
Multiweld 180MC - Schweißgerät GYS - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts Multiweld 180MC GYS als PDF.
| Produkttyp | Halbautomatisches MIG/MAG-Schweißgerät, Fülldraht und MMA |
| Marke | GYS |
| Modell | Multiweld 180MC |
| Stromversorgung | Einphasig 230 V - 50/60 Hz - Stecker CEE7/7 16 A |
| Maximaler Schweißstrom | 180 A |
| Schweißverfahren | MIG/MAG, Fülldraht (No Gas), MMA (Stabelektrode) |
| Schweißbare Materialien | Stahl, Edelstahl, Aluminium |
| Drahtdurchmesser | Stahl/Edelstahl: 0,6 / 0,8 mm; Fülldraht: 0,9 mm; Aluminium: 0,8 / 1,0 mm |
| Schutzgas | Stahl: Ar+CO₂ (8-12 L/min); Edelstahl: 2% CO₂-Gemisch; Alu: Reines Argon (20-30 L/min); Max. Druck 0,5 MPa (5 bar) |
| Schutzgrad | IP21 |
| EMV-Klasse | Klasse A |
| Betriebstemperatur | -10 bis +40 °C |
| Lagertemperatur | -20 bis +55 °C |
| Maximale Höhe | 1000 m |
| Maximale Luftfeuchtigkeit | 50% bei 40°C / 90% bei 20°C |
| Netzkabellänge | 2 m |
| Kühlungsart | Temperaturgeregelte Belüftung |
| Sonderfunktionen | Anti-Sticking (MMA), Drahtgeschwindigkeitseinstellung, Spannung, Induktivität |
| Anzeige | Digitale Anzeigen |
| Spulenträger | 200 / 300 mm |
| Gewicht (geschätzt) | 18 kg |
| Abmessungen (L x B x H) geschätzt | 40 x 30 x 30 cm |
Häufig gestellte Fragen - Multiweld 180MC GYS
Benutzerfragen zu Multiweld 180MC GYS
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Schweißgerät kostenlos im PDF-Format! Finden Sie Ihr Handbuch Multiweld 180MC - GYS und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. Multiweld 180MC von der Marke GYS.
BEDIENUNGSANLEITUNG Multiweld 180MC GYS
Schutzgasschweißgerät
Soldadura MIG/MAG
Аппараты MIG/MAG
MIG/MAG Lasapparaat
WARNHINWEISE - SICHERHEITSVORSCHRIFTEN
ALLGEMEINEANWEISUNG

Diese Anweisungen müssen vor dem Einsatz des Gerätes gelesen und richtig verstanden werden. Nehen Sie nur die in der Anleitung beschriebenen Veränderungen und Wartungen vor.
Der Hersteller haftet nicht für Personen- oder Sachschäden jeglicher Art, die auf eine nicht konforme Benutzung entgegen den Anweisungen in diesem Handbuch zurückzuführen sind. Bei mangelnden Wissen zum Umgang muss eine Fachperson zum richtigen Umgang mit der Anlage konsultiert werden.
UMFELD
Diese Anlage darf nur für Schweißarbeiten innerhalb des auf dem Typenschild und/oder im Handbuch angegeben begrenzten Rahmen benutzt werden. Die Sicherheitsanweisungen sind zu beachten. Im Falle eines zweckwidrigen oder gefährlichen Gebrauchs übernimmt der Hersteller keine Haftung. Das Gerät muss in einem Raum benutzt werden, der frei ist von Staub, Säure, entzündbarem Gas oder anderen korrosiven Substanzen. Das gleiche gilt für seine Lagerung. Eine ausreichende Luftzirkulation beim Gebrauch ist sicherzustellen.
Temperaturbereich: Gebrauch zwischen -10 und +40 °C (+14 und +104 °F).
Lagerung zwischen -20 und +55 °C (-4 und 131 °F).
Luftfeuchtigkeit: Unter oder bis einschließlich 50 % bei 40 °C (104 °F).
Unter oder bis einschließlich 90 % bei 20 °C (68 °F).
Höhe: Bis zu 1000 m über Meeresspiegel (3280 Fuß).
INDIVIDUELLER SCHUTZ UND SCHUTZ FÜR ANDERE
Lichtbogenschweißen kann gefährlich sein und ernsthafte, sogar tötliche Verletzungen verursachen. Während des Schweißens ist die Person einer gefährlichen Hitzequelle, Lichtbogenstrahlung, Magnetfeldern (Achtung beim Tragen von Schrittmachern), Elektroschockrisiken, Lärm und Gasausströmungen ausgesetzt. Um sich und andere richtig zu schützen, sind die folgenden Sicherheitsanweisungen zu befolgen:

Zum Schutz vor Verbrennungen und Strahlungen ist die richtige Kleidung zu tragen, die den gesamten Körper abdeckt: ohne Aufschlag, isolierend, trocken, unentzündbar und in gutem Zustand.

Handschuhe tragen, die die elektrische und thermische Isolierung sicherstellen.

Schweißschutz und/oder Schweißschutzhaube mit ausreichend hohem Schutzniveau tragen (je nach Anwendung verschieden). Bei Reinigungstätigkeiten die Augen schützen. Insbesondere Kontaktlinsen sind zu untersagen. Zur Absicherung des Schweißbereiches gegen Lichtbogen, Spritzern und glühenden Abfallstoffen kann es manchmal notwendig sein, die Bereiche durch unentflammbare Vorhänge abzugrenzen. Die Personen im Schweißbereich sind zu informieren, dass sie weder in die Lichtbogenstrahlung noch auf die glühenden Schweißstücke starren, und dass sie angemessene Schutzkleidung tragen.

