
Square Wave 205 - Poste à souder LINCOLN ELECTRIC - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Square Wave 205 LINCOLN ELECTRIC au format PDF.

| Caractéristiques techniques | Poste à souder TIG et MIG, courant de soudage de 10 à 205 A, tension à vide de 60 V, cycle de service de 40 % à 205 A. |
|---|---|
| Type de soudage | Soudage TIG, soudage MIG, soudage à l'arc. |
| Alimentation | 230 V monophasé. |
| Poids | Environ 20 kg. |
| Dimensions | Dimensions compactes pour un transport facile. |
| Utilisation | Idéal pour les travaux de soudage légers à moyens, adapté à l'usage professionnel et amateur. |
| Accessoires inclus | Torche TIG, câble de masse, régulateur de gaz. |
| Maintenance | Vérifier régulièrement les connexions électriques, nettoyer les buses et les électrodes. |
| Sécurité | Utiliser des équipements de protection individuelle (EPI) : gants, masque de soudage, vêtements ignifuges. |
| Garantie | Garantie constructeur de 2 ans. |
| Informations générales | Conforme aux normes CE, idéal pour les soudeurs débutants et expérimentés. |
FOIRE AUX QUESTIONS - Square Wave 205 LINCOLN ELECTRIC
Questions des utilisateurs sur Square Wave 205 LINCOLN ELECTRIC
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice Square Wave 205 - LINCOLN ELECTRIC et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Square Wave 205 de la marque LINCOLN ELECTRIC.
MODE D'EMPLOI Square Wave 205 LINCOLN ELECTRIC
À utiliser avec les numéros de produit ou codes suivants : 13702
À sauvegarder pour consultation ultérieure
Date d'achat
Code : (p. ex.: 10859)
Série : (p. ex. : U1060512345)
Table des matières
DESCRIPTION GÉNÉRALE...... SECTIONA
SYMBOLES GRAPHIQUES UTILISÉ DANS LE MANUEL OU PAR CETTE MACHINE....A-1
DESCRIPTION DU PRODUIT...... A-2
CARACTÉRISTIQUES......A-2
PROCÉDÉS...... A-2
CAPACITÉ DE SOUDAGE....A-3
PROTECTION THERMIQUE....A-3
INSTALLATION ...... SECTIONB
SPÉCIFICATIONS TECHNIQUES...... B-1
PRÉCAUTIONS DE SÉCURITÉ...... B-2
EMPLACEMENT ET VENTILATION......B-3
EMPILAGE......B-3
BASCULEMENT......B-3
CONNEXION D'ALIMENTATION D'ENTRÉE...... B-4
MISE À LA TERRE DE LA MACHINE À SOUDER ET PROTECTION CONTRE LES INTERFÉRENCES À
HAUTE FRÉQUENCE......B-11
FONCTIONNEMENT...... SECTIONC
CASE FRONT CONTROLS (COMMANDES DE L'AVANT DU BOÎTIER)......C-1
NAVIGATION DANS L'ÉCRAN D'AFFICHAGE....C-2
SÉLECTION DU MODE......C-3
RÉGLAGES ET ICÔNES......C-4
MENU DES PARAMÈTRES...... C-6
SÉLECTION DES ÉLECTRODES ENROBÉES...... C-7
TECHNIQUES DE SOUDAGE....C-7
ACCESSOIRES ET OPTIONS......SECTIOND
ACCESSOIRES DE LA MACHINE À SOUDER SQUARE WAVE 205...... D-1
ENTRETIEN......SECTIONE
PRÉCAUTIONS DE SÉCURITÉ....E-1
ENTRETIEN DE ROUTINE ET PÉRIODIQUE....E-1
DÉPANNAGE......SECTIONF
COMMENT UTILISER LE GUIDE DE DÉPANNAGE....F-1
GUIDE DE DÉPANNAGE.... F-1
ANNEXE
SCHÉMA DE CÂBLAGE
SCHÉMA DIMENSIONNEL
POLITIQUE D'AIDE À LA CLIENTÈLE
LES RENSEIGNEMENTS RELATIFS À LA SÉCURITÉ
LA SÉCURITÉ DÉPEND DE VOUS
Le matériel de soudage et de coupe à l'arc de Lincoln est conçu et construit en tenant compte de la sécurité. Toutefois, votre sécurité globale peut être augmentée par une installation appropriée... et un fonctionnement réfléchi de votre part. NE PAS INSTALLER, UTILISER OU RÉPARER CET ÉQUIPEMENT SANS AVOIR LU LE PRÉSENT MANUEL ET TOUTES LES CONSIGNES DE SÉCURITÉ QUI Y SONT ÉNONCÉES. Et surtout, réfléchissez avant d'agir et faites attention.

DANGER

Cette mention indique une situation dangereuse imminente qui, si elle n'est pas évitée, entraînera la mort ou des blessures graves.

AVERTISSEMENT

Cette mention indique une situation dangereuse potentielle qui, si elle n'est pas évitée, pourrait entraîner la mort ou des blessures graves.

ATTENTION

Cette mention indique une situation dangereuse potentielle qui, si elle n'est pas évitée, pourrait entraîner des blessures mineures ou modérées.
: Cette mention indique la possibilité d'endommager l'équipement si le risque potentiel n'est pas évité.
VEUILLEZ EXAMINER IMMÉDIATEMENT L'EMBALLAGE ET L'ÉQUIPEMENT À LA RECHERCHE DE DOMMAGES
Lorsque cet équipement est expédié, la propriété passe à l'acheteur dès réception par le transporteur.
Par conséquent, les réclamations pour matériel endommagé pendant l'envoi doivent être faites par l'acheteur contre l'entreprise de transport au moment de la réception de l'envoi.
GARDEZ VOTRE TÊTE À BONNE DISTANCE DES ÉMANATIONS

- NE vous approchez PAS trop de la soudure. Utilisez des verres correcteurs si nécessaire pour rester à une distance raisonnable de la soudure.
- UTILISEZ SUFFISAMMENT D'AÉRATION ou d'échappement près de la soudure, ou les deux, pour garder les émanations et les gaz à l'écart de votre zone de respiration et de la zone de travail en général.
- DANS UNE GRANDE SALLE OU À L'EXTÉRIEUR, une ventilation naturelle peut être adéquate si vous gardez la tête loin des émanations.
- UTILISEZ UNE AÉRATION NATURELLE ou des ventilateurs pour éloigner les émanations de votre visage.
- LISEZ et respectez la fiche de données de sécurité (FDS) et l'étiquette d'avertissement qui apparaît sur tous les contenants de matériaux de soudage.
Si vous présentez des symptômes inhabituels, consultez votre superviseur. Il se peut que l'atmosphère de soudage et le système de ventilation doivent être vérifiés.
PORTEZ UN DISPOSITIF DE PROTECTION ADÉQUAT POUR LES YEUX, LES OREILLES ET LE CORPS

- PROTÉGEZ vos yeux et votre visage avec une plaque filtrante correctement ajustée et appropriée (voir ANSI Z49.1).
-
PROTÉGEZ votre corps contre les projections de soudure et les arcs électriques avec des vêtements de protection, y compris des vêtements de laine, un tablier ignifuge, des gants, des leggings de cuir et des bottes hautes.
-
PROTÉGEZ les autres contre les particules de soudure, les éclairs et les reflets avec des écrans protecteurs ou des barrières.
-
PROTÉGÉZ vos yeux et votre visage avec un casque de soudage
-
DANS CERTAINS ESPACES, une protection contre le bruit peut être appropriée.
• ASSUREZ-VOUS que l'équipement de protection est en bon état.
• EN TOUT TEMPS, portez également des lunettes de sécurité dans la zone de travail.

- NE PAS SOUDER OU COUPER les contenants ou les matériaux qui avaient auparavant été en contact avec des substances dangereuses, à moins qu'ils ne soient adéquatement nettoyés. Cela est extrêmement dangereux.
- NE PAS SOUDER OU COUPER les pièces peintes ou plaquées à moins que des précautions particulières ne soient prises quant à la ventilation. Elles peuvent libérer des émanations ou des gaz très toxiques.
- PROTÉGEZ les bouteilles de gaz comprimé contre la chaleur excessive, les chocs mécaniques et les arcs; fixer les bouteilles pour qu'elles ne tombent pas.
- ASSUREZ-VOUS que les bouteilles ne sont jamais mises à la terre et qu'elles ne font pas partie d'un circuit électrique.
- RETIREZ tous les risques d'incendie de la zone de soudure.

• GARDEZ TOUJOURS À VOTRE DISPOSITION UN ÉQUIPEMENT DE LUTTE CONTRE LES INCENDIES PARÉ À TOUTE UTILISATION IMMÉDIATE; VOUS ASSURER DE SAVOIR COMMENT L'UTILISER.
AVERTISSEMENTS DE LA PROPOSITION 65 DE LA CALIFORNIE
! AVERTISSEMENT

Respirer l'échappement de moteur diesel vous expose à des produits chimiques reconnus par l'État de la Californie pour causer le cancer et des anomalies congénitales ou d'autres dommages à la reproduction.
Démarrez et faites toujours fonctionner le moteur dans un endroit bien aéré.
Si vous êtes dans une zone exposée, évacuez l'échappement à l'extérieur.
Ne modifiez et n'altérez pas le système d'échappement.
Ne faites pas tourner le moteur au ralenti, sauf si nécessaire.
! AVERTISSEMENT

Ce produit, lorsqu'il est utilisé pour le soudage ou le découpage, produit des émanations ou des gaz contenant des produits chimiques reconnus par l'État de la Californie pour causer des anomalies congénitales et, dans certains cas, le cancer. (Code de santé et de sécurité de la Californie, section 25249.5 et suivantes).
Pour en savoir plus, visitez https://www.p65warnings.ca.gov
LE SOUDAGE À L'ARC PEUT ÊTRE DANGEREUX
PROTÉGEZ-VOUS ET D'AUTRES PERSONNES CONTRE DES BLESSURES GRAVES OU MORTELLES. GARDEZ LES ENFANTS À L'ÉCART. LES PORTEURS DE STIMULATEURS CARDIAQUES DOIVENT CONSULTER LEUR MÉDECIN AVANT D'UTILISER LE PRODUIT.
Lire et comprendre les faits saillants de sécurité suivants. Pour des renseignements supplémentaires sur la sécurité, il est fortement recommandé d'acheter une copie du document « Safety in Welding & Cutting (Sécurité dans les procédures de soudure et de coupe) – Norme ANSI Z49.1 » de l'American Welding Society, P.O. Box 351040, Miami, Floride 33135 ou de la norme CSA W117.2. Une copie gratuite du livret « Sécurité pour le soudage à l'arc » E205 est disponible auprès de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASSUREZ-VOUS QUE TOUTES LES PROCÉDURES D'INSTALLATION, D'UTILISATION, D'ENTRETIEN ET DE RÉPARATION SONT EFFECTUÉES UNIQUEMENT PAR DES PERSONNES QUALIFIÉES.
POUR ÉQUIPEMENT MOTORISÉ


- Éteignez le moteur avant de procéder au dépannage et à l'entretien, à moins que le travail d'entretien ne l'exige.
- Ne pas faire d'appoint de carburant à proximité d'un arc de soudage ou d'une flamme nue, ou lorsque le moteur est en marche. Coupez le moteur et laissez-le refroidir avant de le ravitailler en carburant afin d'empêcher tout carburant renversé de s'évaporer et de s'enflammer au contact des pièces chaudes du moteur. Évitez de renverser du carburant lors du remplissage du réservoir. Si du carburant a été renversé, essuyez-le, et ne démarrez pas le moteur tant que les vapeurs de carburant n'ont pas été éliminées.
- Gardez toutes les protections ainsi que tous les couvercles et dispositifs de sécurité en position et en bon état. Gardez les mains, les cheveux, les vêtements et les outils loin des courroies en V, des engrenages, des ventilateurs et de toutes les autres pièces mobiles lors de l'amorçage, de l'utilisation ou de la réparation de l'équipement.

- Dans certains cas, il peut être nécessaire de retirer les dispositifs de sécurité pour effectuer l'entretien requis. RETIREZ LES DISPOSITIFS DE PROTECTION UNIQUEMENT si nécessaire et replacez-les lorsque l'entretien nécessitant leur retrait est terminé. Soyez toujours vigilant lorsque vous travaillez près des pièces mobiles.
- NE PAS mettre les mains près du ventilateur du moteur. Ne tentez pas de contourner le régulateur ou le tendeur en appuyant sur les tiges de commande de l'accélérateur pendant que le moteur tourne.
- Pour éviter de démarrer accidentellement les moteurs à essence lors de la mise en marche du moteur ou du générateur de soudage pendant le travail d'entretien, débranchez les fils de bougie, le capuchon du distributeur ou le fil magnéto, selon le cas.


