kg] | [mm] | ||
| 160 | 25 | 2.8 | 40 | 25 | 6 35 08 089 00 7 |

Gang cutters, HSS, for gear type:
a - for machining steel pipes, high-alloyed
b - for machining plain steel pipes and cast iron pipes up to a max. wall thickness of 10mm and a max. diameter of 1600mm
| D | B | Weig ht | Number of teeth | β Max. cutting depth | Reference number |
| [mm] | [mm] | [kg] | [mm] | ||
| 154 | 30.5 | 2.5 | 32 | 30 | 25 |
Special form cutters for other materials and other cutting geometries upon request
Chain link
10 chain links × 63.5mm = 635mm
Reference number 30231013027
1 chain link × 31.75mm
Reference number 3 02 31 029 00 2
Spare bolt
Reference number 3 02 17 216 00 4
Spare securing ring
Reference number 4 26 34 020 00 5
Spitting wedges made of steel
Reference number 63305006008
Splitting wedges, non-sparking
Reference number 63305013002
en
29
Standard accessories
| Reference number | Quan-tity | Description |
| 3 39 01 114 00 7 1 | Transport container | |
| 3 39 01 031 00 1 1 | Carrying case | |
| 3 21 22 007 01 7 1 | Handwheel | |
| 6 29 01 016 00 2 1 | Open-jawed wrench, SW 46 | |
| 6 29 03 010 00 6 1 | Open-jawed wrench, SW 55 | |
| 3 12 07 333 01 0 1 | Chain tensioner | |
| 6 29 11 010 00 0 1 | Ring spanner, 17/19 | |
| 6 29 06 013 00 5 1 | Box spanner, SW 46 | |
| 3 02 31 029 00 2 1 | 0 Roller chain | |
| 3 02 17 216 00 4 2 | 0 Bolt | |
| 4 26 34 020 00 5 4 | 0 Securing ring | |
| 6 33 05 006 00 8 1 | 0 Drift only for RSG 1500 A/B (**) , RDG 1500 A/B (**) | |
| 6 33 05 013 00 2 5 | Drift, non-sparking only for RSG Ex 1500 A/B (**) | |
| 3 07 02 041 01 4 1 | Switchgear combination only for RSG 1500 A/B (**) , RSG Ex 1500 A/B (**) | |
| 3 21 74 009 00 1 1 | Round loop | |
| 3 21 74 010 00 3 1 | Round loop | |
| 3 07 28 188 00 8 1 | CEE coupling for RSG 1500 A/B (**) and RSG Ex 1500 A/B (**) | |
| 3 21 32 006 01 7 1 | Oil can only for RDG 1500 A/B (**) | |
| 3 27 15 129 02 0 1 | Maintenance unit ass. only for RDG 1500 A/B (**) | |
| 3 14 14 001 02 3 1 | Hose ass. only for RDG 1500 A/B (**) | |
| 3 02 31 035 02 0 1 | Chain | |
| 3 02 16 166 01 0 1 | Bolt | |
| 3 40 56 026 00 0 1 | Insertion discs |
Optional accessories
| Reference number | Quantity Description |
| 3 02 31 013 02 7 | 1 Chain with 10 links |
| 4 26 34 020 00 5 | 1 Securing ring |
| 3 02 17 216 00 4 | 1 Bolt |
| 4 30 12 051 12 2 | 1 Tight-fit screw |
| 6 33 05 013 00 2 | Non-sparking drift |
| 3 07 09 022 01 2 | 1 Connection cable (electric) |
| 9 12 01 002 00 4 | Compressed-air cooling-lubricant device (DKSE) |
| 3 24 33 027 01 7 | 1 Connection parts for CCLU (board) |
| 3 27 15 129 02 0 | 1 Maintenance unit ass. only for RDG 1500 A/B (**) |
| 9 26 01 023 02 3 | 1 Compressor for CCLU |
| 3 14 14 055 00 2 | 1 PA-DL hose, complete, for compressor |
| 4 11 36 005 01 9 | 1 Coupling sleeve |
| 3 02 31 035 02 0 | 1 Chain |
| 3 02 16 166 01 0 | 1 Bolt |
| 3 40 56 026 00 0 | 1 Insertion discs |
Compressed-air, cooling-lubricant device 9 12 01 002 00 4
Due to the possible high cutting and advancing speeds of the pipe milling machine, it is necessary to cool and lubricate the tools when machining steel. The compressed-air, cooling-lubricant device function on the principle of finely dispersing and vapourising the cooling lubricant and thereby offers constant, reliable cooling and lubrication through the spray nozzles fitted on the pipe milling machine.
In addition, pollution of the ground at the building site is avoided which is otherwise normally caused by applying the drilling emulsion manually.
As a cooling-lubricant fluid we recommend using the metal-working lubricant, BIOCUT 3000. It is a new kind of fully synthetic, high-performance lubricant; it has an excellent adhesion and cooling effect, is water-soluble, biologically well-decomposable and economical (depending on the setting, up to approx. 0.3dm^3/h per nozzle).
BIOCUT 3000 is free from any substances endangering the health. It fulfils all the requirements of the German association, Deutscher Verein des Gas- und Wasserfaches e. V. (DVGW).
All the contents comply with the Directives of the FDA (Food and Drug Administration) and the Deutsches Arzneibuch (DAB) [German book on medicine] in its currently valid version.
The lubricant can be purchased from the company: Lubricating agent BIOCUT 3000 for temperatures to 0^ 1L-32132039000
5L-32132040000
Cold-resistant lubricating agent for temperatures to -25°C: 1L - 3 21 32 042 00 0
5L-32132043000
Fa. Link GmbH
Am Herrenweg 6
D-76228 Karlsruhe
Tel. +49 (0) 721/45 05 55
Fax +49 0721/451411
e-mail: link-gmbh@t-online.de
internet: http://www.microjet.de
For the three-phase-current versions RSG (^) / RSGEx^ a compressor is required, i.e. FEIN reference number 9 26 01 023 02 3, with a suction volume of approx. 130l / min for enabling the use of the compressed-air, cooling-lubricant device.
Spare parts.
The latest spare parts list can be found on the Internet under www.fein.com.
Notice originale.
m = 311
Profon
de coupe
max.
Référence
D B
Poids Non
(File- de dents
tage)
Profondeur
de coupe
max.
[mm] [mm] [kg] nbr
(nombre)
160 25
2.84025
63508089007
[mm] [mm] [kg] [mm]
16040,5402563502080008
18040,7443563502061009
20040,9504563502084002
Ressort d'ajustage
B×H×L(mm)
6× 6× 32 402210440000
8× 7× 32 40221050005
Recipients de transport
m = 311 ;
ghezza
Fil.
(Filettdie atura
Numero
dei denti
max.pro-
fondita di taglio
Numero d'ordine
DB
Fil.
Numero
max.pro
(Filetatura
fondita di
taglio
Numero d'ordine
[mm] [mm] [kg] St. [mm]
160 25 2,840
2563508089007
[mm][mm][kg][mm]
16040,5402563502080008
18040,7443563502061009
20040,9504563502084002
Chiavetta
Paraoculars:
Paraoculars are used to measure the distance between two eyes. The distance between the two eyes is measured using a visual analog scale (VAS) and the distance between the two eyes is measured using a visual analog scale (VAS).

m = 311
Clase Resi
m = 311
5
8
m = 311
Ancho × alt. × long. (mm)
$$ \begin{array}{l} 6 \times 6 \times 3 2 4 0 2 2 1 0 4 4 0 0 0 \ 8 \times 7 \times 3 2 4 0 2 2 1 0 5 0 0 0 5 \ \end{array} $$
AaHa Ka6eA NOkAIOUeyHnC BnAkoN
RSG Ex 1500 A/B (^**) 2× 10M
RSG 1500 A/B (^**) 10M
Bec (M), OK. 73 K
Kaacc3aunTbIOT 1
NopaxKeHHa
3AekPTOTOKOM
CTeneh3aunTbIPX4
Pa3mepb1:
AnaMeTpHcTpymeHa, 220 MM
MaKC.
Lmax 980 MM
Hmax 340 MM
Bmax 450 MM
B 372 MM
B 205 MM
L 795 MM
*3AeKTPOMOTOP N DOIOVAHHTeBHyB BbIKAOHaTeB BO
B3pbIBO3aUuIeHHOM IcPOAHeHIM
A-B3BeWeHHbI yPoBeHb Wyma Tpy6ofope3epHoM MaunHbI
COCTABAReT,THINuHO:ypoBeHb3ByKOBOrOaBaEHHa92AB(A);
yPOBEHb 3ByKOBO MOUHOCTn 105A6(A).

Hocnt npotnoowmyb!
Tpy6ofopeepHaMaunHa CnHEBMOIpNBOaOM:
Homep 4A3aKa3a7560...7560...
Tun RDG 18-3 a (^) RDG 18-3 b (^)
AaBHeHne Bo3yxa (p) 66ap
PacxoA BO3Ayxna noA 72 A/c
HaRpy3koi (Q)
YHCAO 06OpOTOB XOAocTOro XOa
Motop 6000 o6/MH
3506/MH 70o6/MH
HHCTpyMeHTbI
Noaay
ФфektubHЯ
MOUHOCTb(P)
AaMeTp WaaHra
Bec (M), OK.
Pa3mepb1:
Amaetp 220 MM
HCTpyMeHTa, MaKC.
980 MM max.
Hmax. 280 MM
Bmax 450 MM
BI 372MM
B2 205 MM
L 795 MM
A-BBeseHHbI yPOBeH bMya Tpy6ofope3epHOaMHNbIOCTABAAET,THINHHO: yPOBeH 3ByKOBOrO aBaehn103 A5 (A);yPOBeH 3ByKOBO MoHOCTH 116 A5 (A).

