
Frontier 500X - Poste à souder LINCOLN ELECTRIC - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Frontier 500X LINCOLN ELECTRIC au format PDF.

| Type de produit | Poste à souder motorisé (groupe de soudage à moteur diesel) |
| Marque | Lincoln Electric |
| Modèle | Frontier 500X (K5350-2) |
| Hauteur | 1027 mm (40,42 pouces) |
| Largeur | 721 mm (28,38 pouces) |
| Profondeur | 1651 mm (65,00 pouces) |
| Poids (sans carburant) | 663 kg (1462 lb) |
| Moteur | Kubota V2403-CR-TE4-BG, 4 cylindres, diesel turbocompressé, refroidissement par eau, 48,9 ch (36,5 kW) |
| Capacité du réservoir de carburant | 75,7 L (20 gallons US) |
| Courant de soudage (CC) | 30 à 525 A (mode bâtonnet), 5 à 410 A (TIG), 60 à 525 A (gougeage) |
| Tension de soudage (CV) | 10 à 45 V (MIG, FCAW, etc.) |
| Cycle de service nominal | 100 % à 500 A, 40 V |
| Tension de circuit ouvert | 60 V CC moyenne, 71 V crête |
| Alimentation auxiliaire monophasée | 120/240 V, 60 Hz, 12 000 W continu, 15 000 W crête |
| Alimentation auxiliaire triphasée | 240 V, 60 Hz, 20 000 W continu, 20 500 W crête |
| Indice de protection | IP23S |
| Technologie | Chopper Technology®, CrossLinc® (commande par câble de soudure), interface graphique 7 pouces |
| Dispositif de réduction de tension (VRD) | Oui, réglable ON/OFF par mode CC ou CV |
| Connecteurs de télécommande | 12 broches et 14 broches |
| Entretien moteur | Vidange d'huile toutes les 50 h (rodage), filtre à huile, courroie ventilateur, batterie 12 V |
| Garantie moteur | 2 ans pièces et main-d'œuvre, 3 ans composants majeurs |
| Accessoires compatibles | Dévidoirs LN-25X, pistolets MIG/TIG, télécommandes CrossLinc, etc. |
FOIRE AUX QUESTIONS - Frontier 500X LINCOLN ELECTRIC
Questions des utilisateurs sur Frontier 500X LINCOLN ELECTRIC
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice Frontier 500X - LINCOLN ELECTRIC et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Frontier 500X de la marque LINCOLN ELECTRIC.
MODE D'EMPLOI Frontier 500X LINCOLN ELECTRIC
À sauvegarder pour consultation ultérieure
Date d'achat
Code : (p. ex.: 10859)
Série : (p. ex. : U1060512345)
À utiliser avec les numéros de produit ou codes suivants :
13455, 13978
Table des matières
INSTALLATION ...... SECTIONA
DESCRIPTION GÉNÉRALE......A-1
SPÉCIFICATIONS TECHNIQUES......A-1
PRÉCAUTIONS DE SÉCURITÉ...... A-3
DISPOSITIF DE RÉDUCTION DE TENSION (VRD)...... A-4
EMPLACEMENT ET VENTILATION......A-5
ENTREPOSAGE....A-5
EMPILAGE....A-5
ANGLE DE FONCTIONNEMENT....A-5
LEVAGE......A-6
LIMITES ENVIRONNEMENTALES...... A-6
FONCTIONNEMENT EN ALTITUDE ÉLEVÉE......A-6
FONCTIONNEMENT À TEMPÉRATURE ÉLEVÉE......A-6
FONCTIONNEMENT PAR TEMPS FROID....A-6
REMORQUAGE....A-7
INSTALLATION DE CAMIONS DE SERVICE ET DE REMORQUES...... A-8
ENTRETIEN DU MOTEUR AVANT UTILISATION....A-8
HUILE......A-9
CARBURANT......A-9
SYSTÈME DE REFROIDISSEMENT DU MOTEUR......A-9
CONNEXION DE LA BATTERIE....A-10
TUYAU DE SORTIE D'ÉCHAPPEMENT....A-11
PARE-ÉTINCELLES....A-11
MISE À LA TERRE DE LA MACHINE....A-11
PRISES D'ALIMENTATION AUXILIAIRES......A-12
PRISES DOUBLES DE 120 V c.a. ET DDFT....A-13
DISIONCTEURS......A-13
UTILISATION DU DISPOSITIF ÉLECTRIQUE....A-13
CÂBLES DE SORTIE DE SOUDAGE....A-14
INSTALLATION DU CÂBLE....A-14
L'INDUCTANCE DU CÂBLE ET SES EFFETS SUR LE SOUDAGE....A-15
TECHNOLOGIE CROSSLINC......A-16
CONNEXIONS DE LA TÉLÉCOMMANDE....A-16
COMMANDE DE SORTIE À DISTANCE....A-16
TERMINAUX DE SOUDURE À DISTANCE......A-17
SCHÉMAS DE CONNEXION DES ACCESSOIRES....A-17
PROTECTEURS ET RELAIS DU CIRCUIT DE COMMANDE DU MOTEUR PORTE D'ACCÈS......A-24
FONCTIONNEMENT......SECTIONB
PRÉCAUTIONS DE SÉCURITÉ...... B-1
Le matériel de soudage et de coupe à l'arc de Lincoln est conçu et construit en tenant compte de la sécurité. Toutefois, votre sécurité globale peut être augmentée par une installation appropriée... et un fonctionnement réfléchi de votre part. NE PAS INSTALLER, UTILISER OU RÉPARER CET ÉQUIPEMENT SANS AVOIR LU LE PRÉSENT MANUEL ET TOUTES LES CONSIGNES DE SÉCURITÉ QUI Y SONT ÉNONCÉES. Et surtout, réfléchissez avant d'agir et faites attention.

DANGER

Cette mention indique une situation dangereuse imminente qui, si elle n'est pas évitée, entraînera la mort ou des blessures graves.

AVERTISSEMENT

Cette mention indique une situation dangereuse potentielle qui, si elle n'est pas évitée, pourrait entraîner la mort ou des blessures graves.

ATTENTION

Cette mention indique une situation dangereuse potentielle qui, si elle n'est pas évitée, pourrait entraîner des blessures mineures ou modérées.
: Cette mention indique la possibilité d'endommager l'équipement si le risque potentiel n'est pas évité.
VEUILLEZ EXAMINER IMMÉDIATEMENT L'EMBALLAGE ET L'ÉQUIPEMENT À LA RECHERCHE DE DOMMAGES
Lorsque cet équipement est expédié, la propriété passe à l'acheteur dès réception par le transporteur.
Par conséquent, les réclamations pour matériel endommagé pendant l'envoi doivent être faites par l'acheteur contre l'entreprise de transport au moment de la réception de l'envoi.
GARDEZ VOTRE TÊTE À BONNE DISTANCE DES ÉMANATIONS

- NE vous approchez PAS trop de la soudure. Utilisez des verres correcteurs si nécessaire pour rester à une distance raisonnable de la soudure.
- UTILISEZ SUFFISAMMENT D'AÉRATION ou d'échappement près de la soudure, ou les deux, pour garder les émanations et les gaz à l'écart de votre zone de respiration et de la zone de travail en général.
- DANS UNE GRANDE SALLE OU À L'EXTÉRIEUR, une ventilation naturelle peut être adéquate si vous gardez la tête loin des émanations.
- UTILISEZ UNE AÉRATION NATURELLE ou des ventilateurs pour éloigner les émanations de votre visage.
- LISEZ et respectez la fiche de données de sécurité (FDS) et l'étiquette d'avertissement qui apparaît sur tous les contenants de matériaux de soudage.
Si vous présentez des symptômes inhabituels, consultez votre superviseur. Il se peut que l'atmosphère de soudage et le système de ventilation doivent être vérifiés.
PORTEZ UN DISPOSITIF DE PROTECTION ADÉQUAT POUR LES YEUX, LES OREILLES ET LE CORPS

- PROTÉGEZ vos yeux et votre visage avec une plaque filtrante correctement ajustée et appropriée (voir ANSI Z49.1).
-
PROTÉGEZ votre corps contre les projections de soudure et les arcs électriques avec des vêtements de protection, y compris des vêtements de laine, un tablier ignifuge, des gants, des leggings de cuir et des bottes hautes.
-
PROTÉGEZ les autres contre les particules de soudure, les éclairs et les reflets avec des écrans protecteurs ou des barrières.
-
PROTÉGÉZ vos yeux et votre visage avec un casque de soudage
-
DANS CERTAINS ESPACES, une protection contre le bruit peut être appropriée.
• ASSUREZ-VOUS que l'équipement de protection est en bon état.
• EN TOUT TEMPS, portez également des lunettes de sécurité dans la zone de travail.

- NE PAS SOUDER OU COUPER les contenants ou les matériaux qui avaient auparavant été en contact avec des substances dangereuses, à moins qu'ils ne soient adéquatement nettoyés. Cela est extrêmement dangereux.
- NE PAS SOUDER OU COUPER les pièces peintes ou plaquées à moins que des précautions particulières ne soient prises quant à la ventilation. Elles peuvent libérer des émanations ou des gaz très toxiques.
- PROTÉGEZ les bouteilles de gaz comprimé contre la chaleur excessive, les chocs mécaniques et les arcs; fixer les bouteilles pour qu'elles ne tombent pas.
- ASSUREZ-VOUS que les bouteilles ne sont jamais mises à la terre et qu'elles ne font pas partie d'un circuit électrique.
- RETIREZ tous les risques d'incendie de la zone de soudure.

• GARDEZ TOUJOURS À VOTRE DISPOSITION UN ÉQUIPEMENT DE LUTTE CONTRE LES INCENDIES PARÉ À TOUTE UTILISATION IMMÉDIATE; VOUS ASSURER DE SAVOIR COMMENT L'UTILISER.
AVERTISSEMENTS DE LA PROPOSITION 65 DE LA CALIFORNIE
! AVERTISSEMENT

Respirer l'échappement de moteur diesel vous expose à des produits chimiques reconnus par l'État de la Californie pour causer le cancer et des anomalies congénitales ou d'autres dommages à la reproduction.
Démarrez et faites toujours fonctionner le moteur dans un endroit bien aéré.
Si vous êtes dans une zone exposée, évacuez l'échappement à l'extérieur.
Ne modifiez et n'altérez pas le système d'échappement.
Ne faites pas tourner le moteur au ralenti, sauf si nécessaire.
! AVERTISSEMENT

Ce produit, lorsqu'il est utilisé pour le soudage ou le découpage, produit des émanations ou des gaz contenant des produits chimiques reconnus par l'État de la Californie pour causer des anomalies congénitales et, dans certains cas, le cancer. (Code de santé et de sécurité de la Californie, section 25249.5 et suivantes).
Pour en savoir plus, visitez https://www.p65warnings.ca.gov
LE SOUDAGE À L'ARC PEUT ÊTRE DANGEREUX
PROTÉGEZ-VOUS ET D'AUTRES PERSONNES CONTRE DES BLESSURES GRAVES OU MORTELLES. GARDEZ LES ENFANTS À L'ÉCART. LES PORTEURS DE STIMULATEURS CARDIAQUES DOIVENT CONSULTER LEUR MÉDECIN AVANT D'UTILISER LE PRODUIT.
Lire et comprendre les faits saillants de sécurité suivants. Pour des renseignements supplémentaires sur la sécurité, il est fortement recommandé d'acheter une copie du document « Safety in Welding & Cutting (Sécurité dans les procédures de soudure et de coupe) – Norme ANSI Z49.1 » de l'American Welding Society, P.O. Box 351040, Miami, Floride 33135 ou de la norme CSA W117.2. Une copie gratuite du livret « Sécurité pour le soudage à l'arc » E205 est disponible auprès de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASSUREZ-VOUS QUE TOUTES LES PROCÉDURES D'INSTALLATION, D'UTILISATION, D'ENTRETIEN ET DE RÉPARATION SONT EFFECTUÉES UNIQUEMENT PAR DES PERSONNES QUALIFIÉES.
POUR ÉQUIPEMENT MOTORISÉ


- Éteignez le moteur avant de procéder au dépannage et à l'entretien, à moins que le travail d'entretien ne l'exige.
- Ne pas faire d'appoint de carburant à proximité d'un arc de soudage ou d'une flamme nue, ou lorsque le moteur est en marche. Coupez le moteur et laissez-le refroidir avant de le ravitailler en carburant afin d'empêcher tout carburant renversé de s'évaporer et de s'enflammer au contact des pièces chaudes du moteur. Évitez de renverser du carburant lors du remplissage du réservoir. Si du carburant a été renversé, essuyez-le, et ne démarrez pas le moteur tant que les vapeurs de carburant n'ont pas été éliminées.
- Gardez toutes les protections ainsi que tous les couvercles et dispositifs de sécurité en position et en bon état. Gardez les mains, les cheveux, les vêtements et les outils loin des courroies en V, des engrenages, des ventilateurs et de toutes les autres pièces mobiles lors de l'amorçage, de l'utilisation ou de la réparation de l'équipement.

- Dans certains cas, il peut être nécessaire de retirer les dispositifs de sécurité pour effectuer l'entretien requis. RETIREZ LES DISPOSITIFS DE PROTECTION UNIQUEMENT si nécessaire et replacez-les lorsque l'entretien nécessitant leur retrait est terminé. Soyez toujours vigilant lorsque vous travaillez près des pièces mobiles.
- NE PAS mettre les mains près du ventilateur du moteur. Ne tentez pas de contourner le régulateur ou le tendeur en appuyant sur les tiges de commande de l'accélérateur pendant que le moteur tourne.
- Pour éviter de démarrer accidentellement les moteurs à essence lors de la mise en marche du moteur ou du générateur de soudage pendant le travail d'entretien, débranchez les fils de bougie, le capuchon du distributeur ou le fil magnéto, selon le cas.


- Pour éviter d'être ébouillanté, ne retirez pas le capuchon de la pression du radiateur lorsque le moteur est chaud.
- L'échappement du générateur contient du monoxyde de carbone. Il s'agit d'un poison que vous ne pouvez ni voir ni sentir.
- Utiliser un générateur à l'intérieur PEUT VOUS TUER EN QUELQUES MINUTES.
- NE l'utilisez JAMAIS dans la maison ou le garage MÊME SI les portes et les fenêtres sont ouvertes.
- Utilisez-le UNIQUEMENT à L'EXTÉRIEUR, loin des fenêtres, portes et trappes de ventilation.
- Évitez les autres risques de générateur. LIRE LE MANUEL AVANT UTILISATION.
LES CHAMPS ÉLECTRIQUES ET MAGNÉTIQUES PEUVENT ÊTRE DANGEREUX

- Le courant électrique qui circule dans un conducteur crée des champs électromagnétiques localisés. Le courant de soudage crée des champs électromagnétiques autour des câbles de soudage et des appareils à souder.
- Les champs électromagnétiques peuvent interférer avec certains stimulateurs cardiaques, et les soudeurs qui portent un stimulateur cardiaque doivent consulter leur médecin avant de souder.
- L'exposition aux champs électromagnétiques dans le soudage peut avoir d'autres effets sur la santé qui ne sont pas connus.
Tous les soudeurs doivent utiliser les procédures suivantes afin de réduire au minimum l'exposition aux champs électromagnétiques provenant du circuit de soudage :
- Acheminez l'électrode et les câbles de travail ensemble – fixez-les avec du ruban lorsque possible.
- N'enroulez jamais l'électrode autour de votre corps.
- Ne placez pas votre corps entre l'électrode et les câbles de travail. Si le câble de l'électrode est sur votre côté droit, le câble de travail doit également être sur votre côté droit.
- Branchez le câble de travail à la pièce travaillée le plus près possible de la zone soudée.
- Ne pas travailler à proximité de la source d'alimentation de soudage.
LES DÉCHARGES ÉLECTRIQUES PEUVENT TUER

- L'électrode et les circuits de travail (ou de mise à la terre) sont électriquement « chauds » lorsque la soudeuse est allumée. Ne pas toucher ces pièces « chaudes » avec votre peau nue ou vos vêtements mouillés. Portez des gants secs et sans trou pour vous isoler les mains.
- Isolez-vous du travail et du sol à l'aide d'une isolation sèche. S'assurer que l'isolant est suffisamment grand pour couvrir toute votre zone de contact physique avec la pièce travaillée et le sol.
En plus des précautions de sécurité normales, si le soudage doit être effectué dans des conditions dangereuses du point de vue électrique (dans des endroits humides ou lors du port de vêtements mouillés, sur des structures métalliques comme des planchers, des grilles ou des échafaudages, lorsqu'il y a un risque élevé de contact inévitable ou
accidentel avec le travail ou le sol), utilisez l'équipement suivant:
- Soudeuse à tension constante (fil) semi-automatique c.c.
- Soudeuse manuelle (bâtonnet) c.c.
- Soudeuse c.a. avec contrôle de tension réduite.
- Dans le soudage par fil semi-automatique ou automatique, l'électrode, le dévidoir d'électrode, la tête de soudage, la buse ou le pistolet de soudage semi-automatique sont également « chauds » du point de vue électrique.
- Assurez-vous toujours que le câble de travail fait une bonne connexion électrique avec le métal soudé. La connexion doit être aussi près que possible de la zone soudée.
- Reliez à la terre la pièce travaillée ou le métal à souder sur une bonne prise de terre.
- Maintenez le porte-électrode, la pince de travail, le câble de soudage et l'appareil de soudage en bon état de fonctionnement sécuritaire. Remplacez l'isolant endommagé.
- Ne trempez jamais l'électrode dans l'eau pour le refroidissement.
- Ne touchez jamais simultanément de parties sous tension des porte-électrodes connectés à deux soudeuses,, car la tension entre les deux peut être le total de la tension de circuit ouverte des deux soudeuses.
- Lorsque vous travaillez au-dessus du niveau du plancher, utilisez une ceinture de sécurité pour vous protéger contre une chute si vous subissez un choc.
- Voir aussi LES ÉTINCELLES DE SOUDAGE ET DE DÉCOUPAGE PEUVENT PROVOQUER UN INCENDIE OU UNE EXPLOSION et POUR ÉQUIPEMENT ÉLECTRIQUE MOTORISÉ
LES RAYONS D'ARC PEUVENT CAUSER DES BRÛLURES

- Utiliser un écran avec le filtre approprié et des plaques de recouvrement pour protéger vos yeux contre les étincelles et les rayons d'arc lors du soudage ou de l'observation d'un soudage à arc ouvert. L'écran facial et le filtre doivent être conformes aux normes ANSI Z87.1.
- Utilisez des vêtements appropriés fabriqués à partir de matériaux durables résistants aux flammes pour protéger votre peau et celle de vos assistants contre les rayons d'arc.
- Protégez les autres membres du personnel à proximité avec un écran ininflammable approprié et/ou avertissez-les de ne pas regarder l'arc et de ne pas s'exposer aux rayons d'arc ou aux projections ou au métal chauds.
LES ÉMANATIONS ET LES GAZ PEUVENT ÊTRE DANGEREUX POUR VOTRE SANTÉ
•

Le soudage peut produire des émanations et des gaz dangereux pour la santé. Évitez de respirer ces émanations et gaz. Lors du soudage, gardez la tête loin des émanations. Utilisez suffisamment d'aération ou d'échappement au niveau de l'arc pour maintenir les émanations et les gaz loin de votre zone de respiration.
Lors de la soudure de revêtements durs (reportez-vous aux instructions sur le contenant ou la FDS) ou sur le plomb ou l'acier cadmié et autres métaux ou revêtements qui produisent des émanations de fumées hautement toxiques, limitez l'exposition autant que possible et maintenez-la sous les limites TLV de l'ACGIH et PEL de l'OSHA en utilisant l'échappement disponible sur place ou une ventilation mécanique, à moins que les évaluations de l'exposition n'indiquent d'autres mesures. Dans les espaces clos ou dans certaines circonstances, à l'extérieur, un respirateur peut être requis. Des précautions supplémentaires sont également requises lors du soudage sur l'acier galvanisé.
- Le fonctionnement de l'équipement de contrôle des émanations de soudage est affecté par divers facteurs, notamment l'utilisation et le
positionnement adéquats de l'équipement, l'entretien de l'équipement ainsi que la procédure et l'application spécifiques de soudage. Le niveau d'exposition des travailleurs doit être vérifié lors de l'installation et périodiquement par la suite pour être certain qu'il se situe dans les limites TLV de l'ACGIH et PEL de l'OSHA applicables.
- Ne soudez pas dans des endroits près des émanations d'hydrocarbures chlorés provenant des opérations de dégraissage, de nettoyage ou de pulvérisation. La chaleur et les rayons d'arc peuvent réagir avec des émanations de solvant pour former des phosgènes, un gaz très toxique et d'autres produits irritants.
- Les gaz de protection utilisés pour le soudage à l'arc peuvent déplacer l'air et causer des blessures ou la mort. Utilisez toujours une ventilation adéquate, surtout dans les espaces confinés, pour assurer que l'air respiré est sain.
- Lisez et comprenez les instructions du fabricant pour cet équipement et les consommables à utiliser, y compris la fiche de données de sécurité (FDS), et suivez les pratiques de sécurité de votre employeur. Les formulaires de FDS sont disponibles auprès de votre distributeur de soudage ou du fabricant.
- Reportez-vous aussi POUR ÉQUIPEMENT MOTORISÉ
LES ÉTINCELLES DE SOUDAGE ET DE DÉCOUPAGE PEUVENT PROVOQUER UN INCENDIE OU UNE EXPLOSION

- Éliminer les risques d'incendie de la zone de soudure. Si cela n'est pas possible, couvrez-les pour empêcher les étincelles de soudage de provoquer un incendie. Souvenez-vous que les étincelles et les matériaux chauds du soudage peuvent facilement passer par de petites fissures et ouvertures dans des zones adjacentes. Évitez de souder près des conduites hydrauliques. Ayez un extincteur facilement disponible.
- Lorsque des gaz comprimés doivent être utilisés sur le chantier, des précautions particulières doivent être prises pour prévenir les situations dangereuses. Consulter la section « Sécurité de la soudure et de la coupe » (norme ANSI Z49.1) et les informations d'utilisation de l'équipement utilisé.
- Lorsqu'il n'y a pas de soudure, assurez-vous qu'aucune partie du circuit de l'électrode ne touche la pièce travaillée ou le sol. Un contact accidentel peut provoquer une surchauffe et causer un incendie.
- Ne pas chauffer, couper ou souder des réservoirs, des fûts ou des conteneurs tant que les mesures appropriées n'ont pas été prises pour garantir que de telles procédures ne provoqueront pas de vapeurs inflammables ou toxiques provenant des substances à l'intérieur. Elles peuvent causer une explosion même si elles ont été « éliminées ». Pour de plus amples renseignements, veuillez acheter « Pratiques sécuritaires recommandées pour la préparation et la coupe des contenants et des canalisations qui ont contenu des substances dangereuses », AWS F4.1 de la American Welding Society (voir l'adresse ci-dessus).
- Ventilez les moulages ou les contenants creux avant de les chauffer, de les couper ou de les souder. Ils peuvent exploser.
- L'arc de soudage émet des étincelles et des projections. Porter des vêtements de protection sans huile comme des gants en cuir, une chemise épaisse, des pantalons sans revers, des chaussures montantes et une casquette sur vos cheveux. Porter des bouchons d'oreille lors de la soudure en position inhabituelle ou dans des endroits confinés. Portez toujours des lunettes de sécurité avec des écrans latéraux lorsque vous êtes dans une zone de soudage.
- Branchez le câble de travail à la pièce travaillée aussi près que possible de la zone de soudure. Les câbles de masse raccordés à la charpente du bâtiment ou à d'autres endroits éloignés de la zone de soudure augmentent le risque que le courant de soudure passe par des chaînes de levage, des câbles de grue ou d'autres circuits imprévus. Cela peut causer des incendies ou surchauffer les chaînes ou les câbles jusqu'à ce qu'ils connaissent une défaillance.
- Lisez et respectez la norme NFPA 51B, « Norme pour la prévention des incendies
pendant la soudure, la coupe et les autres travaux chauds (Standard for Fire Prevention During Welding, Cutting and Other Hot Work) », disponible auprès de NFPA, 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
- N'UTILISEZ PAS une source d'alimentation de soudage pour la décongélation des tuyaux.
la BOUTEILLE PEUT EXPLOSER SI ELLE EST ENDOMMAGÉE

- Utilisez uniquement des bouteilles de gaz comprimé contenant le gaz de protection approprié pour le procédé utilisé et les régulateurs d'exploitation adéquats conçus pour le gaz et la pression utilisés. Tous les flexibles, raccords, etc. doivent convenir à l'application et être bien entretenus.
- Gardez toujours les bouteilles en position verticale fermement attachées à un cadre de support mobile ou à un support fixe.
Les bouteilles doivent être situées :
- Loin des zones où elles peuvent être heurtées ou soumises à des dommages physiques.
- À une distance sécuritaire de la soudure à l'arc ou des opérations de coupe et toute autre source de chaleur, d'étincelles ou de flammes.
- Ne laissez jamais l'électrode, le porte-électrode ou toute autre pièce « chaude » du point de vue électrique toucher une bouteille.
- Gardez la tête et le visage à bonne distance de la sortie de la vanne de la bouteille lorsque vous ouvrez la valve de la bouteille.
- Les capuchons de protection des vannes doivent toujours être en place et serrés à la main, sauf lorsque la bouteille est utilisée ou connectée pour utilisation.
- Lisez et suivez les instructions sur les bouteilles de gaz comprimé, l'équipement connexe et la publication CGA P-I, « Précautions pour la manipulation sécuritaire des gaz comprimés en bouteilles (Precautions for Safe Handling of Compressed Gases in Cylinders) », disponible auprès de la Compressed Gas Association, 14501 George Carter Way Chantilly, VA 20151.
POUR ÉQUIPEMENT ÉLECTRIQUE MOTORISÉ

- Éteignez l'alimentation d'entrée à l'aide du commutateur de débranchement à la boîte de fusibles avant de travailler sur l'équipement.
- Installez l'équipement conformément au Code national de l'électricité des États-Unis, à tous les codes locaux et aux recommandations du fabricant.
- Assurez la mise à la terre de l'équipement conformément au Code national de l'électricité des États-Unis et aux recommandations du fabricant.
MANIPULATION, STOCKAGE ET ÉLIMINATION DES PILES

Les piles peuvent contenir des substances inflammables telles que le lithium ou d'autres solvants organiques, ce qui peut entraîner une surchauffe, une rupture ou une combustion. Le non-respect des instructions du fabricant de la batterie peut entraîner un incendie, des blessures corporelles et des dommages matériels en cas d'utilisation incorrecte.
- NE PAS court-circuiter, démonter, déformer ou chauffer les batteries.
- NE PAS tenter de recharger les piles à moins qu'elles ne soient spécifiquement marquées « rechargeables ».
- NE PAS utiliser ni charger la pile si elle semble fuir, être déformée ou endommagée de quelque manière que ce soit.
- Entreposer dans un endroit frais. Garder les piles à l'écart de la lumière directe du soleil, des températures élevées et de l'humidité excessive.
- Cesser immédiatement d'utiliser la pile si, pendant son utilisation, sa charge ou son stockage, la pile dégage une odeur inhabituelle, devient chaude, change de couleur, de forme ou semble anormale de toute autre manière.
- Garder les piles hors de la portée des enfants. Si un enfant avale une pile, consulter immédiatement un médecin.
- Recycler ou éliminer les piles conformément aux lois locales et fédérales.
POUR LES ÉQUIPEMENTS ÉMETTANT DES LASERS

- Les produits laser dangereux de classe 4 (IV) émettent un rayonnement laser infrarouge invisible pouvant endommager de façon permanente la rétine et/ou la cornée de l'œil, brûler la peau et présenter un risque d'incendie. Les utilisateurs finaux doivent désigner un responsable de la sécurité laser (LSO) qualifié, possédant les certifications requises par les lois et normes applicables, disposer d'un programme de sécurité laser documenté et d'une zone contrôlée par laser (LCA) conforme aux normes ANSI Z136.1 et Z136.9.
- N'utilisez pas le laser avant que le LSO de l'utilisateur final ait effectué une évaluation des risques et que toutes les mesures d'atténuation des risques prescrites aient été entièrement mises en œuvre. Assurez-vous que le laser est utilisé ou démontré en toute sécurité par du personnel formé. De plus, l'environnement autour de la cellule de soudage au laser ou de la zone contrôlée par laser doit être sécuritaire pour les personnes à proximité lorsque le laser est en marche.
- Ne pointez jamais le laser sur vous-même ou sur d'autres personnes. Ne regardez jamais directement dans une ouverture laser, même si vous portez une protection oculaire complète.
- Toute personne se trouvant à l'intérieur de la LCA doit un ÉPI approprié pour éviter l'exposition des yeux ou de la peau au rayonnement laser. Le LSO de l'utilisateur final doit sélectionner les ÉPI appropriés, y compris, sans s'y limiter, des gants résistants à la chaleur, des vêtements ignifuges, des lunettes de protection laser et des casques sécuritaires pour le laser, conformes aux exigences de densité optique de la norme ANSI Z136.1, en fonction de la longueur d'onde et de la puissance de sortie du laser utilisé. Les lunettes de sécurité
LES RENSEIGNEMENTS RELATIFS À LA SÉCURITÉ
standard et les casques de soudeur NE fournissent PAS de protection adéquate contre les dangers liés au faisceau laser. Inspectez toujours les ÉPI pour vérifier qu'ils ne sont pas endommagés ou mal ajustés avant de les utiliser.
- Seules des personnes qualifiées peuvent installer, faire fonctionner ou entretenir cet appareil conformément à la norme ANSI Z136.1 et aux instructions de votre responsable chargé du LSO. Lisez et respectez toutes les étiquettes et tous les manuels avant d'installer, d'utiliser ou d'entretenir tout équipement de soudage au laser portatif.
- N'utilisez pas l'appareil à l'extérieur de la LCA, ni si le boîtier de protection laser a été modifié ou endommagé, ni si les dispositifs de sécurité ont été contournés ou désactivés. Inspectez l'équipement et la LCA en entier pour vérifier qu'ils ne sont pas endommagés ou altérés avant l'utilisation.
- Les faisceaux réfléchis par le laser peuvent endommager les yeux et la peau et créer un risque d'incendie. Avant l'utilisation, la LCA doit être évaluée par le LSO afin d'identifier les surfaces où des faisceaux réfléchis dangereux
peuvent être présents. Ne vous placez jamais, ni ne placez de matériau inflammable, dans la trajectoire prévue du faisceau laser, et prenez des précautions supplémentaires lorsque vous travaillez sur des matériaux réfléchissants comme l'aluminium et l'acier inoxydable.
- Respectez toutes les normes, les règlements propres à l'installation ou au bâtiment, ainsi que les codes nationaux, provinciaux et municipaux.
LOCALISATEUR DE DÉTAILLANTS ET ENREGISTREMENT DE PRODUITS
Enregistrez votre machine :

