Gyspot Combi Arcpull - Generator GYS - Kostenlose Bedienungsanleitung
Finden Sie kostenlos die Bedienungsanleitung des Geräts Gyspot Combi Arcpull GYS als PDF.
Benutzerfragen zu Gyspot Combi Arcpull GYS
0 Frage zu diesem Gerät. Beantworten Sie die, die Sie kennen, oder stellen Sie Ihre eigene.
Eine neue Frage zu diesem Gerät stellen
Laden Sie die Anleitung für Ihr Generator kostenlos im PDF-Format! Finden Sie Ihr Handbuch Gyspot Combi Arcpull - GYS und nehmen Sie Ihr elektronisches Gerät wieder in die Hand. Auf dieser Seite sind alle Dokumente veröffentlicht, die für die Verwendung Ihres Geräts notwendig sind. Gyspot Combi Arcpull von der Marke GYS.
BEDIENUNGSANLEITUNG Gyspot Combi Arcpull GYS
MISE EN ROUTE ET RÉGLAGES
WARNING - SICHERHEITSREGELN
ALLGEMEINER HINWEIS

Die Missachtung dieser Bedienungsanleitung kann zu schweren Personen- und Sachschäden führen. Nehmen Sie keine Wartungsarbeiten oder Veränderungen an dem Gerät vor, die nicht in der Anleitung genannot werden. Nehmen Sie keine Wartungsarbeiten oder Veränderungen an dem Gerät vor, die nicht in der Anleitung genannot werden.
Der Hersteller haftet nicht für Verletzungen oder Schäden, die durch unsachgemäß Handhabung these Geräts entstanden sind. Bei Problemen oder Unclarheiten wenden Sie sich an eine Person, die mit dem richtigen Umgang der Installation qualifiziert ist.
UMGEBUNG
Dieses Gerätarf nur dazu verwendet werden, Schweißarbeiten innerhalb der auf dem Typenschild und/oder in der Anleitung angegebenen Grenzbereichen durchzuführen. Beachten Sie die Sicherheitsanweisungen. Bei unangemessener oder gefährlicher Verwendung haftet der Hersteller nicht.
Das Gerät muss in einem Raum betrieben oder gelagert werden, der frei von Staub, Säuren, brennbaren Gasen oder anderen korrosiven Stoffen ist. Achten Sie auf eine gute Belüftung und ausreichenden Schutz bzw. Ausstattung der Räumlichkeiten.
Temperaturbereich:
Verwendung zwischen -10 und +40^ (+14 und +104°F).
Lagertemperatur zwischen -20 und +55^ (-4 und 131^ ).
Luftfeuchtigkeit:
Kleiner oder gleich 50% bei 40^ (104°F).
Kleiner oder gleich 90% bei 20^ (68^)
Meeresheh:
Das Gerät ist bis in eine Meereshöhe von 1000 m (3280 Fuß) einsetzbar.
INDIVIDUELLER SCHUTZ UND SCHUTZ VON ANDEREN
Lichtbogenschweiben kann gefährlich sein und zu schweren - unter Umständen auch tödlichen - Verletzungen führen. Es ist für den Gebrauch durch qualifiziertes Personal bestimmt, das eine angemessene Schulung für den Umgang mit dem Gerät erhalten hat (z. B.: Karosserie-Ausbildung).
Beim Schweiben sind Personen einer gefährlichen Quelle von Hitze, Lichtbogenstrahlung, elektromagnetischen Feldern (Vorsicht bei Trägern von Herzschrittmachern), der Gefahr eines Stromschlags, Lärn und Gasen ausgesetzt.
Schützen Sie dazu sich selbst und andere. Beachten Sie unbedingt die folgenden Sicherheitschinweise:

Um sich vor Verbrennungen und Strahlung zu schützen, tragen Sie Kleidung, die keine Aufschläge hat, isolierend, trocken, feuerfest und in gutem Zustand ist und den ganzen Körper bedeckt.

Tragen Sie elektrisch- und wärmeisolierende Handschuhe.

Tragen Sieitte Schweischutzkleidung und einen SchweiSchutzhelm mit einer ausreichenden Schutzstufe (je nach SchweiBart und -strom). Schutzen Sie Ihre Augen bei Reinigungsarbeiten. Kontaktlinsen sind ausdrucklich verboten! Schirmen Sie den SchweiBereich bei entsprchenden Umgebungsbedingungen durch SchweiVorhange ab, um Dritte vor Lichtbogenstrahlung, SchweiSpritzern und gluhenden Abfallen zu schutzen. In der Naine des Lichtbogens befindliche Personen müssen ebenfalls auf Gefahren hingewiesen werden und mit der notigen Schutzausrustung ausgerustet werden.

Verwenden Sie einen Lärmschutzhelm, wenn der Schweißprozess einen Gerauschpegel über dem zulässigen Grenzwert erreicht (dasselbe gilt für alle Personen im Schweißbereich).
Hände, Haare, Kleidung von den beweglichen Teilen (Ventilator) fernhalten.
Entferen Sie unter keinen Umständen das Gerätegehause, wenn these am Stromnetz angeschlossen ist. Der Hersteller haftet nicht bei einem Unfall.

ACHTUNG! Das Werkstück ist nach dem Schweiben sehr hei! Seien Sie daher im Umgang mit dem Werkstück vorsichtig, um Verbrennungen zu vermeiden. Bei Wartungsarbeiten an Pistole oder Elektrodenhalter muss sichergestellt werden, dass sie/er ausreichend abgekühlt ist, indem man mindestens 10 Minuten vor den Arbeiten wartet. Der Arbeitsbereich muss zum Schutz von Personen und Geräten vor dem Verlassen geschichert werden.
SCHWEISSRAUCH/-GAS

Die beim Schweiben entstehenden Dämpfe, Gase und Stäube sind gesundheitsgeführend. Es muss für eine ausreichende Belüfung gesorgt werden, manchmal ist eine Luftzuführ erforderlich. Eine Frischluftmaske kann bei unzureichender Belüfung eine Lösung sein. Überprüfen Sie die Wirksamkeit der Luftansaugung, indem Sie diese anhand der Sicherheitsnormen überprüfen.
Achtung: Das Schweiben in kleinen Räumen erfordert eine Überwachung des Sicherheitsabstands. Außer dem kann das Schweiben von bestimmten Materialien, die Blei, Cadmium, Zink, Quecksilber oder Beryllium enthalten, besondere schädlich sein. Vor dem Schweiben sollen Sie die Elemente entfetten. Die Flaschen müssen in offenen oder gut belufteten Räumen gelagert werden. Sie müssen sich in senkrechter Position befinden und an einer Halterung oder einem Fahrwagen angebracht sein. Es darf nicht in der Höhe von Fett oder Farbe geschweit werden.
BRAND- UND EXPLOSIONSGEFAHR

Sorgen Sie für ausreichenden Schutz des Schweißbereichs. Brennbare Materialien müssen mindestens 11 m entfern't sein.
Brandschutzausrüstung muss im Schweißeich vorhanden sein.
Beachten Sie, dass die beim Schweißen entstehende heiße Schlacke, Spritzer und Funken eine potenzielle Quelle für Feuer oder Explosionen darstellen. Personen, brennbare Gegenstände und Druckbehälter auf sicherem Abstand halten. Das Schweißen in geschlossenen Behätern oder Rohren ist zu untersagen und wenn diese geöffnet sind, müssen diese von brennbaren oder explosiven Stoffen (Öl, Kraftstoff, Gasrückstände...) entleert werden.
Schleifarbeiten dürfen nicht auf die Schweißstromquelle oder auf brennbare Materialien gerichtet werden.
UMGANG MIT GASFLASCHEN

Austretendes Gas kann in hoher Koncentration zum Erstickungstod führen. Sorgen Sie dazu immer für eine gut beluftete Arbeits- und Lagerumgebung.
Der Transport muss auf sichere Art und Weise erfolgen: Flaschen geschlossen und die SchweiBstromquelle ausgeschaltet. Lagern Sie die Gasflaschen ausschlieBlich in vertikaler Position und sichern Sie sie z. B. mithilfe eines entspruchenden Gasflaschenfahrwagens gegen Umkippen.
Verschlieben Sie die Gasflaschen nach jedem SchweiBvorgang. Achten Sie auf Temperaturschwankungen und Sonneneinstrahlung. Die Flaschearf nicht in Kontakt mit einer Flamme, einem Lichtbogen, der Pistole,einer Erdungsklemme oder einer anderen Wärme-oder Gluhquellekommen.
Halten Sie die Flasche von Strom- und Schweibkreisen fern und schweiBen Sie niemals in ihre unmittelbarer Höhe. Vorsicht beim Offnen des Flaschenventils, den Kopf vom Ventil wegbewegen und sicherstellen, dass das verwendete Gas für den SchweiBprozess geeignet ist.
ELEKTRISCHE SICHERHEIT

Das verwendete Stromnetz muss zwingend geerdet sein. Verwenden Sie nur die empfohlenen Sicherungen.
Ein elektrischer Schlag kann zu schweren direkten oder indirekten Unfälle oder)sagar
Berühren Sie niemals spannungsfährende Teile innerhalb oder außerhalb der unter Spannung stehenden Stromquelle (Pistolen, Klemmen, Kabel Elektroden), da diese an den Schweißstromkreis angeschlossen sind.
Bevor Sie die Schweißstromquelle öffnen, müssen Sie sie unbedingt vom Netz trennen und 2 Minuten warten, damit alle Kondensatoren entladen werden. Berühren Sie niemals gleichzeitig die Achse der Pistole oder den Elektrodenhalter und die Masseklemme.
Sorgen Sie damit, dass Kabel bei Beschädigung durch qualifiziertes und autorisiertes Personal ersetzt werden. Dimensi-nieren Sie den Querschnitt der Kabel entsprechend der Anwendung. Tragen Sie zur Isolierung beim Schweiben immer trockene Kleidung in gutem Zustand. Achten Sie unabhängig von den Umgebungsbedingungen stets auf isolerendes Schuhwerk.
Achtung! Oberfläche sehr heißt. Verbrennungsgefahr.
- Heiße Werkstücke und Geräte können Verbrennungen verursachen.
- Berühren Sie heiße Werkstücke nicht mit bloßen Händen.
- Warten Sie, bis die Werkstücke und das Gerät abgekühlt sind, bevor Sie sie anfassen.
- Bei Verbrennungen •(sofort mit Wasser absplänen und einen Arzt aufsuchen.
CEM-KLASSE DES GERÄTS

