
Flex Feed 25L - Poste à souder LINCOLN ELECTRIC - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Flex Feed 25L LINCOLN ELECTRIC au format PDF.

| Marque | Lincoln Electric |
| Modèle | Flex Feed 25L |
| Type de produit | Dévidoir pour soudage laser |
| Tension d'entrée | 24 V CC ±10%, 3.5 A |
| Plage de vitesse d'alimentation | 2 à 100 mm/s |
| Diamètres de fil compatibles | 0.8 à 1.6 mm (acier, inox, aluminium) |
| Dimensions (H × L × P) | 368 × 216 × 597 mm |
| Poids | 11.8 kg |
| Température de fonctionnement | -40 °C à 50 °C |
| Température de stockage | -40 °C à 85 °C |
| Indice de protection | IP23 |
| Bobine maximale | Diamètre 305 mm, poids 20 kg |
| Source d'alimentation recommandée | Flex Lase 20 |
| Système d'entraînement | MAXtrac à 2 rouleaux, sans outil |
| Éclairage interne du compartiment | Oui |
| Fonction alimentation à froid | Oui, avec inversion |
| Matériau du boîtier | Polycarbonate résistant aux chocs |
| Connecteur de communication | 7 broches (alimentation, gâchette, RS-232) |
| Processus de soudage | Laser, fils solides |
| Accessoires inclus | Rouleaux d'entraînement, guides-fil, bague de pistolet |
FOIRE AUX QUESTIONS - Flex Feed 25L LINCOLN ELECTRIC
Questions des utilisateurs sur Flex Feed 25L LINCOLN ELECTRIC
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice Flex Feed 25L - LINCOLN ELECTRIC et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Flex Feed 25L de la marque LINCOLN ELECTRIC.
MODE D'EMPLOI Flex Feed 25L LINCOLN ELECTRIC
À utiliser avec les numéros de produit ou codes suivants :
13754 (K5731-1)
À sauvegarder pour consultation ultérieure
Date d'achat
Code : (p. ex.: 10859)
Série : (p. ex. : U1060512345)
Table des matières
INSTALLATION ...... SECTIONA
DESCRIPTION GÉNÉRALE......A-1
PROCESSUS RECOMMANDÉS......A-1
LIMITES DE L'ÉQUIPEMENT....A-1
SOURCES D'ALIMENTATION RECOMMANDÉES...... A-1
CARACTÉRISTIQUES TECHNIQUES - FLEX FEED 25 L K5731-1......A-1
EMPLACEMENT......A-2
PROTECTION HAUTE FRÉQUENCE....A-2
Le matériel de soudage et de coupe à l'arc de Lincoln est conçu et construit en tenant compte de la sécurité. Toutefois, votre sécurité globale peut être augmentée par une installation appropriée... et un fonctionnement réfléchi de votre part. NE PAS INSTALLER, UTILISER OU RÉPARER CET ÉQUIPEMENT SANS AVOIR LU LE PRÉSENT MANUEL ET TOUTES LES CONSIGNES DE SÉCURITÉ QUI Y SONT ÉNONCÉES. Et surtout, réfléchissez avant d'agir et faites attention.

DANGER

Cette mention indique une situation dangereuse imminente qui, si elle n'est pas évitée, entraînera la mort ou des blessures graves.

AVERTISSEMENT

Cette mention indique une situation dangereuse potentielle qui, si elle n'est pas évitée, pourrait entraîner la mort ou des blessures graves.

ATTENTION

Cette mention indique une situation dangereuse potentielle qui, si elle n'est pas évitée, pourrait entraîner des blessures mineures ou modérées.
: Cette mention indique la possibilité d'endommager l'équipement si le risque potentiel n'est pas évité.
VEUILLEZ EXAMINER IMMÉDIATEMENT L'EMBALLAGE ET L'ÉQUIPEMENT À LA RECHERCHE DE DOMMAGES
Lorsque cet équipement est expédié, la propriété passe à l'acheteur dès réception par le transporteur.
Par conséquent, les réclamations pour matériel endommagé pendant l'envoi doivent être faites par l'acheteur contre l'entreprise de transport au moment de la réception de l'envoi.
GARDEZ VOTRE TÊTE À BONNE DISTANCE DES ÉMANATIONS

- NE vous approchez PAS trop de la soudure. Utilisez des verres correcteurs si nécessaire pour rester à une distance raisonnable de la soudure.
- UTILISEZ SUFFISAMMENT D'AÉRATION ou d'échappement près de la soudure, ou les deux, pour garder les émanations et les gaz à l'écart de votre zone de respiration et de la zone de travail en général.
- DANS UNE GRANDE SALLE OU À L'EXTÉRIEUR, une ventilation naturelle peut être adéquate si vous gardez la tête loin des émanations.
- UTILISEZ UNE AÉRATION NATURELLE ou des ventilateurs pour éloigner les émanations de votre visage.
- LISEZ et respectez la fiche de données de sécurité (FDS) et l'étiquette d'avertissement qui apparaît sur tous les contenants de matériaux de soudage.
Si vous présentez des symptômes inhabituels, consultez votre superviseur. Il se peut que l'atmosphère de soudage et le système de ventilation doivent être vérifiés.
PORTEZ UN DISPOSITIF DE PROTECTION ADÉQUAT POUR LES YEUX, LES OREILLES ET LE CORPS

- PROTÉGEZ vos yeux et votre visage avec une plaque filtrante correctement ajustée et appropriée (voir ANSI Z49.1).
-
PROTÉGEZ votre corps contre les projections de soudure et les arcs électriques avec des vêtements de protection, y compris des vêtements de laine, un tablier ignifuge, des gants, des leggings de cuir et des bottes hautes.
-
PROTÉGEZ les autres contre les particules de soudure, les éclairs et les reflets avec des écrans protecteurs ou des barrières.
-
PROTÉGÉZ vos yeux et votre visage avec un casque de soudage
-
DANS CERTAINS ESPACES, une protection contre le bruit peut être appropriée.
• ASSUREZ-VOUS que l'équipement de protection est en bon état.
• EN TOUT TEMPS, portez également des lunettes de sécurité dans la zone de travail.

- NE PAS SOUDER OU COUPER les contenants ou les matériaux qui avaient auparavant été en contact avec des substances dangereuses, à moins qu'ils ne soient adéquatement nettoyés. Cela est extrêmement dangereux.
- NE PAS SOUDER OU COUPER les pièces peintes ou plaquées à moins que des précautions particulières ne soient prises quant à la ventilation. Elles peuvent libérer des émanations ou des gaz très toxiques.
- PROTÉGEZ les bouteilles de gaz comprimé contre la chaleur excessive, les chocs mécaniques et les arcs; fixer les bouteilles pour qu'elles ne tombent pas.
- ASSUREZ-VOUS que les bouteilles ne sont jamais mises à la terre et qu'elles ne font pas partie d'un circuit électrique.
- RETIREZ tous les risques d'incendie de la zone de soudure.

• GARDEZ TOUJOURS À VOTRE DISPOSITION UN ÉQUIPEMENT DE LUTTE CONTRE LES INCENDIES PARÉ À TOUTE UTILISATION IMMÉDIATE; VOUS ASSURER DE SAVOIR COMMENT L'UTILISER.
AVERTISSEMENTS DE LA PROPOSITION 65 DE LA CALIFORNIE
! AVERTISSEMENT

Respirer l'échappement de moteur diesel vous expose à des produits chimiques reconnus par l'État de la Californie pour causer le cancer et des anomalies congénitales ou d'autres dommages à la reproduction.
Démarrez et faites toujours fonctionner le moteur dans un endroit bien aéré.
Si vous êtes dans une zone exposée, évacuez l'échappement à l'extérieur.
Ne modifiez et n'altérez pas le système d'échappement.
Ne faites pas tourner le moteur au ralenti, sauf si nécessaire.
! AVERTISSEMENT

