
Roxyflam - Poste à souder ROTHENBERGER - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Roxyflam ROTHENBERGER au format PDF.

| Type de produit | Poste à souder oxyacétylénique |
| Marque | ROTHENBERGER |
| Modèle | Roxyflam (500 L, 1000 L, 2300 L) |
| Alimentation | Gaz (oxygène + acétylène) |
| Capacité des bouteilles d'oxygène | 500 L, 1000 L ou 2300 L selon version |
| Capacité des bouteilles d'acétylène | 420 L (500 L), 800 L (1000 L), 1400 L (2300 L) |
| Pression de remplissage oxygène | 200 bars |
| Pression d'utilisation (soudage) | Oxygène : 1,5 bar ; Acétylène : 0,5 bar |
| Pression d'utilisation (oxycoupage) | Oxygène : 2 à 5 bars |
| Autonomie indicative | Buse 0,8 mm (40 L/h) : 9 h 30 (500 L), 20 h (1000 L) ; Buse 1,0 mm (100 L/h) : 4 h (500 L), 8 h (1000 L), 14 h (2300 L) |
| Buses fournies d'origine | 500 L et 1000 L : 63, 100, 160 L/h ; 2300 L : 40, 63, 100, 160, 250, 315 L/h |
| Température de flamme | Jusqu'à 3100 °C |
| Fonctions principales | Soudage autogène, brasage, soudo-brasage, oxycoupage, chauffage, rechargement |
| Sécurité | Détendeurs avec manomètres haute et basse pression ; robinets de bouteille non démontables ; interdiction de graisser ou huiler |
| Tenue de travail recommandée | Lunettes de soudeur, gants, vêtements non synthétiques |
| Condition d'utilisation | Poste en position verticale, jamais couché |
| Transport | Chariot intégré avec poignée, fourreau pour chalumeau, support enroulement tuyaux, blocage bouteilles |
| Garantie | 12 mois (pièces défectueuses) |
FOIRE AUX QUESTIONS - Roxyflam ROTHENBERGER
Questions des utilisateurs sur Roxyflam ROTHENBERGER
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice Roxyflam - ROTHENBERGER et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Roxyflam de la marque ROTHENBERGER.
MODE D'EMPLOI Roxyflam ROTHENBERGER
- Mise en place des détendeurs
- Montage de l'équipement
FONCTIONNEMENT 8
MISE EN ROUTE 10
- Allumage
- Réglage
SECURITE 12
- Précautions liées à l'oxygène
- Précautions liées à l'acetylene
- Précautions liées à la pression
- Précautions generales
- Tenue de travail
- Lieu de travail
- Transport et rangement
- En cas d'incendie
LES 6 OPÉRATIONS
- Brasage 14
- Soudo-brasage 16
- Soudure autogène 18
Coupage 20
Chauffe 21 - RechargeMENT 21
TABLEAU SYNOPTIQUE DU TRAVAIL :
- des méaux ferreux 22-23
- des méaux non ferreux 24-25
INCIDENTS ET REMÉDES 26
- Décollement de la flamme
- Extinction en cours de fonctionnement
- Rentree de flamme dans le chalumeau
- Claquements répertés de la flamme
BON DE GARANTIE 27
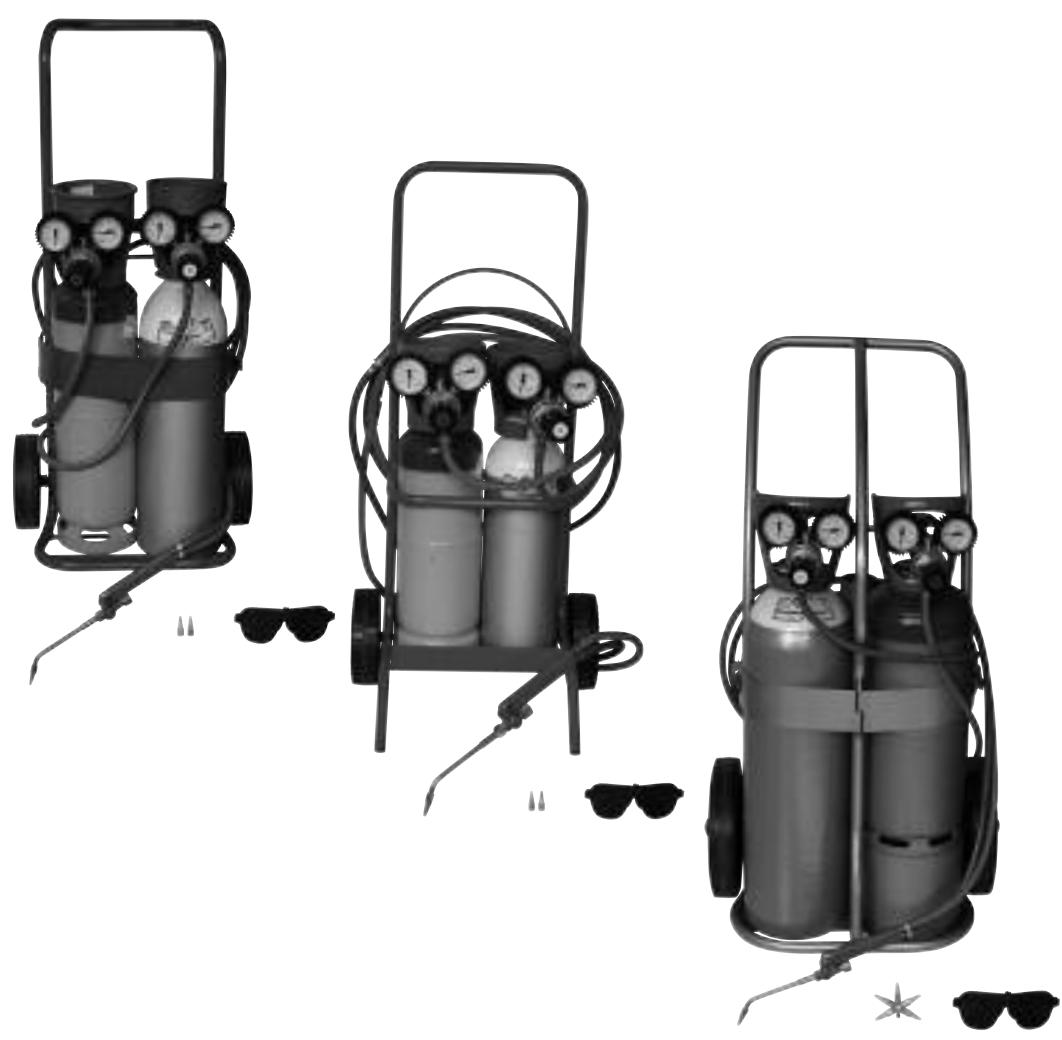
La gamme ROXYFLAM* est composée de :
- ROXYFLAM 500 L
- ROXYFLAM 1000 L
- ROXYFLAM 2300 L
Ces postes de soudage comportent chacun :
- 1 bouteille d'oxygène, gaz combustant
- 1 bouteille d'acetylene, gaz combustible
- 1 armature-chariot spécialement étudiee pour transporter en toute sécurité et avec facilité le poste de soudage sur son lieu d'utilisation.
ROXYFLAM 2300 L, ROXYFLAM 1000 L et ROXYFLAM* 500 L perpettent aux professionnels, aux artisans de souder, braser, soudo-braser, couper, chauffer dans les valeurs conditions.
Les postes de la gamme ROXYFLAM peuvent être équipés de détendeurs oxygène et acetylene, de chalumeaux soudeur et coupee, de flexibles spécialément étudiés par des fabricants de matériels de soudage pour ROXYFLAM 2300 L, ROXYFLAM 1000 L et ROXYFLAM 500 L, et fabriqués selon les normes en vigueur.
ROXYFLAM 2300 L, ROXYFLAM 1000 L et ROXYFLAM* 500 L sont de par leurs faibles encombretements et leurs poids réduits, facilement transportables, les rendant utilisables dans des endroits difficilement accessibles.

