
VAS 821 005 80 023 - Lasapparaat GYS - Gratis gebruiksaanwijzing en handleiding
Vind de handleiding van het apparaat gratis VAS 821 005 80 023 GYS in PDF-formaat.

Gebruikersvragen over VAS 821 005 80 023 GYS
0 vraag over dit apparaat. Beantwoord die u kent of stel uw eigen vraag.
Stel een nieuwe vraag over dit apparaat
Download de handleiding voor uw Lasapparaat in PDF-formaat gratis! Vind uw handleiding VAS 821 005 80 023 - GYS en neem uw elektronisch apparaat weer in handen. Op deze pagina staan alle documenten die nodig zijn voor het gebruik van uw apparaat. VAS 821 005 80 023 van het merk GYS.
GEBRUIKSAANWIJZING VAS 821 005 80 023 GYS
Voor het in gebruik nemen van dit apparaat moeten deze instructies zorgvuldig gelezen en goed begrepen worden.
Voer geen onderhoud of wijzigingen uit die niet in de handleiding vermeld staan.
Ieder lichamelijk letsel of iedere vorm van materiële schade veroorzaakt door het niet naleven van de instructies in deze handleiding kan niet verhaald worden op de fabrikant van het apparaat.
Raadpleeg, in geval van problemen of onzekerheid over het gebruik, een gekwalificeerd en bevoegd persoon om het apparaat correct te installeren.
OMGEVING
Dit apparaat mag enkel gebruikt worden om te lassen, en uitsluitend volgens de in de handleiding en/of op het typeplaatje vermelde instructies. De veiligheidsvoorschriften moeten gerespecteerd worden. In geval van onjuist of gevaarlijk gebruik kan de fabrikant niet aansprakelijk worden gesteld.
De installatie moet worden gebruikt in een stof- en zuur- vrije ruimte, in afwezigheid van ontvlambaar gas of andere corrosieve substanties. Voor de opslag van deze apparatuur gelden dezelfde voorwaarden. Zorg voor voldoende ventilatie tijdens het gebruik van dit apparaat.
Temperatuurbereik:
Gebruik tussen -10 en +40°C (+14 en +104°F).
Opslag tussen -20 en +55°C (-4 en 131°F).
Luchtvochtigheid:
Lager of gelijk aan 50% bij 40°C (104°F).
Lager of gelijk aan 90% bij 20°C (68°F).
Hoogte :
Tot 1000 m boven de zeespiegel (3280 voet).
PERSOONLIJKE BESCHERMING EN BESCHERMING VAN ANDEREN
Booglassen kan gevaarlijk zijn en ernstige en zelfs dodelijke verwondingen veroorzaken.
Tijdens het lassen worden de individuen blootgesteld aan een gevaarlijke warmtebron, aan de lichtstraling van de lasboog, aan elektro-magnetische velden (waarschuwing voor dragers van een pacemaker), aan elektrocutie-gevaar, aan lawaai en aan uitstoting van gassen.
Bescherm uzelf en bescherm anderen, respecteer de volgende veiligheidsinstructies :

Draag, om uzelf te beschermen tegen brandwonden en straling, droge, goed isolerende kleding zonder omslagen, brandwerend en in goede staat, die het gehele lichaam bedekt.

Draag handschoenen die een elektrische en thermische isolatie garanderen.

Draag een lasbescherming en/of een lashelm die voldoende bescherming biedt (afhankelijk van de lastoepassing). Bescherm uw ogen tijdens schoonmaakwerkzaamheden. Het dragen van contactlenzen is uitdrukkelijk verboden.
Soms is het nodig om het lasgebied met brandwerende schermen af te schermen tegen stralingen, projectie en wegspattende gloeiende deeltjes.
Informeer de personen in het lasgebied om niet naar de boog of naar gesmolten stukken te staren, en om aangepaste kleding te dragen die voldoende bescherming biedt.

Gebruik een bescherming tegen lawaai als de laswerkzaamheden een hoger geluidsniveau bereiken dan de toegestane norm (dit geldt tevens voor alle personen die zich in de las-zone bevinden).
Houd uw handen, haar en kleding op voldoende afstand van bewegende delen (ventilator).
Verwijder nooit de behuizing van de koelgroep wanneer de las-installatie aan een elektrische voedingsbron is aangesloten en onder spanning staat. Wanneer dit toch gebeurt, kan de fabrikant niet verantwoordelijk worden gehouden in geval van een ongeluk.

De elementen die net gelast zijn zijn heet, en kunnen brandwonden veroorzaken wanneer ze aangeraakt worden. Zorg ervoor dat, tijdens onderhoudswerkzaamheden aan de toorts of de elektrode-houder, deze voldoende afgekoeld zijn en wacht ten minste 10 minuten alvorens met de werkzaamheden te beginnen. De koelgroep moet in werking zijn tijdens het gebruik van een watergekoelde toorts, om te voorkomen dat de vloeistof brandwonden veroorzaakt.
Het is belangrijk om, voor vertrek, het werkgebied veilig achter te laten, om mensen en goederen niet in gevaar te brengen.
LASDAMPEN EN GAS

Dampen, gassen en stof uitgestoten tijdens het lassen zijn gevaarlijk voor de gezondheid. Zorg voor voldoende ventilatie, soms is toevoer van verse lucht tijdens het lassen noodzakelijk. Een lashelm met verse luchtaanvoer kan een oplossing zijn als er onvoldoende ventilatie is.
Controleer of de afzuigkracht voldoende is, en verifieer of deze aan de gerelateerde veiligheidsnormen voldoet.
Waarschuwing: bij het lassen in kleine ruimtes moet de veiligheid op afstand gecontroleerd worden. Bovendien kan het lassen van materialen die bepaalde stoffen zoals lood, cadmium, zink, kwik of beryllium bevatten bijzonder schadelijk zijn. Ontvet de te lassen materialen voor aanvang van de laswerkzaamheden.
De gasflessen moeten worden opgeslagen in een open of goed geventileerde ruimte. Ze moeten in verticale positie gehouden worden, in een houder of op een trolley.
Lassen in de buurt van vet of verf is verboden.
BRAND EN EXPLOSIE-RISICO

Scherm het lasgebied volledig af, brandbare stoffen moeten op minimaal 11 meter afstand geplaatst worden. Een brandblusinstallatie moet aanwezig zijn in de buurt van laswerkzaamheden.
Pas op voor projectie van hete onderdelen of vonken, zelfs door kieren heen. Deze kunnen brand of explosions veroorzaken.
Houd personen, ontvlambare voorwerpen en containers onder druk op veilige en voldoende afstand.
Het lassen in containers of gesloten buizen moet worden verboden, en als ze open zijn dan moeten ze ontdaan worden van ieder ontvlambaar of explosief product (olie, brandstof, gas-residuen....).
Slijpwerkzaamheden mogen niet worden gericht naar het lasapparaat, of in de richting van brandbare materialen.
GASFLESSEN

Het gas dat uit de gasflessen komt kan, in geval van hoge concentraties in de lasruimte, verstikking veroorzaken (goed ventileren is absoluut noodzakelijk).
Het transport moet absoluut veilig gebeuren : de flessen moeten gesloten zijn en de lasstroombron moet uitgeschakeld zijn. De flessen moeten verticaal bewaard worden en door een ondersteuning rechtop gehouden worden, om te voorkomen dat ze omvallen.
Sluit de flessen na ieder gebruik. Let op temperatuurveranderingen en blootstelling aan zonlicht.
De fles mag niet in contact komen met een vlam, een elektrische boog, een toorts, een massa-klem of een andere warmtebron of gloeiend voorwerp. Houd de fles uit de buurt van elektrische circuits en lascircuits, en las nooit een fles onder druk.
Wees voorzichtig bij het openen van het ventiel van de fles, houd uw hoofd ver verwijderd van het ventiel en controleer voor gebruik of het gas geschikt is om mee te lassen.
Het elektrische netwerk dat wordt gebruikt moet altijd geaard zijn. Gebruik het op de veiligheidstabel aanbevolen type zekering. Een elektrische schok kan, direct of indirect, ernstige en zelfs dodelijke ongelukken veroorzaken.
Raak nooit delen aan de binnen- of buitenkant van de machine aan (toortsen, klemmen, kabels, elektrodes) die onder spanning staan. Deze delen zijn aangesloten op het lascircuit.
Koppel, voordat u het lasapparaat opent, dit los van het stroom-netwerk en wacht 2 minuten totdat alle condensatoren ontladen zijn.
Raak nooit tegelijkertijd de toorts of de elektrodehouder en de massa-klem aan.
Zorg ervoor dat, als de kabels of toortsen beschadigd zijn, deze vervangen worden door gekwalificeerde en bevoegde personen. Gebruik alleen kabels met de geschikte doorsnede. Draag altijd droge, in goede staat verkerende kleren om uzelf van het lascircuit te isoleren. Draag isolerend schoeisel, waar u ook werkt.
EMC CLASSIFICATIE VAN HET MATERIAAL

Dit Klasse A materiaal is niet geschikt voor gebruik in een woonomgeving waar de stroom wordt aangeleverd door een openbaar laagspanningsnet. Het is mogelijk dat er problemen ontstaan met de elektromagnetische compatibiliteit in deze omgevingen, vanwege storingen of radio-frequente straling.
Dit materiaal voldoet aan de CEI 61000-3-12 norm.

