
Mastercraft 220 - сварочный аппарат Awelco - Бесплатное руководство пользователя
Найдите руководство к устройству бесплатно Mastercraft 220 Awelco в формате PDF.
| Тип продукта | Полуавтоматический сварочный аппарат MIG-MAG |
| Бренд | Awelco |
| Модель | Mastercraft 220 |
| Электропитание | 230 В однофазное, 50/60 Гц |
| Сварочный ток | Регулируется поворотным переключателем на 4-8 позиций |
| Скорость подачи проволоки | Регулируемая, индицируется 3 красными светодиодами |
| Диаметры проволоки | 0,6 мм, 0,8 мм, 1,0 мм (в зависимости от ролика) |
| Емкость катушек | 0,2 кг, 1 кг, 5 кг |
| Тип газа | Аргон, CO2 или смесь (80% Ar + 20% CO2) |
| Рекомендуемый расход газа | 6-12 л/мин |
| Тепловая защита | Да, с желтым индикатором и автоматическим отключением |
| Класс защиты | IP21 |
| Стандарт | EN 60974-1 |
| Разъем горелки | Адаптер EURO |
| Полярность | Реверсивная для сварки с газом/без газа |
| Типы сварки | MIG, MAG, сварка порошковой проволокой без газа |
| Свариваемые материалы | Сталь, нержавейка, алюминий |
| Обслуживание | Чистить сопло, контактный наконечник, подающий ролик; проверять газ и соединения |
| Запчасти | Подающие ролики, контактные наконечники, сопла, направляющие каналы, горелка |
| Безопасность | Обязательное заземление, тепловая защита, главный выключатель |
Часто задаваемые вопросы - Mastercraft 220 Awelco
Вопросы пользователей о Mastercraft 220 Awelco
0 вопрос об этом устройстве. Ответьте на те, что знаете, или задайте свой.
Задать новый вопрос об этом устройстве
Скачайте инструкцию для вашего сварочный аппарат в формате PDF бесплатно! Найдите своё руководство Mastercraft 220 - Awelco и возьмите своё электронное устройство обратно в руки. На этой странице опубликованы все документы, необходимые для использования вашего устройства. Mastercraft 220 бренда Awelco.
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ Mastercraft 220 Awelco
RU РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
SA دليل المستخدم
SE ANVÄNDARMANUAL
NO BRUKSANVISNING
INDEX