Schutzhelm gegen den Lärm tragen, falls das Schweißverfahren einen Lärmpegel erreichen sollte, der die zugelassene Grenze übersteigt.
Mit Händen, Haaren und Kleidern Abstand zu beweglichen Teilen (Ventilator) halten. Niemals die Schutzvorrichtungen des Kühlaggregats entfernen, wenn die Schweißstromquelle unter Spannung steht. Der Hersteller übernimmt im Falle eines Unfalls keine Haftung.

Die gerade geschweißten Werkstücke sind heiß und können bei der Handhabung Verbrennungen verursachen. Vor jeder Wartung des Brenners oder des Elektrodenhalters ist zu überprüfen, ob diese kalt genug sind, was nach mindestens 10 Minuten Wartezeit der Fall sein sollte. Das Kühlaggregat muss bei Einsatz eines wassergekühlten Brenners eingeschaltet sein, um sicherzustellen, dass die Flüssigkeit keine Verbrennungen verursachen kann. Für den Schutz von Personen und Sachen ist es wichtig, den Arbeitsbereich vor dem Verlassen abzusichern.
SCHWEISSRAUCH UND GAS

Beim Schweißen entstehender Rauch, Gas und Staub sind gesundheitsschädlich. Eine ausreichende Lüftung ist vorzusehen, in manchen Fällen ist eine Luftzufuhr erforderlich. Im Falle einer unzureichender Belüftung kann eine Frischluftmaske eine Lösung sein. Effizienz der Luftzufuhr gemäß Sicherheitsnormen überprüfen.
Achtung, auch in kleineren Bereichen ist zur Überwachung des Schweißprozesses ein Sicherheitsabstand einzuhalten. Außerdem kann das Schweißen von gewissen Stoffen schädlich sein, insbesondere, wenn sie Blei, Cadmium, Zink, Merkur oder sogar Beryllium enthalten. Die Werkstücke sind vor dem Schweißen zu entfetten. Die Flaschen müssen in offenen oder gut gelüfteten Bereichen gelagert werden. Sie müssen in vertikaler Position stehen und mit Halterungen oder auf einem Laufwagen befestigt sein.
Das Schweißen in der Nähe von Fett oder Farbe ist zu untersagen.
BRAND- UND EXPLOSIONSGEFAHR

Schweißbereich komplett absichern, entflammbare Stoffe in mindestens 11 Meter Entfernung aufbewahren. Eine Brandschutzausrüstung muss in der Nähe der Schweißarbeiten vorhanden sein.
Vorsicht vor Spritzern von heißen Substanzen oder Funkensprühungen, sogar durch Risse hindurch. Sie können eine Brand- oder Explosionsursache sein. Ausreichenden Sicherheitsabstand einhalten für Personen, brennbare Gegenstände und unter Druck stehende Behälter. Das Schweißen in Containern oder geschlossenen Röhren ist zu untersagen. Sollten diese offen sein, sind sie zu entleeren von allen brennbaren oder explosiven Substanzen (Öl, Treibstoff, Gasrückstände, ...). Schleifvorgänge dürfen nicht zur Schweißstromquelle oder zu den entzündbaren Stoffen hin ausgerichtet sein.
GASDRUCKAUSRÜSTUNG

Austretendes Gas kann in hoher Konzentration zum Erstickungstod führen. Sorgen Sie daher immer für eine gut belüftete Arbeits- und Lagerumgebung.
Achten Sie darauf, dass die Gasflaschen beim Transport verschlossen sind und das Schweißgerät ausgeschaltet ist. Lagern Sie die Gasflaschen ausschließlich in vertikaler Position und sichern Sie sie z.B. mithilfe eines entsprechenden Gasflaschenfahrwagens gegen Umkippen.
Verschließen Sie die Flaschen nach jedem Schweißvorgang. Schützen Sie sie vor direkter Sonneneinstrahlung, offenem Feuer und starken Temperaturschwankungen (z.B. sehr tiefen Temperaturen).
Positionieren Sie die Gasflaschen stets mit ausreichendem Abstand zu Schweiß- und Schleifarbeiten bzw. jeder Hitze-, Funken- und Flammenquelle.
Halten Sie mit den Gasflaschen Abstand zu Hochspannung und Schweißarbeiten. Das Schweißen einer Druckglasflasche ist untersagt. Bei Erstöffnung des Gasventils muss der Plastikverschluss/Garantiesiegel von der Flasche entfernt werden. Verwenden Sie ausschließlich Gas, das für die Schweißarbeit mit den von Ihnen ausgewählten Materialen geeignet ist.
ELEKTRISCHE SICHERHEIT

Das Gerät darf nur an einem Anschluss mit vorschriftsmäßig angeschlossenem Schutzleiter betrieben werden. Die in der abgebildeten Tabelle empfohlenen Sicherungsgrößen sind zu verwenden. Eine elektrische Entladung kann die direkte oder indirekte Ursache für einen ernsten, sogar tödlichen Unfall sein.
Niemals spannungsführende Teile berühren, sowohl innerhalb als auch außerhalb der unter Spannung stehenden Stromquelle (Brenner, Zangen, Kabel, Elektroden); denn diese sind an den Schweißstromkreis angeschlossen. Vor dem Öffnen der Schweißstromquelle muss diese für mindestens zwei Minuten vom Stromnetz getrennt werden, damit sich alle Kondensatoren entladen können. Nicht gleichzeitig Brenner oder Elektrodenhalter und Masseklemme berühren. Darauf achten, dass Kabel und Brenner, wenn sie beschädigt sind, durch qualifiziertes und geschultes Personal ausgetauscht werden. Die Größe des Kabelquerschnitts richtet sich nach der jeweiligen Anwendung. Ausschließlich trockene und gut erhaltene Kleidung tragen, um sich vom Schweißstromkreis zu isolieren. Isolierendes Schuhwerk tragen, unabhängig vom Arbeitsumfeld.
GERÄTEKLASSIFIZIERUNG

ACHTUNG! Dieses Gerät wird als Klasse A Gerät eingestuft. Es ist nicht für den Einsatz in Wohngebieten bestimmt, in denen die lokale Energieversorgung über das öffentliche Niederspannungsnetz geregelt wird. In diesem Umfeld ist es auf Grund von Hochfrequenz-Störungen und Strahlungen schwierig die elektromagnetische Verträglichkeit zu gewährleisten.