Deze apparatuur is conform aan de norm CEI 61000-3-11 en kan aangesloten worden aan openbare lage spanningsnetwerken, onder voorwaarde dat de impedantie van het openbare lagespanningsnetwerk op het aankoppelingspunt lager is dan Zmax = 0.349 Ohms. Het is de verantwoordelijkheid van de installateur of de gebruiker van het apparaat om zich er van te verzekeren, indien nodig in overleg met de beheerder van het stroomnetwerk, dat de impedantie van het netwerk conform is aan de beperkingen van de impedantie.
ELEKTROMAGNETISCHE EMISSIES

Elektrische stroom die door geleidend materiaal of kabels gaat veroorzaakt plaatselijk elektrische en magnetische velden (EMF). De lasstroom wekt een elektromagnetisch veld op rondom de laszone en het lasmateriaal.
De elektromagnetische velden (EMF) kunnen de werking van bepaalde medische apparaten, zoals pacemakers, verstoren. Voor mensen met medische implantaten moeten speciale veiligheidsmaatregelen in acht genomen worden. Bijvoorbeeld : toegangsbeperking voor voorbijgangers, of een individuele risico-evaluatie voor de lassers.
Alle lassers zouden de volgende adviezen op moeten volgen om de blootstelling aan elektro-magnetische straling van het lascircuit tot een minimum te beperken:
- plaats de laskabels samen - bind ze zo mogelijk onderling aan elkaar vast;
- houd uw romp en uw hoofd zo ver mogelijk verwijderd van het lascircuit;
- wikkel de laskabels nooit rond uw lichaam;
- ga niet tussen de laskabels in staan. Houd de twee laskabels aan dezelfde kant van uw lichaam;
- sluit de massaklem aan op het werkstuk, zo dicht mogelijk bij de te lassen zone;
- werk niet vlakbij de lasstroombron, ga er niet op zitten en leun er niet tegenaan;
- niet lassen tijdens het verplaatsen van de lasstroombron of het draadaanvoersysteem.

Personen met een pacemaker moeten een arts raadplegen voor gebruik van het apparaat.
Blootstelling aan elektromagnetische straling tijdens het lassen kan gevolgen voor de gezondheid hebben die nog niet bekend zijn.
AANBEVELINGEN OM DE LASZONE EN DE LASINSTALLATIE TE EVALUEREN
Algemeen
De gebruiker van dit apparaat is verantwoordelijk voor het installeren en het gebruik van het booglasmateriaal volgens de instructies van de fabrikant. Als elektromagnetische storingen worden geconstateerd, is het de verantwoordelijkheid van de gebruiker van het booglasmateriaal om het probleem op te lossen, met hulp van de technische dienst van de fabrikant. In sommige gevallen kan de oplossing liggen in een eenvoudige aarding van het lascircuit. In andere gevallen kan het nodig zijn om met behulp van filters een elektromagnetisch schild rondom de stroomvoorziening en om het gehele werkvertrek te creëren. In ieder geval moeten de storingen, veroorzaakt door elektromagnetische stralingen, beperkt worden tot een aanvaardbaar niveau.
Evaluatie van de lasruimte
Voor het installeren van een booglas-installatie moet de gebruiker de eventuele elektro-magnetische problemen in de omgeving evalueren. De volgende gegevens moeten in aanmerking worden genomen :
a) de aanwezigheid boven, onder en naast het lasmateriaal van andere voedingskabels, besturingskabels, signaleringskabels of telefoonkabels;
b) de aanwezigheid van radio- en televisiezenders en ontvangers;
c) de aanwezigheid van computers en overig besturingsmateriaal;
d) de aanwezigheid van belangrijk beveiligingsmateriaal, voor bijvoorbeeld de beveiliging van industrieel materiaal;
e) de gezondheid van personen in de directe omgeving van het apparaat, en het eventueel dragen van een pacemaker of een gehoorapparaat.
f) materiaal dat wordt gebruikt voor kalibreren of het uitvoeren van metingen;
g) de immuniteit van overig materiaal aanwezig in de omgeving.
De gebruiker moet zich ervan verzekeren dat alle apparatuur in de werkruimte compatibel is. Het is mogelijk dat er extra beschermende maatregelen nodig zijn;
h) het moment dat het lassen of andere activiteiten plaatsvinden.
De afmeting van het omliggende gebied dat in acht moet worden genomen en/of moet worden beveiligd hangt af van de structuur van het gebouw en van de overige activiteiten die er plaatsvinden. Dit omliggende gebied kan groter zijn dan de begrenzing van het gebouw.
Een evaluatie van de lasinstallatie
Naast een evaluatie van de laszone kan een evaluatie van de booglasinstallaties elementen aanreiken om storingen vast te stellen en op te lossen. Bij het evalueren van de emissies moeten de werkelijke meetresultaten worden bekeken, zoals deze zijn gemeten in de reële situatie, zoals vermeld in Artikel 10 van de CISPR 11. De metingen in de specifieke situatie, op een specifieke plek, kunnen tevens helpen de doeltreffendheid van de maatregelen te testen.
AANBEVELINGEN VOOR METHODES OM ELEKTROMAGNETISCHE EMISSIES TE REDUCEREN
a. Openbaar stroomnet: U kunt de booglasinstallatie aansluiten op een openbaar stroomnet, met inachtneming van de aanbevelingen van de fabrikant. Als er storingen plaatsvinden kan het nodig zijn om extra voorzorgsmaatregelen te nemen, zoals het filteren van het openbare stroomnetwerk. Er kan overwogen worden om de voedingskabel van de lasinstallatie af te schermen in een metalen leiding of een gelijkwaardig materiaal. Het is wenselijk om de elektrische continuiteit van deze afscherming over de gehele lengte te verzekeren. De bescherming moet aangekoppeld worden aan de lasstroomvoeding, om er zeker van te zijn dat er een goed elektrisch contact is tussen de geleider en het omhulsel van de lasstroomvoeding. b. Onderhoud van het booglasmateriaal : De booglasapparatuur moet regelmatig worden onderhouden, volgens de aanwijzingen van de fabrikant. Alle toegangen, service ingangen en kleppen moeten gesloten en correct vergrendeld zijn wanneer het booglasmateriaal in werking is. Het booglasmateriaal mag op geen enkele manier gewijzigd worden, met uitzondering van veranderingen en instellingen zoals genoemd in de handleiding van de fabrikant. Let u er in het bijzonder op dat het vonkenhiaat van de toorts correct afgesteld is en goed onderhouden wordt, volgens de aanbevelingen van de fabrikant.
c. Laskabels : De kabels moeten zo kort mogelijk zijn, en dichtbij elkaar en vlakbij of, indien mogelijk, op de grond gelegd worden.
d. Equipotentiaal verbinding : Het is wenselijk om alle metalen objecten in en om de werkomgeving te aarden. Waarschuwing : metalen objecten die verbonden zijn aan het te lassen voorwerp vergroten het risico op elektrische schokken voor de gebruiker, wanneer hij tegelijkertijd deze objecten en de elektrode aanraakt. Het wordt aangeraden de lasser van deze voorwerpen te isoleren.
e. Aarding van het te lassen onderdeel : Wanneer het te lassen voorwerp niet geaard is, vanwege elektrische veiligheid of vanwege de afmetingen en de locatie, zoals bijvoorbeeld het geval kan zijn bij scheepsrompen of metalen structuren van gebouwen, kan een verbinding tussen het voorwerp en de aarde, in sommige gevallen maar niet altijd, de emissies verkleinen. Vermijd het aarden van voorwerpen, wanneer daarmee het risico op verwondingen van de gebruikers of op beschadigingen van ander elektrisch materiaal vergroot wordt. Indien nodig, is het wenselijk dat het aarden van het te lassen voorwerp rechtstreeks plaatsvindt, maar in sommige landen waar deze directe aarding niet toegestaan is is het aan te raden te aarden met een daarvoor geschikte condensator, die voldoet aan de reglementen in het betreffende land.
f. Beveiliging en afscherming : Selectieve afscherming en beveiliging van andere kabels en materiaal in de omgeving kan eventuele problemen verminderen. Voor speciale toepassingen kan de beveiliging van de gehele laszone worden overwogen.
TRANSPORT EN VERVOER VAN DE LASSTROOMBRON

Gebruik niet de kabels of de toorts om het apparaat te verplaatsen. Het apparaat moet in verticale positie verplaatst worden. Til nooit het apparaat boven personen of voorwerpen.
Til nooit een gasfles en het apparaat tegelijk op. De vervoersnormen zijn verschillend.
Het is beter om de spoel te verwijderen voor het optillen of transporteren van de lasstroomvoeding.
INSTALLATIE VAN HET MATERIAAL
- Plaats de voeding op een ondergrond met een helling van minder dan 10^ .
- Zorg dat er voldoende ruimte is om de machine te ventileren en om toegang te hebben tot het controlepaneel.
- Niet geschikt voor gebruik in een ruimte waar geleidend metaalstof aanwezig is.
- Plaats het lasapparaat niet in de stromende regen, en stel het niet bloot aan zonlicht.
- Het apparaat heeft een beveiligingsgraad IP21, wat betekent dat :
- het beveiligd is tegen toegang in gevaarlijke delen van solide voorwerpen waarvan de diameter >12.5 mm en,
- dat het beveiligd is tegen verticaal vallende waterdruppels

Niet gecontroleerde lasstroom kan de aardgeleiders vernietigen, gereedschap en elektrische installaties beschadigen en onderdelen verhitten, wat kan leiden tot brand.
- Alle lasverbindingen moeten goed en stevig op elkaar aangesloten zijn. Controleer dit regelmatig!
- Verzekert u zich ervan dat de bevestiging van het werkstuk solide is en geen elektrische problemen heeft!
- Zet alle elektrisch geleidende elementen van het lasapparaat zoals het chassis, de trolley en de hefsystemen goed vast of hang ze op zodat ze geïsoleerd zijn!
- Leg of zet geen ander gereedschap zoals boormachines, slijpgereedschap enz. op het lasapparaat, op de trolley of op de hefsystemen als deze niet geïsoleerd zijn!
- Leg altijd de lastoortsen of elektrodehouders op een geïsoleerd oppervlak wanneer ze niet gebruikt worden!
Om oververhitting te voorkomen moeten de voedingskabels, verlengsnoeren en laskabels helemaal afgerold worden.

