
S5 - Imprimante Ultimaker - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil S5 Ultimaker au format PDF.
| Type de produit | Imprimante 3D professionnelle |
| Marque | Ultimaker |
| Modèle | S5 |
| Technologie d'impression | Fabrication par filament fondu (FFF) |
| Volume d'impression (XYZ) | 330 x 240 x 300 mm |
| Diamètre du filament | 2,85 mm |
| Résolution de couche | 20 - 600 microns (selon buse) |
| Résolution XYZ | 6,9 / 6,9 / 2,5 microns |
| Vitesse d'impression maximale | 24 mm³/s |
| Plateau | Verre chauffé (aluminium en option) |
| Température plateau | 20 - 140 °C |
| Température buse | 180 - 280 °C |
| Tête d'impression | Double extrusion avec levage automatique, print cores interchangeables |
| Connectivité | Wi-Fi, LAN, USB |
| Affichage | Écran tactile couleur 4,7 pouces |
| Dimensions (L x P x H) | 495 x 457 x 520 mm |
| Poids net | 20,6 kg |
| Alimentation | 500 W |
| Matériaux supportés | PLA, Tough PLA, Nylon, ABS, CPE, CPE+, PC, TPU 95A, PP, PVA, Breakaway |
| Logiciel fourni | Ultimaker Cura, Cura Connect |
| Garantie | 12 mois |
| Maintenance recommandée | Lubrification des axes, nettoyage des chargeurs et print cores, remplacement des tubes Bowden |
| Sécurité | Protection thermique, certification CE, FCC, arrêt d'urgence |
| Nivellement du plateau | Actif automatique et manuel avec carte de calibrage |
| Calibrage XY | Oui, avec feuille de calibrage spécifique |
FOIRE AUX QUESTIONS - S5 Ultimaker
Questions des utilisateurs sur S5 Ultimaker
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Imprimante au format PDF gratuitement ! Retrouvez votre notice S5 - Ultimaker et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil S5 de la marque Ultimaker.
MODE D'EMPLOI S5 Ultimaker
Manuel d'installation et d'utilisation
Clause de non-responsabilité

Veuillez lire attentivement et comprendre le contenu de ce manuel d'installation et d'utilisation. Ne pas lire ce manuel peut entraîner des blessures corporelles, des résultats inférieurs à la qualité attendue ou des dommages pour l'Ultimaker S5. Veillez à ce que toute personne qui utilise cette imprimante 3D connaisse et comprenne le contenu du manuel afin de profiter pleinement de l'Ultimaker S5.
Les conditions ou les méthodes utilisées pour l'assemblage, la manutention, le stockage, l'utilisation ou la mise au rebut de l'appareil ne relèvent pas de notre contrôle et de notre connaissance. De ce fait, nous ne pouvons être tenus responsables de toute perte, blessure, dommage ou dépense découlant de ou en relation avec l'assemblage, la manipulation, le stockage, l'utilisation ou l'élimination du produit.
Les informations contenues dans ce document ont été obtenues auprès de sources considérées comme fiables. Toutefois, les informations sont fournies sans aucune garantie, expresse ou implicite, quant à leur exactitude.
Usage prévu de l'ultimaker S5
Les imprimantes 3D Ultimaker sont conçues et fabriquées pour la fabrication par filament fondu à l'aide des matériaux Ultimaker, dans un environnement commercial / professionnel. L'alliance de la précision et de la vitesse fait de l'imprimante 3D Ultimaker la machine idéale pour les modèles de conception, les prototypes fonctionnels et la production de petites séries. Bien que nous ayons atteint une norme très élevée dans la reproduction de modèles 3D avec l'utilisation d'Ultimaker Cura, l'utilisateur reste responsable de la qualification et la validation de l'application de l'objet imprimé pour son usage prévu, en particulier pour les applications relevant de domaines à la réglementation stricte tels que les dispositifs Médicaux et l'aéronautique. Il s'agit d'une plate-forme libre en termes de matériel. Néanmoins, les meilleurs résultats seront obtenus avec les matériaux Ultimaker, lorsque des efforts sont fournis pour adapter les paramètres de la machine aux propriétés du matériel.
- Nous respectons la directive WEEE.
Copyright © 2018 Ultimaker. Tous droits réservés dans le monde entier.
Cette version linguistique de ce manuel est vérifiée par le fabricant (manuel original).
La présente publication, illustrations comprises, ne peut être reproduite et / ou rendue publique, que ce soit par impression, photocopie, microfilm ou tout autre moyen,
en tout ou partie, sans l'accord préalable écrit d'Ultimaker.
Sécurité et conformité 6
1.1 Messages de sécurité 7 1.2 Dangers 8
2.1 Principaux composants de l'Ultimaker S5 10 2.2 Spécifications 11
Déballage 12
3.1 Déballage 13 3.2 Installation des accessoires matériels 15
Configuration pour la première utilisation 17
4.1 Selection du plateau 18 4.2 Installation du print core (support d'impression) 19 4.3Chargement des matériaux 20 4.4 Installation du réseau et mise à jour du firmware 22 4.5 Installation d'Ultimaker Cura 23
Utilisation 24
5.1 Écran tactile 25 5.2 Matieresaux 26 5.3 Préparation d'une impression avec Ultimaker Cura 28 5.4Lancement d'une impression 30 5.5 Retrait de l'impression 32 5.6 Retrait du matériel de support 33 5.7 Modification de la configuration de l'imprimante 35 5.8 Calibrage 36
Maintenance 39
6.1 Mise à jour du firmware 40 6.2 Manutention et entreposage des matériaux 41 6.3 Calendrier de maintenance 42 6.4 Nettoyage de l'imprimante 43 6.5 Lubrification des essieux 47 6.6 Vérification du jeu sur les essieux 48 6.7 Vérification de la tension des courroies 49 6.8 Vérification de l'absence de débris dans le ventilateur du devant de la tête d'impression 50 6.9 Vérification de la qualité du capot de la buse 51 6.10 Lubrification de la vis-mère du moteur Z 53 6.11 Nettoyage des chargeurs 54 6.12 Nettoyage des print cores 55 6.13 Lubrification de l'engrenage du chargeur 58 6.14 Remplacement des tubes Bowden 59 6.15 Nettoyage des ventilateurs du système 61 6.16 Lubrification des essieux 62
Dépannage 63
7.1 Messages d'erreur 64 7.2Dépannage du print core 65 7.3 Problèmes de qualité d'impression 66
Préface
Vous avez entre les mains le manuel d'installation et d'utilisation de l'Ultimaker S5. Ce manuel comporte des chapitres sur l'installation et l'utilisation de l'imprimante 3D.
Il contient également des informations et des instructions importantes pour la sécurité, l'installation et l'utilisation. Veuillez lire attentivement toutes les informations et suivre les instructions et les directives de ce manuel. De la sorte, vous obtiendrez des impressions de grande qualité et vous éviterez d'éventuels accidents et blessures. Veillez à ce que toute personne utilisant l'Ultimaker S5 ait accès à ce manuel.
Nous avons tout mis en œuvre pour que ce manuel soit aussi précis et complet que possible. Ces informations sont censées être correctes mais ne prétendent pas être exhaustives, et doivent uniquement être utilisées comme guide. Si vous constatez des erreurs ou des omissions, veuillez nous les signaler afin que nous puissions faire le nécessaire. Cela nous permettra d'améliorer notre documentation et notre service.

1. Sécurité et conformité
Il est crucial de travailler en toute sécurité avec votre Ultimaker S5.
Ce chapitre traite de la sécurité et des dangers. Veuillez lire attentivement toutes les informations afin d'éviter d'éventuels accidents et blessures.
1.1 Messages de sécurité
Ce manuel contient des avertissements et des notifications de sécurité.

Fournit des informations complémentaires précieuses pour effectuer une tâche ou éviter des problèmes.

Avertit d'une situation pouvant causer des dommages matériels ou des blessures si les consignes de sécurité ne sont pas respectées.
Informations de sécurité générale
L'Ultimaker S5 génère de fortes températures et compte des pièces mobiles chaudes pouvant causer des blessures. Ne touchez jamais l'intérieur de l'Ultimaker S5 lorsqu'elle est en fonctionnement. Contrôlez toujours l'imprimante à l'aide de l'écran tactile situé sur le devant ou du bouton d'alimentation à l'arrière. Laissez l'Ultimaker S5 refroidir pendant 5 minutes avant de toucher les pièces internes.
Ne changez et ne régalez rien sur l'Ultimaker S5, sauf si cela est autorisé par le fabricant.
Ne rangez pas d'objets dans l'Ultimaker S5.
L'Ultimaker S5 n'est pas prévue pour être utilisée par des personnes dont les capacités mentales et/ou physiques sont réduites, manquant d'expérience et de connaissances, sauf sous la supervision ou après avoir reçu des instructions relatives à l'utilisation du produit d'une personne responsable de leur sécurité.
Les enfants doivent être surveillés en permanence lors de l'utilisation de l'imprimante.
Radio intentionnelle
Cet appareil ne peut causer des interférences nuisibles et doit accepter la réception d'interférences, y compris les interférences susceptibles d'entraîner un fonctionnement indésirable.
Compatibilité électromagnétique (CEM)
Cet équipement a été testé et certifié conforme aux limites d'un appareil numérique de Classe A, conformément à la partie 15 des règles de la FCC. Ces limites sont conçues pour offrir une protection raisonnable contre les interférences nuisibles lorsque l'équipement est utilisé dans un environnement commercial. Cet équipement génère, utilise et peut émettre une énergie de radiofréquence et, s'il n'est pas installé et utilisé conformément au manuel d'utilisation, peut causer des interférences nuisibles pour les communications radio. L'utilisation de cet équipement dans une zone résidentielle risque de causer des interférences nuisibles, auquel cas l'utilisateur sera tenu de corriger les interférences à ses frais.
Une décharge electrostatique dans certaines parties métalliques de l'appareil peut provoquer l'interruption des communications NFC, ce qui affecte la détection initiale de la bobine de matériel. Dans ces cas, un redémarrage de l'appareil devrait résoudre le problème.
Sécurité électrique

L'Ultimaker S5 a été testée conformément à la norme CEI 60950-1. Chaque imprimante a passé le test Hi-pot avant d'être expédiée. Ce test garantit le niveau d'isoation contre les chocs électriques. Une prise de courant munie d'une mise à la terre doit être utilisée. Assurez-vous que le boîtier dispose d'un moyen dédié de protection contre les surintensités et les courts-circuits. Pour plus d'informations, consultez le rapport CB sur notre site Web. L'imprimante est alimentée par la tension du secteur, ce qui est dangereux au toucher. Ceci a été marqué d'un symbole de haute tension sur le capot inférieur. Le capot inférieur ne doit être enlevé que par du personnel qualifié.

Débranche toujours l'imprimante avant de procéder à des travaux de maintenance ou des modifications.
Sécurité mécanique

L'Ultimaker S5 est conforme à la Directive sur les machines 2006/42/UE. La déclaration de conformité CE est disponible sur notre site Internet. L'Ultimaker S5 contient des pièces mobiles. Les courroies d'entraînement ne devraient pas endommager l'utilisateur. La force du plateau est suffisamment élevée pour causer des dommages. Il convient donc de garder vos mains hors de la portée du plateau pendant le fonctionnement.

Débranche toujours l'imprimante avant de procéder à des travaux de maintenance ou des modifications.
Risque de brûlures

Il existe un risque potentiel de brûlures : la tête d'impression peut atteindre des températures allant jusqu'à 280 °C, tandis que le plateau chauffant peut atteindre 140 °C. Ne touchez pas ces deux éléments à mains nues.

Laissez toujours l'imprimante refroidir pendant 30 minutes avant de procéder à des travaux de maintenance ou des modifications.
Santé et sécurité
L'Ultimaker S5 est conçue pour les matériaux Ultimaker. Ces matériaux peuvent être imprimés en toute sécurité si les températures et paramètres recommandés sont appliqués. Nous recommandons d'imprimer tous les matériaux Ultimaker en un lieu bien ventilé. Pour plus d'informations, consultez la FDS de chaque matériel spécifique.