- Pour éviter d'être ébouillanté, ne retirez pas le capuchon de la pression du radiateur lorsque le moteur est chaud.
- L'échappement du générateur contient du monoxyde de carbone. Il s'agit d'un poison que vous ne pouvez ni voir ni sentir.
- Utiliser un générateur à l'intérieur PEUT VOUS TUER EN QUELQUES MINUTES.
- NE l'utilisez JAMAIS dans la maison ou le garage MÊME SI les portes et les fenêtres sont ouvertes.
- Utilisez-le UNIQUEMENT à L'EXTÉRIEUR, loin des fenêtres, portes et trappes de ventilation.
- Évitez les autres risques de générateur. LIRE LE MANUEL AVANT UTILISATION.
LES CHAMPS ÉLECTRIQUES ET MAGNÉTIQUES PEUVENT ÊTRE DANGEREUX

- Le courant électrique qui circule dans un conducteur crée des champs électromagnétiques localisés. Le courant de soudage crée des champs électromagnétiques autour des câbles de soudage et des appareils à souder.
LES RENSEIGNEMENTS RELATIFS À LA SÉCURITÉ
- Les champs électromagnétiques peuvent interférer avec certains stimulateurs cardiaques, et les soudeurs qui portent un stimulateur cardiaque doivent consulter leur médecin avant de souder.
- L'exposition aux champs électromagnétiques dans le soudage peut avoir d'autres effets sur la santé qui ne sont pas connus.
Tous les soudeurs doivent utiliser les procédures suivantes afin de réduire au minimum l'exposition aux champs électromagnétiques provenant du circuit de soudage :
- Acheminez l'électrode et les câbles de travail ensemble – fixez-les avec du ruban lorsque possible.
- N'enroulez jamais l'électrode autour de votre corps.
- Ne placez pas votre corps entre l'électrode et les câbles de travail. Si le câble de l'électrode est sur votre côté droit, le câble de travail doit également être sur votre côté droit.
- Branchez le câble de travail à la pièce travaillée le plus près possible de la zone soudée.
- Ne pas travailler à proximité de la source d'alimentation de soudage.
LES DÉCHARGES ÉLECTRIQUES PEUVENT TUER

- L'électrode et les circuits de travail (ou de mise à la terre) sont électriquement « chauds » lorsque la soudeuse est allumée. Ne pas toucher ces pièces « chaudes » avec votre peau nue ou vos vêtements mouillés. Portez des gants secs et sans trou pour vous isoler les mains.
- Isolez-vous du travail et du sol à l'aide d'une isolation sèche. S'assurer que l'isolant est suffisamment grand pour couvrir toute votre zone de contact physique avec la pièce travaillée et le sol.
En plus des précautions de sécurité normales, si le soudage doit être effectué dans des conditions dangereuses du point de vue électrique (dans des endroits humides ou lors du port de vêtements mouillés, sur des structures métalliques comme des planchers, des grilles ou des échafaudages, lorsqu'il y a un risque élevé de contact inévitable ou
accidentel avec le travail ou le sol), utilisez l'équipement suivant:
- Soudeuse à tension constante (fil) semi-automatique c.c.
- Soudeuse manuelle (bâtonnet) c.c.
- Soudeuse c.a. avec contrôle de tension réduite.
- Dans le soudage par fil semi-automatique ou automatique, l'électrode, le dévidoir d'électrode, la tête de soudage, la buse ou le pistolet de soudage semi-automatique sont également « chauds » du point de vue électrique.
- Assurez-vous toujours que le câble de travail fait une bonne connexion électrique avec le métal soudé. La connexion doit être aussi près que possible de la zone soudée.
- Reliez à la terre la pièce travaillée ou le métal à souder sur une bonne prise de terre.
- Maintenez le porte-électrode, la pince de travail, le câble de soudage et l'appareil de soudage en bon état de fonctionnement sécuritaire. Remplacez l'isolant endommagé.
- Ne trempez jamais l'électrode dans l'eau pour le refroidissement.
- Ne touchez jamais simultanément de parties sous tension des porte-électrodes connectés à deux soudeuses,, car la tension entre les deux peut être le total de la tension de circuit ouverte des deux soudeuses.
- Lorsque vous travaillez au-dessus du niveau du plancher, utilisez une ceinture de sécurité pour vous protéger contre une chute si vous subissez un choc.
- Voir aussi LES ÉTINCELLES DE SOUDAGE ET DE DÉCOUPAGE PEUVENT PROVOQUER UN INCENDIE OU UNE EXPLOSION et POUR ÉQUIPEMENT ÉLECTRIQUE MOTORISÉ
LES RAYONS D'ARC PEUVENT CAUSER DES BRÛLURES

- Utiliser un écran avec le filtre approprié et des plaques de recouvrement pour protéger vos yeux contre les étincelles et les rayons d'arc lors du soudage ou de l'observation d'un soudage à arc ouvert. L'écran facial et le filtre doivent être conformes aux normes ANSI Z87.1.
- Utilisez des vêtements appropriés fabriqués à partir de matériaux durables résistants aux flammes pour protéger votre peau et celle de vos assistants contre les rayons d'arc.
- Protégez les autres membres du personnel à proximité avec un écran ininflammable approprié et/ou avertissez-les de ne pas regarder l'arc et de ne pas s'exposer aux rayons d'arc ou aux projections ou au métal chauds.
LES ÉMANATIONS ET LES GAZ PEUVENT ÊTRE DANGEREUX POUR VOTRE SANTÉ
•

Le soudage peut produire des émanations et des gaz dangereux pour la santé. Évitez de respirer ces émanations et gaz. Lors du soudage, gardez la tête loin des émanations. Utilisez suffisamment d'aération ou d'échappement au niveau de l'arc pour maintenir les émanations et les gaz loin de votre zone de respiration.
Lors de la soudure de revêtements durs (reportez-vous aux instructions sur le contenant ou la FDS) ou sur le plomb ou l'acier cadmié et autres métaux ou revêtements qui produisent des émanations de fumées hautement toxiques, limitez l'exposition autant que possible et maintenez-la sous les limites TLV de l'ACGIH et PEL de l'OSHA en utilisant l'échappement disponible sur place ou une ventilation mécanique, à moins que les évaluations de l'exposition n'indiquent d'autres mesures. Dans les espaces clos ou dans certaines circonstances, à l'extérieur, un respirateur peut être requis. Des précautions supplémentaires sont également requises lors du soudage sur l'acier galvanisé.
- Le fonctionnement de l'équipement de contrôle des émanations de soudage est affecté par divers facteurs, notamment l'utilisation et le
positionnement adéquats de l'équipement, l'entretien de l'équipement ainsi que la procédure et l'application spécifiques de soudage. Le niveau d'exposition des travailleurs doit être vérifié lors de l'installation et périodiquement par la suite pour être certain qu'il se situe dans les limites TLV de l'ACGIH et PEL de l'OSHA applicables.
- Ne soudez pas dans des endroits près des émanations d'hydrocarbures chlorés provenant des opérations de dégraissage, de nettoyage ou de pulvérisation. La chaleur et les rayons d'arc peuvent réagir avec des émanations de solvant pour former des phosgènes, un gaz très toxique et d'autres produits irritants.
- Les gaz de protection utilisés pour le soudage à l'arc peuvent déplacer l'air et causer des blessures ou la mort. Utilisez toujours une ventilation adéquate, surtout dans les espaces confinés, pour assurer que l'air respiré est sain.
- Lisez et comprenez les instructions du fabricant pour cet équipement et les consommables à utiliser, y compris la fiche de données de sécurité (FDS), et suivez les pratiques de sécurité de votre employeur. Les formulaires de FDS sont disponibles auprès de votre distributeur de soudage ou du fabricant.
- Reportez-vous aussi POUR ÉQUIPEMENT MOTORISÉ
LES ÉTINCELLES DE SOUDAGE ET DE DÉCOUPAGE PEUVENT PROVOQUER UN INCENDIE OU UNE EXPLOSION

- Éliminer les risques d'incendie de la zone de soudure. Si cela n'est pas possible, couvrez-les pour empêcher les étincelles de soudage de provoquer un incendie. Souvenez-vous que les étincelles et les matériaux chauds du soudage peuvent facilement passer par de petites fissures et ouvertures dans des zones adjacentes. Évitez de souder près des conduites hydrauliques. Ayez un extincteur facilement disponible.
- Lorsque des gaz comprimés doivent être utilisés sur le chantier, des précautions particulières doivent être prises pour prévenir les situations dangereuses. Consulter la section « Sécurité de la soudure et de la coupe » (norme ANSI Z49.1) et les informations d'utilisation de l'équipement utilisé.
- Lorsqu'il n'y a pas de soudure, assurez-vous qu'aucune partie du circuit de l'électrode ne touche la pièce travaillée ou le sol. Un contact accidentel peut provoquer une surchauffe et causer un incendie.
- Ne pas chauffer, couper ou souder des réservoirs, des fûts ou des conteneurs tant que les mesures appropriées n'ont pas été prises pour garantir que de telles procédures ne provoqueront pas de vapeurs inflammables ou toxiques provenant des substances à l'intérieur. Elles peuvent causer une explosion même si elles ont été « éliminées ». Pour de plus amples renseignements, veuillez acheter « Pratiques sécuritaires recommandées pour la préparation et la coupe des contenants et des canalisations qui ont contenu des substances dangereuses », AWS F4.1 de la American Welding Society (voir l'adresse ci-dessus).
- Ventilez les moulages ou les contenants creux avant de les chauffer, de les couper ou de les souder. Ils peuvent exploser.
- L'arc de soudage émet des étincelles et des projections. Porter des vêtements de protection sans huile comme des gants en cuir, une chemise épaisse, des pantalons sans revers, des chaussures montantes et une casquette sur vos cheveux. Porter des bouchons d'oreille lors de la soudure en position inhabituelle ou dans des endroits confinés. Portez toujours des lunettes de sécurité avec des écrans latéraux lorsque vous êtes dans une zone de soudage.
- Branchez le câble de travail à la pièce travaillée aussi près que possible de la zone de soudure. Les câbles de masse raccordés à la charpente du bâtiment ou à d'autres endroits éloignés de la zone de soudure augmentent le risque que le courant de soudure passe par des chaînes de levage, des câbles de grue ou d'autres circuits imprévus. Cela peut causer des incendies ou surchauffer les chaînes ou les câbles jusqu'à ce qu'ils connaissent une défaillance.
- Lisez et respectez la norme NFPA 51B, « Norme pour la prévention des incendies
pendant la soudure, la coupe et les autres travaux chauds (Standard for Fire Prevention During Welding, Cutting and Other Hot Work) », disponible auprès de NFPA, 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
- N'UTILISEZ PAS une source d'alimentation de soudage pour la décongélation des tuyaux.
la BOUTEILLE PEUT EXPLOSER SI ELLE EST ENDOMMAGÉE

- Utilisez uniquement des bouteilles de gaz comprimé contenant le gaz de protection approprié pour le procédé utilisé et les régulateurs d'exploitation adéquats conçus pour le gaz et la pression utilisés. Tous les flexibles, raccords, etc. doivent convenir à l'application et être bien entretenus.
- Gardez toujours les bouteilles en position verticale fermement attachées à un cadre de support mobile ou à un support fixe.
Les bouteilles doivent être situées :
- Loin des zones où elles peuvent être heurtées ou soumises à des dommages physiques.
- À une distance sécuritaire de la soudure à l'arc ou des opérations de coupe et toute autre source de chaleur, d'étincelles ou de flammes.
- Ne laissez jamais l'électrode, le porte-électrode ou toute autre pièce « chaude » du point de vue électrique toucher une bouteille.
- Gardez la tête et le visage à bonne distance de la sortie de la vanne de la bouteille lorsque vous ouvrez la valve de la bouteille.
- Les capuchons de protection des vannes doivent toujours être en place et serrés à la main, sauf lorsque la bouteille est utilisée ou connectée pour utilisation.
- Lisez et suivez les instructions sur les bouteilles de gaz comprimé, l'équipement connexe et la publication CGA P-I, « Précautions pour la manipulation sécuritaire des gaz comprimés en bouteilles (Precautions for Safe Handling of Compressed Gases in Cylinders) », disponible auprès de la Compressed Gas Association, 14501 George Carter Way Chantilly, VA 20151.
POUR ÉQUIPEMENT ÉLECTRIQUE MOTORISÉ

- Éteignez l'alimentation d'entrée à l'aide du commutateur de débranchement à la boîte de fusibles avant de travailler sur l'équipement.
- Installez l'équipement conformément au Code national de l'électricité des États-Unis, à tous les codes locaux et aux recommandations du fabricant.
- Assurez la mise à la terre de l'équipement conformément au Code national de l'électricité des États-Unis et aux recommandations du fabricant.
MANIPULATION, STOCKAGE ET ÉLIMINATION DES PILES

Les piles peuvent contenir des substances inflammables telles que le lithium ou d'autres solvants organiques, ce qui peut entraîner une surchauffe, une rupture ou une combustion. Le non-respect des instructions du fabricant de la batterie peut entraîner un incendie, des blessures corporelles et des dommages matériels en cas d'utilisation incorrecte.
- NE PAS court-circuiter, démonter, déformer ou chauffer les batteries.
- NE PAS tenter de recharger les piles à moins qu'elles ne soient spécifiquement marquées « rechargeables ».
- NE PAS utiliser ni charger la pile si elle semble fuir, être déformée ou endommagée de quelque manière que ce soit.
- Entreposer dans un endroit frais. Garder les piles à l'écart de la lumière directe du soleil, des températures élevées et de l'humidité excessive.
- Cesser immédiatement d'utiliser la pile si, pendant son utilisation, sa charge ou son stockage, la pile dégage une odeur inhabituelle, devient chaude, change de couleur, de forme ou semble anormale de toute autre manière.
- Garder les piles hors de la portée des enfants. Si un enfant avale une pile, consulter immédiatement un médecin.
- Recycler ou éliminer les piles conformément aux lois locales et fédérales.
POUR LES ÉQUIPEMENTS ÉMETTANT DES LASERS