De fabrikant kan niet verantwoordelijk gehouden worden voor lichamelijk letsel of schade aan voorwerpen veroorzaakt door niet correct of gevaarlijk gebruik van dit materiaal.
ONDERHOUD / ADVIES


- Het onderhoud mag alleen door gekwalificeerd personeel uitgevoerd worden. We raden u aan een jaarlijkse onderhoudsbeurt uit te laten voeren.
-
Haal de stekker uit het stopcontact om de elektriciteitsvoorziening te onderbreken en wacht twee minuten voordat u werkzaamheden op het apparaat gaat verrichten. De spanning en de stroomsterkte binnen het toestel zijn hoog en gevaarlijk.
-
De kap regelmatig afnemen en met een blazer stofvrij maken. Maak van deze gelegenheid gebruik om met behulp van geïsoleerd gereedschap ook de elektrische verbindingen te laten controleren door gekwalificeerd personeel.
- Controleer regelmatig de voedingskabel. Als de voedingskabel beschadigd is, moet deze door de fabrikant, zijn reparatie-dienst of een gekwalificeerde technicus worden vervangen, om zo gevaarlijke situaties te voorkomen.
- Laat de ventilatieopening van de lasstroombron vrij zodat de lucht goed kan circuleren.
- Deze lasstroombron is niet geschikt voor het ontdooien van leidingen, het opladen van batterijen / accu's of het opstarten van motoren.
INSTALLATIE - GEBRUIK VAN HET APPARAAT
Alleen ervaren en door de fabrikant gekwalificeerd personeel mag de installatie uitvoeren. Verzekert u zich ervan dat de generator tijdens het installeren niet op het stroomnetwerk aangesloten is. Seriële en parallelle generator-verbindingen zijn verboden. Om de optimale las-omstandigheden te creëren wordt aanbevolen om de laskabels te gebruiken die worden meegeleverd met het apparaat.
OMSCHRIJVING
De VAS 821 005 80 023 is een « synergetisch » semi-automatisch lasapparaat voor MIG / MAG lassen. Het apparaat is geschikt voor het lassen van staal, rvs, aluminium en voor hardsolderen. De instelling is snel en eenvoudig dankzij de integrale « synergetische » module.
BESCHRIJVING VAN HET MATERIAAL (I)
1- Wartel (netsnoer) 9- Omkeerschakelaar zuiveren gas en draad-toevoer
2- Omkeerschakelaar Aan/Uit 10- USB aansluiting
3- Aansluiting gas T1 11-IHM
4- Aansluiting gas T2 12- Aansluiting Push Pull (PP)
5- Aansluiting gas T3 13- Aansluiting Texas (-)
6- Flessehouder 14- Aansluiting Euro T1
7- Spoelhouder 1, 2 en 3 15- Aansluiting Euro T2
8- Draadaanvoersysteem 16- Aansluiting Euro T3
17- Aansluiting Spool Gun (SP)
Lees de handleiding voor het gebruik van de bediening (MMI), die deel uitmaakt van de complete handleiding van het materiaal.
ELEKTRISCHE VOEDING - OPSTARTEN
- Het 230 V model wordt geleverd met een 16A elektrische aansluiting type CEE7/7 en moet worden aangesloten op een 230V (50 - 60 Hz) enkelfase elektrische installatie, met drie kabels met geaarde stekker.
Het werkelijke stroomverbruik (11eff) bij optimaal gebruik staat aangegeven op het apparaat. Controleer of de stroomvoorziening en zijn beveiligingen (netzekering en/of hoofdschakelaar) compatibel zijn met de elektrische stroom die nodig is voor gebruik. In sommige landen kan het nodig zijn om de elektrische aansluiting aan te passen om het toestel optimaal te kunnen gebruiken. - De vermogensbron is geschikt om te functioneren met een elektrische spanning van 230V -20% +15%. De stroombron schakelt over op beveiliging wanneer de voedingsspanning lager is dan 185 Veff of hoger dan 265 Veff. (er verschijnt een standaardcode op het beeldscherm).
- Het opstarten van het apparaat gebeurt door de aan/uitschakelaar (2 - FIG 1) op positie I te zetten. Het uitschakelen gebeurt door de schakelaar op 0 te zetten. Let op! Nooit de stroomvoorziening afsluiten wanneer het apparaat oplaadt.
AANSLUITEN OP EEN STROOMGENERATOR
Het apparaat kan functioneren met hulp-generatoren, mits de hulpstroom aan de volgende eisen voldoet :
- De spanning moet wisselspanning zijn, de effectieve waarde moet 230 V -20% +15% zijn, en de piekspanning moet lager zijn dan 400 V.
- De frequentie moet tussen de 50 en 60 Hz liggen.
Het is absoluut noodzakelijk om deze voorwaarden te controleren, omdat veel generatoren hoge spanningspieken produceren die het materiaal kunnen beschadigen.
Alle gebruikte verlengsnoeren moeten de voor het apparaat geschikte lengte en kabelsectie hebben. Gebruik een verlengsnoer dat voldoet aan de nationale regelgeving.
| Ingangsspanning | Doorsnede van het verlengsnoer (<45m) |
| 230 V | 2.5 mm^2 |
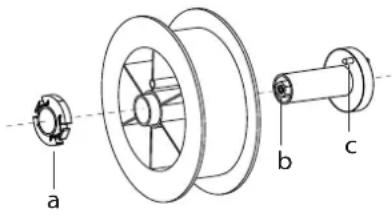
INSTALLEREN VAN DE SPOEL

text_image
a b- Verwijder de nozzle (a) en de contact-buis van uw MIG/MAG toorts.
text_image
a b c- Open het klepje van de generator.
- Plaats de spoel op de houder.
- Houd rekening met de aandrijf-pen (c) van de spoelhouder. Om een spoel van 200 mm te monteren, moet u de plastiek spoelhouder (a) maximaal aandraaien.
- Stel de rem van de spoel (b) correct af, om te voorkomen dat tijdens de lasstop de draad in de war raakt. Draai over het algemeen niet te strak aan. Dit kan de motor oververhitten.
INBRENGEN VAN DE LASDRAAD
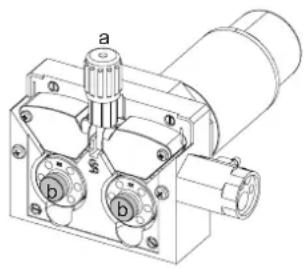
De rollers verwisselt u als volgt :
- Draai de draaiknoppen (a) maximaal los en laat ze neerkomen.
- Ontgrendel de rollers door de bevestigingsschroeven (b) los te draaien.
- Plaats de juiste motorrollen voor uw toepassing en draai de bevestigingsschroeven vast. De meegeleverde aanvoerrollen hebben een dubbele groef :
- alu ∅ 1.0/1.2
- staal ∅ 0.8/1.0
- staal ∅ 0.6/0.8
flowchart
graph TD
A["Top Column"] --> B["Section 1"]
A --> C["Section 2"]
A --> D["Section 3"]
B --> E["Speaker"]
C --> F["Speaker"]
D --> G["Speaker"]
E --> H["Output"]
F --> H
G --> H
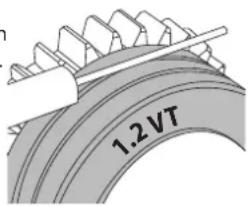
- Controleer het opsschrift op de rol, om er zeker van te zijn dat deze geschikt is voor de diameter en het materiaal van het door u gebruikte draad (voor een draad van ∅ 1.2, gebruikt u de groef ∅ 1.2).
- Gebruik rollen met een V-groef voor staaldraad en andere hardere draadsoorten.
- Gebruik rollen met een U-groef voor aluminiumdraad en andere soepele draadsoorten.
: de aanduiding is af te lezen op de rol (bijvoorbeeld : 1.2 VT)
→ : de te gebruiken groef
text_image
1.2 VT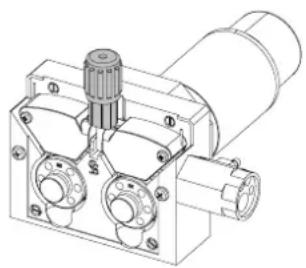
Ga, om het lasdraad te installeren, als volgt te werk :
- Draai de draaiknoppen maximaal los en laat deze neerkomen.
- Breng de draad in, sluit vervolgens het draadaanvoersysteem en draai de draaiknoppen weer aan.
- Activeer de motor op de trekker van de toorts of op de handmatige knop voor het activeren van de draadaanvoer (I-6).

