
Molda 5.0f - Fräsmaschine SCHEPPACH - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts Molda 5.0f SCHEPPACH als PDF.

| Produkttyp | Tischfräsmaschine für Holz |
| Marke | Scheppach |
| Modell | Molda 5.0f |
| Stromversorgung | 220-240 V / 50 Hz (Einphasen) oder 380-420 V / 50 Hz (Drehstrom) |
| Nennaufnahme P1 | 2,8 kW |
| Nutzleistung P2 | 2,0 kW |
| Motordrehzahl | 2800 U/min |
| Spindeldrehzahlen | 1800 / 3000 / 6000 / 9000 U/min (4 mechanische Stufen) |
| Betriebsart | S6 40% (periodischer Dauerbetrieb) |
| Tischmaße | 1000 x 600 mm |
| Gesamtabmessungen (L x B x H) | 1000 x 730 x 1230 mm |
| Tischhöhe | 920 mm |
| Nettogewicht / Bruttogewicht | 220 kg / 250 kg |
| Frässpindeldurchmesser | 30 mm |
| Höhenverstellbereich der Spindel | 100 mm |
| Spindelneigung | -5° bis +45° |
| Max. Werkzeugdurchmesser | 185 mm |
| Mitgelieferte Tischeinlegeringe | ∅115, 155 und 200 mm |
| Absauganschluss | ∅100 mm, Luftleistung 565 m³/h |
| Schallleistungspegel (Bearbeitung) | L_WA = 99,7 dB(A) |
| Sicherheit | Motorstoppbremse (Stopp in 10 s), Verriegelung der Motortür, Schutzvorrichtungen und Niederhalter im Lieferumfang |
| Lieferumfang | Schutzführung, Fräsanschlag mit Niederhaltern, Abstandshülsen, Schlüssel, Absaugstutzen, Bedienungsanleitung |
| Garantie | Gesetzlich (defekte Teile werden kostenlos ersetzt) |
Häufig gestellte Fragen - Molda 5.0f SCHEPPACH
Benutzerfragen zu Molda 5.0f SCHEPPACH
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Fräsmaschine kostenlos im PDF-Format! Finden Sie Ihr Handbuch Molda 5.0f - SCHEPPACH und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. Molda 5.0f von der Marke SCHEPPACH.
BEDIENUNGSANLEITUNG Molda 5.0f SCHEPPACH
Originalbetriebsanleitung
Spindle Moulder
Scheppach Fabrikation von Holzbearbeitungsmaschinen GmbH
D-89335 Ichenhausen / BRD
Verehrter Kunde,
Wir wünschen Ihnen viel Freude und Erfolg beim Arbeiten mit Ihrer neuen Fräsmaschine.
HINWEIS:
Der Hersteller dieses Gerätes haftet nach dem geltenden Produkthaftungsgesetz nicht für Schäden die an diesem Gerät, oder durch dieses Gerät entstehen bei:
→ Unsachgemäßer Behandlung
⇒ Nichtbeachtung der Bedienungsanweisung
⇒ Reparaturen durch Dritte, nicht autorisierte Fachkräfte
Einbau und Austausch von "Nicht Original Ersatzteilen".
Nicht "Bestimmungsgemäßer Verwendung".
⇒ Ausfälle der elektrischen Anlage. bei Nichtbeachtung der elektrischen Vorschriften und VDE-Bestimmungen EN 60204 - 1
Wir empfehlen Ihnen:
Lesen Sie vor der Montage und vor Inbetriebnahme den gesamten Text der Bedienungsanweisung durch.
Diese Bedienungsanweisung soll es Ihnen erleichtern, Ihre Maschine kennenzulernen und ihre bestimmungsgemäßen Einsatzmöglichkeiten zu nutzen.
Die Bedienungsanweisung enthält wichtige Hinweise, wie Sie mit der Maschine sicher, fachgerecht und wirtschaftlich arbeiten, und wie Sie Gefahren vermeiden, Reparaturkosten sparen, Ausfallzeiten verringern und die Zuverlässigkeit und Lebensdauer der Maschine erhöhen.
Zusätzlich zu den Sicherheitsbestimmungen dieser Bedienungsanweisung müssen Sie unbedingt die für den Betrieb der Maschine geltenden Vorschriften Ihres Landes beachten.
Die Bedienungsanweisung, in einer Plastikhülle geschützt vor Schmutz und Feuchtigkeit, bei der Maschine aufbewahren. Sie muß von jeder Bedienungsperson vor Aufnahme der Arbeit gelesen und sorgfältig beachtet werden. An der Maschine dürfen nur Personen arbeiten, die im Gebrauch der Maschine unterwiesen und über die damit verbundenen Gefahren unterrichtet sind. Das geforderte Mindestalter ist einzuhalten.
Neben den in dieser Bedienungsanweisung enthaltenen Sicherheitshinweisen und den besonderen Vorschriften Ihres Landes sind die für den Betrieb von Holzbearbeitungsmaschinen allgemein anerkannten technischen Regeln zu beachten.
Inhaltsverzeichnis
ALLGEMEINE HINWEISE 4
BESTIMMUNGSGEMÄße VERWENDUNG 5
RESTRISIKEN 6
LIEFERUMFANG 6
TECHNISCHE DATEN 7
AUFSTELLEN UND JUSTIEREN 10
SCHUTZ- UND DRUCKVORRICHTUNG (LIEFERUMFANG) 10
BOGENFRÄS- SCHUTZKASTEN (LIEFERUMFANG) 10
ELEKTRISCHER ANSCHLUß 11
SCHALTER FÜR „RECHTS-LINKSLAUF“ 12
SCHALTPLAN 380-420V / 50Hz 14
SCHALTPLAN 220-240V / 50Hz 15
INBETRIEBNAHME 16
DREHZAHLEINSTELLUNG 18
ARBEITSHINWEISE 20
RICHTIGES RÜSTEN 21
VERSCHIEDENE EINSATZMÖGLICHKEITEN DER FRÄSMASCHINE 22
WARTUNG 27
RIEMEN NACHSPANNEN 27
FEHLERSUCHE 28
SONDERZUBEHÖR : 28
EG-KONFORMITÄTSERKLÄRUNG 29
GARANTIE 29
Allgemeine Hinweise
Überprüfen Sie nach dem Auspacken alle Teile auf eventuelle Transportschäden. Bei Beanstandungen muß sofort der Zubringer verständigt werden.
→ Spätere Reklamationen werden nicht anerkannt.
⇒ Überprüfen Sie die Sendung auf Vollständigkeit.
⇒ Verwenden Sie bei Zubehör sowie Verschleiß- und Ersatzteilen nur Original-scheppach-Teile. Ersatzteile erhalten Sie bei Ihrem Scheppach-Fachhändler.
→ Geben Sie bei Bestellungen unsere Artikelnummern sowie Typ und Baujahr des Gerätes an.
In dieser Bedienungsanweisung haben wir Stellen, die Ihre Sicherheit betreffen, mit diesem Zeichen versehen.

→ Netzanschlußleitungen überprüfen. Keine fehlerhaften Leitungen verwenden. Siehe Elektrischer Anschluß.
→ Halten Sie Kinder von der an das Netz angeschlossenen Maschine fern.
⇒ Die Bedienungsperson muß mindestens 18 Jahre alt sein. Auszubildende müssen mindestens 16 Jahre alt sein, dürfen aber nur unter Aufsicht an der Maschine arbeiten.
⇒ An der Maschine tätige Personen dürfen nicht abgelenkt werden.
→ Den Bedienplatz der Maschine von Spänen und Holzabfällen freihalten.
⇒ Eng anliegende Kleidung tragen. Schmuck, Ringe und Armbanduhren ablegen.
→ Installationen, Reparaturen und Wartungsarbeiten an der Elektroinstallation dürfen nur von Fachleuten ausgeführt werden.
⇒ Zum Beheben von Störungen die Maschine abschalten. Netzstecker ziehen.
⇒ Zum Absaugen von Holzspänen und Holzstaub ist eine Absauganlage zu verwenden
⇒ Beim Verlassen des Arbeitsplatzes den Motor ausschalten. Netzstecker ziehen.
⇒ Auch bei geringfügigem Standortwechsel Maschine von jeder externen Energiezufuhr trennen! Vor Wiederinbetriebnahme die Maschine wieder ordnungsgemäß an das Netz anschließen!
⇒ Die Entsorgung der Maschine ist entsprechend den örtlichen Bestimmungen vorzunehmen
→ Schulung der Betreiber
⇒ Machen Sie sich vor dem Einsatz anhand der Bedienungsanweisung mit dem Gerät vertraut.
→ Geben Sie die Sicherheitshinweise an alle Personen weiter, die an der Maschine arbeiten.
⇒ Alle Sicherheits- und Gefahrenhinweise an der Maschine beachten.
⇒ Alle Sicherheits- und Gefahrenhinweise an der Maschine vollzählig in lesbarem Zustand halten.
⇒ Vorsicht beim Arbeiten: Verletzungsgefahr für Finger und Hände durch das rotierende Schneidwerkzeug.
→ Standsicherheit; Achten Sie darauf, daß die Maschine standsicher auf festem Grund steht.
Rüsten und Einstellen der Maschine
→ Arbeiten Sie nur mit geschärften Schneidwerkzeugen.
⇒ Die Tischöffnung durch die Einlegeringe dem Werkzeugdurchmesser anpassen.
⇒ Defekte Werkzeuge (Risse oder dergleichen) sofort austauschen. Siehe Werkzeugwechsel!
Es dürfen nur Werkzeuge eingesetzt werden, die der Europäischen Norm EN 847-1 entsprechen.
→ Nur für Handvorschub zugelassene Werkzeuge einsetzen.
→ Beachten Sie beim Aufspannen des Werkzeuges die Empfehlungen des Werkzeugherstellers.
⇒ Umrüst-, Einstell-, Meß- und Reinigungsarbeiten nur bei ausgeschaltetem Motor durchführen. Netzstecker ziehen und Stillstand des rotierenden Werkzeuges abwarten.
⇒ Bei allen Fräsarbeiten das Werkzeug durch die vorgeschriebenen Schutzeinrichtungen abdecken.
→ Vor Einsetzen des Abplattfräsers den Einlegering aus der Tischplatte nehmen.
Werkstückführung
⇒ Bei allen Fräsarbeiten Vorrichtungen zur sicheren Werkstückführung benutzen.
Schiebestock zur Unterstützung des Handvorschubes verwenden oder einen Vorschubapparat (Sonderzubehör) einsetzen.
⇒ Bei kürzeren Werkstücken die Öffnung zwischen den Anschlaghälften überbrücken, so daß eine durchgehende Werkstückführung gewährleistet ist.
⇒ Zum Bearbeiten langer Werkstücke die Scheppach-Tischverlängerung oder Rollböcke (Sonderzubehör) einsetzen.
→ Dehrichtung und Drehzahlauswahl
→ Drehrichtung
Gleichlauffräsen ist ein Arbeitsgang der nicht zulässig ist.
→ Arbeitsgang erst beginnen, wenn die volle Drehzahl erreicht ist.
→ Die Motor- und Werkzeugdrehrichtung beachten siehe "Elektrischer Anschluß".
→ Drehzahlauswahl
Die am eingesetzten Fräswerkzeug angegebene Höchstdrehzahl darf nicht überschritten/unterschritten werden. Wählen Sie die passende Drehzahl entsprechend dem Drehzahlplan an der Maschine.
→ Maximale Spindeldrehzahl 8500 1/min
⇒ Maschinenbedienung, Auswahl und Einstellung von trennenden Schutzeinrichtungen
⇒ Die Sicherheitseinrichtungen an der Maschine dürfen nicht demontiert oder unbrauchbar gemacht werden.
⇒ Beim Arbeiten an der Maschine müssen sämtliche Schutzeinrichtungen und Abdeckungen für den jeweiligen Fräsvorgang montiert sein.
Sämtliche Schutz- und Sicherheitseinrichtungen müssen nach abgeschlossenen Reparatur- und Wartungsarbeiten sofort wieder montiert werden.
⇒ Fräsen am Anschlag bei dem die Bearbeitung über die volle Werkstücklänge reicht
⇒ Fräsen der Längsseite und der Querseite
⇒ Fräsanschlag, Schutz- und Druckvorrichtung bzw. Vorschubapparat (Sonderzubehör) verwenden.
→ Bogenfräsen
⇒ Bei Bogenfräsarbeiten den Bogenfräsanschlag verwenden.
→ Einsetzfräsen
⇒ Fräsanschlag, Schutz- und Druckvorrichtung verwenden.
→ Zum Einsatzfräsen als Anschlag die Querschneidlehre verwenden, siehe Abb.U
→ Bei kleineren Werkstücken empfehlen wir eine Spannlade zu verwenden.
→ Zapfenschneiden und Schlitzen
⇒ Bei Schlitz- und Zapfenfräsarbeiten müssen zur sicheren Werkstückführung Schiebeschlitten mit Schlitzfrässchutz, Spanneinrichtung und der Fräsanschlag mit Abdeckung eingesetzt werden.

