
VIKING 3350ADV - Welding helmet LINCOLN ELECTRIC - Free user manual and instructions
Find the device manual for free VIKING 3350ADV LINCOLN ELECTRIC in PDF.
| Product Type | Auto-Darkening Welding Helmet |
| Brand | Lincoln Electric |
| Model | VIKING 3350ADV |
| Viewing Area | 95 x 80 mm (3.74 x 3.15 in) |
| Cartridge Size | 114 x 133 mm (4.50 x 5.25 in) |
| Total Weight (Black) | 669 g (23.60 oz) |
| Total Weight (Black with LED) | 712 g (25.12 oz) |
| Power Supply | Solar cell with lithium battery CR2450 assistance |
| Light State Shade | DIN 3.0 |
| Variable Welding Shades | DIN 5 to 13 |
| UV/IR Protection | Up to DIN 16 shade at all times |
| Number of Arc Sensors | 5 |
| Light to Dark Switching Time | 0.00004 s (1/25,000 s) |
| Dark to Light Switching Time | 0.05 s to 1.0 s (adjustable) |
| Optical Class | 1/1/1/1 |
| Shade Control | Digital display control, variable shade |
| Sensitivity Control | Variable digital display control (0-6) |
| Delay Control | Variable digital display control (0-10) |
| Operating Modes | Welding, Cutting, Grinding, Auto, Bluetooth™ |
| Memories | 3 programmable memories |
| Operating Temperature | 14 °F to 131 °F (-10 °C to 55 °C) |
| Storage Temperature | -4 °F to 158 °F (-20 °C to 70 °C) |
| Compliance Standards | ANSI Z87.1, CSA Z94.3 |
| Maintenance | Clean with soapy water and soft cloth; avoid solvents |
| Available Spare Parts | Clear lenses, cartridge, headband, battery, etc. |
| Warranty | Manufacturer warranty (see full notice) |
Frequently Asked Questions - VIKING 3350ADV LINCOLN ELECTRIC
User questions about VIKING 3350ADV LINCOLN ELECTRIC
0 question about this device. Answer the ones you know or ask your own.
Ask a new question about this device
Download the instructions for your Welding helmet in PDF format for free! Find your manual VIKING 3350ADV - LINCOLN ELECTRIC and take your electronic device back in hand. On this page are published all the documents necessary for the use of your device. VIKING 3350ADV by LINCOLN ELECTRIC.
USER MANUAL VIKING 3350ADV LINCOLN ELECTRIC
Register your machine:
www.lincolnelectric.com/register
Authorized Service and Distributor Locator:
www.lincolnelectric.com/locator
Save for future reference
Date Purchased
Code: (ex: 10859)
Serial: (ex: U1060512345)
THANK YOU FOR SELECTING A QUALITY PRODUCT BY LINCOLN ELECTRIC.
PLEASE EXAMINE CARTON AND EQUIPMENT FOR DAMAGE IMMEDIATELY
When this equipment is shipped, title passes to the purchaser upon receipt by the carrier. Consequently, claims for material damaged in shipment must be made by the purchaser against the transportation company at the time the shipment is received.
SAFETY DEPENDS ON YOU
Lincoln arc welding and cutting equipment is designed and built with safety in mind. However, your overall safety can be increased by proper installation ... and thoughtful operation on your part. DO NOT INSTALL, OPERATE OR REPAIR THIS EQUIPMENT WITHOUT READING THIS MANUAL AND THE SAFETY PRECAUTIONS CONTAINED THROUGHOUT. And, most importantly, think before you act and be careful.

WARNING
This statement appears where the information must be followed exactly to avoid serious personal injury or loss of life.

CAUTION
This statement appears where the information must be followed to avoid minor personal injury or damage to this equipment.

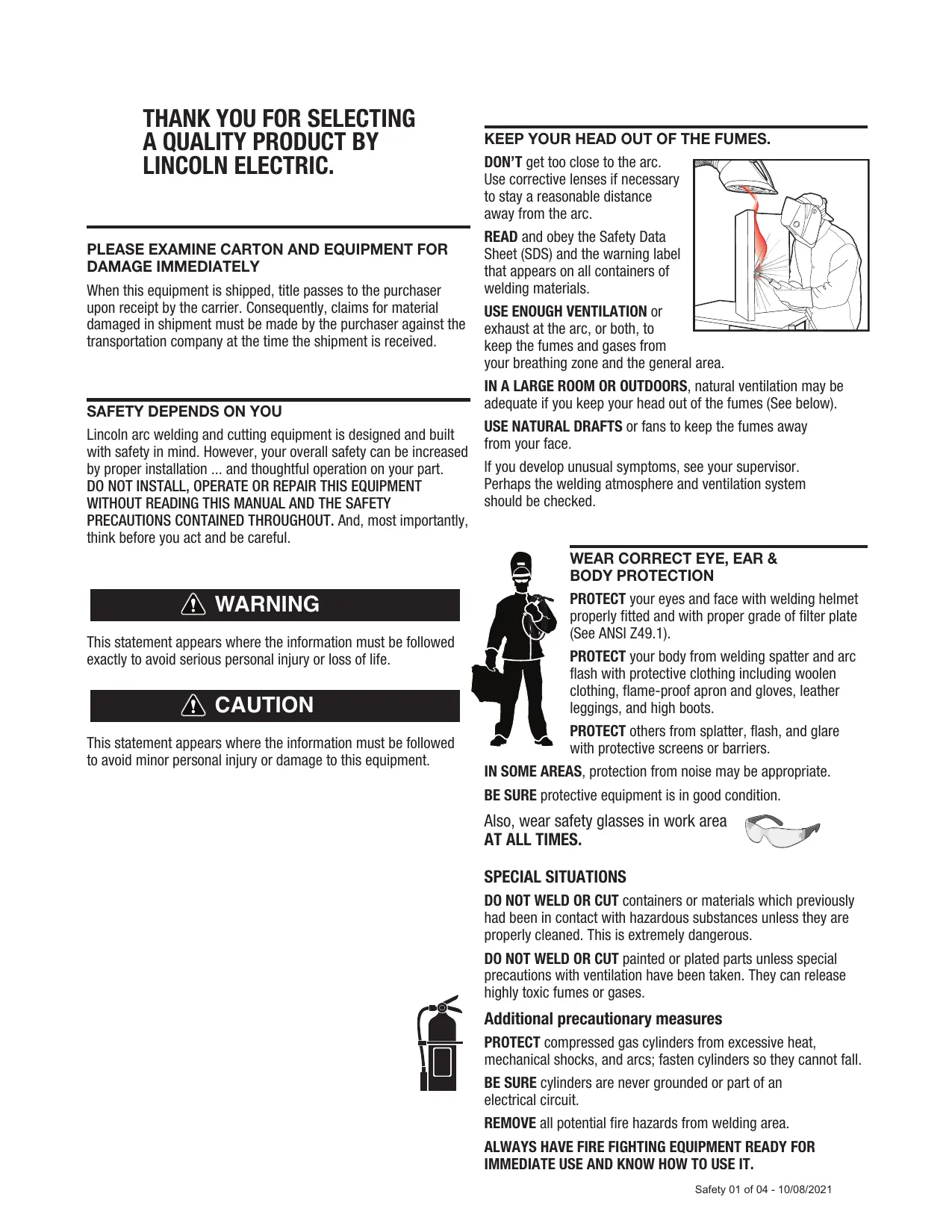
KEEP YOUR HEAD OUT OF THE FUMES.
DON'T get too close to the arc. Use corrective lenses if necessary to stay a reasonable distance away from the arc.
READ and obey the Safety Data Sheet (SDS) and the warning label that appears on all containers of welding materials.
USE ENOUGH VENTILATION or exhaust at the arc, or both, to keep the fumes and gases from your breathing zone and the general area.
IN A LARGE ROOM OR OUTDOORS, natural ventilation may be adequate if you keep your head out of the fumes (See below).
USE NATURAL DRAFTS or fans to keep the fumes away from your face.
If you develop unusual symptoms, see your supervisor. Perhaps the welding atmosphere and ventilation system should be checked.