Hocntb npotnboosmybl!
3haeHnHaMpeHbI corgaAcho cTahapTy EN 62 841.
Ha3haeHne Tpy6oΦpe3epHOI MaunHbl.
Tpy6oep3epHa MaunHa PnepHa3HaueHa Aa pe3Kn OcTaTOH0
yctOuHBbIX OTaeAbhIX OTpe3KOB Tpy6 N pOLOKeHHbIX
tp6oNPOBOAOB n3 CTAA Hn HuyHa, a TaKae DAn CHrtna fAcKn Ha
KOHax Tpy6 nepe CBAPKO HA cTPOINAoAkaX Hn Hs OTkpBToi
MeCTHO. Tpy6oep3epHa MaunHa PnepHa3HaueHa Aa
CneuHaBbIX KOMIaHN DA npImeHeHn CneuaANCTAMn Aa
HEAHTeBbIX NOBceDEHBIX 3aaU.
AmpeKTHBbl EC 94/9ECATEX
(B3pbBBOONaCHa aTMocΦepa)
Tp6o6pe3epHbIe MaunHbI pmpbl DAHN TINOB RDG ( ) / RSG ( ) /RSG Ex ( ) He IMeHOT dOnycka da pa6Otbl Ha BpBIOONaChbIX yAcTkax HHa 3TN Tpy6o6pe3epHbIe MaunHbI Het CBnAteABCTB 06 NCbItaHnx O6pa3uaCOrAaCHO
AnepeKTHBe 94/9EC.
(B Tpy6oΦpe3epHyIO MaunHy RSG Ex (^**) BCPTPOeHbI TOABKO ABe COCTABARIOUNE -AeKTPOMOTOp N AOONAHHTeABHbI BblkAOHaTeAb -,OTBEaHOUne HOPMaMATEX.)
AmpeKTHBbATEXpacnpoctpaHOTcTOAbkoHaTeppHTOpIO Ebponeckoro coo6ueCTBa.
KpaTkni o63op.

1 3axmHoe yctpoIcTBO
2 KpeenexHbI BnHT AAR 60KOBON NANTBI
3 BoKOBa nAHTa
4Yka3aHne
5 BOAT
6XoAOBOB BnHT
7 MexaHn3M nOaun Ha Bpe3aHne
8 BnT C nHnHApuecko rOaOBKO AaMEXaHN3Ma noaun Ha Bpe3aHne
9ПнзОНь� 6ОАT
10XoOBAOaOcb
113aXHMHOpbUar
12 Bnnt C weettnpaHHoR rOABKOH
13山aH6a
14OcbHaTaeHn
15 Raɪka
16 HctpymeHaBHaaHnHaeBbHa 6a6Ka
17 Raika c Tpy6H0 pe3b60i
18 KpenenHHB BnHT MToTopa
19HaKa
20 LcHnHa 3Be3aOuKa
21 TpaHcnpThbB BaA
22CTonophoe KOAbuo
23 LTHΦT
24 Pe3b6oBa 3aIayka HnCTpyMeHTaIbHOH IINHDeAboH Oa6Kn
25 PyKoRTKa Aa TpaHcnpTnPoBKn
26 ⅢkaaIraIy6HHbI
27 Raika c HakaTkoi
28 Pbyar nepekAIOueHnckOpocTn noaun
29 1eCTnIpaHHNK yCTpoNCTBa HATJKeHnn Zen
30 Ⅲa6a yctpoCTBa HataKeHHa cenn
31 CtonopHbIe BnHTbI yCTpoCTBa HataKeHHa eHH
Aa Baew 6e3onacnoctn.

IpeepnOAB3OBaHem Tpy6oep3epHO MaunHbI npOHtB n COOTBeTCTBEHHO AeNCTBOBaTb:
06uue yka3aHnno 6e3oNaChOCTn AAR Ty6ofope3epbIX MaunH, HauHOHaBHe IIOAOKeHHN O6 Oxpae Tpyda.
XpaHnTe 3To pyKoBOAcTBo NO 3KcNAYaTuIN AAA DaAaBHeIwero nOa3OBaHN H npAraHte erO K Tpy6ofope3epHO MaHHe npEe npOdaKe HAn nepeDaue B Noa3OBaHne.
AupekTnBbI NO B3pblBO6e3oNaCHOCTN PPOeCCNOHaABHbIX COIO3OB AOJHHCTPoro Co6AoDAtbc!
CaeHNTe 3a yCTOuHNBIM NIOAOXHeHnEM O6pa6aTBiBaEMo Tpy6bl. Heco6AoJeHne 3TOrO Yka3aHnMoKet CTaTb PnUHnT AKeAbx TPaBM Hn CmePTn.
7. Tpy6ofope3epHbIe MaunHbI c 3AekTponpNbOaOM (TN RSG (^**)
HaPraKeHHe NCTOChKa TOKa DOAnKHO COOTBETCTBOBaTb DaHHbIM, yka3aHHbIM Ha Tpy6oΦpe3epHoMaHInHe.
PpncoeAHHHeHne Tpy6oep3epHO MaunHb DOxKHO 6bItb 3aunueHO ppeOxApaHteAem Ha 16 A.
PeyAHPNO pOBepnTe Ka6eNb IOKaIOUeHn K CeTN n, npn HAnuHn, Ka6eB-YaHnHTeA!
PIOKAIOHTe Tpy6oep3epHyMaunHy K 6AOKY KOMMyTaUNTOA6KO IIN BIKAI0eHHOM IaABHOM BIKAI0aTeAE.
BLOK KOMMYTAUIN DOAKeH Bcerda HxOAnTcra B npeDeaax OocraeMOCTn ONepaTopa.
8. Tpy6oΦpe3epHbIe MaunHbI c NHeBMOnpHbOaM (TnRDG (^**)
Ktpy6oΦpe3epHO MaHHe pa3pe7aetcra NOAHOaTb DaBaeHne He 60ae 6ap.
IIOAIAOHTe Tpy6oep3epHy MoHHy K cTeaTOro BO3Axya TOAko C 3aKpbItbIM WapOBbIM KpaHOM.
PnHcHnAeHCTBnA (cm.pnc.A).
Tpy6o6pe3epnna Maunna Otp3aet n 06pa6aTBbAe tceHK ty6bl c NOMOuBIO pekyuero HNCTpyMeHTA. C NOMOuBIO KpeNEXHORO yCTPOIcTBa Maunna YCTAHABNAEaTc Ha HApyXHOI CTPOPE Tpy6bl n C NOMOuBIO CO6CTBEHHORO MExAHN3Ma pa6Oeu NE POaau NOberaET py6by CHAPxN. B KaeeCTBe IHCTpyMeHTA CAYKAT KpyrAble PnAbHbIE AACKN DA MeTAA N PpOHNbHe Ipe3bl,pexyua KpOMKa KOTOpBIX BBINOAHEHa B 3aBNCMOCTH OT MaTePNaAa Tpy6bl n3 6bICtPOePXUeI cTAAN NOBIIeHHO INPOOHocTH NAn N3 TBepdORO cINABA.
YCTAHOBKaIAY6HbIpe3aPpOH3BOADTCcNOMOUBIO HHTPYMeHTaBHOUINHHeAeBHO6a6Kn(16),WAPHPHO 3aKpePAEHHOHaOBeHX6OKOBbIXNAHTax(3)NpepcTabAReMOXoAOBBIM BNTOM(6).
TpaHcnpTHbI BAA (21), KOtOpbl c NOMOJIbTO TpaHCnOpTHbIX KOaec co3aet ABHXeHne pa6oHe NODaH, npINBOANTcOT IHCTpyMeHTaBHO rHdAeA C NOMOJIbIO 2 CTyNeHr YepBraHoi nepeDaH.
I0aAByBkIOaTeTcN BbIKIOaTeTc npN NOMOu npHara nepeKIOeHHckOpocTH NOaH (28).
ΦpHKUHOHHa MyfTa npeaoxpaHaret peykTOp NOaHn OT neperpy3Kn.
HnCTpyMeHTaBbHbI WnIHHeAeB BpaauTeC B OueHb JxctKHX NOaunHHkax. IaBbI peyKTOp, CO cMa3KO norgyKeHem, AAn npNBOda HnCTpyMeHTaBHO rO HOeAeA CoCToT N3 PAAHeTapHOu eepBvHOn CTyneHei.
PeaykTop paccnTaH taKIM o6pa3OM, 0To cayauHoe TOpMOxKeHne UEN DO NOAHO OCTaHOBKn He npuBOAnT K NOpeKdEHNIO. Bce BAbl peaykTopa BpaauoTcB N OaunHHKax KaeHnA.
IIOLOCTbMaINHbICOcAIMN PpeHa3HaueHa AARBeAeHNrIO Tpy6e 3aKpeAeHHoT py6oOpe3epHOH MaINHbN IAA PepeAaCnI pe3AHnN IOaHn. YBa3Ka C HApYKBHm DAmameTpOM Tpy6bl OcyuectBAReTcNEpeCTaHOBKO XoAOBOO Ocn (10).Lenn 3aKpeAeHHoC6paHbN h3 OTDeAebHbX OAnHakOBbX 3BHeBb
HcAHO HeoXaHbMx 3BeHbeB HAn dHa HApEe 3aBNCHT OT HApKHO OAnMeTpA Tpy6bl.
AoHaaya pa6oTbl.
NoAroTOBHTaHbIe pa6oTbl.
Tpy6bi,pa3pe3aemble Ha cKaAACKoI IAOUaKe,doAKHb6blyAOKeHbTAk,TO6bi peKyuIN HnCTpyMeHT He 3aKAANHBaAo.
A yaoxehh bix Tpy6doXkHO BbldepknBaTbCpaCToHneOT HApyKHO CTeHKn Tpy6bl AO CTeHKn KaHaBBI He MeHee Ka50cm NO BceN OKpyXHoCTn Tpy6bl Ha DAnHy BIM.
NoBepxHocb Tpy6bl DOAxAHA 6blb OUYueHa OT 3aRpa3HeHH n 3eMaN. PpeBaPHTaeHo ydaANTb MArKne 3auuTHbIe NOKpbITnnoBepxHOCTn Tpy6bl.
PexkyuHnHCTpyMeHTdoAoxeH6bItbBbI6paH B COOTBeTcBnC MaTePhaAMo Tpy6bl, Tpe6yEmoF opMbI 06pa6OTKn CMA3OHO-OXAAXDAIOUeJXIAKOCTN.
YdaAaIte CBAPOHyBie Wbbl BpaHOHe KOAEnc IeNei.
3a DOONHITeBHOINHOFOPMaUNeO6paauTecbKBaWemy NOCTABUHKy CMA3OHbIX MaTePnAIOB IN OXAaKaIOUeJ KNAKOCTN. (CMOTpHTe TAKKe NHEBMATNUeCKoe CMA3OHO-OXAaKaIOUeeyCTPOCTBO 91201002004)
(Cma30HbMaTePnaTobapHbHOMep: Cma3OHyMaTePnBBIOCUT 1L 3 21 32 039 00 0, Cma3OHyMaTePnABIOCUT5L32123040000)
NoAroTOBka Tpy6oΦpe3epHOJ MaunHbI (cm. pnc. A).
OTnyCTte 3axmHOn pbIar (11).
PykoTko (B yEmoHa He HNCTpyMeHTa) Ha MexaHn3Me Noaun Ha Bpe3aHHe (7) NOAHTb INCTpyMeHTaIbHyIO UINHaeABHyIO 6a6ky 16). CHIMNTe np30HHBe 6OAtbl (9) npectabTe XoAOByIO Ocb (10) B COOTBeTcBm C aAHbIMn TaBAmCb (4) NOA TeKyuHn BHeUHMn dAmEtP Tpybl. CHOBA KpEIKO 3aTAHInTE pN3OHbHe 6OAtbl (9).
Ta6AnuKa HApyKbIx DnAmetpoB Tpy6:
| P | D [MM] [АюМ] | |
| I 250 | -400 9,6 - 15,7 | |
| II 400 | -600 15,7 - 23,6 | |
| III 600 | -900 23,6 - 35,3 | |
| IV 900 | -1500 | 35,8 - 58,9 |
P: NOAOXeHHe XoOBOO OCH
D:Anamettpy6bl
3aKHMHoe yCTpoCTBO (1) AHaTaeKeHHuee HHeo6xOAnMO BTAHyb BpaueHHem npyXHHHO CtaKaHa TAK, YTO6bl npn YCTAHOBKe Tpy6o0fpe3epHO MaunHb 6bl AOCTaTOHb XOA AAR HAATKeHHa.
Co6paTb CEIN HATXKEHIN B COOTBETCTBNH C HApYKHBIM DnAmETpOM Tpy6bl. Pa3MeCTNTe Tpy6oephepeHyIO MaunHy HA Tpy6y Hzakpenite ee npn NMOUINoBemHOrO pNcNOCo6AenraTAK,HTo6bl MaunHa He COCKoA3HyAA. Co6epHTe BeaIyUO UeNB IN 3aXHMHe yCTpoiCTBO B COOTBETCTBNH C BHeuHM MAnAMETpOM Tpy6bl. 3aΦHKCpTyTe BeaIyUO CEb Ha paCtOrHm 10 MM PAdOM C HATXKHOH ZeBIO
ru
HAnpoTnBΦpe3epHOrO HnCtpyMeHTa.PacCToHHe OTo6oAteBaDyuee 电n DO 6oAta HataXHOu CEIN 10 MM.Tpn paa npOBepbTe pacctoHHe NO OKpyKHOCTN.
3aKpeHaeHne Tpy6oΦpe3epHoMaunHbHa Tpy6e.
HaOKeHHe 3BeHbeBbIX cenEn.
Eepepackpbbltie3BHeBbIbe cENHaAOKHTb Ha Tpy6y no 06e CTOPHOI Tpy6ofoep3epHOI MaunHbI.
PpHNOAHMHNTe Tpy6oep3epHyIO MaHmHy I npOTAHnTe 3BeHeBbEble
UEN NOA UENHBIM 3B3dOyKAMN (13) TaK, YTO6bI NocAE ONyCKaHnR
Tpy6oep3epHOH MaHmHbI 3BcEBbEble cEN M BOaAN B 3aCenaeHne C
3y6aAMn. HAOXHTb CBO6oABHe KOHbI cENe HA 3Bc3O4uKN OCN
HAATAKHEHN (14) n XOAOBIO OCN (10). 3aTEM ZAMKHyt b cIb 6oAOM
(3 02 17 216 00 4) n PpeOxpaHt b AByM CTOnOpHBIM KOAusbAMn
(4 26 34 020 00 5).
HaTaeKeHHe 3BeHbEBbX uen (cm. pnc. A).
3aTe m cKa npAoxKeTbeBHeBbIe eN K Tpy6 neTEm BpaueHn o6oNx npyKHHbIX CTakHOB (1). AAn 3ToTO BpaauTaB npyKHHbIe CTaKaHbI. AAn TOHOB BBIEpKn HeCKOaBko pa3 NepeABnHyTB Tpy6oep3epHyIO MaunHy B o6e CToPOHbI NO OKpyKHocTH Tpy6bl.
BpaueHnem npyKHHbIX ctaKaHO BHaTHyb 3BeHbEbbIe CEN TAK, 4TO6bl WTHoT (23, PNC. A) nonA B pOdoAbHoE OTBepCTne npyKHHORO ctaKaHa B ppeLaX BblTOOK NIO OKpyKHOCTN.
Bo Bpem npoecca pe3kn Heo6xoAIMO CaeNTb 3a NoaoKeHnEM
MTHoTa B MEXAHImax HATRAKEHNI. EcAn Tpy6a He Kpyra, HATRAKEHne
CenEn MoKet NmehTbcr. I03tOMy npn pa6ote Heo6xoAIMO
MEXAHm HATRAKEHNI Heo6xoAIMO An6o POaTAYb, An6o OCAa6nt.
Pipea npoeccom pe3aHn CHIMTe BCE 4 pykoTKn.