Les matériaux autres peuvent libérer des COV (composés organiques volatils) au-dessus des valeurs limites réglementées lorsqu'ils sont traités dans les imprimantes 3D Ultimaker (non couvert par la garantie). Cela peut causer des maux de tête, de la fatigue, des vertiges, de la confusion, des nausées, des malaises, une difficulté de concentration et un sentiment d'intoxication. L'utilisation d'une hotte aspirante est recommandée. Pour plus d'informations, consultez la FDS de ces matériaux.
2. Introduction
Découvrez votre nouvelle Ultimaker S5 et les possibilités de cette imprimante 3D.
2.1 Principaux composants de l'ultimaker S5


- Portes en verre
- Tête d'impression
- Plateau
- Broches du plateau
- Ecran tactile
- Port USB
- Chargeur 2
- Tubes Bowden
- Chargeur 1
- Prise et interrupteur
- Port Ethernet
- Support de bobine double avec câble NFC
- Port NFC
2.2 Spécifications
| Imprimante et propriétés d'impression | Technologie Fabrication par filament fondu (FFF)Tête d'impression Tête d'impression à double extrusion avec système de levage à buse automatique et print cores interchangeablesVolume d'impression XYZ : 330 x 240 x 300 mm(buse gauche ou droite, ou double extrusion)Diamètre du filament 2,85 mmRésolution de la couche Buse 0,25 mm : 150 - 60 micronsBuse 0,4 mm : 200 - 20 micronsBuse 0,8 mm : 600 - 20 micronsRésolution XYZ 6,9,6,9,2,5 micronsVitesse d'impression< 24 mm3/sPlateau Plateau en verre chaufféPlateau en aluminium chauffé (disponible à l'autonne 2018)Température du plateau 20 - 140 °CNivellement du plateau Nivellement actifMatériaux pris en charge Optimisé pour : PLA,Tough PLA,Nylon,ABS,CPE,CPE+,PC,TPU 95A,PP,PVA,Breakaway (Prend également en charge les matériaux de tiers)Contenu de la boîte : Ultimaker Tough PLA Black 750 g,Ultimaker PVA 750 gType de chargeur Double engrenage,résistant à l'abrasion (préts pour les matériaux composites)Diamètre de la buse 0,25 mm,0,4 mm,0,8 mmTempérature de la buse 180 - 280 °CTemps de chauffe de la buse< 2 minTemps de chauffe du plateau< 4 min (de 20 à 60 °C)Son produit par l'utilisation 50 dBAPuissance nominale 500WReconnaisance du matériel Auto-reconnaisance avec scanner NFCConnectivité Wi-Fi, LAN, port USBAffichage Écran tactile couleur 4,7 pouces (11,9 cm)Langues prises en charge Anglais, allemand, chinois simplifié, coréen, espagnol, français,italien,japonais,néerlandais, portugais,russeeSurveillance Caméra en direct (vue du bureau ou de l'application) |
| Dimensions physiques | Dimensions 495 x 457 x 520 mm495 x 585 x 780 mm (avec tubes Bowden et porte-bobine)Poids net 20,6 kgPoids d'expédition 29 kgDimensions de la boîte d'expédition 650 x 600 x 700 mm |
| Conditions ambantes | Température ambiente d'utilisation15 - 32 °C,10 - 90 % HR sans condensationTempérature hors utilisation0 - 32 °C |
| Logiciel | Logiciel fourniUltimaker Cura, notre logiciel gratuite de préparation d'impressionCura Connect, notre solution gratuite de gestion d'imprimantesSystèmes d'exploitation compatiblesMacOS, Windows et LinuxIntégration pluginSolidWorks,Siemens NXTypes de fidchier Ultimaker Cura : STL, OBJ,X3D,3MF,BMP,GIF,JPG,PNGFormats imprimables : G, GCODE, GCODE.gz,UFP |
| Garantie et service | Période de garantie12 moisAssistance techniqueSupport à vie Ultimaker's global network of certified service partners |
3. Déballage
Déballez délicatement votre Ultimaker S5 et installez le matériel conformément aux instructions de ce chapitre.
Retirer l'emballage
L'Ultimaker S5 est fournie dans un emballage durable et réutilisable, tout spécialement conçu pour protéger votre imprimante 3D. Suivez les étapes décrites ci-dessous pour déballer libre Ultimaker S5.

Pour des raisons de sécurité, nous vous recommandons de retirer l'emballage avec la boite placée sur le sol. Veuillez conserver tous les emballages à des fins de garantie.
- Retirez les clips de verrouillage en plastique de la partie inférieure de la boîte.
- En tenant les poignées, soulevez la partie supérieure de la boîte pour révéler l'imprimante.
- Soulevez la partie supérieure en mousse recouvrant l'imprimante en tirant le câble de la tête d'impression.
- Retirez l'insert en carton avec les matériaux du haut de l'imprimante.
- Placez l'imprimante sur une surface plane.

Lorsque vous placez l'imprimante sur une étagère ou une table, prenez les mesures appropriées pour éviter que l'imprimante ne tombe.
- Glissez le joint central au bas des portes vitrées d'un côté, puis enlevez tous les joints restants.
- Ouvrez soigneusement les portes vitrées et sortez la boîte d'accessoires et les pièces en mousse de l'intérieur de l'imprimante.
- Retirez la protection en plastique de l'écran tactile.

Si l'imprimante doit être transportée sans la boîte extérieure, il faut connaître le poids et les dimensions de l'imprimante. Selon la définition de la norme UL 60950-1, l'imprimante n'est pas portable. Utilisez les moyens de transport appropriés pour le faire en toute sécurité afin d'éviter de trébucher.




Contenu de la boîte
Outre l'imprimante elle-même, un guide de démarrage rapide et un test d'impression, l'Ultimaker S5 est fournie avec plusieurs accessoires matériels. Vérifiez si tous ces éléments sont inclus avant de continuer.
Accessoires
- Plaque de verre
- Plaque d'aluminium
- Porte-bobine avec guide de matériel
- Câble d'alimentation
- Cable Ethernet
- Clé USB 7. Print core AA 0.4 8. Print core BB 0.4
- Feuille de calibrage XY - plaque de verre
- Feuille de calibrage XY - plaque d'aluminium
- Carte de calibrage
- Capot de buse (3x)
Consommables
- PLA resistant (750g)
- PVA (750 g)
- Baton de colle
- Huile
- Graisse
Outils
- Tournevis hexagonal 2mm

Un autre print core AA 0.4 est placé dans la fente 1 de la tête d'impression de l'Ultimaker S5.

Connecter les tubes bowden
- Retirez les étriers de fermeture de la tête d'impression et insérez les tubes Bowden. Les tubes Bowden se connectent aux numérateurs correspondants sur la tête d'impression.
- Fixez les tubes Bowden avec les étriers de fermeture.
- Installez les clips de câble de la tête d'impression sur le tube Bowden 2.




Placer et connecter le porte-bobine NFC
- Insérez le porte-bobine dans le panneau arrière et poussez jusqu'à ce qu'il s'enclenche en place.
- Fixez le câble du porte-bobine derrière les serre-câbles du panneau arrière.
- Connectez le cable à la prise NFC à l'arrière de l'imprimante.


Placer la plaque de verre
- Ouvrez les portes vitrées.
- Ouvrez les deux broches du plateau à l'avant.
- Faites glisser doucement la plaque de verre sur le plateau et assurez-vous qu'elle s'emboite bien dans les broches à l'arrière.

Pour la première utilisation, il est recommandé d'utiliser les matériaux fournis avec l'Ultimaker S5. Ceux-ci devraient être imprimés sur la plaque de verre.
- Fermez les deux broches du plateau à l'avant pour fixer la plaque de verre et fermer les portes vitrées.




Connecter le câble d'alimentation
- Connectez le câble d'alimentation à la prise de courant située à l'arrière de l'Ultimaker S5.
- Branchez l'autre cote du cable dans une prise murale.

4. Configuration pour la première utilisation
Après avoir installé les accessoires, vous devez configurer l'imprimante pour la première utilisation. Ce chapitre explique comment sélectionner le plateau, installer les print cores, charger les matériaux, configurer un réseau, mettre à jour le firmware et installer Ultimaker Cura.
4.1 Sélection du plateau
Pour réaliser la procédure d'installation, mettez l'imprimante sous tension à l'aide du bouton d'alimentation situé à l'arrière. On vous demandera d'abord de désigner toute langue préférée. Après cela, la configuration d'accueil apparaitra sur l'écran tactile. Suivez les étapes sur l'écran tactile et décrites dans les pages suivantes de ce manuel d'utilisation.

La langue de l'imprimante peut toujours être modifiée en naviguant vers Préférences → Réglages → Langue.
Confirmer que la plaque de verre est installée
Pour la première utilisation, il est recommandé d'utiliser les matériaux livrés avec l'imprimante pour imprimer : Tough PLA et PVA. Cette combinaison de matériaux doit être imprimée sur une plaque de verre, c'est pourquoi la plaque de verre a été installée dans le chapitre précédent. Dans cette étape de l'installation de bienvenue, vous devez confirmer que vous avez installé la plaque de verre.
Une fine couche de colle doit être appliquée sur la plaque de verre pour assurer une adhérence fiable. Vous trouvez plus d'informations sur le plateau recommendé et la méthode d'adhésion par matériel au chapitre 5.2 Matériaux.

4.2 Installation du print core (support d'impression)
L'Ultimaker S5 utilise deux print cores dans la tête d'impression qui sont interchangeables.
Il existe deux types de print cores :
- Type AA : pour l'impression de matériaux de construction et de matériel Ultimaker Breakaway
- Type BB : pour l'impression de matériel de support hydrosoluble
Chaque Ultimaker S5 est fournie avec deux print cores AA 0.4, l'un étant déjà installé dans la fente de tête d'impression 1, et un print core BB 0.4. Cela signifie qu'il est possible de réaliser des impressions avec deux matériaux de construction ou un matériel de construction et un matériel de support.
Les print cores contiennent des informations enregistrées sur une petite puce, qui permettent à l'imprimante de toujours connaître les supports d'impression installés et les matériaux pouvant être utilisés avec ce print core.
Au cours de la configuration de bienvenue, le second print core doit être installé. Pour ce faire, allez à Print core 2 et sélectionnez Démarrer. Suivez les étapes suivantes sur l'Ultimaker S5 :
- Ouvrez avec précaution les portes vitrées et le support de ventilateur de la tête d'impression et appuyez sur Confirmer.
- Installez le second print core (BB 0.4) dans la fente de la tête d'impression 2 en appuyant sur les leviers du print core et en le faisant coulisser dans la tête d'impression jusqu'à ce que vous entendiez un déclic.

Ne touchez pas les points de contact à l'arête du print core avec vos doigts.

Veillez à maintenir le print core complètement à la verticale pendant que vous l'installez afin qu'il coulisse dans la tête d'impression.
- Fermez soigneusement le support du ventilateur de la tête d'impression et confirmez pour poursuivre la configuration de bienvenue.

4.3 Chargement des matériaux
Avant de commencer à imprimer sur l'Ultimaker S5, vous devez charger les matériaux dans l'imprimante. Lors de la première utilisation, il est recommandé d'utiliser les bobines de Tough PLA et PVA fournies avec l'Ultimaker S5.
Charger le matériel 2
Le matériel 2 sera chargé en premier du fait qu'il s'agit du matériel devant être placé à proximité de la partie arrêtée de l'imprimante. Sélectionnez Matériau 2 dans la liste affichée sur l'écran tactile, sélectionnez Démarrer, puis suivez les étapes suivantes pour charger le matériel.
- Placez la bobine avec le matériel 2 (PVA) sur le porte-bobine et sélectionnez Confirmer. Veillez à ce que l'extrémité du matériel pointe dans le sens horaire, afin que le matériel puisse entrer dans le chargeur 2 par le bas.
- Attendez que l'Ultimaker S5 détecte le matériel et confirmez.

Lorsque vous utilisez un matériel de tiers, vous pouvez sélectionner manuellement le type de matériel.
- Insérez l'extrémité du matériel dans le chargeur 2 et poussez-le doucement jusqu'à ce qu'il soit pris par le chargeur et soit visible dans le tube Bowden. Sélectionnez Confirmer pour continuer.

Vous pouvez redresser légèrement l'extrémité du matériel afin qu'il entre aisément dans le chargeur.
- Attendez que l'Ultimaker S5CHAFFE le print core 2 et charge le materiaiu dans la tete d'impression.
- Confirmez lorsque le nouveau matériel sort systématiquement du print core 2.
- Attendez quelques instants que le print core 2 refroidisse.

Charger le matériel 1
Le matériel 1 sera placé sur le guide à matériel avant d'être placé sur le porte-bobine pour éviter que les 2 matériaux ne s'emmelent pendant l'impression. Sélectionnez matériel 1 dans la liste affichée sur l'écran tactile, sélectionnez Démarrer, puis suivez les étapes suivantes.
- Prenez le guide de matériel et tenez-le avec la partie extérieure orientée vers vous.
- Placez la bobine de matériel au avec le matériel 1 (Tough PLA) sur le guide de matériel au avec le matériel dans le sens antihoraire, et guidez l'extrémité du matériel à travers le trou dans le guide de matériel.
- Placez le guide de matériel avec le matériel 1 sur le porte-bobine derrière le matériel 2 et sélectionnez Confirmer.
- Attendez que l'Ultimaker S5 détecte le matériel et sélectionnez Confirmer.

Lorsque vous utilisez un matériel de tiers, vous pouvez sélectionner manuellement le type de matériel.
- Insérez l'extrémité du matériel dans le chargeur 1 et poussez-le doucement jusqu'à ce qu'il soit pris par le chargeur et soit visible dans le tube Bowden. Sélectionnez Confirmer pour continuer.

Vous pouvez redresser l'extrémité du matériel afin qu'il entre aisément dans le chargeur.
- Attendez que l'Ultimaker S5 chauffe le print core 1 et charge le matériel dans la tête d'impression.
- Confirmez lorsque le nouveau matériel sort systématiquement du print core 1.
- Attendez quelques instants que le print core 1 refroidisse.