Bestimmungsgemäße Verwendung
⇒ Die Tischfräsmaschine ist ausschließlich mit dem angebotenen Werkzeug und Zubehör zum Bearbeiten von Holz konstruiert.
→ Die Maschine entspricht der gültigen EG Maschinenrichtlinie.
Die Maschine ist für einschichtigen Betrieb ausgelegt, Einschaltdauer S 6 – 40%.
⇒ Alle Sicherheits- und Gefahrenhinweise an der Maschine beachten.
⇒ Alle Sicherheits- und Gefahrenhinweise an der Maschine vollzählig in lesbarem Zustand halten.
Vor Inbetriebnahme muß die Maschine an eine Absauganlage, Mindestleistung von 2000 cbm/h, mit einer flexiblen schwer entflammbaren Absaugleitung angeschlossen werden.
→ Die Einschaltautomatik ist im Sonderzubehör erhältlich.
Typ ALV 2 Art. Nr. 79104010 230 V /50 Hz Typ ALV 10 Art. Nr. 79104020 400 V /230 V /50 Hz
⇒ Beim Einschalten der Arbeitsmaschine läuft die Absaugung nach 2-3 Sekunden Anlaufverzögerung automatisch an. Eine Überlastung der Haussicherung wird dadurch verhindert.
Nach dem Ausschalten der Arbeitsmaschine läuft die Absaugung noch 3-4 Sekunden nach und schaltet dann automatisch ab.
Der Reststaub wird dabei, wie in der Gefahrstoffverordnung gefordert, abgesaugt. Dies spart Strom und reduziert den Lärm. Die Absauganlage läuft nur, während die Arbeitsmaschine betrieben wird.
⇒ Für Arbeiten im gewerblichen Bereich muß zum Absaugen ein Entstauber eingesetzt werden.
⇒ Absauganlagen oder Entstauber bei laufender Arbeitsmaschine nicht abschalten oder entfernen.
⇒ An der Maschine darf nur eine Person arbeiten.
Dokumentation
⇒ Maschine nur in technisch einwandfreiem Zustand sowie bestimmungsgemäß, sicherheits- und gefahrenbewußt unter Beachtung der Betriebsanleitung benutzen! Insbesondere Störungen, die die Sicherheit beeinträchtigen können, umgehend beseitigen (lassen)!
⇒ Die Sicherheits-, Arbeits- und Wartungsvorschriften des Herstellers sowie die in den Technischen Daten angegebenen Abmessungen müssen eingehalten werden.
⇒ Die zutreffenden Unfallverhütungsvorschriften und die sonstigen, allgemein anerkannten Sicherheitstechnischen Regeln müssen beachtet werden.
⇒ Die Maschine darf nur von sachkundigen Personen genutzt, gewartet oder repariert werden, die damit vertraut und über die Gefahren unterrichtet sind. Eigenmächtige Veränderungen an der Maschine schließen eine Haftung des Herstellers für daraus resultierende Schäden aus.
⇒ Die Maschine darf nur mit Originalzubehör des Herstellers genutzt werden.
Jeder darüber hinausgehende Gebrauch gilt als nicht bestimmungsgemäß. Für daraus resultierende Schäden haftet der Hersteller nicht, das Risiko dafür trägt allein der Benutzer.
Restrisiken
Die Maschine ist nach dem Stand der Technik und den anerkannten sicherheitstechnischen Regeln gebaut. Dennoch können beim Arbeiten einzelne Restrisiken auftreten.
⇒ Verletzungsgefahr für Finger und Hände durch das rotierende Schneidwerkzeug bei unsachgemäßer Führung des Werkstückes.
⇒ Verletzungen durch das wegschleudernde Werkstück bei unsachgemäßer Halterung oder Führung, wie Arbeiten ohne Anschlag.
Gefährdung der Gesundheit durch Holzstäube oder Holzspäne.
⇒ Unbedingt persönliche Schutzausrüstungen wie Augenschutz und Staubmaske tragen. Absauganlage einsetzen!
Gefährdung der Gesundheit durch Lärm. Beim Arbeiten wird der zulässige Lärmpegel überschritten. Unbedingt persönliche Schutzausrüstungen wie Gehörschutz tragen.
Gefährdung durch Strom, bei Verwendung nicht ordnungsgemäßer Elektro-Anschlußleitungen.
⇒ Verarbeiten Sie nur ausgesuchte Hölzer ohne Fehler wie: Aststellen, Querrisse, Oberflächenrisse.
⇒ Fehlerhaftes Holz wird zum Risiko beim Arbeiten.
⇒ Verletzungen durch defektes Schneidwerkzeug. Das Werkzeug regelmäßig auf Unversehrtheit überprüfen.
⇒ Desweiteren können trotz aller getroffener Vorkehrungen nicht offensichtliche Restrisiken bestehen.
⇒ Restrisiken können minimiert werden, wenn die "Sicherheitshinweise" und die "Bestimmungsgemäße Verwendung", sowie die Bedienungsanweisung insgesamt beachtet werden.
Lieferumfang
Tischfräsmaschine Molda 5.0f
Fräsanschlag komplett mit
Schutz- und Andrückvorrichtung
Spindelbuchse 4 Stück 0,5 mm lang
Spindelbuchse 4 Stück 5 mm lang
Spindelbuchse 4 Stück 10 mm lang
Spindelbuchse 2 Stück 15 mm lang
Einmaulschlüssel 1 Stück SW 41
Inbusschlüssel SW10
Absaugstutzen
Beipackbeutel
Bedienungsanweisung
Sonderzubehör: Seite 28
Art. Nr. 7210 5000
Art. Nr. 3301429011
Art. Nr. 3301429010
Art. Nr. 3301429009
Art. Nr. 3301429008
Art. Nr. 0108 9413
Article no.
Art. Nr. 7500 3800

Achtung Bedienungsanweisung lesen!

Gehöhrschutz und Schutzbrille tragen
Technische Daten
Antrieb:
| Artikelnummer der Maschine | 1902103901 | 1902103902 | |
| Elektromotor | [V] | 220-240/ 50 Hz | 380-420 / 50Hz |
| Aufnahmeleistung P1 | [kW] | 2,8 | 2,8 |
| Abgabeleistung P2 | [kW] | 2,0 | 2,0 |
| Motordrehzahl | [1/min] | 2800 | 2800 |
| Betriebsart | S1 | S1 | |
| Nennstrom [A] | 12,5 | 5,0 | |
| Gewicht Brutto/Netto | [kg] | 220 | 220 |
Absaugung:
| Absaugstutzen ∅ | [mm] 2 x 100 | |
| Strömungsgeschwindigkeit | [m/s] | 20 |
| Unterdruck unten | [Pa] | 1400 |
| Unterdruck oben | [Pa] | 900 |
| Volumenstrom | [m3/h] | 565 |
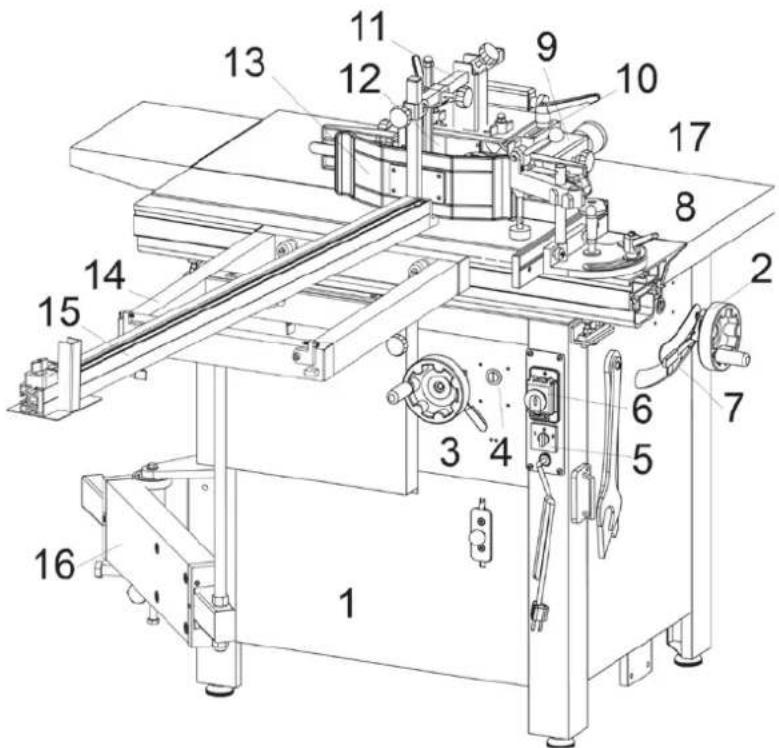
- Gestell
2 Handrad Höhenverstellung
3 Handrad Winkelverstellung
4 Drehzahlanzeige
5 Drehrichtungsschalter
6 Hauptschalter)
7 Spindelklemmung
8 Tischplatte
9 Fräsanschlag.
10 Anschluss Absaugung
11 Andrückvorrichtung
12 Anpressschuh Tischplatte
13 Anpressschuh Anschlag
Zubehör
14 Quertisch)
15 Anschlagschine
16 Teleskoparm
17 Werkstückspanner
Baumaße:
Gesamtlänge [mm] 1000
Gesamtbreite [mm] 730
Gesamthöhe [mm] 1230
Tischhöhe [mm] 920
Tischlänge [mm] 1000
Tischbreite [mm] 600
Tischöffnung max. ∅ [mm] 185
Frässpindel:
Spindel ∅ [mm] 30
Spindelbuchsen ∅
Spindelbuchsen-Höhe
Höhenverstellbereich [mm] 100
Spindeldrehzahl
Werkzeug max. ∅
Einlegering ∅
[mm] 50
Maße der zu Bearbeiteten Werkstücke:
Min. Abmessungen B/H
[mm] 8x8
Max. Abmessungen H [mm] 120
Betriebsbedingungen:
Temperatur
[°C]
+5 bis +40
Luftfeuchtigkeit (Nicht kondensierend)
[%]
30 bis 95
Lagerbedingungen:
Temperatur
[°C]
-20 bis +55
Luftfeuchtigkeit (Nicht kondensierend)
[%]
30 bis 95
! Technische Änderungen vorbehalten !
Geräuschkennwerte
Die nach DIN EN ISO 3746 für den Schalleistungspegel bzw. EN ISO 11202 für den Schalldruckpegel am Arbeitsplatz ermittelten Geräuschemissionswerte betragen unter Zugrundelegung der in ISO 7960 Anhang D aufgeführten Arbeitsbedingungen.
| Schalleistungspegel in dB |
| Leerlauf L_WA = 96.4 dB(A) Bearbeitung L_WA = 99.7 dB(A) |
| Schalldruckpegel am Arbeitsplatz in dB |
| Leerlauf L_pAeq = 80.5 dB(A) Bearbeitung L_pAeq = 83.7 dB(A) |
Für die genannten Emissionswerte gilt ein Meßunsicherheitszuschlag K=4dB
Anmerkung
Die Werte, die hier angegeben sind, sind Emissionswerte und müssen damit nicht zugleich auch sichere Arbeitsplatzwerte darstellen. Da es keine Korrelation zwischen Emissionswerten und Arbeitsplatzwerten gibt, können diese nicht zuverlässig verwendet werden, um festzustellen ob oder ob keine weiteren Vorkehrungen erforderlich sind. Faktoren, welche den derzeitigen Arbeitsplatzwert beeinflussen können, beinhalten die Dauer der Einwirkungen, die Eigenart des Arbeitsraumes, andere Geräuschquellen, die Anzahl der Maschinen und andere benachbarte Einflüsse. Die zuverlässigen Arbeitsplatzwerte können ebenso von Land zu Land variieren. Diese Information soll jedoch den Anwender befähigen, eine bessere Abschätzung von Gefährdung und Risiko zu machen.
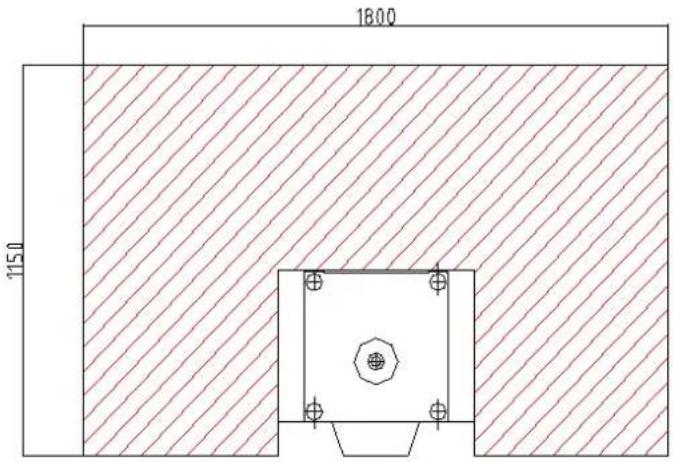
Aufstellen und justieren
Höhenausgleich
Abb. "A"
Die Maschine steht auf 4 verstellbaren Gummipuffern.
Bodenunebenheiten ausgleichen. Die unteren Sechskantmuttern mittels Schlüssel lösen und die Gummipuffer entsprechend ein- und ausdrehen. Die Sechskantmuttern wieder anziehen.(kontern)
Achtung!
Maschine unbedingt mittels Wasserwaage ausrichten.
Bei entfernten Gummipuffern kann die Maschine durch die Gewinde-Bohrungen am Boden verschraubt werden.
Abb.: „A“

