
Jet Fusion 500 3D - Imprimante HP - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Jet Fusion 500 3D HP au format PDF.

| Type de produit | Imprimante 3D couleur |
| Marque | HP |
| Modèle | Jet Fusion 500 3D |
| Technologie d'impression | Multi Jet Fusion (MJF) |
| Fonctions principales | Impression 3D couleur avec agents de fusion, de détail et de coloration; gestion automatisée du matériau; refroidissement et récupération des pièces |
| Logiciel fourni | HP SmartStream 3D Build Manager, HP SmartStream 3D Command Center |
| Panneau de commande | Écran tactile couleur 8 pouces |
| Connectivité réseau | Ethernet Gigabit (RJ-45) |
| Consommables | Matériau HP 3D HR CB PA 12 (4 kg), agents HP 3D (fusion, détail, cyan, magenta, jaune, noir), têtes d'impression HP 3D400/450 |
| Entretien courant | Nettoyage de la zone d'impression, remplacement des filtres (air, zone d'impression, évacuation), remplacement des têtes d'impression et des rouleaux de nettoyage |
| Maintenance planifiée | Vérification des ports d'aspiration, nettoyage de la lampe de fusion, aspiration des filtres, alignement des têtes d'impression |
| Sécurité | Bouton d'arrêt d'urgence, dispositifs de verrouillage, étiquettes d'avertissement (chaleur, électrocution, explosion de poussière), équipement de protection individuelle recommandé |
| Risques principaux | Électrocution, brûlures (températures élevées), explosion de poussière (matériau), pièces mobiles, rayonnement infrarouge |
| Ventilation requise | Système de ventilation d'air frais conforme aux normes ANSI/ASHRAE |
| Climatisation nécessaire | Unité HVAC maintenant la température de fonctionnement recommandée; dissipation thermique de 4-6 kW |
| Niveau sonore | Jusqu'à 80 dB(A) pendant l'impression |
| Pièces détachées disponibles | Kits de têtes d'impression, filtres (air, zone d'impression, évacuation), lampes de fusion, rouleaux de nettoyage, capuchons de têtes d'impression, plaque d'alignement |
| Réparabilité | Réparation par le client possible pour certaines pièces (programme CSR); contacter le support pour les réparations complexes |
| Garantie | Garantie limitée HP; conditions d'utilisation spécifiques aux consommables HP |
| Informations générales | Notice d'utilisation disponible en PDF (249 pages); questions des utilisateurs en ligne |
FOIRE AUX QUESTIONS - Jet Fusion 500 3D HP
Questions des utilisateurs sur Jet Fusion 500 3D HP
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Imprimante au format PDF gratuitement ! Retrouvez votre notice Jet Fusion 500 3D - HP et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Jet Fusion 500 3D de la marque HP.
MODE D'EMPLOI Jet Fusion 500 3D HP
Imprimante 3D couleur
HP Jet Fusion 500 & 300 Serie
Documentation produit Guide de l'utilisateur
Mentions légales
Les informations contenues dans le présent document sont soumises à modification sans notification.
Les seules garanties couvrant les produits et les services HP sont celles stipulées de façon explicite dans les déclarations de garantie accompagnant ces produits et services. Rien dans le présent document ne peut être considéré comme constituant une garantie supplémentaire. HP n'est en aucun cas responsable des éventuelles omissions ou erreurs d'ordre technique ou éditorial contenues dans le présent document.
Instructions de sécurité
Lisez et respectez les instructions de fonctionnement et de sécurité avant de mettre l'imprimante sous tension.
Tous les noms de produits et de sociétés sont des marques commerciales de leur propriétaire d'origine. L'utilisation de toute marque est à des fins d'identification et de référence uniquement et n'a pas d'effet sur une association entre HP et le propriétaire de la marque ou du produit.
Sommaire
1 Bienvenue sur votre appareil MJF ....
Documentation....
Conditions d'utilisation du produit ....
Technologie MJF ....
Recommendations d'utilisation......
2 Mesures de sécurité......
Introduction......
Instructions générales de sécurité ....
Pièces finales/objets finaux ....
Risque d'explosion ....
Risque d'électrocution....
Risques liés à la chaleur ....
Incendies....
Risques mécaniques....
Danger lié au rayonnement......
Risques liés aux substances chimiques....
Ventilation
Climatisation....
Niveau de pression sonore ....
Danger lors du transport de l'imprimante......
Récupération des pièces 3D......
Équipement de protection individuelle......
Utilisation des outils ....
Avertissements et mises en garde......
Étiquettes d'avertissement ....
Bouton d'arrêt d'urgence ....
3 Composants principaux....
Imprimante....
Panneau avant....
Définir le mot de passe administrateur ....
Se déconnecter et se connecter ....
Logiciels....
4 Mise sous tension / hors tension....
Activation et désactivation de l'imprimante......
Interrupteur d'alimentation principale......
Mode Absent ....
Recommendations suite une période d'inactivité......
5 Gestion du réseau de l'imprimante
Introduction et Exigence de connectivité et contrôle à distance....
Résumé de la loi européenne sur les données....
Configuration
6 Recommandations de conception et d'impression
Recommendations de conception et d'impression 580......
Recommendations de conception et d'impression 540 & 340......
7 Préparation des tâches.
Introduction......
Instructions de base de moulage d'objet......
Sélection des paramètres de la tâche ....
8 Envoyer une tâche
9 Sélectionnez une tâche.
Application de la liste des tâches......
Sélectionnez une tâche à imprimer ....
10 Préparation de l'imprimante.
Liste de préparation des tâches......
Agents....
Matériau....
Eau distillée ou déionisée ....
Nettoyez les bouches de l'assemblage du capuchon......
Boîte d'étalement de ruban (340 : M2K87-67009 / 540 & 580 : M2K85-67040) ....
Plate-forme d'impression (340 : M2K87-67002 / 540 & 580 : M2K85-67025) ....
Assemblage de la bouche de tête d'impression (M2K85-67061)....
Roulements avant du chariot (M2K85-67116)....
Brosses de roulement avant du chariot (M2K85-67364) ....
Remplacement des œillets de découpe inférieurs (M2K82-67414) ....
Capot du chariot d'impression (M2K85-67290) ....
Réservoir intermédiaire MRS (M2K85-67320)....
Tâches supplémentaires de réparation par le client avant l'impression ....
Comment recycler les consommables et les pièces imprimées......
11 Imprimer
Indemnité à HP pour les pièces 3D imprimée par l'imprimante ....
Annulation d'une tâche ....
Vérifiez l'état sur le panneau de commande......
Vérification de l'état à distance ....
Erreurs possibles pendant l'impression ....
Impression et profils de refroidissement ....
12 Refroidissement et récupération de pièce ....
Récupération des pièces ....
Conserver l'imprimante propre ....
13 Post-traitement
14 Dépannage ....
Dépannage des problèmes de réseau....
Problèmes de démarrage....
Problèmes de mise sous tension ....
Résolution des problèmes d'agent....
Erreurs liées à la cartouche de poudre ou à la station....
Dépannage de l'état des têtes d'impression....
Comment obtenir le package de diagnostics ....
Dépannage du remplissage trop lent des réservoirs d'eau....
Problèmes de récupération de poudre......
Erreur du chariot de ruban 0088-0015-0059 ....
Erreurs liées au flux d'air MRS HopVac ....
Erreurs liées au PCS Intake Venturi 52 ....
Problèmes liés à l'encodeur du chariot ....
Erreurs liées au réservoir ADS ....
Dysfonctionnements des verrous de porte......
Erreurs d'assertion......
Erreurs dues au manque de matériau....
15 Maintenance
Mesures de sécurité.
Instructions de nettoyage général.
Ressources liées à la maintenance
Outils de maintenance recommandés mais non fournis.
Planification de maintenance de l'imprimante.
Vérification des ports d'aspiration du périmètre.
Nettoyage de la zone d'impression.
Essuyer le rouleau de recouvrement
Vérification du réglage de la plateforme du chariot du ruban
Gratter et essayer la lampe de fusion..
Aspiration du compartiment de filtre d'évacuation d'air.
Aspiration du tiroir du tamis de récupération du matériau
Nettoyage de l'intérieur de la fenêtre de visualisation (série 500 uniquement)
Nettoyer le rail avant du compartiment de l'objet.
Nettoyer le scanner..
Remplacement d'une lampe de fusion..
Replacement du rouleau de nettoyage.
Remplacer le filtre de récupération du matériau
Remplacement du filtre d'évacuation d'air.
Remplacer une tête d'impression..
Remplacement du filtre de la zone d'impression.
Remplacement du filtre d'aspiration d'air
Remplacement du capuchon de têtes d'impression.
Alignement des têtes d'impression.
16 Déplacement ou entreposage de l'imprimante.
17 Optimisation de la qualité d'impression
Conseil général.
18 Informations de commande et recommandations de fin de vie.
19 Erreurs de système.
20 Que faire en cas de problème.
Demander de l'aide
Réparation par le client
Informations d'entretien
21 Accessibilité
Panneau avant
Index.
Bienvenue sur votre appareil MJF1
Documentation
Les documents suivants sont disponibles :
• Guide de préparation du site
• Informations d'introduction
- Manuel de l'utilisateur (le présent document)
- Vidéos accompagnant le manuel de l'utilisateur
• Informations légales
• Garantie limitée
Conditions d'utilisation du produit
Les produits, les services et les consommables sont sujets aux termes supplémentaires suivants :
- Le client accepte de n'utiliser que les consommables de marque HP et le matériel certifié HP dans l'imprimante HP 3D et comprend que l'utilisation de n'importe quel autre consommable que les consommables HP peut entraîner de graves problèmes de fonctionnalité et/ou de sécurité, y compris, mais non limité à ceux mentionnés dans le guide de l'utilisateur. Le client accepte de ne pas utiliser le produit et/ou des consommables pour des utilisations non régulées par les États-Unis, l'Union Européenne et tout autre gouvernement en vigueur.
- Le client accepte de ne pas utiliser le produit et/ou des consommables pour le développement, la conception, la fabrication ou la production d'armes nucléaires, de missiles, d'armes chimiques ou biologiques, et/ou des explosifs de toute sorte.
- Le client accepte de se conformer aux exigences de connectivité indiquées ci-dessous.
- Le client peut utiliser un micrologiciel incorporé dans le produit pour permettre au produit de fonctionner selon ses spécifications publiées.
- Le client accepte de se conformer au guide de l'utilisateur.
Les produits, services et/ou données techniques fournis selon ces conditions sont pour une utilisation interne du client et non destinés à être revendus.
Technologie MJF
La technologie Multi Jet Fusion de HP offre un contrôle des propriétés des pièces et des matériaux et des avantages en termes de vitesse supérieurs à celles des autres technologies d'impression 3D.
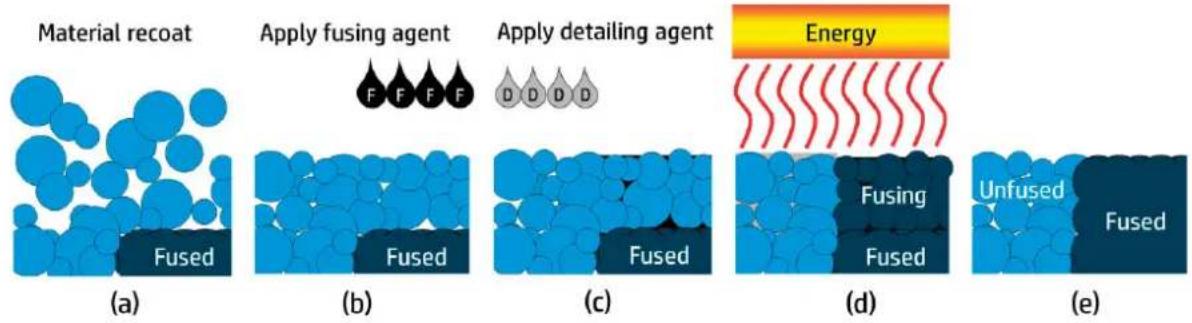
Le processus d'impression HP MJF commence par le versement d'une fine couche de matériau dans la zone de production de l'imprimante. Ensuite, le chariot contenant une baie jet d'encre thermique HP passe sur toute la zone de travail, la fusion chimique d'impression, les agents de coloration et de détail. Au cours d'un autre passage du chariot, la zone de travail est exposée à une énergie de fusion, qui lie les couches des pièces ensemble. Le processus se poursuit, couche par couche, jusqu'à la formation complète d'une pièce.
text_image
Material recoat Apply fusing agent Apply detailing agent Energy (a) (b) (c) (d) (e) Fused Fused Fused Fused Unfused Fused- Le matériau est recouvert sur toute la zone de travail.
- Un agent de fusion (F) est appliqué sélectivement là où les particules doivent fusionner.
- Un agent de détail (D) est appliqué sélectivement là où la fusion doit être réduite ou amplifiée. Dans cet exemple, l'agent de détail réduit la fusion sur les rebords pour produire une pièce aux bords aiguisés et lisses.
- La zone de travail est exposée à de l'énergie de fusion.
- La pièce se compose maintenant de zones fusionnées et de zones non fusionnées.
Le processus se répète jusqu'à la formation complète d'une pièce.

REMARQUE : La séquence d'étapes décrite ci-dessus est typique, mais peut-être modifiée selon les implémentations matérielles spécifiques.
En exploitant la technologie jet d'encre thermique de HP et les solides connaissances techniques de HP pour placer rapidement et précisément des quantités minuscules de plusieurs types de fluides, MJF permet aux clients de produire des pièces hautement détaillées et des prototypes.
Comme les agents versent point par point sur chaque section croisée de chaque pièce, la technologie MJF peut transformer les propriétés des pièces sur chaque voxel ou pixel volumétrique.
Par exemple, lorsque vous imprimez en couleur, la technologie MJF imprime de manière sélective la couleur au niveau du voxel avec les agents cyan, magenta, jaune et noir.
Avec la technologie MJF, HP aidera ses clients à tirer le meilleur parti de l'impression 3D.
Recommandations d'utilisation
- Préparez la conception : Ouvrez votre ou vos modèles 3D et recherchez des erreurs dans le logiciel facile à utiliser HP SmartStream 3D Build Manager.
- Regroupez les modèles et envoyez-les à l'imprimante : Organisez vos modèles 3D dans HP SmartStream 3D Build Manager et envoyez la tâche à l'imprimante.
- Préparez l'imprimante : Nettoyez votre imprimante, vérifiez vos consommables à long terme, vérifiez automatiquement les systèmes mécaniques.
- Impression avec le contrôle des voxels : Touchez simplement Démarrer pour démarrer la création des pièces avec une précision dimensionnelle et des détails fins extrêmes, grâce au processus unique d'impression multiagents de HP.
- Gestion du matériel automatisée : Le matériau inutilisé est automatiquement récupéré et stocké pour être réutilisées pour la tâche d'impression suivante.
- Récupérez et nettoyez les parties : La balise et le panneau avant indiquent lorsque les pièces sont prêtes pour être récupérées. Récupérez vos pièces dans le compartiment et retirez le matériau en excès avec un système de microbillage et de soufflage à air.
Mesures de sécurité2
Introduction
Avant d'utiliser votre imprimante, lisez les consignes de sécurité et les instructions de fonctionnement suivantes afin que les équipements soient utilisés en toute sécurité.
L'utilisateur doit avoir été formé de manière adaptée et posséder l'expérience nécessaire pour être conscient des risques auxquels il s'expose en réalisant une tâche. Il doit également prendre les mesures qui s'imposent pour minimiser les risques pour lui-même et les autres.
Exécutez les tâches de maintenance et de nettoyage recommandées afin d'assurer un fonctionnement correcte et sécurisé de l'imprimante.
L'imprimante est immobile et doit être placée dans une zone d'accès restreint, accessible uniquement au personnel autorisé.
Instructions générales de sécurité
Mettez l'imprimante hors tension à l'aide des disjoncteurs de branchement situés dans l'unité de distribution électrique (PDU) du bâtiment et appelez votre représentant de l'assistance (voir Que faire en cas de problème à la page 188) dans les cas suivants :
- Le cordon d'alimentation est endommagé.
- Le chauffage et les boîtiers des lampes de fusion sont endommagés, la vitre est manquante ou est cassée ou la fermeture est défectueuse.
- L'imprimante a été endommagée par un impact.
- Une condensation s'est introduite dans l'imprimante.
- L'imprimante émet de la fumée ou une odeur inhabituelle.
• Des fusibles ont sauté. - Le fonctionnement de l'imprimante n'est pas normal.
- Le mécanisme ou le boîtier sont endommagés.
Mettez l'imprimante hors tension à l'aide des disjoncteurs de branchement dans les situations suivantes :
- Pendant un orage
• Au cours d'une coupure de courant
Prenez des précautions particulières avec les zones marquées d'étiquettes d'avertissement.
Utilisez uniquement du matériel et des agents certifiés HP et de la marque HP. N'utilisez pas de matériaux ou d'agents tiers non autorisés.
Dans le cas d'une panne, d'une anomalie, de décharges électrostatiques ou d'interférences électromagnétiques inattendues, appuyez sur le bouton d'arrêt d'urgence et débranchez l'imprimante. Si le problème persiste, contactez votre représentant de l'assistance.
Assurez-vous que la zone d'impression-production dans laquelle est installé l'imprimante est exempte de tout déversement de liquides et de condensation ambiante. Les conditions climatiques d'utilisation doivent être préservées dans les plages spécifiées pour le produit et le matériau (reportez-vous au guide de préparation du site pour les plages spécifiées).
L'imprimante doit toujours être conservée dans des conditions environnementales nominales.
Assurez-vous qu'il n'y a pas de condensation à l'intérieur de l'imprimante avant de le mettre sous tension.
Pour réparer ou réinstaller l'imprimante, contactez votre prestataire de service agréé le plus proche. Ne réparez pas, ne désassemblez pas ou ne remplacez pas les pièces de l'imprimante ou ne tentez pas d'effectuer l'entretien vous-même, sauf si spécifiquement recommandé dans les instructions de maintenance par l'utilisateur ou dans les instructions de réparation par l'utilisateur publiées que vous comprenez et que vous êtes capable de réaliser. N'utilisez pas de pièce autre que les pièces de rechange HP d'origine. Les tentatives de réparation non autorisées peuvent entraîner des électrocutions, des incendies, des dysfonctionnements de l'imprimante ou des blessures.
Pièces finales/objets finaux
Le client assume tous risques ayant trait ou attribuables aux pièces imprimées en 3D.
Le client est seul responsable de l'évaluation et de la détermination de la compatibilité et de la conformité à la réglementation en vigueur des produits et/ou des pièces imprimées en 3D pour toutes utilisations, en particulier celles (y compris, sans s'y limiter, les produits médicaux/dentaires, en contact avec les denrées alimentaires, automobiles, pour l'industrie lourde et de consommation) régulées par les États-Unis, l'Union Européenne et tout autre gouvernement en vigueur.
Risque d'explosion
AVERTISSEMENT ! Les nuages de poussière peuvent former des mélanges explosifs avec l'air. Prenez des mesures préventives contre les charges électrostatiques et éloignez toute source d'inflammation.
AVERTISSEMENT : L'imprimante ne peut être installée dans des zones dangereuses ou classées ATEX : emplacements ordinaires uniquement.
Pour éviter tout risque d'explosion, respectez les précautions suivantes :
- Les fumées, les bougies, les soudures et les flammes nues doivent être interdites à proximité de l'imprimante ou de la zone de stockage du matériel.
- L'intérieur et l'extérieur de l'imprimante doivent être régulièrement nettoyés à l'aide d'un aspirateur antidéflagrant pour éviter l'accumulation de poussière. N'essuyez pas la poussière et n'essayez pas de la retirer à l'aide d'une bombe à air comprimé.
-
Un aspirateur antidéflagrant certifié pour le ramassage de la poussière combustible est requis pour le nettoyage. Prenez des mesures pour minimiser les chutes accidentelles de matériaux et éviter toute source d'inflammation telle que les décharges électrostatiques, les flammes et les étincelles. Ne fumez pas près de l'équipement.
-
L'imprimante et les accessoires doivent être correctement mis à la terre à l'aide de prises secteur uniquement ; ne manipulez pas les liaisons internes. Si des décharges électrostatiques ou des étincelles électriques sont observées, arrêtez le fonctionnement, déconnectez l'imprimante et contactez votre représentant de l'assistance.
- Vérifiez régulièrement les filtres à air et l'étanchéité des lampes de chauffage.
- Utilisez uniquement du matériel et des agents certifiés HP et de la marque HP. N'utilisez pas de matériel ou d'agents tiers non autorisés.
HP vous recommande l'utilisation d'accessoires HP pour la récupération des pièces 3D et le remplissage du compartiment de l'objet. Si d'autres méthodes sont utilisées, veuillez lire les remarques suivantes :
—Des nuages de poussière générés lors de la manipulation et/ou du stockage peuvent former des mélanges explosifs avec l'air. Les caractéristiques d'une explosion de poussière varient selon la taille et la forme des particules, la teneur en humidité, les contaminants et d'autres variables.
- Vérifiez que l'imprimante est correctement mise à la terre et installée de façon à respecter les exigences en matière de classification électrique. Comme avec tout matériau sec, le fait de renverser ce matériau ou de le laisser tomber librement ou d'être acheminé à travers des goulottes ou des tuyaux peut entraîner une accumulation et générer des étincelles électrostatiques, lesquelles peuvent provoquer une inflammation du matériau ou de tout matériau inflammable pouvant être en contact avec le matériau ou son conteneur.
- Le stockage, la manipulation et l'élimination des matériaux doivent être effectués selon la législation locale. Veuillez consulter les Fiches de données de sécurité disponibles à l'adresse http://www.hp.com/go/msds pour une manipulation et un stockage adaptés. Suivez vos processus et procédures en matière de santé et de sécurité de l'environnement.
- Ne placez pas l'imprimante dans une zone risquée, isolez-la de tout autre équipement qui pourrait créer un nuage de poussière combustible durant son fonctionnement.
- Les équipements auxiliaires de post-traitement, tels que l'équipement destiné au nettoyage par sablage, doivent être adaptés à la poussière combustible.
- Arrêtez immédiatement le fonctionnement si vous observez des étincelles ou des renversements de matériaux et appelez votre représentant de l'assistance avant de continuer.
- Tout le personnel, lors de la manipulation de poussière combustible, doit s'assurer de ne pas avoir d'électricité statique en utilisant des chaussures et des vêtements conducteurs ou dissipateurs, ainsi qu'un sol conducteur.
Risque d'électrocution
AVERTISSEMENT ! Les circuits internes au sein de l'armoire électronique et les lampes de fusion et de chauffage, opèrent à des tensions dangereuses pouvant entraîner de graves blessures corporelles ou la mort.
Avant l'entretien, mettez l'imprimante hors tension à l'aide des disjoncteurs de branchement situés dans l'unité de distribution électrique (PDU) du bâtiment. Vous ne devez brancher l'imprimante que sur des prises électriques raccordées à la terre.
Pour éviter tout risque d'électrocution :
- Ne tentez pas de démonter les boîtiers des circuits internes, les lampes de fusion et de chauffage ou l'armoire électrique sauf lors de tâches de maintenance matérielle. Dans ce cas, suivez les instructions à la lettre.
• N'ouvrez aucun autre capot du système et ne retirez aucune prise.
- N'insérez aucun objet par les fentes de l'imprimante.

REMARQUE : Un fusible qui a sauté peut signaler un dysfonctionnement des circuits électriques du système. Appelez votre représentant de l'assistance (voir Que faire en cas de problème à la page 188) et ne tentez pas de remplacer le fusible vous-même.
Risques liés à la chaleur
Les sous-systèmes de chauffage, de fusion et du compartiment de l'objet de l'imprimante fonctionnent à des températures élevées. Pour éviter les blessures corporelles, prenez les précautions suivantes :
- Soyez vigilant lorsque vous accédez à la zone d'impression. Laissez l'imprimante refroidir avant d'ouvrir les capots.
- Prenez des précautions particulières avec les zones marquées d'étiquettes d'avertissement.
- Ne placez pas d'objets à l'intérieur de l'imprimante au cours de son fonctionnement.
- Ne couvrez pas les boîtiers en cours de fonctionnement.
- N'oubliez pas de laisser l'imprimante refroidir avant d'effectuer certaines opérations de maintenance.
- Patientez le temps minimum nécessaire au refroidissement avant de récupérer les pièces de l'imprimante. HP recommande le port de gants de sécurité pour récupérer des pièces après l'impression car les pièces peuvent être chaudes.
Incendies
Les sous-systèmes de chauffage, de fusion et du compartiment de l'objet de l'imprimante fonctionnent à des températures élevées. Appelez votre représentant de l'assistance si les fusibles sautent régulièrement.
Pour éviter tout risque d'incendie, respectez les précautions suivantes :
• Utilisez la tension d'alimentation électrique spécifiée sur la plaque signalétique.
- Branchez le cordon d'alimentation sur une ligne dédiée, protégée par un disjoncteur divisionnaire conformément aux informations détaillées dans le guide de préparation du site.
• N'insérez aucun objet par les fentes de l'imprimante.
- Veillez à ne pas répandre de liquide sur l'imprimante. Après le nettoyage, assurez-vous que tous les composants sont secs avant d'utiliser l'imprimante de nouveau.
- N'utilisez pas de produit aérosol contenant des gaz inflammables à l'intérieur ou autour de l'imprimante. Ne faites pas fonctionner l'imprimante dans une atmosphère explosive.
- Ne bloquez ni ne couvrez les ouvertures de l'imprimante.
- Ne tentez pas de modifier le chauffage, la fusion, le compartiment de l'objet, l'armoire électronique ou les boîtiers.
- Un entretien approprié et des consommables HP authentiques sont nécessaires pour s'assurer que l'imprimante fonctionne en toute sécurité comme prévu. L'utilisation de consommables non HP peut présenter un risque d'incendie.
- Prenez des précautions particulières avec les zones marquées d'étiquettes d'avertissement.
- Ne placez aucun objet recouvrant le capot supérieur, les boîtiers ou les ouvertures d'aération.
- Ne laissez aucun outil ou autre matériel à l'intérieur de l'imprimante après la maintenance ou l'entretien.
Le matériel adapté à la lutte contre l'incendie comprend du dioxyde de carbone, un jet brouillard, des poudres ou de la mousse.
ATTENTION : N'utilisez pas de jet d'eau, étant donné que cela pourrait disperser et répandre le feu.
AVERTISSEMENT ! Selon le matériel utilisé, certaines substances nocives peuvent être libérées dans l'air en cas d'incendie. Portez un appareil respiratoire par pression autonome et un équipement complet de protection. Votre spécialiste en sécurité et en écosalubrité devra consulter les Fiches de données de sécurité concernant chaque matériau, disponible à l'adresse suivante :http://www.hp.com/go/msds. Il devra ensuite vous conseiller sur les mesures appropriées à votre emplacement.
Risques mécaniques
L'imprimante comporte des pièces mobiles pouvant provoquer des blessures. Afin d'éviter toute blessure corporelle, observez les précautions suivantes lorsque vous travaillez à proximité de l'imprimante.
- Tenez vos vêtements et toute partie de votre corps à l'écart des pièces mobiles.
- Évitez le port de colliers, de bracelets et de tout autre objet pendant.
- Si vos cheveux sont longs, essayez de les attacher afin qu'ils ne tombent pas dans l'imprimante.
- Veillez à ce que vos manches ou vos gants ne soient pas entrainés dans les pièces mobiles.
- Évitez de vous tenir à proximité des ventilateurs. Cela pourrait entraîner des blessures et réduire la qualité d'impression (en raison de l'obstruction du flux d'air).
- Ne faites pas fonctionner l'imprimante sans les capots.
Danger lié au rayonnement
Un rayonnement infrarouge est émis depuis le chauffage et les lampes de fusion. Les boîtiers limitent les rayonnements en conformité avec les exigences du groupe exempte de la norme CEI 62471:2006, Sécurité photobiologique des lampes et des systèmes de lampes. Ne modifiez pas le boîtier du capot supérieur, ni les vitres ou fenêtres.
Risques liés aux substances chimiques
Veuillez consulter les Fiches de données de sécurité disponibles à l'adresse pour identifier les composants chimiques de vos consommables (matériaux et agents). Un système de ventilation suffisant doit être fourni afin de vous assurer que l'exposition potentielle à ces substances est correctement contrôlée. Consultez votre spécialiste en conditionnement d'air et en matière d'environnement, de santé et de sécurité pour d'autres conseils sur les mesures appropriées à votre emplacement.
http://www.hp.com/go/msds
Utilisez uniquement du matériel et des agents certifiés HP. N'utilisez pas de matériel ou d'agents tiers non autorisés.
AVERTISSEMENT ! Des substances dangereuses peuvent être libérées lors du traitement du matériau. Pour éviter ce problème, suivez les instructions recommandées dans la section « Recommandations pour les conduits et le HVAC » du Guide de préparation du site.
AVERTISSEMENT ! Les substances dangereuses (sous forme de composés organiques volatils des agents, COV) peuvent être concentrées sur les surfaces. Afin d'éviter tout risque de contact avec les produits chimiques, vous devez porter un équipement de protection personnelle ou vérifier que vous disposez d'une ventilation minimale pour la pièce.
Ventilation
Une ventilation d'air frais est nécessaire pour conserver une température ambiante confortable. Pour obtenir de plus amples informations concernant la ventilation adéquate, vous pouvez consulter les normes les plus récentes du document de l'ANSI/ASHRAE (American Society of Heating, Refrigerating and Air-Conditioning Engineers) Ventilation for Acceptable Indoor Air Quality (Ventilation pour une qualité acceptable de l'air intérieur).
Un système de ventilation adéquat doit être fourni afin de vous assurer que l'exposition potentielle aux matériaux et agents est correctement contrôlée, conformément à leurs Fiches de données de sécurité.
La ventilation doit répondre aux directives et réglementations locales en matière de santé et de sécurité de l'environnement.
Suivez les recommandations de ventilation dans le guide de préparation du site.

REMARQUE : Les unités de ventilation ne doivent pas souffler de l'air directement sur l'imprimante.
Climatisation
Lors du réglage de l'air conditionné pour conserver une température ambiante confortable, il faut tenir compte du fait que l'imprimante dégage de la chaleur, comme avec toute installation de matériel. Plus précisément, la dissipation de la puissance de l'imprimante est dans la plage de 4-6 kW.
La climatisation doit répondre aux directives et règlementations locales en matière de santé et de sécurité de l'environnement.

REMARQUE : Les unités de climatisation ne doivent pas souffler de l'air directement sur l'imprimante.
Une unité HVAC est requise qui peut maintenir en continu la température de fonctionnement recommandée pour atteindre des performances d'impression optimales. Vous trouverez des informations techniques plus spécifiques dans le guide de préparation du site.
Niveau de pression sonore
Le niveau maximum de pression sonore pondéré A HP VCVRA-1804 sur les positions témoins tandis que l'impression est 80 dB(A). Une protection auditive peut être nécessaire selon la législation locale. Veuillez consulter votre spécialiste en environnement, hygiène et sécurité (EHS).
Danger lors du transport de l'imprimante
Lors du déplacement de l'imprimante, soyez vigilant afin d'éviter toute blessure corporelle.
- Déplacez l'imprimante au-dessus de surfaces lisses, planes et exemptes de marches.
- Déplacez avec précaution et évitez les chocs lors du transport, car cela pourrait renverser le matériau.
- Verrouillez les roulettes avant lorsque vous ne déplacez pas l'imprimante. N'oubliez pas de les déverrouiller avant de la déplacer.
Si vous déplacez l'imprimante entre différentes pièces, gardez à l'esprit qu'elle doit être conservée dans des conditions environnementales constantes et étalonnée à nouveau lorsqu'elle est à son nouvel emplacement : effectuez un nouvel étalonnage des cellules de chargement, vérifiez l'espace entre le galet d'étalement et la plaque de préchauffage, puis vérifiez l'alignement des têtes d'impression, le réalignement si nécessaire.
Récupération des pièces 3D
Portez des gants résistants à la chaleur lors de la récupération manuelle des pièces imprimées en 3D. Le port de gants de sécurité est également conseillé lors de la récupération des pièces imprimées 3D après l'auto-extraction car les pièces peuvent encore être très chaudes.
Équipement de protection individuelle
HP recommande l'équipement suivant, qui peut être utilisé pour le maniement du matériau et certaines tâches de maintenance et de nettoyage :
- Une paire de gants résistants à la chaleur par personne.
- Chaussures et vêtements anti-électrostatiques et anti-conducteurs.
- Masque ou lunettes si l'environnement est poussiéreux.
- Protections auditives si nécessaire.
- Gants de protection chimique pour nettoyer de possibles condensats.
Utilisation des outils
Aucun outil n'est requis pour les opérations quotidiennes, y compris les paramètres de l'imprimante, l'impression, la récupération et le remplissage, le remplacement de réservoirs intermédiaires d'agent et les vérifications quotidiennes.
Les tâches de maintenance matérielle et le remplacement de pièces réparables par le client peuvent nécessiter l'utilisation de la clé de maintenance ou d'un tournevis. Pour plus d'informations, reportez-vous à la section Maintenance à la page 112.

REMARQUE : Durant l'installation, le personnel désigné reçoit une formation relative à la maintenance et à la sécurité de l'imprimante. L'imprimante ne doit pas être utilisée sans avoir suivi cette formation au préalable.
Avertissements et mises en garde
Ce manuel utilise les symboles suivants pour garantir le bon fonctionnement de votre imprimante et empêcher qu'elle soit endommagée. Suivez les instructions signalées par ces symboles.
AVERTISSEMENT ! Ne pas suivre les instructions signalées par ce symbole peut entraîner des blessures sévères voire la mort.
ATTENTION : Ne pas appliquer les instructions indiquées par ce symbole peut entraîner des blessures légères ou des dommages sur le produit.
Étiquettes d'avertissement
Tableau 2-1 Étiquettes d'avertissement
Étiquette Explication
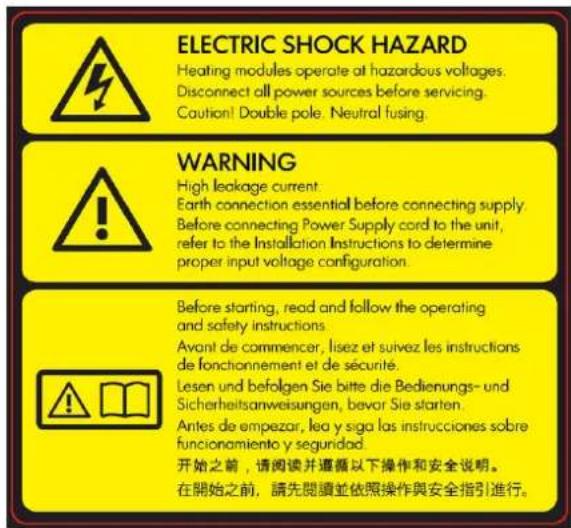
text_image
ELECTRIC SHOCK HAZARD Heating modules operate at hazardous voltages. Disconnect all power sources before servicing. Caution! Double pole. Neutral fusing. WARNING High leakage current: Earth connection essential before connecting supply. Before connecting Power Supply cord to the unit, refer to the Installation Instructions to determine proper input voltage configuration. Before starting, read and follow the operating and safety instructions. Avant de commencer, lisez et suivez les instructions de fonctionnement et de sécurité. Lesen und befolgen Sie bitte die Bedienungs- und Sicherheitsanweisungen, bevor Sie starten. Antes de empezar, lea y siga las instrucciones sobre funcionamiento y seguridad. 开始之前,请阅读并遵循以下操作和安全说明。 在開始之前,請先閱讀並依照操作與安全指引進行。Pour le personnel d'entretien uniquement
Risque d'électrocution
Les modules de chauffage fonctionnent au niveau des tensions dangereuses. Débranchez tous les cordons d'alimentation avant de procéder à l'entretien de l'imprimante.
ATTENTION : Confiez l'entretien au personnel qualifié.
En cas de fonctionnement du fusible, les parties de l'imprimante qui restent sous tension peuvent présenter des risques au cours de l'entretien. Avant d'effectuer l'entretien, mettez l'imprimante hors tension en appuyant sur les disjoncteurs de branche situés dans l'unité de distribution électrique (PDU) du bâtiment.
AVERTISSEMENT ! Fuite de courant importante. La fuite actuelle dépasse peut-être 3,5 mA. Raccordement à la terre obligatoire avant connexion de l'alimentation. Équipement à raccorder à des prises raccordées à la terre uniquement.
Consultez les instructions d'installation avant le branchement sur le secteur. Assurez-vous que la tension d'alimentation correspond à la plage de tensions d'alimentation prévue pour l'imprimante.
Avant de commencer
Lisez et respectez les instructions de fonctionnement et de sécurité avant de démarrer l'imprimante.

Risque de brûlures. Laissez l'imprimante refroidir avant d'accéder aux pièces internes.
Tableau 2-1 Étiquettes d'avertissement (suite)
| Étiquette Explication | ||
 | Portez des gants résistants à la chaleur lors de la récupération de pièces, soit par extraction manuelle ou après récupération du matériau. Les pièces peuvent parfois atteindre des températures élevées.Vous devez porter des gants lorsque vous manipulez les cartouches de matériau, les agents, les têtes d'impressions, le rouleau de nettoyage des têtes d'impression, et lorsque vous exécutez des tâches de nettoyage et de maintenance. Les gants de protection chimique sont adaptés et doivent être testés selon la norme EN 374.Matériau du gant : NBR (caoutchouc nitrile).Épaisseur > 0,11 mm (0,0043 pouce)Temps de rupture > 480 minutes. | |
 | Nous vous recommandons de porter un masque de protection lorsque vous remplacez les filtres. | |
 | Vous êtes tenu de porter des lunettes de sécurité bien adaptées pour remplacer les filtres et d'autres tâches de maintenance et de nettoyage. | |
 | Danger d'écrasement. Maintenez vos mains à l'écart du bord du capot supérieur. Ouvrez et fermez le capot supérieur à l'aide de la poignée (en bleu) uniquement. | |
 |  | AVERTISSEMENT ! Les nuages de poussière peuvent former des mélanges explosifs avec l'air. Prenez des mesures préventives contre les charges électrostatiques et éloignez toute source d'inflammation.Aucune fumée, allumette ou flamme nue à proximité de l'équipement ou de la zone de stockage des matériaux. |
 | Un aspirateur antidéflagrant certifié pour le ramassage de la poussière combustible est requis pour le nettoyage.Prenez des mesures pour minimiser les chutes accidentelles de matériaux et éviter toute source d'inflammation telle que les décharges électrostatiques, les flammes et les étincelles. Ne fumez pas près de l'équipement.Mise au rebut selon la législation locale. | |
Tableau 2-1 Étiquettes d'avertissement (suite)
| Étiquette Explication | |||
 Pour le personnel d'entretien et de maintenance uniquement Pour le personnel d'entretien et de maintenance uniquement | Risque d'électrocution. Débranchez l'imprimante avant d'effectuer l'entretien. Les modules de chauffage et les armoires électriques fonctionnent à des tensions dangereuses. | ||
 Pour le personnel d'entretien et de maintenance uniquement Pour le personnel d'entretien et de maintenance uniquement | Danger de pièces en mouvement. Restez éloigné de lames du ventilateur en mouvement. | ||
 Pour le personnel d'entretien et de maintenance uniquement Pour le personnel d'entretien et de maintenance uniquement | Risque de doigts coincés. Ne touchez pas les engrenages en mouvement : vous risquez de vous coincer les mains entre les roues dentées. | ||
 Pour le personnel d'entretien uniquement Pour le personnel d'entretien uniquement | Danger de pièces en mouvement. Restez éloigné des têtes d'impression, des lampes et des chariots du chauffage en mouvement. Lors de l'impression, le chariot d'impression fait un mouvement de va-et-vient. | ||
 |  |  | Identifie le terminal de protection à la terre (PE) pour les électriciens qualifiés, et les terminaux de liaison pour le personnel d'entretien/de maintenance uniquement. Un raccordement à la terre est essentiel avant la connexion de l'alimentation. |
 | Ne débranchez pas les tuyaux pendant le processus de purge. | ||
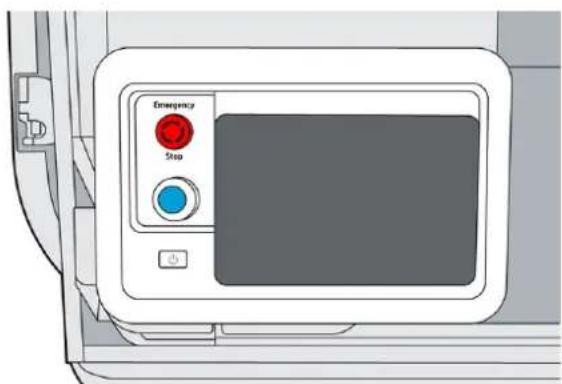
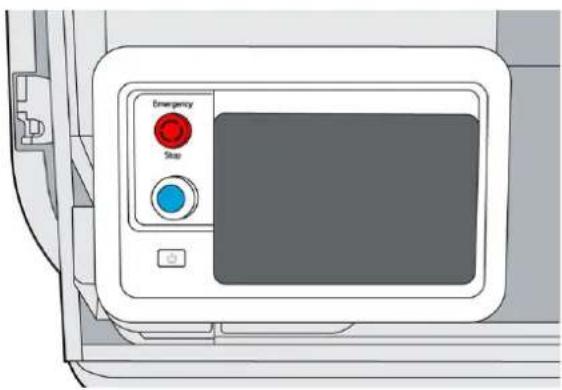
Bouton d'arrêt d'urgence
Vous trouverez un bouton Emergency Stop (Arrêt d'urgence) en haut de l'imprimante, à côté du panneau de commande. En cas d'urgence, il vous suffit d'appuyer sur le bouton pour mettre fin à tous les processus d'impression.
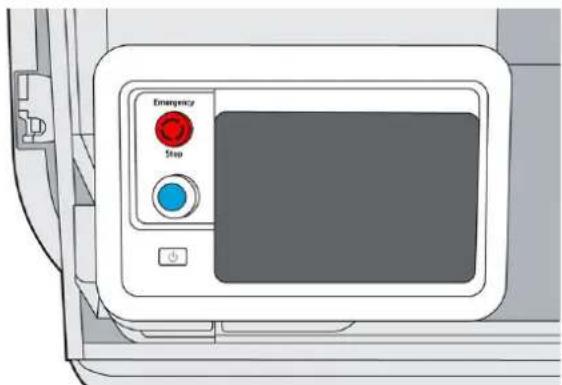
Les chariots de l'imprimante, les ventilateurs et le module de la lampe sont arrêtés ; le capot supérieur est verrouillé jusqu'à ce que la température interne diminue. Un message de système d'erreur est affiché.
Assurez-vous que le bouton d'arrêt d'urgence n'est pas enclenché avant de redémarrer l'imprimante.
Pour des raisons de sécurité, l'accès à la zone d'impression n'est pas autorisé lorsqu'une impression en cours. Laissez l'imprimante refroidir avant de toucher quoi que ce soit à l'intérieur de celle-ci.
Mettez l'imprimante hors tension pour l'arrêter complètement.
Composants principaux3
Imprimante
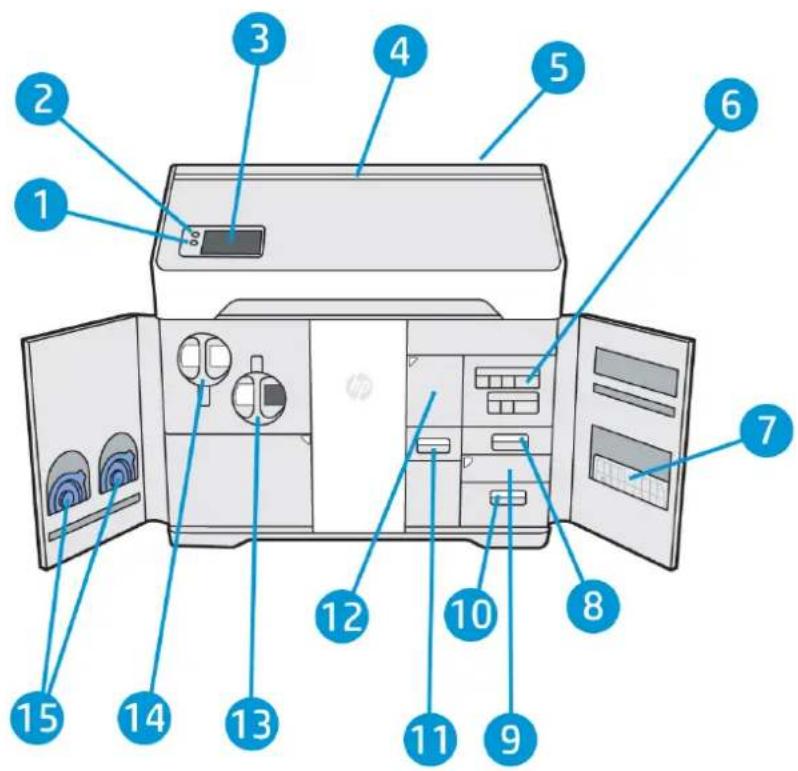
- Bouton de réinitialisation
- Bouton d'arrêt d'urgence
- Panneau avant
- Balise d'état (série 500 uniquement)
- Filtre d'aspiration d'air (derrière l'imprimante)
- Cartouches d'agent
- Plaque d'alignement
- Réservoir d'eau distillée (B3)
- Scanner (B4)
-
Compartiment et filtre d'évacuation d'air (B5)
-
Tamis de récupération du matériau (B2)
- Filtre de récupération du matériau (B1) et accès au réservoir intermédiaire de récupération
- Cartouche de matériau réutilisable
- Cartouche de matériau neuve
- Capuchons de la cartouche
Le bouton d'alimentation est situé à côté du panneau avant, juste en dessous du bouton de réarmement.
text_image
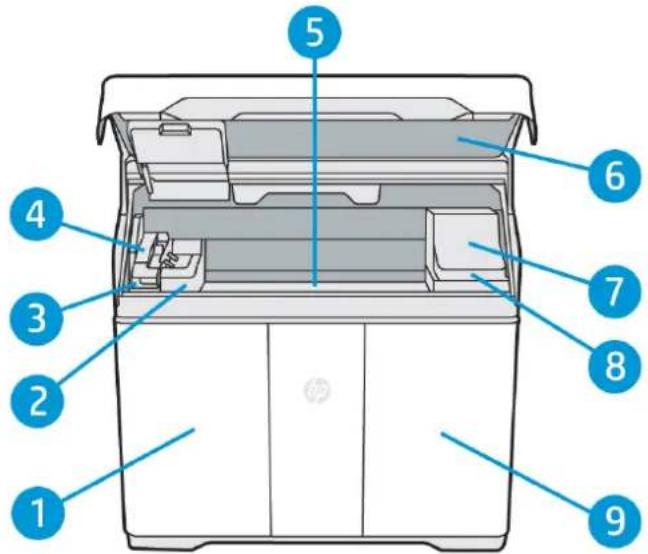
1 2 3 4 5 6 7 8 9- Porte de matériau
- Lampe de fusion
- Capot et rouleau de recouvrement
- Chariot de fusion (C1)
- Plate-forme de fabrication et compartiment de l'objet
- Capot supérieur et fenêtre d'affichage (série 500 uniquement)
- Chariot d'impression (C2)
- Rouleau de nettoyage des têtes d'impression (sous le chariot d'impression)
- Porte d'agent
Panneau avant
Le panneau avant est un écran tactile situé à l'avant gauche de l'imprimante.
Il vous donne un contrôle complet de votre imprimante : sur le panneau avant, vous pouvez visualiser des informations sur l'imprimante, modifier les paramètres de l'imprimante, surveiller l'état de l'imprimante et exécuter des tâches telles que le remplacement des consommables et alignement des têtes d'impression. Le cas échéant, le panneau avant affiche aussi des alertes (messages d'avertissement et d'erreur).
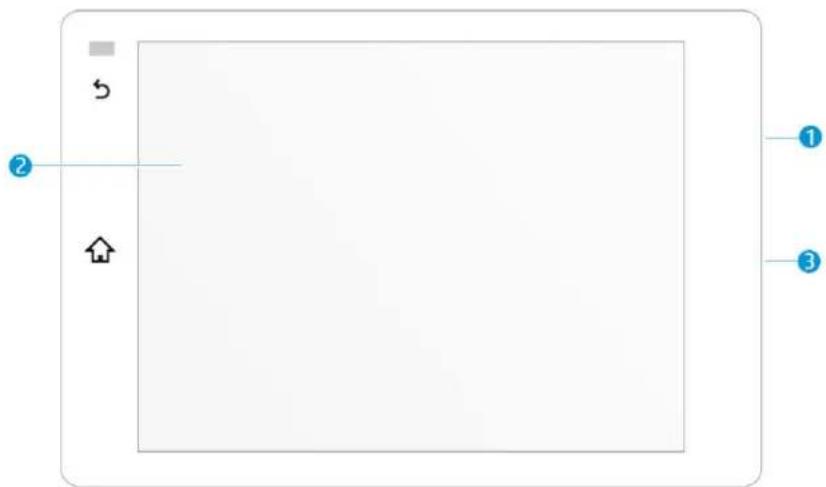
Il est équipé des composants suivants :
- Un port d'hôte USB 2.0 haut débit, utilisé pour la connexion d'un lecteur flash USB pouvant fournir des fichiers de mise à jour du micrologiciel à l'imprimante ; il se trouve derrière le panneau avant, accessible lorsque ce dernier est incliné vers le haut.
- Le panneau avant lui-même : un écran tactile couleur de 8 pouces doté d'une interface graphique utilisateur.
- Haut-parleur
Le panneau avant est doté d'une large zone centrale pour afficher des informations dynamiques et des icônes. Sur le côté gauche, vous pouvez voir une ou deux icônes fixes.
lcônes fixes sur la gauche
- Touchez pour revenir à l'écran d'accueil.
- Touchez 5 pour revenir à l'écran précédent. Cela ne supprime pas les modifications effectuées dans l'écran actuellement sélectionné.
Écrans d'accueil
Il existe deux écrans de niveau supérieur entre lesquels vous pouvez vous déplacer en faisant balayer votre doigt sur l'écran, ou en touchant l'icône appropriée en bas de l'écran :
- Le premier écran principal fournit un accès direct aux fonctions les plus importantes. Il peut être affiché en touchant en bas de l'écran.
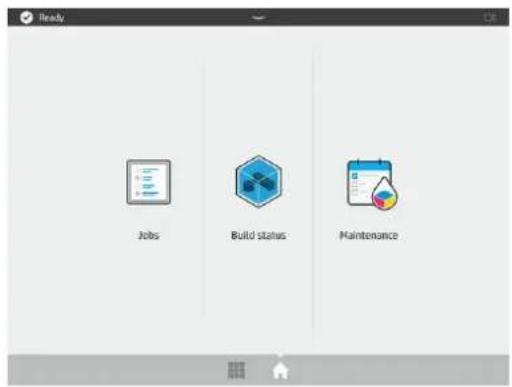
text_image
Ready Jobs Build status Maintenance- L'écran de toutes les applications affiche une liste de toutes les applications disponibles. Il peut être affiché en touchant en bas de l'écran.

text_image
Ready About Connectivity Jobs Build status Maintenance SettingsCentre d'état
Le centre d'état, situé en haut du panneau avant, peut être agrandi en faisant glisser le doigt de haut en bas. Il est visible depuis la plupart des écrans, sauf lorsqu'une action est en cours. Dans le centre d'état, vous pouvez consulter l'état de l'imprimante et accéder aux diverses commandes et alertes.
Balise d'état (série 500 uniquement)
L'imprimante dispose d'une bande de balise sur le capot supérieur ; elle récapitule l'état de l'imprimante et l'état des tâches, qui peut être visualisé à distance.