Configurer la connectivité réseau
L'Ultimaker S5 peut se connecter à un réseau local, soit par Wi-Fi, soit par Ethernet. Pour vous connecter à un réseau, sélectionnez Configuration réseau dans la liste d'accueil. Si vous souhaitez configurer une connexion réseau sans fil, sélectionnez Configuration Wi-Fi. Si vous pouvez utiliser Ethernet, ou si vous ne pouvez pas configurer la connectivité réseau, sélectionnez Sauter.
Configurer le wi-fi
Pour connecter votre Ultimaker S5 à un réseau sans fil, vous aurez besoin d'un ordinateur ou d'un smartphone. Démarrez la configuration Wi-Fi et suivez les étapes sur l'écran tactile:
- Attendez que votre Ultimaker S5 ait créé un point d'accès Wi-Fi. Cela peut prendre une minute.
- Utilisez un ordinateur ou un smartphone pour vous connecter à l'imprimante. Le nom du réseau Wi-Fi est affiché sur l'écran tactile de l'Ultimaker S5.
- Une fenêtre pop-up apparaîtra sur l'écran de votre ordinateur ou smartphone. Suivez les étapes pour connecter l'Ultimaker S5 à votre réseau Wi-Fi local. La fenêtre pop-up disparaîtra une fois que vous aurez effectué cette procédure.

Si la fenêtre pop-up n'apparaît pas, ouvre un navigateur et allez sur un site Web qui n'est pas encore connu de votre navigateur.
- Retournez sur l'Ultimaker S5 et attendez que la configuration Wi-Fi soit terminée.

Il peut arriver que l'Ultimaker S5 rencontre des difficultés à établir une connexion sans fil dans certains environnements réseau. Lorsque cela se produit, répérez la configuration Wi-Fi à partir d'un autre ordinateur ou smartphone.

Si vous sautez la configuration Wi-Fi pendant la configuration de bienvenue, vous pouvez la relancer en allant dans Préférences → Réseau → Démarrer la configuration Wi-Fi.
Connexion via ethernet
Vous pouvez configurer une connexion réseau câblée après avoir terminé la configuration de bienvenue en suivant les étapes suivantes:
- Connectez une extrémité d'un câble Ethernet au port Ethernet à l'arrière de l'Ultimaker S5.
- Connectez l'autre extrémité du cable à une source réseau (routeur, modem ou commutateur).
- Activez Ethernet dans le menu réseau en naviguant vers Prérérences → Réseau et en activant Ethernet.

Mettre à jour le firmware
Après avoir terminé l'installation de bienvenue, l'Ultimaker S5 vérifiera si le dernier firmware est installé comme étape finale. Si une version plus ancienne est détectée, elle téléchargera le dernier firmware et l'installera. Ce processus peut prendre plusieurs minutes.

Vous serez invité à installer le dernier firmware que si l'imprimante est connectée à un réseau et qu'une ancienne version du firmware est détectée.
4.5 Installation d'ultimaker cura
Une fois la configuration de votre imprimante réussie, veuillez installer Ultimaker Cura – notre logiciel gratuit de préparation et de gestion de l'impression – sur tout ordinateur. Vous pouvez télécharger Ultimaker Cura à l'adresse www.ultimaker.com/software.
Plate-formes prises en charge
- Windows Vista ou plus récent (64 bits) Mac OSX 10.7 ou plus récent (64 bits) Linux Ubuntu 14.04, Fedora 23, OpenSuse 13.2, ArchLinux ou plus récent (64 bits)
Exigences système
- Carte graphique compatible OpenGL 2 Intel Core 2 ou AMD Athlon 64 ou plus récent Au moins 4 Go de RAM (8 Go ou plus est recommandé)
- Un processeur 64 bits
Installation
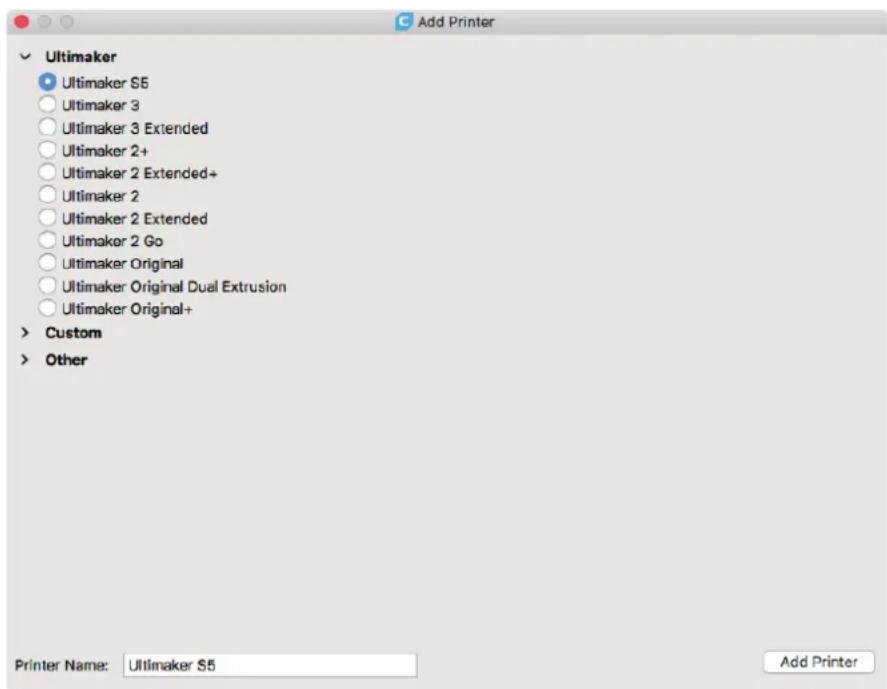
Après le téléchargement, exécutez le programme d'installation et l'assistant d'installation pour terminer l'installation d'Ultimaker Cura. Lorsque vous ouvrez Ultimaker Cura pour la première fois, vous devrez sélectionner libre imprimante 3D. Sélectionnez le profil Ultimaker S5 et vous êtes prêts à commencer. Vous pouvez maintenant vous connecter directement à l'imprimante et commencer à utiliser Ultimaker Cura.

Si vous avez déjà installé Ultimaker Cura, vous pouvez ajouter l'Ultimaker S5 en naviguant à Paramètres → Imprimante → Ajouter imprimante.
5. Utilisation
À l'issue de l'installation, vous pouvez commencer à imprimer avec votre Ultimaker S5. Ce chapitre fournit des informations sur l'écran tactile, les matériaux, Ultimaker Cura, le démarrage d'une impression, le retrait de l'impression et du matériel de support, la modification de la configuration de l'imprimante et les étapes de calibrage.
5.1 Écran tactile
Vous pouvez contrôler l'Ultimaker S5 en utilisant l'écran tactile à l'avant de l'imprimante.
Lorsque vous allumez l'Ultimaker S5 pour la première fois, l'imprimante exécutera la configuration de bienvenue. Après cela, le menu principal s'affiche lors de la mise sous tension de l'imprimante.
Interface
Le menu principal offre trois options, représentées par les icônes suivantes :

Aperçu du statut

Aperçu de la configuration

Aperçu des préférences
Aperçu du statut
L'aperçu du statut est automatiquement affiché à côté du menu principal. De là, vous pouvez démarrer une impression à partir d'un port USB ou visualiser la progression de l'impression pendant qu'elle est en cours.
Aperçu de la configuration
L'aperçu de la configuration montre la configuration actuelle de l'imprimante. Ici, vous pouvez voir quels print cores, matériaux et plateau sont installés et cela vous permet de modifier la configuration.
Aperçu des préférences
L'aperçu des préférences se compose de trois sous-menus : paramètres, maintenance et réseau. Dans le menu des paramètres de l'imprimante, vous pouvez modifier les paramètres généraux, tels que la langue. Dans le menu de maintenance, les procédures de maintenance et de calibrage les plus importantes peuvent être effectuées, en plus de la sauvegarde des journaux pour le diagnostic. Le menu réseau vous permet de modifier les paramètres réseau ou d'effectuer la configuration Wi-Fi.
Compatibilité des matériaux
Comme expliqué au chapitre 4.2 (Installation du print core), l'Ultimaker S5 est livrée avec deux print cores AA et un print core BB. Les print cores AA peuvent être utilisés pour l'impression de matériaux de construction et de matériaux de support Breakaway. Le print core BB peut être utilisé pour les matériaux de support solubles dans l'eau (PVA).
L'Ultimaker S5 prend en charge tous les matériaux Ultimaker actuellement disponibles, dont la plupart peuvent être imprimés avec toutes les tailles de print core (0,25, 0,4 et 0,8 mm). Le tableau ci-dessous présente la compatibilité des matériaux et des tailles de print cores. Ces données sont basées sur des impressions par extrusion simple.
Pour une présentation des combinaisons possibles de matériaux pour extrusion double, veuillez consulter la table ci-dessous.
Officiellement pris en charge Expérimental NoX pris en charge
Bien que l'Ultimaker S5 soit équipée d'un système libre en termes de matériaux, l'utilisation de matériaux Ultimaker sur l'imprimante est recommandée. Tous les matériaux Ultimaker ont été testés de manière extensive et présentent des profils optimisés dans Ultimaker Cura pour optimiser les résultats d'impression. Il est donc conseillé d'utiliser l'un des profils par défaut d'Ultimaker CCura pour une fiabilité maximale. L'utilisation de matériaux Ultimaker vous permettra également de bénéficier du système de détection NFC. Les bobines Ultimaker seront automatiquement reconnues par l'Ultimaker S5, et ces informations peuvent être transférées directement vers Ultimaker Cura lorsque vous êtes connecté à un réseau, pour une connexion fluide entre l'imprimante et le logiciel Ultimaker Cura.
Recommandations d'impression
Chaque matériel duance des paramètres differents pour des résultats optimaux. Si vous utilisez Ultimaker Cura pour preparer Your modele, ces paramètres sont automatiquement réglés correctement si le ou les print cores, le ou les matériaux et le type de plateau corrects sont sélectionnés. Assurez-vous d'utiliser la dernière version d'Ultimaker Cura pour les profils d'impression les plus récents.
Pour tous les matériaux pris en charge sur l'Ultimaker S5, vous nevez utiliser la plaque de verre ou d'aluminium pour assurer l'adhérence. Le tableau ci-dessous présente le plateau recommandé par matériel.
Matériau plaque de verre (+ colle) plaque d'aluminium
PLA Oui, de préférence Oui
Tough PLA Oui, de préférence Oui
Nylon Oui, de préférence Non
ABS Non recommandé Oui, de préférence
CPE Oui Oui, de préférence
CPE+ Non recommande Oui, de préférence
PC Non recommende Oui, de préférence
TPU 95A Oui, de préférence Oui
PP Oui (+ feuille d'adhésion)
PVA Oui Non
Breakaway Oui Oui

Si vous utilisez la plaque de verre, il est également recommandé d'appliquer une fine couche de colle (à l'aide du bâton de colle de la boîte d'accessoires) ou une feuille d'adhésion sur la plaque de verre avant de commencer l'impression. Ceci assurera que votre impression adhère de manière fiable au plateau et empêchera également la plaque de verre de s'écailler lors du retrait des matériaux.
Lorsque vous changez le plateau, vous devez également changer la configuration du plateau sur l'imprimante (voir chapitre 5.7 Modification de la configuration de l'imprimante).
Pour des instructions détaillées sur les paramètres et la méthode d'adhésion à utiliser pour chaque matériel, consultez les manuels des matériaux sur le site www.ultimaker.com.
Interface
Après avoir ajouté l'Ultimaker S5 dans Ultimaker Cura, l'interface principale deviendra visible. Voici une présentation de l'interface.

- Ouvrir un fichier
- Outils d'ajustement
- Zones non imprimables
- Modèle 3D
- Mode d'affichage
- Configuration de l'imprimante, des matériaux et des print cores
- Configuration de l'impression (mode recommandé)
- Informations du modèle
- Informations de la tâche d'impression (temps d'impression et utilisation du matériel)
- Impression sur le réseau, ou enregistrement dans un fichier ou une clé USB
Découpage d'un modèle
Pour découper un modèle dans Ultimaker Cura :
- Chargez le ou les modèles en cliquant sur l'icône dossier « Ouvrir un fichier »
- Dans la barre latérale (côté droit de l'écran), vérifie si les matériaux et les print cores sont corrects.
- Utilisez les outils d'ajustement pour positionner, mettre à l'échelle et faire pivoter le modèle comme désiré.
- Sélectionnez les paramètres que vous souhaitez (hauteur de la couche / vitesse d'impression, remplissage, support et adhésion plateau) sous « Configuration de l'impression »

Lors d'une impression avec support, vous avez la possibilité de sélectionner l'extrudeuse que vous souhaitez. Utilisez pour imprimer la structure de support. Ceci permet d'imprimer votre modèle avec le support PVA, le support Breakaway ou le support de matériel de construction sur votre Ultimaker S5.
- Pour afficher les résultats de vos paramètres sélectionnés, modifiez le mode d'affichage d' « Affichage solide » à « Affichage couches »
- Dans le coin inférieur droit, sélectionnez « Imprimer en réseau », « Enregistrer sous Fichier » ou « Enregistrer sur USB » selon la méthode d'impression.