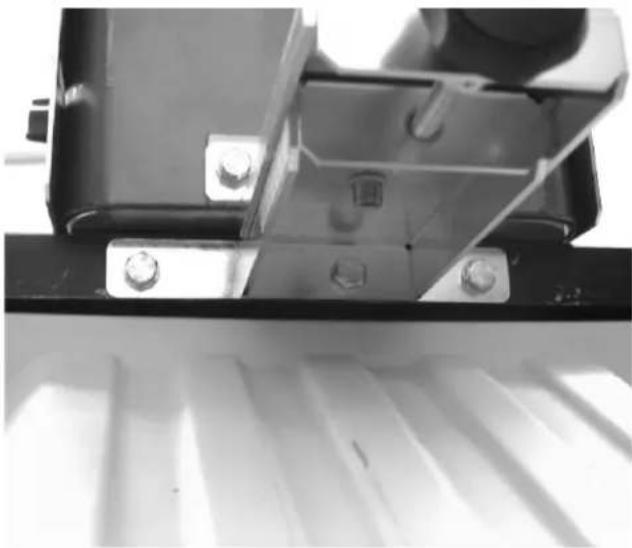
Schutz- und Druckvorrichtung (Lieferumfang)
Abb.: „B“
⇒ Die Schutz- und Andrückvorrichtung mit 2 Griffschrauben und Scheiben (1) rechtwinklig auf die Tischplatte montieren.
→ Schutz- und Andrückvorrichtung mit Hilfe der Stellschraube (2) einstellen.
Abb.: „B“

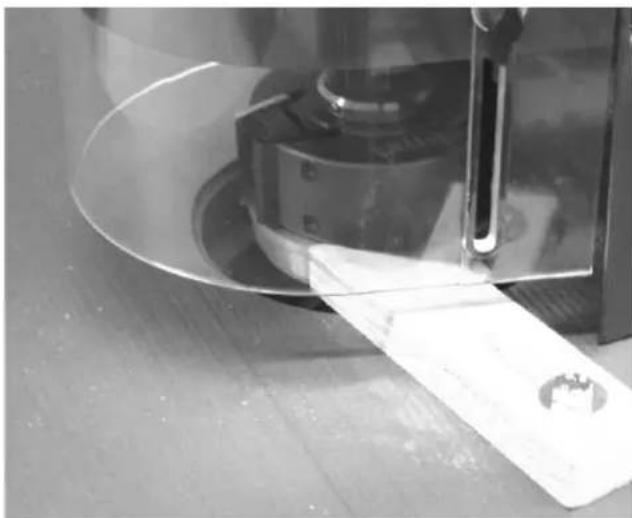
Bogenfräs- Schutzkasten (Zubehör)
Anlaufring (Zubehör)
Die Bogenfrässchutzeinrichtung mit 2 Griffschrauben und Scheiben auf der Tischplatte befestigen. Die Leimholz Anfahrleiste kann beidseitig tangential zum Anlaufring auf dem Frästisch montiert werden. (Sechskantschraube M 8 x 45 und Scheibe ∅ 8)
Abb. „C“
Kompletter Bogenfräsanschlag auf Maschinentisch montieren:
Bogenfräsanschlag (Zubehör)
- Z uerst die Verstelleinrichtung für den Bogenfräsanschlag am Schutzkasten befestigen.
- Anschließend diese Einheit mit je 3 Sechskantschrauben und Scheiben auf die Tischplatte montieren.
Bogenanschlagplatten
→ Die Bogenanschlagplatte R 90 ist montiert.
⇒ Die Bogenanschlagplatte R 60 muß bei Bedarf gegen die R 90 ausgetauscht werden.
Elektrischer Anschluß
Bei Erstinbetriebnahme ist die Motor-Drehrichtung zu überprüfen.
Abb.: "E"
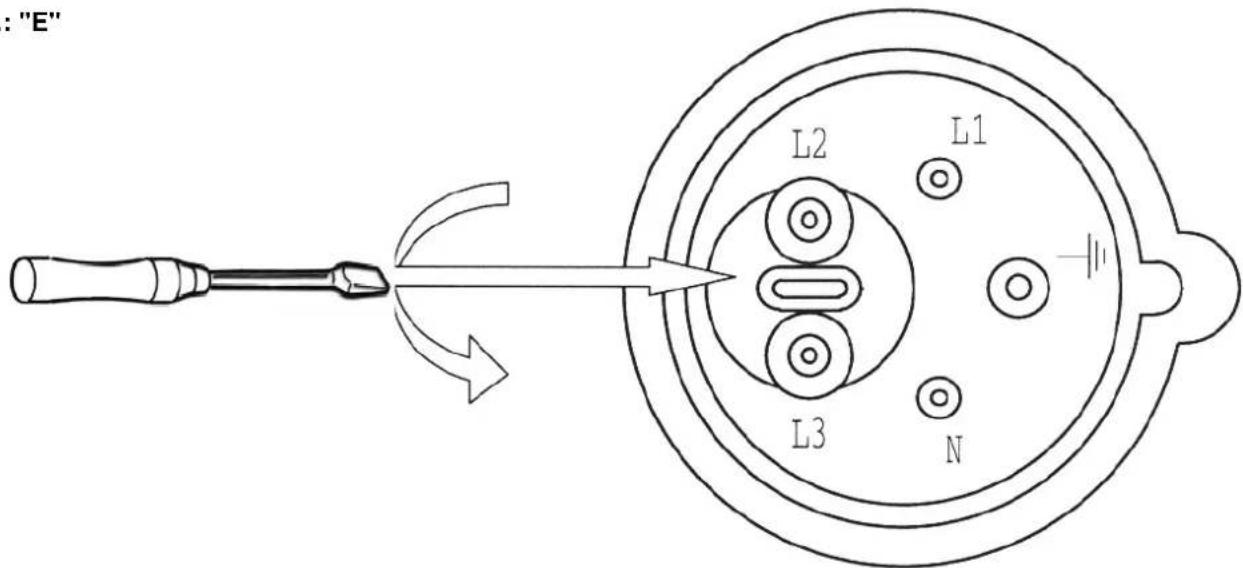
⇒ Die Maschine mit CEE-Stecker am Netz anschließen, Zuleitung muß mit 16 A abgesichert sein.
Die Standartdrehrichtung ist links (gegen Uhrzeigersinn) der Drehrichtungswahlschalter muß dabei auf „links“ stehen. Andernfalls muß die Polarität mittels Schraubendreher getauscht werden. Siehe Abb. “E”. Bei jedem Netzanschlußwechsel und Standortwechsel muß die Drehrichtung erneut überprüft werden.
Schalter für „Rechts-Linkslauf“
⇒ Mit Hilfe des Drehrichtungsschalters kann die Spindel auf Rechtslauf umgeschaltet werden.
⇒ Um die Drehrichtung „rechts“ umzuschalten, muss der Schiebeschalter nach rechts geschoben werden.
⇒ Die Drehzahlanzeigelampen zeigen die eingestellte Drehzahl an.
→ Am Betriebsschalter den grünen Drucktaster drücken, die Frässpindel läuft an.
⇒ Zum Ausschalten den roten Drucktaster drücken, die Frässpindel wird innerhalb 10sec. abgebremst.
Abb.: F

Aus Sicherheitsgründen ist bei laufendem Motor ein direktes Umschalten der Drehrichtungen nicht möglich. Der Motor muß nach jeder Wendeschaltung neu eingeschaltet werden.
Wird die Drehrichtung „Rechtslauf“ gewählt, so ändert sich die Arbeitsrichtung von links nach rechts. Das Fräswerkzeug muß um 180° gedreht montiert werden.
Der installierte Elektromotor ist betriebsfertig angeschlossen. Der Anschluß entspricht den einschlägigen VDE- und DIN-Bestimmungen. Der kundenseitige Netzanschluß sowie die verwendete Verlängerungsleitung müssen diesen Vorschriften bzw. dem örtlichen EVU-Vorschriften entsprechen.
Motor-Bremseinrichtung
Beim Ausschalten der Maschine bremst eine mechanisch wirkende Motorbremse sicher ab. Die Bremse bremst den Antriebsmotor der Maschine innerhalb 10 s ab. Dauert der Bremsvorgang länger als 10 s. darf die Maschine nicht mehr betrieben werden, da Bremse defekt. Maschine muß unbedingt von der Spannungsversorgung getrennt werden. Mit der Fehlerbehebung darf nur eine Elektrofachkraft beauftragt werden.
Betriebsart / Einschaltdauer
Der Elektromotor ist für Betriebsart S 6 - 40 % demissioniert.
S6 = Durchlaufbetrieb mit Aussetzbelastung
40% = Bezogen auf 10 min. 4min. Belastung; 6min. Leerlaufbetrieb
Bei Überlastung des Motors schaltet dieser selbsttätig ab, da ein Wicklungsthermostat in der Motorenwicklung eingelassen ist. Nach einer Abkühlzeit (zeitlich unterschiedlich) läßt sich der Motor wieder einschalten.