Pages 4

Pages 9

Pages 14

Pages 5

Pages 11

Pages 17

Pages 7

Pages 12

Pages 18

Pages 20

Pages 22

AWELCO
www.awelco.com
VI RINGRAZIAMO PER AVER SCELTO QUESTO PRODOTTO
Данные аппараты представляют собой сварочные полуавтоматы MIG/MAG, предназначенные для сварки стали, нержавеющий стали и алюминия с использованием сварочной проволоки в среде защитных газов или с порошковой электродной проволокой без защитного газа
1. УСТАНОВКА
1.1. ЭЛЕКТРИЧЕСКОЕ СОЕДИНЕНИЕ
Сварочный аппарат оснащен оригинальным кабелем. Настоятельно рекомендуем не использовать удлинитель. Если все же возникает необходимость использовать кабель большей длины, то используйте удлинители с соответствующим сечением провода.
Убедитесь, что напряжение сети соответствует напряжению питания аппарата. Розетка, к которой производится подключение аппарата, должна иметь надежное заземление.
Напряжение
Напряжение сети 230В.
1.2. УСТАНОВКА ГАЗОВОГО БАЛЛОНА
Установите баллон с защитным газом в вертикальном положении на специально предназначенный держатель и закрепите баллон цепью и пружинной клеммой. На баллон установите редуктор. Проверьте герметичность соединений.
1.3. ПРОВОД МАССЫ
Ваш сварочный аппарат оснащен проводом массы, соединенным с зажимом. При проведении сварки убедитесь в непосредственном контакте зажима массы со свариваемой деталью. Плохой контакт может повлиять на результат сварки. Для газовой сварки провод массы необходимо соединить с отрицательным (-) выходом. Для сварки без использования защитного газа соедините провод с положительным выходом (+).
1.4. УСТАНОВКА ТРАНСПОРТИРОВОЧНЫХ КОЛЕС
Если Ваш аппарат оснащен колесами, то необходимо следовать следующим инструкциям по сборке:
- Установите ось в отверстия с нижней части аппарата.
- Установите колеса на ось.
- Зафиксируйте колеса на оси.
- Закрепите переднюю опору с помощью винтов.
- Установите ручку на предусмотренное для нее место и закрепите
с помощью винтов.
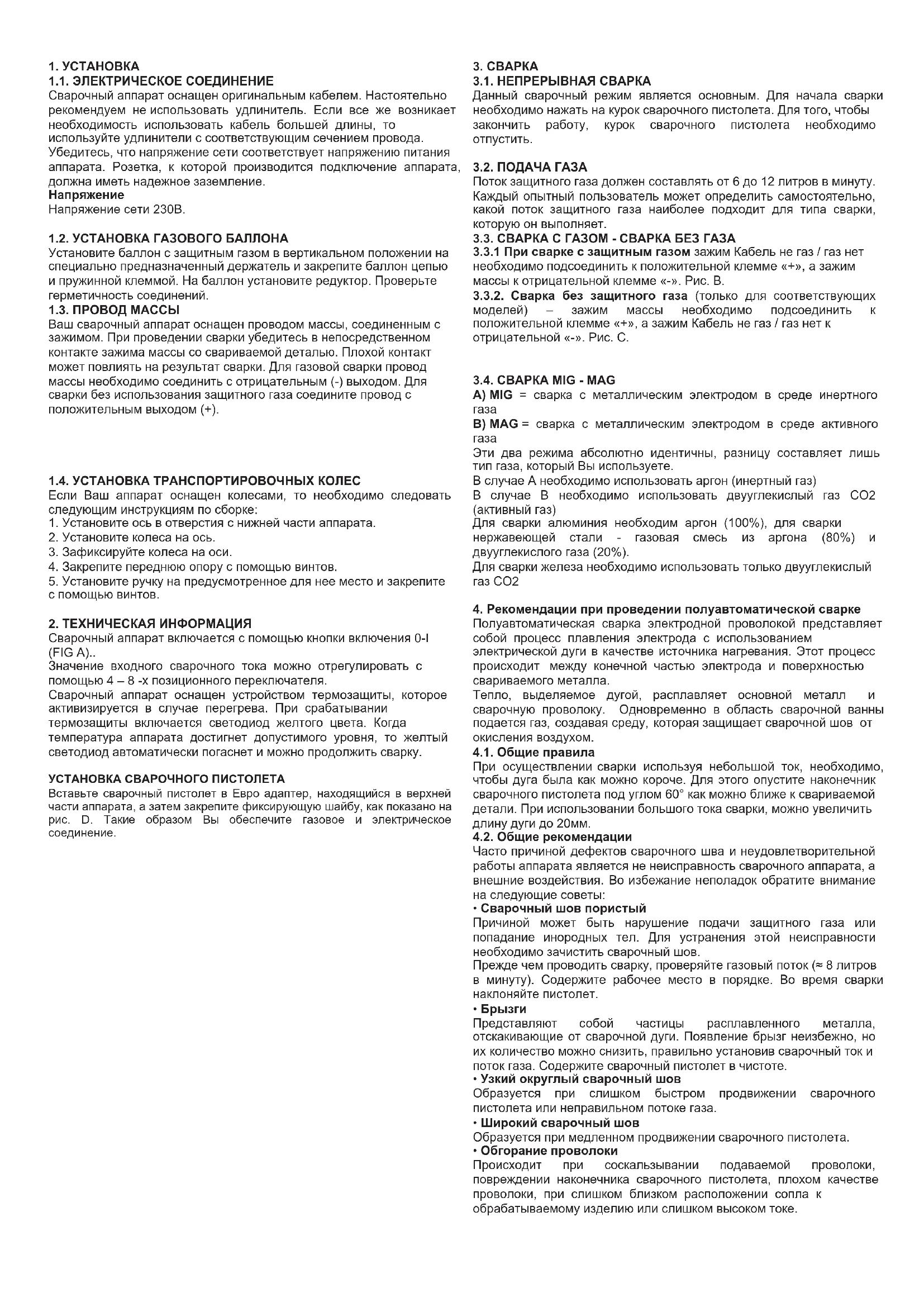
2. ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
Сварочный аппарат включается с помощью кнопки включения 0-1 (FIG A)..
Значение входного сварочного тока можно отрегулировать с помощью 4 – 8 -х позиционного переключателя.
Сварочный аппарат оснащен устройством термозащиты, которое активизируется в случае перегрева. При срабатывании термозащиты включается светодиод желтого цвета. Когда температура аппарата достигнет допустимого уровня, то желтый светодиод автоматически погаснет и можно продолжить сварку.
УСТАНОВКА СВАРОЧНОГО ПИСТОЛЕТА
Вставьте сварочный пистолет в Евро адаптер, находящийся в верхней части аппарата, а затем закрепите фиксирующую шайбу, как показано на рис. Д. Такие образом Вы обеспечите газовое и электрическое соединение.
3. CBAPKA
3.1. НЕПРЕРЫВНАЯ СВАРКА
Данный сварочный режим является основным. Для начала сварки необходимо нажать на курок сварочного пистолета. Для того, чтобы закончить работу, курок сварочного пистолета необходимо отпустить.
3.2. ПОДАЧА ГАЗА
Поток защитного газа должен составлять от 6 до 12 литров в минуту. Каждый опытный пользователь может определить самостоятельно, какой поток защитного газа наиболее подходит для типа сварки, которую он выполняет.
3.3. СВАРКА С ГАЗОМ - СВАРКА БЕЗ ГАЗА