Si vous créez une impression en deux couleurs, vous devez assigner des couleurs de matériaux aux modèles et fusionner les modèles avant de terminer votre découpe.
Pour plus d'instructions sur l'utilisation d'Ultimaker Cura, consultez le manuel Ultimaker Cura sur notre site Web.


Imprimer avec cura connect
L'Ultimaker S5 offre la possibilité d'imprimer via un réseau Wi-Fi ou Ethernet. Ceci peut être fait avec Cura Connect dans Ultimaker Cura lorsque voir Ultimaker S5 et voir ordinateur sont connectés au même réseau.
Pour lancer une impression via cura connect :
- Connectez votre Ultimaker S5 à un réseau (si ce n'est pas encore fait) via Wi-Fi ou Ethernet :
- Wi-Fi : installez le Wi-Fi en allant dans Préférences → Réseau → Démarrer la configuration Wi-Fi et suivez les étapes sur l'écran tactile. Voir le chapitre 4.4 « Installation du réseau et mise à jour du firmware » pour plus d'informations.
- Ethernet : connectez le câble Ethernet à la prise située à l'arrière de l'Ultimaker S5 et l'autre extrémité du câble à un routeur ou modem.
- Activez le Wi-Fi ou l'Ethernet dans le menu Réseau.
- Dans Ultimaker Cura, accédez à Paramètres → Imprimantes → Gérer les imprimantes.
- Cliquez sur le bouton « Connecter via le réseau »
- Sélectionnez votre Ultimaker dans la liste des imprimantes qui s'affiche et cliquez sur « Connecter ». Cette imprimante est maintenant l'hôte du groupe.
- Découpez votre modèle 3D dans Ultimaker Cura.
- Appuyez sur « Imprimer en réseau » pour lancer l'impression.

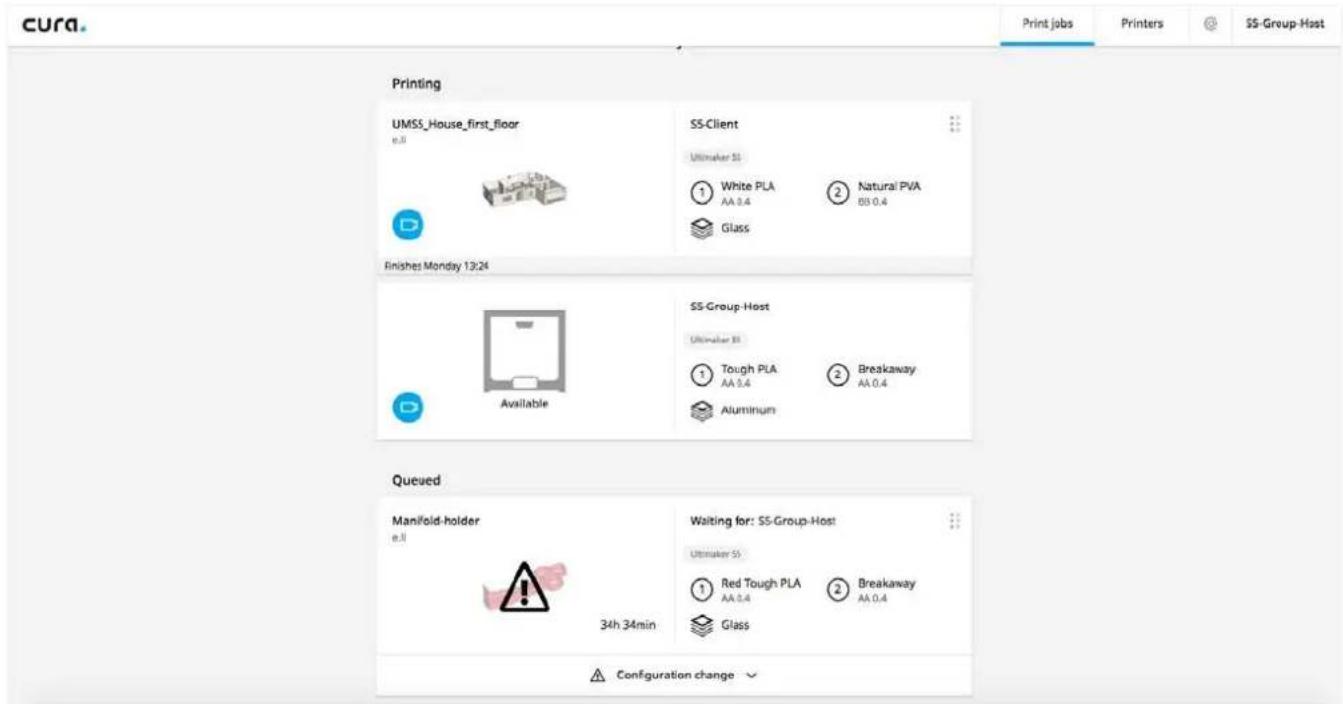
Une fois l'impression en cours d'exécution, vous pouvez la surveiller en ouvrant l'onglet Surveiller en haut de l'écran dans Ultimaker Cura ou via l'application Cura Connect. Ceci vous permet de visualiser la progression de vos impressions et de contrôler votre ou vos imprimantes Ultimaker S5 à distance.

Lorsque vous envoyez plusieurs tâches d'impression, Cura Connect les ajoutera automatiquement à une file d'attente. Consultez le manuel Cura Connect pour une description plus détaillée de toutes les fonctionnalités.
Imprimer avec USB
Lorsqu’il est impossible d’imprimer via un réseau, les fichiers d’impression 3D peuvent quand même être transférés sur votre Ultimaker S5 à l’aide d’une clé USB.
- Insérez la clé USB dans votre ordinateur.
- Découpez votre modèle 3D dans Ultimaker Cura. Assurez-vous que le matériel et la configuration du print core dans Ultimaker Cura correspondent à la configuration de votre Ultimaker S5.
- Enregistrez le fichier d'impression sur la clé USB (GCODE, gcode.gz ou ufp) à l'aide du bouton Enregistrer sur disque amovible.
- Insérez la clé USB dans Ultimaker Cura et retirez-la de votre ordinateur.
- Insérez la clé USB dans le port USB de l'Ultimaker S5.
- Allez dans le menu Aperçu du statut et sélectionnez le fichier que vous voulez imprimer.

5.5 Retrait de l'impression
Une fois votre impression 3D terminée, elle doit être retirée du plateau. Il existe plusieurs méthodes pour ce faire, selon le type de plateau (verre ou aluminium).

Lors de l'utilisation d'un bord, prenez soin de ne pas vous couper lorsque vous retirez l'impression du plateau. Utilisez un outil d'ébavurage pour enlever le bord une fois l'impression retirée du plateau.
Attendre le refroidissement
Si vous avez imprimé directement sur le plateau sans utiliser d'adhesif, il suffit de laisser refroidir le plateau et l'impression une fois le processus terminé. Le matériel se contracte au fur et à mesure qu'il refroidit, ce qui vous permet de retirer facilement l'impression du plateau.
Utiliser une spatule
Si vous impression est toujours collée au plateau après refroidissement, vous pouvez utiliser une spatule pour la retirer. Placez la spatule sous l'impression et gardez-la parallèle au plateau afin d'éviter de rayer le plateau, et force l'égrégation pour enlever l'impression. Une spatule peut également être utilisée pour enlever soigneusement les parties restantes de l'impression du plateau, comme le bord ou les structures de support.

Retirez le plateau de l'imprimante pour éviter d'endommager les broches.

Utiliser de l'eau
Si vous avez imprimé sur le plateau en utilisant de la colle et si aucune des méthodes ci-dessus ne fonctionne, retirez cette impression en utilisant de l'eau. Retirez le plateau avec l'impression de l'imprimante. Attention à ne pas vous brûler les doigts si le plateau est encore chaud. Faites couler de l'eau du robinet froide sur le dos du plateau pour le refroidir rapidement. Le matériel d'impression se contractera plus que lors d'un refroidissement normal. Une fois refroidie, l'impression se détachera.
Veuillez faire couler de l'eau froide sur le côté de l'impression du plateau pour dissoudre la colle. Une fois la colle dissoute, il est plus facile de retirer l'impression. Si le PVA a été utilisé, placez le plateau et l'impression dans l'eau pour dissoudre le PVA. Cela facilite le retrait de l'impression.
Dissoudre le support PVA
Les structures de support en PVA peuvent être retirées en dissolvant le PVA dans de l'eau. Cela prend plusieurs heures et ne laisse aucune trace une fois la dissolution terminée.
1. Immersion de l'impression dans de l'eau
En plaçant une impression avec PVA dans de l'eau, le PVA se dissout lentement. Ce processus peut être accéléré :
- En utilisant de l'eau chaude. L'eau chaude réduit la durée de dissolution. Si du PLA est utilisé comme matériel de construction, assurez-vous que la température de l'eau ne dépasse pas les 35°C. Sinon, le PLA pourrait être déformé. N'utilisez jamais de l'eau à température supérieure à 50°C, car cela augmente les risques de brûlure. En remuant. Utilisez de l'eau remuante/courante pour réduire la durée de dissolution. L'eau en mouvement permet de dissoudre le PVA plus rapidement (dans certains cas, en moins de trois heures, selon la quantité de matériel du support utilisé).
- En utilisant des pinces. Vous pouvez également accélérer la dissolution du PVA en plaçant l'impression dans l'eau pendant environ 10 minutes, puis en retirant la majorité du support avec des pinces. Lorsque vous remettez l'impression dans l'eau, seules les parties de PVA restantes devront être dissoutes.
2. Rincage à l'eau
Une fois les supports en PVA entièrement dissouts, rincez l'impression à l'eau afin d'éliminer l'éventuel excès de PVA.
3. Séchage de l'impression
Laissez sécher complètement l'impression et appliquez un post-traitement supplémentaire sur le matériel de construction si désiré.
4. Élimination des eaux usées
Le PVA est un matériel biodégradable, et dans la plupart des cas il est facile d'éliminer les eaux usées par la suite. Toutefois, il est recommandé de consulter les réglementations locales pour des conseils plus complets. L'eau peut être évacuée dans les égouts si le réseau de distribution des eaux usées est raccordé à une usine de traitement des eaux usées. Une fois l'eau éliminée, faites couler de l'eau chaude du robinet pendant environ 30 secondes pour éliminer tout excès d'eau saturée en PVA et éviter toute obstruction à long terme.
Il est possible d'utiliser la même eau pour plusieurs impressions, mais cela peut prolonger la durée de dissolution. Avec une utilisation répétée, l'eau sera saturée par le PVA préalablement dissout. Par conséquent, pour un résultat plus rapide, il est always recommended d'utiliser de l'eau propre.

Retrait du support breakaway
Les impressions réalisées avec Ultimaker Breakaway comme matériel de support demanderont un post-traitement pour retirer les structures de support. Cela peut être compliqué en rompant la jonction entre les structures de support et le matériel de construction.

Il est conseillé de porter des gants de protection lorsque la structure de support contient des angles vifs ou si vous travailliez avec de grands modèles.
1. Déatcher la structure de support interne
Commencez en dépliant les parois de la structure de support avec une pince. Cela vous permet de détacher rapidement la majorité de la structure de support interne.
2. Retirer le support breakaway du matériel de construction
Une fois la majorité de la structure de support retirée, la ou les parties restantes peuvent être retirées du matériel de construction. Utilisez des pinces coupantes pour agripper un coin du support Breakaway et tentez d'en atteindre le dessous soigneusement, puis pliez-le vers le haut. Répétez cette opération sur plusieurs coins, afin de desserrer le support du modèle autour des coins. Retirez ensuite le support Breakaway du modèle.
3. Peler les dernières traces du modèle
Parfois, une couche finale du matériel de support reste en place après avoir retiré le support Breakaway du matériel de construction. Si cela se produit, utilisez des pinces coupantes pour la peler à partir d'un côté desserré. Toute trace restante sur le modèle peut être retirée avec une pince à épiler.


Modifier les matériaux
Les matériaux peuvent aisément être modifiés sur l'Ultimaker S5 en suivant la procédure du menu. Outre le changement de matériel, vous avez également la possibilité de seulement charger ou décharger un matériel. Vérifiez que des print cores compatibles sont installés avant d'insérer des matériaux.
- Allez dans le menu de configuration, sélectionnez le matériel que vous pouvez utiliser et sélectionnez Modifier.
- Attendez que le print core chauffe et déchargez le matériel.
- Retirez le matériel du chargeur et du porte-bobine. Confirmez pour continuer.
- Placez le nouveau matériel sur le porte-bobine et confirmez.
- Attendez que l'Ultimaker S5 détecte le matériel.