WEAR CORRECT EYE, EAR & BODY PROTECTION
PROTECT your eyes and face with welding helmet properly fitted and with proper grade of filter plate (See ANSI Z49.1).
PROTECT your body from welding spatter and arc flash with protective clothing including woolen clothing, flame-proof apron and gloves, leather leggings, and high boots.
PROTECT others from splatter, flash, and glare with protective screens or barriers.
IN SOME AREAS, protection from noise may be appropriate.
BE SURE protective equipment is in good condition.
Also, wear safety glasses in work area AT ALL TIMES.

SPECIAL SITUATIONS
DO NOT WELD OR CUT containers or materials which previously had been in contact with hazardous substances unless they are properly cleaned. This is extremely dangerous.
DO NOT WELD OR CUT painted or plated parts unless special precautions with ventilation have been taken. They can release highly toxic fumes or gases.
Additional precautionary measures
PROTECT compressed gas cylinders from excessive heat, mechanical shocks, and arcs; fasten cylinders so they cannot fall.
BE SURE cylinders are never grounded or part of an electrical circuit.
REMOVE all potential fire hazards from welding area.
ALWAYS HAVE FIRE FIGHTING EQUIPMENT READY FOR IMMEDIATE USE AND KNOW HOW TO USE IT.
CALIFORNIA PROPOSITION 65 WARNINGS

WARNING: Breathing diesel engine exhaust exposes you to chemicals known to the State of California to cause cancer and birth defects, or reproductive harm.
Always start and operate the engine in a well-ventilated area.
If in an exposed area, vent the exhaust to the outside.
- Do not modify or tamper with the exhaust system.
- Do not idle the engine except as necessary.
For more information go to www.P65 warnings.ca.gov/diesel
WARNING: This product, when used for welding or cutting, produces fumes or gases which contain chemicals known to the State of California to cause birth defects and, in some cases, cancer. (California Health & Safety Code § 25249.5 et seq.)

WARNING: Cancer and Reproductive Harm www.P65 warnings.ca.gov
ARC WELDING CAN BE HAZARDOUS. PROTECT YOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH. KEEP CHILDREN AWAY. PACEMAKER WEARERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE OPERATING.
Read and understand the following safety highlights. For additional safety information, it is strongly recommended that you purchase a copy of "Safety in Welding & Cutting - ANSI Standard Z49.1" from the American Welding Society, P.O. Box 351040, Miami, Florida 33135 or CSA Standard W117.2. A Free copy of "Arc Welding Safety" booklet E205 is available from the Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
BE SURE THAT ALL INSTALLATION, OPERATION, MAINTENANCE AND REPAIR PROCEDURES ARE PERFORMED ONLY BY QUALIFIED INDIVIDUALS.

FOR ENGINE POWERED EQUIPMENT.

1.a. Turn the engine off before troubleshooting and maintenance work unless the maintenance work requires it to be running.
1.b. Operate engines in open, well-ventilated areas or vent the engine exhaust fumes outdoors.
1.c. Do not add the fuel near an open flame welding arc or when the engine is running. Stop the engine and allow it to cool before refueling to prevent spilled fuel from vaporizing on contact

with hot engine parts and igniting. Do not spill fuel when filling tank. If fuel is spilled, wipe it up and do not start engine until fumes have been eliminated.

1.d. Keep all equipment safety guards, covers and devices in position and in good repair. Keep hands, hair, clothing and tools away from V-belts, gears, fans and all other moving parts when starting, operating or repairing equipment.
1.e. In some cases it may be necessary to remove safety guards to perform required maintenance. Remove guards only when necessary and replace them when the maintenance requiring their removal is complete. Always use the greatest care when working near moving parts.
1.f. Do not put your hands near the engine fan. Do not attempt to override the governor or idler by pushing on the throttle control rods while the engine is running.
1.g. To prevent accidentally starting gasoline engines while turning the engine or welding generator during maintenance work, disconnect the spark plug wires, distributor cap or magneto wire as appropriate.
1.h. To avoid scalding, do not remove the radiator pressure cap when the engine is hot.
1.i. Using a generator indoors CAN KILL YOU IN MINUTES.
1. j. Generator exhaust contains carbon monoxide. This is a poison you cannot see or smell.
1.k. NEVER use inside a home or garage, EVEN IF doors and windows are open.
1.1. Only use OUTSIDE and far away from windows, doors and vents.
1.m. Avoid other generator hazards. READ MANUAL BEFORE USE.



ELECTRIC AND MAGNETIC FIELDS MAY BE DANGEROUS

2.a. Electric current flowing through any conductor causes localized Electric and Magnetic Fields (EMF). Welding current creates EMF fields around welding cables and welding machines
2.b. EMF fields may interfere with some pacemakers, and welders having a pacemaker should consult their physician before welding.
2.c. Exposure to EMF fields in welding may have other health effects which are now not known.
2.d. All welders should use the following procedures in order to minimize exposure to EMF fields from the welding circuit:
2.d.1. Route the electrode and work cables together - Secure them with tape when possible.
2.d.2. Never coil the electrode lead around your body.
2.d.3. Do not place your body between the electrode and work cables. If the electrode cable is on your right side, the work cable should also be on your right side.
2.d.4. Connect the work cable to the workpiece as close as possible to the area being welded.
2.d.5. Do not work next to welding power source.

ELECTRIC SHOCK CAN KILL.

3.a. The electrode and work (or ground) circuits are electrically "hot" when the welder is on. Do not touch these "hot" parts with your bare skin Wear dry, hole-free gloves to insulate hands.
3.b. Insulate yourself from work and ground using dry insulation. Make certain the insulation is large enough to cover your full area of physical contact with work and ground.
In addition to the normal safety precautions, if welding must be performed under electrically hazardous conditions (in damp locations or while wearing wet clothing; on metal structures such as floors, gratings or scaffolds; when in cramped positions such as sitting, kneeling or lying, if there is a high risk of unavoidable or accidental contact with the workpiece or ground) use the following equipment:
- Semiautomatic DC Constant Voltage (Wire) Welder.
- DC Manual (Stick) Welder.
- AC Welder with Reduced Voltage Control.
3.c. In semiautomatic or automatic wire welding, the electrode, electrode reel, welding head, nozzle or semiautomatic welding gun are also electrically "hot".
3.d. Always be sure the work cable makes a good electrical connection with the metal being welded. The connection should be as close as possible to the area being welded.
3.e. Ground the work or metal to be welded to a good electrical (earth) ground.
3.f. Maintain the electrode holder, work clamp, welding cable and welding machine in good, safe operating condition. Replace damaged insulation.
3.g. Never dip the electrode in water for cooling.
3.h. Never simultaneously touch electrically "hot" parts of electrode holders connected to two welders because voltage between the two can be the total of the open circuit voltage of both welders.
3.i. When working above floor level, use a safety belt to protect yourself from a fall should you get a shock.
3.j. Also see Items 6.c. and 8.

ARC RAYS CAN BURN.

4.a. Use a shield with the proper filter and cover plates to protect your eyes from sparks and the rays of the arc when welding or observing open arc welding. Headshield and filter lens should conform to ANSI Z87. I standards.
4.b. Use suitable clothing made from durable flame-resistant material to protect your skin and that of your helpers from the arc rays.
4.c. Protect other nearby personnel with suitable, non-flammable screening and/or warn them not to watch the arc nor expose themselves to the arc rays or to hot spatter or metal.

5.a. Welding may produce fumes and gases hazardous to health. Avoid breathing these fumes and gases. When welding, keep your head out of the fume. Use enough ventilation and/or exhaust at the arc to keep fumes and gases away from the breathing zone. When welding hardfacing (see instructions on container or SDS) or on lead or cadmium plated steel and other metals or coatings which produce highly toxic fumes, keep exposure as low as possible and within applicable OSHA PEL and ACGIH TLV limits using local exhaust or mechanical ventilation unless exposure assessments indicate otherwise. In confined spaces or in some circumstances, outdoors, a respirator may also be required. Additional precautions are also required when welding on galvanized steel.
- b. The operation of welding fume control equipment is affected by various factors including proper use and positioning of the equipment, maintenance of the equipment and the specific welding procedure and application involved. Worker exposure level should be checked upon installation and periodically thereafter to be certain it is within applicable OSHA PEL and ACGIH TLV limits.
5.c. Do not weld in locations near chlorinated hydrocarbon vapors coming from degreasing, cleaning or spraying operations. The heat and rays of the arc can react with solvent vapors to form phosgene, a highly toxic gas, and other irritating products.
5.d. Shielding gases used for arc welding can displace air and cause injury or death. Always use enough ventilation, especially in confined areas, to insure breathing air is safe.
5.e. Read and understand the manufacturer's instructions for this equipment and the consumables to be used, including the Safety Data Sheet (SDS) and follow your employer's safety practices. SDS forms are available from your welding distributor or from the manufacturer.
5.f. Also see item 1.b.