NE JAMAIS GRAISSER NI HUIER les différents matériels ROXYFLAM*
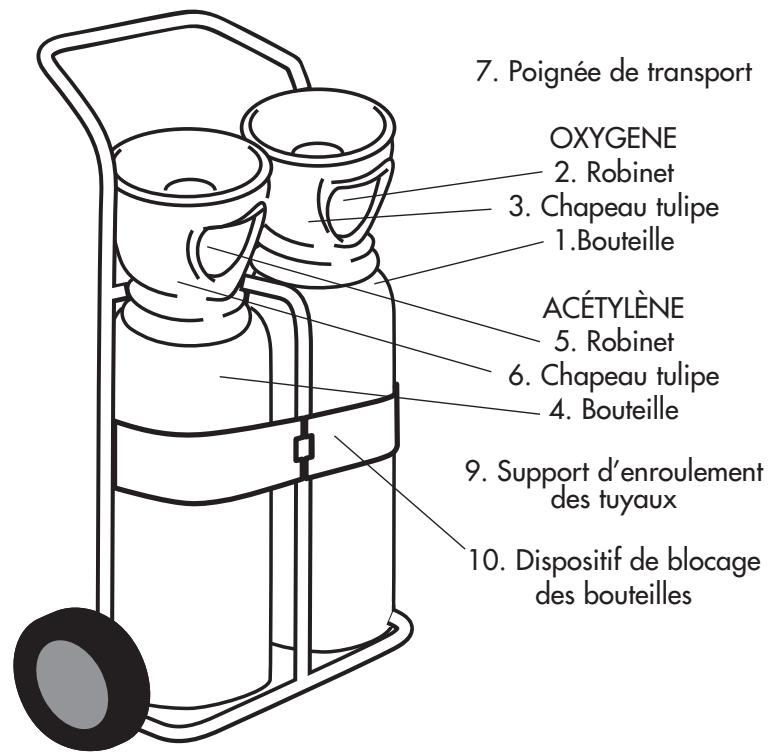
ROXYFLAM
| BOUTEILLES | 500 L | 1000 L | 2300 L |
| 1. Bouteille d'OXYGène (ogive blanche) forgée, rechargeable. Pression de replissage : 200 bars. | 500 litres | 1000 litres | 2300 litres |
| 2. Robinet de la bouteille d'oxygène | non démontable | non démontable | non démontable |
| 3. Chapeau tulipe protégeant le robinet d'oxygène | non démontable | non démontable | non démontable |
| 4. Bouteille d'ACÉTYLÈNE dissous (ogive marron clair), rechargeable. | 420 litres | 800 litres | 1400 litres |
| 5. Robinet de la bouteille d'acétylène | non démontable | non démontable | non démontable |
| 6. Chapeau tulipe protégeant le robinet d'acétylène | non démontable | non démontable | non démontable |
CHARIOT
| 7. Poignée de transport permattant un transport facile | Fixe | Fixe | Fixe |
| 8. Fourreau pour ranger la poignée de soudage | |||
| 9. Support d'enroulement des tuyaux. | ■ | ■ | ■ |
| 10. Dispositif de blocage des bouteilles | ■ | ■ | ■ |
| AUTONOMIE (ordre de grandeur) | |||
| Buse 0,8mm - 40 l/h | 9h30 | 20h | |
| Buse 1,0mm - 100 l/h | 4h | 8h | 14h |
Equipements de la gamme ROXYFLAM*
1 détendeur d'oxygène pour abaiser la pression du gaz contenue dans la bouteille à la pression d'alimentation du chalumeau.
1 détendeur d'acetylene pour abaiser la pression du gaz contenue dans la bouteille à la pression d'alimentation du chalumeau.
1 double tuyauterieouple(longueurenviron3m,diametre6/11)pourconduire l'oxygeneet l'acetylene desdetendeurs au chalumeau.
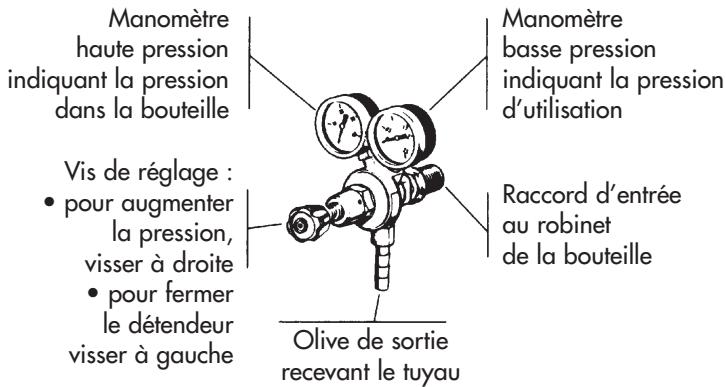
Les détendeurs comportent :
- une vis de réglage,
- un manomètre haute pression indiquant la pression dans la bouteille,
- un manomètreasse pression indiquant la pression de sortie.
Les 2 manometres sont gradués en bars. (le bar = unité de pression valant sensiblement 1kg / cm^2 )
- 3 buses de soudage 63~L / 100~L / 160~L pour ROXYFLAM* 500 L et 1000 L.
- 6 buses de soudage 40L / 63L / 100L / 160L / 250L / 315 L + écrou de montage pour ROXYFLAM* 2300 L.
1 chalumeau soudeur.
1 paire de lunettes de soudage.
1 chalumeau soudeur-coupeur (vendu séparation).
POUR LE MONTAGE ET LE DEMONTAGE DES DETENDEURS UTILISER UNE CLE PLATE.
Mise en place des détendeurs :
Monter les détendeurs sur les bouteilles fermées. Assurez-vous que la vis de détente des détendeurs soit complètement desserrée (dans le sens inverse des aiguilles d'une montre) avant chaque ouverture des bouteilles.
Oxygène :
Ouvrir et fermer rapidement le robinet de la bouteille pour le purger des poussières qui auraient pu s'y déposer.
Refermer le robinet de la bouteille de gaz.
Visser l'écrou flottant du détendeur sur le robinet de la bouteille dans le sens des aiguilles d'une montre.
Le filetage est à droite. Bloquér à l'aide d'une clé plate de 27 mm.
Acetylene :
Ne jamais ouvrir le robinet d'acetylene à l'air libre.
Visser l'écrou flottant du détendeur sur le robinet de la bouteille dans le sens inverse des aiguilles d'une montre. Le filetage est à gauche. Bloquer à l'aide d'une clé plate de 27 mm.
Montage de l'équipement :
- Les équipements sont montés prêts à être utilisés.
Attention :
Ne jamais coucher les bouteilles.
Le cas échéant, ne pas utiliser le poste avant plusieurs heures.
(meme principe qu'un frigo!)
Robinets des bouteilles :
Ouverture à la main dans le sens inverse des aiguilles d'une montre - un quart de tour suffit.
Vérifier l'étanchéité du raccordement des détendeurs sur les robinets des bouteilles à l'aide de savon liquide ou d'un aérosol antifuite, type ROTEST (réf. 65000)
Detendeurs :
- Detendeur oxygène
Le manomètre haute pression est gradué de 0 à 315 bars.
Le manomètre basse pression est gradué de 0 à 16 bars.
Pour le soudage la pression d'utilisation est de 1.5 bar.
Pour l'oxycoupage la pression d'utilisation est de 2 à 5 bars.
- Detendeur acetylene
Le manomètre haute pression est gradué de 0 à 40 bars.
Le manomètre basse pression est gradué de 0 à 2,5 bars.
La pression d'utilisation est de 0.5 bar en service.
Il est impératif de respecter les pressions d'utilisation
Chalumeau :
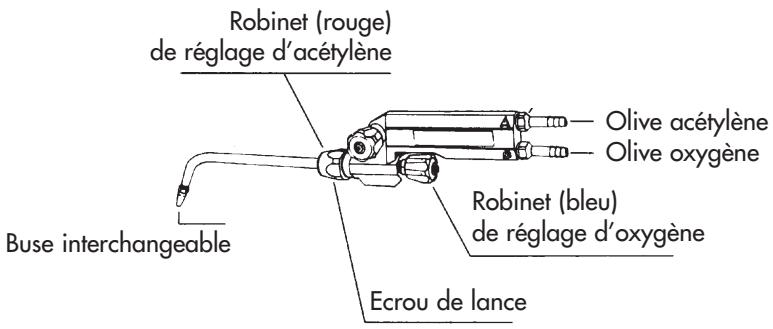
- Le robinet (bleu) de réglage de l'oxygène sur le chalumeau, permet d'ajuster le début d'oxygène désiré, alors que la vis de détente du détendeur oxygène permet de régler la pression d'utilisation de l'oxygène dont on a besoin.