Ce produit, lorsqu'il est utilisé pour le soudage ou le découpage, produit des émanations ou des gaz contenant des produits chimiques reconnus par l'État de la Californie pour causer des anomalies congénitales et, dans certains cas, le cancer. (Code de santé et de sécurité de la Californie, section 25249.5 et suivantes).
Pour en savoir plus, visitez https://www.p65warnings.ca.gov
LE SOUDAGE À L'ARC PEUT ÊTRE DANGEREUX
PROTÉGEZ-VOUS ET D'AUTRES PERSONNES CONTRE DES BLESSURES GRAVES OU MORTELLES. GARDEZ LES ENFANTS À L'ÉCART. LES PORTEURS DE STIMULATEURS CARDIAQUES DOIVENT CONSULTER LEUR MÉDECIN AVANT D'UTILISER LE PRODUIT.
Lire et comprendre les faits saillants de sécurité suivants. Pour des renseignements supplémentaires sur la sécurité, il est fortement recommandé d'acheter une copie du document « Safety in Welding & Cutting (Sécurité dans les procédures de soudure et de coupe) – Norme ANSI Z49.1 » de l'American Welding Society, P.O. Box 351040, Miami, Floride 33135 ou de la norme CSA W117.2. Une copie gratuite du livret « Sécurité pour le soudage à l'arc » E205 est disponible auprès de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASSUREZ-VOUS QUE TOUTES LES PROCÉDURES D'INSTALLATION, D'UTILISATION, D'ENTRETIEN ET DE RÉPARATION SONT EFFECTUÉES UNIQUEMENT PAR DES PERSONNES QUALIFIÉES.
POUR ÉQUIPEMENT MOTORISÉ


- Éteignez le moteur avant de procéder au dépannage et à l'entretien, à moins que le travail d'entretien ne l'exige.
- Ne pas faire d'appoint de carburant à proximité d'un arc de soudage ou d'une flamme nue, ou lorsque le moteur est en marche. Coupez le moteur et laissez-le refroidir avant de le ravitailler en carburant afin d'empêcher tout carburant renversé de s'évaporer et de s'enflammer au contact des pièces chaudes du moteur. Évitez de renverser du carburant lors du remplissage du réservoir. Si du carburant a été renversé, essuyez-le, et ne démarrez pas le moteur tant que les vapeurs de carburant n'ont pas été éliminées.
- Gardez toutes les protections ainsi que tous les couvercles et dispositifs de sécurité en position et en bon état. Gardez les mains, les cheveux, les vêtements et les outils loin des courroies en V, des engrenages, des ventilateurs et de toutes les autres pièces mobiles lors de l'amorçage, de l'utilisation ou de la réparation de l'équipement.

- Dans certains cas, il peut être nécessaire de retirer les dispositifs de sécurité pour effectuer l'entretien requis. RETIREZ LES DISPOSITIFS DE PROTECTION UNIQUEMENT si nécessaire et replacez-les lorsque l'entretien nécessitant leur retrait est terminé. Soyez toujours vigilant lorsque vous travaillez près des pièces mobiles.
- NE PAS mettre les mains près du ventilateur du moteur. Ne tentez pas de contourner le régulateur ou le tendeur en appuyant sur les tiges de commande de l'accélérateur pendant que le moteur tourne.
- Pour éviter de démarrer accidentellement les moteurs à essence lors de la mise en marche du moteur ou du générateur de soudage pendant le travail d'entretien, débranchez les fils de bougie, le capuchon du distributeur ou le fil magnéto, selon le cas.


- Pour éviter d'être ébouillanté, ne retirez pas le capuchon de la pression du radiateur lorsque le moteur est chaud.
- L'échappement du générateur contient du monoxyde de carbone. Il s'agit d'un poison que vous ne pouvez ni voir ni sentir.
- Utiliser un générateur à l'intérieur PEUT VOUS TUER EN QUELQUES MINUTES.
- NE l'utilisez JAMAIS dans la maison ou le garage MÊME SI les portes et les fenêtres sont ouvertes.
- Utilisez-le UNIQUEMENT à L'EXTÉRIEUR, loin des fenêtres, portes et trappes de ventilation.
- Évitez les autres risques de générateur. LIRE LE MANUEL AVANT UTILISATION.
LES CHAMPS ÉLECTRIQUES ET MAGNÉTIQUES PEUVENT ÊTRE DANGEREUX

- Le courant électrique qui circule dans un conducteur crée des champs électromagnétiques localisés. Le courant de soudage crée des champs électromagnétiques autour des câbles de soudage et des appareils à souder.
LES RENSEIGNEMENTS RELATIFS À LA SÉCURITÉ
- Les champs électromagnétiques peuvent interférer avec certains stimulateurs cardiaques, et les soudeurs qui portent un stimulateur cardiaque doivent consulter leur médecin avant de souder.
- L'exposition aux champs électromagnétiques dans le soudage peut avoir d'autres effets sur la santé qui ne sont pas connus.
Tous les soudeurs doivent utiliser les procédures suivantes afin de réduire au minimum l'exposition aux champs électromagnétiques provenant du circuit de soudage :
- Acheminez l'électrode et les câbles de travail ensemble – fixez-les avec du ruban lorsque possible.
- N'enroulez jamais l'électrode autour de votre corps.
- Ne placez pas votre corps entre l'électrode et les câbles de travail. Si le câble de l'électrode est sur votre côté droit, le câble de travail doit également être sur votre côté droit.
- Branchez le câble de travail à la pièce travaillée le plus près possible de la zone soudée.
- Ne pas travailler à proximité de la source d'alimentation de soudage.
LES DÉCHARGES ÉLECTRIQUES PEUVENT TUER

- L'électrode et les circuits de travail (ou de mise à la terre) sont électriquement « chauds » lorsque la soudeuse est allumée. Ne pas toucher ces pièces « chaudes » avec votre peau nue ou vos vêtements mouillés. Portez des gants secs et sans trou pour vous isoler les mains.
- Isolez-vous du travail et du sol à l'aide d'une isolation sèche. S'assurer que l'isolant est suffisamment grand pour couvrir toute votre zone de contact physique avec la pièce travaillée et le sol.
En plus des précautions de sécurité normales, si le soudage doit être effectué dans des conditions dangereuses du point de vue électrique (dans des endroits humides ou lors du port de vêtements mouillés, sur des structures métalliques comme des planchers, des grilles ou des échafaudages, lorsqu'il y a un risque élevé de contact inévitable ou
accidentel avec le travail ou le sol), utilisez l'équipement suivant:
- Soudeuse à tension constante (fil) semi-automatique c.c.
- Soudeuse manuelle (bâtonnet) c.c.
- Soudeuse c.a. avec contrôle de tension réduite.
- Dans le soudage par fil semi-automatique ou automatique, l'électrode, le dévidoir d'électrode, la tête de soudage, la buse ou le pistolet de soudage semi-automatique sont également « chauds » du point de vue électrique.
- Assurez-vous toujours que le câble de travail fait une bonne connexion électrique avec le métal soudé. La connexion doit être aussi près que possible de la zone soudée.
- Reliez à la terre la pièce travaillée ou le métal à souder sur une bonne prise de terre.
- Maintenez le porte-électrode, la pince de travail, le câble de soudage et l'appareil de soudage en bon état de fonctionnement sécuritaire. Remplacez l'isolant endommagé.
- Ne trempez jamais l'électrode dans l'eau pour le refroidissement.
- Ne touchez jamais simultanément de parties sous tension des porte-électrodes connectés à deux soudeuses,, car la tension entre les deux peut être le total de la tension de circuit ouverte des deux soudeuses.
- Lorsque vous travaillez au-dessus du niveau du plancher, utilisez une ceinture de sécurité pour vous protéger contre une chute si vous subissez un choc.
- Voir aussi LES ÉTINCELLES DE SOUDAGE ET DE DÉCOUPAGE PEUVENT PROVOQUER UN INCENDIE OU UNE EXPLOSION et POUR ÉQUIPEMENT ÉLECTRIQUE MOTORISÉ
LES RAYONS D'ARC PEUVENT CAUSER DES BRÛLURES

- Utiliser un écran avec le filtre approprié et des plaques de recouvrement pour protéger vos yeux contre les étincelles et les rayons d'arc lors du soudage ou de l'observation d'un soudage à arc ouvert. L'écran facial et le filtre doivent être conformes aux normes ANSI Z87.1.
- Utilisez des vêtements appropriés fabriqués à partir de matériaux durables résistants aux flammes pour protéger votre peau et celle de vos assistants contre les rayons d'arc.
- Protégez les autres membres du personnel à proximité avec un écran ininflammable approprié et/ou avertissez-les de ne pas regarder l'arc et de ne pas s'exposer aux rayons d'arc ou aux projections ou au métal chauds.
LES ÉMANATIONS ET LES GAZ PEUVENT ÊTRE DANGEREUX POUR VOTRE SANTÉ
•

