
605608M - Presse-plieuse RIDGID - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil 605608M RIDGID au format PDF.
| Type de produit | Presse-plieuse manuelle à levier |
| Marque | Ridgid |
| Modèle | 608M (réf. 605608M) |
| Capacité (diamètre extérieur) | 8 mm |
| Rayon de courbure | 24 mm |
| Poids | 1,84 kg (4,1 lb) |
| Matériaux cintrables | Cuivre, acier, acier inoxydable et métaux durs |
| Angles de cintrage | 0° à 90° (repères 45°, 90°) ; possibilité coude à 180° |
| Fixation | Tenue à la main ou montage en étau |
| Caractéristiques principales | Galets incorporés, manches industriels, repères L/R et degrés, loquet de maintien du tube |
| Compensation d'effet ressort | Ajouter 1° à 3° supplémentaires selon le matériau |
| Lubrification | Articulations : huile minérale légère |
| Entretien | Nettoyage et inspection avant chaque utilisation |
| Sécurité | Porter des lunettes de sécurité ; ne pas utiliser de rallonges sur les manches |
| Accessoires compatibles | Coupe-tubes rapide type 65S (réf. 31803), coupe-tubes inox type 35S (réf. 29963), alésoirs inox type 227S (réf. 29993) et 223S (réf. 29983) |
| Réparabilité | Pièces détachées disponibles via le service technique Ridgid |
FOIRE AUX QUESTIONS - 605608M RIDGID
Questions des utilisateurs sur 605608M RIDGID
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Presse-plieuse au format PDF gratuitement ! Retrouvez votre notice 605608M - RIDGID et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil 605608M de la marque RIDGID.
MODE D'EMPLOI 605608M RIDGID
Avertissement
Avant d'utiliser cet appareil, et afin de limiter les risques de grave blessure corporelle, familiarisez-vous avec les consignes et avertissements le concernant, ainsi que ceux concernant l'ensemble du matériel utilisé.

- Portez systématiquement des lunettes de sécurité afin de limiter les risques de lésions oculaires.
- Ne jamais utiliser de rallonges tubulaires ou autres sur les manches de l'appareil. De telles rallonges pourrait glisser
ou s’échapper, augmentant ainsi les risques de graves blessures corporelles.
Pour de plus amples renseignements concernant ce produit RIDGID, veuillez :
- Consultant, importateur et distributeur RIDGID.
- Visitez le site www.RIDGID.com ou www.RIDGID.eu afin de localiser le représentant RIDGID le plus proche.
- Consulter les services techniques RIDGID par mail adressé à : rtctechservices@emerson.com ou, à partir des États-Unis et du Canada, en composant le (800) 519-3456.
Les cintreuses à levier RIDGID de la série 600 permettent le cintrage des tuyaux en cuivre, acier, acier inoxydable et autres métaux durs sur un maximum de. Des galets incorporés et des manches de qualité industrielle assurent des cintrages de haute qualité avec un effort considérablement moindre que celui demandé par les cintreuses traditionnelles.
Figure 1 - Cintreuse série 600
AVIS IMPORTANT La sélection des matériaux et des techniques d'installation, de raccordement et de cintrage appropriés reste la responsabilité du bureau d'études et/ou de l'installateur concerné. La sélection de matériaux ou de méthodes de mise en œuvre mal adaptés pourrait entraîner la défaillance du réseau.
L'acier inoxydable et les autres matériaux anticorrosion risquent d'être contaminés en cours d'installation, de raccordement ou de cintrage. Une telle contamination pourrait entraîner la corrosion et la défaillance prématurée du réseau. Il convient donc d'établir une étude approfondie des conditions d'exploitation prévues, notamment en matière de produits chimiques et de température, avant toute tentative d'installation.
Inspection et entretien
La cintreuse doit être examinée avant chaque utilisation pour signes d'usure ou de déterioration qui pourrait nuir à sa sécurité d'emploi. Nettoyez la cintreuse afin d'en faciliter l'inspection et l'empêcher de s'échapper en cours d'utilisation. Assurez-vous que la cintreuse est complète et correctement assemblée. N'utilisez pas la cintreuse avant d'avoir corrigé toute anomalie eventuelle. Lubrifiez l'ensemble des articulations à l'aide d'une huile minérale légère, puis essuyez tous résidus d'huile eventuels.