Opmerkingen :
Opmerkingen :•Een te krappe mantel kan problemen bij de draadaanvoer geven en de motor oververhitten.
- De aansluiting van de toorts moet eveneens goed aangedraaid worden, dit om oververhitting te voorkomen.
- Controleer of het draad en de spoel niet in contact zijn met de mechaniek van het apparaat, dit kan kortsluiting veroorzaken.
RISICO OP BLESSURES ALS GEVOLG VAN BEWEGENDE ONDERDELEN

De draadaanvoersystemen zijn voorzien van bewegende delen die handen, haar, kleding en gereedschap kunnen grijpen en die ernstige verwondingen kunnen veroorzaken!
- Raak met uw hand(en) geen bewegende, draaiende of aandrijvende onderdelen aan.
- Let goed op dat de afdekkingen van de behuizing van het apparaat correct gesloten blijven wanneer het apparaat in werking is!
- Draag geen handschoenen tijdens het afwikkelen van de lasdraad en het verwisselen van de spoelen.
SEMI-AUTOMATISCH LASSEN IN STAAL/INOX (MAG MODULE)
De VAS 821 005 80 023 kan staaldraad van ∅ 0,6 tot 1,2 mm en roestvrij staal van ∅ 0,8 tot 1,2 mm (II-A) lassen.
Het apparaat wordt standaard geleverd met rollen ∅ 0,6/0,8 en ∅ 0,8/1,0 voor staal of roestvrij staal. De contactbuis, de groef van de rol, en de mantel van de toorts zijn geschikt voor deze toepassing.
Voor het lassen van staal dient u een speciaal lasgas (Ar+CO2) te gebruiken. De CO2 verhouding kan variëren, afhankelijk van het gebruikte type gas. Voor het lassen van inox moet een mengsel met 2% CO2 gebruikt worden. Wanneer gelast wordt met puur CO2 is het noodzakelijk om een gasvoorverwarmer aan te sluiten op de gasfles. Voor specifieke eisen wat betreft gas kunt u contact opnemen met uw gasleverancier. De gastoevoer voor staal ligt tussen de 8 en 15 liter per minuut, afhankelijk van de omgeving. Om de gastoevoer aan de uitgang van de toorts te kunnen meten, raden we u aan om gebruik te maken van de flowmeter (optioneel, art. code 053939).
SEMI-AUTOMATISCH LASSEN VAN ALUMINIUM (MIG MODUS)
Met de VAS 821 005 80 023 kunt u lassen met aluminiumdraad met een ∅ van 0.8 tot 1.2 mm (II-B).
Voor aluminium dient u een specifiek zuiver Argon (Ar) gas te gebruiken. Om het juiste gas te kiezen, kunt u advies vragen aan uw gasleverancier.
De gastoevoer bij aluminium ligt tussen 15 en 20 liter per minuut, afhankelijk van de omgeving en de ervaring van de lasser. De synergieën in de Puls module zijn geoptimaliseerd voor een gastoevoer tussen 12 en 15 liter per minuut.
De verschillen tussen het gebruik van staal en aluminium:
- Gebruik specifieke aanvoerrollen voor het lassen van aluminium.
- Zet minimale druk op de rollen van de draadaanvoer zodat de draad niet geplet wordt.
- Gebruik de capillaire buis (bestemd om het draad van de rollen van het draadaanvoersysteem naar de EURO-aansluiting te geleiden) uitsluitend voor het lassen van staal/inox (II-B).
- Gebruik een speciale aluminium-toorts. Deze toorts voor aluminium heeft een teflon mantel, om de wrijving te verminderen. Niet de mantel bij de aansluiting afknippen! Deze mantel wordt gebruikt om de draad vanaf de rollen te geleiden.
- Contact-buis : gebruik een SPECIALE aluminium contactbuis die overeenkomt met de diameter van het draad.