OnachocThheCuaCTHO CAYAa!
He noBopauhamb npyKHHbIe cmaKaHbI gaAble 3a mmy moKy!
YcTaHOBkapeKyuHxHHCTpyMeHTOB.

OnachocTb TpaBMnpoBaHHa
-BCAegcmBne HenpeghamepeHHoro Bkauyehna.
-Do ycmaHOBKn omcoegnHmBnky cemn nn nagcu cnKamoro Bo3gyxa.
- no npnuhe omaleaioxnx nna nagaiounx npegmemob, maNX KAKKANHBa, Hncmpymehb, mpy6ofopeephaMaHa, 06pa6abiaemagemaB (mpy6a),....
-no npnHHe ocmpbix pekyuuxn pa6oynx mcmpymnoB
PpMmHnTe ToaBko peKyunne HnCTpyMeHtbl c 6e3ynpuehblmpekyuIMN KpOMkAMn.
Ipea yctaHOBKO OUHCTnTB HHTpyMeHTaHBHbI WINHaeA b TaKHe nproHHbe I NOCAOHybe NOBepxHocTH.
YctaHOBtbpexkyuunnHCTpymEHT.
Kpenko 3aTayhTy KpenexHyro raKy HnCTpyMeHa.
BBeHeHne MaunHbI B 3Kcnayatauio.
Tpy6oΦpe3ephar MaunHa c 3AekTpponpBOaOm:
Tp6o6pe3epHaMaunHAc 3AeKTPoPnPBODOM NOKaIOHeHa K 6AOky KOMMyTAuNN CO CAEDYIOUIMM annapaTAMN:
-ΓaBHBb BBIAIOUaTea/bpeBepCop
-3aHTbIABTOMAT ABHrAeA
-MNHIMaBbHpaCueNTeAb HapjxkeHH
-HTENCEAbHbIe COEAnHeHHA
AaBbH BbIKAOHTaeNbHCIOAB3yeTcA ABA BKIOUeHnIpeBepcaHaNPaBAeHHBpaueHH.3aunTHbABOTOMAT ABIRaTeA INMHmAbHbPiacuENITeAb 6p3yOT eINHb y3e.Ipi neperpy3ke
cpa6aTaBbAe3aunHTbMbABTOMaT ABnraTeA, npn OTKAOueHn HAnpJxHeHc cTeN MmHmAbhBpaCenNTeABOTKIOyae Tpy6oOpe3epHyO MaunHy OT cTeH dAePipeoTbPaueHn HenpeHaMepeHHoro NOBTOphoro 3anycka.
ABAKHOHNA Tpy6oΦpe3epHO MaunHbI CaeyET 3aEInCTBOBAtb 3aUNTHbI aBTOMAT ABnraTeA.
BLOK KOMMYTAUHN PACNOAOXHTb DOcRAeMO AAn OIepaTopa B AIO6oe Bpem.
Tp6oΦpe3epHa MaunHbI B yactnHO B3pbIBO3aUuEHHOM NcnoAHeHH:
Ipea 6AOKOM KOMMytaunn Caeayet YCTAHOBNTB DNOANHTeABHYIO KOMMYTAUHOHHYIO Kopo6ky C BbIKAOHTeAEM AAR BKAIOHeHr Tpy6oOpehOH MaUNHBi Ha B3pbBOONACbIX yAcTkax 30Hb2.
BAOKKOMMYaun paCNOAOXHTb AOraeMOAOnepaTopoB AIO6oe Bpema.

B3pbIBOONacHocTb
EaOK KOMMyTaun pacnooKHTb 3a npdeAAMN 30Hb2.
!Pocae cpa6aTaBbAHHa3aunTHoro ABTOMATA,nepea NOBTOPHbIM BKAIOHeHMe,CAeYEt BBkAOHTb AOHOAHHTeAbHbBBkAOHTeAb.
Tpy6oΦpe3epHa MaunHa c nHEBMOnpNbOaOM:
NcnoHeHne RDG 1500 a/b (^**) BKIOOaTeCpaTNOAOxEHbIM B IAHRe NOABoDa CxAToR O3DyXa WApOBbIM KpaHOM, KOtOpBn HxOAnTCpIpMo NpeA INHEBMATUeCKM MOTOPOM.
O6paueHnne c MaunHoN.