- Le robinet (rouge) de réglage de l'acetylene sur le chalumeau, permet d'ajuster le débit d'acetylene désiré, alors que la vis de détente du détendeur acetylene permet de régler la pression d'utilisation de l'acetylene dont on a besoin.
- Buses interchangeable:
| ROXYFLAM* 500 L | ROXYFLAM* 1000 L | ROXYFLAM* 2300 L |
| 40 | | 40 | | 40 |* |
| 63 |* | 63 |* | 63 |* |
| 100 |* | 100 |* | 100 |* |
| 160 |* | 160 |* | 160 |* |
| 250 | | 250 | | 250 |* |
| 315 | | 315 | | 315 |* |
| 400 | | 400 | | 400 | |
*Buses fournies d'origine avec les postes ROXYFLAM, les autres diamètres peuvent être achétés sous forme d'une étoile portant les 7 becs.
TOUJOURS UTILISER LES POSTES ROXYFLAM* EN POSITION VERTICALE
- Vérifier que les robinets du chalumeau sont bien fermés.
- Ouvrir lentement les robinets des bouteilles d'oxygène et d'acetylene - 1/4 de tour est suffisant.
-
Régler à l'aide des vis de détente des détendeurs (dans le sens des aiguilles d'une montre) les pressions d'utilisation des gaz :
-
1,5 bar pour l'oxygène,
- 0,5 bar pour l'acetylene.
(Après ouverture des robinets du chalumeau les pressions ci-dessus chuteront, les réajuster si nécessaire).
- Avant d'allumer de chalumeau vérifier l'étanchéité du matériel avec un produit détecteur de fuites.
Tester les joints entre les détendeurs, les robinets des bouteilles, les raccords des tuyaux aux olives de raccordement des détendeurs et du chalumeau. - En cas d'incident de fonctionnement sur le chalumeau il faut immédiatement fermer en premier le robinet oxygène du chalumeau puis le robinet acetylene. Ensuite, fermer le détendeur oxygène (visser la vis de détente vers la gauche) puis le détendeur acetylene (visser la vis de détente à gauche) puis fermer les volants des vannes des deux bouteilles.
- La date figurant sur le tuyau correspond à l'année de fabrication (et non à une date de péremption) selon la norme EN 559.
Allumage :
- Ouvrir le robinet d'oxygène (bleu) du chalumeau jusqu'à l'obtention d'un léger débit (3/4 de tour environ). Si le débit est trop fort la flamme sera soufflée.
- Tenir le chalumeau de la main droite, à l'aide du pouce, ouvrir progressivement le robinet d'acetylene (rouge) du chalumeau.
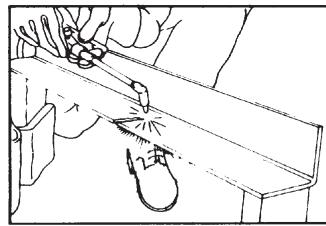
- Introduire la buse du chalumeau à l'intérieur de la cou pelle de l'allume brûleur en actionnant celui-ci pour faire des étincelles.
Attention: ne jamais allumer un chalumeau avec un briquet, même presque vide.
Réglage :
- Il est indispensable de bien régler la longueur du dard pour obtenir de bonnes soudures, tout particulièrement pour la soudure autogène. Pour le réglage de la flamme il est conseilé de porter des lunettes de soudeur qui permetront de voir la flamme sans éblouissement.
Mettre un excess d'acetylene, on observe une flamme jaune carburante et très brillante.
Cette flamme est divisée en trois parties :
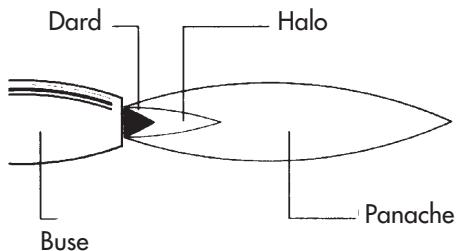
- le dard bleu très clair de forme conique en contact avec la buse,
- un halo bleu en forme de fer de lance entourant le dard,
- le panache sans forme précise de couleur bleue transparente.
En diminuant progressivement le débit d'acetylene (ou en augmentant le débit d'oxygène) le halo diminue de volume, continuer jusqu'à ce que le halo se confonde avec le dard. Le réglage est alors parfait.
PRECAUTIONS LIÉES À L'OXYGène, L'ACÉTYLÈNE ET LA PRESSION
La gamme ROXYFLAM* a été consque pour vous donner toute sécurité. Prenez l'habitude de la sécurité en vous conformant aux instructions données dans ce manuel.
Précautions liées à l'oxygène :
NE JAMAIS GRAISSER NI HUIER les différentes parties des matériels ROXYFLAM*, tout particulièrement les parties en contact avec l'oxygène.
Maintenir le matériel en état de propre, à l'abri des corps gras qui peuvent s'enflammer spontanément au contact de l'oxygène.
Eviter les chiffons gras sur le robinet de la bouteille oxygène et son détendeur.
Précautions liées à l'acetylene :
NE JAMAIS UTILISER les matériels ROXYFLAM*en position horizontal.
La bouteille d'acetylene doit toujours être en position verticale pendant les opérations de soudage, coupage, chauffe ...
Ne pas utiliser des buses d'un débit supérieur aux valeurs limites prescrites.
Précautions liées à la pression :
Ne jamais déposer les détendeurs d'oxygène et d'acetylene sans avoir au préalable fermé les robinets des bouteilles d'oxygène et d'acetylene et purgé les tuyauteries en ouvrant les robinets du chalumeau.
Ne jamais démonter les robinets des bouteilles d'oxygène et d'acetylene.
Respecter les pressions d'utilisation indiquées :
- 1.5 bar pour l'oxygène,
- 0.5 bar pour l'acetylene.
Fermeture :
IMPORTANT : Àprous utilisation du poste, fermer les vannes des bouteilles, purger les détendeurs en ouvrant les robinets du chalumeau (les pressions des manometres vont revenir à 0).
Dévisser les vis de détente des déteneurs (dans le sens inverse des aiguilles d'une montre) afin que le clapet du détenueur ne soit plus sous pression.
PRECAUTIONS GENÉRALES
Précautions générales :
Nous déclinons toute responsabilité en cas d'utilisation de la gamme ROXYFLAM* avec d'autres équipements ou bouteilles de gaz que ceux prévus pour ces postes de soudage.
N'essayez enaucun cas de replir vous meme vos bouteilles d'oxygene et d'acetylene.Aprés employi :
- Eteindre le chalumeau.
- Fermer les robinets des bouteilles d'oxygène et d'acetylene.
- Purger les tuyauteries en ouvrant les robinets du chalumeau. Pour allumer votre chalumeau utiliser l'allume brûleur spécifique étudié pour les soudeurs. Ne jamais employer de briquet.
Tenue de travail :
Porter des lunettes spéciales pour soudeur ou un masque pour soudeur.
Ne pas porter de vêtements de travail en nylon ou matières synthétiques.
Porter des gants de soudeur pour éviter de vous brûler en manipulant des pieces de métal chaud.
Lieudetravail:
Travailler dans un lieu aéré.
Le travail du métal et en particulier l'oxycoupage entraîne la formation d'étincelles, gouttes de métal chaud, scories. Prendre toutes précautions contre les risques d'incendie (ne pas travailler pres de matériaux ou produits combustibles - prévoir des moyens d'extinction) et de brûlure (maintenir le visage à une certaine distance du chalumeau porter des lunettes de soudeur ou un masque pour soudeur).
