
CPM PRO - Poste à souder LINCOLN ELECTRIC - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil CPM PRO LINCOLN ELECTRIC au format PDF.

| Caractéristique | Détails |
|---|---|
| Type de poste à souder | Poste à souder MIG/MAG |
| Tension d'alimentation | 230 V |
| Intensité de soudage | De 30 à 180 A |
| Poids | Environ 20 kg |
| Dimensions | 600 x 400 x 300 mm |
| Utilisation recommandée | Soudage de métaux ferreux et non ferreux |
| Accessoires inclus | Pistolet de soudage, câble de masse, masque de protection |
| Maintenance | Nettoyage régulier des buses et des connexions électriques |
| Normes de sécurité | Conforme aux normes CE, protection contre les surcharges |
| Garantie | 2 ans |
| Informations supplémentaires | Facilité de transport grâce à sa conception compacte |
FOIRE AUX QUESTIONS - CPM PRO LINCOLN ELECTRIC
Questions des utilisateurs sur CPM PRO LINCOLN ELECTRIC
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice CPM PRO - LINCOLN ELECTRIC et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil CPM PRO de la marque LINCOLN ELECTRIC.
MODE D'EMPLOI CPM PRO LINCOLN ELECTRIC
Le fabricant vous remercie de la confiance que vous lui avez accordée en acquérant cet équipement qui vous donnera entière satisfaction si vous respectez ses conditions d'emploi et d'entretien.
Sa conception, la Specification des composants et sa fabrication sont en accord avec les directives européennes applicables.
Nous vous engageons a vous reporter à la déclaration CE jointe pour connaître les directivesiaux quel il est soumis.
Le fabricant dégage sa responsabilité dans l'association d'éléments qui ne serait pas de son fait.
Pour votre sécurité, nous vous indiquons ci-après une liste non limitative de recommendations ou obligations dont une partie importante figure dans le code du travail.
Nos you demandons enfin de bien fouloir informer votre fournisseur de toute erreur qui aurait pu se glisser dans la redaction de cette notice d'instructions.
Table des matieres
A - CONSIGNES DE SECURITE 1
B - DESCRIPTION 1
1 - Généralité 1
2 - Characteristiques des faisceaux de torches 1
3 - Caracteristiques des fluides 2
4 - Refroidissement de la torche 3
5 - Valises proceeds CPM PRO INOX 3
C - DESCRIPTION DES DIFFERENTS MONTAGE POUR LA COUPE PLASMA. 4
1 - Nez de torche CPM PRO INOX 4
2 - CPM PRO INOX «420A - 510A - 600A» Argon/Hydrogène
3 - CPM PRO INOX «60A - 90A - 120A» Vortex d'eau
4 - CPM PRO INOX «180A - 240A - 300A» Vortex d'eau
5 - CPM PRO INOX «510A - 600A» Vortex d'eau
6 - Procedure de montage CPM PRO INOX «420A - 600A» Argon/Hydrogène -14
7 - Procedure de montage CPM PRO INOX «60A - 240A» Vortex d'eau 15
8 - Procedure de montage CPM PRO INOX «300A - 600A» Vortex d'eau-16
9 - Faisceau et embase torche HPi 17
D - FAISCEAUX DE TORCHE 18
1 - Raccordement faisceaux cote torche CPM PRO INOX 18
2-Raccordement faisceaux cote coffret BRTi 19
E-ENTRETIEN ET MAINTENANCE 20
1 - Entretien et maintenance 20
2 - Regles à respecter pour le montage de la CPM PRO INOX- 21
3 - Depannage 22
4 - Pieces de rechange 22
NOTES PERSONNELLES 24
REVISION:B:10/22
DATE
DESIGNATION PAGE
Ajout reference «P04180322» 4
A - CONSIGNES DE SECURITE
Pour les consignes de sécurité générales se reporter au manuel spécifique fourni avec cet équipement.
Avant toute intervention sur la torche, assurez-vous que le générateur est hors tension.
Lors de l'opération de coupe, le nez de la torche peut être améné à une température elevée, avant démontage il est impératif d'utiliser des moyens de protection.