WELDING AND CUTTING SPARKS CAN CAUSE FIRE OR EXPLOSION.

6.a. Remove fire hazards from the welding area. If this is not possible, cover them to prevent the welding sparks from starting a fire. Remember that welding sparks and hot materials from welding can easily go through small cracks and openings to adjacent areas. Avoid welding near hydraulic lines. Have a fire extinguisher readily available.
6.b. Where compressed gases are to be used at the job site, special precautions should be used to prevent hazardous situations. Refer to "Safety in Welding and Cutting" (ANSI Standard Z49.1) and the operating information for the equipment being used.
6.c. When not welding, make certain no part of the electrode circuit is touching the work or ground. Accidental contact can cause overheating and create a fire hazard.
6.d. Do not heat, cut or weld tanks, drums or containers until the proper steps have been taken to insure that such procedures will not cause flammable or toxic vapors from substances inside. They can cause an explosion even though they have been "cleaned". For information, purchase "Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances", AWS F4.1 from the American Welding Society (see address above).
6.e. Vent hollow castings or containers before heating, cutting or welding. They may explode.
6.f. Sparks and spatter are thrown from the welding arc. Wear oil free protective garments such as leather gloves, heavy shirt, cuffless trousers, high shoes and a cap over your hair. Wear ear plugs when welding out of position or in confined places. Always wear safety glasses with side shields when in a welding area.
6.g. Connect the work cable to the work as close to the welding area as practical. Work cables connected to the building framework or other locations away from the welding area increase the possibility of the welding current passing through lifting chains, crane cables or other alternate circuits. This can create fire hazards or overheat lifting chains or cables until they fail.
6.h. Also see item 1.c.
6.1. Read and follow NFPA 51B "Standard for Fire Prevention During Welding, Cutting and Other Hot Work", available from NFPA, 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6.j. Do not use a welding power source for pipe thawing.

CYLINDER MAY EXPLODE IF DAMAGED.
7.a. Use only compressed gas cylinders containing the correct shielding gas for the process used and properly operating regulators designed for the gas and pressure used. All hoses, fittings, etc. should be suitable for the application and maintained in good condition.

7.b. Always keep cylinders in an upright position securely chained to an undercarriage or fixed support.
7.c. Cylinders should be located:
- Away from areas where they may be struck or subjected to physical damage.
- A safe distance from arc welding or cutting operations and any other source of heat, sparks, or flame.
7.d. Never allow the electrode, electrode holder or any other electrically "hot" parts to touch a cylinder.
7.e. Keep your head and face away from the cylinder valve outlet when opening the cylinder valve.
7.f. Valve protection caps should always be in place and hand tight except when the cylinder is in use or connected for use.
7.g. Read and follow the instructions on compressed gas cylinders, associated equipment, and CGA publication P-I, "Precautions for Safe Handling of Compressed Gases in Cylinders," available from the Compressed Gas Association, 14501 George Carter Way Chantilly, VA 20151.

FOR ELECTRICALLY POWERED EQUIPMENT.

8.a. Turn off input power using the disconnect switch at the fuse box before working on the equipment.
8.b. Install equipment in accordance with the U.S. National Electrical Code, all local codes and the manufacturer's recommendations.
8.c. Ground the equipment in accordance with the U.S. National Electrical Code and the manufacturer's recommendations.
Refer to
http://www.lincolnelectric.com/safety for additional safety information.
FCC
Contains: FCC ID: 2AJY8-LEB00030451
This equipment has been tested and found to comply with the limits for a Class B digital device, pursuant to part 15 of the FCC Rules. These limits are designed to provide reasonable protection against harmful interference in a residential installation. This equipment generates, uses and can radiate frequency energy and, if not installed and used in accordance with the instructions, may cause harmful inter-ference to radio communications. However, there is no guarantee that interference will not occur in a particular installation. If this equipment does cause harmful interference to radio or television reception, which can be determined by turning the equipment off and on, the user is encouraged to try to connect the interference by one or more of the following measures:
Reorient or relocate the receiving antenna.
- Increase the separation between the equipment and receiver.
- Connect the equipment into an outlet on a circuit different from that to which the receiver is connected.
- Consult the dealer or an experienced radio/TC technician for help.
This device complies with part 15 of FCC rules. Operation is subject to the following two conditions:
- This device may not cause harmful interference.
- This device must accept any interference received, including interference that may cause undesired operation.
Change or modifications that are not expressly approved by the manufacturer could void the user's authority to operate the equipment.
This equipment complies with FCC radiation exposure limits set forth for an uncontrolled environment. This equipment can be installed and operated at a distance equal to or less than 5mm between the radiator and your body.
Innovation, Science, and Economic Development Canada
Contains: IC: 22017-LEB00030451 HVIN: M26970
This device complies with Innovation, Science, and Economic Development Canada license-exempt RSS standard(s). Operation 1s subject to the following two conditions:
- This device may not cause interference, and
- This device must accept any interference, including interference that may cause undesired operation of the device.
This equipment complies with RSS-102 radiation exposure limits set forth for an uncontrolled environment. This equipment can be installed and operated at a distance equal to or less than 5mm between the radiator and your body.
| TABLE OF CONTENTS | Page |
| SAFETY WARNINGS – READ BEFORE USING | 1 |
| HELMET INFORMATION | 2 |
| SPECIFICATIONS | 3 |
| OPERATING INSTRUCTIONS | 4 |
| GRIND MODE OPERATION | 5 |
| LED LIGHT OPERATION | 5 |
| LED BATTERY REPLACEMENT | 6 |
| CARTRIDGE OPERATIONS/FEATURES | 7 |
| HELMET STARTUP INSTRUCTIONS | 11 |
| MEMORY SETTINGS | 12 |
| CARTRIDGE OPERATIONS/FEATURES | 13 |
| SHADE GUIDE SETTINGS | 14 |
| CARTRIDGE AND LENS REPLACEMENT | 15 |
| TROUBLESHOOTING | 16 |
| WARRANTY INFORMATION | 17 |
| REPLACEMENT PARTS | 17 |
| OPTIONAL ACCESSORIES | 17 |
SAFETY WARNINGS - READ BEFORE USING

WARNING

ARC Rays can injure eyes and burn skin
- Before welding, always inspect helmet and filter lens to be sure they are fitted properly, in good condition and not damaged.
- Check to see that the clear lens is clean and securely attached to the helmet.
- Always wear safety glasses or goggles under the welding helmet and protective clothing to protect your skin from radiation, burns and spatter.
- Ensure that optical radiation from other welder's arcs in the immediate area does not enter in front of the helmet and auto-darkening filter.
Note: Auto-darkening filters in Lincoln helmets are designed to protect the user against harmful ultra-violet and infrared rays both in the dark and light states. No matter what shade the filter is set to, the UV/IR protection is always present.