Fonctionnement
Les cintruses de la série 600 peuvent être tenues à la main ou dans un étau. L'utilisation d'un étau est particulièrement pratique lors du cintrage des métaux durs et des tuyaux à parois épaisses.
Effet ressort
Tout tuyau subira un effet ressort (redressement) lors de son cintrage. Les matériaux moins résistants, tels que le cuivre, subiront moins d'effet ressort que les matériaux plus durs tels que l'acier inoxydable. L'expérience vous permettra de mieux évaluer l'ampleur de l'effet ressort devant être anticipé. Selon la durée des matériaux utilisés, il sera nécessaire d'ajouter entre 1 et 3 degrés de courbure supplémentaire pour compenser l'effet ressort.
Mode d'emploi
- Tenez la cintreuse par son manche de matrice ou montez-la dans un étau (Figure 2).
- Écartez le manche du porte-galet pour éloigner le porte-galet et le loquet à tuyau de la matrice.
- Positionnez le tuyau dans la gorge de la matrice et arrimez-le à l'aide du loquet (Figure 3).

Figure 2 - Point de serrage en étau Figure 3
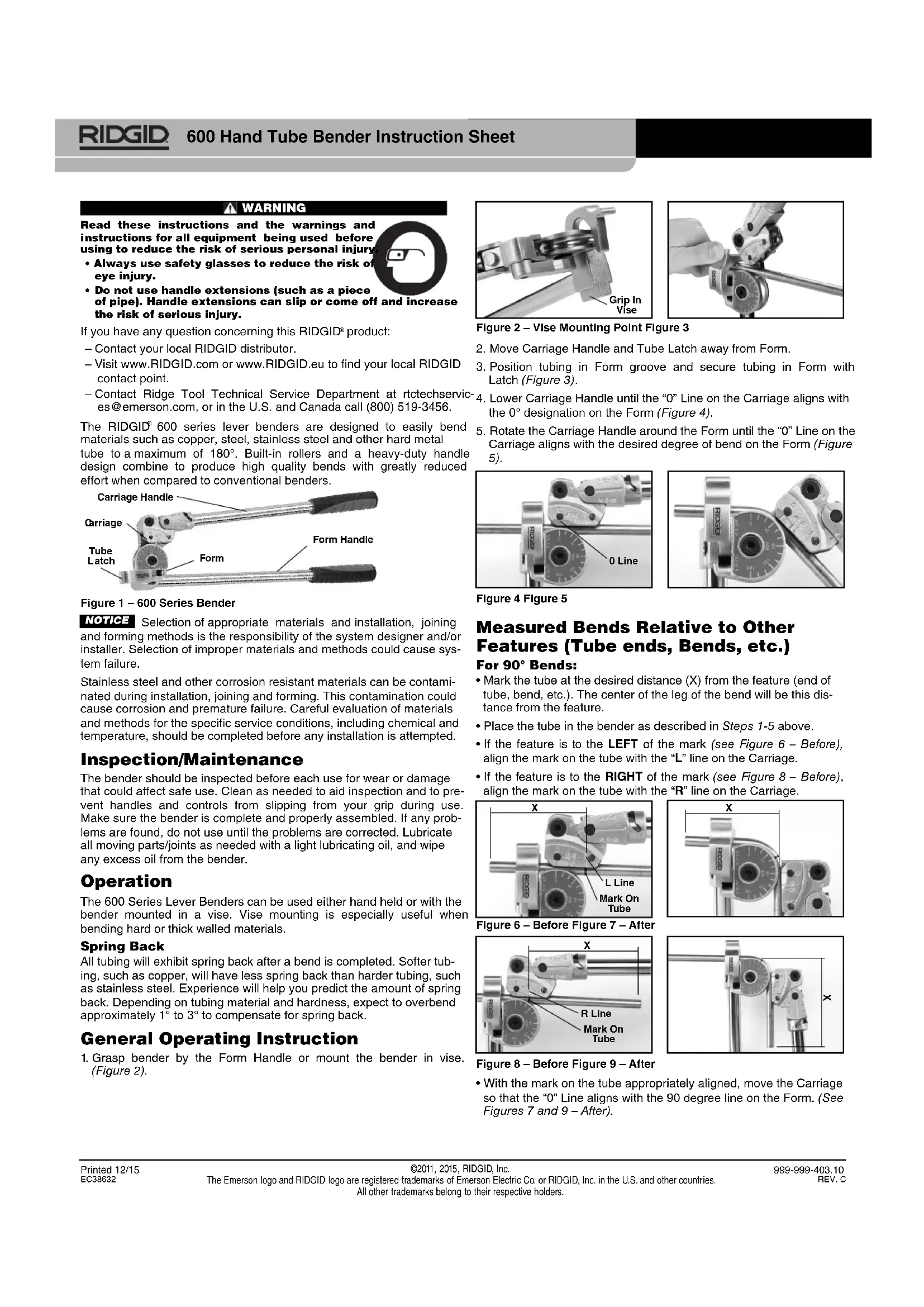
- Rabattez le manche du porte-galet jusqu'à ce que le repère « 0 » du porte-galet s'aligne avec celui de la matrice (Figure 4).