- Les produits laser dangereux de classe 4 (IV) émettent un rayonnement laser infrarouge invisible pouvant endommager de façon permanente la rétine et/ou la cornée de l'œil, brûler la peau et présenter un risque d'incendie. Les utilisateurs finaux doivent désigner un responsable de la sécurité laser (LSO) qualifié, possédant les certifications requises par les lois et normes applicables, disposer d'un programme de sécurité laser documenté et d'une zone contrôlée par laser (LCA) conforme aux normes ANSI Z136.1 et Z136.9.
- N'utilisez pas le laser avant que le LSO de l'utilisateur final ait effectué une évaluation des risques et que toutes les mesures d'atténuation des risques prescrites aient été entièrement mises en œuvre. Assurez-vous que le laser est utilisé ou démontré en toute sécurité par du personnel formé. De plus, l'environnement autour de la cellule de soudage au laser ou de la zone contrôlée par laser doit être sécuritaire pour les personnes à proximité lorsque le laser est en marche.
- Ne pointez jamais le laser sur vous-même ou sur d'autres personnes. Ne regardez jamais directement dans une ouverture laser, même si vous portez une protection oculaire complète.
- Toute personne se trouvant à l'intérieur de la LCA doit un ÉPI approprié pour éviter l'exposition des yeux ou de la peau au rayonnement laser. Le LSO de l'utilisateur final doit sélectionner les ÉPI appropriés, y compris, sans s'y limiter, des gants résistants à la chaleur, des vêtements ignifuges, des lunettes de protection laser et des casques sécuritaires pour le laser, conformes aux exigences de densité optique de la norme ANSI Z136.1, en fonction de la longueur d'onde et de la puissance de sortie du laser utilisé. Les lunettes de sécurité
LES RENSEIGNEMENTS RELATIFS À LA SÉCURITÉ
standard et les casques de soudeur NE fournissent PAS de protection adéquate contre les dangers liés au faisceau laser. Inspectez toujours les ÉPI pour vérifier qu'ils ne sont pas endommagés ou mal ajustés avant de les utiliser.
- Seules des personnes qualifiées peuvent installer, faire fonctionner ou entretenir cet appareil conformément à la norme ANSI Z136.1 et aux instructions de votre responsable chargé du LSO. Lisez et respectez toutes les étiquettes et tous les manuels avant d'installer, d'utiliser ou d'entretenir tout équipement de soudage au laser portatif.
- N'utilisez pas l'appareil à l'extérieur de la LCA, ni si le boîtier de protection laser a été modifié ou endommagé, ni si les dispositifs de sécurité ont été contournés ou désactivés. Inspectez l'équipement et la LCA en entier pour vérifier qu'ils ne sont pas endommagés ou altérés avant l'utilisation.
- Les faisceaux réfléchis par le laser peuvent endommager les yeux et la peau et créer un risque d'incendie. Avant l'utilisation, la LCA doit être évaluée par le LSO afin d'identifier les surfaces où des faisceaux réfléchis dangereux
peuvent être présents. Ne vous placez jamais, ni ne placez de matériau inflammable, dans la trajectoire prévue du faisceau laser, et prenez des précautions supplémentaires lorsque vous travaillez sur des matériaux réfléchissants comme l'aluminium et l'acier inoxydable.
- Respectez toutes les normes, les règlements propres à l'installation ou au bâtiment, ainsi que les codes nationaux, provinciaux et municipaux.
LOCALISATEUR DE DÉTAILLANTS ET ENREGISTREMENT DE PRODUITS
Enregistrez votre machine :

Localisateur de services et de distributeurs autorisés :
Consultez http://www.lincolnelectric.com/safety pour des consignes de sécurité supplémentaires
DESCRIPTION GÉNÉRALE
SYMBOLES GRAPHIQUES UTILISÉ DANS LE MANUEL OU PAR CETTE MACHINE

PUISSANCE D'ENTRÉE

TENSION DE CIRCUIT OUVERT

ON (MARCHE)

TENSION DE CRÊTE

ÉTEINTE

TENSION D'ENTRÉE

TEMPÉRATURE ÉLEVÉE

TENSION DE SORTIE

DISJONCTEUR

COURANT D'ENTRÉE

SORTIE POSITIVE

COURANT DE SORTIE

SORTIE NÉGATIVE

MISE À LA TERRE DE PROTECTION

PUISSANCE D'ENTRÉE

AVERTISSEMENT OU MISE EN GARDE

MONOPHASÉ : EXPLOSION


COURANT DIRECT TENSION DANGEREUSE


COURANT ALTERNATIF RISQUE DE CHOC



COURANT CONTINU ET ALTERNATIF
DÉFAUT PORTE-ÉLECTRODE ENROBÉE

CHALUMEAU TIG


SORTIE ACTIVE

CONSULTEZ LE MANUEL DE L'OPÉRATEUR

COMMANDE À DISTANCE

SOURCE D'ALIMENTATION À INVERSEUR DE SOURCE MONOPHASÉ
DESCRIPTION DU PRODUIT
La MACHINE À SOUDER SQUARE WAVE® 205 est une machine à souder portative pour soudage TIG et soudage à l'arc avec électrode enrobée qui permet aux amateurs, aux petits fabricants et aux artisans d'explorer leur créativité. Il est conçu pour vous aider à accroître votre expertise en soudage. Vous pouvez profiter des fonctionnalités supplémentaires de la MACHINE À SOUDER SQUARE WAVE® 205, au fur et à mesure que vos compétences et votre confiance augmentent. La MACHINE À SOUDER SQUARE WAVE® 205 offre un soudage TIG lisse et stable CA sur l'aluminium et CC sur l'acier, l'acier inoxydable et le chromemolybdène. Une interface conviviale permet aux opérateurs de régler la machine, de l'oublier, puis de souder.
CARACTÉRISTIQUES
- La source d'alimentation intègre un circuit de démarrage d'arc à haute fréquence pour permettre le démarrage d'arc sans contact.
- Un arc lisse et stable en polarité c.a. ou c.c.
- Bonnes capacités de soudage avec électrode enrobée 6010 et 7018 pour les travaux extérieurs et les matériaux plus épais.
- Trois poignées pour le transport dans plusieurs sens; à une seule main ou deux mains.
PROCÉDÉS
• CA À ÉLECTRODE ENROBÉE
• CC À ÉLECTRODE ENROBÉE
• TIG CC
• TIG CA
CAPACITÉ DE SOUDAGE
La MACHINE À SOUDER SQUARE WAVE® 205 prend en charge les modes de soudage à courant constant GTAW et SMAW. La caractéristique statique de la machine s'affaisse. Veuillez consulter les spécifications techniques dans la section Installation pour connaître les puissances nominales de la soudeuse à onduleur MACHINE À SOUDER SQUARE WAVE® 205, car elle est capable de cycles de travail plus élevés à des courants de sortie plus faibles.
Si le cycle de service est dépassé, un protecteur thermique arrête la sortie jusqu'à ce que l'appareil refroidisse.
Voici un exemple de cycle de service de 60 % :
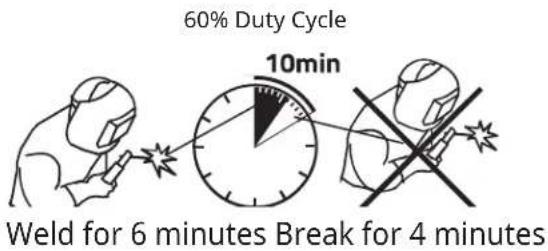
Les thermostats protègent la machine contre les températures de fonctionnement excessives. Les températures excessives peuvent être causées par un manque d'air de refroidissement ou par l'utilisation de la machine au-delà du cycle de fonctionnement et de la puissance de sortie. Si des températures excessives de fonctionnement surviennent, les thermostats empêcheront la tension ou le courant de sortie.
DESCRIPTION GÉNÉRALE
INSTALLATION
SPÉCIFICATIONS TECHNIQUES
MACHINE À SOUDER SQUARE WAVE® 205 (K5613-1)
| PLAGE DE SORTIE | ||||
| PUISSANCE D'ENTRÉE | MODE DE SOUDAGE | PLAGE D'ENTRÉE | PLAGE DE SORTIE | TENSION EN CIRCUIT OUVERT(1) |
| 120 V1 PHASE60 Hz | TIG (C.A./C.C.) | 120 V 8 à 1 | 25 A* | Tension en circuit ouvert = 90 V |
| 230 V 8 à 2 | 05 A | |||
| STICK (CC) | 120 V 15 à | 90 A | Tension en circuit ouvert = 90 V | |
| 230 V 15 à | 170 A | |||
| 220/230 V1 PHASE60 Hz | STICK (AC) | 120 V 15 à | 70 A | Tension en circuit ouvert = 90 V |
| 230 V 15 à | 140 A | |||
| SORTIE D'AMORÇAGE D'ARC |
| TENSION DE CRÊTE NOMINALE |
| Tension de crête = 10,6 kV |
| SORTIE NOMINALE TIG | |
| TENSION D'ENTRÉE COURANT/CYCLE DE SERVICE (2) | |
| 120 V | 125 A/25 %* |
| 100 A/60 % | |
| 85 A/100 % | |
| 230 V | 205 A/25 % |
| 160 A/60 % | |
| 130 A/100 % | |
| SORTIE NOMINALE À L'ARC AVEC ÉLECTRODE ENROBÉE CC | |
| TENSION D'ENTRÉE COURANT/CYCLE DE SERVICE (2) | |
| 120 V | 80 A/25 % |
| 70 A/60 % | |
| 65 A/100 % | |
| 230 V | 170 A/25 % |
| 130 A/60 % | |
| 100 A/100 % | |
| SORTIE NOMINALE À L'ARC AVEC ÉLECTRODE ENROBÉE CA | |
| TENSION D'ENTRÉE COURANT/CYCLE DE SERVICE (2) | |
| 120 V 70 A/100 % | |
| 230 V | 140 A/25 % |
| 115 A/60 % | |
| 100 A/100 % | |
| TAILLES DE DISJONCTEUR ET DE FUSIBLE RECOMMANDÉES ET COURANT ACTIF MAXIMAL | |||
| TENSION D'ENTRÉE | TAILLE DU FUSIBLE (SUPER LAG) OU DU DISJONCTEUR(3)(4) | APPEL DE COURANT ACTIF | APPEL DE COURANT MAXIMAL |
| 230 V 30 A 11,7 A 23,3 A | |||
| 120 V 20 A 12,1 A 21,3 A | |||
* 110 A pour TIG CA
(1) Les tensions en circuit ouvert sont présentes sur les goujons de sortie uniquement lorsque l'indicateur « Sortie active » est allumé. La tension se situe dans la plage de 10 V lorsque la machine est à l'état ralenti.
(2) Pour une période de 10 minutes (c.-à-d. pour un cycle de service de 60 %; en activité pendant 6 minutes et en pause pendant 4 minutes).
(3) Aussi appelés disjoncteurs « temps inversé » ou « thermiques/magnétiques »; ce sont des disjoncteurs qui ont un retard dans l'action de déclenchement qui diminue en fonction de l'ampleur des augmentations de courant.
(4) Ne faites pas fonctionner la machine à la sortie maximale et ne dépassez pas le cycle de service nominal, pour éviter les déclenchements intempestifs du disjoncteur.
| DIMENSIONS PHYSIQUES | |||
| LONGUEUR LARGE | UR HAUTEUR POIDS | ||
| 534 MM (21,01 PO) 235 | MM (9,27 PO) 375 MM (14) | 75 PO) 16,33 KG (36 LB) | |
| PLAGE DE TEMPÉRATURE | |
| PLAGE DE TEMPÉRATURE DE FONCTIONNEMENT | -10 °C ~ +40 °C (14 °F~104 °F) |
| PLAGE DE TEMPÉRATURE DE STOCKAGE | -10 °C ~ +40 °C (14 °F~104 °F) |
Remarque: INDICE DE PROTECTION IP21S
PRÉCAUTIONS DE SÉCURITÉ
Ne tentez pas d'utiliser cet équipement avant d'avoir lu attentivement le manuel du fabricant du moteur fourni avec votre soudeuse. Il comprend d'importantes précautions de sécurité, des instructions détaillées sur le démarrage du moteur, le fonctionnement et l'entretien, ainsi que des listes de pièces.
| ⚠ AVERTISSEMENT | |
| Les DÉCHARGES ÉLECTRIQUES peuvent tuer.Ne touchez pas les pièces électriques sous tension ou les électrodes avec la peau ou les vêtements mouillés.Isolez-vous du travail et du sol.Portez toujours des gants isolants secs. | |
! AVERTISSEMENT

LES PIÈCES MOBILES peuvent causer des blessures.
- N'opérez pas avec les portes ouvertes ou sans les protections.
• Tenez-vous à l'écart des pièces en mouvement.
Voir les informations relatives aux avertissements supplémentaires tout au début de ce manuel d'utilisation.
Seul le personnel qualifié doit installer, utiliser ou entretenir cet équipement.
EMPLACEMENT ET VENTILATION
ATTENTION