Le soudage peut produire des émanations et des gaz dangereux pour la santé. Évitez de respirer ces émanations et gaz. Lors du soudage, gardez la tête loin des émanations. Utilisez suffisamment d'aération ou d'échappement au niveau de l'arc pour maintenir les émanations et les gaz loin de votre zone de respiration.
Lors de la soudure de revêtements durs (reportez-vous aux instructions sur le contenant ou la FDS) ou sur le plomb ou l'acier cadmié et autres métaux ou revêtements qui produisent des émanations de fumées hautement toxiques, limitez l'exposition autant que possible et maintenez-la sous les limites TLV de l'ACGIH et PEL de l'OSHA en utilisant l'échappement disponible sur place ou une ventilation mécanique, à moins que les évaluations de l'exposition n'indiquent d'autres mesures. Dans les espaces clos ou dans certaines circonstances, à l'extérieur, un respirateur peut être requis. Des précautions supplémentaires sont également requises lors du soudage sur l'acier galvanisé.
- Le fonctionnement de l'équipement de contrôle des émanations de soudage est affecté par divers facteurs, notamment l'utilisation et le
positionnement adéquats de l'équipement, l'entretien de l'équipement ainsi que la procédure et l'application spécifiques de soudage. Le niveau d'exposition des travailleurs doit être vérifié lors de l'installation et périodiquement par la suite pour être certain qu'il se situe dans les limites TLV de l'ACGIH et PEL de l'OSHA applicables.
- Ne soudez pas dans des endroits près des émanations d'hydrocarbures chlorés provenant des opérations de dégraissage, de nettoyage ou de pulvérisation. La chaleur et les rayons d'arc peuvent réagir avec des émanations de solvant pour former des phosgènes, un gaz très toxique et d'autres produits irritants.
- Les gaz de protection utilisés pour le soudage à l'arc peuvent déplacer l'air et causer des blessures ou la mort. Utilisez toujours une ventilation adéquate, surtout dans les espaces confinés, pour assurer que l'air respiré est sain.
- Lisez et comprenez les instructions du fabricant pour cet équipement et les consommables à utiliser, y compris la fiche de données de sécurité (FDS), et suivez les pratiques de sécurité de votre employeur. Les formulaires de FDS sont disponibles auprès de votre distributeur de soudage ou du fabricant.
- Reportez-vous aussi POUR ÉQUIPEMENT MOTORISÉ
LES ÉTINCELLES DE SOUDAGE ET DE DÉCOUPAGE PEUVENT PROVOQUER UN INCENDIE OU UNE EXPLOSION

- Éliminer les risques d'incendie de la zone de soudure. Si cela n'est pas possible, couvrez-les pour empêcher les étincelles de soudage de provoquer un incendie. Souvenez-vous que les étincelles et les matériaux chauds du soudage peuvent facilement passer par de petites fissures et ouvertures dans des zones adjacentes. Évitez de souder près des conduites hydrauliques. Ayez un extincteur facilement disponible.
- Lorsque des gaz comprimés doivent être utilisés sur le chantier, des précautions particulières doivent être prises pour prévenir les situations dangereuses. Consulter la section « Sécurité de la soudure et de la coupe » (norme ANSI Z49.1) et les informations d'utilisation de l'équipement utilisé.
- Lorsqu'il n'y a pas de soudure, assurez-vous qu'aucune partie du circuit de l'électrode ne touche la pièce travaillée ou le sol. Un contact accidentel peut provoquer une surchauffe et causer un incendie.
- Ne pas chauffer, couper ou souder des réservoirs, des fûts ou des conteneurs tant que les mesures appropriées n'ont pas été prises pour garantir que de telles procédures ne provoqueront pas de vapeurs inflammables ou toxiques provenant des substances à l'intérieur. Elles peuvent causer une explosion même si elles ont été « éliminées ». Pour de plus amples renseignements, veuillez acheter « Pratiques sécuritaires recommandées pour la préparation et la coupe des contenants et des canalisations qui ont contenu des substances dangereuses », AWS F4.1 de la American Welding Society (voir l'adresse ci-dessus).
- Ventilez les moulages ou les contenants creux avant de les chauffer, de les couper ou de les souder. Ils peuvent exploser.
- L'arc de soudage émet des étincelles et des projections. Porter des vêtements de protection sans huile comme des gants en cuir, une chemise épaisse, des pantalons sans revers, des chaussures montantes et une casquette sur vos cheveux. Porter des bouchons d'oreille lors de la soudure en position inhabituelle ou dans des endroits confinés. Portez toujours des lunettes de sécurité avec des écrans latéraux lorsque vous êtes dans une zone de soudage.
- Branchez le câble de travail à la pièce travaillée aussi près que possible de la zone de soudure. Les câbles de masse raccordés à la charpente du bâtiment ou à d'autres endroits éloignés de la zone de soudure augmentent le risque que le courant de soudure passe par des chaînes de levage, des câbles de grue ou d'autres circuits imprévus. Cela peut causer des incendies ou surchauffer les chaînes ou les câbles jusqu'à ce qu'ils connaissent une défaillance.
- Lisez et respectez la norme NFPA 51B, « Norme pour la prévention des incendies
pendant la soudure, la coupe et les autres travaux chauds (Standard for Fire Prevention During Welding, Cutting and Other Hot Work) », disponible auprès de NFPA, 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
- N'UTILISEZ PAS une source d'alimentation de soudage pour la décongélation des tuyaux.
la BOUTEILLE PEUT EXPLOSER SI ELLE EST ENDOMMAGÉE

- Utilisez uniquement des bouteilles de gaz comprimé contenant le gaz de protection approprié pour le procédé utilisé et les régulateurs d'exploitation adéquats conçus pour le gaz et la pression utilisés. Tous les flexibles, raccords, etc. doivent convenir à l'application et être bien entretenus.
- Gardez toujours les bouteilles en position verticale fermement attachées à un cadre de support mobile ou à un support fixe.
Les bouteilles doivent être situées :
- Loin des zones où elles peuvent être heurtées ou soumises à des dommages physiques.
- À une distance sécuritaire de la soudure à l'arc ou des opérations de coupe et toute autre source de chaleur, d'étincelles ou de flammes.
- Ne laissez jamais l'électrode, le porte-électrode ou toute autre pièce « chaude » du point de vue électrique toucher une bouteille.
- Gardez la tête et le visage à bonne distance de la sortie de la vanne de la bouteille lorsque vous ouvrez la valve de la bouteille.
- Les capuchons de protection des vannes doivent toujours être en place et serrés à la main, sauf lorsque la bouteille est utilisée ou connectée pour utilisation.
- Lisez et suivez les instructions sur les bouteilles de gaz comprimé, l'équipement connexe et la publication CGA P-I, « Précautions pour la manipulation sécuritaire des gaz comprimés en bouteilles (Precautions for Safe Handling of Compressed Gases in Cylinders) », disponible auprès de la Compressed Gas Association, 14501 George Carter Way Chantilly, VA 20151.
POUR ÉQUIPEMENT ÉLECTRIQUE MOTORISÉ

- Éteignez l'alimentation d'entrée à l'aide du commutateur de débranchement à la boîte de fusibles avant de travailler sur l'équipement.
- Installez l'équipement conformément au Code national de l'électricité des États-Unis, à tous les codes locaux et aux recommandations du fabricant.
- Assurez la mise à la terre de l'équipement conformément au Code national de l'électricité des États-Unis et aux recommandations du fabricant.
MANIPULATION, STOCKAGE ET ÉLIMINATION DES PILES

Les piles peuvent contenir des substances inflammables telles que le lithium ou d'autres solvants organiques, ce qui peut entraîner une surchauffe, une rupture ou une combustion. Le non-respect des instructions du fabricant de la batterie peut entraîner un incendie, des blessures corporelles et des dommages matériels en cas d'utilisation incorrecte.
- NE PAS court-circuiter, démonter, déformer ou chauffer les batteries.
- NE PAS tenter de recharger les piles à moins qu'elles ne soient spécifiquement marquées « rechargeables ».
- NE PAS utiliser ni charger la pile si elle semble fuir, être déformée ou endommagée de quelque manière que ce soit.
- Entreposer dans un endroit frais. Garder les piles à l'écart de la lumière directe du soleil, des températures élevées et de l'humidité excessive.
- Cesser immédiatement d'utiliser la pile si, pendant son utilisation, sa charge ou son stockage, la pile dégage une odeur inhabituelle, devient chaude, change de couleur, de forme ou semble anormale de toute autre manière.
- Garder les piles hors de la portée des enfants. Si un enfant avale une pile, consulter immédiatement un médecin.
- Recycler ou éliminer les piles conformément aux lois locales et fédérales.
POUR LES ÉQUIPEMENTS ÉMETTANT DES LASERS