IMPORTANT : Les informations fournies dans la balise sont uniquement à titre d'informations fonctionnelles et ne sont pas pertinentes pour votre sécurité. Les étiquettes d'avertissement placées sur l'imprimante doivent toujours être respectées, quel que soit l'état indiqué par les voyants des balises.
Tableau 3-1 Balise de statut
| Spécifications Descriptions |
| Balise désactivée L'imprimante est prête à recevoir la tâche suivante. |
| Voyant blanc en mouvement L'imprimante a commencé une procédure. |
| Voyant blanc L'imprimante a terminé une procédure et attend votre intervention. |
| Voyant bleu en mouvement L'imprimante est en cours d'impression. |
| Voyant bleu Une tâche est terminée et les pièces sont prêts à être récupérées. |
| Voyant rouge L'imprimante ne parvient pas à imprimer en raison d'une erreur de système ; une tâche a peut-être été annulée. |
Modifier les options du système
Vous pouvez modifier les différentes options du système de l'imprimante à partir du panneau avant.
Touchez , puis Système.
- Langue pour modifier la langue utilisée sur l'écran de l'imprimante.
- Sélectionner l'altitude pour indiquer à l'imprimante sa hauteur au-dessus du niveau de la mer.
• Luminosité de est 50. l'affichage pour modifier la luminosité de l'écran du panneau avant. Par défaut, la luminosité
Volume des haut-parleurs pour modifier le volume des haut-parleurs de l'imprimante. Sélectionnez Désactivé, Faible ou Élevé. - Fuseau horaire pour afficher ou définir le fuseau horaire de l'imprimante.
- Journaux de l'imprimante pour demander des informations de dépannage détaillées sur les erreurs de système, les avertissements système, les têtes d'impression ou les agents.
- Restaurer les paramètres d'usine pour restaurer les paramètres de l'imprimante à leurs valeurs d'origine définies en usine. Cette option restaure tous les paramètres de l'imprimante sauf ceux de Gigabit Ethernet et les profils de papier.
- Sélection de l'unité pour choisir entre les mesures impériales et métriques de l'imprimante.
Définir le mot de passe administrateur
Vous pouvez définir le mot de passe administrateur à partir du panneau avant. Touchez 📄, puis Sécurité >
Gérer le mot de passe et entrez le mot de passe. Si un mot de passe a déjà été défini, vous aurez besoin de fournir l'ancien mot de passe afin d'en établir un nouveau.
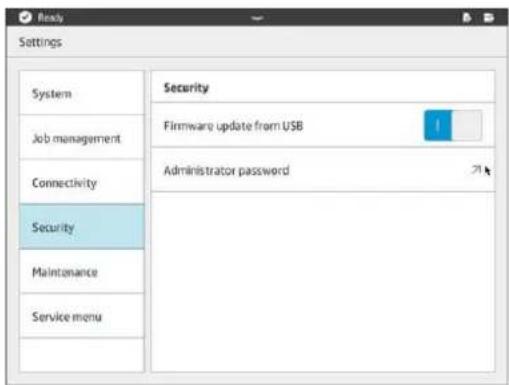
Le mot de passe administrateur doit être fourni afin de modifier les paramètres de l'imprimante.
Se déconnecter et se connecter
Si vous êtes connecté en tant qu'administrateur et que vous souhaitez accéder à d'autres zones à accès restreint pour ce nom d'utilisateur, vous devez tout d'abord vous déconnecter de cette session puisque la session administrateur ne garantit pas l'accès à tous les menus de l'imprimante.
- Accédez au centre de notification en glissant vers le bas la barre située dans la partie supérieure de l'écran.
- Appuyez sur le bouton Se déconnecter dans l'angle supérieur droit de l'écran et répondez oui à la boîte de dialogue « Session de déconnexion ? ».
- Accédez à l'application de paramètres et touchez le nœud Menu Entretien.
- Assurez-vous que le nom d'utilisateur sélectionné est « Entretien » et saisissez le mot de passe correct.
Logiciels
Le centre de commande HP SmartStream 3D est une application client qui surveille entièrement vos imprimantes 3D HP et que tous les autres périphériques complémentaires tels que les stations de traitement et les unités de création pour utiliser entièrement la puissance de l'écosystème 3D HP. Command Center doit être installé avec vos périphériques 3D. Il vous permet d'effectuer toutes vos tâches d'impression en 3D : passer en revue les tâches d'impression et anticiper sur les besoins de l'imprimante en affichant à distance les mises à jour du micrologiciel, les avertissements et les erreurs.
Le logiciel du centre de commande HP SmartStream 3D, les manuels et de l'aide pour votre solution d'impression 3D peuvent être téléchargés à partir de :
Pour plus d'informations sur le centre de commande, reportez-vous au Guide de l'utilisateur du centre de commande HP SmartStream 3D.
Utilisez les puissantes capacités de préparation à l'impression 3D du HP SmartStream 3D Build Manager pour que toutes vos tâches d'impression 3D soient une réussite :
- Ajoutez des pièces pour commencer la préparation de la tâche d'impression.
-
Faites pivoter, redimensionnez et positionnez la pièce sur la plate-forme de l'objet.
-
Ajouter, modifier ou supprimer des couleurs de la pièce.
-
Repérez et corriger automatiquement les erreurs de 3D géométrique.
-
Envoyez un fichier prêt pour l'impression vers une imprimante 3D connectée ou sauvegardez le fichier imprimable.
Le logiciel HP Smartstream 3D Build Manager, des manuels et de l'aide pour votre solution d'impression 3D peuvent être téléchargés à partir de :
Vous trouverez plus d'informations à propos du Build Manager dans le Manuel de l'utilisateur de HP SmartStream 3D Build Manager :
Mise sous tension / hors tension4
AVERTISSEMENT : Utilisez l'imprimante uniquement conformément aux plages de température et d'humidité spécifiées (reportez-vous au guide de préparation du site). Si l'imprimante ou les consommables sont exposés à des conditions non conformes aux plages de conditions ambiantes de fonctionnement, veuillez patienter au moins douze heures pour que les conditions ambiantes de fonctionnement soient atteintes avant de mettre l'imprimante sous tension ou d'utiliser les consommables.
Activation et désactivation de l'imprimante
Première mise sous tension de l'imprimante
- Veillez à ce que toutes les portes de l'imprimante soient fermées.
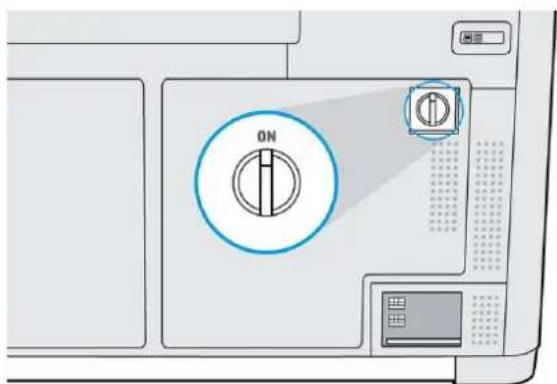
- Mettez l'interrupteur principal à l'arrière de l'imprimante en position Marche.
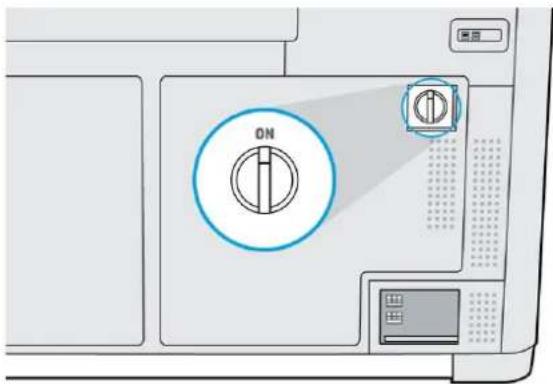
text_image
ON- Attendez que le panneau avant vous informe que l'imprimante est en attente du réarmement.
- Effectuez un contrôle visuel de l'imprimante.
- Lorsque demandé, appuyez sur le bouton bleu de réarmement situé devant et à gauche de l'imprimante. Ceci active les sous-systèmes de grande puissance de l'imprimante.
- Attendez que le panneau avant indique que l'imprimante est prête. Cette intervention peut prendre quelques minutes. Une fois l'initialisation terminée, le panneau avant affiche un message qu'elle est prête. Si un message d'erreur de système s'affiche, consultez Erreurs de système à la page 187.
Activation et désactivation de l'imprimante
Pour allumer et éteindre l'imprimante, utilisez le bouton situé sur le panneau avant.
Pour éteindre l'imprimante pour une période prolongée, commencez par la mettre hors tension avec le bouton ⏻ ; attendez qu'elle soit complètement éteinte ; placez également en position d'arrêt l'interrupteur principal situé à l'arrière de l'imprimante.
Interrupteur d'alimentation principale
text_image
ONLaissez l'interrupteur d'alimentation principale activé à tout moment, sauf si vous souhaitez déplacer l'imprimante.
Si vous prévoyez de laisser l'imprimante sans surveillance pendant plus de 1 semaine, placez-la en mode Absence.
Mode Absent
Si vous prévoyez de laisser l'imprimante sans surveillance pendant plus de 1 semaine, sélectionnez le mode Absence dans le menu maintenance sous Outils système > Utilitaires. L'imprimante effectue une série de tâches de maintenance mineures afin de maintenir l'état de vos têtes d'impression.
Après chaque tâche, préparez l'imprimante pour le temps d'inactivité étendu en réalisant les opérations de maintenance répertoriées sous Planification de maintenance de l'imprimante à la page 117. Nettoyez également les capuchons du poste d'entretien.
Il est préférable de placer l'unité en mode Absence, car cela permet d'arrêter complètement l'imprimante. Cette pratique permet de réduire la fréquence de remplacement des têtes d'impression et de contribuer au maintien de procédures opérationnelles stables à l'aide de coûts prévisibles, établis sur la base de l'utilisation.
L'imprimante restera verrouillée lorsqu'elle est en mode Absence ; Elle peut être rétablie à un fonctionnement normal à partir du panneau avant. De plus amples informations sur les besoins et les détails du mode Absence sont disponibles dans la zone de connaissances 3D.
En commençant par le micrologiciel V500300_07_20_39.12, en mode Absence, l'imprimante exécutera également une routine de nettoyage dans le système d'humidité. De plus, l'écran de confirmation d'arrêt rappelle aux clients de mettre l'imprimante en mode Absent si l'imprimante reste inactive pendant plus d'une semaine. Pour définir l'imprimante en mode Absent, sélectionnez Annuler, puis accédez à Paramètres, sélectionnez Maintenance > Outils système > Utilitaires > Activer le mode Absente. Redémarrez l'unité (cycle d'alimentation) avant d'activer le mode Absent.
ATTENTION : Lorsque vous mettez l'imprimante hors tension pendant une longue période, celle-ci ne peut pas maintenir la santé des buses des têtes d'impression. Vous pourriez avoir besoin de remplacer les têtes d'impression une fois sa remise sous tension effectuée.
Recommandations suite une période d'inactivité
Les étapes suivantes décrivent la procédure complète pour cette rubrique.
- Sélectionnez Déverrouiller l'imprimante à partir du panneau avant, puis quittez le menu Utilitaires.
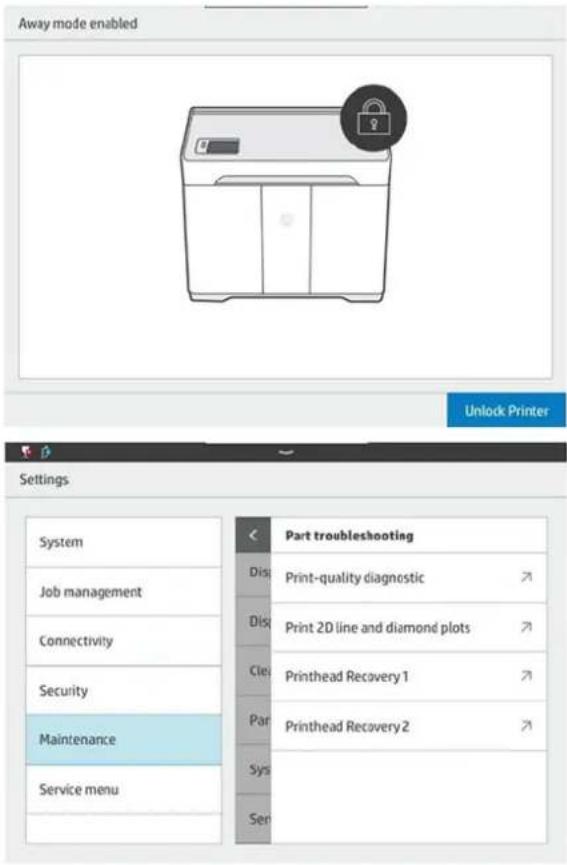
- Accédez à Paramètres. Dans le menu Maintenance, sélectionnez Dépannage de pièce > Diagnostic de qualité d'impression.
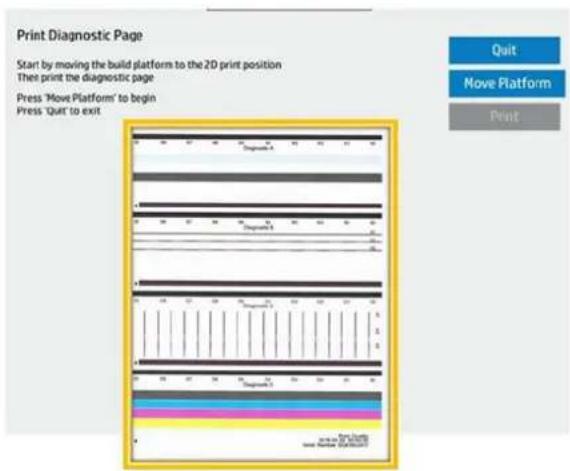
- Imprimez la page de diagnostic et utilisez-la comme référence.
- Le contrôle doit principalement être effectué sur les zones de diagnostic A et D. Si nécessaire, des routines de récupération sont disponibles dans le même menu Dépannage de pièce. Veuillez suivre les instructions
du Guide de dépannage des têtes d'impression, disponibles dans la zone de connaissance HP 3D Center by PrintOS.

REMARQUE : Après de longues périodes d'inactivité, le système matériel peut mettre 1 à 3 heures pour revenir à une condition d'humidification correcte.
Gestion du réseau de l'imprimante5
Introduction
L'imprimante dispose d'un seul port RJ-45 pour établir une connexion réseau. Pour des performances optimales, HP recommande d'utiliser du câblage Cat 5/5e ou Cat 6 ainsi qu'un équipement de réseau local gigabitaire.
Une configuration réseau correcte est requise pour faire fonctionner l'imprimante, car toute communication entre l'impression et le logiciel d'administration s'effectue via le réseau.

IMPORTANT : Pour imprimer, l'imprimante doit être connectée au centre de commande et le centre de commande doit être connecté au cloud.
Exigence de connectivité et contrôle à distance
Le client autorisera HP à installer le logiciel HP Command Center (ou un autre logiciel HP applicable qui contrôle le produit HP et qui permet le contrôle à distance) sur l'ordinateur du client.
Le client gardera cet ordinateur connecté au produit HP, et le client gardera le logiciel HP Command Center en cours d'exécution sur cet ordinateur et connecté au produit HP à tout moment.
Le client fournira, aux frais du client, une connectivité permanente du logiciel HP Command Center au Cloud sécurisé HP via une connexion Internet permanente par l'intermédiaire d'un canal de communications approuvé par HP et garantira une telle connectivité à tout moment comme spécifié plus loin dans le guide de préparation du site. Le client est responsable de la restauration de la connectivité dans un délai convenable en cas d'interruptions.
LE CLIENT ACCEPTE QUE SI LE PRODUIT N'EST PAS TOUJOURS CONNECTÉ À HP CLOUD COMME SPÉCIFIÉ DANS LE GUIDE DE PRÉPARATION DU SITE, LES FONCTIONNALITÉS DU PRODUIT SERONT LIMITÉES OU INEXISTANTES ET LE NIVEAU DE SERVICE SERA LIMITÉ.
Les produits HP sont susceptibles de collecter des données machine du client. Le client octroie à HP et/ou à un agent agréé HP d'accéder à distance, via le logiciel HP Command Center, les données de la machine client des produits HP.
Les données de la machine du client seront utilisées par HP et/ou un agent agréé HP afin de fournir une assistance à distance, de permettre un meilleur diagnostic et maintenance préventive, la mise à jour de logiciels, le calcul de l'utilisation et des statistiques de consommables, l'évaluation des améliorations de produits HP et de proposer de futures offres. En outre, les données de machine du client permettront à HP de déterminer la manière dont les produits HP sont utilisés et les fonctions de produit les plus couramment utilisées et de calculer diverses statistiques d'utilisation de produits HP.
HP et/ou les agents agréés HP respectent votre vie privée et sont résolus à protéger les données de votre machine et prendront toutes les précautions nécessaires pour empêcher tout accès non autorisé ou la divulgation et pour garantir une utilisation appropriée des données de votre machine. Dans l'éventualité où des données sont classées comme données de niveau individuel, HP et/ou un agent agréé HP conserveront la confidentialité de telles données, ainsi que de toutes les données collectées, conformément à la déclaration de confidentialité de HP(http://www.hp.com/go/privacy) et aux droits relatifs aux données personnelles (http://welcome.hp.com/country/privacy/privacynotice), le cas échéant.
« Données de machine du client » signifie des données de produit HP du client qui peuvent inclure, mais non limité, aux éléments suivants : données d'utilisation de produit HP ; données de production de produit HP ; événements système de produit HP ; maintenance du produit HP et historique d'étalonnage ; numéro de modèle du produit HP ; numéro de série du produit HP ; version du microprogramme du produit HP ; adresse IP du produit HP ; statut et historique des consommables ; l'activité du capteur ; la quantité et le type de têtes d'impression utilisées ; l'ID de l'objet ; la durée de l'objet ; et/ou le mode d'impression. Les données de la machine du client comprennent ce qui suit : fichiers de conception, fichiers des pièces, noms des travaux, contenu des travaux, géométries des pièces, cartes thermiques, noms d'utilisateur ou de noms des pièces.
Résumé de la loi européenne sur les données
Les utilisateurs de produits connectés vendus sur le marché européen ont le droit d'accéder aux données générées par leur utilisation.
Demande de données
Vous pouvez demander l'accès aux données via le portail EUDA à l'adresse suivante : https://compliance-euda.hp.com.
HP fournira les données demandées sans retard injustifié, gratuitement et dans un format commun, structuré et lisible par une machine, conformément à la loi européenne sur les données.
Partage de données avec des tiers
Vous avez également le droit de partager des données avec un tiers de votre choix, par exemple un prestataire de services de réparation, une société d'analyse de données ou un autre prestataire de services.
Les données partagées seront fournies à des conditions équitables, raisonnables et non discriminatoires, comme l'exige la législation européenne sur les données.
Configuration
Pour accéder aux paramètres du réseau, touchez ( ), puis sur le panneau de commande.
Nom d'hôte
Vous pouvez attribuer à l'imprimante un nom d'hôte personnalisé. Si l'infrastructure du réseau le prend en charge, l'imprimante tentera d'enregistrer le nom d'hôte auprès du service DNS, ce qui permet de se référer à l'imprimante par le nom d'hôte au lieu de l'adresse IP.
De même, vous pouvez attribuer le suffixe du domaine, pour définir le nom de domaine entièrement qualifié de l'imprimante.
Configuration IPv4
Vous pouvez sélectionner si l'imprimante doit essayer de découvrir automatiquement les paramètres de réseau IPv4 en utilisant le protocole DHCP, ou si vous souhaitez les configurer manuellement. Ces paramètres incluent :
- Adresse IP : l'adresse Internet Protocol unique affectée à l'imprimante.
- Masque de sous-réseau : le masque correspondant à l'adresse IP de l'imprimante.
- Passerelle par défaut : l'adresse IP de la passerelle réseau.
- Serveurs DNS primaire et secondaire : les adresses IP des serveurs DNS.
- Méthode de configuration DNS : pour établir si les serveurs DNS doivent être attribués via le service DHCP ou manuellement.
Vitesse de liaison
Le contrôleur réseau intégré prend en charge la connexion aux réseaux compatibles IEEE 802.3 Ethernet 10Base-T, IEEE 802.3u 100Base-TX Fast Ethernet et 802.3ab 1000Base-T Gigabit Ethernet. Lorsqu'elle est connectée et sous tension, l'imprimante négocie automatiquement avec votre réseau pour fonctionner avec une vitesse de liaison 10, 100 ou 1 000 Mo/s et pour communiquer en mode duplex intégral ou semi-duplex. Vous pouvez toutefois configurer manuellement la liaison à l'aide du panneau avant de l'imprimante ou d'autres outils de configuration une fois la communication réseau établie.
6 Recommandations de conception et d'impression 580 Series
Introduction
L'impression 3D offre un niveau de liberté bien plus élevé en termes de conception que toute autre technologie de fabrication traditionnelle. Les concepteurs et les ingénieurs peuvent profiter de cela et utiliser de nouvelles géométries et de nouveaux concepts qui étaient impossible avant. Cependant, afin d'optimiser la conception à imprimer avec MJF, vous devez connaître certaines caractéristiques du processus d'impression et ses capacités, car cela peut vous aider à tirer le meilleur de la technologie.
Les instructions relatives à la conception et à l'impression offrent une vue d'ensemble des étapes à suivre avant d'envoyer une tâche à l'impression, de la préparation du fichier aux considérations qui doivent être prises en compte dans la conception des pièces et leur orientation dans le compartiment de l'objet pour optimiser la qualité finale des pièces et les performances d'impression.
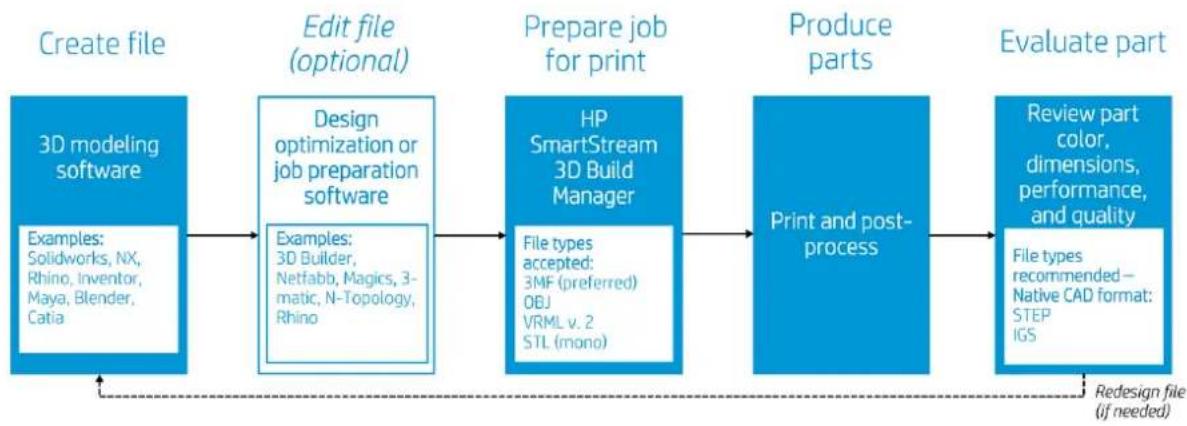
Préparation des fichiers
Utilisation de fichier dans le flux de travail de bout en bout
Dans le flux de travail de bout en bout de la procédure d'impression, les fichiers passent par diverses applications logicielles. Par exemple, la première conception peut être faite dans un programme de CAO, tandis que la préparation de la tâche sera gérée dans HP SmartStream 3D Build Manager. Si nécessaire, la pièce imprimée peut être numérisée en 3D et comparée à la conception d'origine.
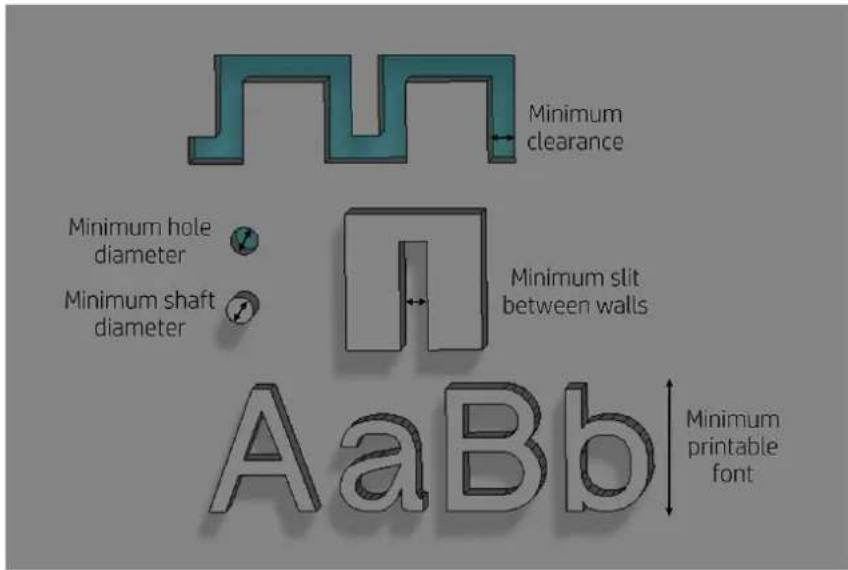
Spécification minimale des pièces
Lors de la conception de pièces dans votre logiciel de modélisation 3D, HP recommande de garder à l'esprit ces spécifications minimales pour prévenir tout problème de pièce, mais aussi pour obtenir la meilleure qualité possible.
Les caractéristiques imprimables minimales des plans X, Y et Z sont comme suit :
Tableau 6-1 Minimum imprimable
| Spécifications Descriptions | |
| Diamètre minimale du trou pour une épaisseur de 1 mm 0,5 mm | |
| Diamètre minimum de la tige pour une hauteur de 10 mm (pièces blanches) | 0,5 mm |
| Diamètre minimum de la tige pour une hauteur de 10 mm (pièces de couleur) | 1 mm |
| Police d'impression minimale pour l'embossage ou le débossage de lettres ou de chiffres | 6 pt (2,1 mm) |
| Espace minimal pour une épaisseur de 1 mm 0,5 mm | |
| Fente minimale entre les parois 0,5 mm | |
- Gravure. La technologie Multi Jet Fusion vous permet d'imprimer des lettres et des dessins avec une très haute résolution et définition d'impression.
Pour obtenir le meilleur résultat possible, tout texte, chiffre ou dessin inclus sur une pièce de la même couleur doit disposes d'une profondeur ou d'une hauteur minimale de 1 mm. Lors de l'utilisation de couleurs contrastées, il n'y a aucune valeur minimum.
La meilleure orientation pour les lettres en relief et gaufrées est de les placer à l'envers dans le compartiment de l'objet.
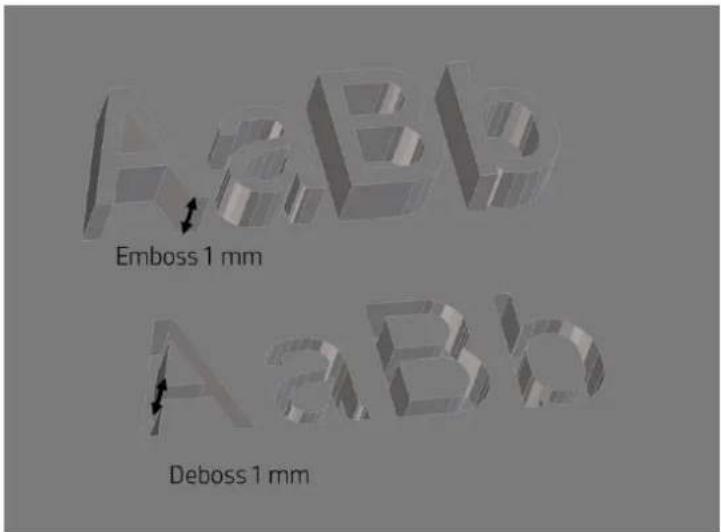
text_image
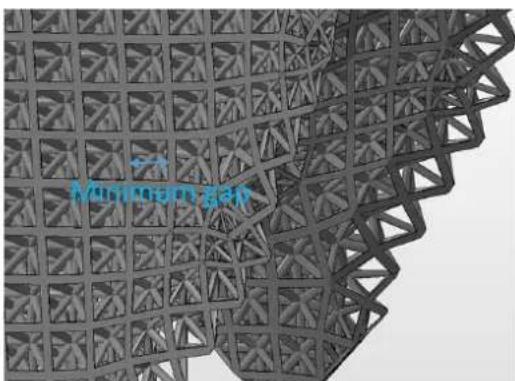
AaBb Emboss 1 mm AaBb Deboss 1 mm- Pièce solide ou remplissage structurel. Multi Jet Fusion vous permet d'imprimer des conceptions génératives dotées d'une topologie optimisée, ainsi que des structures réticulaires fines. Ce type de conception permet de réduire le poids de la pièce et la quantité de matériau utilisé, ce qui réduit non seulement le coût de la pièce mais permet également de réduire le coût de fonctionnement pour les applications qui sont très sensibles au poids.
L'intervalle minimal recommandé dans une structure réticulaire pour s'assurer que le matériau situé à l'intérieur de la pièce peut être retiré est de 5 mm.
- Lorsque vous imprimez un cantilever , l'épaisseur minimale de la paroi varie selon le rapport hauteur/largeur, qui correspond à la longueur divisée par la largeur.
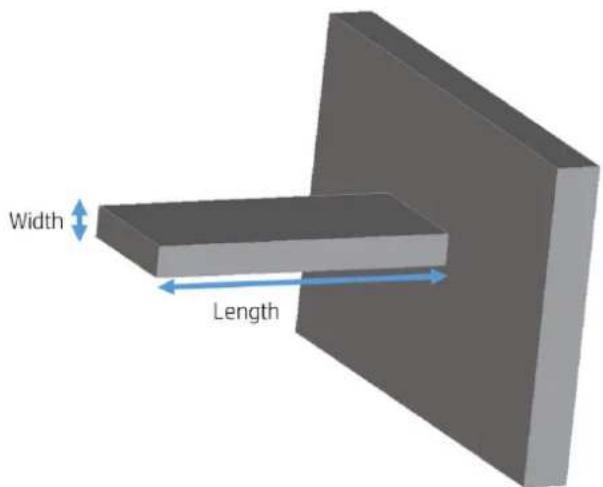
Rapport hauteur/largeur = longueur/largeur
Pour un cantilever ave une largeur inférieure à 1 mm, le taux d'aspect doit être inférieur à 1. Pour des largeurs supérieures à 1 mm, les pièces qui ont un taux d'aspect élevé risquent d'être plus grandes pour la déformation (10:1 ou plus).
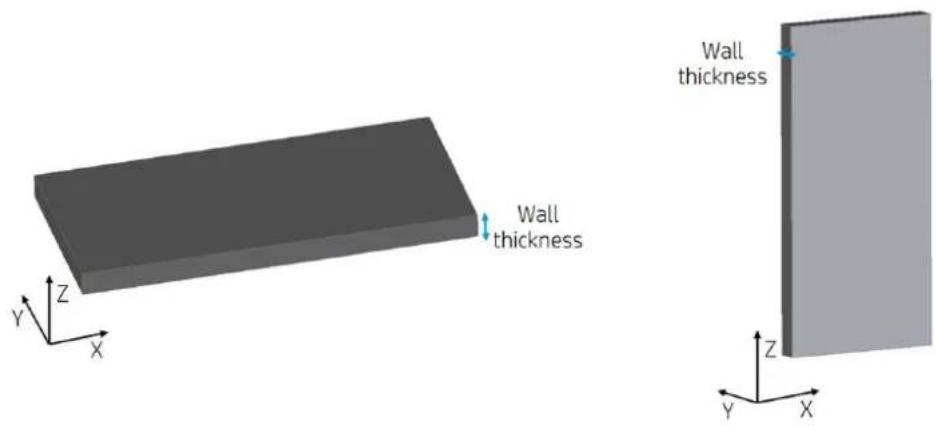
- Pour les pièces blanches, en règle générale, l'épaisseur des parois minimale est de 0,3 mm pour les parois courtes orientées dans le plan XY, et de 0,5 mm pour les parois courtes dans le plan Z.
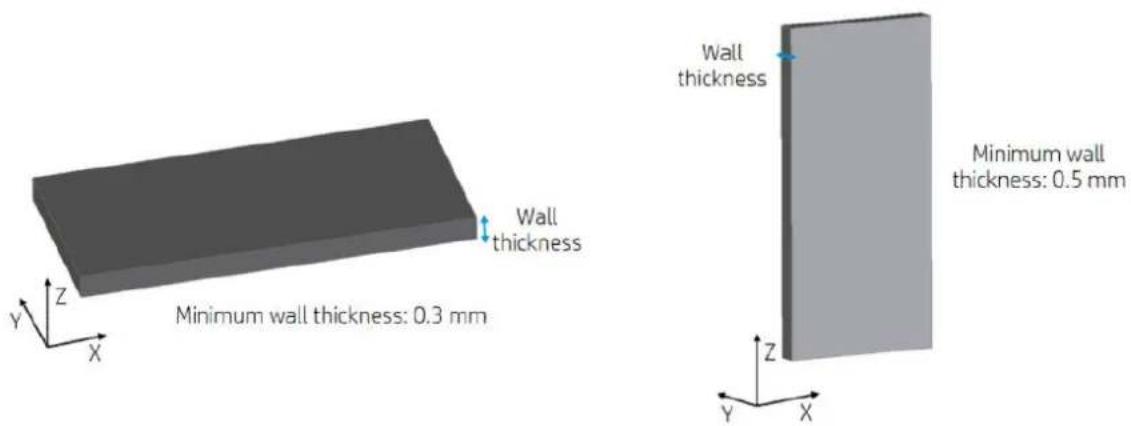
Pour les pièces en couleur, en règle générale, l'épaisseur des parois minimale est de 0,5 mm pour les parois courtes orientées dans le plan XY, et de 1 mm pour les parois courtes dans le plan Z.
Pour les pièces ayant un rapport hauteur/largeur élevé (>10:1), HP recommande d'augmenter l'épaisseur des parois ou d'ajouter des nervures ou des filets pour renforcer la pièce.
Les parois très épaisses peuvent accumuler de la chaleur et provoquer un rétrécissement éventuel dans les zones denses présentant une accumulation de matériau.
Pour obtenir de meilleurs résultats, les nervures ne doivent pas être plus épaisses que leurs parois de base.

CONSEIL : Evidez la pièce autant que possible, ce qui vous permettra d'économiser de l'agent et du matériau, ainsi que de réduire le nombre de creux.
- Espace minimal entre les pièces à assembler après impression. Parfois, une paire de pièces imprimées doivent s'emboîter pour l'application finale. Dans ce cas, HP recommande de disposer d'espaces d'au moins 0,5 mm entre les zones d'interface qui doivent s'emboîter, cela permet de garantir un bon assemblage.
- Espace et espacement minimaux entre les pièces imprimées en tant qu'assemblages. Les pièces d'assemblage qui sont imprimées ensemble doivent avoir une marge d'impression minimale de 0,7 mm. Les pièces comportant des parois épaisses ou de grandes zones de surface dont les parties assemblées s'emboîteront doivent avoir un plus grand espace pour garantir suffisamment de passage d'évacuation de matériaux.
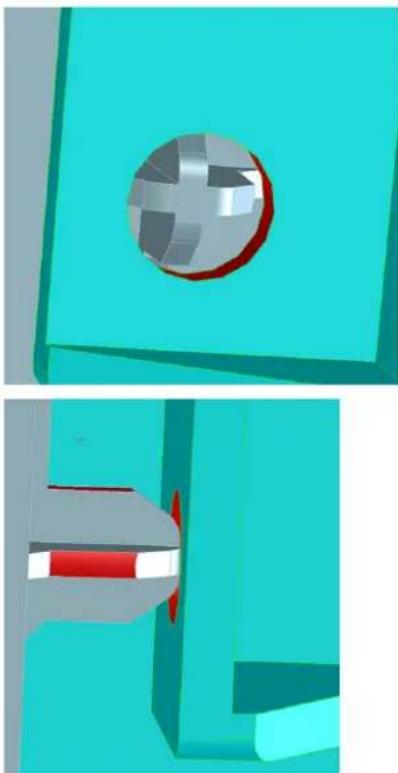
Prenons l'exemple suivant à l'aide du composant HP Keychain :

Voici une section transversale de cette partie :

- Le cercle intérieur comportant le logo HP pivote librement après un sablage bien que l'espacement soit très faible (moins de 0,7 mm). En effet, il y a une petite surface de « contact » entre les deux surfaces qui doit bouger librement et un passage d'évacuation facile pour le matériau non fusionné à retirer pendant le sablage.
- En règle générale, le cercle extérieur contenu dans la cage de maillage blanche nécessite un plus grand sablage pour retirer tout le matériau non fusionné et plus de temps « d'utilisation » de l'action de rotation afin de ne pas avoir de matériau non fusionné. Bien qu'il y ait au moins 0,7 mm d'espacement entre les surfaces adjacentes du cercle extérieur, les parties qui doivent pivoter librement ont une grande quantité de surface, et il n'y a pas de passage facile pour le matériau non fusionné entre les deux surfaces pour l'évacuation pendant le sablage. Les grandes zones de surface de matériau fusionné autour de l'espacement piègent également la chaleur et peuvent provoquer la fusion du matériau dans la zone d'espacement. Cet exemple montre comment, pour concevoir un assemblage réussi avec des composants qui bougent librement, un passage d'évacuation doit être dégagé pour le matériau non fusionné si des petites tailles d'espacement sont requises.
-Grande zone de surface entre les faces avec un espacement de 0,711 mm :

—Petite zone de surface entre les faces avec un espacement de 0,531 mm :

- Géométries fermées creuses. Le Multi Jet Fusion est un processus au cours duquel les pièces sont fabriquées grâce à la fusion sélective des zones souhaitées d'une couche de matériau. Si les pièces imprimées sont creuses, le matériau non fusionné peut être coincé à l'intérieur des parois fusionnées de la pièce ou des orifices d'évacuation doivent être ajoutés à la conception pour retirer le matériau. Le diamètre minimum recommandé des trous est de 5 mm ; de préférence supérieure, pour faciliter le nettoyage. HP recommande d'inclure au moins deux trous.
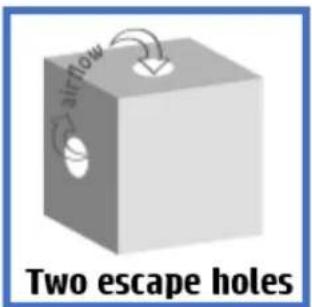
- Diamètre minimum recommandé pour les orifices d'évacuation : 5 mm.
-Épaisseur de la paroi minimum recommandée : 2 mm.
—Cette méthode permet de réduire le poids maximum de la pièce.

—Du matériau non fusionné reste dans la pièce.
—L'épaisseur de parois minimum recommandée est de 2 mm.
—Il y a toujours une réduction notable du poids par rapport à une pièce solide.
- Lignes de colle. Les pièces dépassant la taille maximale de l'objet peuvent être imprimées avec Multi Jet Fusion en les divisant en plusieurs pièces. Elles peuvent être assemblées grâce à de la colle, une soudure ou par l'insertion de broches.
Si vous avez l'intention de coller des pièces, HP vous recommande d'inclure des fonctions d'imbrication telles que celles illustrées ci-dessous : celles-ci visent à guider l'utilisateur dans le positionnement des pièces afin de faciliter leur liaison et le processus de collage. N'oubliez pas de laisser un espace supplémentaire de 0,2 mm entre les pièces pour inclure la colle, en plus de l'espace minimal entre les pièces imprimées en tant que pièces assemblées (voir ci-dessus).

- Conduits. Pour le retrait de matériau dans les conduits étroits, il peut être utile de concevoir et d'imprimer une bande ou une chaîne qui passe à travers le conduit. Une fois les pièces imprimées, vous pouvez retirer la chaîne pour retirer la plupart du matériau. Le matériau restant peut être retiré à l'aide du processus de nettoyage normal.

Pièces de coloration
Une fois le modèle 3D créé, il est recommandé de mettre en couleur le modèle avant de le placer dans HP SmartStream 3D Build Manager, vu que les options de coloration y sont limitées. Il existe deux méthodes principales pour ajouter des couleurs aux modèles 3D :
- Ajout de couleurs par pièce, face ou coquille : Cette option s'affiche généralement dans les programmes de CAO et vous permet de définir la couleur de certaines zones d'une pièce.
Figure 6-1 Un modèle avec la totalité de la pièce colorée
Figure 6-2 Un modèle comportant différentes couleurs sur différentes faces
- Mappage de textures : Dans les programmes de graphisme, le mappage de textures est une opération consistant à enrouler une image autour d'un objet en 3D.
Figure 6-3 Un modèle comportant un mappage de texture

Consultez les instructions de votre logiciel de CAO ou de graphisme pour savoir comment utiliser ces fonctionnalités. Vous pouvez également colorer des modèles auparavant non colorés dans un programme gratuit (comme Microsoft 3D Builder), celui-ci est gratuit pour tous les systèmes d'exploitation Windows. 3D Builder comprend des mappages de couleurs et des textures faciles à utiliser qui sont destinés aux utilisateurs débutants.
Enregistrer et exporter des fichiers
Une fois vos fichiers créés et colorés, votre modèle doit être tessellé ou converti en triangles, l'imprimante les utilise pour créer des couches. La tessellation se produit lorsque vous enregistrez ou exportez votre fichier de modèle dans des formats de fichier spécifiques. HP SmartStream 3D Build Manager accepte quatre formats de fichier différents :
3MF

REMARQUE : 3MF est le format de fichier recommandé pour HP SmartStream 3D Build Manager.
Toutefois, reportez-vous au tableau présentant les différents formats d'exportation de fichier recommandés ci-dessous pour les modèles couleur.
- VRML 2 (.wrl)
• OBJ
•STL

REMARQUE : Les fichiers STL ne contiennent pas d'informations sur les couleurs. Utilisez les formats de fichier 3MF, VRML 2 ou OBJ pour les modèles couleur.
Lorsque vous enregistrez ou exportez votre fichier, notez qu'une taille de fichier standard pour un modèle varie de 1 à 200 Mo, mais que la taille dépend du type de logiciel utilisé lors de la création, du nombre de triangles, du nombre et du niveau de détails, etc. HP vous déconseille de travailler avec des fichiers de plus de 4 Go : au-delà de cette taille : la résolution supplémentaire dans le fichier peut n'avoir aucun effet sur la pièce imprimée.
Lors de l'exportation au format STL, OBJ ou VRML 2 depuis un logiciel de CAO, il est fréquent qu'il vous soit demandé d'introduire des paramètres tels que la tolérance angulaire et la hauteur de la corde de déviation. Ces paramètres définissent la résolution et la taille du fichier de la pièce. Les paramètres recommandés lors de l'exportation de pièces sont une tolérance angulaire comprise entre 1 et 5 et une hauteur de corde de déviation comprise entre 0,05 et 0,2. La tolérance angulaire doit être réduite pour les pièces de forme cylindrique ou sphérique. Par ailleurs, la hauteur de la corde doit être réduite au minimum pour les pièces comportant de petits détails et de petites caractéristiques.
Vous trouverez ci-dessous certains paramètres/paramètres d'exportation recommandés pour les programmes de modélisation 3D courants.
Paramètres d'exportation recommandés par Siemens NX
Format de l'exportation recommandé : VRML (.wrl)

text_image
VRML Specify VRML File VRML File: ...top\model1.wrl Output Type VRML 2.0 (Animated) Tolerance 0.1000 Less Options < ✓ Output Lights ✓ Output Materials ✓ Output Textures ✓ Output Background □ Flythru Format □ Multi File Format ✓ Recursive Multi File OK Back CancelParamètres d'exportation conseillés par SolidWorks
Format de l'exportation recommandé : 3MF (.3mf)

Paramètres d'exportation recommandés par Solid Edge
Format de l'exportation recommandé : 3MF (.3mf)

Paramètres d'exportation recommandés par Creo Elements
Format de l'exportation recommandé : VRML (.wrl)
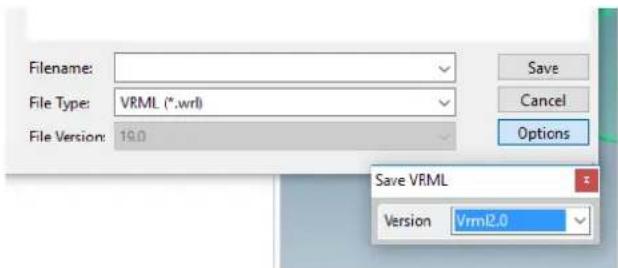
text_image
Filename: File Type: VRML (*.wrl) File Version: 19.0 Save Cancel Options Save VRML Version Vrm2.0Formats d'exportation de fichiers recommandés pour les modèles couleur
En plus d'appliquer les paramètres d'exportation appropriés, HP vous recommande d'enregistrer vos modèles couleurs sous des formats de fichier spécifiques, en fonction du logiciel de modélisation 3D utilisé. Notez que certains programmes ne peuvent pas exporter les mappages de texture, même si des fonctionnalités de
mappage de texture sont disponibles dans le logiciel. Dans ce cas, nous vous recommandons de transférer votre modèle non coloré dans un logiciel capable d'exporter des mappages de textures, puis d'ajouter le mappage de texture dans ce logiciel. Il existe de nombreux logiciels gratuits, comme Microsoft 3D Builder et Blender, qui vous permettent d'effectuer cette opération.
Tableau 6-2 Exportation de fichier recommandé
| Logiciels Format d'exportation de fichier | recommandé | Peut exporter de la texture ? |
| 3D Builder (16.1.651.0) 3MF Oui | ||
| Adobe Photoshop (19.1.4) VRML ou OBJ Oui | ||
| Autodesk 3ds Max (2019) VRML Oui | ||
| Autodesk Fusion 360 (2019) STEP Non | ||
| Autodesk Inventor (2019) OBJ Non | ||
| Autodesk Maya (2019) OBJ Oui | ||
| Autodesk Netfabb (2019.2) | 3MF Oui | |
| Blender (2.79) | OBJ Oui | |
| Dassault CATIA (5) | VRML Oui | |
| Dassault SOLIDWORKS (2019) | 3MF Oui | |
| Materialise Magics (21.0) | 3MF Oui | |
| PTC Creo Elements (19) VRML Non | ||
| PTC Creo Parametric (3.0) | OBJ Non | |
| Rhino (6) | VRML Oui | |
| Siemens NX (12.0) | VRML Non | |
| Siemens Solid Edge (ST10) | 3MF Non | |

REMARQUE : Si vous enregistrez vos modèles couleurs au format recommandé et que vous rencontrez toujours des problèmes pour les ouvrir correctement sous HP SmartStream 3D Build Manager, reportez-vous au document présentant des astuces et conseils pour l'impression.
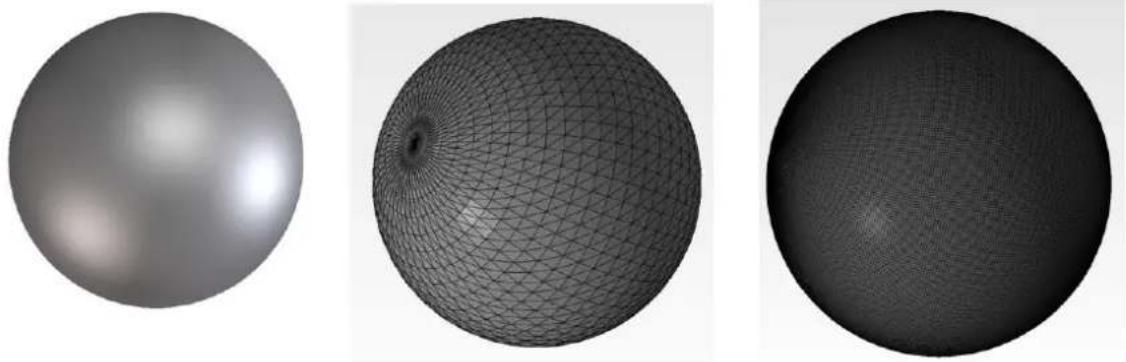
Problèmes Tessellation
Les problèmes courants que vous pourriez rencontrer lors de la tessellation/exportation de vos fichiers sont les suivants :
• Trop ou pas assez de triangles
Il est difficile de traiter un excès de triangle et lorsqu'une certaine taille est atteinte, les triangles supplémentaires ne contribuent pas à fournir plus de précision. C'est pourquoi un excès de triangles peut augmenter le temps de traitement sans aucun avantage.
La triangulation d'une surface entraîne le facettage du modèle 3D. Les paramètres utilisés pour produire un modèle STL ont un impact sur la quantité de facettage produite.
Figure 6-4 Exemple de tessellation
• Trous dans les triangles
Les modèles STL présentent fréquemment des surfaces qui ne sont pas jointes à celles adjacentes, ainsi que des surfaces manquantes.
Réparation de fichiers
Logiciel de réparation de fichier
- Magics – Ma terialise
•Autodesk Netfabb
• HP SmartStream 3D Build Manager
Erreurs courantes
Certaines erreurs courantes qui provoquent des problèmes liés à la qualité des pièces sont illustrées ci-dessous. Elles peuvent être résolues dans le logiciel CAO natif ; ou, si cela n'est pas disponible, dans Magics, Netfabb ou HP Smartstream 3D Build Manager. Si ces fichiers ne sont pas corrigés avant d'essayer de créer la conception, soit le logiciel ne vous permettra pas de continuer en raison de la qualité médiocre du fichier ou votre pièce ne sera pas de bonne qualité. Par conséquent, il est préférable de prendre le temps à ce stade pour vérifier que le concepteur du fichier de CAO a produit une conception imprimable et de haute qualité.
• Triangles qui se chevauchent
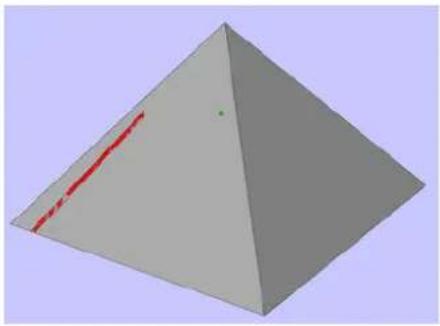
• Trous dans les pièces
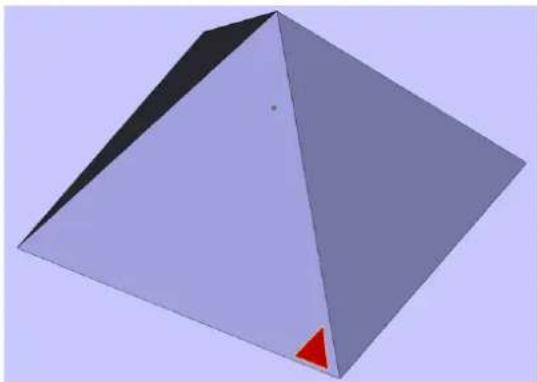
• Triangles renversés
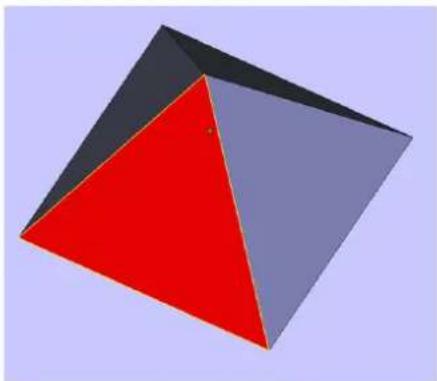
• Coquilles minuscules
HP SmartStream 3D Build Manager doit être utilisé pour envoyer des tâches à l'impression. Par conséquent, une fois les fichiers exportés (depuis votre logiciel de CAO, de graphisme ou d'un gestionnaire de création 3D distinct), ceux-ci doivent être importés dans SmartStream 3D Build Manager.