Localisateur de services et de distributeurs autorisés :
Consultez http://www.lincolnelectric.com/safety pour des consignes de sécurité supplémentaires
INSTALLATION
DESCRIPTION GÉNÉRALE
Le FRONTIER 500X est une source d'alimentation de soudage à moteur diesel. La machine est dotée d'un soudage multiprocessus c.c. avec une alimentation monophasée 120/240 V c.a. et une alimentation auxiliaire triphasée 240 V c.a. Le système de contrôle de soudure utilise la technologie de pointe Chopper Technology® pour une performance de soudage supérieure. La machine utilise un écran d'interface utilisateur graphique robuste de 7 po pour des commandes simples et des fonctions avancées. La machine est équipée de la technologie Crosslinc® pour fournir une communication par câble de soudure pour le contrôle de la tension à l'arc sans avoir besoin d'un câble de commande.
La machine est équipée de la technologie Crosslinc® pour fournir une communication par câble de soudure pour le contrôle de la tension à l'arc sans avoir besoin d'un câble de commande. Le pistolet dévidoir à connexion directe rend le soudage de fils facile et peu coûteux.
SPÉCIFICATIONS TECHNIQUES
| ENTRÉE - MOTEUR DIESEL | |
| MARQUE/MODÈLE DESCRIPTION | |
| FRONTIER 500X (K5350-2) Kubota®V2403-CR-TE4-BG | Moteur diesel turbocompressé à refroidissement par eau, 4 cylindres, 48,9 ch (36,5 kW) |
| VITESSE (TR/MIN) DÉPLACEMENT | |
| Ralenti élevé 1 800 | 148,5 po3 (2,43 L) |
| Ralenti faible 1 500 | Alésage/course |
| Pleine charge 1 800 | 3,43 po x 4,031 po87,0 mm x 102,4 mm |
| SYSTÈME DE DÉMARRAGE CAPACITÉS | |
| Batterie et démarreur de 12 V c.c. | Carburant : 20 gallons américains (75,7 L) |
| TAILLE DE LA BATTERIE | Huile : 10 pintes américaines (9,5 L) |
| Groupe BCI Taille 31 | Liquide de refroidissement du radiateur : 9 pintes (8,5 L) |
| 1 000 ampères de démarrage à froid | |
| SORTIE DE SOUDAGE NOMINALE À 104 °F (40 °C) | |
| CYCLE DE SERVICE SORTIE | DE SOUDAGE TENSION |
| 100 % 500 A(c.c. polyvalent) 40 volts | |
| SORTIE À 40 °C (104 °F) – SOUDEUSE ET GÉNÉRATEUR | |
| MODE DE SOUDAGE PLAGE DE SORTIE | |
| Bâtonnet (SMAW) 30 à 525 ampères | |
| Soudage à l'arc avec fil autoblindé (FCAW-S) 10 à 45 volts | |
| MIG (GMAW) 10 à 45 volts | |
| Soudage au gaz avec fil autoblindé (FCAW-G) 10 à 45 volts | |
| Gougeage à l'arc (CAC-A) | 60 à 525 A |
| TIG c.c. (GTAW) | 5 à 410 ampères |
| Tuyau (SMAW)** | 30 à 400 ampères |
| Pistolet dévidoir 10 à 45 volts | |
| Arc immergé dans le CV (CV-SAW) 10 à 45 volts | |
| Tension de circuit ouvert60 V c.c. en moyenne à 1 800 tr/minCrête de 71 V c.c. à 1 800 tr/min | |
| Alimentation auxiliaire(1)120 V/240 V, 60 Hz12 000 W en continu/15 000 W maximal de crête, monophasé20 000 W en continu/20 500 W maximal de crête, triphasé | |
| PRISES | ||
| PRISE QUANTITÉ DISJONCTEUR | ||
| Double de 120 V c.a. (5 à 20 R) avec protection du DDFT 2 20 | ampères | |
| 240 V c.a. triphasé (15 à 50 R) 1 50 ampères | ||
| 120/240 V c.a. monophasé (14 à 50 R) 1 50 ampères | ||
| LES APPROBATIONS ET LES NORMES DES AGENCES | |
| MARQUE DE CONFORMITÉ CSA | |
| INDICE DE PROTECTION CONTRE LES INFILTRATIONS | IP23S |
| NORME CEI 60974-1 | |
| RENSEIGNEMENTS SUR LE MOTEUR | |
| LUBRIFICATION | |
| Pleine pression avec filtre plein débit | |
| SYSTÈME DE CARBURANT RÉGULATEUR | |
| Injection directe communeSystème ferroviaire | Électronique |
| Solénoïde d'arrêt électrique,Injecteur de carburant indirect | Électrique |
| NETTOYEAR À AIR ROULEAU DE RENVOI DU MOTEUR | |
| Élément double Unité de commande électronique | |
| PROTECTION DU MOTEUR | |
| Contrôlé par l'unité de commande électronique | |
| RENSEIGNEMENTS SUR LA GARANTIE DU MOTEUR | 2 ans complets (pièces et main-d'œuvre)3 ans pour les composants majeurs (pièces et main-d'œuvre) |
| DIMENSIONS PHYSIQUES | |
| Hauteur(2) | 1 027 mm (40,42 po) |
| Largeur(3) | 721 mm (28,38 po) |
| Profondeur 1 651 mm (65,00 po) | |
| Poids(4) | 663 kg (1 462 lb) |
Remarque: (1) La puissance nominale en watts est équivalente à volts-ampères au facteur de puissance unitaire. La tension de sortie est de +/- 10 % à toutes les charges jusqu'à la capacité nominale. Lors du soudage, la puissance auxiliaire disponible sera réduite.
Remarque: (2) Haut du boîtier. Ajouter 214,8 mm (8,46 po) pour l'échappement.
Remarque: (3) Porte comprise. La base mesure 686 mm (27,0 po) de largeur.
Remarque: (4) Poids approximatif sans le carburant.
PRÉCAUTIONS DE SÉCURITÉ
Ne tentez pas d'utiliser cet équipement avant d'avoir lu attentivement le manuel du fabricant du moteur fourni avec votre soudeuse. Il comprend d'importantes précautions de sécurité, des instructions détaillées sur le démarrage du moteur, le fonctionnement et l'entretien, ainsi que des listes de pièces.

AVERTISSEMENT

Les DÉCHARGES ÉLECTRIQUES peuvent tuer
Ne touchez pas les pièces électriques sous tension ou les électrodes avec la peau ou les vêtements mouillés.
Isolez-vous du travail et du sol
Toujours porter des gants isolants secs.

AVERTISSEMENT

L'ÉCHAPPEMENT DU MOTEUR peut tuer.
Utilisez dans des zones ouvertes et bien ventilées, ou acheminez l'échappement vers l'extérieur.

AVERTISSEMENT

LES PIÈCES MOBILES peuvent causer des blessures.
N'opérez pas avec les portes ouvertes ou sans les protections.
Arrêtez le moteur avant l'entretien.
Tenez-vous à l'écart des pièces mobiles.
Reportez-vous les informations relatives aux avertissements supplémentaires tout au début de ce manuel d'utilisation.
Seul le personnel qualifié doit installer, utiliser ou entretenir cet équipement.
DISPOSITIF DE RÉDUCTION DE TENSION (VRD)
Le VRD réduit la tension de circuit ouvert (OCV) aux bornes de sortie de soudage tout en ne soudant pas à moins de 30 V c.c. lorsque la résistance du circuit de sortie est supérieure à 200 Ω (ohms).
Le VRD exige que les connexions des câbles de soudage soient maintenues en bon état électrique, car de mauvaises connexions contribueront à un mauvais démarrage. Le fait d'avoir de bonnes connexions électriques limite également la possibilité d'autres problèmes de sécurité tels que les dommages générés par la chaleur, les brûlures et les incendies.
Cette machine est dotée de deux commutateurs VRD pour permettre au VRD d'être mis à « ON » (en marche) ou à « OFF » (arrêt) en mode c.c., en mode CV ou les deux. La machine est expédiée avec le commutateur VRD en position « Off » (arrêt).
Pour utiliser la fonction CrossLinc sur ce produit, le VRD doit être à « OFF » (arrêt) pour le type de sortie donné.
Pour mettre le VRD à « ON » (en marche) ou à « OFF » (arrêt) :
- Éteignez le moteur.
- Déconnectez le pôle négatif
• Abaissez le panneau avant en retirant les 4 vis de montage. - Retirez le pare-poussière et mettez-le de côté.
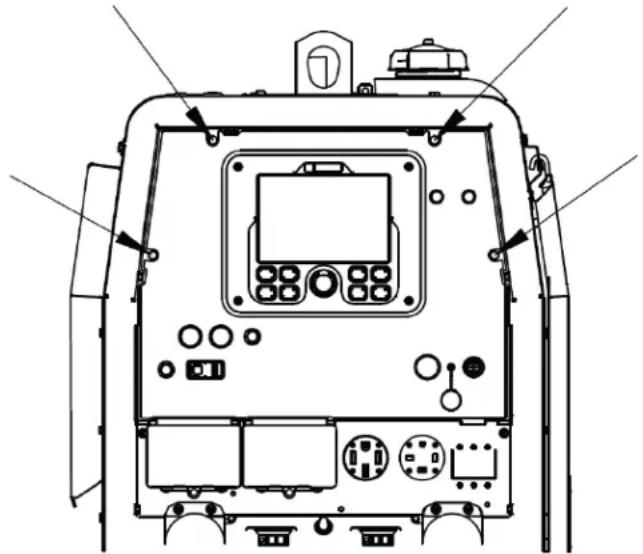
- Placez le
commutateur VRD
à la position
« On » ou « Off ».
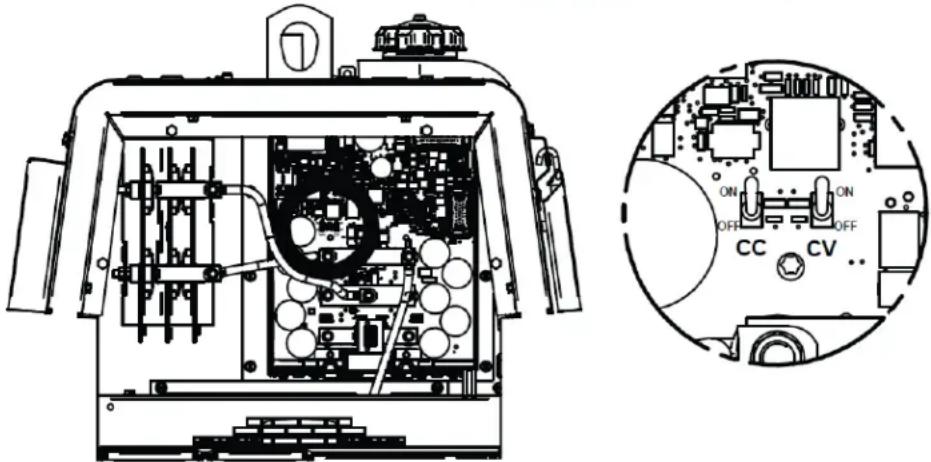
Remarque: Utilisez le commutateur « c.c. » pour activer/désactiver le VRD en modes c.c. ou le commutateur « CV » pour activer/désactiver le VRD en modes CV.
Remarque: Si le VRD est activé, un indicateur sur l'interface utilisateur sera actif.
EMPLACEMENT ET VENTILATION
Placez la soudeuse de manière à fournir un débit d'air propre et frais sans restriction aux entrées d'air de refroidissement et évitez de restreindre les sorties d'air de refroidissement. Localisez également la soudeuse de sorte que les fumées d'échappement du moteur soient correctement ventilées vers une zone extérieure.

AVERTISSEMENT

De l'air pour refroidir le moteur est aspiré sur le côté et évacué par le radiateur et l'arrière du boîtier. Il est important que l'air d'admission et d'échappement ne soit pas restreint. Laissez un dégagement minimum de 0,6 m (1 pi) à partir de l'arrière du boîtier et 406 mm (16 po) de chaque côté de la base à une surface verticale. (Le non-respect de ces directives peut entraîner une surchauffe entraînant l'arrêt du moteur.)

AVERTISSEMENT

NE MONTEZ PAS SUR DES SURFACES COMBUSTIBLES
Lorsqu'il y a une surface combustible directement sous l'équipement électrique fixe ou stationnaire, cette surface doit être recouverte d'une plaque d'acier d'au moins 1,6 mm (0,06 po) d'épaisseur, qui doit s'étendre à moins de 150 mm (5,90 po) au-delà de l'équipement de tous les côtés.
ENTREPOSAGE
- Rangez la machine dans un endroit frais et sec lorsqu'elle n'est pas utilisée. Protégez-la contre la poussière et la saleté. Gardez-la à un endroit où elle ne peut pas être accidentellement endommagée par les activités de construction, les véhicules en mouvement et d'autres dangers.
- Vidangez l'huile à moteur et remplissez avec de l'huile neuve. Faites tourner le moteur pendant environ cinq minutes pour faire circuler l'huile dans toutes les pièces. Reportez-vous la section FONCTIONNEMENT DU MOTEUR du manuel pour plus de détails sur la vidange d'huile.
- Retirez la batterie, rechargez-la et ajustez le niveau d'électrolyte. Rangez la batterie dans un endroit sec et sombre.
EMPILAGE
Les FRONTIER 500X appareils ne peuvent pas être empilés.
ANGLE DE FONCTIONNEMENT
Pour un fonctionnement optimal du moteur, la FRONTIER 500X doit fonctionner en position horizontale. L'angle maximal de fonctionnement continu est de 25° dans toutes les directions et de 35° par intermittence (moins de 10 minutes en continu) dans toutes les directions. Lors de l'utilisation de la soudeuse en position horizontale, des dispositions doivent être prises pour vérifier et maintenir le niveau d'huile à la capacité d'huile normale (PLEINE). De plus, la capacité de carburant réelle sera légèrement inférieure.
LEVAGE
La FRONTIER 500X pèse environ 726 kg (1 601 lb) avec un plein de carburant et 663 kg (1 462 lb) sans carburant. Une anse de levage est montée sur la machine et doit toujours être utilisée lors du levage de la machine.

AVERTISSEMENT

S'IL TOMBE, L'ÉQUIPEMENT peut causer des blessures.
- Soulevez ce produit uniquement avec un équipement d'une capacité de levage suffisante.
- Assurez-vous que la machine est stable lors du levage.
- Ne soulevez pas cette machine à l'aide d'une anse de levage si elle est équipée d'un accessoire lourd comme une remorque ou une bouteille à gaz.
- Ne soulevez pas la machine si l'anse de levage est endommagée.
- N'utilisez pas la machine pendant qu'elle est suspendue à l'anse de levage.
LIMITES ENVIRONNEMENTALES
Cette FRONTIER 500X est homologuée IP23S pour une utilisation dans un environnement extérieur. La machine ne doit pas être soumise à des chutes d'eau pendant son utilisation et aucune de ses parties ne doit être submergée dans l'eau. Le fait de le faire peut entraîner un mauvais fonctionnement et présenter un danger pour la sécurité. La meilleure pratique consiste à garder la machine dans un endroit sec et abrité.
FONCTIONNEMENT EN ALTITUDE ÉLEVÉE
À des altitudes élevées, un déclassement de sortie peut être nécessaire. Pour une puissance nominale maximale, réduisez la puissance de sortie de la soudeuse de 2 % pour chaque tranche de 305 m (1 000 pi) au-dessus de 1 524 m (5 000 pi).
Communiquez avec un représentant de service Kubota pour tout réglage de moteur qui pourrait être nécessaire.
FONCTIONNEMENT À TEMPÉRATURE ÉLEVÉE
À des températures supérieures à 40 °C (104 °F), un déclassement de la tension de sortie peut être nécessaire. Pour les valeurs nominales de sortie maximales, réduisez la tension nominale de sortie de la soudeuse de 2 volts pour chaque tranche de 10 °C (21 °F) au-dessus de 40 °C (104 °F).
FONCTIONNEMENT PAR TEMPS FROID
Avec une batterie complètement chargée, le moteur doit démarrer de manière satisfaisante à une température de -15 °C (5 °F). Si le moteur doit être démarré fréquemment à une température égale ou inférieure à -15 °C (5 °F), il peut être souhaitable d'utiliser le chauffe-bloc préinstallé. Les bougies de préchauffage fonctionnent automatiquement pendant la période d'attente au démarrage lorsque la machine est mise en marche.
Pour un fonctionnement normal à des températures inférieures à 0 °C (32 °F), l'utilisation d'une huile 0W-40 est recommandée. La machine est fournie avec de l'huile 10W-30, qui devrait être acceptable jusqu'à -15 °C (5 °F). L'utilisation d'huile synthétique et d'additifs du marché secondaire n'est pas recommandée.
Pour les températures inférieures à -5 °C (23 °F), il est recommandé d'utiliser le carburant diesel ASTM D975-94 n° 1-D S15 (diesel à très faible teneur en soufre). Les additifs supplémentaires pour carburant diesel ne sont généralement pas recommandés. L'ajout de kérosène au carburant diesel n'est pas autorisé.
Le liquide de refroidissement fourni avec le moteur est un mélange 50/50 d'éthylène glycol et d'eau qui sera satisfaisant jusqu'à -36 °C (-33 °F). Si la machine doit fonctionner à des températures inférieures à -36 °C (-33 °F), le liquide de refroidissement peut être remplacé par un mélange d'éthylène glycol à 60 % (60/40) pour offrir une protection contre le gel jusqu'à -51 °C (-60 °F).
Laissez le moteur se réchauffer avant d'appliquer une charge ou de passer au ralenti élevé. Lorsque la température de l'eau du moteur est inférieure à -20 °C (-4 °F), la sortie du moteur sera limitée jusqu'à 60 secondes pour un réchauffement forcé du moteur avant que le fonctionnement normal puisse commencer.
! AVERTISSEMENT

Il ne faut en aucun cas utiliser de l'éther ou d'autres liquides de démarrage avec ce moteur!
REMORQUAGE
Utilisez une remorque recommandée pour l'utilisation avec cet équipement pour le remorquage sur route, en usine et en cour par un véhicule ^(1) . Si l'utilisateur adapte une remorque qui n'est pas de Lincoln, il doit assumer la responsabilité que la méthode de fixation et d'utilisation n'entraîne pas de danger pour la sécurité ou n'endommage pas l'équipement de soudage. Voici certains des facteurs à prendre en considération :
- Capacité de conception de la remorque par rapport au poids de l'équipement Lincoln et aux accessoires supplémentaires possibles.
- Soutien et fixation appropriés à la base de l'équipement de soudage afin qu'il n'y ait pas de contrainte excessive sur le cadre.
- Positionnement approprié de l'équipement sur la remorque pour assurer la stabilité d'un côté à l'autre et de l'avant à l'arrière lors du déplacement et debout seul pendant l'utilisation ou l'entretien.
- Conditions d'utilisation typiques, c'est-à-dire vitesse de déplacement; rugosité de la surface sur laquelle la remorque sera utilisée; conditions environnementales; comme l'entretien.
- Conformité aux lois fédérales, provinciales et locales. (1)
Remarque: (1) Consulter les lois fédérales, provinciales et locales applicables concernant les exigences spécifiques pour l'utilisation sur les autoroutes publiques.
INSTALLATION DE CAMIONS DE SERVICE ET DE REMORQUES
La soudeuse doit être située de manière à fournir un débit d'air propre et frais sans restriction aux entrées d'air de refroidissement et à éviter que l'air chaud sortant du poste à souder ne circule de nouveau vers l'entrée d'air de refroidissement. Localisez également la soudeuse de sorte que les fumées d'échappement du moteur soient correctement ventilées vers une zone extérieure.

AVERTISSEMENT

- Des charges concentrées mal montées peuvent causer une maniabilité instable du véhicule et la défaillance des pneus ou d'autres composants.
- Ne transportez cet équipement de soudage que sur des véhicules en état de marche, qui sont classés et conçus pour de telles charges.
- Distribuez, équilibrez et sécurisez les charges afin que le véhicule soit stable dans des conditions d'utilisation.
- Ne dépassez pas les charges nominales maximales pour les composants tels que la suspension, les essieux et les pneus.
- Montez la base de l'équipement sur le lit ou le châssis en métal du véhicule. Ne montez pas la soudeuse à l'aide de supports en caoutchouc.
- Suivez les instructions du fabricant du véhicule.
- N'installez pas l'équipement dans un endroit où le débit d'air est restreint. L'équipement ou le moteur peuvent surchauffer.
- Ne soudez pas sur la base. Le soudage sur la base peut provoquer une explosion du réservoir de carburant ou un incendie.
- Mettez toujours la structure de l'équipement à la terre sur le châssis du véhicule pour éviter les risques de décharge électrique et d'électricité statique.
- Ne placez pas de réservoirs de propane ou de gaz de protection près de l'air chaud ou de l'échappement.
ENTRETIEN DU MOTEUR AVANT UTILISATION
LISEZ les instructions de fonctionnement et d'entretien du moteur fournies avec cette machine.

AVERTISSEMENT

Arrêtez le moteur et laissez-le refroidir avant de ravitailler.
Ne fumez pas lors du ravitaillement.
Remplissez le réservoir de carburant à un débit modéré et ne le remplissez pas trop. Essuyez le carburant déversé et laissez les vapeurs se dégager avant de démarrer le moteur.
Tenez les étincelles et les flammes loin du réservoir.
HUILE
La FRONTIER 500X est livrée avec le carter moteur rempli d'huile SAE 10W-30 de haute qualité, conforme à la classe API CK-4 pour les moteurs diesel. Vérifiez le niveau d'huile avant de démarrer le moteur. Si elle n'est pas à la marque pleine sur la jauge, ajoutez de l'huile au besoin. L'intervalle de vidange dépend de la qualité de l'huile et de l'environnement de fonctionnement. Consultez le manuel d'utilisation du moteur pour plus de détails sur les recommandations particulières en matière d'huile, les informations de rodage et les intervalles d'entretien et de maintenance appropriés.

CARBURANT
! AVERTISSEMENT

UTILISEZ DU CARBURANT DIESEL À TRÈS FAIBLE TENEUR EN SOUFRE AUX ÉTATS-UNIS ET AU CANADA
Remplissez le réservoir de carburant avec du carburant propre et frais. La capacité du réservoir est de 75,7 L (20 gal). Lorsque la jauge de carburant indique que le réservoir est vide, elle contient environ 7,6 L (2 gal.) de carburant de réserve.
Remarque: Une soupape d'arrêt de carburant est située juste avant le préfiltre/filtre à sédiments. Placez la soupape en position fermée lorsque la soudeuse n'est pas utilisée pendant de longues périodes.
SYSTÈME DE REFROIDISSEMENT DU MOTEUR
! AVERTISSEMENT

LE LIQUIDE DE REFROIDISSEMENT CHAUD peut brûler la peau.
Ne retirez pas le bouchon si le radiateur est chaud.
La soudeuse est livrée avec le moteur et le radiateur remplis d'un mélange à 50 % d'éthylène glycol et d'eau. Consultez la section ENTRETIEN à la page D-1 et le manuel d'utilisation du moteur pour plus d'informations sur le liquide de refroidissement.
CONNEXION DE LA BATTERIE
ATTENTION

Soyez prudent, car l'électrolyte est un acide fort qui peut brûler la peau et causer des lésions aux yeux.
Le FRONTIER 500X est livré avec le câble négatif de la batterie déconnecté et le matériel requis fixé à l'extrémité du câble. Assurez-vous que le commutateur RUN/STOP/IDLE (MARCHE/ARRÊT/RALENTI) est en position STOP (ARRÊT). À l'aide d'un tournevis ou d'une douille de 10 mm (3/8 po), retirez les 5 vis du bac à batteries. Fixez d'abord le gros fil, puis les fils plus petits, et fixez-les à l'aide du matériel fourni. Serrez à l'aide d'une douille de 9/16 po.
Remarque: Cette machine est livrée avec une batterie chargée à froid; si elle n'est pas utilisée pendant plusieurs mois, la batterie peut nécessiter une charge d'appoint. Veillez à charger la batterie en respectant la polarité. (Reportez-vous MANIPULATION DES BATTERIES à la page D-11)
! AVERTISSEMENT

LES GAZ DE LA BATTERIE peuvent exploser.
- Tenir les étincelles, les flammes et les cigarettes loin de la batterie.
Pour prévenir l'EXPLOSION lorsque :
- INSTALLATION D'UNE NOUVELLE BATTERIE — Débranchez d'abord le câble négatif de la vieille batterie et branchez-le à la nouvelle batterie en dernier.
- BRANCHEMENT D'UN CHARGEUR DE BATTERIE — retirez la batterie du poste à souder en débranchant d'abord le câble négatif, puis le câble positif et le collier de serrage de la batterie. Lors de la réinstallation, branchez le câble négatif en dernier. Maintenez une bonne ventilation.
UTILISATION D'UN REHAUSSEUR — connectez d'abord le fil positif à la batterie, puis connectez le fil négatif au fil négatif de la batterie au pied du moteur.
! AVERTISSEMENT

L'ACIDE DE BATTERIE peut brûler les yeux et la peau.
- Portez des gants et une protection oculaire et faire attention lorsque vous travaillez à proximité de la batterie.
- Suivez les instructions imprimées sur la batterie.
Important: Pour éviter des DOMMAGES ÉLECTRIQUES dans ces situations :
- De nouvelles batteries sont installées.
- Un chargeur d'appoint est utilisée.
Utilisez la polarité appropriée — Masse négative.
TUYAU DE SORTIE D'ÉCHAPPEMENT
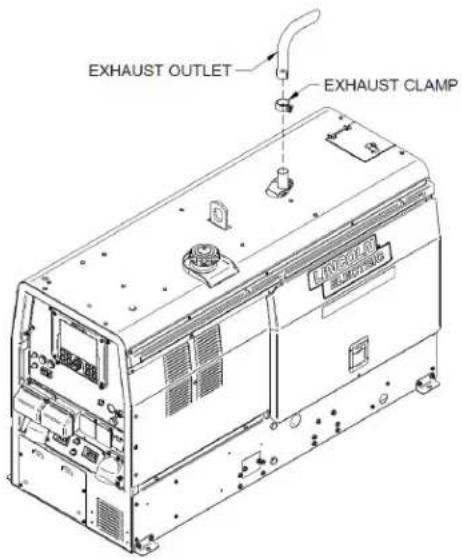
Retirez le capuchon du tuyau du silencieux qui dépasse du toit.
À l'aide de la pince fournie, fixez le tuyau de sortie au tube de sortie avec le tuyau positionné de manière à diriger l'échappement dans la direction souhaitée, loin de l'entrée d'air. Serrez à l'aide d'une clé.
Certaines lois fédérales, étatiques/provinciales ou locales peuvent exiger que les moteurs à essence ou diesel soient équipés de pare-étincelles d'échappement lorsqu'ils sont utilisés dans certains endroits où des étincelles non stationnées peuvent présenter un risque d'incendie.
Le silencieux standard inclus avec cette soudeuse n'est pas considéré comme un pare-étincelles. Lorsqu'exigé par la réglementation locale, un pare-étincelles approprié doit être installé et entretenu correctement.
Une trousse de pare-étincelles est disponible pour le FRONTIER 500X et peut être installée à la place de la sortie d'échappement fournie. Reportez-vous ACCESSOIRES ET OPTIONS à la page C-1.
MISE À LA TERRE DE LA MACHINE
Comme cette soudeuse à moteur portative génère sa propre puissance, il n'est pas nécessaire de connecter son châssis à une mise à la terre. Pour éviter toute décharge électrique dangereuse, les autres équipements alimentés par cette soudeuse motorisée doivent :
- Être mis à la terre sur le châssis de la soudeuse à l'aide d'une fiche de type mise à la terre, ou
- Être doublement isolé.
Lorsque cette soudeuse est montée sur un camion ou une remorque, son châssis doit être raccordé de façon sécuritaire au châssis métallique du véhicule.
De façon générale, si la machine doit être mise à la terre, elle doit être connectée avec un fil de cuivre n° 8 ou plus à une mise à la terre solide, comme un piquet de terre en métal qui entre dans la terre à une profondeur d'au moins 3,1 m (10 pi), ou au cadre métallique d'un bâtiment qui a été mis à la terre efficacement. Un goujon de mise à la terre de la machine marqué du symbole est fourni à l'avant de la soudeuse.