FUMES AND GASES can be dangerous to your health.
- Keep your head out of fumes.
- Use enough ventilation or exhaust at the arc or both to keep fumes and gases from your breathing zone and general area.
- When welding with electrodes which require special ventilation such as stainless or hard facing (see instructions on container or MSDS) or on lead or cadmium plated steel and other metals or coatings which produce highly toxic fumes, keep exposure as low as possible and within applicable OSHA PEL and ACGIH TLV limits using local exhaust or mechanical ventilation. In confined spaces or in some circumstances, outdoors, a respirator may be required. Additional precautions are also required when welding on galvanized steel.
Refer to http://www.lincolnelectric.com/safety for additional safety information.
HELMET INFORMATION
This Auto-Darkening Welding Helmet will automatically change from a light state (shade 3.5) to a dark state (Shade 5-13) when arc welding starts.
The filter automatically returns to a light state when the arc stops.
Match your welding application to the shade indicated on the shade chart. (See Page 14)
- Operating temperature: 14^ F 131^ F( -10^ C 55^ C) .
- Do not use or open the auto-darkening filter if damaged by shock, vibration or pressure.
- Keep the sensors and solar cell clean. Clean the filter cartridge using a soapy water solution and soft cloth which should be damp but not saturated.
This Auto-Darkening Welding Helmet is designed for use with GMAW, GTAW, MMAW welding, or Plasma Arc and air carbon arc cutting.
The cartridge provides protection from harmful UV and IR radiation, in both dark and light states.
The cartridge contains five sensors to detect the light from the welding arc, resulting in the lens darkening to a selected welding shade.
- Do not use solvents or abrasive cleaning detergent.
- If cover lens is spattered or covered with dirt, it should be replaced immediately.
- Use only replacement parts specified in this manual.
- Do not use the helmet without inside and outside cover lenses properly installed.
SPECIFICATIONS
| Optical Class | 1/1/1/1 |
| LCD Viewing Area | 95 x 80 mm (3.74 x 3.15 in.) |
| Cartridge size | 114 x 133mm (4.50 x 5.25in.) |
| UV/IR Protection | Up to Shade DIN 16 at all times |
| Arc Sensors | 5 |
| Light State Shade | DIN 3.0 |
| Variable Welding Shades | DIN 5 to 13 |
| Shade Control | Digital display variable shade control |
| Power Supply | Solar cell with battery assist |
| Low Battery Warning | Red Light |
| Grind Warning | Green Light |
| Battery | CR2450 Lithium (1 Required) |
| Power On/Off | Fully automatic |
| Light to Dark Switching Time | 0.00004 sec. (1/25,000 sec.) |
| Dark to Light Switching Time | 0.05 sec. (Short) to 1.0 sec. (Long) |
| Sensitivity Control | Digital display variable control |
| TIG Rating | DC≥ 2 amps; AC≥ 2 amps |
| Operating Temperature | 14°F ~ 131°F (-10°C ~ 55°C) |
| Storage Temperature | -4° ~ 158°F (-20°C ~ 70°C) |
| Total Weight | Black 669g (23.60 Oz.) Black with LED 712g (25.12 Oz.) Graphic 676g (23.85 Oz.) Graphic with LED 719g (25.67Oz.) |
| Compliance(1) | ANSI Z87.1, CSA Z94.3 |
OPERATING INSTRUCTIONS
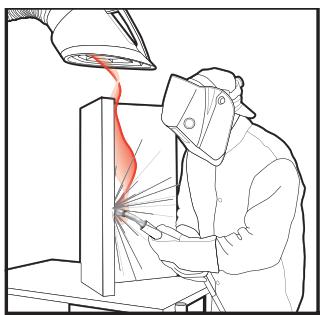
Headgear Adjustment
HEAD SIZE ADJUSTMENT: HEADGEAR TIGHTNESS is adjusted by turning the Ratchet Knob to the right or left to adjust for the desired head size.
This knob is located at the back of the helmet. HEADGEAR CROWN
ADJUSTMENT is made by adjusting the comfort then placing the strap under the guide and snapping the pins into the holes to lock securely in place.
TILT: Tilt adjustment is located on the right side of the helmet. Loosen the right headgear tension knob and push the top end of the adjustment lever outward until the lever's Stop Tab clears the notches. Then rotate the lever forward or back to the desired tilt position. The Stop will automatically engage again when released locking the helmet into position.
FORE / AFT ADJUSTMENT: Adjusts the distance between the user's face and lens. To adjust, slide and hold the spring loaded caps upward while moving the headgear into one of four slotted locations. Once the desired distance has been achieved let go of the cap and it will return to its resting position once the adapter is secured in one of the four slots. NOTE: Make sure both sides are equally positioned for proper orientation.