Cette source d'alimentation ne doit pas être soumise à la pluie ou à la neige, et aucune partie de celle-ci ne doit être submergée dans l'eau. Le non-respect de cette directive peut entraîner un mauvais fonctionnement et présenter un danger pour la sécurité. La meilleure pratique consiste à garder la machine dans un endroit sec et abrité.
La soudeuse doit être située de manière à fournir un débit d'air propre et frais sans restriction aux entrées d'air de refroidissement et à éviter de restreindre les sorties d'air de refroidissement.
Placez la machine à l'écart des machines à commande radio. Le fonctionnement normal de la machine à souder peut nuire au fonctionnement de l'équipement contrôlé par RF, ce qui peut entraîner des blessures corporelles ou endommager l'équipement.
EMPILAGE
Les MACHINE À SOUDER SQUARE WAVE® 205machinesNE PEUVENT PAS être empilés.
BASCULEMENT
ATTENTION

La machine doit toujours être posée sur une surface solide, sûre et plane. Sans cette précaution, il y a un risque que la machine bascule.
Évitez de placer ou de faire fonctionner les machines sur une surface dont l'inclinaison est supérieure à 15 degrés.
Placez la machine à souder à un endroit où de l'air refroidissant propre peut circuler librement dans les persiennes arrière et sortir à l'avant. Il faut minimiser la quantité de saleté, de poussière ou de tout corps étranger qui peut être aspirée dans la machine à souder. Le non-respect de ces précautions peut entraîner des températures de fonctionnement excessives et des arrêts dommageables.
CONNEXION D'ALIMENTATION D'ENTRÉE
Avant de commencer l'installation, vérifiez auprès de la compagnie d'électricité locale si votre alimentation est adéquate pour la tension, l'ampérage, la phase et la fréquence spécifiés sur la plaque signalétique de la machine à souder. Assurez-vous également que l'installation prévue répondra aux exigences du Code national de l'électricité des États-Unis et du code local. Cette machine à souder peut être utilisée à partir d'une conduite monophasée de 120 V ou d'une conduite à phase auxiliaire de 230 V. Le contact central dans la prise est pour la connexion de mise à la terre. Un fil vert dans le câble d'entrée relie ce contact au châssis de la soudeuse, ce qui assure une mise à la terre correcte du châssis de la soudeuse lorsque la fiche de la soudeuse est insérée dans une prise avec mise à la terre.
La MACHINE À SOUDER SQUARE WAVE® 205 est livrée câblée au moyen d'un cordon de 230 V et munie d'une fiche NEMA 6-50. Un adaptateur de cordon d'alimentation de 120 V est fourni. L'adaptateur de cordon d'alimentation ne doit être utilisé qu'avec l'appareil MACHINE À SOUDER SQUARE WAVE® 205.
ATTENTION

Lorsque vous utilisez une tension d'entrée de 230 V avec la source d'alimentation, assurez-vous que le réseau d'alimentation est un système monophasé à trois fils avec un neutre mis à la terre.
TENSION D'ENTRÉE
La machine peut être connectée à une tension d'entrée de 120 V, 220 V ou 230 V plus ou moins 10 %. L'adaptateur de 230 V à 120 V fourni doit être utilisé lors d'un branchement à une alimentation de 120 V.
Un guide d'intensité de sortie basé sur la tension d'entrée est fourni dans la section des caractéristiques techniques du présent manuel.
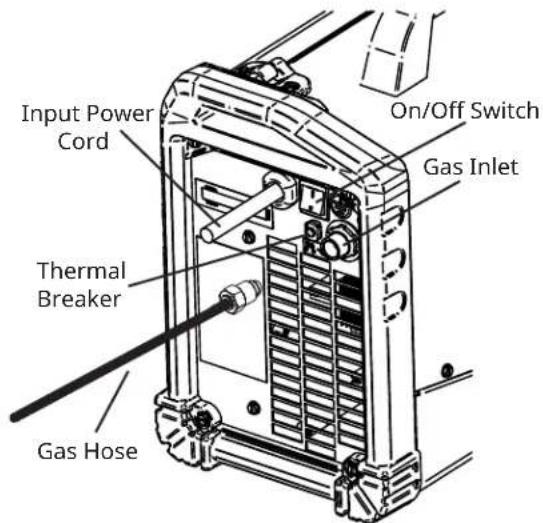
L'interrupteur d'alimentation est situé à l'arrière de la machine. Notez qu'il est normal que l'appareil prenne 2 à 3 secondes pour démarrer et s'éteindre après avoir appuyé sur l'interrupteur d'alimentation.
DISJONCTEUR
Si le courant conduit par le disjoncteur dépasse le calibre du disjoncteur pendant une période prolongée, le disjoncteur s'ouvrira et devra être réinitialisé manuellement (voir la figure Illustration 3 : à la page B-7).
GÉNÉRATEUR ENTRAÎNÉ PAR MOTEUR
La machine est conçue pour fonctionner avec des générateurs entraînés par le moteur, à condition que l'auxiliaire puisse fournir une tension, une fréquence et une puissance adéquates, comme indiqué dans la section Installation des « Spécifications techniques » de ce manuel. L'alimentation auxiliaire du générateur doit également répondre aux conditions suivantes:
Fréquence : 60 Hz pour entrée 100-240V.
Tension efficace de la forme d'onde c.a. : De 100 à 240 V. Souder hors de cette plage déclenchera les protections contre les sous-tensions et les surtensions.
Génératrice d'une puissance minimale de 8 kW
Il est important de vérifier ces conditions, car de nombreux générateurs à moteur produisent des pointes de tension élevées. L'utilisation de cette machine avec des générateurs à moteur non conformes à ces conditions n'est pas recommandée et peut endommager la machine et n'est PAS couverte par la garantie.

AVERTISSEMENT

Les DÉCHARGES ÉLECTRIQUES peuvent tuer.
Assurez-vous de maintenir le porte-électrode et l'isolation du câble en bon état.
- Ne touchez pas les pièces électriques sous tension ou les électrodes avec la peau ou les vêtements mouillés.
- Isolez-vous du travail et du sol.
Mettez l'interrupteur de la conduite d'entrée des machines « hors tension » avant de connecter ou de déconnecter les câbles de sortie ou d'autres équipements.

ATTENTION

Pour une connexion électrique sécuritaire, les prises de sortie de la source d'alimentation reliant les fiches de câble doivent être bien serrées. La prise de sortie pourrait être endommagée ou le rendement du soudage pourrait être compromis.
Pour éviter les problèmes d'interférence avec d'autres équipements et pour obtenir le meilleur fonctionnement possible, acheminez tous les câbles directement vers la masse. Évitez les longueurs excessives et n'enroulez pas les excès de câble.
RACCORDS DE SORTIE
Un système de déconnexion rapide utilisant des fiches de câble Twist Mate est utilisé pour les connexions des câbles de soudage. Reportez-vous aux sections suivantes pour obtenir de plus amples renseignements sur le raccordement de la machine pour le fonctionnement du soudage à l'électrode enrobée (procédé SMAW) et du soudage TIG (procédé GTAW).
SOUDAGE À L'ÉLECTRODE ENROBÉE
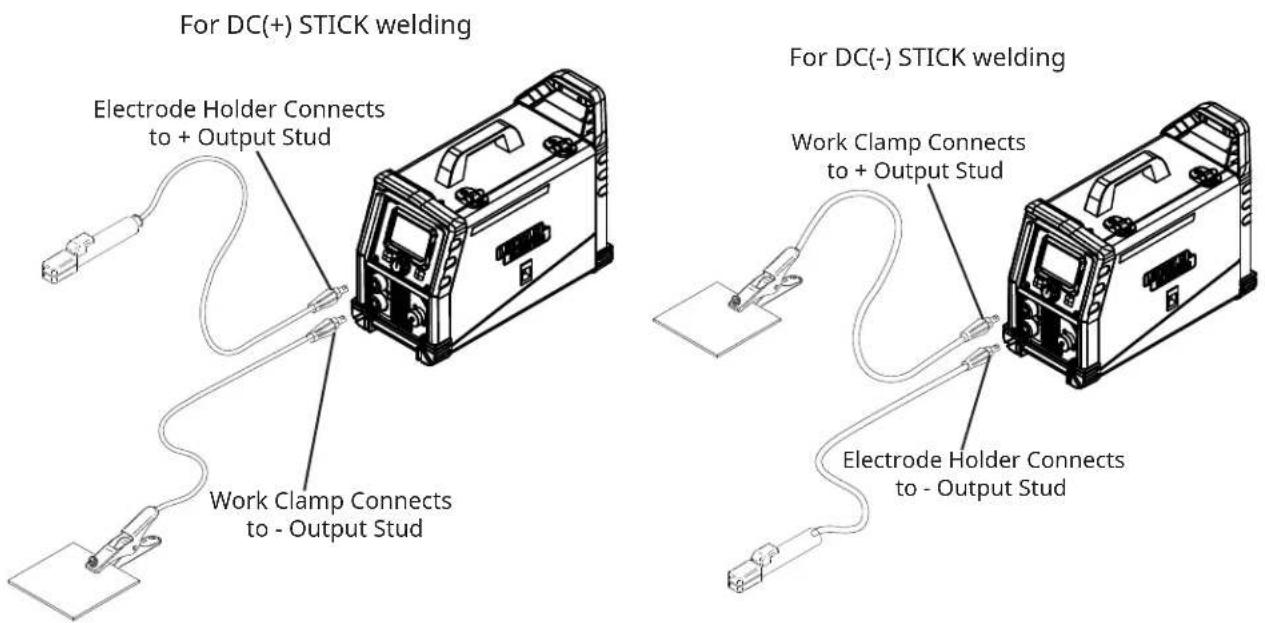
Déterminer la polarité correcte de l'électrode à utiliser en consultant les données de l'électrode pour cette information. La plupart des électrodes CC fonctionnent bien dans la configuration CC (+). Connectez les câbles de sortie aux bornes de sortie de la machine pour obtenir la polarité sélectionnée. Illustration 1 : à la page B-6 montre la méthode de connexion pour le soudage CC(+).
Branchez le câble de soudage à la borne (+) et la pince de travail à la borne (-). Insérez le connecteur avec la clé alignée sur la rainure de clavette et tournez d'environ 1/4 de tour dans le sens des aiguilles d'une montre. Ne pas trop serrer.
En ce qui a trait au soudage avec électrode enrobée en courant continu (-), inversez les connexions des câbles sur la machine de manière à ce que le câble de soudage soit connecté à (-) et que la pince de travail soit connectée à (+). Voir Illustration 2 : à la page B-6.
Remarque: La polarité n'est pas pertinente pour le soudage CA avec électrode enrobée.
text_image
For DC(+) STICK welding Electrode Holder Connects to + Output Stud Work Clamp Connects to - Output Stud For DC(-) STICK welding Work Clamp Connects to + Output Stud Electrode Holder Connects to - Output StudIllustration 1 :
Illustration 2 :
SOUDAGE TIG (PROCÉDÉ GTAW)
La machine est dotée d'un solénoïde de gaz intégré. Un chalumeau TIG avec un câble d'alimentation et gaz monopiece est inclus avec un adaptateur Twist Mate préinstallé.
Branchez le tuyau de gaz à l'entrée de gaz à l'arrière de la machine. Consultez la section « Gaz protecteur » du présent manuel, pour obtenir de plus amples renseignements sur la configuration de l'alimentation en gaz
Branchez le câble du chalumeau à la borne (-) de la machine et la pince de travail à la borne (+) (voir les figures Illustration 3 : à la page B-7 et Illustration 4 : à la page B-7). Insérez le connecteur avec la clé alignée sur la rainure de clavette et tournez d'environ 1/4 de tour dans le sens des aiguilles d'une montre.
Ne pas trop serrer. Selon qu'un amorçage par contact ou qu'un amorçage par haute fréquence est nécessaire, une pédale ou la commande à distance désirée peut être connectée au connecteur femelle à six broches situé à l'avant du boîtier.
Si un amorçage par haute fréquence est souhaité, assurez-vous que le connecteur de la pédale est solidement fixé à l'avant de la machine. Lorsque la pédale ou tout autre dispositif Amptrol est connecté à la prise à six broches, le symbole de commande à distance doit apparaître dans le coin supérieur droit de l'écran principal. Appuyez sur la pointe de la pédale et maintenez-la enfoncée pour déclencher l'amorçage de l'arc HF; le gaz devrait s'écouler immédiatement et l'impulsion haute tension et haute fréquence devrait se déclencher environ une seconde plus tard. Une fois l'arc amorcé, la pédale sert à régler l'intensité de courant de sortie, la position enfoncée de la pointe correspondant à la valeur de consigne sélectionnée sur l'écran principal. La pédale peut être basculée vers le talon pour réduire le courant de sortie de façon continue.
Remarque: L'amorçage d'arc par haute fréquence reste effectif pendant une demi-seconde après un appui sur la pédale. Pour amorcer l'arc, placez le tungstène à 1/2 pouce ou moins de la pièce à travailler, puis appuyez sur la pédale.
TIG AMORÇAGE PAR TAPOTEMENT
Si vous désirez un soudage TIG avec amorçage par tapotement, retirez la pédale ou tout autre dispositif Amptrol du connecteur à six broches. L'icône de commande à distance ne doit pas être présente dans le coin supérieur droit de l'écran principal de l'interface utilisateur.
Dans cette configuration, un arc de soudage peut être amorcé par un contact de l'électrode en tungstène avec la pièce de travail pendant environ une seconde, puis en soulevant l'électrode. Si le contact est trop bref, le gaz commencera à s'écouler, mais l'arc n'aura peut-être pas été amorcé. Dans ce cas, l'arc peut être amorcé par un contact rapide et doux du tungstène sur la pièce de travail. Dans certaines situations, la couverture du gaz peut être améliorée en utilisant cette méthode intentionnellement pour lancer le débit du gaz avant l'amorçage d'un arc.
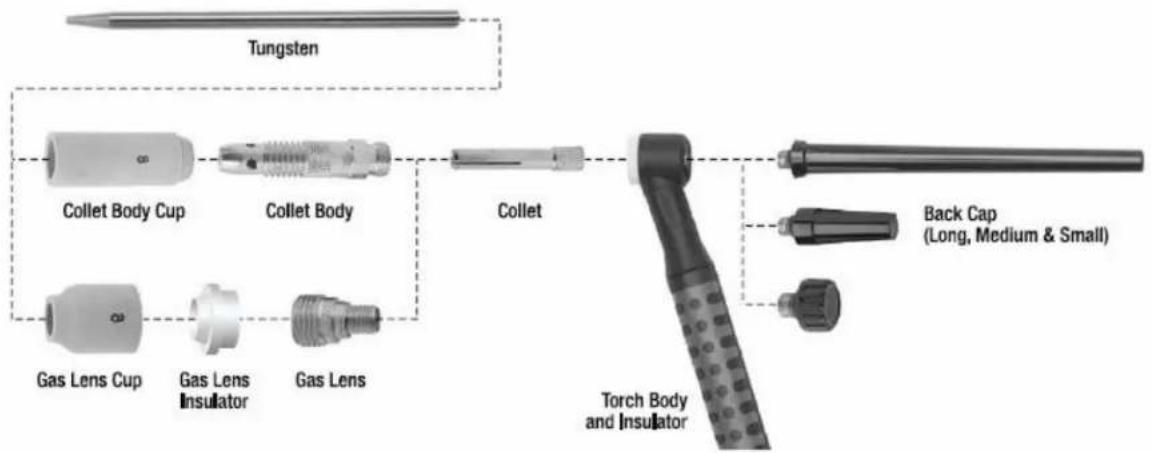
PRÉPARATION DU CHALUMEAU TIG
Le chalumeau TIG peut être assemblé pour utiliser un éventail de buses à gaz, de tungstènes et de capuchons arrière de différentes tailles. La buse à lentille à gaz offre une couverture de gaz plus efficace que la buse à corps de collet, ce qui permet d'utiliser moins de gaz protecteur.
La considération la plus importante est le diamètre de l'électrode de tungstène. Cela est principalement déterminé par le courant de soudage. La section du guide de procédure ci-dessous peut être consultée pour déterminer les courants de soudage approximatifs pour les différentes applications et le diamètre d'électrode en tungstène recommandé. Le collet et le corps du collet ou la lentille à gaz doivent être appariés au diamètre du tungstène utilisé.
La buse doit être choisie en tenant compte du diamètre du tungstène, comme indiqué dans le tableau ci-dessous. La longueur du capuchon arrière peut être réduite pour permettre le soudage dans des espaces restreints.
| TUNGSTÈNE- LE TUNGSTÈNE PUR N'EST PAS RECOMMANDÉ | ||||
| COULEUR TYPES DE TUNGSTÈNE | C.A. POLARITÉ | C.C. POLARITÉ | APPLICATIONS | |
| Doré 1,5 % de lanthane X | Un bon choix pour le soudage du titane, du nickel, du cuivre, de l'acier doux et de l'acier inoxydable. | |||
| Bleu 2 % de lanthane XX | Un bon choix polyvalent pour le soudage c.a. et c.c. des aciers faiblement alliés et des aciers résistant à la corrosion, de l'aluminium, du magnésium, du titane, du nickel et du cuivre. | |||
| Gris 2 % de cérium XX | ||||
| Jaune-vert ou violet (E3®) | 1,5 % de lanthane0,08 % de zirconium,0,08 % d'yttrium | X | X | |
| Blanc 0,8 % de zirconium X | Un très bon choix pour les alliages d'aluminium ou de magnésium. | |||
| TUNGSTÈNE DIAMÈTRE | TAILLE DU GOBELET |
| 0,020 po 3,4 ou 5 | |
| 0,040 po 4 ou 5 | |
| 1/16 po 4,5 ou 6 | |
| 3/32 po 6,7 ou 8 | |
| 1/8 po 7,8 ou 10 | |
| 5/32 po 8 ou 10 |
Préparation du tungstène