PRISES D'ALIMENTATION AUXILIAIRES
Démarrez le moteur et réglez le commutateur de commande du « RUN/STOP/IDLE » (en marche/arrêt/au ralenti) au mode « High Idle » (ralenti élevé). La tension est maintenant appropriée au niveau des prises pour l'alimentation auxiliaire. Cela doit être fait avant qu'un DDFT déclenché puisse être réinitialisé correctement. Consultez la section ENTRETIEN à la page D-1 pour obtenir des renseignements plus détaillés sur les tests et la réinitialisation du DDFT.
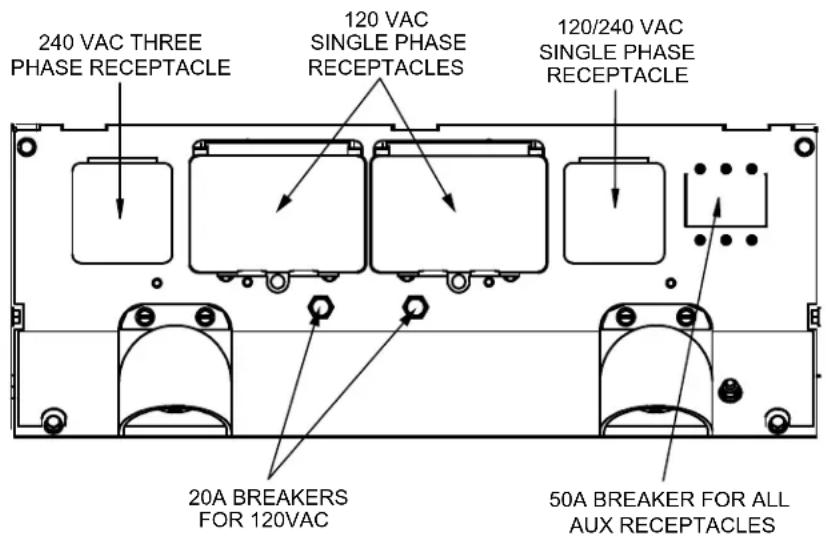
L'alimentation auxiliaire de la FRONTIER 500X consiste en deux prises doubles de 20 A à 120 V c.a. (5 à 20 R) protégées par un DDFT, une prise de 50 A et 120/240 V c.a. (14 à 50 R) et une prise triphasée de 50 A et 240 V c.a. (15 à 50 R). La capacité de puissance auxiliaire est de 12 000 watts de puissance continue de 60 Hz, monophasée. La puissance nominale auxiliaire en watts est équivalente à volts-ampères au facteur de puissance unitaire.
La sortie monophasée de 240 V c.a. peut être divisée pour fournir deux sorties séparées de 120 V c.a. avec un courant maximum autorisé de 50 ampères par sortie vers deux circuits de dérivation séparés de 120 V c.a.
Remarque: REMARQUE : Ces circuits sont des polarités opposées et ne peuvent pas être parallèles. La tension de sortie est de ± 10 % à toutes les charges jusqu'à la capacité nominale. La capacité de puissance auxiliaire triphasée est de 20 000 watts de puissance continue à 60 Hz.
PRISES DOUBLES DE 120 V c.a. ET DDFT
Un DDFT protège les deux prises d'alimentation auxiliaire de 120 V c.a.
Un DDFT (disjoncteur différentiel de fuite à la terre) est un dispositif qui protège contre les décharges électriques si un équipement défectueux qui y est branché présente un défaut de mise à la terre. Si cette situation se produit, le DDFT se déclenchera, ce qui coupera la tension de la sortie de la prise. Si un DDFT est déclenché, consultez la section ENTRETIEN à la page D-1 pour obtenir des informations détaillées sur les tests et la réinitialisation. Un DDFT doit être correctement testé avant chaque utilisation.
Les prises d'alimentation auxiliaire de 120 V c.a. ne doivent être utilisées qu'avec des fiches de type mise à la terre à trois fils ou des outils à double isolation homologués avec des fiches à deux fils. Le courant nominal de toute fiche utilisée avec le système doit être au moins égal à la capacité de courant de la prise associée.
DISJONCTEURS
Toute la puissance auxiliaire est protégée par des disjoncteurs. Les prises doubles de 120 V c.a. sont équipées de disjoncteurs de 20 ampères pour chaque prise. Les prises monophasées 120/240 V et triphasées 240 V sont équipées d'un disjoncteur tripolaire de 50 ampères qui déconnecte les deux fils chauds et les trois phases simultanément.
text_image
240 VAC THREE PHASE RECEPTACLE 120 VAC SINGLE PHASE RECEPTACLES 120/240 VAC SINGLE PHASE RECEPTACLE 20A BREAKERS FOR 120VAC 50A BREAKER FOR ALL AUX RECEPTACLESUTILISATION DU DISPOSITIF ÉLECTRIQUE
Cette machine a été conçue pour répondre aux exigences d'alimentation des outils et de l'équipement courants sur le chantier. Cependant, en raison de la nature de la puissance de sortie auxiliaire, il est recommandé que l'opérateur examine la sensibilité et les protections de tout outil ou équipement utilisé avec cette machine pour éviter tout dommage ou toute défaillance.
CÂBLES DE SORTIE DE SOUDAGE
Avec le moteur éteint, connectez-le aux bornes fournies. Ces connexions doivent être vérifiées périodiquement et serrées le cas échéant.
Les dimensions des câbles en cuivre sont indiquées dans le tableau ci-dessus pour le courant nominal et le cycle de service. Les longueurs stipulées sont la distance entre le soudeur et la masse et le retour au soudeur. Les dimensions des câbles sont augmentées les allonger, principalement dans le but de minimiser la chute de tension du câble.
| DIRECTIVES POUR LES CÂBLES DE SORTIE | ||||||
| AMPÈRES | POURCENTAGE DU CYCLEDE TRAVAIL | TAILLES DE CÂBLE POUR LONGUEURS COMBINÉES D'ÉLECTRODES ET DECÂBLES DE TRAVAIL (CUIVRE RECOUVERT DE CAOUTCHOUC - CLASSÉ75 °C [167 °F])** | ||||
| 0 à 50 pi 50 | à 100 pi 100 à | 150 pi 150 à 200 | pi 200 à 250 pi | |||
| 200 60 2 | 2 2 1 1/0 | |||||
| 200 100 2 | 2 2 1 1/0 | |||||
| 250 30 3 | 3 2 1 1/0 | |||||
| 250 40 2 | 2 1 1 1/0 | |||||
| 250 60 1 | 1 1 1 1/0 | |||||
| 250 100 1 | 1 1 1 1/0 | |||||
| 300 60 1 | 1 1 1/0 2/0 | |||||
| 300 100 2 | /0 2/0 2/0 2/0 3/0 | |||||
| 350 40 1/0 | 1/0 2/0 2/0 3/0 | |||||
| 400 60 2/0 | 2/0 2/0 3/0 4/0 | |||||
| 400 100 3 | /0 3/0 3/0 3/0 4/0 | |||||
| 500 60 2/0 | 2/0 3/0 3/0 4/0 | |||||
| 500 100 3 | /0 3/0 4/0 2-2/0 | 3-3/0 | ||||
Remarque: ** Les valeurs à onglets sont utilisées à des températures ambiantes de 40 °C (104 °F) et plus. Les applications supérieures à 40 °C (104 °F) peuvent nécessiter des câbles plus grands que recommandé ou des câbles dont la température est supérieure à 75 °C (167 °F).
INSTALLATION DU CÂBLE
Installez les câbles de soudage sur votre FRONTIER 500X comme suit.
| ⚠ AVERTISSEMENT | |
 | Le moteur doit être éteint pour installer les câbles de soudage.Retirez les écrous à bride des bornes de sortie.Branchez le porte-électrode et les câbles de travail aux bornes de sortie de soudure. Les bornes sont identifiées sur le devant du boîtier.Serrez fermement les écrous à bride.Assurez-vous que la pièce métallique que vous soudez (la « pièce à travailler ») est correctement connectée à la pince et au câble de travail.Vérifier et serrer les connexions périodiquement. |
ATTENTION

Des connexions desserrées causeront une surchauffe des bornes de sortie. Les bornes peuvent éventuellement fondre.
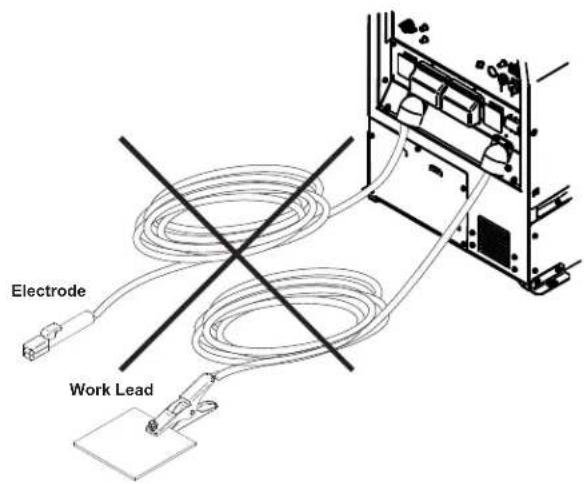
Ne croisez pas les câbles de soudage au niveau de la connexion de la borne de sortie. Gardez les câbles isolés et séparés les uns des autres.
L'INDUCTANCE DU CÂBLE ET SES EFFETS SUR LE SOUDAGE
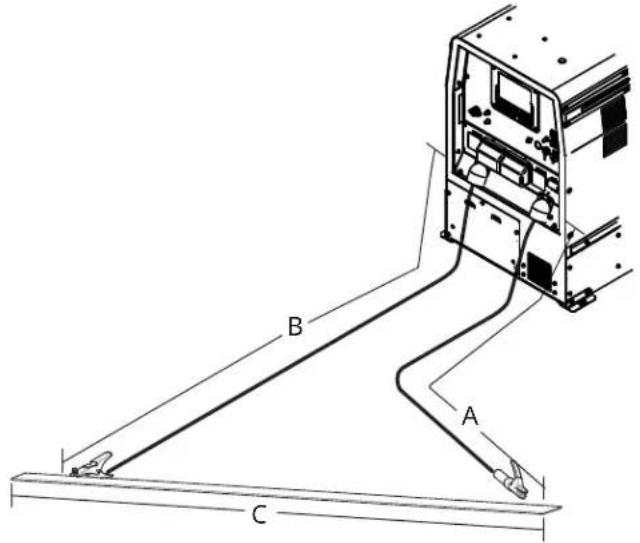
Une inductance excessive du câble entraînera la dégradation des performances de soudage. Plusieurs facteurs contribuent à l'inductance globale du système de câblage, notamment la taille du câble, le nombre de boucles et la superficie totale de la boucle. La zone de boucle est définie par la distance de séparation entre l'électrode et les câbles de travail et la longueur globale de la boucle de soudage. Longueur de la boucle de soudage = câble d'électrode (A) + câble de travail (B) + chemin de travail (C) (reportez-vous à la figure ci-dessous).
text_image
B A CPour minimiser l'inductance, utilisez toujours des câbles de taille appropriée et, dans la mesure du possible, faites passer l'électrode et les câbles de travail à proximité les uns des autres pour minimiser la zone de boucle. Évitez les longueurs excessives et n'enroulez pas le câble en excès. L'excédent de câble doit être placé en zigzag ou en ligne droite entre la machine et le travail conformément à la figure ci-dessous.
INSTALLATION
Si un mécanisme de dévidage est utilisé pour ranger les câbles de soudage, dévidez les câbles. Évitez de laisser plus de 30 pi de câble sur chaque bobine de stockage et, pour une meilleure performance, débobinez complètement les câbles de soudage.
Pour les longues pièces, un sol coulissant doit être envisagé pour garder la longueur totale de la boucle de soudage aussi courte que possible.
TECHNOLOGIE CROSSLINC
Cette FRONTIER 500X est dotée de la technologie CrossLinc, qui permet de contrôler à distance la sortie de soudage au moyen des câbles de soudure plutôt que par un câble de commande. Par conséquent, le câble de commande n'est plus nécessaire lorsqu'il est connecté à un câble d'alimentation ou à une télécommande compatible avec CrossLinc.
Cette machine fonctionnera avec tous les chargeurs de fils compatibles avec CrossLinc, à l'exception des modèles LN-25X les plus anciens. Les modèles incompatibles comprennent :
Code n° 12432
Code n° 12504
CONNEXIONS DE LA TÉLÉCOMMANDE
La FRONTIER 500X est équipée d'un connecteur à distance à 12 et 14 broches pour fixer les accessoires de la télécommande.
Remarque: Pour connecter les accessoires à un connecteur à 6 broches, utilisez l'adaptateur à 6 broches à 12 broches (K2909-1).
COMMANDE DE SORTIE À DISTANCE
Pour activer les capacités de la télécommande, activez-la à l'aide du bouton situé sur l'interface utilisateur. Lorsque la télécommande est activée, la sortie est contrôlée par le connecteur à 12 broches ou 14 broches. Le connecteur qui commande la sortie dépend si un seul connecteur ou les deux sont branchés. Si un seul connecteur est branché, ce connecteur contrôlera tous les modes de soudure, si les deux connecteurs sont
branchés dans le connecteur à 12 broches, il contrôlera tous les modes c.c. et le connecteur à 14 broches, tous les modes CV.
Lorsqu'un dispositif CrossLinc est connecté, la commande de sortie à distance est désactivée, et le dispositif CrossLinc contrôle la sortie.
TERMINAUX DE SOUDURE À DISTANCE
Par défaut, les bornes de soudure sont en position « ON » (en marche) lorsqu'un mode de soudure est sélectionné. Pour utiliser un interrupteur de commande de sortie à distance ou une pédale, les bornes de soudure peuvent être changées à DISTANCE dans les paramètres de soudure dans le mode de soudure souhaité.
SCHÉMAS DE CONNEXION DES ACCESSOIRES


AVERTISSEMENT
Éteignez la soudeuse avant d'effectuer ou de retirer des connexions électriques.
Lors de la connexion d'un accessoire au FRONTIER 500X, les étapes suivantes doivent être suivies :
Éteignez la soudeuse.
Connectez vos fils pour l'accessoire désiré. Pour l'électrode positive, branchez le câble de l'électrode à la borne « + » de la soudeuse et le câble de travail à la borne « - » de la soudeuse.
Pour l'électrode Négative, branchez le câble d'électrode à la borne « - » de la soudeuse et le câble de travail à la borne « + » de la soudeuse. Les schémas d'installation pour les configurations courantes sont inclus dans les pages suivantes.
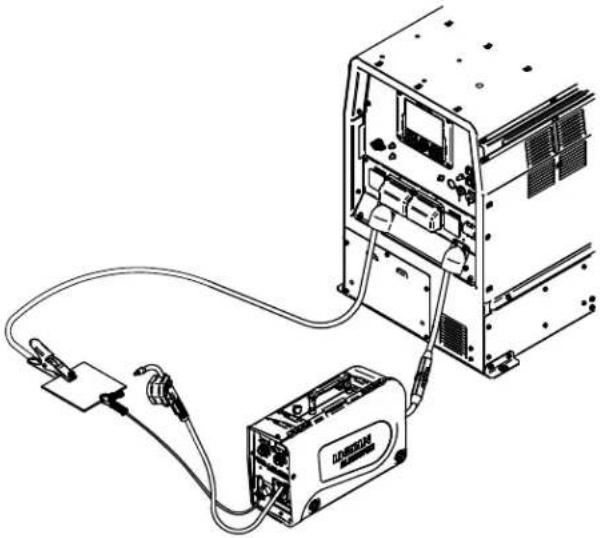
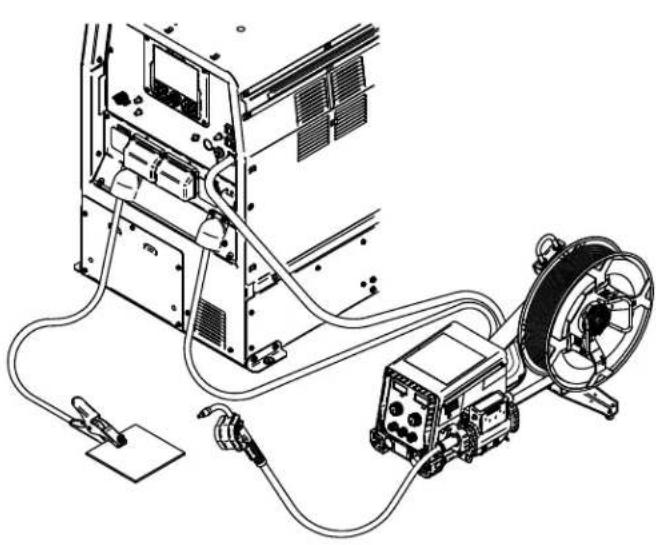
| FCAW À TRAVERS L'ALIMENTATION DE L'ARC DESCRIPTION | NUMÉRO DE PRODUIT | QTÉ. | |
 | FRONTIER 500X Soudeuse/générateur | K5350-2 1 | |
| LN-25X avec dévidoir de fils TVT | K4267-2 1 | ||
| K126® PRO Innershield® 350 A FCAW-SS Pistolet à souder 15 pi 1/16-5/64 | K126-12 1 | ||
| Câble d'alimentation pour soudage - Cosse à cosse - Cycle de service (3/0, 600 A, 60 %). | K1842-35 2 | ||
| Pince de travail GC-500 - 500 A, cycle de service à 60 % | K910-2 1 | ||
| Câble de soudure - Prise Tweco® (3/0, 600 A, 60 %) - 15,3 m (50 pi) | K2485-3 1 | ||
| Connecteurs femelles isolés CT40FS | K2487-1 2 | ||
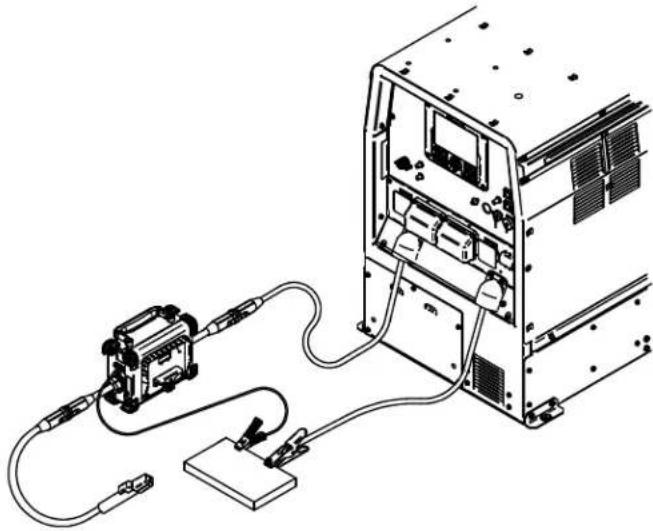
| CONFIGURATION DE LA TÉLÉCOMMANDE CROSSLINC DESCRIPTION | NUMÉRO DE PRODUIT | QTÉ. | |
 | FRONTIER 500X Soudeuse/générateur | K5350-2 1 | |
| Télécommande CrossLinc® | K4345-1 1 | ||
| Câble de soudure - Prise TWECO® (3/0, 600 A, 60 %) - 15,3 m (50 pi) | K2485-3 1 | ||
| Porte-électrode EH-450HD - 400 A, cycle de service à 60 % | K909-8 1 | ||
| Câble d'alimentation pour soudage - Cosse à cosse (3/0, 600 A, 60 %) - 10,6 m (35 pi) | K1842-35 1 | ||
| Pince de travail GC-500 - 500 A, cycle de service à 60 % | K910-2 1 | ||
| Connecteurs femelles isolés CT40FS | K2487-1 2 | ||
| EXEMPLE DE CONFIGURATION À DOUBLE ARC - SOUDEUSE À CÂBLE ET ONDULEUR À LIGNE CROISÉE | DESCRIPTION | NUMÉRO DE PRODUIT | QTÉ. |
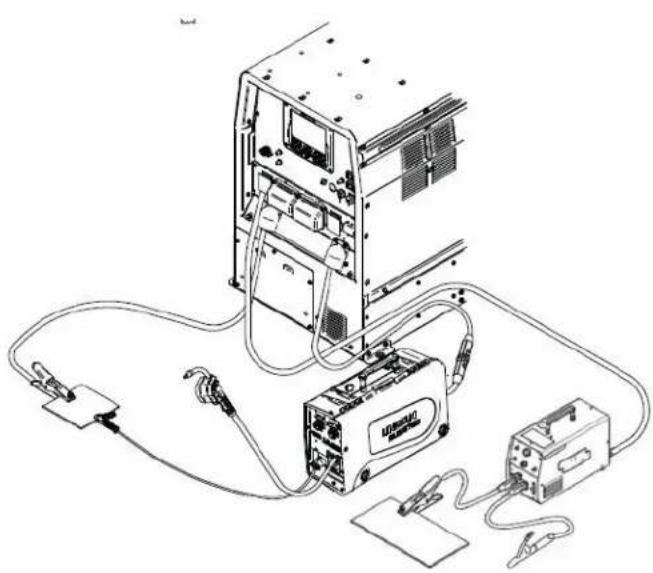 | 1er ARC | ||
| FRONTIER 500X Soudeuse/générateur | K5350-2 1 | ||
| LN-25X avec TVT K4 | 267-2 1 | ||
| K126® PRO Innershield® 350 A FCAW-SS Pistolet à souder 15 pi 1/16-5/64 | K126-12 1 | ||
| Câble d'alimentation pour soudage - Cosse à cosse (3/0, 600 A, 60 %) - 10,6 m (35 pi) | K1842-35 1 | ||
| Pince de travail GC-500 - 500 A, cycle de service à 60 % | K910-2 2 | ||
| Câble de soudure - Prise TWECO® (3/0, 600 A, 60 %) - 15,3 m (50 pi) | K2485-3 1 | ||
| Connecteurs femelles isolés CT40FS | K2487-1 2 | ||
| 2e ARC | |||
| Câble de soudage - TWECO® mâle et à extrémité ouverte (2/0, 350 A, 60 %) - (3 m) (10 pi) | K2483-2 2 | ||
| ® Invertec V276 (TWECO) | K4868-1 1 | ||
| Pince de travail GC-300 - 300 A, cycle de service à 60 % | K910-1 2 | ||
| Porte-électrode EH-305HD - 300 A, cycle de service à 60 % | K909-7 1 | ||
| CONFIGURATION TIG AVEC PÉDALE DE PIED DESCRIPTION | NUMÉRO DE PRODUIT | QTÉ. | |
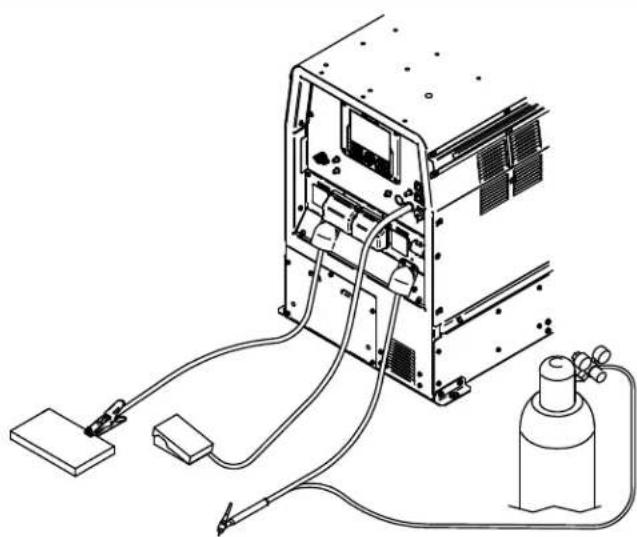 | FRONTIER 500X Soudeuse/générateur | K5350-2 1 | |
| Torche TIG PTA-26V (25 pi) | K1783-9 2 | ||
| AmptrolTM pour le pied - 25 pi (7,6 m) (12 broches) | K870-2 1 | ||
| Câble de masse - Cosse et pince de mise à la terre GC500 (2/0, 350 A, 60 %) - 15,3 m (15 pi) | K2150-1 1 | ||
| Trousse de régulateur de carburant réglable et de tuyau de luxe | K586-1 1 | ||
| EXEMPLE DE CONFIGURATION DU PISTOLET À BOBINE DESCRIPTION | NUMÉRO DE PRODUIT | QTÉ. | |
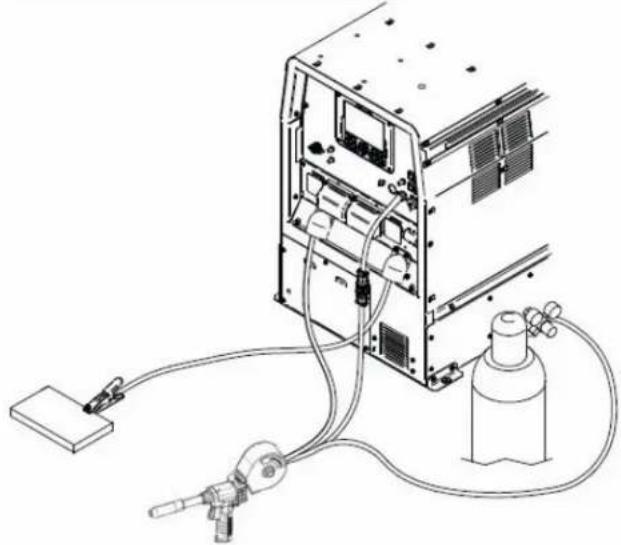 | FRONTIER 500X Soudeuse/générateur | K5350-2 1 | |
| Trousse de régulateur de carburant réglable et de tuyau de luxe | K586-1 1 | ||
| Adaptateur 12M à 7F | K2910-1 1 | ||
| Câble de masse - Cosse et pince de mise à la terre GC500 (2/0, 350 A, 60 %) - 15,3 m (15 pi) | K2150-1 1 | ||
| Pistolet à bobine Magnum® PRO 250LX GT - 25 pi | K3569-2 1 | ||
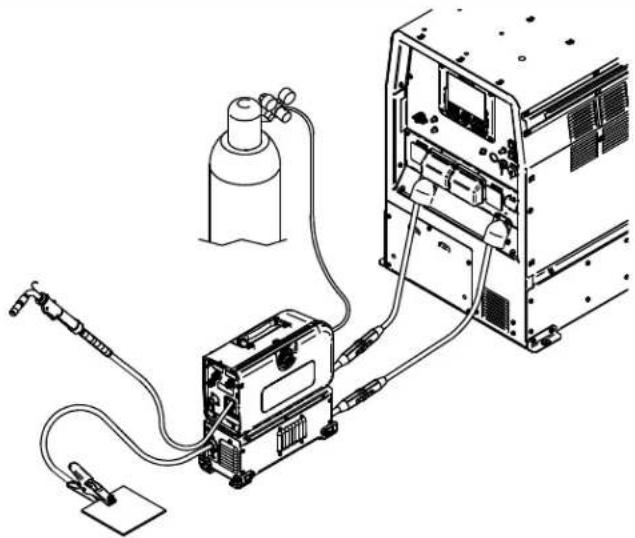
| GMAW À TRAVERS LE CHARGEUR D'ARC DESCRIPTION | NUMÉRO DE PRODUIT | QTÉ. | |
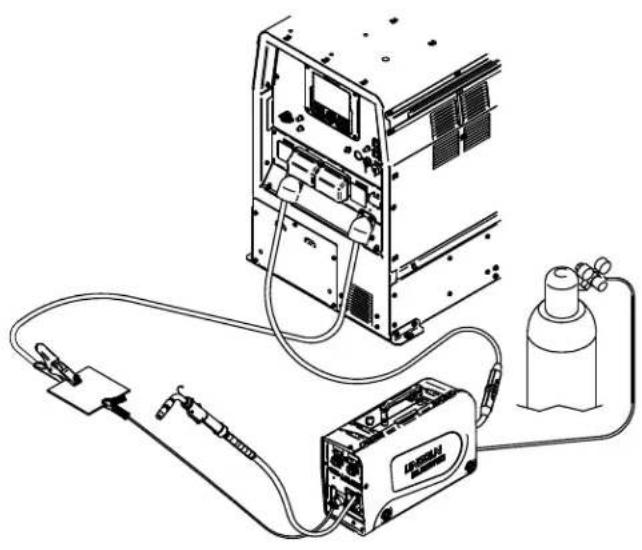 | FRONTIER 500X Soudeuse/générateur | K5350-2 1 | |
| LN-25X avec TVT K4 | 267-2 1 | ||
| Pistolet à souder Magnum®PRO CurveTM HDETM 350 Ready-Pak®- 15 pi | K4532-1 1 | ||
| Trousse de régulateur de carburant réglable et de tuyau de luxe | K586-1 1 | ||
| Câble d'alimentation pour soudage - Cosse à cosse (3/0, 600 A, 60 %) - 10,6 m (35 pi) | K1842-35 1 | ||
| Pince de travail GC-500 - 500 A, cycle de service à 60 % | K910-2 1 | ||
| Câble de soudure - Prise TWECO3(3/0, 600 A, 60 %) - 15,3 m (50 pi) | K2485-3 2 | ||
| Connecteurs femelles isolés CT40FS | K2487-1 1 | ||
| CONFIGURATION FLEXFEED 74 HT FCAW DESCRIPTION | NUMÉRO DE PRODUIT | QTÉ. | |
 | FRONTIER 500XSoudeuse/générateur | K5350-2 1 | |
| Flex Feed ^ 74 HT - NumériqueU/I, enrouleurrobuste, trousse engouge | K3883-14 1 | ||
| Pistolet de soudageMagnum ^ Innershield ^ 450 A FCAW-SS15 pi 120-764 | K115-2 1 | ||
| Câble d'alimentationpour soudage -Cosse à cosse (3/0,600 A, 60 %) - 10,6 m(35 pi) | K1842-35 1 | ||
| Pince de travailGC-500 - 500 A, cyclede service à 60 % | K910-2 1 | ||
| Rallonge de câble decommande - mâle14 broches à femelle14 broches - 15,2 m(50 pi) | K1797-50 1 | ||
| CONFIGURATION DE LA SCIE LT-7 DESCRIPTION | NUMÉRO DE PRODUIT | QTÉ. | |||
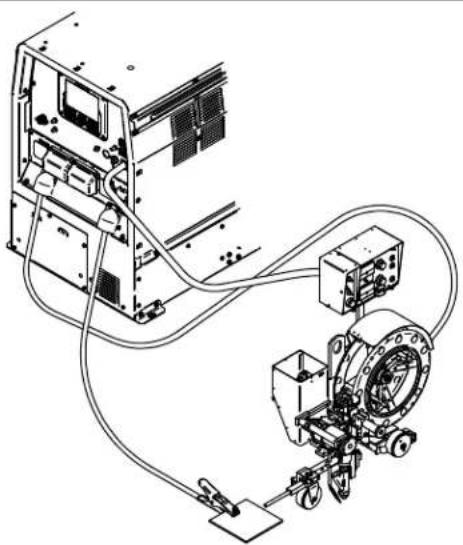 | FRONTIER 500X Soudeuse/générateur | K5350-2 1 | |||
| Tracteur LT-7 (standard) | K227-1 1 | ||||
| Câble d'alimentation pour soudage - Cosse à cosse (3/0, 600 A, 60 %) - 10,6 m (35 pi) | K1842-35 2 | ||||
| Pince de travail GC-500 - 500 A, cycle de service à 60 % | K910-2 1 | ||||
| Câble de commande LT-7 | K1822-25 1 | ||||
INSTALLATION
| CONFIGURATION DU TUYAU ACTIV8X DESCRIPTION | NUMÉRO DE PRODUIT | QTÉ. | |
 | FRONTIER 500X Soudeuse/générateur | K5350-2 1 | |
| Activ8X ^® Pipe ^TM (TWECO ^® ) One-Pak ^® | K4968-2 1 | ||
| Trousse de régulateur de carburant réglable et de tuyau de luxe | K586-1 1 | ||
| Câble de soudure - Prise TWECO ^® (2/0, 350 A, 60 %) - 15,3 m (50 pi) | K2485-2 2 | ||
| Connecteurs femelles isolés CT40FS | K2487-1 2 | ||
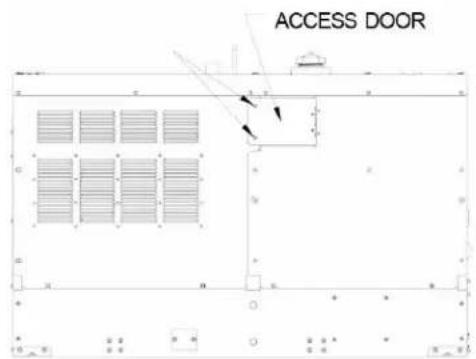
PROTECTEURS ET RELAIS DU CIRCUIT DE COMMANDE DU MOTEUR PORTE D'ACCÈS
Les protecteurs de circuit et les relais des circuits de commande du moteur sont accessibles en ouvrant la porte d'accès située sur le côté gauche du carter de la machine. Retirez les deux vis de la porte du panneau comme indiqué pour ouvrir le panneau.
Les protecteurs de circuit et les relais sont maintenant accessibles comme illustré.
text_image
ACCESS DOOR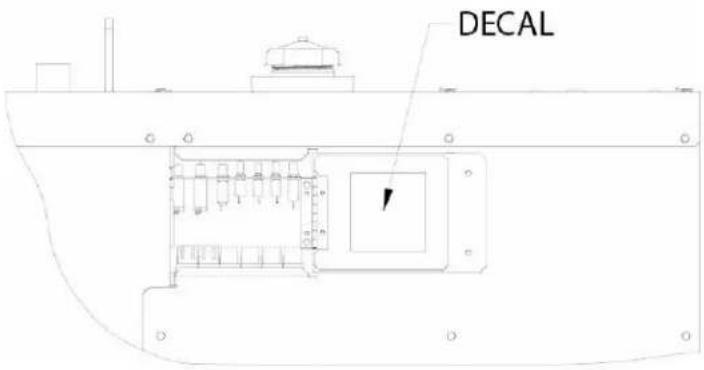
text_image
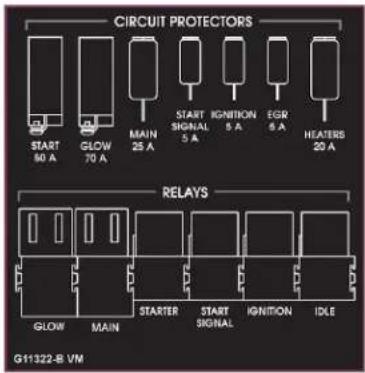
DECALL'autocollant à l'intérieur de la porte d'accès indique les descriptions et les emplacements des protecteurs de circuit et des relais. Cet autocollant est illustré sur l'image.
text_image
CIRCUIT PROTECTORS START 50 A GLOW 70 A MAIN 25 A START SIGNAL 5 A IGNITION 5 A FGR 6 A HEATERS 20 A RELAYS GLOW MAIN STARTER START SIGNAL IGNITION IDLE G11322-B VMINSTALLATION
FONCTIONNEMENT
PRÉCAUTIONS DE SÉCURITÉ
Lisez et assurez-vous de comprendre entièrement cette section avant d'utiliser votreFRONTIER 500X.
N'essayez pas d'utiliser cet équipement avant d'avoir lu attentivement tous les manuels d'utilisation et d'entretien fournis avec votre outil. Ils comprennent d'importantes mesures de sécurité, des instructions détaillées sur le démarrage, le fonctionnement et l'entretien du moteur, ainsi que des listes de pièces.