REMARQUE : Pour une précision dimensionnelle optimale, exportez les pièces séparément au lieu de les regrouper dans un seul fichier.
Dans HP SmartStream 3D Build Manager, vous pourrez accéder à certaines fonctionnalités de modification des couleurs, notamment les suivantes :
- La possibilité de colorer une pièce entière avec la couleur de votre choix
- La possibilité de modifier la teinte, la luminosité et la saturation des couleurs existantes,
- La possibilité d'afficher un aperçu avant impression de la pièce de couleur à imprimer,
- La possibilité d'imprimer un modèle de jeu de couleurs pour tester les couleurs.
Consultez le Guide de l'utilisateur de HP SmartStream 3D Build Manager (http://www.hp.com/go/SmartStream3DBuildManager/manuals) pour une description complète de ces fonctionnalités, ou visionnez cette vidéo : https://www.youtube.com/watch?v=3lfrpLMrJ4U&t=14s.
Ce processus de préparation logicielle peut prendre de 15 minutes à 2 heures en fonction de la complexité de la tâche. Il peut être exécuté pendant l'impression d'autres tâches. Une fois prêt, vous pouvez sélectionner la tâche à imprimer à partir de la file d'attente des tâches sur le panneau de commande de l'imprimante. Si une erreur se produit lors du traitement, un message apparaît sur le panneau de commande et l'imprimante annule la tâche. Pour réessayer, vous devez soumettre à nouveau la tâche.
Recommandations de conception et d'impression 540 & 340 Series
Introduction
L'impression 3D offreun niveau de liberté bien plus élevé en termes de conception que toute autre technologie de fabrication traditionnelle. Les concepteurs et les ingénieurs peuvent profiter de cela et utiliser de nouvelles géométries et de nouveaux concepts qui étaient impossible avant. Cependant, afin d'optimiser la conception à imprimer avec MJF, vous devez connaître certaines caractéristiques du processus d'impression et ses capacités, car cela peut vous aider à tirer le meilleur de la technologie.
Les instructions relatives à la conception et à l'impression offrent une vue d'ensemble des étapes à suivre avant d'envoyer une tâche à l'impression, de la préparation du fichier aux considérations qui doivent être prises en compte dans la conception des pièces et leur orientation dans le compartiment de l'objet pour optimiser la qualité finale des pièces et les performances d'impression.
Préparation des fichiers
Utilisation de fichier dans le flux de travail de bout en bout
Dans le flux de travail de bout en bout de la procédure d'impression, les fichiers passent par diverses applications logicielles. Par exemple, la première conception peut être faite dans un programme de CAO, tandis que la préparation de la tâche sera gérée dans HP SmartStream 3D Build Manager. Si nécessaire, la pièce imprimée peut être numérisée en 3D et comparée à la conception d'origine.
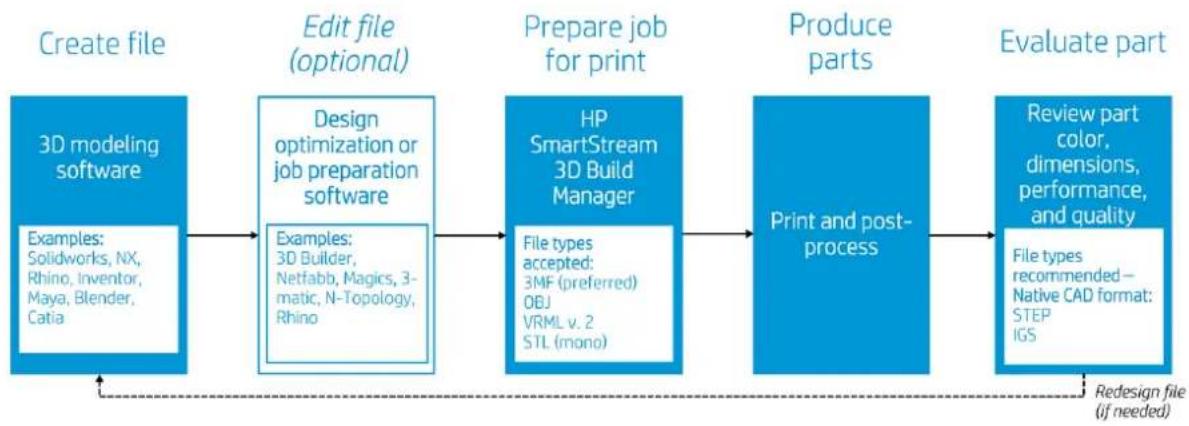
Spécification minimale des pièces
Lors de la conception de pièces dans votre logiciel de modélisation 3D, HP recommande de garder à l'esprit ces spécifications minimales pour prévenir tout problème de pièce, mais aussi pour obtenir la meilleure qualité possible.
Les caractéristiques imprimables minimales des plans X, Y et Z sont comme suit :
Tableau 6-1 Minimum imprimable
| Spécifications Descriptions |
| Diamètre minimale du trou pour une épaisseur de 1 mm 0,5 mm |
| Diamètre minimale de la tige pour une hauteur de 10 mm 0,5 mm |
| Police d'impression minimale pour l'embossage ou le débossage de lettres ou de chiffres 6 pt (2,1 mm) |
| Espace minimal pour une épaisseur de 1 mm 0,5 mm |
| Fente minimale entre les parois 0,5 mm |
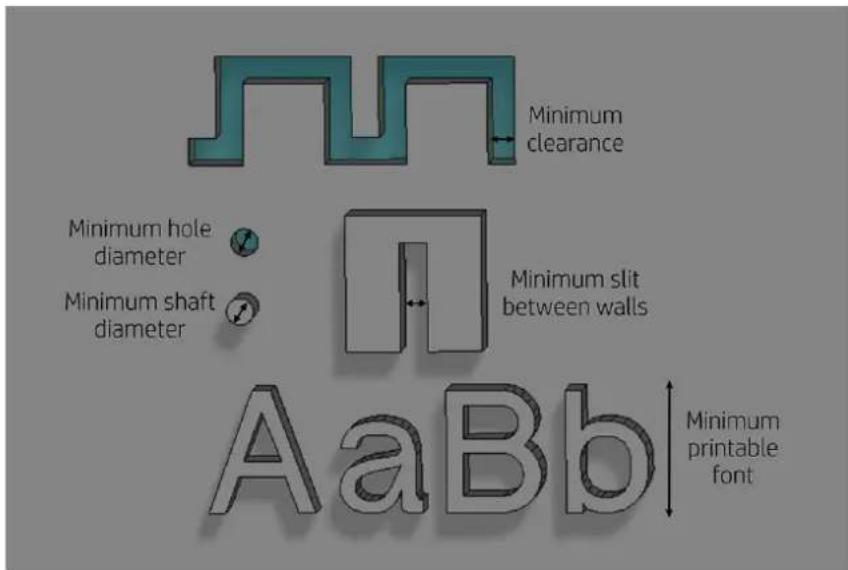
- Gravure. La technologie Multi Jet Fusion vous permet d'imprimer des lettres et des dessins avec une très haute résolution et définition d'impression.
Pour obtenir le meilleur résultat possible, tout texte, chiffre ou dessin inclus sur une pièce doit disposes d'une profondeur ou d'une hauteur minimale de 1 mm.
La meilleure orientation pour les lettres en relief et gaufrées est de les placer à l'envers dans le compartiment de l'objet.
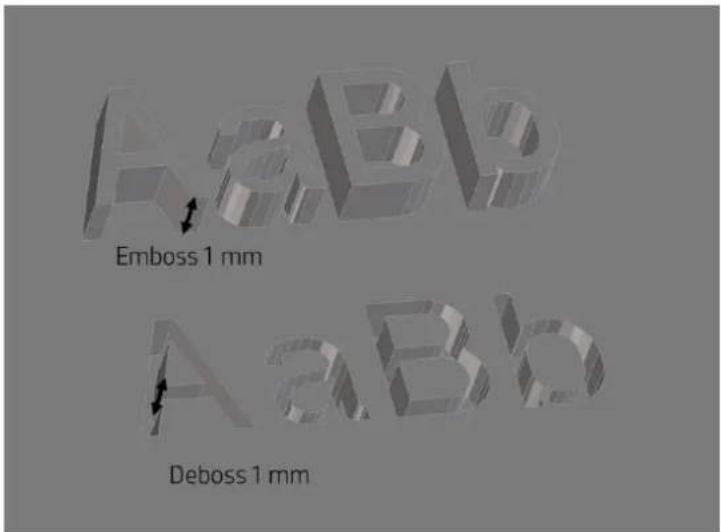
text_image
AaBb Emboss 1 mm AaBb Deboss 1 mm- Pièce solide ou remplissage structurel. Multi Jet Fusion vous permet d'imprimer des conceptions génératives dotées d'une topologie optimisée, ainsi que des structures réticulaires fines. Ce type de conception permet de réduire le poids de la pièce et la quantité de matériau utilisé, ce qui réduit non seulement le coût de la pièce mais permet également de réduire le coût de fonctionnement pour les applications qui sont très sensibles au poids.
L'intervalle minimal recommandé dans une structure réticulaire pour s'assurer que le matériau situé à l'intérieur de la pièce peut être retiré est de 1 mm.
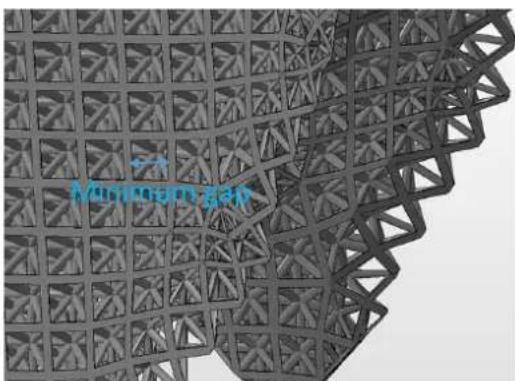
- Lorsque vous imprimez un cantilever, l'épaisseur minimale de la paroi varie selon le rapport hauteur/largeur, qui correspond à la longueur divisée par la largeur.
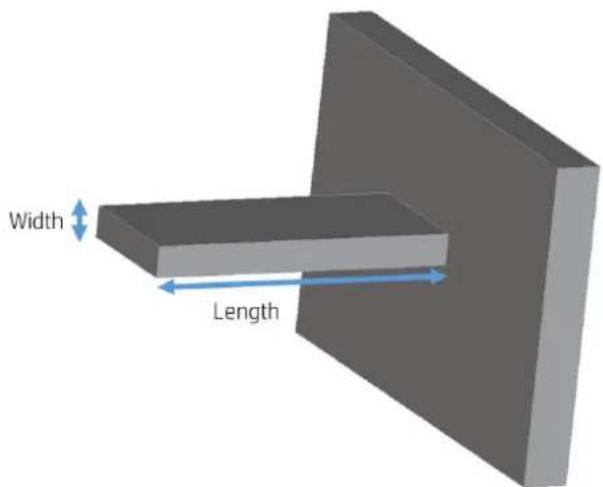
Rapport hauteur/largeur = longueur/largeur
Pour un cantilever ave une largeur inférieure à 1 mm, le taux d'aspect doit être inférieur à 1. Pour des largeurs supérieures à 1 mm, les pièces qui ont un taux d'aspect élevé risquent d'être plus grandes pour la déformation (10:1 ou plus).
- En règle générale, l' épaisseur des parois minimale est de 0,3 mm pour les parois courtes orientées dans les plans XY, et de 0,5 mm pour les parois courtes dans le plan Z.
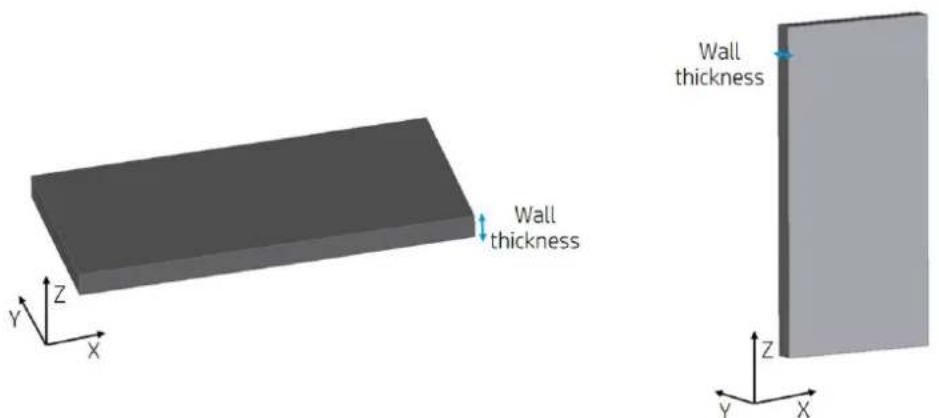
Pour les pièces ayant un rapport hauteur/largeur élevé (>10:1), HP recommande d'augmenter l'épaisseur des parois ou d'ajouter des nervures ou des filets pour renforcer la pièce.
Les parois très épaisses peuvent accumuler de la chaleur et provoquer un rétrécissement éventuel dans les zones denses présentant une accumulation de matériau.
Pour obtenir de meilleurs résultats, les nervures ne doivent pas être plus épaisses que leurs parois de base.

CONSEIL : Evidez la pièce autant que possible, ce qui vous permettra d'économiser de l'agent et du matériau, ainsi que de réduire le nombre de creux.
- Espace minimal entre les pièces à assembler après impression. Parfois, une paire de pièces imprimées doivent s'emboîter pour l'application finale. Dans ce cas, HP recommande de disposer d'espaces d'au moins 0,5 mm entre les zones d'interface qui doivent s'emboîter, cela permet de garantir un bon assemblage.
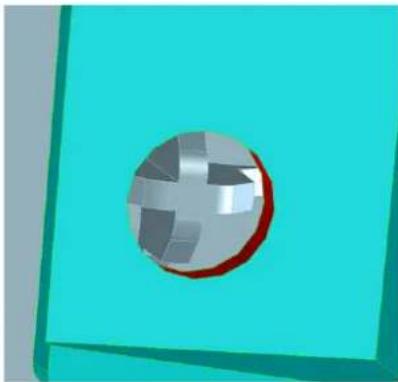
- Espace et espacement minimaux entre les pièces imprimées en tant qu'assemblages. Les pièces d'assemblage qui sont imprimées ensemble doivent avoir une marge d'impression minimale de 0,7 mm. Les pièces comportant des parois épaisses ou de grandes zones de surface dont les parties assemblées s'emboîteront doivent avoir un plus grand espace pour garantir suffisamment de passage d'évacuation de matériaux.
Prenons l'exemple suivant à l'aide du composant HP Keychain :

Voici une section transversale de cette partie :
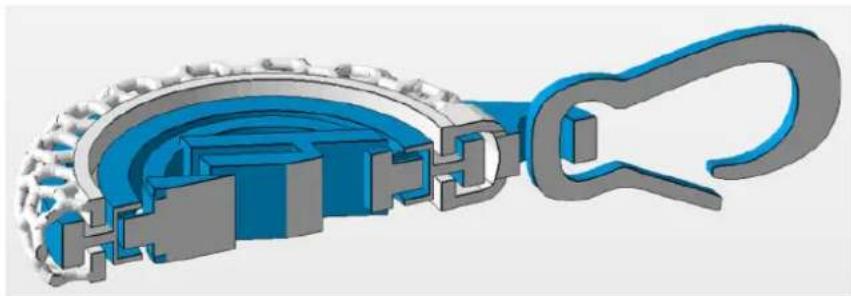
- Le cercle intérieur comportant le logo HP pivote librement après un sablage bien que l'espacement soit très faible (moins de 0,7 mm). En effet, il y a une petite surface de « contact » entre les deux surfaces qui doit bouger librement et un passage d'évacuation facile pour le matériau non fusionné à retirer pendant le sablage.
- En règle générale, le cercle extérieur contenu dans la cage de maillage blanche nécessite un plus grand sablage pour retirer tout le matériau non fusionné et plus de temps « d'utilisation » de l'action de rotation afin de ne pas avoir de matériau non fusionné. Bien qu'il y ait au moins 0,7 mm d'espacement entre les surfaces adjacentes du cercle extérieur, les parties qui doivent pivoter librement ont une grande quantité de surface, et il n'y a pas de passage facile pour le matériau non fusionné entre les deux surfaces pour l'évacuation pendant le sablage. Les grandes zones de surface de matériau fusionné autour de l'espacement piègent également la chaleur et peuvent provoquer la fusion du matériau dans la zone d'espacement. Cet exemple montre comment, pour concevoir un assemblage réussi avec des composants qui bougent librement, un passage d'évacuation doit être dégagé pour le matériau non fusionné si des petites tailles d'espacement sont requises.
-Grande zone de surface entre les faces avec un espacement de 0,711 mm :

—Petite zone de surface entre les faces avec un espacement de 0,531 mm :

- Géométries fermées creuses. Le Multi Jet Fusion est un processus au cours duquel les pièces sont fabriquées grâce à la fusion sélective des zones souhaitées d'une couche de matériau. Si les pièces imprimées sont creuses, le matériau non fusionné peut être coincé à l'intérieur des parois fusionnées de la pièce ou des orifices d'évacuation doivent être ajoutés à la conception pour retirer le matériau. Le diamètre minimum recommandé des trous est de 5 mm ; de préférence supérieure, pour faciliter le nettoyage. HP recommande d'inclure au moins deux trous.
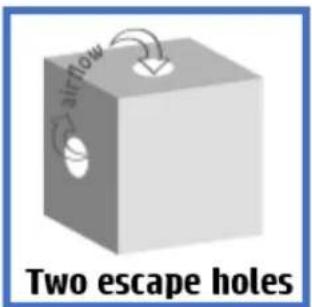
- Diamètre minimum recommandé pour les orifices d'évacuation : 5 mm.
-Épaisseur de la paroi minimum recommandée : 2 mm.
—Cette méthode permet de réduire le poids maximum de la pièce.
—Du matériau non fusionné reste dans la pièce.
—L'épaisseur de parois minimum recommandée est de 2 mm.
—Il y a toujours une réduction notable du poids par rapport à une pièce solide.
- Lignes de colle. Les pièces dépassant la taille maximale de l'objet peuvent être imprimées avec Multi Jet Fusion en les divisant en plusieurs pièces. Elles peuvent être assemblées grâce à de la colle, une soudure ou par l'insertion de broches.
Si vous avez l'intention de coller des pièces, HP vous recommande d'inclure des fonctions d'imbrication telles que celles illustrées ci-dessous : celles-ci visent à guider l'utilisateur dans le positionnement des pièces afin de faciliter leur liaison et le processus de collage. N'oubliez pas de laisser un espace supplémentaire de 0,2 mm entre les pièces pour inclure la colle, en plus de l'espace minimal entre les pièces imprimées en tant que pièces assemblées (voir ci-dessus).

- Conduits. Pour le retrait de matériau dans les conduits étroits, il peut être utile de concevoir et d'imprimer une bande ou une chaîne qui passe à travers le conduit. Une fois les pièces imprimées, vous pouvez retirer la chaîne pour retirer la plupart du matériau. Le matériau restant peut être retiré à l'aide du processus de nettoyage normal.

Enregistrer et exporter des fichiers
Une fois vos fichiers créés, votre modèle doit être tessellé ou converti en triangles, l'imprimante les utilise pour créer des couches. La tessellation se produit lorsque vous enregistrez ou exportez votre fichier de modèle dans des formats de fichier spécifiques. HP SmartStream 3D Build Manager accepte quatre formats de fichier différents :
3MF
REMARQUE : 3MF est le format de fichier recommandé pour HP SmartStream 3D Build Manager.
- VRML 2 (.wrl)
OBJ
•STL
Lorsque vous enregistrez ou exportez votre fichier, notez qu'une taille de fichier standard pour un modèle varie de 1 à 200 Mo, mais que la taille dépend du type de logiciel utilisé lors de la création, du nombre de triangles, du nombre et du niveau de détails, etc. HP vous déconseille de travailler avec des fichiers de plus de 4 Go : au-delà de cette taille : la résolution supplémentaire dans le fichier peut n'avoir aucun effet sur la pièce imprimée.
Lors de l'exportation au format STL, OBJ ou VRML 2 depuis un logiciel de CAO, il est fréquent qu'il vous soit demandé d'introduire des paramètres tels que la tolérance angulaire et la hauteur de la corde de déviation.
Ces paramètres définissent la résolution et la taille du fichier de la pièce. Les paramètres recommandés lors de l'exportation de pièces sont une tolérance angulaire comprise entre 1 et 5 et une hauteur de corde de déviation comprise entre 0,05 et 0,2. La tolérance angulaire doit être réduite pour les pièces de forme cylindrique ou sphérique. Par ailleurs, la hauteur de la corde doit être réduite au minimum pour les pièces comportant de petits détails et de petites caractéristiques.
Vous trouverez ci-dessous certains paramètres/paramètres d'exportation recommandés pour les programmes de modélisation 3D courants.
Paramètres d'exportation recommandés par Siemens NX
Format de l'exportation recommandé : VRML (.wrl)

text_image
VRML Specify VRML File VRML File: ...top\model1.wil Output Type VRML 2.0 (Animated) Tolerance 0.1000 Less Options<< ✓ Output Lights ✓ Output Materials ✓ Output Textures ✓ Output Background ☐ Flythru Format ☐ Multi File Format ✓ Recursive Multi File OK Back CancelParamètres d'exportation conseillés par SolidWorks
Format de l'exportation recommandé : 3MF (.3mf)
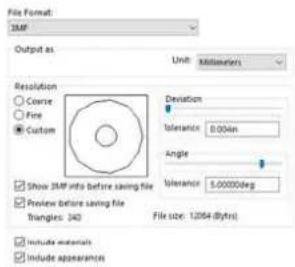
Paramètres d'exportation recommandés par Solid Edge
Format de l'exportation recommandé : 3MF (.3mf)

Paramètres d'exportation recommandés par Creo Elements
Format de l'exportation recommandé : VRML (.wrl)
Problèmes Tessellation
Les problèmes courants que vous pourriez rencontrer lors de la tessellation/exportation de vos fichiers sont les suivants :
• Trop ou pas assez de triangles
Il est difficile de traiter un excès de triangle et lorsqu'une certaine taille est atteinte, les triangles supplémentaires ne contribuent pas à fournir plus de précision. C'est pourquoi un excès de triangles peut augmenter le temps de traitement sans aucun avantage.
La triangulation d'une surface entraîne le facettage du modèle 3D. Les paramètres utilisés pour produire un modèle STL ont un impact sur la quantité de facettage produite.
Figure 6-1 Exemple de tessellation
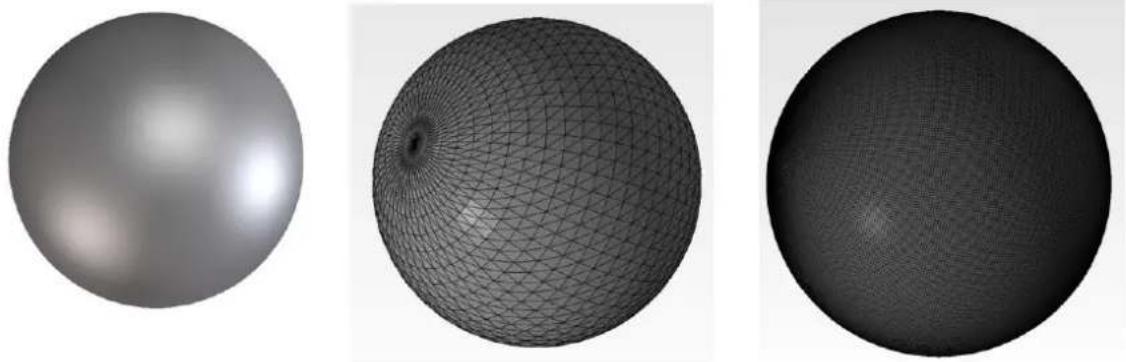
• Trous dans les triangles
Les modèles STL présentent fréquemment des surfaces qui ne sont pas jointes à celles adjacentes, ainsi que des surfaces manquantes.
Réparation de fichiers
Logiciel de réparation de fichier
- Magics – Ma terialise
•Autodesk Netfabb
• HP SmartStream 3D Build Manager
Erreurs courantes
Certaines erreurs courantes qui provoquent des problèmes liés à la qualité des pièces sont illustrées ci-dessous. Elles peuvent être résolues dans le logiciel CAO natif ; ou, si cela n'est pas disponible, dans Magics, Netfabb ou HP Smartstream 3D Build Manager. Si ces fichiers ne sont pas corrigés avant d'essayer de créer la conception, soit le logiciel ne vous permettra pas de continuer en raison de la qualité médiocre du fichier ou votre pièce ne sera pas de bonne qualité. Par conséquent, il est préférable de prendre le temps à ce stade pour vérifier que le concepteur du fichier de CAO a produit une conception imprimable et de haute qualité.
• Triangles qui se chevauchent
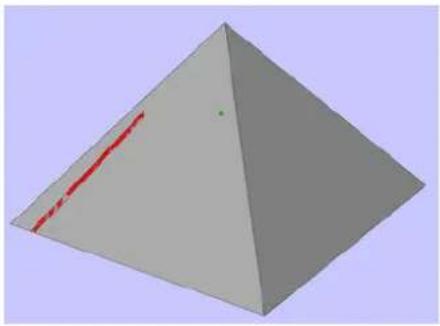
• Trous dans les pièces
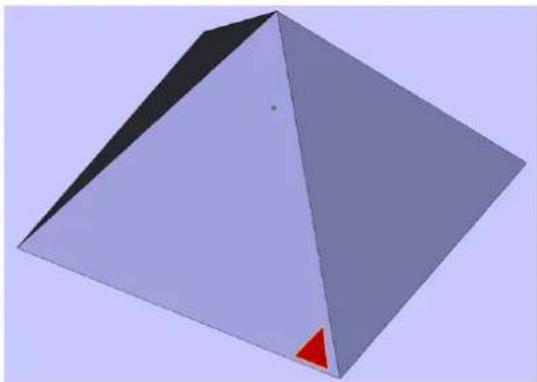
• Triangles renversés
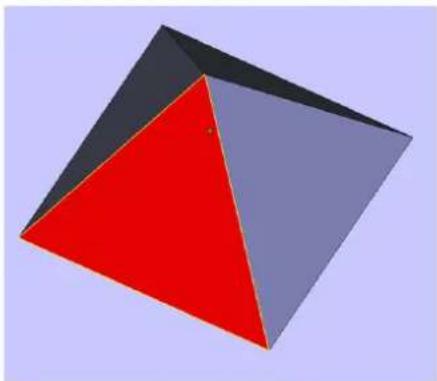
• Coquilles minuscules
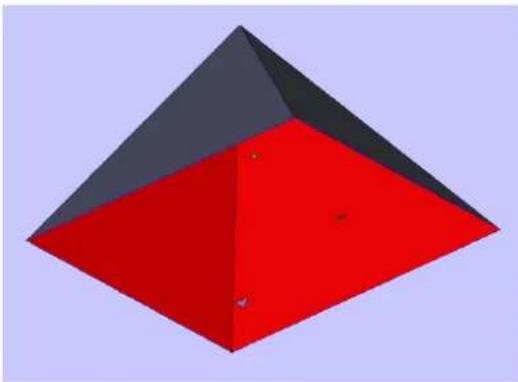
HP SmartStream 3D Build Manager doit être utilisé pour envoyer des tâches à l'impression. Par conséquent, une fois les fichiers exportés (depuis votre logiciel de CAO, de graphisme ou d'un gestionnaire de création 3D distinct), ceux-ci doivent être importés dans SmartStream 3D Build Manager.

REMARQUE : Pour une précision dimensionnelle optimale, exportez les pièces séparément au lieu de les regrouper dans un seul fichier.
Ce processus de préparation logicielle peut prendre de 15 minutes à 2 heures en fonction de la complexité de la tâche. Il peut être exécuté pendant l'impression d'autres tâches. Une fois prêt, vous pouvez sélectionner la tâche à imprimer à partir de la file d'attente des tâches sur le panneau de commande de l'imprimante. Si une erreur se produit lors du traitement, un message apparaît sur le panneau de commande et l'imprimante annule la tâche. Pour réessayer, vous devez soumettre à nouveau la tâche.
Préparation des tâches7
Introduction
Une bonne qualité d'objet dépend de la préparation du compartiment de l'objet des pièces. L'espacement des pièces et l'orientation sont essentiels et les paramètres d'impression comme le profil d'impression, les proportions de matériaux neufs et le profil de refroidissement peuvent influencer le flux de travail 3D et la qualité d'impression. Ce chapitre fournit des informations de base sur la préparation d'un objet. Pour de plus amples informations sur les techniques permettant de parvenir à une bonne qualité de pièce, reportez-vous à la section Conseils et astuces de qualité des pièces dans 3D Center Knowledge Zone.
Instructions de base de moulage d'objet
HP recommande les instructions de base suivantes pour mouler les pièces d'un objet à imprimer. Cette solution peut être envisagée pour vous permettre de gagner du temps, mais vous trouverez plus d'informations sur les meilleures pratiques de moulage pour optimiser les aspects de qualité de la pièce dans le document Conseils et astuces.
- Espacement de 5 mm entre les petites pièces
- Espacement de 15 mm entre les pièces volumineuses ou denses
- Creuser les pièces denses est une bonne option pour améliorer l'aspect.
- Pivoter les pièces pour éviter un angle supérieur à 20 degrés sur le plan XY : un faible angle peut entraîner un effet d'escalier visible.
- Pivoter les pièces pour éviter les parois planes sur les plans horizontaux ou verticaux, en particulier près des parois du compartiment de l'objet
- Les pièces pivotantes de 30 degrés sur 2 axes constituent une bonne règle générale.
Sélection des paramètres de la tâche
Vous pouvez choisir parmi plusieurs modes d'impression, proportions de mélange de matériaux et profils de refroidissement. Ces options sont sélectionnées dans le logiciel avant d'envoyer la tâche à l'imprimante.
Imprimantes 580

Notez qu'une fois que vous avez sélectionné un paramètre, il devient la valeur par défaut et doit être désélectionné pour la tâche suivante.
Comparaison de mode d'impression
Pourquoi utiliser le mode d'impression Équilibre des couleurs ?
- Si la tâche contient des pièces en couleurs et monochromes
- Fournit une plus grande solidité des pièces que le mode Esthétique des couleurs
- Si de la couleur est utilisée pour afficher, étiqueter ou entrer des informations, où l'aspect esthétique n'est pas le critère le plus important
- Si la pièce est sensible à l'aspect peau d'éléphant en mode Esthétique des couleurs
Pourquoi utiliser le mode d'impression Esthétique des couleurs ?
- Il génère les couleurs les plus vives
• Il offre la meilleure cohérence de la couleur - Il s'agit du mode d'impression avec la température la plus basse
Si la qualité et l'uniformité des couleurs constituent les critères les plus importants pour votre pièce - Si la pièce est sensible au fond perdu thermique en mode Équilibre des couleurs
Pourquoi utiliser le mode d'impression Mono-équilibré ?
- Augmente la précision des dimensions et la solidité de la pièce par rapport aux deux modes d'impression couleur
- Il s'agit du mode d'impression avec la température la plus élevée
Si la solidité de la pièce et son utilisation répétée sont les critères les plus importants. - Si la couleur de la pièce ne s'applique pas
Pourquoi utiliser le mode d'impression Mono esthétique ?
- Si la couleur de la pièce ne s'applique pas
- Il s'agit du mode d'impression avec la température la plus basse
- Si la pièce est sensible au fond perdu thermique en mode Mono-équilibré non coloré
- Pour les étiquettes, les petits détails et les caractéristiques fines sont importants
Comparaison des taux de matériau neuf
Pourquoi utiliser un rapport de 20 % ?
- Il offre le coût total de la pièce le plus bas
Pourquoi utiliser un rapport de 30 % ?
- Il optimise l'utilisation du matériau en augmentant la densité de tassement et la taille.
- Une tâche de compartiment de l'objet plein avec 20 % de matériau neuf ne peut pas dépasser une certaine densité de tassement
Pourquoi utiliser un rapport de 40 % ?
- Il optimise l'utilisation du matériau en augmentant la densité de tassement et la taille.
- Il génère plus de matériau réutilisable
- Il améliore la solidité de la pièce
- Il permet de réduire les orifices latéraux/les pièces poreuses
Comparaison du profil de refroidissement
Pour quelle raison utiliser Refroidissement et récupération automatiques ?
- Améliore la stabilité de la pièce et les résultats prévisibles
- Les pièces sont plus susceptibles de se déformer avec ce profil qu'avec le profil de refroidissement naturel.
Pourquoi utiliser le refroidissement naturel ?
- Permet aux pièces d'être refroidies aussi longtemps que vous le souhaitez
- Les pièces peuvent être extraites manuellement à des températures de contact minimum
- Fournit un temps de recuit long, ce qui minimise la distorsion
- Vous aide à ne pas endommager des pièces délicates pendant l'extraction
- Pour effectuer le suivi des pièces non étiquetées
Pour quelle raison utiliser Refroidissement rapide et récupération ?
- La réduction du temps de récupération des pièces est le critère le plus important (jusqu'à 6 heures de moins que pour un compartiment de l'objet complète)
- Pour plus d'informations sur le mode Refroidissement rapide, reportez-vous au livre blanc de refroidissement rapide MJF 340-540-580
Envoyer une tâche8
Utilisez le logiciel approprié pour envoyer la tâche à l'imprimante, comme HP SmartStream 3D Build Manager (reportez-vous au Guide de l'utilisateur HP SmartStream 3D Build Manager).
Parmi les autres programmes logiciels capables d'envoyer une tâche à l'imprimante figurent Autodesk Netfabb et Materialise Magics.
Sélectionnez une tâche9
Application de la liste des tâches
L'application de la liste des tâches située sur le panneau commande affiche l'état de toutes les tâches. Voici les états possibles :
- Traitement en attente : La tâche a été reçue par l'imprimante et se trouve dans la file d'attente pour être traitée.
• Traitement en cours : La tâche est en cours d'analyse par l'imprimante. - Traitement effectué : la tâche est prête pour l'impression. Soit elle n'a jamais été imprimée, soit elle est prête pour la réimpression.
- Prêt à imprimer : La tâche est prête à être imprimée. Lorsque cette tâche est sélectionnée, le bouton Imprimer est disponible.
Envoyer à l'impression : l'impression de la tâche a commencé.
Sélectionnez une tâche à imprimer
- Touchez Tâches pour revenir à l'écran d'accueil.
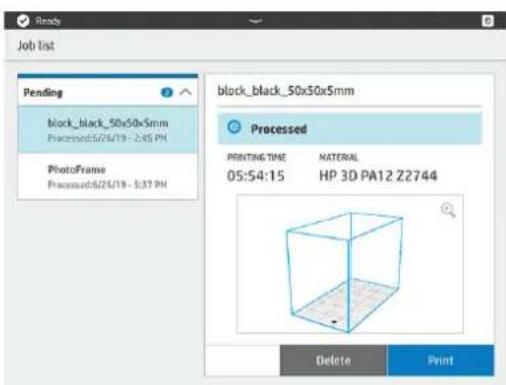
-
Sélectionnez la tâche traitée et touchez Imprimer.
-
L'imprimante vérifie que tous les sous-systèmes et les consommables sont prêts à terminer l'objet (voir Liste de préparation des tâches à la page 51). Si votre attention est requise, l'imprimante vous informe et vous avertit : une liste s'affiche avec toutes les tâches requises et recommandées pour l'imprimante. Pour imprimer la tâche, résolvez tout problème dans la liste en suivant les instructions du panneau avant. Une fois que vous avez terminé toutes les tâches dans la liste, l'imprimante exécute une deuxième vérification afin de garantir qu'elle est prête à imprimer la tâche. S'il y a des problèmes supplémentaires, le panneau avant fournira à nouveau les instructions.
-
L'imprimante commence le processus d'impression. Attendez que l'imprimante vous indique que la procédure est terminée.
Préparation de l'imprimante10
Liste de préparation des tâches
Avant l'impression, l'imprimante effectue des vérifications pour s'assurer qu'elle est prête à imprimer l'objet entier. Cela inclut les vérifications suivantes :
• L'imprimante est propre (voir Nettoyage de la zone d'impression à la page 122)
- Compatibilité de la tâche avec le périphérique
• Tête d'impression prête (voir Alignement des têtes d'impression à la page 176)
- Connectée au cloud (voir Gestion du réseau de l'imprimante à la page 27)
• Assez d'agent (voir Agents à la page 51)
• Assez de matériau (voir Matériau à la page 54)
- Assez d'eau dans le réservoir d'eau distillée (voir Eau distillée ou déionisée à la page 58)
- Rouleau de nettoyage des têtes d'impression prêt (Replacement du rouleau de nettoyage à la page 149)
• Filtres prêts (voir Maintenance à la page 112)
• Lampe nettoyée
- Portes fermées
Si l'imprimante détecte un problème, elle peut vous demander de contacter votre représentant de l'assistance pour obtenir de l'aide.
Agents
L'imprimante emploie sept types d'agents : les agents Black, de détail, de fusion, les agents yellow, magenta, cyan et les agents de fusion vifs.
Remarque :
- Cette imprimante est une imprimante à sécurité dynamique activée. Les cartouches utilisant une puce non HP ne fonctionneront pas. Pour plus d'informations, reportez-vous à la section http://www.hp.com/go/learnaboutsupplies.
- Cette imprimante n'est pas conçue pour utiliser des systèmes d'agents en continu. Pour imprimer correctement, retirez le système d'agents en continu et installez des cartouches HP authentiques.
- Cette imprimante est conçue pour des cartouches d'agent à utiliser jusqu'à ce qu'elles soient vides. Le remplissage de cartouches avant qu'elles ne soient vides peut entraîner l'échec de votre imprimante. Si cela se produit, insérez une nouvelle cartouche pour poursuivre l'impression.
Statut
Sur le panneau avant de l'imprimante, touchez 📂, puis Agents, puis touchez un agent pour voir son état :
- Contrôle en attente : La cartouche est présente, mais n'a pas encore été vérifiée. La porte d'agent doit être fermée avant de vérifier la cartouche.
• Vérification : La cartouche est vérifiée. - Manquant : La cartouche n'est pas présente (il ne s'agit pas d'un état d'erreur).
- Cartouche manquante : La cartouche n'est pas présente pendant que vous essayez d'effectuer une action ou un flux de travail qui requiert une cartouche, comme un objet (il s'agit d'un état d'erreur).
- Plus d'agent : L'agent doit être remplacé.
- Cartouche incompatible : La cartouche est incompatible avec l'emplacement dans lequel elle a été insérée (par exemple, la cartouche jaune dans l'emplacement noir).
- Région de la cartouche incompatible : Les cartouches fonctionnent uniquement dans des régions spécifiques du monde, pour des raisons de commerciale et de réglementation mondiale. Cet état s'affiche si l'agent et l'imprimante sont enregistrés pour des régions différentes.
- Réinstallation nécessaire : L'agent n'est pas inséré correctement ; essayez de le retirer et de le réinsérer.
- Remplacement obligatoire : L'agent est défectueux et doit être remplacé.
- Agent très faible : Le réservoir intermédiaire d'agent est très bas et la cartouche est vide.
- Agent faible : Le réservoir intermédiaire d'agent est faible et la cartouche est vide.
- Agent expiré : L'agent a dépassé sa date d'expiration. L'utilisation d'agents expirés peut affecter la garantie de vos têtes d'impression.
- Prêt : La cartouche est prête.
- Cartouches d'encre modifiées : La cartouche est inconnue ou altérée.
- Agent non-HP détecté : La cartouche contient de l'agent non HP.

REMARQUE : Le niveau de chaque agent indiqué sur le panneau avant est une estimation.
Voyants
- Blanc : Si le voyant est allumé, la cartouche est vide et doit être remplacée.

REMARQUE : Les processus de l'imprimante peuvent être arrêtés lorsqu'une porte est ouverte.

REMARQUE : Si vous retirez une cartouche de l'imprimante pour n'importe quelle raison, essayez de la replacer de nouveau dès que possible. N'ouvrez pas ou ne déballez pas les cartouches jusqu'à ce que vous soyez prêt à les installer.
- Sur le panneau avant de l'imprimante, touchez, puis Agents > Remplacer.

- Ouvrez la porte d'accès à l'agent.

- Recherchez l'agent à remplacer. Vous pouvez voir l'agent à remplacer sur le panneau avant ; il est également indiqué par un voyant blanc au-dessus de la cartouche.

REMARQUE : Vous pouvez remplacer plus d'une cartouche à la fois.
- Appuyez sur l'agent pour le débloquer et le retirer. Vous devriez entendre un clic comme vous le retirez.
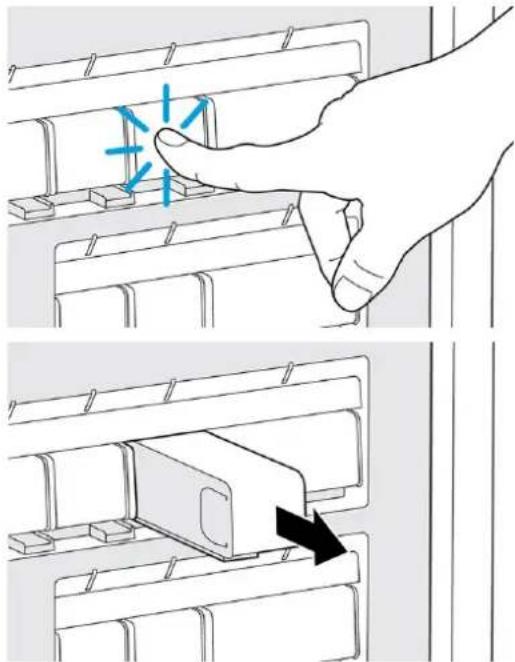
-
Les anciennes cartouches d'agent peuvent être recyclées via le Planet Partners Program de HP, le cas échéant. Pour plus d'informations, consultez le site http://www.hp.com/recycle/. Lorsque le programme n'est pas disponible, mettez les cartouches au rebut conformément aux réglementations locales.
-
Suivez les instructions sur la nouvelle cartouche d'agent pour la préparer pour l'installation.

ATTENTION : Ne touchez pas les contacts en métal situés sur la cartouche. Les empreintes digitales sur les contacts peuvent entraîner des erreurs de connexion.

- Insérez la nouvelle cartouche d'agent jusqu'à ce que vous entendiez un clic.
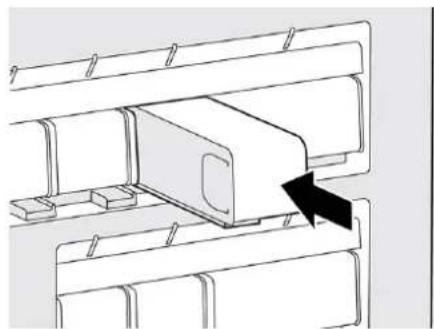
-
Fermez la porte d'accès à l'agent.
-
Touchez Terminer et Vérifier sur le panneau avant.

CONSEIL : Si le nouvel agent ne fonctionne pas, consultez la section Résolution des problèmes d'agent à la page 89.
Matériau
L'imprimante utilise un mélange de matériaux neufs et réutilisables : la configurationpour le matériau PA12 est de 20 % nouveau, 80 % réutilisable. L'emplacement de matériau réutilisable a deux fonctions :
- Ajout de matériau réutilisable. Vous pouvez être invité à mettre plus de matériau réutilisable dans la machine s'il n'y en a pas assez pour conserver le taux de mélange et répondre aux exigences de la tâche. Le panneau avant vous guidera via l'installation d'un consommable de matériau réutilisable.
- Retrait de l'excédant de matériau réutilisable. Vous pouvez être invité à retirer du matériau réutilisable s'il n'y a pas assez d'espace pour contenir tous les matériaux réutilisables que la tâche va générer ; le panneau avant vous guidera tout au long de l'installation d'un consommable partiel ou vide pour recevoir l'excédent de matériau.
Etats du matériau
• Neuf : Matériau nouveau, inutilisé.
- Réutilisable : Matériau que l'imprimante a récupéré des tâches précédentes, qui peut être réutilisé pour des tâches suivantes.
- Matériau usagé : Matériau utilisé qui ne sera pas être réutilisé.
• Ratio de déduplication : un mélange de matériaux neufs et récupérés.
•Vide : Les cartouches vides doivent être stockées et utilisées pour récupérer du matériau.
Rapport de mélange
La proportion de mélange par défaut est de 80 % de matériaux réutilisables. Cependant, lors de la soumission d'une tâche via HP SmartStream 3D Build Manager, vous pouvez sélectionner votre taux de mélange préféré.
Lors de la sélection d'une tâche à imprimer, les niveaux corrects de matériaux neufs et réutilisables peuvent être ajoutés à l'aide de flux de travail guidés sur le panneau avant le démarrage de l'impression.
Certaines tâches peuvent être imprimées avec succès uniquement en réglant le taux de mélange en fonction de la capacité de l'imprimante.
Si la tâche soumise dépasse la capacité de l'imprimante, revenez au logiciel de soumission d'objet pour réduire la hauteur de l'objet ou la densité d'emballage.
Cartouches de matériau
Les cartouches de matériau distribuent le matériau dans l'imprimante. Chaque cartouche de matériau a une capacité de 10 litres. L'imprimante n'accepte pas les cartouches qui ont été modifiées ou altérées. Reportez-vous à la liste des matériaux pour obtenir les informations de commande.
Il existe deux emplacements de cartouche de matériau, un pour les matériaux neufs (à gauche) et un pour les matériaux réutilisables (à droite).
Chaque fois que vous retirez une cartouche vide de l'emplacement nouveau, veillez à retirer l'étiquette du matériau nouveau pour voir l'étiquette du matériau réutilisable en dessous. Cette cartouche peut maintenant être remplie avec le matériau réutilisable et utilisé dans l'emplacement du matériau réutilisable.
Les cartouches nouvelles et réutilisables doivent être installées pour pouvoir imprimer.

REMARQUE : Le matériau usagé qui n'a pas été récupéré automatiquement ne doit pas être réintroduit dans le système : cela pourrait entraîner des problèmes de qualité d'impression.

Vous pouvez stocker des cartouches vides, partiellement pleines ou entièrement réutilisables pour une utilisation ultérieure.
Ne jetez pas le capuchon bleu de cartouche de matériau. Les capuchons peuvent être stockés à l'intérieur de la porte du matériau. Chaque fois que vous retirez une cartouche de matériau de l'imprimante, veillez à replacer le capuchon.
Lors du transport de cartouches lourdes, soyez vigilant afin d'éviter toute blessure corporelle.
Tableau 10-1 Cartouches de 10 litres
Matériau Poids total de la cartouche Poids net du matériau
HP 3D HR CB PA 12 10L 5 kg 4 kg
Remplacement d'une cartouche de matériau
Une cartouche doit être retirée et remplacée lorsqu'indiqué sur le panneau avant et par le voyant d'orientation au-dessus ou en dessous de la cartouche.
ATTENTION : Le retrait d'une cartouche doit être initié à partir du panneau avant. Les cartouches sont physiquement verrouillées à l'imprimante. N'essayez pas de les tirer sans utiliser le panneau avant.
ATTENTION : Une cartouche peut être sensible à la température, à l'humidité ou à d'autres facteurs. Utiliser des cartouches dans des conditions non contrôlées peut affecter la fonctionnalité de l'imprimante ou l'endommager gravement.
Voyants
- Orientation : Le voyant d'orientation a la forme d'une ligne verticale ; il se trouve en dessous de l'emplacement du matériau nouveau et au-dessus de l'emplacement du matériau réutilisable. Si le voyant est allumé, la cartouche doit être remplacée.
- Icône de verrouillage : Le voyant d'icône de verrouillage se trouve à côté du voyant d'orientation pour chaque emplacement de matériau. Si le voyant est allumé, la cartouche est verrouillée en place. Pour retirer une cartouche, vous devez tout d'abord la déverrouiller à l'aide de l'onglet de Consommables.
- Sur le panneau avant, touchez Remplacer.

puis Matériau > Nouveau matériau ou Matériau réutilisable >
- Ouvrez la porte du matériau. Vous verrez un voyant blanc sous la forme d'une ligne verticale au-dessus ou en dessous de la cartouche qui doit être remplacée.
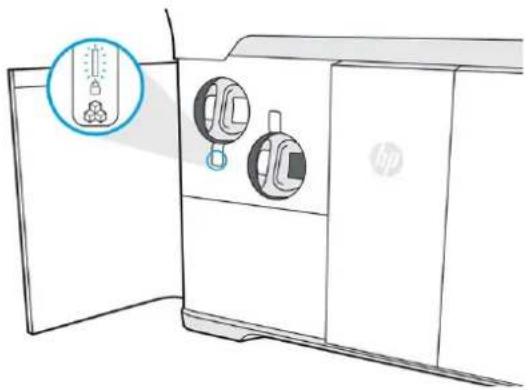
- Tirez la poignée tout droit pour retirer la cartouche de l'emplacement.