Transport et rangement :
Pour le transport ou le déplacement des matériels de la gamme ROXYFLAM*:
- Fermer les robinets des bouteilles d'oxygène et d'acetylene.
- Transporter les matériels dans un vehicule aéré, si possible en position verticale. Dès l'arrivée, sortir du vehicule le poste de sou-dage ROXYFLAM*.
- Àpres employi ranger les matériels dans un endroit aéré.
-Eloigner les matériels de toutes sources de chaleur. Ne pas les laisser en plein soleil, ni a la portée des enfants.
En cas d'incendie : (voir page 10)
-Eteindre le chalumeau.
- Fermer les robinets des bouteilles d'oxygène et d'acetylene.
-Evacuer le poste du lieu d'incendie.
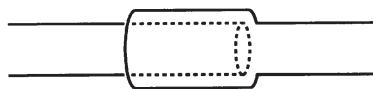
ASSEMBLAGE PAR RECOUVREMENT
Le brasage c'est l'assemblage par recouvrement de deux pieces (meme metal ou metaux differents) à l'aide d'une brasure dont la température de fusion est inférieure à celle des metaux à assembler. Il n'y a pas de fusion des deux pieces, seule la brasure fond et pénétre par capillarité dans le joint entre les deux pieces. On utilise de préférence de la brasure à l'argent.
Principales applications :
- Tuyauteries en cuivre pour installations sanitaires,
Tuyauteries de chauffage central au gaz, - Pièces en acier inoxydables ...
Avantages de la brasure :
- Bonne résistance mécanique,
- Etanchéité parfaite,
- Bonne souplesse de la piece brasée,
- Simplicité de réalisation.
Inconvénients de la brasure :
- Grande précision de la préparation,
- Parfait recouvrement des pieces,
- Eviter le brasage de pieces qui doivent supporter de très fortes tensions,
- Ne pas utiliser le brasage pour des pieces qui doivent être portées à des températures supérieures ou égales à 600^ .
MISE EN OÉUVRE :
A. Préparation
- Poncer avec soin les zones d'accrochage.
- Les joints doivent être parfaitement propres, dégraissés, désoxydés.
- Prévoir le recouvrement des tôles, l'emboitement des tubes.
- Réaliser un ajustement soignédonnant un feu faible et régulier de l'ordre de 0.3 à 0.1 mm.
-Enduire les zones d'accrochage avec le flux decapant. - Mettre les pièces en position pour le brasage.

BORDS RELEVES
TUBES
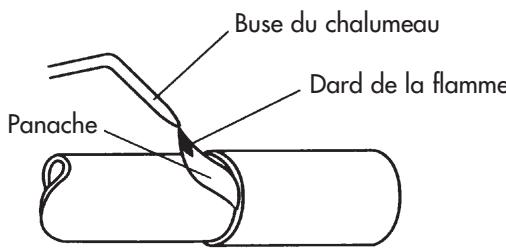
B. Execution
- Chauffer l'assemblage à l'aide du panache de la flamme.
- Attendre que le flux decapant se boursoufle, seche et fonde.
- Approcher la baguette de brasure à l'argent, en fondre quelques gouttes sur le bord du joint.
- Retirer la baguette et continuer àCHAuffer l'assemblage avec le panache de la flamme.
- Par capillarité, la brasure pénétrera dans le joint lorsque les pièces à assembler seront à la bonne température.
- Eliminer par brossage ou lavage les résidus du flux decapant.
ASSEMBLAGE BORD A BORD
Le soudo-brasage c'est l'assemblage de deux pieces jointes (bord à bord, ou en angle) de même métal ou de métaux différents, avec un métal d'apport en laiton spécial sous forme de baurette.
Il ne se produit aucune fusion entre les métaux à assembler, la baguette fond à une température inférieure à celle du métal de base.
Principales applications :
- Assemblages de métaux ferreux, aciers, aciers galvaniés, fontes, aciers inoxydables,
- Canalisations de chauffage central,
- Constructions métalliques en tubes, profilés,
- Fer forge,
- Fontes mécaniques.
Avantages du soudo-brasage :
- Simplicité de réalisation,
- Très forté résistance mécanique,
- Faible déformation du métal,
- Le soudo-brasage convient aussi bien pour les fines et fortes écaisseurs,
- Métal d'apport plus économique que la brasure à l'agent utilisé pour le brasage.
Inconvénients du soudo-brasage :
- N'est pas recommandé pour les pieces dont la température serait portée, en utilisation, à plus de 650^ C.
MISE EN OEUVRE
A. Préparation :
- Poncer et dégraisser avec soin les bords. - Pour des pièces d'une épaissur inférieure à 4 mm, le schéma ci-dessous indique s'il faut écarter ou non les tôles :
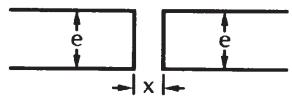
$$ S i e < \dot {a} 2 m m x = 0 $$
$$ \mathrm {S i e} \geq \dot {\mathrm {a}} 2 \mathrm {m m} x = \frac {1}{2} \mathrm {e} $$
Pour des pieces d'une épaissur supérieure à 4 mm faire un chanfrein.
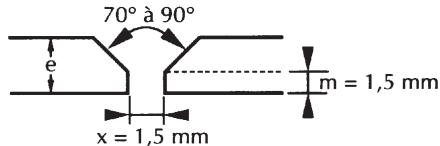
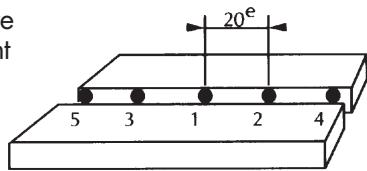
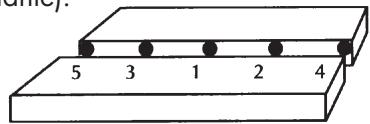
B. Exécution :
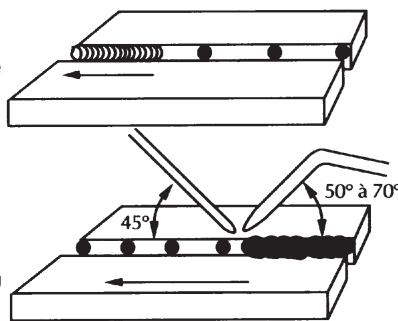
- Effectuer le pointage en déposant une goutte de métal d'apport à intervalles réguliers dans l'ordre du schéma. La distance entre chaque point est égale à 20 fois l'épaissur du métal.
- Enduire les zones d'accrochage avec le flux decapant ou utiliser une baguette enrobée de flux.
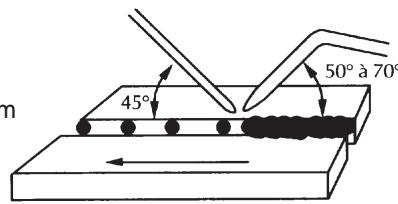
- Tenir le chalumeau incliné à 50^ 70^ , de l'autre main la baguette de métal d'apport inclinée à 45^ .
- Maintenir le dard de la flamme à 3 mm de la piece.
- Approcher le métal d'apport du dard.
- Déposer une goutte de métal.
- Chauffer jusqu'à ce que le métal d'apport "mouille" c'est à dire s'étale sur le joint.
- Relever légèrement le chalumeau pour éviter la surchauffe.
- Répéter cette opération en allant de proche en proche de la droite vers la gauche.
- Effectuer des dépôts successifs pour obtenir un cordon continu.
- Pour des pieces épaisSES, faire des passes superposées.
ASSEMBLAGE PAR FUSION
La soudure autogène est un procédé d'assemblage de deux pieces d'un même métal (acier) par fusion.
Eventuèlement on utilise un métal d'apport de même nature que celui des pieces à assembler.
La soudure autogène se réalise avec une flamme oxy-acetylenique (oxygène + acetylene) donnant une température de plus de 3100^ .
Principales applications :
- En tolerie: fabrication de réservoirs, coffres ....
- En métallerie : grilles, huisseries métalliques, mobilier,
- En ferronerie,
- Chauffage central: tuyauteries, radiateurs en acier,
- Carrosserie automobile.