ACHTUNG! Dieses Gerät ist nicht mit der Norm IEC 61000-3-12 konform. Es ist dafür bestimmt, an private Niederspannungsnetze angeschloßen zu werden, die an öffentliche Stromnetze mit mittlerer und hoher Spannung angeschlossen. Bei Betrieb am öffentlichen Niederspannungsnetz, muss der Betreiber des Geräts sich beim Versorgungsnetzbetreiber informieren, ob das Gerät für den Betrieb geeignet ist.
Dieses Gerät ist mit der Norm EN 61000-3-11 konform.
ELEKTROMAGNETISCHE FELDER

Elektrischer Strom verursacht beim Durchfluss durch einen Leiter elektrische und magnetische Felder (EMF). Der Schweißstrom produziert ein elektromagnetisches Feld um den Schweißstromkreis und um das Schweißgerät herum.
Die elektromagnetischen Felder EMF können sich störend auf bestimmte medizinische Implantate auswirken, z.B. Herzschrittmacher. Schutzmaßnahmen für Personen mit medizinischen Implantaten müssen getroffen werden. Zum Beispiel, Zugangsbeschränkungen für Passanten oder eine individuelle Risikobewertung für die Schweißer.
Wie folgt vorgehen, um die Wirkung elektromagnetische Feldern, die vom Schweißstromkreis ausgehen, zu minimieren:
- Kabel zusammen verlegen und mit Kabelbindern befestigen, wenn möglich;
- sich so weit wie möglich mit Kopf und Brustkorb vom Schweißstrom entfernt halten;
- Schweißkabel niemals um den Körper wickeln;
- den Körper nicht zwischen die Schweißkabel bringen;
- Massekabel am Werkstück so nahe wie möglich zum Schweißbereich anschließen
- nicht neben der Schweißstromquelle arbeiten, sich nicht darauf setzen oder anlehnen;
- nicht schweißen beim Transport der Schweißstromquelle oder des Drahtvorschubmotor.

Personen mit einem Herzschrittmacher müssen vor der Benutzung des Gerätes einen Arzt konsultieren. Elektromagnetischen Feldern beim Schweißen können weitere, noch nicht bekannte Auswirkungen auf die Gesundheit haben.
EMPFEHLUNGEN ZUR AUSWERTUNG DES SCHWEISSBEREICHS UND DER SCHWEISSANLAGE
Allgemeines
Anweisungen des Herstellers haftet der Benutzer für die Anlage und den Gebrauch des Lichtbogenschweißgerätes. Falls elektromagnetische Störungen festgestellt werden, obliegt es dem Betreiber des Lichtbogenschweißgerätes die Situation mit technischer Unterstützung des Herstellers zu lösen. In manchen Fällen kann die Korrekturmaßnahme einfach sein wie z.B. die Erdung des Schweißstromkreises. In anderen Fällen kann es erforderlich sein, eine elektromagnetische Abschirmung, um die Schweißstromquelle und den gesamten Raum herum zu errichten, mit Montage von Eingangsfiltern. Auf jeden Fall müssen die elektromagnetischen Störungen soweit reduziert werden, bis sie nicht mehr beeinträchtigend wirken.
Bewertung des Schweißbereichs
Vor Installation eines Lichtbogenschweißgerätes muss der Benutzer die potentiellen elektromagnetischen Probleme im Umfeld bewerten. Folgendes ist zu beachten:
a) gibt es über, unter und seitlich des Lichtbogenschweißgerätes weitere Netz-, Steuer-, Signal- und Telefonleitungen;
b) Radio- und Fernsehempfänger bzw. Radio- und Fernsehsender;
c) Computer und andere Steuergeräte;
d) kritische Sicherheitsgeräte, wie z.B. Schutz von Industrieapparaten
e) Gesundheit von Personenin der Nähe, zum Beispiel mit Herzschrittmachern oder Hörgeräten;
f) benutztes Material für die Kalibrierung und Messung;
g) Imunität gegenüber anderen Materialien in der Umgebung.
Der Benutzer muss sich vergewissern, dass die anderen Materialien, die in der Umgebung benutzt werden, kompatibel sind. Das kann zusätzliche Schutzmaßnahmen erforderlich machen;
h) Tageszeit, wann das Schweißen oder die anderen Tätigkeiten auszuführen sind.
Die Größe des zu berücksichtigenden Umfelds ist abhängig von der Gebäudestruktur und den anderen Tätigkeiten, die dort stattfinden. Das Umfeld kann sich über den Bereich der Anlage hinaus weiter erstrecken.
Bewertung der Schweißanlage
Abgesehen von der Auswertung des Bereiches kann die Bewertung der Lichtbogenschweißanlagen dazu dienen, die Störfälle zu ermitteln und zu lösen. Es ist ratsam, dass die Auswertung der Emissionen die Maßnahmen vor Ort einschließt, wie vorgeschrieben in Artikel 10, CISPR 11. Die Maßnahmen vor Ort können auch ermöglichen, die Wirksamkeit der Abschwächungsmaßnahmen zu bestätigen.
EMPFEHLUNGEN ZUR VERMINDERUNG ELEKTROMECHANISCHER FELDER
a. Öffentliches Stromversorgungsnetz: Das Lichtbogenschweißgerät an das öffentliche Versorgungsnetz gemäß den Herstellerempfehlungen anschliessen. Falls Interferenzen entstehen, können zusätzliche Vorbeugemaßnahmen notwendig sein wie Filterung des öffentlichen Versorgungsnetzes. Die Netzleitung des Lichtbogenschweißgerätes in einem metallischen Schutzrohr oder vergleichbarem dauerhaft abschirmen. Die Abschirmung über die gesamte Leitungslänge sicherstellen. Die Abschirmung sollte mit in den Potentialausgleich einbezogenen werden.
b. Wartung des Lichtbogenschweißgerätes: Das Lichtbogenschweißgerät regelmäßig warten, unter Beachtung der Empfehlungen des Herstellers. Alle Anschlussstellen, Serviceklappen und Hauben müssen im Betrieb geschlossen und korrekt verriegelt sein. Das Lichtbogenschweißgerät darf, bis auf in der Gebrauchsanweisungen beschriebenen Änderungen und Einstellungen, nicht verändert werden.
c. Schweißkabel: Die Kabel sollten so kurz wie möglich sein, dicht nebeneinander, in Bodennähe oder auf dem Boden verlegt.
d. Potentialausgleich: Alle metallischen Gegenstände des Umfelds sollten mit in den Potentialausgleich einbezogen werden. Metallische Gegenstände, die an Werkstück angeschlossen sind, erhöhen für den Benutzer das Risiko eines elektrischen Schlags, wenn er gleichzeitig die metallischen Stücke und die Elektrode berührt. Der Benutzer sollte sich von solchen metallischen Gegenständen isolieren.
e. Erdung des Werkstücks: Wenn das Werkstück aus Gründen der elektrischen Sicherheit, oder aufgrund seiner Abmessungen und seines Standortes nicht geerdet werden kann, z.B. bei Schiffrümpfen oder bei Metallgerüsten von Gebäuden, kann eine Erdung des Werkstücks - in gewissen Fällen und nicht systematisch - die Emissionen vermindern. Das Erden von Werkstücken sollte vermieden werden, wenn diese die Verletzungsgefahr für die Benutzer erhöhen oder weiteres elektrisches Material beschädigt werden kann. Falls notwendig, sollte die Erdung des Werkstücks direkt erfolgen. In einigen Ländern ist der direkte Erdanschluss nicht zugelassen, in diesem Fall sollte der Anschluss über einen für das jeweilige Land geeigneten und zugelassenen Kondensator erfolgen.
f. Schutz und Abschirmung: Der selektive Schutz und die Abschirmung von anderen Kabeln und Geräten in der Umgebung können die Störprobleme begrenzen. Der Schutz der gesamten Schweißzone kann für spezielle Anwendungen in Betracht gezogen werden.
TRANSPORT UND TRANSIT DER SCHWEISSSTROMQUELLE