Onachoctb TpaBMnpoBaHn
Bo Bpema pa6ombi 3aunmHbI KOxuy goAkeH 6bImn noAHocmbo 3akpbim n 3aФнсрOBan!
Nysck
PpOBepnTb npaBnAbHoe HAppaBaeHne BpaueHnHcTpymeHTa Tpy6ope3epHOu MaunHe c 3AekTPOnpnBOaOM. HAppaBaeHne BpaueHnpekAIOHaTePpeKIAOaTeAem Ha KOMMyTaUHOHHOM 6Aoke.
OTKAOHTe npB0AD npn NOMOu npbUHa rpeKALIOHHeckopoctn noaun (28).
ru
BKAIOHTe Tpy6ofope3epHyIO MaunHy.
OTnyctnte 3axHMHObI (II) I npn nOMOUKNKPNBOUNHOpyKOATN ONyCTNTe BpaAouuNCRA NAbHBn DnCK KAK MOXHOra6KeB Tpy6y. ABy6oNOrpyKeHHn NAbHn DnCKcTaNn3npyET HappaeHne pe3a.
IpnΦpe3epoBAHH Bb6paTb KaK MOXHO MeHbWee 3aenAehn HhCTpyMeHTa. POnH3BOAnTeAhoCTb pe3AHN BO3pactaet C yBeAuHHeHem ray6uHbPe3AHN.
IOrpy3nTbpeKyuHINHCTpymeHT np6An3HeBHO Ha 3 MM rAy6ke, HEM Heo6XoAMNO H3aTeM IOAHTb Ha Tpe6yEmyIO rAy6Hy. PnP 3OM peKyuHINHCTpymeHT BixOANT H3 3aCenAehn.
B CAYaue HcnoA3OBAHn IkaAbI rAy6HbI, daIte pa6Oemy INCTpyMeHTy BOITN B CONPKNOCHOBeHne C NOBepxHOCTbIO Tpy6bl. OTnyCTnte raIKy c HAKaTko (27), yCTaHOBNTe YkAsaTeAB (28) Ha 0.CHOBa 3aTRAHtE raIKy c HAKaTko (27).YCTaHOBAeHHa RAY6HbHA BHa Ha IkaAae.
BbikAIOHTb Tpy6oΦpe3epHyO MaunHy.
3aTeM 3aΦnKcnpyIte HAcTpOky, 3aTMyB 3aJmmHoi pbIar (11).
BkaKoHTb Tpy6oΦpe3epHyo MaunHy.
BkIOUHTe npBOA pH NOMOu npbIa rpeKIOueHnckopoCTn noaun (28).
EaMOoHocMbOTopApOCTaTOHn,To pa3pe3aTb CTeHky Tpy6bi 3a OAnH PPOXoA.
IpoAoXeHHbIe Tpy6bl MOyT Bo BpEmaHn3MeHHTb CBOE NOOxHeHne 3aKaTaB HcTpyMeHt B pa3pe3e. PO3OTMy IOCTaBAeHHbIe KANHbCaeAyeT B6nBaTb B pa3pe3 yepe3 peYArhPbIbe pacCToHHa 3a PexyUcmHcTpyMeHTOM. Ha B3pbIOoNacBbIX yAcTkAX NcNoAob3OBaTb KAnHbI (6 33 05 013 002) (RSG Ex1500 a/b (^**) NoCTaBAeMbe npHaAekHOCTn) n MoAOToK n3 6e3bCKPOBOro MaTeHaa.
He neperpkykatabtpy6oΦpe3epHyMaunHy.
Ipeperpyka haHnO, ecn npn Bpe3aHHBpaauoJeroCpeKyuero INcTpyMeHTa HcAo O6OpOTOB MOTOPa 3AmEHO naAae. BCaeCTBne 3TOrO ndaet OAnOBpemeHNO pON3BOAnTEbHOCTb pe3AHN.
BMeTe C 3Tm Paaet npOn3BOaNTeA bHOCTb pe3aHna.
ΦHKcnpyIte 3arotOBky (OTpe3aemyIO Tpy6y) n ppeoTbpaauaTe ee naeHne.
HaToCTOCTeHHbIX Tpy6ax (s>10mm) pa3aekky KpOMKn IIOA cbapKy cAeyet fpe3epoBaTb 3a HeCKoAko npoxoAOB. OAnHakOBaFOpMa pe3a 3abHCNT OT Caeyioux fakTOPOB:
- BbBepKn Tpy6ofopeepHOn MaunHbI Do hauaaa pa6oTbI,
-OTKAOHeHnI TeoMeTpueeCKo FOpMbI Tpy6bl OT FOpMbIKpyra nLIMAHAPA, - COCTOHAHpeKyuueKpOMKn HNCTpyMeHTa,
- TBepoCTH MaTePnHaA Tpy6bl.
Tp6oep3epnHa MaHnHa OTaXeHa TaK, 4TO npn AnameTppey6bB 300 MM N 600 MM HauAIO N KOHeu AHHN Pe3a NOHTN COBnaAioT.13-3a EKcueHTPNHOCTH HapPABAOUero BAA MetKaHAcTPOIKN (24, CM. PNC. D) AeINCTBnTEAbHa TOABKO AAn O6OHN H3BaHHbIX AnameTPOB. AIA 6oAusbIX AnameTPOB MOKeTBO3HNKHYt Heo6XoAMoCtB B NOCTPOIKe.
O6paThbI xoA Tpy6oΦpe3epHbIX Maunn (RSG (^**) / RSG Ex (^**)
HaheceHne MaTePnaIbHoro yuepe6a!
Ao Bo3bpama mpy6ofope3epHO MaunHb Caegyem BBeecm npexywn Hcmpymn H mpy6bl, mno6bl npegompaummb nobpexgen Hcmpymma n pegykmpa.
OTKAOHTe npBOa, npn nOmou pbyara nepeKaIOHeHnCKOPoCTn noaun (28).
OTnyctnte 3axmmHOHpbuH (11).
BbIBeCTnpeKyuynmHnCTpymEtN3Tpy6bl.
YCTaHOBHTb TAAABHbY BbIKAOyATEb/peBepCop B NOAOxHeHNE 0 (BbIKA.).
BkaIOHTbpeBepCopHaO6paTHbIxoA.
Kpenko 3aTaNHe 3aXmHnO pBuHa (11).
BkHouHTe npBOA npn NOMOu npbHa ranepeKaHOeHnckopoctn noaun (28).
Tpy6ofope3epHa MaunHa He npHroHa Aa pe3aHa Ha 06paTHOM XOdy!
Tpy6ofope3epHbI MaunHbI CnHEBMONpNBOOM He HMeIOT 06paTHoro xOa!
YkaaHnno oxAaXeHHIO.
HaheceHne MaTePnaAaBHoro yuepe6a!
Mb pekomehyem npnmehmb npnyghmAlebhoe cma30HO Oaxgaooee ycmpoicmbo fnpmbi DAIVH. PnH negcmamoyHom OaxkgeHH m CMA3Ke cmpykk MoKem 3AKAHmBcra. 3mo moKem npnbecm K noAOMke nHcmpymHa.
CaeyntaAHHbIM/HNCTpyKUHM pON3BOADTEA npMnHEmoro OXAaXdAIOoero CpeACTBa
UyHbIe Tpy6blpe3aB BceTaB C cyxom CoCTOHN 6e3 npmeHHn CMA3OHO-OXAAkDaIOUero CpeAcTBA.
HbHbNcKnHfpe3yAaPe3KnHeAernpoBaHHbIX CtaAbHbIX Tpy6 OxAaKaDaTb MlbAbHOI BOAOI.
HactpoKa ToUHoCTN XOa.
OTnyctntbraky (15,cm.pnc.A) Kaioh Ha 46 MM.
NoBepHybOcb(10)NOOTHOWeHnIOKHaKaAaKe(19).
3aTMybraKy (15).
PnBpaueHnOcN (10) no yacobOn cTpeAke (B HnPaBaehn npeyueero hNCTpymenta) AHHnpeyueero hNCTpymenta CMEaetcBnPABo (HnPaBAeHne B3raDaa paBHO HnPaBaehno ABHXeHn Tpy6ofoep3ePHo MaunHbI, pNn HaxOXeHn Oonepatop No3aT py6ofoep3ePHo MaunHbI).
PnBpaueHHOcnpTbHacOBOnCTpeAKNHnHpeKyuero HNCTpyMeHTa CMEUaETCA COOTBETCTBEHO BAEO.
3aKpeHHe Tpy6oΦpe3epHoMaunHbI.
74
ru
《A》Heo6xOaHmoe pa6Ooee npocTpaHCTBO npn HAn6oBwe Iy6Hne pe3AHJ.
IpoAoXHTe BeDyUHcEb Ha paCCTOaHH 10 MM (OT 6oAToB npINBOADHO cENn DO 6oAToB BeDyUe HcEN) n 3 pa3a npOBepbTe pacCTOaHHne NO OKpyKHOCTH.
3aTnBaTe yCTPOIcTBo HATJKeHn IeIN npn NOMOuN
WeCTnRpaHHka (29) Do Tex nop, noka Wau6a (30) aHe OOneTdo
KOpTyCa YCTPOIcTBa HATJKeHn IeIN (Anana3OH 3aXkMa OK.
50 MM). (MaKc.MoMeHT 3aTAKKn 50 H-M)

BHHMaHHe - OnaCHOctb HeCyactHBIX CAYuaeB!
Hn B KOem cayae He npokpyuBaHTe TPN CTOnOpHBx BNHTa (31)B TOPue. (cm.pnc.K)
3aKaIOUHTeAusbHbIe pa6oTbl.
BbIbEcTn peKyuun nHCTpyMeHT n3 Tpy6bl.
BbIKAIOHTb Tpy6ofoepe3epHy0 MaunHy.
CHTb pexyunn HnctpymEnT.
PacKpbItb KpeIaHHe Tpy6ofope3epHOu MaunHbI.
MaunHbI C IHeBMOIpNBOAoM:
OTcoeAHHTb ⅢAHR NOaHr CKaTOrO BO3dYxa,3aANTb HAnOpHbI NAtpy6OK MOTOPa HEMHOro MaAa 3aUHTbI OT Koppo3nN BkAIOHTb MOTOP Ha KOPOTKoe BPem.
3aKpbItb OTBepCTHe A4AHaHra 3aunTHbIM KOAnaYKOM.


XpaheHne Tpy6oΦpe3epHoMaunHbl.
PpeoXpaHnB HApKbHbIe MTeAaHneckHe cactn OT Kopp03n.
XpaHnItb Tpy6oΦpe3ePHyMaunHy B CyxOM NOMEueHNM.
Texo6cayxmbaHne n peMOHT.
Texo6cayKbAHne npemOnT.
Mby peKOMeHMyem Hawy cepBnCHyIO MaCTepCHyIO (UeHTpaAusbHae pEmOHTha MaCTepckra).AApEC CM.B KOHc DaHHoro PYKOBOAcTBA IIO 3KcIAYaTaun.
ApaemOHTaNCIOAB3OBaTbTOABKO NOAHHHBIE 3aHAcTHnΦHPmbI ΦAHN.