AVERTISSEMENT

Les DÉCHARGES ÉLECTRIQUES peuvent causer la mort.
- Ne touchez pas les pièces sous tension comme les bornes de sortie ou le câblage interne.
- Isolez-vous du travail et du sol.
- Portez toujours des gants isolants secs.

AVERTISSEMENT

L'ÉCHAPPEMENT DU MOTEUR peut tuer.
- Utilisez dans des zones ouvertes et bien ventilées, ou acheminez l'échappement vers l'extérieur.
N'empilez rien près du moteur.

AVERTISSEMENT

LES PIÈCES MOBILES peuvent causer des blessures.
- N'opérez pas avec les portes ouvertes ou sans les protections.
- Arrêtez le moteur avant l'entretien.
- Tenez-vous à l'écart des pièces en mouvement.
L'état de fonctionnement d'un produit ou d'une structure utilisant les modes de soudage est et doit être la seule responsabilité du constructeur/utilisateur. Plusieurs variables indépendantes de la volonté de The Lincoln Electric Company ont une incidence sur les résultats obtenus en appliquant ces programmes. Ces variables incluent, mais sans s'y limiter, les procédures de soudage, la chimie et la température des plaques, la conception des soudures, les méthodes de fabrication et les exigences de service. La plage disponible d'un mode de soudage peut ne pas convenir à toutes les applications, et le constructeur/utilisateur est et doit être seul responsable du choix du mode de soudage.
SOUDURE - La FRONTIER 500X offre une excellente sortie de soudage c.c. à courant constant pour le soudage par bâtonnet (SMAW) et TIG (GTAW), ainsi qu'une excellente sortie de soudage c.c. à tension constante pour le soudage MIG (GMAW), Innershield (FCAW), Outershield (FCAW-G) et au centre de métal (GMAW-C). De plus, la FRONTIER 500X peut être utilisée pour le gougeage à l'arc avec des électrodes en carbone d'un diamètre allant jusqu'à 8,0 mm (5/16 po). Le FRONTIER 500X prend également en charge les applications de pistolet à bobine et le soudage à l'arc submergé CV (CV-SAW).
GÉNÉRATEUR - The FRONTIER 500X fournit une sortie souple monophasée de 120/240 V c.a. et triphasée de 240 V c.a. pour une puissance auxiliaire et une puissance d'urgence de réserve.
Le FRONTIER 500X n'est PAS RECOMMANDÉ pour la décongélation des tuyaux.
! AVERTISSEMENT

La décongélation des tuyaux avec une soudeuse à l'arc peut provoquer un incendie, une explosion et des dommages au câblage électrique ou à la soudeuse à l'arc si elle n'est pas effectuée correctement.
L'utilisation d'une soudeuse à l'arc pour la décongélation des tuyaux n'est pas recommandée ni soutenue par Lincoln Electric.
AJOUT DE CARBURANT
! AVERTISSEMENT

Le CARBURANT DIESEL peut causer un incendie.
Arrêter le moteur pendant le ravitaillement.
Ne fumez pas lors du ravitaillement.
Tenez les étincelles et les flammes loin du réservoir.
Ne pas laisser sans surveillance pendant le ravitaillement.
Essuyez le carburant déversé et laissez les vapeurs se dégager avant de démarrer le moteur.
Ne pas trop remplir le réservoir, car l'expansion du carburant pourrait causer un débordement.
CARBURANT DIESEL SEULEMENT - Carburant à faible teneur en soufre ou carburant à très faible teneur en soufre aux États-Unis et au Canada.
Retirez le bouchon du réservoir de carburant.
Remplissez le réservoir. NE REMPLISSEZ PAS LE RÉSERVOIR JUSQU'AU POINT DE DÉBORDEMENT.
Replacez le bouchon du réservoir de carburant et serrez-le solidement.
Consultez le manuel du propriétaire du moteur pour les recommandations spécifiques concernant le carburant.
PÉRIODE DE RODAGE
Le moteur utilisera une petite quantité d'huile pendant sa période de « rodage ». La période de rodage est d'environ 50 heures. Changez l'huile après les 50 premières heures de fonctionnement. Ensuite, suivez le calendrier d'entretien et de maintenance du moteur qui se trouve dans le ENTRETIEN DU MOTEUR à la page D-3.

ATTENTION

Pendant la période de rodage, soumettez la soudeuse à moteur à des charges modérées. Évitez les longues périodes de fonctionnement au ralenti. Avant d'arrêter le moteur, retirez toutes les charges et laissez le moteur refroidir pendant plusieurs minutes.
FONCTIONNEMENT DU MOTEUR
Avant de démarrer le moteur :
- Assurez-vous que la machine est sur une surface plane.
- Ouvrez la porte latérale du moteur et retirez la jauge d'huile à moteur et essuyez-la avec un chiffon propre.
- Réinsérez la jauge et vérifiez le niveau sur la jauge.
- Ajoutez de l'huile (si nécessaire) pour ramener le niveau à la marque maximale. Ne remplissez pas trop. Fermez la porte du moteur.
- Vérifiez le niveau de liquide de refroidissement du radiateur. (Remplissez si nécessaire).
- Consultez le manuel du propriétaire du moteur pour les recommandations spécifiques concernant l'huile et le liquide de refroidissement.

DÉMARRAGE DU MOTEUR
- Retirez toutes les fiches branchées aux prises de courant CA.
- Tournez le bouton « RUN/STOP/AUTO IDLE » (en marche/arrêt/ralenti automatique) à la position de démarrage jusqu'à ce que la machine se mette en marche.
- Relâchez immédiatement le bouton « START » (démarrer) lorsque le moteur démarre.
- Le moteur tournera à vitesse de ralenti élevée pendant environ 30 secondes, puis passera à une vitesse de ralenti faible. Laissez le moteur se réchauffer au ralenti pendant plusieurs minutes avant d'appliquer une charge ou de passer au ralenti élevé.

ATTENTION

Ne laissez pas le démarreur fonctionner en continu pendant plus de 20 secondes.
ARRÊT DU MOTEUR
Retirez toutes les charges de soudage et de puissance auxiliaire et laissez le moteur tourner au ralenti pendant quelques minutes pour refroidir le moteur.
Arrêtez le moteur en plaçant le commutateur « RUN/STOP/IDLE » (en marche/arrêt/au ralenti) en position « STOP » (arrêt).
Remarque: Une soupape d'arrêt de carburant est située sur le préfiltre à carburant.
CONSOMMATION DE CARBURANT TYPIQUE
Consultez le tableau ci-dessous pour connaître la consommation de carburant typique du moteur de la FRONTIER 500X pour divers scénarios de fonctionnement.
| (Kubota V2403-CR-TE4) Consommation de carburant | |||
| GAL. /RH L/RH DURÉE DE | FONCTIONNEMENT (HEURES) AVEC UN RÉSERVOIR COMPLET* | ||
| Ralenti faible, sans charge 1 500 TR/MIN | 0,38 1,44 52,63 | ||
| Ralenti élevé, sans charge 1 800 TR/MIN | 0,46 1,74 43,48 | ||
| Sortie de soudure c.c. 500 A à 40 V | 1,83 6,93 10,93 | ||
| 20 000 watts triphasé 1,59 | 6,00 12,62 | ||
| 12 000 watts monophasé | 1,14 4,33 17,50 | ||
Remarque: Réservoir plein égal à 75,7 L. (20 gal). Ces données sont à titre de référence seulement. La consommation de carburant est approximative et peut être influencée par de nombreux facteurs, y compris l'entretien du moteur, les conditions environnementales et la qualité du carburant.
COMMANDES ET PARAMÈTRES
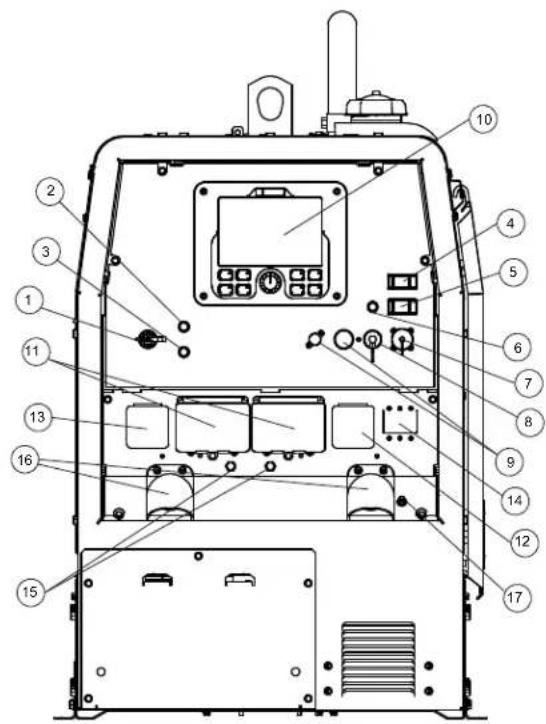
Toutes les commandes de la soudeuse et du moteur sont situées sur le panneau avant du boîtier. Reportez-vous à la figure ci-dessous et aux explications qui suivent.
COMMANDES DU PANNEAU AVANT DU BOÎTIER
-
INTERRUPTEUR DE COMMANDE DU MOTEUR - L'interrupteur de commande du moteur a quatre positions :
-
« OFF » (arrêt) – Éteint la machine, tous les composants électroniques et le moteur.
- « HIGH IDLE » (ralenti élevé) - Le moteur fonctionne toujours à pleine vitesse (1 800 tr/min).
- « AUTO IDLE » (ralenti automatique) – En présence d'une charge de soudage ou d'une charge auxiliaire, le moteur fonctionnera à pleine vitesse (1 800 tr/min). Environ 12 secondes après le retrait de la charge, le moteur ralentit jusqu'à la vitesse de ralenti (1 500 tr/min).
-
« START » (démarrer) – Utilisé pour démarrer le moteur. Placez l'interrupteur de commande du moteur en position « AUTO » (automatique) ou « HIGH IDLE » (ralenti élevé) une fois que le moteur a démarré.
-
DISJONCTEUR 15 A POUR BATTERIE DE MOTEUR 12 V
-
DISJONCTEUR 10 A POUR SYSTÈME ^® ARCLINK DE 40 V
-
COMMUTATEUR DE POLARITÉ DU VOLTMÈTRE DE LA TÊTE DE SOUDAGE - Utilisé pour faire correspondre la polarité du voltmètre de la tête de soudage à la polarité de l'électrode.
-
INTERRUPTEUR DE TENSION DE L'ALIMENTATION DE FIL DE 42 V/120 V – Permet de basculer la sortie du connecteur à 14 broches vers la tension requise par le dévidoir (situé au-dessus du connecteur à 14 broches).
-
DISJONCTEUR 3 A POUR TÉLÉCOMMANDE À 12 BROCHES
-
CONNECTEUR 14 BROCHES – Pour fixer le câble d'alimentation de la tête de soudage. Comprend un circuit de fermeture de contact, une télécommande et une alimentation pour le dévidoir (42 V/120 V sélectionnable). Le circuit de commande à distance fonctionne de la même manière que dans le connecteur à 12 broches.
-
CONNECTEUR À 12 BROCHES – Pour raccorder l'équipement de télécommande en option. L'adaptateur K2909-1 (12 broches à 6 broches) peut être utilisé pour la fixation aux accessoires nécessitant le connecteur à 6 broches.
- CONNECTEURS DU SYSTÈME ARCLINK® – Connecteurs en option disponibles dans une trousse séparée. La trousse comprend les composants nécessaires pour alimenter un système ARCLINK®.
- INTERFACE GRAPHIQUE AVEC L'UTILISATEUR - Contrôle et affiche les informations sur la machine. Voir la section COMMANDES D'INTERFACE UTILISATEUR pour plus d'informations sur le fonctionnement.
- PRISES MONOPHASÉES DE 120 V c.a. - Prises NEMA 5 20 R qui fournissent une alimentation auxiliaire monophasée de 120 V c.a. Chaque prise a une capacité nominale de 20 ampères.
12.PRISE MONOPHASÉE DE 120/240 V c.a. – Une prise NEMA 14 à 50 R qui fournit 240 V c.a. ou peut être divisée pour une alimentation auxiliaire monophasée de 120 V c.a. Cette prise a un régime nominal de 50 ampères. Reportez-vous à la section PRISES D'ALIMENTATION AUXILIAIRE dans le chapitre d'installation pour plus d'informations sur cette prise.
13.PRISE À TRIPHASÉE DE 240 V c.a. - Prise NEMA 15 à 50 R qui fournit une alimentation auxiliaire triphasée de 240 V c.a. Cette prise a un régime nominal de 50 ampères.
14.DISJONCTEUR 50 A POUR PRISES 120/240 V ET 240 V
15.DISJONCTEURS 20 A POUR PRISES 120 V - TERMINAUX DE SOUDURE – Ces 13 goujons de ½ po avec des écrous à bride fournissent des points de connexion de soudage pour l'électrode et les câbles de travail. Pour le soudage en polarité positive, le câble d'électrode se connecte à la borne positive « + » et le câble de travail se connecte à la borne négative « - ». Pour le soudage en polarité négative, le câble de travail se connecte à la borne positive « + » et le câble d'électrode se connecte à cette borne négative « - ».
- GOUJON DE MISE À LA TERRE – Fournit un point de connexion pour raccorder le boîtier de la machine à la terre. Reportez-vous à la section MISE À LA TERRE DE LA MACHINE du chapitre INSTALLATION pour obtenir des informations sur la mise à la terre appropriée de la machine.
COMMANDES ET NAVIGATION DE L'INTERFACE UTILISATEUR
COMMANDES DE L'INTERFACE UTILISATEUR ET NAVIGATION
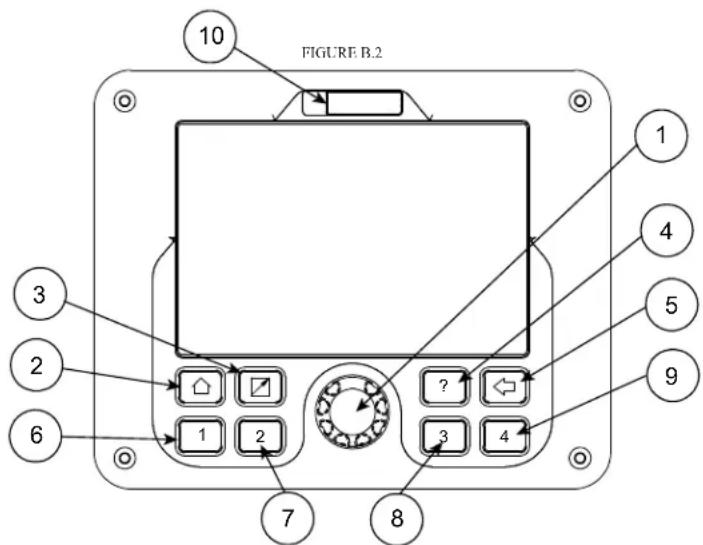
text_image
10 FIGURE B.2 1 3 2 6 7 8 9 5 4 1 2 3 4- BOUTON-POUSSOIR - Tourner le bouton pour régler les valeurs et parcourir les menus, puis appuyer sur le bouton pour sélectionner les valeurs.
- BOUTON D'ACCUEIL - Vous ramènera à l'écran d'accueil à partir de n'importe quel menu.
-
BOUTON DE TÉLÉCOMMANDE – Activer/désactiver la télécommande.
-
« HELP » (aide) et « READY.SET.WELD » (à vos marques, prêts, soudez) ^ - Appuyez sur pour obtenir plus de renseignements sur une fonction ou un paramètre en surbrillance. Après avoir sélectionné un processus de soudage, appuyez sur pour entrer « READY.SET. SOUDURE ^ . « READY.SET.WELD » (à vos marques, prêts, soudez) ^ est une fonction de configuration guidée qui fournit une plage de sortie recommandée basée sur un matériau donné, l'épaisseur du matériau, le type d'électrode et le diamètre de l'électrode.
- PRÉCÉDENT - Retourner à l'écran précédent.
- MÉMOIRE 1 – Rappel du processus et des paramètres de mémoire 1 sauvegardés ou appuyez longuement pour stocker une nouvelle mémoire.
- MÉMOIRE 2 - Rappel du processus et des paramètres de mémoire 2 sauvegardés ou appuyez longuement pour stocker une nouvelle mémoire.
- MÉMOIRE 3 – Rappel du processus et des paramètres de mémoire 3 enregistrés ou appuyez longuement pour stocker une nouvelle mémoire.
- MÉMOIRE 4 – Rappel du processus et des paramètres de mémoire 4 enregistrés ou appuyez longuement pour stocker une nouvelle mémoire.
- PORT USB - Effectuez les mises à jour de la machine en insérant une clé USB.
SÉLECTION DE L'ÉCRAN D'Ac.c.UEIL ET DU MODE SOUDURE
Utilisez le bouton pour naviguer entre les processus de soudage suivants; appuyez sur le bouton pour sélectionner le mode de soudage désiré, comme illustré à la figure ci-dessous.
La machine est livrée avec les modes de soudage disponibles :
- Tuyau (SMAW)
- Bâtonnet (SMAW)
- Soudage à l'arc avec fil fourré (FCAW-S)
- Soudage au gaz avec fil fourré (FCAW-G)
- MIG (GMAW)
- Gougeage (CAC-A)
- TIG (GTAW)
- Pistolet dévidoir
- Soudage à l'arc submergé (SAW)

La sélection d'un mode de soudure détermine les caractéristiques de sortie de la source d'alimentation de la FRONTIER 500X. Le mode de soudure approprié doit être utilisé en fonction de l'application désirée. Plusieurs variables indépendantes de la volonté de The Lincoln Electric Company ont une incidence sur les résultats obtenus en appliquant ces programmes. Ces variables incluent, mais sans s'y limiter, les procédures de soudage, la chimie et la température des plaques, la conception des soudures, les méthodes de fabrication et les exigences de service.
Remarque: Reportez-vous la section FONCTIONNEMENT DE LA SOUDEUSE pour plus de détails sur chaque mode de soudure.
ÉCRAN MODE SOUDAGE
Après avoir sélectionné le processus de soudure, utilisez le bouton central pour régler la sortie de soudage (reportez-vous à la figure ci-dessous).
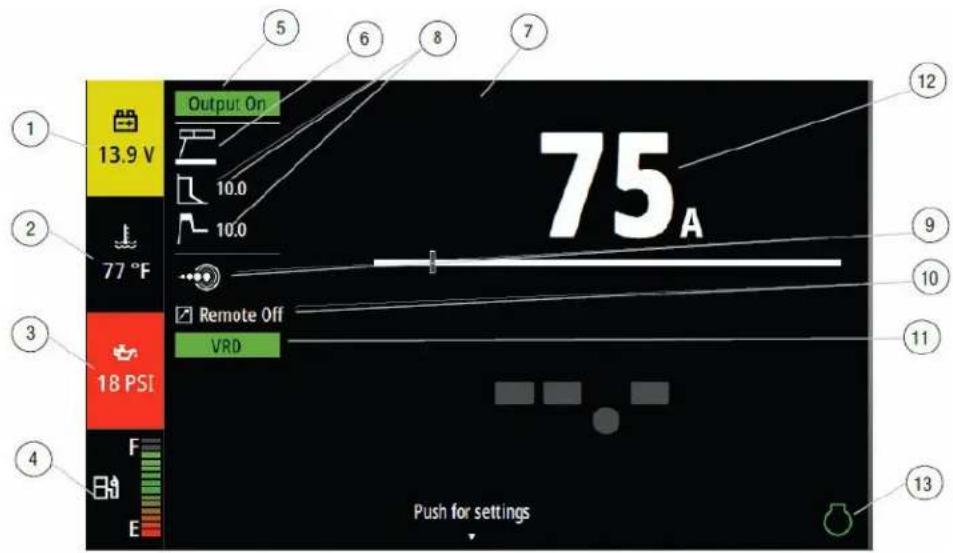
text_image
13.9 V Output On 10.0 10.0 77 °F Remote Off VRD 18 PSI Push for settings 75 A 12 9 10 11 13 4 EDans les modes de courant constant, le bouton ajuste l'intensité de soudage; alors qu'en mode tension constante, le bouton ajuste la tension de soudage.
Sur le côté gauche de l'écran, l'opérateur peut reportez-vous aux indicateurs d'état de la machine. De haut en bas :
- TENSION DE LA BATTERIE – Affiche la tension de la batterie et indique que le système de charge fonctionne correctement.
- TEMPÉRATURE DU MOTEUR – Affiche la température du liquide de refroidissement du moteur.
- PRESSION DE L'HUILE – La jauge affiche la pression d'huile du moteur lorsque le moteur est en marche.
- NIVEAU DE CARBURANT – Affiche le niveau de carburant diesel dans le réservoir de carburant.
Si l'état de la machine se déplace en dehors des plages de fonctionnement recommandées, les icônes changeront de couleur :
Noir - Fonctionnement normal
Jaune - Avertissement
Rouge - Critique
À côté des indicateurs du moteur se trouvent les indicateurs de paramètres de soudure et de fonctionnement. De haut en bas :
-
ÉTAT DE SORTIE – Indique si les goujons de soudage sont à « ON » (en marche) ou « OFF » (arrêt).
-
MODE SOUDAGE – Indique le mode de soudage actuel de la machine.
-
MINUTERIE D'ARRÊT – Lorsque « Auto Stop/Start » (arrêt/démarrage automatique) est activé, un compte à rebours apparaîtra en haut de l'écran (l'affichage de la minuterie n'est pas illustré à la figure ci-dessus).
-
PARAMÈTRES DU MODE DE SOUDAGE – Indique le paramètre du mode de soudure comme la force de l'arc et le démarrage à chaud. Appuyez sur le bouton pour accéder aux paramètres du mode. Reportez-vous la section PARAMÈTRES DU MODE SOUDAGE pour plus de détails.
-
INDICATEUR DE CROSSLINC - Montre que la machine communique activement avec un accessoire CrossLinc.
-
ÉTAT DE LA TÉLÉCOMMANDE - Indique si une télécommande de sortie est activée ou désactivée.
11.INDICATEUR VRD - Lorsque le VRD est actif, un voyant rouge s'affiche sur l'interface utilisateur si la force électromotrice (f.é.m.) est égale ou supérieure à 30 V et un voyant vert s'affiche si la tension de la (f.é.m.) est inférieure à 30 V.
Remarque: Ces indicateurs n'apparaissent pas pendant le soudage, voir DISPOSITIF DE RÉDUCTION DE TENSION (VRD) à la page A-4 pour changer la position « ON/OFF » (en marche/arrêt) des interrupteurs VRD.
12.POINT DE TRAVAIL - Indique la sortie où la machine a été réglée.
13.VOYANT D'ÉTAT DU MOTEUR - Indique l'état actuel du moteur.

Le moteur ne fonctionne pas Défaillante active du moteur

Moteur en marche, aucun défaut actif

Défaut actif nécessitant l'arrêt du moteur

ÉCRAN DE SOUDAGE ACTIF
Après avoir déclenché l'arc de soudage, l'écran passe à l'ÉCRAN DE SOUDAGE ACTIF pour afficher l'intensité et la tension en temps réel pendant environ 5 secondes, puis l'interface utilisateur revient automatiquement à l'écran du mode soudage. Cela permet à l'opérateur de lire le courant et la tension réels juste avant l'arrêt du soudage.
La précision des compteurs est de +/- 3 %.
Lorsque le câble d'alimentation CrossLinc® avec technologie de voltage réel (true voltage technology, TVT) est connecté, l'écran affichera la sortie réelle de la machine. Cela variera de la tension préréglée sur le câble d'alimentation, car la TVT compense la chute de tension dans la boucle de soudage.