Der Norm IEC 60974-10 entspruchend, wird these Gerät als Klasse A Gerät eingestuft und ist somit für den industriellen und/oder professionellen Gebrauch geeignet. An diesen Standorten kann es aufgrund von leitungsgebundenen sowie abgestrahnten Hochfrequenzstörungen zu potenziellen Störungen bei der Gewährleistung der elektromagnetischen Verträglichkeit kommt.
Stahl:
Dieses Gerät entspricht nicht IEC 61000-3-12 und ist für den Anschluss an private Niederspannungsnetze bestimmt, die an das öffentliche Versorgungszeta nur auf Mittel- und Hochspannungsebene angeschlossen sind. Wenn es an ein öffentliches Niederspannungsnetz angeschlossen ist, müssen der Installateur oder Benutzer des Geräts durch Rücksprüche mit dem Betreiber des Verteilungsnetzes sicherstellen, dass das Gerät angeschlossen werden kann.
Alu:
Unter der Voraussetzung, dass die Impedanz des öffentlichen Niederspannungsnetzes am gemeinsamen Koppelpunkt kleiner als Zmax = 0,45 Ohm ist, entspricht these Gerät der Norm IEC 61000-3-11 und kann an öffentliche Niederspannungsnetze angeschlossen werden. Der Installateur oder Benutzer des Geräts mussen sicherstellen, dass die Netzimpedanz den Impedanzbeschränkungen entspricht, wobei er ggf. Den Betreiber des Verteilungsnetzes konsultieren muss.
Stahl / Alu:
Dieses Gerat ist mit der Norm IEC 61000-3-11 konform.
EN 61000-3-11
Stahl:
Dieses Gerät entspricht IEC 61000-3-11, wenn die Netzimpedanz am Verbindungspunkt mit der elektrischen Installation kleiner ist als die maximal zulässige Netzimpedanz Zmax = 0,130 Ohm.
EN 61000-3-12
Alu:
Dieses Gerät ist mit der Norm IEC 61000-3-12 konform.
ELEKTROMAGNETISCHE EMISSIONEN

Der durch einen Leiter fliebende elektrische Strom erzeugt lokale elektrische und magnetische Felder (EMV). Beim Betrieb von Lichtbogenschweibanlagen kann es zu elektromagnetischen Störungen kommt.
Elektromagnetische Felder (EMF) konnen bestimmte medizinische Implantate storen, z. B. Herzschrittmacher. Für Personen, die medizinische Implantate tragen, müssen Schutzmaßnahmen ergriffen werden. Zum Beispiel Zugangseinschrankungen oder individuelle Risikobewertung für Schweizer.
Alle Schweizer sollen den folgenden Verfahren anwenden, um die Wirkung von elektromagnetischen Feldern aus dem Schweizstromkreis zu minimieren:
- Legen Sie die Schweißkabel zusammen – befestigen Sie sie mit einem Kabelbinder, wenn möglich;
- Achten Sie daraufuf, dass Ihr Oberkörper und Kopf sich so welt wie möglich vom Schweißschaltkreis befinden;
- Achten Sie darauf, dass sich die Schweißkabel nicht um ihren Körper wickeln;
- Positionieren Sie den Körper nicht zwischen den Schweißkabeln. Die zwei Schweißkabel sollen stets auf einer Seite liegen;
SchlieBen Sie das Rückfuhrungskabel am Einsatzstück so nah wie möglich an den zu schweiBenden Bereich an; - Arbeitsen Sie nicht in der Nähe der Schweißstromquelle, nicht darauf auf setzen oder an sie anlehen;
- beim Transportieren der Schweißstromquelle oder des Drahtvorschubgeräts nicht schweißen.

Personen, die Herzschrittmacher oder Hörgeräte tragen, sollen den sich vor Arbeiten in der Nähne der Maschine, von einem Arzt beraten halten.
Durch den Betrieb these Gerätes konnen medizinische, informationstechnische und andere Geräte in Ihr Funktionswise beeinträchtigt werden.
EMPFEHLUNGEN ZUR BEURTEILUNG DES SCHWEISSBEREICHS UND DER SCHWEISSINSTALLATION
Allgemein
Der Anwender ist für den korrekten Einsatz des Schweißgerätes und des Materials gemäß den Herstellerangaben verantwortlich.
Treten elektramagnetische Störungen auf, liegt es in der Verantwortung des Anwenders des Schweigerats, mit Hilfe des Herstellers eine Lösung zu finden. In manchen Fälle kann diese Abhilfemaßnahme so einfach sein wie die Erdung des Schweibstromkreises. In anderen Fälle kann es erforderlich sein, eine elektramagnetische Abschirmung um die Schweißstromquelle und das gesamte Werkstück herum aufzubauen, wobe Eingangsfilter montiert werden müssen. In jedem Fall mussn elektramagnetische Störungen reduziert werden, bis sie nicht mehr stären.
Beurteilung des Schweizbereichs
Vor der Installation des Lichtbogenschweigerats sollte der Anwender potenzielle electromagnetische Probleme im umliegenden Bereich bewerteten. Auf Folgendes ist zu achten:
a) Das Vorhandensein von anderen Strom-, Steuer-, Signal- und Telefonkabeln oberhalb, unterhalb und kein dem Lichtbogenschweiggerät;
b) Radio- und Fernsehempfänger und -sender;
c) Computer und andere Steuerungsgeräte;
d) Sicherheitskritische Einrichtungen, zum Beispiel Schutz von Industrieanlagen;
e) die Gesundheit der Mitarbeiter, zum Beispiel wenn diese Herzschrittmacher oder Hörgeräte/TRagen;
f) Geräte, die zur Parametrierung oder Messung verwendet werden;
g) die Störfestigkeit anderer Einrichtungen in der Umgebung.
Der Anwender muss die Verfügbarkeit anderer Alternativen prufen. Weitere Schutzmaßnahmen können erforderlich sein;
h) durch die Tageszeit, zu der die SchweiBarbeiten ausgeführrt werden müssen.
Die Grübe des Umgebungsbereichs ist von den örtlichen Strukturen und anderen Dortstattfindenden Aktivitäten abhängig. Die Umgebung kann sich über die Grenzen des Schweißplatzes hinaus erstrecken.
Bewertung der SchweiBanlage Neben der Bewertung des Bereichs kann die Bewertung von Lichtbogenschweigeraten dazu dieren, Störungsfalle zu ermitteln und zu behuben. Die Emissionsbewertung soll Vor-Ort-Messungen umfassen, wie in Antikel 10 der CISPR 11 spezifiziert. In-situ Messungen können auch die Wirksamkeit der Maßnahmen bestätigten.
EMPFEHLUNGEN ZU METHODOEN ZUR SENKUNG ELEKTROMAGNETISCHER EMISSIONEN
a. Öffentliche Stromversorgung: Das Lichtbogenschweiβgerät sollte gemäß der Hinweise des Herstellers an die öffentliche Versorgung angeschlossen werden. Wenn es zu Störungen kommt, müssen Sie möglicherweise zusätzliche Gegenmaßnahmen ergreifen, wie z. B. die Filterung des öffentlichen Stromnetzes. Es sollte in Betracht gezogen werden, das Stromkabel in einem Metallohr oder Ähnlichem von einem fest installierten Lichtbogenschweiβgerät abzuschirmen. Die elektrische Kontinuität der Abschirmung sollte über ihre gesamte Länge sichergestellt werden. Abschirmung anderer Einrichtungen in der Umgebung oder der gesamten Schweiβeinrichtung konnen erforderlich sein.
b. Wartung des Lichtbogenschweigerats: Das Lichtbogenschweigerat muss gemäß der Hinweise des Herstellers an die öffentliche Versorgung angeschlossen werden. Alle Zugänge, Betriebstüren und Abdeckungen sollenn geschlossen und ordnungsgemäß verriegelt sein, wenn das Lichtbogenschweigerat in Betrieb ist. Das Lichtbogenschweigerat sollte in keiner Weise verändert werden, abgesehen von den Änderungen und Einstellungen, die in den Anweisungen des Herstellers genannt werden. Insbesondere sollte die Lichtbogenfunkenstrecke von Lichtbogenzünd- und -stabilisierungsgeräten nach den Empfehlungen des Herstellers eingestellt und gewartet werden.
c. SchweiBkabel : Die Kabel sollenn so kurz wie möglich sein und zusammengelegt am Boden verlaufen.
d. Potenzialausgleich: Alle metallischen Teile des Schweißplatzes müssen in den Potenzialausgleich einbezogen werden. Metallgegenstände, die mit dem Werkstück verbunden sind, erhöhen allerdings das Risiko eines Stromschlags für den Bediener, wenn er sowohl diese Metallgegenstände als auch die Pistolenache berührt. Berühren Sie beim Schweißen keine nicht geerdeten Metallteile.
e. Erdung des zu schweibenden Werkstücks: Wenn das zu schweibende Werkstück aus Gründen der elektrischen Sicherheit oder aufgrund seiner Höhe und Lage nicht geerdet ist, was zum Beispiel bei Schiffrümpfen oder Stahlgerästen von Gebäuden der Fall ist, kann eine Verbindung, die das Werkstück mit der Erde verbindet, in einigen Fällen, aber nicht immer, die Emissionen verringnern. Erden Sie keine Werkstücke, wenn dadurch ein Verletzungsrisiko für den Benutzer oder die Gefahr der Beschädigung anderer elektrischer Geräte entsteht. Falls erforderlich, sollen die Verbindung des zu schweibenden Werkstücks mit der Erde direkt hergestellt werden In einigen Ländern, in denen diese direkte Verbindung nicht zulässig ist, sollte die Verbindung mit einem geeigneten Kondensator hergestellt werden, der entsprechend den nationalen Vorschriften ausgewähl wird.
f. Schutz und Abschirmung: Der Schutz und die selektive Abschirmung anderer Kabel und Geräte in der Umgebung können Interferenzprobleme reduzieren. Die Abschirmung der gesamten Schweizzone kann bei speziellen Anwendungen nötig sein.
TRANSPORT DER SCHWEISSSTROMQUEILLE