OnachocTb TpaBMHPOBaHH
BcAegcmBne HenpegHamepeHHoro BKAIOueHna.
Ao hauaa pa6om no haagke nann mexo6ayxubahnio
mpybope3epoBaHoi MaunHb omcoegunmb WmenceAHyIO BNAky
Ka6eAA NmAHn AAN IaHr nogau Ckamoro Bo3gyxa
om cemn Ch6xehnna!
06uhe yka3aHna
Pa6Otbl NO Texo6cayxKbAHNIO Pa3peuaeTcBblNOAHrTb ToAboKO 06yueHHbIM CneuaHCTAM.
Pa60tbo no yxoayntexo6cayxnbAHIO OXBtaBbAOT B OCHOBHOM:
HapyxHyO uCTky Tpy6oepepno Maunnbl n cene Kpeaehna
-BN3yAaHbH KONTPOAb BcE Tpy6oΦpe3epHoMaJINHbI
-cMeHyMaCaPeAkyKTopa
-3aPbkyMaCxA6AOKBO3yXONO4TOOBKn
-cMa3Ky XoOBOO pe3b6bl u cenei
-CMa3ky HAnpaBAAIOUINX INCHTpymeHTaBHOI WIIINHaeAIBHO6a6Kn B YCTPOIcTBe HaTJKeHHN TpAHCnOpTHPOBaHHN
-Bo3o6HOBAAIte HAKAEKNI INpeAynpeKdEHNHa 3AekTPOINHCTpyMeHTe
XOa 3a 3BHeHbeBbIMN ueIyAMN
Chayaa OoHCTNTb 3BHeBa CEIN OT rpy6bix 3aRpa3HeHn H3aTeM TuaTeAbeHO OOHTb npOMbIOOHbIM 6eH3HOM, KepocHOM Hn IOo6HbIM CpeACTBOM.
A OecneHcma3Kn NOAOXHTb OUYIeHHbIe cIeHa HeckoBko YacOB B B3KOteKyuee MacAo, HApPmep, B TpaHCmCCHOHoe Maca SAE 140.

OnachocbHeCycactHoro cayra!
Ipege noBmOpHbIM npHMeHHem nogBeprHymb 3eHbA cenn mamebHOmy Bu3yAbHOmy KOHpOIO Ha 63ynpeHoe coCmOHHe. 3aemeHb nobPexgHenbIe yacmN Hegocmaoune cmonopbIe KOAb4a.
HCTpymehTaAaBHaa 1nHHaEaBHa 6a6ka
PpOBeHb yPoBeHb MaCaA BpeyKTope.
Ipn HAdo6Hocn 3aMeHNb TpaHCmCCHOHoe MaAO. CMOTPN TaKKe pa3AeIcCmaOCHbIE cpeAcTBA n CXeMa CMAKNX).
KoHTpoAbyypOBMaCABpeyKtope
KaKbIpa3doHaayaa pa6oTb npOBepaTe repMeTHNHOCTb HnCTpyMeHTaBHOH 11HHDeAhoH 6a6Kn:
IIOAOKHTb Tpy6oΦpe3ePHyO MaunHy 60KOBOI NANTO, Aekaaen HAnpoTHB 3aunTHoro OpraKaDeHn pa6oery HNCTpyMeHTa, Ha ROpN3OHTaAByHO NOBepxHOCTb.
BbIBINHTnTbpe3b6OByo 3aaykky (25, pnc. A).
YkaaHHe:
EcaTpaHCMCCHOHOe MacaKa pa3 eue BbITEkaET n3 pe36OBOrO OTBepCTn,TO yPoBeHb MacaCoOTBcTCTByET HOpMe.
B PnOTHBOM CAYyae DOANTb MaCAO (cm. pa3AeA «Cma3OyHbIe cpeAcTBA n CXema Cma3KN).
Kpenko 3aBnHTb pe3b6Obyo 3aIyuky.
CmeHa TpaHCMMCCCHOHHORo Macaa
CmeHy maca npoBOAnTh nocne npnBeDeHHbIX Ta6Amue pa6OuHx YacOB, Ho He No3AHee KaK uepe 18 MecaueB.
| Сразк smени [pa6.часы]ТрансmarccnoHHOу м acма | RSG Ex 1500 A(**)RSG 1500 A(**)RDG 1500 A(**) | RSG Ex 1500 B(**)RSG 1500 B(**)RDG 1500 B(**) |
| Первая smeha м acma поам | 20-40 80-120 | |
| Посадуюшая smeha поам | 80-120 200-250 |
HaataeHTpaabHaepeMOHTHaeMacTepeckaBbINOHNtAAB CmEHMaN yTNNAuIO CTaporo MaCaa.
TpaHCMnCCHOHHeMaCao CAnBaHTe B TEIaOM COCTOHHN HENOCpeACTBeHHo NocE XpaHeHH Tpy6oΦpe3epHoM MaHNHBi.
TheBMOMOTOP
IHeBMOMOTOP CAEyET NOABePraTb OCHOBaTeAIBHOINPOBepKe INOuyCTKe NocAe 200 pa6oynx YacOB, HO He peXe OAnHOro pa3a B roA INpNcNoA3oBaHNu YnCTORO, O6e3BOXeHHoro IN CMA3aHHOROMACAM CXaTOrO BO3dyxa. PeKomeHAYem NopyaTbTexo6cayxHBaHne IN PEmOH TnHEBMOMOTopa HaWei CEHTpaAIBHOPEMOHTHO Mactepckoi.
HaheceHne MaTePnaIbHoro yuep6a!
Ecam He 6ygym BbINOAnHeBnpegnucanHbIe npoBePK, mo Bo3MoXHO BO3HNKHOBEHne cepbe3Horo yuepe6a n nagenHe MoUHocmN nHEBMOMomopa.
AemOHtJk IHeBbMoMToTopa:
YcTaHOBttpy6oOpe3epHyuMaunHytak,HTo6bl NHEBMOMOTOp HxOaHACr Ha CAMOM BbICOKOM MecTe IHCTpyMeHTaABHOJ WnHAdEaHOB6a6Kn.
BbIBHHTn6 BnHTOB C LAAHAPueckoI roAOBkoI (18) (CM.PNC.A).
CHaTb NHEBMOMOTop.
C6opkaOcUeCTBAreTcB O6paTHoNIOCAeOBAteAebHOCTH.
CAeAHTe 3a TOuyHbIM COUHeHHeHMe IecTepeHKn MoTopa nIaHaTeapHOI nepeDaHn.
MexAHm noaun Ha Bpe3aHne (cm. pnc. A)
Hapykha 6okobaa NOBepxHOCTb raikn CTpy6HOJ pe3b601 (17) DOxKHa 6blTB BcERda YIcTOI OT 3aRpa3HeHH N CaeAOB PkABHHbl N CAERKa CMA3AHHOH.
Pn CMeHe MacaPeAkykTopa OCHNTb H Cma3aTb XoOByIO pe3b6y.
AeMOHTaJX:
BbINHTntb BnT C UAnHApHeckoI rAOBkoI (8).
BbHyTb 6oAT (5) n3 KpbIuKn.
TenepbykoRTKO BbIBHTNTb MExaH3M NOaH Ha Bpe3aHHe n3 raKn c Tpy6Ho pe3b6o.
AeTaAN Cpe3608 OCHNTb N CMA3aTB MCAOM (CM. pa3AeA《CMA3OHTbcepeCTBa H CXEMA CMA3KN》Ha cTp.75).
IOBpeKdEHHbIe rpa3ecbEmHbIe KOaLz4 3aMeHNtB.
C6opka
C6opkaOcuyecTBaReTcB O6paTHoN NOCAeAOBaTeAbeHOCTH. OctopOKHO, rpa3ecbEMhble KOAbu He AOxHbI HMeTb nobpeKdEHHIOCAe C6OpKn!
3aKMMHoe ycTpoCtBO
PpeoTbpaaaTe 3arp3HeHne pe3b6bl pblm-BHTOB (3, pnc. G) B npyKHHOM ctaKaHe.
PnHa06HOCTNoCHNTb pe36y n Cma3aTb MaCAOM.
ru
Cma304HbIe cpeAcTbA n CXeMa Cma3KN
Cma30uHbIe cpeAcTbA Aa IHeBMOMOTopa
Cma3Ka B INHeBMaTHueckn ABHrAteAb NOCTynae H3 MaCaeHKn 6AoKa Texo6CaYKbAHn. ToABko CAYae AANTeABhIX PPOCTOEB He06XoAMMo AO6aBArTb HECKoABKO KAnEaMcAaB BO3AxyO3a6OpHoe OTBepCTne INHeBMaTHueckoro ABHraTeAe.
MaCao AAA CMA3KN HNCTpyMeHTaBHOI 7HHAEbHO6a6KN
| Смазочnéо срдосто ARAL EL Degol | Уразовka | Homeр ду зараза | Дамаон temпегатур [°C] | СnameФИКАЦЯ |
| BMB 460 2 M BMB 100 2 M | МТра 3 21 3 | 2009 01 3 -15 Дa | +50 TpaHCM | ИССИОНно e (peДукторhoe) Mбало ТП-CLPF corlaacHo Hорme DINl5502. |
| МТра 3 21 3 | 2009 02 9 -35 Дa | +5 |
PekomeHApemble B3KocTn TpaHCmucCOnHO HorO Maca Apa3AnHbIX Anana30HOB OkpyKaIOUeI TemNepaTpbl:
MaHnHbIC KOaOM CTpaHbN34 (AERKO HaeHTnHcHpyEmbIe No HOMepy 3aKa3aHa 3aBOAcKo Ta6AnuKe, Ha 9 n10 MecTe cTOrT UΦpbl 3n47360 XX XX 34X) NOCTaBAIOTCBMECe C 3aANTbIM BpeAkyTOP MaLOM BMB 100.
PnO TTPy3Ke B INCTpyMeHTaBHyIO WINHaeAByHO 6a6ky 3aIpaBHeo MaCAO ARAL EL Degol BMB 460. HAcToTaeBHO peKOMeHApEM He npImeHrTb ApyRo TpaHCmCCnHOHoe MaCAO.
Cma30uHbIe CpeACTBa Aa NOBepxHOCTe KcOAbXKeHHA CMA3bIBAHn HYXoDa 3a NOBepxHOCTmN CKOAbXKeHHA PEKOMeHApEM NpIMHeHr8 Be3KNCAOTHbE, BOAOCTOJKeΦHPMeH PAACTNHbIe CMA3Kn Aa IIOADUNTHNKOB CKOAbXKeHHA