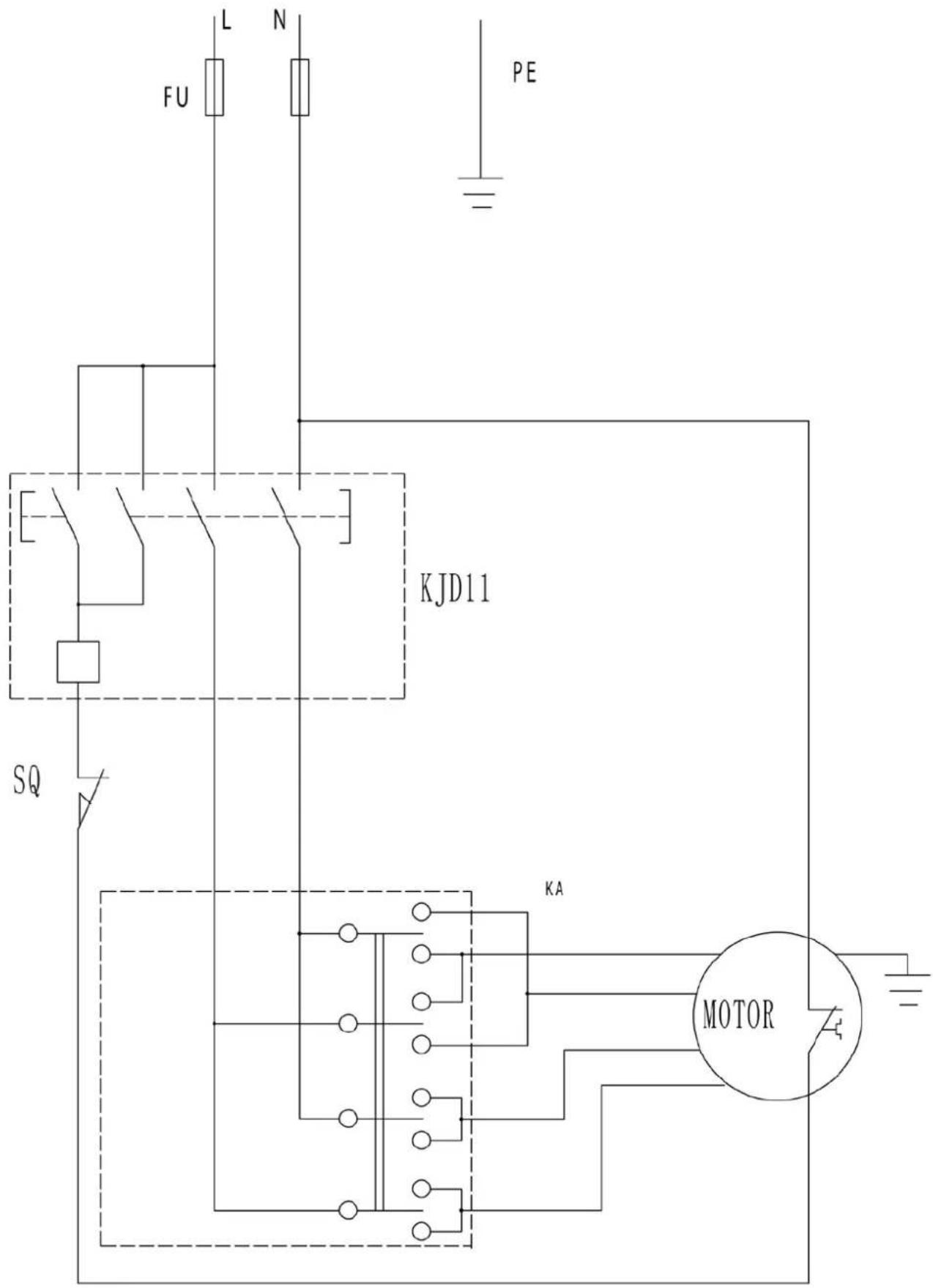
Schadhafte Elektro-Anschlußleitungen
An elektrischen Anschlußleitungen entstehen oft Isolationsschäden.
Mögliche Ursachen:
⇒ Druckstellen, wenn Anschlußleitungen durch Fenster- oder Türspalten geführt werden.
⇒ Knickstellen durch unsachgemäße Befestigung oder Führung der Anschlußleitung.
→ Schnittstellen durch Überfahren der Anschlußleitung.
→ Isolationsschäden durch Herausreißen aus der Wandsteckdose.
⇒ Risse durch Alterung der Isolation. Solche schadhaften Elektro-Anschlußleitungen dürfen nicht verwendet werden und sind auf Grund der Isolationsschäden lebensgefährlich!.
Elektrische Anschlußleitungen regelmäßig auf Schäden überprüfen. Achten Sie darauf, daß beim Überprüfen die Anschlußleitung nicht am Stromnetz hängt. Elektrische Anschlußleitungen müssen den einschlägigen VDE- und DIN-Bestimmungen und den örtlichen EVE-Vorschriften entsprechen. Verwenden Sie nur Anschlußleitungen mit Kennzeichnung H 07 RN. Ein Aufdruck der Typenbezeichnung auf dem Anschlußkabel ist Vorschrift.
Verlängerungsleitungen müssen bis 25 m Länge einen Querschnitt von 1,5 Quadratmillimeter, über 25 m Länge mindestens 2,5 Quadratmillimeter aufweisen.
⇒ Der Netzanschluß wird mit 16 A träge abgesichert.
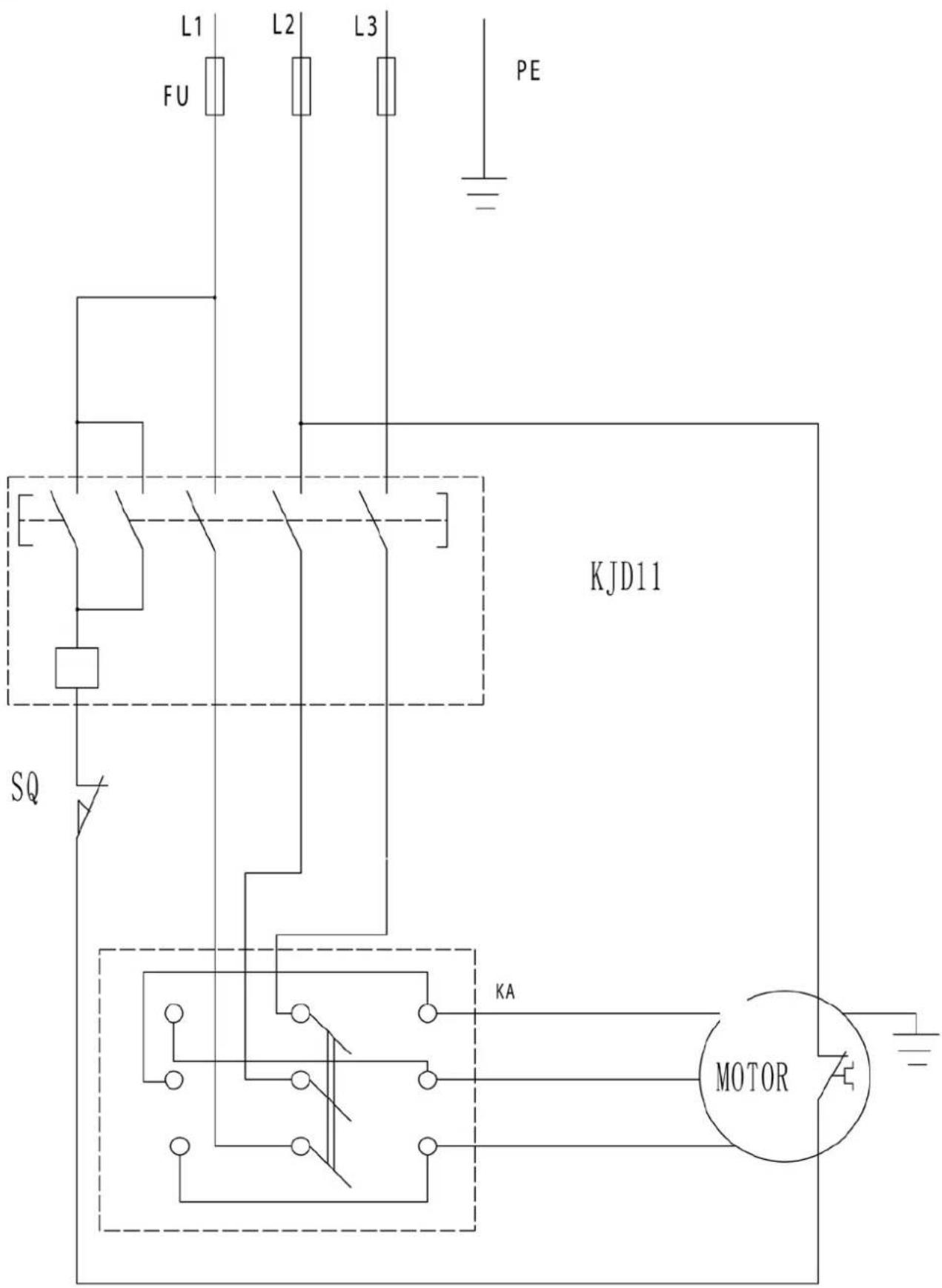
Drehstrommotor
→ Netzspannung muß 380-420 V 50 Hz betragen.
Netzanschluß und Verlängerungsleitungen müssen 5adrig sein =3 P + N + SL.
→ Verlängerungsleitungen müssen einen Mindest-Querschnitt von 1,5 mm² aufweisen.
→ Der Netzanschluß wird maximal mit 16 A abgesichert.
⇒ Bei Netzanschluß oder Standortwechsel muß die Drehrichtung überprüft werden, gegebenenfalls muß die Polarität getauscht werden.