REMARQUE : Chaque cartouche pèse de 1 kg vide et 5 kg pleine.
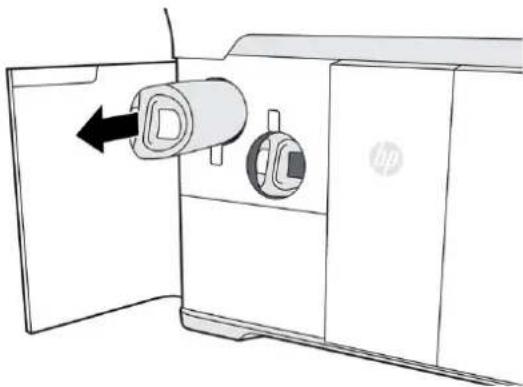
-
Réattachez le capuchon avant de stocker la cartouche.
-
Retirez le capuchon de l'emballage de la nouvelle cartouche.
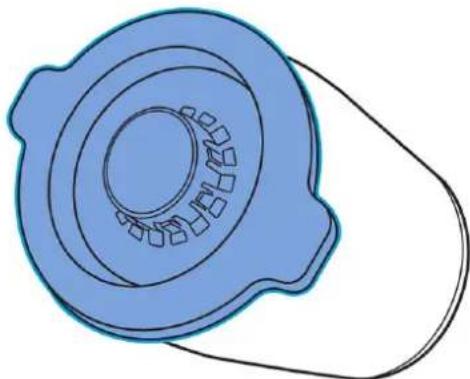
-
Si vous remplacez une cartouche de matériau réutilisable, attendez (environ 10 secondes) jusqu'à ce que le panneau avant indique que l'imprimante est prête à recevoir la nouvelle cartouche.
-
Insérez la nouvelle cartouche dans l'emplacement jusqu'à ce que l'icône de verrouillage s'allume. Il n'est pas nécessaire de la faire pivoter : il suffit de l'enfoncer bien droit.
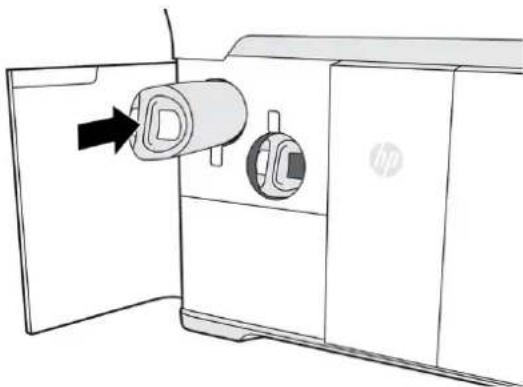
-
Fermez la porte du matériau.
-
Touchez Terminer et vérifier sur le panneau de commande.
Maintenance des cartouches
Le matériau doit s'adapter aux conditions ambiantes de la pièce pendant au moins deux jours.
Aucune maintenance particulière n'est nécessaire pendant la durée de vie d'une cartouche. Cependant, pour préserver une qualité d'impression optimale, remplacez une cartouche lorsque sa date d'expiration est atteinte. Une alerte sur le panneau avant vous informe lorsqu'une cartouche atteint sa date d'expiration.
Stockage des cartouches
Les cartouches doivent être stockées conformément aux spécifications de la cartouche. Une cartouche doit être maintenue dans les conditions ambiantes de l'imprimante pendant au moins deux jours avant d'être utilisée.
ATTENTION : HP recommande de stocker uniquement les cartouches avec un capuchon. Le stockage d'un matériau contenant une cartouche ouverte peut rendre le matériau inutilisable et entraîner des risques de sécurité, comme un nuage de matériau si elle est tombe. Selon son type, le matériau peut être sensible à la température, à l'humidité ou à d'autres facteurs. Utiliser des cartouches dans des conditions non contrôlées peut affecter la fonctionnalité de l'imprimante ou l'endommager gravement. Replacer le capuchon sur la cartouche est nécessaire pour le stockage afin d'empêcher que le matériau ne se renverse ; si du matériau en excès est perdu, la cartouche peut ne pas être reconnue par l'imprimante s'il est considéré qu'elle a été altérée.
Eau distillée ou déionisée
Rechargez le réservoir d'eau lorsque vous y êtes invité par le panneau avant. L'impression ne peut pas commencer tant qu'il n'y a pas assez d'eau pour terminer la tâche.
ATTENTION : N'utilisez jamais d'eau du robinet.
- Ouvrez la porte d'accès à l'agent.
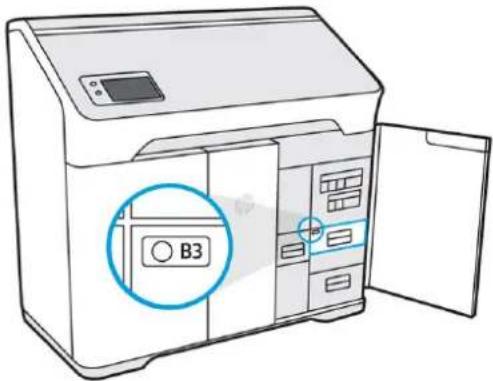
text_image
B3- Ouvrez le tiroir du réservoir d'eau.
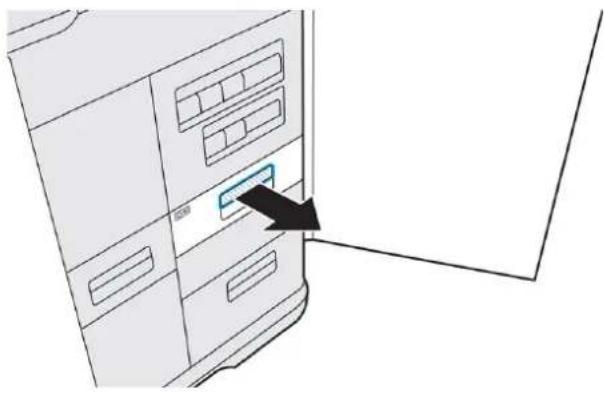
- Ouvrez le capot du réservoir.
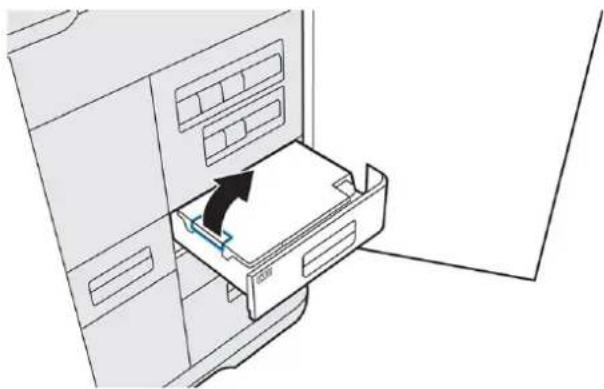
- Ajoutez de l'eau distillée ou déionisée pour le réservoir jusqu'à ce qu'elle atteigne la ligne pleine.
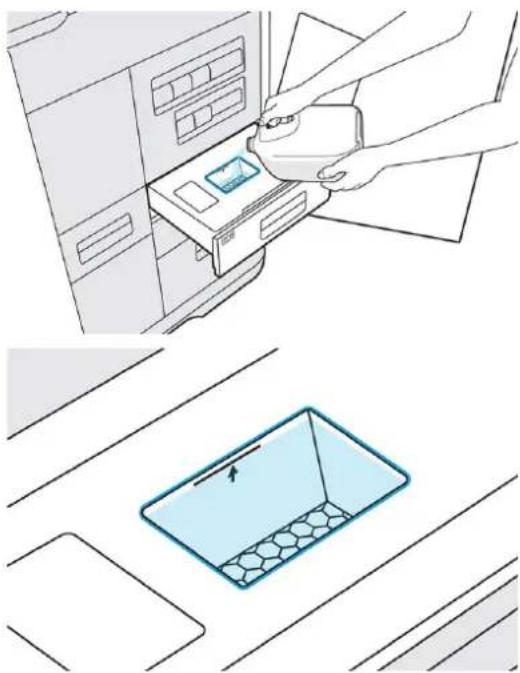
- Nettoyez tout excès d'eau ou éclaboussures avec un chiffon propre ou une serviette avant de fermer le capot.
- Fermez le capot de réservoir.
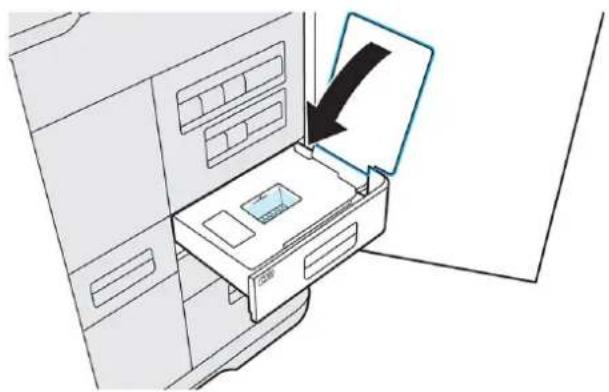
- Fermez le tiroir du réservoir d'eau.
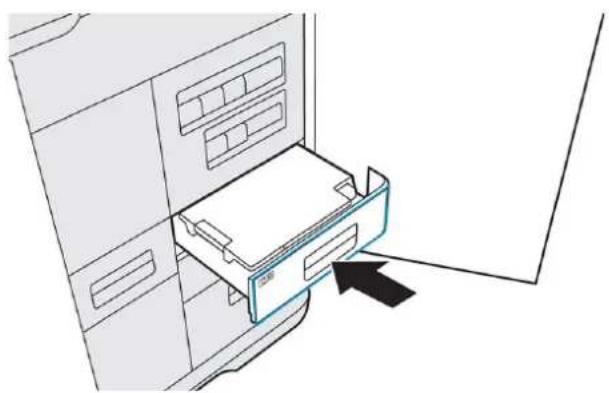
- Fermez la porte d'agent pour supprimer le message de niveau faible d'eau et poursuivre l'impression.
Nettoyez les bouches de l'assemblage du capuchon
Il s'agit de la procédure de nettoyage des bouches de l'assemblage de capotage.
Tableau 10-2 Étiquettes d'avertissement
Danger d'écrasement Risque de doigts coincés Danger de pièce en mouvement



Pour plus d'informations sur la sécurité, consultez la section Mesures de sécurité à la page 4
Outils nécessaires
• Eau déionisée
• Chiffons propres non pelucheux
•Gants en nitrile
- Assurez-vous de disposer de plusieurs chiffons secs, non pelucheux, d'eau déionisée et de gants en nitrile.

REMARQUE : Nous vous recommandons vivement d'utiliser des gants en nitrile.
- Vérifiez que l'imprimante n'imprime pas pour l'instant.
- Si l'impression d'une tâche vient juste de se terminer, attendez environ 20 minutes de plus que l'imprimante refroidisse.
- Ouvrez le capot supérieur.
- Ouvrez le capot du chariot d'impression.
- Retirez avec précaution les têtes d'impression de l'imprimante. Essuyez les contacts de la bouche de tête d'impression à l'aide d'un chiffon non pelucheux pour éviter que des fibres de chiffon ne contaminent la bouche de tête d'impression. Humidifiez le chiffon uniquement avec de l'eau déionisée et déplacez-le doucement de haut en bas.

-
Laissez les bouches sécher.
-
Lorsqu'elles sont sèches, replacez les têtes d'impression, replacez le capot du chariot d'impression et fermez le capot supérieur.
Boîte d'étalement de ruban (340 : M2K87-67009 / 540 & 580 : M2K85-67040)
Il s'agit des procédures de retrait et d'installation de la boîte d'étalement de ruban.
Tableau 10-3 Étiquettes d'avertissement
Danger d'écrasement Risque de doigts coincés Danger de pièce en mouvement



Pour plus d'informations sur la sécurité, consultez la section Mesures de sécurité à la page 4

REMARQUE : Vérifiez si l'espaceur est installé à l'intérieur de la boîte d'étalement du chariot de ruban. Retirez l'espacement si vous réparez une imprimante 540 ou 580.

Il s'agit de la procédure de retrait : Boîte d'étalement du ruban
-
L'imprimante doit être sous tension.
-
Ouvrez la porte d'accès supérieur.

- Dans Paramètres, sélectionnez Maintenance > Service Assist > 15. Chariot de ruban > 15.1 Ribbon Carriage Test.

- Sélectionnez Box Swap (Échange de la boîte).

- Attendez que la boîte du chariot de ruban s'arrête à la position d'échange de la boîte.

text_image
15.1 Ribbon Carriage Test Moving Ribbon Carriage to Box swap speed=500, pes=60000 Move complete. Actual pes=58904 Session ID: 647 Home Park- Inclinez la boîte d'étalement de ruban en soulevant l'avant de l'assemblage de la boîte d'étalement du ruban.

- Faites glisser la boîte d'étalement du ruban vers l'avant et vers le haut pour la retirer du support.

Inversez les étapes de retrait pour installer l'assemblage.

REMARQUE : Lors de l'insertion de la boîte à étalement de ruban dans le support, assurez-vous que les broches des deux côtés se trouvent dans leurs emplacements respectifs.
- Après avoir installé le nouveau boîtier du chariot de ruban, sélectionnez Accueil. Attendez que la boîte du chariot de ruban revienne à sa position de départ à l'arrière de l'imprimante.

- Appuyez sur Quitter pour terminer.
- Exécutez la routine décrite dans Tâches supplémentaires de réparation par le client avant l'impression à la page 77.
Plate-forme d'impression (340 : M2K87-67002 / 540 & 580 : M2K85-67025)
Il s'agit des procédures de retrait et d'installation de la plate-forme d'impression.
Tableau 10-4 Étiquettes d'avertissement
| Danger d'écrasement Risque de doigts coincés Danger de pièce en mouvement | ||
 |  |  |
| Pour plus d'informations sur la sécurité, consultez la section Mesures de sécurité à la page 4 | ||
Retrait
Il s'agit de la procédure de retrait : Plateforme d'impression
- Retirez les huit vis T10.

Il s'agit de la procédure d'installation : Plateforme d'impression
▲ Vérifiez l'orientation correcte de la plateforme avant d'installer les vis.
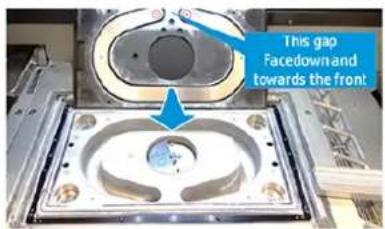
Assemblage de la bouche de tête d'impression (M2K85-67061)
Il s'agit des procédures de retrait et d'installation de l'assemblage de la bouche de tête d'impression.
Tableau 10-5 Étiquettes d'avertissement
Danger d'écrasement Risque de doigts coïncés Danger de pièce en mouvement



Pour plus d'informations sur la sécurité, consultez la section Mesures de sécurité à la page 4
Retrait
Il s'agit de la procédure de retrait : Assemblage de la bouche de tête d'impression
- Ouvrez la porte d'accès supérieur.

- Soulevez l'extrémité droite du rail de capotage.
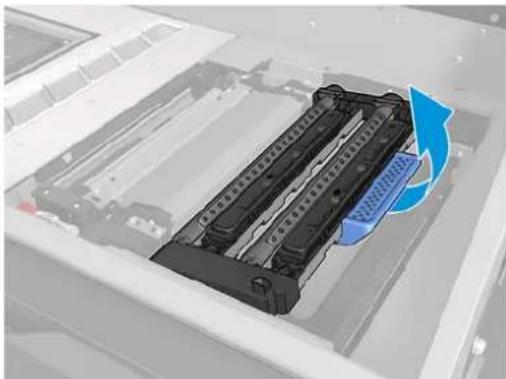
- Faites-le glisser vers la droite, puis soulevez le rail de capotage pour retirer l'assemblage.
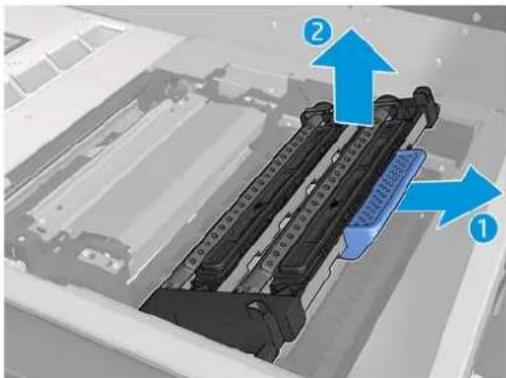
Roulements avant du chariot (M2K85-67116)
Il s'agit des procédures de retrait et d'installation des roulements avant du chariot.
Tableau 10-6 Étiquettes d'avertissement
Danger d'écrasement Risque de doigts coincés Danger de pièce en mouvement



Pour plus d'informations sur la sécurité, consultez la section Mesures de sécurité à la page 4
Instructions de retrait du chariot de fusion
Il s'agit de la procédure de retrait : Chariot de fusion
- Retirez le clip K du roulement avant du chariot de fusion.
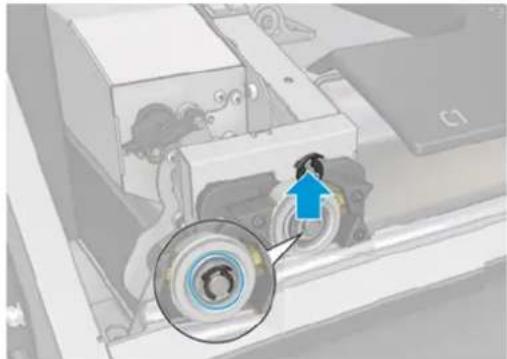
- Sortez le roulement.
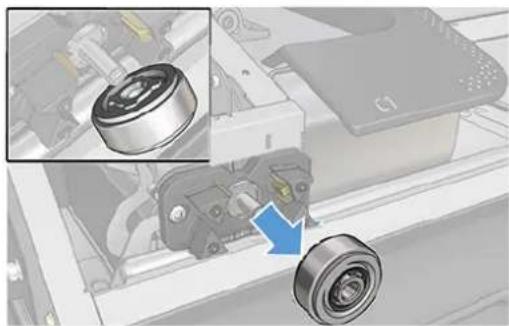
Il s'agit de la procédure d'installation : Chariot de fusion
- Inversez les étapes de retrait pour installer le roulement de la bille avant.
- Exécutez la routine décrite dans Tâches supplémentaires de réparation par le client avant l'impression à la page 77.
Instructions de retrait du chariot d'impression
Il s'agit de la procédure de retrait : chariot d'impression
- Retirez le Capot du chariot d'impression (M2K85-67290) à la page 73.
- Retirez le clip K du roulement avant du chariot de fusion.
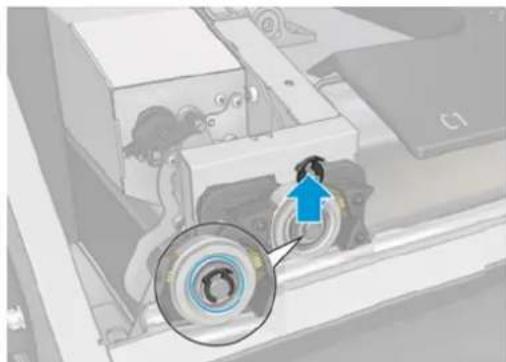
- Soulevez le chariot, puis retirez le roulement.
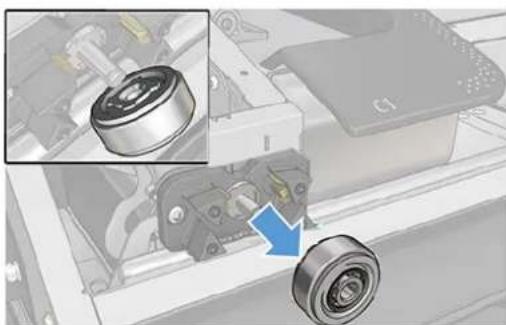
Il s'agit de la procédure d'installation : chariot d'impression
- Inversez les étapes de retrait pour installer le roulement de la bille avant.
- Exécutez la routine décrite dans Tâches supplémentaires de réparation par le client avant l'impression à la page 77.
Brosses de roulement avant du chariot (M2K85-67364)
Il s'agit des procédures de retrait et d'installation des brosses de roulement avant du chariot.
Tableau 10-7 Étiquettes d'avertissement
| Danger d'écrasement Risque de doigts coincés Danger de pièce en mouvement | ||
 |  |  |
| Pour plus d'informations sur la sécurité, consultez la section Mesures de sécurité à la page 4 | ||
Instructions de retrait des brosses de roulement avant du chariot
Il s'agit de la procédure de retrait : brosses de roulement avant du chariot
- Retirez le clip K du roulement avant du chariot de fusion.
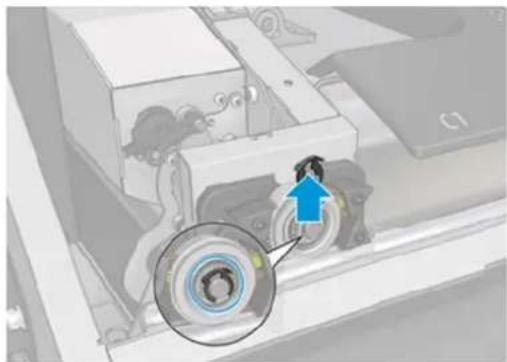
- Sortez le roulement.
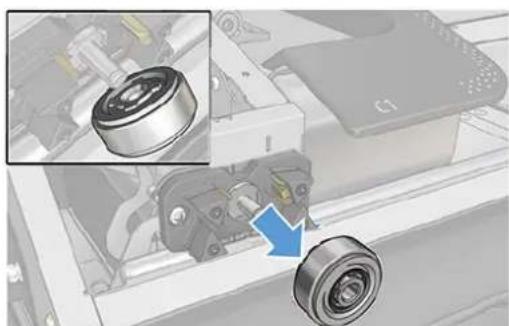
- Retirez les 2 vis T20 des brosses de roulement et placez-les dans la glissière, puis retirez l'assemblage des brosses de roulement avant et placez-la dans la boîte du kit de roulement.
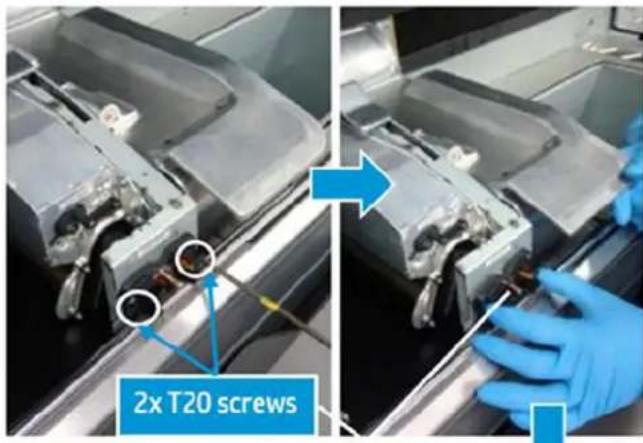
Remplacement des œillets de découpe inférieurs (M2K82-67414)
Il s'agit des procédures de retrait et d'installation pour le remplacement des œillets de découpe inférieure.
Tableau 10-8 Étiquettes d'avertissement
| Danger d'écrasement Risque de doigts coincés Danger de pièce en mouvement | ||
 |  |  |
| Pour plus d'informations sur la sécurité, consultez la section Mesures de sécurité à la page 4 | ||
Remplacement des œillets de découpe inférieurs
Il s'agit de la procédure pour retirer : remplacement des œillets de découpe inférieurs
Le kit contient 9 œillets, mais l'imprimante n'en requiert que 7 (2 œillets de chaque côté et 3 œillets sur la découpe avant).

Les œillets peuvent être installés et retirés à la main.

Les œillets se trouvent derrière les découpes (recherchez les triangles à nervures dans la découpe comme indiqué dans les légendes ci-dessous) également indiqués par des cercles bleus en ligne pointillée.
- Pour remplacer les œillets du côté gauche, retirez d'abord la découpe inférieure gauche.
- Recherchez les triangles à nervures sous l'œillet qui indiquent où se trouvent les œillets.
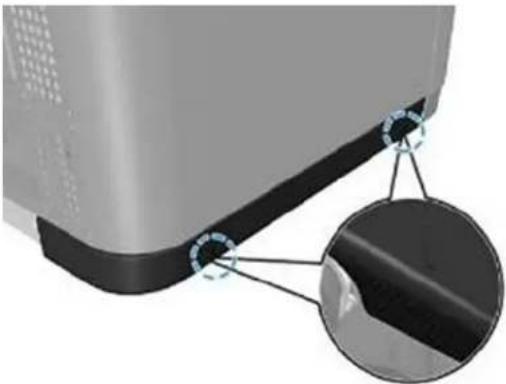
- Saisissez la découpe proche des triangles à nervures et retirez-la de l'imprimante tout en la maintenant à l'horizontale.

- Pour remplacer les œillets avant, retirez d'abord les découpes inférieures à l'avant.
- Recherchez les triangles à nervures sous l'œillet qui indiquent où se trouvent les œillets.
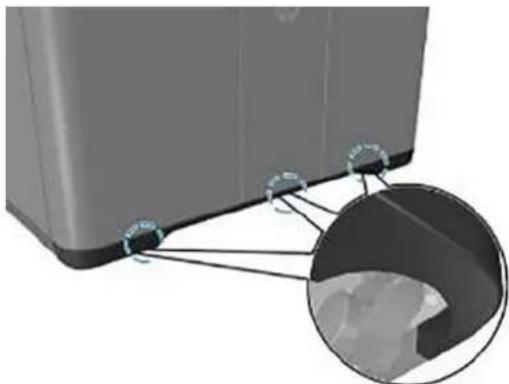
- Saisissez la découpe proche des triangles à nervures et retirez-la de l'imprimante tout en la maintenant à l'horizontale.

- Pour remplacer les œillets de droite, retirez d'abord la découpe inférieure à droite.
- Recherchez les triangles à nervures sous la découpe indiquant où se trouvent les œillets.
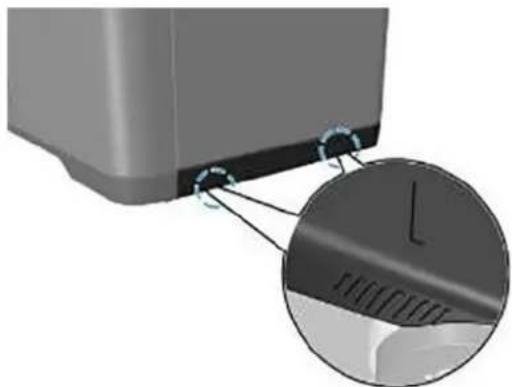
- Saisissez la découpe proche des triangles à nervures et retirez-la de l'imprimante tout en la maintenant à l'horizontale.
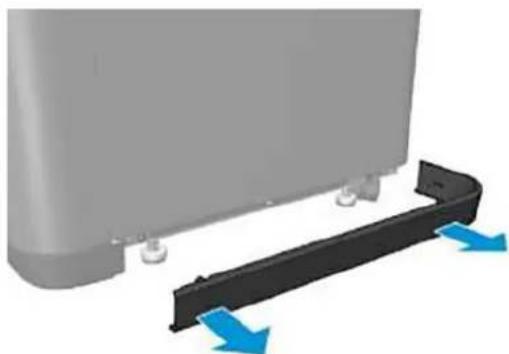
Capot du chariot d'impression (M2K85-67290)
Il s'agit des procédures de retrait et d'installation du capot du chariot d'impression.
Tableau 10-9 Étiquettes d'avertissement
Danger d'écrasement Risque de doigts coincés Danger de pièce en mouvement



Pour plus d'informations sur la sécurité, consultez la section Mesures de sécurité à la page 4
Retrait
Il s'agit de la procédure de retrait : Capot du chariot d'impression
- Ouvrez la porte d'accès supérieur.

- Desserrez les 8 vis imperdables du capot du chariot d'impression.
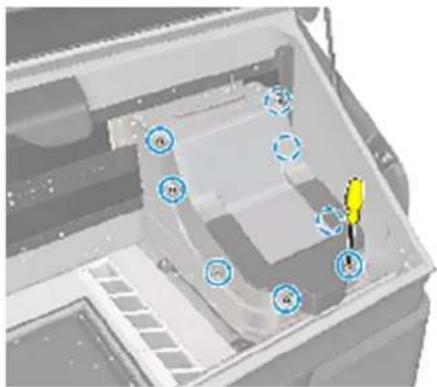
Il s'agit de la procédure d'installation : Capot du chariot d'impression
- Inversez les étapes de retrait pour installer l'assemblage.
- Exécutez la routine décrite dans Tâches supplémentaires de réparation par le client avant l'impression à la page 77.
Réservoir intermédiaire MRS (M2K85-67320)
Il s'agit des procédures de retrait et d'installation de la plate-forme d'impression.
Tableau 10-10 Étiquettes d'avertissement
| Danger d'écrasement Risque de doigts coincés Danger de pièce en mouvement | ||
| Pour plus d'informations sur la sécurité, consultez la section Mesures de sécurité à la page 4 | ||
Retrait
Il s'agit de la procédure de retrait : Réservoir intermédiaire MRS
-
Appuyez sur le bouton d'alimentation du panneau de commande pour mettre l'imprimante hors tension et attendez que les voyants d'état du formateur s'éteignent avant de mettre le commutateur d'alimentation en position d'arrêt.
-
Ouvrez la porte d'accès à l'agent.
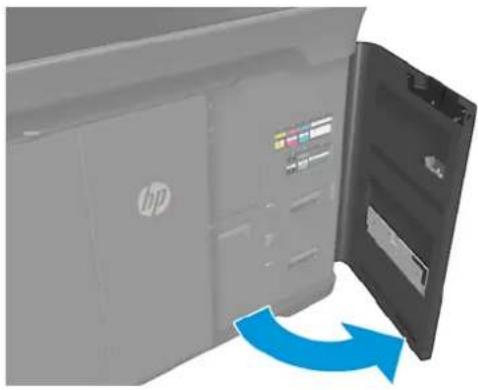
- Ouvrez le filtre de récupération en poussant le coin gauche supérieur.

text_image
B1- Vérifiez que le voyant d'orientation est allumé, à côté de la porte d'accès au filtre de récupération.
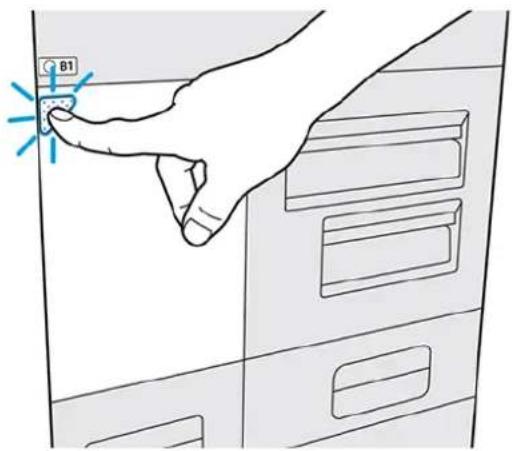
text_image
B1- Tirez la poignée du réservoir intermédiaire MRS vers l'avant jusqu'à ce que vous puissiez atteindre l'arrière de la trémie avec votre autre main.

- Tirez sur la trémie, puis abaissez-la lentement jusqu'à ce que les roues arrière touchent le sol.
Installation
Il s'agit de la procédure d'installation : Réservoir intermédiaire MRS
▲ Suivez les instructions de retrait dans l'ordre inverse.
Tâches supplémentaires de réparation par le client avant l'impression
Il s'agit des tâches supplémentaires de réparation par le client avant l'impression.
- Sur le panneau avant, accédez à Maintenance > Service Assist > 1.0 System Tests > Vérifications système > Vérifier tout.
- Confirmez que le processus de vérification est terminé sans erreur.
Comment recycler les consommables et les pièces imprimées
AVERTISSEMENT : Les pièces et les déchets générés pendant le processus d'impression doivent être éliminées conformément aux réglementations locales, départementales et nationales. Contactez les autorités locales pour connaître les bonnes procédures de mise au rebut des déchets. Vérifiez également auprès de recycleur de plastique local car certaines pièces imprimées peuvent être appropriées pour un recyclage local. Le cas échéant, HP recommande que les pièces soient signalées du code de marquage plastique applicable conformément à la norme ISO 11469 pour inciter au recyclage.
HP offre de nombreuses méthodes gratuites et pratiques pour recycler vos cartouches HP usagées et d'autres consommables. Pour plus d'informations sur ces programmes HP, rendez-vous suhttp://www.hp.com/recycle/.
Les consommables suivants pour votre imprimante peuvent être recyclés via Planet Partners Program de HP, le cas échéant :
- Cartouches d'agent
•Lampes
Les cartouches de matériau vide peuvent être recyclées via les programmes de recyclage couramment disponibles.
Mettez au rebut les consommables suivants selon les réglementations locales, départementales et nationales :
- Cartouches de matériau pleines ou partiellement pleines
- Rouleau de nettoyage des têtes d'impression
•Filtres
• Têtes d'impression
HP recommande le port de gants lors de la manipulation des consommables d'imprimante.
Imprimer11
Indemnité à HP pour les pièces 3D imprimée par l'imprimante
Le client assume tous risques ayant trait ou attribuables aux pièces imprimées en 3D. HP n'a aucune responsabilité quant à toute perte ou tout dommage causé par les pièces imprimées en 3D.
Le client défendra, indemnisera et tiendra indemne HP de toute demande de tiers, de pertes, de responsabilités, de coûts, de dommages, de jugements, d'indemnités, de dépenses (y compris, mais non limité à, des honoraires d'avocat, des honoraires de témoin expert et des obligations) résultant de l'utilisation, du fonctionnement, de la distribution, de la vente, du marketing ou de la possession de pièces imprimées en 3D par le client ou ses clients et/ou partenaires ou un utilisateur final. HP vous informera immédiatement de la plainte et pour coopérer avec notre défense.
Nonobstant toute disposition contraire présentée dans ce document, ou autrement communiquée au client, le client est seul responsable de l'évaluation et de la détermination de la compatibilité et de la conformité à la réglementation en vigueur des produits et/ou des pièces imprimées en 3D pour toutes utilisations, en particulier celles (y compris, sans s'y limiter, les produits médicaux/dentaires, en contact avec les denrées alimentaires, automobiles, aérospatiale, pour l'industrie lourde et de consommation) régulées par les États-Unis, l'Union Européenne et tout autre gouvernement en vigueur. « Pièces imprimées en 3D » : comprend tout produit ou pièce créé(e), développé(e) et/ou produit(e) par le client ou ses clients, partenaires et/ou tout autre utilisateur à partir de produits HP.
Annulation d'une tâche
Si vous avez besoin d'annuler la tâche en cours d'impression, touchez Annuler l'impression et confirmez l'annulation sur l'application du chariot de stockage située sur l'écran d'accueil de l'imprimante. L'imprimante annule la tâche une fois le processus en cours arrêté.
En fonction de l'état de la tâche lorsqu'elle est annulée, l'imprimante peut nécessiter de refroidir à une température appropriée avant de déverrouiller le capot supérieur et de permettre l'accès à la zone d'impression.
Récupérez les pièces. Si nécessaire, redémarrez le conditionnement du matériau : touchez, puis Maintenance > Utilitaires > Lancer le conditionnement du matériau.
Vérifiez l'état sur le panneau de commande
L'application du chariot de stockage sur l'écran d'accueil du panneau avant affiche l'état de l'objet en cours d'impression.
- État de la tâche : Une barre de progression indique toute la procédure d'impression. Les phases sont le chauffage, l'impression, le recuit, le refroidissement et la récupération du matériau.
• Délai de finition estimé -
Nom de la tâche
-
Couches imprimées et nombre total de couches
- Pièces imprimées et nombre total de pièces
• Hauteur imprimée et hauteur totale
• Type du matériau
Le panneau avant vous permet de contrôler votre travail de trois façonsdifférentes pendant l'impression :
• Affichage des couches, uniquement disponible pendant l'impression
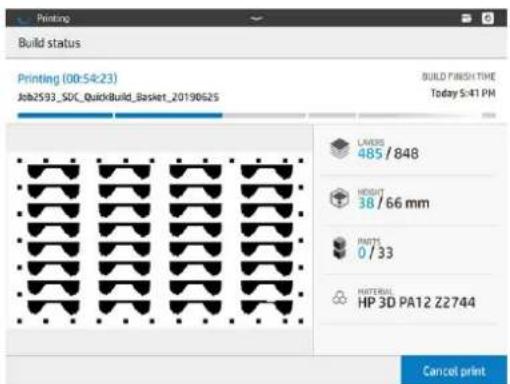
text_image
Printing Build status Printing (00:54:23) Job2593_SUC_QuickBuild_Basket_20190625 BUILD FINISH TIME Today 5:41 PM LAYER 485 / 848 HEIGHT 38 / 66 mm PAINTS 0 / 33 MATERIAL HP 3D PA12 Z2744 Cancel print- Vue isométrique, disponible dans toutes les phases
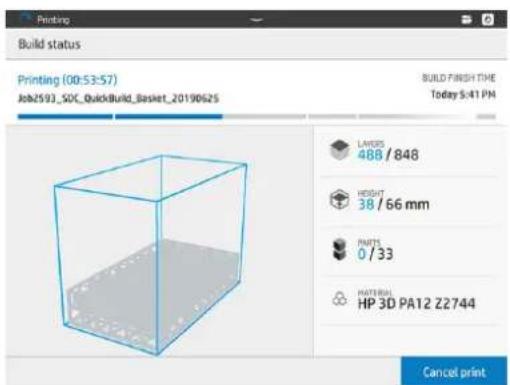
text_image
Printing Build status Printing (00:53:57) Job2593_SDC_QuickBuild_Basket_2019062S BUILD FINISH THE Today 5:41 PM LAKES 488 / 848 HEIGHT 38 / 66 mm PAINS 0 / 33 MATERIAL HP 3D PA12 Z2744 Cancel print- Vue de la caméra thermique, disponible dans toutes les phases
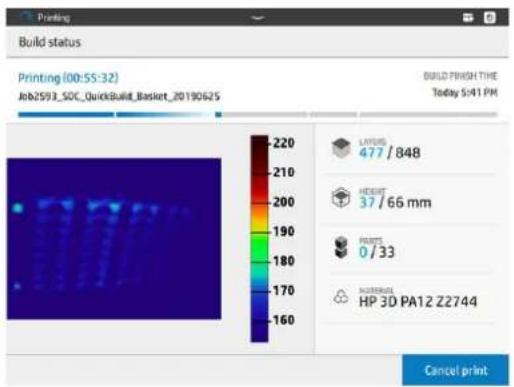
text_image
Printing Build status Printing (00:55:32) Job2593_SDC_QuickBuild_Basket_20190625 BUILD FINISH TIME Today 5:41 PM 220 210 200 190 180 170 160 LAVINGS 477 / 848 HEIGHT 37 / 66 mm PULDS 0 / 33 ALTERIOR HP 3D PA1Z Z2744 Cancel print
REMARQUE : Les images de vues de la caméra thermique ne sont pas compensées et doivent être utilisées uniquement à des fins de référence et non de diagnostic.
Vous pouvez naviguer entre les différentes options en touchant ou en balayant des vues.
Sélectionnez la zone d'affichage pour afficher les onglets, faites glisser dans la zone d'affichage pour passer entre les vues.
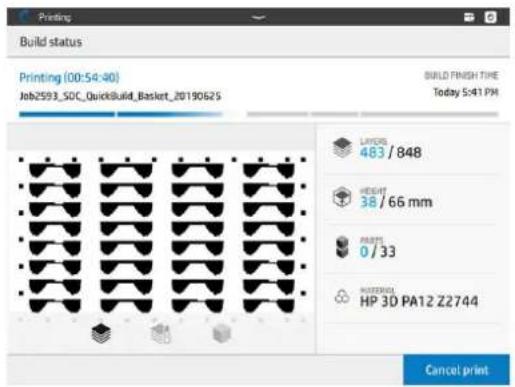
text_image
Printing Build status Printing (00:54:40) Job2593_SOC_QuickBuild_Basket_20190625 BUILD FINISH TIME Today 5:41 PM LAXES 483 / 848 HEIGHT 38 / 66 mm PAINTS 0 / 33 HISTERSUL HP 3D PA12 Z2744 Cancel printVérification de l'état à distance
Vous pouvez vérifier l'état de la tâche à partir du Command Center.
HP SmartStream 3D Command Center à la page 20
Erreurs possibles pendant l'impression
• Echec de l'impression
• Echec du refroidissement
• Echec du recuit

IMPORTANT : Si la porte du filtre d'aspiration de l'air est ouverte pendant l'impression, le processus va être interrompu automatiquement.
En cas d'erreur, l'imprimante annule la tâche immédiatement.
Impression et profils de refroidissement
Profils d'impression :
- Mono esthétique : Optimise la qualité par rapport aux propriétés mécaniques.
- Mono-équilibré : Mode recommandé lorsqu'il n'est pas nécessaire de produire des couleurs. Comparé au mode Équilibre des couleurs, ce mode produit des pièces présentant des petites améliorations pour les attributs suivants : blancheur, solidité et qualité de surface.
- Équilibre des couleurs : Un équilibre entre la qualité de la couleur et les propriétés mécaniques.
- Esthétique des couleurs : Optimise la qualité des couleurs par rapport aux propriétés mécaniques.
Profils de refroidissement :
- Refroidissement et récupération automatiques : Récupération automatique du matériau avec un temps de refroidissement plus long pour optimiser la précision des dimensions de parois fines.
- Refroidissement rapide et récupération : Récupération automatique du matériau avec un temps de refroidissement minimum pour optimiser le temps de récupération des pièces.
- Refroidissement naturel : L'objet refroidit naturellement sans déclencher de récupération automatique du matériau. Lorsqu'une température sûre est atteinte, les pièces peuvent être récupérées manuellement si elles sont supposées trop délicates pour le processus d'extraction automatique.
Rapports de mélange :
- Le mélange minimum de matériaux neufs est de 20 %. Les options de rapports de mélange de matériaux neufs 30 % et 40 % peuvent être utilisées lorsqu'il n'y a pas assez de matériaux recyclés disponibles pour terminer une tâche.
Refroidissement et récupération de pièce12
À la fin de l'impression, il est nécessaire de disposer d'une période de refroidissement. Après refroidissement, les matériaux d'objet non utilisés sont récupérés automatiquement sauf si désactivé précédemment dans HP SmartStream 3D Build Manager. La vibration légère et le flux d'air retireront le matériau d'objet inutilisé pour une réutilisation ultérieure. Suite à la récupération du matériau, le panneau avant vous informe que des pièces sont prêtes à être récupérées.
Les pièces peuvent être récupérées prématurément, à la fin de la période de refroidissement. La récupération anticipée peut nuire à la qualité de la pièce et n'est pas recommandée. Le capot supérieur reste verrouillé jusqu'à ce que les pièces aient atteint une température sure.

REMARQUE : Les pièces seront encore chaudes au toucher. Des gants de sécurité sont recommandés.
Si un matériau résiduel reste dans le compartiment de l'objet après avoir récupération des pièces, vous avez la possibilité d'effectuer d'autres récupérations.
Récupération des pièces
- Dans l'application du chariot de stockage, touchez Récupérer les pièces ou Terminer l'objet.
- Ouvrez le capot supérieur.
- Utilisez les boutons haut et bas pour élever ou abaisser la plate-forme afin que le processus de récupération des pièces soit plus approprié.
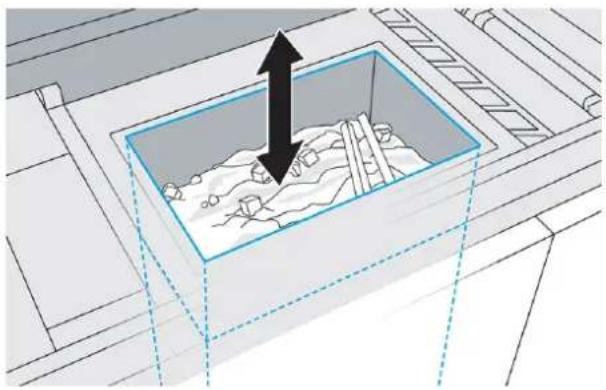
ATTENTION : De grandes pièces, orientées verticalement, pourraient tomber et se coincer lorsque la plate-forme est en train d'être élevée. Si cela se produit, arrêtez et réarrangez les pièces avant de continuer à soulever la plate-forme. L'imprimante peut désactiver le déplacement de la plate-forme jusqu'à la prochaine tâche.
ATTENTION : Portez des gants de sécurité. Les pièces peuvent être très chaudes.
- Pour obtenir une qualité de couleur et de pièce optimale, retirez chaque pièce avec le matériau attaché. Ne laissez pas retomber de matériaux en excès dans le compartiment de l'objet.
ATTENTION : Veuillez ne pas brosser ou gratter avec force les pièces pour détacher le matériau lâche qui est lié aux pièces et faire tomber celui-ci dans le compartiment de l'objet.
- Répétez l'opération jusqu'à ce que toutes les pièces soient récupérées du compartiment de l'objet. Utilisez les boutons pour soulever la plateforme et accéder à toutes les pièces.
ATTENTION : Si vous voyez des matériaux colorés dans le compartiment de l'objet, utilisez un aspirateur antidéflagrant pour retirer ces matériaux afin qu'ils ne soient pas récupérés et recyclés lors de prochaines constructions.
-
Après le retrait des pièces de l'imprimante, il est possible d'utiliser un nettoyage supplémentaire avec les mains ou un pinceau avant le sablage. Cette pratique permet de préserver la couleur des pièces finales ainsi que la durée de vie des filtres et des billes. Ce matériau peut ne pas être retourné à l'imprimante car il risque de compromettre la qualité des pièces des objets suivants.
-
Ce matériau peut rester sur la plateforme de l'objet. Une autre récupération peut être initiée en appuyant sur le bouton Récupérer et terminer.
REMARQUE : Toutes les portes et le capot supérieur doivent être fermés avant de commencer à récupérer le matériel.
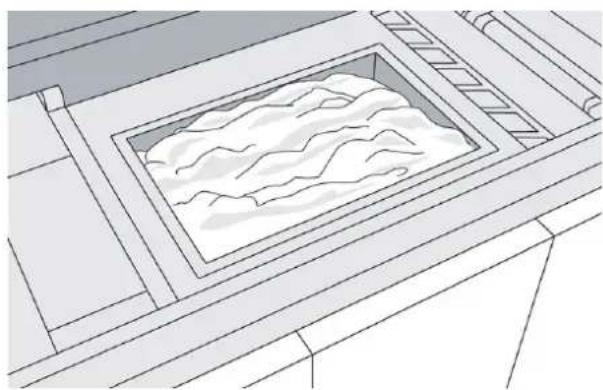
ATTENTION : Ne récupérez pas le matériau qui a été fusionné ou coloré.
REMARQUE : Du matériau peut rester sur les bords ou le cadre de la plate-forme.
Une fois que le panneau avant vous indique que la procédure est terminée, vous pouvez vérifier que tout le matériau a été récupéré. Pour retirer les matériaux restants, utilisez un aspirateur antidéflagrant.
- Une fois toutes les pièces propres et le matériau en excès récupéré, reprenez l'impression.
Conserver l'imprimante propre
Si une quantité importante de matériau tombe du capot supérieur après une tâche, les précautions suivantes peuvent être utiles :
-
Appuyez sur la partie avant du capot supérieur avant de l'ouvrir.
-
Ouvrez lentement le capot supérieur d'environ 25 cm, puis utilisez un aspirateur antidéflagrant doté d'une buse avec brosse douce pour aspirer les morceaux de matériau en commençant par le rebord du capot.
-
Continuez tout en ouvrant lentement le capot, sans le relâcher, jusqu'à ce qu'il soit entièrement ouvert.
- Aspirez la paroi interne du capot pour éliminer tout morceau de matériau restant.
- Placez un tuyau d'aspiration près du haut du compartiment de l'objet pour enlever la poussière pendant la récupération des pièces.
Post-traitement13
Une fois les pièces récupérées de l'imprimante, elles doivent être nettoyées en retirant tous les morceaux de matériau en excès. HP vous recommande de retirer le surplus de matériau lâche ainsi que les gros morceaux de matériau de chaque pièce avant de procéder au sablage. Cette pratique permet de préserver la couleur des pièces finales ainsi que la durée de vie des filtres à sablage et des billes de verre. Une fois ces morceaux de matériau lâche retirés, les morceaux de matériau restants devront être éliminés dans une machine à sablage et grenaillage à air comprimé. Toutes les pièces doivent être passées au microbillage (en premier), puis au soufflage à air (en second).
- Le sablage consiste à appliquer sur la pièce de l'air comprimé mélangé à un matériau abrasif afin d'éliminer le matériau encore attaché.
HP recommande de sabler les billes de verre d'un diamètre de 210 à 297 µm. - Le soufflage à l'air consiste à appliquer sur la pièce de l'air comprimé afin d'éliminer le matériau restant après le sablage.
Les options suivantes sont disponibles pour les finitions en couleur :
- Fond perdu des couleurs : Les pièces MJF peuvent être rendues « à l'eau » afin que les couleurs de surface ne se mélangent pas lorsqu'elles sont exposées à l'eau si un revêtement de cire est appliqué via la procédure recommandée par HP.
- Recouvrement de cire : La pièce est recouverte de paraffine liquéfiée ou de cire de soja et cuite dans un four à convection à faible température afin que les couleurs de surface ne se mélangent plus lorsque la pièce est exposée à l'eau. Pour obtenir des instructions, reportez-vous au document sur l'application d'un revêtement de cire aux pièces de couleurs MJF dans le 3D Center Knowledge Zone.
- Teinture : La partie est immergée dans un bain de teinture contrôlé. Tous les détails et les cavités de la pièce peuvent être colorés. Pour obtenir des instructions de teinture, reportez-vous au document sur la teinture manuelle des pièces blanches dans le 3D Center Knowledge Zone.
- Peinture : La pièce est peinte à l'aide d'une bombe aérosol, d'un pistolet ou d'un pinceau. Pour une finition colorée spécifique, HP recommande l'application d'une couche primaire avant de peindre la pièce. Répétez le processus plusieurs fois pour des résultats optimaux.
En fonction de vos besoins spécifiques, d'autres méthodes de post-traitement peuvent être adoptés, notamment les suivantes :
- Sablage à la main : Les surfaces de la pièce sont lissées par abrasion au papier de verre.
- Revêtements transparents pour la résistance à l'usure, la résistance à l'eau, la brillance, etc.
• Encollage, collage et imperméabilisation
- Forage, taraudage
- Coloration des pièces monochromes, cela inclut la teinture et la peinture
Contactez votre représentant de service pour trouver une solution adaptée à vos besoins.
Consultez votre spécialiste en environnement, hygiène et sécurité (EHS) pour d'autres conseils sur les mesures appropriées à votre emplacement selon la méthode de post-traitement utilisée. Consultez les autorités locales pour déterminer la méthode appropriée pour se débarrasser des déchets.
Dépannage14
Dépannage des problèmes de réseau
Problèmes de liaison
Si l'imprimante ne parvient pas à se connecter au réseau, les deux voyants sont éteints. Dans ce cas, procédez comme suit :
L'imprimante dispose de voyants d'état (LED) à côté du connecteur réseau qui indiquent l'état de la liaison et l'activité du réseau.
- Lorsque le voyant vert est allumé, l'imprimante est correctement raccordée au réseau.
-
Lorsque le voyant jaune clignote, il y a une activité de transmission sur le réseau.
-
Vérifiez la connexion des câbles à chaque extrémité.
-
P ensez à remplacer les câbles par des câbles qui fonctionnent.
-
Pensez à passer sur un autre connecteur réseau dans le commutateur réseau, le concentrateur ou le périphérique auquel l'imprimante est connectée.
-
Configurez manuellement le paramètre de liaison afin qu'il corresponde à la configuration du port du concentrateur ou du commutateur réseau.
-
En cas de doute ou d'erreur de configuration des paramètres de liaison, réinitialisez les paramètres réseau à leurs valeurs d'usine.
Restaurer les paramètres d'usine
En cas de mauvaise configuration accidentelle, vous pouvez réinitialiser les paramètres d'usine du réseau en touchant Restaurer les paramètres d'usine dans le menu de configuration des paramètres du réseau.
Connectivité réseau
Si votre imprimante détecte qu'elle n'est pas connectée ai HP Cloud via le centre de commande HP SmartStream 3D, un message d'avertissement s'affiche sur le panneau avant.