| Точа смахни Смахочи по pa6чee Сраздосто | Cpeaucto | |
| 2 (peayktop) smotri ta6amuy | Смахочого масда дая Инстумены ho шпinhodeьhoшабки | |
| 3 (поверхонец скольке и ховая рeзба) | Паactуная смахка дая Поршиминков скольке и см�ах�а Пахлары Сmaхоча Сmaхоча Сmaхоча Сmaхоча Сmaхоча Сmaхоча Сmaхоча Сmaхоча Сmaхоча Сmaхоча Сmaхоча Сmaхоча Сmaхоча Сmaхоча Сmaхоча Сmaхоча Сmaхоча Сmax Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmax Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmaх Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmax Сmax Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmax Сmaх Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmaх Сmax Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmaх Сmaх Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmax Сmax Сmax Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmax Сmax Сmaх Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmax Сmaх Сmax Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmax Сmaх Сmaх Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmaх Сmax Сmax Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmaх Сmax Сmaх Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmaх Сmaх Сmax Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmaх Сmaх Сmaх Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmax Сmax Сmax Сmax Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmax Сmax Сmax Сmaх Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmax Сmax Сmaх Сmax Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmaх Сmaх Сmax Сmax Сmax Сmax Сmax Сmax Сmax Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmax Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сmaх Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сmaх Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сmaх Сmaх Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Сma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Сma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Сma× Сma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Сma× Cma× Сma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Сma× Сma× Сma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Сma× Cma× Cma× Сma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Сma× Cma× Сma× Сma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Сma× Сma× Cma× Сma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Сma× Сma× Сma× Сma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Сma× Cma× Cma× Cma× Сma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Сma× Cma× Cma× Сma× Сma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Сma× Cma× Сma× Cma× Сma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Сma× Cma× Сma× Сma× Сma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Сma× Сma× Cma× Cma× Сma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Сma× Сma× Cma× Сma× Сma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Cma× Сma× Сma× Сma× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cda× Cda× Cda× Cda× Cda× Cda× Cda× Cda× Cda× Cda× Cda× Cda× Cda× Cda× Cda× Cda× Cda× Cda× Cda× Cda× Cda× Cda× Cda× Cda× Cda× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Cta× Ctn× |
YctpaHeHne HencnpaBHOtei (TIN RSG (^**) n RSG Ex (^**)
HnabTpO3aemeHTa HN yCTaHOBHTe HOBBI nABTpO3aemeHT. 3aBHTnTe hNbTp CynAoTHnTEaHBbIM KOaBcOM. YCTaHOBNTe BaOK Ha 6aohoHTHom KpeAehnn.
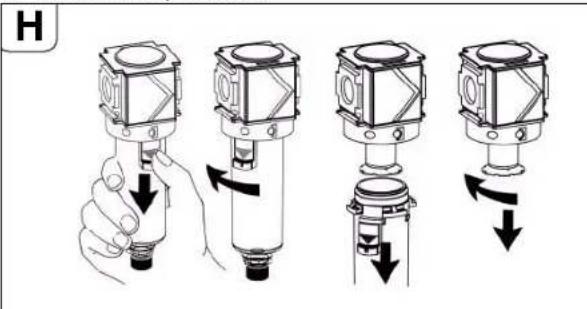
HaheceHne MaTePnaAaBnHO yuepe6a!
CmaKan n3 naacmaccbI (noAnkap6oHam) pa3peaemc oynammb MoAko BOgo nnPombyOuHbIM 6eH3nHOM.
OmbemcmbenHocmb 3a MamepnaBbHbI yuepe6 BCaeGcMbne HecobogeneHn HacmoueJyka3aHnO mKAnHaemca.
MacApacnblAnTeA
HHeBMaTHueckn MacApacBIAHTeAeNoAaet B CxAtbI BO3dYX MacAraHbTymAH N O6ecneuBaet Takm 6pa3OM IOCToHHyIO HAeKHYO CMA3ky HBeBMOnHCTpyMeHaTA.
BCTPOEHHAR BO3aYHAR 3acAOHka ABTomATueckn HAcTpaNbaETcHa paCXoA BO3aYxa.
MHIMMaBHOe aBaAeHHe COCTaBAreT 0,56ap.
ru
79
Hactpoika
ApcceBbHBMHTOMP,yCTaHaBAHBAOTHCANOKaIeMaACAA B MHyTy.4A3TOTO NOBepHyTB BHT Ha KpbliKe MACApacnBtAEp np6An3NTeMbHa Ha I 06OpOT BAeBO.KaIaN BnAHbI B KOAnayKe.
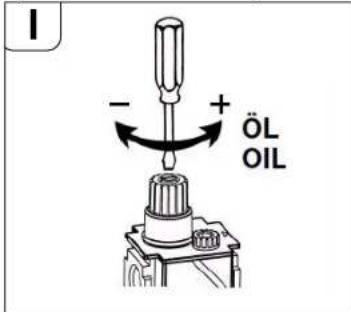
06ayKHBAHne
3aIac Maca HaxoHnTcB CtaKaHe N BuaeH ChapyKn. BCTpoEHbI APOCCeAb IO3BOAerEOAHBaTB MaCIO BO BpEmpa6Otbl 6e3 NepeKpbITNa IOnaun CkTaTOBO3Axya.
- BbIBHHTNtB 3aAayk Ky 3aAHBORO OTBepCTnR.
-3aANTb MaCAO B CTAkaH He PnmuMeHra BOPOHKN.
B KaueCTBe aBtepHaTHbbl MoXHO dEmOHtnpoBaTb 6aOK Ha 6aHohETHom KpeIaeHHn HappMyIO 3aHTb B Hero MacAO. YCTaHOBNTe 6aOK CHOBA HA MecTO.
-3aKpbTb OTBepCTHe 3aANBKN MaCnpe3b6OBOI 3aRyIKoM. MacApocnblAnTeAb roTOB K pa6Ote.
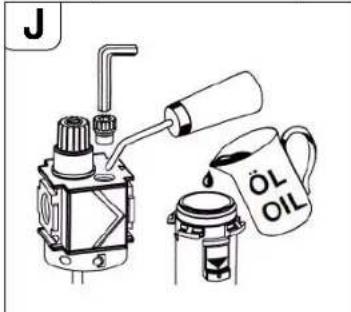
MaKCHMaAaHoe pa6ooye DaBaeHne HTeMnepaTpya
AaHbTa n paCnblAIOeM MacEHN C NAACTKOBBIM GaKOM MaKcMaAbHOe pa6Ooee daBAeHne coCTaBAreT 16 6ap npu MaKcMaAbHOI Tempeatype +30^ I 10 6ap npu MaKcMaAbHOI Tempeatype +50^
A4860kaTexo6ayxHBaHnHEo6xoAMoHCIOAB3OBaTb Caeyoune COPTa MceA:
AerKHX N O6bHbHex Harpy3OK PnmuHne Tn4paBauuecko Maco c aHTNKopp03HOHHbIMn CBOIcTBAMn HLP/ISO-VG22 (Ne 3aKa3a 3 21 32 017 05 0-0,25 A) HN.
AABBICOKHXHarpy30KINPIMHeHTIAPaBAUHeCKoeMACAO C aHTIKOPPO3NOHHbIMCBOYCTBaMn HLP/ISO-VG46 (No 4AA 3Akasa 32132006017-0.5A).
PnAHTeBHom pOcTOe MaHbHa npOTaHEHN HeKoBkHex MecuEBMb peKoMeHAYem npHMeHrTb NepeA OCTaHOBkoi MaHbI aHTNkoppo3HOHoe MacAO BbcOKOIN AOTHOCTn (Harpy3a pa3pyEHHe:8Mn.) Hap., Mobilarma 524 (npOn3BOCTBa Mobil) nn Enis 10 W (npOn3BOCTBa Shell).
PnHHe6aIopnTbIXyCAOBHXXKcNAYatauHHN3KNX Tempepatypax (Hxke +3^ ) H/AN BBICOKOM COePKAHIN BOBb B CxATOM BO3Axye ABnATEb MOKeT 3aMEp3Hyb. Bbl MoKTe 136ExkTa 3TOrO, HCIOAB3y OBbHbE CnHTeTneCKNe npOTNB0o6AeHteHbIe N CMA3OCHbE cpeAcTB, HAp., MapKn Kilfrost NH Renolin SDL 1809, pN MeTALAAeCKOM pe3epByape nHEBMATueckoro 6Aoka! PpeABapNTeBHO HyHXO CAMThb KIAKOCTb N3 Tpy6oNPBOAOB M MacaOpacNbHMeTA. N6Gerai Te CmeUNBAHN, INaHe 3ΦeKT NPOTNB0o6AeHeHnMoKet OCA6Hyb Hn CoTH Ha Het. MacaHryIO NaEHky yaaarht He HaDo.
Kilfrost Anti-Eis (npoun3bOAcTba DEPRAG - No 3aka3a 807287)
■ Kilfrost 400 (npoun3BOAcTba Weyer Indutec)
Renolin SDL 1808 (npo3BOAcTBA Fuchs) -3TO NOAIOUaIcR
6noAOrueckomy pa3AOxKeHIO INeBMAtuYeCKa CMA3Ka,
KOTOPa npIMHeReTc npn pOKAAKe Tpy6OpBOAOB
NITBeBOI BO4! CoAIOAaTe npn 3OM AeCTByIOUne npaBna,
3aKOHOaTeAusbie NOAOKeHNA, PpeAINcaHNA yKa3AHNA
N3ROTOBHTAE CMA3OyHOrO CpeAdTBA.
IaPabAunueckoe aBaAeHHe:
IpaBHeCKoe aBaEHeHne BbIe 6 Gap npNBOaNT K n3HOcy CnCTEmbl. CamKOM H3Koe DaBaeHne npNBOaNT K naDeHIO MOuHOCTH.
B OTHOWeHn KaeeCTBa CkAtoro BO3aYxa Mbl peKOMeHApem B COOTBeTcTBn C HopMOI ISO 8573-1:
| Klaacc Octatou- OctatouHAR HOE MACAO NbIaB | OCTaTOUHAR BOAa | |
| [Mr/MM3] Pa3Mep | MaKc. | ΔaBaEHne MaKc. |
| JACTNU [MKM] | KOHUeH- TpaUNa | TOUKN KOHUEH- pOcBi [°C] TpaUNa |
| [Mr/M3] | [g/m3] | |
npomacae
B03Axye 45158+36
Pn
Hempoma
BO3yxe 3155-200,88
Rapantna.
TapaHTHa Bce H3eAHe DeEChTBnTeAbHa B COOTBeCTBnC 3aKOHbIMN NIOAOKeHnMn B CtpAe NIOABoBaTeA.
Φpe3epHbI INHCTpyMeHT N npHaAeXKHOCTN.
HnAbHbIe Anckn