- Les produits laser dangereux de classe 4 (IV) émettent un rayonnement laser infrarouge invisible pouvant endommager de façon permanente la rétine et/ou la cornée de l'œil, brûler la peau et présenter un risque d'incendie. Les utilisateurs finaux doivent désigner un responsable de la sécurité laser (LSO) qualifié, possédant les certifications requises par les lois et normes applicables, disposer d'un programme de sécurité laser documenté et d'une zone contrôlée par laser (LCA) conforme aux normes ANSI Z136.1 et Z136.9.
- N'utilisez pas le laser avant que le LSO de l'utilisateur final ait effectué une évaluation des risques et que toutes les mesures d'atténuation des risques prescrites aient été entièrement mises en œuvre. Assurez-vous que le laser est utilisé ou démontré en toute sécurité par du personnel formé. De plus, l'environnement autour de la cellule de soudage au laser ou de la zone contrôlée par laser doit être sécuritaire pour les personnes à proximité lorsque le laser est en marche.
- Ne pointez jamais le laser sur vous-même ou sur d'autres personnes. Ne regardez jamais directement dans une ouverture laser, même si vous portez une protection oculaire complète.
- Toute personne se trouvant à l'intérieur de la LCA doit un ÉPI approprié pour éviter l'exposition des yeux ou de la peau au rayonnement laser. Le LSO de l'utilisateur final doit sélectionner les ÉPI appropriés, y compris, sans s'y limiter, des gants résistants à la chaleur, des vêtements ignifuges, des lunettes de protection laser et des casques sécuritaires pour le laser, conformes aux exigences de densité optique de la norme ANSI Z136.1, en fonction de la longueur d'onde et de la puissance de sortie du laser utilisé. Les lunettes de sécurité
LES RENSEIGNEMENTS RELATIFS À LA SÉCURITÉ
standard et les casques de soudeur NE fournissent PAS de protection adéquate contre les dangers liés au faisceau laser. Inspectez toujours les ÉPI pour vérifier qu'ils ne sont pas endommagés ou mal ajustés avant de les utiliser.
- Seules des personnes qualifiées peuvent installer, faire fonctionner ou entretenir cet appareil conformément à la norme ANSI Z136.1 et aux instructions de votre responsable chargé du LSO. Lisez et respectez toutes les étiquettes et tous les manuels avant d'installer, d'utiliser ou d'entretenir tout équipement de soudage au laser portatif.
-
N'utilisez pas l'appareil à l'extérieur de la LCA, ni si le boîtier de protection laser a été modifié ou endommagé, ni si les dispositifs de sécurité ont été contournés ou désactivés. Inspectez l'équipement et la LCA en entier pour vérifier qu'ils ne sont pas endommagés ou altérés avant l'utilisation.
-
Les faisceaux réfléchis par le laser peuvent endommager les yeux et la peau et créer un risque d'incendie. Avant l'utilisation, la LCA doit être évaluée par le LSO afin d'identifier les surfaces où des faisceaux réfléchis dangereux peuvent être présents. Ne vous placez jamais, ni ne placez de matériau inflammable, dans la trajectoire prévue du faisceau laser, et prenez des précautions supplémentaires lorsque vous travaillez sur des matériaux réfléchissants comme l'aluminium et l'acier inoxydable.
- Respectez toutes les normes, les règlements propres à l'installation ou au bâtiment, ainsi que les codes nationaux, provinciaux et municipaux.
RENSEIGNEMENTS SUPPLÉMENTAIRES SUR LA SÉCURITÉ
Consultez http://www.lincolnelectric.com/safety pour des consignes de sécurité supplémentaires
INSTALLATION
DESCRIPTION GÉNÉRALE
Description physique générale
Le Flex Feed® 25 L est un câble d'alimentation portatif de première qualité à utiliser avec la source d'alimentation de soudage au laser portatif Flex Lase. Le Flex Feed® 25 L utilise un lecteur MAXtrac® à 2 rouleaux avec des fonctionnalités brevetées pour permettre un accès sans outil aux rouleaux d'entraînement et aux guide-fils, ce qui accélère les changements de bobine. Le Flex Feed 25 L perpétue le rôle de chef de file de Lincoln en matière de protection environnementale pour les composants électroniques. Les circuits imprimés sont enrobés d'époxy et les connexions électriques sont protégées par de la graisse diélectrique. Les composants de suppression du bruit protègent le Flex Feed® 25 L contre les signaux parasites et empêchent le dévidoir d'interférer avec d'autres appareils numériques. Le boîtier est fabriqué en plastique polycarbonate résistant aux chocs.
Description fonctionnelle générale
Le Flex Feed ^® 25 L est le mieux adapté aux applications de soudage au laser portatif pour alimenter les métaux de remplissage à un ou deux fils. Combiné à une source d'alimentation Flex Lase, le Flex Feed ^® 25 L est prêt à fonctionner lors du soudage de l'acier, de l'acier inoxydable et des alliages d'aluminium. La facilité de configuration et d'utilisation en fait un excellent dévidoir pour des résultats constants et fiables.
PROCESSUS RECOMMANDÉS
- Laser
- Fils solides
LIMITES DE L'ÉQUIPEMENT
- Fonctionne uniquement sur les sources d'alimentation FLEX FEED 25 L.
- La taille maximale de la bobine est de 305 mm (12 po) de diamètre.
- Le poids maximal de la bobine est de 20 kg (44 lb).
- La longueur maximale du câble de commande est de 3 m (10 pi).
SOURCES D'ALIMENTATION RECOMMANDÉES
- Flex Lase 20
CARACTÉRISTIQUES TECHNIQUES - FLEX FEED 25 L K5731-1
| TENSION D'ENTRÉE ET COURANT | |
| TENSION D'ENTRÉE ±10 % ENTRÉE AMPÈRES | |
| 24 V CC 3,5 A | |
| PLAGE DE VITESSE DE TÊTE D'ALIMENTATION - DIAMÈTRE DU FILAMENT | |
| PLAGE DE VITESSE D'ENTRAÎNEMENT DU FIL DE SOUDURE | DIAMÈTRES DE FIL |
| 2 à 100 mm/s(4,7 à 236 po/m) | 0,8 à 1,6 mm(0,035 à 1/16 po) |
FLEX FEED 25 L A-1
| DIMENSIONS PHYSIQUES | |||
| HAUTEUR LARGEUR PROFONDEUR POIDS | |||
| 368 mm(14,5 po)Poignée repliée | 216 mm(8,5 po) | 597 mm(23,5 po) | 11,8 kg(26 lb) |
| PLAGE DE TEMPÉRATURE | |
| FONCTIONNEMENT : | -40 °C À 50 °C (-40 °F à 122 °F) |
| ENTREPOSAGE : | -40 °C À 85 °C (-40 °F À 185 °F) |
EMPLACEMENT
Pour une meilleure performance d'alimentation par fil, placer le Flex Feed® 25 L sur une surface stable et sèche. Garder l'alimentation en fil en position verticale. Ne pas faire fonctionner l'alimentation en fil sur une surface inclinée de plus de 15 degrés.
Ne pas immerger le Flex Feed 25 L.
Le Flex Feed 25 L est homologué IP23, peut être entreposé à l'extérieur et utilisé à l'extérieur s'il est protégé.
La poignée du Flex Feed 25 L est conçue pour déplacer la tête d'alimentation sur le lieu de travail seulement.
Lors de la suspension d'un câble d'alimentation, isoler le dispositif suspendu du boîtier du câble d'alimentation.
PROTECTION HAUTE FRÉQUENCE
| ATTENTION | |
 | Placez le Flex Feed 25L à l'écart de l'appareil radio-commandé. Le fonctionnement normal du Flex Feed 25L peut nuire au fonctionnement de l'équipement contrôlé par RF, ce qui peut entraîner des blessures corporelles ou endommager l'équipement. |
Cet équipement est destiné à un usage industriel uniquement et n'est pas conçu pour être utilisé dans des lieux résidentiels où l'alimentation électrique est fournie par le réseau public basse tension. Il peut présenter des problèmes dans les lieux résidentiels en raison des perturbations de fréquence radio causées par conduction ou rayonnement. La classification CEM ou RF de cet équipement est IEC 60974-10, Classe A.
CONNEXIONS DES CÂBLES
Il existe un connecteur circulaire à l'arrière du Flex Feed 25 L.
Tableau 1 : CONNECTEUR 7 BROCHES
| EN VRAC7 BROCHES | SIGNAL | 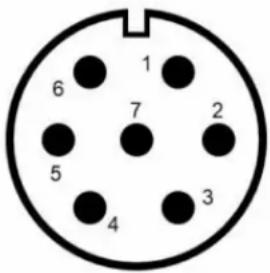 Illustration 1 : CONNECTEUR 7 BROCHES Illustration 1 : CONNECTEUR 7 BROCHES |
| 1 APPROVISIONNEMENT+ | ||
| 2 APPROVISIONNEMENT+ | ||
| 3 GÂCHETTE | ||
| 4 APPROVISIONNEMENT- | ||
| 5 AUCUNE | CONNEXION | |
| 6 RS-232 RECEPTION | ||
| 7 RS-232 | TRANSMISSION |
CONFIGURATION DU DÉVIDOIR
Changement de la bague du récepteur du pistolet
Outils requis :
- Clé hexagonale de 1/8 po.
Remarque: Certaines bagues de pistolet ne nécessitent pas l'utilisation de la vis papillon.
- Éteindre la source d'alimentation de soudage.
- Retirer le fil de soudage du dévidoir.
- Retirer la vis à oreilles du dévidoir.
- Retirer le conduit de filament du dévidoir.
- Desserrer la vis de calage qui retient la bague du pistolet.
- Retirez le guide de fil externe et poussez la bague du pistolet hors du dévidoir. En raison de l'ajustement de précision, il peut être nécessaire d'effectuer un taraudage léger pour retirer la bague du pistolet.
INSTALLATION
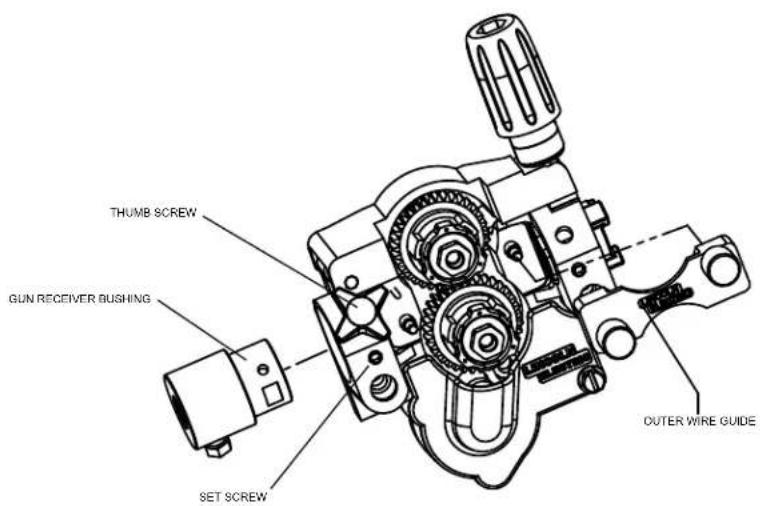
- Tournez la bague du pistolet jusqu'à ce que le trou de la vis papillon s'aligne avec le trou de vis papillon de la plaque d'alimentation. Faire glisser la bague du conduit du filament dans le dévidoir et vérifier que les trous de vis papillon sont alignés.
- Serrer la vis de calage.
- Insérer le conduit de filament dans la bague du pistolet et serrer la vis papillon.
PROCÉDURE D'INSTALLATION DES ROULEAUX D'ENTRAÎNEMENT ET DES GUIDES
- Éteindre la source d'alimentation de soudage.
- Relâcher le bras de pression du rouleau au ralenti.
- Retirer le guide-fil extérieur en tournant les vis à oreilles dans le sens antihoraire pour les dévisser de la plaque d'alimentation.
- Tourner l'anneau de verrouillage et retirer les rouleaux d'entraînement.
- Retirer le guide-fil interne.
- Insérer le nouveau guide interne, côté rainure vers l'extérieur, par-dessus les deux broches de positionnement de la plaque d'alimentation.
- Installer un rouleau d'entraînement sur chaque moyeu avec l'anneau de verrouillage.
- Installer le guide-fil externe en l'alignant avec les broches et en serrant les vis à oreilles.
- Fermer le bras de ralenti et engager le bras de pression du rouleau de ralenti. Régler la pression de manière appropriée.
A-4 FLEX FEED 25 L
CHARGEMENT DES BOBINES DE FIL
! AVERTISSEMENT