Le tungstène doit avoir un bout en pointe.
GAZ DE PROTECTION
Un gaz protecteur entièrement composé d'argon doit être utilisé pour les procédés de soudage TIG. Le client doit fournir la bouteille de gaz protecteur appropriée pour le procédé utilisé.
Un régulateur de débit de gaz et un tuyau d'alimentation en gaz sont fournis par le fabricant avec le MACHINE À SOUDER SQUARE WAVE® 205. Le régulateur de débit de gaz est doté d'un raccord mâle n° 580 conforme à la CGA fourni pour se connecter directement aux bouteilles d'argon.

AVERTISSEMENT

La BOUTEILLE peut exploser si elle est endommagée.
- Le gaz sous pression est explosif. Gardez toujours les bonbonnes de gaz en position verticale et gardez-les toujours enchaînées au châssis ou au support fixe.
Voir la norme nationale américaine Z49.1, « Safety in Welding and Cutting » (Règles de sécurité en soudage et coupage), publiée par l'American Welding Society.
Installez l'alimentation en gaz protecteur comme suit :
- Si vous utilisez le chariot accessoire K520-1, placez la bouteille de gaz sur la plateforme arrière du chariot, puis accrochez la chaîne en place pour fixer la bouteille. Qu'un chariot soit utilisé ou non, assurez-vous toujours que la bouteille est bien fixée.
- Retirez le bouchon du cylindre. Inspector les robinets et le régulateur de la bouteille pour déceler tout filetage endommagé, saleté, poussière, huile ou graisse. Enlevez la poussière et la saleté avec un chiffon propre. NE FIXEZ PAS LE RÉGULATEUR EN PRÉSENCE D'HUILE, DE GRAISSE OU DE DOMMAGES! Informez votre fournisseur de gaz de cette situation. L'huile ou la graisse en présence d'oxygène à haute pression est explosive.
- Se tenir d'un côté, à distance de la prise, et ouvrir le robinet de la bouteille pendant un instant. Cela élimine toute poussière ou saleté qui peut s'être accumulée dans la sortie du robinet.

AVERTISSEMENT

Assurez-vous de garder votre visage loin de la sortie de la vanne lorsque vous ouvrez la vanne.
-
Fixer le régulateur de débit au robinet de la bouteille et serrer fermement le ou les contre-écrous à l'aide d'une clé.
-
Fixez l'une des extrémités du tuyau d'admission de gaz au raccord de sortie du régulateur de débit, l'autre extrémité vers le raccord arrière du MACHINE À SOUDER SQUARE WAVE® 205 et serrez fermement les écrous de raccordement avec une clé.
-
Avant d'ouvrir le robinet de a bouteille, tourner le bouton de réglage du régulateur dans le sens antihoraire jusqu'à ce que la pression du ressort soit relâchée.
-
Debout d'un côté, ouvrez la vanne du cylindre, lentement, d'une fraction de tour. Lorsque le pointeur de la jauge de pression du cylindre s'arrête, la vanne peut être complètement ouverte.

AVERTISSEMENT

Ne vous tenez jamais directement devant ou derrière le régulateur de débit lors de l'ouverture de la vanne de la bonbonne. Toujours se tenir d'un côté.
- Lorsque la machine est en mode TIG, la pédale peut être utilisée pour déclencher brièvement le débit de gaz. Pendant que le gaz circule, le régulateur peut être réglé au débit approprié. Le débit de gaz de 15 à 20 pi3/h sont recommandés pour les procédés réalisables au moyen de la machine MACHINE À SOUDER
SQUARE WAVE® 205. Toutefois, des débits réduits jusqu'à 10 pi3/h peuvent être utilisés lorsque l'intensité du courant est faible et qu'une buse à lentille à gaz n° 6 ou plus petite est utilisée.
- Assurez-vous de fermer la soupape de la bouteille de gaz lorsque vous ne l'utilisez pas ou lorsque vous débranchez le tuyau de gaz ou le régulateur.
MISE À LA TERRE DE LA MACHINE À SOUDER ET PROTECTION CONTRE LES INTERFÉRENCES À HAUTE FRÉQUENCE
La machine à souder doit être mise à la terre. Consultez vos codes électriques locaux et nationaux pour connaître les méthodes de mise à la terre appropriées.
Le générateur de haute fréquence étant similaire à un émetteur radio, il peut provoquer des interférences avec une radio, un téléviseur ou d'autres équipements électroniques. Ces problèmes peuvent être le résultat d'interférences rayonnées. Des méthodes de mise à la terre appropriées peuvent réduire ou éliminer les interférences rayonnées.
Les rayonnements perturbateurs peuvent se développer des quatre façons suivantes :
- Interférence directe rayonnée par le soudeur.
- Interférence directe rayonnée par les fils de soudage.
- Interférence directe rayonnée par la rétroaction vers les lignes électriques.
- Interférence de renvoi de radiation du captage par des objets métalliques non mis à la terre.
En gardant ces facteurs contributifs à l'esprit, l'installation de l'équipement conformément aux instructions suivantes devrait minimiser les problèmes.
- Gardez les conduites d'alimentation de la machine à souder aussi courtes que possible et confinez-les le plus possible dans une conduite métallique rigide ou une protection équivalente sur une distance de 15,2 m (50 pi). Il devrait y avoir un bon contact électrique entre cette conduite et la mise à la terre du boîtier de la machine à souder. Les deux extrémités de la conduite doivent être connectées à une mise à la terre entraînée et toute la longueur doit être continue.
- Gardez le travail et les fils d'électrode aussi courts et près l'un de l'autre que possible. Les longueurs ne doivent pas dépasser 7,6 m (25 pi). Collez les fils ensemble lorsque cela est possible.
- Assurez-vous que le chalumeau ainsi les gaines des câbles de masse sont exempts de coupures et de fissures qui permettent les fuites de haute fréquence.
- Gardez le chalumeau en bon état et toutes les connexions serrées afin de réduire les fuites de haute fréquence.
- Il est recommandé que la pièce à travailler soit mise à la terre près de la pince de travail, au moyen de l'une des méthodes suivantes :
a. Une conduite d'eau souterraine en métal en contact direct avec la terre sur une distance d'au moins 10 pieds.
b. Un tuyau galvanisé de 19 mm (3/4 po) ou une tige massive en fer, en acier ou en cuivre galvanisé de 16 mm (5/8 po) enfoncée à au moins huit pieds dans le sol.
La mise à la terre doit être solide et le câble de mise à la terre doit être aussi court que possible en utilisant un câble de la même grandeur ou plus gros que le câble de travail. La mise à la terre à la conduite d'électricité du châssis du bâtiment ou à un long système de tuyaux peut entraîner un renvoi de radiation, attribuant à ces membres le rayonnement des antennes.
- Gardez le couvercle et toutes les vis bien en place.
- Les conducteurs électriques situés à moins de 15,2 m (50 pi) de la machine à souder doivent être encloisonnés dans une conduite métallique rigide ou une protection équivalente mise à la terre. La conduite métallique flexible n'est généralement pas approprié.
INSTALLATION
- Lorsque la machine à souder est contenue dans un bâtiment métallique, le bâtiment métallique doit être relié à plusieurs bonnes mises à la terre électriques entraînées (comme mentionné à la section 5. b) ci-dessus) en périphérie du bâtiment.
Le non-respect des procédures d'installation recommandées peut causer des problèmes d'interférence avec une radio, un téléviseur ou d'autre équipement électronique, ainsi qu'un rendement de soudage insatisfaisant résultant d'une perte de puissance haute fréquence.
FONCTIONNEMENT
CASE FRONT CONTROLS (COMMANDES DE L'AVANT DU BOÎTIER)
Le panneau avant comprend un bouton « Process » (Procédé), un bouton « Back » (Retour) et un bouton de commande.
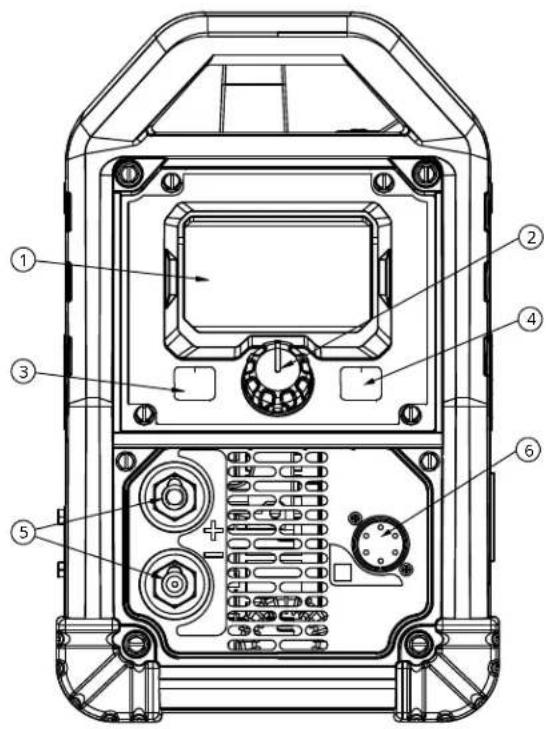
| ARTICLE DESCRIPTION | |
| 1 Affichage numérique | |
| 2 Bouton de commande | |
| 3 Bouton de procédé | |
| 4 Bouton Retour | |
| 5 Prise | TM Twist-Matex |
| 6 Connecteur de commande à distance | |
NAVIGATION DANS L'ÉCRAN D'AFFICHAGE
SÉLECTION DU PROCÉDÉ