1

2

3
ΦopmaI,6bicTpOpeJyuaCTaNb,AApeAkyTopa Tnna:a,b-aa06pa6oTKnCTaNbHbIX Tpy6
| [MM] [MM] [KR] | [MM] |
| 160 4 0,5 50 | 25 63502022006 |
| 180 4 0,7 60 | 35 63502037008 |
| 200 4 0,9 64 | 45 63502053007 |
| 220 5 1,3 70 | 55 63502041001 |
Φopma 2,6bICTPOPEJyuaCTaIb,AApeAkyTOpa Tnna: b-aa 06pa6oTkn yTuYHbIX Tpy6
| Ø Φπρη Ha | Bec Χκλο 3y6bεβ | Γλγδνινα pe3a, Mακε. | HΟΜΕρ ΔΑγ 3ακα3a |
| [MM] | [MM] [KΓ] | [MM] | |
| 160 | 4 0,5 40 | 25 | 6 35 02 050 00 | |
| 180 | 4 0,7 46 | 35 | 6 35 02 098 00 0 |
| 200 | 4 0,6 50 | 45 | 6 35 02 099 00 4 |
80
ru
ΦopMa 3,6bICTPOPEKyuza CTAaB,CTBepDOcPiABHbIMN 3y6bRM, Aa peaykTopa Tnla:
b-4860607KuyyHHbIX Tpy6 (BkIOUOaN CcEMeHTHOI cyTepOBKO) HHeAerupOBaHHbIX cTaabHbIX Tpy6 400 H/MM2
0u
Bec HcA0
3y6beB
Tny6nHa
pe3a, MaKC.
Home pA
3aKa3a
[MM][MM][KT][MM]
16040,5402563502080008
180407443563502061009
200409504563502084002
Pn3MaTHueckKa WNoHka
× × (MM)
6× 6× 32 402210440000
8× 7× 32 40221050005
TpaHcnpTHbI KOHTeHep
DAHnXuPnHaXBbCota
MM MM MM
1000×800×395 33901114007
PpOΦHbHa Φpe3a

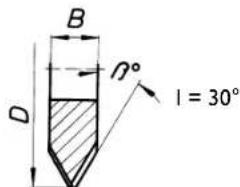
V-06pa3Haa foPma, 6bIcTpOpeKyuua CTaMb, AaPeAykTopa TnHa:
a-06pa6oBbIKN BbICOKoAerHPOBaHHbIX CtaAusbHbIX Tpy6
b-06pa6oTKn HeAeHnPOBaHHbIX cTaAaHBx N yyHHbIX Tpy6 C TOAUNHO CTENKHe 6Oaee 10 MM uC dAmameTpOM He 6Oaee 1600 MM
D B Bec YIcAo
B TAYbHa
HomepA
[MM][MM][Kr][°][MM]
3y6beB
pe3a, MaKc. 3aKa3a
125 25 1,58 32
5
63508056004
160303,236
3025
63508081009
160303,336
37.5 25
635080930000
180425,536
37.5 25
63508094000
180424,936
3025
63508085008

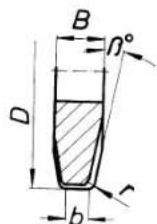
B=8°
r=6mm
b=4mm
U-06pa3HaaΦopMa,6bICTpOeKxyaA cTaN,AApeyKTopa Tnna:
a-4A06pa6OTKN BBICOKOAEHPOBAHHbIX CTAaHBbIX Tpy6
b-DAO6pa6oTKN HeAeHnPOBaHHbIX CTAaHBx IN UyTyHHbx Tpy6 c TOAUHNO CTeHN He 60ae 10 MM N C dAmETpOM He 60ae 1600 MN
D B Bec YIcAo
3y6beB
Tny6nHa
Homep
[MM][MM][KT][MM]
3y6beB
7
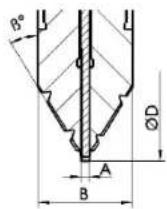
Komnaekfpe3, H56 (6bictpopexkyuaa ctaab), Aa Tnnpa peayktopa:
a-4A O6pa60TK CTAaHbIX BBICOKOaERnPoBaHHbIX Tpy6,
b-4A O6pa6OKN HeAernpoBaHHbIX CtaAaBbIX HyyHHbIX Tpy6 C MAKC.ToAunHOI CTeHKN 10 MM N MAKC. DnAmETpOM 1600 MM
D
:
Bec
YHCAO
3y6beB
B 广y6nHa
pe3a, MaKc. 3aka3a
[mm]
mm]
[kg]
St.
[°]
[mm]
154
30.5
2.5
32
30
25
6
508099020
CneuaNbHe 6pe3b AApTyX MaTePnaAOB N ApyroI reOMeTpnn pe3a no 3anpocy
3BeHo 1eH
103BHeBbIeENx63,5MM=635MM
Homep 3aKa3a30231013027
13BcHo 31,75 MM
Homep 3aKa3a 3 02 31 029 00 2
3aacno 6oA
Homepaa3aKa3a 30217216004
3anacHoe cTOnopHoe KOAbuo
Homep 3aKa3a4 26 34 020 00 5
CtaAbHbIe pacnOpHbIe KANHbIa
HomepAa3aKa3a63305006008
PacnopHbIe KAnHb8 6e3bickPoBbIe
HomepA83aKa3a63305013002
ru
81
PnHaAeXHoCTN B KOMnAeKTe NoCTaBKn
| Homep Дд Заказа | К-ВО Нименовине |
| 3 39 01 114 00 7 I | Транспор.TНьий КОТемер Чемдд Адг. Ддг ИСТРУМЕТа |
| 3 39 01 031 00 1 I | PyКояТka |
| 3 21 22 007 01 7 I | 6 29 01 016 00 2 I |
| 6 29 03 010 00 6 I | 6 29 03 010 00 6 I |
| 3 12 07 333 01 0 I | YСтpoич.TВО НATЯженицу 6 29 11 010 00 0 I |
| 6 29 06 013 00 5 I | Topцeвй КАю 46 |
| 3 02 31 029 00 2 I | TOБУАОч.HO-рОАнКOBУАць 3 02 17 216 00 4 20 BoAлT |
| 4 26 34 020 00 5 40 CToПОч.но 6 33 05 006 00 8 I | TOБОч. 6 33 05 006 00 8 I |
| 6 33 05 006 00 8 I | BыбИВо 6 33 05 006 00 8 I |
| 6 33 05 013 00 2 5 | BыбИВо 6 33 05 013 00 2 5 |
| 3 07 02 041 01 4 I | Балok КOM 6 33 05 020 00 8 I |
| 3 21 74 009 00 1 I | Kpyгай 3 21 74 010 00 3 I |
| 3 21 74 010 00 3 I | Kpyгай 3 21 74 010 00 3 I |
| 3 07 28 188 00 8 | I |
| 3 21 32 006 01 7 I | Банka c 3 21 32 006 01 7 I |
| 3 27 15 129 02 0 I | Балok ВОЗ 3 27 15 129 02 0 I |
| 3 14 14 001 02 3 I | ШаHRТ 3 14 14 001 02 3 I |
| 3 02 31 035 02 0 I | Цель в 3 02 31 035 02 0 I |
| 3 02 16 166 01 0 I | Палец, в 3 02 16 166 01 0 I |
| 3 40 56 026 00 0 I | Палockи 3 40 56 026 00 0 I |
PnHaAeKHoCTn no 3aKa3y
| HomepДЯ Зараза | К-ВО Наменоване |
| 302310130271 42634020051 302172160041 430120511221 63305013002B 307090220121 91201002004П 324330270171 327151290201 926010230231 314140550021 411360050191 302310350201 302161660101 340560260001 | Lселы с Стонор Боат Призotherapy БИбунов Калн Бернcope Каблг Чебец С С С С С С С С С С С С C L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L L |
THEBMATMueeCKoe Cma30H0-OXAAaKaAiooee yCTpoIcTB0 91201002004
BbICOKHeCKOPoCTnpe3AHnNIOaHnTpy6oPpe3epHOMaunHbI
AeaiOT Heo6XoAumbIM OxAAxKDeHne n Cma3bIBaHne
HhCTpyMeHNTa npnO6pa6OTke cTAAN. IHeBMATNUeCKoe CMA3OHO
oxAAxJaIOoee yCTPOJcTBPO pa6oTaETNO npINuNpy paCbIAeHNn
HCnapeHnCMA3OHO-OxAAxKaIOoJIero CpeAcTBA u O6ecNeuHBaET, C
NOMOUByCTAOBAAEHbIX H Tpy6oPpe3epHO MaUNHe CONeA
pACbIAEHN, NOCToHHoe XopoOee OxAAxKDeHne n CMA3bIBaHne.
KpOME TORO, NcKAIOaTeC 3aRpa3HEHne rpyHTa H CTPOInTEbHO
NIOUaKe, BO3HKaIOoIero npn O6bUHO pYHOH NOaQue
CMA3OHO-OxAAxKaIOoJIe 3MybCN N AAR MetALLOo6pa60tKn.
B KauCeCTBe CMA3OHO-OxAAxKDaIOoJIe XnAkoCTn PEkOMeHApEM
npmehrTB CMA3OHO-OxAAxKDaIOoJIe MCAO DAr
METALLOo6pa60TK BIOCUT 3000. 3TO HObB CNHTeTHueckn
CMA3OHyM MaTePbNA DAA TReKBeIg YCAOBn pa60Tb, O6LAIOUIN
3aMeaTeABbIMn a4Re3HOHHbIMN IOxAaXKaIOUIMN CBOITBaMn,
6NoOIurHeCKx XOPOO Pa5AraeTCN 3KOHOmeH B NOTpe6AeHNn (B
3ABNCMOCTn OT HAcTPOIN DO 0,3 DM³/4 NaCONIo.
BIOCUT 3000 He coOpKHTBpeDhIX dAra 3dOpOBBa BeIeCTB. OH
OTBeHaet Tpe6oBaHnM HemeKOrO o6beADHHeHn CneuaAnCTOB
rAzoBOOpBOAoHO TDEA.
Bce INHRPeAHeNTb OTBeAoi TAnPEKTHBAM YnpabAEHNn PO
caHHTapHOMy Ha3Opy 3a KaueCTBOM NIIUEBbIX NPOyKTOB IN
MeDAKAMeHTOB (CUSA) n FepMaHcKoI h fApMaKOnen B DeiCTBYIOUe
B HAcToIAuEE BpeMaKUn.
Cma30Hoe CpeACTBO MOXHO NOAHTb OT:
Cma30HbMaTePnAA BIOCUT 3000 AAR TemNepaTpybAo 0^ 1L-32132039000
5L-32132040000
XoAoOyCToHnBbI Cm3OuHbIMaTePnaA DAA TeMnepaTpybl
0-25°C:
1L-32132042000
5L-32132043000
ΦHDbI Link GmbH
Am Herrenweg 6
D-76228 Karlsruhe
TeA. +49 (0) 721/45 05 55
a k c + 49(0)721 / 451411
e-mail: link-gmbh@t-online.de
internet: http://www.microjet.de
AmaHH C Tpexa3HbIM 3eKtpnpBDOOM Tnra RSG (^) / RSG Ex (^) AINPBOda CMAOHO-OXAAJAAIOJIero YCTPOIcTBA Tpe6yeTcKOMNPECCOP C KOANHECTBOM BCacBIAEMORO BO3yxa OK. 130/MinH, Hmep AAR3aKa3a 4nMbl FAH92601023023.
3auctn.
AkybHbI CNcOK 3aNaChbIX YacteIM MOXHO HaHTN B INTEpHete no aDpecy: www.fein.com
RSG 1500 a/b (^**)
Connection diagram, motor
China RoHS Status Certificate
中国RoHS认证概况
Table of Toxic and Hazardous Substances/Elements and their Content
as required by China's Management Methods for Controlling Pollution by Electronic Information Products
有毒有害物质/成分及其含量表