Dans un processus de soudage actif, appuyez sur le bouton pour afficher.
options d'arc supplémentaires.
Chaque mode offre plusieurs options pour affiner la performance de soudage à l'arc. Les options disponibles dépendent du mode de soudage sélectionné. Les paramètres de soudage sont mémorisés entre chaque mode de soudage.
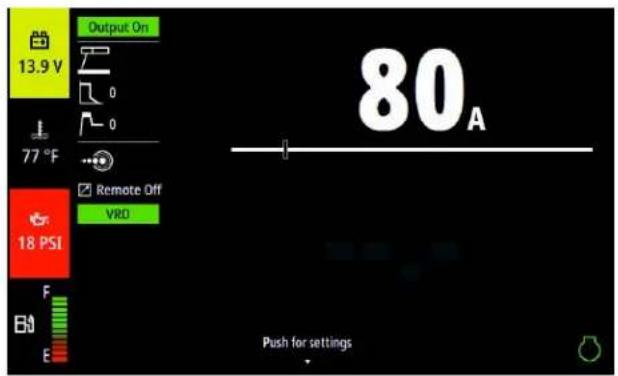
text_image
Output On 13.9 V 77 °F Remote Off VRD 18 PSI Push for settings 80ARemarque: Appuyez sur le bouton pour accéder à l'écran des paramètres de soudage.
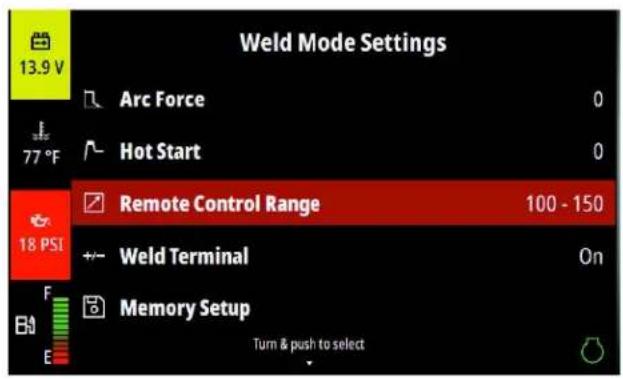
text_image
Weld Mode Settings 13.9 V Arc Force 0 77 °F Hot Start 0 Remote Control Range 100 - 150 18 PSI Weld Terminal On Memory Setup Turn & push to selectRemote Control Range » (plage de la télécommande) – Permet à l'utilisateur d'affiner la plage de sortie qui peut être contrôlée à distance.
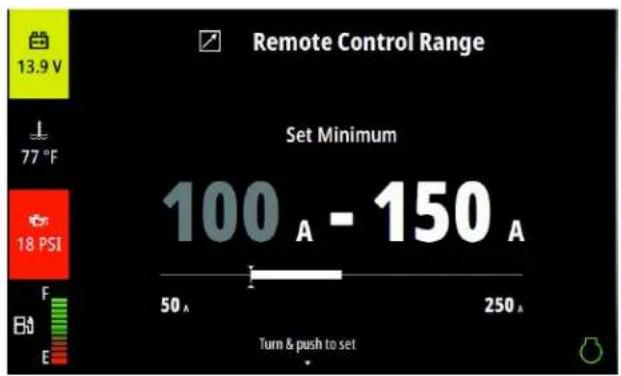
« Hot Start » (démarrage à chaud) – Le démarrage à chaud est une augmentation temporaire du courant de sortie au début d'une soudure. Cela aide à enflammer l'arc rapidement et de manière fiable, empêchant l'électrode de coller. Le paramètre peut être réglé de 0 (Arrêt) à +10. Plus la valeur est élevée, plus le courant de sortie est élevé pendant l'arc électrique.
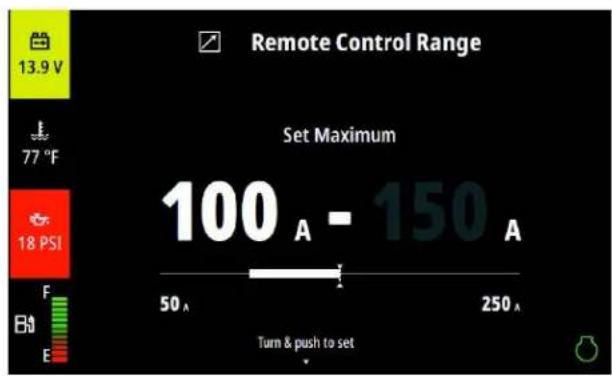
« Arc Force » (force de l'arc) – Utilisée pour empêcher l'électrode de coller pendant le soudage. Elle fournit une augmentation temporaire du courant lorsque la longueur de l'arc devient très courte. L'augmentation de la valeur de -10 (doux) à +10 (net) augmente le courant de court-circuit et empêche le collage de l'électrode à la plaque pendant le soudage, tandis que la diminution de la valeur réduit la quantité d'éclaboussures.
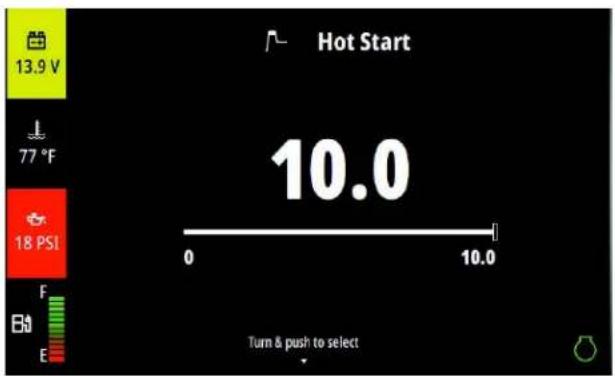
« Pinch » (pincement) – Modifie la vitesse à laquelle le courant augmente lorsque l'électrode court-circuite le travail. Augmenter le pincement de -10 à +10 peut réduire les éclaboussures, tandis que réduire le pincement rendra la flaque plus fluide, ce qui donnera un cordon de soudure plus plat et plus lisse.
« Weld Terminal » (borne de soudage) – Permet à l'opérateur de sélectionner si les bornes de soudage sont toujours chaudes électriquement ou allumées ou éteintes à l'aide d'une gâchette à distance.
« Memory Mode » (mode mémoire) - Permet à l'opérateur d'enregistrer une mémoire en fonction du mode de soudure actuel et des paramètres de soudage ou de rappeler une mémoire précédemment enregistrée.
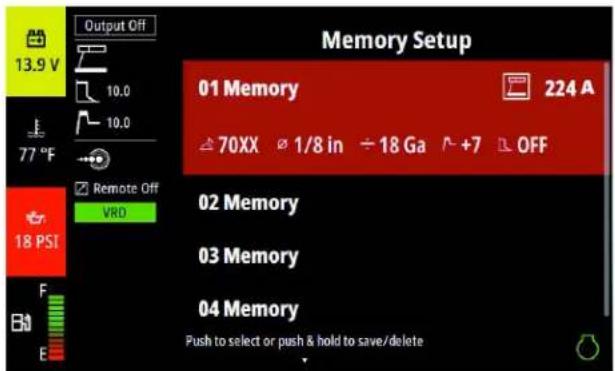
text_image
Output Off 13.9 V 10.0 10.0 77 °F Remote Off VRO 18 PSI 01 Memory 224 A 70XX 1/8 in ÷ 18 Ga +7 OFF 02 Memory 03 Memory 04 Memory Push to select or push & hold to save/delete« Frequency » (fréquence) – Réglez la fréquence de « OFF » (arrêt) à une valeur comprise entre 0,1 et 20 Hz activera l'impulsion TIG. La fréquence change le nombre d'impulsions par seconde. Émettre des impulsions TIG peut aider à minimiser les brûlures sur les matériaux minces en réduisant l'entrée de chaleur.
« Percent Peak Current » (pourcentage de courant de crête) – Si la fréquence d'impulsion est activée, ce paramètre change le pourcentage de temps passé au courant de crête par rapport au courant de fond. L'opérateur peut régler la valeur de 5 % à 95 %, ce qui affecte la quantité de chaleur entrant dans la soudure. Le paramètre par défaut est 50 %.
« Remote Accessory Type » (type d'accessoire à distance) – Permet à l'opérateur de passer d'une pédale à une commande manuelle.
« Start Type » (type de démarrage) – Choisissez entre « Touch Start » (amorçage par contact) et « Scratch Start » (amorçage par grattage). « Touch Start » (amorçage par contact) est un processus propre qui ne nécessite qu'une touche légère et rapide de tungstène sur la pièce. Le démarrage par grattage nécessite de faire glisser le tungstène sur le travail, comme lors d'un match. Le démarrage par grattage peut être facile à utiliser, mais pourrait contaminer la soudure et le tungstène.
Remarque: La fonction « Touch Start » (amorçage par contact) permet d'éviter la contamination au tungstène sans l'utilisation d'une unité à haute fréquence. Pendant le temps où le tungstène touche la pièce à travailler, il y a très peu de tension ou de courant et, en général, une contamination au tungstène est évitée. Ensuite, le tungstène est délicatement soulevé de la pièce à travailler dans un mouvement de bascule, ce qui établit l'arc. Pour arrêter l'arc, il suffit d'écarter le chalumeau TIG de la pièce à travailler. Lorsque la tension de l'arc atteint environ 30 volts, l'arc s'éteint et la machine se réinitialise au niveau de courant de démarrage tactile. Le tungstène peut ensuite toucher à nouveau la pièce à travailler pour redémarrer l'arc. L'arc peut également être commencé et arrêté avec un commutateur Amptrol ou de démarrage d'arc.
Lorsque vous utilisez le mode « TOUCH START TIG » (TIG amorçage par contact), il est important d'utiliser la bonne taille de câble de soudage pour assurer les niveaux de performance attendus.
ÉCRAN D'ÉTAT DU MOTEUR
L'écran « Engine Status » (état du moteur) fournit des informations sur l'entretien et le fonctionnement du moteur. Dans le MENU PRINCIPAL, utilisez le bouton pour faire défiler et appuyez sur pour sélectionner l'ÉCRAN MOTEUR (voir l'image ci-dessus).
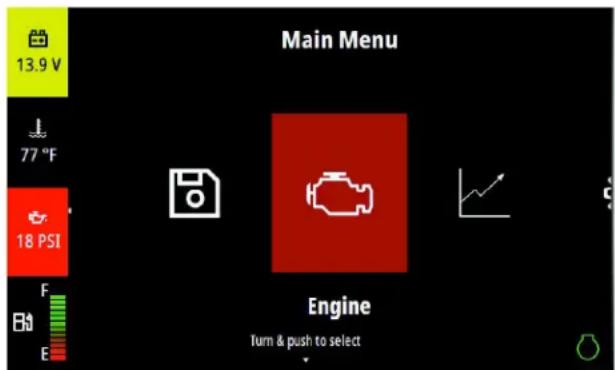
À l'intérieur de l'écran, six pièces de moteur sont surveillées pour l'entretien :
• HUILE
• FILTRE À AIR
• SÉPARATEUR D'EAU
• FILTRE À CARBURANT
• LIQUIDE DE REFROIDISSEMENT DU MOTEUR
• COURROIE DE L'ALTERNATEUR
Les barres d'état sont basées sur les intervalles d'entretien recommandés et indiquent le temps restant avant que l'entretien soit requis. Un indicateur d'avertissement s'affichera si un article de service approche de la fin de sa durée de vie utile. Le seuil d'avertissement est de 10 % et peut être configuré dans le menu « SETTINGS » (paramètres).
Vert = Fonctionnement normal
FONCTIONNEMENT
Jaune = Entretien requis bientôt
Rouge = Entretien en retard
Pour afficher des informations détaillées sur chaque article, mettez en surbrillance et sélectionnez l'article dans la liste pour afficher le nombre d'heures restantes avant que le service ne soit requis.
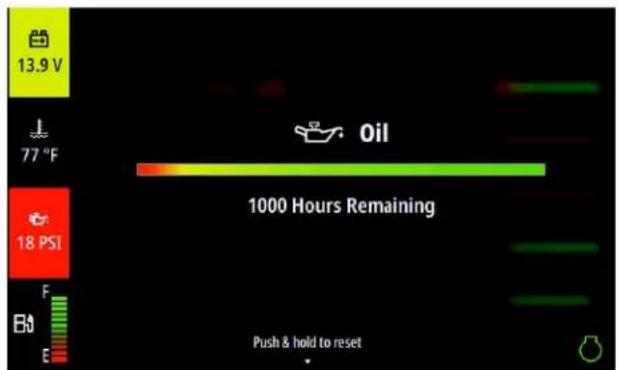
Après avoir effectué un service sur un élément, sélectionnez-le dans la liste et appuyez sur le bouton pendant cinq secondes pour réinitialiser l'indicateur de service.
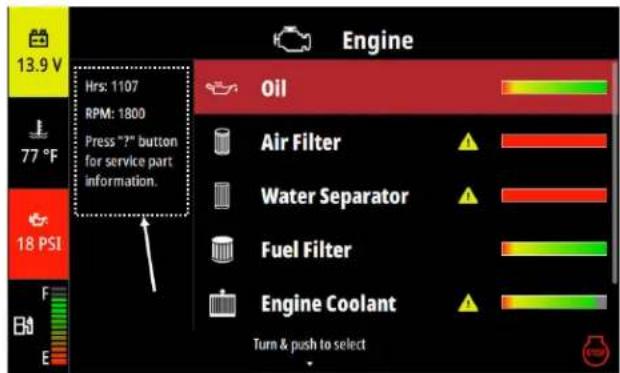
Également à l'intérieur de l'écran « ENGINE STATUS » (état du moteur), les heures et les tr/min du moteur se trouvent près du coin supérieur gauche.
Si vous appuyez sur le bouton « HELP » (aide) (?) dans cet écran, une liste de pièces de rechange s'affichera pour le moteur. L'écran peut être effacé en appuyant sur le bouton.
ÉCRAN DES PARAMÈTRES
Le menu « SETTINGS » (paramètres) permet à l'opérateur de personnaliser la machine selon ses préférences.
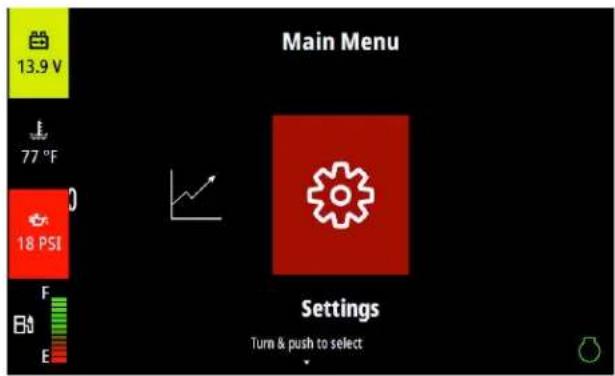
À l'intérieur de l'écran, les options de machine supplémentaires énumérées ci-dessous :
- « Display Units » (unités d'affichage) – Choisissez entre les unités impériales et métriques.
- « Language » (langue) – Choisissez entre l'anglais, l'espagnol ou le français.
- « Factory Reset » (réinitialisation aux paramètres d'usine) – Rétablir les paramètres par défaut, réinitialiser le pistolet à tiroir, le courant et les calibrages de tension aux paramètres d'usine par défaut.
- Gérer les restrictions : configurer ou désactiver les NIP du superviseur et de l'opérateur GESTION DES RESTRICTIONS à la page B-15
- « Weld Mode Customization » (personnalisation du mode de soudage) – Activer ou désactiver les modes de soudage selon les préférences
- « Engine Service Interval Alerts » (alertes d'intervalle d'entretien du moteur) - Modifier le pourcentage de durée de vie restante de l'article avant qu'une alerte s'affiche.
- « Clock » (horloge) – Régler/afficher l'heure locale.
- Étalonnage du pistolet à dévidoir : utilisé pour étalonner un nouveau pistolet à dévidoir avant utilisation CALIBRAGE DU PISTOLET DÉVIDOIR à la page B-26
- Étalonnage de soudage : utilisé pour étalonner la tension et le courant de soudage CALIBRAGE DE SOUDAGE à la page B-28
- ARRÊT/DÉMARRAGE AUTOMATIQUE à la page B-16« Auto-Stop/Start » (arrêt/démarrage automatique) - Activer ou désactiver la fonction d'arrêt/démarrage automatique.
Remarque: Si « Auto-Stop/Start » (arrêt/démarrage automatique) est activé, les options apparaîtront pour définir les périodes d'absence de charge et de veille.
- « Display Brightness » (luminosité de l'écran) - Réglez la luminosité de l'écran de 5 à 100 %.
- « User Interface Timeout » (délai d'inactivité de l'interface utilisateur) – Réglez le temps d'arrêt de l'interface utilisateur lorsqu'elle est inactive de 5 à 120 minutes.
- « Diagnostics Information » (informations de diagnostic) – Trouvez des informations sur le numéro de série de la machine, le numéro de code, le numéro K, le numéro de série du moteur et les heures de la machine.
- « Software Version » (version du logiciel) – Vérifiez la version du logiciel de l'interface utilisateur et des cartes de commande du hacheur.
- « Process Selection Assist » (aide à la sélection du processus) – Lorsque « Process Selection Assist » (aide à la sélection du processus) est activé et qu'un dispositif CrossLinc se connecte avec succès à la machine, le mode de soudage s'ajustera automatiquement en fonction de la polarité de votre connexion, AIDE À LA SÉLECTION DES PROCESSUS à la page B-17
GESTION DES RESTRICTIONS
N'oubliez pas le NIP (numéro d'identification personnel)! Le NIP ne peut être réinitialisé que par un atelier de réparation autorisé Lincoln.
FONCTIONNEMENT
La section « MANAGING RESTRICTIONS » (restrictions de gestion) du menu des paramètres peut être utilisée pour restreindre l'accès non autorisé à la machine ou à l'opérateur aux menus du moteur et des paramètres. Pour activer les restrictions, définissez d'abord un NIP de superviseur, puis un NIP d'opérateur. Utilisez le bouton pour sélectionner chaque chiffre et appuyez sur pour l'accepter. Pour revenir aux chiffres précédents, utilisez le bouton Précédent.
« SUPERVISOR SECURITY » (sécurité du superviseur) - Lorsque le NIP du superviseur est activé, les écrans « ENGINE » (moteur) et « SETTING » (paramètres) peuvent être restreints.
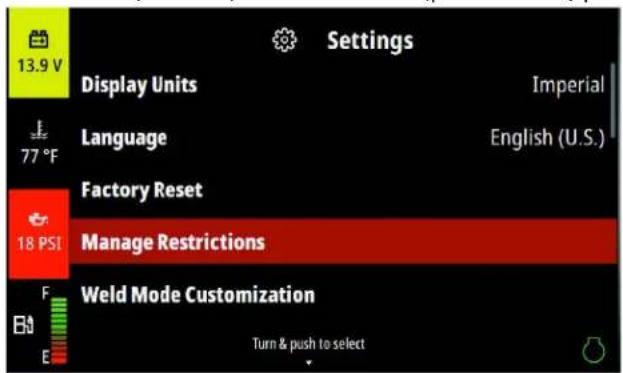
SÉCURITÉ DE L'OPÉRATEUR – Lorsque le NIP de l'opérateur est activé, l'interface utilisateur est verrouillée et la sortie du générateur est désactivée jusqu'à ce que le NIP approprié ait été saisi. Un délai peut être saisi pour permettre à l'interface utilisateur de rester déverrouillée et à la machine d'être redémarrée tout au long de la journée sans avoir à saisir à nouveau le NIP.
ARRÊT/DÉMARRAGE AUTOMATIQUE
« Auto-Stop/Start » (arrêt/démarrage automatique) est une fonction qui permet aux utilisateurs qui ne soudent pas en continu de réaliser d'importantes économies de carburant. Lorsque l'arrêt/le démarrage automatique est activé, la machine arrête automatiquement le moteur après une période d'inactivité et redémarre le moteur à distance au besoin. Pour activer et utiliser « Auto-Stop/Start » (arrêt/démarrage automatique) :
- Activez l'arrêt/le démarrage automatique dans le menu « Settings » (paramètres).
- Réglez la « No Load Period » (période sans charge, la période pendant laquelle le moteur continuera à fonctionner sans charge).
a. Choisissez entre 5 et 120 minutes dans le menu « Settings » (paramètres). -
Réglez la « Standby Period » (période de réserve, la période pendant laquelle la machine autorise un démarrage à distance du moteur avant de s'arrêter complètement).
a. Choisissez entre 10 et 120 minutes dans le menu « Settings » (paramètres). -
Un compte à rebours apparaît en haut de l'interface utilisateur pour indiquer le temps restant jusqu'à l'arrêt.
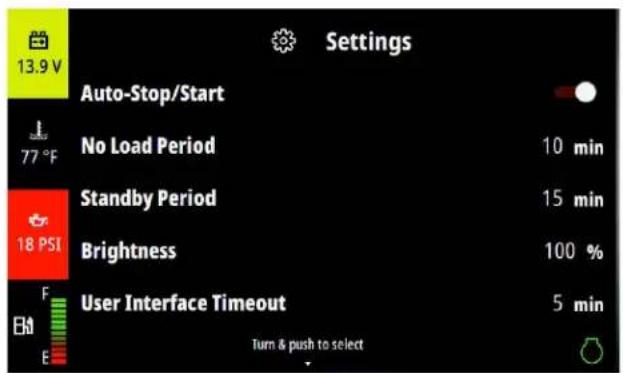
text_image
13.9 V Settings Auto-Stop/Start 77 °F No Load Period 10 min Standby Period 15 min 18 PSI Brightness 100 % User Interface Timeout 5 min Turn & push to select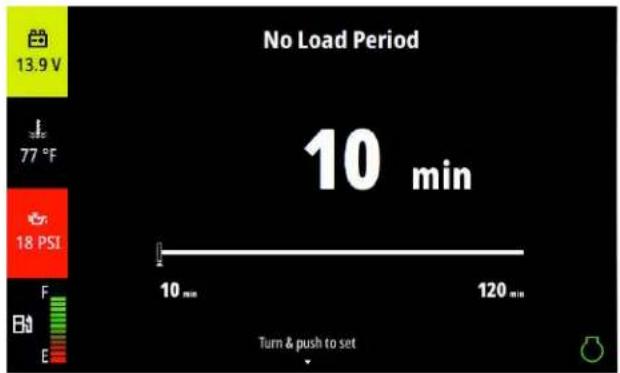
text_image
No Load Period 13.9 V 77 °F 18 PSI F E 10 min 120 min Turn & push to set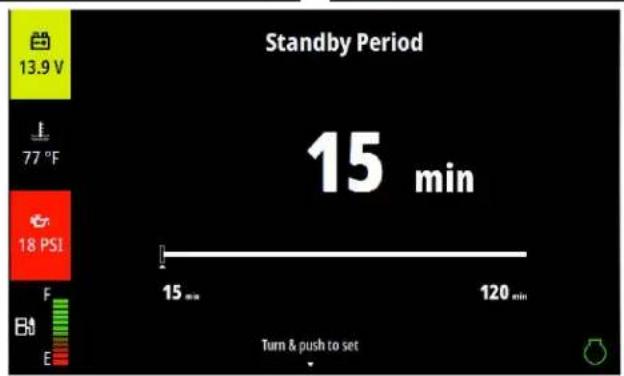
text_image
Standby Period 13.9 V 77 °F 18 PSI F E 15 min 120 min Turn & push to setPour redémarrer le moteur à distance, tapoter l'électrode en bâton sur la pièce :
ÉLECTRODE À BÂTONNET
- Tapez et maintenez une électrode en forme de bâtonnet sur la pièce à travailler pendant 0,1 à 1 seconde. Assurez-vous que l'électrode est bien en contact électrique avec la plaque.
- Tirez l'électrode loin de la pièce et laissez le moteur atteindre sa vitesse.
Remarque: L'arrêt/le démarrage automatique ne fonctionnera pas et sera automatiquement désactivé si l'électrode est court-circuitée lorsque le moteur s'éteint ou si l'électrode de soudage est de polarité négative et que la machine et la pièce à souder partagent une terre commune.
De plus, la température du liquide de refroidissement du moteur doit être supérieure à 60 °C (140 °F) avant que le moteur ne s'arrête si l'arrêt/le démarrage automatique est activé.
AIDE À LA SÉLECTION DES PROCESSUS
Lorsque l'option « Process Selection Assist » (aide à la sélection du processus) est activée et qu'un dispositif CrossLinc se connecte avec succès à la machine, le mode de soudure s'ajustera automatiquement en fonction des configurations suivantes :
- Pour LN-25X/Activ8X -
a. Courant continu-électrode positive (Direct Current Electrode Positive, DCEP) - Soudage au gaz avec fil fourré (FCAW-G).
b. Courant continu-électrode négative (Direct Current Electrode Negative, DCEN) – Soudage à l'arc avec fil fourré (FCAW-S)
- Pour la télécommande -
FONCTIONNEMENT
a. Courant continu-électrode positive (Direct Current Electrode Positive, DCEP) - Bâtonnet (SMAW).
b. Courant continu-électrode négative (Direct Current Electrode Negative, DCEN) - TIG (GTAW).
Cet ajustement automatique simplifie le processus de soudage, assurant que les paramètres optimaux sont appliqués en fonction de la configuration de polarité du dispositif CrossLinc connecté.
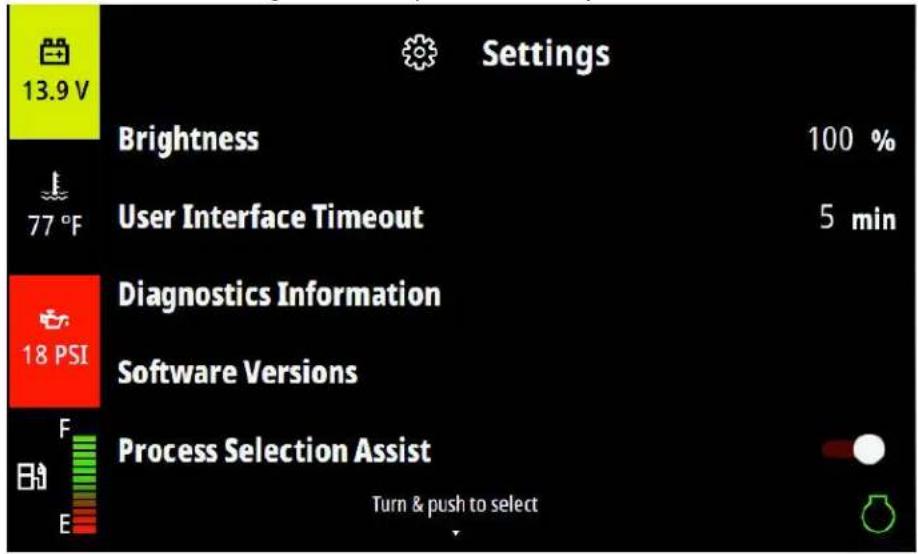
La machine est dotée de quatre fentes mémoire globales qui peuvent être utilisées pour enregistrer et rappeler les paramètres. L'opérateur peut utiliser « MEMORY SETUP » (configuration de mémoire) sous les paramètres « WELD MODE » (mode de soudage) ou les quatre boutons étiquetés « 1 - 4 » (de 1 à 4) le long du bas de l'interface utilisateur (reportez-vous à figure ci-dessous).
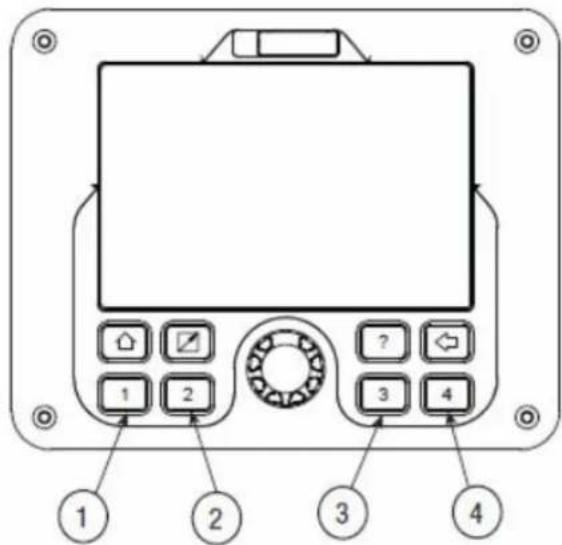
text_image
1 2 3 4Pour sauvegarder une mémoire, maintenez la touche mémoire désirée enfoncée jusqu'à ce que l'écran indique que la mémoire a été sauvegardée.
Pour rappeler une mémoire, appuyez sur la touche mémoire désirée et relâchez-la.
Lorsqu'une mémoire est sélectionnée, la DEL de mémoire correspondante s'allume. Si des paramètres sont modifiés, la DEL s'éteindra. Les paramètres reviendront aux valeurs enregistrées si vous appuyez de nouveau sur la touche mémoire.
Remarque: Utilisation de la mémoire avec la télécommande – Si une mémoire est sauvegardée avec une télécommande connectée, la télécommande doit être connectée pour que la mémoire fonctionne.
MESURES DE PRODUCTIVITÉ