Tijdens het gebruik van de rode of blauwe mantel (lassen van aluminium) wordt aanbevolen om het accessoire 90950 (II-C) te gebruiken. Deze inox geleidingshuls zorgt voor een betere centrering van de mantel en verbetert de aanvoer van de draad.
SEMI-AUTOMATISCH LASSEN CUSI EN CUAL (HARDSOLDEREN)
De VAS 821 005 80 023 is geschikt voor het lassen met CuSi en CuAl draad met een ∅ van 0,8 tot 1,2 mm.
Net zoals bij staaldraad moet er een capillaire buis geplaatst worden, en moet men een toorts met een staal-mantel gebruiken. Bij het hardsolderen moet een puur Argon (Ar) gas gebruikt worden. Een koolstofomhulsel zonder capillaire buis kan ook worden gebruikt zoals bij aluminium.
AANSLUITING GAS
- Installeer een geschikte drukregelaar op de gasfles. Sluit deze aan op het lasapparaat met de bijgeleverde slang. Bevestig de 2 klemmen om eventuele lekkages te voorkomen.
- Verzekert u zich ervan dat de gasfles goed is bevestigd, en volg nauwkeurig de aanwijzingen op voor het vastmaken van de ketting op de generator.
- Regel de gastoevoer door aan het wieltje op de drukregelaar te draaien.
NB : om de gastoevoer eenvoudiger te kunnen regelen, kunt u op de trekker van de toorts drukken om de rollen aan te drijven (wieltje van de draadaanvoer iets losser draaien om zo te voorkomen dat het draad wordt meegetrokken). Maximale gasdruk 0.5 Mpa (5 bars).
Deze procedure is niet van toepassing op het lassen in de « No Gaz » module.
MIG/MAG LASMODULE (GMAW/FCAW)
| Lasprocedures | ||||||
| Instellingen Instellingen | HANDMATIG | STD DYNAMIC | PULS | COLD PULS | ||
| Koppel materiaal/gas | - Fe Ar 25% CO _2 - ... | - | √ | √ | √ | Keuze van het te lassen materiaal.Synergetische lasinstellingen |
| Draad diameter ∅ 0.6 > ∅ 1.2 mm - Keuze modulatie van de lasstroom (Dubbele Puls) | ||||||
| ModulArc OFF - ON | - Activeert of niet de modulatie van de lasstroom (Dubbele Puls) | |||||
| Gebruik van de trekker | 2T, 4T Keuze gebruik van de trekker | √ | ||||
| Punt module | SPOT, DELAY | √ | √ | - | - | Keuze module punten |
| 1ste Instelling | Dikte Stroom Snelheid | - | √ | √ | √ | Keuze van de weer te geven hoofdinstelling (Dikte van het te lassen plaatwerk, gemiddelde lasstroom of draadsnelheid). |
| Energie | Hold Thermische coëf-ficiënt | √ | √ | √ | √ | Zie het hoofdstuk «Energie» op de volgende pagina's. |
De toegang tot sommige las-instellingen hangt af van de gekozen schermweergave : Instellingen/Weergave : Easy / Expert / Geavanceerd Raadpleeg de IHM-handleiding
PUNT MODULE
- SPOT
Met deze lasmodule kunnen de te lassen onderdelen voor het lassen geassembleerd worden. Het punten kan handmatig, per trekker, of getemporiseerd gebeuren, in een van te voren gedefinieerd ritme. Deze punt-tijd resulteert in een betere reproduceerbaarheid en het realiseren van niet-geoxideerde punten (toegankelijk in het geavanceerde menu).
• DELAY
Deze punt-module lijkt op de SPOT, maar wisselt punten af met vooraf gedefinieerde pauzes zolang de trekker ingedrukt wordt gehouden.
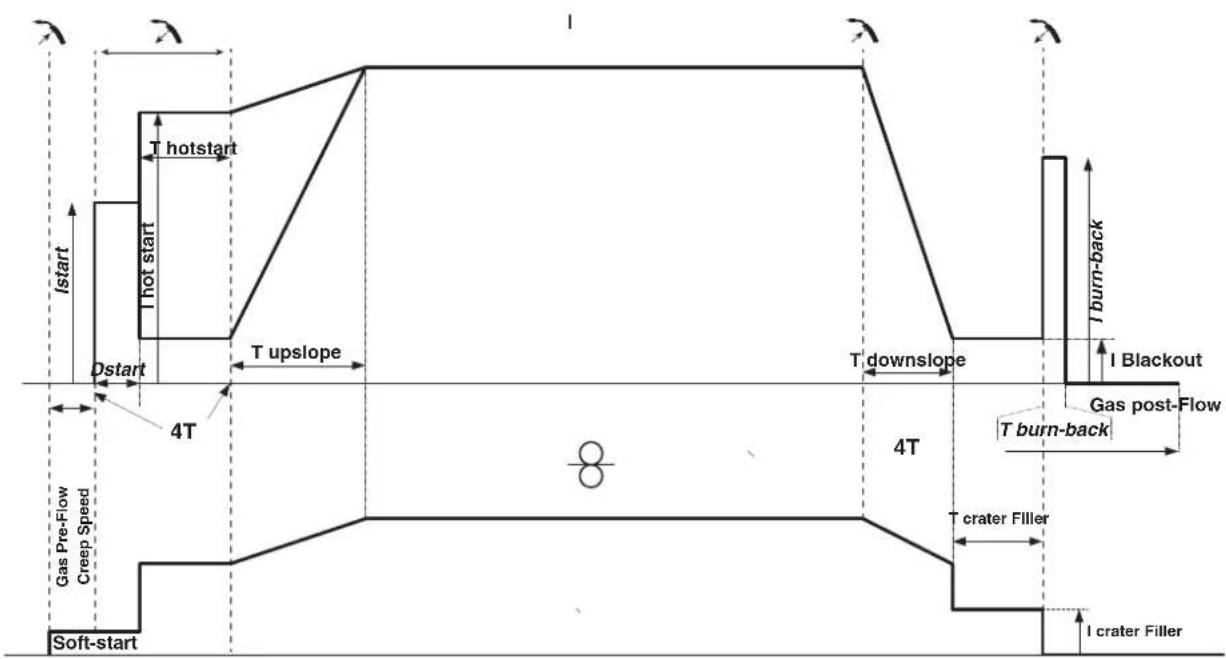
DEFINITIE INSTELLINGEN
| Een-heid | ||
| Draadsnelheid | m/min | Hoeveelheid toegevoegd metaal en indirect de lasintensiteit en de inbranding. |
| Spanning V Invloed op de breedte van de lasnaad. | ||
| Smoorklep - Vlakt min of meer de lasstroom af. Instelling afhankelijk van de laspositie. | ||
| Pre-gas | s | Duur van het zuiveren van de toorts en het creëren van een beschermgas voorafgaand aan de ontsteking. |
| Post gas s | Tijdsduur van het in stand houden van de gasbescherming, na het uitschakelen van de lasboog. Beschermt het werkstuk en de elektrode tegen oxidatie. | |
| Dikte mm | Dankzij de synergie is een volledig automatische instelling mogelijk. Het ingeven van de dikte regelt automatisch de aangepaste spanning en draadsnelheid. | |
| Stroom A | De lasstroom wordt geregeld op basis van het type draad dat wordt gebruikt en het te lassen materiaal | |
| Booglengte - | Voor het aanpassen van de afstand tussen het uiteinde van de draad en het smeltbad (afstellen van de spanning). | |
| Creep speed % | Progressieve draadsnelheid. Voor de ontsteking komt de draad langzaam uit de toorts om zo zonder schokken het eerste contact te creëren. | |
| Hot Start % & s | De Hot Start geeft een zeer hoge stroom-intensiteit tijdens de ontsteking, die voorkomt dat de draad aan het werkstuk blijft plakken. Deze stroom wordt ingesteld in intensiteit (% van de lasstroom) en in tijd (seconden). | |
| Crater Filler % | Dit stroomniveau bij het uitdoven is de fase die volgt op het verlagen van de stroom. Deze stroom wordt ingesteld in intensiteit (% van de lasstroom) en in tijd (seconden). | |
| Soft Start | s | Progressief stijgen van de stroom. Om bruuske ontstekingen of schokken te voorkomen wordt de stroom tussen het eerste contact en het lassen onder controle gehouden. |
| Upslope | s Progressieve stijging van de stroom. | |
| Koude stroom | % | Tweede lasstroom, genaamd «koude » stroom |
| Pulsfrequentie | Hz | Puls-frequentie |
| Duty cycle | % | In puls : controleert de duur van warme stroom in verhouding tot de duur van de koude stroom. |
| Downslope s Dalende stroom | ||
| Punt | s Bepaalde duur. | |
| Duur tussen 2 punten | s | De duur tussen het einde van een punt (buiten Post gas) en het hervatten van een nieuw punt (inclusief Pre-Gas). |
| Burnback | s | Functie die het risico op het plakken van de draad aan het eind van de lasnaad voorkomt. De duur komt overeen met het terugtrekken van de draad uit het smeltbad. |
De toegang tot sommige instellingen hangt af van de lasprocedure (Handmatig, Standaard enz) en van de gekozen schermweergave (Easy, Expert, of Geavanceerd). Raadpleeg de IHM-handleiding
MIG/MAG LASCYCLI
Procedure 2T Standaard :
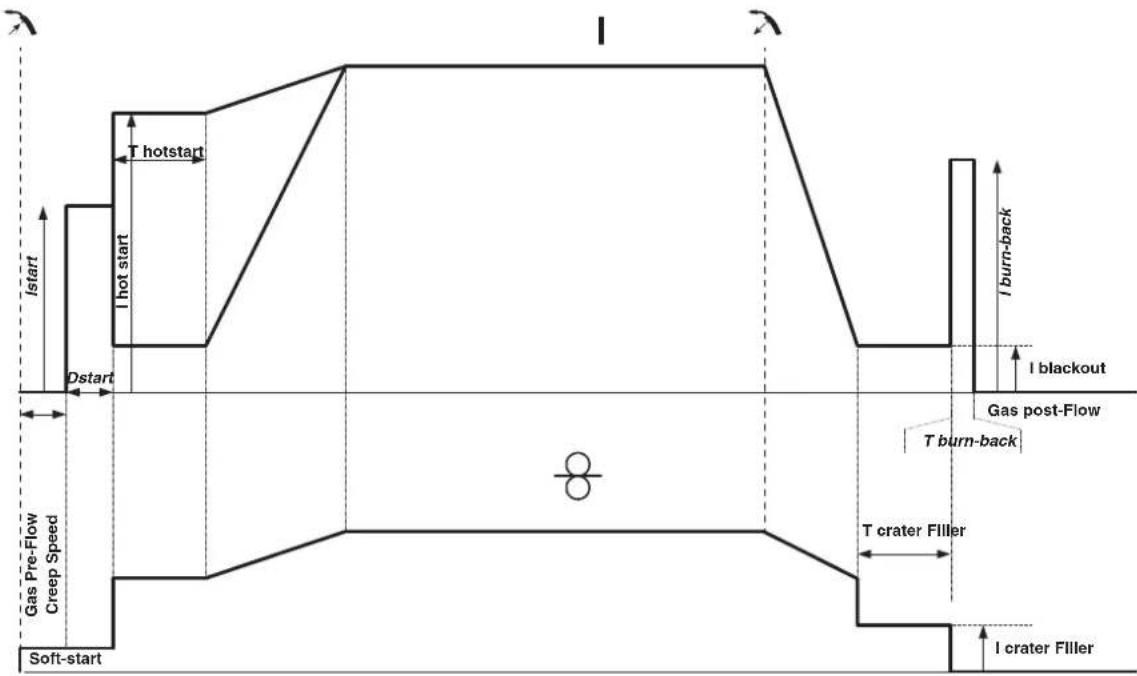
Wanneer er op de trekker gedrukt wordt, begint Pre-gas. Wanneer de draad het werkstuk aanraakt start een puls de boog op, en vervolgens begint de lascyclus. Bij het loslaten van de trekker stopt de draadaanvoer, en met een stroom-puls kan de draad netjes afgesneden worden. Daarna start de Post-gas. Zolang de Post-gas fase niet is beëindigd, kan met een druk op de trekker het lassen snel weer (handmatig) opgestart worden, zonder eerst de HotStart-fase weer te moeten doorlopen. Een HotStart en (of) een Crater-Filler kunnen aan de cyclus toegevoegd worden.