Die Schweißstromquelle ist mit einem Gurtband ausgestattet, mit dem sie von Hand transportiert werden kann. Das Gewicht darf allerdings nicht unterschätzt werden. Das Gurtband ist als Tragegurt für das Gerät bestimmt.
Verwenden Sie die Kabel oder den Brenner nicht, um die Schweißstromquelle zu bewegen. Es muss in eine vertikale Position bewegt werden. Führen Sie die Stromquelle nicht über Personen oder Gegenstände. Entfernen Sie am besten die Drahtspule, bevor Sie die Schweißstromquelle anheben oder transportieren.
GERÄTEINSTALLATION
- Schweißstromquelle auf einen Untergrund mit höchstens 10° Neigung stellen.
- Für ausreichende Belüftung der Schweißstromquelle und den Zugriff auf die Kontrollen sorgen.
- Nicht in einer Umgebung mit metallischen, leitfähigen Staubpartikeln benutzen.
• Die Schweißstromquelle muss vor Schlagregen geschützt und darf nicht direkt der Sonne ausgesetzt sein.
• Das Gerät erfüllt die Schutzklasse IP21: - Schutz vor Eindringen von gefährlichen Festkörperpartikeln mit Durchmesser von > 12,5 mm
- Schutz vor vertikalem Wassertropfen
Die Kabel für Netzanschluss, Verlängerung und das Schweißen müssen vollständig abgerollt sein, um jegliche Überhitzung zu vermeiden.

Der Hersteller übernimmt keine Haftung für Beschädigungen, die durch falschen und gefährlichen Gebrauch des Gerätes von Personen und Gegenständen verursacht wurden.

Schweißstreuströme können Schutzleiter, elektrische Geräte oder Installationen beschädigen und durch eine Überhitzung einen Brand verursachen.
- Alle Schweißverbindungen müssen fest verbunden sein, und regelmäßig überprüft werden!
- Das Gerät muss stabil befestigt und frei von elektrischen Problemen sein!
- Alle elektrisch leitfähigen Teile der Schweißstromquelle, wie Gehäuse, Fahrwagen und Hebevorrichtungen festbinden oder aufhängen, damit sie isoliert sind!
- Keine weiteren Gerätschaften wie Bohrer, Schleifvorrichtungen usw. auf die Schweißstromquelle, Fahrwagen oder Hebevorrichtungen legen ohne sie vorher zu isolieren!
- Schweißbrenner oder Elektrodenhalter immer auf eine isolierte Fläche abstellen, wenn sie nicht benutzt werden.
WARTUNG / HINWEISE