3.3.1 При сварке с защитным газом зажим Кабель не газ / газ нет необходимо подсоединить к положительной клемме «+», а зажим массы к отрицательной клемме «-». Рис. В.
3.3.2. Сварка без защитного газа (только для соответствующих моделей) – зажим массы необходимо подсоединить к положительной клемме «+», а зажим Кабель не газ / газ нет к отрицательной «-». Рис. С.
3.4. CBAPKA MIG - MAG
A) MIG = сварка с металлическим электродом в среде инертного газа
B) MAG = сварка с металлическим электродом в среде активного газа
Эти два режима абсолютно идентичны, разницу составляет лишь тип газа, который Вы используете.
В случае А необходимо использовать аргон (инертный газ)
В случае В необходимо использовать двууглекислый газ CO2 (активный газ)
Для сварки алюминия необходим аргон (100%), для сварки нержавеющей стали - газовая смесь из аргона (80%) и двууглекислого газа (20%).
Для сварки железа необходимо использовать только двууглекислый газ CO2
4. Рекомендации при проведении полуавтоматической сварке
Полуавтоматическая сварка электродной проволокой представляет собой процесс плавления электрода с использованием электрической дуги в качестве источника нагревания. Этот процесс происходит между конечной частью электрода и поверхностью свариваемого металла.
Тепло, выделяемое дугой, расплавляет основной металл и сварочную проволоку. Одновременно в область сварочной ванны подается газ, создавая среду, которая защищает сварочной шов от окисления воздухом.
4.1. Общие правила
При осуществлении сварки используя небольшой ток, необходимо, чтобы дуга была как можно короче. Для этого опустите наконечник сварочного пистолета под углом 60° как можно ближе к свариваемой детали. При использовании большого тока сварки, можно увеличить длину дуги до 20мм.
4.2. Общие рекомендации
Часто причиной дефектов сварочного шва и неудовлетворительной работы аппарата является не неисправность сварочного аппарата, а внешние воздействия. Во избежание неполадок обратите внимание на следующие советы:
• Сварочный шов пористый
Причиной может быть нарушение подачи защитного газа или попадание инородных тел. Для устранения этой неисправности необходимо зачистить сварочный шов.
Прежде чем проводить сварку, проверяйте газовый поток (≈ 8 литров в минуту). Содержите рабочее место в порядке. Во время сварки наклоняйте пистолет.
• Брызги
Представляют собой частицы расплавленного металла, отскакивающие от сварочной дуги. Появление брызг неизбежно, но их количество можно снизить, правильно установив сварочный ток и поток газа. Содержите сварочный пистолет в чистоте.
• Узкий округлый сварочный шов
Образуется при слишком быстром продвижении сварочного пистолета или неправильном потоке газа.
• Широкий сварочный шов
Образуется при медленном продвижении сварочного пистолета.
- Обгорание проволоки
Происходит при соскальзывании подаваемой проволоки, повреждении наконечника сварочного пистолета, плохом качестве проволоки, при слишком близком расположении сопла к обрабатываемому изделию или слишком высоком токе.
• Маленькая глубина провара
Причиной может быть слишком быстрое продвижение сварочного пистолета, малое значение сварочного тока, неправильная полярность.
- Прожигание обрабатываемого изделия
Причиной может быть медленное продвижение сварочного пистолета, слишком высокий сварочный ток или неправильная подача проволоки.