Procedure 4T Standaard :
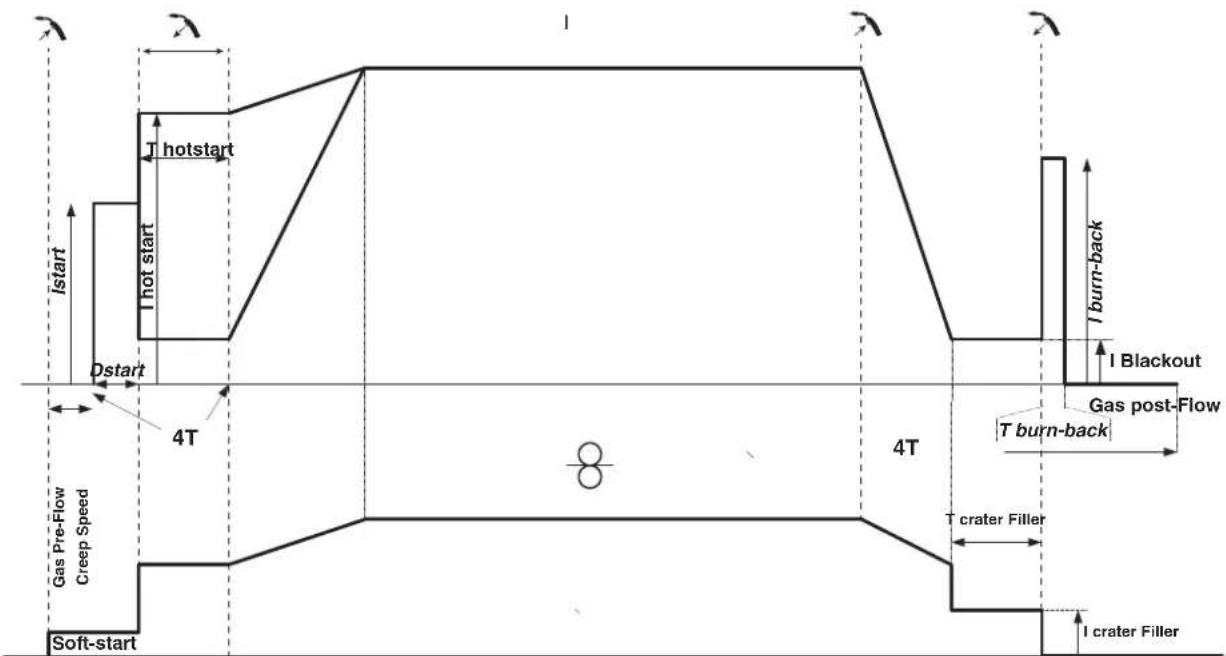
In 4T standaard wordt de duur van Pre-gas en Post-gas ingesteld door een waarde uitgedrukt in seconden. Hot Start en Crater Filler met de trekker.
Procedure 2T Puls :
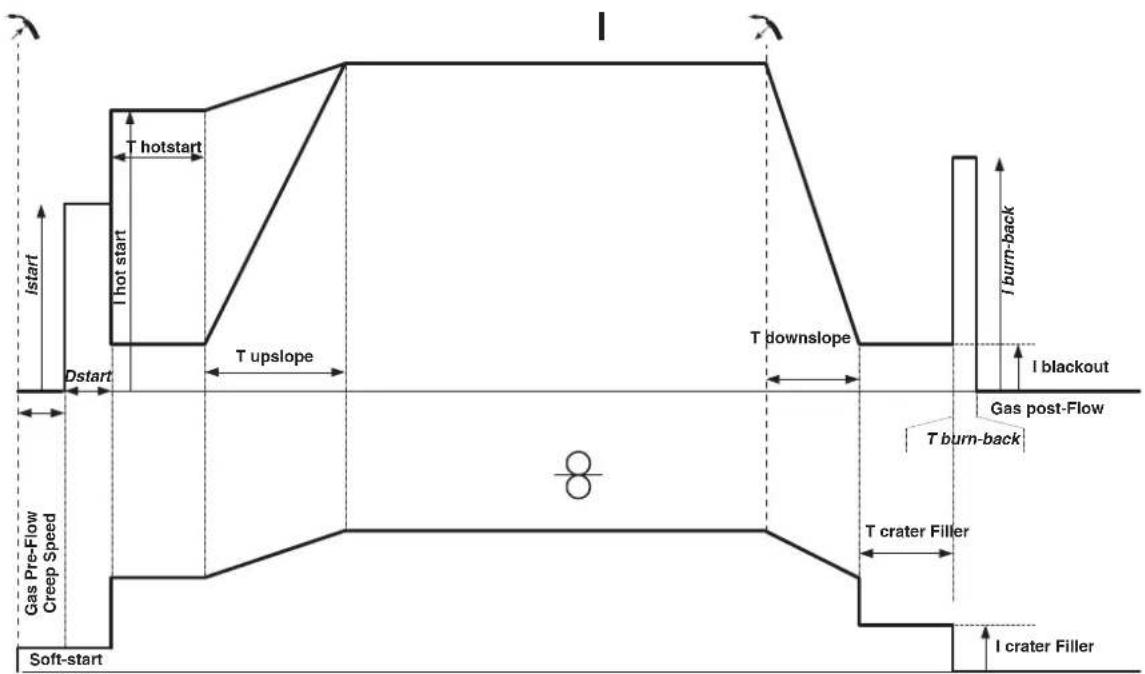
Wanneer er op de trekker gedrukt wordt, begint Pre-gas. Wanneer het draad het werkstuk aanraakt start een puls de boog op. Vervolgens begint het apparaat met HotStart, dan de Upslope en uiteindelijk begint de lascyclus. De Downslope begint bij het loslaten van de trekker, tot het bereiken van ICrater filler. Vervolgens wordt de draad afgesneden, gevolgd door Post-gas. Net als in « Standaard » is er de mogelijkheid om snel het lassen weer op te starten tijdens de post-gas, zonder eerst door de Hotstart fase te hoeven gaan.
Procedure 4T Puls :
In 4T puls wordt de duur van Pre-gas en Post-gas ingesteld door een waarde uitgedrukt in seconden. Hot Start en Crater Filler met de trekker.
ENERGIE
Module ontwikkeld voor energie-besparend lassen, in het kader van het uitvoeren van een LMB. Met deze module kunt u, naast het tonen van de energetische waarden na het lassen, de thermische coefficiënt instellen volgens de gebruikte norm : 1 voor de normen ASME en 0.6 (TIG) of 0.8 (MMA/MIG/MAG) voor de Europese normen. In het getoonde energieverbruik wordt deze coefficiënt meegenomen.
PUSH-PULL TOORTS (OPTIONEEL)
| Art. code Draad | diameter Lengte Type | koelsysteem | |
| 044111 0.6 > | 1.0 mm 4 m lucht | ||
| 046283 0.6 > | 1.2 mm 8 m lucht |
Een Push-Pull toorts kan worden aangesloten op de generator met behulp van een connector (I-13). Met dit type toorts kan AlSi draad worden gebruikt, zelfs met een ∅ 0.8 m met een toorts met een lengte van 8m. Deze toorts kan worden gebruikt in alle MIG-MAG las-modules.
Het apparaat herkent de Push-Pull toorts na een eenvoudige druk op de trekker.
Bij gebruik van een Push-Pull toorts met potentiometer kan de lasser via de bediening de maximum waarde van het instelbereik ingeven.
Met de potentiometer kan de lasser tussen 50% en 100% ten opzichte van die waarde variëren.
SPOOL GUN TOORTS (OPTIONEEL)
| Art. code Draad | diameter Lengte Type | koelsysteem | |
| 041486 0.6 > | 1.0 mm 4 m lucht |
Een Spool Gun toorts kan worden aangesloten op de generator met behulp van een connector (I-17). Het kan alleen worden gebruikt in synergische, standaard en handmatige modus.
- In manuele modus is alleen de knop voor het instellen van de draadsnelheid op afstand op de toorts (geen instelling mogelijk op de machine-interface).
- In de synergische modus kan met de instelknop worden gewerkt tussen 50% en 100% van de op de HMI ingestelde waarde.
De Push-Pull zaklamp wordt gedetecteerd door eenvoudig op de trekker te drukken.
Voor meer details, gelieve de instructies te lezen die met de toorts zijn meegeleverd.
AFWIJKINGEN, OORZAKEN, OPLOSSINGEN
| SYMPTOMEN MOGELIJKE OORZAKEN OPLOSSINGEN | ||
| De draadaanvoer is niet constant. | Spatten verstoppen de opening | Maak de contact-tip schoon of vervang deze, breng anti-hechtmiddel aan. |
| De draad wordt niet goed door de rollen mee-genomen. | Breng een anti-hechtmiddel aan. | |
| Eén van de rollen draait niet goed. | Controleer de instelling van de schroef van de roller. | |
| De kabel van de toorts zit gedraaid. | De kabel van de toorts moet zo recht mogelijk lopen. | |
| De motor van het draadaanvoersysteem werkt niet. | De rem van de spoel of van de rollen zit te strak. | Stel de rem en de rollen losser af. |
| Slechte draadaanvoer. | De mantel die de draad leidt is vuil of bescha-digd. | Reinigen of vervangen. |
| De pin van de as van de rollen mist Breng de pin weer in de houder | ||
| De rem van de draadspoel is te strak afges-teld. | Stel de rem losser af. | |
| Slechte of geen lasstroom. | Stopcontact en/of stekker zijn niet correct aangesloten. | Controleer de aansluiting en kijk of deze cor-rect op het stroomnet is aangesloten. |
| Slechte aarding. | Controleer de massa kabel (de aansluiting en de staat van de klem). | |
| Geen vermogen. Controleer de trekker van de toorts. | ||
| De draad loopt vast na de rollers. | De mantel die de draad leidt is geplet. Controleer de mantel en de toorts. | |
| De draad blokkeert in de toorts. Vervangen of schoonmaken. | ||
| Geen capillaire buis. | Controleer de aanwezigheid van de capillaire buis. | |
| De snelheid van de draadaanvoer is te hoog. Verlaag de aanvoersnelheid van de draad. | ||
| De lasrups is poreus. | De gastoevoer is te laag. | Regelbereik tussen 15 en 20 L/min.Reinigen van het basismetaal. |
| De gasfles is leeg. Vervangen. | ||
| De kwaliteit van het gas is onvoldoende. Vervangen. | ||
| Tochtstroom of invloed van de wind. Voorkom tocht, scherm het lasgebied goed af. | ||
| Gasbuis is vies. Maak de gasbuis schoon of vervang deze. | ||
| Slechte draadkwaliteit. | Gebruik een lasdraad dat geschikt is voor MIG-MAG lassen. | |
| Het las-oppervlak is van slechte kwaliteit (roest enz.) | Maak voor het lassen het werkstuk schoon. | |
| Het gas is niet aangesloten. | Controleer of het gas aangesloten is aan de ingang van de generator. | |
| Zeer grote vonkdelen. | Boogspanning is te laag of te hoog. Lasinstellingen controleren. | |
| Slechte aarding. | Controleer en plaats de massaklem zo dicht mogelijk bij de laszone. | |
| Beschermgas is onvoldoende. Gastoevoer aanpassen. | ||
| Geen gas aan de uitgang van de toorts. Slechte | gasaansluiting. | Controleer de aansluiting van het gas |
| Controleer of de elektro-klep correct werkt | ||
| Fout tijdens het downloaden | De data op de USB-stick is onleesbaar of beschadigd. | Controleer uw gegevens. |
| Probleem met de back-up | U heeft het maximum aantal back-ups over-schreden. | U moet opgeslagen programma's verwijderen.Het aantal back-ups is beperkt tot 500. |
| Automatisch verwijderen van JOBS. | Enkele jobs zijn verwijderd, daar deze niet compatibel waren met de nieuwe synergieën. | - |
| Storing detectie Push Pull toorts - | Controleer de aansluiting van uw Push Pull toorts. | |
AVVERTENZE - NORME DI SICUREZZA
ISTRUZIONI GENERALI