REJET DU FREEZCOOL
- RED: W000010167 (9,6 L) Liquide caloporteur 285 de couleur rose
GREEN: W000404005 (9,6 L)
Le frezcool ne doit pas etre déversé en grande quantité dans le milieu naturel. Vous devez respecter les normes de rejet locales en matière de DCO*).
Avant tout rejet renseignez-vous auprès du service des eaux afin de connaître les modalités de votre région.
Indiquez-leur:
- la DCO du freezcool (741000 mg/kg)
-la quantite a rejeter en kg
Le service des eaux vous indiquera la démarche à suivre et en particulier :
- le lieu
- la quantité
- l'heure ...
*: La DCO (Demande Chimique en Oxygené) représentée la partie du produit qui demande de l'oxygène,
ex: les sels mineraux oxydables et la majeure partie des composés organiques.
B - DESCRIPTION
1 - Généralité
La torche NERTAJET Hpi et les nez de torche CPM PRO INOX sont des outils de Coupe Plasma obligatoirement mecanisés et étudiés pour être accouplés à une installation NERTAJET Hpi.
Dans unnez de torche CPM PRO INOX est insere une electrode de forme et de nature appropriee au gaz plasmagene choisi en fonction de I'application.
L'extrémité de la torche recoit une tuyère double injection qui, par l'effet combiné de l'arc électrique, du gaz plasmagène et du 2ème gaz injecté forme le plasma.
2 - Characteristiques des faisceaux de torches
Référence faisceau + embase W000401873 AS-CS-04097674 W000377822 W000377823
Longueur faisceau 1.1m1.6m2.2m3.4m
Commentaires
Pour installation
NERTAJET HPI
Pour installation
NERTAJET HPI
Pour installation
NERTAJET HPI
Pour installation
NERTAJET
BEVEL HPI
Reference nez de torche AS-CW-CPMPROINOX
Intensité maximum 600 A
Facteur de marche 100%
Poids faisceau + embase 4 Kg 4 Kg 5 Kg 7 Kg
Type d'amorçage
principe HF
gaz Argon
| Type Utilisation | Pression alim. | Pression utilisation | Débit (utilisation maxi) | Pureté | |||
| 150A 300A 450A | |||||||
| -- Bar Bar l/min | |||||||
| Argon | - Gaz pilote plasma - Marquage plasma | 9 1 à 6 | 30 65 80 99 | 998% | |||
| Azote | - Gaz coupe plasma - Gaz protection plasma | 9 0.5 à | 7 75(144 **) | 135 150 99.99% | |||
| ArH2 35% | - Gaz coupe plasma - Gaz protection plasma | 9 0.5 à | 7 25(29 **) | 52 70 | 99.99% | ||
| Argon (MIXOJET) | Alimentation du MIXOJET 20 | 12 | - 32 44 | 56 99.99% | |||
| Hydrogène (MIXOJET) | Alimentation du MIXOJET 20 | 12 | - 14 20 | 25 99.99% | |||
| Eau | Vortex plasma | 6 | - | 2 | 2 | 2 | (*) |
| Freezcool | Refroidissement 150A-300A-450A | - | 7.5 à 8.5 | 4,0 l/min minimum T°=22 à 23 °C | Freezcool | ||
| Friojet 300i | Friojet 300i | Friojet 720 | |||||
| Eau | Refroidissement 150A-300A-450A | - | 7.5 à 8.5 | 4,0 l/min minimum T°=22 à 23 °C | (*) | ||
| Friojet 300i | Friojet 300i | Friojet 720 | |||||
**: Pour coupe chanfrein
(^*) : NATURE DE L'EAU DU VORTEX D'EAU
L'eau utilisé doit être déminéralisée avec un pH neutre (compris entre 6.5 et 8.3), une durée inférieure à 10^ et une résistivité supérieure à 100K/cm^2/cm .
En fonction des caractéristiques de l'eau, il est recommendé d'utiliser soit un déminéralisateur, soit un système d'osmose inverse ou toute autre installation désionsante.
Pour le refroidissement en circuit fermé des torches de coupage plasma avec les FRIOJET, on peut utiliser comme liquide caloporteur:
-
soit du liquide freezcool
-
soit de l'eau déminéralisée.
Liquide special freezcool «RED» => W000010167 (bidon de 9,6L)
Ce produit est:
- antigel jusqu'à -27°C
- anti-algues
- anti-corrosion
-nontoxique
-ininflammable.