- Continuez de rabattre le manche du porte-galet jusqu'à ce que son repère « 0 » s'aligne avec le repère de rayon de courbure voulu de la matrice (Figure 5).
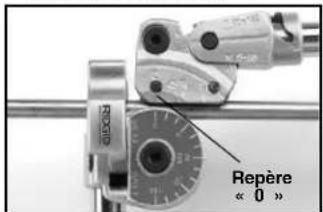
Figure 4 Figure 5
Coudes à :
- Marquez le tuyau à la distance voulue (X) en partant de l'objet existant (raccord, coude, etc.). Une fois le tuyau coudé, cette distance sera à l'axe de son nouveau départ en partant de l'objet existant.
- Positionnez le tuyau dans la cintruse comme indiqué aux étapes 1 à 5 ci-dessus. Si l'élément existant se trouve à GAUCHE du marquage du tuyau (Figure 6 - Avant), alignez cette marque avec le repère « L » du porte-galet.
- Si l'élément existant se trouve à DROITE du marquage du tuyau (Figure 8 - Avant), alignez cette marque avec le repère « R » du porte-galet.
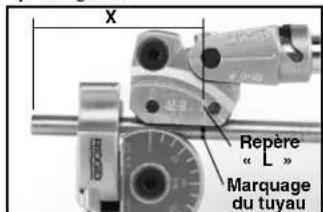
Figure 6 - Avant Figure 7 - Après
Figure 8 - Avant Figure 9 - Avant
- Une fois les repères correctement alignés, rabattez le porte-galet de manière à aligner son repère « 0 » avec le repère « 90° » de la matrice (Figures 7 et 9 - APRÈS).
Coudes à :
- Marquez le tuyau à la distance voulue (X) en partant de l'élément existant (raccord, coude, etc.). Une fois le tuyau coudé, cette dis
distance sera à l'axe de la courbe réalisée en partant de l'élément existant.
- Positionnez le tuyau dans la cintruse comme indiqué aux étapes 1 à 5 ci-dessus.
- Alignez le marquage du tuyau avec le repère « 45° » du porte-galet (Figure 10).
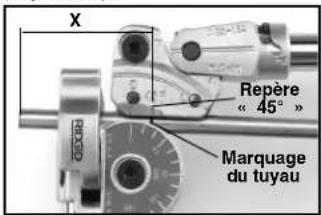
Figure 10 - Avant Figure 11 - Après
- Une fois les repères correctement alignés, rabattez le porte-galet de manière à aligner son repère « 0 » avec le repère « 45° » de la matrice.
Coudes de à
Suivez les étapes 1 à 5 pour le cintrage à
- Lorsque le repère « 0 » du porte-galet atteint le repère « 90° » de la matrice, tournez le manche du porte-galet jusqu'à ce que sa broche arrive en position « déverrouillée » (Figure 12).

Figure 12 - Déverrouiller Figure 13 - Tourner le manche
- Ramenez le manche du porte-galet de l'autre côté du porte-galet jusqu'à ce que le repère triangulaire « 90° - 180° » du manche s'aligne avec le repère triangulaire du porte-galet (Figure 13).
- Tournez le manche du porte-galet jusqu'à la position « verrouillée » en faisant attention qu'il ne se déboite pas du porte-galet. (Figure 14).

Figure 14 - Verrouiller Figure 15
- Ramenez le manche du porte-galet autour de la matrice jusqu’à ce que le repère « 0 » du porte-galet s’aligne avec celui du degré de cintrage voulu (Figure 15). Les deux manches ne peuvent pas se croiser.
Calcul de la longueur de tuyau nécessaire
Plusieurs paramètres entrent en jeu lors du calcul de la longueur totale du tuyau à cinqre par rapport à ses deux aboutissants. Il s'agit de réduire la longueur totale du tuyau cinqré en fonction de la longueur cumulée de ses vecteurs rectilignes et de sa courbure.