- Die Wartung darf nur von einer qualifizierten Person durchgeführt werden. Eine jährliche Wartung wird empfohlen.
- Stromversorgung durch Herausziehen des Steckers unterbrechen. Zwei Minuten warten, bevor mit der Arbeit begonnen wird. Im Innenbereich sind die Spannungen und Stromstärken hoch und gefährlich.
- Regelmäßig das Gehäuseoberteil abnehmen und entstauben. Dabei den Halt der elektrischen Verbindungen mit einem isolierten Werkzeug durch eine qualifizierte Person überprüfen
- Zustand der Netzleitungs regelmäßig kontrollieren. Ist diese beschädigt, muss sie vom Hersteller, seinem Kundenservice oder einer anderen qualifizierten Fachkraft ausgetauscht werden.
- Belüftungsöffnungen der Schweißstromquelle für die Luftzufuhr und -abfuhr frei lassen.
- Diese Stromquelle darf nicht zum Auftauen von gefrorenen Wasserleitungen, zur Batterieaufladung und zum Starten von Motoren benutzt werden.
INSTALLATION – FUNKTIONSWEISE DES PRODUKTS
Die Installation ist Personen vorbehalten, die vom Hersteller damit beauftragt wurden und hinreichend Erfahrung besitzen. Während der Installation darf der Generator nicht bereits am Netz anliegen. Um optimale Einstellwerte zu erhalten, sollten die mitgelieferten Schweißkabel verwendet werden.
BESCHREIBUNG
Wir freuen uns, dass Sie sich für ein Markengerät der Firma GYS entschieden haben und danken Ihnen für das entgegengebrachte Vertrauen. Bitte lesen Sie vor dem Erstgebrauch diese Betriebsanleitung sorgfältig durch.
Die MULTIWELD-Geräte sind halb-synergische MIG/MAG-, Fülldraht- und E-Hand-Schweißgeräte. Die Geräte sind mithilfe der Drehregler manuell einstellbar. Sie sind für Schweißarbeiten an Stahl-, Edelstahl- und Aluminiumblechen geeignet.
STROMVERSORGUNG
Mitgeliefert ist ein 16 A - Stromanschluss vom Typ CEE7/7, der an eine einphasige Wechselstromversorgung 230 V (50-60 Hz) mit drei Leitern angeschlossen wird, wobei der Neutralleiter zu erden ist. Die effektive Stromaufnahme (I1eff) ist auf dem Gerät wiedergegeben, bei Einsatzbedingungen unter Maximallast. Vorab ist nachzuprüfen, dass die Stromversorgung einschließlich Schalter und Sicherungen auf den erforderlichen Betriebsstrom ausgelegt sind. Manchmal kann es erforderlich sein, die verwendete Steckdose zu wechseln, um die Leistungsfähigkeit des Geräts voll auszunutzen.
Bei intensiver Last (> Einschaltdauer) kann es vorkommen, dass der Thermoschutz anspricht. In diesem Fall reißt der Lichtbogen ab, und die orangefarbene Lampe leuchtet auf.
BESCHREIBUNG (FIG I)
1- Bedienfeld zur Einstellung der Schweißparameter (Drahtgeschwindigkeit/Schweißspannung/Induktivität).
6- Netzkabel (2 m)
2- Schalter MIG / MMA 7- Aus- Schalter
3- Eurozentralanschluss zum Anschluss des Schweißbrenners 8- Aufnahmedorn für Drahtrolle ∅200/300 mm
4- Steckverbinder 9- LCD-Bedienfelder
5- Kabel Polaritätswechsel
VERWENDUNG VON VERLÄNGERUNGSKABELN
Alle Verlängerungskabel müssen die richtige Größe und den richtigen Querschnitt für die Spannung des Geräts haben. Verwenden Sie ein Verlängerungskabel, das den nationalen Vorschriften entspricht.
Eingangsspannung Abmessungen des Verlängerungskabels (<45m)
230 V - 1\~ 1.5 mm ^4
SYNERGISCHES STAHL-/ EDELSTAHL- SCHWEISSEN (MAG MODUS)
Ausgangsspannung und Drahtgeschwindigkeit anhand der Tabelle auf dem Gerät auswählen.
MULTIWELD kann 0,6/0,8 mm Stahl- und 0,8 mm Edelstahl-Drähte verschweißen. Das Gerät ist bei der Lieferung für den Betrieb mit ∅ 0,8 mm Stahl- und Edelstahldraht werksseitig voreingestellt. Das Kontaktrohr, die Spur der Antriebsrolle und die Führungsseele des Brenners sind für diesen Betrieb eingestellt. Wenn Sie ∅ 0,6 mm Draht benutzen, verwenden Sie bitte einen Brenner, der nicht länger als 3m ist. Ersetzen Sie das Kontaktrohr (ABB. IV-D) und die Drahtförderrollen durch die Art.-Nr. 042339 mit einer 0,6mm Nut (nicht im Lieferumfang enthalten). In diesem Fall, positionieren Sie die Rollen so, dass 0,6 sichtbar ist. Stahl-Schweißen verlangt die Anwendung von entsprechenden Gasgemischen wie Argon + CO2 (Ar + CO2). Der Mengenanteil der Komponenten variiert je nach Anwendung. Verwenden Sie ein Gemisch von 2% CO2 bei Edelstahl. Bitten Sie bei der Auswahl des richtigen Gases einen Gase-Fachhändler um Empfehlung. Die richtige Gasdurchflussmenge bei Stahl beträgt 8 bis 12 l/min je nach Umgebung und Schweisserfahrung. Maximaler Gasdruck : 0.5MPa (5 Bar).
SYNERGISCHES ALUMINIUM - SCHWEISSEN (MIG MODUS)
Ausgangsspannung und Drahtgeschwindigkeit anhand der Tabelle auf dem Gerät auswählen.
Die MULTIWELD können zum Schweißen von 0,8mm oder 1,0mm Aluminium-Drähten ausgerüstet werden (ABB II-B).
Alu-Schweissen verlangt die Anwendung von entsprechenden Rein-Argon.
Bitten Sie bei der Auswahl des richtigen Gases einen Gase-Fachhändler um Empfehlung.
Der Mengenanteil der Komponenten variert je nach Anwendung. Verwenden Sie ein Gemisch von 2% CO2 bei Edelstahl.
Die richtige Gasdurchflussmenge bei Aluminium beträgt 20 bis 30 L/min je nach Umgebung und Schweisserfahrung. Maximaler Gasdruck : 0.5MPa (5 Bar).
Wesentliche Unterschiede in der Einrichtung der Maschine zwischen Stahl und Aluminium sind unter anderem:
- Drahtführungsrollen : benutzen Sie spezifische Drahtführungsrollen für Aluminiumdraht.
- Aluminiumdraht muss mit möglichst geringem Anpressdruck zwischen den Drahtförderrollen transportiert werden, da er sonst deformiert und ungleichmäßig gefördert wird.
- Kapilarrohr: benutzen Sie das Kapilarrohr nur für den Stahldraht (Stahlführungsseele).