Lorsque vous utilisez un matériel de marque tiers, vous pouvez sélectionner manuellement le type de matériel.
- Insérez l'extrémité du matériel dans le chargeur et poussez-le doucement jusqu'à ce qu'il soit pris par le chargeur et soit visible dans le tube Bowden. Sélectionnez Confirmer pour continuer.
- Attendez que l'Ultimaker S5 chauffe le print core et charge le matériel dans la tête d'impression.
- Confirmez lorsque le nouveau matériel sort systématiquement du print core.
- Attendez quelques instants que le print core refroidisse.
Changer les print cores
Les print cores peuvent aisément être modifiés sur l'Ultimaker S5 en suivant la procédure du menu. Outre le fait de changer de print cores, vous avez également la possibilité de seulement charger ou décharger un print core.
- Allez dans le menu de configuration, sélectionnez le print core que vous souhaitez modifier et sélectionnez Modifier.
- Attendez que le print core chauffe, déchargez le matériau et effectuez de nouveau un refroidissement.
- Ouvrez les portes vitrées et le support du ventilateur de la tête d'impression et confirmez lorsque vous avez terminé.
- Enlevez avec précaution le print core en appuyant sur les leviers et en faisant coulisser le print core en-dehors de la tête d'impression.

Ne touchez pas les points de contact à l'arrière du print core avec vos doigts.

Veillez à maintenir le print core complètement à la verticale pendant que vous l'enlevez ou l'installez afin qu'il glisse aisément dans/hors de la tête d'impression.
- Insérez un print core en serrant ses leviers et en le glissant dans l'emplacement de tête d'impression jusqu'à entendre un déclic.

Il est possible que le print core comporte un anneau autour de la buse. Retirez l'anneau de la buse avant d'utiliser le print core sur l'Ultimaker S5. Pour en savoir plus sur ce sujet, rendez-vous sur ultimaker.com
- Fermez avec précaution le support du ventilateur de la tête d'impression et confirmez lorsque vous avez terminé.
- Attendez que l'Ultimaker S5 charge le matériel dans le print core.

Il n'est pas possible de modifier un matériel et un print core simultanément. Si vous souhaitez changer les deux, vous devez d'abord décharger le matériel, puis changer le print core, et ensuite charger le nouveau matériel.
Changer le plateau
Lorsque vous passez de la plaque de verre à la plaque d'aluminium, ou l'inverse, la configuration du plateau dans l'imprimante doit également être modifiée.
- Allez dans le menu de configuration et sélectionnez le plateau.
- Appuyez sur « Sélectionner le type » pour définir le type de plateau sur celui placé dans votre Ultimaker S5.
Nivellement du plateau
Lors de l'utilisation de l'Ultimaker S5, le calibrage du plateau doit être effectué pour assurer la fiabilité de l'adhérence de l'impression au plateau. Si la distance entre les buses et le plateau est trop grande, votre impression n'adhérera pas bien à la plaque de verre. À l'opposé, si les buses sont trop proches du plateau, le matériel ne pourrait pas sortir.

Assurez-vous qu'il n'y a pas d'excess de matériel sous la pointe des buses et que le plateau est propre avant le début de l'impression ou lorsque vous posez calibrer le plateau, sinon vous risquez d'obtenir des résultats inactifs.
Nivellement actif
Le nivellement actif est automatiquement effectué par l'imprimante au début de l'impression, afin de créer une première couche fiable. Pendant le nivellement actif, l'Ultimaker S5 créera une carte de hauteur détaillée de la surface du plateau. Ces informations sont utilisées pour compenser toute inexactitude de la surface de construction pendant les premières couches de l'impression. Cela se fera en ajustant la hauteur du plateau pendant l'impression.

Ne touchez pas l'Ultimaker S5 pendant la procédure de nivellement actif, car cela pourrait affecter le processus de calibrage.
Nivellement manuel
Effectuez une mise à niveau manuelle lorsque le niveau du plateau est trop éloigné de la norme pour que le nivellement actif soit compensé.
- Accédez à Préférences → Maintenance → Plateau → Nivellement manuel et séléctionnez Démarrer.
- Attendez pendant que l'Ultimaker S5 prépare la procédure de nivellement manuel.
- Utilisez les commandes de l'écran tactile pour déplacer le plateau jusqu'à ce qu'il y ait environ 1 mm d'écart entre la première buse et le plateau. Assurez-vous que la buse est proche du plateau, sans la toucher. Confirmez pour continuer.
- Ajustez la molette avant droite pour niveler approximativement le plateau à l'avant. Il devrait y avoir un écart d'environ 1 mm entre la buse et le plateau. Confirmez pour continuer.


- Répétez l'étape 4 pour la molette avant gauche et confirmez pour continuer.
- Disposez la carte de calibrage entre la buse et le plateau. Utilisez les commandes de l'écran tactile pour ajuster la position du plateau jusqu'à ce que vous sentiez une certaine résistance lorsque vous déplacez la carte. Sélectionnez Confirmer pour continuer.

N'appliquez pas de force sur le plateau pendant le réglage fin avec la carte de calibrage, car cela entraînera des imprécisions dans le nivellement.
- Placez la carte de calibrage entre la buse et le plateau dans le coin avant droit. Ajustez la molette jusqu'à ce que vous sentiez une certaine résistance lorsque vous déplacez la carte. Confirmez pour continuer.
- Répétez l'étape 7 pour le coin avant gauche et confirmez pour continuer.

Une fois le plateau calibré avec la première buse, la deuxième buse doit également être alignée afin de garantir le bon réglage des hauteurs des deux buses. Pour cela, il suffit de régler la hauteur en utilisant la carte de calibrage.
- Placer la carte de calibrage entre la deuxième buse et le plateau. Utilisez les commandes pour ajuster la position du plateau jusqu'à ce que vous sentiez une certaine résistance lorsque vous déplacez la carte. Sélectionnez Confirmer pour continuer.
- Attendez que l'imprimante termine la procédure de nivellement manuel.


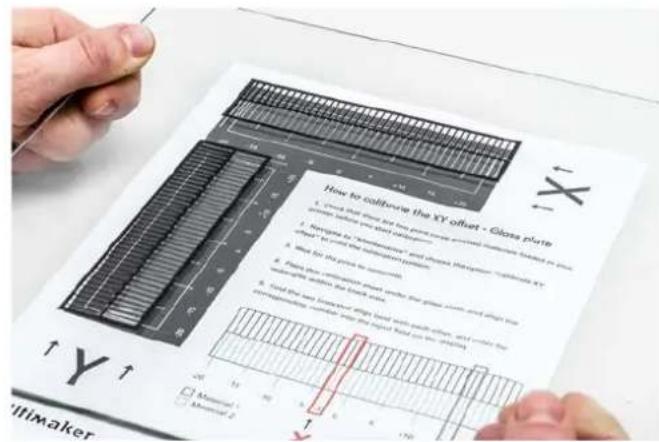
Calibrage du décalage XY
Outre le décalage vertical, la distance horizontale entre les buses dans les directions X et Y doit également être configurée. Les print cores fournis avec l'Ultimaker S5 sont déjà calibrés, mais lorsque l'imprimante détecte une nouvelle combinaison, vous devrez à nouveau effectuer un calibrage de décalage XY. Ce calibrage n'a besoin d'être réalisé qu'une seule fois; par la suite, les informations sont enregistrées dans l'imprimante. Un calibrage XY correct assurera que les deux couleurs ou matériaux s'alignent correctement.

Pour effectuer le calibrage, vous aurez besoin d'une feuille de calibrage XY qui se trouve dans la boîte d'accessoires ou peut être téléchargée sur www.ultimaker.com/XYcalibration.
S'assurer que 2 print cores et matériaux sont installés avant de commencer le calibrage et que vous avez sélectionné la bonne feuille de calibrage XY.
Pour démarrer le calibrage :
- Accédez à Préférences → Maintenance → Tête d'impression → Calibrez le décalage XY et sélectionnez Démarrer le calibrage.
- L'Ultimaker S5 va maintenant imprimer un motif de grille sur le plateau. Attendez que ce soit terminé.
- Une fois que l'Ultimaker S5 a refroidi, retirez le plateau de l'imprimante et alignez-le avec la feuille de calibrage XY. Assurez-vous que la grille imprimée est placée avec précision sur/sous les deux rectangles de la feuille.

Si vous effectuez le calibrage XY sur une plaque de verre, celle-ci doit être placée sur la feuille papier de calibrage XY. Pour la plaque d'aluminium, placez la feuille de calibrage XY transparente sur le dessus du plateau.
- Trouvez les lignes les dernières alignées sur la grille X imprimée et observez le numéro correspondant à ces lignes. Saisissez ce numéro comme la valeur de décalage X sur votre Ultimaker S5.
- Trouvez les lignes les derniers alignées sur la grille Y imprimée et observez le numéro correspondant à ces lignes. Saisissez ce numéro comme la valeur de décalage Y sur votre Ultimaker S5.
Il est important que le décalage XY imprimé adhère bien au plateau et ne présente aucun signe d'extrusion insuffisante. Si c'est le cas, il est recommandé de relancer l'impression de calibrage.

Calibrage de l'interrupteur de levage
La voie de commutation permet de soulever et d'abaisser le deuxième print core. Pour des impressions à extrusion double réussies, il est important que la commutation du print core fonctionne correctement. L'interrupteur de levage est déjà calibré lorsque l'Ultimaker S5 est expédiée, mais le calibrage peut également être effectué manuellement au besoin.
Pour effectuer le calibrage de la voie de commutation :
- Accédez à Préférences → Maintenance → Tête d'impression → Calibrer l'interrupteur de levage et sélectionnez Démarrer le calibrage.
- Déplacez l'interrupteur de levage sur le côté de la tête d'impression afin qu'il pointe vers vous. Confirmez pour continuer.
- Déplacez la tête d'impression de manière à ce que l'interrupteur de levage rentre dans la voie de commutation. Confirmez une fois cela terminé.
- Attendez que la tête d'impression se place en position d'origine et testez l'interrupteur de levage.
- L'interrupteur de levage a-t-il baissé et levé le print core ? Si c'est le cas, appuyez sur « oui » pour terminer le calibrage. Sinon, sélectionnez « non » pour effectuer le calibrage de nouveau.


6. Maintenance
Il est important d'entretien votre Ultimaker S5 correctement afin d'assurer son bon fonctionnement. Ce chapitre décrit les étapes de maintenance les plus importantes. Lisez-le attentivement afin d'obtenir les meilleurs résultats d'impression.
6.1 Mise à jour du firmware
Une nouvelle version de l'Ultimaker S5 est régulièrement publiée. Pour s'assurer que votre Ultimaker S5 est à jour des dernières fonctionnalités, il est recommandé de mettre régulièrement à jour le firmware. Ceci peut être effectué sur l'Ultimaker S5 lorsqu'elle est connectée à un réseau, ou à l'aide d'une clé USB.
Mise à jour sur le réseau
Pour permettre à jour le firmware sur le réseau, procédez comme suit:
- Connectez l'imprimante au réseau via Wi-Fi ou Ethernet dans le menu Réseau.
- Accédez à Préférences → Maintenance → Mise à jour du firmware.
- Choisissez la version « stable »
L'Ultimaker S5 va alors télécharger le dernier firmware depuis le serveur et l'installer. Cela peut prendre plusieurs minutes.
Mise à jour à l'aide d'une clé USB
Le firmware peut également être mis à jour sans connexion réseau active par la démarche suivante :
- Téléchargez les derniers fichiers de firmware sur www.ultimaker.com/firmware.
- Enregistrez les fichiers de firmware sur une clé USB.

Il n'est pas nécessaire d'extraire les deux fichiers firmware de l'archive après le téléchargement. Il suffit de les placer dans le répertoire racine de votre clé USB.
- Insérez la clé USB dans le port USB de l'Ultimaker S5.
- Accédez à Préférences → Maintenance → Mise à jour du firmware.
- L'Ultimaker S5 détecte la présence de fichiers de firmware sur la clé USB. Si des fichiers sont détectés, vous pouvez en sélectionner un pour lancer une mise à jour du firmware.
6.2 Manutention et entreposage des matériaux
Si vous utilisez plusieurs bobines de matériel ou n'imprimez pas avec un matériel, il est très important de les stocker dans les bonnes conditions. Si le matériel est stocké de manière incorrecte, cela peut affecter sa qualité et sa facilité d'utilisation.
Pour maintenir vos matériaux en condition optimale, il est important de les conserver :
- En un lieu frais et sec
- Dans un sachet refermable
La température optimale de stockage pour le PLA, Tough PLA, Nylon, CPE, CPE+, PC, TPU 95A, PP et Breakaway se situe entre -20 ° et +30 °C. Pour l'ABS, la température recommandée se situe entre 15 et 25 °C et pour le PVA, entre 0 et 30 °C. Parallèlement, une humidité relative inférieure à 50 % est recommandée pour le PVA, TPU 95A, PP et Breakaway. Si ces matériaux sont exposés à une humidité supérieure, la qualité du matériel peut s'en voir affectée.
Vous pouvez stocker le matériel dans un sac refermable, avec le dessiccant fourni (gel de silice). Pour le PVA, il est conseillé de conserver la bobine dans un sac refermable avec le dessiccant fourni immédiatement après l'impression afin de minimiser l'absorption d'humidité.