Anschlüsse und Reparaturen der elektrischen Ausrüstung dürfen nur von einer Elektrofachkraft durchgeführt werden.
Bei Rückfragen bitte folgende Daten angeben:
→ Motorenhersteller; Motortype
→ Stromart des Motors
→ Daten des Maschinen- Typenschildes
→ Daten der Elektrosteuerung
Bei Rücksendung des Motors immer die komplette Antriebseinheit mit Elektrosteuerung einsenden.
Schaltplan 380-420V / 50Hz
Schaltplan 220-240V / 50Hz
Inbetriebnahme
Sämtliche Schutz- und Hilfseinrichtungen müssen montiert sein.
⇒ Umrüst-, Einstell-, Meß- und Reinigungsarbeiten nur bei ausgeschaltetem Motor durchführen. Stillstand des rotierenden Werkzeuges abwarten, danach Netzstecker ziehen.
Fräswerkzeug und Einlegering
Abb. "G"
Beachten Sie die Einsatzmöglichkeiten verschiedener Fräswerkzeuge. Den entsprechenden Einlegering ∅115 mm, ∅ 155 mm oder ∅ 200 mm einsetzen.
Beim Arbeiten mit Fräswerkzeugen größer als 110 darf der Einlegering nicht eingesetzt werden. Die Drehrichtung des Fräswerkzeugs beachten! Das Fräswerkzeug mit den Spindelbuchsen auf die Frässpindel setzen und mit Senkschraube M14x40 sichern. Die Spindelschraube kräftig anziehen. (Inbusschlüssel SW10 und Einmaulschlüssel SW 41 gegenhalten)
Achtung:
Fräswerkzeug grundsätzlich unten einsetzen.
Abb.,G"
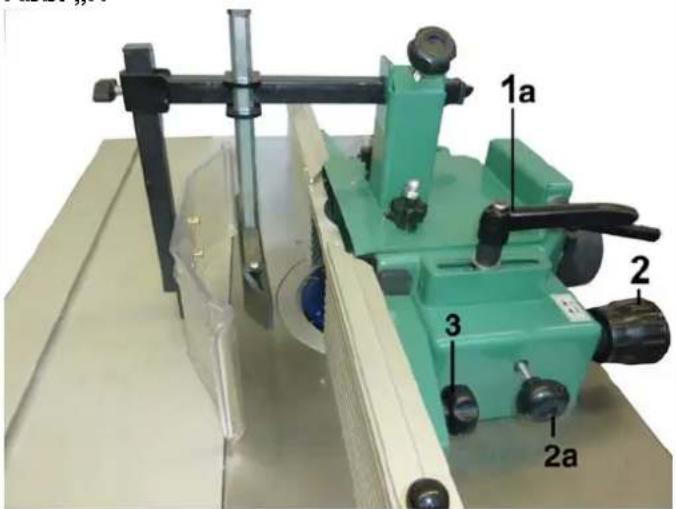
Die beiden Handgriffe (1a) lösen und den Anschlagkasten parallel zur Tischvorderkante ausrichten.
(2) Frästiefe Feineinstellung
Die Handgriffe (1a) fest anziehen, so daß die Parallel-Einstellung des Fräsanschlages zum Werkstück nicht verstellt wird.
Die beiden Handgriffe (2a) lösen und die Feineinstellung am Handgriff (2) vornehmen. Ein Teilstrich am Handgriff entspricht 0,1 mm.
In Arbeitsposition die Handgriffe (2a) wieder anziehen.
(3) Anschlagprofil einstellen
Die beiden Handgriffe (3) lösen und die beide n Anschlagprofile dem Werkzeug entsprechend einstellen.
Die Anschlagprofile so nahe wie möglich an das Fräswerkzeug anstellen und die Handgriffe anziehen.
Ein Anschlagstift in den beiden Anschlagprofilen verhindert unbeabsichtigtes Herausziehen der Anschlagprofile. Zum Wechseln der Anschlagprofile die Handgriffe weiter herausdrehen.
Abb. „H“
Bogenfräsanschlag Abb. „I“
(Sonderzubehör)
Einsatz der Bogenanschlagplatten
Fräswerkzeug ∅
Bogenanschlagplatte
∅100 - 120 mm
R 60 mm
bis ∅140 mm
R 90 mm
Die korrekte Einstellung des Bogenfräsanschlages erfolgt gemäß dem Durchmesser des Fräswerkzeuges, sowie der Dicke des zu bearbeiteten Werkstückes und der gewünschten Frästiefe.
Abb."I"
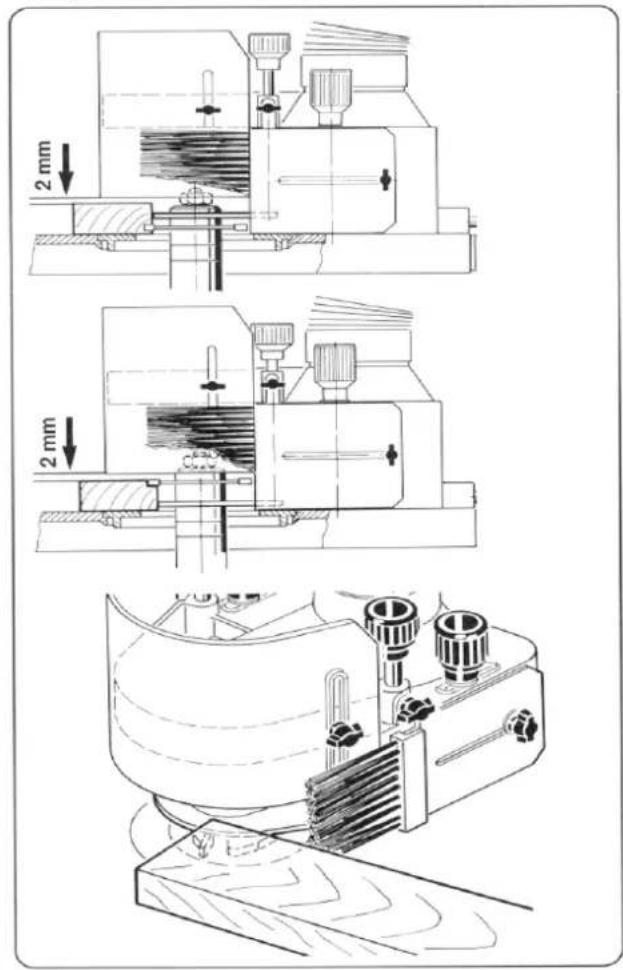
Einstellungen
Als allgemeine Regel gilt, daß das Fräswerkzeug unten sein muß, wenn immer es möglich ist. Die Bogenanschlagplatte liegt darüber.
- Fräswerkzeug auf Arbeitshöhe einstellen.
- Bogenanschlagplatte (R 60 oder R 90) gemäß der Werkstückdicke und Arbeitstiefe einstellen.
- Die Schutzscheibe bis auf 2 mm über das Werkstück absenken.
- Die Bürsten auf beiden Seiten an das Werkstück anstellen, so daß beim Arbeiten Frässpäne abgestreift werden.
Abb."J"
Außenradien
Zum Fräsen von Außenradien das Werkstück entlang der Bogenanschlagplatte zuführen. Optimale Frästiefe wird in Stellung (3) erreicht „X“.
Abbildungen mit Ergänzungssatz: 7231 0746
(Als Zubehör erhältlich)
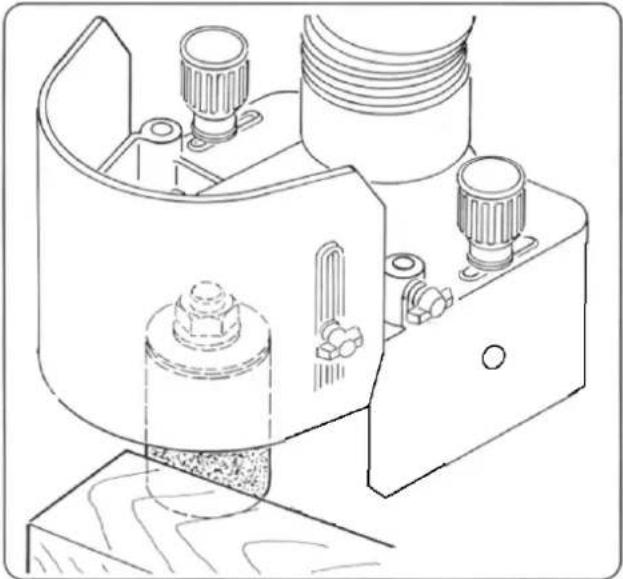
Abb. „I“
Bei Schleifarbeiten mit den Schleifwalzen (Sonderzubehör Art.Nr. 7930 3500 oder 7930 3000) wird die Bogenfrässchutzeinrichtung (Lieferumfang) als Abdeckung eingesetzt. Die Bogenfräsanschlagplatte wird dabei nicht benötigt und muß herausgenommen werden.
Abb."K"
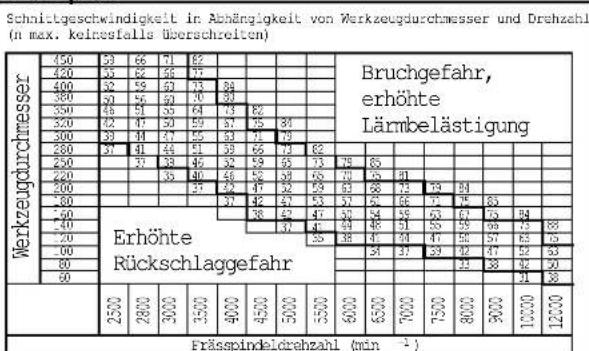
Beachten Sie die auf dem Fräswerkzeug angegebene max. zulässige Drehzahl, sowie den Aufkleber auf der Schalterseite: "Optimaler Drehzahlbereich für Fräswerkzeuge auf Tischfräsmaschinen."
Ihre Tischfräsmaschine ist mit den Drehzahlen 1800/3000/6000/9000 1/min ausgerüstet.
Deckel öffnen.
Der Stromkreis zum Motor ist bei geöffnetem Deckel unterbrochen
- Handgriff lösen (1)
- Riemenspanner lösen (2)
Drehzahl wählen
Gewünschte Drehzahl einstellen 1800/3000/6000/9000 1/min
- Riemen auf die gewünschte Stufe der Riemenscheibe bringen.
- Der Drehzahl Anzeigebügel(4) ist entsprechen d der Riemenstellung mitzuführen
- Riemenspanneinrichtung (2) klemmen und Hangriff (1) anziehen. Deckel vorschriftsmäßig schließen, damit die elektrische Verriegelung des Motors aufgehoben ist.
Abb. "L"
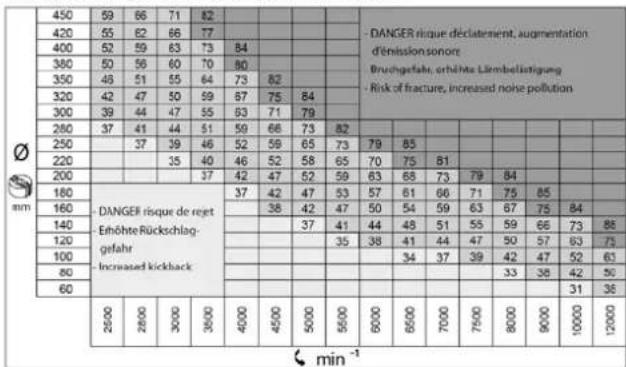
Drehzahlplan
heatmap
Schnittgeschwindigkeit in Abhängigkeit von Werkzeugdurchmesser und Drehzahl (n max. keinstalls überschreiten) | Werkzeugdurchmesser | 450 | 53 | 66 | 71 | 62 | Bruchgefahr, erhöhte Lärmbelästigung | |---|---|---|---|---|---|---| | 450 | 53 | 66 | 71 | 62 | | | | 420 | 53 | 62 | 68 | 77 | | | | 400 | 52 | 59 | 63 | 73 | 84 | | | 380 | 50 | 56 | 60 | 70 | 83 | | | 360 | 48 | 51 | 55 | 64 | 78 | | | 340 | 42 | 41 | 50 | 59 | 82 | | | 320 | 39 | 44 | 51 | 55 | 85 | | | 300 | 33 | 44 | 51 | 55 | 84 | | | 280 | 31 | 41 | 48 | 51 | 81 | | | 260 | | | 37 | 38 | 72 | | | 240 | | | 37 | 45 | 79 | | | 220 | | | | 50 | 65 | | | 200 | | | | 50 | 73 | | | 180 | | | | 52 | 79 | | | 160 | | | | 52 | 81 | | | 140 | | | | 52 | 79 | | | 120 | | | | 52 | 84 | | | 100 | | | | 52 | 79 | | | Erhöhte Rückschlaggefahr | -60 -50 -40 -30 -20 -10 -00 -00 -80 -60 Frässpindeldrehzahl (min⁻¹)Maximale Drehzahl in Abhängigkeit des Fräserdurchmessers bzw. Fräserstärke
| Drehzahl [1/min] | ∅ 200 | ∅ 180 | ∅ 160 | ∅ 140 | ∅ 120 | ∅ 100 | Fräser-∅ [mm] |
| 8.200 | 14 | 18 | 30 | 50 | 100 | 120 | Fräserstärke / Schnittbreite [mm] |
| 6.000 | 28 | 45 | 70 | 120 | 120 | 120 | |
| 3.000 | 120 | 120 | 120 | 120 | 120 | 120 | |
| 1.800 | 120 | 120 | 120 | 120 | 120 | 120 |
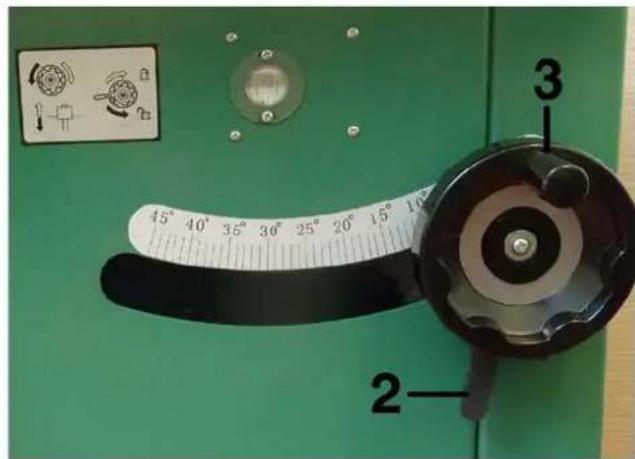
Frässpindel-Verstellung
Abb. "M"