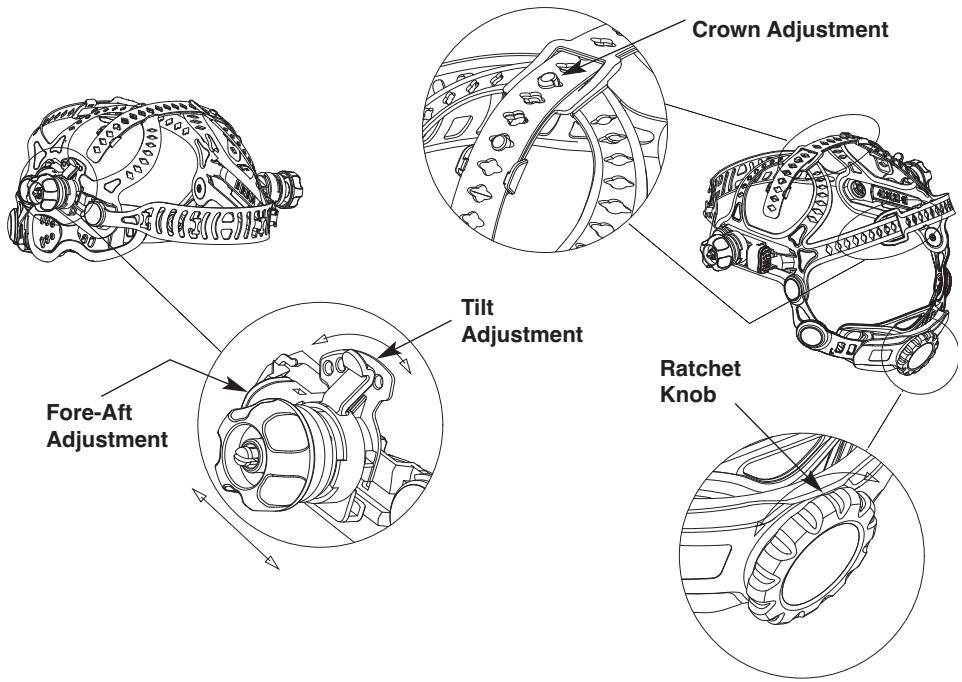
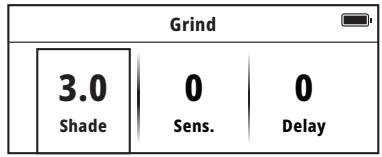
In order to switch the Auto Darkening Filter from a Cutting or Welding Shade into Grind Mode first locate the silicone button on the left side of the helmet. After the button has been located press and hold it for 3 seconds. A green LED on the cartridge should blink every 3 seconds after the button is pressed to indicate you are in Grind mode. To switch back to the previous Cutting or Welding shade simply press and hold the button for 3 seconds. Grind mode is intended for grinding only not for welding.
LED LIGHT OPERATION
In order to turn on the external LED, press and hold the second smaller silicone button for 3 seconds, as shown in the image. To turn the external LED off, press and hold the same button for 3 seconds.
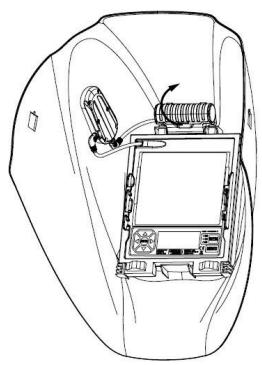
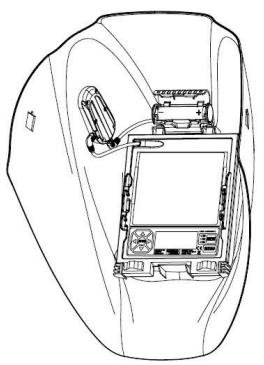
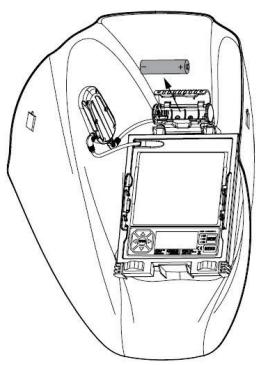
LED BATTERY REPLACEMENT
The LED uses a standard AA battery. To replace the battery, open the battery compartment door as shown in the image below. Orient the battery as shown.
CARTRIDGE OPERATION/FEATURES
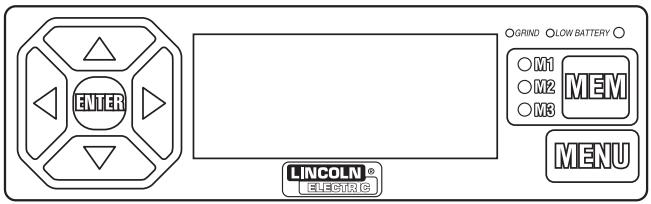
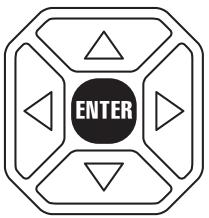
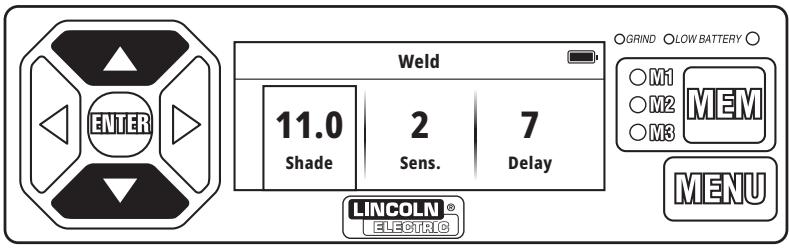
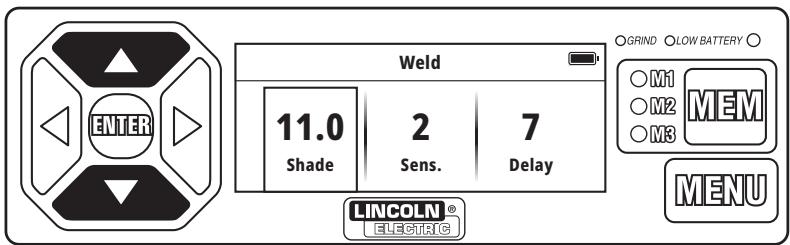
Main Modes
This helmet has 4 main modes: Weld, Cut, Grind, and Auto. Press ENTER to change modes. Press the up, down, left, and right arrows on the control pad to move between options and to select shade, sensitivity, and delay parameters.
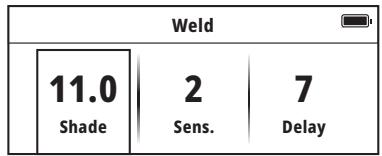
Variable Shade Control
The shade can be adjusted from shade 5 to 13 based upon welding process or application (refer to Shade selection chart on Page 14). Press the ENTER button to select Weld Mode. Press the up and down arrows on the control pad to select the desired shade between 9 and 13 displayed on the screen.
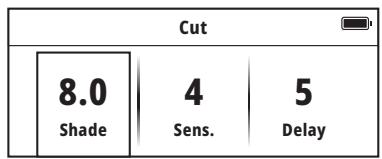
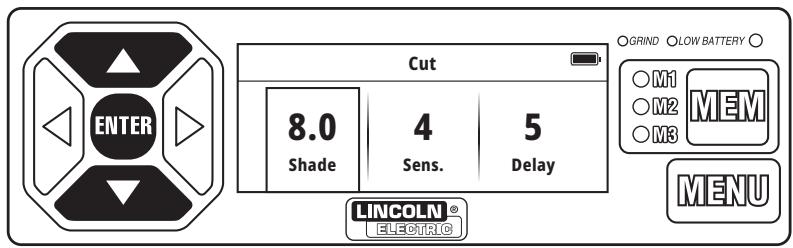
Press the ENTER button to select Cut Mode. Press the up and down arrows to select the desired shade between 5 and 8.5 displayed on the screen.
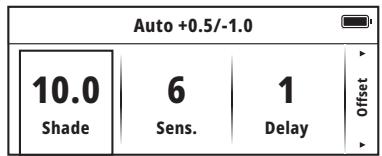
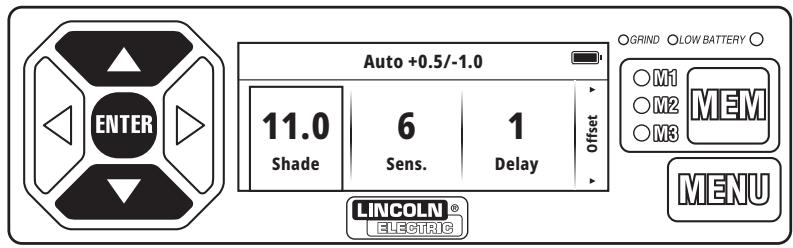
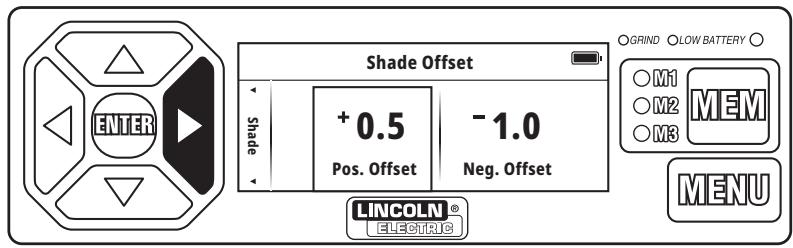
Auto Mode Settings
Press the ENTER button to select Auto Mode. The shade is fixed at 11.0. Press the RIGHT arrow to access the Shade Offset Screen. Press the UP and DOWN arrows to set your offset.
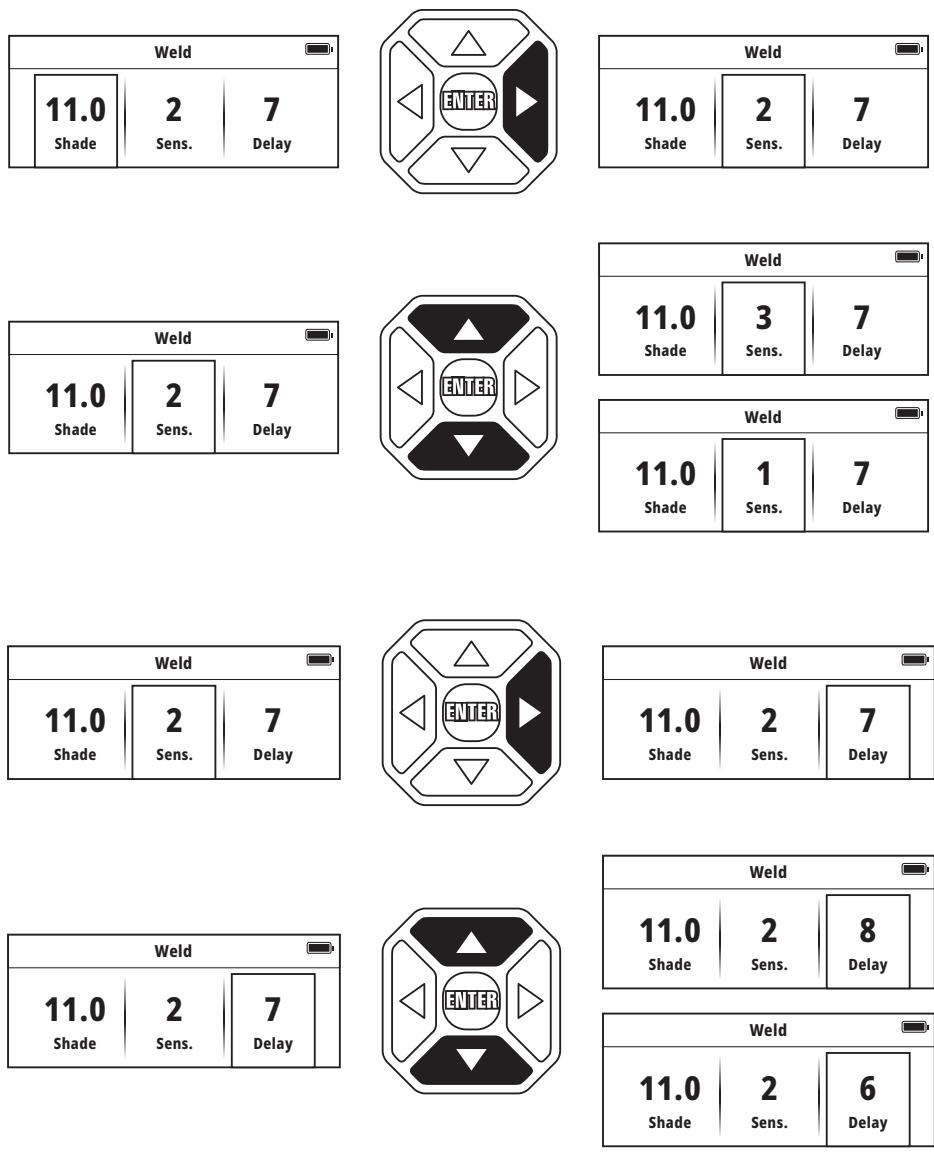
Sensitivity and Delay Control
Press the ENTER button to select Weld, Cut, or Auto Mode. Use the LEFT and RIGHT arrows to move between the shade, sensitivity, and delay parameter selections. Use the UP and DOWN buttons to select your Delay value from 0 to 10 and Sensitivity value from 0 to 6. A higher setting increases the sensitivity which makes the ADF cartridge more sensitive to light. When the helmet is used in the presence of excess ambient light or with another welding machine close by, improved helmet performance can be obtained with a lower setting.
The delay control is designed to protect the welder's eyes from the strong residual rays after welding. Changing the delay settings will vary the dark to light time between 0.05 seconds (Level 0) and 1.0 seconds (Level 10). The Level 10 setting is recommended for high amperage applications where the weld puddle is still very bright after the welding arc has ceased and for situations where the filter may be temporarily blocked from seeing the welding arc.
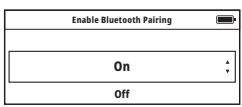
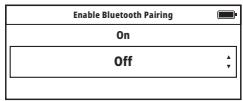
Start Up and BluetoothTM Setup
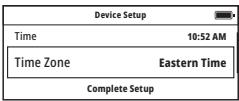
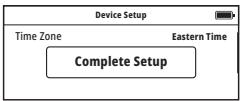
When you first turn on your helmet, a startup sequence will be executed. Select to enable Bluetooth™. If you select to pair to a device, the date and time will be correlated to match the device. If you select to not pair a device at that time, you will be prompted to enter the date, time, and time zone so that arc info and part maintenance can be accurately reported.