text_image
AC TIG DC TIG DC STICK AC STICK PRESS TO SELECTAppuyez sur le bouton de procédé, puis tournez-le jusqu'au procédé souhaité, puis appuyez sur le bouton pour le sélectionner. Appuyez ensuite sur le bouton de sélection.
ÉCRAN PRINCIPAL

text_image
AC TIG 110 A PULSE BALANCE AC FREQ POST PRESS FOR OPTIONSIndique le mode sélectionné et tous les réglages disponibles. Tournez le bouton pour régler l'intensité. Appuyez ensuite sur le bouton de sélection.
AFFICHER LES RÉGLAGES

text_image
AC TIG OFF PULSE BALANCE AC FREQ POST PRESS TO SELECTTournez le bouton pour afficher tous les réglages. Appuyez pour sélectionner.
AJUSTER LES RÉGLAGES

text_image
AC TIG OFF PULSE BALANCE AC FREQ POST PRESS TO SAVETournez le bouton pour modifier la valeur des réglages. Appuyez sur le bouton pour enregistrer les valeurs.
SÉLECTION DU MODE
Le mode de soudure doit être choisi en fonction du matériau à souder. La capacité de chaque mode de soudure est indiquée dans le tableau ci-dessous.
| MATÉRIAU TIG | CA TIG CC | CC À ÉLECTRODE ENROBÉE | CA À ÉLECTRODE ENROBÉE | |
| Aluminium X | ||||
| Magnésium X | ||||
| Alliages d'acier XX | X | |||
| Acier inoxydable XX | XX | |||
| Alliages de nickel X | ||||
| Alliages de cuivre X | ||||
| Titane X |
RÉGLAGES ET ICÔNES
Équilibre :

Plage de 60 à 90 % (valeur par défaut = Auto). En mode TIG CA, la polarité de sortie est constamment commutée entre le positif et le négatif. La commande d'équilibre ajuste le pourcentage de temps pendant lequel l'électrode en tungstène est négative (% d'EN).
Un équilibre CA plus faible (% d'EN) cause un arc avec une action nettoyante accrue.

Un équilibre CA plus élevé (% d'EN) entraîne un arc avec une pénétration plus grande.

Plage de 50 à 160 Hz (valeur par défaut = 90 Hz). En mode TIG CA, la commande de fréquence CA ajuste la fréquence à laquelle la polarité de sortie passe entre le positif et le négatif.
Une fréquence CA plus faible donne un cordon plus large.

Une fréquence CA plus élevée donne un cordon plus concentré.

0,1 à 20 Hz (valeur par défaut = Désactivées). En mode TIG, la fonction d'impulsion fait osciller l'ampérage de sortie entre les valeurs de crête et de fond. L'ampérage de crête est le même que le point de consigne de l'ampérage sur l'écran principal. Le courant de fond est égal à la moitié du point de consigne de l'ampérage. Les durées de l'ampérage de pointe et de l'ampérage de fond sont égales. Les fréquences de faibles impulsions peuvent aider à l'obtention de soudures constantes. Les fréquences d'impulsion plus élevées peut empêcher les brûlures traversantes.
Post-débit :

Plage de 1 à 25 secondes (valeur par défaut = Auto). Permet de choisir une durée pour que le gaz protecteur continue à circuler après l'extinction de l'arc.
Mode Doux :

Force d'arc plus faible pour E7018 et autres électrodes à la traîne.
Mode Net :

Force d'arc plus grande pour XX10 E6010 et autres électrodes à fouettement.
Commande à distance :

En mode TIG, cette icône apparaît dans le coin supérieur droit de l'écran principal lorsqu'une commande à distance est branchée au connecteur à six broches.
Sortie active :

Cette icône apparaît dans le coin supérieur gauche de l'écran principal lorsque le circuit de soudage est sous tension. En mode avec électrode enrobée, la sortie est toujours active. En mode TIG, lorsque la machine est au ralenti, la sortie n'est pas active et la tension entre les goujons de sortie doit être d'environ 5 à 10 volts.
MENU DES PARAMÈTRES

text_image
SETTINGS 20241031 ENGLISH ESPANOL FRANCAIS LANGUAGE FACTORY RESET PRESS FOR OPTIONSPour accéder au menu Réglages, maintenez enfoncés en même temps les boutons Process (Procédé) et Back (Retour) pendant deux secondes.
Langue :

Choisissez entre l'anglais, le français et l'espagnol.
Réinitialisation aux paramètres d'usine :

Exécutez-la pour ramener tous les réglages à leurs valeurs recommandées.
SÉLECTION DES ÉLECTRODES ENROBÉES
En mode avec électrode enrobée, le tableau ci-dessous peut être utilisé pour choisir une catégorie recommandée d'électrodes. Les réglages recommandés pour le mode sont indiqués pour les applications de soudage CC avec électrode enrobée.
| AWS CLASSE | APPLICATIONS | PLAN D’ACTION MODE CC-STICK |
| 6010 | Pénétration de l’arc plus profonde, excellente capacité verticale et aérienne. Elle peut être utilisée sur les aciers revêtus ou en présence d’une contamination de surface modérée. Couramment utilisé pour les raccords de tuyauterie, les réparations et l’entretien et les pipelines (p. ex., Fleetweld 5P/5P+ pour CC seulement). |  |
| 6011 | Électrode à pénétration profonde qui peut être utilisée dans toutes les positions. Elle peut être utilisée sur l’acier avec de mauvaises conditions de surface. Elle est fréquemment utilisée pour joindre les tuyaux. L’utilisation d’électrodes de la catégorie 6011 avec une polarité CA optimise le soudage sur les matériaux plus fins (p. ex., Fleetweld 35 pour CC et Fleetweld 180 pour CA). | |
| 6013 | Électrode à pénétration peu profonde qui permet des taux de dépôt plus élevés. Parfaite pour la tôle nécessitant de larges cordons de soudure ou présentant un mauvais ajustement. Convient mieux aux positions verticales vers le bas et horizontales. Bon rendement pour les soudures courtes et irrégulières qui changent d’angles ou de positions (p. ex., Fleetweld 37 pour CA ou CC). |  |
| 7018 | Électrode à faible teneur en hydrogène utilisée pour les joints impliquant des aciers à haute résistance (de construction), à haute teneur en carbone ou faiblement alliés. Arc lisse avec pénétration moyenne. Elle peut être utilisée dans toutes les positions sauf verticalement vers le bas. L’utilisation d’électrodes de la catégorie 7018 avec une polarité CA permet des prises à froid faciles et est idéale pour les sections minces et pour le collage (p. ex., Excalibur ou IronArc 7018 MR pour CC et Lincoln 7018 AC pour CA). |
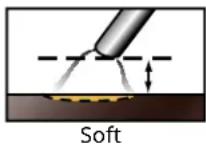
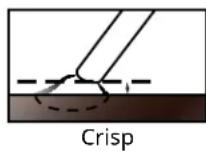
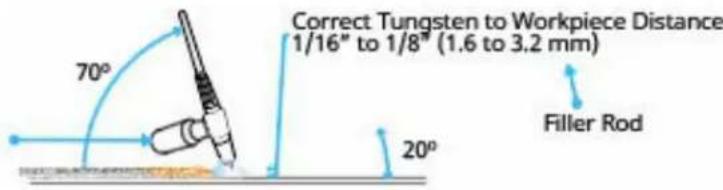
TECHNIQUES DE SOUDAGE

Technique d'électrode enrobée à la traîne
FONCTIONNEMENT
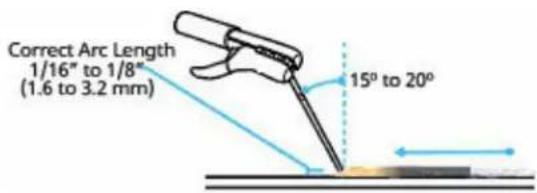

Technique de poussée TIG
K520-1 - Chariot utilitaire
Chariot robuste pour ranger et transporter la machine à souder, les bouteilles de gaz protecteur de 150 pieds cubes, les câbles de soudage et les accessoires. Comprend des plateformes stables pour la machine à souder et la bouteille de gaz, un plateau inférieur pour une capacité de rangement accrue et une poignée à hauteur réglable.
K2377-1 - Housse en toile
Protégez votre machine lorsqu'elle n'est pas utilisée. Fabriquée à partir d'une toile rouge attrayante ignifuge, étanche et qui résiste à la moisissure. Comprend une poche latérale pratique pour tenir le chalumeau ou le pistolet de soudage.

• K1782-1 – PTA-17 avec câble monopiece de 12,5 pi
• K1782-3 – PTA-17 avec câble monopièce de 25 pi
- K1782-10 – PTA-17F à tête flexible avec câble monopiece de 25 pi
- K1783-1 – PTA-26 avec câble monopiece de 12,5 pi
• K1783-3 – PTA-26 avec câble monopiece de 25 pi
- K1783-10 - PTA-26F avec câble monopiece de 25 pi
- K1781-1 – PTA-9 avec câble monopiece de 12,5 pi
- K1781-9 – PTA-9F à tête flexible avec câble flexible monopiece de 12,5 pi
- K1782-15 – PTA-17F à tête flexible avec câble monopiece Ultra-flex™ de 12,5 pi
- K1782-14 – PTA-17F – Ensemble PTA-17F avec chalumeau à tête flexible, ensemble de câbles Ultra-flex ^™ , une électrode en tungstène E3 ^® de 1/16 po, une électrode en tungstène E3 ^® de 3/32 po, un collet et un corps de collet de 1/16 po, un collet et un corps de collet de 3/32 po, une buse n° 7, un couvercle de câble et un adaptateur Twist-Mate ^™ .
K1622-1 - Adaptateur de chalumeau Twist Mate™ pour les chalumeaux des séries PTA-9 et PTA-17
À utiliser pour connecter des chalumeaux TIG refroidis à l'air monopièces (PTA-9 de 125 A/PTA-17 de 150 A) à des sources d'alimentation au moyen de connecteurs combinés pour gaz et électricité Twist Mate™

K1622-3 - Twist Mate™ pour les chalumeaux de la série PTA-26
À utiliser pour connecter des chalumeaux TIG refroidis à l'air monopièces (PTA-26 de 200 A) à des sources d'alimentation au moyen de connecteurs combinés pour gaz et électricité Twist Mate™

K963-3 - Amptrol™ à main avec connecteur universel à six broches
Fournit une commande à distance du courant de 7,6 m (25 pi) pour le soudage TIG.

Les trousses de pièces fournissent tous les accessoires pour chalumeaux dont vous avez besoin pour commencer à souder. Les trousses de pièces comprennent des collets, des corps de collets, un capuchon arrière, des buses en alumine et des tungstènes dans un éventail de tailles. Le tout emballé dans une boîte refermable facile à transporter. Cinq trousses sont disponibles.
- KP508 – pour les chalumeaux de la série PTA-17
- KP509 - pour les chalumeaux de la série PTA-26
- KP507 – pour les chalumeaux de la série PTA-9
• KP501 – pour chalumeaux 20H-320 et PTW-20
K2374-1 - Porte-électrode de 200 A
Comprend un connecteur Twist MateK™. Câble de 12,5 pi.
K814 interrupteur de démarrage d'arc
avec câble de 7,6 m (25 pi) et connecteur universel à six broches.
Nécessaire pour un amorçage par haute fréquence si aucun dispositif Amptrol à pied ou à main n'est utilisé pour initier le courant lors du soudage TIG. Le courant augmentera au réglage d'intensité sélectionné lors d'un appui sur l'interrupteur.
KP4765-ST - Trousse de pièces pour chalumeaux des séries 17/18/26 Caliber®
KP4760-MD - Trousse de pièces pour chalumeaux TIG des séries 17/18/26 Caliber® - 0,040 à 3/32 po
KP4760-HD Trousse de pièces de chalumeau TIG des séries 17/18/26 Caliber® - 1/16 à 1/8 po
Les trousses de consommables TIG Caliber comprennent toutes les pièces de l'extrémité avant nécessaires pour l'installation d'une lentille à gaz sur les chalumeaux TIG des séries 17/18/26. Les consommables TIG Caliber sont compatibles avec les chalumeaux TIG de Lincoln Electric et ceux de la concurrence.
Pédale K870
Appuyez sur la pédale pour augmenter le courant. Appuyer à fond sur la pédale permet d'obtenir le courant maximal établi. Soulever complètement le cycle après flux. Équipée d'un connecteur à six broches et d'un repose-talon en option.