Un tuyau cintré est toujours plus court que la somme de ses vecteurs linéaires.
Ces paramètres sont déterminés en fonction du rayon de courbure de la cintreuse et du degré de courbure du coude. Le tableau suivant indique les longueurs à soustraire à l'axe du tuyau (voir exemple).
Tableau de calcul de longueur
| Cintreuse n° | 603/604 | 605/606 | 608 | 606M | 608M/610M | 612M |
| Ø ext. tuyau | 3/16, 1/4" | 5/16, 3/8 | 1/2 | 6mm | 8mm, 10mm | 12mm |
| Rayon de courbure | 3/8 | 12/16 | 11/2 | 16mm | 24mm | 38mm |
| Degrés de courbure | A soustraire (pouces)) | A soustraire (mm) | ||||
| 90 | 0,27 | 0,40 | 0,65 | 6,88 | 10,32 | 16,34 |
| 85 | 0,22 | 0,33 | 0,52 | 5,59 | 8,38 | 13,27 |
| 80 | 0,18 | 0,26 | 0,42 | 4,52 | 6,78 | 10,73 |
| 75 | 0,14 | 0,21 | 0,34 | 3,61 | 5,42 | 8,58 |
| 70 | 0,11 | 0,17 | 0,27 | 2,86 | 4,29 | 6,80 |
| 65 | 0,09 | 0,13 | 0,21 | 2,24 | 3,36 | 5,32 |
| 60 | 0,07 | 0,10 | 0,16 | 1,72 | 2,58 | 4,08 |
| 55 | 0,05 | 0,08 | 0,12 | 1,32 | 1,98 | 3,14 |
| 50 | 0,04 | 0,06 | 0,09 | 0,96 | 1,44 | 2,27 |
| 45 | 0,03 | 0,04 | 0,06 | 0,69 | 1,03 | 1,63 |
| 40 | 0,02 | 0,03 | 0,05 | 0,48 | 0,72 | 1,15 |
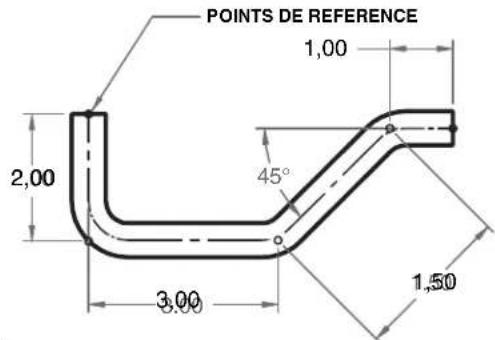
Example :
t u y a : ^ 3 / 3 Deduction pour coude a 90^ = 0,40(x1) Rayon de courbure : ^15/15 Deduction pour coudes à 45^ = 0.04 (x 2) (Valeurs obtenus sur le tableau de calcul) Longueur hors = Sum of Centerline Dimensions - Adjustments for Bends toutnecessaire 2,00+3,00+1,50+1,00-0,40-0,04-0,04= = 7.02
Caractéristiques des cintruses
| Réf. catalogue | Modèle | Capacité (Ø ext.) | Rayon de courbure | Poids | |
| livres | kgs. | ||||
| 38028 | 603 | 3/16" | 5/8" | 1,68 | 0,76 |
| 38033 | 604 | 1/4" | 5/8" | 1,68 | 0,76 |
| 38038 | 605 | 3/16" | 15/16" | 4,1 | 1,84 |
| 38043 | 606 | 3/6" | 15/16" | 4,1 | 1,84 |
| 38048 | 608 | 1/2" | 1 1/2" | 6,1 | 2,76 |
| 38053 | 606M | 6mm | 16mm | 1,68 | 0,76 |
| 38038 | 608M | 8mm | 24mm | 4,1 | 1,84 |
| 38058 | 610M | 10mm | 24mm | 4,1 | 1,84 |
| 38063 | 612M | 12mm | 38mm | 6,1 | 2,76 |
Produits associés
Réf. 31803 / Coupe-tubes rapide type 65S Réf. 29963 / Coupe-tubes pour inox type 35S Réf. 29993 / Alésoir intérieur/extérieur pour inox type 227S Réf. 29983 / Alésoir intérieur/extérieur pour inox type 223S


Marque : RIDGID
Modèle : 605608M
Catégorie : Presse-plieuse