Gardez les mains, les cheveux, les vêtements et les outils à l'écart des pièces en rotation. Ne portez pas de gants lorsque vous enfilez le fil ou remplacez la bobine. Seul le personnel qualifié doit installer, utiliser ou entretenir cet équipement.
CHARGEMENT DE BOBINES DE 4,5 à 6,8 kg (10 À 15 lb).
Un adaptateur d'axe K468 est requis pour le chargement de bobines de 51 mm (2 po) de large sur des axes de 51 mm (2 po). Utilisez un adaptateur d'axe K468 pour le chargement de bobines de 64 mm (2 ½ po) de large.
- Pressez la barre de déverrouillage du collier de retenue et retirez-la de l'axe.
- Placez l'adaptateur d'axe sur l'axe en alignant la goupille de frein de l'axe avec le trou de l'adaptateur.
- Placez la bobine sur l'axe et alignez la languette de frein de l'adaptateur avec l'un des trous à l'arrière de la bobine. Un repère sur l'extrémité de l'axe indique l'orientation de la languette de frein. Assurez-vous que le fil sort de la bobine dans la bonne direction.
- Réinstallez le collier de retenue. Assurez-vous que la barre de déverrouillage s'enclenche correctement et que le collier de retenue s'engage complètement dans la rainure de l'axe.
CONFIGURATIONS TYPIQUES DU SYSTÈME
Dévidoir
Système d'entraînement breveté à 2 rouleaux. La technologie MAXTRAC® assure une excellente alimentation grâce à :
- des rouleaux d'entraînement brevetés (en instance) qui améliorent la traction sur le fil plein jusqu'à 20 %;
- un bâti rigide en alliage d'aluminium usiné avec précision, offrant une pression de serrage maximale sur les rouleaux d'entraînement;
- des guidages de fil fendus brevetés qui soutiennent complètement le fil et éliminent pratiquement les boucles d'oiseau.
- Aucun outil requis pour remplacer les rouleaux d'entraînement et les guidages de fil.
- Les bras de pression à ressorts doubles brevetés sont suffisamment sensibles pour alimenter les fils souples sans les écraser, tout en exerçant une force de compression suffisante pour les fils pleins ou rigides.
- Tous les rouleaux sont entraînés par engrenage pour une force d'alimentation accrue.
- Moteur puissant et silencieux avec tachymètre intégré pour une régulation précise de la vitesse d'entraînement du fil.
Extras :
- Éclairage interne pour illuminer le compartiment du dévidoir.
INSTALLATION
FONCTIONNEMENT
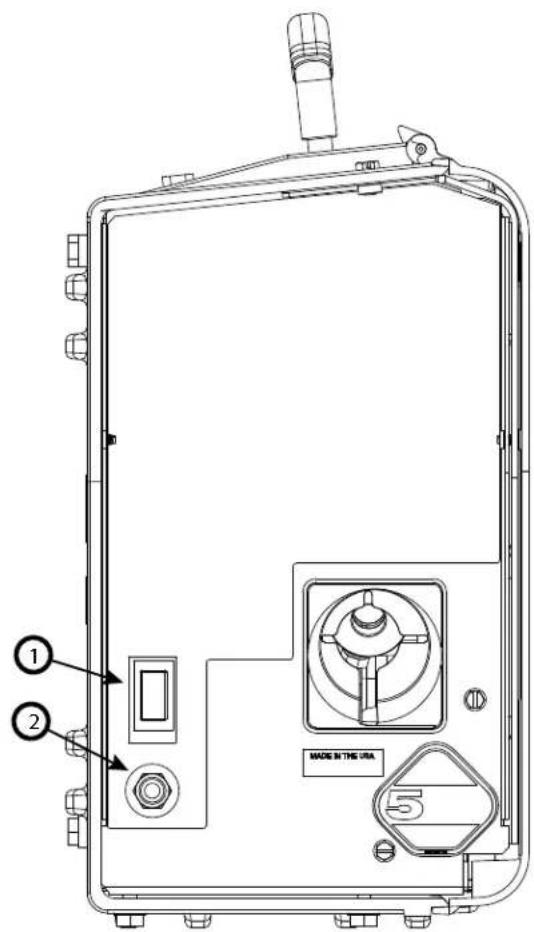
COMMANDES DE L'AVANT DU BOÎTIER
text_image