*De inschakelduur is gerneten volgers de norm EN60974-1 bij een temperstuur van 40°C en bij een cyclus van 10 minuten. Bij internsef gebruik (superieur aan de inschakelduur) kan de thermische beveliging zich in werking stellen. In disf geval gaat de bocg uit en gaat het bevoligingslampje i gaat branden. Laat het apparaat aan de netspanning staan om ret te alen afkoelen, tolda dat bevoliging alisaat. Afhankelijk van de gekozen modus, beschrijft het toestel ofwel een constante stroom ofwel een constante spanningskarakteristek. In somme anders wordt UO TCO gencemd.
Deze handleiding voor het gebruik van de interface (IHM) maakt deel uit van de volledige documentatie. Een algemene handleiding wordt meegeleverd met het apparaat. Lees de instructies zoals beschreven in deze algemene handleiding en respecteer ze, in het bijzonder de veiligheidsmaatregelen!
Gebruik uitsluitend met de volgende apparaten
VAS

Software versie
Deze handleiding beschrijft de volgende softwareversies :
1.86
De software versie van de interface wordt getoond in het algemene menu : Informatie / MMI
Bediening van de generator
Het hoofdscherm toont alle benodigde informatie voor de lasprocedure voor, tijdens en na het lassen (de interface kan licht evolueren, afhankelijk van de gekozen procedure).
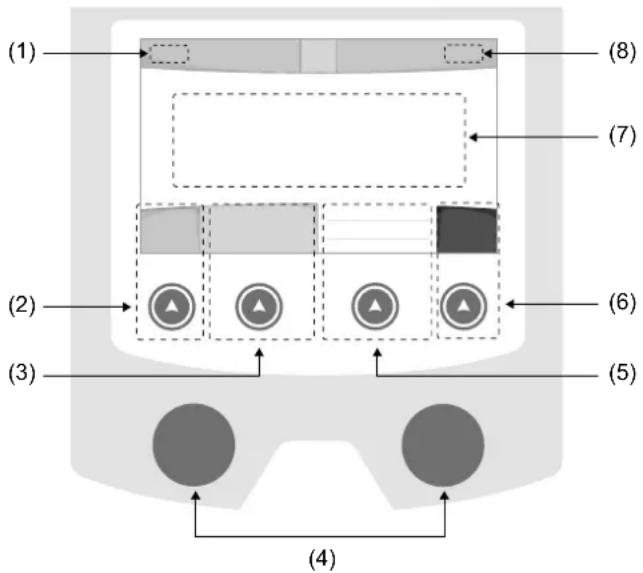
(1) Naam gebruiker / traceability
(2) Drukknop n° 1 : Algemene menu of Return naar het vorige menu
(3) Drukknop n° 2 : Instellingen van de in gang zijnde procedure
(4) Navigatie-knoppen
(5) Drukknop n° 3 : Instellingen
(6) Drukknop n° 4 : Job of Bevestigen
(7) In gang zijnde instellingen
(8) Meten van Spanning, Stroom en Energie
Algemene menu
Het scherm van het Algemene menu wordt getoond wanneer het apparaat voor het eerst wordt opgestart.
U kunt tussen verschillende blokken navigeren dankzij de draaiwieltjes en de drukknoppen
(3)
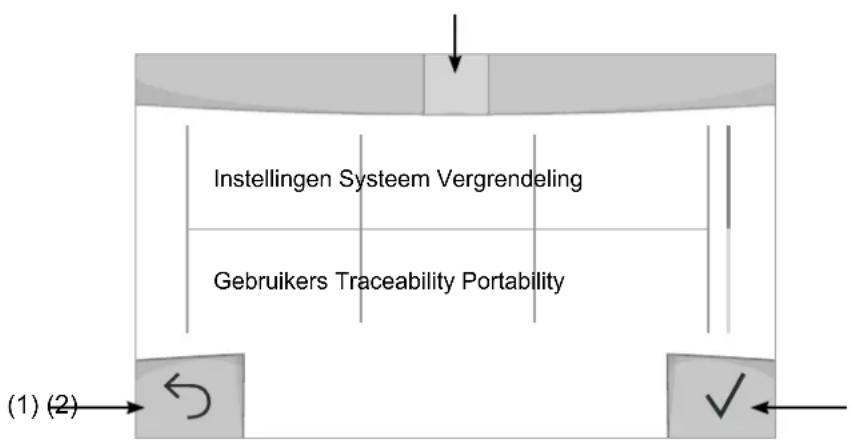
text_image
Instellingen Systeem Vergrendeling Gebruikers Traceability Portability (1) (2)(1) Return
(2) Bevestigen
(3) Icoon van het actuele blok
Instellingen (gebruiker)
Weergave modules
- Easy : beperkte weergave en functionaliteit (geen toegang tot de lascyclus).
- Expert : volledige weergave, waarmee de duur en tijd van de verschillende fases van de lascyclus kunnen worden aangepast.
- Geavanceerd : integrale weergave, waarmee alle instellingen van de lascyclus kunnen worden aangepast.
Taal
Keuze van de taal van de interface (Frans, Engels, Duits enz.)
Meeteenheden
Keuze weergave eenheden : Internationaal (SI) of Imperiaal (USA).
Naamgeving materialen
Europese norm (EN) of Amerikaanse norm (AWS).
Helderheid
Past de helderheid van het scherm van de interface aan (in te stellen van 1 (donker) tot 10 (zeer helder)).
Code gebruiker
Personaliseren van de toegangscodes voor de gebruikers, om zo hun eigen sessies te kunnen vergrendelen (Standaard 0000).
Tolerantie I (stroom)
Tolerantie instelling stroom :
OFF : vrije instelling, de instelling van de stroom is niet gelimiteerd.
± 0A : geen enkele tolerantie, de stoom is vastgezet.
± 1A> ± 50A : interval waarvoor de gebruiker de stroom kan variëren.
Tolerantie U (spanning)
Tolerantie instelling spanning :
OFF : vrije instelling, de instelling van de spanning is niet gelimiteerd.
± 0.0V : geen enkele tolerantie, stroom vastgezet.
± 0.1V> ± 5.0V : interval waarvoor de gebruiker de spanning kan variëren.
Tolerantie 8(snelheid draad)
Tolerantie instelling snelheid draad (m/min) :
OFF : vrije instelling, de draadsnelheid is niet gelimiteerd.
± 0.0m/min : geen enkele tolerantie, draadsnelheid vastgezet.
± 0.1m/min> ± 5.0m/min : interval instelling waarvoor de gebruiker de draadsnelheid kan variëren.
Systeem
Naam van het apparaat
Informatie betreffende de naam van het apparaat en de mogelijkheid om deze te personaliseren met een druk op de interface.
Klok
Instellen tijd, datum en formaat (AM / PM).
Reset
Reset van de instellingen van het apparaat :
- Gedeeltelijk : standaard waarde van de actieve lasprocedure.
- Totaal : alle gegevens betreffende de instellingen van het apparaat zullen worden gereset en teruggebracht naar de fabriekswaarden.
Vergrendeling
Mogelijkheid tot vergrendeling van de interface van het apparaat, om zo de lopende klus te beveiligen en onbedoelde wijzigingen te voorkomen. De instellingen kunnen worden gewijzigd, met als limiet de door u gekozen toleranties in het menu Instellingen (zie vorige pagina). Alle andere functies zijn niet toegankelijk.
Om de interface te ontgrendelen drukt u op drukknop n° 1 en geeft u uw gebruikerscode van 4 cijfers in (Standaard 0000).
Gebruikers
De gebruikersmodule maakt het mogelijk om het product met meerdere personen te delen. Wanneer het product de eerste keer wordt opgestart staat het in de Admin module. De administrateur kan verschillende gebruikers creëren. Iedere gebruiker heeft een eigen instellingen (module, afstelling, procedure, JOBs.....), deze kunnen niet worden gewijzigd door een andere gebruiker. Iedere gebruiker heeft een eigen, persoonlijke toegangscode met 4 cijfers nodig om met de generator te kunnen werken.
- De administrateur heeft toegang tot het algemene menu.
- De gebruiker heeft toegang tot een vereenvoudigde interface. Hij heeft niet de mogelijkheid om elementen te verwijderen (Traceability, Jobs, Gebruikersprofielen enz).
Interface configureren gebruikers (uitsluitend toegankelijk voor de administrateur).
Het linkergedeelte van het scherm toont de gebruikers. De administrateur heeft de mogelijkheid om de gebruikers te sorteren op naam of datum, met een korte druk op de drukknop n° 2. Met een langere druk op deze knop kunnen één of meerdere actieve gebruikers verwijderd worden (de Admin kan niet verwijderd worden).
Het rechter gedeelte van het scherm toont de details van alle eerder gecreëerde gebruikers met de volgende informatie : Avatar, Naam, N° team en Tolerantie (%).
Het creëren van een gebruikersprofiel
Druk op de drukknop n° 3 voor het creëren van een gebruikers.
- User : Personaliseer de naam van de gebruiker met een druk op de drukknop n° 3.
- Avatar : Keuze van de kleur van de avatar van de gebruiker
- Team : Toekennen van het teamnummer (maximaal 10)
- Code gebruiker : persoonlijke toegangscode (Standaard 0000)
- Tolerantie stroom I :
OFF : vrije instelling, de instelling van de stroom is niet gelimiteerd.
± 0.0A : geen enkele tolerantie, de stroom is vastgezet (wordt niet aanbevolen).
± 0.A> ± 50A : interval waarvoor de gebruiker de stroom kan variëren.
- Tolerantie spanning U :
OFF : vrije instelling, de instelling van de spanning is niet gelimiteerd.
± 0.0V : geen enkele tolerantie, de spanning is vastgezet (wordt niet aanbevolen).
± 0.1V> ± 5.0V : interval waarvoor de gebruiker de spanning kan variëren.
- Tolerantie draadsnelheid (m/min) :
OFF : vrije instelling, de draadsnelheid is niet gelimiteerd.
± 0.0m/min : geen enkele tolerantie, de draadsnelheid is vastgezet (wordt niet aanbevolen).
± 0.1m/min> ± 5.0m/min : interval instelling waarvoor de gebruiker de draadsnelheid kan variëren.
Voor de gebruiker die ook «Admin» is, is het wijzigen van de naam en de avatar niet mogelijk.
Wijzigen van een gebruikersprofiel
Kies de gebruiker in het linkergedeelte van het scherm en druk op de drukknop n° 4.
Keuze van de gebruikers
Als er een (of meerdere) gebruiker(s) zijn gecreëerd, toont het blok alle gebruikers die het apparaat kent.
Kies de gewenste gebruiker en druk om te bevestigen. Er zal nu een ontgrendelingscode worden gevraagd.
Met de functie «Sluiten» kunt u het apparaat vergrendelen voor de keuze van gebruikers, geen enkele instelling is toegan- kelijk. Deze weergave is identiek wanneer het apparaat wordt aangezet (schakelaar OFF -> ON).
Tonen van de gebruiker
Linksboven aan het scherm worden de huidige avatar en gebruikersnaam getoond.
Vergrendel code
leder gebruikersprofiel wordt beschermd door een persoonlijke code van 4 cijfers. Wanneer de persoonlijke code niet is ingesteld, is deze standaard 0000. Na drie foute pogingen zal het apparaat blokkeren en een ontgrendel-code vragen. Deze code, die bestaat uit 6 cijfers, kan niet worden gewijzigd en is : 314159.
Traceability
Met deze interface-besturing kunnen alle stappen van een lasoperatie tijdens industriële processen, rups na rups, worden getraceerd en geregistreerd. Dankzij deze kwalitatieve benadering kunnen er analyses en evaluaties van de kwaliteit van het laswerk gerealiseerd worden, en is het mogelijk een rapport en documentatie van de opgeslagen las-instellingen te maken. Met deze functie kunt u, in het kader van de norm EN ISO 3834, zeer precies en snel gegevens opvragen en opslaan. Deze gegevens kunnen weer worden opgeslaan op een USB stick.
1 - Start - Creëren van traceability
- Personaliseer de naam van de klus met een druk op de drukknop n° 3.
- Meet-interval :
- Hold De waarden Stroom/Spanning worden niet geregistreerd (gemiddelde over de lasnaad) tijdens het lassen.
- 250 ms, 500 ms, enz.: Opslaan van de waarden Stroom/Spanning (gemiddelde over de lasnaad) iedere «X» milliseconden of seconden tijdens het lassen.
- Optiies - OFF : eenvoudige traceability
- Opties - ON : volledige traceability
Teller Passages (ON/OFF)
Teller Lassen (ON/OFF)
Temperatuur (ON/OFF) : Temperatuur van het te lassen onderdeel aan het begin van de lasnaad.
Lengte (ON/OFF) : Lengte van de lasnaad (de meet-eenheden zullen worden getoond naar gelang de gedefinieerde keuze in Instellingen /Meeteenheden).
Variabel : maakt het mogelijk om extra persoonlijke informatie toe te voegen (gewicht, opmerkingen, draadsnelheid enz)
Druk op √ om de traceability functie de activeren.
Tonen van de traceability
Linksboven op het scherm worden de naam van de klus en het n° van de lasnaad getoond (het n° van de lasnaad is automatisch en kan niet worden gewijzigd).
Identificatie - Opties ON
Aan het eind van iedere lasnaad verschijnt een identificatie-venster : N° passage, N° Lassen, Temperatuur van het te lassen onderdeel en/of de lengte van de lasnaad.
Bevestigen
Het bevestigen kan plaatsvinden op de IHM of met een druk op de trekker van de toorts.
Stop - Stop de traceability
Om de traceability functie te stoppen moet de gebruiker terugkeren naar het blok Traceability en «Stop» kiezen.
Exporteren
De informatie kan worden overgebracht met behulp van een USB stick.
De gegevens .CSV kunnen worden verwerkt in een spreadsheet (Microsoft Excel®, Calc OpenOffice®, enz.).
De naam van het file is gelinkt aan de naam en het serie n° van het apparaat.
2 - Start - Instellen van de traceability
Het linkergedeelte van het scherm toont de reeds gecreëerde klussen.
De gebruiker heeft de mogelijkheid om deze klussen te sorteren op naam of datum, met een korte druk op de drukknop n° 2. Met een lange druk op deze knop kan de gebruiker de huidige klus of alle klussen deleten.
Op het rechter gedeelte van het scherm worden de details van alle voorgaande klussen getoond, met de volgende informatie : meetfrequentie, aantal geregistreerde lasnaden, totale lasduur, geleverde las-energie, instelling van iedere lasnaad, (procedure, datum en tijd, lasduur en U-I van het lassen).