Avantages de la soudure autogène :
- Simplicité de réalisation,
- Très grande résistance mécanique,
- Faible déformation du métal,
- Métal d'apport le plus économique,
- La soudure autogène est possible aussi bien avec les fines épaisseurs qu'avce les fortes épaisseurs,
- Les pieces peuvent être portées à de haute températures.
Inconvénients de la soudure autogène :
- On ne peut assembler, par ce procédé, que des métaux de même nature.
MISE EN OEVVRE :
A. Préparation :
- Poncer et dégraisser avec soin les bords - Pour des pièces d'une épaisseur inférieure à 1.5 mm on peut ne pas utiliser de métal d'apport.
- Au dessus de 1,5 mm d'épaissur utiliser un métal d'apport dont la qualité joue un role très important dans celle du joint soude. (Seuls des fournisseurs spécialisés peuvent livrer des baguettes d'une qualité constante).
B. Exécution :
Effectuer le pointage pour immobiliser les pièces entre elles, en déposant une goutte de métal d'apport à intervalles réguliers, dans l'ordre du schéma. La distance entre chaque point est égale à 20 fois l'épaissur à assembler.
- Exécuter un petit cordon de soudure, appelé talon, de 5 à 6cm.Commencer ce talon en pleine tôle pour le terminer à l'extrémité de l'assemblage.
- Tournier la pierce et effectuer la soudure en respectant les positions du chalumeau et du métal d'apport.
- Porter à fusion un point situé en retrait de 1 cm de l'extrémité du talon pour former "un bain de fusion". Lorsque ce bain de fusion est de dimension suffisante pour obtenir une bonne pénetration le faire progresser régulièrement de droite à gauche le long du joint.
- Si un apport de métal est nécessaire il faut le déposer en trempart par à coup l'extrémité de la baguette dans le bain de fusion.
- La vitesse d'avance et de dépôt du métal d'apport se règle en surveillant le cordon qui doit être de forme et de largeur réquérique, le bain de fusion restant de dimension constante.
- Pendant le soudage garder l'extrémité de la baguette de métal d'apport dans le panache de la flamme. Ne pos relever brutalement le chalumeau.
- Lors d'un arrêt en cours de soudage, pour assurer uneonne liaison il est conseilé de reprendre le soudage enretrait de 1 cm de la fin de la soudure déjà réalisée.
SECTIONNEMENT DES ACIERS
L'oxycoupage est un procédé moderne et rapide de sectionnement des aciers par combustion du fer dans l'oxygène. Il s'effectue avec un chalumeau coupeur qui se différencie du chalumeau soudeur par une amenée d'oxygène supplémentaire (oxygène de coupe) commande par une gachette.
Principales applications :
- Découpe de tôles,
- Coupe de profilés, de tubes, de gonds,
- Execution de chanfrein,
- Perçage de trough au milieu d'une pièce.
Avantages du coupage :
Rapidité de coupage d'épaisseurs pouvant aller jusqu'à 20 mm,
- La coupe peut suivre aisément des contours de toutes formes et s'opérer en pleine tôle,
- Possibilité de couper des pieces difficiles d'accès par d'autres moyens que l'oxycoupage.
MISE EN OEVVRE
A. Préparation :
- Remplacer le chalumeau soudeur par le chalumeau coupeur
- Allumage: proceder de la mesma façon qu'vec un chalumeau soudeur.
B. Exécution :
- Amorçage : chauffer le début de la ligne de coupe avec la flamme normale, le chalumeau coupeur étant perpendiculaire à la piece, l'extrémité du dard à 2 ou 3 mm de cette-ci.
Lorsque le métal est porté au blanc (1350°C) mais avant fusion, appuyer sur la gachette d'oxygène de coupe, la combustion du métal commence.
- Coupage : déplacer le chalumeau perpendicularlement à la pierce en'avantçant régulierement et en maintainant le dard à 2 ou 3 mm de la ligne de coupe.
- Arrêt : lâcher la gachette, éteindre le chalumeau.
NB : Pour amorcer en pleine tôle ou sur un tube, pour chasser le métal en fusion au moment de l'envoi du jet d'oxygène de coupe, incliner le chalumeau à 45^ puis, revenir à 90^ dés que le trou est perçu.
Les 3100^ C de la flamme oxyacetylenique permettent dechauffer rapidement et fortement pour réaliser tout un ensemble de travaux :
Formage :
La chaute rend les métaux malleables et faciles à plier, cintrer, torsader ...
Trempe :
La chauffe suivie d'un refroidissement brutal, par immersion dans l'eau froide, augmente la rigidity et la durée de certains aciers.
Formage :
La chauffe d'un métal permet de le façonner, en le martelant, plus facilement.
Recuit :
Après fabrication, une piece en cuivre possède une certaine durée, en chauffant cette piece on fait disparaitre la rigidité et on rend le cuivre plus malleable.
RECHARGEMENT
DEPOTS SUPERFICIELS SUR DES PIECES METALLIQUES
C'est un procédé qui utilise la technique du soudage pour exécuter des dépôts superficiels sur des pieces métalliques.
Le dépôt peut avoir pour object soit de compenser une Usure (l'apport est de même nature que la piece), soit de prévenir une Usure (l'apport est plus dur que la piece, il peut avoir un meilleur coefficient de frottement).
Le rechargement est fréquement conseillé pour les socs de charrues.
MÉTAUX FERREUX
| MÉTAL | COULEUR NATURELLE | FORME | SOUDAGE AUTOGENE | SOUDOBRASAGE | BRASAGE | COUPAGE | CHAUFFE | ||||
| TEMPÉRATURE COUÉUR | BUSES /h) | TEMPÉRATURE COUÉUR | BUSES /h) | TEMPÉRATURE COUÉUR | BUSES /h) | TEMPÉRATURE COUÉUR | TEMPÉRATURE COUÉUR | BUSES /h) | |||
| ACIER Doux | GRIS ACIER | TUBE Ø 8/13 - 12/17 15/21 - 20/27 26/34 - 40/49 50/60 - 80/90 | 1530° | 100 | 650 - 750° | 63 | 600 - 650° | 63 | 1300 - 1350° | 1000° | 400 |
| 160 | BRUN-ROUGE | 100 | 160 | 100 | 1300 - 1350° | 1000° | 400 | ||||
| 250-315 | BRUN-ROUGE | 160 | 160 | 160 | 1300 - 1350° | 1000° | 400 | ||||
| 400 | BRUN-ROUGE | 315 | 315 | 315 | 1300 - 1350° | 1000° | 400 | ||||
| TOLE EPAISSEUR 0,6 - 1 1 - 1,5 1,5 - 2 2 - 3 3 - 4 4 - 5 7 | 1530° | 40-100 | 650 - 750° | 40 | 600 - 650° | 40 | 1300 - 1350° | 1000° | 250 | ||
| 160 | BRUN-ROUGE | 63 | 600 - 650° | 63 | 1300 - 1350° | 1000° | 250 | ||||
| 250 | BRUN-ROUGE | 100 | 160 | 160 | 1300 - 1350° | 1000° | 315 | ||||
| 315 | BRUN-ROUGE | 160 | 250 | 250 | 1300 - 1350° | 1000° | 400 | ||||
| 400 | BRUN-ROUGE | 315 | 315 | 315 | 1300 - 1350° | 1000° | 400 | ||||