1 2 MADE IN THE USA 5Illustration 2 : COMMANDES DE L'AVANT DU BOÎTIER
- Interrupteur MARCHE/ARRÊT - Contrôle l'alimentation du Flex Feed 25 L.
- Disjoncteur de 3,5 A - Protège le câblage et les commandes du dispositif d'alimentation.
INTERRUPTEUR MARCHE/ARRÊT
L'interrupteur marche-arrêt met l'alimentation du câble sous tension et hors tension. Il ne contrôle pas l'alimentation de la source d'alimentation de soudage.
SCHÉMA DE CONNEXION DE RÉGLAGE
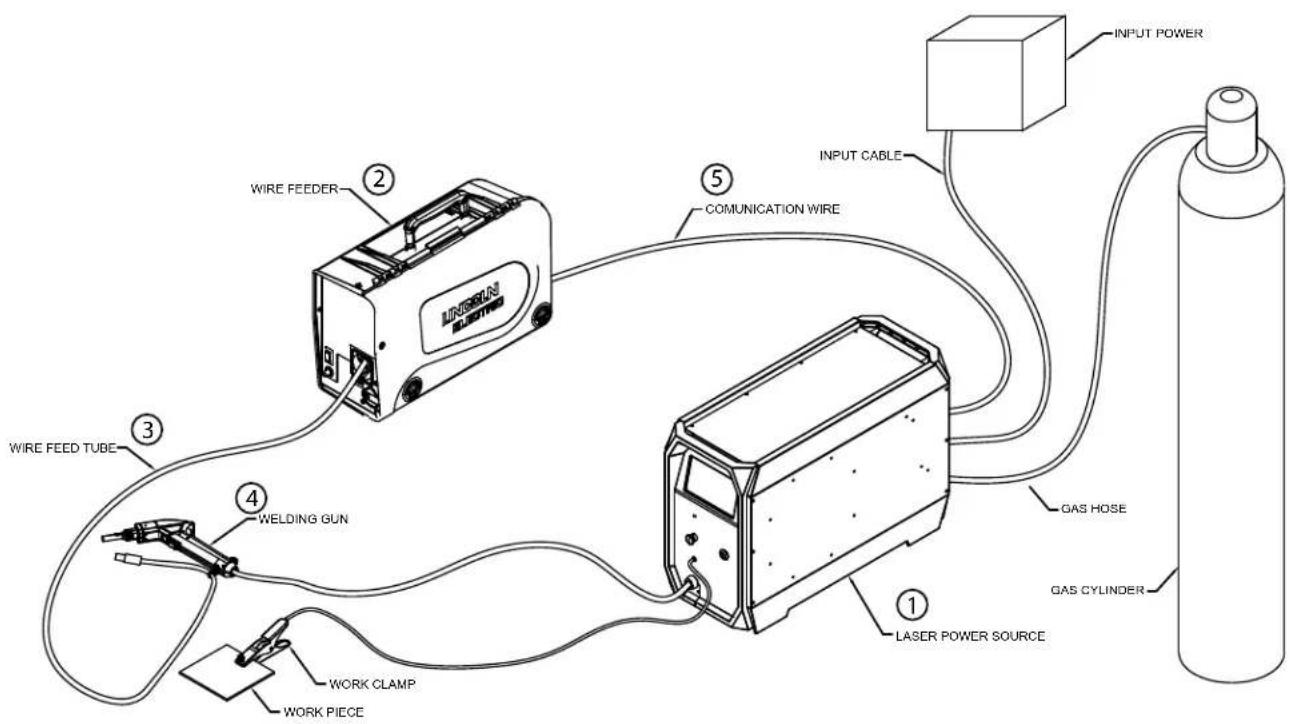
text_image
LISMA WIRE FEEDER WIRE FEED TUBE WELDING GUN WORK CLAMP WORK PIECE COMUNICATION WIRE 1 LASER POWER SOURCE GAS CYLINDER GAS HOSE INPUT CABLE INPUT POWERIllustration 3 : Schéma de connexion de la tête
| ARTICLE | NUMÉRO DE PIÈCE | DESCRIPTION RENSEIGNEMENT | |
| 1 K5 | 730-1 FLEX LASE | 20 SOURCE D'ALIMENTATION | LASER |
| 2 K5 | 731-1 FLEX FEED | 25 L TÊTE D'ALIMENTATION | |
| 3 | KP5797-1 | CONDUIT DE TÊTE D'ALIMENTATION-STANDARD (20 PI) | RELIE LA TÊTE D'ALIMENTATION AU CHALUMEAU LASER. LA DOUBLURE DU CONDUIT PEUT ÊTRE CHANGÉE EN FONCTION DU DIAMÈTRE DU FILAMENT. |
| KP2744-045T | EMBOUT DE CONTACT CONIQUE, 350A, 0,045 | SÉLECTIONNER L'EMBOUT DE CONTACT APPROPRIÉ EN FONCTION DU DIAMÈTRE DU FILAMENT À UTILISER. | |
B-2 FLEX FEED 25 L
| ARTICLE | NUMÉRO DE PIÈCE | DESCRIPTION RENSEIGNEMENT | |
| 4 | KP5799-030 | BUSE (A) - COINS INTÉRIEURS, 0,030 PO À 0,040 PO | SÉLECTIONNER LA BUSE APPROPRIÉE EN FONCTION DU TYPE DE SOUDURE ET DU DIAMÈTRE DU FILAMENT À UTILISER. |
| KP5799-045 | BUSE (B) - COINS INTÉRIEURS, 0,045 PO À 1/16 PO | ||
| KP5800-030 | BUSE - COINS EXTÉRIEURS, 0,030 PO À 0,045 PO | ||
| KP5803-1 BUSE - FOURCHES COURTES | |||
| KP5803-2 BUSE - FOURCHES LONGUES | |||
| 5 9S | M31109 | CÂBLE DE COMMUNICATION D'ALIMENTATION | CÂBLE DE COMMUNICATION À 7 BROCHES CLAVETÉ DE LA SOURCE D'ALIMENTATION À LA TÊTE D'ALIMENTATION DU FILAMENT. TIRER SUR LE RACCORD RAPIDE POUR LE RETIRER. |
COMMANDES INTERNES
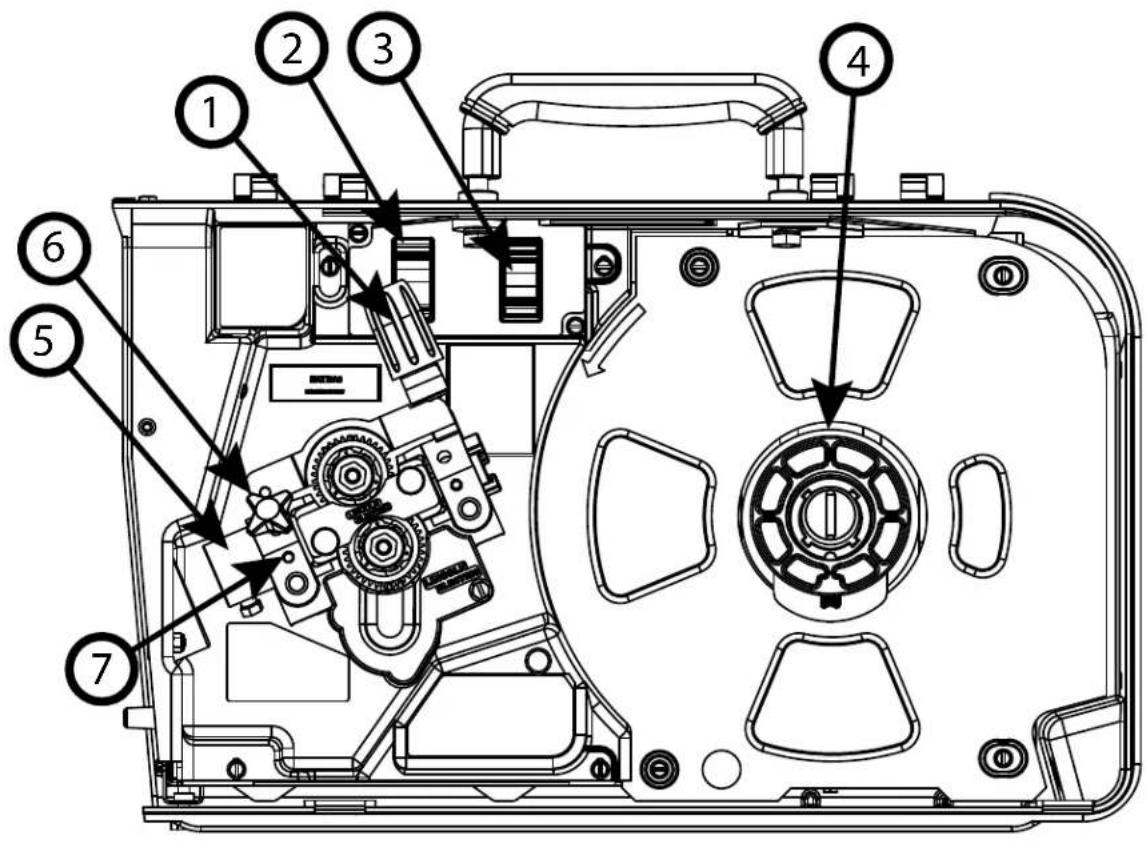
Illustration 4 : Vue interne
FONCTIONNEMENT
| ARTICLE DESCRIPTION | |
| 1 Bras de pression du dévidoir | |
| 2 Interrupteur de lumière interne | |
| 3 Interrupteur d'alimentation à froid | |
| 4 Frein à broche | |
| 5 Bague de conduit | |
| 6 Vis papillon pour fixer le conduit | |
| 7 Vis de calage pour fixer la bague de conduit |
Pour activer l'alimentation à froid, maintenez l'interrupteur en position BASSE. L'alimentation à froid, ou