text_image
Main Menu 13.9 V 77 °F 18 PSI F Bt E Productivity Metrics Turn & push to select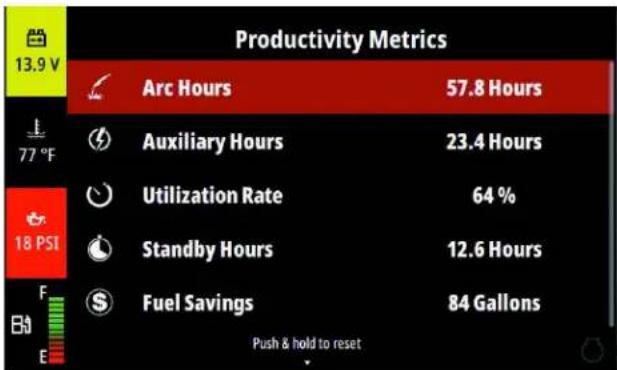
text_image
13.9 V Productivity Metrics Arc Hours 57.8 Hours 77 °F Auxiliary Hours 23.4 Hours Utilization Rate 64 % Standby Hours 12.6 Hours Fuel Savings 84 Gallons Push & hold to resetFONCTIONNEMENT
L'écran « Productivity Metrics » (mesures de productivité) fournit des informations et des statistiques sur la façon dont la machine est utilisée. Cinq statistiques sont surveillées :
- « Arc Hours » (heures d'arc) – Temps passé à utiliser la machine pour le soudage.
- « Auxiliary Hours » (heures auxiliaires) – Temps passé à utiliser l'alimentation auxiliaire de la machine.
- « Utilization Percentage » (pourcentage d'utilisation) – Représente l'efficacité de l'utilisation de la machine. Il indique le pourcentage de temps pendant lequel la machine est chargée par rapport au nombre total d'heures sur la machine.
- « Standby Hours » (heures de veille) – Le nombre d'heures pendant lesquelles la machine est en mode veille.
- « Fuel Saved w/ Auto-Start » (carburant économisé avec démarrage automatique) – Le nombre de gallons américains de carburant économisés en utilisant la fonction d'arrêt/de démarrage automatique.
Remarque: Afin de réinitialiser l'une de ces mesures, tournez le bouton jusqu'à ce que l'élément désiré soit surligné en rouge. Ensuite, appuyez sur le bouton du paramètre sélectionné et maintenez-le enfoncé pendant cinq secondes.
TECHNOLOGIE CROSSLINC
Cette FRONTIER 500X a été équipée de la technologie CrossLinc® pour fournir un contrôle de la tension et de l'intensité à l'arc sans avoir besoin de câbles supplémentaires. La technologie CrossLinc permet de contrôler à distance la sortie de soudage en utilisant les câbles de soudage plutôt qu'un câble séparé lorsqu'ils sont connectés à un dévidoir de fil compatible CrossLinc ou à une télécommande.
Pour démarrer CrossLinc, il suffit de connecter un accessoire compatible CrossLinc à la FRONTIER 500X à l'aide du câble d'alimentation à souder standard et du fil de détection fixé de l'accessoire à la pièce à travailler. Lorsque la sortie de soudure est activée, l'accessoire CrossLinc se connecte automatiquement à la FRONTIER 500X et un voyant lumineux CrossLinc s'allume sur l'accessoire et la FRONTIER 500X pour indiquer une communication active. Il n'est pas nécessaire d'apparier la machine au dispositif.
Lorsque CrossLinc est actif, la télécommande est désactivée et le dispositif CrossLinc règle les valeurs à distance.
Pour les applications TIG « Touch Start » (amorçage par contact), la FRONTIER 500X doit être placée au ralenti « HIGH » (élevé) pour assurer la connexion CrossLinc la plus robuste.
La technologie CrossLinc utilise un protocole de communication intégré à l'électrode et aux câbles de masse. Pour une meilleure performance, la chute totale de tension dans le système doit être maintenue à moins de 10 V. CrossLinc n'est pas compatible avec le TIG à fréquence élevée. Si une haute fréquence est dans la zone, les câbles doivent être acheminés le plus loin possible les uns des autres. Suivez également toutes les meilleures pratiques en matière de haute fréquence, y compris la terre de conduite.
CYCLE DE SERVICE
Le cycle de service est le pourcentage de temps pendant lequel la charge est appliquée sur une période de 10 minutes. Par exemple, un cycle de service à 60 % représente six minutes de charge et quatre minutes de charge à vide sur une période de dix minutes.
Remarque: Les cycles de service pour la sortie nominale CEI et la sortie maximale sont indiqués sur la plaque signalétique de la machine.
MISE EN PARALLÈLE
Lors de la mise en parallèle de machines afin de combiner leurs sorties, toutes les unités doivent fonctionner en mode courant constant (c.c.) avec les mêmes paramètres de sortie. Pour ce faire,
sélectionnez le mode de soudure « STICK » (bâtonnet). Le fonctionnement dans d'autres modes peut produire des sorties irrégulières et de grands déséquilibres de sortie entre les unités.
MODE DE DÉCLENCHEMENT ARC
Pour une performance optimale lors de l'entaille d'arc, sélectionnez le mode de soudure de « GOUGING » (butée) et utilisez le bouton pour ajuster le courant de sortie au niveau désiré pour l'électrode d'entaille utilisée selon les valeurs nominales du tableau ci-dessus.
Pour une performance optimale lors du gougeage à l'arc, il est recommandé de régler la machine à « HIGH IDLE » (ralenti élevé).
Remarque: Si vous le souhaitez, le mode « CV-WIRE » (câble CV) peut être utilisé pour les applications de gougeage à l'arc.
| DIAMÈTRE DE L'ÉLECTRODE DE CARBONE GAMME DE COURANT (C.C., ÉLECTRODE POSITIVE) | |
| 3,2 mm (1/8 po) 60 à 90 A | |
| 4,0 mm (5/32 po) 90 à 150 ampères | |
| 4,8 mm (3/16 po) 200 à 250 ampères | |
| 6,4 mm (1/4 po) 300 à 400 ampères | |
| 7,9 mm (5/16 po) 350 à 450 ampères | |
| 7,9 mm (3/8 po) 450 à 525 ampères | |
Remarque: Le paramètre de courant maximum est limité à 525 ampères.
BÂTONNET (SMAW)
La FRONTIER 500X peut être utilisée avec une vaste gamme d'électrodes à bâtonnet c.c.
Le mode de soudage « STICK » (bâtonnet) (SMAW) est conçu pour le soudage horizontal, vertical vers le haut et au-dessus de la tête avec tous les types d'électrodes en bâtonnet, en particulier celles à faible teneur en hydrogène. Une fois le mode sélectionné, la sortie peut être réglée à l'aide du bouton situé sur l'interface utilisateur.
« ARC FORCE » (puissance de l'arc) règle le courant de court-circuit pendant le soudage en bâtonnet. L'augmentation du nombre de -10 (doux) à +10 (net) augmente le courant de court-circuit et empêche l'adhérence de l'électrode à la plaque pendant le soudage. Cela peut également augmenter les éclaboussures. Il est recommandé de régler « ARC FORCE » (puissance de l'arc) au nombre minimum sans que l'électrode ne colle. Commencez avec le bouton réglé à 0.
TIG (GTAW)
La FRONTIER 500X peut être utilisée dans une grande variété d'applications de soudage TIG c.c.
Une fois le mode « TIG » (GTAW) sélectionné, l'opérateur a la possibilité de sélectionner « TOUCH START TIG » (TIG amorçage par contact) ou « SCRATCH START » (amorçage par grattage) dans les paramètres de soudure.
Si l'option « TOUCH START TIG » (TIG amorçage par contact) est sélectionnée, pour initier une soudure, il suffit de régler la sortie sur le courant désiré et de toucher le tungstène sur la pièce à souder. Pendant le temps où le tungstène touche la pièce à travailler, il y a très peu de tension ou de courant et, en général, une contamination au tungstène est évitée. Ensuite, le tungstène est délicatement soulevé de la pièce à travailler dans un mouvement de bascule, ce qui établit l'arc.
Pour arrêter l'arc, il suffit d'écarter le chalumeau TIG de la pièce à travailler. Lorsque la tension de l'arc atteint environ 30 volts, l'arc s'éteint et la machine se réinitialise au niveau de courant de démarrage tactile. Le tungstène peut ensuite toucher à nouveau la pièce à travailler pour redémarrer l'arc. L'arc peut également être commencé et arrêté avec un commutateur Amptrol ou de démarrage d'arc.
Remarque: Lorsque vous utilisez le mode « TOUCH START TIG » (TIG amorçage par contact), il est important d'utiliser la bonne taille de câble de soudage pour assurer les niveaux de performance attendus.
Si la fonction « SCRATCH START » (amorçage par grattage) est sélectionnée, l'opérateur peut rayer le tungstène contre le travail pour déclencher l'arc.
De plus, l'opérateur peut activer le TIG pulsé en ajustant la fréquence de « OFF » (éteint) à une valeur comprise entre 0,1 et 20 Hz pour activer le TIG pulsé. La fréquence change le nombre d'impulsions par seconde. Émettre des impulsions TIG peut aider à minimiser les brûlures sur les matériaux minces en réduisant l'entrée de chaleur.
Si « FREQUNCY » (fréquence) est à « ON » (en marche), le paramètre « PERCENT PEAK CURRENT » (pourcentage de courant de crête) apparaît et permet à l'opérateur de modifier le pourcentage de temps passé au courant de crête par rapport au courant de fond. L'opérateur peut régler la valeur de 5 % à 95 %, ce qui affecte la quantité de chaleur entrant dans la soudure. Le paramètre par défaut est 50 %.
SOUDAGE À L'ARC AVEC FIL AUTOBLINDÉ (FCAW-S), SOUDAGE AU GAZ AVEC FIL AUTOBLINDÉ (FCAW-G) ET MODES MIG (GMAW)
Raccordez une tête de soudage à la FRONTIER 500X et réglez les commandes de la soudeuse conformément aux instructions énumérées précédemment dans cette section. La FRONTIER 500X permet de l'utiliser avec une large gamme d'électrodes à fil à noyau de flux (Innershield ^® et Outershield ^® ) et de fils pleins pour le soudage GMAW (MIG). La machine dispose de modes de soudage réglés avec précision pour chaque processus de soudage. Une fois le mode de soudage sélectionné, le soudage peut être réglé avec précision en utilisant le paramètre « PINCH » (pincement). En tournant le paramètre « PINCH » (pincement) dans le sens horaire de -10 (doux) à +10 (net) fait passer l'arc de doux et lavé à net et étroit. Il agit comme un contrôle d'inductance. Le paramètre approprié dépend de la procédure et des préférences de l'opérateur. Commencez avec le bouton réglé à 0.
MODE TUYAU (SMAW)
Le mode de soudure « Pipe » (tuyau) (SMAW) est conçu précisément pour les applications de soudage de tuyaux en descente afin d'offrir une performance de soudage supérieure pour les électrodes en bâton à faible hydrogène et cellulosique. Les opérateurs peuvent utiliser les commandes d'ajustement d'arc DigFX de syntonisation pour ajuster les variations dans le tuyau et les techniques de soudage personnelles.
Une fois le mode sélectionné, la sortie peut être réglée à l'aide du bouton situé sur l'interface utilisateur. DigFX™ est utilisé pour ajuster le temps de réponse de la machine afin de fournir des caractéristiques optimales d'arc et de plaque. Ce paramètre permet à l'utilisateur de régler l'appareil pour qu'il s'adapte à l'électrode, au matériau, à l'ajustement du joint et à la technique de l'utilisateur. En changeant la valeur pour -10 (doux), la machine créera un arc de soudage doux avec une plaque plus fluide et peu d'éclaboussures, ce qui est excellent pour le remplissage et les passages de bouchon ainsi que pour les grands espaces. Pendant ce temps, en changeant la valeur pour +10 (net), l'utilisateur verra un arc de soudage net avec plus d'entraînement et une plaque étroite à congélation rapide, ce qui est excellent pour les passages radiculaires, en particulier avec un espace étroit ou fermé. Le paramètre d'usine par défaut est 0.
Pour une meilleure performance de soudage, le mode doit être utilisé avec une boucle de soudage de 76,2 m (250 pi), un câble de soudage de 61,0 m (200 pi), un porte-électrode de 7,6 m (25 pi) et un câble de mise à la terre de 7,6 m (25 pi).
FONCTIONNEMENT DE L'ALIMENTATION AUXILIAIRE
Démarrez le moteur et placez le commutateur « RUN/STOP/IDLE » (en marche/arrêt/au ralenti) sur le mode de fonctionnement souhaité. La pleine puissance est disponible indépendamment des paramètres de commande de soudage, à condition qu'aucun courant de soudage ne soit tiré.
FONCTIONNEMENT
L'alimentation auxiliaire de la FRONTIER 500X consiste en deux prises doubles de 20 A à 120 V c.a. (5 à 20 R) protégées par un DDFT, une prise de 50 A et 120/240 V c.a. (14 à 50 R) et une prise triphasée de 50 A et 240 V c.a. (15 à 50 R).
La capacité de puissance auxiliaire est de 12 000 watts à 60 Hz en puissance monophasée, ou de 20 000 watts à 60 Hz en puissance triphasée. La puissance nominale auxiliaire en watts est équivalente à volts-ampères au facteur de puissance unitaire. Le courant maximal admissible de la sortie de 240 V c.a. est de 50 A. La sortie monophasée de 240 V c.a. peut être divisée pour fournir deux sorties séparées de 120 V c.a. avec un courant maximal admissible de 50 A par sortie à deux circuits de dérivation 120 V c.a. séparés. La tension de sortie est de ± 10 % à toutes les charges jusqu'à la capacité nominale.
Remarque: Les deux prises à DDFT de 120V et les deux circuits de 120 V de la prise 120/240 V sont connectés à des phases différentes et ne peuvent pas être mis en parallèle.
Les prises de puissance auxiliaire ne doivent être utilisées qu'avec des fiches de terre à trois fils ou des outils à double isolation homologués ayant des fiches à deux fils.
Le courant nominal de toute fiche utilisée avec le système doit être au moins égal à la capacité de courant de la prise associée.
MODE PISTOLET À BOBINE
En mode pistolet dévidoir, la sortie de soudure est contrôlée par la gâchette du pistolet dévidoir. Le bouton de l'écran de la Frontier règle la tension et tourner le bouton de la bobine ajustera la vitesse d'alimentation du fil. Les modes de pistolet à dévidoir ont la possibilité d'être « synergiques », où la tension est automatiquement ajustée en fonction de la vitesse d'alimentation du fil réglée sur le pistolet à dévidoir. Si vous le souhaitez, une télécommande peut être branchée sur un adaptateur douze broches à six broches pour régler la tension loin de la Frontier.
Remarque: Le meilleur fonctionnement du pistolet dévidoir est obtenu avec le pistolet dévidoir Magnum Pro LX GT avec gâchette mécanique de débit de carburant et les combustibles Magnum Pro. Le pistolet Magnum PRO 250 LX de série est également pris en charge, mais nécessite une commande de carburant externe. Le pistolet dévidoir Magnum SG et le pistolet dévidoir Magnum PRO 100 SG ne sont pas pris en charge.
CONTRÔLE SYNERGIQUE
Le pistolet dévidoir peut être réglé en mode de commande « normal » ou « synergique ». Le mode synergique règle automatiquement la tension lorsque la vitesse d'alimentation du fil est modifiée. La commande synergique est activée lors de l'utilisation du pistolet à dévidoir « Ready.Set.Weld » (à vos marques, prêts, soudez).
PISTOLET DÉVIDOIR
Remarque: L'impulsion du pistolet dévidoir n'est disponible que lorsqu'un fil en aluminium est sélectionné avec le menu « Ready.Set.Weld. » (à vos marques, prêts, soudez).
L'activation de l'impulsion du pistolet dévidoir fait basculer la tension et la vitesse d'alimentation du fil entre un niveau maximal et un niveau minimal. Cela est utile pour le soudage à faible entrée de chaleur et pour créer l'apparence de « pièces de dix cents empilées » en aluminium. Pour activer l'impulsion du pistolet dévidoir, l'entrée « Ready.Set.Weld. » (à vos marques, prêts, soudez) doit être réglée pour une électrode en aluminium. Appuyez sur le bouton pour les options en mode pistolet dévidoir. Tournez le bouton pour choisir « Pulse » (impulsion), puis appuyez sur le bouton. Réglez la fréquence d'impulsion de « OFF » (arrêt) à 2,5 Hz. Les valeurs de tension et de vitesse d'alimentation du fil représentent les valeurs de crête. Les paramètres inférieurs sont automatiquement calculés en fonction des saisies « Ready.Set.Weld. » (à vos marques, prêts, soudez).
TEMPS D'EXÉCUTION
Le temps d'exécution est utile pour effectuer plusieurs soudures de taille similaire. Les applications les plus populaires sont le soudage sur des matériaux fins pour contrôler l'entrée de chaleur et pour effectuer des soudures d'adhérence de taille constante. Lorsque le temps d'exécution est activé, le soudage se poursuit pendant la période choisie, à condition que la gâchette soit actionnée. Le soudage s'arrête lorsque le temps est dépassé, même si la gâchette reste enfoncée. Relâchez la gâchette et tirez de nouveau pour effectuer une autre soudure.
- Pour activer le temps d'exécution, appuyez sur le bouton pour les options en mode pistolet dévidoir. Tournez le bouton pour choisir « Spot Time » (Temps d'exécution), puis appuyez sur le bouton.
- Lorsque l'écran de temps d'exécution apparaît, tournez le bouton pour changer l'heure et appuyez sur le bouton pour sélectionner.
CALIBRAGE DU PISTOLET DÉVIDOIR
L'étalonnage du pistolet dévidoir doit être effectué lorsqu'un nouveau pistolet dévidoir est fixé au FRONTIER 500X. L'étalonnage aide à compenser les différences entre les pistolets et rendra les lectures de vitesse d'alimentation des fils plus précises.
-
Pour calibrer le pistolet à dévidoir, commencer par aller à « Spool Gun Calibration » (calibrage du pistolet à dévidoir) dans le menu « Settings » (paramètres).
-
Chargez le fil dans le pistolet dévidoir. Faites sortir le fil du pistolet, puis coupez-le à ras avec l'extrémité de contact. Appuyez sur le bouton pour continuer.
-
Le processus de calibrage alimentera le fil hors du pistolet dévidoir pendant plusieurs secondes. Appuyez sur le bouton pour démarrer l'alimentation du fil.

-
L'écran affichera le calibrage en cours pendant l'alimentation du fil.
-
Tournez le bouton pour ajuster la valeur affichée à l'écran pour qu'elle corresponde à la longueur réelle mesurée du fil. Appuyez sur le bouton pour terminer le calibrage du pistolet dévidoir.

Ce mode de soudure est un mode de tension constante qui offre un contrôle continu de 10 à 45 volts. Il est destiné au processus de soudage à l'arc immergé CV-SAW.
- Démarrage à chaud - Non utilisé pour ce procédé de soudage
- Contrôle de l'arc - Non utilisé pour ce procédé de soudage
- Weld Terminals On/Remote – Lorsqu'elles sont réglées à la position « ON », les bornes de soudage sont à la tension de circuit ouvert (OCV) et prêtes à souder. Cette sélection est utilisée pour les dévidoirs à fil à travers l'arc. Lorsqu'elle est réglée sur la position « Remote » (À distance), la sortie est activée par un déclencheur à distance.
- Affichage de l'ampérage – Cet écran affichera trois lignes pointillées lorsque la machine est à l'état de veille. Cela indique que l'ampérage n'est pas réglable en ce mode de soudure. Lorsque la sortie est activée, l'amperage de soudage réel s'affiche. Après le soudage, le compteur maintient la valeur réelle de l'ampérage pendant 5 secondes. L'ajustement de sortie pendant la période de « maintien » entraîne les caractéristiques « avant l'opération » indiquées ci-dessus. Le voyant indique que la machine est à la période « Hold ».
- Affichage de la tension – Cet écran affichera la tension de soudage préréglée lorsque la machine est à l'arrêt. Après le soudage, le compteur maintient la valeur de tension réelle pendant 5 secondes. L'ajustement de sortie pendant la période de « maintien » entraîne les caractéristiques « avant l'opération » indiguées ci-dessus. Le voyant indique que la machine est à la position « Hold ».
- Commande de sortie local/à distance – Lorsque la commande est réglée à local (aucun potentiomètre/ contrôle à distance branché dans les connecteurs à 12 broches ou à 14 broches), la sortie est contrôlée par le cadran de commande de sortie à l'avant du FRONTIER 500X. Réglez ce paramètre sur « À distance » lorsqu'un potentiomètre/commande externe est connecté. Cadran de commande de sortie. Lorsque la fonction Local/À distance est réglée à Local, ce cadran établit la tension de soudage. Lorsque Local/Remote est réglé à « Remote », ce cadran est désactivé.
CALIBRAGE DE SOUDAGE
Pour calibrer votre tension et votre courant de soudage, vous aurez besoin d'une charge de grille pour simuler le soudage et d'un compteur pour mesurer la tension et le courant.
ÉTALONNAGE DU COURANT
-
Pour démarrer le processus de calibrage, allez à « Welding Calibration » (calibrage de soudage) dans le menu « Settings » (paramètres).
-
Sélectionnez « Current Calibration » (calibrage actuel).
-
À l'aide du bouton, réglez votre courant à la valeur désirée. Cette valeur doit correspondre à votre paramètre de charge de grille. Appuyez sur le bouton pour activer votre sortie.
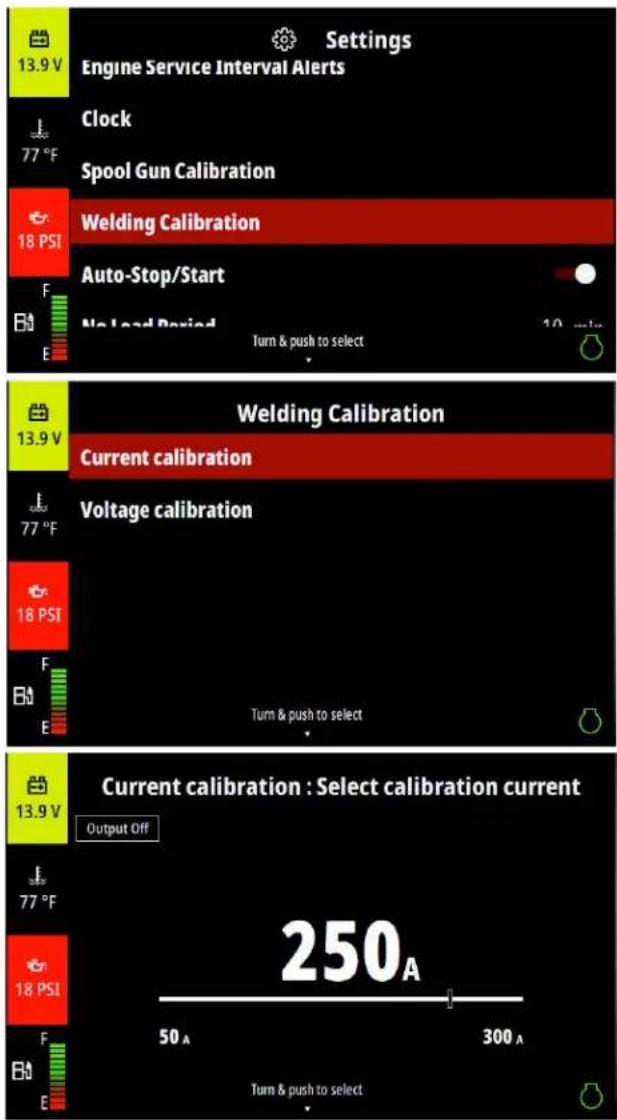
- À l'aide du bouton, réglez la valeur de votre tondeuse jusqu'à ce que votre courant affiché et mesuré corresponde. Appuyez sur le bouton pour accepter la nouvelle valeur.
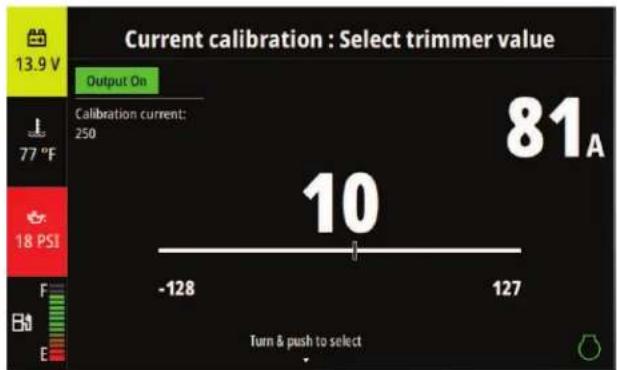
-
Pour calibrer la tension, sélectionnez « Voltage Calibration » (calibrage de la tension).
-
À l'aide du bouton, réglez votre tension à la valeur désirée. Appuyez sur le bouton pour activer votre sortie.
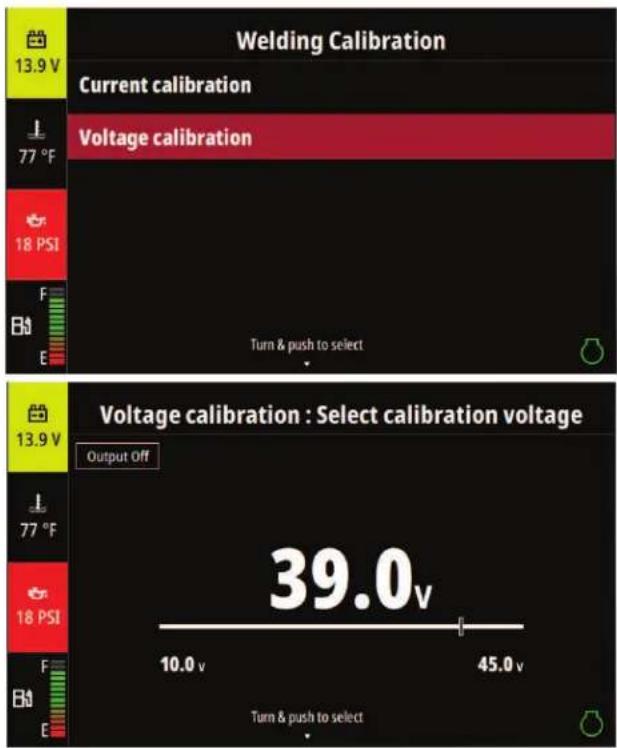
- À l'aide du bouton, réglez la valeur de votre taille-bordure jusqu'à ce que la tension affichée et mesurée corresponde. Appuyez sur le bouton pour accepter la nouvelle valeur.
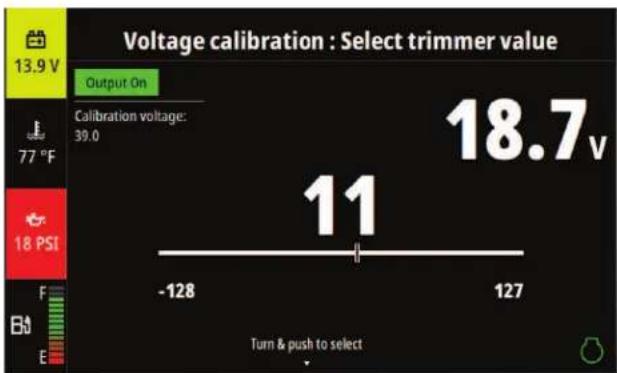
text_image
Voltage calibration : Select trimmer value Output On 77 °F Calibration voltage: 39.0 18.7V 11 -128 127 Turn & push to select
La capacité d'alimentation auxiliaire précédemment indiquée est maintenue sans charge de soudage. Si une charge de soudage est présente, l'alimentation auxiliaire disponible diminuera.
Les charges de soudage et de puissance simultanées sont indiquées dans le tableau ci-dessous. Les courants admissibles indiqués supposent que le courant est tiré de l'alimentation 120 V c.a. ou 240 V c.a. (pas les deux en même temps).
| FRONTIER 500X SOUDAGE SIMULTANÉ ET CHARGES D'ALIMENTATION KUBOTA | ||||||||||||||
| SOUDURE AMPÈRES | 1 PHASE 3 PHASES PHASES 1 ET 3 | |||||||||||||
| WATTS AMPÈRES | WATTS AMPÈRES | WATTS AMPÈRES | ||||||||||||
| 0 PLUS 12 000 50 | OU 20 00 | 50 OU | ---- 50 | 5 600 | ||||||||||
| 100 A/24 V | 12 000 50 | 17 800 43 | ---- 50 | |||||||||||
| 200 A/28 V | 12 000 50 | 14 000 34 | ---- 50 | |||||||||||
| 250 A/30 V | 12 000 50 | 12 000 29 | 12 000 -- | |||||||||||
| 300 A/32 V | 10 000 42 | 10 000 24 | 10 000 -- | |||||||||||
| 400 A/36 V | 5 600 23 | 5 600 13 | ---- | |||||||||||
| 500 A/40 V | 0 | 0 | 0 | 0 | 0 | 0 | ||||||||
| FRONTIER 500X RECOMMANDATIONS SUR LA LONGUEUR DE LA RALLONGE DE KUBOTA | ||||||||||||||
| COURANT (AMPÈRES) | TENSION (VOLTS) | CHARGE (WATTS) | LONGUEUR MAXIMALE AUTORISÉE DU CORDON EN M (pi) POUR LA TAILLE DU CONDUCTEUR | |||||||||||
| 2,52mm | 14 AWG | 42mm | 12 AWG | 62mm | 10 AWG | 102mm | 8 AWG | 162mm | 6 AWG | 252mm | 4 AWG | |||
| 15 | 240 | 3 600 | 18 | 60 | 23 | 75 | 46 | 150 | 69 | 225 | 107 | 350 | 183 | 600 |
| La taille du conducteur est basée sur une chute de tension maximale de 2,0 %. | ||||||||||||||
FONCTIONNEMENT
ACCESSOIRES ET OPTIONS
ACCESSOIRES CROSSLINC
LN-25X
La technologie de voltage réel (True Voltage Technology, TVT) est maintenant incluse avec le câble d'alimentation portatif LN-25X. Lorsqu'ils sont utilisés avec une source d'alimentation compatible avec Crosslinc, les câbles de commande sont éliminés et la tension peut être contrôlée directement au niveau de l'alimentation. La TVT compense la chute de tension lors de l'utilisation de longs câbles d'alimentation de soudage.
N° de commande : K4267-2
ACTIV8X
Chargeur de fil robuste, léger et portatif à travers l'arc qui s'adapte à une bobine jusqu'à 8 po de diamètre. Comprend la capacité Crosslinc et TVT pour régler à distance la tension à partir de l'alimentation sans câble de commande et pour assurer la tension réglée, peu importe la longueur du câble d'alimentation.
N° de commande : K3519-1
Tuyau ACTIV8X
Solution idéale pour les applications de soudage GMAW et FCAW dans une conception robuste et compacte. Comprend des processus de soudure de la racine au capuchon, y compris STT® et MIG pulsé spécifiquement optimisés pour le soudage de tuyaux à travers le pays.
N° de commande : K4717-1
TÉLÉCOMMANDE CROSSLINC
Utilisé avec un équipement compatible avec CrossLinc pour contrôler la sortie pour les processus c.c. comme le soudage par brassage ou TIG. La télécommande est ajoutée en ligne avec le câble d'alimentation de soudage pour permettre le contrôle à distance de la sortie de la source d'alimentation par le câble de soudure sans câbles de commande supplémentaires.
N° de commande : K4345-1
ACCESSOIRES GÉNÉRAUX
REMORQUE DE SOUDEUSE COMPACTE MOYENNE À DEUX ROUES
Remorque à deux roues équipée d'un attelage Duo-Hitch™ (attelage combiné à boule de 2 po et œillet) pour une utilisation intensive sur route, hors route, dans les usines et les chantiers. Pour l'utilisation sur autoroute, consultez les lois fédérales, provinciales et locales applicables en ce qui concerne les exigences supplémentaires possibles. Ensemble d'ailes et d'éclairage en option disponible.
N° de K2636-1 Remorque moyenne
commande :
K2640-2 Support de câble
K5278-1 Trousse de pneu de secours
K5279-1 Frein d'extincteur/porte-documents
ACCESSOIRES ET OPTIONS
REMORQUE DE CHANTIER À QUATRE ROUES ORIENTABLES
Remorque à quatre roues avec attelage Duo-Hitch™ de série (attelage combiné à bille de 2 po et à œillet lunette) pour le remorquage d'usine et de cour. Comprend des roues de 13 po et un verrou de barre d'attelage qui s'enclenche automatiquement.
N° de commande : K2641-2
COUVERCLE DE PROTECTION DE L'INTERFACE UTILISATEUR
Installé sur l'IU pour fournir une protection supplémentaire contre les impacts accidentels sur le chantier ou lors du transport de la machine.
N° de commande : K5226-1
TROUSSES DE PARE-ÉTINCELLES
Si un pare-étincelles est nécessaire, cette trousse peut être installée à la place du tuyau d'échappement.
N° de commande : K5734-1
TROUSSES DE SERVICE
TROUSSE®D'ENTRETIEN DU MOTEUR
Une trousse facile à acheter comprenant tous les filtres à moteur nécessaires pour maintenir la performance de crête de la soudeuse. Comprend le filtre à huile, les filtres à air primaire et secondaire, le préfiltre à carburant, le filtre à carburant et le filtre séparateur d'eau.
N° de commande : K3599-6
TÉLÉCOMMANDES
COMMANDE DE SORTIE À DISTANCE
La commande portative offre la même plage de cadran que la commande de sortie sur la soudeuse. Possède une fiche à 12 broches pratique pour une connexion facile au poste à souder.
N° de K857-2 25 pi (7,6 m)
commande :
K857-3 100 pi (30,4 m)
TÉLÉCOMMANDE DE SORTIE AVEC PRISES DE 120 V
La commande portative est dotée d'une fiche pratique à 12 broches pour une connexion facile à la soudeuse. Comprend un boîtier de commande amovible qui peut être rangé dans un camion ou une boîte de travail pour prévenir le vol sur le chantier. Le boîtier de commande est doté d'une prise double de 120 V pour alimenter les lumières, les meuleuses et autres outils directement à l'arc.
N° de commande : K5312-1 38,1 m (125 pi)
ADAPTATEUR À 12 BROCHES À 6 BROCHES
Utilisé pour connecter les télécommandes à 6 broches au connecteur à 12 broches à l'avant de la soudeuse.
N° de commande : K2909-1
TÉLÉCOMMANDE SANS FIL
Une trousse installée sur le terrain pour permettre aux opérateurs d'ajouter une télécommande sans fil à la machine pour passer d'un processus de soudage à l'autre, ajuster les paramètres de soudage, rappeler les souvenirs enregistrés et démarrer/arrêter la machine à distance.
N° de commande : K5265-1
ACCESSOIRES TIG
TORCHE PRO-TORCH PTA-26 TIG
Chalumeau refroidi à l'air de 200 A (deux pièces) équipé d'une soupape pour le contrôle du débit de gaz 7,6 m (25 pi) de longueur. Trousse de pièces de rechange disponible.
N° de K1783-9 Torche TIG PTA-26
commande : KP509 Trousse de pièces Magnum pour chalumeau TIG PTA-26
AMPLIFICATEUR À PIEDS
Télécommande de sortie à pieds pour le soudage TIG avec un câble de 7,6 m (25 po) avec un connecteur à 12 broches.
N° de commande : K870-2
AMPLIFICATEUR À MAIN
Télécommande de sortie manuelle pour le soudage TIG avec un câble de 7,6 m (25 pi) avec un connecteur à 12 broches. Comprend des sangles à boucles et à crochets pour fixer le chalumeau. (Taille unique pour toutes les torches TIG Pro-Torch.)
N° de commande : K963-4
COMMUTATEUR DE DÉMARRAGE D'ARC
Interrupteur « ON/OFF » (en marche/arrêt) utilisé pour le soudage TIG lorsqu'un Amptrol® n'est pas utilisé. Se fixe au chalumeau TIG pour un contrôle pratique des doigts avec une longueur de câble de 7,6 m (25 pi).
N° de commande : K814-2
ALIMENTATIONS DE FIL ET PISTOLETS
PISTOLET K126 PRO INNERSHIELD®
Caractérisée par des doublures remplaçables, des buses de contact Magnum® PRO interchangeables, des tubes de pistolet résistants à la chaleur améliorés et une meilleure protection du fil de gâchette. Pour auto-blindé 1,6 à 2,0 mm (0,062 à 5/64 po) avec fil de 4,5 m (15 pi). Comprend la trousse de connecteur K466-10.
N° de commande K126-12
MAGNUM PRO 250 LX GT AVEC ADAPTATEUR 12M à 7F
Pistolet dévidoir Magnum Pro 250 LX GT avec câble de 25 pi soupape de gaz mécanique, combustibles Magnum Pro. Doit être utilisé avec un adaptateur 12M à 7F.
N° de commande : K3569-2, K2910-1
FRONTIER® 500X C-3
ACCESSOIRES DE CÂBLE
ADAPTATEURS® TWECO
Permet de changer rapidement de câble sur le chantier.
N° de K2487-1 Adaptateur femelle goujon à Tweco – LENCO (CT-40FS)
commande :
K2946-1 Fiche d'adaptateur verrouillable à came de style Tweco pour câble 2/0 (50 mm²)
K3416-70 Fiche style Tweco (mâle, 1/0 à 2/0)
K3416-90 Fiche style Tweco (mâle, 3/0 à 4/0)
K3417-70 Prise de style Tweco (femelle, 1/0 à 2/0)
K3417-90 Prise de style Tweco (femelle, 3/0 à 4/0)
Machine à souder TIG et à bâtonnet portable qui permet de réaliser des soudures TIG en courant alternatif sur l'aluminium et des soudures TIG c.c. sur l'acier, l'acier inoxydable et le chrome-molybdène.
N° de commande : K5126-1
POWERMIG 210 MP
Soudeuse multiprocessus avec soudage MIG, en bâtonnet, TIG et par flux. Les commandes numériques à pousser et tourner et l'écran d'affichage couleur rendent la configuration et le fonctionnement intuitifs et faciles, tandis que le mécanisme d'entraînement entièrement métallique et la construction robuste en tôle le rendent robuste et prêt à tout travail. Désactive l'alimentation auxiliaire pour fournir un arc de soudage supplémentaire.
N° de commande : K3963-1
COUPE-PLASMA TOMAHAWK 1000
Coupe le métal en utilisant la puissance du générateur CA de la soudeuse entraînée par moteur. Nécessite la fiche d'alimentation entièrement kVA T12153-10 (NEMA 15 à 50 P).
N° de commande : K2808-1
INVERTEC V276
Source d'alimentation c.c. portable et éprouvée pour le soudage en bâtonnet ou TIG avec compteurs de soudure numériques. Désactive l'alimentation auxiliaire pour fournir un arc de soudage supplémentaire.
N° de commande : K4868-1
ENTRETIEN
PRÉCAUTIONS DE SÉCURITÉ
LISEZ ET ASSUREZ-VOUS DE COMPRENDRE L'ENSEMBLE DE LA SECTION AVANT D'UTILISER LA MACHINE.