6.3 Calendrier de maintenance
Pour conserver votre Utimaker S5 en condition optimale, nous recommendons le calendrier de maintenance suivant, basé sur une utilisation de 1 500 heures par an :
| Tous les mois Tous les 3 mois Tous les ans | ||
| Nettoyer l'imprimante | Vérifier le jeu sur les essieux | Lubrifier l'engrenage du chargeur |
| Lubrifier les essieux (*) | Vérifier la tension des courroies | Remplacement des tubes Bowden |
| Vérifier la présence de débris dans le ventilateur avant de la tête d'impression | Nettoyer les ventilateurs du système | |
| Vérifier la qualité du capot de buse | Lubrifier les charnières | |
| Lubrifier la vis trapézoidale du moteur Z | ||
| Nettoyer les chargeurs | ||
| Nettoyer les print cores | ||

Il n'est pas nécessaire de lubrifier les essieux X, Y et Z pendant la première année d'utilisation de l'imprimante. Après cela, ils doivent être lubrifiés tous les mois.

Si la fréquence d'utilisation est plus élevée, nous vous recommandons d'effectuer un entretien plus fréquent de votre imprimante afin d'assurer la qualité des résultats d'impression.
6.4 Nettoyage de l'imprimante
Pour obtenir les meilleurs résultats d'impression, il est important de garder l'Ultimaker S5 propre pendant son utilisation. Il est conseillé de ne pas utiliser l'Ultimaker S5 dans une pièce où elle peut être facilement recouverte de poussière et d'enlever les petits morceaux de matériaux qui pourraient se couvrir dans l'imprimante. Parallèlement, certaines parties de l'Ultimaker S5 peuvent nécessiter un nettoyage plus régulier.
Nettoyage du plateau de verre/d'aluminium
Après impression, il peut y avoir des restes d'impression ou un excès de colle sur le plateau. De ce fait, la surface d'impression n'est plus lisse. La poussière ou les substances grasses comme les traces de doigts sont des sources potentielles de contamination. Le retrait d'une impression peut également réduire la qualité d'adhésion d'une couche de colle. Il est donc conseillé de nettoyer régulièrement le plateau et de remettre de la colle (le cas échéant).
Avant de lancer une nouvelle impression, vérifie toujours la surface du plateau. Au moins une fois par mois, nettoyez complètement le plateau par la démarche suivante:

Assurez-vous toujours que le plateau a refroidi et qu'il est abaisse jusqu'au fond de l'axe Z.
- Ouvrez les broches du plateau à l'avant, faites glisser la plaque de verre ou d'aluminium vers l'avant, et retirez-la de l'imprimante.
- Utilisez de l'eau tiède et une éponge non abrasive pour nettoyer le plateau et enlever les adhésifs. Si nécessaire, un détergent peut être utilisé pour enlever les adhésifs, ou un gel d'alcool peut être utilisé pour se débarrasser de toute substance grasse.
- Séchez le plateau avec un chiffon en microfibre propre.
- Placez la plaque de verre ou d'aluminium sur le plateau chauffant, l'autocollant d'advertissement orienté vers le haut. Assurez-vous qu'elle s'enclenche sur les broches situées au dos, et fermez les broches situées à l'avant pour la maintenir en place.




Nettoyage de la plaque de verre
Tous les composants en verre de l'imprimante (les portes vitrées et l'écran tactile) doivent être nettoyés régulièrement pour enlever la poussière ou les empreintes digitales. Ils peuvent être nettoyés à l'aide d'un chiffon sec ou, si nécessaire, d'un chiffon en microfibrés légèrement humide.

Nettoyage des buses
Lors de l'utilisation de l'Ultimaker S5, le matériel peut rester collé à l'extérieur des buses et se dégrader. Bien que cela n'endommage pas votre imprimante, il est recommandé de maintenir les buses propres pour obtenir les meilleurs résultats d'impression. Avant de lancer une nouvelle impression, vérifie toujours les buses. Au moins une fois par mois, retirez le plastique de l'extérieur des buses par la démarche suivante:

Pendant cette procédure, ne touchez pas les buses et faites attention en les nettoyant car elles deviennent chaudes.
- Sur l'Ultimaker S5, naviguez jusqu'au menu de configuration, sélectionnez Print core 1, puis cliquez sur icone dans le coin supérieur droit et sélectionnez Regler la temperature.
- Utilisez les commandes pour régler la température de consigne à 150°C. Répétez l'opération pour le print core 2 et assurez-vous qu'il est abaissé.
- Attendez que le matériel à l'extérieur se ramollisse. Lorsque les buses sont chaudes, retirez soigneusement le matériel à l'aide d'une pince à épiler.

Le capot de buse est fragile et a une fonction d'étanchéité. Veillez à ne pas l'endommager si vous utilisez une pince à épiler.


Le matériel ne peut s'être accumulé plus haut à l'extérieur de la buse, au-dessus du capot de la buse. Vérifiez si c'est le cas en ouvrant le support de ventilateur de la tête d'impression. Pour que la tête d'impression puisse se fermer en douceur, ce matériel doit être retiré à l'aide d'une pince à épiler, comme décrit ci-dessus.
Nettoyage des tubes bowden
La présence de particules dans les tubes Bowden peut empêcher le mouvement fluide du filament ou du mélange de couleurs. Nettoyez les tubes Bowden au moins une fois par mois, ou après avoir rencontré un problème de broyage des filaments. Pour les nettoyer, les tubes Bowden doivent d'abord être retirés de l'imprimante.
- Commencez par enlever le matériel. Allez dans le menu de configuration, sélectionnez le matériel que vous pouvez restorer, puis Décharger. Après cela, éteignez l'imprimante.
- Positionnez la tête d'impression dans le coin avant droit.
- Utilisez cet ongle pour enlever les étriers de fermeture des pinces de serrage du tube au niveau de la tête d'impression et des chargeurs.
- Appuyez sur la pince de serrage du tube dans la tête d'impression et tirez en même temps le tube Bowden vers le haut, pour l'enlever de la tête d'impression. Répétez ces étapes pour le chargeur.

Il n'est pas nécessaire de retirer les serre-cables qui retiennent le deuxième tube Bowden sur le câble de la tête d'impression; vous pouvez les laisser en place.
- Coupez un petit bout d'éponge ou formez une boule avec un morceau de tissu.
- Insérez cela dans l'extrémité du tube Bowden où se trouve le chargeur et faites-le passer entièrement dans le tube à l'aide d'un bout de filament. Faites cela pour les tubes Bowden, en utilisant un tissu ou un bout d'éponge propre à chaque fois.

La manière la plus efficace de nettoyer le tube est de s'assurer que l'éponge ou la boule de tissu rentre étroitement dans le tube Bowden. Remarquez que si la boule ou le bout est trop grand, il sera difficile de le faire passer dans le tube.


- Insérez le tube Bowden dans le chargeur en appuyant sur la pince de serrage du tube dans le chargeur et en enfonçant le tube Bowden jusqu'au bout. Attachez le tube avec l'étrier de fermeture. Répétez cette opération pour l'autre tube Bowden.

Faites attention à l'orientation du premier tube Bowden qui a été retiré complètement de l'imprimante. Un côté est chanfreiné pour faciliter l'entrée du filament. Ce côté doit être inséré dans le chargeur.
- Insérez le tube Bowden dans la tête d'impression en appuyant sur la pince de serrage du tube dans la tête d'impression et en enfonçant le tube Bowden jusqu'au bout. Attachez le tube avec l'étrier de fermeture. Répétez cette opération pour l'autre tube Bowden.
Intérieur de l'imprimante
De petites particules de matériel peuvent s'accumuler dans l'imprimante, comme des gouttes d'amorçage. Retirez-les régulièrement de l'intérieur de l'imprimante en suivant les étapes suivantes:
- Soulevez le plateau en naviguant jusqu'à Configuration → Plateau et sélectionnez Soulever.
- Nettoyez l'intérieur de l'imprimante avec un chiffon en microfibre ou un aspirateur. Portez une attention particulière à la zone autour de l'interrupteur de limite Z, car des obstructions à cet emplacement peuvent entrainer des problèmes d'impression.

La présence d'objets de grande taille sur le panneau du bas peut entrainer des erreurs, car elle empêche le plateau de se positionner correctement.

6.5 Lubrification des essieux
Pour assurer que votre tête d'impression et l'étage Z peuvent se déplacer aisément en permanence, il est conseillé de lubrifier les essieux tous les mois après la première année d'utilisation. Si les essieux sont secs, cela peut se refléter dans vos impressions sous la forme de petites stries sur les surfaces. Appliquez un peu d'huile sur les essieux au moins une fois par mois.
Une bouteille d'huile est incluse dans la boîte d'accessoires de votre Ultimaker S5. Cette huile est conçue spécifique pour les essieux lisses de l'Ultimaker S5. Utilisez uniquement l'huile fournie, car l'utilisation d'autres huiles ou graisses risque d'affecter le revêtement des essieux, ce qui peut affecter la performance de leur Ultimaker S5.
Essieux x et y
Applique une petite goutte d'huile à chacun des essieux X et Y, ainsi que les deux axes de la tête d'impression. Déplacez manuellement la tête d'impression de manière à répartir l'huile de manière uniforme.

N'appliquez pas trop d'huile sur les essieux, car elle pourrait couler et tomber sur le plateau, ce qui affectera l'adhésion de l'impression. Si une goutte d'huile tombe sur le plateau, assurez-vous de bien le nettoyer avant l'impression.
Essieux z
Appliquez une petite goutte d'huile à chacun des essieux Z. Dans le menu Ultimaker, accédez à Configuration Plateau. Sélectionnez Lever puis Abaisser pour déplacer le plateau vers le haut et le bas afin de distribuer l'huile de manière uniforme.

6.6 Vérification du jeu sur les essieux
Les quatre essieux X et Y sont maintenus en place par les poulies. Toutefois, il est possible qu'une ou plusieurs poulies se desserrent légèrement au cours du temps, ce qui pourrait affecter leur alignement. Si c'est le cas, du jeu pourrait apparaître sur les essieux X et/ou Y, ce qui peut provoquer des problèmes de qualité d'impression.
Il est recommandé de vérifier le jeu sur les essieux au moins une fois tous les trois mois.
Commencez par l'essieu X droit. Positionnez la tête d'impression dans le coin arrière gauche de l'imprimante pour la garder hors de la voie. Tenez le châssis de l'Ultimaker S5 d'une main, et tenez fermement l'essieu X droit avec l'autre. Tentez de déplacer l'essieu vers l'avant et l'arrière; n'hésitez pas à forcer.
Répétez cette opération pour les autres essieux. Assurez-vous de déplacer la tête d'impression vers le côté opposé à chaque fois.
Les essieux ne doivent pas bouger du tout. Si l'un des essieux rouge, vous entendrez un CLIENTIS produit par les pouilies lorsqu'elles entrent en contact avec le chassin. Dans ce cas, il est recommendé de calibrer la tete d'impression. Pour plus d'instructions à ce propos, consultez le site Web Ultimaker Cura.

6.7 Vérification de la tension des courroies
Il est important de maintenir une tension correcte sur les courroies pour assurer une belle qualité d'impression. Les courroies transmettent les mouvements des moteurs X et Y sur la tête d'impression. Si les courroies sont trop laches, le mouvement de la tête d'impression peut ne pas être précis, ce qui peut entrainer des imprécisions lors de l'impression.
Au cours du temps, les courroies peuvent accroître du jeu. Il est recommandé de vérifier la tension des courroies au moins une fois tous les trois mois.
Pincez les deux courroies pour vérifier la tension. Elles devraient résonner, comme une corde de guitare. Il ne devrait pas être possible de presser la courroie contre elle-même. De plus, la tension des deux courroies doit être égale.
Pour restaurer la tension, effectuez la démarche suivante :
- Desserrez le moteur Y en utilisant le tournevis hexagonal pour desserrer les quatre boulons qui attachent le moteur Y au panneau de gauche. N'enlevez pas les boulons, mais le moteur doit être en mesure de se déplacer vers le haut et le bas.
- Apposez une pression ferme vers le bas d'une main. Cela assure une tension maximale sur la courroie.
- Tout en continuant d'appuyer sur le moteur, resserrez les quatre boulons du moteurY en croissant. Resserrez d'abord le boulon supérieur gauche, puis le boulon inférieur droit, puis le boulon inférieur gauche, et terminez avec le boulon supérieur droit. Cela assure que le moteur est attaché de manière droite.
- Suivez la procédure décrite ci-dessus pour le moteur X qui est attaché au panneau arrière. Vérifiez ensuite de nouveau la tension des deux courroies.

6.8 Vérification de l'absence de débris dans le ventilateur du devant de la tête d'impression
Le ventilateur du devant refroidit les print cores au cours de l'impression. Cela permet d'empêcher que la chaleur de la buse ne monte trop.
Le ventilateur aspire de l'air depuis le devant de la tête d'impression et le dirige vers les print cores. Parfois, de fins morceaux de filament sont entraînés dans le ventilateur par le flux d'air au cours de l'impression. Si des brins s'accumulent dans le ventilateur, ils peuvent diminuer l'efficacité du refroidissement et éventuellement obstruer le ventilateur et l'empêcher de tourner. Les matériaux à haute température comme le CPE+, le PC et l'ABS y sont particulièrement sensibles.
Pour vérifier le ventilateur du devant, commencez par ouvrir doucement le support du ventilateur du devant. Soufflez sur le ventilateur du devant pour voir s'il tourne aisément. S'il ne tourne pas du tout, ou s'arrête de tourner abruptement, nettoyez soigneusement tous obstacles présents sur le ventilateur du devant avec une pince à épiler.