- Пористый сварочный шов и образование большого количества брызг
Причиной может быть низкий поток газа, грязь на обрабатываемой заготовке или когда сопло находится далеко от обрабатываемого изделия. Обратите внимание на то, что поток газа должен быть не менее 7 – 8 литров в минуту, а сварочный ток соответствовать типу используемой проволоки.
• Нестабильная сварочная дуга
Причиной может быть недостаточный сварочный ток, неправильная подача проволоки, недостаточное количество защитного газа.
ДЛЯ ЛУЧШЕГО РЕЗУЛЬТАТА НЕОБХОДИМО ТЩАТЕЛЬНО ПОДГОТОВИТЬ ПОВЕРХНОСТЬ СВАРИВАЕМЫХ ИЗДЕЛИЙ.
Методы и рекомендации по проведению сварки, приведенные в данном руководстве, не являются исчерпывающими и не могут быть использованы для обучения сварочному делу. Для обучения обратитесь в соответствующие учебные центры.
ОПИСАНИЕ ЗНАКОВ И СИМВОЛОВ
| 1~ | Однофазное переменное напряжение. | |
| 3~ | Трехфазное переменное напряжение. | |
| U_0 ... (V) | Этот символ означает напряжениехолостого хода. | |
| Трансформатор-выпрямитель. | |
| EN 60974-1 | Ссылка на европейский стандарт. |
| Постоянные характеристики. | |
| Сварка MIG-MAG. | |
| U1... (V/Hz) | Номинальное напряжение и номинальная частота питающей сети |
| I2... (A) | Сила сварочного тока |
| I1max(A) | Максимальный потребляемый ток сварочного аппарата |
| I1eff... (A) | Эффективный ток, потребляемый от сети. |
| X | Коэффициент прерывистости работы. |
| IP21 | Класс защиты сварочного аппарата. |
| H | Класс изоляции трансформатора. |
| Сварочный аппарат пригоден для использования в среде с повышенным риском поражения электрическим током. | |
 | Символы, соответствующие правилам безопасности. |
УСТРАНЕНИЕ ДЕФЕКТОВ ПРИ СВАРКЕ
| ДЕФЕКТ | ПРИЧИНА | УСТРАНЕНИЕ |
| Непоступление проволокипри вращении приводногоролика подающего механизма | 1) Загрязнение сопла или наконечника сварочного пистолета2) Фрикционный тормоз в штативе затянут слишком сильно3) Неисправность сварочного пистолета | 1) Продуйте сжатым воздухом, замените наконечник и сопло2) Ослабьте тормоз3) Замените пистолет |
| Неравномерное поступлениепроволоки | 1) Повреждение наконечника2) Наконечник обожжен3) Засорение канавки приводного ролика4) Износ приводного ролика | 1) Замените наконечник2) Замените наконечник3) Прочистите канавку4) Замените приводной ролик |
| Отсутствие дуги | 1) Плохой контакт между зажимом массы и обрабатываемым изделием2) Короткое замыкание между наконечником и соплом | 1) Закрепите зажим и зачистите соединение2) Прочистите, замените наконечник и / или сопло |
| Сварочный шов пористый | 1) Попадание брызг в сопло2) Неправильное расстояние между сварочным пистолетом и / или неправильный угол наклона по отношению к обрабатываемому изделию3) Недостаточный поток газа4) Влажное обрабатываемое изделие5) Ржавчина на обрабатываемом изделии | 1) Прочистите сопло2) Расстояние между наконечником и обрабатываемым изделием должно быть 5-10мм. Угол наклона должен быть 60^ 3) Увеличьте поток газа4) Высушите с помощью установки горячего воздуха5) Очистите от ржавчины |
| Сварочный аппарат внезапнопекращает работу в процессе использования | 1) Перегрев сварочного аппарата из-за превышения рабочего цикла | 1) Не выключайте сварочный аппарат, подождите, пока он остынет. |