text_image
17/18/25 TORCH PARTS KIT TEL DE PESSO DE LA CHATRA TEL DE PESSO DE TORCH CALIBER® TELE ENGRANIE RANGE DE CHATRA DE LA CHATRA 240°-3/22" (3.0-2.4 mm) 240°-10/19" (3.0-2.4 mm)
| ⚠ AVERTISSEMENT | |
 | LES DÉCHARGES ÉLECTRIQUES PEUVENT TUER.Pour des raisons de sécurité lors de l'entretien de la machine, veuillez couper l'alimentation et attendre 5 minutes, jusqu'à ce que la tension du condensateur chute à une tension sécuritaire. |
Tous les travaux d'entretien doivent être effectués par un agent de service sur le terrain autorisé de Lincoln Electric
| ⚠ AVERTISSEMENT | |
 | Pour éviter de recevoir un choc à haute fréquence, maintenez le chalumeau et les câbles TIG en bon état. |
ENTRETIEN DE ROUTINE ET PÉRIODIQUE
Afin de garantir que la machine de soudage à l'arc fonctionne efficacement et en toute sécurité, elle doit être entretenue régulièrement. Reportez-vous aux éléments d'entretien dans le tableau suivant.
| ÉLÉMENTS D'ENTRETIEN | |
| EXAMEN QUOTIDIEN | Vérifiez le bon fonctionnement du bouton de commande, des interrupteurs et des boutons à l'avant de la source d'alimentation.Si l'interrupteur n'est pas fonctionnel, remplacez-le immédiatement.Vérifiez le fonctionnement de l'écran ACL. S'il ne fonctionne pas, entretenez ou remplacez la carte de circuit imprimé de l'écran.Vérifiez si le ventilateur fonctionne correctement. Si le ventilateur ne tourne pas et qu'il n'y a pas d'obstruction, remplacez-le.Vérifiez si les bornes de sortie ne surchauffent pas. Si c'est le cas, remplacez-les. Assurez-vous que les prises des fils de soudage sont bien raccordées.Vérifiez que les fils de soudage et le cordon d'alimentation ne sont pas endommagés. S'ils sont endommagés, remplacez les pièces.Vérifiez toutes les étiquettes d'avertissement et les plaques signalétiques. Assurez-vous que toutes sont lisibles. Si elles sont endommagées, remplacez-les. |
| EXAMEN MENSUEL | Utilisez de l'air comprimé sec et doux pour nettoyer l'intérieur de la machine de soudage à l'arc. Éliminez particulièrement la poussière des dissipateurs thermiques et des composants de la carte de circuit imprimé. |
ENTRETIEN
DÉPANNAGE
COMMENT UTILISER LE GUIDE DE DÉPANNAGE
! AVERTISSEMENT

L'entretien et la réparation ne doivent être effectués que par le personnel qualifié et formé en usine de Lincoln Electric. Les réparations non autorisées effectuées sur cet équipement peuvent entraîner un danger pour le technicien et l'opérateur de l'appareil, et invalider votre garantie d'usine. Pour votre sécurité et pour éviter les décharges électriques, veuillez respecter toutes les consignes de sécurité et toutes les précautions détaillées dans ce manuel.
Ce guide de dépannage est fourni pour vous aider à localiser et à réparer les possibles pannes de l'appareil. Suivez simplement la procédure en trois étapes ci-dessous.
1. REPÉRER LE PROBLÈME (SYMPTÔME)
Regardez sous la colonne intitulée « PROBLÈME (SYMPTÔMES) ». Cette colonne décrit les possibles symptômes que l'outil peut présenter. Trouvez l'élément de la liste qui décrit le mieux le symptôme que l'appareil présente.
2. CAUSE POSSIBLE
La deuxième colonne intitulée « CAUSE POSSIBLE » énumère les possibilités externes évidentes qui peuvent contribuer au symptôme de l'appareil.
3. PLAN D'ACTION RECOMMANDÉ
Cette colonne fournit une marche à suivre pour la cause possible. Celle-ci consiste généralement à communiquer avec votre centre de services extérieurs autorisé Lincoln.
ATTENTION