Das Schweigerat lassst sich mit einem Tragegriff auf der Geräte Oberseite bequem haben.
Unterschieden Sie jedoch nicht dessen Eigengewicht! Der Griff ist nicht als Lastaufnahme gemittel gedacht. Verwenden Sie keine Kabel oder Pistolen, um die SchweiBstromquelle zu bewegen. Das Gerä darf ausschließlich in vertikaler Position transportiert werden. Führren Sie die Stromquelle nicht über Personen oder Gegenstände. Halten Sie sich unbedingt an die entsprechenden Transportrichtlinien für SchweiBeräte und Gasflaschen. Für beiden gibt es entsprechliche Beförderungsvorschriften.
AUFBAU
- Stellen Sie das Gerät ausschließlich auf festen und sicheren Grund, dessen Neigungswinkel nicht länger als 10^ ist.
- Achten Sie auf eine gute Belüftung und ausreichend Schutz bzw. Ausstattung der Räumlichkeiten.
- Verwenden Sie das Gerät nicht in einer elektromagnetisch sensiblen Umgebung.
- Die Versorgungsspannung-, Verlängerungs- und Schweizkabel müssen komplett abgerollt werden, um ein Überhitzen zu verhindern.
- Der Hersteller übernimmt keine Verantwortung für Schäden an Personen und Gegenständen, die auf eine falsche und gefährliche Verwendung desses Geräts zurückzuführen sind.
- Der Netzstecker muss zu jeder Zeit frei zugänglich sein. Schützen Sie das Gerät vor Regen und direkter Sonneneinstruhlung.
Das Gerat ist IP21-Schutzart-kanform, d. h.: - das Gerät ist vor dem Eindringen mittelgroßer Fremdkörper mit einem Durchmesser >12,5 mm und
- das Gerät ist vor senkrecht fallenden Wassertropfen geschützt
- Die Versorgungsspannung-, Verlängerungs- und Schweizkabel müssen komplett abgerollt werden, um ein Überhitzen zu verhindern.

Der Hersteller GYS haftet nicht für Verletzungen oder Schäden, die durch unsachgemäß Handhabung dieser Gerätes entwickeln sind.
WARTUNG/HINWEISE

- Benutzer与此些 Geräts müssen eine angemessene Schulung in seiner Verwendung erhalten haben, um seine Leistung optimal nutzen und genormte Arbeitsen ausfuhren zu können (z. B.: Karosserie-Ausbildung).
- Vergewissern Sie sich vor jeder Reparatur an einem Fahrzeug, dass der Hersteller das eingesetzte Schweißverfahren genehmigt.

-
Wartung und Reparatur des Generators dürfen nur vom Hersteller durchgeführt werden. Alle Arbeiten an thisem Generator, die von einer dritten Person vorgenommen werden, führen zum Erlöschen der Garantiebedingungen. Der Hersteller übernimmt keine Verantwortung für Vorfälle oder Unfälle, die sich nach dieser Arbeit ereignen.
-
Schalten Sie die Stromversorgung aus, indem Sie den Steckerziehen, und warten Sie zwei Minuten, bevor Sie an dem Gerät arbeiten. Im Inneren des Geräts sind die Spannungen und Strome hoch und gefährlich.
- Alle SchweiBwerkzeuge nutzen sich bei ihrer Verwendung ab. Achten Sie daraufuf, dass diese Werkzeuge sauber bleiben, damit das Gerät sein volles Potenzial entfallen kann.
- Überprüfen Sie vor der Verwendung der Pistole den Zustand der verschiedene Werkzeuge (Stern, Einpunkt-Elektrode, Kohlenstoff-Elektrode, ..., reinigen Sie sie ggf. oder ersetzen Sie sie, wenn ihr Zustand schlecht erscheint.
- Nehmen Sie regelmäßig die Haube ab und blasen Sie den Staub aus. Lassen Sie die elektrischen Anschlüsse regelmäßig von einem qualifizierten Techniker prufen.
- Überprüfen Sie regelmäßig den Zustand des Netzkabels und des Kabelbaums des Schweßstromkreises. Bei sightbaren Beschädigungen müssen sie durch den Hersteller, seinen Kundendienst oder eine ähnlich qualifizierte Person ersetzt werden, damit keine Gefahr entsteht.
- Luftungsschlitze nicht bedecken.
INSTALLATION FUNKTIONSWEISE DES GERÄTS
BESCHREIBUNG DES GERÄTS (ABB-1)
Ausbeulgerat der neuen Generation 2 in 1. Mit GYSPOT COMBI ARCPULL konnen Karosserien aus Stahl und Aluminium ausgebeult werden. Garantierte Kosteneffizienz und Zeitersparnis durch diese Reparaturmethode durch Ziehen ohne Zerlegen.
Dieses Gerät enthalt 2 Dellenzieher mit 2 Bedienfeldern:
| Stahlausbeuler Aluminiumausbeuler | |
| Mit ihrer Stromquelle, Handpistole und ihrem Massekabel - wird die Pistole mit Brennertaster wird an Anschluss Nr. 6 und ihr Steuerkabel an Anschluss Nr. 5 angeschlossen - Die Pistole ohne Brennertaster (optional) wird an Anschluss Nr. 7 angeschlossen - Das Massekabel an Anschluss Nr. 4 | ZUM Hubzündungsschweiben festgelegt, seine Pistole mit Linearmotor mit integrierter Masse über 2 flexible Stifte - Die Pistole wird mit den Anschlüssen Nr. 8 und Nr. 9 verbunden - Das Steuerkabel der Pistole wird mit dem Anschluss Nr. 10 verbunden - Der Gasschauch wird mit Nr. 13 verbunden |
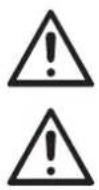
Stromquelle GYSPOT COMBI ARCPULL (ABB.-I)
1-Alu-Tastatur
2-Trennschalter (On/Off/On) M/A
3-Stahl-Tastatur
4-Massekabel Stahl
5- Steueranschluss Brennertaster der Pistole, Stahl
6-Texasbuchse fur Pistole mit Brennertaster, Stahl
7-Texasbuchse fur Pistole ohne Brennertaster, Stahl
8-Texasbuchse fur Kabelbaum,Pistole Alu (-)
9-Texasbuchse fur Stromkabel,Pistole Alu (+)
10- Socket for Steueranschluss - Schlauchpacket Pistole, Alu
11-Gasausgang fur Schlauchpacket, Pistole Alu
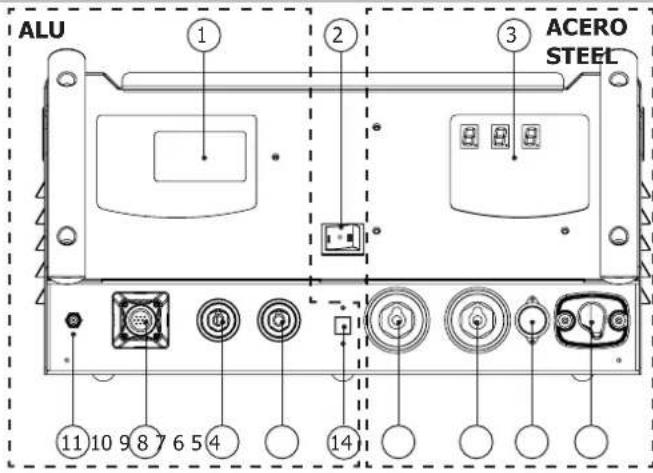
12-Netzkabel
13- Gaseingang, mit der Flasche verbunden (15 l/min) (G1/4 D6)
14- USB-Anschluss zur Aktualisierung der Alu-Soft.
GYSPOT ARCPULL 200 Automatikpistole - Alu-Funktion (ABB.-I)
1-Brennertaster
2- Verriegelungsring des Elektrodenhalters
3-Stangenverriegelungsrad
4- Steueranschluss Pistol-Kabelbaum
5-Texasbuchse positiv
6-Texasbuchse negativ
7-Gasanschluss
8-LED ON (grün)
9-Kontakt-LED (blau)
10-Fehler-LED (rot)
MENSCH-MASCHINE-SCHNITTSTELLE ALU (MMS) (ABB.-II)
1-MENU-Bestätigungsstaste
2-Taste Zurück
3-Taste G+
4-Taste G-
5-Taste D+
6-Taste D-
7-Display
MENSCH-MASCHINE-SCHNITTSTELLE STAHL (MMS) (ABB.-II)
1-Werkzeug-Anzeige
2-Anzeige Leistungsstufe
3-Anzeige Punktzeit
4- Kontrollleuchte manuelle Zündung
5-Kontrolleuche automatische Zündung
6-Taste zur Auswahl der Zündungsart
7-Anzeige fur thermischen Fehler
8-Ausbwaltaste Nutzungsmodus (Manuell/Synergie)
9- Tasten zur Auswahl der Punktzeit (+/-)
10-Kontrolleuche Modus MANUELL
11- Tasten zur Auswahl der Leistungsstufe (+ / - )
12-Kontrolleuchte SYNERGIE-Modus
13- Tasten zur Auswahl der Werkzeuge (+/-)
VERSORGUNG UND INBETRIEBNAHME
- Dieses Gerät wird mit einem 16 A-Stecker vom Typ CEE7/7 gefelert und muss an eine einphasige 230 V-Elektroinfallation (50 - 60 Hz) mit drei Leitungen und geerdetem Neutraleiter angeschlossen werden. Überprüfen Sie, ob ihre Stromversorgung und Schutzeinrichtungen (Sicherungen und/oder Fehlerstromschutzschalter) mit den für den Betrieb des Gerätes nötigen Werten übereinstimmen. Dieses Gerät ist so konzipiert, dass es an einer elektrischen Anlage mit einem 16 A-Leistungsschalter mit C, D oder K Charakteristik betreiben werden kann. Die effektive Stromaufnahme (I1eff) für Alu und die Dauerstromaufnahme (I1p oder ILp) für Stahl ist auf dem Gerät für die maximalen Betriebsbedingungen angegeben.
Alu-Funktion
Die linke Seite des Produkts Funktioniert mit Hubzündung und erhöglich das Schweiben von Aufsatzstücken: hauptsächlich Zugringe auf Aluminiumbasiswerkstoffen, aber auch Dübel und Isoliernagel auf Aluminium- und Stahlbasiswerkstoffen. Es verfügbar über eine synergetische und eine manuelle Betriebsart.
Die Inbetriebnahme erfolgt, indem der Ein/Aus-Schalter in der Mitte des Produkts nach links „|" gestellt wird.
- Das Gerät schaltet sich in den Schutzmodus, wenn die Versorgungsspannung mehr als 265 V AC beträgt (auf dem Bildschirm wird die Meldung NETZFEHLER angezeigt). Der Normalbetrieb wird wieder aufgenommen, sobald die Versorgungsspannung wieder in den Nennbereich zusückkehrt.
- Beim Einschalten startet das Gerät immer im Modus Synergie. Die Änderung des Modus (Manuell oder Synergie) erfolgt über das Hauptmenü.
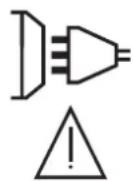
Wird mit dem folgenden Alu-Zubehör geliefert:
SCHUTZGAS
Je nach dem zu schweiben Material kann ein Schutzgas erforderlich sein.
Der Gasdurchsatz sollte zwischen 12 l/min und 15 l/min eingestellt werden.
In der folgenden Tabelle sind die Gase aufgelistet, die je nach den zu schweiben Aufsatzstücken und deren Material verwendet werden sollenn. Diese Tabelle dient nur zur Orientierung. Vorherige Schweisversuche werden empfohlen.
| Zu schweiben des Aufsatzstück Gas Ohne Gas Nutzung | |||
| Aluminium-Zugring Argon Nicht | empfohlen Empfohlen | ||
| Stift, Aluminium-Isoliernagel | ArHe 30 % Nicht empfohlen Empfohlen | ||
| Stahl-Zugring ArCO2 8 % Möglich | |||
| Stift, Stahl-Isoliernagel, usw. | ArCO2 8 % Möglich | ||
Hinweis:
Bei Aluminiumschweigungen kann reines Argon (Ar), anstelle des 30% igen Argon-Helium-Gemisches (ArHe 30% ) verwendet werden. Ebenso kann bei Stahlschweigungen (Fe oder FeCu) reines Argon (Ar) anstelle des 8% igen Argon- CO^2 -Gemischs verwendet werden ( ArCO^2 8% ). In diesen beiden Fälle sind die Schwei ^# parameter der Synergien nicht mehr gewährleistet, und möglicherweise muss in den Modus Manuell gewechselt werden.