Assurez-vous que les print cores sont complètement refroidis et que l'imprimante est éteinte avant d'effectuer cette vérification.

Certains débris de filaments peuvent également être visibles de l'extérieur de la tête d'impression. Assurez-vous de les enlever également.
Si le ventilateur ne tourne toujours pas après avoir enlevé les débris de filaments visibles, il faut le replacer.

6.9 Vérification de la qualité du capot de la buse
Le capot protège les print cores du flux d'air froid produit par les ventilateurs, ce qui aide les print cores à maintenir une température stable lors de l'impression. Le capot permet également d'empêcher le reflux de matériel dans la tête d'impression en cas de problème au cours de l'impression.
La chaleur des buses peut entraîner l'usure du capot de la buse au fil du temps. Il est recommandé de vérifier la qualité du capot au moins une fois tous les trois mois. La boîte d'accessoires de l'Ultimaker S5 contient trois capots de buses de rechange.
Examinez le bas de la tête d'impression pour vérifier que les trous dans lesquelles les buses passent sont toujours circulaires et que le capot présente une bonne étanchéité. Ouvrez également en douceur le support du ventilateur pour vérifier l'autre côté du capot de la buse.
Si le capot de la buse semble devoir être remplacé, veuillez suivre ces instructions.
Retirer l'ancien capot
- Tout d'abord, retirez les deux print cores en allant à l'aperçu de configuration et en sélectionnant Décharger pour les deux print cores.
- Fermez le support de ventilateur de la tête d'impression et placez manuellement la tête d'impression au centre avant de l'imprimante.
- Retirez le coin avant du capot de buse et sortez-le du support de ventilateur de la tête d'impression.

Poser le nouveau capot
- Ouvrez le support du ventilateur de la tête d'impression.
- Prenez le nouveau capot de buse et maintenez-le dans la bonne orientation derrière le support de ventilateur de la tête d'impression. Assurez-vous que les formes saillantes du capot correspondant aux formes des trous du support.


- Insérez la languette centrale du capot de buse dans la fente du support de ventilateur de la tête d'impression. De l'intérieur de la tête d'impression, appliquez une pression sur la plaque métallique. En même temps, tirez la languette à travers le support et la plaque jusqu'à ce que le joint d'étanchéité verrouille le capot en place.

Utilisez des pinces à pointe plate ou ronde pour tirer la languette à travers la plaque de métal. Ceci facilite cette action, car l'onglet peut être difficile à atteindre à la main.
- Tirez le côté droit du capot de la buse, repliez la poche sur le bord de la plaque métallique et poussez la languette en silicone sous la languette métallique du support de ventilateur de la tête d'impression. Répétez l'opération pour le côté gauche.


- Poussez la languette avant à travers la fente du support de ventilateur de la tête d'impression, tout en appliquant une pression sur la plaque métallique depuis l'intérieur de l'imprimante. Assurez-vous que le joint est poussé à travers la plaque pour verrouiller le capot en place.
- Fermez le support de ventilateur de la tête d'impression et vérifiez si le nouveau capot de buse est correctement placé. Glissez votre doigt sur le bas de la tête d'impression. Si le capot de la buse se détache facilement du support de ventilateur, c'est qu'il n'est pas correctement placé. Suivez à nouveau les étapes 3 à 5.

Si le capot de buse n'est pas correctement placé, il risque de se coincer sur l'impression. Cela pourrait entraîner l'ouverture du support de ventilateur pendant l'impression.
- Insérez les deux print cores en suivant le guide du menu de configuration.
- Lorsque le support de ventilateur avant est fermé, tenez le capot de la buse des deux côtés et déplacez-le légèrement vers la gauche et la droite. La plaque métallique et le capot de la buse s'alignent maintenant avec les print cores.

LE CAPOT DE BUSE NE DOIT PAS SE DETACHER FACILEMENT DU SUPPORT DE VENTILATEUR

Il est recommandé de vérifier l'emplacement et l'alignement du capot en foulant et abaissant manuellement le deuxième print core. Pour ce faire, déplacez l'interrupteur de levage sur le côté droit de la tête d'impression. Vérifiez si le support de ventilateur reste fermé lorsque le deuxième print core est abaissé.
6.10 Lubrification de la vis-mère du moteur z
La vis-mère est connectée au moteur Z et contrôle les mouvements de l'étage Z. Pour assurer le mouvement aisé de l'étage Z, il est recommandé d'appliquer régulièrement de la graisse sur la vis-mère.
Au fil du temps, il peut être nécessaire d'appliquer de nouveau de la graisse pour maintenir la constance et la précision du mouvement de l'étage Z. Un tube de graisse est inclus dans la boîte d'accessoires de l'Ultimaker S5.
- Assurez-vous que le plateau est placé au fond de l'Ultimaker S5.
- Appliquez une petite quantité de graisse sur la vis-mère du moteur Z.
- Dans le menu Ultimaker, accédez à Configuration → Plateau.
- Sélectionnez Lever puis Abaisser pour déplacer le plateau vers le haut et le bas afin de distribuer la graisse de manière uniforme.

N'utilisez la graisse que sur la vis-mère du moteur Z.

6.11 Nettoyage des chargeurs
Les chargeurs amènent le filament à la tête d'impression. Pour vous assurer que la quantité exacte de matériel nécessaire soit sortie, il est important que les rouages du chargeur tournent aisément.
Après de nombreuses heures d'impression, ou si du matériel a été broyé, il se peut que de petites particules de filament soient générées dans les chargeurs. Il est recommandé de nettoyer l'intérieur des chargeurs après trois mois. Pour ce faire, les chargeurs doivent être retirés de l'imprimante.
Réalisez la démarche suivante pour le chargeur 1 comme le chargeur 2 :
- Commencez par enlever le matériel. Allez dans le menu de configuration, sélectionnez le matériel que vous pouvez retirer, puis Décharger. Ensuite, éteignez l'imprimante et retirez le câble d'alimentation.
- Retirez l'étrier de fermeture de l'extrémité du tube Bowden où se trouve le chargeur, appuyez sur la pince de serrage du tube et tirez en même temps le tube Bowden vers le haut, pour l'enlever du chargeur. Retirez ensuite la pince de serrage du tube.
- Réduisez la tension du chargeur en tournant le boulon dans le haut du chargeur avec le tournevis hexagonal, jusqu'à ce que l'indicateur soit complètement en haut.


- Utilisez le tournevis hexagonal pour desserrer les quatre boulons du boîtier du chargeur.
- Retirez avec précaution la partie avant du chargeur de l'imprimante et mettez-la de côté.

Veillez à ne pas perdre l'anneau qui se trouve au bas du chargeur. S'il tombe, replacez-le dans le boîtier du chargeur avec le côté le plus large vers le haut.
- Utilisez une petite brosse pour nettoyer en douceur toutes les particules de filament de la roue moulée, de l'axe du capteur de débit et de l'intérieur du boitier du chargeur.
- Replacez la partie avant sur le chargeur et poussez-la fermement en place. Insérez les quatre boulons et serrez-les en croisant, en commençant par le coin supérieur gauche.
- Insérez la pince de serrage du tube dans le chargeur et poussez le tube Bowden à fond. Attachez le tube avec l'étrier de fermeture.
- Remettez à zéro la tension du chargeur en tournant le boulon situé au-dessus du chargeur, jusqu'à ce que l'indicateur atteigne la coche du milieu.


6.12 Nettoyage des print cores
L'entretien du print core BB doit être effectué tous les trois mois. La manière la plus efficace de nettoyer et de déboucher le print core BB sur l'Ultimaker S5 est d'utiliser le filament de nettoyage Ultimaker. Si vous ne disposez pas de ce filament, vous pouvez utiliser du PLA à la place.
Le filament de nettoyage peut être utilisé pour nettoyer le print core sur une Ultimaker S5 en appliquant des tractions à chaud et à froid. Les tractions à chaud sont utilisées pour capter les plus gros morceaux de materiaiu de grade présents sur le print core, et sont particulièrement nécessaires lorsqu'un print core est bouché. Avec une traction à froid, les particules de petite taille restantes seront nettoyées, laissant ainsi le print core complètement propre.

Si nécessaire, vous pouvez également utiliser cette méthode pour nettoyer un print core AA.
Préparation
- Accédez à Préférences → Maintenance → Tête d'impression → Print core et Sélectionnez Démarrer pour lancer la procédure de nettoyage.

La tête d'impression se déplace vers le coin avant droit pour se préparer.
- Sélectionnez le print core que vous désirez nettoyer : print core 1 ou print core 2.
- Sélectionnez le matériel que vous souhaitez utiliser pour nettoyer : filament nettoyant ou filament PLA.
- Attendez que l'imprimante chauffe le print core et retirez le filament jusqu'à ce que son extrémité soit visible dans le tube Bowden.

Si le matériel n'est pas retiré, il est possible que le matériel ait été broyé et soit coincé dans le chargeur. Dans ce cas, retirez manuellement le matériel comme décrit dans la section « Dépannage » du site Web Ultimaker.
- Retirez le tube Bowden de la tête d'impression. Retirez d'abord l'étrier de fermeture, puis appuyez sur la pince de serrage du tube et tirez en même temps le tube Bowden vers le haut, pour l'enlever de la tête d'impression. Confirmez pour continuer.

Traction à chaud
- Insérez le filament (filament de nettoyage Ultimaker ou PLA) dans la tête d'impression jusqu'à ressentir une certaine résistance.
- Tenez le filament avec des pinces et appliquez une légère pression sur le matériel pendant ± 1 seconde afin qu’il commence à sortir du print core ou jusqu’à ce qu’il ne puisse plus être poussé plus loin et tirez directement le filament avec une traction rapide et ferme.

Utilisez des pinces pour éviter de vous blesser les mains en cas de rupture du matériel.


- Coupe la pointe du filament que vous venez de tirer.
- Contrôlez la couleur et la forme de la pointe du filament et comparez-les à l'image ci-dessous. Le but est d'obtenir une pointe propre.

- Répétez cette procédure jusqu'à ce qu'il n'y ait plus de matériel de grade sur la pointe du filament de nettoyage. La pointe du filament doit avoir une apparence aussi propre que dans l'exemple à droite.
- Une fois la pointe du filament propre, faites passer manuellement un peu de filament au travers du print core avec des pinces et tirez-le de nouveau. Confirmez pour continuer.
Traction à froid
- Insérez le filament (filament de nettoyage Ultimaker ou PLA) dans la tête d'impression jusqu'à ressentir une certaine résistance.
- Tenez le filament avec des pinces et exercez une légère pression pour faire sortir un peu de matériel. Confirmez pour continuer.
- Exercez une pression sur le filament à l'aide d'une pince jusqu'à ce que la barre d'avancement soit pleine.
- Relâchez le filament et attendez jusqu'à ce que le print core soit refroidi.
- Saisissez le filament avec les pinces et tirez dessus d'un mouvement rapide et ferme. Confirmez pour continuer.

- Regardez la pointe du filament et vérifiez si elle est propre et présente une forme de cône comme illustré par l'exemple à droite. Confirmez pour continuer.

Si la pointe du filament n'est pas propre, revenez à la traction à chaud ou à froid pour répéter les étapes de nettoyage.

Remontage
- Insérez le tube Bowen dans la tête d'impression et attachez l'étrier de fermeture. Confirmez pour continuer.
- Attendez que l'Ultimaker S5 finalise la procédure de nettoyage.
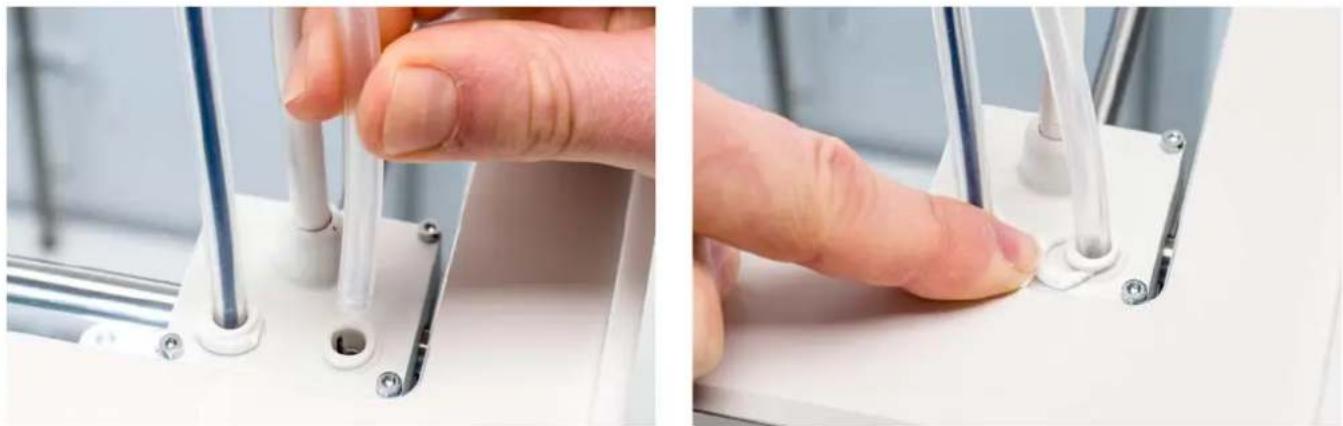
6.13 Lubrification de l'engrenage du chargeur
Pour s'assurer que les chargeurs avancent le filament en douceur et avec précision, les engrenages sont lubrifiés. Après plusieurs heures d'impression, il est recommandé d'appliquer de nouveau cette lubrification. Comme de petites particules de filament peuvent avoir collé aux engrenages, il est conseillé de les nettoyer d'abord.