- Brenner: benutzen Sie einen speziellen Brenner für Alu. Dieser Brenner verfügt über eine Teflonführungsseele, wodurch die Reibung im Brenner reduziert wird. Die Führungsseele am Rande des Anschlusses bitte NICHT abschneiden sondern bis zu den Drahtförderrollen führen (Abb. B).
- Kontaktrohr: Benutzen Sie ein Kontaktrohr SPEZIELL für Alu, das dem Drahtdurchmesser entspricht.
FÜLLDRAHT SCHWEISSEN
Ausgangsspannung und Drahtgeschwindigkeit anhand der Tabelle auf dem Gerät auswählen.
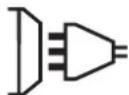
MULTIWELD kann Fülldraht verschweißen, wenn Sie die Polarität umkehren und einen maximalen Druck von 5Nm beachten. Beachten Sie die Anweisungen auf Seite 75, um diese Funktion zu nutzen. Fülldrahtschweißen mit einer Standarddüse kann zur Überhitzung des Brenners führen und diesen beschädigen. Verwenden Sie daher vorzugsweise eine spezielle Düse für Fülldrahtschweißen (Art.-Nr.041868) oder schweißen Sie optional ohne Düse: Originaldüse muss entfernt werden (Abb. III).
SCHWEISSEN MIT UMHÜLLTEN ELEKTRODEN
- Der Polaritätswahlstecker muss beim E-Hand-Schweißen ausgesteckt werden, um Elektroden- und Massekabel an den entsprechenden Buchsen anschließen zu können. Beachten Sie die auf der Elektrodenverpackungen beschriebenen Angaben zur Polarität.
- Beachten Sie die allgemeinen Regeln zur Unfallprävention beim Schweißen.
- Diese Geräte verfügen über die 1 Charakterista eines Inverters:
- Anti-Sticking verbessert den Einbrand und verhindert mögliches Festbrennen. Nach der Aktivierung der Anti-Sticking-Funktion müssen Sie 3 Sekunden warten bis Sie schweißen können.
BEDIENEINHEIT (FIG.V)
| 1 | • Beim Einschalten leuchtet die grüne Anzeige («ON») auf.• Bei einem Stromausfall erlischt die grüne LED. Das Gerät bleibt aber betriebsbereit, solange der Netzstecker nicht gezogen wird. |  |
| 2 | Orange Anzeige:• Übertemperatur : Warten Sie bis die Anzeige wieder erlischt, das Gerät ist dann wieder betriebsbereit.• Fehler in der Stromversorgung : Schalten Sie das Gerät mit dem Hauptschalter aus und wieder ein. |  |
| 3 | • Linker Drehregler:Beim MIG/MAG-Schweißen: Einstellung der Drahtgeschwindigkeit.Beim E-Hand-Schweißen: Einstellung des Schweißstroms. |  |
| 4 | • Rechter Drehregler: Einstellung der Schweißspannung. |  |
| 5 | Drehregler für Lichtbogendynamik: manuelle Einstellung des Lichtbogendynamik.Stufe MINI bis MAX: harter Lichtbogen bis weicher Lichtbogen. |  |
| Tipp:Die richtige Drahtgeschwindigkeit stellt man nach dem Abbrandgeräusch ein: der Lichtbogen sollte mit wenigen Knattergeräuschen stabil brennen.Bei zu geringer Geschwindigkeit ist der Lichtbogen nicht stabil.Bei zu hoher Geschwindigkeit knattert der Lichtbogen und der Draht drückt den Brenner weg.Mit der Induktivität (Drossel) kann die «Härte» des Lichtbogens eingestellt werden:Bei kleiner Induktivität ist der Lichtbogen hart und stabil.Bei hoher Induktivität ist der Lichtbogen weich mit wenig Spritzern. | ||
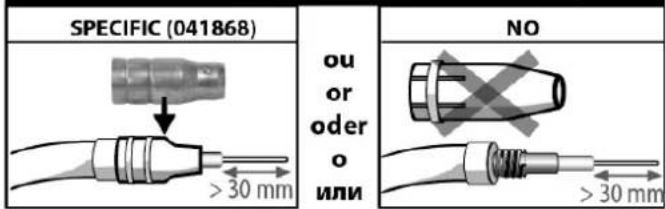
MONTAGE DER DRAHTROLLEN UND SCHWEISSBRENNER (FIG. IV)
- Entfernen Sie das Kontaktrohr (Fig. E) sowie die Düse vom Brenner (Fig. D).
Fig. A : Klappen Sie den Seitendeckel des Gerätes auf. - Justieren Sie die Drahtrollenbremse (1), um die Drahtrolle bei Schweißstop gegen Nachdrehen zu sichern. Ziehen Sie diese generell nicht zu fest!
Um eine ∅ 200mm Drahtrolle ordnungsgemäß zu befestigen, drehen Sie die Rändelmutter bis zum Anschlag fest. Der Adapter (4) ist ausschließlich für die Aufnahme von ∅ 200mm Spulen vorgesehen.
Fig. B :
- Bei den mitgelieferten Rollen handelt es sich um Doppelnut-Stahlrollen (0.8 und 0.9).
Für 0,8mm Stahldrähte verwenden Sie die 0,8mm V-Form Spur. Für 0,9mm Fülldrähte verwenden Sie die 0,9mm Spur.
Für 0,8mm Aludrähte ersetzen Sie die V-Spur durch eine 0.8mm U-Form Spur (nicht mitgeliefert).
Fig. C :
Um den Transportandruck korrekt einzustellen, gehen Sie wie folgt vor :
- Lockern Sie die Einstellschraube der Drahtführung (2), legen Sie den Draht ein, und schließen Sie die Drahtantrieb ohne festzuziehen.
- Betätigen Sie bei eingelegtem Draht den Brennertaster
- Justieren Sie die Einstellschraube bei betätigtem Brennertaster bis der Draht sauber transportiert wird.
Achtung: Aluminiumdraht muss mit möglichst geringem Anpressdruck zwischen den Drahtförderrollen transportiert werden, da er sonst deformiert und ungleichmäßig gefördert wird.
- Lassen Sie den Draht ca. 5 cm aus dem Brenner herauskommen und montieren das zu dem benutzten Draht passende Kontaktrohr (Fig. D), sowie die passende Düse (Fig. E).
GAS-ANSCHLUSS
- Den korrekten Druckminderer an der Gasflasche montieren. Benutzen Sie den Gasschlauch (Fig. F), der mit dem Gerät geliefert wird. Um Gasverlust zu vermeiden, benutzen Sie die in der Zubehörbox enthaltenen Schlauchklemmen.
- Regeln Sie die Gasdurchflussmenge mit dem Einstellrad am Druckminderer.
Hinweis : Die Einstellung der Gasdurchflussmenge wird einfacher, wenn sie bei entspanntem Drahtvorschub den Brennertaster betätigen und die Durchflußmenge am Manometer ablesen.
Dieses Verfahren gilt nicht für den Fülldraht Modus.
EMPFOHLENE KOMBINATIONEN
| (mm) | Strom (A) ∅ Draht (mm) ∅ Düse (mm) Durchflussmenge (L/min) | ||||
| MIG | 0.8-2 20-100 0.8 12 10-12 | ||||
| 2-4 100-200 1.0 12-15 12-15 | |||||
| MAG | 0.6-1.5 15-80 0.6 12 8-10 | ||||
| 1.5-3 80-150 0.8 12-15 10-12 | |||||
| 3-8 150-300 | 1.0/1.2 | 15-16 12-15 | |||
VERLETZUNGRISIKO DURCH BEWEGLICHE TEILE