Celui-ci est prét à l'emploi.
NE JAMAIS RAJOUTER D'EAU
Liquide spécial freezcool «GREEN» => W000404005 (bidon de 9,6L)
Ce produit est:
- antigel jusqu'à -5°C
- anti-algues
- anti-corrosion
-nontoxique
-ininflammable.

Celui-ci est prét à l'emploi.
NE JAMAIS RAJOUTER D'EAU

NE PAS MELANGER LE FREEZCOOL «RED» ET LE FREEZCOOL «GREEN»
Eau déminéralisée
Celle-ci doit avoir:
- une résistivite electrique elevée
un PH voisin de 7.

Attention: avec de l'eau => RISQUE DE GEL

Attention: NE JAMAIS AJOUTER D'ANTIGEL
5 - Valises proceeds CPM PRO INOX
| AS-CW-04150505 | Valise CPM PRO INOX Argon/hydrogène 600A | 420 - 510 - 600 |
| AS-CW-04150500 | Valise CPM PRO INOX vortex d'eau | 60 - 90 - 120 |
| W000374323 | Complément tiroir NERTAJET HP300 (180 à 300 A) | 180 - 240 - 300 |
| W000384203 | Complément tiroir NERTAJET HP600 (510 à 600 A) | 510 - 600 |
1 - Nez de torche CPM PRO INOX
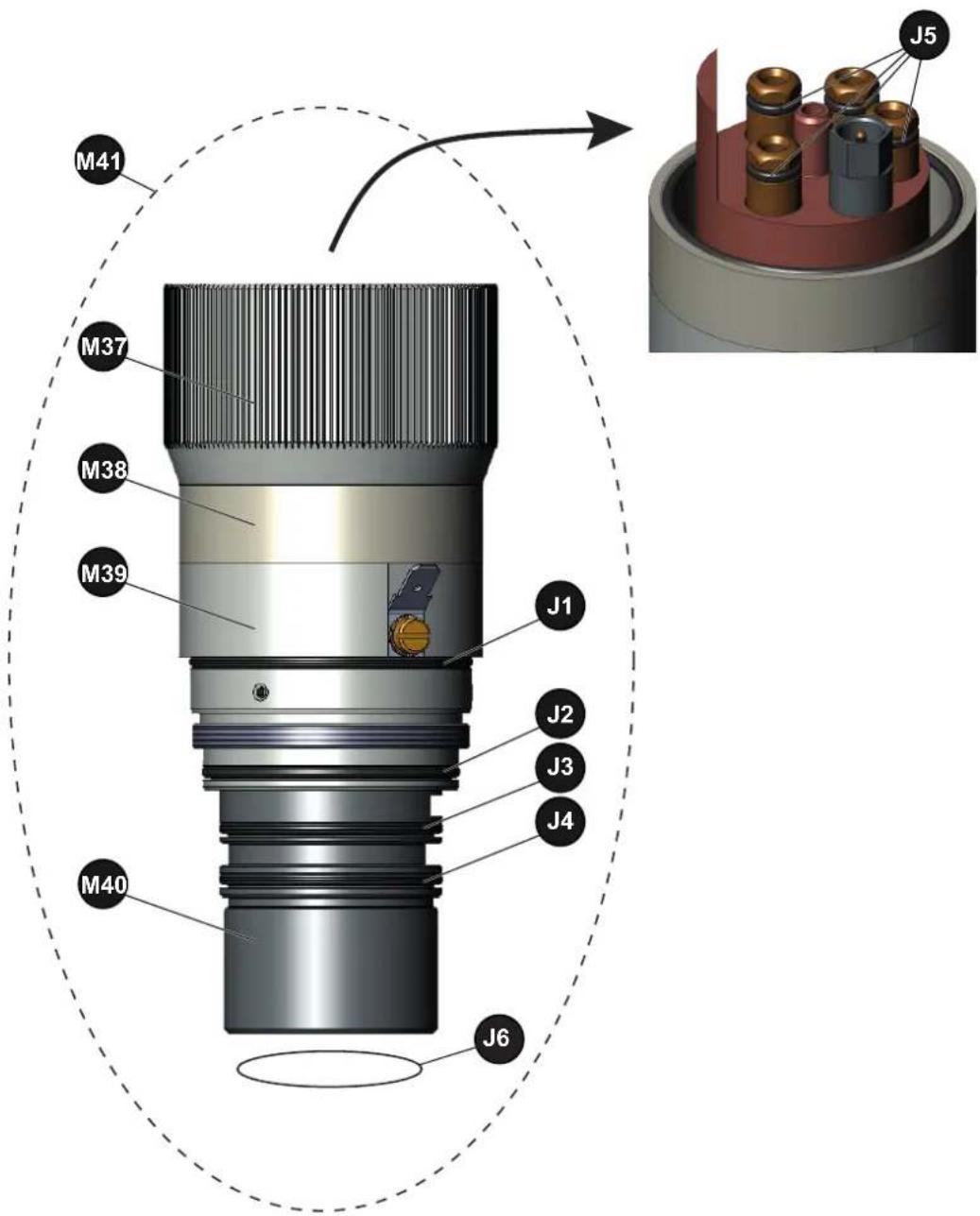
| MONTAGE NEZ DE TORCHE CPM PRO INOX | ||||
| Repère | Référence Désignation | Symbole | ||
| M37 | P04180308 | Ecrou corps de torché CPM PRO INOX | ||
| M38 | P04180309 Entretoise isolante | |||
| M39 | P04180305 | Fêt corps de torché CPM PRO INOX | ||
| M40 | P04180304 Isolant intermediaire | |||
| M41 | AS-CW-CPMPPROINOX | Nez de torché CPM PRO INOX | ||
| J1 AS-CW-04180318 Joint torque Ø50x2 (lot de 5) | ||||
| J2 AS-CW-04180325 Joint torque Ø46x2 (lot de 5) | ||||
| J3 AS-CW-04180324 Joint torque Ø38,7x2 (lot de 5) | ||||
| J4 AS-CW-04180324 Joint torque Ø38,7x2 (lot de 5) | ||||
| J5 AS-CW-04180316 Joint torque Ø6,75x1,78 (lot de 5) | ||||
| J6 P04180322 Joint torque Ø24x2 FKM80 | ||||
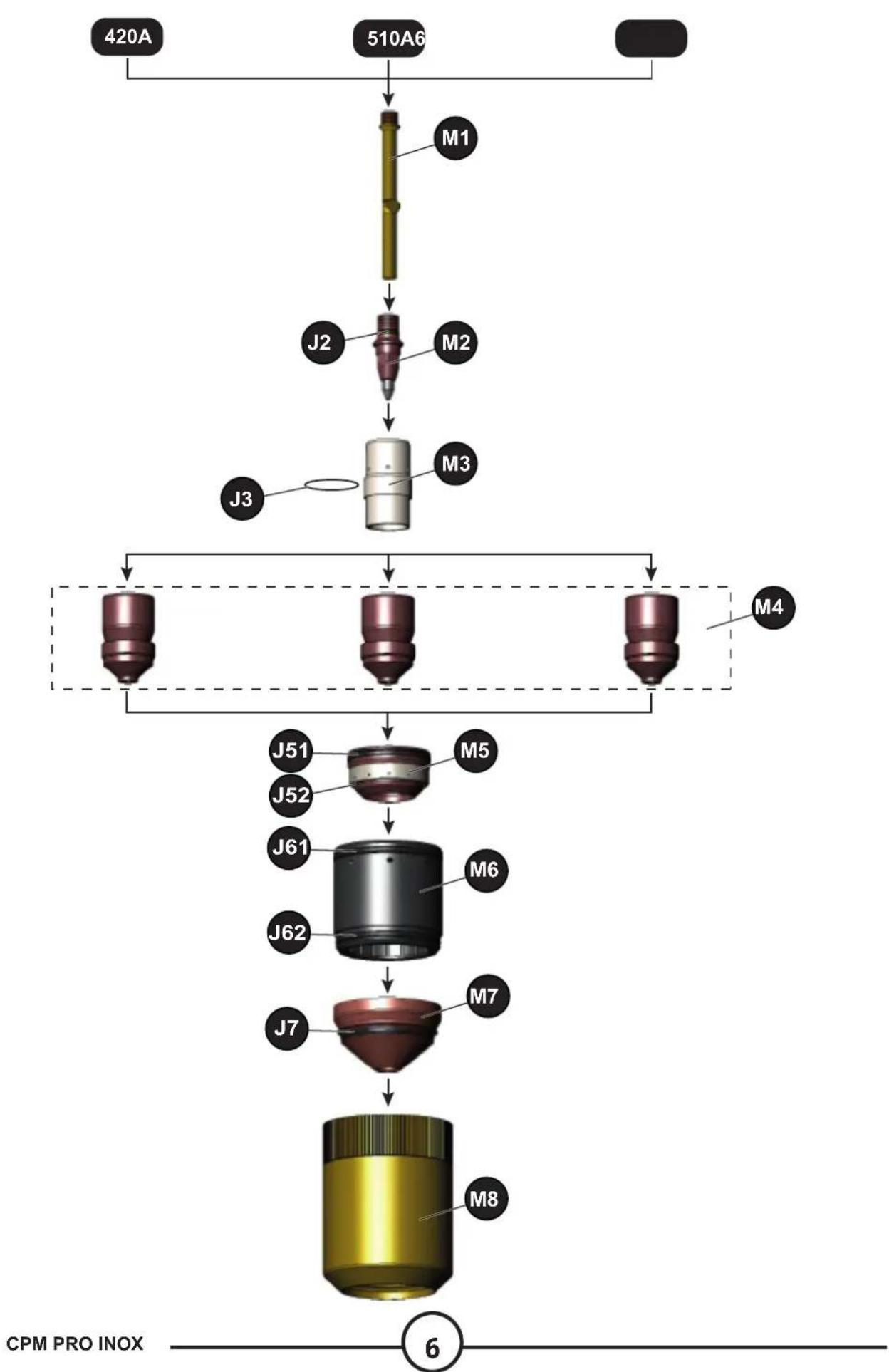