Memories
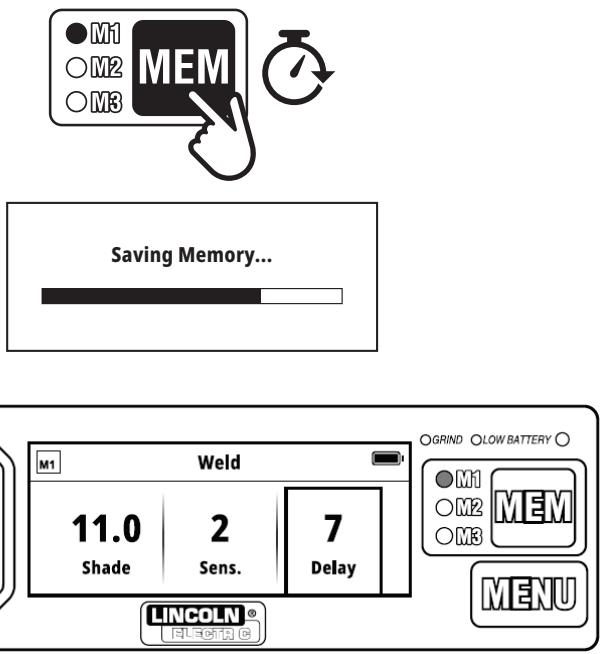
Press MEM to access the memory menu. Use the UP and DOWN arrows to scroll between Memory 1, Memory 2, and Memory 3. Press ENTER to select desired memory.
To save the selected parameters to a new memory, select desired parameters on the main screen. Press MEM to access the memory menu. Use the UP and DOWN arrows to choose which memory to override. Then press and hold MEM to save.
MENU
Press MENU to access the menu options including: Bluetooth™, Arc Info, Maintenance and Diagnostics, Display Settings, and Certifications.
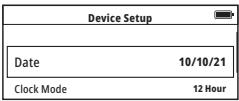
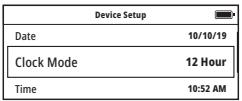
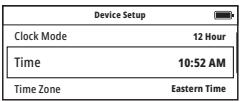
Display Settings
Display Settings contains the following options: Brightness, Screen Saver, Display Battery Life, Sleep Timer, Language, Date, Clock Mode, Time, and Time Zone.
BluetoothTM) ON/OFF
To turn your BluetoothTM pairing on or off select MENU then Bluetooth.
Certifications
To locate the ID numbers for local regulatory wireless communication certification, select MENU then select the Certifications option.
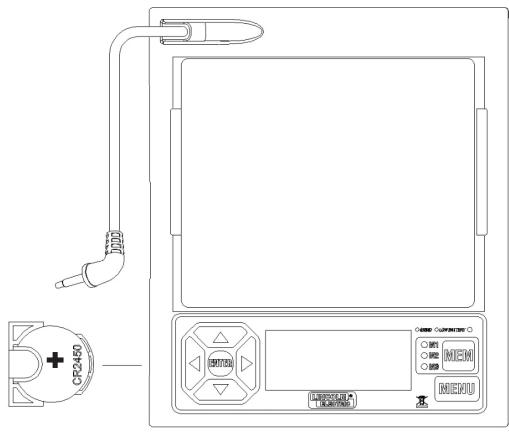
Power
This ADF is powered by a replaceable battery and solar power. The battery is located at the bottom corner of the ADF cartridge. Replace the battery when the LOW BATTERY light is lit. See the specification chart on page 3 for the type of battery required.
HELMET CARE AND MAINTENANCE
Cleaning: Clean helmet by wiping with a soft cloth. Clean cartridge surfaces regularly. Do not use strong cleaning solutions. Clean sensors and solar cells with soapy water solution and a clean cloth and wipe dry with a lint-free cloth. Do NOT submerge shade cartridge in water or other solution.
Storage: Store in a clean, dry location.
SHADE GUIDE SETTINGS
| GUIDE FOR SHADE NUMBERS | ||||
| OPERATION | ELECTRODE SIZE1/32 in. (mm) | ARCCURRENT (A) | MINIMUMPROTECTIVESHADE | SUGGESTED(1)SHADE NO.(COMFORT) |
| Shielded metal arc welding | Less than 3 (2.5)3-5 (2.5-4)5-8 (4-6.4)More than 8 (6.4) | Less than 6060-160160-250250-550 | 781011 | -101214 |
| Gas metal arc welding and flux cored arc welding | Less than 6060-160160-250250-500 | 7101010 | -111214 | |
| Gas tungsten arc welding | Less than 5050-150150-500 | 8810 | 101214 | |
| Air carbon Arc cutting | (Light)(Heavy) | Less than 500500-1000 | 1011 | 1214 |
| Plasma arc welding | Less than 2020-100100-400400-800 | 681011 | 6 to 8101214 | |
| Plasma arc cutting | (Light)(2)(Medium)(2)(Heavy)(2) | Less than 300300-400400-800 | 89910 | 91214 |
| Torch brazing | - | - | 3 or 4 | |
| Torch soldering | - | - | 2 | |
| Carbon arc welding | - | - | 14 | |
| PLATE THICKNESS | ||||
| in. mm | ||||
| Gas welding | ||||
| Light | Under 1/8 | Under 3.2 | 4 or 5 | |
| Medium | 1/8 to 1/2 | 3.2 to 12.7 | 5 or 6 | |
| Heavy | Over 1/2 | Over 12.7 | 6 or 8 | |
| Oxygen cutting | ||||
| Light | Under 1 | Under 25 | 3 or 4 | |
| Medium | 1 to 6 | 25 to 150 | 4 or 5 | |
| Heavy | Over 6 | Over 150 | 5 or 6 | |
(1) As a rule of thumb, start with a shade that is too dark, then go to a lighter shade which gives sufficient view of the weld zone without going below the minimum. In oxyfuel gas welding or cutting where the torch produces a high yellow light, it is desirable to use a filter lens that absorbs the yellow or sodium line the visible light of the (spectrum) operation.
(2) These values apply where the actual arc is clearly seen. Experience has shown that lighter filters may be used when the arc is hidden by the workpiece.
Data from ANSI Z49.1-2005
If your helmet does not include any one of the shades referenced above, it is recommended you use the next darker shade.
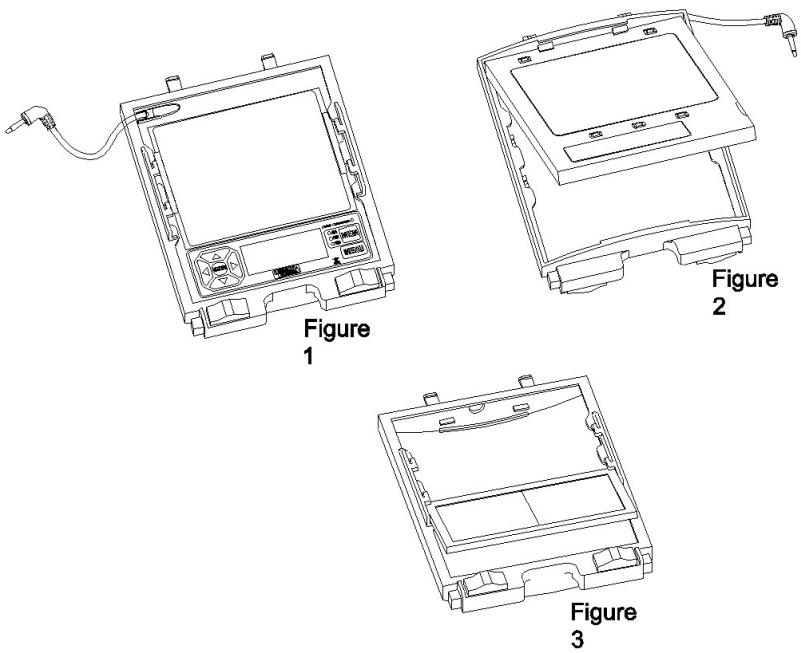
CARTRIDGE AND LENS REPLACEMENT
Replacing Front Clear Cover Lens: Replace the front cover lens if it is damaged. Remove ADF holder assembly per Figure 1. Remove front cover lens from helmet assembly. Carefully remove gasket from cover lens. Install new cover lens into gasket and assemble to helmet shell. Make sure to assemble cover lens and gasket into helmet shell the same way as it was removed.
Replacing Inside Clear Lens: Replace the inside clear lens if it is damaged. Place your fingernail in recess above cartridge view window and flex lens upwards until it releases from edges of cartridge view window.
Change the Shade Cartridge: Remove ADF holder assembly from helmet shell. See figure 1 for removal. Flex bottom end of the ADF holder to allow for ADF cartridge to be removed from frame. Install new ADF cartridge into frame per figure 2 below. Make sure that the ADF cartridge is inserted in ADF holder correctly as shown. Install ADF holder assembly into helmet shell.
Installing an Aftermarket Magnifying Lens: Simply slide the magnifying lens into the short rail located on the sides of ADF holder per Figure 3. Shade cartridge must be removed from ADF holder to install magnifying lens.
TROUBLESHOOTING GUIDE
Test your shade cartridge prior to welding by directing the front of the cartridge toward a bright source of light. Then, using your fingers, rapidly cover and uncover the sensors. The cartridge should darken momentarily as the sensor is exposed. A torch striker can also be used.
| PROBLEM | POSSIBLE CAUSE | SOLUTION |
| Filter does not darken when TEST button is pushed. | Low battery. | Replace battery. |
| Difficult to see through filter. | Front cover lens dirty. | Clean or replace front cover lens. |
| Cartridge dirty. | Clean the Auto-Darkening cartridge with soapy water solution and soft cloth. | |
| Filter does not darken when arc is struck. | Sensitivity is set too low. | Adjust sensitivity to required level. |
| Front cover lens dirty. | Clean or replace front cover lens. | |
| Front cover lens is damaged. | Check for cracked or pitted front cover lens and replace as required. | |