Si vous ne comprenez pas ou n'êtes pas en mesure d'effectuer le plan d'action recommandé en toute sécurité, communiquer avec votre centre de services extérieurs autorisé Lincoln.
Observez toutes les directives additionnelles de sécurité détaillées dans tout ce manuel.
GUIDE DE DÉPANNAGE
Observez toutes les directives de sécurité détaillées dans tout ce manuel
| PROBLÈME CAUSE POSSIBLE PLAN | D’ACTION | RECOMMANDÉ |
| La machine ne fonctionne plus, pas de sortie, pas de ventilateur | 1. Assurez-vous que l’interrupteur d’alimentation d’entrée est en position « ON » et que la machine est branchée.2. Vérifiez la tension d’entrée de la machine. La tension d’entrée doit correspondre à la plaque signalétique et à la connexion de la tension. Reportez-vous à la section Installation du présent manuel.3. Fusibles grillés ou manquants sur la conduite d’entrée.4. Le disjoncteur sur le boîtier de l’appareil est ouvert. | Communiquez avec votre centre local de services extérieurs autorisé Lincoln pour obtenir de l’aide technique. |
| Le ventilateur fonctionne, aucune sortie de la machine dans les modes Avec électrode enrobée et TIG. | 1. Vérifiez que les tensions d’entrée sont conformes à la plaque signalétique et que la reconnexion de la tension est appropriée.2. Assurez-vous que les câbles sont bien branchés. | Communiquez avec votre centre local de services extérieurs autorisé Lincoln pour obtenir de l’aide technique. |
| L’appareil ne répond pas (pas de débit de gaz, pas de haute fréquence et pas de tension en circuit ouvert) lorsque l’interrupteur d’amorçage d’arc ou la commande d’amplificateur Amptrol est activé, le ventilateur fonctionne. | 1. La machine DOIT être en mode TIG CA ou CC.2. Le dispositif Amptrol peut être défectueux. Vérifiez la continuité entre les broches « D » et « E » sur le connecteur de câble lorsque le dispositif Amptrol est enfoncé. | Communiquez avec votre centre local de services extérieurs autorisé Lincoln pour obtenir de l’aide technique. |
| La machine surchauffer régulièrement, le thermostat s’ouvre. Le ventilateur fonctionne, mais la machine n’a aucune sortie. | 1. L’application de soudage peut dépasser le cycle de service recommandé. Réduisez le cycle de service.2. La saleté et la poussière peuvent avoir obstrué les canaux de refroidissement à l’intérieur de la machine. Soufflez l’appareil avec de l’air sec et propre à basse pression.3. Les prises d’air, la maçonnerie et les grilles d’évacuation peuvent être obstruées en raison d’un espace insuffisant autour de la machine. | Communiquez avec votre centre local de services extérieurs autorisé Lincoln pour obtenir de l’aide technique. |
| La sortie de la machine est perdue de façon intermittente. | 1. Vérifiez le bon fonctionnement du dispositif Amptrol et les connexions desserrées.2. Vérifiez que la tension d’entrée et la reconnexion de la tension sont appropriées. | Communiquez avec votre centre local de services extérieurs autorisé Lincoln pour obtenir de l’aide technique. |
| L’arc « papillonne » lors du soudage TIG. | 1. Le diamètre de l’électrode en tungstène peut être trop grand pour le réglage actuel.2. Le tungstène n’est pas correctement préparé; il doit être légèrement épointé.3. La protection au gaz peut être insuffisante. Augmentez le débit de gaz; réduisez le dégagement du tungstène au-delà de la buse à gaz.4. Vérifiez la présence de gaz contaminé ou de fuites dans la conduite de gaz, le chalumeau ou les connexions.5. Si un mélange d’hélium est utilisé comme gaz protecteur, réduisez la teneur en hélium. | Communiquez avec votre centre local de services extérieurs autorisé Lincoln pour obtenir de l’aide technique. |
| Des « impulsions » d’arc surviennent lors du soudage TIG | 1. Vérifiez si le réglage Impulsions est activé. Mettez le réglage Impulsions à « OFF » (Désactivées) si vous n’en souhaitez pas. | Communiquez avec votre centre local de services extérieurs autorisé Lincoln pour obtenir de l’aide technique. |
| Zones noircies le long du cordon de soudure. | 1. Nettoyez toute contamination huileuse ou biologique de la pièce de travail.2. L’électrode de tungstène peut être contaminée. Remplacez ou affûtez-la.3. Vérifiez la présence de gaz contaminé ou de fuites dans la conduite de gaz, le chalumeau ou les connexions.4. La protection au gaz peut être insuffisante. Augmentez le débit de gaz; réduisez le dégagement du tungstène au-delà de la buse à gaz. | Communiquez avec votre centre local de services extérieurs autorisé Lincoln pour obtenir de l’aide technique. |
| Faible haute fréquence, la machine a une sortie de soudage normale. | 1. Vérifiez s’il y a de mauvaises connexions dans le circuit de soudage.2. La protection au gaz peut être insuffisante. Augmentez le débit de gaz; réduisez le dégagement du tungstène au-delà de la buse à gaz.3. Vérifiez s’il y a des câbles de travail ou de chalumeau en mauvais état, ce qui permet à la haute fréquence de « fuir ».4. Gardez les câbles aussi courts que possible. | Communiquez avec votre centre local de services extérieurs autorisé Lincoln pour obtenir de l’aide technique. |
| Une « étincelle » haute fréquence est présente à l’électrode de tungstène, mais l’opérateur n’est pas en mesure d’établir un arc de soudage. La tension en circuit ouvert de la machine est normale (voir la rubrique Caractéristiques techniques dans la section Installation). | 1. L’électrode de tungstène peut être contaminée. Remplacez ou affûtez-la.2. Le réglage de la commande de courant peut être trop bas.3. L’électrode de tungstène peut être trop grande pour le procédé.4. Si un mélange d’hélium est utilisé comme gaz protecteur, réduisez la teneur en hélium.5. Le tungstène est trop éloigné de la pièce de travail au démarrage. | Communiquez avec votre centre local de services extérieurs autorisé Lincoln pour obtenir de l’aide technique. |
| Absence de haute fréquence. 1. Assurez-vous que le débit de gaz est présent et que les câbles sont connectés. | Communiquez avec votre centre local de services extérieurs autorisé Lincoln pour obtenir de l’aide technique. | |
| Aucun débit de gaz lorsque le dispositif Amptrol est activé en mode TIG. La machine a une sortie, le ventilateur fonctionne. Un « clic » peut être entendu indiquant que l’électrovanne de gaz fonctionne. | 1. L’alimentation en gaz est vide ou fermée.2. Le réglage du régulateur de débit peut être trop bas.3. Le tuyau de gaz peut être écrasé.4. Le débit de gaz peut être obstrué par de la saleté. | Communiquez avec votre centre local de services extérieurs autorisé Lincoln pour obtenir de l’aide technique. |
| Lors du soudage TIG CA, l’arc est irrégulier et il y a une perte de « nettoyage » de la pièce de travail. | 1. L’électrode de tungstène peut être trop petite pour le procédé. Utilisez un tungstène de plus grand diamètre ou un tungstène pur.2. Si un mélange d’hélium est utilisé comme gaz protecteur, réduisez la teneur en hélium. | Communiquez avec votre centre local de services extérieurs autorisé Lincoln pour obtenir de l’aide technique. |
| L’extrémité de l’électrode de tungstène fond. | 1. Le courant de soudage est trop élevé pour le type et/ou la taille de l’électrode.2. Assurez-vous que le chalumeau TIG est connecté au goujon de sortie négatif. | Communiquez avec votre centre local de services extérieurs autorisé Lincoln pour obtenir de l’aide technique. |
| L’électrode enrobée « pétarde » lorsque l’arc est amorcé. | 1. Le réglage du courant de soudure peut être trop élevé pour la taille de l’électrode. Réduisez le réglage du courant ou utilisez une électrode de plus grand diamètre. | Communiquez avec votre centre local de services extérieurs autorisé Lincoln pour obtenir de l’aide technique. |
| Les électrodes enrobées « collent » dans le bain de soudure. | 1. Le réglage du courant de soudure peut être trop bas. Augmentez le réglage de la commande de courant ou utilisez une électrode de plus petit diamètre. | Communiquez avec votre centre local de services extérieurs autorisé Lincoln pour obtenir de l’aide technique. |
| Les soudures TIG sont d’aspect poreux ou brûlé. | 1. Vérifiez que le débit de gaz est adéquat à l’extrémité du chalumeau. Vérifiez s’il y a des fuites le long du tuyau de gaz, du câble du chalumeau TIG et à tous les raccords. Assurez-vous que le chalumeau TIG est connecté au goujon de sortie négatif.2. Assurez-vous que l’extrémité en tungstène est propre et bien mise à la terre.3. Assurez-vous que les surfaces qui sont soudées sont exemptes de débris, d’huile, de rouille et d’autres impuretés. Le meulage de la surface peut être nécessaire. | Communiquez avec votre centre local de services extérieurs autorisé Lincoln pour obtenir de l’aide technique. |
| Les commandes de la machine ne se comportent pas comme prévu. | 1. Effectuez une réinitialisation aux paramètres d’usine en maintenant enfoncés les boutons « PROCESS » (Procédé) et « BACK » (Retour), puis sélectionnez « YES » (Oui) à l’option de réinitialisation des paramètres d’usine.2. Débranchez l’alimentation de l’appareil, attendez que l’écran de l’IU devienne complètement noir, puis remettez l’appareil sous tension. | Communiquez avec votre centre local de services extérieurs autorisé Lincoln pour obtenir de l’aide technique. |
| PROBLÈME CAUSE POSSIBLE PLAN D’ACTION | RECOMMANDÉ | |
| L’écran affiche F01 : CODE DE DÉFAUT DE DÉCLENCHEMENT THERMIQUE | 1. Assurez-vous que le circuit de soudage est ouvert en séparant physiquement les accessoires de soudage qui sont branchés dans les goujons de sortie positif et négatif.2. Confirmez le code d’erreur en appuyant sur le bouton central.3. Laissez la machine sous tension pour que les ventilateurs continuent de fonctionner. La machine devrait revenir à la normale une fois refroidie.4. Si le code d’erreur persiste pendant plus de dix minutes, éteignez puis rallumez la machine. | Communiquez avec votre centre local de services extérieurs autorisé Lincoln pour obtenir de l’aide technique. |
| L’écran affiche F05 : GÂCHETTE TIG RESTE EN MARCHE | 1. Assurez-vous que l’accessoire à six broches fonctionne correctement, puis redémarrez la machine.2. Si le code de défaut disparaît lorsque l’accessoire à six broches est débranché, l’accessoire est défectueux. | Communiquez avec votre centre local de services extérieurs autorisé Lincoln pour obtenir de l’aide technique. |
| L’écran affiche F09 : COURT-CIRCUIT À LA SORTIE | 1. Assurez-vous que les accessoires de soudage ne sont pas en contact.2. Tandis que la machine est hors tension et déconnectée de l’alimentation d’entrée, nettoyez et séchez les goujons de sortie de la machine, au besoin.3. Si l’erreur persiste lorsque rien n’est connecté aux goujons de sortie ou à la prise à six broches, l’appareil pourrait être endommagé. | Communiquez avec votre centre local de services extérieurs autorisé Lincoln pour obtenir de l’aide technique. |
| ATTENTION | |
 | Si, pour quelque raison que ce soit, vous ne comprenez pas les procédures de tests ou ne pouvez pas effectuer les tests/réparations en toute sécurité, communiquez avec votre centre local de service sur le terrain autorisé par Lincoln pour obtenir de l'aide technique avant de continuer. |
DÉPANNAGE
SCHÉMA DE CÂBLAGE
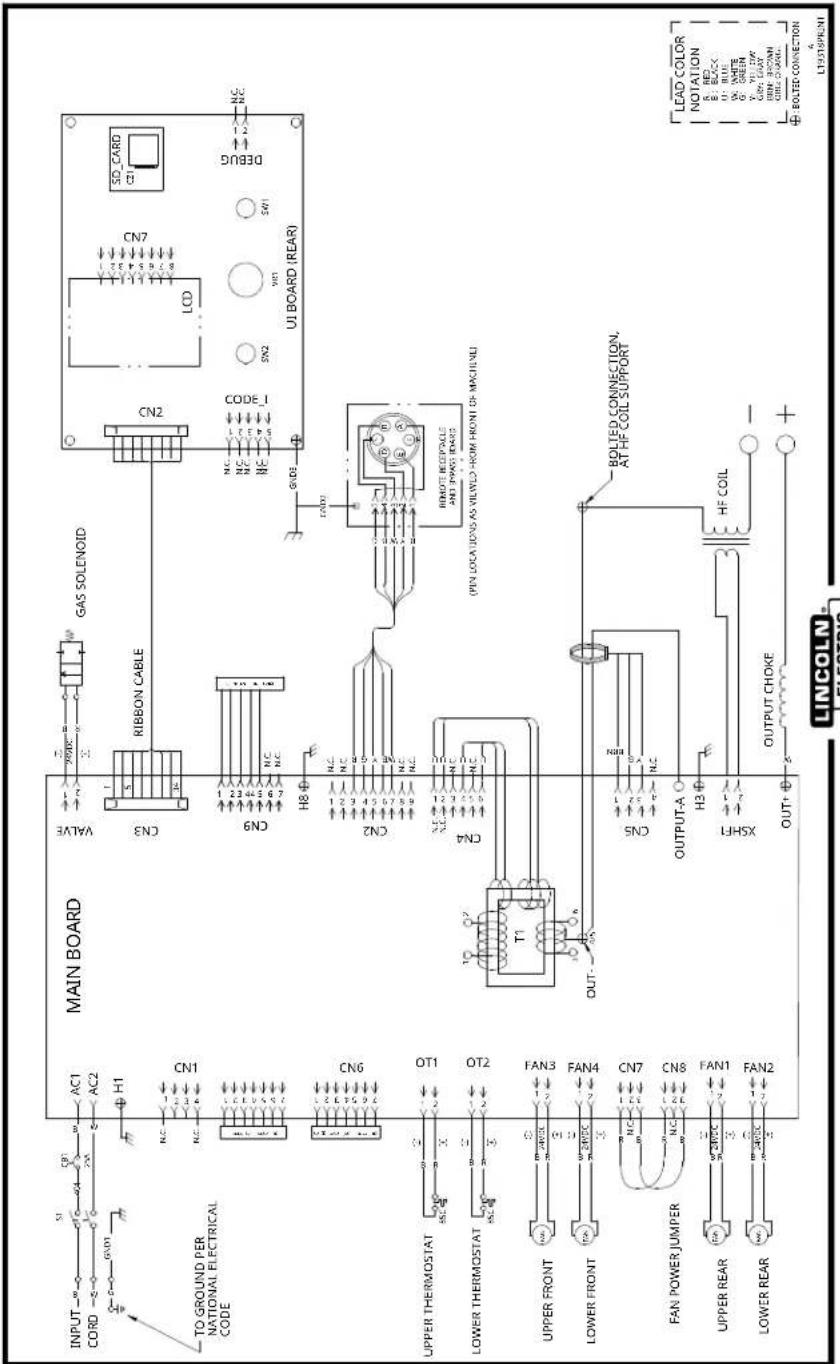
text_image
MAIN BOARD GAS SOLENOID CN2 LCD SD_CARD C21 TO GROUND PER NATIONAL ELECTRICAL CODE CN3 RIBBON CABLE CN9 H8 CN2 OUT1 CN6 OUT2 UPPER THERMOSTAT LOWER THERMOSTAT FAN3 FAN4 FAN7 FAN8 FAN1 FAN2 T1 OUT- CN5 OUTPUT-A H3 XSHF1 OUTPUT CHOKE OUT+ LED02 CODE 1 SN2 VR1 SW1 DEBUG N.C. U1 BOARD (REAR) REMOTE RECEPTACLE AND IMPACT BOARD (PIN LOCATIONS AS VIEWLED FROM FRONT OF MACHINE) BOLTED CONNECTION, AT HF COIL SUPPORT LEAD COLOR NOTATION S: RED E: BLACK U: BLUE W: WHITE G: GREEN Y: YELLOW CUR: YELLOW DIM: BOLDEN CIRCLE ORANGE BOLTED CONNECTION L1351SPRENTSCHÉMA DIMENSIONNEL
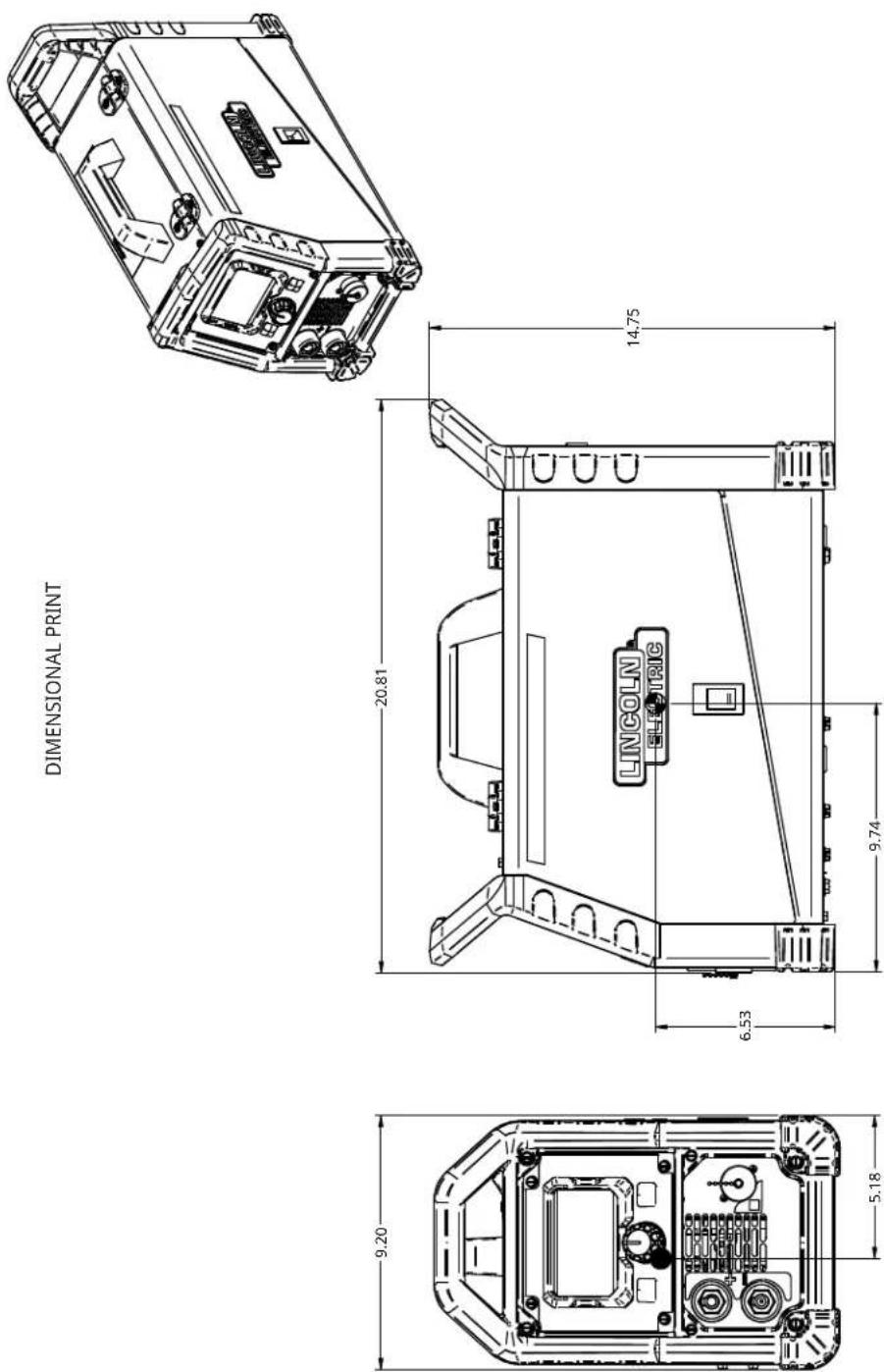
POLITIQUE D'AIDE À LA CLIENTÈLE
POLITIQUE D'AIDE À LA CLIENTÈLE
Lincoln Electric fabrique et vend des équipements de soudage, des systèmes de soudage automatisés, des produits consommables et des équipements de coupage de haute qualité. Notre défi consiste à répondre aux besoins de nos clients, qui sont des experts dans leurs domaines, et à dépasser leurs attentes. À l'occasion, les acheteurs peuvent demander à Lincoln Electric des détails ou des renseignements techniques sur l'utilisation de nos produits. Nos employés répondent aux demandes de renseignements au mieux de leurs capacités en fonction des renseignements et des spécifications qui leur sont fournis par les clients et des connaissances qu'ils peuvent avoir concernant l'application. Cependant, nos employés ne sont pas en mesure de vérifier les renseignements fournis, d'évaluer les exigences d'ingénierie pour un ensemble soudé en particulier, ni de fournir des conseils d'ingénierie en lien avec une situation ou une application spécifique. En conséquence, Lincoln Electric n'offre aucune garantie et n'assume aucune responsabilité à l'égard de ces renseignements ou communications. De plus, la fourniture de tels renseignements ou renseignements techniques ne crée, n'élargit, ni ne modifie aucune garantie sur nos produits. Toute garantie expresse ou implicite qui pourrait découler des données ou des renseignements techniques, y compris toute garantie implicite de qualité marchande ou toute garantie d'adaptation à un usage particulier de tout client, ou toute autre garantie équivalente ou similaire, est expressément rejetée.
Lincoln Electric est un fabricant responsable, mais la définition des spécifications, ainsi que la sélection et l'utilisation des produits spécifiques vendus par Lincoln Electric sont uniquement sous le contrôle et demeurent la seule responsabilité du client. De nombreuses variables au-delà du contrôle de Lincoln Electric ont une incidence sur les résultats de l'application de ces méthodes de fabrication et de ces exigences de service.
ÉQUIPEMENT DE CONTRÔLE DES VAPEURS DE SOUDURE
Le fonctionnement de l'équipement de contrôle des émanations de soudage est affecté par divers facteurs, notamment l'utilisation et le positionnement adéquats de l'équipement, l'entretien de l'équipement ainsi que la procédure et l'application spécifiques de soudage. Le niveau d'exposition des travailleurs doit être vérifié lors de l'installation et périodiquement par la suite pour être certain qu'il se situe dans les limites TLV de l'ACGIH et PEL de l'OSHA applicables.
LISTE DE PIÈCES
Le contenu et les détails peuvent être modifiés ou mis à jour sans préavis. Pour obtenir les manuels d'instructions à jour, allez à PARTS.LINCOLNELECTRIC.COM.