NOTICE
Этот сварочный аппарат предназначен только для профессионального использования и для применения в промышленности.
RUS (РУС) - ЕУ ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
Настоящая декларация соответствия является заявлением производителя под его полную ответственность.
- 1. Наименование модели / Уникальная идентификация ЕЕЕ (Электрическое и электронное оборудование) - 2. Наименование и адрес производителя. - 3. Объект декларации. - 4. Объект декларации, описанный выше, соответствует Директиве: - 5. Объект декларации, описанный выше, соответствует действующему законодательству по гармонизации: - 6. Дополнительная информация.
BG (БГ) - ЕО ДЕКЛАРАЦИЯ ЗА СЪОТВЕТСТВИЕ
Данная гарантия не покрывает случаи, вызванные неправильным использованием или небрежным обращением, а также повреждения в результате воздействия каких-либо посторонних предметов. Расходы на транспортировку неисправного аппарата до места проведения ремонтных работ оплачиваются владельцем аппарата, даже если аппарат находится на гарантии. Гарантийный талон действителен только в том случае, если к нему прилагается чек или накладная.
PL GWARANCJA: Wykonawca gwarantuje dobry stan maszyny izobowiazuje sie do wymiany czesci gratis które ulegna uszkodzeniu przez zła jakosc materialu lub wady kostrukcji do 24 miesięcy od daty uruchomienia maszyny udokumentowanej zaswiadczeniem dla panstw europejskich i do 12 miesięcy dla panstw pozaeuropejskich. Bledne używanie maszyny lub naruszenie i niedbale użytkowanie wyklucza także gwarancje. Ponadto nie podlegaja gwarancji szkody bezposrednie iposrednie. Mszyny oddane nawet w gwarancji musza byewyslane na koszt użytkownika izwrocone na koszt użytkownika. Zaswiadczenie gwarancji jest tylko wazne lacznie ze swiadectwem załadowania lub paragonem.
GR ΕΓΓΥΗΣΗ: Ο κατασκευαστής εγγυάται την καλή λειτουργία των μηχανημάτων και αναλαμβάνει την ευθύνη της δωρεάν αντικατάστασης την τυχόν ελαττωματικών εξαρτημάτων εντός 24 μηνών για χώρες της Ευρωπαϊκής Ένωσης. Οι βλάβες που προκύπτουν από κακή ή απρόσεκτη χρήση δεν καλύπτονται από την εγγύηση καθώς επίσης και οι άμεσες ή έμμεσες καταστροφές. Τα έξοδα για μηχανήματα που αποστέλλονται ή επιστρέφονται για επισκευή εντός ή εκτός εγγύησης καλύπτονται από τον πελάτη. Η εγγύηση ισχύει μόνο όταν συνοδεύεται από απόδειξη αγοράς.
HU GARANCIA: A gyártó szavatolja a jó M UNKAKÖRNYEZET a gép, és a kötelezettségvállalás teljesítésére ingyenes cseréje a darab, amelynek eredményeként a hibás a rossz minőségű az anyag, vagy az építési hibák 24 hónap kezdete A gép szerint, a bizonyítvány az országok az Európai Közösség és 12 hónapon belül a extracommunitarian országokban. A inconvenients érkező rossz kihasználása, tamperings vagy gondatlanságból nem tartoznak a garancia, miközben minden felelősséget visszautasít minden közvetlen vagy közvetett damages. The gépeken kell vissza, még akkor is, ha a biztosítékot kell küldeni CARRIAGE fizetett és lesz vissza CARRIAGE előre. Certificate of garancia csak akkor érvényes, ha a költségvetési törvényjavaslat, illetve a szállítólevélre megy vele.
الضمان: يضمن المصنّع العمل الجيد للماكينات و Sitعهد باجرة الاستدال المحاني لقطع التي ينتي احتواها على عيب wavesب الجودة السيدية للمادة أو سABB عيب في (SA) البناء في غضون ٢ شهر من تاريخ بيع الماكينة المثبت على الشهادة للدول deterioration في المجتمع الأوروبي في غضون ١٢ شهر للدول الأخرى. تُستثنى المتاعب التي تنتج عن استخدام السء أو العést أو الإهمال من الضمان في حين رفض تحمل المسئولية عن كافة الأضرار المباشرة وغير المباشرة. يتوج إعادة الماكينات للتأكد إذا
ما كان العيب سببه المصنّع ويقع تحت الضمان،能力和 إرسال الماكينات عن طريق عربات الشحن (ولكن رجاء بعد-Anتفاق مع المصنّع حول اختبار شركة الشحن)
وسيتم إرسالها مرة أخرى إلى المشتري عن طريق الشحن بدون أي تكلفة.

text_image
M0 6 3 2 1 1 R 0 3 N 1 2 1 4 9 2 2 0 9 2 0 1 6 1 1
Awelco Inc. Production S.p.A.
Zona Industriale
83040 Conza d. C.
ITALY