- France
- Original Instructions.
- Specifications.
- Intended use of the pipe milling machine.
- At a glance.
- For your safety.
- General safety instructions.
- Work place.
- Electrical safety.
- Safety when handling compressed air.
- Personal safety and safety of others.
- Application.
- Service.
- Special safety instructions for pipe milling machines.
- Risk of injury
- Electric pipe milling machines (type RSG ( ) ).
- en
- Pneumatic pipe milling machines (type RDG (**) ).
- Method of functioning (see Fig. A).
- Before putting into operation.
- Preliminary work on the pipe to be machined.
- Preliminary work on the pipe milling machine (see Fig. A).
- P: Position of the running axle
- Clamping the pipe milling machine onto the pipe.
- Mounting the link chains.
- Tensioning the link chains (see Fig. A).
- Danger of accidents!
- Assembling the cutting tools.
- Putting into operation.
- Electric pipe milling machine:
- Pipe milling machine partially in explosion-proof design:
- Danger of explosion
- Pneumatic pipe milling machine:
- Handling.
- Starting Procedure
- Reverse run of the pipe milling machines (RSG (**)/ RSG Ex (**) ).
- Avoid damage!
- Instructions for cooling.
- Observe the manufacturer's information/notes on the coolant being used
- Setting the running accuracy.
- Clamping on the pipe milling machine.
- Example:
- Track guidance through guide chain
- Caution! Danger of accidents!
- Final work after completing each job.
- For pneumatic machines:
- Storing the pipe milling machine.
- Maintenance and repairs.
- General information
- Care of the link chains
- Tool spindle holder
- Checking the gear-oil level
- Please note:
- Changing the gear oil
- Pneumatic motor
- Disassembling the pneumatic motor:
- Feed unit (see Fig. A)
- Disassembly:
- Assembly:
- Clamping unit
- Lubricants and lubrication plan
- Lubricants for the pneumatic motor
- Maintenance unit.
- for type RDG (**)
- Installing the maintenance unit
- Filter
- Maintenance
- Cleaning
- Line oilers
- Setting
- Operation
- Max. operating pressure and temperature
- Flow pressure:
- Guarantee.
- Milling tools and accessories.
- Circular saw blades
- Adjusting spring
- Transport container
- Form cutter
- Chain link
- Spare bolt
- Spare securing ring
- Spitting wedges made of steel
- Splitting wedges, non-sparking
- Compressed-air, cooling-lubricant device 9 12 01 002 00 4
- Spare parts.
- Notice originale.
- Ressort d'ajustage
- Recipients de transport
- Chiavetta
- Tpy6ofopeepHaMaunHa CnHEBMOIpNBOaOM:
- Ha3haeHne Tpy6oΦpe3epHOI MaunHbl.
- AmpeKTHBbl EC 94/9ECATEX
- KpaTkni o63op.
- Aa Baew 6e3onacnoctn.
- Tpy6ofope3epHbIe MaunHbI c 3AekTponpNbOaOM (TN RSG (**)
- Tpy6oΦpe3epHbIe MaunHbI c NHeBMOnpHbOaM (TnRDG (**)
- PnHcHnAeHCTBnA (cm.pnc.A).
- AoHaaya pa6oTbl.
- NoAroTOBHTaHbIe pa6oTbl.
- NoAroTOBka Tpy6oΦpe3epHOJ MaunHbI (cm. pnc. A).
- P: NOAOXeHHe XoOBOO OCH
- ru
- 3aKpeHaeHne Tpy6oΦpe3epHoMaunHbHa Tpy6e.
- HaOKeHHe 3BeHbeBbIX cenEn.
- HaTaeKeHHe 3BeHbEBbX uen (cm. pnc. A).
- OnachocThheCuaCTHO CAYAa!
- YcTaHOBkapeKyuHxHHCTpyMeHTOB.
- OnachocTb TpaBMnpoBaHHa
- BBeHeHne MaunHbI B 3Kcnayatauio.
- Tpy6oΦpe3ephar MaunHa c 3AekTpponpBOaOm:
- Tp6oΦpe3epHa MaunHbI B yactnHO B3pbIBO3aUuEHHOM NcnoAHeHH:
- B3pbIBOONacHocTb
- Tpy6oΦpe3epHa MaunHa c nHEBMOnpNbOaOM:
- O6paueHnne c MaunHoN.
- Onachoctb TpaBMnpoBaHn
- Nysck
- O6paThbI xoA Tpy6oΦpe3epHbIX Maunn (RSG (**) / RSG Ex (**)
- HaheceHne MaTePnaIbHoro yuepe6a!
- Tpy6ofope3epHa MaunHa He npHroHa Aa pe3aHa Ha 06paTHOM XOdy!
- Tpy6ofope3epHbI MaunHbI CnHEBMONpNBOOM He HMeIOT 06paTHoro xOa!
- YkaaHnno oxAaXeHHIO.
- HaheceHne MaTePnaAaBHoro yuepe6a!
- CaeyntaAHHbIM/HNCTpyKUHM pON3BOADTEA npMnHEmoro OXAaXdAIOoero CpeACTBa
- BHHMaHHe - OnaCHOctb HeCyactHBIX CAYuaeB!
- 3aKaIOUHTeAusbHbIe pa6oTbl.
- MaunHbI C IHeBMOIpNBOAoM:
- XpaheHne Tpy6oΦpe3epHoMaunHbl.
- Texo6cayxmbaHne n peMOHT.
- Texo6cayKbAHne npemOnT.
- OnachocTb TpaBMHPOBaHH
- 06uhe yka3aHna
- XOa 3a 3BHeHbeBbIMN ueIyAMN
- OnachocbHeCycactHoro cayra!
- HCTpymehTaAaBHaa 1nHHaEaBHa 6a6ka
- KoHTpoAbyypOBMaCABpeyKtope
- YkaaHHe:
- CmeHa TpaHCMMCCCHOHHORo Macaa
- TheBMOMOTOP
- HaheceHne MaTePnaIbHoro yuep6a!
- AemOHtJk IHeBbMoMToTopa:
- MexAHm noaun Ha Bpe3aHne (cm. pnc. A)
- AeMOHTaJX:
- C6opka
- 3aKMMHoe ycTpoCtBO
- Cma304HbIe cpeAcTbA n CXeMa Cma3KN
- Cma30uHbIe cpeAcTbA Aa IHeBMOMOTopa
- MaCao AAA CMA3KN HNCTpyMeHTaBHOI 7HHAEbHO6a6KN
- YctpaHeHne HencnpaBHOtei (TIN RSG (**) n RSG Ex (**)
- HaheceHne MaTePnaAaBnHO yuepe6a!
- MacApacnblAnTeA
- Hactpoika
- 06ayKHBAHne
- MaKCHMaAaHoe pa6ooye DaBaeHne HTeMnepaTpya
- IaPabAunueckoe aBaAeHHe:
- Rapantna.
- Φpe3epHbI INHCTpyMeHT N npHaAeXKHOCTN.
- HnAbHbIe Anckn
- Pn3MaTHueckKa WNoHka
- TpaHcnpTHbI KOHTeHep
- PpOΦHbHa Φpe3a
- 3BeHo 1eH
- 3aacno 6oA
- 3anacHoe cTOnopHoe KOAbuo
- CtaAbHbIe pacnOpHbIe KANHbIa
- PacnopHbIe KAnHb8 6e3bickPoBbIe
- THEBMATMueeCKoe Cma30H0-OXAAaKaAiooee yCTpoIcTB0 91201002004
- 3auctn.
- China RoHS Status Certificate
- 中国RoHS认证概况
Brand : Fein
Model : RDG 1500 A
Category : Machine Tool