| MONTAGE «420A - 510A - 600A» Argon/Hydrogène | ||||
| Repère | Référence Désignation Symbole | |||
| M1 AS-CW | -001820 | Tube plongeur electrode pointue 600A CPM PRO INOX | ||
| M2 AS-CW | -001823 | Electrodre pointue 600A ARH2 CPM PRO INOX | ||
| M3 | AS-CW-002048 | Diffuseur gaz 600A ARH2 CPM PRO INOX | ||
| M4 AS-CW | -001849 | Tuyère 420A ARH2 CPM PRO INOX | ||
| AS-CW-001850 | Tuyère 510A ARH2 CPM PRO INOX | |||
| AS-CW-001851 | Tuyère 600A ARH2 CPM PRO INOX | |||
| M5 AS-CW | -001854 | Coiffe interne 600A ARH2 CPM PRO INOX | ||
| M6 AS-CW | -001856 | Diffuseur coiffe refroidie 600A ARH2 CPM PRO INOX | ||
| M7 AS-CW | -001855 | Tuyère aval 600A ARH2 CPM PRO INOX | ||
| M8 AS-CW | -001822 | Coiffe externe refroidie 600A ARH2 CPM PRO INOX | ||
| J2 AS-CW | -04180333 Joint torque Ø8x1,25 - FKM80 | |||
| J3 AS-CW | -04180332 Joint torque Ø14x1,78 - FKM80 | |||
| J51 AS-CW | -04180327 Joint torque Ø33x2 - FKM80 | |||
| J52 AS-CW | -04180328 Joint torque Ø24,6x2,40 - FKM80 | |||
| J61 AS-CW | -04180331 Joint torque Ø45x2 - FKM80 | |||
| J62 AS-CW | -04180335 Joint torque Ø41x1,78 - FKM80 | |||
| J7 AS-CW | -04180329 Joint torque Ø37,82x1,78 - FKM80 | |||
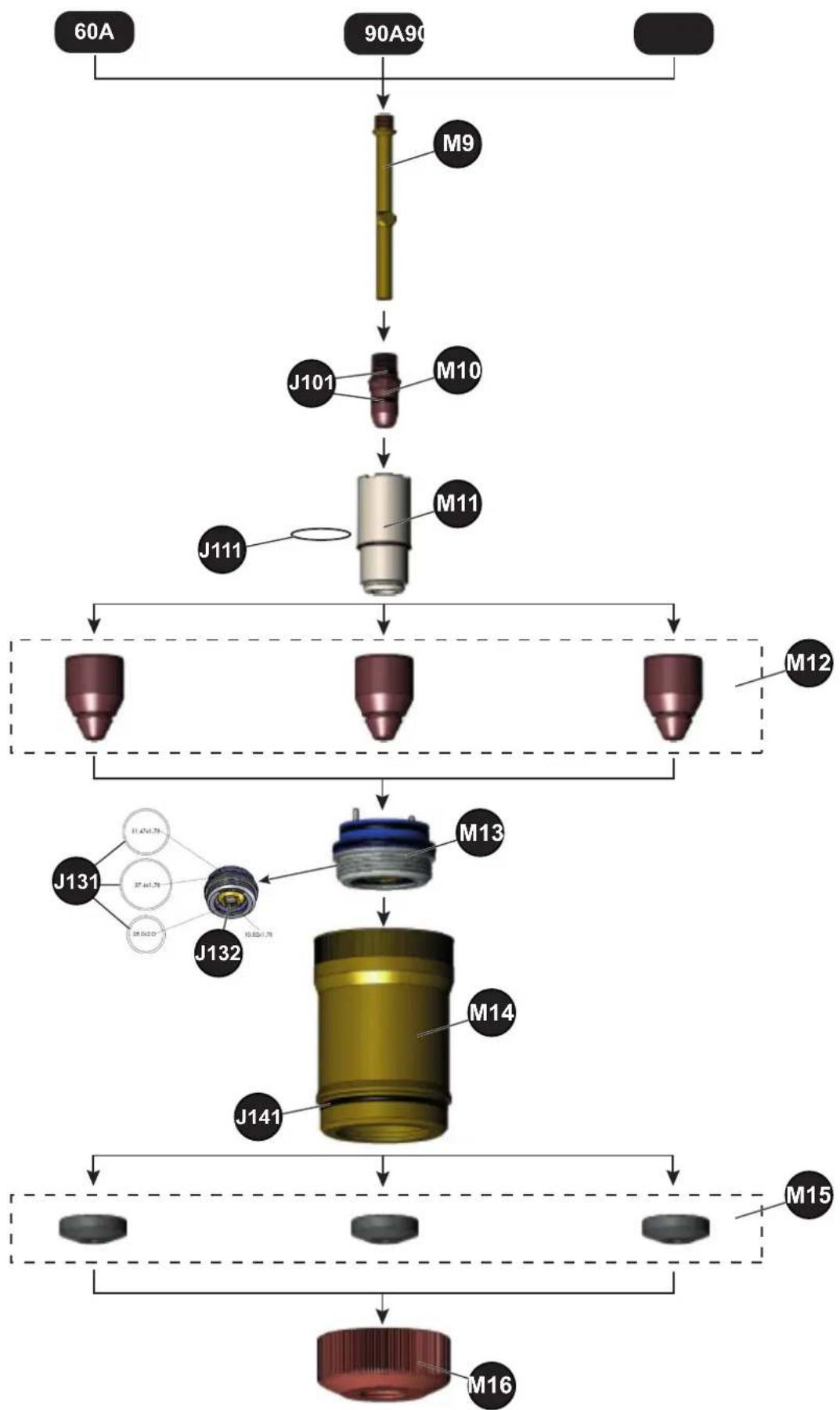
| MONTAGE «60A - 90A - 120A» Vortex d'eau | |||
| Repère Récurrence Désignation Symbole | |||
| M9 AS-CW | 001821 | Tube plongeur electrode plate 600A CPM PRO INOX | |
| M10 W0003 | 25107 Electrode W2 | W2 | |
| M11 W0003 | 25077 Diffuseur de gaz droit "20 à 240A" | ||
| M12 W0003 | 25106 Tuyère plasma pour utilisation à "60A" 90-Ø1,3 | ||
| W000325108 Tuyère plasma pour utilisation à "90A" 120-Ø1,6 | |||
| W000325574 Tuyère plasma pour utilisation à "120A" 150-Ø1,8 | |||