Il est également recommandé de remplacer les tubes Bowden une fois par an. Tout en lubrifiant les engrenages du chargeur, suivez les instructions pour remplacer les tubes Bowden simultanément.
Réalisez la démarche suivante pour le chargeur 1 comme le chargeur 2 :
- Commencez par enlever le matériel. Allez dans le menu de configuration, sélectionnez le matériel que vous pouvez retirer, puis Décharger. Ensuite, éteignez l'imprimante et retirez le câble d'alimentation.
- Retirez l'étrier de fermeture de l'extrémité du tube Bowden où se trouve le chargeur, appuyez sur la pince de serrage du tube et tirez en même temps le tube Bowden vers le haut, pour l'enlever du chargeur.
- Utilisez le tournevis hexagonal pour desserrer les deux boulons fixant le chargeur au panneau arrière.
- Éloignez avec précaution le chargeur du panneau arrière et débranchez le câble de détection de filament du capteur de débit.


- Utilisez une serviette propre ou un coton-tige pour essuyer toutes les particules de filament et les résidus de graisse présents sur les engrenages du chargeur. Nettoyez l'engrenage relié au moteur et l'engrenage plus grand situé à l'intérieur du chargeur.
- Appliquez une petite quantité de graisse sur l'engrenage attaché au moteur du chargeur. Il n'est pas nécessaire de la répandre : le chargeur le fera automatiquement lorsqu'il est en rotation.
- Maintenez le chargeur près du panneau arrière et connectez le câble de détection de filament au capteur de débit.
- Replacez le chargeur sur l'imprimante et fixez-le avec les deux boulons.
- Insérez le tube Bowden dans le chargeur en appuyant sur la pince de serrage du tube dans le chargeur et en enfonçant le tube Bowden jusqu'au bout. Attachez le tube avec l'étrier de fermeture.


6.14 Remplacement des tubes bowden
Les tubes Bowden guident le filament des chargeurs à la tête d'impression.
Le passage de filament broyé ou mal coupé dans le tube Bowden est susceptible de rayer ou d'endommager l'intérieur du tube. Si cela venait à se produire, le filament ne pourrait plus être amené vers la tête d'impression de manière fluide. Cela peut entraîner une extrusion insuffisante ou d'autres problèmes de qualité de l'impression.
Après avoir retiré le tube Bowden plusieurs fois, la pince de serrage du tube peut devenir usée. Si cela se produit, la pince de serrage du tube n'aura plus de prise ferme sur le tube Bowden. Dans ce cas, le tube Bowden se déplacera vers le haut et le bas au cours des impressions, ce qui affectera la qualité d'impression.
Si les tubes Bowden sont endommagés de manière permanente, ils devront être remplacés. Pour conserver une qualité d'impression optimale, il est recommandé de remplacer les tubes Bowden chaque année.
Démontage
- Commencez par enlever le matériel. Allez dans le menu de configuration, sélectionnez le matériel que vous pouvez restorer, puis Décharger. Après cela, éteignez l'imprimante.
- Positionnez la tête d'impression dans le coin avant droit.
- Utilisez votre ongle pour enlever les étriers de fermeture des pinces de serrage du tube au niveau de la tête d'impression et des chargeurs.
- Appuyez sur la pince de serrage du tube dans la tête d'impression et tirez en même temps le tube Bowden vers le haut, pour l'enlever de la tête d'impression. Répétez ces étapes pour le chargeur.
- Lorsque vous retirez le tube Bowden de l'extrudeuse 2 (à droite), desserrez les quatre serre-cables du tube Bowden afin de le retirer complètement.

Remontage
- Prenez le nouveau tube Bowden et prétez attention aux deux côtes différents. Le côté chanfreiné doit être inséré dans le chargeur. Cela permet de faciliter l'entrée du filament dans le tube Bowden. Le côté plat doit être inséré dans la tête d'impression.
- Insérez le tube Bowden dans le chargeur en appuyant sur la pince de serrage du tube dans le chargeur et en enfonçant le tube Bowden jusqu'au bout. Attachez le tube avec l'étrier de fermeture.
- Insérez le tube Bowden dans la tête d'impression en appuyant sur la pince de serrage du tube dans la tête d'impression et en enfonçant le tube Bowden jusqu'au bout. Attachez le tube avec l'étrier de fermeture.
- Lorsque vous remplacez le tube Bowden de l'extrudeuse 2 (à droite), clipsez les serre-cables de tête sur le tube Bowden. Répartissez les étriers de manière uniforme le long du tube Bowden.


6.15 Nettoyage des ventilateurs du système
Les ventilateurs du système sont placés à l'arrière de l'imprimante et doivent être nettoyés une fois par an. Ceci peut être fait en soufflant dans les ventilateurs afin d'éliminer les petites particules de filament. Si nécessaire, une soufflerie ou un compresseur d'air peut être utilisé à la place.

6.16 Lubrification des essieux
Pour s'assurer que les portes vitrées s'ouvrent et se ferment en douceur, leurs charnières doivent être lubrifiées une fois par an. Ceci peut être fait en appliquant une petite goutte d'huile dans le trou supérieur de chaque charnière.

7. Dépannage
Certains problèmes spécifiques peuvent survenir lors de l'utilisation de votre Ultimaker S5. Si tel est le cas, vous pouvez tenter de résoudre le problème par vous-même à l'aide des informations figurant dans les pages qui suivent.
7.1 Messages d'erreur
Voici la liste des messages d'erreur les plus communs qui peuvent apparaître sur l'Ultimaker S5. Pour plus d'informations sur la résolution de ces messages d'erreur, consultez la page spécifique à l'erreur sur le site Web Ultimaker.
- Une erreur inconnue est survenue. Redémarrez l'imprimante ou allez sur ultimaker. com/ER27. Erreur de temp. max. sur le print core dans l'emplacement de tête d'impression [x]. Allez sur ultimaker. com/ER28. Erreur de temp. min. sur le print core dans l'emplacement de tête d'impression [x]. Allez sur ultimaker. com/ER29.
- Erreur de température max. sur le plateau. Allez sur ultimaker. com/ER30. Erreur de chauffage sur le print core dans l'emplacement de tête d'impression [x]. Allez sur ultimaker. com/ER31. L'axe Z est bloqué ou le contacteur de limite est cassé. Allez sur ultimaker. com/ER32. L'axe X ou Y est bloqué ou le contacteur de limite est cassé. Allez sur ultimaker. com/ER33.
- Une erreur de communication est survenue avec la tête d'impression. Allez sur ultimaker. com/ER34.
- Une erreur de communication I2C est survenue. Allez sur ultimaker. com/ER35.
- Une erreur est survenue avec le circuit de sécurité. Allez sur ultimaker. com/ER36.
- Une erreur de capteur est survenue à l'intérieur de la tête d'impression. Allez sur ultimaker.com/ER37.
- Échec de la correction du nivellement actif. Nivelez manuellement le plateau ou allez sur ultimaker. com/ER38.
- La température d'impression spécifique est incorrecte. Allez sur ultimaker. com/ER39.
- La température de plateau spécifique est incorrecte. Allez sur ultimaker. com/ER40.
- Échec de la mise à jour du contrôleur de mouvement. Allez sur ultimaker. com/ER41.
- Cette tâche d'impression n'est pas adaptée à cette imprimante. Allez sur ultimaker.com/ER42. Le capteur de début à l'intérieur du chargeur [x] ne fonctionne pas correctement. Allez sur ultimaker.com/ER43.
Si un message d'erreur non répertorié ici venait à survenir, veuillez consulter le site Web Ultimaker pour plus d'informations.
Bouchon du core d'impression
Si le matériel ne s'écoule pas du print core pendant au moins 10 minutes, cela peut signifier que le print core est obstrué par un matériel dégradé. Dans ce cas, le print core doit être nettoyé par la méthode de la traction à chaud et à froid.
La manière la plus efficace de nettoyer et de déboucher un print core sur l'Ultimaker S5 est d'utiliser le filament de nettoyage Ultimaker. Si vous ne disposez pas de ce filament, vous pouvez utiliser du PLA. Consultez le chapitre 6.11 « Nettoyage des print cores » pour des instructions détaillées.
Print core non reconnu
Si un print core n'est pas reconnu par l'Ultimaker S5, l'imprimante vous en informera. La principale cause est la présence de points de contact sales sur le circuit imprimé située à l'arrière du print core. Si tel est le cas, nettoyez les points de contact avec un coton et un peu d'alcool.

Faible adhérence au plateau
Si vous rencontrez des problèmes d'adhésion d'une impression au plateau, vous pouvez procéder comme suit :
Assurez-vous que les paramètres de matériel et la méthode d'adhésion ajustés ont été utilisés (voir chapitre 5.2 Matériaux). - Recalibrer en utilisant le mode de nivellement actif détaillé (voir chapitre 5.8 Calibrage). Vérifiez les paramètres Ultimaker Cura utilisés et essayez d'imprimer avec l'un des profils Ultimaker Cura par défaut.
Broyage du PVA
En règle générale, une manipulation ou un stockage incorrect du matériel peut entraîner le broyage du matériel. Le PVA doit être imprimé et stocké dans un environnement à faible humidité pour éviter que des problèmes ne surviennent au cours de l'impression. Nous recommandons un taux d'humidité inférieur à 50% pour le stockage et à 55% lors de l'impression. Il est également recommandé de conserver la température ambiante en-deçà de 28°C durant l'impression. Dans un bureau climatisé standard, le respect de ces valeurs d'humidité et de température devrait être facilité.
Trois causes sont principalement responsables du broyage de PVA par le chargeur.
Stockage incorrect: Le PVA absorbe l'humidité de manière relativement facile, et il est donc important de le stocker correctement (sac refermable, taux d'humidité inférieur à 50%). Si le PVA absorbe trop d'humidité, il deviendra mou et malléable / souple voire, dans certains cas, collant. Cela peut entraîner des problèmes dans le chargeur car il pourrait ne plus transférer le PVA correctement. Si cela se produit, vous pouvez sécher le PVA. - Tube Bowden enduit: L'intérieur du tube Bowden peut devenir enduit à cause de conditions d'impression incorrectes (généralement, une humidité trop élevée). Si l'humidité de l'environnement d'impression est trop élevée (au-dessus de 55%) et que la température est trop élevée (au-dessus de 28°C), le PVA peut ne plus se déplacer facilement à l'intérieur du tube Bowden. Une solution à cela est de nettoyer le tube Bowden et le sécher complètement. - Print core bouché: Un taux d'humidité élevé peut affecter la qualité du PVA et entraîner l'encrassement du print core. Par conséquent, le filament pourrait se coincer, ce qui provoquerait un broyage dans le chargeur. Lorsque cela se produit, le print core doit être nettoyé en suivant la procédure décrite au chapitre 6.11 « Nettoyage des print cores ».
Pour plus d'informations sur la manière de résoudre les problèmes de broyage, consultez cette page.
Extrusion insuffisante
En termes simples, on parle de sous-extrusion lorsque l'imprimante n'est pas en mesure de fournir une quantité suffisante de matériel. Votre Ultimaker S5 connaît une extrusion insuffisante lorsque vous observez des couches manquantes, des couches très fines, ou des couches représentant des points et des trous aléatoires.

Plusieurs causes peuvent entraîner une extrusion insuffisante :
- L'utilisation d'un matériel de faible qualité (diamètre variable) ou de mauvais réglages.
- La définition incorpore de la tension du chargeur
- La présence de friction dans le tube Bowden
- La présence de petites particules de matériel dans le chargeur ou le tube Bowden
- Un print core partiellement bouché
Si vous Ultimaker S5 présente une extrusion insuffisante, il est conseillé de consulter cette page pour des instructions de dépannage détaillées.
Gondolement
Le gondolement se produit en raison d'un rétrécissement du matériel pendant l'impression, menant les coins de l'impression à se soulever et se détacher du plateau. Lorsque des plastiques sont imprimés, ils commencent par s'étendre légèrement, mais se contractent à mesure qu'ils refroidissent. Si du matériel se contracte trop, cela peut mener à un pliage de l'impression et un détachment du plateau.

Lorsque votre impression se gondole, assurez-vous d'avoir fait ce qui suit :
Utiliser le nivellement actif pour nivelier le plateau. - Dans le cas d'un plateau de verre, appliquer une fine couche de colle. Utiliser la même temperature et les autres réglages comme dans les profils Ultimaker Cura par défaut. - Ajuster la forme de votre modèle selon les directives de conception décrites sur www.ultimaker.com/3D-model-assistant. Utiliser un autre matériel moins sujet à la déformation.
Pour des instructions plus détaillées concernant la résolution de ce problème, consultez le site Web Ultimaker Cura.