Die Drahtvorschübe besitzen bewegliche Teile, die Hände, Haare, Kleidung oder Werkzeug erfassen und so Verletzungen verursachen können!
- legen Sie nicht eine Hand zu schwenken oder Komponenten oder Teile an den Antrieb in Bewegung! - Stellen Sie sicher, dass die Gehäusedeckel oder Schutzabdeckungen bleiben während des Betriebs geschlossen!
- Tragen Sie beim Einfädeln des Schweißdrahts und beim Wechseln der Schweißdrahtspule keine Handschuhe.
THERMOSCHUTZ UND HINWEISE
Wenn der Thermoschutz des Gerätes aktiviert wird, liefert das Gerät keinen Schweißstrom mehr. Die orange (Fig-V-2) leuchtende Überhitzunganzeige auf dem Display blinkt solange die Temperatur des Gerätes nicht wieder normal geworden ist.
- Verschliessen Sie nicht die Lüftungsöffnungen des Gerätes, um die Luftzirkulation zu ermöglichen.
- Lassen Sie das Gerät nach dem Schweißen oder während der Thermoschutz aktiv ist am Netz angeschlossen und eingeschaltet, um das Abkühlen des Gerätes durch den Lüfter zu ermöglichen.
Im allgemeinen: - Beachten Sie die Grundregeln des Schweißen.
- Vergewissern Sie sich, dass die Luftzirkulation ausreichend ist.
- Arbeiten Sie nicht auf einer nassen Fläsche.
FEHLER, URSACHEN, LÖSUNGEN
| FEHLERSUCHE | URSACHE | LÖSUNG |
| Drahtvorschubgeschwindigkeit nicht konstant. | Das Kontaktrohr ist verstopft. | Reinigen Sie das Kontaktrohr oder tauschen Sie es aus und benutzen Sie Antihaftspray (Art.-Nr. 041806). |
| Der Draht rutscht im Antrieb durch. | Prüfen Sie den Druck des Rollenantriebes oder ändern die Antriebsnut auf die korrekte Drahtstärke.- Drahtführungsschlauch des Brenners nicht korrekt. | |
| Motor läuft nicht. | Bremse der Drahtrolle oder Rollenantrieb zu fest.. | Lockern Sie die Bremse und den Rollenantrieb. |
| Versorgungsproblem. Prüfen Sie, ob der Schalter auf Position «EIN» ist. | ||
| FEHLERSUCHE URSACHE LÖSUNG | ||
| Schlechte Drahtförderung. | Drahtführungsschlauch verschmutzt oder beschädigt. | Reinigen Sie den Drahtführungsschlauch oder tauschen Sie diesen aus. |
| Anpressdruck zu niedrig. Anpressdruck auf Draht erhöhen. | ||
| Drahtrollen-Bremse zu fest. Lockern Sie die Bremse. | ||
| Kein Schweißstrom. | Fehlerhafte Netzversorgung. | Prüfen der Netzversorgung (Stecker, Kabel, Steckdose, Sicherung). |
| Fehlerhafte Masseverbindung. | Prüfen Sie die Masseklemme (Verbindung und Klemmenzustand). | |
| Brenner defekt. Prüfen Sie den Brenner bzw. tauschen Sie diesen aus. | ||
| Drahtstau im Antrieb. | Seele fehlerhaft. Prüfen bzw. austauschen. | |
| Draht blockiert im Brenner. Prüfen, reinigen oder austauschen. | ||
| Fehlendes Kapillarrohr. Prüfen und einsetzen. | ||
| Drahtvorschubgeschwindigkeit zu hoch. Drahtvorschubgeschwindigkeit reduzieren. | ||
| Die Schweißnaht ist porös. | Gasfluß zu niedrig. | Korrigieren Sie die Gaseinstellung. |
| Reinigen Sie das Material. | ||
| Gasflasche leer. Austauschen. | ||
| Schlechte Gasqualität. Austauschen. | ||
| Zugluft. Schweißzone abschirmen. | ||
| Schmutzige Gasdüse. Reinigen oder austauschen. | ||
| Schlechte Drahtqualität. Austauschen gegen geeigneten Schweißdraht. | ||
| Schweißmaterial von schlechter Qualität (Rost, ...) | Schweißgut reinigen. | |
| Starke Spritzerbildung. | Lichtbogenspannung zu niedrig oder zu hoch. | Schweißparameter kontrollieren. |
| Masse schlecht positioniert. | Positionieren Sie die Masse näher an der Schweißstelle. | |
| Schutzgasfluss zu gering. | Prüfen und Einstellen. | |
| Gasmangel am Brenner. | Fehlerhafte Gasverbindung. | Gasschläuche und Verbindungen prüfen. Druckminderer und Magnetventile prüfen. |
GARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 24 Monate nach Kauf angezeigt werden (Nachweis Kaufbeleg).
Die Garantieleistung erfolgt nicht bei:
- Durch Transport verursachten Beschädigungen.
- Normalem Verschleiß der Teile (z.B. : Kabel, Klemmen, usw.) sowie Gebrauchsspuren.
- Von unsachgemäßem Gebrauch verursachten Defekten (Sturz, harte Stöße, Demontage).
- Durch Umwelteinflüsse entstandene Defekte (Verschmutzung, Rost, Staub).
Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten Kostenvoranschlages durch den Besteller. Im Fall einer Garantieleistung trägt GYS ausschließlich die Kosten für den Rückversand an den Fachhändler.