Si le problème persiste, il se peut que vous ne pouviez pas envoyer de nouvelles tâches à l'imprimante. Exécutez les diagnostics expliqués dans le guide de dépannage de réseau. Si vous ne trouvez pas ce guide, contactez votre représentant de l'assistance.
Pour obtenir davantage d'instructions sur la vérification de la connexion de votre réseau, consultez le guide de préparation du site.
Problèmes de démarrage
L'imprimante dispose de trois voyants d'état à côté du connecteur réseau qui indiquent l'état du démarrage.
Ces voyants peuvent aider l'agent d'assistance à distance à comprendre les causes premières potentielles si l'imprimante ne parvient pas à démarrer.
Les voyants sont organisés verticalement.
Si l'imprimante ne parvient pas à démarrer mais qu'elle indique être prête et que le panneau avant ne répond pas, appelez votre représentant de l'assistance et décrivez l'état de ces trois voyants.
Problèmes de mise sous tension
L'imprimante comporte trois voyants d'état à côté du panneau de cordon d'alimentation qui indiquent l'état de démarrage.
Ces voyants peuvent aider l'agent d'assistance à distance à comprendre des causes premières potentielles si l'imprimante ne s'allume pas.
Les voyants sont organisés verticalement.
Si l'imprimante ne parvient pas à être mise sous tension et que le panneau avant est vide, appelez votre représentant de l'assistance et décrivez l'état de ces trois voyants.
Résolution des problèmes d'agent
Procédure
- Vérifiez que l'agent est conçu pour votre imprimante.
-
Utilisez la procédure correcte pour remplacer les agents, via le panneau avant.
-
Vérifiez que l'emplacement de l'agent n'est pas obstrué.
- Vérifiez que l'agent est de type et de couleur adéquats.
- Vérifiez que l'agent est correctement orienté (comparez-le avec un autre agent).
- Vérifiez que vous avez correctement et entièrement inséré l'agent et qu'il est verrouillé. Vous devriez entendre un déclic.
- Assurez-vous qu'un consommable est installé dans chaque logement d'agent. Si un consommable est laissé en dehors de la machine, le flux de travail échoue.
- Si le problème persiste, appelez votre représentant de l'assistance.
Impression du tracé de l'agent de détail
- Dans le panneau de commande, sélectionnez Imprimer le tracé de l'agent de détail :
Paramètres > Maintenance > Dépannage des pièces >
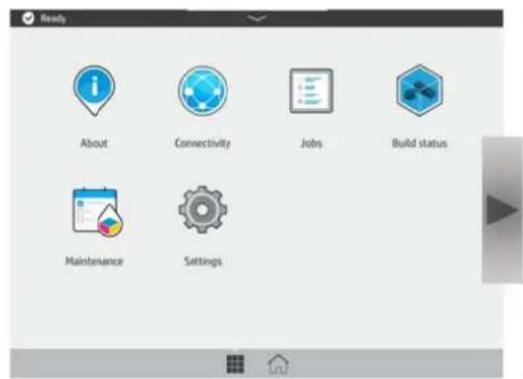
text_image
Ready About Connectivity Jobs Build status Maintenance Settings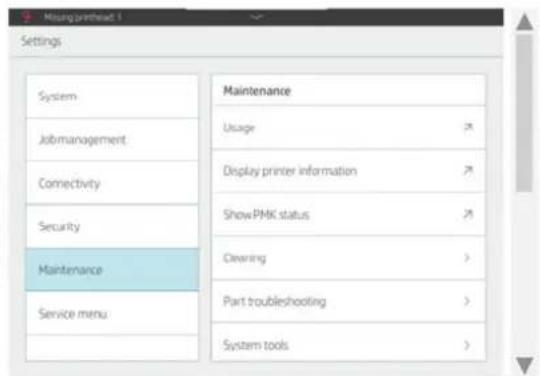
- Appuyez sur Déplacer la plateforme d'objet pour commencer :
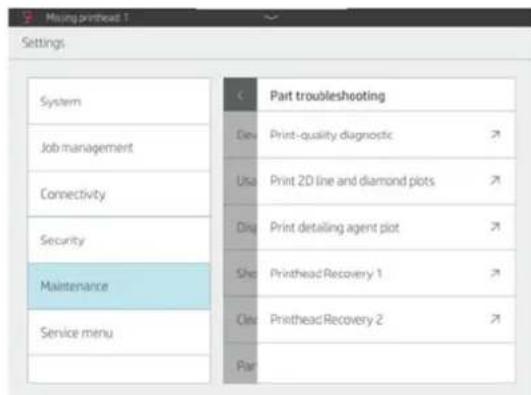
- Placez la plaque d'alignement de la tête d'impression et placez-y un morceau de papier.
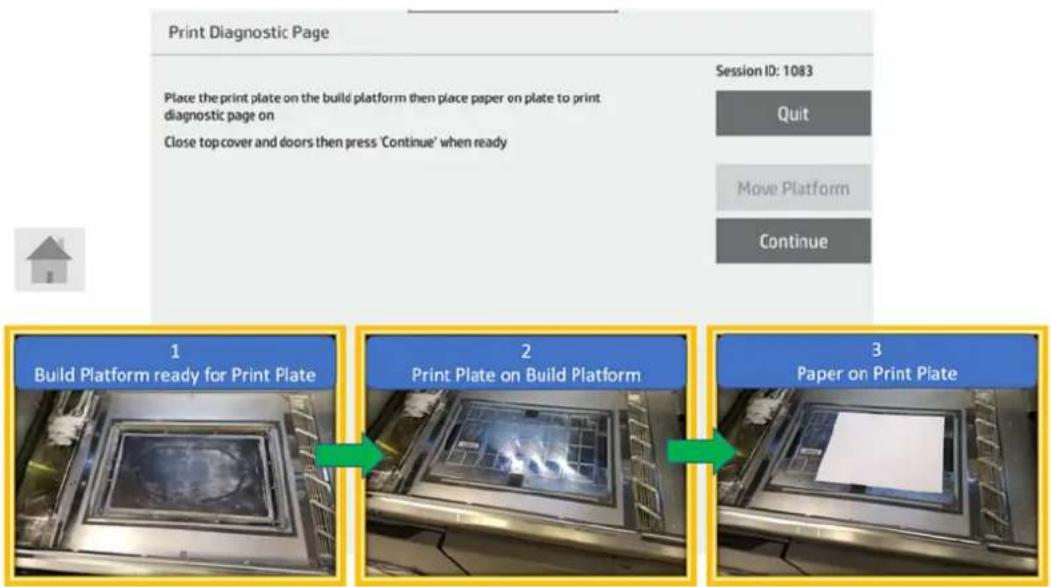
- La première section est la même que celle du tracé de diagnostic de la qualité d'impression. Ce nouveau tracé DA vous permet de mieux voir des parties de buse, alors que le tracé du débit élevé DA tend à être sursaturé. La deuxième illustration suivante montre un tracé DA sain :
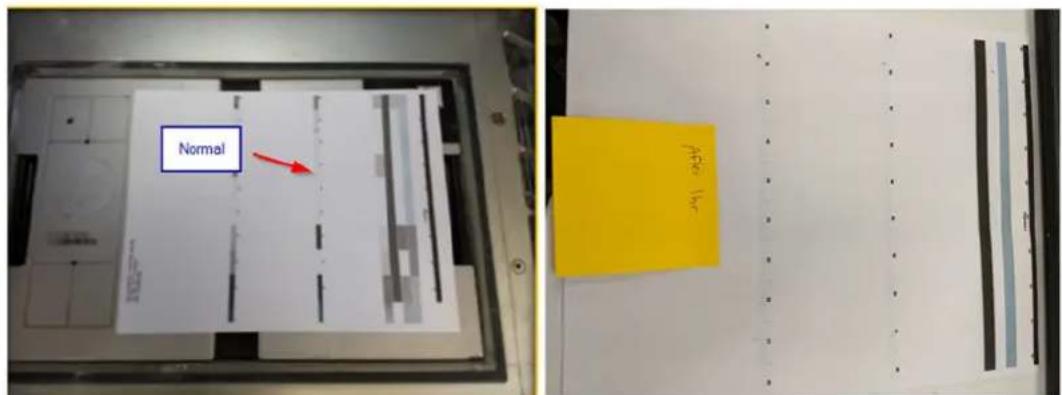
text_image
Normal 4500 mmErreurs liées à la cartouche de poudre ou à la station d'approvisionnement
Vous trouverez ci-dessous un exemple du type de codes d'erreur liés à l'utilisation des cartouches de poudre et au fonctionnement de la station d'alimentation qui pourraient être rencontrés lors du fonctionnement de l'imprimante. À la fin de ce chapitre, vous trouverez une liste de tous les codes d'erreur de service qui relèvent de cette catégorie de dépannage.
La description accompagnée d'un code d'erreur numérique a le format suivant : X-CARTRIDGE-Y:-Z
X: Fraîche ou Recyclée
Y: Indique le composant qui déclenche l'erreur de l'ensemble de la station d'approvisionnement
Z: Indique la forme d'erreur
Exemple :
| 0057-0024-0059 | Fresh Cartridge Rotate motor: Torque out of Range |
| 0057-0027-0061 | Reusable Cartridge Valve: Electrical Fault |
Dépannage basique de la cartouche de poudre et de la station d'approvisionnement
-
Redémarrer/Réarmer pour confirmer l'erreur.
-
Vérifier la compatibilité de la cartouche de poudre avec l'imprimante : doit contenir le bon matériau et l'interface doit correspondre avec l'emplacement (poudre fraîche ou recyclée).
-
Appliquer la procédure adéquate pour changer les cartouches à partir de l'écran.
-
Vérifier que vous avez bien retiré le collier du capuchon de la cartouche et qu'il n'y a aucune obstruction au niveau du connecteur de la cartouche.
-
Vérifier que la cartouche est correctement orientée (comparer avec une autre cartouche). Le côté plat doit être orienté vers le bas en insérant la cartouche dans l'imprimante. S'assurer que la cartouche est bien insérée à fond. Vous devriez entendre un click indiquant que la cartouche est bien verrouillée en position.
-
ÉTAPE CONDITIONNELLE : Dans le cas où la cartouche n'est pas reconnue ou si il y a un message d'erreur lié : Retirer et réinstaller la cartouche plusieurs fois en suivant les processus du panneau de contrôle utilisateur et rechercher toute interférence de cartouche. Si la cartouche spécifique ne fonctionne pas avec la station d'approvisionnement, essayer avec une autre cartouche et répéter le protocole.
-
ÉTAPE CONDITIONNELLE : En cas de suspicion d'un problème d'actionneur de vanne, la poudre ne remplit pas le réservoir intermédiaire ou la cartouche de matériau recyclé en poudre : Effectuer la routine des réserves (Supplies) pour exercer le remplissage/vidage de la cartouche, accessible depuis l'écran principal sous « maintenance > icône cartouches de matériau ».
-
Si le problème persiste, accéder au menu service assist et suivre le chemin d'accès suivant pour effectuer le diagnostic indiqué. Prendre une photos de chaque page du diagnostic.
NOTE : Effectuer le test pour le côté poudre fraîche ou recyclée en fonction du côté indiqué par l'erreur.
-
ÉTAPE CONDITIONNELLE : Spécialement pour les codes d'erreur 0001-0079-1063 et 0085-0080-0102, effectuer le tracé diagnostic de la qualité d'impression (diagnostic plot), disponible dans le menu : maintenance > Part troubleshooting. Ce diagnostic consiste à vérifier si le problème est lié à un défaut de la tête d'impression dans un premier temps, avant d'enquêter sur une panne électronique qui nécessite un dépannage approfondi avec le support technique.
-
Contacter le support HP à distance et leur partager tous les détails sans oublier les photos prises lors des étapes précédentes.
Liste des codes d'erreur
| Error Code | Description |
| 0001-0079-1063 | E-Box - Motor Control ASIC 3A2 - PDB1: Driver Fault |
| 0057-0024-0005 | Fresh Cartridge Rotate motor:Timeout |
| 0057-0024-0021 | Fresh Cartridge Rotate motor:Temp too high |
| 0057-0024-0059 | Fresh Cartridge Rotate motor:Torque out of Range |
| 0057-0024-0060 | Fresh Cartridge Rotate motor:No Encoder feedback |
| 0057-0024-0061 | Fresh Cartridge Rotate motor:Electrical Fault |
| 0057-0024-0083 | Fresh Cartridge Rotate motor:Rotate with brake applied |
| 0057-0024-0096 | Fresh Cartridge Rotate motor:Stall too early forward |
| 0057-0024-0097 | Fresh Cartridge Rotate motor:Stall too early reverse |
| 0057-0024-0098 | Fresh Cartridge Rotate motor:Timeout Reverse |
| 0057-0025-0005 | Reusable Cartridge Rotate motor: Timeout |
| 0057-0025-0021 | Reusable Cartridge Rotate motor: Temp too high |
| 0057-0025-0059 | Reusable Cartridge Rotate motor: Torque out of Range |
| 0057-0025-0060 | Reusable Cartridge Rotate motor: No Encoder feedback |
| 0057-0025-0061 | Reusable Cartridge Rotate motor: Electrical Fault |
| 0057-0025-0083 | Reusable Cartridge Rotate motor: Rotate with brake applied |
| 0057-0025-0096 | Reusable Cartridge Rotate motor: Stall too early forward |
| 0057-0025-0097 | Reusable Cartridge Rotate motor: Stall too early reverse |
| 0057-0025-0098 | Reusable Cartridge Rotate motor: Timeout Reverse |
| 0057-0026-0005 | Fresh Cartridge Valve: Timeout |
| 0057-0026-0021 | Fresh Cartridge Valve: Temp too high |
| 0057-0026-0059 | Fresh Cartridge Valve: Torqueout of Range |
| 0057-0026-0060 | Fresh Cartridge Valve: No Encoder feedback |
| 0057-0026-0061 | Fresh Cartridge Valve: Electrical Fault |
| 0057-0026-0096 | Fresh Cartridge Valve: Stall too early forward |
| 0057-0026-0097 | Fresh Cartridge Valve: Stall too early reverse |
| 0057-0026-0098 | Fresh Cartridge Valve: TimeoutReverse |
| 0057-0027-0005 | Reusable Cartridge Valve: Timeout |
| 0057-0027-0021 | Reusable Cartridge Valve: Temptoo high |
| 0057-0027-0059 | Reusable Cartridge Valve: Torque out of Range |
| 0057-0027-0060 | Reusable Cartridge Valve: No Encoder feedback |
| 0057-0027-0061 | Reusable Cartridge Valve: Electrical Fault |
| 0057-0027-0096 | Reusable Cartridge Valve: Stall too early forward |
| 0057-0027-0097 | Reusable Cartridge Valve: Stall too early reverse |
| 0057-0027-0098 | Reusable Cartridge Valve: Timeout Reverse |
| 0057-0028-0005 | Fresh Cartridge latch release:Timeout |
| 0057-0028-0021 | Fresh Cartridge latch release:Temp too high |
| 0057-0028-0059 | Fresh Cartridge latch release:Torque out of Range |
| 0057-0028-0060 | Fresh Cartridge latch release:No Encoder feedback |
| 0057-0028-0061 | Fresh Cartridge latch release:Electrical Fault |
| 0057-0028-0096 | Fresh Cartridge latch release:Stall too early forward |
| 0057-0028-0097 | Fresh Cartridge latch release:Stall too early reverse |
| 0057-0028-0098 | Fresh Cartridge latch release:Timeout Reverse |
| 0057-0029-0005 | Reusable Cartridge latch release: Timeout |
| 0057-0029-0021 | Reusable Cartridge latch release: Temp too high |
| 0057-0029-0059 | Reusable Cartridge latch release: Torque out of Range |
| 0057-0029-0060 | Reusable Cartridge latch release: No Encoder feedback |
| 0057-0029-0061 | Reusable Cartridge latch release: Electrical Fault |
| 0057-0029-0096 | Reusable Cartridge latch release: Stall too early forward |
| 0057-0029-0097 | Reusable Cartridge latch release: Stall too early reverse |
| 0057-0029-0098 | Reusable Cartridge latch release: Timeout Reverse |
| 0057-0030-0005 | Fresh Cartridge Acumen Engagemotor: Timeout |
| 0057-0030-0021 | Fresh Cartridge Acumen Engagemotor: Temp too high |
| 0057-0030-0059 | Fresh Cartridge Acumen Engagemotor: Torque out of Range |
| 0057-0030-0060 | Fresh Cartridge Acumen Engagemotor: No Encoder feedback |
| 0057-0030-0061 | Fresh Cartridge Acumen Engagemotor: Electrical Fault |
| 0057-0030-0096 | Fresh Cartridge Acumen Engagemotor: Stall too early forward |
| 0057-0030-0097 | Fresh Cartridge Acumen Engagemotor: Stall too early reverse |
| 0057-0030-0098 | Fresh Cartridge Acumen Engagemotor: Timeout Reverse |
| 0057-0031-0005 | Reusable Cartridge Acumen Engage motor: Timeout |
| 0057-0031-0021 | Reusable Cartridge Acumen Engage motor: Temp too high |
| 0057-0031-0059 | Reusable Cartridge Acumen Engage motor: Torque out of Range |
| 0057-0031-0060 | Reusable Cartridge Acumen Engage motor: No Encoder feedback |
| 0057-0031-0061 | Reusable Cartridge Acumen Engage motor: Electrical Fault |
| 0057-0031-0096 | Reusable Cartridge Acumen Engage motor: Stall too early forward |
| 0057-0031-0097 | Reusable Cartridge Acumen Engage motor: Stall too early reverse |
| 0057-0031-0098 | Reusable Cartridge Acumen Engage motor: Timeout Reverse |
| 0057-0050-0081 | PCS - Fresh Supply Station Supply Unlatched sensor: Unexpected State |
| 0057-0051-0081 | PCS - Recycled Supply Station Supply Unlatched sensor: Unexpected State |
| 0057-0080-0081 | PCS - Fresh Cartridge : Unexpected State |
| 0057-0081-0081 | PCS - Reusable Cartridge: Unexpected State |
| 0085-0080-0102 | Print Carriage - C004: 80 Pin PDB (J1) - Pen FFC I/F mono (J1) |
Dépannage de l'état des têtes d'impression
Messages de l'indicateur d'état des têtes d'impression du panneau de commande
Vous pouvez vérifier la jauge d'intégrité des têtes d'impression pour connaître l'état d'une tête d'impression. Pour ce faire :
Procédure
- Vérifiez l'état de la jauge d'intégrité des têtes d'impression dans Maintenance > Têtes d'impression.
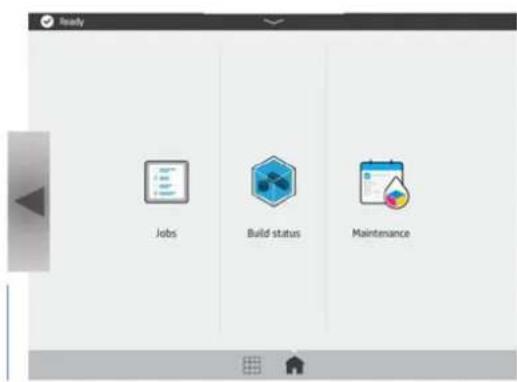
text_image
Ready Jobs Build status Maintenance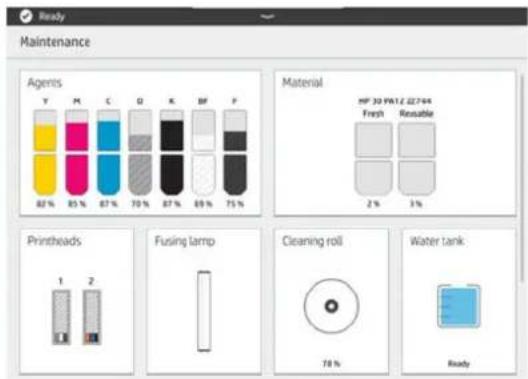
- Vérifiez la jauge d'intégrité des têtes d'impression pour la tête d'impression 1 (tête d'impression mono) et la tête d'impression 2 (couleur):
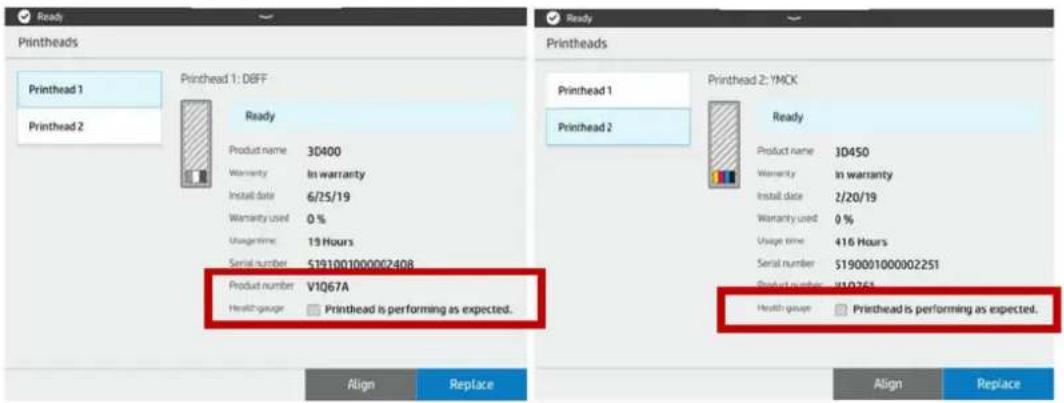
Procédure de mise à jour de l'état de la jauge d'intégrité de la tête d'impression
Vous pouvez utiliser les trois activités suivantes pour réinitialiser la jauge d'intégrité des têtes d'impression :
La jauge d'intégrité de la tête d'impression a trois niveaux :
- Il n'y a aucun problème au niveau de la tête d'impression.

HEALTH GAUGE
- La tête d'impression a relativement peu de buses encrassées. Il est peu probable que cela produit des défauts dans les pièces imprimées, mais possible.

HEALTH GAUGE
- La tête d'impression a plusieurs buses encrassées, ce qui peut produire des défauts sur les pièces imprimées.

HEALTH GAUGE
Problème connu sur la jauge d'intégrité des têtes d'impression
- L'état de la jauge d'intégrité des têtes d'impression affiche « La tête d'impression ne fonctionne pas normalement ».
L'état de la jauge d'intégrité des têtes d'impression (Page d'accueil du panneau de commande > Maintenance > Tête d'impression) affiche « La tête d'impression ne fonctionne pas normalement », même après l'installation d'une nouvelle tête d'impression et le suivi du remplacement de la tête d'impression. L'état de la jauge d'intégrité des têtes d'impression donne une indication sur l'intégrité des buses des têtes d'impression.
IMPORTANT : L'état de la jauge d'intégrité des têtes d'impression est UNIQUEMENT mis à jour une fois que l'imprimante a accompli une procédure de détection de gouttes. L'imprimante peut réaliser une procédure de détection de gouttes de trois façons :
- Imprimez une tâche.
- Exécutez le test de diagnostic 1.1 depuis Contrôles système > Vérifier tout.
- Exécutez le test de diagnostic depuis Test d'intégrité de la buse > Plume mono ou Plume couleur.
Pour en savoir plus, reportez-vous à ce qui suit.
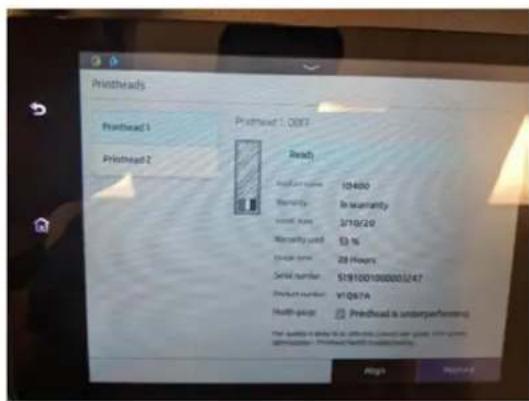
Si l'état de la jauge d'intégrité de la tête d'impression indique « La tête d'impression ne fonctionne pas normalement », vérifiez l'intégrité des buses des têtes d'impression de tous les agents à l'exception de DA en imprimant la page de diagnostic de qualité d'impression dans le menu Maintenance > Dépannage des pièces > Diagnostic de qualité d'impression :
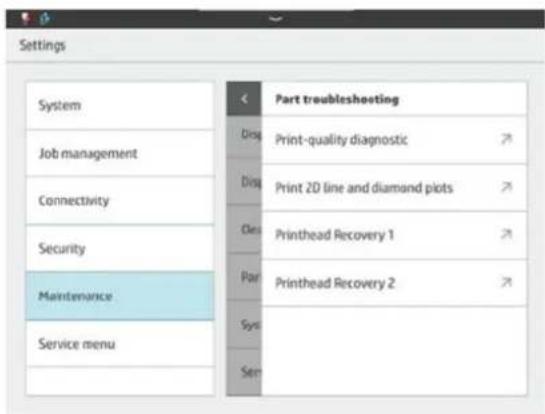
- Si la page de diagnostic de qualité d'impression paraît correcte : Afin de vérifier l'intégrité des buses DA, exécutez le test d'intégrité de la buse à partir du panneau de commande dans Menu Entretien > 7.0 Détection de gouttes > 7.3 « Étalonnage de détection de gouttes et Test d'intégrité des buses » > Test d'intégrité des buses : Plume mono.
- Si la page de diagnostic de la qualité d'impression paraît correcte et que l'intégrité des buses DA s'affiche correctement : Ignorez le message « La tête d'impression ne fonctionne pas normalement » dans la jauge d'intégrité des têtes d'impression. Il s'agit d'un bogue du micrologiciel dans le remplacement des têtes d'impression dans le micrologiciel VULCAN_05_19_35.26 (BD5) et version ultérieure (BD5.1). Le correctif est implémenté dans le micrologiciel VULCAN_06_20_06 (BD6) pour les nouveaux processus de remplacement des têtes d'impression.
-
Si la page de diagnostic de la qualité d'impression paraît mauvaise ou si le test d'intégrité de la buse DA affiche le message RA ou OUT : Suivez le Guide de dépannage de la qualité d'impression et exécutez les routines de récupération des têtes d'impression pour restaurer les têtes d'impression.
-
Imprimez une tâche.
Après l'impression d'une tâche, la jauge d'intégrité des têtes d'impression sera réinitialisé puisque la détection de gouttes est exécutée avant la tâche d'impression.
- Exécutez Vérifier tout :
Dans Menu d'entretien > 1.1 Test système > 1.1 Contrôle du système > Vérifier tout (n'exécutez pas Vérifier tout sauf pour l'intégrité des buses de la plume de couleurs).
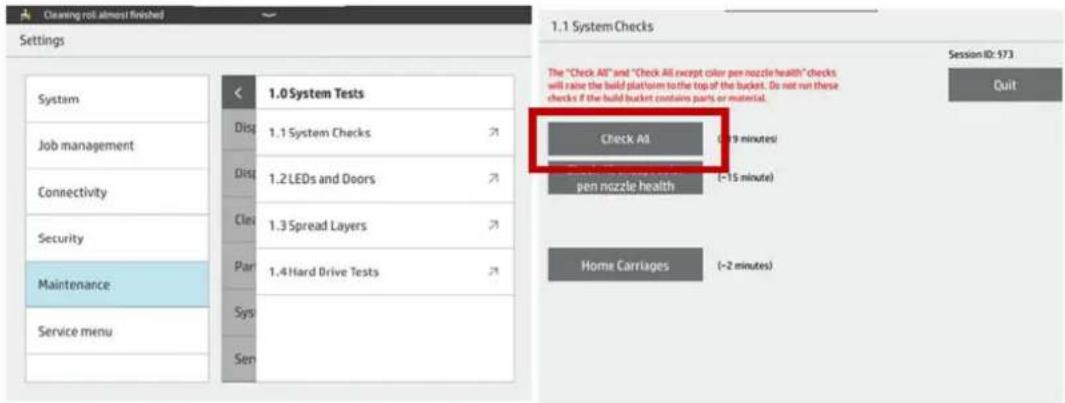
- Exécutez le test d'intégrité des buses :
Dans le panneau de commande, exécutez Menu Entretien > 7.0 Détection de gouttes > 7.3 Étalonnage de détection de gouttes et Test d'intégrité des buses > Test d'intégrité des buses : Plume mono ou Plume couleur.
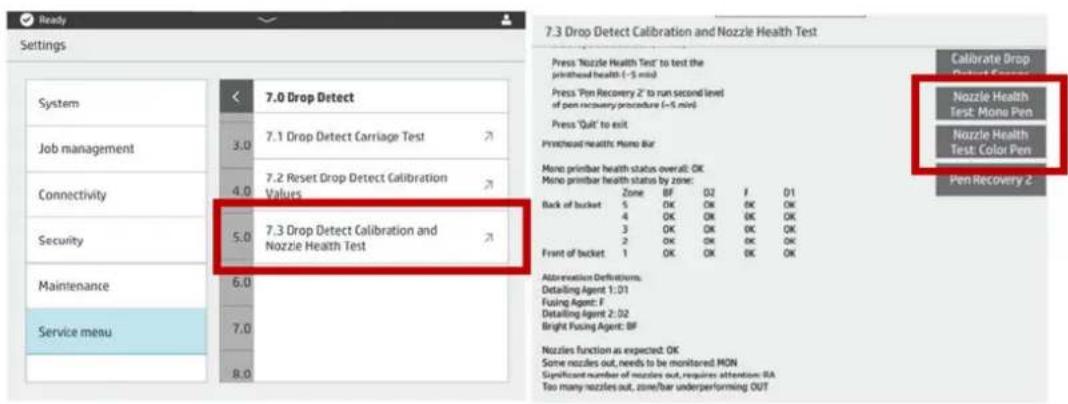
Exemples de résultats du test d'intégrité des buses par rapport à la jauge d'intégrité des têtes d'impression
La correspondance entre les résultats des tests d'intégrité des buses et la jauge d'intégrité des têtes d'impression s'affiche comme suit :
-
OK = « Fonctionne comme prévu »
•MON = « Buses obstruées »
• RA ou OUT = « Mauvais fonctionnement » -
Il n'y a aucun problème au niveau des buses des têtes d'impression : Le test d'intégrité des buses affiche OK dans chaque zone. La jauge d'intégrité des têtes d'impression indique « La tête d'impression fonctionne comme prévu » :
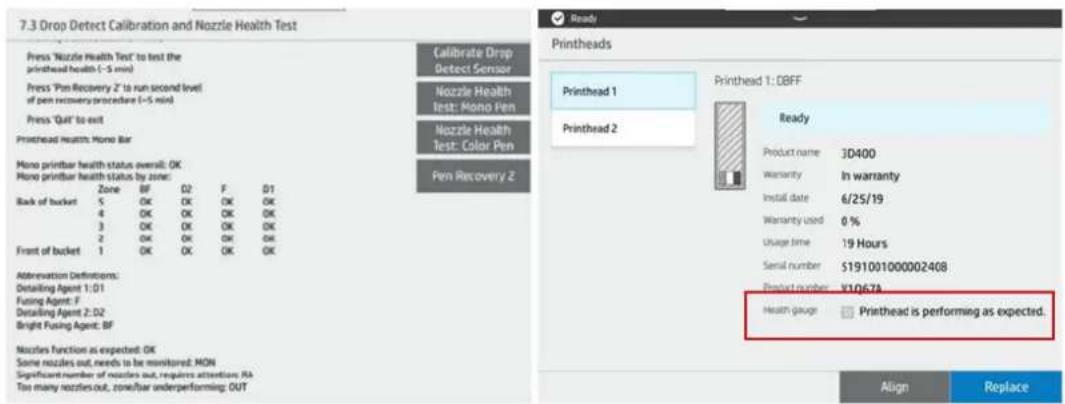
- La tête d'impression a relativement peu de buses obstruées. Le test d'intégrité des buses affiche MON dans une zone. La jauge d'intégrité des têtes d'impression affichera « Des buses sont obstruées dans la tête d'impression » :
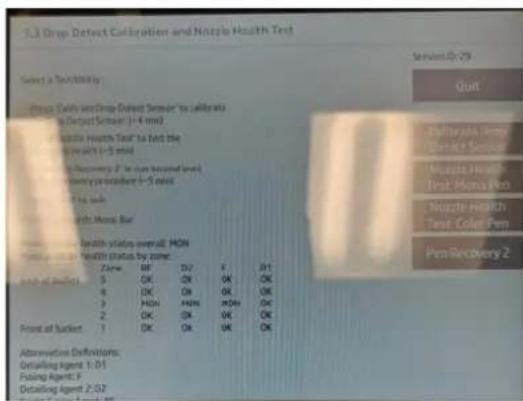
- La tête d'impression a davantage de buses obstruées, ce qui pourrait produire des défauts sur les pièces imprimées : Le test d'intégrité des buses s'affiche avec RA ou OUT dans une zone. La jauge d'intégrité des têtes d'impression affichera « La tête d'impression fonctionne comme prévu : »
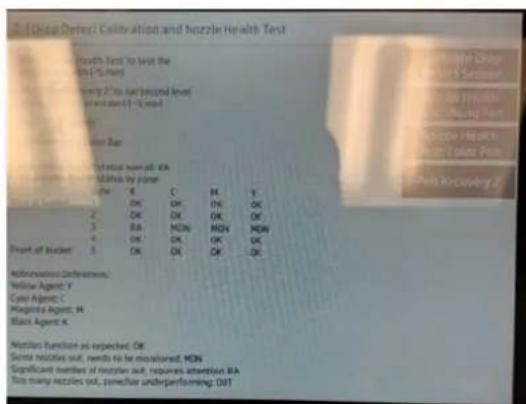
Il existe deux principaux outils pour détecter des buses obstruées :
- Vérification du test d'intégrité des buses dans le cadre de l'étalonnage de détection de gouttes. Reportez-vous à la section Test d'état des buses et étalonnage de détection des gouttes à la page 97.
- Impression du diagnostic de la qualité d'impression.
Test d'état des buses et étalonnage de détection des gouttes
Le test peut être évalué via le menu est accessible via le menu Assistance du service.
Procédure
- Dans le panneau de commande, exécutez Menu Entretien > 7.0 Détection de gouttes > 7.3 Étalonnage de détection de gouttes et Test d'intégrité des buses :
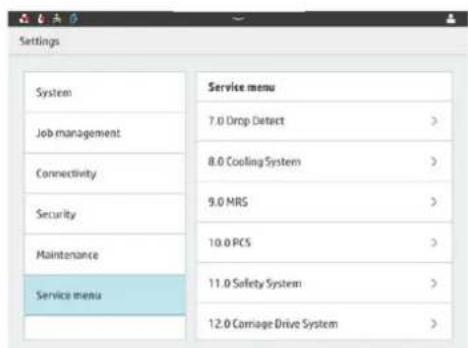
- Commencez par étalonner le capteur de détection de gouttes.
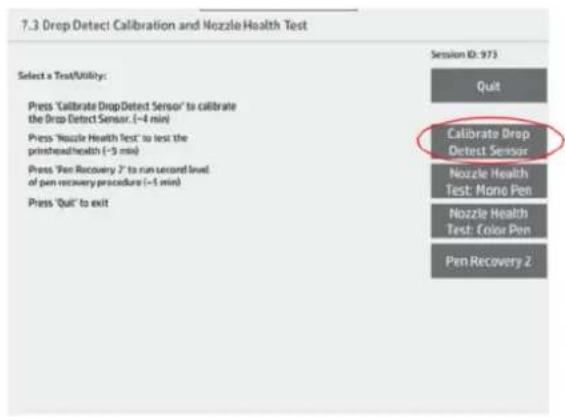
-
En cas d'échec de l'étalonnage, il est probable que le capteur vous donne des données fausses. Ceci n'empêchera pas l'impression.
-
Pour déterminer si l'intégrité des buses est correcte, passez à la procédure de diagnostic de la qualité d'impression.
-
Nous vous recommandons d'appeler l'assistance HP pour résoudre cette erreur d'étalonnage.
-
Une fois l'étalonnage terminé, effectuez le test d'intégrité des buses sur la barre désirée—Mono (D, BF, F) ou Couleur (Y, M, C, K).
- Les résultats du test s'affichent sous la forme d'un tableau comportant quatre résultats possibles :
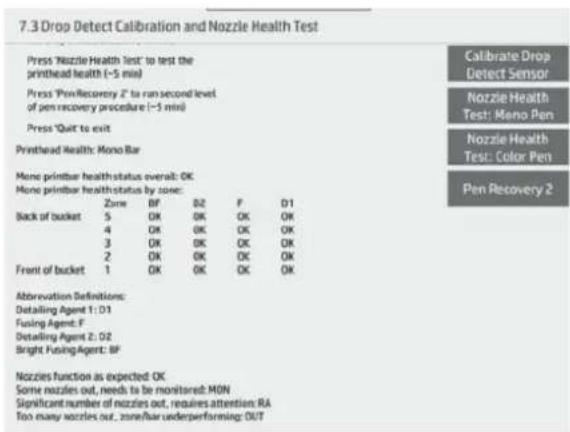
- Les résultats « OK » et « MON » signifient quasiment pas de buses ou seulement quelques buses défectueuses ; la qualité de la pièce ne sera probablement pas affectée.
- Un résultat « RA » signifie que la qualité de la pièce est vraisemblablement affectée dans la zone donnée.
-
Un résultat « OUT » signifie que la qualité de la pièce sera très vraisemblablement affectée dans une zone plus grande.
-
Zones dans les résultats du test d'intégrité des buses par rapport aux sections dans le tracé de diagnostic de la qualité d'impression :
Tableau 14-1 Résultats du test d'intégrité des buses par rapport aux sections dans le tracé de diagnostic de la qualité d'impression
| No zone du test d'intégrité des buses No de section de la barre mono No de section de la barre de couleurs |
| Zone 1 A0 et A1 D0 et D1 |
| Zone 2 A2 et A3 D2 et D3 |
| Zone 3 A4 et A5 D4 et D5 |
| Zone 4 A6 et A7 D6 et D7 |
| Zone 5 A8 et A9 D8 et D9 |
- Exécutez le test de récupération de plume 2 pour restaurer l'intégrité des têtes d'impression si vous voyez des problèmes d'intégrité des buses :
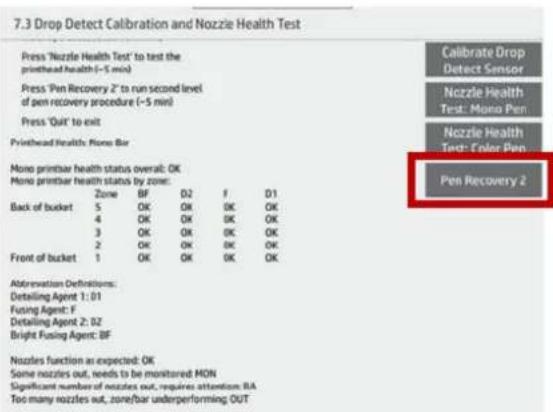
Procédure de corrélation entre les défauts de qualité d'impression de la pièce et le diagnostic de la qualité de la pièce
La barre mono correspond à diagnostic A du diagnostic de qualité d'impression et à la barre de couleurs pour diagnostic D du diagnostic de qualité d'impression :
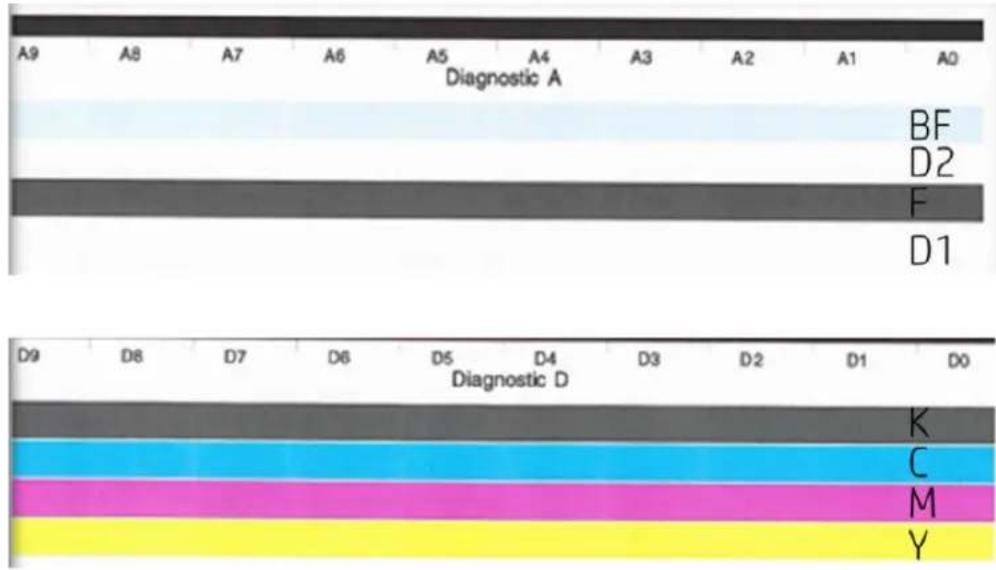
text_image
A9 A8 A7 A6 A5 A4 A3 A2 A1 A0 Diagnostic A BF D2 F D1 D9 D8 D7 D6 D5 D4 D3 D2 D1 D0 Diagnostic D K C M Y- Fusion claire : Les buses manquantes apparaissent comme des creux ou des masses dans la pièce dans la direction du chariot d'impression. Peut également apparaître en tant que couleur manquante, puisque cet agent est utilisé pour fixer la couleur sur l'extérieur des pièces. La solidité des petites pièces peut être affectée si les buses sont alignées dans cette zone.
- Agent de détail : Les buses manquantes peuvent apparaître de nombreuses façons sur les pièces. Certaines possibilités comprennent la surfusion ou le fond perdu thermique, les couleurs délavées ou les incohérences de dimensions dans des cas tels que l'ajustement de deux pièces ensemble ou l'impossibilité d'enlever de petits trous.
- Agent de fusion : Il y a une marge importante dans le système afin de compenser pour les buses manquantes de ce type, mais les impacts possibles sont : une baisse de solidité interne et/ou des poches de matériau non fusionné coincé à l'intérieur d'une pièce.
- Couleurs (KCMY) : Seules les apparences esthétiques sont affectées par les buses de couleurs défaillantes, et toujours le long de l'axe du chariot d'impression. Les symptômes comprennent la non-uniformité de la couleur ou l'absence complète de la couleur.
Dépannage de tête d'impression
Suivez ces instructions pour dépanner les défauts de qualité d'impression observés sur la page de diagnostic de la qualité.
Procédure
- Lors de l'évaluation des défauts d'impression sur le papier, imprimez toujours la page diagnostic de la qualité sous le menu Maintenance > Dépannage de pièce > Diagnostic de la qualité d'impression.

- Appuyez sur Déplacer la plateforme d'objet pour commencer.
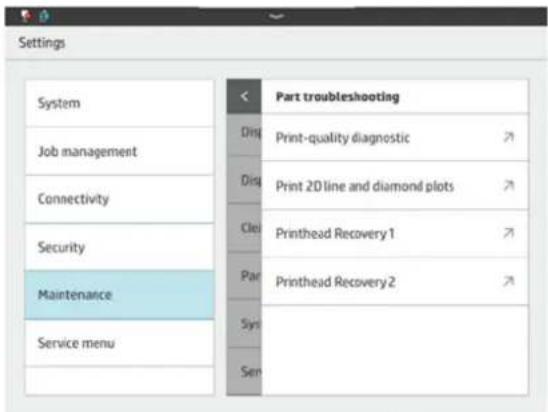
- Lorsque l'écran affiche « Déplacement terminé », appuyez sur Imprimer :
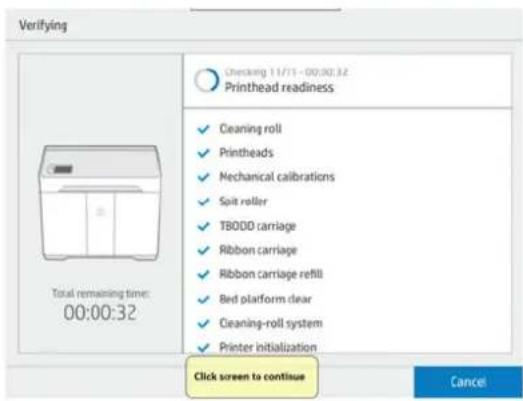
- Placez la plaque d'impression sur la plateforme de fabrication, puis placez une feuille de papier sur la plaque sur laquelle imprimer la page de diagnostic.
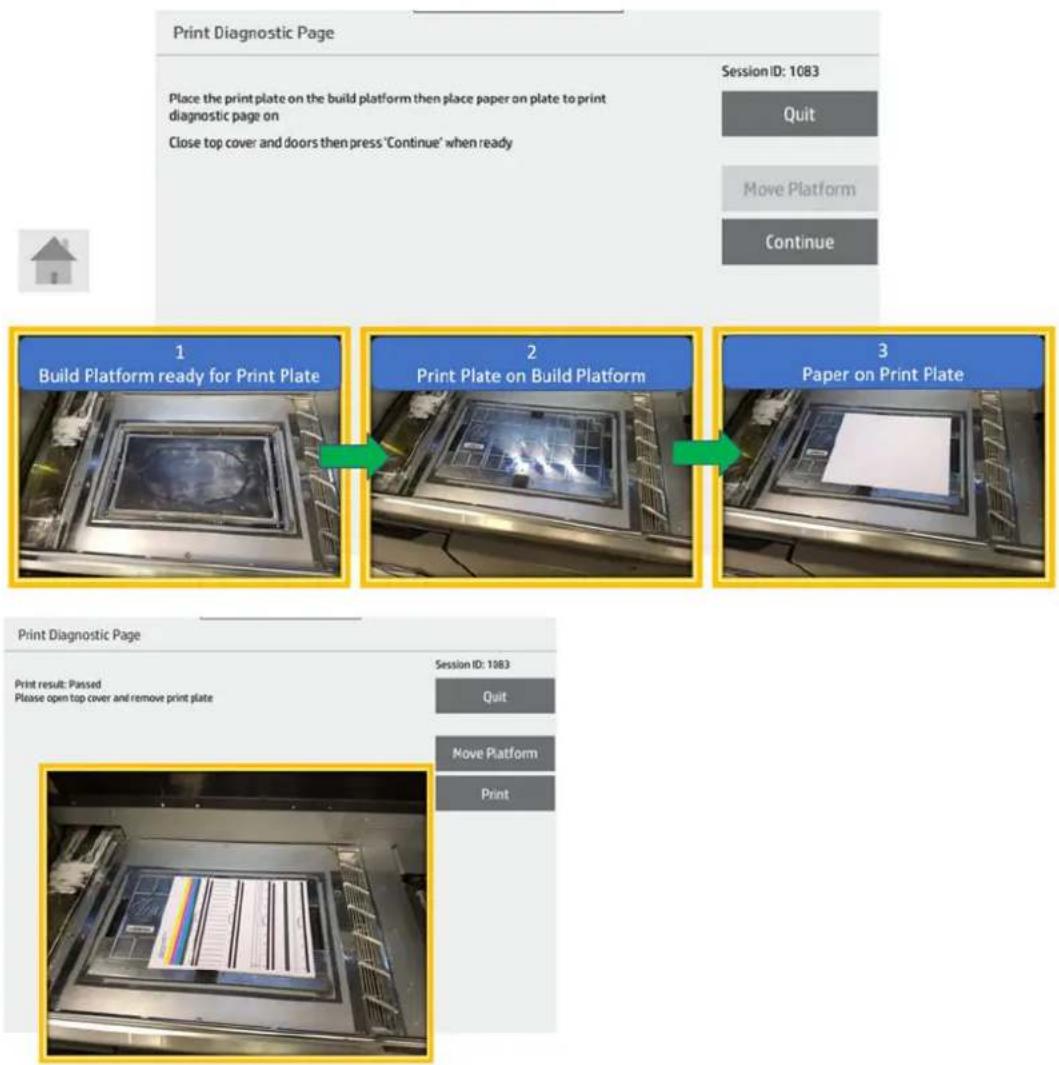
Utilisez le tableau ci-dessous pour identifier les défauts sur la page de diagnostic. Notez que les sections de la page de diagnostic sont identifiées par les lettres A, B, C et D.
Imprimez une autre page de diagnostic après avoir effectué l'une des actions recommandées et utilisez la page de diagnostic pour comparer les actions recommandées avant et après.
Tableau 14-2 Problèmes
| Descriptions du problème |
| Lignes blanches aléatoires dans le diagnostic A ou D. Voir Lignes blanches aléatoires à la page 103. |
| Mélange d'agents dans le diagnostic A ou D. Voir Mélange d'agents (récupérable) à la page 103. |
| Grand bloc manquant dans le diagnostic A ou D. Voir Grand bloc manquant à la page 104. |
| Erreur de communication avec la plume irrécupérable. Reportez-vous à la section Erreurs de dysfonctionnement des têtes d'impression irrécupérables 0085-0070-0001 et 0085-0071-0001 à la page 105. |
| Lignes décalées dans le diagnostic B ou C, constantes sur toute la page Reportez-vous à la section Lignes décalées à la page 105. |
Tableau 14-3 Lignes blanches aléatoires
| Description du problème Causes possibles Actions recommandées | |
| De nombreuses buses manquantes aléatoires, considérées comme des traînées blanches dans la section de remplissage de la surface des sections de la page de diagnostic A ou D | Matériau bloquant les buses 1. Vérifiez la jauge d'intégrité des têtes d'impression à partir de l'interface utilisateur.2. Exécutez Routine de récupération des têtes d'impression à la page 106.3. Si le tracé ne change pas, le matériau est probablement bloqué pour de bon à l'intérieur des buses. La conception de l'imprimante est solide et peut faire face à ce défaut. Il ne devrait pas affecter la qualité de la pièce.4. Si la qualité de la pièce 3D n'est pas affectée, alors la tête d'impression est OK et n'a pas besoin d'être changée. |
Exemple de défaut du diagnostic A :
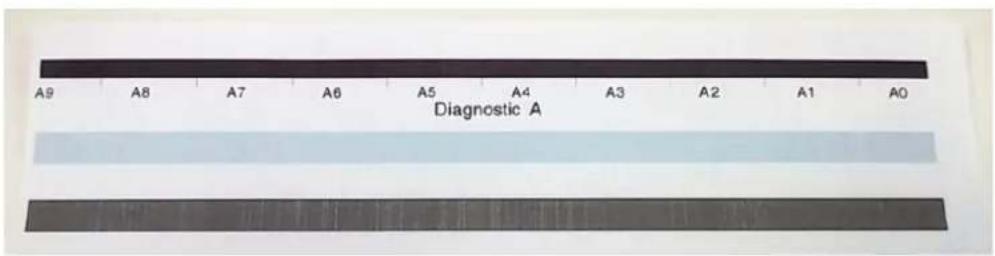
text_image
A9 A8 A7 A6 A5 A4 A3 A2 A1 A0 Diagnostic AMélange d'agents (récupérable)
Tableau 14-4 Problèmes
| Description du problème Causes possibles Actions recommandées | |
| La couleur de l'agent est incorrecte. 1. La tête d'impression est tombée dans le matériau.2. Particules sur les logements d'agent de 2 points de teinture, permettant à l'agent de passer et de revenir d'un logement à l'autre.3. Accumulation de matériau dans le capuchon touchant la tête d'impression.4. Temps d'inactivité prolongé. | 1. Nettoyez correctement le capuchon.2. Exécutez Routine de récupération des têtes d'impression à la page 106 pour supprimer le mélange de l'agent.3. Si le mélange d'agents revient de manière répétitive à la même position, appelez l'assistance technique HP et décrivez le mixage répété. |
Exemple de défaut du diagnostic A :

Exemple de défaut du diagnostic D :

text_image
D9 D8 D7 D6 D5 D4 D3 D2 D1 D0 Diagnostic DGrand bloc manquant
Tableau 14-5 Problèmes
| Description du problème Causes possibles Actions recommandées | |
| Grand bloc manquant dans la section A ou D 1. La tête d'impression tombe dans le matériau et le mélange des agents BF et FA (BF réagit avec FA pour former de la gadoue).2. Périodes d'inactivité prolongées sans utilise le mode Absence.3. Pièce qui glisse/se soulève : touche la tête d'impression, puis déchire la surface de la teinture de la tête d'impression. | 1. Exécutez Routine de récupération des têtes d'impression à la page 106.2. Si le problème persiste, appelez l'assistance HP. |
Exemples de défaut du diagnostic A :

Erreurs de dysfonctionnement des têtes d'impression irrécupérables 0085-0070-0001 et 0085-0071-0001
Tableau 14-6 Problème
| Description du problème Causes possibles Actions recommandées | ||
| Erreurs de dysfonctionnement des têtes d'impression irrécupérables | Des débris dans le compartiment entraîne du matériau fusionné à toucher la tête d'impression, ce qui crée des dégâts électriques. Peut être causé par le soulèvement d'une pièce ou des obstructions dans l'aspiration du périmètre, ou d'autres pièces dans le compartiment. | 1. Redémarrez la machine pour confirmer l'erreur.2. Si le problème persiste, appelez l'assistance HP. |
Vue du compartiment de l'objet indiquant le glissement de la pièce :