| Sensors are blocked or Solar panel is blocked. | Make sure you are not blocking the sensors or solar panels with your arm or other obstacle while welding. Adjust your position so that the sensors can see the weld arc. | |
| Grind Mode Selected | Make sure proper shade is selected. | |
| Filter darkening without arc being struck. | Sensitivity set too high. | Adjust sensitivity to required level. |
| Filter remains dark after completing a weld. | Delay time set too high. | Adjust delay time to required level. |
| Helmet will not switch to grind mode after pressing button. | Button was not held for 3 seconds. | Press and hold button for 3 seconds. |
| Plug-in jack from filter is not completely inserted in the button port. | Remove plug-in jack from the button port and re-insert it into the port. | |
| Filter does not darken when TEST button is pushed. | Low battery. | Replace battery. |
| LED indicator light flashes, but the LED will not turn on after pressing button. | Low battery. | Replace AA battery. |
| Plug-in jack from filter is not completely inserted in the button port. | Remove plug-in jack from the button port and re-insert it into the port. |
| WARNING | ||
| ADF is cracked. Weld spatter is damaging the filter. | Cease (STOP) using this product if this problem exists. UV/IR protection may be compromised resulting in burns to the eyes and skin. | |
| Missing, damaged, broken, cracked or distorted front cover lens. | Replace front cover lens as needed. | |
WARRANTY INFORMATION - Reference IMWS1 included in Literature.
SPATTER DAMAGE IS NOT COVERED BY WARRANTY:
Do not use this product without the correct protective clear lenses installed properly on both sides of the Auto-Darkening Filter cartridge (ADF). The clear lenses supplied with this helmet are properly sized to work with this product and substitutions from other suppliers should be avoided.
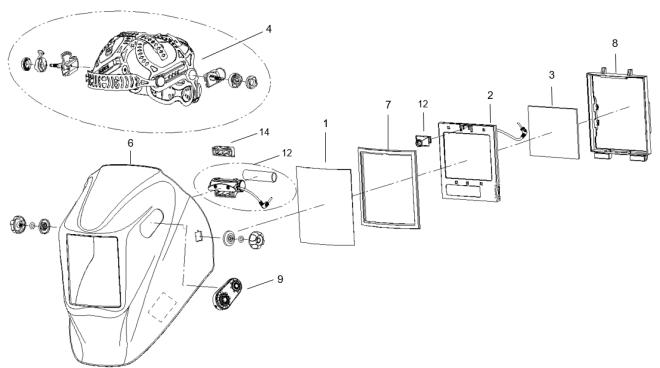
REPLACEMENT PARTS
| ITEM | PART NO. | DESCRIPTION | QTY |
| 1 | KP2898-1 | OUTSIDE CLEAR LENS (PKG. QTY: 5) | 1 |
| 2 | KP3045-5 | ADF CARTRIDGE | 1 |
| 3 | KP3044-1 | INSIDE CLEAR LENS (PKG. QTY: 5) | 1 |
| 4 | KP4470-1 | HEADGEAR ASSEMBLY (INCLUDING SWEATBAND & RETROFIT WASHER) | 1 |
| 5* | KP2930-1 | SWEATBAND (PKG. QTY: 2) | 1 |
| 6 | KP4561-2 | MATTE BLACK REPLACEMENT SHELL | 1 |
| 7 | S27978-206 | OUTSIDE CLEAR LENS SEAL | 1 |
| 8 | S27978-153 | ADF HOLDER | 1 |
| 9 | KP5246-1 | GRIND BUTTON ASSEMBLY | 1 |
| 10* | KP4491-1 | CR2450 REPLACEMENT BATTERY | 1 |
| 11* | KP4541-1 | HEADGEAR CUSHION BACK PAD (PKG. QTY. 2) | 1 |
| 12 | KP5245-1 | LED LIGHT KIT | 1 |
| 13* | S27978-217 | LED ATTACHMENT COVER | 1 |
| 14 | S27978-211 | LED BATTERY HOUSING ATTACHMENT COVER | 1 |
| 15* | S27978-218 | ADF BATTERY CLIP | 1 |
| OPTIONAL ACCESSORIES | ||
| PART NO. | DESCRIPTION | QTY |
| KP3046-100 | CHEATER LENS 1.00 MAGNIFICATION | 1 |
| KP3046-125 | CHEATER LENS 1.25 MAGNIFICATION | 1 |
| KP3046-150 | CHEATER LENS 1.50 MAGNIFICATION | 1 |
| KP3046-175 | CHEATER LENS 1.75 MAGNIFICATION | 1 |
| KP3046-200 | CHEATER LENS 2.00 MAGNIFICATION | 1 |
| KP3046-225 | CHEATER LENS 2.25 MAGNIFICATION | 1 |
| KP3046-250 | CHEATER LENS 2.50 MAGNIFICATION | 1 |
| KP3047-1 | HALO STYLE HARD HAT ADAPTER | 1 |
| KP3486-1 | SLOTTED HARD HAT ADAPTER | 1 |
NOTES:
|  |  |  |  |
| WARNING | - Do not touch electrically live parts or electrode with skin or wet clothing. - Insulate yourself from work and ground. | - Keep flammable materials away. | - Wear eye, ear and body protection. |
| Spanish AVISO DE PRECAUCION | - No toque las partes o los electrodos bajo energia con la piel o ropa moja- da. - Aislese del trabajo y de la tierra. | - Mantenga el material combustible fauna del aire de trabajo. | - Protéjase los ojos, los oídos y el cuerpo. |
| French ATTENTION | - Ne laissez ni la peau ni des vete- ments mouillés entre en contact avec des pièces sous tension. - Isolez-vous du travail et de la terre. | - Gardez à l'écart de tout matériel inflammable. | - Protégez vos yeux, vos oreilles et votre corps. |
| German WARNING | - Berühren Sie keine stromfuhrenden Teile oder Elektroden mit ihrem Körperper oder feuchter Kleidung! - Isolieren Sie sich von den Elektroden und dem Erdboden! | - Entfernen Sie brennbarres Material! | - Tragen Sie Augen-, Ohren- und Kör- perschutz! |
| Portuguese ATENÇAO | - Não toque partes electrolyticas e elec- trados com a pele ou roupa molha- da. - Isole-se da peça e terra. | - Mantenha inflamáveis bem guarda- dos. | - Use proteção para a vista, ouvido e死角. |
| Japanese 注意事項 | - 通電中的電気部品、又は溶材にヒ フやゆた布で触れないご。 - 施工物やアスから身体が絶縄さ 裁いる様にして下さ。 | - 燃えやすいの側の溶接作業 是绝对にしは%=なりません。 | - 目、耳及び身体に保護具をじて下 さ。 |
| Chinese 警告 | - 皮肤或濕衣物切勿接觸帶電部件及 錯條。 - 使你自己與地面和工件絕緣。 | - 把一切易燃物品移離工作場所。 | - 佩戴眼、耳及身體勞動保護用具。 |
| Korean 武 嘉 | - 전드체내运用목상遍布于 기级以上无疑是 所以多或多的相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等于相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相等相 | - 人脸识别、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真、写真 | - 真, 凶与 体上, 影响健康。 |