AVERTISSEMENT

Demandez au personnel qualifié de faire tous les travaux de maintenance et de dépannage.
Éteignez le moteur avant de travailler à l'intérieur de la machine ou d'effectuer l'entretien du moteur.
Ne retirez les protecteurs que lorsque cela est nécessaire pour effectuer l'entretien et remplacez-les lorsque l'entretien nécessitant leur retrait est terminé. Si des protections sont manquantes sur la machine, obtenez des pièces de rechange auprès d'un distributeur Lincoln.
Faites toujours preuve de vigilance quand vous travaillez près de pièces mobiles.
Lisez les mesures de sécurité figurant à l'avant de ce manuel et dans le manuel du propriétaire du moteur avant de travailler sur cette machine.
Gardez toutes les protections ainsi que tous les couvercles et dispositifs de sécurité en position et en bon état. Gardez les mains, les cheveux, les vêtements et les outils loin des courroies, des engrenages, des ventilateurs et de toutes les autres pièces mobiles lors de l'amorçage, de l'utilisation ou de la réparation de l'équipement.

AVERTISSEMENT

LES PIÈCES CHAUDES ET LE LIQUIDE peuvent brûler ou provoquer un incendie.
Ne touchez pas les pièces chaudes avec les mains nues et ne laissez pas le liquide chaud entrer en contact avec la peau.
Laissez l'équipement refroidir complètement avant de procéder à l'entretien.
Pour manipuler des pièces chaudes, utilisez les outils appropriés ou portez des gants et des vêtements de soudage.
Ne placez pas l'appareil sur, au-dessus ou à proximité de surfaces combustibles.
Tenez toute matière inflammable loin de l'appareil.

 AVERTISSEMENT AVERTISSEMENT | |
 | Avant de procéder à l'entretien, à la maintenance ou à la réparation, débranchez complètement l'alimentation sur la machine. |
 AVERTISSEMENT AVERTISSEMENT | |
 | Utilisez l'équipement de protection individuelle (ÉPI), y compris les lunettes de sécurité, le masque antipoussière et les gants, afin d'éviter les blessures. Cela s'applique également aux personnes qui entrent dans la zone de travail. |
 AVERTISSEMENT AVERTISSEMENT | |
 | LES PIÈCES MOBILES peuvent causer des blessures.N'opérez pas avec les portes ouvertes ou sans les protections.Arrêtez le moteur avant l'entretien.Tenez-vous à l'écart des pièces mobiles. |
 AVERTISSEMENT AVERTISSEMENT | |
 | Demandez au personnel qualifié de faire tous les travaux de maintenance et de dépannage. |
AVERTISSEMENT
AVERTISSEMENT
AVERTISSEMENT
AVERTISSEMENT
ENTRETIEN DE ROUTINE ET PÉRIODIQUE
La liste ci-dessous doit être réalisée quotidiennement :
• Vérifiez le niveau d'huile du moteur.
- Remplissez le réservoir de carburant pour minimiser la condensation d'humidité dans le réservoir.
- Ouvrez la soupape d'évacuation d'eau se trouvant au bas de l'élément séparateur d'eau en tournant d'un ou deux tours et laissez le carburant s'écouler dans un contenant adapté au carburant diesel pendant 2 à 3 secondes. Répétez la procédure de drainage ci-dessus jusqu'à ce que du carburant diesel soit détecté dans le contenant.
- Nettoyez l'intérieur de la machine avec un jet d'air basse pression. Effectuez une inspection approfondie de tous les composants.
- Recherchez des signes de surchauffe, de plomb brisé ou d'autres problèmes évidents. De nombreux problèmes peuvent être découverts avec une bonne inspection visuelle.
À INTERVALLES RÉGULIERS
Soufflez souvent la machine avec de l'air à basse pression. Dans des endroits particulièrement sales, cela peut être nécessaire une fois par semaine.
RETRAIT ET REMPLACEMENT DU BALAI
Il est normal que les brosses et les bagues antidérapantes s'usent et s'assombrissent légèrement. Inspectez les brosses lorsqu'une révision du générateur est nécessaire.
| ! AVERTISSEMENT | |
| Ne tentez pas de polir les bagues antidérapantes pendant que le moteur tourne. | |
ENTRETIEN DU MOTEUR
Consultez la section « CALENDRIER D'ENTRETIEN » du Manuel d'utilisation du moteur pour connaître le calendrier d'entretien recommandé des éléments suivants :
- Huile et filtre du moteur
- Nettoyeur à air
- Filtre à carburant et système d'alimentation
- Courroie de l'alternateur
- Batterie
- Système de refroidissement
| KUBOTA V2403-CR-TE4BG 48,9 HPwww.kubota.com | ENTRETIEN DU MOTEUR | ||||||
| TOUS LES JOURS OU TOUTES LES HEURES | PREMIER ENTRETIEN 50 HEURES | TOUTES LES 250 HEURES OU TOUS LES 6 MOIS | TOUTES LES 500 HEURES OU TOUS LES 12 MOIS | TOUTES LES 1 000 HEURES OU UNE FOIS PAR AN | ENTRETIEN DU MOTEUR(REMARQUE 2) ARTICLE D'ENTRETIEN | TYPE OU QUANTITÉ ICÔNES | |
| I N | IVEA | U DE | LIQ | UIDE DE | REFROIDISSEMENT |  | |
| I CON | CENTR | RATION EN ANTIGEL 50/50 EAU/ÉTH | HYLÈNE GLYCOL | ||||
| R LIQUIDE DE REFROIDISSEMENT(REMARQUE 3) | 9QT, 8,5 L | ||||||
| I N | IVEA | U D' | HUILE | MOTEUR(REMARQUE 1) |  | ||
| R R | HUILE | MOTEUR | (REMARQUES 1 ET 3) | 10 PINTES, 9,5 L (AVEC FILTRE) | |||
| R R | FILT | RE D'HUILE À MOTEUR KUBOTA N° HH164-3 | 2430 | ||||
| C S | ÉPARATE | UR D'EAU | DE VIDANGE |  | |||
| I R | ÉLÉMENT | DE | PRÉFILTRE À CARBURANT | KUBOTA N° KEA15-52160 | |||
| R FILTRE DU SÉPARATEUR D'EAU KUBOTA | N° 1E786-43060 | ||||||
| R FILTRE À CARBURANT KUBOTA N° HH1J0-43172 | |||||||
| II | TENSION DE LA COURROIE D'ENTRAÎNEMENT DE L'ALTERNATEUR |  | |||||
| I | USURE DE LA COURROIE D'ENTRAÎNEMENT DE L'ALTERNATEUR | ||||||
| R COUR | ROIE D'ENTRAÎNEMENT DE L'ALTERNATEUR | KUBOTA N° 1G354-97010 | |||||
| TOUS LES JOURS OU TOUTES LES HEURES | PREMIER ENTRETIEN 50 HEURES | TOUTES LES 250 HEURES OU TOUS LES 6 MOISTOUTES LES 500 HEURES OU TOUS LES 12 MOISTOUTES LES 1 000 HEURES OU UNE FOIS PAR AN | ENTRETIEN DU MOTEUR(REMARQUE 2) ARTICLED'ENTRETIEN | TYPE OU QUANTITÉ ICÔNES | |||
| C FILTRE À AIR (U NE VÉRIFICATIONPLUS TÔT PEUT ÊTRE REQUISE |  | ||||||
| C R ÉLÉMENT DU FILTRE À AIRPRINCIPAL | DONALDSON N° P827653 | ||||||
| C R ÉLÉMENT DE FILTRE À AIRSECONDAIRE | DONALDSON N° P829332 | ||||||
| I JEUX DE SOUPAPE COMMUNIQUER AVEC KUBOTA |  | ||||||
| I SYSTÈMES ÉLECTRIQUES | |||||||
| I VÉRIFIER QUE TOUS LES ÉCROUSET BOULONS SONT BIEN SERRÉS | |||||||
| I I RENDEMENT DE L'INJECTEUR COMMUNIQUER AVEC KUBOTA | |||||||
| I FUITES OU DOMMAGES AUMOTEUR | |||||||
| I BATTERIE GROUPE BCI 31 |  | ||||||
| TROUSSE D'ENTRETIEN DUMOTEUR | K3599-6 | ||||||
- Consultez le manuel d'utilisation du moteur pour les recommandations relatives à l'huile.
- Consultez le manuel d'utilisation du moteur pour obtenir des renseignements supplémentaires sur le calendrier d'entretien.
- Remplissez lentement! Assurez-vous que la bonne quantité est utilisée.
- La trousse d'entretien du moteur comprend un filtre à huile, des filtres à air primaire et secondaire, un préfiltre à carburant, un filtre à carburant et un filtre séparateur d'eau.
- Consultez le manuel d'utilisation et d'entretien de Kubota pour plus de détails.
ENTRETIEN
Les opérations ci-dessus doivent être effectuées par le personnel formé à cet effet en se référant au manuel de réparation, au besoin.
Ces périodes d'entretien préventif s'appliquent aux conditions de fonctionnement moyennes. Si nécessaire, utilisez des périodes plus courtes.
LES TRAVAUX DE GARANTIE EFFECTUÉS SUR LE MOTEUR CONTENU DANS CETTE MACHINE, S'ILS NE SONT PAS FACTURABLES AU FABRICANT DU MOTEUR, DOIVENT ÊTRE PRÉAPPROUVÉS EN APPELANT LA COMPAGNIE LINCOLN ELECTRIC AU (888) 935-3877.
FILTRE À AIR
! AVERTISSEMENT

- Une restriction excessive du filtre à air réduira la durée de vie du moteur.
- N'utilisez jamais d'essence ou de solvants à faible point d'éclair pour nettoyer l'élément du filtre à air. Un incendie ou une explosion pourrait en résulter.
- Ne jamais faire fonctionner le moteur sans le filtre à air. L'usure rapide du moteur résultera de contaminants, comme la poussière et la saleté qui sont aspirées dans le moteur.
Le moteur diesel est équipé d'un filtre à air sec. N'appliquez jamais d'huile. Entretenez le purificateur d'air conformément aux INSTRUCTIONS D'ENTRETIEN DU FILTRE À AIR.
Remplacez le filtre à air selon les besoins, conformément à l'indicateur d'entretien. S'il n'y a pas d'indicateur, nettoyez toutes les 250 heures de fonctionnement ou au besoin, et remplacez après 6 nettoyages, 1 000 heures de fonctionnement ou annuellement. Dans des conditions poussiéreuses, remplacez-les plus tôt.
Filtres à air pour moteur à une ou deux étapes 1 RETIREZ LE FILTRE
Détachez ou déverrouillez le couvercle d'entretien. Étant donné que le filtre s'ajuste fermement au tube de sortie pour créer le joint critique, il y aura une certaine résistance initiale, semblable à la rupture du joint sur un pot. Déplacez doucement l'extrémité du filtre d'avant en arrière pour briser le joint, puis tourner tout en tirant tout droit vers l'extérieur. Évitez de frapper le filtre contre le boîtier.
Si votre filtre à air est doté d'un filtre de sécurité, remplacez-le tous les trois remplacements de filtre primaire. Retirez le filtre de sécurité comme vous le feriez pour le filtre primaire. Assurez-vous de couvrir le tube de sortie du filtre à air pour éviter que tout contaminant non filtré ne tombe dans le moteur.
2 Nettoyez les deux surfaces du tube de sortie et vérifiez la soupape Vacuator™
Utilisez un chiffon propre pour essuyer la surface d'étanchéité du filtre et l'intérieur du tube de sortie. Les contaminants sur la surface d'étanchéité pourraient nuire à l'efficacité de l'étanchéité et causer des fuites. Assurez-vous que tous les contaminants sont éliminés avant d'insérer le nouveau filtre. La saleté transférée accidentellement à l'intérieur du tube de sortie atteindra le moteur et causera de l'usure. Les fabricants de moteurs disent qu'il ne faut que quelques grammes de saleté pour « salir » un moteur! Veillez à ne pas endommager la zone d'étanchéité du tube.
Si votre filtre à air est équipé d'une soupape Vacuator
Vérifiez visuellement et comprimez physiquement pour s'assurer que la valve est flexible et non inversée, endommagée ou bouchée.

3 Inspectez l'ancien filtre pour déceler des signes de fuite
Inspectez visuellement l'ancien filtre pour déceler tout signe de fuite. Une trainée de poussière sur le côté propre du filtre est un signe révélateur. Éliminez toute cause de fuites avant d'installer un nouveau filtre.

4 Inspectez le nouveau filtre pour déceler tout dommage
Inspectez soigneusement le nouveau filtre, en portant attention à l'intérieur de l'extrémité ouverte, qui est la zone d'étanchéité. N'installez JAMAIS un filtre endommagé. Un nouveau filtre de joint radial Donaldson peut avoir un lubrifiant sec sur le joint pour faciliter l'installation.
5 Insérez correctement le nouveau filtre à joint radial
Si vous effectuez l'entretien du filtre de sécurité, vous devez le mettre en place avant d'installer le filtre primaire.
Insérez soigneusement le nouveau filtre. Placez le filtre à la main, en vous assurant qu'il est complètement dans le boîtier du filtre à air avant de fixer le couvercle en place.
La zone d'étanchéité critique s'étirera légèrement, s'ajustera et répartira uniformément la pression d'étanchéité. Pour compléter un joint étanche, appliquez une pression à la main sur le rebord extérieur du filtre et non sur le centre flexible. (Évitez de pousser sur le centre du capuchon en uréthane.) Aucune pression de couvercle n'est requise pour maintenir le joint. N'utilisez JAMAIS le couvercle d'entretien pour pousser le filtre en place! L'utilisation du couvercle pour pousser le filtre pourrait endommager le boîtier et les attaches et annulera la garantie.
Si le couvercle de service touche le filtre avant qu'il ne soit complètement en place, retirez le couvercle et poussez le filtre (à la main) plus loin dans le filtre à air et réessayez. Le couvercle devrait s'enclencher sans force supplémentaire.
Une fois le filtre en place, fixez le couvercle d'entretien.

ATTENTION

N'utilisez JAMAIS le couvercle d'entretien pour pousser le filtre en place! L'utilisation du couvercle pour pousser le filtre pourrait endommager le boîtier et les attaches et annulera la garantie.
6 Vérifiez si les connecteurs sont bien serrés
Assurez-vous que toutes les bandes de montage, brides, boulons et connexions du système de filtre à air sont bien serrés. Vérifiez s'il y a des trous dans la tuyauterie et la réparer au besoin. Toute fuite dans la tuyauterie d'admission enverra de la poussière directement au moteur!
FILTRES À CARBURANT

AVERTISSEMENT

Lorsque vous travaillez sur le système de carburant :
Évitez les flammes nues et ne fumez pas!
Ne renversez pas de carburant!
Le moteur FRONTIER 500X Kubota est équipé d'un préfiltre à carburant fixé à la pompe électrique de levage et d'un filtre séparateur d'eau et d'un filtre à carburant après la pompe de levage et avant les injecteurs. Ouvrez la soupape de vidange au bas du filtre séparateur d'eau et vidangez l'eau tous les jours. Fermez le drain lorsque le carburant diesel commence à sortir. Si le carburant contient trop d'eau, le moteur ne démarre pas. La procédure de changement des filtres est la suivante :
- Fermez la soupape d'arrêt de carburant.
- Nettoyez la zone autour de la tête du filtre à carburant. Retirez le filtre. Nettoyez la surface de la bague d'étanchéité de la tête du filtre.
- Remplissez le filtre propre avec du carburant propre et lubrifiez le joint avec de l'huile lubrifiante propre.
- Installez le filtre, comme indiqué par le fabricant du filtre.
- Pour remplacer le préfiltre de carburant, assurez-vous que le robinet d'arrêt de carburant est fermé et retirez la conduite de carburant du préfiltre de la pompe de levage. Désenfilez le préfiltre et remplacez-le par un nouveau. Rebranchez la conduite de carburant après l'installation.

AVERTISSEMENT

Un serrage mécanique trop serré peut déformer les filetages, le joint de l'élément du filtre ou le boîtier du filtre.
SYSTÈME DE REFROIDISSEMENT
Le système de refroidissement du moteur doit être vérifié et nettoyé périodiquement. (Consultez le manuel du propriétaire du moteur pour connaître les procédures et la fréquence appropriées.)
Le liquide de refroidissement doit être ajouté au niveau du goulot de remplissage du radiateur après avoir retiré le bouchon lorsque le système est froid. Remplissez jusqu'au tube du goulot de remplissage du radiateur. Le moteur ne démarre pas si le niveau de liquide de refroidissement est trop bas.
Le système de refroidissement est équipé d'un réservoir d'expansion interne situé à l'intérieur du réservoir supérieur du radiateur. Cela permet une dilatation thermique et une contraction normales du liquide de refroidissement du moteur.
VÉRIFICATION ET REMPLACEMENT DU LIQUIDE DE REFROIDISSEMENT

AVERTISSEMENT

LE LIQUIDE DE REFROIDISSEMENT CHAUD peut brûler la peau. Ne retirez pas le bouchon si le radiateur est chaud.
Vérifiez le niveau du liquide de refroidissement en observant le niveau dans le radiateur. Ajoutez une solution 50/50 moitié antigel et moitié eau si le niveau est bas en retirant le bouchon du radiateur et en ajoutant du liquide de refroidissement dans le radiateur. Remplissez jusqu'au tube du goulot de remplissage du radiateur.
Pour vidanger le liquide de refroidissement, ouvrez la soupape au bas du radiateur. Ouvrez le bouchon du radiateur pour permettre un drainage complet. (Serrez la soupape et remplissez-la d'une solution 50/50 moitié antigel et moitié eau.) Utilisez un antigel à l'éthylène glycol de qualité automobile (faible teneur en silicate). Serrez les tuyaux supérieur et inférieur du radiateur tout en remplissant pour purger l'air du liquide de refroidissement du circuit. Replacez et serrez le bouchon du radiateur.
Enlevez régulièrement la saleté des ailettes du radiateur.
Vérifiez régulièrement la courroie du ventilateur et les tuyaux du radiateur. Remplacez si des signes de détérioration sont détectés.
| ⚠️ ATTENTION | |
 | Mélangez toujours au préalable l'antigel et l'eau du robinet avant de l'ajouter au radiateur. Il est très important qu'une solution 50/50 précise soit utilisée avec ce moteur toute l'année. Cela permet un refroidissement adéquat par temps chaud et une protection contre le gel jusqu'à -37 °C (-34 °F).Une solution de refroidissement dépassant 50 % d'éthylène glycol peut causer une surchauffe du moteur et endommager le moteur. La solution de liquide de refroidissement doit être prémélangée avant d'être ajoutée au radiateur. |
MANIPULATION DES BATTERIES
! AVERTISSEMENT

LES GAZ DE LA BATTERIE peuvent exploser.
Tenir les étincelles, les flammes et les cigarettes loin de la batterie.
! AVERTISSEMENT

Pour prévenir l'EXPLOSION lorsque :
INSTALLATION D'UNE NOUVELLE BATTERIE — Débranchez d'abord le câble négatif de la vieille batterie et branchez-le à la nouvelle batterie en dernier.
BRANCHEMENT D'UN CHARGEUR DE BATTERIE — retirez la batterie du poste à souder en débranchant d'abord le câble négatif, puis le câble positif et le collier de serrage de la batterie. Lors de la réinstallation, branchez le câble négatif en dernier.
Maintenez une bonne ventilation.
UTILISATION D'UN CHARGEUR D'APPOINT – Connectez d'abord le fil positif à la batterie, puis connectez le fil négatif au pied du moteur.
! AVERTISSEMENT

L'ACIDE DE BATTERIE PEUT BRÛLER LES YEUX ET LA PEAU.
Portez des gants et une protection oculaire et faire attention lorsque vous travaillez à proximité de la batterie. Suivez les instructions imprimées sur la batterie.
PRÉVENIR LES DOMMAGES ÉLECTRIQUES
- Lorsqu'on change la batterie, qu'on la connecte en dérivation ou qu'on raccorde la batterie aux câbles de la batterie, il faut respecter la polarité appropriée. Le non-respect de la polarité appropriée pourrait endommager le circuit de charge. Le câble positif (+) de la batterie est doté d'un couvercle de borne rouge.
- Si la batterie doit être chargée avec un chargeur externe, débranchez d'abord le câble négatif de la batterie, puis le câble positif de la batterie avant de brancher les fils du chargeur. Le non-respect de cette consigne peut endommager les composants internes du chargeur. Lorsque vous rebranchez les câbles, commencez par brancher le câble positif et branchez le câble négatif en dernier.
PRÉVENIR LA DÉCHARGE DE LA BATTERIE -
Tournez le commutateur RUN/STOP à la position STOP lorsque le moteur ne tourne pas.
ENTRETIEN
PRÉVENIR LA DÉFORMATION DE LA BATTERIE -
Serrez les écrous sur la batterie jusqu'à ce qu'elle soit bien ajustée.
CHARGEMENT DE LA BATTERIE -
Lorsque vous chargez, installez un cavalier, remplacez ou connectez les câbles de batterie à la batterie, assurez-vous que la polarité est correcte. Une polarité inappropriée peut endommager le circuit de charge. La borne positive (+) de la batterie Frontier® 500X est dotée d'un couvercle de borne rouge.
Si vous devez charger la batterie avec un chargeur externe, débranchez d'abord le câble négatif, puis le câble positif avant de brancher les fils du chargeur. Une fois la batterie chargée, rebranchez le câble positif de la batterie en premier et le câble négatif en dernier. Le non-respect de cette consigne peut endommager les composants internes du chargeur.
Suivez les instructions du fabricant du chargeur de batterie pour les paramètres et le temps de charge appropriés.
VIDANGE D'HUILE À MOTEUR
Vidanger l'huile à moteur pendant que le moteur est chaud pour assurer une vidange rapide et complète. Il est recommandé de changer également le filtre à huile chaque fois que l'huile est changée.
- Assurez-vous que l'appareil est éteint. Débranchez le câble négatif de la batterie pour assurer la sécurité.
- Localisez le tuyau de vidange d'huile dans la partie inférieure de la base et tirez-le à travers le trou situé sur le côté de la base de la soudeuse.
- La soupape de vidange d'huile se trouve sur le carter d'huile du moteur. Enfoncez la valve et tournez-la dans le sens antihoraire. Vidangez l'huile dans un contenant approprié pour l'élimination.
- Fermez le robinet de vidange en poussant et en tournant dans le sens horaire.
- Remplissez le carter jusqu'au repère de limite supérieure sur la jauge en utilisant l'huile recommandée. Replacez et serrez fermement le bouchon du filtre à huile.
- Repoussez le tuyau de vidange d'huile et la soupape dans l'appareil, rebranchez le câble négatif de la batterie et fermez les portes et le couvercle supérieur du moteur avant de redémarrer l'appareil. Lavez-vous les mains avec de l'eau et du savon après avoir manipulé de l'huile à moteur usagée. Assurez-vous d'éliminer l'huile à moteur usagée d'une manière saine pour l'environnement. Nous vous suggérons de l'apporter dans un contenant scellé à votre station-service ou centre de recyclage local pour la récupération. NE LA JETEZ PAS à la poubelle, ne la versez pas sur le sol ou dans un drain.
L'huile SAE 10W-30 conforme à la classe API CK-4 est recommandée pour une utilisation générale, toutes températures confondues, de -15 à 40 °C (5 à 104 °F).
Consultez le manuel du propriétaire du moteur pour des informations précises sur les recommandations de viscosité d'huile.
REEMPLACEMENT DU FILTRE À HUILE
- Vidangez l'huile.
- Retirez le filtre à huile avec une clé de filtre à huile et vidangez l'huile dans un contenant approprié. Jetez le filtre usagé.
Remarque: Il faut prendre soin de ne pas perturber ou endommager les conduites de carburant pendant le retrait du filtre.
- Nettoyez la base de montage du filtre et recouvrez le joint d'étanchéité du nouveau filtre avec de l'huile moteur propre.
- Vissez le nouveau filtre à la main jusqu'à ce que le joint d'étanchéité touche la base de montage. Serrez le filtre de 34 de tour supplémentaire à la main jusqu'à ce qu'il soit bien serré. Ne serrez pas le filtre avec une clé.
- Remplissez le carter avec la quantité recommandée d'huile à moteur. Réinstallez le bouchon du filtre à huile et serrez-le solidement.
- Démarrez le moteur et vérifiez s'il y a des fuites dans le filtre à huile.
- Arrêtez le moteur et vérifiez le niveau d'huile. Si nécessaire, ajoutez de l'huile jusqu'au repère de limite supérieure sur la jauge.
SERRAGE DE LA COURROIE DU VENTILATEUR
Si la courroie du ventilateur est desserrée, le moteur peut surchauffer et la batterie perdra sa charge. Vérifiez le serrage en appuyant sur la courroie à mi-chemin entre les poulies. Pour les exigences de serrage, consultez le manuel du propriétaire du moteur.
PLAQUES SIGNALÉTIQUES/AUTOCOLLANTS D'AVERTISSEMENT D'ENTRETIEN
Chaque fois que l'entretien de routine est effectué sur cette machine, ou au moins une fois par an, inspectez toutes les plaques signalétiques et les étiquettes pour en vérifier la lisibilité. Remplacez celles qui ne sont plus claires. Consultez la liste des pièces pour connaître le numéro d'article de remplacement.
ENTRETIEN DU DDFT
! AVERTISSEMENT