Tableau 14-7 Problème
| Description du problème Causes possibles Actions recommandées | ||
| Lignes décalées dans le diagnostic B ou C, constantes sur toute la page | 1. Problème d'alignement des têtes d'impression. | 1. Exécutez Alignement des têtes d'impression à la page 107. |
| 2. Écart d'espacement entre la tête d'impression et le papier. | 2. Vérifiez le test d'encodeur du chariot. | |
| 3. Gondolage du papier décalé par le chariot. | ||
Lignes décalées sur B :
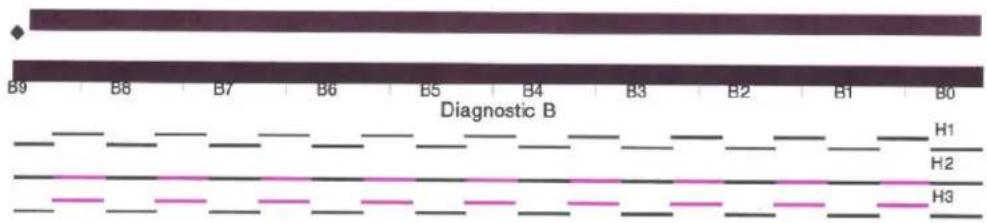
text_image
B9 B8 B7 B6 B5 B4 B3 B2 B1 B0 Diagnostic B H1 H2 H3Lignes décalées dans C :
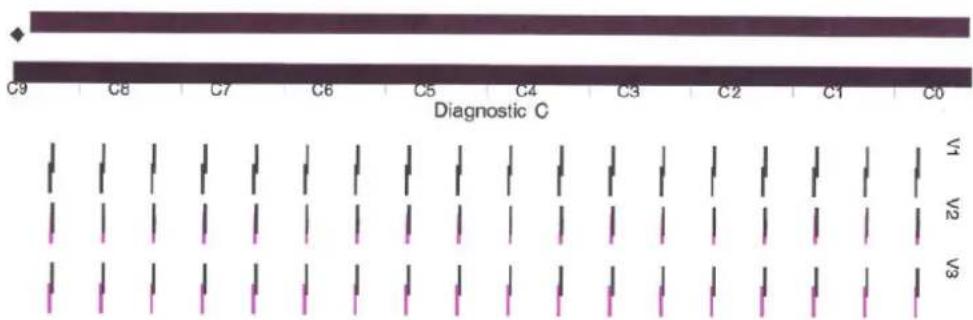
text_image
C9 C8 C7 C6 C5 C4 C3 C2 C1 C0 Diagnostic C V1 V2 V3Routine de récupération des têtes d'impression
- Avant de commencer le dépannage, inspectez et nettoyez le poste d'entretien. Vérifiez les joints d'étanchéité en caoutchouc de la station de capotage et utilisez un chiffon non pelucheux humide pour nettoyer du liquide ou du matériau des capuchons.
- Vérifiez le rouleau de nettoyage et assurez-vous qu'il n'est pas bientôt vide. Remplacez le rouleau de nettoyage s'il est presque vide.
- Afin de vous assurer que le rouleau de nettoyage fonctionne correctement, dans le menu Maintenance, exécutez Assistance de service > Poste d'entretien 6.0 > Test de poste d'entretien 6.1. Confirmez que le test réussit. Si un code d'erreur est détecté, corrigez l'erreur avant de continuer la procédure de dépannage de la qualité d'impression.
-
Exécutez Maintenance > Dépannage de pièce > Récupération de la tête d'impression 1. Puis, imprimez à nouveau la page de diagnostic pour avant et après comparaison.
-
Si la qualité de la tête d'impression n'est toujours pas satisfaisante, effectuez Récupération des têtes d'impression 2 dans le même menu.
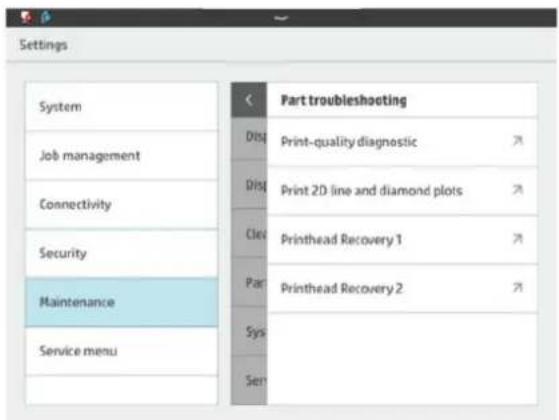
Alignement des têtes d'impression
- Vous pouvez effectuer un alignement de têtes d'impression à partir de Maintenance > Têtes d'impression > Aligner.
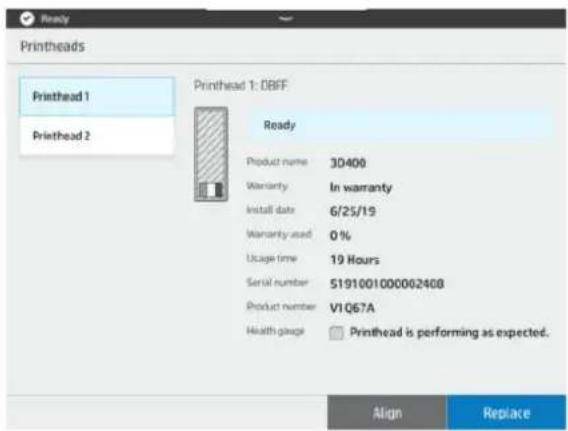
-
Si vous tentez de résoudre un problème de qualité d'impression 2D tout en procédant à un alignement des têtes d'impression, n'utilisez pas la première page de diagnostic imprimée à partir du flux d'alignement : utilisez toujours la deuxième page de diagnostic imprimée. La première page de diagnostic sert de référence avant l'alignement uniquement.
-
Imprimez une autre page de diagnostic après avoir effectué les actions recommandées et utilisez les deux pages de test pour comparer les résultats avant et après.

text_image
A0 A1 A2 A3 A4 A5 A6 A7 A8 Diagnostic A B9 B8 B7 B6 B5 B4 B3 B2 B1 B0 Diagnostic B H1 B9 B8 C0 C1 C2 C3 C4 C5 C6 C7 C8 Diagnostic C S S S Diagnostic D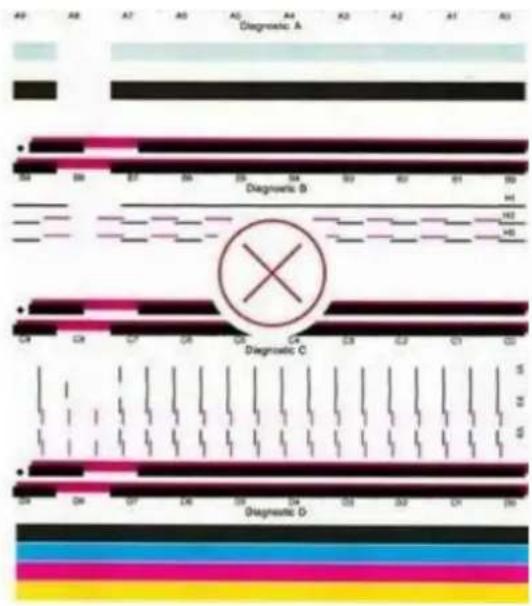
text_image
A9 A8 A7 A6 A5 A4 A3 A2 A1 A0 Diagnostic A B9 B8 B7 B6 B5 B4 B3 B2 B1 B0 Diagnostic B H4 H3 H2 H1 C9 C8 C7 C6 C5 C4 C3 C2 C1 C0 Diagnostic C S S2 S3 S4 S5 S6 S7 S8 S9 S10 Diagnostic DProblèmes d'alignement des têtes d'impression
- Problèmes d'alignement. Si vous remarquez des problèmes d'alignement, vous pouvez imprimer un traçage de diagnostic de qualité sous le menu Maintenance > Dépannage de pièce > Diagnostic de qualité d'impression pour vérifier l'état de l'alignement des têtes d'impression. Reportez-vous à la section Alignement des têtes d'impression à la page 176.
- Le panneau avant peut afficher une erreur de système lors de l'alignement des têtes d'impression. Reportez-vous à la section Erreurs de système à la page 187.
Problèmes de numérisation liés au type de support
La plupart du temps, la 2ème ou 3ème page (jaune, fusion brillante) est trop claire pour être reconnue par le scanner et le papier est rejeté. En général, les problèmes avec le scanner se posent lorsque le capteur échoue/des erreurs électriques.
Recommendations :
- Vérifiez la qualité du papier.
- Vérifiez l'encre sur le papier. Si vous voyez de nombreuses buses sorties > Exécutez les diagnostics des têtes d'impression.
-
Dans certains cas, le nettoyage du capteur du scanner vous aide.
-
Si les deux têtes d'impression sont correctes, essayez de numériser plusieurs fois, de sorte que la machine « ignore » ce papier. Le micrologiciel récupère les informations relatives à la dernière procédure d'alignement des têtes d'impression effectuée.
Erreurs de service liées au PH
| Error Code | Description |
| 0085-0070-0001 | Print Carriage - Mono Printhead: Malfunction |
| 0085-0070-0004 | Print Carriage - Mono Printhead: Communication error |
| 0085-0071-0001 | Print Carriage - Color Printhead: Malfunction |
| 0085-0071-0004 | Print Carriage - Color Printhead: Communication error |
Si ces erreurs apparaissent sur l'écran en ce qui concerne le PH mono ou le PH couleur, effectuez les étapes de dépannage suivantes :
- Redémarrez et réarmez, puis effectuez la vérification des systèmes pour confirmer l'erreur : Maintenance > Service Assist > 1.0 System Tests > 1.1 System Checks - Check All
- Assurez-vous que le PH est complètement inséré et que les clips du connecteur sont complètement verrouillés.
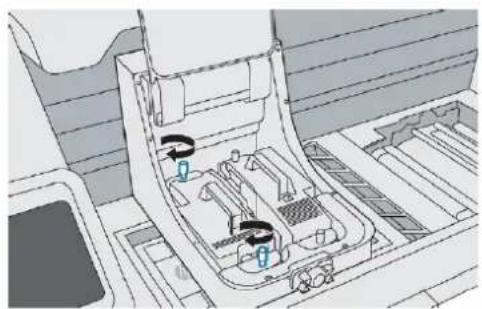
- Réinstallez la tête d'impression défectueuse et refaites le test.
- Remplacez la tête d'impression défectueuse par une nouvelle et refaites le test.
- Si, après avoir effectué les actions recommandées, le problème persiste, il est nécessaire de contacter le service support pour réparer l'imprimante sur site.
Si le problème est apparu après avoir essayé d'imprimer le tracé de diagnostic du PH ou lors de la tentative d'alignement du PH, il est possible que le PH soit entré en collision avec la plaque d'alignement :
- Accédez au menu d'assistance et accédez à l'icône 9.0 MRS puis 9.1 Move Build Platform Utility
Sélectionnez l'option "Home" pour déplacer la plateforme en position haute.
Sélectionnez ensuite l'option permettant de déplacer la plateforme en position "Alignment plate".
-
Insérez la plaque d'alignement et assurez-vous que la plaque d'alignement est complètement insérée et repose sur la plateforme.
-
Placez une feuille de papier au format A4 sur la plaque d'alignement.
- Ensuite, déplacez à la main le chariot d'impression très lentement de la position d'origine à la plaque d'alignement jusqu'à ce qu'il dépasse complètement la plaque d'alignement, et vérifiez s'il y a une collision ou si le papier a été traîné par le chariot.
- En cas de collision ou de glissement du papier, éteignez l'imprimante et appelez l'assistance à distance HP pour obtenir de l'aide afin de partager les informations recueillies en détail.
Comment obtenir le package de diagnostics
Si vous avez besoin de l'assistance HP, vous devrez peut-être envoyer le package de diagnostics par courrier électronique. Il existe deux moyens d'obtenir le package de diagnostics.

REMARQUE : Évitez de télécharger le package de diagnostics pendant que l'imprimante fonctionne, ce qui pourrait entraîner des échecs d'impression.
Avec un lecteur Flash USB
- Redémarrez ou réarmez l'imprimante pour confirmer le problème.
- Collectez les journaux de l'imprimante et faites remonter le problème pour obtenir une assistance complémentaire de dépannage. Collectez également des informations générales sur ce que faisait l'imprimante lorsque le problème s'est produit.
- Préparez un lecteur flash USB, récemment formaté sur FAT32, avec un fichier nommé pdipu_enable.log dans le dossier racine (ou avec le nom fourni par l'ingénieur distant de l'assistance HP). Assurez-vous que le lecteur Flash a une capacité de stockage de plus de 4 Go et de moins de 32 Go.
- Insérez le lecteur Flash dans le port USB derrière le panneau avant. Les journaux de l'imprimante doivent être ensuite automatiquement stockés dans le lecteur Flash.

REMARQUE : Ces fichiers sont chiffrés ; ils peuvent être nécessaires pour analyser le problème.
- Faites passer ce problème au niveau 2 pour une assistance de dépannage avancé.
Via le Centre de la commande
- Ouvrez le Centre de commande.
- Cliquez sur Enregistrer le package de diagnostics.

Dépannage du remplissage trop lent des réservoirs d'eau
Les étapes suivantes décrivent la procédure complète pour cette rubrique.
- Si le filtre semble en obstrué ou s'écoule très lentement, retirez-le en pinçant les faces avant et arrière.

- Nettoyez le filtre à l'aide d'une brosse douce et d'une eau savonneuse chaude à l'intérieur et l'extérieur. Veillez à bien le rincer avant de le replacer de nouveau dans l'imprimante. Vous pouvez utiliser de l'eau du robinet pour nettoyer et insérez le filtre.

Problèmes de récupération de poudre
À la fin de ce chapitre, vous trouverez un résumé des actions qui peuvent être utilisées pour recueillir les informations requises.
A. La poudre n'est pas récupérée et aucun message d'erreur n'apparaît.
Deux options sont proposées par le Build Manager lorsqu'un job est préparé : la poudre sera récupérée automatiquement (option : refroidissement et récupération automatique ou refroidissement et récupération rapide) ; et l'option récupérer manuellement la poudre (option : refroidissement naturel).
Dans les deux cas, si l'on observe que la poudre n'est pas récupérée, les étapes suivantes doivent être effectuées pour identifier l'origine de la cause :
- Une fois que la première tentative de récupération de poudre a échouée et qu'il reste beaucoup de poudre non récupérée dans la zone d'impression, ouvrer la porte supérieure et vérifiez l'état de la poudre.
- Regarder si la poudre a été récupérée par les ports PVAC (perimeters vacuum ports ou zones d'aspiration).
- Ouvrir la porte des agents sur le côté droit de l'imprimante et ouvrir le tiroir du tamis B2. Regarder si le tamis est compacté par de la poudre.
- Remuer la poudre manuellement en cassant les « roches » de poudre, puis lancez une nouvelle tentative pour récupérer la poudre.
NOTE: Si la poudre semble grumeleuse ou compactée et que de petites roches sont observées, ou si la poudre semble trop coller aux pièces, il est possible qu'il y ait un problème thermique pour le job imprimé. Dans ce scénario, si le même problème est observé lors des jobs suivants, contacter le support à distance HP pour la catégorie de problèmes liés à la qualité des pièces.
- Pe ndant le processus de récupération, regarder si la plateforme vibre et si la poudre est bien agitée par les vibrations.
- Vérifier également que le tiroir du tamis vibre bien grâce au bruit émis par le réservoir MRS de temps en temps pendant le processus (contrôle acoustique).
- Si après ces premières actions avec les deux tentatives de récupération de poudre, la poudre reste dans la zone d'impression, accéder à la fonction suivante :
-
Sous la catégorie 9.0 MRS, sélectionner l'option 9.4 Vibration Motors Test. Sélectionner Platform Vibe (contrôlé) et a) observer si la plateforme vibre, b) prendre une photo des valeurs affichées lors du test.
-
Dans le même test, effectuer également le diagnostic du tiroir du tamis.
-
Dans la même option service assist, sélectionner le 9.3 MRS Airflow Test: i) Effectuer le test 9.3 et sélectionner les 3 options dans le tableau suivant. Remplir la dernière ligne avec les valeurs CFM lues sur la seconde page des résultats pour chaque test :

NOTE #1 : Il est possible qu'une fois le bouton Démarrer actionné, toutes les options soient grisées et les valeurs ne soient pas mises à jour. Ne vous inquiétez pas, laissez exécuter son cycle et après 1 à 2 minutes, il réactivera les options et vous commencerez à voir s'afficher les valeurs en direct.

NOTE #2 : Attendre quelques secondes jusqu'à ce que les valeurs soient stabilisées pour chaque test avant de procéder au test suivant.

NOTE #3 : Les 2 premiers tests vérifient l'intégrité des tuyaux du MRS. Normalement, les valeurs CFM devraient être autour de 8-11 CFM pour le test #1 et elles ne devraient pas dépasser 14 CFM pour le test #2. Le test #3 devrait afficher des valeurs autour 24 CFM.
| 1 | 2 | 3 | |
| DIVERTER | CLOSED | PERIMETER VAC | EXTRACTION |
| PERIMETER VAC | NONE | NONE | NONE |
| HOPVAC DIVERTER | CLOSED | CLOSED | CLOSED |
| MRS-OUTLET - HOPVAC AIRFLOW |
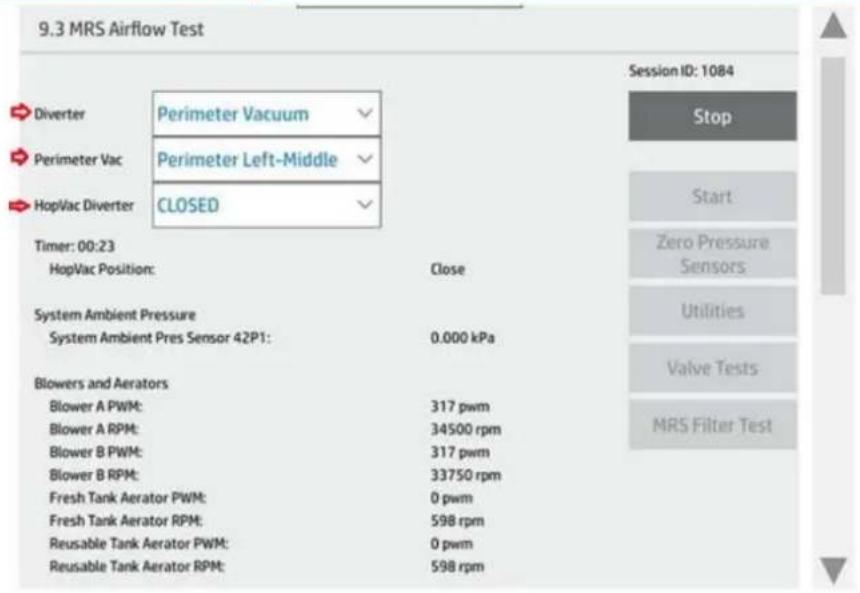
- Contacter le support HP à distance et partager toute l'information recueillie aux étapes précédentes.
B. Messages d'avertissement de l'écran lors d'un délai d'attente de récupération de poudre
La récupération est terminée ou a été interrompue et l'un des messages suivants a apparu sur l'écran :
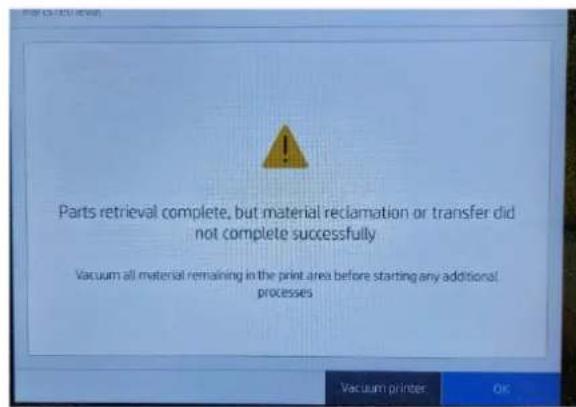
Dans ce scénario, la cause la plus probable est le dépassement de la capacité de remplissage de la poudre recyclée dans les réservoirs de l'imprimante.
Les indications possibles sont les suivantes :
• Le tiroir à tamis est compacté avec de la poudre.
- La poudre recyclée dans la cartouche RCY et le réservoir intermédiaire RCY dépassent respectivement 80% pour chacun d'eux. Pour vérifier leur capacité, suivez le chemin ci-dessous :
- Si la capacité de remplissage du réservoir intermédiaire RCY et de la cartouche est effectivement atteinte au-delà de 80 % chacune, choisissez de retirer la cartouche recyclée remplie et d'insérer une cartouche vide. Suivez ensuite le chemin suivant pour effectuer la récupération du matériau une fois de plus :
NOTE : Si la cartouche recyclée et le réservoir intermédiaire de poudre recyclée sont presque pleins, l'imprimante n'est pas en mesure de vider le réservoir intermédiaire MRS, ce réservoir se remplit également, compactant ainsi le tiroir à tamis dans des scénarios extrêmes.
NOTE : En sélectionnant l'option de transfert de matériau, une fois qu'une cartouche recyclée vide a été insérée, l'imprimante peut transférer le matériau restant du réservoir MRS vers le réservoir intermédiaire de recyclé ou la cartouche de recyclé.
2. Contactez l'assistance à distance HP si le problème persiste et partagez toutes les informations recueillies lors des étapes mentionnées.
A. La poudre n'est pas récupérée et aucun message d'erreur n'apparaît.
Ouvrir le capot supérieur et vérifier l'état de la poudre
Vérifier s'il y a de la poudre sur les orifices pvac
Vérifier le tiroir B2, si la poudre est compacte
Remuer la poudre manuellement et recommencer la récupération.
Pendant la remise en état, vérifiez si la plate-forme vibre.
Vérifier si le tamis MRS vibre (contrôle acoustique)
Si le problème persiste, effectuer les diagnostics suivants :
B. Messages d'avertissement de l'écran lors d'un délai d'attente de récupération de poudre
Vérifier le tiroir B2, si la poudre est compacte
Vérifier la capacité de remplissage du réservoir intermédiaire RCY et de la cartouche RCY.
Si le côté recyclé est presque plein, remplacez la cartouche par une cartouche vide.
Lancez la fonction "material transfer"
Erreur du chariot de ruban 0088-0015-0059
En ce qui concerne l'occurrence de ce code d'erreur, il existe plusieurs causes d'origines différentes qui pourraient le déclencher. Vous trouverez ci-dessous plusieurs étapes à suivre afin d'identifier la possible cause première de la panne :
- L a première étape importante serait d'ouvrir la porte supérieure et de vérifier si les orifices d'aspiration périmétrique sont complètement obstrués / recouverts de poudre. S'ils sont effectivement bouchés, examinez La matrice sur l'étiquette pour voir si la case #9 est cochée.
NOTE : La case de la matrice #9 indique que l'imprimante est équipée d'un tube de grand diamètre pour les ports Pvac.
NOTE : L'emplacement de l'étiquette avec la matrice se trouve dans le compartiment du réservoir intermédiaire MRS.
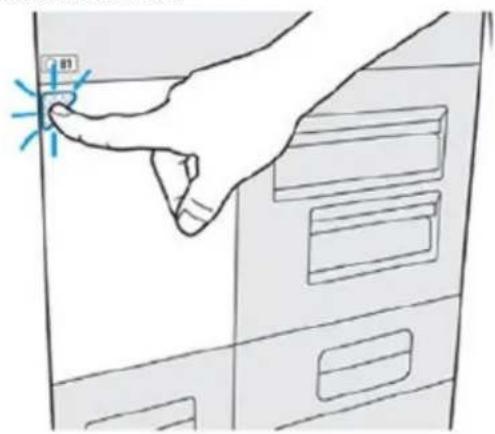
text_image
B1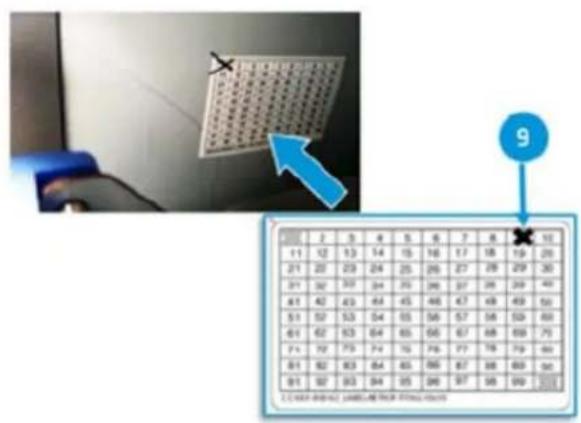
text_image
9 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 C:\WINDOWS\AMUSENT\TRIM\STOCK\HOLDSi la case #9 est marquée, procédez à la vérification du test de débit d'air MRS :
i) Exécutez la version 9.3 et sélectionnez les 3 options suivantes dans le tableau et remplissez la dernière ligne avec les valeurs CFM que vous lirez à partir de la deuxième page des résultats de chaque test :
NOTE #1 : Une fois que vous appuyez sur le bouton de démarrage, il est possible que toutes les options soient grisées et que les valeurs ne soient pas mises à jour. Ne vous inquiétez pas, laissez son cycle fonctionner et après 1 à 2 minutes, il réactivera les options et vous commencerez à pouvoir lire les valeurs en direct.
NOTE #2: Attendez quelques secondes jusqu'à ce que les valeurs soient stabilisées pour chaque test avant de passer au test suivant.

NOTE #3 : Les 2 premiers tests vérifient l'intégrité des tuyaux MRS et normalement les valeurs CFM devraient être d'environ 8-11 CFM pour le test #1 et ne devraient pas dépasser 14 CFM pour le test #2. Le test #3 devrait donner normalement des valeurs autour de 24 CFM.
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| DIVERTER | CLOSED | PERIMETER VAC | EXTRACTION | PERIMETER VAC | PERIMETER VAC | PERIMETER VAC | PERIMETER VAC | PERIMETER VAC | PERIMETER VAC |
| PERIMETER VAC | NONE | NONE | NONE | REAR | LEFT MIDDLE | LEFT REAR | LEFT FRONT | RIGHT REAR | RIGHT FRONT |
| HOPVAC DIVERTER | CLOSED | CLOSED | CLOSED | CLOSED | CLOSED | CLOSED | CLOSED | CLOSED | CLOSED |
| MRS-OUTLET - HOPVAC AIRFLOW |
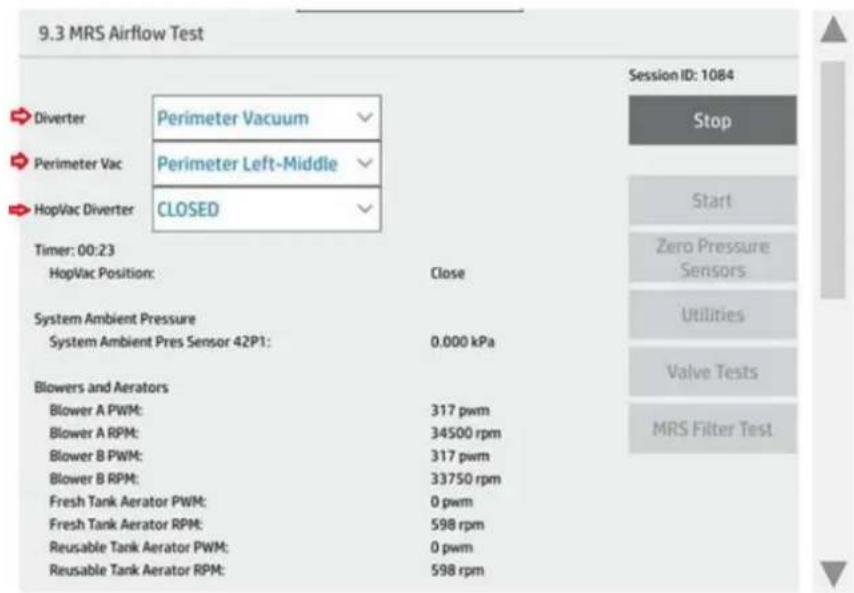
Dans la même catégorie sur 9.3, sélectionnez le diagnostic "Valves Test" et sélectionnez "Test All Valves". Répétez l'opération une fois de plus et prenez des photos des valeurs de diagnostic.
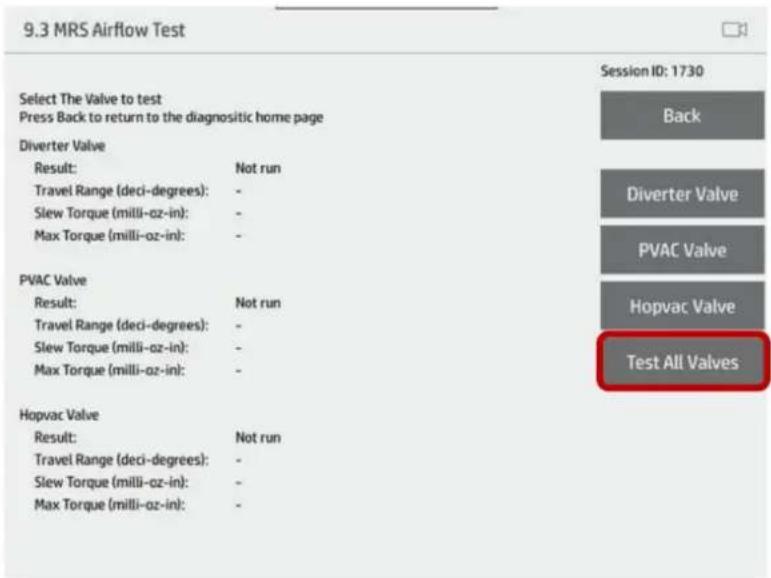
Si le diagnostic n'est pas affiché, utilisez l'outil de nettoyage PVAC fourni (lien vers la page dans UG) pour essayer de déboucher manuellement les ports Pvac, puis passez au test de débit d'air MRS comme décrit à l'étape précédente.
- ÉTAPE CONDITIONNELLE : Si l'imprimante est dotée d'une petite fenêtre sur le capot arrière du panneau MAR, vérifiez à l'aide d'une lampe de poche s'il y a une accumulation de poudre sur la face inférieure de l'assemblage MAR.
NOTE: L'accumulation de poudre dans cette zone indiquerait soit qu'il y a une torsion sur le tube de l'orifice d'aspiration arrière, ce qui bloque l'aspiration de cette zone, soit qu'il y a un autre problème avec le système MRS, qui doit être examiné davantage.

- Tentez de déterminer si le décrochage s'est produit à la suite d'une collision avec un chariot. Ouvrez la porte d'accès supérieure (si la porte est verrouillée, regardez par la fenêtre) et vérifiez si le chariot de fusion ou d'impression est entré en collision avec le chariot de ruban.
- Si les chariots sont entrés en collision, redémarrez la machine, puis exécutez les tests de diagnostic suivants et prenez des photos des résultats du diagnostic :
• S'il n'y a aucune preuve d'une collision entre le chariot et le chariot ruban, accédez à :
Exécutez "Checks"
Exécutez "Recovery" et répétez jusqu'à 3 fois les vérifications.
NOTE : Pendant le test, écoutez le son émis par le boîtier d'épandage, lors des mouvements de va-et-vient. Si vous remarquez beaucoup de crissements ou si des rayures apparaissent sur la plaque ruban le long de la trajectoire de la boîte d'épandage, assurez-vous de bien transmettre ces informations lorsque vous contactez l'assistance à distance pour l'ouverture du ticket.
- En cas d'échec du diagnostic du chariot de ruban, ou dans le cas où le boîtier d'épandage du chariot de ruban est coincé à l'arrière de la plaque, essayez de retirer le boîtier d'épandage à l'aide d'un long tournevis. Inspectez ensuite si le couvercle du boîtier d'épandage n'est pas cassé. Vérifier que lorsque le couvercle est relâché, il revient bien en position fermée.
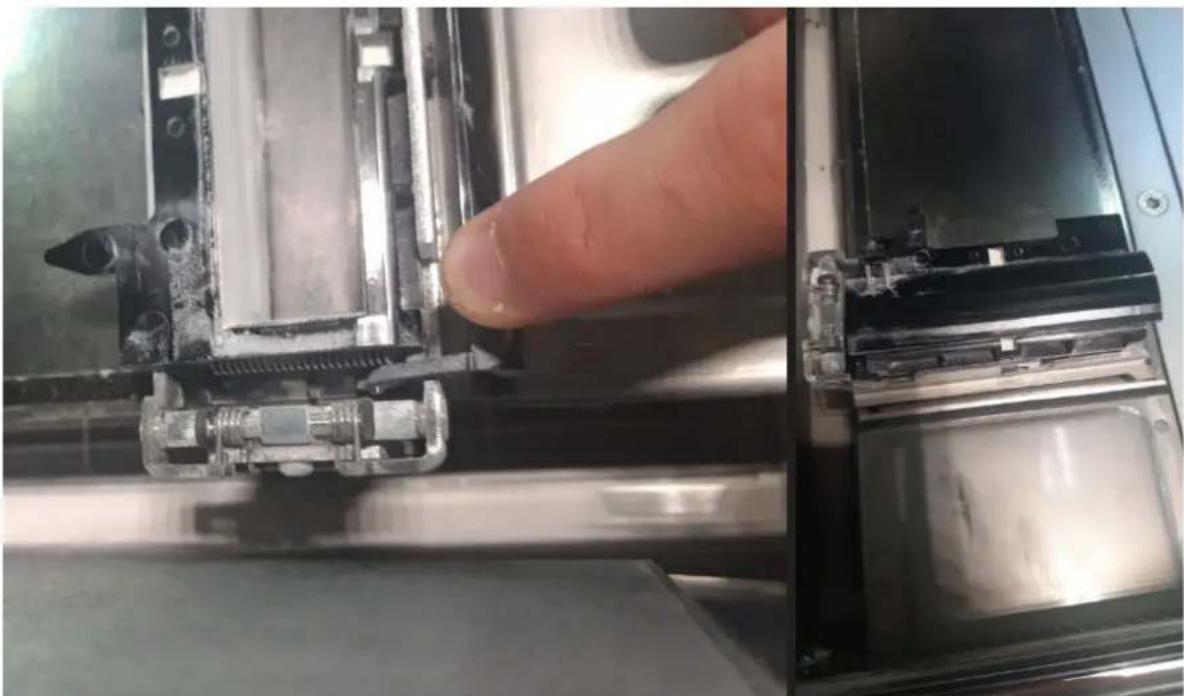
-
Si aucun problème n'a été détecté avec le boîtier d'épandage, répétez les tests de chariot de ruban comme mentionné à l'étape précédente, car il est maintenant libéré de la position « bloquée ».
-
Effectuez également les diagnostics MAR :
Maintenance > Service Assist > 15.0 Ribbon Carriage > 15.2 MAR Mechatronics test
Exécutez des vérifications et prenez des photos des résultats de diagnostic
- Contactez l'assistance à distance HP si le problème persiste et partagez toutes les informations recueillies lors des étapes mentionnées.
Erreurs liées au flux d'air MRS HopVac
Vous trouverez ci-dessous une liste de codes d'erreur liés aux problèmes HopVac. Plusieurs étapes de dépannage sont décrites (après la liste des codes d'erreur) et doivent être effectuées avant de contacter l'assistance à distance HP :
| Error Code | Description |
| 0056-0069-1927 | HopVac New Hopper Pres Sensor 92P2 |
| 0056-0069-2027 | HopVac RCY Hopper Pres Sensor 92P1 |
| 0056-0086-0056 | MRS HopVac Venturi |
| 0056-0086-0055 | MRS HopVac Venturi |
| 0056-0069-1928 | HopVac New Hopper Pres Sensor 92P2 |
| 0056-0069-1927 | HopVac New Hopper Pres Sensor 92P2 |
| 0056-0069-2027 | HopVac RCY Hopper Pres Sensor 92P1 |
| 0056-0086-0056 | MRS HopVac Venturi |
| 0056-0086-0555 | MRS HopVac Venturi |
| 0056-0069-1928 | HopVac New Hopper Pres Sensor 92P2 |
- Redémarrez et réarmez.
- Confirmez l'erreur système en exécutant :
- Vérifiez que le filtre MRS n'est pas obstrué ou endommagé. Nettoyez ou remplacez au besoin. En général, un problème de filtre peut affecter de nombreuses mesures du capteur de pression. Vérifiez également que le filtre n'est pas manquant ou mal positionné.
- Vérifiez que le tiroir à tamis est complètement inséré.
- Assurez-vous que les deux cartouches de matériau sont insérées et bien en place.
- Ouvrez la porte latérale du matériau et la porte des réservoirs intermédiaires.
- Extraire les réservoirs intermédiaires et effectuer les tâches suivantes pour chaque couvercle :
- Ouvrez le couvercle supérieur et inspectez l'étanchéité sur les bords du couvercle.

NOTE : Veillez à ne pas contaminer la poudre lorsque le couvercle du réservoir est ouvert. Une éventuelle contamination de la poudre affectera la qualité des pièces imprimées.

NOTE : N'essayez pas de modifier la quantité de poudre contenue dans les réservoirs, car cela déclencherait un blocage de l'imprimante avec des messages d'avertissement liés à la manipulation de la poudre.
- Fermez le couvercle et assurez-vous qu'il est bien verrouillé et fixé.
- Avant de les réinsérer dans l'imprimante, vérifiez que le coffre de la station d'approvisionnement est correctement assemblé - vérifiez au sol de ce compartiment s'il y a une pièce en plastique détachée qui pourrait être un composant du coffre.

- Réinsérez les deux réservoirs dans l'imprimante et assurez-vous qu'ils sont bien insérés.
- Répétez l'étape 1 pour confirmer que l'erreur persiste.
- Effectuez le test des vannes comme décrit ci-dessous :
• Sélectionnez "Zero Pressure Sensors"
- Sélectionnez "Valve Tests" et effectuez "Test All Valves"
- Dans la même catégorie que le flux d'air, effectuez le test de débit d'air en configurant les paramètres de diagnostic avec les sélections suivantes :
• Sélectionnez Diverter = Extraction
• Sélectionnez Perimeter Vac = None
• Sélectionnez HopVac Diverter = Open
- Sélectionnez Run
MRS Outlet – Le flux d'air HOPVAC doit être proche de 24CFM
Le flux d'air HOPVAC doit être proche de 3 CFM
- S i, après avoir effectué les actions recommandées, le problème persiste, contactez l'assistance à distance HP pour signaler le problème et partager les données collectées et les étapes effectuées.
Erreurs liées au PCS Intake Venturi 52
Vous trouverez ci-dessous une liste de codes d'erreur liés aux problèmes du capteur tribble PCS # 52.
Plusieurs étapes de dépannage sont décrites (après la liste des codes d'erreur) à effectuer avant de contacter l'assistance à distance HP. Elles sont triées par catégories de défaillances de sous-systèmes :
| Error Code | Description |
| 0057-0087-0055 | PCS Intake Venturi 52P1/2: Airflow too Low |
| 0057-0087-0056 | PCS Intake Venturi 52P1/2: Airflow too High |
| 0057-0069-1827 | PCS Inlet Venturi Pres Sensor A 52P1: Pressure too high |
| 0057-0069-1828 | PCS Inlet Venturi Pres Sensor A 52P1: Pressure too low |
| 0057-0069-1927 | PCS Inlet Venturi Pres Sensor B 52P2: Pressure too high |
| 0057-0069-1928 | PCS Inlet Venturi Pres Sensor B 52P2: Pressure too low |
A) Problème de poudre
- En cas de problème lié à la poudre, en effectuant l'opération suivante, vous pouvez résoudre le code d'erreur lié au 52-sensor (capteur).
NOTE : Il y a le scénario où l'un des tubes PCS est tordu et réduit le flux d'air dans le sous-système PCS. Au cours des processus d'impression / récupération, la poudre est transférée à travers ces tubes, ce qui pourrait créer un blocage sur le point de torsion du tube, arrêtant ainsi complètement le flux d'air et déclenchant l'erreur. L'opération de nettoyage des tubes PCS ne résoudra que temporairement le problème.
- À partir du Panneau de configuration, accédez aux utilitaires PCS et effectuez l'opération "Clear PCS tubes":
Sélectionnez l'option "Utilities"
Sélectionnez l'option "Clear PCS tubes"
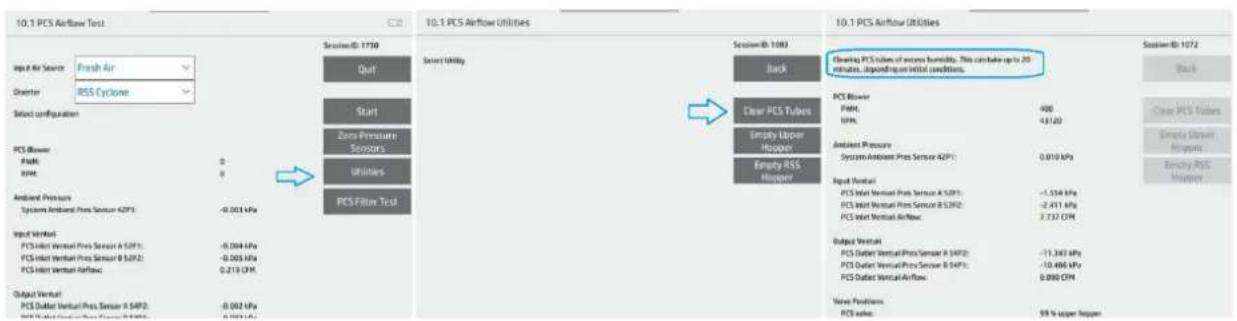
B) Défaillance du capteur
- Redémarrez et réarmez, puis sélectionnez le diagnostic suivant pour confirmer l'erreur :
- À partir du Panneau de configuration, exécutez dans l'ordre mentionné :
Maintenance > Service Assist > 16.0 Environmental Sensors > 16.1 System Checks > Environmental Sensors test > Sélectionnez "Zero pressure sensor"
Maintenance > Service Assist > 16.0 Environmental Sensors > 16.1 System Checks > Environmental Sensors test > Sélectionnez "Sensor Groups"
- Vérifiez la chaîne de capteurs # 5 qui contient le capteur de pression # 52 signalant le problème. Passez en revue l'ensemble de la chaîne # 5 pour tous les capteurs qui signalent un dysfonctionnement et prenez des photos des valeurs affichées pour les signaler à l'assistance à distance HP.
| Sensor Chain 5 - PDE Control PCA (J30) | |
| 51 | |
| T1: MRS Outlet Venturi Temp Sensor 51T1 | 25.7 C |
| P1: MRS Outlet Venturi Pres Sensor A 51P1 | 0.011 kPa |
| P2: MRS Outlet Venturi Pres Sensor B 51P2 | 0.012 kPa |
| 52 | |
| T1: MRS Blower 1 Internal Temp Sensor 52T1 | 29.5 C |
| T2: MRS Blower 2 Internal Temp Sensor 52T2 | 30.3 C |
| P1: PCS Inlet Venturi Pres Sensor A 52P1 | -0.002 kPa |
| P2: PCS Inlet Venturi Pres Sensor B 52P2 | 0.000 kPa |
| Exp Slot - T: HTA Air Exhaust Temp Sensor 52TX | 24.8 C |
| Exp Slot - H: HTA Exhaust Humidity Sensor 52HX | 40.9 % |
| 53 | |
| T1: PCS Blower Temp Sensor 53T1 | 24.3 C |
| P1: PCS Filter Intake Pres Sensor 53P1 | 0.004 kPa |
| P2: PCS Filter Exhaust Pres Sensor 53P2 | 0.004 kPa |
| 53 | |
| T1: PCS Blower Temp Sensor 53T1 | 24.3 C |
| P1: PCS Filter Intake Pres Sensor 53P1 | 0.006 kPa |
| P2: PCS Filter Exhaust Pres Sensor 53P2 | 0.001 kPa |
| 54 | |
| T2: HTA Water Temp Sensor 54T2 | 21.7 C |
| P1: PCS Outlet Venturi Pres Sensor B 54P1 | 0.003 kPa |
| P2: PCS Outlet Venturi Pres Sensor A 54P2 | 0.003 kPa |
| Exp Slot - T: HTA Air Intake Temp Sensor 54TX | 23.7 C |
| Exp Slot - H: HTA Input Humidity Sensor 54HX | 86.0 % |
C) Problème de filtre
- Si l'indication de « dysfonctionnement » n'apparaît pas à l'étape précédente, vérifiez si dans le tiroir B5, le boîtier du filtre est complètement rempli de poudre.
a) S i en effet la poudre contenue remplit presque le boîtier du filtre, passez l'aspirateur, puis répétez la vérification du système à partir de l'étape #1, pour identifier si le problème a été résdu.
NOTE : Dans le cas où le boîtier du filtre B5 était excessivement rempli de poudre, contactez l'assistance à distance HP en indiquant ce problème
b) S i la poudre contenue à un niveau normal ( ^** Consultez le tableau à la fin de ce chapitre de dépannage pour connaître les niveaux de poudre attendus), retirez le filtre et inspectez-le pour vérifier son état et prenez-le en photo.
c) Effectuez le test de filtre MRS en suivant le chemin d'accès ci-dessous, puis sélectionnez l'option Test de filtre, puis "Start". Prenez des photos des valeurs affichées:
d) Effectuez le test du filtre PCS, en suivant le chemin d'accès ci-dessous, puis sélectionnez l'option Test du filtre, puis "Start". Prenez des photos à partir des valeurs affichées:
e) Mettez l'imprimante hors tension et retirez le réservoir intermédiaire MRS. Ensuite, échangez les filtres B2 et B5, ils sont du même type, et répétez la vérification des systèmes à partir de l'étape #1, pour identifier si le problème a été résolu.

NOTE : N'essayez pas de modifier la quantité de poudre contenue dans les réservoirs, car cela déclencherait un blocage de l'imprimante avec des messages d'avertissement liés à la manipulation de la poudre.
D) Joint torque manquant
- Si le problème persiste, éteignez l'imprimante et retirez les 3 réservoirs intermédiaires de l'imprimante :
- Ouvrez la porte latérale du matériau et la porte des réservoirs intermédiaires.
- Retirer les réservoirs intermédiaires de l'imprimante.
- Vérifiez si les 3 joints toriques de chaque réservoir intermédiaire (9 au total) sont toujours en place sur les connecteurs des tubes de liaison :

- Ouvrez le tiroir B5 aussi loin que possible, puis à l'aide d'une lampe de poche, vérifiez si le joint torique du connecteur du tube de liaison est en place.