« l'encrassement à froid » de l'électrode, est utile pour enfiler l'électrode dans le pistolet.
Maintenez l'interrupteur à bascule en position HAUTE pour activer l'inversion de l'alimentation à froid.

INTERRUPTEUR LUMINEUX
Allumez l'interrupteur interne pour éclairer l'intérieur du Flex Feed 25 L.

RÉGLAGE DU BRAS DE PRESSION
Le bras de pression contrôle la force des rouleaux d'entraînement sur le fil. Un réglage correct du bras de pression donne les meilleures performances de soudage.
Régler le bras de pression comme suit :
- Filaments en acier, inox - entre 3 et 5
- Filaments en aluminium - entre 2 et 4
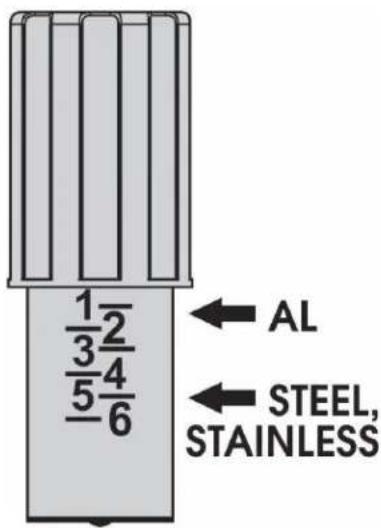
text_image
1/3 2/4 — 5/6 AL STEEL, STAINLESSIllustration 5 : RÉGLAGE DU BRAS DE PRESSION
COMMANDES ARRIÈRE
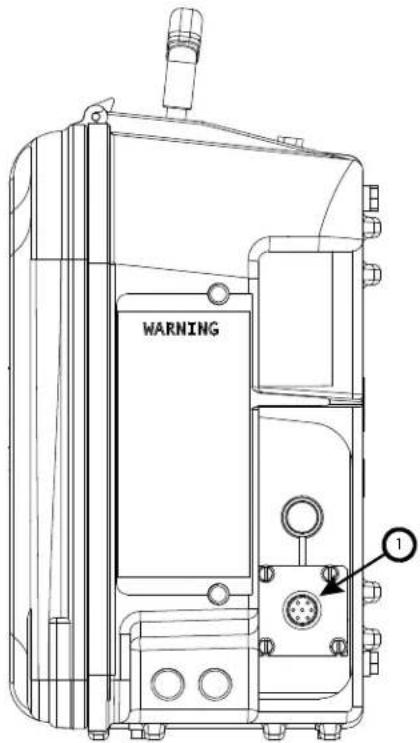
Illustration 6 : Vue arrière
| ARTICLE DESCRIPTION | |
| 1 Connecteur 7 broches |
FLEX FEED 25 L B-5
FONCTIONNEMENT
ACCESSOIRES ET OPTIONS
ACCESSOIRES
| K# Description Inclus | |||
| K5732-1 Chariot laser | Comprend : Pièces pour l'assemblage du chariot et le montage de l'alimentation au chariot. Le chariot n'est pas livré assemblé. | ||
| K5474-1 Trousse de broche HyperFill | Comprend : Arbre de la broche interne, arbre de la broche externe, plaque de frein, rondelle, rondelle ondulée. | ||
| KP5797-1 Conduit | d'alimentation par câble | Conduit d'alimentation par câble standard avec support d'embout de contact à un fil. | |
| KP5797-2A Conduit de tête d'alimentation - Aluminium | Conduit de tête d'alimentation de filament en aluminium avec support d'embout de contact à un fil. | ||
| KP5797-3 Conduit de tête d'alimentation - Hyperfill | Conduit de tête d'alimentation en filament Hyperfill avec support d'embout à contact à fil double. | ||
| N° de trousse Type de fil Taille du fil mm (po) Inclus | |||
| KP1696-035S Acier 0,035 (0,9) | Comprend : 2 rouleaux d'entraînement à rainure en v et 1 guide-fil intérieur. | ||
| KP1696-045S Acier, acier inoxydable | 0,045 (1,2) | ||
| KP1696-052S Acier 1,4 (0,052) | |||
| KP1696-1 Acier 0,9, 1,2 (0,035, 0,045) | |||
| KP1696-2 Acier 0,040 (1,0) | |||
| KP1696-1/16S Acier, acier inoxydable | 1,6 (1/16) | ||
| KP1695-3/64A Aluminium 1,2 (3/64) Comprend : 2 rouleaux | d'entraînement à rainure en U, 4 guide-fils intérieurs et 1 guide-fil extérieur. | ||
| KP1695-1/16A Aluminium 1,6 (1/16) | |||
| K# Description | |||
| KP5799-030 | Buse laser portative (A) - Coins intérieurs, 0,030 po à 0,040 po | ||
| KP5799-045 | Buse laser portative (B) - Coins intérieurs, 0,045 po à 1/16 po | ||
| KP5800-030 | Buse laser portative - Coins extérieurs, 0,030 po à 0,045 po | ||
| KP5801-035 | Buse laser portative - Coins intérieurs, Hyperfill 0,035 po | ||
| KP5802-035 | Buse laser portative - Coins extérieurs, Hyperfill 0,035 po | ||
| KP5803-1 Buse laser portative - Fourches courtes | |||
| KP5803-2 Buse laser portative - Fourches longues | |||
| KP5819-1 Lentille de protection - Flex Lase 20 - Paquet de 10 | |||
| KP5820-1 Lentille de concentration - Flex Lase 20 | |||
| KP2744-035T Embout de contact conique, 350A, 0,035 | |||
| KP2744-040T Embout de contact conique, 350A, 0,040 | |||
| KP2744-045T Embout de contact conique, 350A, 0,045 | |||
| KP2744-052T Embout de contact conique, 350A, 0,052 | |||
| KP2744-116T Embout de contact conique, 350A, 1/16 | |||
| KP5368-035T Embout conique HyperFill STT de 0,9 mm/0,035 po | |||
ACCESSOIRES ET OPTIONS
| K#Description | |
| KP5368-040T Embout | conique HyperFill STT de 1,0 mm/0,040 po |
ENTRETIEN
ENTRETIEN COURANT
Inspector les câbles de commande et les tuyaux de gaz pour déceler toute coupure.
ENTRETIEN PÉRIODIQUE
Inspector les balais du moteur tous les 6 mois ou après 2,5 millions de démarrages d'arc, selon la première éventualité. Remplacez les balais s'ils mesurent moins de 12,7 mm (0,5 po) de longueur.
ENTRETIEN
DÉPANNAGE
COMMENT UTILISER LE GUIDE DE DÉPANNAGE
! AVERTISSEMENT