Überschreiben Sie nicht 5Nm beim Anziehen einer Verbindung zum Gaseinlass des Geräts.

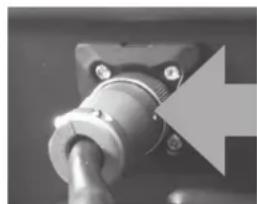
ANSCHLUSS DER PISTOLE AN DIE STROMQUELLE

Das Anschlieben und Trennen des Steuersteckers der Pistole an der Stromquellenbasis muss bei ausgeschalteter Stromquelle erfolgen.

Der Ring des Steueranschlusses der Pistole muss vor der Inbetriebnahme des Gerats immer korrekt auf den Sockel der Stromquelle geschraubt werden.
VERFAHREN ZUM SCHWEISSEN EINES AUFSATZSTUCKS MIT HUBZündUNG

| Phase | Zündung | Abbeizen | Lichtbogen | Befestigung | ||
| T (ms) | 0 bis 200 ms | 10 bis 500 ms | 0 bis 50 ms | |||
| I (A) | ≈ 80-150 A | 50 bis 60 A | 50 bis 200 A* | ≈ 80-150 A |
Zündung: Das Aufsatzstück (Zugring, Stifte, usw.) wird mit dem Trägerblech in Kontakt gebracht. Ein Druck auf den Brennertaster startet den Schweißvorgang: Die Stromquelle schickt Strom an den Stift, die Pistolenachse steigt leicht an, es entsteht ein Lichtbogen mit geringer Stärke.
Abbeizen: These Phase konnte auch als Vorwärmen bezeichnet werden. Die Stromquelle reguliert einen Strom, um einen Lichtbogen mit geringer Stärke zu gewährleisten, die durch diesen Lichtbogen erzeugte Wärme erhöglich:
-
Verunreinigungen des Trägerblechs (Fette, Öle, elektrolytische Verzinkung) zu verbrennen.
-
die beiden Teile vorzuwärmen und so den Wärmeschock des Schweßbogens zu begrenzen, um die Qualität der Schweinnaht zu verbessern.
In dieser Phase schmelzen weder das Aufsatzstück noch das Trägerblech.
Ebenso kann in dieser Phase die Zinkschicht von verzinktem Blech nicht freigelegt.
Lichtbogen: Die Stromquelle erhöht den Strom erheblich, um einen energiereichen Lichtbogen zu erzeugen, der ein Schmelzbad auf dem Trägerblech erzeugt und das Ende des Aufsatzstücks zum Schmelzen bringt.
Befestigung: Die Pistole taucht das Aufsatzstück in das Schmelzbad.
Hinweis: Die Dicke des Trägerblechs darf bei Stahl nicht weniger als 14 des Durchmessers des Aufsatzstücks und bei Aluminium nicht weniger als 12 des Durchmessers betragen.
HUBZUNDUNGSSCHWEISSEN

- Den Ringhalter befestigen.
- Entfermen Sie den Lack an der Stelle, an der geschweit werden soll.
- Wahlen Sie die für den zu schweiben Ring geeignete Synergie aus.
-
Verbinden Sie die negative Texasbuchse der Pistole mit dem Gerät (keine Verwendung einer Massenklemme).
-
Bei manuellem Betrieb: die digitale Feder „Flex" auf OFF stellen.
- Stecken Sie einen Ring in den Ringhalter.
- Entriegeln Sie die Masseanschluss-Stifte mit dem Rädchen.
- Positionieren Sie die Pistole auf dem Blech und bringen Sie den Ring mit dem Blech in Kontakt. Sobald die Pistole einen „Piepton" von sich gibt oder ihre Kontakt-LED (blau) leuchtet, verriegeln Sie die Masseanschluss-Stifte mit dem Rädchen.
- Den Brennertaster drucken.
- Entriegeln Sie nach dem Schweißen das Rädchen, um die Stifte zu losen, und haben Sie die Pistole an, um den Ring freizulegen.
Überprüfen der Texas-Stecker der Pistole :
| Zuschweibelendes Aufsatzstück | Anschluss des Plus-Kabels Anschluss des Plus-Kabels | Minuskabel Nutzung | |
| Aluminium-Zugring | Texas-Anschluss negativ (-) | Texas-Anschluss positiv (+) | Empfohlen |
| Stift, Alu-Isoliernagel | Texas-Anschluss positiv (+) | Texas-Anschluss negativ (-) | Empfohlen |
| Stahl-Zugring | Texas-Anschluss positiv (+) | Texas-Anschluss negativ (-) | Möglich |
| Stift, Stahl-Isoliernagel, usw. | Texas-Anschluss positiv (+) | Texas-Anschluss negativ (-) | Möglich |
Alle 30 Schweizungen von Zugringen erscheint auf dem Bildschirm die Meldung „Stifte überprüfen". Das Ende der Masseanschluss-Stifte kontrollieren Wenn diese Schweißspuren
aufweisen, schleifen Sie sie leicht mit Schleifpapier ab, um den elektrischen Kontakt wiederherzustellen.
Drücken Sie auf um den Zähler zu bestätigten und neu zu starten.

SCHWEISSEN IM SYNERGIE-MODUS
Im Modus Synergie werden die Lichtbogenlange, die Zeiten und Strome der verschiedene Schweibphaseen automatisch vom Gerät bestimmt. Eine Synergie wird also durch einen bestimmten Typ des zu schweiBenden Stucks, sein Material, sein Schutzgas seine Groß und das Trägerblech definiert.
Das zu verwendende Schutzgas wird auf dem Bildschirm angezeigt. Wenn die Polarität der Pistole falsch ist, erscheint eine Meldung auf dem Bildschirm und die Fehler-LED (rot) der Pistole blinkt.