!! Achtung !!
Die Verstellung der Frässpindel darf nur bei ausgeschaltetem Motor und Stillstand des Fräswerkzeuges erfolgen!
Spindelhöhenverstellung: 100 mm
- D ie Höhenverstellung erfolgt über das Handrad (1).
- Am Klemmgriff (2) die Spindelbremse lösen und die Höhenverstellung mit dem Handr ad vornehmen.
- Eine Handradumdrehung sind 2 mm.
- Nach erfolgter Einstellung der Werkzeughöhe den Klemmgriff kräftig anziehen.
Spindel-Schrägstellung
Die Schrägstellung der Frässpindel erfolgt über das Handrad (Abb. 1) Die spindel ist verstellbar von -4° - +45°. Die 0-Stellung erfolgt mittels Anschlag im Gehäuse, die bei Bedarf nachjustiert werden kann. Der Anschlag (3) muss dabei senkrecht stehen. Bei Einstellung in den Minusbereich die Spindel zuerst auf+ 10° einstellen. Anschlag (4) nach unten schieben und nach links verriegeln. mit dem Handrad den gewünschten Winkel einstellen. Achtung: bei der Rückstellung auf 90° in umgekehrter Weise verfahren.
Grundsätzlich Probefrässung durchführen und das Werkstück nachmessen!
Abb. "M"


Hinweis
Abb. "N"
- D er Maschinendeckel muß vorschriftsmäßig geschlossen und der Handgriff eingedreht sein, um die Maschine in Betrieb nehmen zu können.
- Netzkabel anschließen
- Drehrichtungsschalter auf "links oder rechts"
- Motorschalter am grünen Knopf des Betriebsschalters einschalten.
- Zum Ausschalten verwenden Sie im Normalfall den roten Knopf des Betriebschalters.
Abb."N"

Arbeitshinweise
Umrüst-, Einstell-, Meß- und Reinigungsarbeiten nur bei ausgeschaltetem Motor und Stillstand des Fräswerkzeuges durchführen. Maschine gegen unbeabsichtigtes Einschalten sichern!
Netzstecker ziehen!
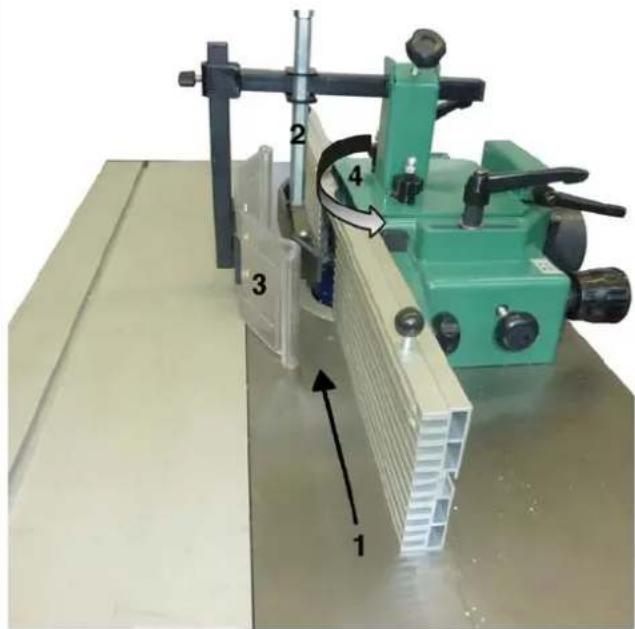
Werkstückführung Abb. "O"
Die Werkstück-Vorschubrichtung ist grundsätzlich von der Motor-Drehrichtung abhängig.
Bei Motor-Drehrichtung "links" ist die Werkstück-Vorschubrichtung von "rechts" nach "links". Bei Motor-Drehrichtung "rechts" ist die Werkstück-Vorschubrichtung von "links" nach "rechts".
(1) Werkstück - Vorschubrichtung
- Achten Sie auf sichere Werkstückführung. Für kleine Werkstücke Hilfsmittel wie Schiebegriff (Sonderzubehör Art.Nr. 7963 1000) verwenden.
(2) Werkstück – Andruck von oben
- Das Werkstück mit dem Druckschuh von ob en gegen die Tischplatte drücken.
(3) Werkstück – Andruck von seitlich
- Das Werkstück zusätzlich zum Druck von O ben seitlich gegen den Fräsanschlag drücken. - Den Andrückschu seitlich an das Werkstück anstellen. - Den Schutz "A" der Werkstückhöhe anpassen.
(4) Fräswerkzeug – Drehrichtung
- Die Werkstück-Vorschubrichtung (1) ist immer von der Fräswerkzeug-Drehrichtung (4) abhängig. - Die Drehrichtung kann für entsprechen de Arbeiten von "links" nach "rechts" über den Wendeschalter verändert werden.
Abb. "O"
Sicherheitsabstand bei Verwendung des Vorschubapparates
Bei Verwendung des Vorschubapparates muß der Abstand der letzten Vorschubwalze bis zur Wand mindestens 55 cm länger als das Werkstück sein.
Schutz- und Druckvorrichtung Abb. „P“

Die beiden Klemmschrauben (5) maximal zwei Umdrehungen lösen und zusammen mit den Klemmlaschen zurückziehen.

Jetzt kann die komplette Schutz- und Druckvorrichtung nach oben geklappt werden Mit Klemmhebel (6) sichern.
Abb. "Q"
Führungsleiste einsetzen
Die Führungsleiste (1) wird bei kurzen Werkstücken zur sicheren Überbrückung des Fräsanschlagabstandes in der richtigen Höhe in den Fräsanschlag eingesetzt.
Mit den beiden Absteckbolzen (2) werden die führungsleisten gesichert.

Die Voraussetzung für sicheres Arbeiten!
- A uswahl des Fräswerkzeuges und passenden Einlegeringes.
- Prüfen des Fräswerkzeuges. Beschädigte Fräsmesser austauschen. Drehzahl nach Fräswerkzeug und Arbeitsgang wählen. Beachten Sie den Aufkleber „Optimaler Drehzahlbereich für Fräswerkzeuge auf Tischfräsmaschinen“ auf Ihrer Maschine.
- Arbeitshöhe und –tiefe, Schrägstellung der Frässpindel bei Motorstillstand einstellen.
- Fräsanschlag und Schutzeinrichtungen dem Arbeitsgang entsprechend einstellen.
Für sichere Durchführung der Arbeit wichtige Befestigungsschrauben des Fräsanschlages oder der Tischverlängerung prüfen und nachziehen. - Probefrässung durchführen – nie ohne Schutzvorrichtung arbeiten.
Wechseln des Fräswerkzeuges
Abb. "R"
Beim Wechseln des Fräswerkzeuges muß der Einlegering entsprechend berücksichtigt werden. Je nach Fräswerkzeug den Einlegering auswechseln oder ganz herausnehmen.
Achtung!
Motor ausschalten und Netzstecker ziehen.
Fräswerkzeug auswechseln!
Die Spindelmutter mit den beiden Einmaulschlüsseln SW 41 kräftig anziehen.
- bei Werkzeugwechsel das Fräswerkzeug nur mit Handschuhen berühren; Verletzungsgefahr!
- Fräswerkzeug und Schutzeinrichtungen einstellen (siehe Kapitel: Richtiges Rüsten) - Wendeschalter – Drehrichtung wählen
- Den Motor wieder einschalten.

Verschiedene Einsatzmöglichkeiten der Fräsmaschine
Achtung!
Beim Einsatz der Fräswerkzeuge muß der dazu passende Einlegering verwendet werden. Die folgenden Bilder sind zur besseren Erkennbarkeit teilweise ohne Schutzeinrichtung dargestellt. Verwenden Sie zur Bearbeitung die vorgeschriebenen Schutzeinrichtungen!
Fräsen der Längsseite
Abb. "S"
Werkstück mit Hilfe der Schutz- und Druckvorrichtung an dem Fräsanschlag entlangführen.
- Möglichst Vorschubapparat verwenden (Sonderzubehör : Art.Nr.: 6807 0000).
Sicherheitshinweis:
Bei Verwendung des Vorschubapparates muß der Abstand der letzten Vorschubwalze bis zur Wand mindestens 55 cm länger als das Werkstück sein.
Abb. "S"

Fräsen der Stirnseite
Abb. "T"
Werkstück mit Hilfe der Schutz- und Druckvorrichtung und der Führungsleisten an dem Fräsanschlag entlangführen.
Abb. "T"