| PROFILES L U T 20 X 20 30 X 30 40 X 40 50 X 50 60 X 30 | 1530° | 315 | BRUN-ROUGE | 250 | 600 - 650° | 250 | 1300 - 1350° | 1000° | 400 | ||
| 400 | BRUN-ROUGE | 315 | 315 | 315 | 1300 - 1350° | 1000° | 400 | ||||
| 400 | BRUN-ROUGE | 400 | 400 | 400 | 1300 - 1350° | 1000° | 400 | ||||
| ACIER GALVANISÉ | GRIS METALLISÉ | TUBE Ø 8/13 - 12/17 15/21 - 20/27 26/34 - 40/49 50/60 - 80/90 | A ÉVITER | BRUN-ROUGE 650-750° BRUN-ROUGE 650-750° | 63 100 250 400 | PAS POSSIBLE | PAS POSSIBLE | A ÉVITER | ||||
| TOLE EPAISSEUR 0,6-1 1-1,5 1,5-2 2-3 3-4 4-5 7 | A ÉVITER | 40 63 100 160 250 315 400 | PAS POSSIBLE | PAS POSSIBLE | A ÉVITER | |||||||
| ACIER INOX | GRIS ASPECT BRILLANT | TUBE CARRÉ 20 X 30 30 X 30 40 X 40 - 60 X 60 | DIFFICILE TRÉS | POSSIBLE POSSIBLE | 600 - 650° ROUGE 600 - 650° ROUGE 600 - 650° ROUGE 600 - 650° ROUGE 600 - 650° ROUGE 600 - 650° ROUGE 600 - 650° ROUGE 600 - 650° ROUGE 600 - 650°C | PAS POS SIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS PossIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS possIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS POSSIBLE PAS ISSUES PAS ISSUES PAS ISSUES PAS ISSUES PAS ISSUES PAS ISSUES PAS ISSUES PAS ISSUES PAS ISSUES PAS ISSUES PAS ISSUES PAS ISSUES PAS ISSUES PAS ISSUES PAS ISSUES PAS ISSUES PAS ISSUES PAS ISSUES PAS ISSUES PAS ISSUES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSUES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSides PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSIDES PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSIDES PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSIDES PAS ISSIDES PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSide PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSide PAS ISSides PAS ISSide PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSides PAS ISSide PAS ISSides PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSiders PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSder PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSoder PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSader PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSIDER PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSidar PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSIDER PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSer PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSidder PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PASISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PASISSder PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS ISSider PAS II-1 PAS II-2 PAS II-3 PAS II-4 PAS II-5 PAS II-6 PAS II-7 PAS II-8 PAS II-9 PAS II-10 PAS II-11 PAS II-12 PAS II-13 PAS II-14 PAS II-15 PAS II-16 PAS II-17 PAS II-18 PAS II-19 PAS II-20 PAS II-21 PAS II-22 PAS II-23 PAS II-24 PAS II-25 PAS II-26 PAS II-27 PAS II-28 PAS II-29 PAS II-30 PAS II-31 PAS II-32 PAS II-33 PAS II-34 PAS II-35 PAS II-36 PAS II-37 PAS II-38 PAS II-39 PAS II-40 PAS II-41 PAS II-42 PAS II-43 PAS II-44 PAS II-45 PAS II-46 PAS II-47 PAS II-48 PAS II-49 PAS II-50 PAS II-51 PAS II-52 PAS II-53 PAS II-54 PAS II-55 PAS II-56 PAS II-57 PAS II-58 PAS II-59 PAS II-60 PAS II-61 PAS II-62 PAS II-63 PAS II-64 PAS II-65 PAS II-66 PAS II-67 PAS II-68 PAS II-69 PAS II-70 PAS II-71 PAS II-72 PAS II-73 PAS II-74 PAS II-75 PAS II-76 PAS II-77 PAS II-78 PAS II-79 PAS II-80 PAS II-81 PAS II-82 PAS II-83 PAS II-84 PAS II-85 PAS II-86 PAS II-87 PAS II-88 PAS II-89 PAS II-90 PAS II-91 PAS II-92 PAS II-93 PAS II-94 PAS II-95 PAS II-96 PAS II-97 PAS II-98 PAS II-99 PAS II-100 PAS II-101 PAS II-102 PAS II-103 PAS II-104 PAS II-105 PAS II-106 PAS II-107 PAS II-108 PAS II-109 PAS II-110 PAS II-111 PAS II-112 PAS II-113 PAS II-114 PAS II-115 PAS II-116 PAS II-117 PAS II-118 PAS II-119 PAS II-120 PAS II-121 PAS II-122 PAS II-123 PAS II-124 PAS II-125 PAS II-126 PAS II-127 PAS II-128 PAS II-129 PAS II-130 PAS II-131 PAS II-132 PAS II-133 PAS II-134 PAS II-135 PAS II-136 PAS II-137 PAS II-138 PAS II-139 PAS II-140 PAS II-141 PAS II-142 PAS II-143 PAS II-144 PAS II-145 PAS II-146 PAS II-147 PAS II-148 PAS II-149 PAS II-150 PAS II-151 PAS II-152 PAS II-153 PAS II-154 PAS II-155 PAS II-156 PAS II-157 PAS II-158 PAS II-159 PAS II-160 PAS II-161 PAS II-162 PAS II-163 PAS II-164 PAS II-165 PAS II-166 PAS II-167 PAS II-168 PAS II-169 PAS II-170 PAS II-171 PAS II-172 PAS II-173 PAS II-174 PAS II-175 PAS II-176 PAS II-177 PAS II-178 PAS II-179 PAS II-180 PAS II-181 PAS II-182 PAS II-183 PAS II-184 PAS II-185 PAS II-186 PAS II-187 PAS II-188 PAS II-189 PAS II-190 PAS II-191 PAS II-192 PAS II-193 PAS II-194 PAS II-195 PAS II-196 PAS II-197 PAS II-198 PAS II-199 PAS II-200 PAS II-201 PAS II-202 PAS II-203 PAS II-204 PAS II-205 PAS II-206 PAS II-207 PAS II-208 PAS II-209 PAS II-210 PAS II-211 PAS II-212 PAS II-213 PAS II-214 PAS II-215 PAS II-216 PAS II-217 PAS II-218 PAS II-219 PAS II-220 PAS II-221 PAS II-222 PAS II-223 PAS II-224 PAS II-225 PAS II-226 PAS II-227 PAS II-228 PAS II-229 PAS II-230 PAS II-231 PAS II-232 PAS II-233 PAS II-234 PAS II-235 PAS II-236 PAS II-237 PAS II-238 PAS II-239 PAS II-240 PAS II-241 PAS II-242 PAS II-243 PAS II-244 PAS II-245 PAS II-246 PAS II-247 PAS II-248 PAS II-249 PAS II-250 PAS II-251 PAS II-252 PAS II-253 PAS II-254 PAS II-255 PAS II-256 PAS II-257 PAS II-258 PAS II-259 PAS II-260 PAS II-261 PAS II-262 PAS II-263 PAS II-264 PAS II-265 PAS II-266 PAS II-267 PAS II-268 PAS II-269 PAS II-270 PAS II-271 PAS II-272 PAS II-273 PAS II-274 PAS II-275 PAS II-276 PAS II-277 PAS II-278 PAS II-279 PAS II-280 PAS II-281 PAS II-282 PAS II-283 PAS II-284 PAS II-285 PAS II-286 PAS II-287 PAS II-288 PAS II-289 PAS II-290 PAS II-291 PAS II-292 PAS II-293 PAS II-294 PAS II-295 PAS II-296 PAS II-297 PAS II-298 PAS II-299 PAS II-300 PAS II-301 PAS II-302 PAS II-303 PAS II-304 PAS II-305 PAS II-306 PAS II-307 PAS II-308 PAS II-309 PAS II-310 PAS II-311 PAS II-312 PAS II-313 PAS II-314 PAS II-315 PAS II-316 PAS II-317 PAS II-318 PAS II-319 PAS II-320 PAS II-321 PAS II-322 PAS II-323 PAS II-324 PAS II-325 PAS II-326 PAS II-327 PAS II-328 PAS II-329 PAS II-330 PAS II-331 PAS