Die verschiedene SchweiBparameter werden fur die von GYS verkaufen Aufsatzstücke festgelegt.
These Synergien bleiben fur Aufsatzstücke bis 35mm gultig, solange sie vom gleichen Typ und aus dem gleichen Material sind wie die von GYS verkaufen Aufsatzstücke (nach ISO 13918).
Die Synergien der Aluminium-Aufsatzstücke (ohne Zugringe) wurden auf vorgewärnten Trägerbleichen bei einer Temperatur von 50-60 °C ermittelt. Es empfehl't sich, vorher einige Schweißversuche auf einem Testblech vorzunehmen, um sicherzugehen, dass die Schweißstelle gut hält.
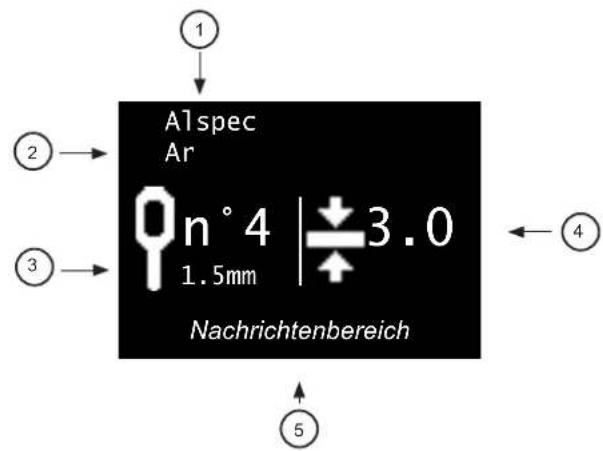
Auf dem Hauptbildschirm des Synergie-Modus wird Folgendes angezeigt:
1—Das Material des Aufsatzstücks: AlMg, Fe, FeCu, usw.
2 Die Art des Badschutzes: Kein Gas die Art des empfohlenen Gases,
3—Das Piktogramm des zu schweibenden Stücks
4 Die Stärke des Blechs, auf das das Stück geschlossen wird
5 - Ein Nachrichtenfeld, das den Status angibt, in dem sich das Gerät befindet
Ausgehend von der auf dem Bildschirm angezeigten Synergie, die durch einen Stück-Typ (3), sein Material (1) und seinen Schutz (2) definiert ist, können Sie durch Drücken von G+ und G- nur die große des Stücks (M4, M5 usw.)ändern, ohne das Menu Einstellungen
Aufrufen zu müssen.
| Aufsatzstück Piktogramme Anmerkungen | Gen Foto | |
| Zugring | Durch Drücken von G+ und G- werden alle im Gerät enthaltenen Ring-synergien durchlaufen. Das Material (1) und der Gasschutz (2) werden laufend aktualisiert. | 00 |
| Stift | Den Stiften zugehörige Synergien | 00 |
| Isoliernagel | ∅2 |
STÄRKE DES TRÄGERBLECHS

Angezeigte Stärke in Millimetern.
Um die Stärke des Blechs, auf das das Aufsatzstück geschlossen wird, zu erhöhen oder zu verringn, drücken Sie die Tasten D+ und D-. Die Stärkebereiche, die ausgewählten werden können, hangen von der Art, der große und dem Material des zu schweibenenden Stücks ab. Ist die Stärke des Blechs geringer als die auf dem Bildschirm angezeigte, kann das Trägerblech an der Schwellnaht eine Verformung erleiden.
Wenn das Gerät beigt, ist die Blechstärke hoch genug, um die Schweißparameter der Synergie nicht mehr zu beeinflussen. Wenn these Piktogramm nicht erscheidt, wurde die maximale Blechstärke erreicht. Bei Überschreitung dieser Stärke ist die Schweigung des Aufsatzstücks nicht mehr gewährleistet.
Hinweis: Wenn Sie vom Synergie-Modus in den Modus Manuell rechsein, werden alle SchweiBparameter (Ströme, Zeiten, Hohen, usw.) die mit dem Synergie-Modus verknüpf sind, in den Modus Manuell übertragen. So konnen die Einstellungen des Geräts verfeinert werden, wenn die Auswahl Synergie nicht dem erwarteten Ergebnis entspricht (zui viel oder zu weniger SchweiBenergie).
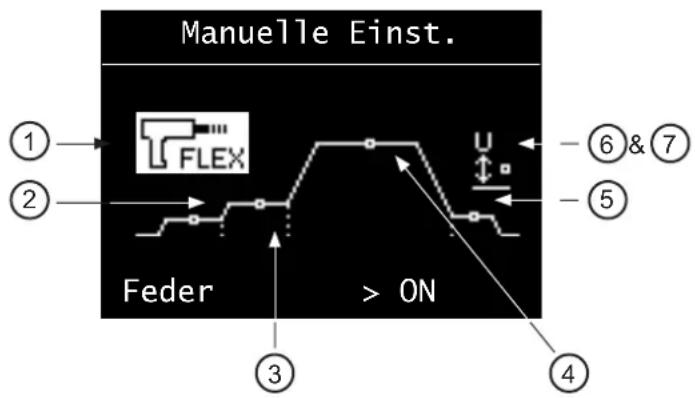
SCHWEISSEN IM MODUS MANUELL
Im Modus Manuell werden die Zeiten, Strome, die Hubhöhe des Aufsatzstücks und die Aktivierung der Digitalfeder vom Benutzer eingebehen.
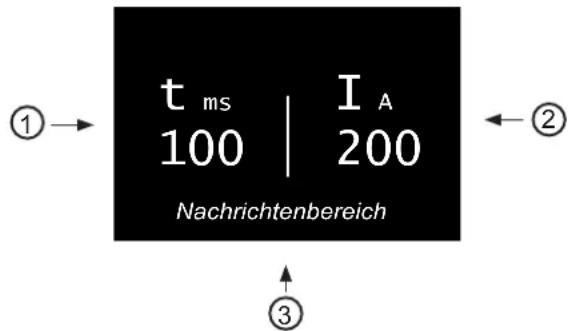
Auf dem Hauptbildschirm des Modus Manuell wird Folgendes angezeigt:
1 - Die Zeit des Lichtbogens in Millisekunden
2 - Der Strom des Lichtbogens
3 - Ein Nachrichtenfeld, das den Status angibt, in dem sich das Gerät befindet
| LISTE DER MELDUNGEN, DIE AM UTEREN RAND DES SCHWEISSBILDSCHIRMS ANGEZEIGT WERDEN | |
| Meldung Beschreibung | |
| Pistole getrennt Es ist keine Pistole an das Gerät angeschlossen. | |
| Texasbuchse getrennt Die positive Texasbuchse der Pistole ist nicht mit der Stromquelle verbunden. | |
| Anschluss an der Texasbuchse verpolt (Nur im Synergie-Modus). Die Polarität der Texasbuchse ist umgekehrt zu der von der Synergie geforderten. | |
| Bereit Nach dem Ruhezyklus steht das Gerät zum Schweißen bereit. | |
| Einzige Bewegung Ein Druck auf den Brennertaster wurde erkannt, ohne dass ein Aufsatzstück mit dem Trägerblech in Kontakt gekommen ist. Die Pistole führt dann nur eine mecha-nische Bewegung aus, die Stromquelle ist nicht aktiv. die Stromquelle ist nicht aktiv. | |
| Kontakt Ein Druck auf den Brennertaster wurde erkannt, ohne dass ein Aufsatzstück mit dem Trägerblech in Kontakt gekommen ist. Die Pistole führt dann nur eine mecha-nische Bewegung aus, die Stromquelle ist nicht aktiv. | |
| Schweißung Laufender Schweißzyklus | |
| Schweißung abgeschlüssen Der Schweißzyklus ist abgeschlüssen | |
| Gasvorströmung Wird angezeigt, wenn ein Druck auf den | Brennertaster erkannt wird, bevor die Gasvorströmung abgelaufen ist (siehe § 7.4.3). Damit die Schweißnaht entstehen, müssen Sie in Position bleiben (Aufsatzstück immer in Kontakt mit dem Trägerblech) und das Ende der Gasvorströmung abwarten. |
| Kontakt unterbrochen Wird angezeigt, wenn der Kontakt zwischen dem Auf-satzstück und dem Trägerblech verloren gegangen ist, bevor die Gasvorströmungszeit abgelaufen ist. | |
| Lichtbogenabbruch | Während des Schweißzyklus kam es zu einem Lichtbogenabbruch. Eine Überprüfung der Schweißnaht ist erforderlich. |
| Pistole anheiten Wird am Ende des Schweißzyklus angezeigt, wenn sich die Pistole noch auf dem Aufsatzstück befindet. | |
| HAUPTMENÜ | |
Um das Hauptmenu aus dem Synergie-Modus und dem Modus Manuell aufzurufen, drücken Sie auf die Taste Menu/ Bestätigen
Drücken Sie die Tasten G+ und G—, um den Cursor > der Überschrift zu bewegen. Wahlen Sie die Überschrift durch Drücken der Taste Menu/Bestätigung.
Hauptmenu
Einstellungen Manuell Modus Programme Konfiguration
- „Einstellungen" greift auf die Schweißparameter (synergetisch oder manuell) zu.
Modus Manuell" / Synergie-Modus"ändert den Schweißmodus des Geräts - Konfiguration greift auf die erweiterte Konfiguration des Geräts zu
(Sprachen, Gasmanagement, Informationen, usw.)
Drucken Sie die Taste Zurück, um zum Schweißbildschirm zurückzukehren.
EINSTELLMENU IM SYNERGIE-MODUS
Wenn das Gerät im Synergie-Modus arbeitet, können Sie im Menu Einstellungen den Typ des zu schweiBenden Aufsatzstücks, seine Groß, sein Material und die Art des Schutzgases auswahlen.
Im Synergie-Modus werden die Einstellungen in der Reihenfolge von ober nach unten gewählt:
1—Typ des Aufsatzstücks: Stifte, Nagel, Ring.
2—Gröbe des Aufsatzstücks „EP, elekt.“: Mx, Øx, usw.
3 — Materialien des Aufsatzstücks: Fe, FeCu, Al, usw.
4 — Schutzart der Schweibnacht: Hülse, Gasfrei oder mit Gas.oder mit Gas.
Hinweis: Wenn das Schweißen unter Schutzgas erfolgen muss, wird das Schutzgas angezeigt, das empfohlen wird, um die Festigkeit der Schweißen haht zu gewährleisten. Falls these Gas nicht verfügbar ist, muss möglicherweise in den Modus Manuell gewechselt werden.
Synergie Einstein.
Drücken Sie die Tasten G+ und G-, um den linken Cursor zu bewegen, und drücken Sie die Tasten D+ und D-, um die Werte der einzelnen Posten zu ändern. Ein Druck auf die Taste Menu/Bestätigen bestätigt die Validierung aus Synergie-Einstellungen und bringt das Gerät zurück zum Synergie-Schweßbildschirm.
Drücken Sie auf die Taste Zurück um die Einstellungen nicht zu übernehmen und zum Hauptmenü zurückzukehren.
EINSTELLMENU IM MODUS MANUELL
Wenn das Gerät im Modus Manuell arbeitet, können Sie im Menu Einstellungen, alle Parameter, die für eine Schweißenacht wichtig sind, einzeln einstellen.
Ein Druck auf die Taste G+ und G- hebt den ausgewählten Parameter hervor. Ein Druck auf die Taten D+ und Dändert den Wert these Parameters.
1-Digitalfeder „Flex“:
- Gibt die Antriebsauchse des Elektrodenhalters frei (ON) oder blockiert sie (OFF), wenn das Aufsatzstück das Trägerblech berührt.
- Sie sollen these Funktion für alle Aufsatzstücke außer für die Zugringe aktivieren.
2—Zündung:
- Einstellbar von -2 bis +8. Verwendet direkt den Sollwert des Stromwandelers des Geräts.
- Bei 0 (Standardwert), sorgt das Produkt für eine optimale Zündung ohne Lichtbogengefahr beim Anheiten des Aufsatzstücks und begrenzt gleichzeitig den Kurzschlussstrom.
- Bei wiederholtem Lichtbogenabriss Zündung leicht erhöhen.
3—Abbeizen: Einstellung der Zeiten (in Millisekunden), und des Abtragungsstroms.
4—Lichtbogen: Einstellung der Zeiten (in Millisekunden), und des Lichtbogenstroms.
5—Befestigung:
- Einstellbar von -2 bis +8. Verwendet direkt den Sollwert des Stromwandlers des Geräts.
- Bei 0 (Standardwert), sorgt das Produkt für eine optimale Befestigung der Elektrode auf dem Trägerblech
6—Höhe:
- Höhe (in Millimetern), um die das Aufsatzstück beim Schweisen angehoben wird.
- Eine zu große Höhe verstarkt den Lichtbogenstoff. Eine zu geringe Höhe
kann zu einem Kurzschluss, durch Verformung des Bolzenendes während des Schweißen, führen.
7—Kraft:
- Einstellbar von 0 bis 4. Wirkt direkt auf die Eintauchkraft des Einsatzes in das Schmelzbad (schmieden).
- Bei 0 ist die Eintauchkraft Null, bei 4 maximal. Bei Schweißen, die das Verhältnis von Durchmesser zu maximaler Blechstärke nicht einhalten. Möglicherweise muss diese Kraft reduziert werden, um das Durchstechen zu vermeiden.
Ein Druck auf die Taste Menu/Bestätigen bestätigt die Schweiz-Einstellungen und das Gerät keht zum manuellen Schweibbildschirm zurück.
Drücken Sie auf die Taste Zurück zum die Einstellungen nicht zu übernehmen und zum Hauptmenü zurückzukehren.
KONFIGURATION
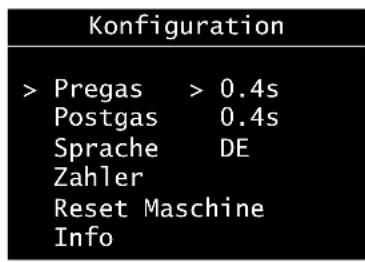
Drücken Sie die Tasten G+ und G-, um den linken Cursor zu bewegen (Gasvorströmung, Gasnachströmung, Sprache, Gerät zusücksetzen, Info.).
Wenn die Elemente: Gasvorströmung, Gasnachströmung oder Sprache markiert sind, drücken Sie die Tasten D+ und D-, um ihre Werte zu ändern.
| Einstellbereich Kommentar | ||
| Gasvorströmung Dann 0,2 s bis 3 skein Gas | Für das Schutzgasschweiben wird eine Gasvorströmung von mindestens0,4s empfohlen. | |
| Gasnachströmung | Kein Gas oder0,2 s bis 3 s | Wenn das Schweißen unter Schutzgas erfolgt, wird eine Gasnachströ-mung von mindestens0,4 s empfohlen. |
| Sprache FR, GB, DE | ||
Drücken Sie auf die Taste Zurück zum zum Hauptmenu zurückzukehren.
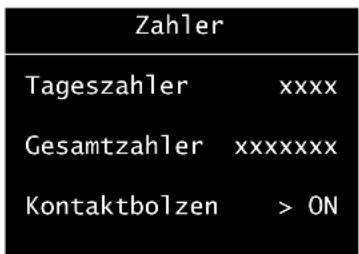
ZAHLER
Wenn „Zähler" ausgewähl ist, erscheint auf dem Bildschirm Folgendes:
- der Tageszahler: Anzahl korrekt ausgeführten Schweinnahme seit der Inbetriebnahme des Produkts. Diese Zähler wird beim Neustart des Produkts auf null zurückgesetzt.
- der Gesamtzahler: Anzahl der Schweinnahme, die das Produkt seit dem Verlassen der Fabrik korrekt ausgeführt hat.
Die Aktivierung/Deaktivierung der Warnmeldung über die Überprüfung der Masseanschluss-Stifte.
Drücken Sie G+ und G- für EIN oder AUS.
Gerat zurücksetzen,
Wenn, Gerat zurücksetzen" aus dem Menu Konfiguration gewählt wurde, wird das Gerät durch Drücken auf
Menü/Bestätigen in das Untermenü Gerät zurücksetzen gebracht.
Reset Maschine