| Arabic | - محيى لبيحيى بعس الحرفية و محيى لبيحيى بعس الحرفية . - محيى لبيحيى بعس الحرفية . - محيى لبيحيى بعس الحرفية . - محيى لبيحيى بعس الحرفية . - محيى لبيحيى بعس الحرفية . - محيى لبيحيى بعس الحرفية . - محيى لبيحيى بعس الحرفية . - محيى لبيحيى بعths . - محيى لبيحيى بعس الحرفية . - محيى لبيحيى بعس الحرفية . - محيى لبيحيى بعس الحرفية . - محيى لبيحيى بعس الحرفية . - محيى لبيحيى بعس الحرفية . - محيى لبيحيى بعس الحرفية . - محيى لبيحيى bengبير . - محيى لبيحيى بعس الحرفية . - محيى lrikر . - محيى lrikر . - محيى lrikr . - محيى lrikr . - محيى lrikr . - محيى lrikr . - محيى lrikr . - محيى lrikr . - محيى lrikr . - محيى lrikr . - محيى lrikr . - محيى lrikr . - محيى lrikr . - محيى lrikr . - محيى lrikr . - مjmp . - مjmp . - مjmp . - مjmp . - مjmp . - مjmp . - مjmp . - مjmp . - مjmp . - مjmp . - مjmp . - مjmp . - مjmp . - مjmp . - مjmp . - مjmp . - مjmp . - مjmp . - مjmp . - مjmp . - مjmp . - مjmp . - مjmp . - مjmp . - مjmp . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - م mph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مymph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmph . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - م marsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مMarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - م Marsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - م marshal . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مmarsh . - مialis . - مialis . - مialis . - مialis . - مialis . - مialis . - مialis . - مialis . - مialis . - مialis . - مialis . - مialis . - مialis . - مialis . - مialis . - مialis . - مialis . - مialis . - مialis . - مialis . - مialis . - مialis . - مialis . - مialis . - مialis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مialis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مialis . - مialis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مialis . - مallis . - مialis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مialis . - مialis . - مialis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مialis . - مallis . - مallis . - مialis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مialis . - مallis . - مialis . - مialis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مialis . - مialis . - مallis . - مialis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مialis . - مialis . - مialis . - مialis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مialis . - مallis . - مallis . - مallis . - مialis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مialis . - مallis . - مallis . - مialis . - مialis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مialis . - مallis . - مialis . - مallis . - مialis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مialis . - مallis . - مialis . - مialis . - مialis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مialis . - مialis . - مallis . - مallis . - مialis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مialis . - مialis . - مallis . - مialis . - مialis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مialis . - مialis . - مialis . - مallis . - مialis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مialis . - مialis . - مialis . - مialis . - مialis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مialis . - مallis . - مallis . - مallis . - مallis . - مialis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مialis . - مallis . - مallis . - مallis . - مialis . - مassis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مassis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مallis . - مassis . - مassis . - مassis . - مassis . - مassis . - مassis . - مassis . - مassis . - مassis . - مassis . - مassis . - مassis . - مassis . - مassis . - مassis . - مassis . - مassis . - مassis . - مassis . - مassis . - مassis . - مassis . - مassis . - مassis . - مassis . - مallis . - مallis . - مallis . - مallis . - مallis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мallis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - мassis . - massis. - massis. - massis. - massis. - massis. - massis. - massis. - massis. - massis. - massis. - massis. - massis. - massis. - massis. - massis. - massis. - massis. - massis. - massis. - massis. - massis. - massis. - massis. - massis. - massis. - massis. |
READ AND UNDERSTAND THE MANUFACTURER'S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER'S SAFETY PRACTICES.
CUSTOMER ASSISTANCE POLICY
The business of Lincoln Electric is manufacturing and selling high quality welding equipment, automated welding systems, consumables, and cutting equipment. Our challenge is to meet the needs of our customers, who are experts in their fields, and to exceed their expectations. On occasion, purchasers may ask Lincoln Electric for information or technical information about their use of our products. Our employees respond to inquiries to the best of their ability based on information and specifications provided to them by the customers and the knowledge they may have concerning the application. Our employees, however, are not in a position to verify the information provided or to evaluate the engineering requirements for the particular weldment, or to provide engineering advice in relation to a specific situation or application. Accordingly, Lincoln Electric does not warrant or guarantee or assume any liability with respect to such information or communications. Moreover, the provision of such information or technical information does not create, expand, or alter any warranty on our products. Any express or implied warranty that might arise from the information or technical information, including any implied warranty of merchantability or any warranty of fitness for any customers' particular purpose or any other equivalent or similar warranty is specifically disclaimed.
Lincoln Electric is a responsive manufacturer, but the definition of specifications, and the selection and use of specific products sold by Lincoln Electric is solely within the control of, and remains the sole responsibility of the customer. Many variables beyond the control of Lincoln Electric affect the results obtained in applying these types of fabrication methods and service requirements.
WELD FUME CONTROL EQUIPMENT
The operation of welding fume control equipment is affected by various factors including proper use and positioning of the equipment, maintenance of the equipment and the specific welding procedure and application involved. Worker exposure level should be checked upon installation and periodically thereafter to be certain it is within applicable OSHA PEL and ACGIH TLV limits.
AVERTISSEMENT : Cancer and Reproductive Harm
www.P65 warnings.ca.gov