- Si les joints toriques sont en place, réinsérez les 3 réservoirs intermédiaires dans l'imprimante et allumez l'imprimante.
E) Problème de vanne PCS
- À partir du Panneau de configuration, accédez aux tests de diagnostic suivants :
- Sélectionnez les options comme indiqué ci-dessous sur la photo avec les champs "Input Air source" et "Diverter" et appuyez sur le bouton "Start".
- Faites ensuite défiler vers le bas sur les valeurs de "Valve Positions" et vérifiez sur chacun des 2 tests effectués si les valeurs passent de 0 % à 99 %.
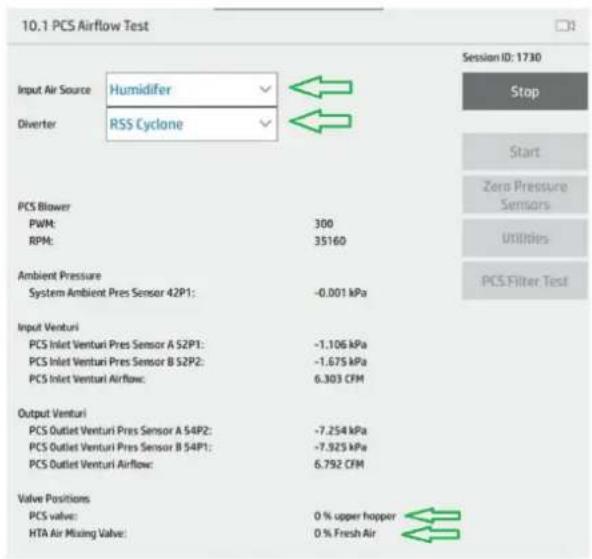
text_image
10.1 PCS Airflow Test Input Air Source Humidifer Diverter RSS Cyclone PCS Blower PWM: 300 RPM: 35160 Ambient Pressure System Ambient Pres Sensor 42P1: -0.001 kPa Input Venturi PCS Inlet Venturi Pres Sensor A 52P1: -1.106 kPa PCS Inlet Venturi Pres Sensor B 52P2: -1.675 kPa PCS Inlet Venturi Airflow: 6.303 CFM Output Venturi PCS Outlet Venturi Pres Sensor A 54P2: -7.254 kPa PCS Outlet Venturi Pres Sensor B 54P1: -7.925 kPa PCS Outlet Venturi Airflow: 6.792 CFM Valve Positions PCS valve: 0 % upper hopper HTA Air Mixing Valve: 0 % Fresh Air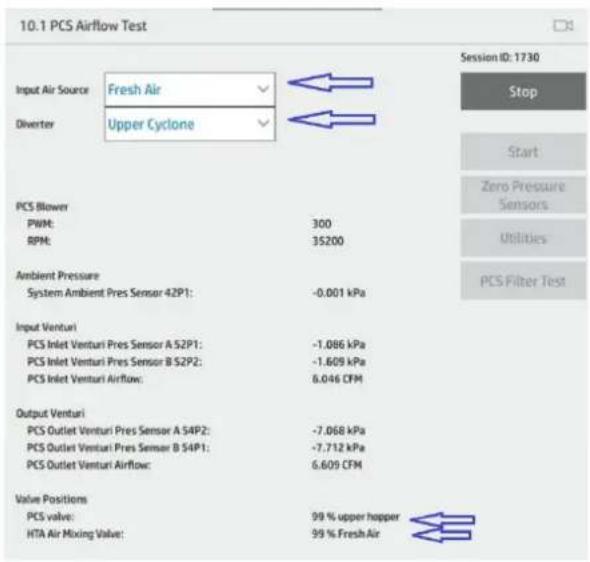
text_image
10.1 PCS Airflow Test Input Air Source: Fresh Air Diverter: Upper Cyclone PCS Blower PWM: 300 RPM: 35200 Ambient Pressure System Ambient Pres Sensor 42P1: -0.001 kPa Input Venturi PCS Inlet Venturi Pres Sensor A 52P1: -1.086 kPa PCS Inlet Venturi Pres Sensor B 52P2: -1.609 kPa PCS Inlet Venturi Airflow: 6.046 CFM Output Venturi PCS Outlet Venturi Pres Sensor A 54P2: -7.068 kPa PCS Outlet Venturi Pres Semer B 54P1: -7.712 kPa PCS Outlet Venturi Airflow: 6.609 CFM Value Positions PCS valve: 99 % upper hopper HTA Air Mixing Valve: 99 % Fresh Air Session ID: 1730 Stop Start Zero Pressure Sensors Utilities PCS Filter Test- Si le problème persiste, contactez l'assistance à distance pour obtenir de l'aide et partagez toutes les données collectées lors des étapes mentionnées.
**
Problèmes liés à l'encodeur du chariot
| Error Code | Description |
| 0086-0060-0001 | Carriage Drive - Print and Fusing Carriage Linear Encoder: Malfunction |
| 0086-0015-0060 | Carriage Drive - Fusing Carriage Drive Motor: No Encoder feedback |
| 0086-0016-0060 | Carriage Drive - Print Carriage Drive motor: No Encoder feedback |
En cas d'erreur liée à l'encodeur de chariot sur l'écran (correspondant à la liste mentionnée), effectuez les étapes de dépannage suivantes :
- Éteignez l'imprimante et vérifiez la zone de la chambre d'impression, pour détecter des accumulations excessives de poudre ou d'éventuelles obstructions qui pourraient interférer avec le mouvement du chariot.
- Redémarrez et réarmez, puis effectuez la vérification des systèmes pour confirmer l'erreur.
- Effectuez le test de chariot d'impression, en suivant le chemin d'accès et prenez une photo des valeurs de diagnostic :
- Effectuez le test de chariot de fusion, en suivant le chemin d'accès et prenez une photo des valeurs de diagnostic :
- Effectuez le test de séquence de construction en sélectionnant l'option 5 couches. Prenez une vidéo de ce test, car lorsque le test est effectué, les valeurs changent en fonction du mouvement du chariot.
- Effectuez le test manuel de l'encodeur chariot en suivant l'un des chemins d'accès suivants (même test) :
- ÉTAPE CONDITIONNELLE : Spécifiquement pour le code d'erreur 0086-0060-0001, effectuez en plus le test de l'indexur et prenez des photos des valeurs affichées :
- Contactez l'assistance à distance HP pour obtenir de l'aide et partagez tous les détails et photos recueillis lors des étapes de dépannage.
Erreurs liées au réservoir ADS
Vous trouverez ci-dessous une liste des codes d'erreur liés au système ADS et à la circulation des agents dans l'imprimante.
Plusieurs vérifications sont répertoriées après la liste des codes d'erreur et peuvent être effectuées pour identifier la possible cause première de l'erreur affichée.
| Error Code | Description |
| 0022-0075-0183 | ADS - K Agent Tank: Tank malfunction |
| 0022-0075-0184 | ADS - K Agent Tank: Tank too full |
| 0022-0075-0283 | ADS - D Agent Tank: Tank malfunction |
| 0022-0075-0284 | ADS - D Agent Tank: Tank too full |
| 0022-0075-0383 | ADS - F Agent Tank: Tank malfunction |
| 0022-0075-0384 | ADS - F Agent Tank: Tank too full |
| 0022-0075-0483 | ADS - Y Agent Tank: Tank malfunction |
| 0022-0075-0484 | ADS - Y Agent Tank: Tank too full |
| 0022-0075-0583 | ADS - M Agent Tank: Tank malfunction |
| 0022-0075-0584 | ADS - M Agent Tank: Tank too full |
| 0022-0075-0683 | ADS - C Agent Tank: Tank malfunction |
| 0022-0075-0684 | ADS - C Agent Tank: Tank too full |
| 0022-0075-0783 | ADS - BF Agent Tank: Tank malfunction |
| 0022-0075-0784 | ADS - BF Agent Tank: Tank too full |
- Redémarrez et réarmez, puis effectuez la vérification des systèmes pour confirmer l'erreur.
-
Ouvrez la porte du filtre arrière et vérifiez autour des réservoirs intermédiaires ADS s'il y a des signes de fuite d'agent.
-
Vérifiez le côté droit de l'imprimante si vous pouvez détecter une fuite d'agent sur le sol.
-
Retirez la cartouche d'agent (uniquement la cartouche d'agent indiquée par l'erreur) via l'option de consommables du menu de maintenance, et vérifiez s'il y a un signe de fuite sur la cartouche et le compartiment de la cartouche.
-
Depuis le panneau de configuration, accédez au chemin d'accès suivant pour effectuer les débits d'agents :
Sélectionnez l'agent indiqué par le code d'erreur.
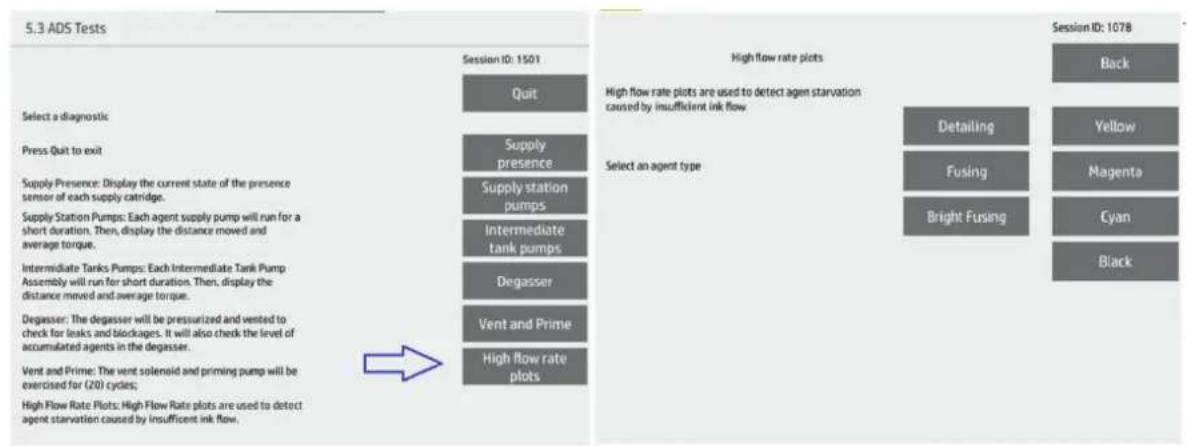
- Examinez et prenez une photo de la page imprimée. Vous trouverez ci-dessous un exemple des tracés :
Mono
Color
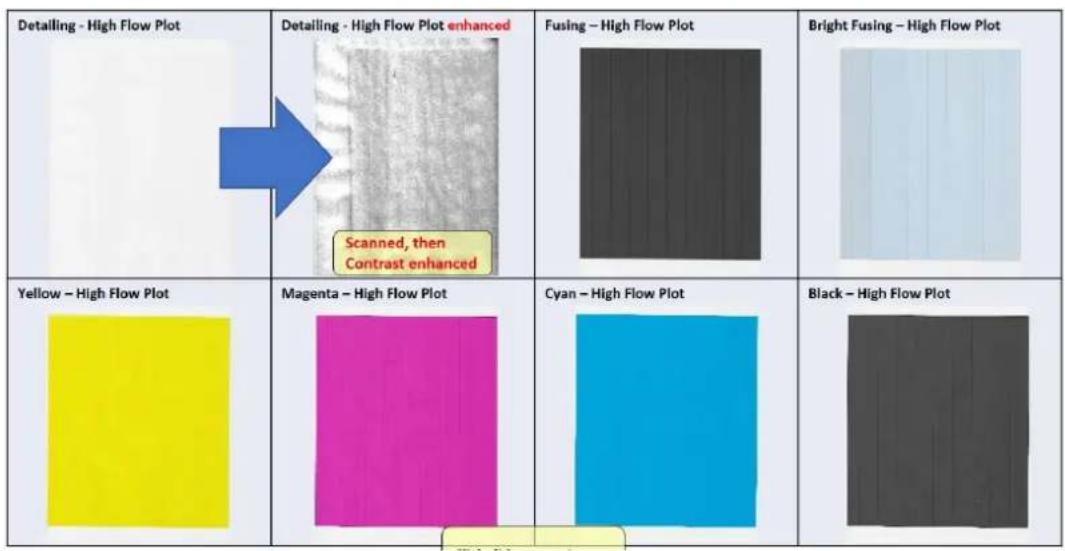
- Si le tracé à débit élevé présente un motif d'encre incohérent, répétez une fois de plus l'impression de diagnostic et prenez des photos à partir des pages imprimées.
- ÉTAPE CONDITIONNELLE : Si l'erreur est liée à l'agent de détail uniquement : Effectuez le diagnostic du dégazeur comme suit et prenez une photo des valeurs de diagnostic :
- Dernière vérification, accédez à l'icône de maintenance sur le panneau avant et sélectionnez remplacer une tête d'impression.
- Suivez les instructions du panneau avant et retirez les deux têtes d'impression.
- Vérifiez à l'intérieur du chariot d'impression qu'il n'y a pas de signes visibles de fuite d'agent et autour des connecteurs d'agent de la tête d'impression.
- Contactez l'assistance à distance HP pour obtenir de l'aide et partagez tous les détails et photos recueillis lors des étapes de dépannage.
Dysfonctionnements des verrous de porte
| Error Code | Description |
| 0001-0065-1801 | E-Box - 33V - MCB to supply station motor control: Malfunction |
| 0080-0073-0001 | User interface - Top Door Lock Sensor: Malfunction |
| 0080-0074-0001 | User interface - Left Door Lock Sensor: Malfunction |
| 0080-0075-0001 | User interface - Right Door Lock Sensor: Malfunction |
Pour les erreurs liées aux portes latérales gauche et droite, effectuez les étapes de dépannage suivantes :

NOTE : Le code d'erreur 0001-0065-1801 E-Box - 33V - MCB relatif à la commande du moteur de la station d'alimentation : Dysfonctionnement, s'applique uniquement au mécanisme de verrouillage de la porte latérale gauche.
- Redémarrez l'imprimante et lorsqu'elle vous demandera de réarmer, en fonction du côté de la porte où l'erreur s'est présentée (gauche ou droite), vérifiez le fonctionnement de la goupille de verrouillage de la porte pendant le processus de réarmement. La goupille doit s'étendre complètement dans le trou de verrouillage de la porte.

- Si elle ne sort pas complètement, vérifiez s'il n'y a pas d'obstruction physique sur la porte qui interférerait avec la goupille de verrouillage.
- Vérifiez si la porte est correctement installée ou si elle est mal alignée, ce qui peut provoquer le problème du mécanisme de verrouillage de la porte.
- Pour la porte gauche, vérifiez l'aimant sur la porte avec le support avec la goupille, et pour la porte droite, vérifiez l'aimant.

- Vérifiez également que les panneaux** derrière les portes sont correctement installés et qu'ils ne dépassent pas vers l'extérieur.
** (Pour le côté gauche, vérifiez le capot des stations de ravitaillement et le capot des réservoirs intermédiaires. Pour le côté droit, vérifiez les capots du réservoir MRS et le capot de la station de ravitaillement des agents. Reportez-vous à la photo suivante en indiquant l'emplacement des capots et des composants).

text_image
10 11 8 9 12 13 1 3 5 6 4 7 2 hp| LÉGENDE | |||
| 1 | Aimant porte matériau | 8 | Aimant du capot supérieur gauche |
| 2 | Aimant porte agents | 9 | Aimant du capot supérieur droit |
| 3 | Capot matériau | 10 | Loquet capot supérieur gauche |
| 4 | Capot reservoirs intermediaires | 11 | Loquet capot supérieur droit |
| 5 | Capot station de service | 12 | Panneau lateral gauche |
| 6 | Porte filtre MRS | 13 | Panneau lateral droit |
| 7 | Tiroir du tamis | ||
- Si l'imprimante peut être démarrée, accédez au menu principal de l'écran d'accueil, vérifiez les verrous de la porte, s'ils s'actionnent correctement et leur action est détectée et affichée à l'écran :
Pour les erreurs liées au capot supérieur, vérifiez les composants suivants :
- S'il y a des obstructions sur le mécanisme de verrouillage ou s'il y a un composant endommagé.
- Vérifiez que les portes latérales sont correctement installées et qu'elles n'empêchent pas le capot supérieur de se fermer.
- Si l'imprimante peut démarrer, effectuez l'étape # 6 comme décrit précédemment.
- ÉTAPE CONDITIONNELLE : Une étape de plus à effectuer pour les erreurs liées à la porte latérale gauche et au capot supérieur :
- Si le problème persiste, appelez l'assistance à distance HP pour obtenir de l'aide en partageant les informations recueillies en détail.
Erreurs d'assertion
| Error Code | Description |
| 85A1-9334-0000 | Assert Error |
| 8641-9334-0000 | Assert Error |
Il existe une liste de codes d'erreur d'assertion qui peuvent apparaître sur l'imprimante et la plupart de ces erreurs nécessitent l'assistance de HP pour être identifiées et résolues. Les 2 codes d'erreur d'assertion mentionnés dans cette section sont les plus fréquents. Veuillez trouver ci-dessous les instructions de dépannage pour résoudre le problème :
- Si le code d'erreur est apparu lors de l'impression, récupérez la poudre pour vider la zone de fabrication.
- Éteignez l'imprimante et retirez manuellement la cartouche de matériau recyclé :
a. Ouvrez la porte des réservoirs intermédiaires de matériau (les anciennes imprimantes ont un loquet à pousser, les nouvelles imprimantes ont comporte une vis fixant la porte)
b. Retirez le réservoir intermédiaire du recyclé
c. Sous la station d'approvisionnement du recyclé se trouve le loquet de verrouillage de la cartouche.
d. Pour libérer la cartouche, poussez le levier vers le haut et tirez-le :

- Nett oyez les zones indiquées de toute accumulation de poudre à l'intérieur de la station d'approvisionnement du recyclé et prenez des photos avant et après le nettoyage du compartiment.
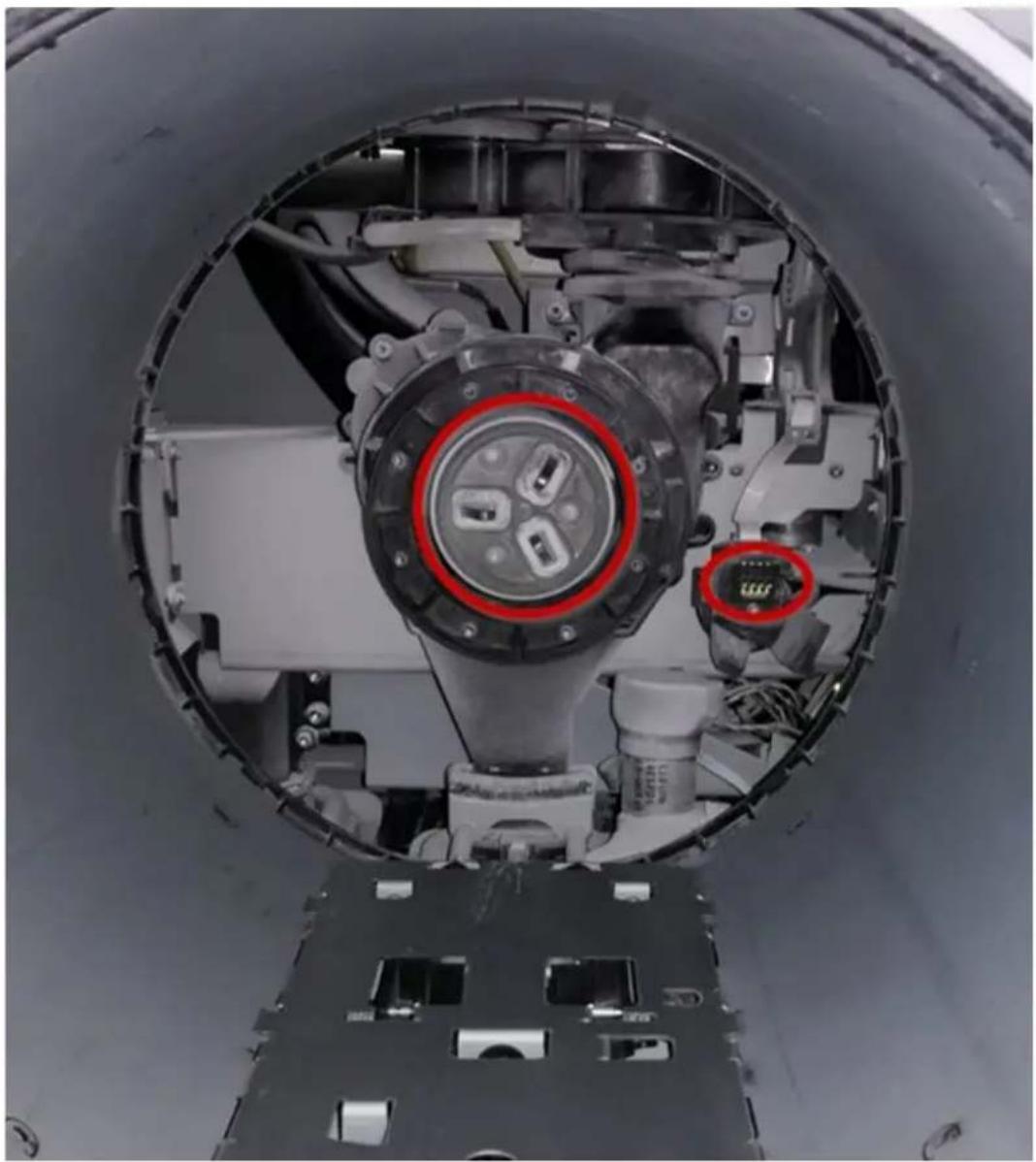
-
I nsérez dans la station d'alimentation une autre cartouche de recyclé et redémarrez l'imprimante.
-
Accédez au menu service d'assistance pour effectuez les diagnostics suivants et prenez des photos à partir des résultats :
- À partir du service d'assistance, effectuez la vérification du système pour identifier si le problème a été résolu avec les actions effectuées
- S i le problème persiste ou si vous avez constaté une défaillance des tests de diagnostic, contactez l'assistance à distance HP pour obtenir de l'aide en partageant tous les détails du dépannage effectué.
Erreurs dues au manque de matériau
| Error Code | Description |
| 0089-0002-0090 | System - Thermal Camera: Thermal Post Delta Exceeded |
| 0089-0002-0095 | System - Thermal Camera: Material Starvation |
La première action à entreprendre, une fois que le travail a échoué, est de prendre des photos de toute la zone d'impression et d'enlever tous les débris situés sur les composants. Plus en détail :
a. Prenez des photos de la position des chariots à l'endroit où ils se sont arrêtés.
b. Poussez-les jusqu'à leur position d'origine et prenez des photos depuis le lit de poudre.
c. Vérifiez s'il y a des débris (indication possible d'un glissement de la pièce) autour de la zone de fabrication et prenez des photos.
d. Soulevez le module de la lampe de fusion et vérifiez l'état du verre. Prenez une photo de cette dernière.
e. Vérifiez le rouleau de recouvrement pour voir s'il y a de la poudre accumulée ou quelque chose de collé dessus et nettoyez-le.
f. Vérifiez que le rouleau de nettoyage n'a pas de débris accrochés sans quoi, retirez-les.
Les problèmes peuvent être distingués dans les deux catégories suivantes :
A. Le lit de poudre présente une zone visible avec un manque de poudre
Il existe de nombreux sous-ensembles impliqués pour le transfert de poudre dans tout le système faisant en sorte que si l'un d'entre eux dysfonctionne, il pourrait provoquer un manque de poudre pendant la phase d'impression. Pour identifier la cause première, plusieurs diagnostics doivent être effectués, comme décrit ci-dessous. Il est très important de prendre des photos de chacun des tests de diagnostic effectués.
- À partir des tests de diagnostic du cyclone supérieur (disponibles dans le menu déroulant), exécutez les tests : « upper level sensor test » et « puff upper feeder assembly »
- À p'artir du test mécatronique 15.2 MAR, sélectionnez l'option « checks » et prenez des photos à partir des résultats affichés.
- À partir de la page de diagnostic 10.8 PCS Test des réservoirs intermédiaires, sélectionnez les réservoirs intermédiaires de matériau neuf et recyclé pour effectuer les tests des moteurs d'alimentation
- P our inspecter la capacité d'aspiration de l'imprimante, effectuez le diagnostic suivant. Ce test effectuera plusieurs itérations. La pression delta doit être d'environ 15-20 kPa
- P our déterminer si la soufflerie PCS et la vanne de dérivation PCS fonctionnent selon les spécifications, procédez au diagnostic suivant : A) En sélectionnant les deux options disponibles dans le menu déroulant « diverter », la position de la vanne devrait changer
(deux flèches rouges) et doit passer de 0 % à 99 % et vice versa. B) Pendant le test, le ventilateur PCS fonctionne (rectangle bleu).
- Effectuez le test d'étalage de poudre pour confirmer si le problème persiste. Sélectionnez le test de l'option 150 couches - entre les couches 70 et 90, le lit d'impression devrait être entièrement couvert. Lors de ce test, seule de la poudre recyclée est utilisée et le test peut prendre jusqu'à deux heures, y compris le processus de récupération de la poudre
➢ Maintenance > Service assist > 1.0 System tests > 1.3 Spread layers test -
Si le problème persiste ou si vous avez constaté une défaillance des tests de diagnostic, contactez l'assistance à distance HP pour obtenir de l'aide en partageant tous les détails du dépannage effectué.
B. La défaillance s'est produite au début du travail d'impression, pendant les couches de base (avant la phase d'impression) ou pendant l'impression, sans que l'on ne voie clairement les zones de poudre manquantes ou de glissement de pièce -
Imprimez le tracé du diagnostic de qualité à partir du chemin suivant :
-
U ne fois la page imprimée, évaluez s'il y a une contamination croisée liée au Mono PH (reportez-vous au chapitre de dépannage de PH Health dans la section de dépannage du guide de l'utilisateur pour plus de détails).
-
Si la contamination croisée est évidente sur la page imprimée, essayez de suivre la routin e de récupération du PH 4 à 5 fois et réimprimez la page du diagnostic de qualité.
-
Si le problème persiste, remplacez le mono PH.
-
Si le problème persiste ou si vous avez constaté une défaillance des tests de diagnostic, contactez l'assistance à distance HP pour obtenir de l'aide en partageant tous les détails du dépannage effectué.
Maintenance15
AVERTISSEMENT ! La maintenance du matériel doit être effectuée par du personnel qualifié uniquement. Durant l'installation de l'imprimante, le personnel désigné reçoit une formation relative à la maintenance et à la sécurité de l'imprimante. Personne ne doit utiliser l'imprimante sans cette formation.
Mesures de sécurité
Lisez et suivez les consignes de sécurité de ce manuel afin de vous assurer que vous utilisez l'imprimante en toute sécurité.
Mesures de sécurité à la page 4
L'utilisateur doit avoir été formé de manière adaptée et posséder l'expérience nécessaire pour être conscient des risques auxquels il s'expose en réalisant une tâche. Il doit également prendre les mesures qui s'imposent pour minimiser les risques pour lui-même et les autres.
Instructions de nettoyage général
Pour le nettoyage général, un chiffon non pelucheux humecté d'eau distillée est recommandé. Laissez sécher ou utilisez un chiffon pour sécher complètement la pièce nettoyée.
Ne vaporisez pas de fluides directement sur le produit HP. Vaporisez d'abord le liquide sur un chiffon que vous utiliserez pour le nettoyage.
Pour retirer les saletés ou les taches difficiles, humectez un chiffon doux avec de l'eau et un détergent neutre ou un produit de nettoyage industriel général (par exemple, un simple produit de nettoyage industriel écologique). Retirez toute mousse de savon restante à l'aide d'un chiffon sec.
Pour les surfaces en verre, il est recommandé d'utiliser un chiffon doux et non pelucheux légèrement humidifié avec un nettoyant pour vitre non-abrasif ou avec un produit de nettoyage pour vitre courant (par exemple, un simple produit de nettoyage écologique pour verre). Retirez toute mousse de savon restante avec un chiffon non pelucheux humecté d'eau distillée et séchez-la à l'aide d'un chiffon sec pour ne pas laisser de taches.
ATTENTION : N'utilisez pas de liquide abrasif, d'acétone, de benzène, d'hydroxyde de sodium ni de tétrachlorure de carbone sur la vitre. Cela peut l'endommager. Ne versez pas et ne vaporisez pas de liquide directement sur la vitre, il pourrait s'infiltrer sous la vitre et endommager l'appareil.
Il est recommandé d'utiliser une bombe d'air comprimé pour retirer la poussière des pièces électroniques/électriques.
ATTENTION : N'utilisez pas de nettoyants à base d'eau pour les pièces avec contacts électriques ; cela peut endommager les circuits électriques.
REMARQUE : N'utilisez pas de cire, d'alcool, de benzène, de diluant, de produits de nettoyage à base d'ammoniaque ou d'autres détergents chimiques pour nettoyer afin d'éviter d'endommager le produit ou l'environnement.
REMARQUE : Dans certains endroits, l'utilisation de produits nettoyants est réglementée. Assurez-vous que le produit de nettoyage répond aux réglementations locales, fédérales et nationales.
Ressources liées à la maintenance
Kits de maintenance
Tableau 15-1 Kits de maintenance
| Nom Fonction Procédure de commande | ||
| Kit de maintenance initiale de l'imprimante | Pour les opérations de maintenance périodique exigeant le remplacement des pièces de l'imprimante | Contactez votre revendeur agréé HP. |
| Autres kits de maintenance | Pour les opérations de maintenance périodiques de diverses sortes | Contactez votre revendeur agréé HP. |
Contenu du kit

REMARQUE : Le contenu de chaque kit peut varier.
Contenu du kit de maintenance initiale de l'imprimante
HP recommande d'acheter ce kit avec votre imprimante.
Tableau 15-2 Kit de maintenance initiale de l'imprimante
| Pièce Références Quantité Fonction | |||
| Filtre d'aspiration d'air | 8WA27A | 1 | Remplacement du filtre d'aspiration d'air à la page 172 |
| Filtre de la zone d'impression | 8WA28A | 1 | Remplacement du filtre de la zone d'impression à la page 168 |
| Filtre d'évacuation d'air | 8WA29A | 2 | Aspiration du compartiment de filtre d'évacuation d'air à la page 136 |
| Rouleau de nettoyage des têtes d'impression | 8WA30A 2 | Replacement du rouleau de nettoyage à la page 149 | |
| Module lampe | 230U6A | 1 | Remplacement d'une lampe de fusion à la page 145 |
Outils de maintenance recommandés mais non fournis
- Chiffons antistatiques imbibés d'alcool jetables
• Grattoir avec rasoir
- Pics métalliques pour nettoyer les pièces détaillées

• Panier de nettoyage de pièces pour le microbillage et le soufflage à air des petites pièces
- Souffleur à air et microbillage
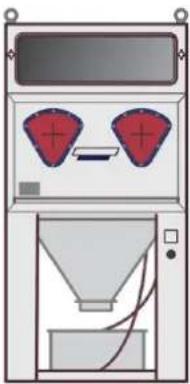
- Aspirateur antidéflagrant, avec des accessoires pour le nettoyage général (embouts petits et grands à brosse douce vivement recommandés)
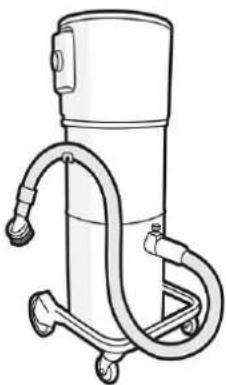
REMARQUE : L'intérieur et l'extérieur de l'équipement doivent être régulièrement nettoyés à l'aide d'un aspirateur antidéflagrant pour éviter l'accumulation de poussière. N'essuyez pas la poussière ou n'essayez pas de la retirer à l'aide d'une bombe à air comprimé.
Un aspirateur antidéflagrant certifié pour le ramassage de la poussière combustible est requis pour le nettoyage. Prenez des mesures pour minimiser les chutes accidentelles de matériaux et éviter toute source d'inflammation telle que les décharges électrostatiques, les flammes et les étincelles. Ne fumez pas près de l'équipement.
Planification de maintenance de l'imprimante
Opérations de nettoyage à intervalles fixes
Tableau 15-3 Opérations
| Fréquence Opération de maintenance Description de la pièce Numéro de série | Heure | |
| Après chaque tâche | Nettoyez après chaque tâche en utilisant des instructions générales de nettoyage. | |
| Nettoyage de la zone d'impression à la page 122 | ||
| Essuyer le rouleau de recouvrement à la page 126 | ||
| Gratter et essayer la lampe de fusion à la page 132 | ||
| Aspiration du compartiment de filtre d'évacuation d'air à la page 136 | ||
| Toutes les 30 tâches | Aspiration du tiroir du tamis de récupération du matériau à la page 139 | |
| Vérification des ports d'aspiration du périmètre à la page 119 (Modèle A avec numéros de série commençant par SG8 ou SG9 et sans matrice d'étiquettes n°9 marquée uniquement) | ||
Tableau 15-3 Opérations (suite)
| Fréquence Opération de maintenance Description de la pièce Numéro de série | |||
| Quand nécessaire | Nettoyage de l'intérieur de la fenêtre de visualisation(série 500 uniquement) à la page 141 | ||
| Nettoyer le rail avant du compartiment de l'objet à la page 142 | |||
| Nettoyer le scanner à la page 142 | |||
| Remplacement d'une lampe de fusion à la page 145 Module de lampe génération HP 3D 500/300 Series 2^e | 230U6A 15 min | ||
| Ajout ou retrait du matériau (reportez-vous à la section Matériau à la page 54) | |||
| Remplacement d'agent (voir Agents à la page 51) | |||
| Remplissage du réservoir d'eau (reportez-vous à la section Eau distillée ou déionisée à la page 58) | |||
| Quand nécessaire | Nettoyez les bouches de l'assemblage du capuchon à la page 60 | ||
| Remplacer Boîte d'étalement de ruban (340 : M2K87-67009 / 540 & 580 : M2K85-67040) à la page 62 | l'assemblage de la boîte du chariot de ruban | M2K85-670 40 | |
| Remplacer Plate-forme d'impression (340 : M2K87-67002 / 540 & 580 : M2K85-67025) à la page 65 | l'assemblage de la plateforme d'impression | M2K85-670 25 | |
| Remplacer Assemblage de la bouche de tête d'impression (M2K85-67061) à la page 66 | le capotage de tête d'impression | M2K85-670 61 | |
| Remplacer Roulements avant du chariot (M2K85-67116) à la page 67 | les roulements avant du chariot | M2K85-671 16 | |
| Remplacer Capot du chariot d'impression (M2K85-67290) à la page 73 | le capot du chariot d'impression | M2K85-672 90 | |
| Remplacer Réservoir intermédiaire MRS (M2K85-67320) à la page 75 | l'assemblage du réservoir intermédiaire du système de récupération du matériau | M2K85-673 20 | |
| Remplacer Brosses de roulement avant du chariot (M2K85-67364) à la page 69 | les brosses de roulement avant du chariot | M2K85-673 64 | |
| Remplacer Remplacement des œillets de découpe inférieurs (M2K82-67414) à la page 70 | les œillets de découpe inférieurs | M2K82-674 14 | |
Opérations d'entretien en fonction de l'utilisation
Tableau 15-4 Opérations de maintenance
| Fréquence Opération de maintenance Description de la pièce Numéros de | série | Heure | ||
| Une fois toutes les 30 tâches | Véri cation des ports d'aspiration du périmètre à la page 119Modèle A avec numéros de série commençant par SG8 ou SG9 et sans matrice d'étiquettes n°9 marquée uniquement. | Outil de nettoyage du port d'aspiration du périmètre (à l'exception du port du périmètre arrière qui ne peut être e ectué que par un ingénieur de service sur le terrain) | M2K85-67343 | 5 min |
| Une fois tous les 2 mois | Replacement du rouleau de nettoyage à la page 149 | Rouleau de nettoyage des têtes d'impression | 8WA30A 5 min | |
| Une fois tous les 3 à 5 mois | Remplacer le Itre de récupération du matériau à la page 154 | Filtre d'évacuation d'air 8WA29A 5 min | ||
| Une fois tous les 3 à 7 mois | Remplacement du Itre d'évacuation d'air à la page 157 | Filtre d'évacuation d'air 8WA29A 5 min | ||
| Remplacer une tête d'impression à la page 160 | Kit de tête d'impression HP 3D400 | V1Q67AV1Q76A | 90 min | |
| Kit de tête d'impression couleur HP 3D450 | ||||
| Remplacement du Itre de la zone d'impression à la page 168 | Filtre de la zone d'impression 8WA28A 5 min | |||
| Une fois par an | Remplacement du Itre d'aspiration d'air à la page 172 | Filtre d'aspiration d'air 8WA27A 5 min | ||
| Une fois tous les cinq ans | Remplacement du capuchon de têtes d'impression à la page 175 | Bouche de tête d'impression 2 min | ||
Véri cation des ports d'aspiration du périmètre
E ectuez toujours les étapes de cette procédure dans l'ordre présenté.
Outils nécessaires
• Outil de nettoyage PVAC
- Aspirateur antidé agrant avec un embout à brosse douce
• Gants en nitrile (requis)
• Masque (recommandé)
- Lunettes de protection (recommandées)
-
HP recommande vivement de véri er les ports d'aspiration du périmètre toutes les 30 tâches et de les nettoyer si nécessaire pour les imprimantes qui remplissent toutes ces conditions :
-
Modèle A
- Numéro de série commençant par SG8 ou SG9
- Sans numéro de balise 9 dans l'étiquette Matrice d'étiquette

IMPORTANT : Ne nettoyez pas les ports d'aspiration du périmètre si votre imprimante est un :
- Modèle B
- Modèle avec d'autres numéros de série ou balise numéro 9 (voir l'image ci-dessous).

- Accédez à Maintenance > Assistance de service > 9.3 MRS > Test de flux d'air 9.3 MRS.
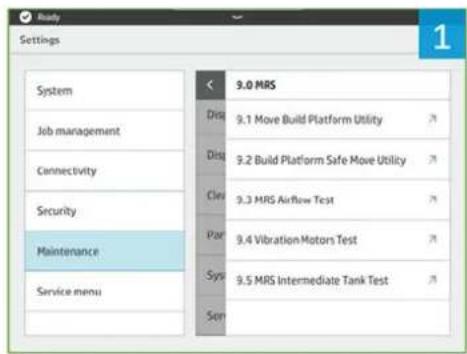
-
Sélectionnez dans le menu déroulant :
-
Champ du déviateur : Aspiration du périmètre
-
Champ déviateur HopVac : Fermé
-
Sélectionnez un port commençant par le périmètre du milieu gauche et cliquez sur Démarrer.
Si Sortie MRS - Valeur du flux d'air HOPVAC est :
a. Au-dessus de 23 CFM : Ok
b. Entre 21 et 23 CFM : Un nettoyage de ce port est recommandé.
c. Inférieur à 21 CFM : Un nettoyage de ce port est nécessaire.
-
Répétez les étapes 3 à 4 pour chaque port, à l'exception de l'arrière du périmètre, qui ne peut être nettoyé que par un ingénieur de service sur le terrain.
-
Si le nettoyage est nécessaire en fonction des résultats de l'étape 4, nettoyez les ports PVAC comme indiqué sur les images suivantes :
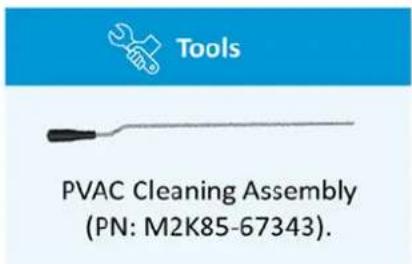
text_image
Tools PVAC Cleaning Assembly (PN: M2K85-67343).
- Ports d'aspiration du périmètre avant, pour chacun d'eux :
a. Chargez l'outil de nettoyage dans le port du périmètre d'environ 10 pouces (25 cm).
b. Faites tourner l'outil lorsque vous le tirez de la ligne. Une certaine résistance est normale.
c. Répétez les étapes a et b deux fois de plus.
-
Aspirez toute poudre à l'aide d'un aspirateur antidéflagrant doté d'un embout à brosse douce.
-
Mettez au rebut le contenu de l'aspirateur conformément à la réglementation locale.
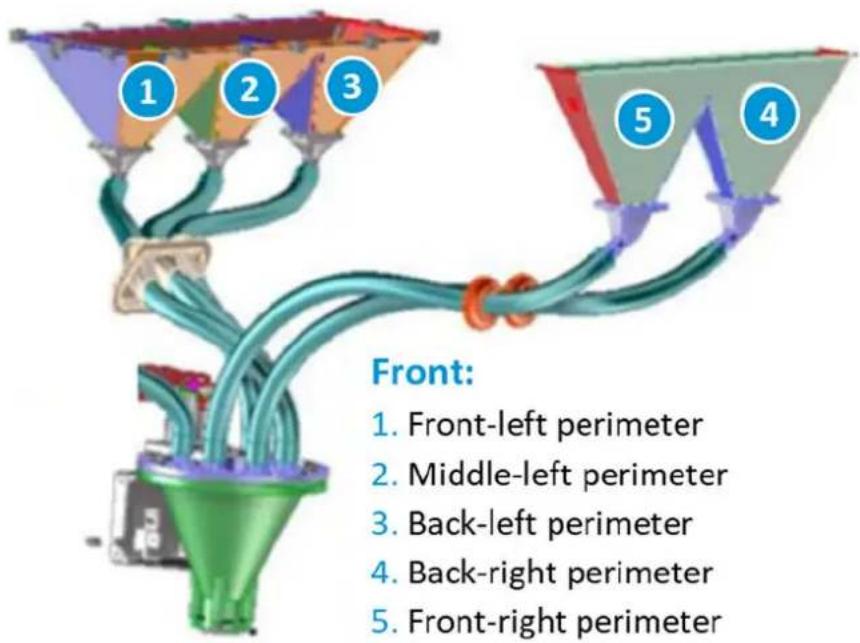
text_image
Front: 1. Front-left perimeter 2. Middle-left perimeter 3. Back-left perimeter 4. Back-right perimeter 5. Front-right perimeterNettoyage de la zone d'impression
Outils nécessaires
- Aspirateur antidéflagrant avec un embout à brosse douce
• Gants en nitrile (requis)
• Masque (recommandé)
• Lunettes de protection (recommandées)
Procédure
- Ouvrez le capot supérieur.

- Utilisez l'aspirateur antidéflagrant avec l'embout à brosse douce pour nettoyer toutes les zones exposées et accessibles de la zone d'impression, le compartiment de l'objet, le rideau et les capteurs optiques à droite du compartiment de l'objet.
ATTENTION : Faites attention lorsque vous nettoyez le rideau à l'arrière de la zone d'impression : appuyer trop fort avec la buse d'aspiration peut endommager le rideau.
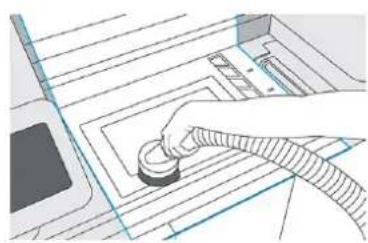
- Déplacez le chariot d'impression sur le centre du compartiment de l'objet.
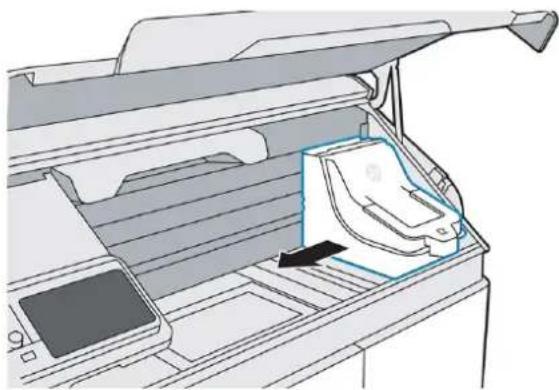
- Aspirez toutes les surfaces exposées dans la zone du chariot d'impression et le capuchon de la tête d'impression.
ATTENTION : N'aspirez pas ou ne touchez pas le rouleau de nettoyage des têtes d'impression.
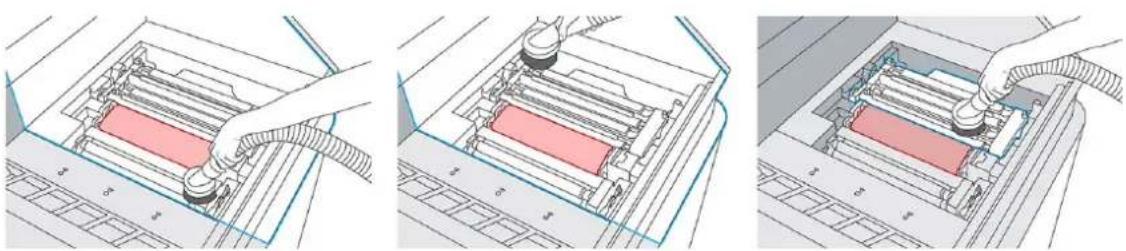
- Replacez le chariot d'impression sur sa position de départ.
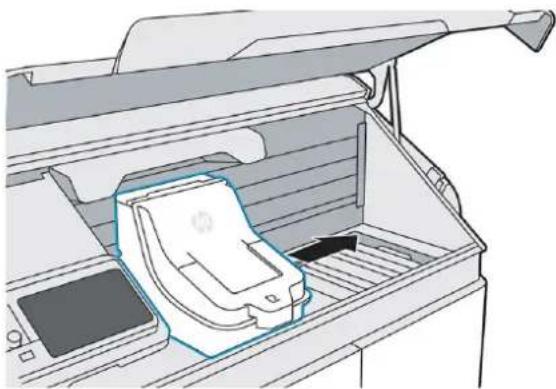
- Déplacez le chariot de fusion à droite et soulevez le panneau avant.
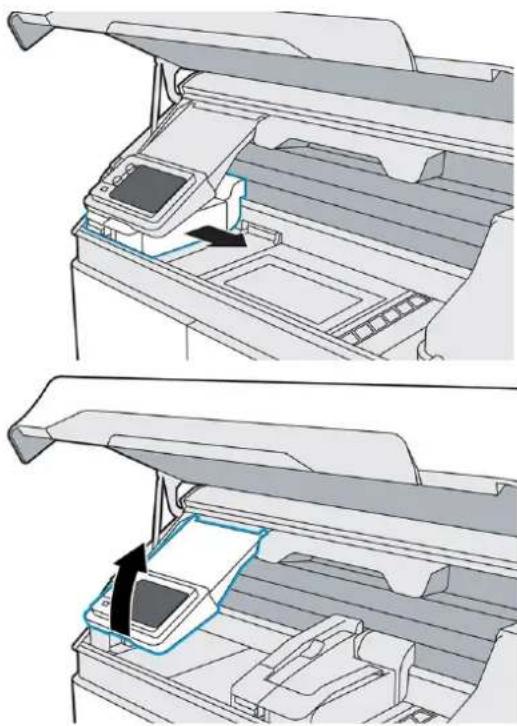
- Aspirez toutes les surfaces exposées, y compris la paroi gauche et le capot du filtre du compartiment d'objet.
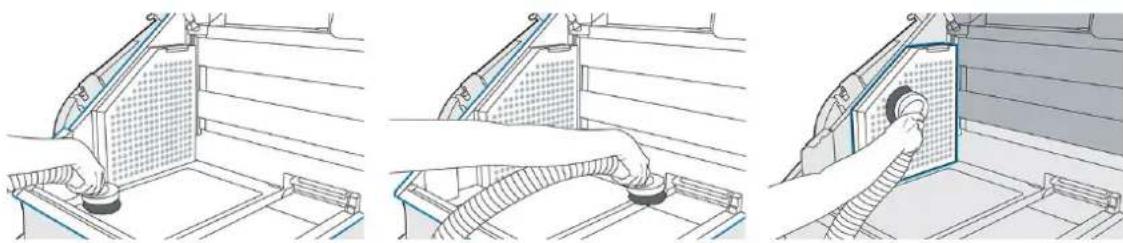
- Abaissez le panneau avant et replacez le chariot de fusion à sa position d'origine.
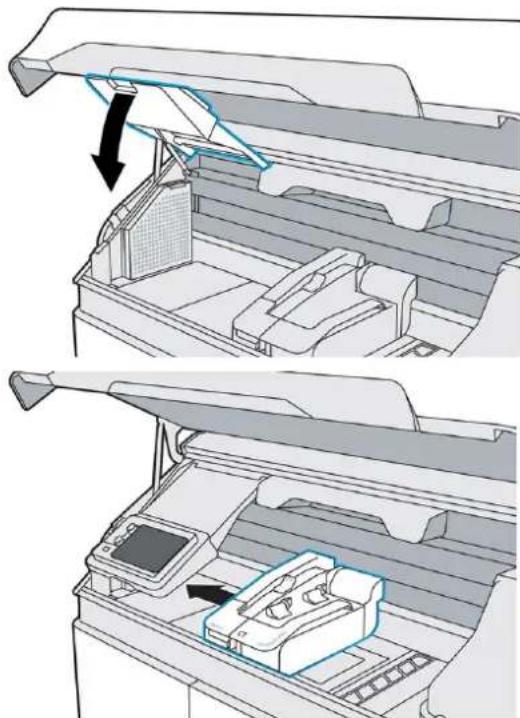
- Aspirez l'intérieur du capot supérieur.

-
Série 500 uniquement : Si la fenêtre n'est pas propre, essuyez à l'intérieur de la fenêtre à l'aide d'un chiffon antistatique imbibé d'alcool.
-
Fermez le capot supérieur.
- Aspirez l'extérieur de l'imprimante, y compris les zones autour du panneau avant.

- Mettez au rebut le contenu de l'aspirateur conformément à la réglementation locale.
Essuyer le rouleau de recouvrement
Il est recommandé de porter des gants tout au long de cette procédure afin de ne pas contaminer le galet.
Outils nécessaires
•Gants
- Chiffon non pelucheux
• Chiffon antistatique imbibé d'alcool
- A l'invite du panneau avant, touchez Démarrer.
- Ouvrez le capot supérieur.

- Placez le chariot de fusion au centre de la zone d'impression.
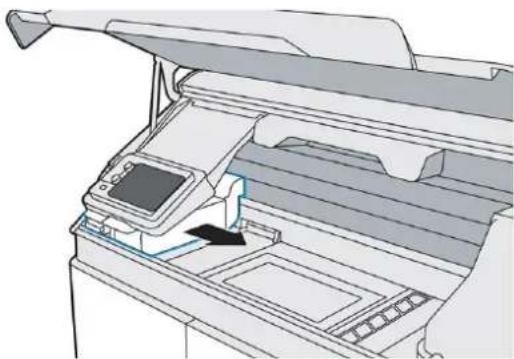
-
Repérez le rouleur métallique sous le côté gauche du chariot de fusion.
-
Nettoyez le rouleur avec un chiffon non pelucheux.

REMARQUE : Si le galet est contaminé avec de la graisse ou de l'huile, il sera peut-être nécessaire d'utiliser un chiffon antistatique isopropylique.
- Faites pivoter le rouleau comme vous terminez une section pour nettoyer tout le rouleur.

ATTENTION : Utilisez des gants ; ne touchez pas le galet à mains nues.
- Fermez le capot supérieur.