ELEKTRISCHE VEILIGHEID

GEBRUIK VAN VERLENGSNOEREN
III. NO GAS Torche / Torch / Brenner / Antorcha / Горелка / NO GAS toorts / Torcia NO GAS / Palnik NO GAS / NO GAShořák
NO GAS Torche/Torch/Brenner/Antorcha/Горелка
IV
* Einschaltdauer gemäß EN60974-1 (10 Minuten - 40°C). Bei sehr intensivem Gebrauch (>Einschaltdauer) kann der Thermoschutz ausgelöst werden. In diesem Fall wird der Lichtbogen abgeschaltet und die entsprechende Warnung erscheint auf der Anzeige. Das Gerät zum Abkühlen nicht ausschallen und laufen lassen bis das Gerät wieder bereitist. Das Gerät entspricht in seiner Charakteristik einer Spannungsequelle mit fallender Kennlinie. Die Strongquelle hat eine flache Kenniliencharakteristik. In einigen Ländern wird U0 als TCO bezeichnet.





- WARNHINWEISE - SICHERHEITSVORSCHRIFTEN
- ALLGEMEINEANWEISUNG
- Diese Anweisungen müssen vor dem Einsatz des Gerätes gelesen und richtig verstanden werden. Nehen Sie nur die in der Anleitung beschriebenen Veränderungen und Wartungen vor.
- UMFELD
- INDIVIDUELLER SCHUTZ UND SCHUTZ FÜR ANDERE
- SCHWEISSRAUCH UND GAS
- BRAND- UND EXPLOSIONSGEFAHR
- GASDRUCKAUSRÜSTUNG
- ELEKTRISCHE SICHERHEIT
- GERÄTEKLASSIFIZIERUNG
- ELEKTROMAGNETISCHE FELDER
- EMPFEHLUNGEN ZUR AUSWERTUNG DES SCHWEISSBEREICHS UND DER SCHWEISSANLAGE
- Allgemeines
- Bewertung des Schweißbereichs
- Bewertung der Schweißanlage
- EMPFEHLUNGEN ZUR VERMINDERUNG ELEKTROMECHANISCHER FELDER
- TRANSPORT UND TRANSIT DER SCHWEISSSTROMQUELLE
- GERÄTEINSTALLATION
- WARTUNG / HINWEISE
- INSTALLATION – FUNKTIONSWEISE DES PRODUKTS
- BESCHREIBUNG
- STROMVERSORGUNG
- BESCHREIBUNG (FIG I)
- VERWENDUNG VON VERLÄNGERUNGSKABELN
- SYNERGISCHES STAHL-/ EDELSTAHL- SCHWEISSEN (MAG MODUS)
- SYNERGISCHES ALUMINIUM - SCHWEISSEN (MIG MODUS)
- FÜLLDRAHT SCHWEISSEN
- SCHWEISSEN MIT UMHÜLLTEN ELEKTRODEN
- MONTAGE DER DRAHTROLLEN UND SCHWEISSBRENNER (FIG. IV)
- Fig. B :
- Fig. C :
- Achtung: Aluminiumdraht muss mit möglichst geringem Anpressdruck zwischen den Drahtförderrollen transportiert werden, da er sonst deformiert und ungleichmäßig gefördert wird.
- GAS-ANSCHLUSS
- VERLETZUNGRISIKO DURCH BEWEGLICHE TEILE
- THERMOSCHUTZ UND HINWEISE
- GARANTIE
- ELEKTRISCHE VEILIGHEID
- GEBRUIK VAN VERLENGSNOEREN
Marke : GYS
Modell : Multiweld 180MC
Kategorie : Schweißgerät