Une décharge électrique peut entraîner des blessures graves ou la mort.
Effectuez toujours le test du DDFT avant d'utiliser la génératrice. Si le système du DDFT échoue le test, la machine doit être réparée par un centre de réparation autorisé.
Si le DDFT ne se déclenche pas lorsque le bouton de test est enfoncé (le voyant « d'état » rouge ne s'allume pas) ou ne se réinitialise pas (le voyant « d'état » rouge ne s'éteint pas ou le voyant « d'état » rouge clignote), l'appareil est inopérant et doit être remplacé immédiatement.
Si le DDFT est testé correctement sans qu'aucun appareil ne soit connecté, mais qu'il se déclenche chaque fois qu'un appareil y est connecté, l'appareil présente un défaut de mise à la terre et doit être réparé ou remplacé. NE PAS UTILISER L'APPAREIL SI CETTE CONDITION SURVIENT : UN RISQUE RÉEL DE CHOC ÉLECTRIQUE PEUT EXISTER.
En raison du risque d'interruption de l'alimentation, n'alimentez pas les équipements de survie à partir de cette machine.
Les DDFT ne protègent pas contre les courts-circuits ou les surcharges.
Débranchez les accessoires et les outils avant de tenter de les réparer.
Fermez les portes de service avant protégeant les prises lors de l'utilisation de la machine.
Ne pas tester ou réinitialiser le DDFT lorsque vous êtes au ralenti.
Si le voyant DEL clignote, cesser d'utiliser la prise du DDFT et la faire remplacer par un centre de réparation autorisé.
Les rallonges longues ou les cordons avec une mauvaise isolation peuvent permettre suffisamment de courant de fuite pour déclencher le DDFT.
ENTRETIEN
DÉPANNAGE
DÉPANNAGE
COMMENT UTILISER LE GUIDE DE DÉPANNAGE

! AVERTISSEMENT
L'entretien et la réparation ne doivent être effectués que par le personnel qualifié et formé en usine de Lincoln Electric. Les réparations non autorisées effectuées sur cet équipement peuvent entraîner un danger pour le technicien et l'opérateur de l'appareil, et invalider votre garantie d'usine. Pour votre sécurité et pour éviter les décharges électriques, veuillez respecter toutes les consignes de sécurité et toutes les précautions détaillées dans ce manuel.
Ce guide de dépannage est fourni pour vous aider à localiser et à réparer les possibles pannes de l'appareil. Suivez simplement la procédure en trois étapes ci-dessous.
- REPÉREZ LE PROBLÈME (SYMPTÔME) – Regarder sous la colonne intitulée « PROBLÈME(s) OU SYMPTÔME(s) ». Cette colonne décrit les possibles symptômes que l'appareil peut présenter. Trouvez l'élément de la liste qui décrit le mieux le symptôme que l'outil présente.
- POSSIBLE CAUSE- La deuxième colonne intitulée « CAUSE POSSIBLE » énumère les possibilités externes évidentes qui peuvent contribuer au symptôme de la machine.
- PLAN D'ACTION RECOMMANDÉ- Cette colonne fournit une marche à suivre pour la cause possible.
Celle-ci consiste généralement à communiquer avec votre centre de services extérieurs autorisé Lincoln.
Si vous ne comprenez pas ou n'êtes pas en mesure d'effectuer le plan d'action recommandé en toute sécurité, communiquer avec votre centre de services extérieurs autorisé Lincoln.
! AVERTISSEMENT

Si, pour quelque raison que ce soit, vous ne comprenez pas les procédures de tests ou ne pouvez pas effectuer les tests/réparations en toute sécurité, communiquez avec votre centre de services extérieurs autorisé Lincoln pour obtenir de l'aide technique avant de continuer.
WWW.LINCOLNELECTRIC.COM/LOCATOR
PROBLÈMES DE MOTEUR
Observez toutes les directives de sécurité détaillées dans tout ce manuel
| PROBLÈME (SYMPTÔMES) CAUSE | POSSIBLE PLAN D’ACTION RECOMMÉ | MANDÉ |
| PROBLÈMES DE MOTEUR | ||
| Les dommages physiques ou électriques majeurs sont évidents. | 1. Contactez votre centre local de services extérieurs autorisé Lincoln. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de services extérieurs autorisé Lincoln. |
| Le moteur ne tourne pas 1. Batterie | faible.2. Vérifiez le disjoncteur de batterie 15A.3. Connexions de câble de batterie desserrées qui pourraient devoir être inspectées, nettoyées ou serrées.4. Câblage défectueux dans le circuit de démarrage du moteur.5. Défaillance du démarreur du moteur. Communiquez avec un atelier d’entretien de moteur local autorisé.6. Erreur possible du moteur. Communiquez avec un atelier d’entretien de moteur local autorisé. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de services extérieurs autorisé Lincoln. |
| Le moteur tourne mais ne démarre pas. | Pas de carburant.La soupape d’arrêt de carburant est en position d’arrêt. Assurez-vous que le levier de soupape est en position ouverteLe filtre à carburant ou l’élément séparateur d’eau est sale ou obstrué.Erreur possible du moteur. Communiquez avec un atelier d’entretien de moteur local autorisé. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de services extérieurs autorisé Lincoln. |
| Le moteur s’arrête peu de temps après le démarrage. | 1. Faible pression d’huile. Vérifiez le niveau d’huile (consultez le distributeur du moteur).2. Température élevée du liquide de refroidissement. Vérifiez le système de refroidissement du moteur.3. Vérifiez le niveau du liquide de refroidissement.4. Erreur possible du moteur.Communiquez avec un atelier d’entretien de moteur local autorisé. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de services extérieurs autorisé Lincoln. |
| Le moteur s’arrête sous une charge. | 1. Température élevée du liquide de refroidissement.2. Limites de sortie de la machine dépassées. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de services extérieurs autorisé Lincoln. |
| Le moteur tourne mal. 1. Carburant sale.2. Eau dans le carburant.3. Il se peut que le filtre à air doive être nettoyé. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de services extérieurs autorisé Lincoln. | |
| Le moteur ne s’arrête pas. 1. Commutateur de commande du moteur défectueux.2. Relais principal défectueux. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de services extérieurs autorisé Lincoln. | |
PROBLÈMES DE FONCTION
Observez toutes les directives de sécurité détaillées dans tout ce manuel
| PROBLÈMES (SYMPTÔMES) CAUSE | POSSIBLE PLAN D’ACTION RECOM | MANDÉ |
| PROBLÈMES DE FONCTION | ||
| La batterie ne reste pas chargée. 1. | Batterie défectueuse.2. Alternateur du moteurdéfectueux.3. Fil desserré ou brisé dans lecircuit de charge.4. La courroie du ventilateurdesserrée peut nécessiter unresserrement. | Si toutes les zones de mauvaisajustement recommandées ontété vérifiées et que le problèmepersiste,communiquez avecvotre centre local de servicesextérieurs autorisé Lincoln. |
| Le moteur ne tourne pas au ralenti à basse vitesse. | Pour le commutateur de commande en position de ralenti « HIGH » (élevé), assurez-vous que le commutateur est réglé sur « AUTO » (automatique). Commutateur de commande du moteur défectueux. Relais de ralenti défectueux. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de services extérieurs autorisé Lincoln. |
| Le moteur ne tourne pas au ralenti lorsque vous tentez de souder. | Mauvaise connexion du fil vers la pièce à travailler. Mauvais raccordements de fils à la machine.La sortie de soudage est à « OFF » (arrêt). (Aucune tension de circuit ouvert au niveau des goujons de sortie.)Relais de ralenti défectueux. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de services extérieurs autorisé Lincoln. |
| Le moteur ne tourne pas au ralenti élevé lors de l’utilisation de l’alimentation auxiliaire. | Fil brisé dans le câblage du capteur de courant auxiliaire.La charge d’alimentation auxiliaire est inférieure à 100 W.Toroïde à sens auxiliaire défectueux.Relais de ralenti défectueux. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de services extérieurs autorisé Lincoln. |
| Le moteur passe à une faible vitesse de ralenti, mais ne reste pas à une faible vitesse de ralenti. | Relais de ralenti défectueux.Charge auxiliaire intermittente.Entrée de déclenchement à distance présente. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de services extérieurs autorisé Lincoln. |
| Pas de sortie de soudage ou de sortie auxiliaire. | Fil brisé dans le circuit du rotor.Diode de pont de terrain défectueuse.Rotor défectueux. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de services extérieurs autorisé Lincoln. |
| Sortie faible/nuille et aucune commande sur la soudeuse.Sortie auxiliaire OK | Trousse de télécommande défectueuse.Potentiomètre de contrôle de sortie défectueux.Câblage de commande de sortie défectueux. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de services extérieurs autorisé Lincoln. |
| Aucune sortie de soudage. Sortie auxiliaire OK. | 1. Les bornes de sortie peuvent être réglées sur « Remote » (à distance) dans les paramètres. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de services extérieurs autorisé Lincoln. |
| Aucune alimentation auxiliaire. 1. | Les disjoncteurs ouverts peuvent devoir être réinitialisés.2. Prise ou un/plusieurs disjoncteurs défectueux.3. Câblage du circuit auxiliaire défectueux. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de services extérieurs autorisé Lincoln. |
| L’interface utilisateur continue de se réinitialiser. | 1. Rétablissez l’alimentation.2. Maintenez la touche « Home » (Accueil) et la touche à distance enfoncées pendant que vous éteignez et réinitialisez l’IU. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de services extérieurs autorisé Lincoln. |
DÉPANNAGE
SCHÉMA DE CÂBLAGE - G11048
À utiliser avec le code 13455
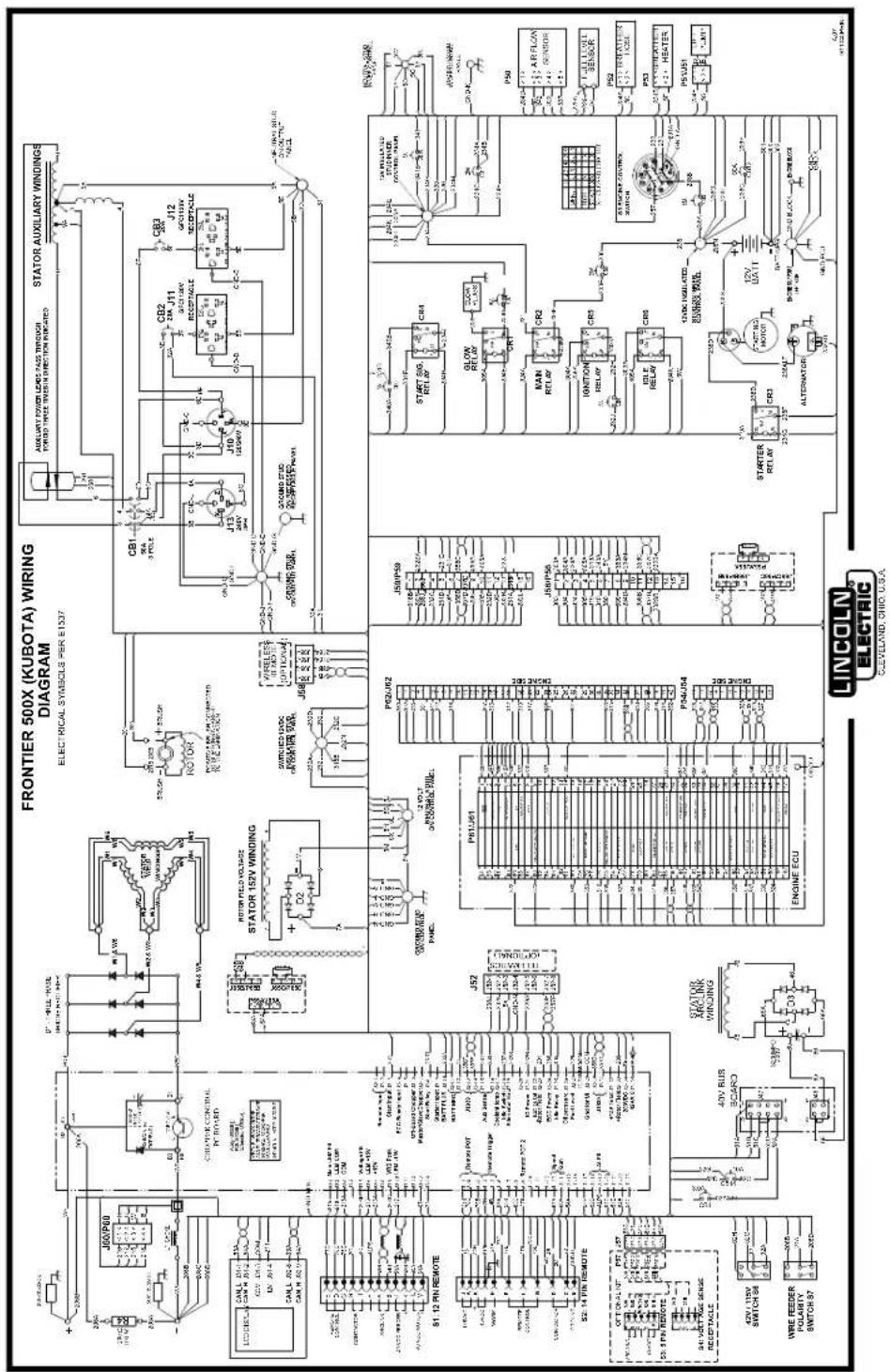
text_image
FRONTIER 500X (KUBOTA) WIRING DIAGRAM ELECTRICAL SYMBOLS PER E1537 STATOR AUXILIARY BINDINGS J60/P60 J60/P60 J60/P60 J60/P60 J60/P60 J60/P60 J60/P60 J60/P60 J60/P60 J60/P60 J60/P60 J60/P60 J60/P60 J60/P60 J60/P60 STATOR 152V WINDING STATOR ALC LINK WINDING STATOR 152V WINDING STATOR ALC LINK WINDING STATOR 152V WINDING STATOR ALC LINK WINDING STATOR 152V WINDING STATOR ALC LINK WINDING STATOR 152V WINDING STATOR ALC LINK WINDING STATOR 152V WINDING STATOR AUC LINK WINDING STATOR 152V WINDING STATOR AUC LINK WINDING STATOR 152V WINDING STATOR AUC LINK WINDING STATOR 152V WINDING STATOR AUC LINK WINDING STATOR 152V WINDING STATOR AUC LINK WINDING STATOR 152V WINDIN STATOR AUC LINK WINDING STATOR 152V WINDIN STATOR AUC LINK WINDING STATOR 152V WINDIN STATOR AUC LINK WINDING STATOR 152V WINDIN STATOR AUC LINK WINDING STATOR 152V WINDIN STATOR AUC LINK WINDING STATOR 1L12 VOUTLE STATOR 1L12 VOUTLE STATOR 1L12 VOUTLE STATOR 1L12 VOUTLE STATOR 1L12 VOUTLE STATOR 1L12 VOUTLE STATOR 1L12 VOUTLE STATOR 1L12 VOUTLE STATOR 1L12 VOUTLE STATOR 1L12 VOUTLE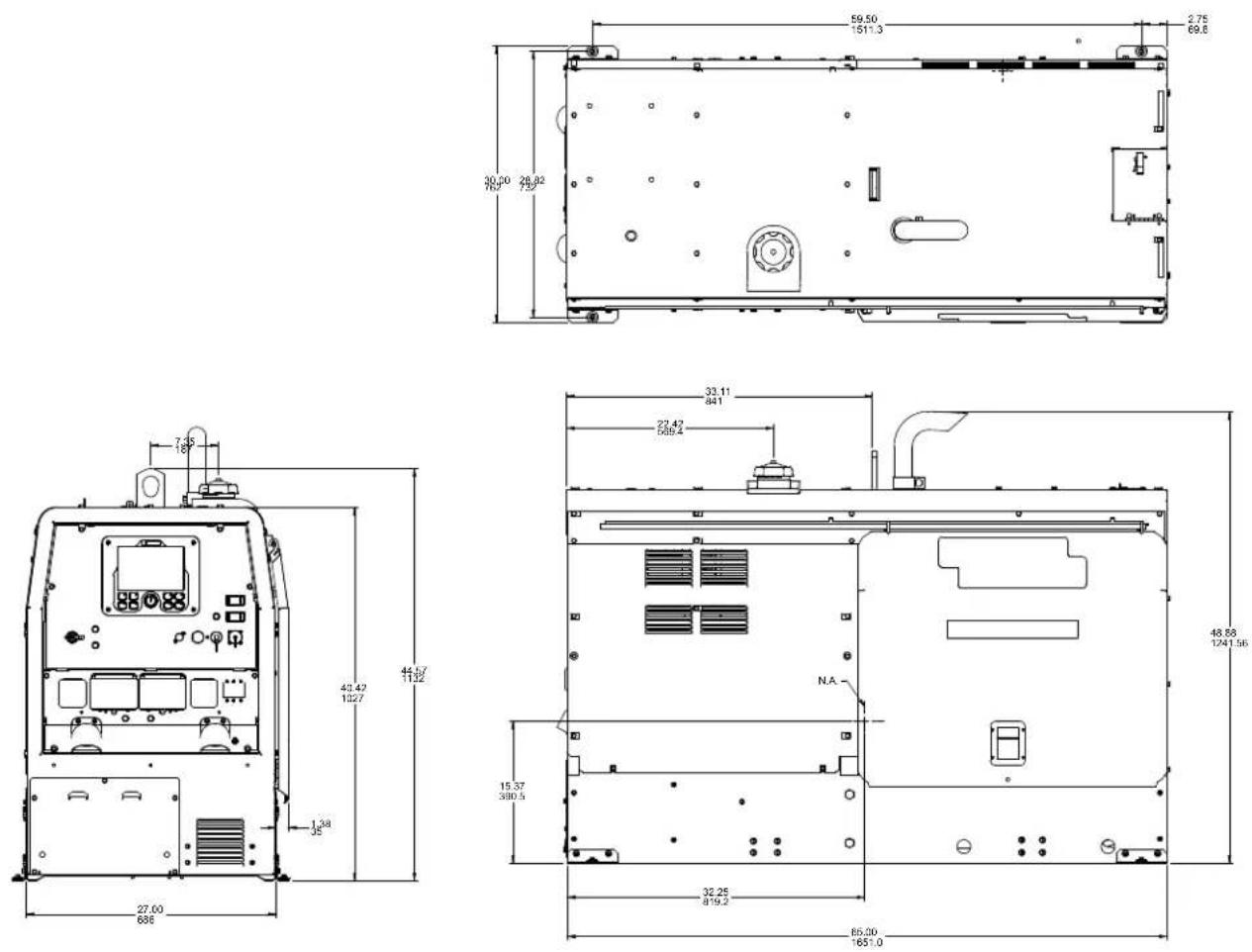
SYMBOLES GRAPHIQUES
Les graphiques suivants apparaissent sur la machine ou dans le manuel.
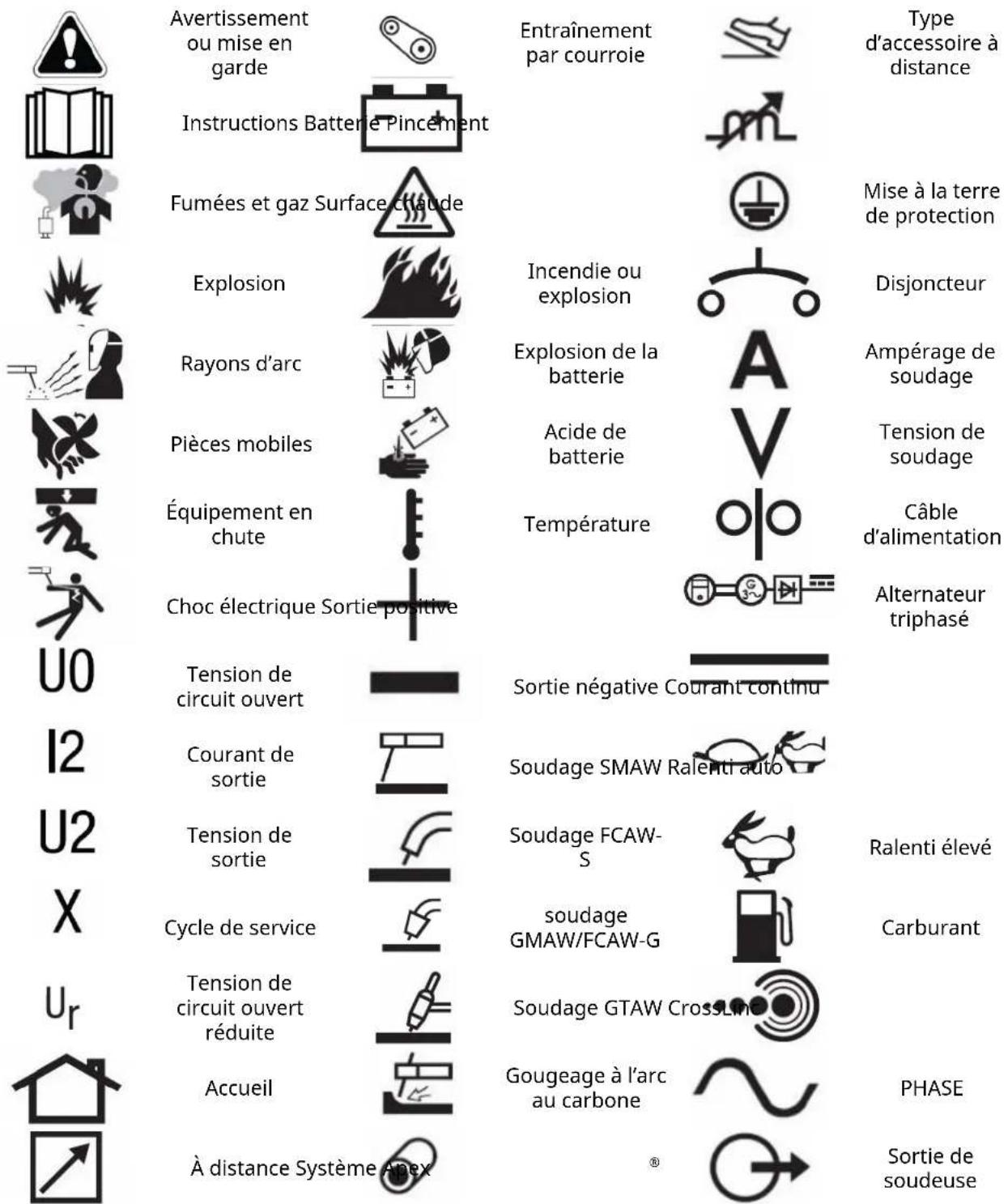
text_image
Avertissement ou mise en garde Instructions Batterie Pincement Fumées et gaz Surface chaude Explosion Rayons d'arc Pièces mobiles Équipement en chute Choc électrique Sortie positive Tension de circuit ouvert Courant de sortie Tension de sortie Cycle de service Tension de circuit ouvert réduite Accueil À distance Système Apex Entraînement par courroie Incendie ou explosion Explosion de la batterie Acide de batterie Température Sortie négative Courant continu Soudage SMAW Ralenti auto Soudage FCAW-S soudage GMAW/FCAW-G Soudage GTAW CrossLine Gougeage à l'arc au carbone ® Type d'accessoire à distance Mise à la terre de protection Disjoncteur Ampérage de soudage Tension de soudage Câble d'alimentation Alternateur triphasé Ralenti élevé Carburant PHASE Sortie de soudeuse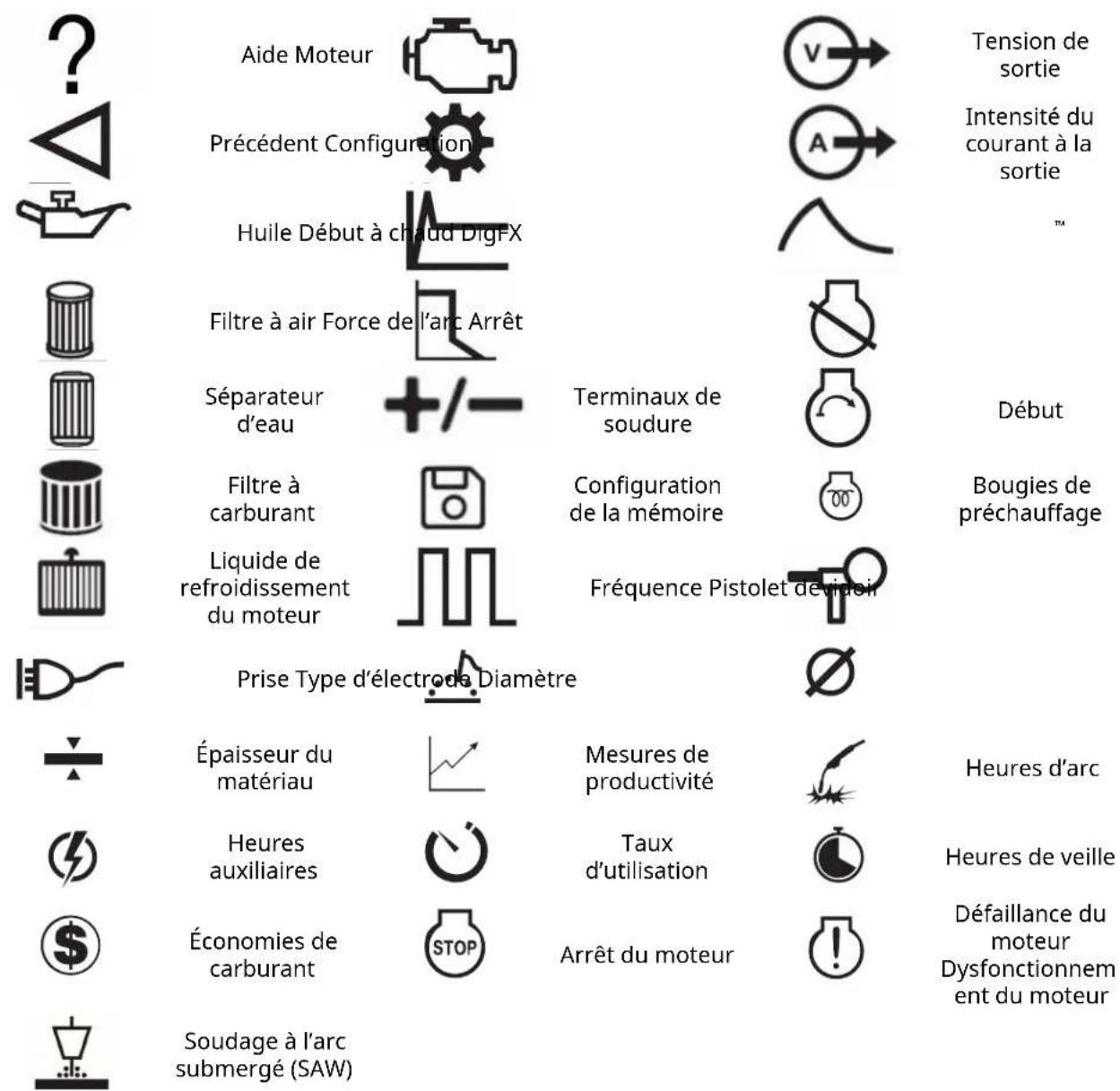
text_image
Aide Moteur Précédent Configuration Huile Début à chaud DigFX Filtre à air Force de l'arc Arrêt Séparateur d'eau Filtre à carburant Liquide de refroidissement du moteur Prise Type d'électrode Diamètre Épaisseur du matériau Heures auxiliaires Économies de carburant Soudage à l'arc submergé (SAW) Terminaux de soudure Configuration de la mémoire Fréquence Pistolet deviaire Mesures de productivité Taux d'utilisation Arrêt du moteur Tension de sortie Intensité du courant à la sortie Début Bougies de préchauffage Heures d'arc Heures de veille Défaillance du moteur Dysfonctionnement du moteurPOLITIQUE D'AIDE À LA CLIENTÈLE
POLITIQUE D'AIDE À LA CLIENTÈLE
Lincoln Electric fabrique et vend des équipements de soudage, des systèmes de soudage automatisés, des produits consommables et des équipements de coupage de haute qualité. Notre défi consiste à répondre aux besoins de nos clients, qui sont des experts dans leurs domaines, et à dépasser leurs attentes. À l'occasion, les acheteurs peuvent demander à Lincoln Electric des détails ou des renseignements techniques sur l'utilisation de nos produits. Nos employés répondent aux demandes de renseignements au mieux de leurs capacités en fonction des renseignements et des spécifications qui leur sont fournis par les clients et des connaissances qu'ils peuvent avoir concernant l'application. Cependant, nos employés ne sont pas en mesure de vérifier les renseignements fournis, d'évaluer les exigences d'ingénierie pour un ensemble soudé en particulier, ni de fournir des conseils d'ingénierie en lien avec une situation ou une application spécifique. En conséquence, Lincoln Electric n'offre aucune garantie et n'assume aucune responsabilité à l'égard de ces renseignements ou communications. De plus, la fourniture de tels renseignements ou renseignements techniques ne crée, n'élargit, ni ne modifie aucune garantie sur nos produits. Toute garantie expresse ou implicite qui pourrait découler des données ou des renseignements techniques, y compris toute garantie implicite de qualité marchande ou toute garantie d'adaptation à un usage particulier de tout client, ou toute autre garantie équivalente ou similaire, est expressément rejetée.
Lincoln Electric est un fabricant responsable, mais la définition des spécifications, ainsi que la sélection et l'utilisation des produits spécifiques vendus par Lincoln Electric sont uniquement sous le contrôle et demeurent la seule responsabilité du client. De nombreuses variables au-delà du contrôle de Lincoln Electric ont une incidence sur les résultats de l'application de ces méthodes de fabrication et de ces exigences de service.
ÉQUIPEMENT DE CONTRÔLE DES VAPEURS DE SOUDURE
Le fonctionnement de l'équipement de contrôle des émanations de soudage est affecté par divers facteurs, notamment l'utilisation et le positionnement adéquats de l'équipement, l'entretien de l'équipement ainsi que la procédure et l'application spécifiques de soudage. Le niveau d'exposition des travailleurs doit être vérifié lors de l'installation et périodiquement par la suite pour être certain qu'il se situe dans les limites TLV de l'ACGIH et PEL de l'OSHA applicables.
LISTE DE PIÈCES
Le contenu et les détails peuvent être modifiés ou mis à jour sans préavis. Pour obtenir les manuels d'instructions à jour, allez à PARTS.LINCOLNELECTRIC.COM.