| M13 W0003 | 72583 | Kit vortex d'eau interne CPM PRO INOX | |
| M14 W0004 | 03502 Coiffe externe vortex d'eau | ||
| M15 | Tuyère céramique vortex d'eau "60A" | Ø2,2 | |
| W000325111 Tuyère céramique vortex d'eau "90A" Ø2,8 | |||
| W000325112 Tuyère céramique vortex d'eau "120A" Ø3,2 | |||
| M16 W0003 | 72582 | Ecrou pour tuyère vortex ceramique CPM PRO INOX | |
| J101 Z0408 | 1283 Joint 8x1,25 Nitrile (lot de 5) | ||
| J111 S0408 | 0916 Joint 18,5x12 Nitrile (lot de 5) | ||
| J131 | Kit joints du kit vortex d'eau: - 2x31,47x1,78 - 2x37,4x1,78 - 2x28x2 | ||
| J132 | Joint 10,82x1,78 Nitrile (lot de 5) | ||
| J141 Z0409 | 2198 Joint 46x2 Nitrile | ||
| MONTAGE «180A - 240A - 300A» Vortex d'eau | |||
| Repère | Référence Désignation Symbole | ||
| M17 AC-CW | -001821 | Tube plongeur electrode plate 600A CPM PRO INOX | |
| M18 W0003 | 25107 Electrode W2 | W2 | |
| M19 W0003 | 25077 Diffuseur de gaz droit "20 à 240A" | ||
| M20 W0002 | 62880 Support vortex "300A et plus" | ||
| M21 S0409 | 2098 Vortex gaz droit "300A et plus" | ||
| M22 W0003 | 72626 Electrode W4 | W4 | |
| M23 W0003 | 25575 Tuyère plasma pour utilisation à "180A" 200 - Ø2,0 | ||
| W000325084 Tuyère plasma pour utilisation à "240A" 240 - Ø2,2 | |||
| Z04091350 Tuyère plasma pour utilisation à "300A" 320 - Ø3,0 | |||
| M24 W0003 | 72583 | Kit vortex d'eau interne CPM PRO INOX | |
| M25 W0004 | 03502 Coiffe externe | vortex d'eau | |
| M26 W0003 | 25093 Tuyère céramique vortex d'eau "180A" Ø3,8 | ||
| W000325092 Tuyère céramique vortex d'eau "240A" Ø4,2 | |||
| W000325094 Tuyère céramique vortex d'eau "300A" Ø4,6 | |||
| M27 W0003 | 72582 | Ecrou pour tuyère vortex ceramique CPM PRO INOX | |