V13.5ok
zum Bestätigen
Drücken Sie 3 Sekunden lang auf Menu/Bestätigten Geräts zu bestätigten.
um das Zurücksetzen des
Drücken Sie auf Zurück zum zum Menu Konfiguration zurückzukehren und das Zurücksetzen des Gerats abzubrechen. Das Zurücksetzen des Alu-Teils schaltet das Produkt zurück auf Französisch und Gasvorströmung und Gasnachströmung werden wieder auf 0,4 s 0,4 s zurückgesetzt
BeiderstenInbetriebnahme:
Info
Soft gene V3.0
Hard gene V1.0
Pistole 200-350
Soft Pistole V3.0
Hard Pistole V7.0
Das Informationsfeld gibt die Nummern der Software- und Hardwareversionen der Stromquelle und der Pistole an.
AKTUALISIERUNG UBER USB
Um neue Synergien und verbesserte Software zu nutzen, kann der Alu-Teil über den USB-Anschluss an der Vorder-seiteactualisiert werden. Wenden Sie sich an den GYS-Kundendienst und Fragen Sie nach der Vorgehensweise.
WERKZEUGE DER PISTOLE

Optional ist das Schweiben von Aufsatzstücken auf Alu / Stahl mit dem Zubehör am Ende der Anleitung möglich (Stift, Isoliernägel ...).
AUSWECHSELN DER MASSENANSCHLUSS-STIFTE DER PISTOLE
Lösen Sie das Feststellrad, damit die Masseanschluss-Stifte so welt wie möglich aus der Pistole hersauskommen.
DannziehenSiedasFeststellradwiederan.

Lösen Sie die beiden Schrauben an der Vorderseite und haben Sie die Abdeckung zur Vorderseite der Pistole hin ab.
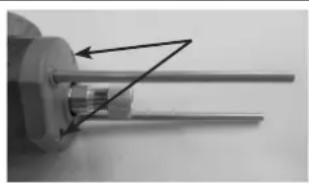
Lösen Sie die beiden Klemmschrauben der Stifteleitung.
Wenn Sie die Stifte wechseln, ziehen Sie die Stifte hereaus und setzen Sie dann neue ein.

| Passen Sie die Länge der Pistolenstangen an, um ein Maß von L = 120 mm (Maß zwischen dem Ende der Stangen und dem Rand der Flansche) zu erreichen. | L |
| Ziehen Sie die beiden Klemmschrauben der Stifte an. | |
| Bringen Sie die Abdeckung wieder an der Vorder-seite der Pistole an und schrauben Sie die beiden Halteschrauben wieder ein. |
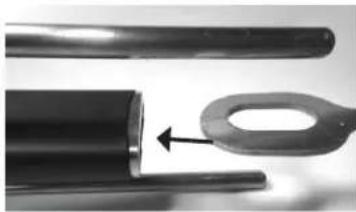
VERWENDUNG DES ZUBEHÖRS ZUR INSTALLATION DER ZUGRINGE
| Lösen Sie die Rändelmutter der Pistolenantriebswelleleitung. | |
| Positionieren Sie den Ringhalter bis zum Anschlag undziehen Sie die Rändelmutter an. | |
| Positionieren Sie den Zugring bis zum Anschlag in denRinghalter. |
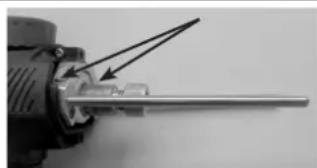
EINSETZEN EINES STIFHALTERS
- Platzieren Sie den Bolzenhalterhalterung im Pistolenlauf und schrauben Sie ihn fest.
- Platzieren Sie die Gasschutzdüse auf dem Stifthalter und schrauben Sie sie kein.
- Platzieren Sie den zuvor eingestellen Stifthalter in der Schutzdüse.
- Schrauben Sie die Schutzdüse an.
- Bringen Sie das Gleitstück und die Abdeckung der Massenanschluss-Stifte wieder an.
Hinweis: Beim Verschrauben der einzelnen Elemente muss der Lauf der Pistole immer mit Schraubenschlüssen geschert werden.
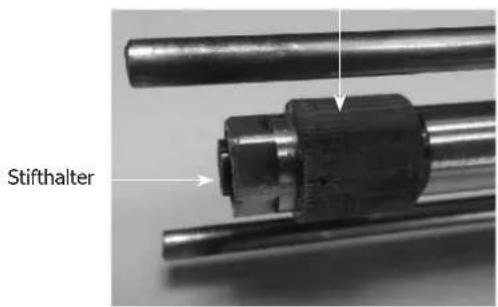
Schutzgasduse
Stifthalter
Pistolenlauf
Schuh und Abdeckung
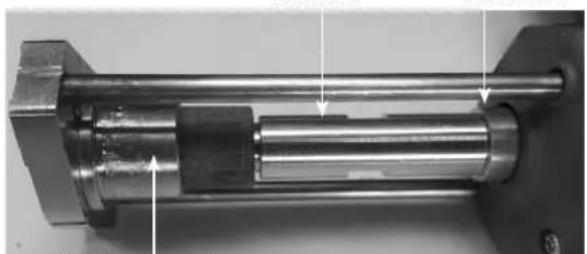
EINSTELLUNG EINES STIFTHALTERS - ISOLIERNAGELS
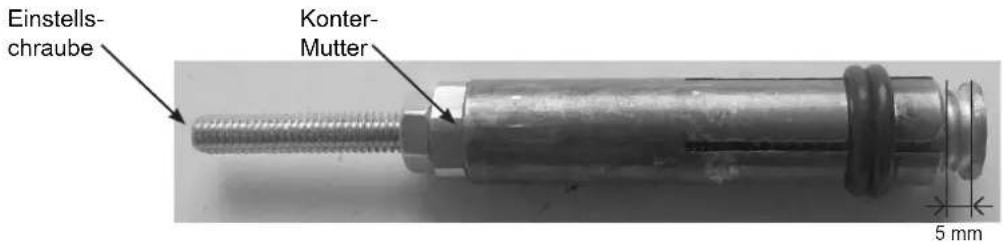
1) Losen Sie die Kontermutter der Einstellschraube des Stifthalters.
2) Setzen Sie das Aufsatzstück in den Stifthalter ein und stellen Sie die Schraube so ein, dass das Ende des Aufsatzstücks 5 mm über den Stifthalter hinausragt.
3) Ziehen Sie die Kontermutter fest.
Hinweis: Wenn die Schweigung des Aufsatzstücks die Markierungen des Stifthalters an der Schweigung aufweist, stellen Sie die Schraube des Stifthalters so ein, dass der Stift etwas weiter aus dem Aufsatzstück herausragt. Herausragt.