| Frästisch mit Rastebolzen feststellen.EinsetzfräsenAbb.: “U”Frästisch mit Rastbolzen feststellen.Bei Einsetzarbeiten muß der Fräsanschlag (1) mit dem Einsetzanschlag (2) verwendet werden.Tischverlängerung: (Sonderzubehör)Das Fräswerkzeug durch Schutz- und Druckvorrichtung verdecken.Werkstück (3) an der Rückschlagsicherung (2) anlegen, einschwenken und vorschieben. | 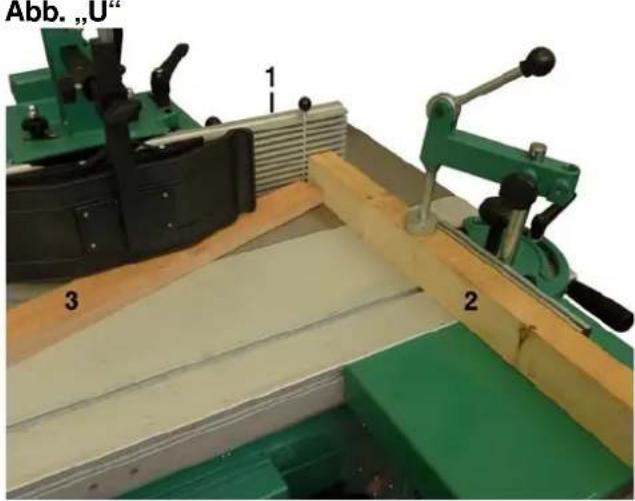 |
| Bei längeren Werkstücken wird der Tisch in die hintere Stellung gebracht und mit dem Rastbolzen (1) gesichert. Zur Sicherheit an dem Anschlagholz (2) mit einer Schraubzwinge ein weiteres Stück Holz angesetzt und wie oben beschrieben das Werkstück (4) bearbeitet. |  |
| Fräsen geschweifter WerkstückeAbb. "V"- Zum Fräsen von geschweiften Werkstücken muß mit dem Bogenfrässchutzkasten (Zubehör) gearbeitet werden. | Abb."V" |
Korrosionsschutz: (Sonderzubehör) Art.Nr.: 6100 9800
Wird die Maschine längere Zeit nicht benutzt, sollte die Tischoberfläche mit einem Korrosionsschutz eingesprüht werden.
Dokumentation
Einsatzmöglichkeiten ver- schiedener Fräswerkzeuge
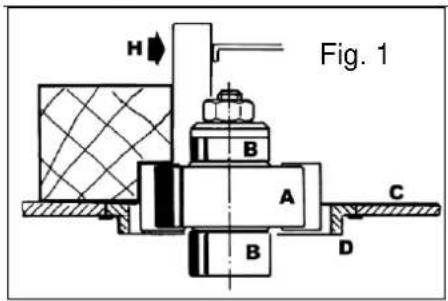
1 Falzarbeit mit Sicherheitsfräskopf „A“ – gerade Messer - verschiedene Spindelbuchsen "B" für Grobeinstellung. Werkzeug in Tischplatte „C“ versenkt angeordnet.
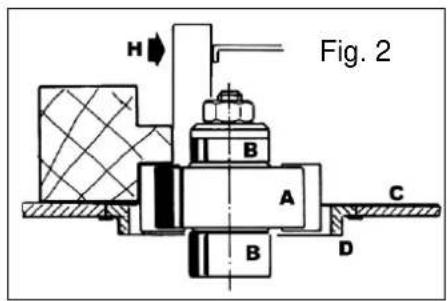
2 Sicherheitsfräskopf „A“ und gleiche Werkzeuganordnung wie 1 bei Fräsung einer Feder.
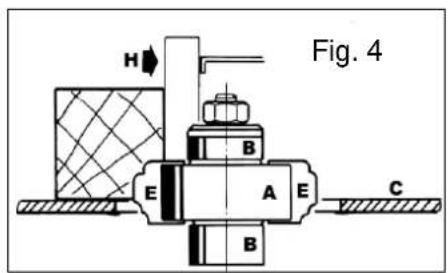
4 Sicherheitsfräskopf „A“ mit Profilmessern „E“ Spindelring „D“ entfernt. Fräskopf minimal in Tischplatte versenkt.
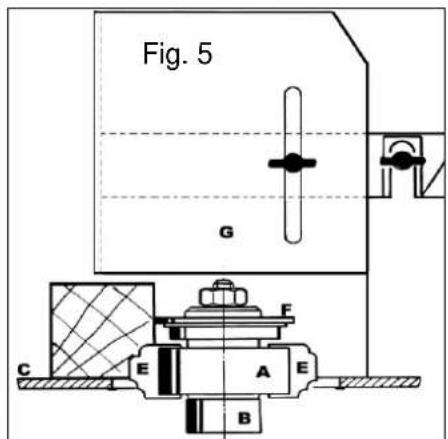
5 Sicherheitsfräskopf „A“ mit Profilmessern „E“ (in Tischplatte versenkt). Zum Profilieren von geschweiften Teilen mit oben angeordneten Anlaufring „F“
Achtung!
Arbeiten nur mit Frässchutz „G“ bei abgenommenem Fräsanschlag „H“ durchführen.
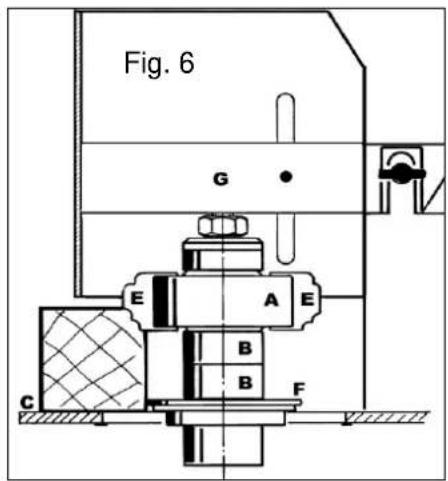
6 Sicherheitsfräskopf „A“ mit Profilmessern „E“ oben angeordnet und unten angeordnetem Anlaufring „F“ zum Profilieren von geschweiften Teilen.
Achtung!
Arbeiten nur mit Frässchutz „G“ bei abgenommenem Fräsanschlag „H“ durchführen.
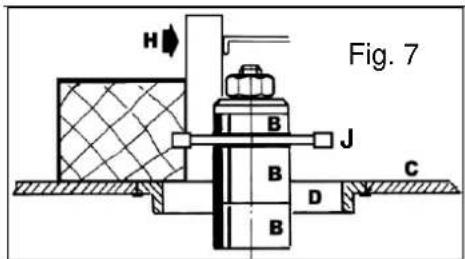
7 Nutfräser „J“ oben angeordnet mit Spindelbuchsen „B“ und eingelegtem Spindelring „D“ zum Fräsen einer Nut.
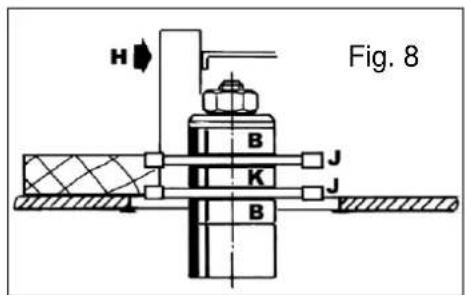
8 Nutfräser „J“ paarweise angeordnet mit Spindelbuchsen „B“ und Zwischenringen „K“ zur Fräsung einer Feder. Spindelring „D“ entfernt – unterer Nutfräser minimal in die Tischplatte „C“ abgesenkt. Die Nutfräser 90° versetzt zueinander einbauen.
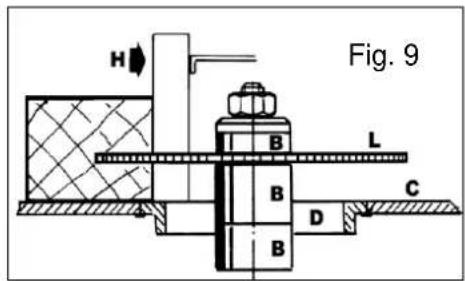
9 Sägeblatt „L“ zum Schlitzen oder als ersten Arbeitsgang zur Herstellung eines tiefen Falzes. Spindelring „D“ ein gelegt.
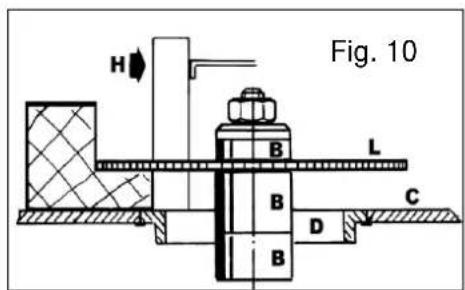
10 Wie 9 jedoch zweiter Arbeitsgang zur Falzarbeit.
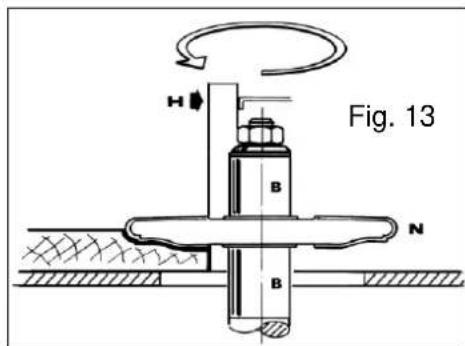
13 Abplattfräser „N“ oben angeordnet Spindelring „D“ entfernt.
Achtung! Vor Einsetzen des Abplatt- fräsers den Spindelring entfernen.
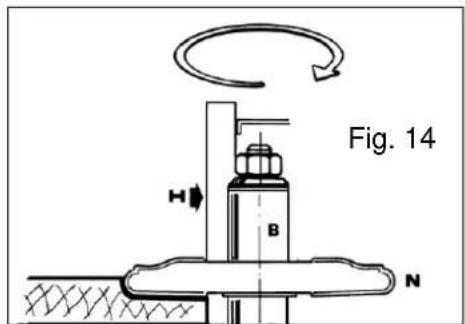
14 Abplattfräser „N“ oben angeordnet – um 180° gedreht montiert. Spindelring „D“ entfernt.
Achtung! Spindeldrehrichtung beach- ten. Wendeschalter auf „Rechts- lauf“, umschalten.
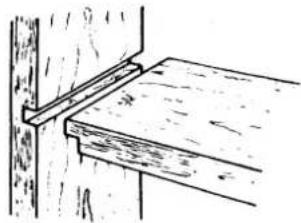
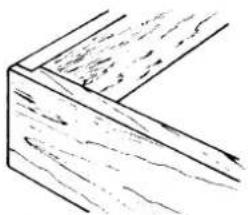
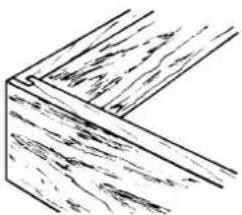
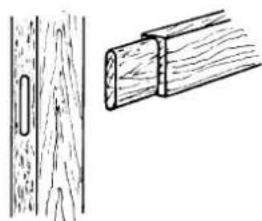
D Holzverbindungen
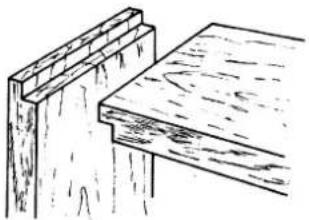
einseitig verdeckter Falz
Eckverbindung mit zwei Federn


Nutungen mit eingesetzten Federn
gegenseitige Einfederung mit angefräster Feder
Überblattung mit Nute
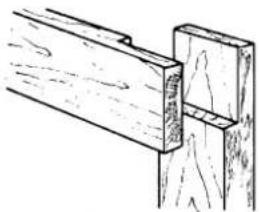
einfache Überblattung
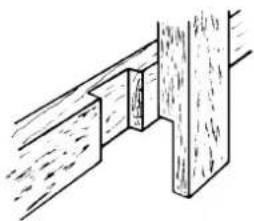
Schlitz- und Zapfenverbindung – einfach
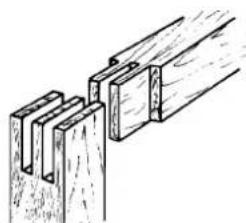
Doppelte Schlitz- und Zapfenverbindung
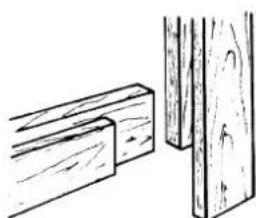
Überblattung mit Falz
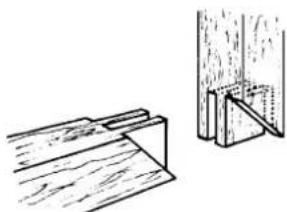
Doppelzapfen mit einseitiger Gehrung
Wartungs-, Instandsetzungs- und Reinigungsarbeiten sowie Funktionsstörungen nur bei ausgeschaltetem Antrieb vornehmen.
Netzstecker ziehen!
Sämtliche Schutz- und Sicherheitseinrichtungen müssen nach abgeschlossenen Reparatur- und Wartungsarbeiten sofort wieder montiert werden.
⇒ Die Maschinentische immer harzfrei halten. Sie erhalten bei Ihrem Scheppach-Fachhändler Pharmol Harzentferner Konzentrat Art Nr. 6100 9700.
⇒ Die Verstellspindel der Höhenverstellung, deren Lagerung sowie die Triebwelle gelegentlich reinigen und ölen.
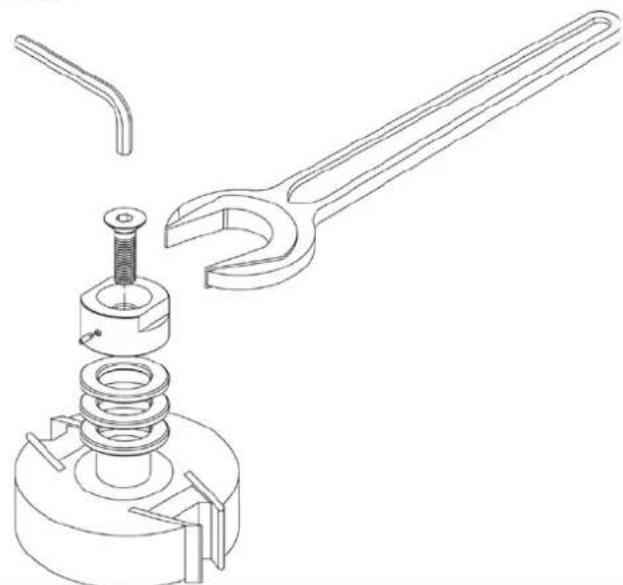
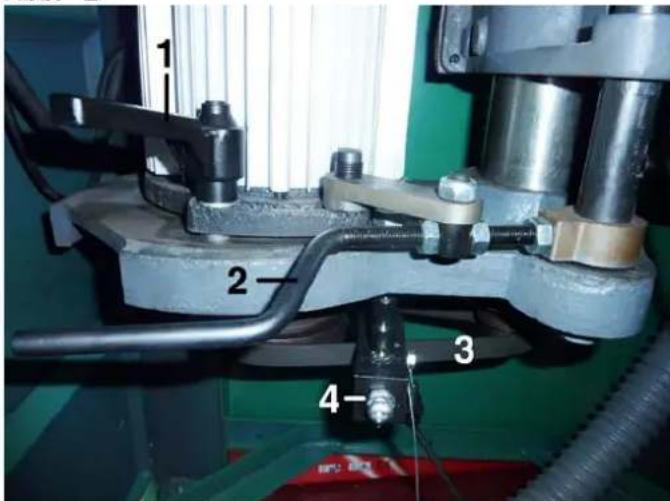
Riemen nachspannen
Abb. "Z"
- Maschinendeckel öffnen.
- Handgriff (1) lösen.
- Riemenspanneinrichtung (2) lösen.
- Mutter (5) lösen.
- Mutter (6) nachstellen.
- Mutter (5) festziehen.
- Riemenspannung prüfen, evtl. nachjustieren.
- Handgriff (1) festziehen.
Abb. "Z"