Rec
Het creëren van traceability (zie vorige paragraaf)
Lanceer de traceability van de in gang zijnde klus
Portability
Import Config.
Overzetten van de instelling van een apparaat vanaf een USB-stick (repertoire : USB stick\Portability\Config) naar het apparaat. Met een langere druk op ikunt u de instellingen van de USB-stick deleten.
Export Config.
Exporteren van de instelling van het apparaat naar de USB-stick (repertoire : USB stick\Portability\Config).
Import Job
Importeren van Jobs volgens de procedures aanwezig onder het repertoire USB-stick\Portability van de USB stick naar het apparaat.
Export Job
Exporteren van Jobs van het apparaat naar de USB stick volgens de procedures (repertoire : USB stick\Portability\Job) Waarschuwing : de vorige jobs van de USB stick kunnen gedelete worden.
Om verlies van gegevens tijdens het importeren of exporteren ervan te voorkomen, moet u de USB stick niet verwijderen en het apparaat niet uitschakelen tijdens de procedure. De naam van het file is gelinkt aan de naam en het serie n° van het apparaat.
Kalibratie
Kalib. Snelheid
Functie kalibreren van de snelheid van het draadaanvoersysteem. Het doel van het kalibreren : het compenseren van eventuele variatie in snelheid van de draadaanvoer. De getoonde spanningsmeting kan worden bijgesteld en de energie-berekening wordt verfijnd. Wanneer de procedure gelanceerd wordt, wordt deze uitgelegd aan de hand van een animatiefilmpje op het scherm.
Het kalibreren van de snelheid van de draadaanvoer moet periodiek plaatsvinden, om zo altijd een optimale laskwaliteit te garanderen.
Informatie
Gegevens configuratie van de componenten van het apparaat :
- Model
- Serienummer
- Naam van het apparaat
- Software versie
- Gebruikte Job en synergieën
Met een druk op een willekeurige drukknop kunt u het informatie-blok verlaten.
Opslaan en oproepen van jobs
Toegankelijk via het icoon «JOB» op het hoofdscherm.
De in gebruik zijnde instellingen worden automatisch opgeslagen, en weer opgeroepen wanneer het lasapparaat opnieuw opgestart wordt.
Naast de in gebruik zijnde instellingen is het mogelijk om instellingen genaamd « JOBS » op te slaan en weer op te roepen. Er zijn 500 JOBS beschikbaar voor de MIG/MAG procedure. Het geheugen is gebaseerd op de instellingen van de in gebruik zijnde procedures en instellingen en het profiel van de gebruiker.
Job
Met deze module JOB kunnen JOBS gecreëerd, opgeslagen, weer opgeroepen en verwijderd worden.
Quick Load - Oproepen van JOBS met de trekker buiten het lassen om.
De Quick Load is een module waarmee JOBS kunnen worden opgeroepen (20 max). Dit is enkel mogelijk in de MIG-MAG procedure.
Vanuit een Quickload lijst, bestaande uit eerder gecreëerde JOBS, kunnen de JOBS met een korte druk op de trekker weer opgeroepen worden. Alle trekkermodules en lasmodules zijn mogelijk.
Error codes
De volgende tabel toont een (niet complete) lijst met meldingen en error codes die op uw apparaat kunnen verschijnen.
Voer eerst de beschreven controles uit, voordat u een beroep doet op een door JBDC erkende technicus.

Wanneer de lasser het apparaat moet openen, moet eerst de stroom worden afgesloten en de stekker uit het stopcontact worden gehaald. Daarna nog minstens 2 minuten wachten alvorens het apparaat te openen.
Als er een niet vermelde error code verschijnt, of als uw problemen voortduren, neem contact op met uw distributeur.
| Codes storing | Meldingen Oplossingen | |
| 001 | STORING OVERSPANNINGControleer de elektrische installatie | Laat uw elektrische installatie nakijken door een gekwalificeerde persoon. |
| 002 | STORING ONDERSPANNINGControleer de elektrische installatie | |
| 005 Fout in de aarding | Aanwezigheid van stray voltage. Controleer de bekabeling van het accessoires van het lasapparaat (toorts, massaklem, elektrode-houder enz). | |
| 010 | GENERATORThermische beveiliging | Wacht enkele minuten totdat de generator is afgekoeld.Waarschuwing : let er op dat de aanbevolen inschakelduur voor de gebruikte lasstroom niet wordt overschreden.Verzekert u zich ervan dat de ingangen en de uitgangen niet zijn geblokkeerd. |
| 011 | VentilatorStoring ventilator | Haal de stekker uit het stopcontact en controleer of de ventilator niet geblokkeerd is. |
| 012 | TREKKEREen trekker is ingedrukt | Verwijder de toorts en controleer of de melding blijft verschijnen. Controleer of de schakelaar «Zuiveren gas / Draadaanvoer» niet geblokkeerd is. Controleer of de trekker van de MIG/MAG toorts niet geblokkeerd is. |
| 015 | MOTOROnmogelijk om de gevraagde snelheid te be-reiken | Controleer de druk op de aandrijfrollen van het draadaanvoer-systeem. Controleer of het draad niet geblokkeerd is in de mantel van de toorts. Voer een kalibratie uit van de snelheid van het draadaanvoersysteem (Menu «Kalibratie») |
| 019 | Overladen, Controleer uw instellingenDruk op de trekker en laat weer los om te wissen | Controleer de instellingen van de generator en de installatie (draad, rollers, gas, toorts enz)Indien het probleem voortduurt moet u een update uitvoeren |
| 020 | Probleem met het opstarten van het lassenControleer uw lasinstellingenDruk op de trekker en laat weer los om te wissen | Controleer de instellingen van de generator en de installatie (draad, rollers, gas, toorts enz)Indien het probleem voortduurt moet u een update uitvoeren |
| 024 | Overladen USBKoppel uw USB af | Vervang de USB stick. |
| - | Intern system error.Start uw apparaat opnieuw op | Schakel het apparaat uit en daarna weer aan.Indien het probleem voortduurt moet u een update uitvoeren |
| - Error tijdens het kalibreren van de motor | Voer opnieuw een kalibratie uit van de snelheid van het draa-daanvoersysteem (Menu «Kalibratie») | |
| - Error tijdens het kalibreren. Voer opnieuw een kalibratie uit van de laskabels (Menu «Kalibratie») | ||
| - Geen geheugenplaats meer vrij in het apparaat Verwijder Jobs, om zo ruimte vrij te maken in uw interne geheugen. | ||
| - | File %s niet geaccepteerdErr %dToch doorgaan ? | De data op de USB-stick is onleesbaar of beschadigd. Controleer uw gegevens. |
| - | Onmogelijk om gegevens op de USB stick op te slaan | Maak ruimte vrij op de USB-stickIndien het probleem aanhoudt moet u de USB stick vervangen. |
| - | Aantal toegestane pogingen overschredenToegangscode gevraagd | Geef de toegangscode in : 314159 |
| - | Gebruikerscode ongeldig | De persoonlijke code werkt niet, geef de juiste code in.De standaard code is 0000. |
Waarschuwingsiconen (Warning)
De waarschuwingsiconen rechtsboven op het scherm geven u informatie betreffende uw apparaat.
| Waarschuwingsicoon Betekenis | |
 | Demonstratie module. Het lassen is niet actief. Controleer uw elektrische installatie (netspanning). |
| [###] | De batterij van het bedieningspaneel is bijna leeg. Vervang de batterij (CR2032) en stel datum en tijd in (Systeem / Klok). |
 | De ventilator draait niet op de juiste snelheid. Controleer de staat van de ventilator. |