Bringen Sie das Gleitstück der Erdungsschiene und die Gasschutz-Abdeckung an.
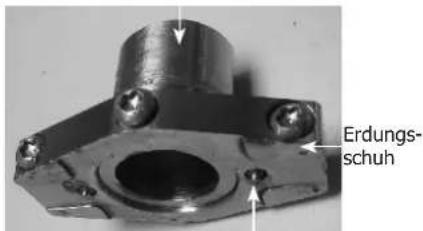
Schutzgas-Abdeckung
Schieber
- Setzen Sie die Gasschutzabdeckung in die Bodenklemme ein und sichern Sie sie mit der Schraube.
Die Abdeckung muss unbedingt auf der anderen Seite der Gleitstück-Schieber platziert werden.
Beim Schweiben ohne Schutzgas darf die Schutzgaskappe nicht auf dem Masseanschluss montiert werden.
- Platzieren Sie das Gleitstück (mit seiner Abdeckung) am Ende der Massenanschluss-Stifte und schrauben Sie die beiden Klemmschrauben ein. Das Gleitstück sollte so platziert werden, dass die Klemmschrauben zur Unterseite der Pistole zeigen, damit die Positionsmarkierungen gut sightbar bleiben.
Hinweis: Beim Schweißen des Zugringes ist die Verwendung des Schutzgas- und Masseklemm-Abdeckung nicht erforderlich.

Positionsmarkierungen
Dieses Gerät verfügbar über ein Fehlerkontrollsystem. Bei einem Fehler können Fehlermeldungen angezeigt werden.
FEHLERMELDUNG, STÖRUNGEN, URSACHEN, LÖSUNGEN
| Fehlercode Bedeutung Ursache Abhilfemaßnahmen | |||
| THERMISCHER FEHLER | Wärmeschutz des Generators | Einschaltdauer ist über-schritten. | Warten, bis Nachricht erlischt, um weiter zu schreiben. |
| NETZFEHLER | Fehler Netzspannung | Netzspannung außerhalb der Toleranzen oder eine Phase feht. | Lassen Sie ihre Elektroinstallation von einer autorisierten Person überprüfen. Erinnerung: Das Gerät ist für den Betrieb an einem einphasigen Netz mit 110-240 V AC 50/60 Hz ausgelegt. |
| TASTE GEDRUECKT | Tastaturfehler | Beim Einsalten des Geräts wird eine Taste auf der Tastatur gedrückt. | Lassen Sie die Tastatur von einer autorisierten Person überprüfen. |
| KOM. FEHLER | Kom.-Fehler mit der Pistole | Die Kommunikation zwischen der Pistole und dem Generator ist gestört. | Schließen Sie die Pistole wieder an und schalten Sie das Gerät wieder ein. Wenn der Fehler weiterhin besteht, setzen Sie das Gerät von einer qualifizierten Person überprüfen. |
| THERMISCHER FEHLER | Wärmeschutz der Pistole. | Einschaltdauer ist über-schritten. | Warten, bis Nachricht erlischt, um weiter zu schreiben. |
| THERMISCHER FEHLER | Fehler des Tempera-tursensors. | Der Temperatursensor ist getrennt. | Lassen Sie die Tastatur von einer autorisierten Person überprüfen. |
Hinweis: Jeder Eingriff, bei den die Abdeckung des Geräts und die Überprüfung der elektrischen Installation nötig ist, muss von einem qualifizierten Techniker durchgeführt werden.
Stahl-Funktion
Die rechte Seite des Geräts ermittelgt die folgenden Karosseriearbeiten:
-Ausbeularbeiten,
- Schweiben von Nageln, Nieten, Unterlegscheiben, Stiften und Leisten,
- Beseitigung von Aufprallschäden,
- Nachziehen von Blechen.
EsistnichtfurMontagearbeitenanMetalteilenvorgesehen.
Wird mit dem folgenden Stahl-Zubehör gefeliefert:
| Massenklemme | Pistole mit Brenner-taster | Gleithammer-kurz 1,1 kg | Box mit Zubehör und Verbrauchsmaterialien |
INBETRIEBNAHME UND EINSTELLUNGEN
- Verbinden Sie die Pistole(n) mit den Anschlüssen an.

Die Pistole mit Brennertaster verfügt besoin dem Stromanschluss auch über einen Steueranschluss für den Brennertaster. Verbinden Sie den letzteren, um mit dem Brennertaster zu zünden.
- Das Einschalten erfolgt durch Positionieren der Taste (2) nach rechts (ABB.-I S.2).
- Be der ersten Inbetriebnahme:
Die Anzeigen und Kontrollleuchten leuchten kurz auf, dann schaltet das Gerät automatisch in den SYNERGIE-Modus (12) (ABB.-II S.2). Es zeigt Folgenden an:
- das Werkzeug (1): standardmäßig auf 1 eingestellt (Sternschweiten oder Verwendung der Hohlzug-Zange).
- die Leistungsstufe (2): standardmäßig auf 2 eingestellt (passende Einstellung für ein Stahlblech mit 0,8 mm).
- Um den Modus MANUELL zu verwenden, die Taste (8) drucken
Der SYNERGIE-Modus bietet dem Benutzer empfohlene Werkseinstellungen fur≦edes Werkzeug, das bei einer bestimmten Blechdicke verwendet wird.
Der Modus MANUELL ohne das Werkzeug zu berücksichtigten, indem er die gewünschte Leistung und Punktzeit auswählt.
-
Ändern Sie je nach gewähltem Modus SYNERGIE oder MANUELL die Einstellungen wie folgt:
-
Um das Werkzeug zu wechseln, drucken Sie die Pfeiltasten (13) - (Nur im SYNERGIE-Modus zuganglich).
| 1 K | 2 | 3 | 4 | 5 T | 6 | 7 |
| 1 Ausbeularbeiten mit Hilfe eines Gleithammers, der Sterne oder der Hohlzug-Zange. | 5 Schweißen von Nieten für Seitenleisten. | |||||
| 2 Schweißen von Ringen für Richtarbeiten. | 6 Schweißen von Welldraht oder Unterlegscheiben zur Befestigung der Masse. | |||||
| 3 Ausbessern von Aufprallschädren mit einer speziellen Kupferspitze. | 7 Schweißen von Bolzen zur Befestigung von Fahrzeugmassen und Verbindungsträgern. | |||||
| 4 Kohlelektrode zum Nachziehen. | ||||||
- Um die Leistungsstufe zu ändern, drücken Sie auf die Pfeile (9). Mit den angebotenen Leistungsstufen können Bleche unterschiedlicher Dicke gerichtet werden.
- Um die Punktzeit zuändern, drücken Sie auf die Pfeile (7). - (nur im Modus MANUELL zugänglich).
| Punktzeit (ms) | L 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | H | |||||||
| 10 | 20 | 30 | 40 | 50 | 80 | 100 | 200 | 300 | 400 | 500 |
-
Wahlen Sie mit der Taste (6) die Art der Zündung aus (siehe Abschnitt Zündung):
-
die LED (4) () zeigt die Verwendung einer Pistole mit Brennertaster an.
-
die LED (5) () zeit die Verwendung einer Automatik-Pistole an (Option : Art.-Nr. 050679).
-
Schweißpunkt(e) gemäß Gebrauchsanweisung ausführten.
- Nach dem ersten Gebrauch wird der Stahlteil bei jedem Einschalten auf die Einstellung des zuletzt ausgeführten-Schweispunkts gesetzt. Es speichert die letzte Schweispunkteinstellung, die für jeder Werkzeug und jeder Zangevorgenommen wurde.
GEBRAUCHSANLEITUNG
Betrieb
Fahren Sie wie folgt fort:
- Verbinden Sie die Masseklemme des Generators mit dem zurichtenden Blechte und beachten Sie damit die folgenden
Tipps: - platzieren Sie sie an der Stelle, die der zu bearbeitenden Stelle am{nachsten liegt.
- nicht mit einem danebenliegenden Teil verbinden (Beispiel: Masse nicht an eine Tur anschließen, um den Kotflügel des Fahrzeugs zu ausbeulen)
- das Blech an der Verbindungsstelle sauber reinigen
- Die Stelle, an der das Blech bearerbeitet werden soll, abbeizen.
- Setzen Sie an der Spitze der Pistole eines der mitgelieferten Werkzeuge ein undziehen Sie die Mutter an der Spitze der Pistole fest an.
- Werkzeug und Leistung auswahlen.
- Das Werkzeug der Pistole mit dem zu schweiben Blech in Kontakt bringen.
- Machen Sie ihre Punktschweißung.
Zündung
These Funktion ist mit zwei Zündungssystemen ausgestellt:
Modus Manuell (mithilfe des Brennertasters)
- Schlieben Sie den Leistungs- und den Steueranschluss an,
- Drücken Sie auf die Taste zur Auswahl der Zündung (6), bis die LED leuchtet (4- F) (ABB-II S.2).
Der Modus Automatisch Funktioniert nicht mehr, nur ein Druck auf den Brennertaster erhögt den Schweiispunkt.
Modus Automatisch.
- Modus Automatisch.
- Drücken Sie auf die Taste zur Auswahl der Zündung (6), bis die LED leuchtet (5 - F) (ABB-II S.2).
Das Gerät ist mit einer automatischen Zündung des Schweißpunkts ausgestattet.
Der Generator erkennt automatisch den elektrischen Kontakt und erzeugt in weniger als 1 Sekunde einen Schwei-punkt. Um einen 2. Punkt zu generieren, unterbrechen Sie den Kontakt an der Pistolenspitze für mindestens 12 Sekunde und stellen Sie dann einen neuen Kontakt her.