| J181 Z04081 | 283 Joint 8x1,25 Nitrile (lot de 5) | ||
| J191 S0408 | 0916 Joint 18,5x12 Nitrile (lot de 5) | ||
| J211 S0409 | 2099 Joint 16x1 Nitrile (lot de 5) | ||
| J221 Z04081 | 283 Joint 8x1,25 Nitrile (lot de 5) | ||
| J222 S0409 | 2081 Joint 8,1x1,6 (lot de 5) | ||
| J241 W0003 | 72628 | Kit joints du kit vortex d'eau: - 2x31,47x1,78 - 2x37,4x1,78 - 2x28x2 | |
| J242 W0003 | 25028 Joint 10,82x1,78 | Nitrile (lot de 5) | |
| J251 Z0409 | 2198 Joint 46x2 Nitrile | ||
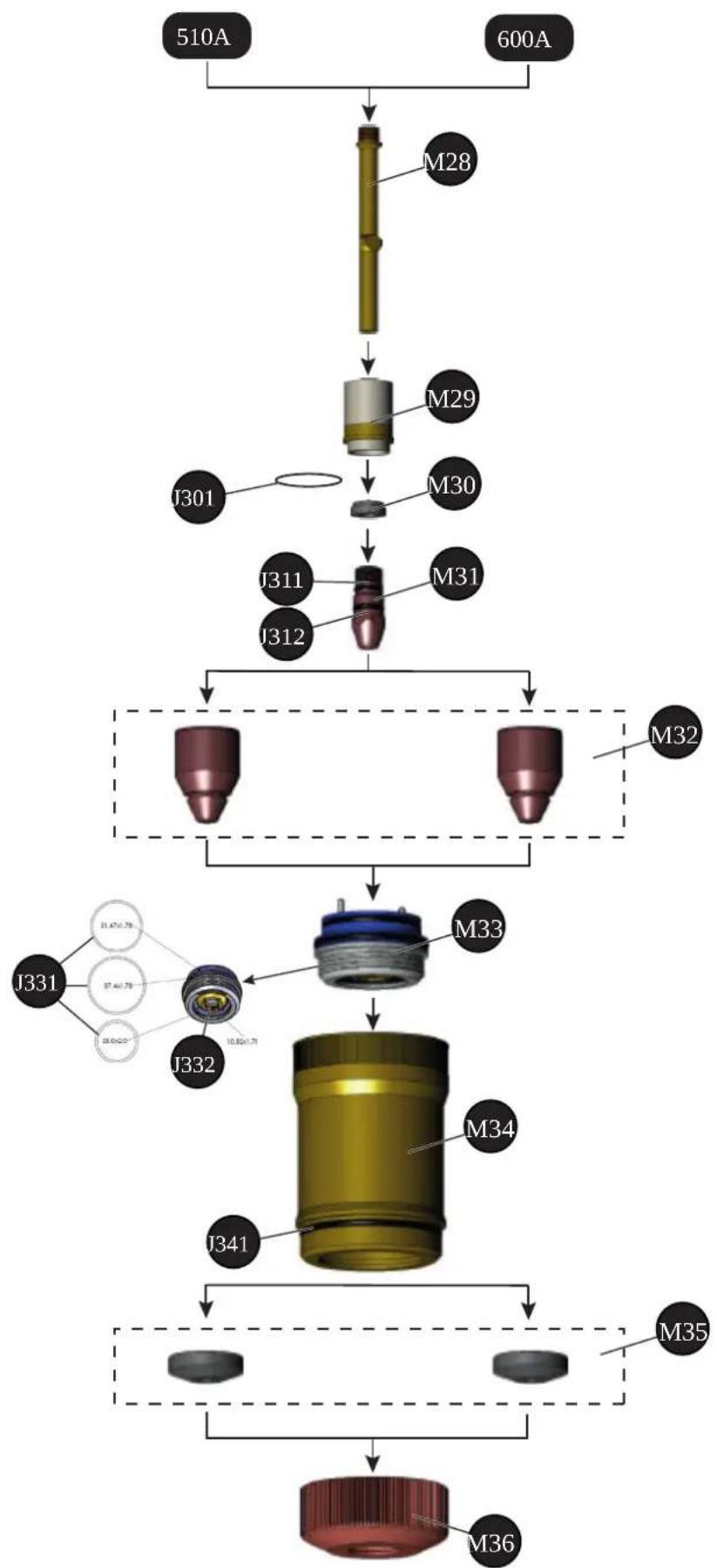
| MONTAGE «510A - 600A» Vortex d'eau | ||||
| Repère | Référence Désignation Symbole | |||
| M28 AS-CW | -001821 | Tube plongeur electrode plate 600A CPM PRO INOX | ||
| M29 W0002 | 62880 Support vortex | “300A et plus” | ||
| M30 S0409 | 2098 Vortex gaz droite | “300A et plus” | ||
| M31 W0003 | 72626 Electrode W4 | W4 | ||
| M32 Z0409 | 1351 Tuyère plasma | pour utilisation à “510A” 500 - Ø3,5 | ||
| Z04091352 Tuyère plasma pour utilisation à “600A” 640 - Ø4,0 | ||||
| M33 W0003 | 72583 | Kit vortex d'eau interne CPM PRO INOX | ||
| M34 W0004 | 03502 Coiffe externe | vortex d'eau | ||
| M35 Z0409 | 1369 Tuyère céramique | vortex d'eau “510A” Ø4,8 | ||
| Z04091370 Tuyère céramique vortex d'eau “600A” Ø5,9 | ||||
| M36 W0003 | 72582 | Ecrou pour tuyère vortex ceramique CPM PRO INOX | ||
| J301 S0409 | 2099 Joint 16x1 Nitrile (lot de 5) | |||
| J311 Z0408 | 1283 Joint 8x1,25 Nitrile (lot de 5) | |||
| J312 S0409 | 2081 Joint 8,1x1,6 (lot de 5) | |||
| J331 | W000372628 | Kit joints du kit vortex d'eau: - 2x31,47x1,78 - 2x37,4x1,78 - 2x28x2 | ||
| J332 | W000325028 | Joint 10,82x1,78 Nitrile (lot de 5) | ||
| J341 Z0409 | 2198 Joint 46x2 Nitrile | |||