II-332 PAS II-333 PAS II-334 PAS II-335 PAS II-336 PAS II-337 PAS II-338 PAS II-339 PAS II-340 PAS II-341 PAS II-342 PAS II-343 PAS II-344 PAS II-345 PAS II-346 PAS II-347 PAS II-348 PAS II-349 PAS II-350 PAS II-351 PAS II-352 PAS II-353 PAS II-354 PAS II-355 PAS II-356 PAS II-357 PAS II-358 PAS II-359 PAS II-360 PAS II-361 PAS II-362 PAS II-363 PAS II-364 PAS II-365 PAS II-366 PAS II-367 PAS II-368 PAS II-369 PAS II-370 PAS II-371 PAS II-372 PAS II-373 PAS II-374 PAS II-375 PAS II-376 PAS II-377 PAS II-378 PAS II-379 PAS II-380 PAS II-381 PAS II-382 PAS II-383 PAS II-384 PAS II-385 PAS II-386 PAS II-387 PAS II-388 PAS II-389 PAS II-390 PAS II-391 PAS II-392 PAS II-393 PAS II-394 PAS II-395 PAS II-396 PAS II-397 PAS II-398 PAS II-399 PAS II-400 PAS II-401 PAS II-402 PAS II-403 PAS II-404 PAS II-405 PAS II-406 PAS II-407 PAS II-408 PAS II-409 PAS II-410 PAS II-411 PAS II-412 PAS II-413 PAS II-414 PAS II-415 PAS II-416 PAS II-417 PAS II-418 PAS II-419 PAS II-420 PAS II-421 PAS II-422 PAS II-423 PAS II-424 PAS II-425 PAS II-426 PAS II-427 PAS II-428 PAS II-429 PAS II-430 PAS II-431 PAS II-432 PAS II-433 PAS II-434 PAS II-435 PAS II-436 PAS II-437 PAS II-438 PAS II-439 PAS II-440 PAS II-441 PAS II-442 PAS II-443 PAS II-444 PAS II-445 PAS II-446 PAS II-447 PAS II-448 PAS II-449 PAS II-450 PAS II-451 PAS II-452 PAS II-453 PAS II-454 PAS II-455 PAS II-456 PAS II-457 PAS II-458 PAS II-459 PAS II-460 PAS II-461 PAS II-462 PAS II-463 PAS II-464 PAS II-465 PAS II-466 PAS II-467 PAS II-468 PAS II-469 PAS II-470 PAS II-471 PAS II-472 PAS II-473 PAS II-474 PAS II-475 PAS II-476 PAS II-477 PAS II-478 PAS II-479 PAS II-480 PAS II-481 PAS II-482 PAS II-483 PAS II-484 PAS II-485 PAS II-486 PAS II-487 PAS II-488 PAS II-489 PAS II-490 PAS II-491 PAS II-492 PAS II-493 PAS II-494 PAS II-495 PAS II-496 PAS II-497 PAS II-498 PAS II-499 PAS II-500 PAS II-501 PAS II-502 PAS II-503 PAS II-504 PAS II-505 PAS II-506 PAS II-507 PAS II-508 PAS II-509 PAS II-510 PAS II-511 PAS II-512 PAS II-513 PAS II-514 PAS II-515 PAS II-516 PAS II-517 PAS II-518 PAS II-519 PAS II-520 PAS II-521 PAS II-522 PAS II-523 PAS II-524 PAS II-525 PAS II-526 PAS II-527 PAS II-528 PAS II-529 PAS II-530 PAS II-531 PAS II-532 PAS II-533 PAS II-534 PAS II-535 PAS II-536 PAS II-537 PAS II-538 PAS II-539 PAS II-540 PAS II-541 PAS II-542 PAS II-543 PAS II-544 PAS II-545 PAS II-546 PAS II-547 PAS II-548 PAS II-549 PAS II-550 PAS II-551 PAS II-552 PAS II-553 PAS II-554 PAS II-555 PAS II-556 PAS II-557 PAS II-558 PAS II-559 PAS II-560 PAS II-561 PAS II-562 PAS II-563 PAS II-564 PAS II-565 PAS II-566 PAS II-567 PAS II-568 PAS II-569 PAS II-570 PAS II-571 PAS II-572 PAS II-573 PAS II-574 PAS II-575 PAS II-576 PAS II-577 PAS II-578 PAS II-579 PAS II-580 PAS II-581 PAS II-582 PAS II-583 PAS II-584 PAS II-585 PAS II-586 PAS II-587 PAS II-588 PAS II-589 PAS II-590 PAS II-591 PAS II-592 PAS II-593 PAS II-594 PAS II-595 PAS II-596 PAS II-597 PAS II-598 PAS II-599 PAS II-600 PAS II-601 PAS II-602 PAS II-603 PAS II-604 PAS II-605 PAS II-606 PAS II-607 PAS II-608 PAS II-609 PAS II-610 PAS II-611 PAS II-612 PAS II-613 PAS II-614 PAS II-615 PAS II-616 PAS II-617 PAS II-618 PAS II-619 PAS II-620 PAS II-621 PAS II-622 PAS II-623 PAS II-624 PAS II-625 PAS II-626 PAS II-627 PAS II-628 PAS II-629 PAS II-630 PAS II-631 PAS II-632 PAS II-633 PAS II-634 PAS II-635 PAS II-636 PAS II-637 PAS II-638 PAS II-639 PAS II-640 PAS II-641 PAS II-642 PAS II-643 PAS II-644 PAS II-645 PAS II-646 PAS II-647 PAS II-648 PAS II-649 PAS II-650 PAS II-651 PAS II-652 PAS II-653 PAS II-654 PAS II-655 PAS II-656 PAS II-657 PAS II-658 PAS II-659 PAS II-660 PAS II-661 PAS II-662 PAS II-663 PAS II-664 PAS II-665 PAS II-666 PAS II-667 PAS II-668 PAS II-669 PAS II-670 PAS II-671 PAS II-672 PAS II-673 PAS II-674 PAS II-675 PAS II-676 PAS II-677 PAS II-678 PAS II-679 PAS II-680 PAS II-681 PAS II-682 PAS II-683 PAS II-684 PAS II-685 PAS II-686 PAS II-687 PAS II-688 PAS II-689 PAS II-690 PAS II-691 PAS II-692 PAS II-693 PAS II-694 PAS II-695 PAS II-696 PAS II-697 PAS II-698 PAS II-699 PAS II-700 PAS II-701 PAS II-702 PAS II-703 PAS II-704 PAS II-705 PAS II-706 PAS II-707 PAS II-708 PAS II-709 PAS II-710 PAS II-711 PAS II-712 PAS II-713 PAS II-714 PAS II-715 PAS II-716 PAS II-717 PAS II-718 PAS II-719 PAS II-720 PAS II-721 PAS II-722 PAS II-723 PAS II-724 PAS II-725 PAS II-726 PAS II-727 PAS II-728 PAS II-729 PAS II-730 PAS II-731 PAS II-732 PAS II-733 PAS II-734 PAS II-735 PAS II-736 PAS II-737 PAS II-738 PAS II-739 PAS II-740 PAS II-741 PAS II-742 PAS II-743 PAS II-744 PAS II-745 PAS II-746 PAS II-747 PAS II-748 PAS II-749 PAS II-750 PAS II-751 PAS II-752 PAS II-753 PAS II-754 PAS II-755 PAS II-756 PAS II-757 PAS II-758 PAS II-759 PAS II-760 PAS II-761 PAS II-762 PAS II-763 PAS II-764 PAS II-765 PAS II-766 PAS II-767 PAS II-768 PAS II-769 PAS II-770 PAS II-771 PAS II-772 PAS II-773 PAS II-774 PAS II-775 PAS II-776 PAS II-777 PAS II-778 PAS II-779 PAS II-780 PAS II-781 PAS II-782 PAS II-783 PAS II-784 PAS II-785 PAS II-786 PAS II-787 PAS II-788 PAS II-789 PAS II-790 PAS II-791 PAS II-792 PAS II-793 PAS II-794 PAS II-795 PAS II-796 PAS II-797 PAS II-798 PAS II-799 PAS II-800 PAS II-801 PAS II-802 PAS II-803 PAS II-804 PAS II-805 PAS II-806 PAS II-807 PAS II-808 PAS II-809 PAS II-810 PAS II-811 PAS II-812 PAS II-813 PAS II-814 PAS II-815 PAS II-816 PAS II-817 PAS II-818 PAS II-819 PAS II-820 PAS II-821 PAS II-822 PAS II-823 PAS II-824 PAS II-825 PAS II-826 PAS II-827 PAS II-828 PAS II-829 PAS II-830 PAS II-831 PAS II-832 PAS II-833 PAS II-834 PAS II-835 PAS II-836 PAS II-837 PAS II-838 PAS II-839 PAS II-840 PAS II-841 PAS II-842 PAS II-843 PAS II-844 PAS II-845 PAS II-846 PAS II-847 PAS II-848 PAS II-849 PAS II-850 PAS II-851 PAS II-852 PAS II-853 PAS II-854 PAS II-855 PAS II-856 PAS II-857 PAS II-858 PAS II-859 PAS II-860 PAS II-861 PAS II-862 PAS II-863 PAS II-864 PAS II-865 PAS II-866 PAS II-867 PAS II-868 PAS II-869 PAS II-870 PAS II-871 PAS II-872 PAS II-873 PAS II-874 PAS II-875 PAS II-876 | ||||||
- Les températures indiquées pour le brasage sont celles auxquelles la brasure d'argent fond.