Für einen optimalen Betrieb sollen den das mitgelieferte Massekabel und die Originalpistolen verwendet werden.
WärMESCHUTZ
These Funktion ist mit einem automatischen Wärmeschutzsystem ausgestellt. Dieses System blockiert die Nutzung des Generators für eine Minute, wenn er übermäßig genutzt wird. Das wird durch das Aufleuchten einer thermischen Fehlerleuche (7) angezeigt (ABB.-II S.2).
GARANTIEBEDINGUNGEN FRANKREICH
Die Garantieleistung deckt alle Herstellungsmängel oder -fehler während 2 Jahren ab dem Kaufdatum (Ersatzteile und Arbeitskosten).
Die Garantieleistung erfolgt nicht bei:
- Transportschäden, die infolge des Einsendens zur Reparatur, hervorgerufen worden sind.
- Normalem Verschleiß von Teilen (Bsp.: Elektrodenhalter, Massenanschluss-Stiften, usw.)
- Schaden durch unsachgemäßen Gebrauch (fehlerhafte Stromversorgung, Sturz, Demontage).
- Umgebungsbedingte Ausfälle (Verschmutzung, Rost, Staub).
Bei einem Ausfall schicken Sie das Gerät an ihren Handlcr zurück und legen Folgendes bei:
- einen datierten Kaufnachweis (Quittung, Rechnung...)
--eineFehlerbeschreibung.
FIGI
ELEKTRISCHE VEILIGHEID

BESCHERMING TEGEN GASSEN
LASSEN IN DE SYNERGETISCHE MODULE
DIKTE VAN HET PLAATWERK
Getoonde dikte in millimeters.
De garantie dekt nicht :
* Einschaltdauer gemäß EN60974-1 (10 Minuten - 40^) . Bei sehr intensivem Gebrauch (> Einschaltdauer) kann der Thermoschutz ausgelost werden. In thisen Fall wird der Lichtbogen abgeschiedene Wamng lerscheidt auf der Anzeige. Das Gerat zum Abkühnungen und laufen losen bis das Gerat bisher bereit ist. Das Gerat entspricht in seiner Charakteristik einer Sponsannungssquelle mit fallender Kennlinie.
SYMBOLS / ZEICHENERKLÄRUNG / ICONOS / CUMBOJIbl / PICTOGRAMMEN / ICONE
| UKCA | FR Matériel conforme aux exigences Britanniques. La déclaration de conformitébritannique est disponible sur notre site (voir à la page de couverture). EN Equipment in compliance with British requirements. The British Declaration of Conformity is available on our website (see home page). DE Das Gerät entspricht den brutschen Richtinien und Normen. Die Konformitätskärklösung für Grossbritannien ist auf unserer Intemetseite verfügbar (siehe Tittelseite). ES Equipo conforme à los requisités brétéricas. La Declára tion de Conformità Bràntica está disponible en nosuera pagina web (vase à la portada). R MATEPMAI COOTBETCTBETTREBOAANHIM BENIXKOBPTAHN. 3a,b,c,d,e f GAOCTBETMNI DAREN KIOBOPATAMINOMA, DE MATERIAL conform aan de Britse eisen. De Britse verklaring van overeenkomit is beschikbaar op once website (zie omslagpagina). TE Materiale conforme alla esigenze britanniche. La dichiarazione di conformitàbritannica é disponibile sul nostro sito (vedere pagina di copertina). |
| C | FR Matériel conforme aux normes Marocaines. La déclaration C-(CMIM) de conformité est disponible sur notre site (voir à la page de couverture). EN Equipment in conformity with Moroccan standards. The declaration C-(CMIM) of conformity is available on our website (see cover page). DE Das Gerät entspricht die marokkanischen Standards. Die Konformitätskärklösung C-(CMIM) ist auf unserer Weitereseverfugbar (siehe Tittelseite). ES Equipamienno conforms to a las normas marroquules. La declaracion de conformidad C-(CMIM) esta disponible en nuera pagina web (ver pagina de portada). RTO TaBP cootBETCTBET HOPMAM MApOKO. Deeknapaia CMIM doctyln da kainmban na hauem caite (cm nTITYbON CTAPINU). NDL Dlt materialiaal voldoean aan de Marokkaanse normen. De verklaring C-(CMIM) van overeenstemming is beschikbaar op once internet site (vermeld op de omslag). TE Materiale conforme alle normative marocchine. La dichiarazione C-(CMIM) di conformità é disponibile sul loro sito (vedi scheda del prodotto). |
| ISO 669:2016 | FR La source de courant de soudage est conforme aux normes IEC62135-1 et EN ISO 669. EN The welding current source complies with IEC62135-1 and EN ISO 669. Die Schwellstromqualie entspricht den Normen IEC62135-1 und EN ISO 669. ES La fuente de corriente de soldadura cumple con las normas IEC62135-1 y EN ISO 669. IN Stetohnik CBAPOHOTO TKA COOTBETCTBET STANDARTAM IEC62135-1 y EN ISO 669. NE De lasstroombron voldoet aan IEC 62135-1 en EN ISO 669. IT II generatore di corrente di saldatura é conformale alle nomne IEC62135-1 e EN ISO 669. |
| IEC 60974-1 IEC 60974-10 Class A | FR L'appareil respecte la norme EN60974-1 et EN60971-10 apparemé de classe A. EN The device is compliant with standard EN60974-1 and EN60971-10 class A device. DE Das Gerät erflüll die Norm EN 60974-1 und EN 60971-10 der Geräteklasse A E El aparato se ajusta à la norma EN60974-1 y EN 60971-10, aparato de classe A. RAnnapat cootBETCTBET HOPMAM EN60974-1 y EN60971-10 annapat knacca A. NDL Dlt klasse A aparraat voldoet aan de EN60974-1 en EN60971-10 normen. IT II dispositivo rispetta la norma EN60974-1 e EN 60971-10 dispositivo classe A. |
| EAC | FR Ce matériel faisant l'objet d'une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une poubelle domestique! EN This hardware is subject to waste collection according to the European directives 2012/19/EU. Do not throw out in a domestic bin! E F For die Entungsung lires Gerätes gellen besondere Bestimmungen (sondermüll) gemäß europäische Bestimmung 2012/19/EU. Es darl nicht mit dem Hausmüll entsorgt werden! E Este material requirée une recogida de basuras selectively segün la directiva europea 2012/19/UE. JNo tirar este producto a la basura domésica! R 3To obórpodanme nopejenni neperapobote corglaco dupeckne Ebrocoio3a 2012/19/UE. He blybpaibtt B obssn mycosopobnnc! N Afzonderijike inzameling vereist volgens de Europese richtlinj 2012/19/UE. Gooi het apparaat net bij het huishoudelijk avfall I UQ Questo materiale é soggetto alla raccolta differenziata segundo la dirittiva europea 2012/19/UE. Non smaltre coni rifiuti domestici! |
| EAC | FR Produit recyclable qui relève d'une consigne de tri. EN This product should be recycled appropriately DE Recyclingprodukt, das gesondert entsorgt werden muss. ES Producto recilicabile reciclque determinada. R 3To annapat nopejenni utminkaum. NL Product recyclebaar, net bij het huishoudelijk avfall gooien IT Prodotto riciclabile soggetto a raccolta differenziatra. |
| EAC | FR Marque de conformité EAC (Communauté économique Eurasienne) EN EAEC Conformity marking (Eurasian Economic Community). DE EAC-Konformitätszeichen (Eurasische Wirtschaftsgemeinschaft) ES Marca de conformidad EAC (Comunidad economica euroasiática). R 3Ank cootBETCTBET EAC (Ebras33Kkoek zoichomueckoe coobseceTBA) NL EAC (Eurazlatsische Economische Gemeenschap) merkteken van overeenstemming IT Marca di conformità EAC (Comunita Economica Eurasiatica) |
| EAC | FR Information sur la température (protection thermique) EN Temperature information (thermal protection) DE Information zur Temperatur (Thermoschutz) ES Informação sobre la temperature (protection témorica) ROINFOPMAM No tempepatype (terpmozoaeta). NL Informatie over de temperatuur (thermische bevelging) IT Informatione sulla temperatura (protezione termiche) |
| EAC | FR Entrée de gaz EN Gas input DE Gaseingang ES Entrada de gas RU Tóndaa rasa NL Ingang gas IT Entrata di gas |
| EAC | FR Sortie de gaz EN Gas output DE Gasaugang ES Salida de gas RU Bixxoid rasa NL JItvoer gas IT Uscita di gas |
| EAC | FR Commande à distance EN Remote control DEFemregler ES Control a distance R Daftstahnionhoe uypaillene NE Afstandsbedierung. IT Telecomando a distanza |
| EAC | FR Les porteurs de pacemaker ne doivent pas rester à proximate de cet apparell. EN People wearing pacemakers are advised to not come close to the machine. DE Personen mit Herzschrittmacher müssen nicht in der Höhe dieser Produktket bleben. ES Personas utilizingando estimuladores cardiacos no debendeer cerca de este apparato. R Fluaa, lnolbyouane anelktrkparcdioestmymympaortby, He doqnkhny naohodmitcBbms daHnHoro anapata. NL Dragers van een pacemakerogeneniet in de buurt van hel apparataat verblijven. IT portatori di stimulatori cardiaci non devono avincinaris all'appareccchio.et eivat saa tullahlemmaki. |