Fehlersuche
Zum Beheben von Störungen die Maschine abschalten. Netzstecker ziehen.
Werkstück wird unsauber
| Ursache | Abhilfe |
| Stumpfes WerkzeugFalsche DrehzahlSchlechte HolzqualitätFalsche Drehrichtung | Werkzeug austauschenDrehzahleinstellung nach BedienungsanweisungGutes Holz ohne Äste verarbeitenWendeschalter umschalten |
Motordrehrichtung falsch
| Ursache | Abhilfe |
| Linksdrehendes Netz | Polarität des Hauptschalters tauschen ( siehe Kapitel Drehrichtungsänderung) |
Maschine läuft nicht
| Ursache | Abhilfe |
| Motor von Frässpindel läuft nicht an | Zuleitung von Betriebsnetz prüfen Sicherungen prüfen (bauseitig 16 A) Rückseitiger Deckel richtig verschließen damitEndschalter geschaltet wird Wicklungsthermostat Bremse unterbrochen => Bremsplatine ersetzen |
Frässpindel bremst beim ausschalten nicht ab
| Ursache | Abhilfe |
| Feinsicherung auf Bremsplatine defekt | Feinsicherung auf Bremsplatine 10A im Steuergehäuse innerhalb der Maschine prüfen |
| Bremsplatine defekt | Bremsplatine erneuern |
Elektrotechnische Wartungsarbeiten dürfen nur von einer Elektrofachkraft durchgeführt werden!
Beim Entsorgen der Maschine müssen die örtlichen gesetzlichen Bestimmungen unbedingt eingehalten werden.(Nähere Information bekommen Sie bei ihrem Kreisabfallwirtschaftssamt)
Sonderzubehör :
Bestellnummer:
→ Vorschubapparat va 220 6808 0000
⇒ Vorschubapparat va 320 6807 0000
⇒ Fahrvorrichtung 7937 0000
Bogenfräsanschlag 3300726700
⇒ Schleifwalze ∅ 60x100 7930 3000
⇒ Schleifwalze Plano Rex ∅ 60x100 7930 3500
→ Schleifwalze Plano Rex ∅ 80x100 7930 3000
⇒ Anlaufring 7923 3000
⇒ Verschiedene Werkzeuge
EG-Konformitätserklärung
Hiermit erklären wir,
Scheppach Fabrikation für Holzbearbeitungsmaschinen GmbH Günzburger Str. 69, D-89335 Ichenhausen
Daß die nachfolgend bezeichnete Maschine aufgrund ihrer Konstruktion und Bauart sowie in der von uns in Verkehr gebrachten Ausführung den einschlägige Bestimmungen nachstehender EG-Richtlinien entspricht.
Bei einer Änderung an der Maschine verliert diese Erklärung ihre Gültigkeit. Die Maschine entspricht dem geprüften Baumuster.
Bezeichnung der Maschine: Maschinentyp: Bestimmungsgemäße Verwendung: Einschlägige EG-Richtlinien:
Tischfräsmaschine
Molda 5,0f
Ausschließlich zum Bearbeiten / Fräsen von Holz
EG-Maschinenrichtlinie 2006/42/EG
EG-Niederspannungsrichtlinie 2014/35/EU,
EG-EMV Richtlinie 2044/30/EU.
Angewandte harmonisierte europäische Normen:
EN 55014, EN 55104, , EN 848-1, EN 847-1, EN 60204-1
Andere Normen:
ISO 7960
Gemeldete Stelle nach Anhang VII:
TÜV Rheinland LGA Products GmbH TÜV Rheinland Group
Am Grauen Stein 29
D-51105 51105 Köln
Eingeschaltet zur:
EG-Baumusterprüfung
Ort, Datum:
Ichenhausen, 11.11.2016
Unterschrift: i.V.
M. B-11
Markus Bindhammer (Leiter Technische Innovation und Dokumentationsbeauftragter)
Garantie
Offensichtliche Mängel sind innerhalb von 8 Tagen nach Erhalt der Ware anzuzeigen, andernfalls verliert der Käufer sämtliche Ansprüche wegen solcher Mängel. Wir leisten Garantie für unsere Maschinen bei richtiger Behandlung auf die Dauer der gesetzlichen Gewährleistungsfrist ab Übergabe in der Weise, dass wir jedes Maschinenteil, das innerhalb dieser Zeit nachweisbar in Folge Material- oder Fertigungsfehler unbrauchbar werden sollte, kostenlos ersetzen. Für Teile die wir nicht selbst herstellen, leisten wir nur insoweit Gewähr, als uns Gewährleistungsansprüche gegen die Vorlieferanten zustehen. Die Kosten für das Einsetzen der neuen Teile trägt der Käufer. Wandlungs- und Minderungsansprüche und sonstige Schadensersatzansprüche sind ausgeschlossen.
Molda 5.0f
1902103901 220-240 V/50 Hz 2,8 kW
1902103902 380-420 V/50 Hz 2,8 kW

Scheppach Fabrikation von Holzbearbeitungsmaschinen GmbH
D-89335 Ichenhausen / BRD
Dear customer,
cheppach Fabrikation von Holzbearbeitungsmaschinen GmbH Günzburger Str. 69, D-89335 Ichenhausen
Ichenhausen, 11.11.2016
Signature:
$$ M. B - \ell h $$
pp
Markus Bindhammer (Leiter Technische Innovation und Dokumentationsbeauftragter)
Warranty
Scheppach Fabrikation von Holzbearbeitungsmaschinen GmbH
PANNES ET REMEDES 87
Dimensions mini larg. x haut.
Dimensions maxi haut.
[mm] 8x8
[mm] 120
- Abaque des vitesses de coupe sur toupe – rapport entre diamètres des outils et vitesses de rotation - Schnittgeschwindigkeitstabelle in Abhängigkeit von Werkzeugdurchmesser und Drehzahl (n max. keinesfalls überschreiter) - Cutting speed chart subject to tool diameter and speed (n max. exceed not at all)
Scheppach Fabrikation für Holzbearbeitungsmaschinen GmbH Günzburger Str. 69, D-89335 Ichenhausen
Ichenhausen, 11.11.2016
M. B-4h
Signature : i.V.
Markus Bindhammer (Leiter Technische Innovation und Dokumentationsbeauftragter)
Garantie
Fräsanschlag in der Maschine.
Deckel wieder anschrauben!
Attention!
Schrauben für den Fräsanschlag im
Spindelkasten
Attention!



- Spindle Moulder
- Verehrter Kunde,
- HINWEIS:
- Wir empfehlen Ihnen:
- Lesen Sie vor der Montage und vor Inbetriebnahme den gesamten Text der Bedienungsanweisung durch.
- Inhaltsverzeichnis
- ALLGEMEINE HINWEISE 4
- BESTIMMUNGSGEMÄße VERWENDUNG 5
- RESTRISIKEN 6
- LIEFERUMFANG 6
- TECHNISCHE DATEN 7
- AUFSTELLEN UND JUSTIEREN 10
- SCHUTZ- UND DRUCKVORRICHTUNG (LIEFERUMFANG) 10
- BOGENFRÄS- SCHUTZKASTEN (LIEFERUMFANG) 10
- ELEKTRISCHER ANSCHLUß 11
- SCHALTER FÜR „RECHTS-LINKSLAUF“ 12
- SCHALTPLAN 380-420V / 50Hz 14
- SCHALTPLAN 220-240V / 50Hz 15
- INBETRIEBNAHME 16
- DREHZAHLEINSTELLUNG 18
- ARBEITSHINWEISE 20
- RICHTIGES RÜSTEN 21
- VERSCHIEDENE EINSATZMÖGLICHKEITEN DER FRÄSMASCHINE 22
- WARTUNG 27
- RIEMEN NACHSPANNEN 27
- FEHLERSUCHE 28
- SONDERZUBEHÖR : 28
- EG-KONFORMITÄTSERKLÄRUNG 29
- GARANTIE 29
- Allgemeine Hinweise
- Werkstückführung
- → Dehrichtung und Drehzahlauswahl
- → Drehrichtung
- → Drehzahlauswahl
- ⇒ Maschinenbedienung, Auswahl und Einstellung von trennenden Schutzeinrichtungen
- ⇒ Fräsen am Anschlag bei dem die Bearbeitung über die volle Werkstücklänge reicht
- ⇒ Fräsen der Längsseite und der Querseite
- → Bogenfräsen
- → Einsetzfräsen
- → Zapfenschneiden und Schlitzen
- Bestimmungsgemäße Verwendung
- Dokumentation
- Restrisiken
- Lieferumfang
- Tischfräsmaschine Molda 5.0f
- Zubehör
- Baumaße:
- Frässpindel:
- Maße der zu Bearbeiteten Werkstücke:
- Betriebsbedingungen:
- Lagerbedingungen:
- Geräuschkennwerte
- Anmerkung
- Aufstellen und justieren
- Höhenausgleich
- Abb. "A"
- Achtung!
- Schutz- und Druckvorrichtung (Lieferumfang)
- Abb.: „B“
- Bogenfräs- Schutzkasten (Zubehör)
- Anlaufring (Zubehör)
- Bogenfräsanschlag (Zubehör)
- Bogenanschlagplatten
- Elektrischer Anschluß
- Schalter für „Rechts-Linkslauf“
- Motor-Bremseinrichtung
- Betriebsart / Einschaltdauer
- Schadhafte Elektro-Anschlußleitungen
- Mögliche Ursachen:
- Drehstrommotor
- Anschlüsse und Reparaturen der elektrischen Ausrüstung dürfen nur von einer Elektrofachkraft durchgeführt werden.
- Inbetriebnahme
- Fräswerkzeug und Einlegering
- Abb. "G"
- Frästiefe Feineinstellung
- Anschlagprofil einstellen
- Bogenfräsanschlag Abb. „I“
- Abb."I"
- Einstellungen
- Abb."J"
- Außenradien
- Deckel öffnen.
- - Handgriff lösen (1)
- - Riemenspanner lösen (2)
- Drehzahl wählen
- Frässpindel-Verstellung
- !! Achtung !!
- Spindelhöhenverstellung: 100 mm
- Spindel-Schrägstellung
- Grundsätzlich Probefrässung durchführen und das Werkstück nachmessen!
- Hinweis
- Abb. "N"
- Arbeitshinweise
- Netzstecker ziehen!
- Werkstückführung Abb. "O"
- Die Werkstück-Vorschubrichtung ist grundsätzlich von der Motor-Drehrichtung abhängig.
- Werkstück - Vorschubrichtung
- Werkstück – Andruck von oben
- Werkstück – Andruck von seitlich
- Fräswerkzeug – Drehrichtung
- Sicherheitsabstand bei Verwendung des Vorschubapparates
- Führungsleiste einsetzen
- Die Voraussetzung für sicheres Arbeiten!
- Wechseln des Fräswerkzeuges
- Verschiedene Einsatzmöglichkeiten der Fräsmaschine
- Fräsen der Längsseite
- Sicherheitshinweis:
- Fräsen der Stirnseite
- Einsatzmöglichkeiten ver- schiedener Fräswerkzeuge
- D Holzverbindungen
- Riemen nachspannen
- Abb. "Z"
- Fehlersuche
- Sonderzubehör :
- EG-Konformitätserklärung
- Garantie
- Molda 5.0f
- Dear customer,
- cheppach Fabrikation von Holzbearbeitungsmaschinen GmbH Günzburger Str. 69, D-89335 Ichenhausen
- Warranty
- PANNES ET REMEDES 87
- Attention!
Marke : SCHEPPACH
Modell : Molda 5.0f
Kategorie : Fräsmaschine