** Les temperatures indiquees pour le soudobrasage sont celles auxquelles sont portees les pieces de metal a soudobraser.
MÉTAUX NON FERREUX
| MÉTAL | COULEUR NATURELLE | FORME | SOUDAGE AUTOGENE | SOUDOBRASAGE | BRASAGE | COUPAGE | CHAUFFE | ||||
| TEMPÉRATURE COUPEUR | TEMPÉRATURE COUPEUR | BUSES /h) | TEMPÉRATURE COUPEUR | TEMPÉRATURE COUPEUR | BUSES /h) | TEMPÉRATURE COUPEUR | TEMPÉRATURE COUPEUR | BUSES /h) | |||
| CUVRE | TUBE Ø | 2/4 | RÉALISATION TRES DIFFICHE | 650-750° BRUN ROUGE | 40 | 600-650° ROUGE | 40 | PAS POSSIBLE | 1000° BRUN | 100 | 100 |
| 6/8 | 40 | 63 | 40 | 100 | 100 | ||||||
| 8/10 | 63 | 63 | 100 | 160 | 160 | ||||||
| 10/12 | 100 | 100 | 100 | 250 | 250 | ||||||
| 12/14 | 250 | 250 | 250 | 315 | 315 | ||||||
| 24/26 | 315 | 315 | 315 | 400 | 400 | ||||||
| 38/40 | 400 | 400 | 400 | 400 | 400 | ||||||
| 60/62 | |||||||||||
| TOLE EPAISSEUR | 1 | RÉALISATION TRES DIFFICHE | 63 | 600-650° BRUN | 63 | PAS POSSIBLE | 1000° BRUN | 100 | 160 | 160 | |
| 2 | 100 | 100 | 100 | 315 | 315 | ||||||
| 3 | 160 | 160 | 160 | 400 | 400 | ||||||
| 4 | 250 | 250 | 250 | 400 | 400 | ||||||
| 5 | 400 | 400 | 400 | ||||||||
| TUBE Ø | 2/4 | RÉALISATION TRES DIFFICHE | 600-650° BRUN | 63 | PAS POSSIBLE | 700° BRUN | 100 | 100 | |||
| 6/8 | 63 | 160 | 160 | ||||||||
| 8/10 | 100 | 250 | 250 | ||||||||
| 10/12 | 100 | ||||||||||
| LAITON ALLIAGES CUIVREUX | JAUNE | 12/14 23/25 38/40 60/62 | RÉALISATION | 100 160 250 315 | 315 315 400 400 | ||||
| TOLE EPAISSEUR | 1 2 3 4 5 | RÉALISATION | 600-650° | 100 160 250 315 400 | PAS POSSIBLE | 700° BRUN | |||
| PROFILES L U T 10 X 10 10 X 15 20 X 20 30 X 30 40 X 40 60 X 60 | TRES DIFFICLE | RÉALISATION | 600-650° | 100 160 250 315 400 400 | PAS POSSIBLE | 700° BRUN | |||
| TOLE EPAISSEUR | 1 2 3 4 5 | RÉALISATION | 575° | 100 160 160 250 315 | PAS POSSIBLE | 400-450° (RECUT) | |||
| PROFILES | 20 X 30 30 X 30 50 X 50 | RÉALISATION | 575° | 160 250 315 | PAS POSSIBLE | 400-450° (RECUT) | |||
- Les températures indiquées pour le brasage sont celles auxquelles la brasure d'argent fond.
Les buses sont reperables par la gravure de nombres (de 40 à 400 l).
Décollement de la flamme :
La flamme décolle de la buse. Le débit est trop fort, l'abaisser à l'aide des robinets du chalumeau.
Vérifier le réglage des pressions aux déteneurs, si la puissance n'est pas suffisante monter une buse de début plus importante.
Extinction en cours de fonctionnement :
Vérifier sur les manometres haute pression que les bouteilles ne sont pas vides.
Rentre de flamme dans le chalumeau :
Une rentree de flamme se caractérisse par un sifflement, la flamme ayant pénétré dans le chalumeau.
Fermer immédiatement les robinets du chalumeau, en commençant par le robinet d'oxygène puis leurs des bouteilles.
Une rentree de flamme peut etre due a des pressions d'alimentation incorrectes, un debit trop faible pour une buse donnée ou lorsque le bec a touche le bain de fusion :
- Vérifier les pressions aux manometres.
- Utiliser une buse plus petite.
- Tenir le bec au dessus du bain de fusion.
Si ce phénomène se produit frequently faites vérifier votre matériel par un spécialiste.
Toujours utiliser des équipements munis d'anti retours pareflammes.
Cloquements repétés de la flamme :
Les pressions sont mal régles, la buse est échauffée. Vérifier les pressions aux manometres.
Refroidir la buse en la trempant dans de l'eau. (Pendant cette opération laisseur s'écouler un petit débit d'oxygène pour éviter que l'eau ne pénétre dans le chalumeau.)
IMPORTANT :
Pour des raisons de stabilité, l'acetylene est conditionné, dissous dans un solvant replissant la bouteille, elle-même garnie de matière poreuse. Lors d'une utilisation intensive avec des débits importants, il y a un risque d'entrainment du solvant. Ce phénomène se traduit par des flammèches de couleur jaune dans le panache de la flamme qui devient instable. En conséquence, il faut éviter de travailler en continu avec les buses d'un débit supérieur à 1001/h pour le poste ROXYFLAM 500 L, 1601/h pour le poste ROXYFLAM 1000 L et 2501/h pour le poste ROXYFLAM* 2300 L et limiter au minimum le temps de fonctionnement.
Les fiches de données de sécurité des bouteilles oxygène et acetylene sont disponibles sur le site www.airliquide.fr ou sur simple demande à ROTHENBERGER.
BON DE GARANTIE
GARANTIE
Cette garantie s'applique pour une durée de 12 mois à compter du jour de l'achat et implique le remplacement gratuite des pieces défectueuses.
L'Accheur bénéficiaie de l'application de la garantie contre toutes les conséquences des defaults ou vices cachés.
Cette garantie correspond à unemploi normal de l'appareil et exclut les avaries dues à un mauvais usage, à un entretien défectueux ou à l'usure normale. Le jeu de la garantie ne peut enaucun cas donner lieu à des dommages et intérêts.
En cas de panne, l'appareil doit être returné FRANCO, sans avoir été démonté ni réparé (ce qui entraînerait la perte de la garantie) à notre Siège de Metz :
ROTHENBERGER - FRANCE
- rue des Drapiers
57071 METZ CEDEX 3
ROTHENBERGER
INDUSTRIAL
57071 METZ CEDEX 3 - 24, rue des Drapiers - B.P. 5033
DATE D'ACHAT
Jours Mois An
NOM de I'Acheteur :
Adresse :
Localité :
Code Postal :
Type :
N°:
Cachet du revendeur
CARTE DE VALIDATION DE LA GARANTIE
ATTENTION: Ce volet doit être correctement rempli, détaché, returné dans les 8 jours qui suivent l'achat à notre
Siège de METZ.
Volet a conserveur par l'Acheteur
GARANTIE
N°:
lype :
| Jours | Mois | An |
DATE D'ACHAT
1
ROTHENBERGER
INDUSTRIAL
ROTHENBERGER - FRANCE
24, Rue des Drapiers - 57071 METZ Cedex
Tél. 03 87 74 92 92 - Fax 03 87 74 94 03