L'entretien et la réparation ne doivent être effectués que par le personnel qualifié et formé en usine de Lincoln Electric. Les réparations non autorisées effectuées sur cet équipement peuvent entraîner un danger pour le technicien et l'opérateur de l'appareil, et invalider votre garantie d'usine. Pour votre sécurité et pour éviter les décharges électriques, veuillez respecter toutes les consignes de sécurité et toutes les précautions détaillées dans ce manuel.
Ce guide de dépannage est fourni pour vous aider à localiser et à réparer les possibles pannes de l'appareil. Suivez simplement la procédure en trois étapes ci-dessous.
1. REPÉRER LE PROBLÈME (SYMPTÔME)
Regardez sous la colonne intitulée « PROBLÈME (SYMPTÔMES) ». Cette colonne décrit les possibles symptômes que l'outil peut présenter. Trouvez l'élément de la liste qui décrit le mieux le symptôme que l'appareil présente.
2. CAUSE POSSIBLE
La deuxième colonne intitulée « CAUSE POSSIBLE » énumère les possibilités externes évidentes qui peuvent contribuer au symptôme de l'appareil.
3. PLAN D'ACTION RECOMMANDÉ
Cette colonne fournit une marche à suivre pour la cause possible. Celle-ci consiste généralement à communiquer avec votre centre de services extérieurs autorisé Lincoln.
ATTENTION

Si vous ne comprenez pas ou n'êtes pas en mesure d'effectuer le plan d'action recommandé en toute sécurité, communiquer avec votre centre de services extérieurs autorisé Lincoln.
Observez toutes les directives additionnelles de sécurité détaillées dans tout ce manuel.
TABLEAU DE DÉPANNAGE
| PROBLÈMES (SYMPTÔMES) | CAUSE POSSIBLE | PLAN D’ACTION RECOMMANDÉ |
| PROBLÈMES DE TÊTE D’ALIMENTATION | ||
| La tête d’alimentation n’alimente pas le fil et les rouleaux d’entraînement ne tournent pas. | 1. La source d’alimentation est éteinte. | 1. Vérifiez que la source d’alimentation est sous tension. |
| 2. La tête d’alimentation est éteinte. | 2. Vérifiez que la tête d’alimentation est sous tension. | |
| 3. Le disjoncteur de la source d’alimentation pour le dévidoir a sauté. | 3. Vérifiez que le disjoncteur de la tête d’alimentation ne s’est pas déclenché. | |
| 4. L’alimentation électrique n’arrive pas à la tête d’alimentation. | 4. Vérifiez que l’alimentation électrique est fournie à l’alimentateur de fil. Vérifiez que le câble d’alimentation et de communication est branché entre la source d’alimentation et la tête d’alimentation. Vérifiez que le câble d’alimentation et de communication entre la source d’alimentation et la tête d’alimentation n’est pas endommagé. | |
| 5. La tête d’alimentation est désactivée sur la source d’alimentation laser. | 5. Vérifiez que la tête d’alimentation est activée sur la source d’alimentation laser. | |
| 6. L’interrupteur de la tête d’alimentation sur le chalumeau laser est éteint. | 6. L’interrupteur de la tête d’alimentation sur le chalumeau laser est allumé. | |
| Le fil est alimenté de façon irrégulière. | 1. Doublure du pistolet, buse, rouleaux d’entraînement et/ou guide-fil intérieur incorrects. | 1. Vérifiez que le revêtement, l’embout, les rouleaux d’entraînement et le guide-fils intérieur corrects sont installés en fonction du type de filament utilisé et de sa taille. |
| 2. Le câble du pistolet est entortillé et/ou tordu. | 2. Vérifiez s’il y a des courbures prononcées dans la gaine du pistolet ou le conduit. Maintenez le câble du pistolet aussi droit que possible. | |
| 3. L’embout de contact est partiellement fondu, présente des éclaboussures, est usé et/ou a une taille incorrecte. | 3. Examinez l’embout de contact pour vous assurer qu’il n’est pas usé et qu’il est de la bonne taille. Remplacez-le si nécessaire. | |
| 4. Le revêtement du pistolet est usé, sale et/ou de taille incorrecte. | 4. Vérifiez que le revêtement du pistolet et le conduit ne sont pas usés et qu’ils ont la bonne taille. L’électrode de soudage devrait glisser facilement à travers les deux. Remplacez-le si nécessaire. | |
| 5. Le filament glisse dans les rouleaux d’entraînement. | 5. Vérifiez que les bras de pression sont correctement réglés conformément au manuel d’instructions. Remplacez les rouleaux d’entraînement usés au besoin. | |
| 6. Le moteur ne tourne pas régulièrement ou n’est pas alimenté. | 6. Inspectez le moteur à la recherche de balais usés. Remplacez-le si nécessaire. | |
| 7. Angle, emplacement ou orientation incorrects du conduit de la tête d’alimentation sur le chalumeau laser. | 7. Vérifiez comment le conduit de la tête d’alimentation est monté par rapport à la buse du laser. Ajustez l’angle, l’emplacement et/ou l’orientation de manière à ce que le filament soit centré sur le faisceau de guidage rouge et que l’espace entre l’embout de contact du filament et la buse laser soit minimum. | |
DÉPANNAGE
POLITIQUE D'AIDE À LA CLIENTÈLE
POLITIQUE D'AIDE À LA CLIENTÈLE
Lincoln Electric fabrique et vend des équipements de soudage, des systèmes de soudage automatisés, des produits consommables et des équipements de coupage de haute qualité. Notre défi consiste à répondre aux besoins de nos clients, qui sont des experts dans leurs domaines, et à dépasser leurs attentes. À l'occasion, les acheteurs peuvent demander à Lincoln Electric des détails ou des renseignements techniques sur l'utilisation de nos produits. Nos employés répondent aux demandes de renseignements au mieux de leurs capacités en fonction des renseignements et des spécifications qui leur sont fournis par les clients et des connaissances qu'ils peuvent avoir concernant l'application. Cependant, nos employés ne sont pas en mesure de vérifier les renseignements fournis, d'évaluer les exigences d'ingénierie pour un ensemble soudé en particulier, ni de fournir des conseils d'ingénierie en lien avec une situation ou une application spécifique. En conséquence, Lincoln Electric n'offre aucune garantie et n'assume aucune responsabilité à l'égard de ces renseignements ou communications. De plus, la fourniture de tels renseignements ou renseignements techniques ne crée, n'élargit, ni ne modifie aucune garantie sur nos produits. Toute garantie expresse ou implicite qui pourrait découler des données ou des renseignements techniques, y compris toute garantie implicite de qualité marchande ou toute garantie d'adaptation à un usage particulier de tout client, ou toute autre garantie équivalente ou similaire, est expressément rejetée.
Lincoln Electric est un fabricant responsable, mais la définition des spécifications, ainsi que la sélection et l'utilisation des produits spécifiques vendus par Lincoln Electric sont uniquement sous le contrôle et demeurent la seule responsabilité du client. De nombreuses variables au-delà du contrôle de Lincoln Electric ont une incidence sur les résultats de l'application de ces méthodes de fabrication et de ces exigences de service.
ÉQUIPEMENT DE CONTRÔLE DES VAPEURS DE SOUDURE
Le fonctionnement de l'équipement de contrôle des émanations de soudage est affecté par divers facteurs, notamment l'utilisation et le positionnement adéquats de l'équipement, l'entretien de l'équipement ainsi que la procédure et l'application spécifiques de soudage. Le niveau d'exposition des travailleurs doit être vérifié lors de l'installation et périodiquement par la suite pour être certain qu'il se situe dans les limites TLV de l'ACGIH et PEL de l'OSHA applicables.
LISTE DE PIÈCES
Le contenu et les détails peuvent être modifiés ou mis à jour sans préavis. Pour obtenir les manuels d'instructions à jour, allez à PARTS.LINCOLNELECTRIC.COM.