Une coupe de qualite commence par un soin rigoureux du nez de torche et des consommables

Avant et après chaque utilisation, e ectuer un nettoyage (voir chapitre E - ENTRETIEN ET MAINTENANCE)

Une coupe de qualité commence par un soin rigoureux du nez de torche et des consommables
Avant et après chaque utilisation, effectuer un nettoyage (voir chapitre E - ENTRETIEN ET MAINTENANCE)
Leger Moderé Fort
L
00
Une coupe de qualité commence par unsoon rigoureux du nez de torche et des consommables
Avant et après chaque utilisation, effectuer un nettoyage (voir chapitre E - ENTRETIEN ET MAINTENANCE) Avant et après chaque utilisation, effectuer un nettoyage
Leger Moderé Fort
C
N
T
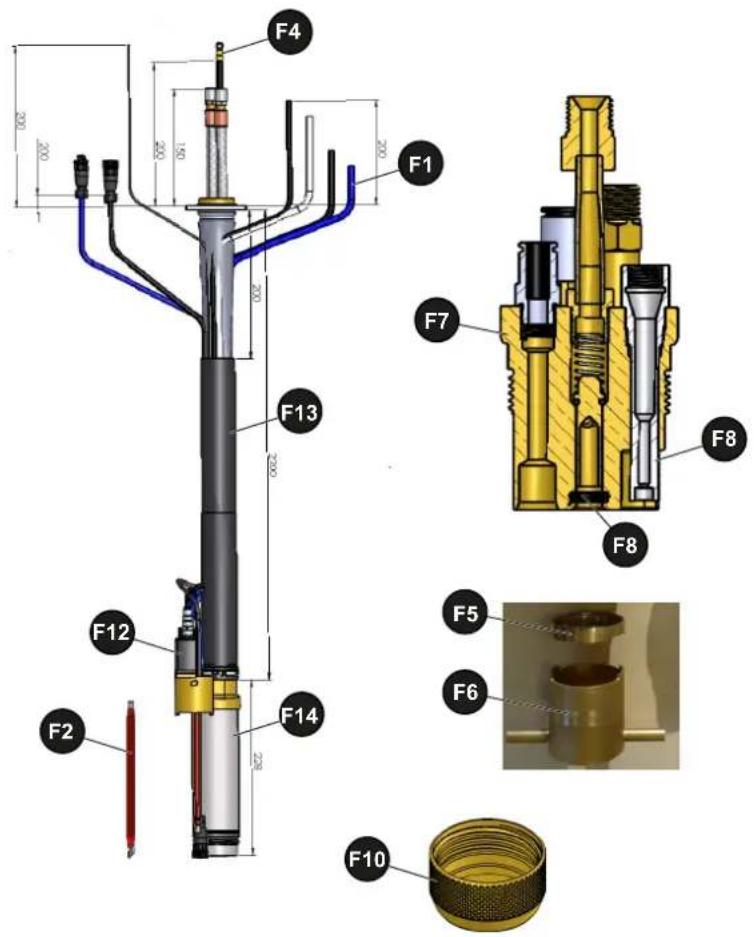
| Faisceau + embase HPI | |||
| Repère Référence Désignation | A stock | ||
| F1 | W000401873 | Faisceau + embase torché HPI (longueur 1,1 m) Connecteurs compatibles BRTi | |
| AS-CS-04097674 | Faisceau + embase torché HPI (longueur 1,6 m) Connecteurs compatibles BRTi | ||
| W000377822 | Faisceau + embase torché HPI (longueur 2,2 m) Connecteurs compatibles BRTi | ||
| W000377823 | Faisceau + embase torché HPI (longueur 3,4 m) Connecteurs compatibles BRTi | ||
| F2 W | 00037 | 2173 Kit cable de rechange « touch&go » | |
| F4 W | 00037 | 2171 Câble HF complet pour faisceau de torche | |
| F5 W | 00037 | 2172 Ecrou de fixation embase | |
| F6 W | 00037 | 2170 Outil de serrage pour embase | |
| F7 W | 00038 | 1062 | Embase CPM PRO INOX completé HPI |
| F8 W | 000372169 | Traversée HF pour embase CPM PRO INOX | |
| F9 W | 000372968 | Joint 6.8x2 pour embase CPM PRO INOX | |
| F10 W | 000375181 | Ecrou de protection embase CPM PRO INOX | |
| F12 AS | S-CS | 5908126 | EV embase HPI |
| F13 V | 00038 | 3305 | Faisceau de torché HPI complet 2.2m |
| F14 V | 00038 | 3304 | Tube embase pour HPI |
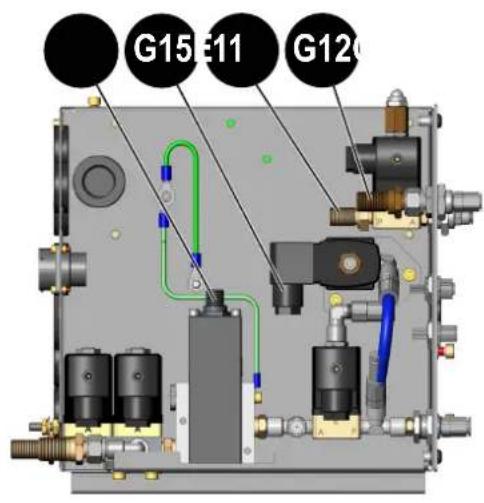
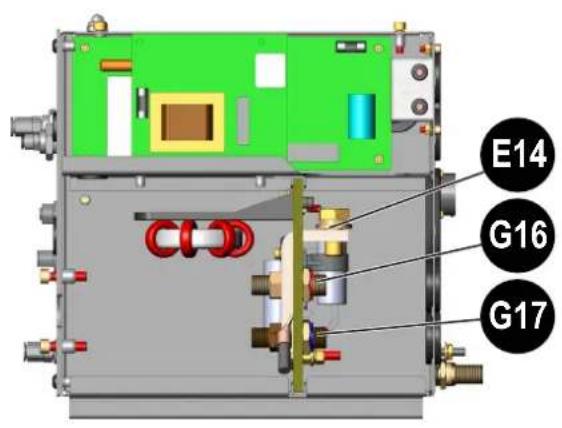
1 - Raccordement faisceaux cote torche CPM PRO INOX
BRTi
1 Gaz annulaire
2 Entrée circuit de refroidissement + amenée de courant
3 Vortex
4 Gaz de coupe
5 Retour circuit de refroidissement + amenée de courant
6 Câble tuyère
13 Detection tôle (à connecter sur le corps de torche)
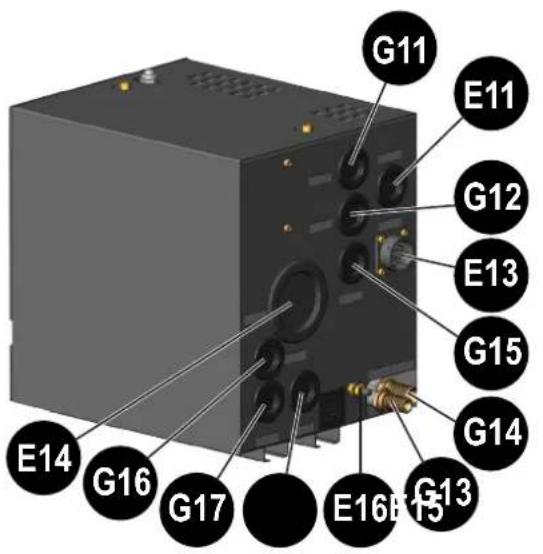

Repere Entrées
| G11 Entrée Gaz Pilote / Marquage | |
| G12 Entrée Gaz Coupe | |
| G13 Entrée Gaz Annulaire 1 | |
| G14 Entrée Gaz Annulaire 2 | |
| G15 Option (Eau pour vortex) | |
| G16 Refroidissement (retour) | |
| G17 Refroidissement (arrivée) | |
| E11 | Pilotage vanne proportionnelle gaz annulaire |
| E13 | Câble BRGi / BRTi |
| E14 Câble électrode | |
| E15 Câble tuyère | |
| E16 | Mise à la terre coffret BRTi |
Repèré Sorties
| G21 Ligne Gaz Pilote / Marquage | |
| G22 Ligne Gaz Coupe | |
| G23 | Ligne Gaz Annulaire Torche CPM400 BLACK |
| G24 | Ligne Gaz Annulaire Torche CPM PRO INOX |
| E31 Câble Commande EV torche - Y9 | |
| E32 Câble choc torche | |
| E33 Câble détction tôle | |
| E34 Faisceau Embase Torche | |

Avant toute intervention sur la torche, assurez-vous que le générateur est hors tension.

Lors de l'opération de coupe, le nez de la torche peut etre amene a une temperature elevée, avant demontage il est imperatif d'utiliser des moyens de protection.
1 - Entretien et maintenance
Les torches de coupage plasma CPM PRO INOX sont le siège des différents phénomènes qui créé l'arc plasma. Pour cela, elles sont alimentées en:
- énergie électrique,
- gaz plasmagène,
- eau de refroidissement,
par l'intermédiaire d'un faisceau de tuyaux et de cables.

Remarque:
L'usure normale de la tuyere et de I'electrode limite la durée de vie de ces pieces rendant leur remplacement nécessaire.
Une erreur de montage ou un oubli de pieces sont préjudiciables à la vie de la torche.
Lors d'un demontage ou d'un montage de piecesieurant la torche, manipuler celles-ci avec precautions pour eviter de les casser, les griffer ou de les marquer.
Utiliser toujours des pieces constructeurs.

Faisceau:
Le faisceau doit être installé pour qu'il soit à l'abri des dégradations mécaniques, chimiques et thermiques.
Surveiller l'etat de la gaine de regroupement du faisceau.
Si celle-ci est defectueuse, explorer I'etat des différentes canalisations qui composent le faisceau.
Vérifier également le cable allant à la piece (câble de masse).
Les travaux d'entretien et de réparation sur les enveloppées, tuyaux et gains isolantes ne doivent pas été des opérations de fortune.
Vérifier périodiquement le bon serrage de toutes les connexions et le non échauffement des connexions électriques.

Observations:
- Lorsque l'électrode est retiree, faire attention de ne pas detériorer le bout du tube plongeur situé dans le corps de torche,
s assurer, regulierement, du bon serrage du tube plongeur avant le remontage de I'electrode.

Avant et après chaque utilisation, effectuer un nettoyage

1

2

3
2 - Regles à respecter pour le montage de la CPM PRO INOX

Les consommables et la torche doivent être stockés dans un endroit propre et sec.

Ne jamais utiliser de consommables souillés ou trop usages.
- Les trou des tuyères ne doivent pas être ovalisés ni obstrués.
L'ensemble des consommables et de la torche doit etre propre et sec (les nettoyer avec un chiffon sec si necessaire) - Ne jamais utiliser de chiffon poussièreux, humide ou graisseux

Vérifier visuellement la concentricité des trous des tuyères amont et aval.
| Defaults Remedes | |
| Allumage difficile de l'arc pilote | - vérifier la nature, et la pression du gaz pilote (argon) en fonction des barèmes. |
| - vérifier qu'il ya éclatement de la H.F entre l'électrode et la tuyère. | |
| -contrôler la canalisation de gaz sur la totalité du circuit : pour cela, sur la torchemettre en place une tuyère bouchée et faire un test gaz. Constater que la pression affichée au détendeur ne rouge pas après avoir fermé la bouteille de gaz ; si la pression chute => fuite. | |
| Soufflage de l'arc au moment du transfert. | - diminuer la temporisation de montée en puissance. |
| - contrôler les pressions du gaz de coupe. | |
| NOTA : Attention à la remontée en pression des détendeurs veiller à ne pas trop éloigner la torche au moment du transfert : risque de rupture d'arc. | |
| Transfert difficile | - vérifier le raccordement du cable électrique allant à la pièce (câble de masse). |
| - vérifier le circuit électrique, en particulier les connexions aux raccordements des faisceaux. | |
| - vérifier l'état de la tuyère côte : elle est à changer si le canal de coupe est évasé vers le bas. | |
| Destruction de la tuyère - | La destruction d'une tuyère peut être causée par : |
| - une montée en puissance trop rapide : augmenter la temporisation montée en puissance, | |
| - un contact avec la pièce due à une projection de métal lors d'un amortçage en pleine tôle : remover la torche au moment du transfert, | |
| - un contact direct avec la pièce. | |
| - un manque du gaz de coupe : vérifier le débit ou le circuit du gaz de coupe, | |
| - trop d'intensité pour le diamètre de la tuyère utilisée : voir barème, | |
| - mauvais refroidissement : vérifier le débit sur le circuit de retour et la température du circuit de refroidissement, | |
| Destruction ou usure rapide des electrodes plates. | - vérifier l'état du canon gaz. |
| - augmenter la pression du gaz de coupe. | |
| - vérifier le circuit de refroidissement. | |
| - tube plongeur en mauvais état (conditionne le débit). | |
4 - Pieces de rechange

Les pieces de rechange concernant les consommables de la torche CPM PRO INOX sont à consulter chapitre :
« C - Description des différents montage pour la coupe plasma »
« D - Faisceaux de torche »
| Lincoln Electric France S.A.S. Avenue Franklin Roosevelt 76120 Le Grand Quevilly 76121 Le Grand Quevilly cedex www.lincolnelectricurope.com |