- Depuis le panneau avant, touchez Continuer, puis OK pour terminer le processus.
Vérification du réglage de la plateforme du chariot du ruban
Effectuez toujours les étapes suivantes dans l'ordre décrit.
- Repérez l'outil de jauge d'étape du chariot du ruban (NP : M2K85-67253) dans le compartiment de la porte d'accès à l'agent.
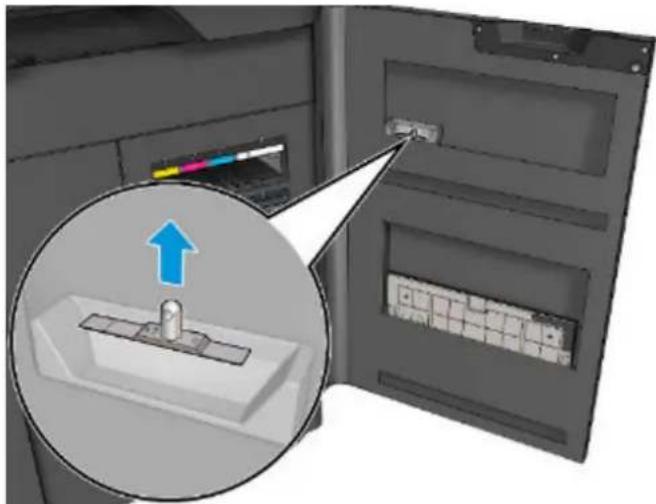
- Placez le rouleur d'équilibre dans sa position la plus basse en faisant pivoter la liaison à l'avant.
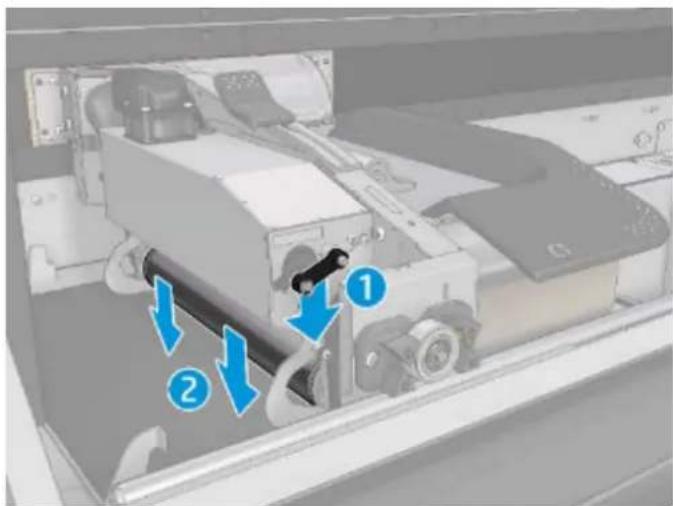
- Déplacez le chariot de fusion vers la première position de mesure. Alignez le bord gauche de l'unité de recouvrement avec les deux vis situées dans les guides du rideau, comme indiqué dans l'image.
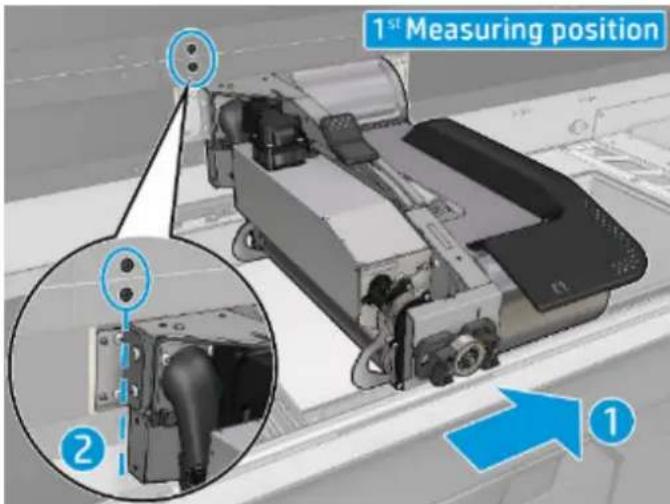
- Utilisez l'outil de vérification de jauge d'étape du chariot du ruban pour tester si la hauteur est comprise entre 300 et 550. L'autre côté de l'outil est la hauteur nominale 400 pour référence.
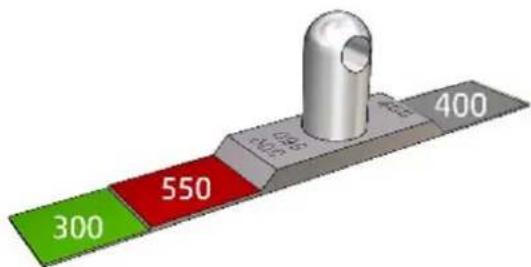
bar
| Segment Color | Value | | ------------- | ----- | | Green | 300 | | Red | 550 | | Grey | 400 |- Commencez par le côté arrière du galet d'étalement, puis par le côté avant.
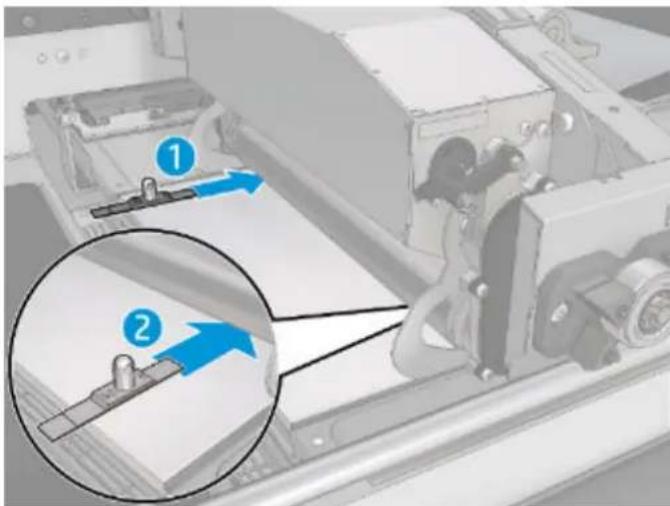
- Si l'espacement est correct, 300 passera sous le galet d'étalement mais 550 ne passera pas.
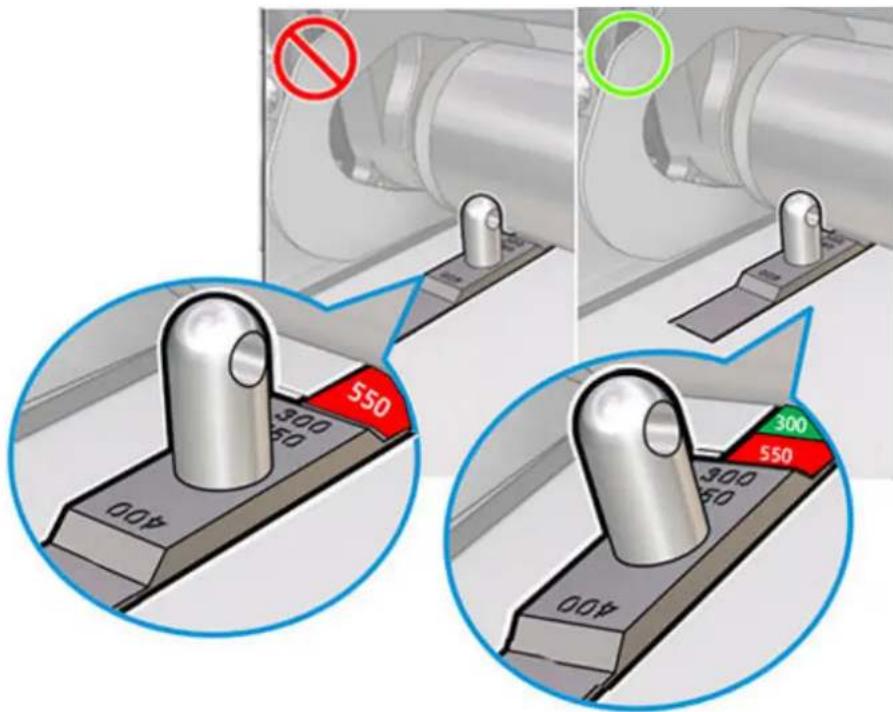
text_image
550 300 400 300 550 300 400- Déplacez le chariot de fusion à gauche et alignez les 2 vis dans le guide de fixation du rideau sur les vis du support de rideau du chariot de fusion comme indiqué dans l'image.
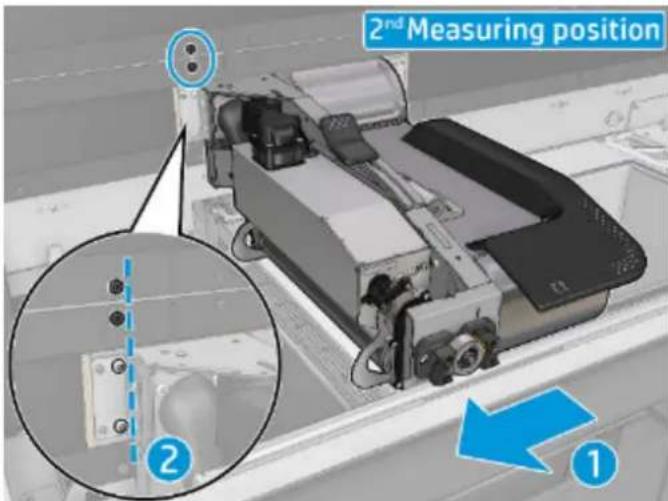
- Utilisez l'outil de vérification pour tester que la hauteur se situe dans la plage souhaitée.
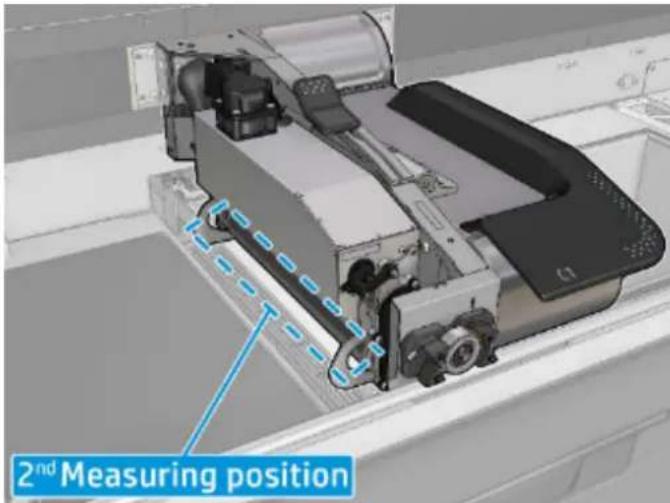
- Continuez sur le côté arrière du galet d'étalement, puis sur l'avant.
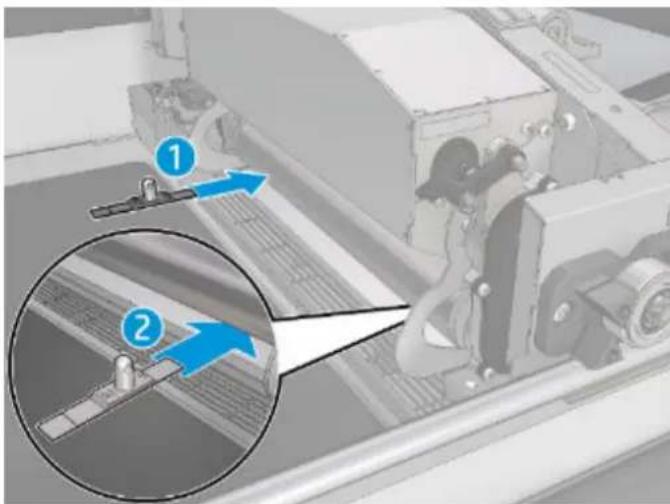
- Si l'espacement est correct, 300 passera sous le galet d'étalement mais 550 ne passera pas.
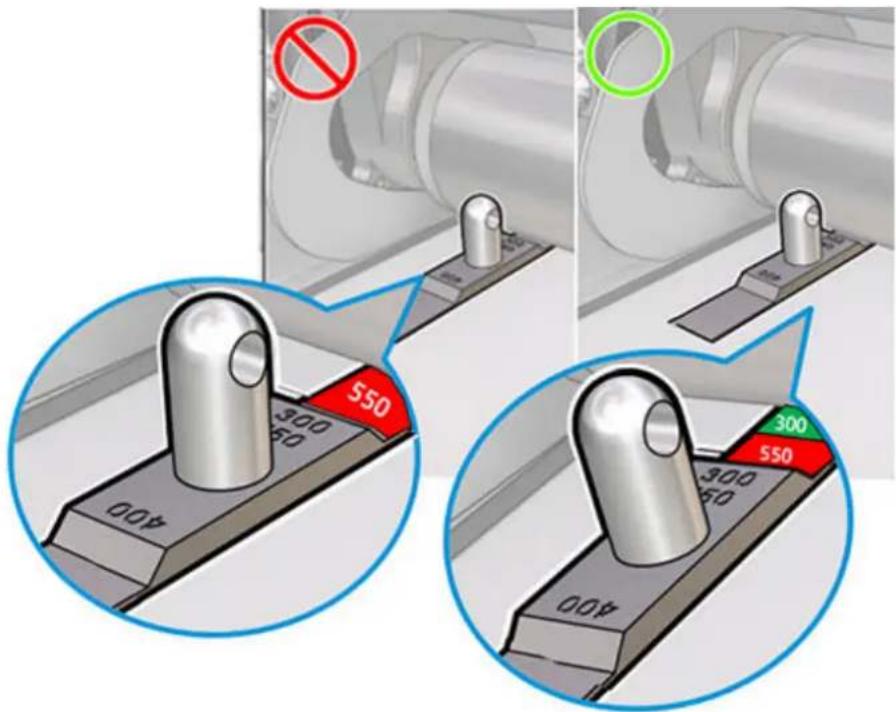
text_image
550 300 400 300 400 300 550-
Faites glisser manuellement le chariot de fusion à gauche et à droite sur la zone du chariot de ruban pour vous assurer qu'il n'y a aucune interférence entre le galet d'étalement et la plaque du chariot de ruban.
-
Si un réglage est nécessaire, un technicien FSE est nécessaire. Pour obtenir de l'aide ou tout conseil d'inspection, contactez l'ingénieur d'assistance à distance.
Gratter et essayer la lampe de fusion
Outils nécessaires
-
Grattoir avec rasoir
• Chiffon antistatique imbibé d'alcool
•Aspirateur antidéflagrant -
A l'invite du panneau avant, ouvrez le capot supérieur. Pour un meilleur accès, vous pouvez déplacer le bras du panneau avant.
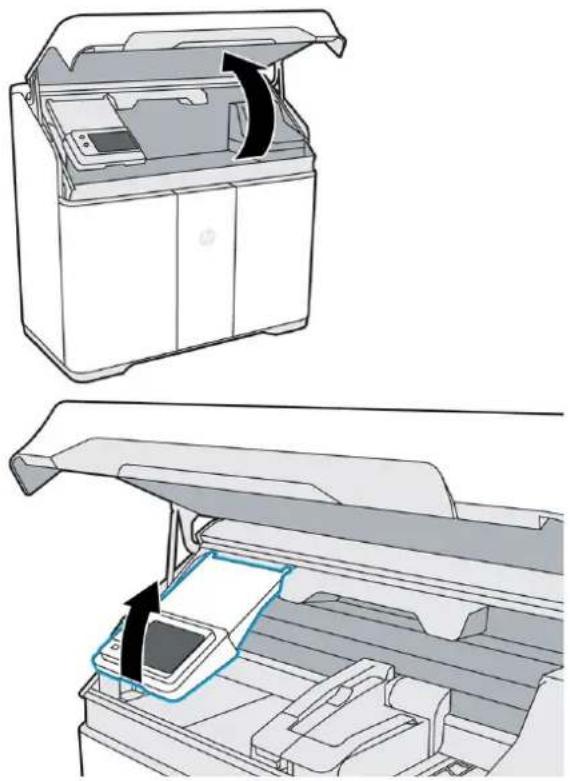
- Tirez le chariot de fusion de la gauche du compartiment de l'objet au centre.
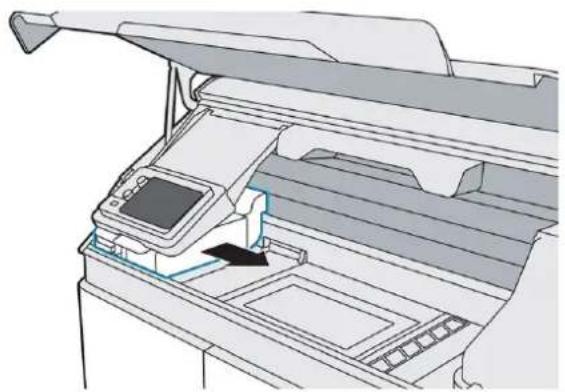
- Inspectez le haut et les côtés du chariot de fusion. Si vous y voyez du matériau, utilisez un aspirateur antidéflagrant pour l'enlever.
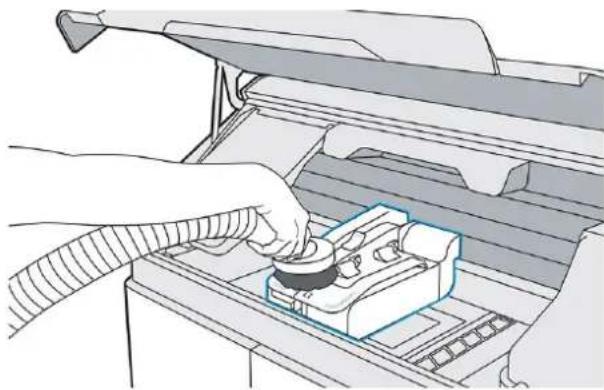
- Tirez la poignée de la lampe pour désengager le module de lampe de l'imprimante.
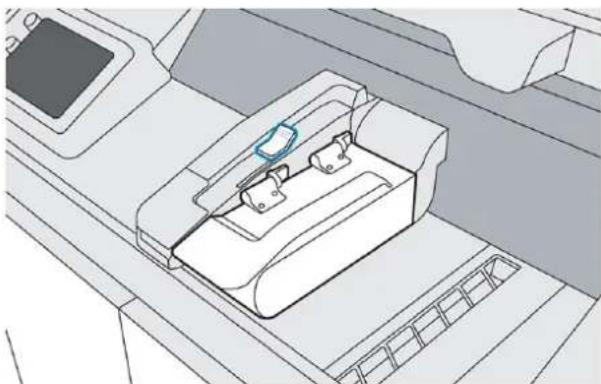
- Soulevez la poignée de la lampe et faites pivoter la lampe vers la gauche, puis poussez-la pour l'enclencher dans la position de nettoyage.
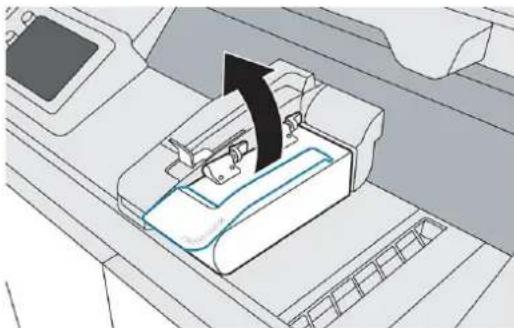
-
Utilisez un grattoir avec un rasoir métallique pour gratter tout matériau fusionné de la vitre de lampe de fusion.
-
Utilisez un chiffon imbibé d'alcool antistatique pour finir de nettoyer la lampe de fusion.
-
Tirez la lampe pour la retirer de sa position de nettoyage verrouillée, puis faites pivoter la lampe de nouveau vers la droite.
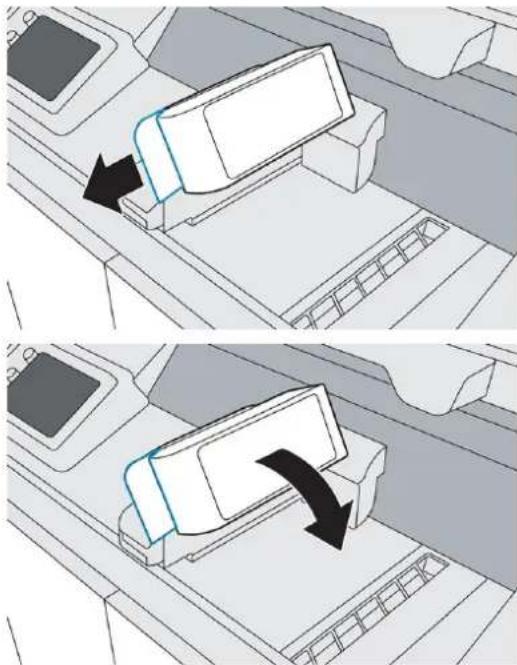
- Repoussez la poignée de désenclenchement de la lampe en place pour connecter le module de lampe à l'imprimante.
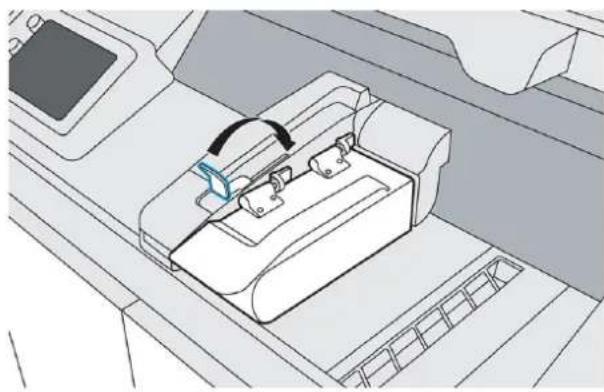
- Fermez le capot supérieur.

- Sur le panneau avant, touchez Terminer pour terminer le processus.
Aspiration du compartiment de filtre d'évacuation d'air
Outils nécessaires
- Aspirateur antidéflagrant avec un embout à brosse douce
• Masque et gants en nitrile (requis)
Procédure
- Ouvrez la porte d'accès à l'agent.
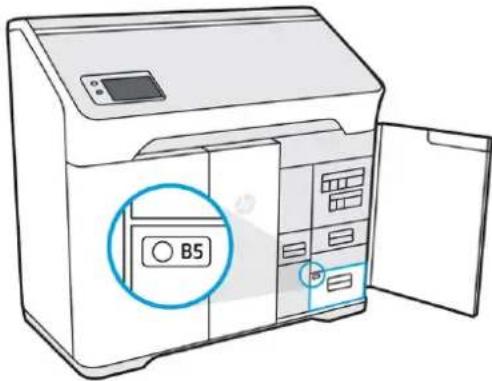
text_image
B5- Ouvrez le tiroir B5 en tirant sur la poignée.
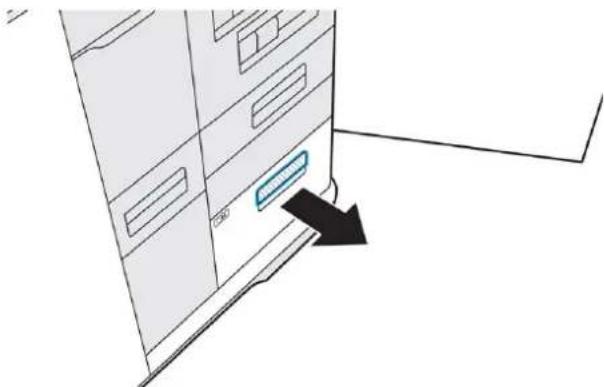
- Déverrouillez et soulevez le couvercle pour accéder au filtre.
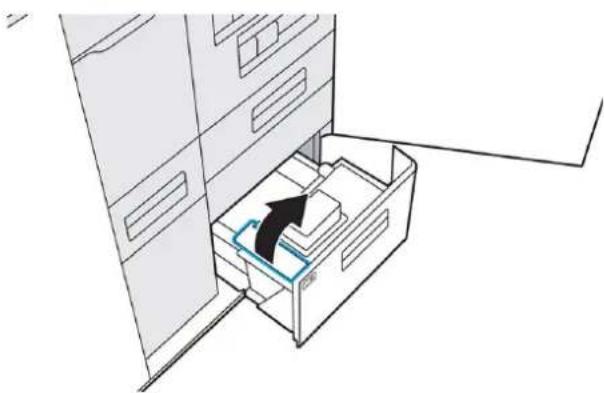
- Aspirez tous les morceaux de matériau présents dans le compartiment.
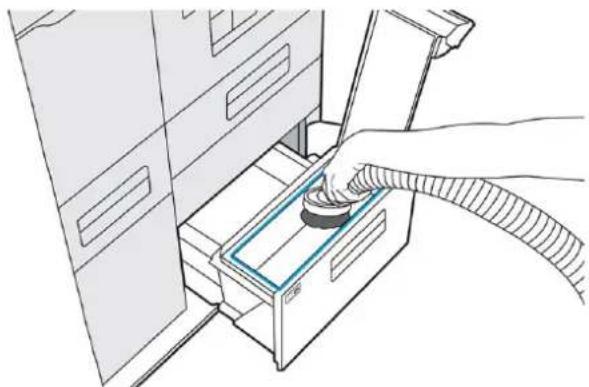
- Aspirez tous les morceaux de matériau se trouvant au fond du filtre d'évacuation d'air.
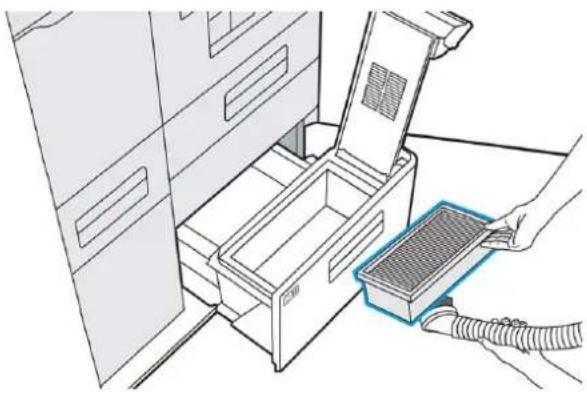
- Passez l'aspirateur à l'intérieur du capot.
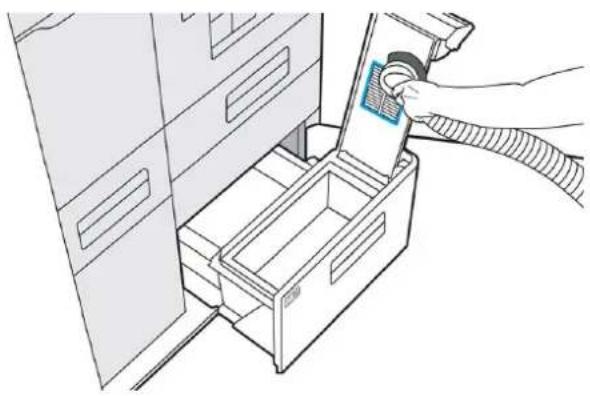
- Poussez la poignée vers le bas et assurez-vous que le loquet s'enclenche.
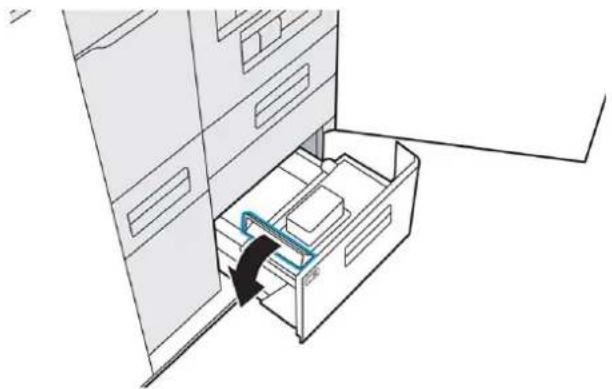
- Repoussez le tiroir B5 et fermez la porte de l'agent.
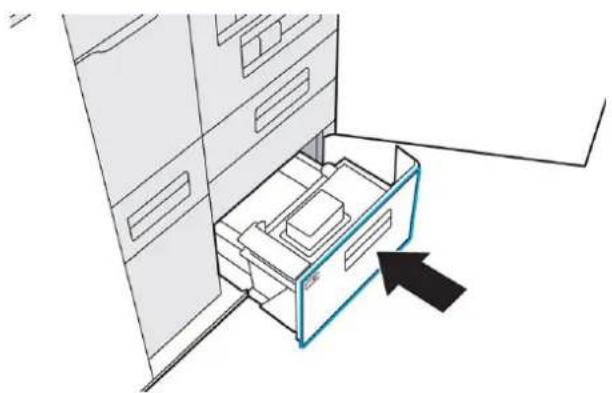
-
Vérifiez que le voyant s'est éteint.
-
Mettez au rebut le contenu de l'aspirateur conformément à la réglementation locale.
Aspiration du tiroir du tamis de récupération du matériau
Outils nécessaires
-
Aspirateur antidéflagrant avec un embout à brosse douce
• Gants en nitrile (requis)
• Masque (recommandé) -
A l'invite du panneau avant, touchez Démarrer.
- Ouvrez la porte d'accès à l'agent.
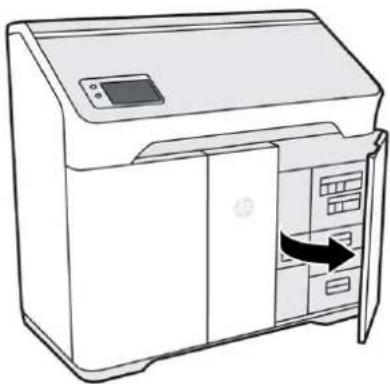
- Ouvrez le tiroir B2 à moitié, environ 25 cm, en tirant sur la poignée.

text_image
B2 hp- Allumez l'aspirateur antidéflagrant, fixez l'embout de la brosse douce et aspirez l'intérieur du tiroir.
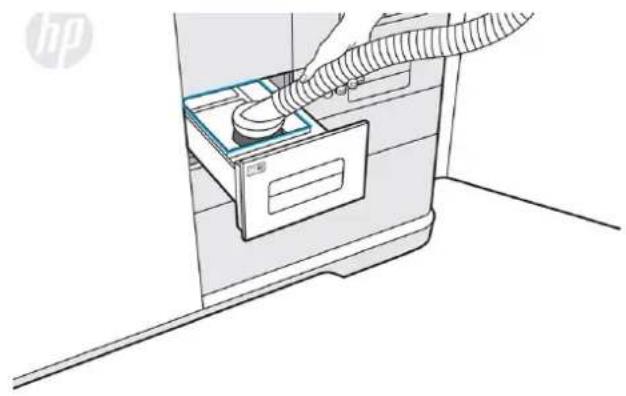
- Lorsque le tiroir est propre, éteignez l'aspirateur.
- Fermez le tiroir B2 fermement, puis fermez la porte d'accès à l'agent.
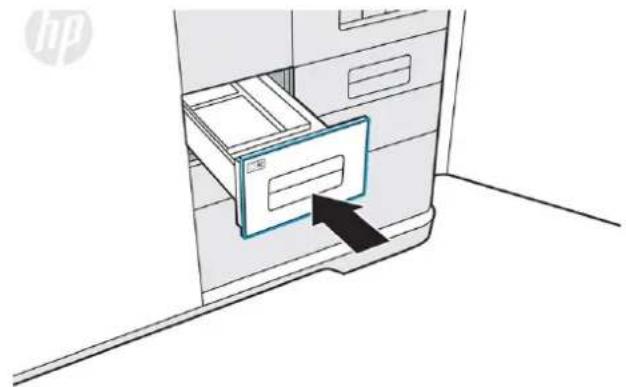
- Touchez Terminer et OK pour terminer la procédure.
- Mettez au rebut le contenu de l'aspirateur conformément à la réglementation locale.
Nettoyage de l'intérieur de la fenêtre de visualisation (série 500 uniquement)
Outils nécessaires
- Chiffon antistatique imbibé d'alcool ou chiffon humidifié avec de l'alcool
• Gants en nitrile (recommandés)
Essuyez l'intérieur de la fenêtre avec un chiffon antistatic imbibé d'alcool ou avec un chiffon humidifié avec de l'alcool.
ATTENTION : N'utilisez pas d'alcool par vaporisation ou de solvant dans le compartiment d'objet.
ATTENTION : Veillez à ne pas répandre de liquide sur l'équipement.
ATTENTION : Assurez-vous que la vitre est sèche avant d'utiliser l'imprimante.
Nettoyer le rail avant du compartiment de l'objet
Outils nécessaires
• Chiffon imbibé d'eau ou d'alcool
▲ Essuyez le rail situé à l'avant du compartiment de l'objet avec un chiffon humide pour déloger et nettoyer les taches qui s'y sont formées.
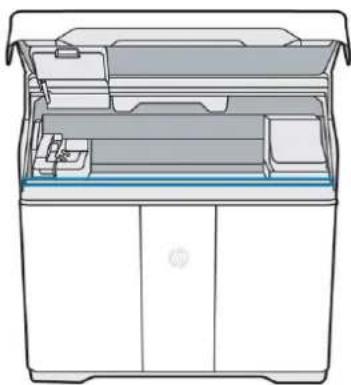
ATTENTION : Assurez-vous que le rail est entièrement sec avant d'utiliser l'imprimante.
ATTENTION : N'utilisez pas d'alcool par vaporisation ou de solvant dans le compartiment d'objet.
Nettoyer le scanner
Outils nécessaires
- Chiffon non pelucheux
• Gants en nitrile (requis)
Procédure
-
Ouvrez la porte d'accès à l'agent.
-
Poussez le tiroir du scanner (B4) pour l'ouvrir.
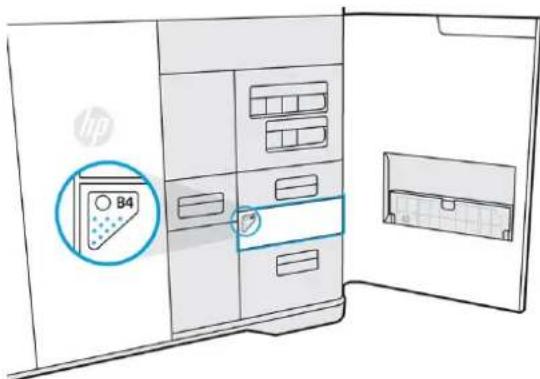
text_image
B4- Ouvrez les bacs d'entrée et de sortie papier du scanner.
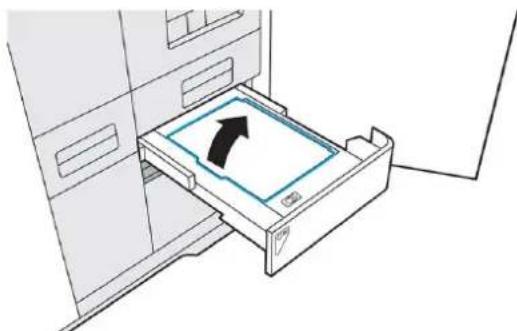
- Faites pivoter pour ouvrir la barre d'accès du scanner en allant sous la languette centrale et en tirant sur la surface texturée en dessous.
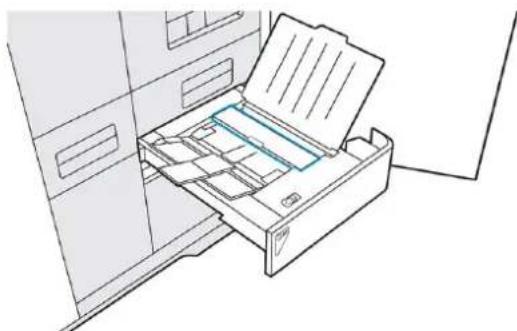
- Repérez la bande plastique blanche et la bande de verre du scanner. La bande de verre se situe sous la barre d'accès du scanneur sur la base de ce dernier, entre les rouleaux et la bande plastique blanche.
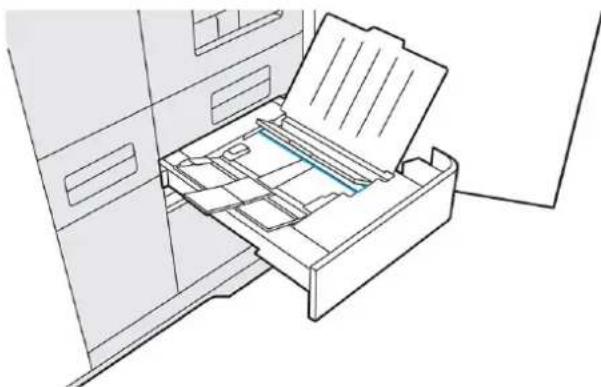
-
Tout en maintenant la barre d'accès au scanner ouverte, utilisez un chiffon propre et non pelucheux pour appuyer fermement vers le bas et nettoyez la bande plastique blanche et la bande de verre du scanner. Assurez-vous de casser tout résidu.
-
Abaissez et poussez la barre d'accès au scanneur pour la fermer.
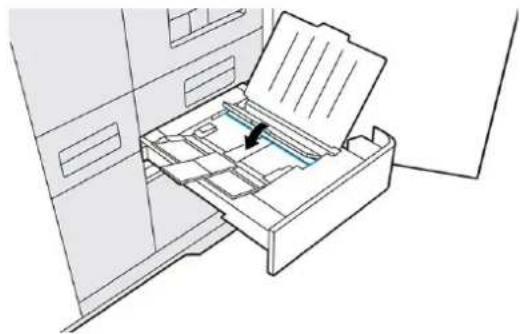
- Fermez les deux bacs de papier.
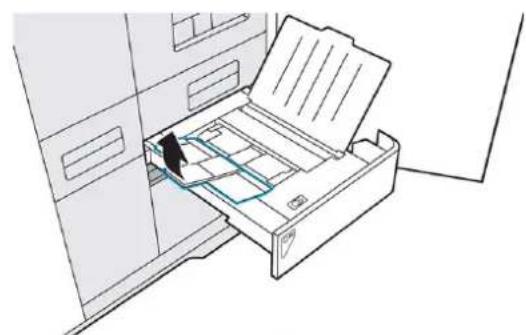
- Poussez le tiroir du scanneur pour le fermer.
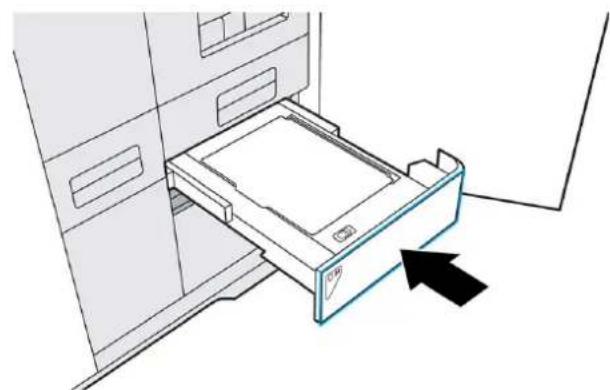
- Fermez la porte d'accès à l'agent.
Remplacement d'une lampe de fusion
Le panneau avant vous informe lorsqu'une lampe doit être remplacée.
Outils nécessaires
• SKU 230U6A - Module de lampe
- Tournevis T20
• Gants en nitrile (requis)

REMARQUE : Si vous voyez s'afficher une Erreur d'incompatibilité de la lampe, contactez votre représentant de service pour commander la dernière version de la lampe.
Procédure
-
Sur le panneau avant, accédez à l'onglet Consommables, sélectionnez la lampe et touchez Remplacer. Le panneau avant affiche un guide pour le processus de remplacement.
-
Ouvrez le capot supérieur.

- Placez le chariot de fusion (C1) au centre de la zone d'impression. Si du matériau est présent sur le chariot de fusion, aspirez-le avant de continuer.
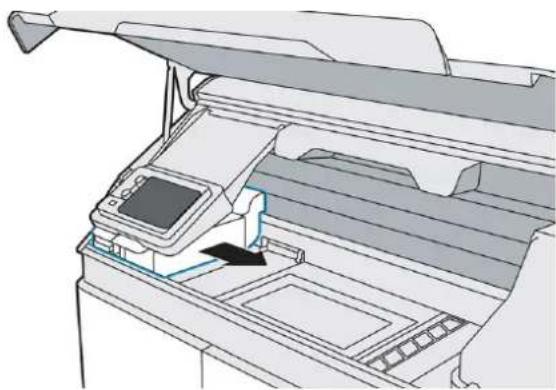
- Retirez la mousse de la boîte et placez-la sous la lampe.
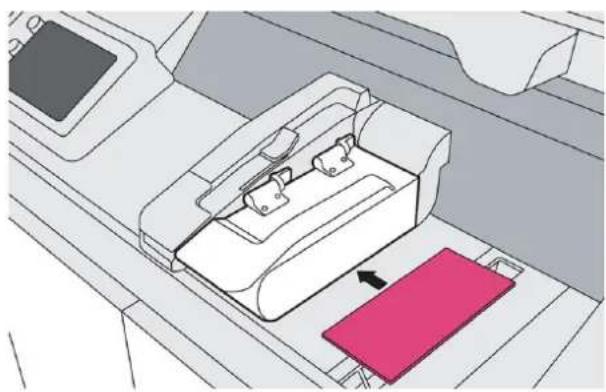
- Utilisez un tournevis T20 pour retirer les quatre vis fixant la charnière de la lampe au module de la lampe.

- Tirez la poignée de relâchement de la lampe, soulevez le module, puis retirez-la de l'imprimante. Les lampes utilisés peuvent être recyclées avec le Planet Partners Program de HP, le cas échéant. Pour plus d'informations, consultez le site http://www.hp.com/recycle/. Lorsque le programme n'est pas disponible, mettez la lampe au rebut conformément aux réglementations locales.
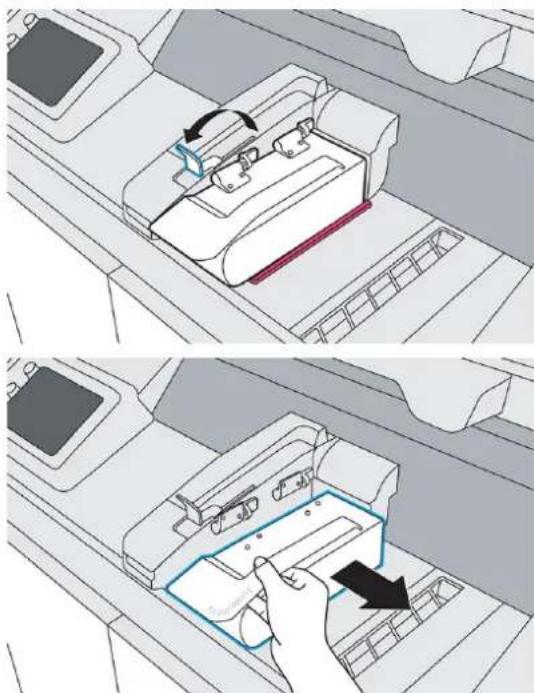
-
Sortez la nouvelle lampe de son emballage. Ne retirez pas encore le ruban adhésif et la mousse.
-
En tenant le nouveau module de lampe, alignez-le avec les charnières sur le chariot de fusion.
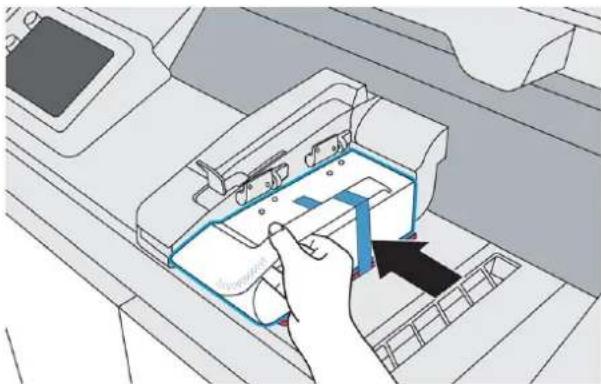
- En maintenant chaque charnière en place, utilisez un tournevis T20 pour remplacer les quatre vis.
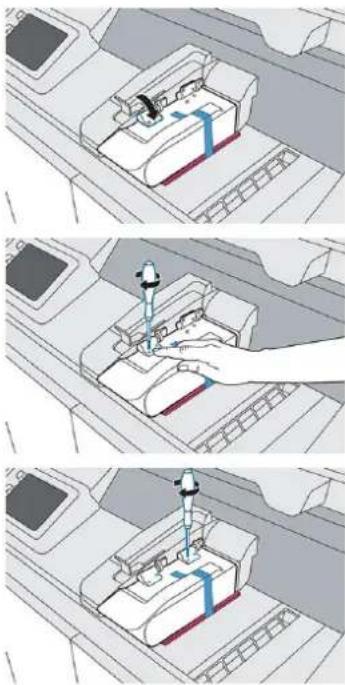
- Tirez la poignée pour déverrouiller et faites pivoter la lampe dans le sens horaire.
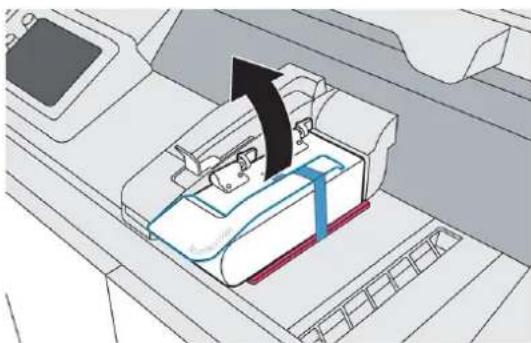
- Retirez le ruban et la mousse de la lampe et essuyez toute empreinte digitale de la vitre.
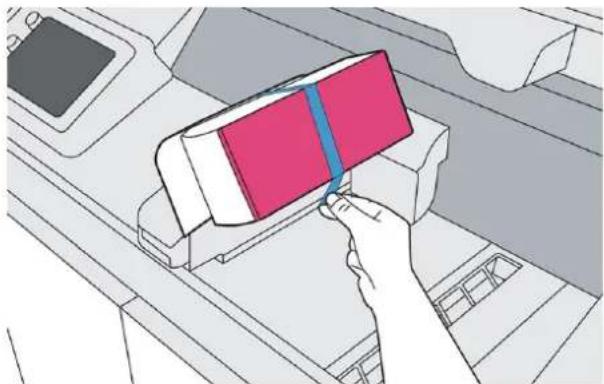
-
Poussez le levier afin de fixer la lampe.
-
Fermez le capot supérieur.

- L'imprimante verrouille automatiquement le capot supérieur, déplace le chariot de fusion à son emplacement d'origine, vérifie le nouvel état de la lampe et étalonne automatiquement la lampe.
Replacement du rouleau de nettoyage
Remplacez le rouleau de nettoyage des têtes d'impression immédiatement après le message du panneau avant pour continuer l'impression sans endommager la tête d'impression.
Le rouleau de nettoyage est composé d'un tissu absorbant utilisé au cours du fonctionnement normal de l'imprimante pour essuyer régulièrement les têtes d'impression (au début et à la fin de l'impression, lors de
l'impression, lors de la vérification et du nettoyage des têtes d'impression et ainsi de suite). Cela permet aux têtes d'impression de fournir des agents de manière continue et de maintenir la qualité d'impression.
La fréquence de remplacement dépend de votre utilisation de l'imprimante. L'imprimante n'imprimera pas si le rouleau de nettoyage doit être remplacé.
Sur le panneau avant de l'imprimante, touchez 📋, puis Rouleau de nettoyage pour voir l'état du rouleau.
ATTENTION : Ne touchez pas et n'aspirez pas le tissu du rouleau de nettoyage des têtes d'impression. Une interaction avec le rouleau peut empêcher l'imprimante de suivre l'utilisation du rouleau et entraîner l'affichage de messages d'erreur incorrects, ainsi que l'annulation inutile d'une tâche d'impression.
Outils nécessaires
- Aspirateur antidéflagrant avec un embout à brosse douce
• Gants en nitrile (requis)
Procédure
- Assurez-vous de disposer d'un rouleau de nettoyage neuf prêt à l'emploi.
- Touchez Remplacer le rouleau de nettoyage sur le panneau avant.
- Ouvrez le capot supérieur.

- Mettez des gants.
- Assurez-vous qu'aucune pièce n'est laissée dans le compartiment de l'objet et que la zone d'impression est propre. Consultez Nettoyage de la zone d'impression à la page 122 si nécessaire.
-
Déplacez le chariot d'impression par dessus la plate-forme.
-
Retirez le capuchon de la tête d'impression en le faisant pivoter 20° et en le retirant.
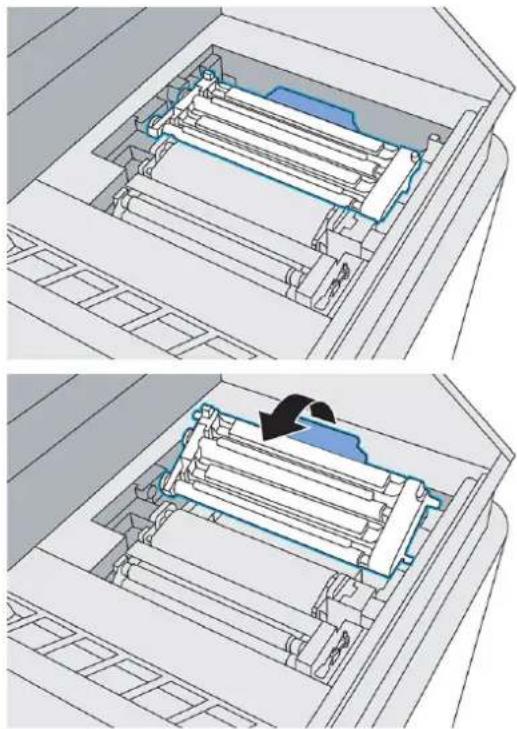
- Désenclenchez les deux loquets pour relâcher le module de rouleau de nettoyage.
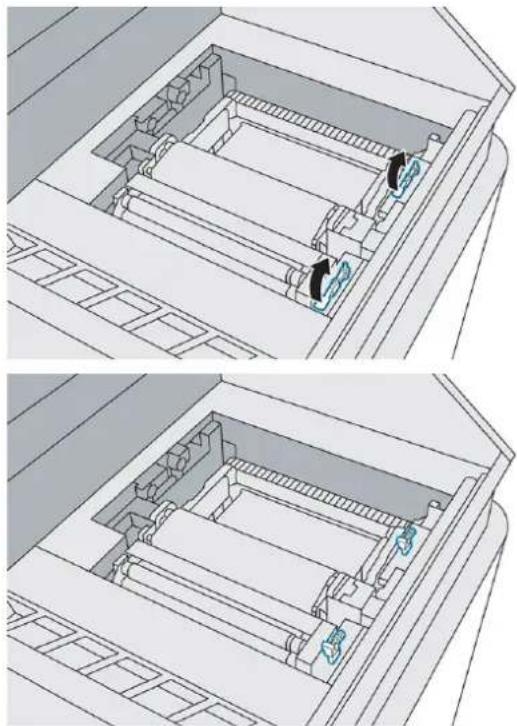
- Faites pivoter la poignée jusqu'à ce qu'elle soit verticale, puis tirez-la vers le haut pour la retirer du module de rouleau de nettoyage de l'imprimante.
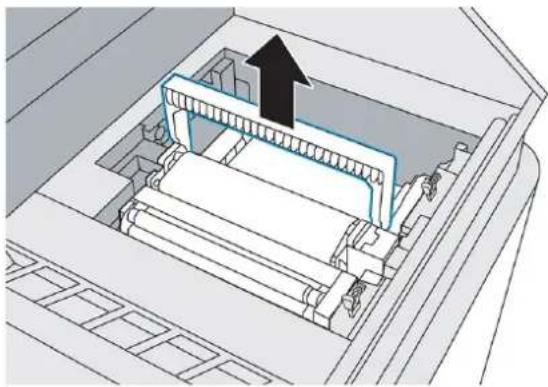
-
Transférez le module de rouleau utilisé dans un conteneur ou un sac et mettez-le au rebut, conformément aux réglementations locales.
-
Aspirez la cavité avec l'aspirateur antidéflagrant en utilisant un embout à brosse douce.
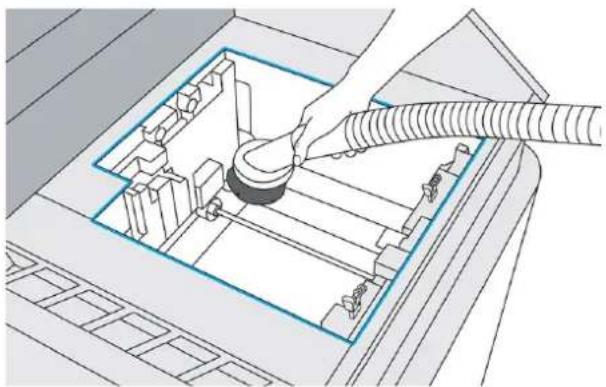
-
Retirez l'emballage du nouveau module, puis orientez-le et insérez-le dans la cavité.
-
Poussez vers le bas et faites pivoter la poignée pour le fermer.
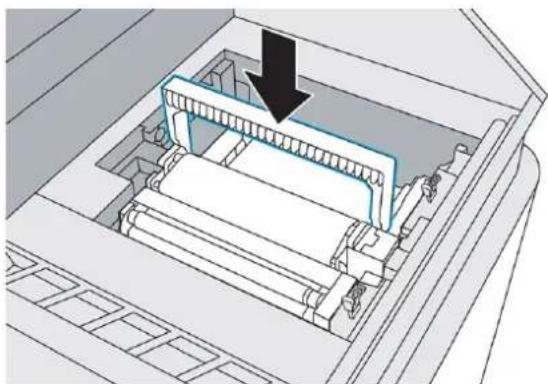
- Enclenchez les deux loquets pour sécuriser le module du rouleau de nettoyage.
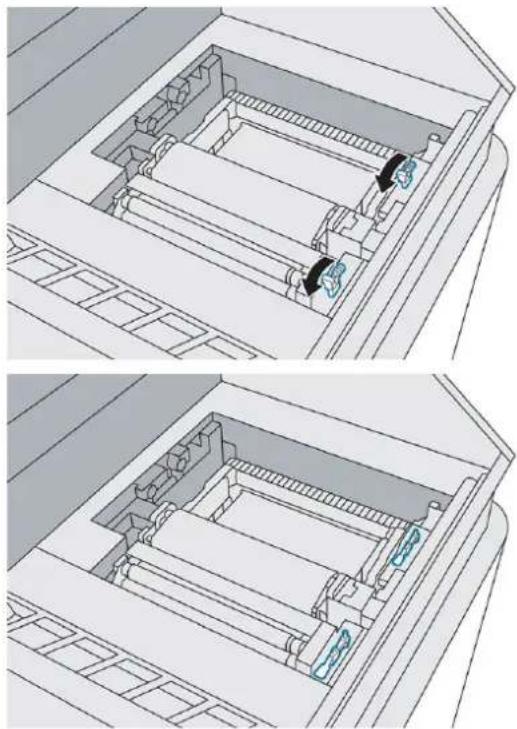
ATTENTION : Assurez-vous que les loquets sont poussés vers le bas autant que possible.
- Réinsérez le capuchon de la tête d'impression. Reportez-vous à la section Remplacement du capuchon de têtes d'impression à la page 175.
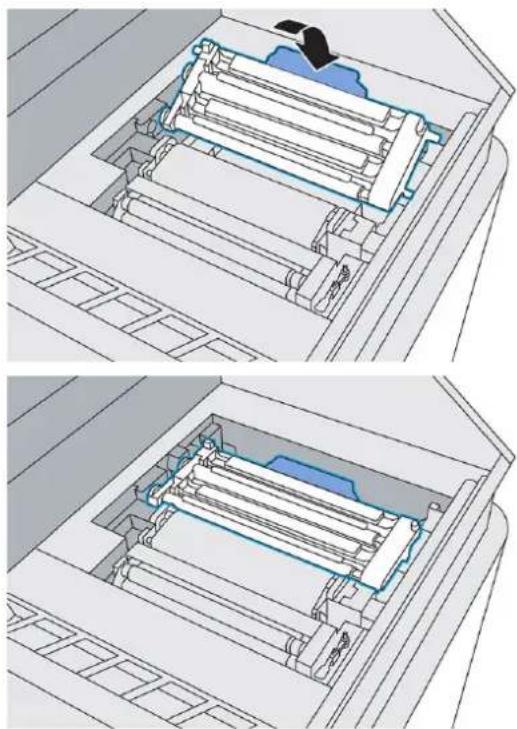
- Replacez le chariot sur sa position d'origine.
- Fermez le capot supérieur.
- Touchez Terminer et vérifier sur le panneau de commande.
Le rouleau pivote, ensuite, le chariot d'impression revient dans sa position initiale.
- Ouvrez le capot supérieur pour vérifier que deux repères apparaissent sur le rouleau. Touchez Deux marques sur le panneau avant.
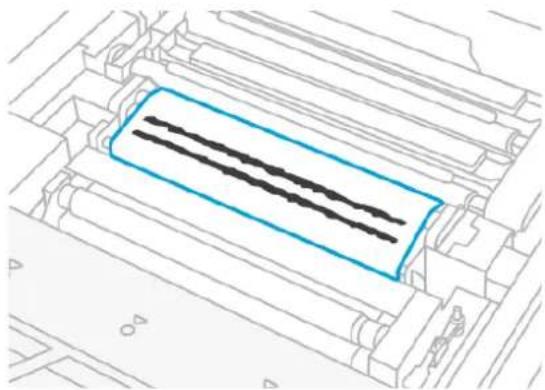
S'il y a un seul repère, touchez Une marque sur le panneau avant. Le rouleau de nettoyage est peut-être mal inséré. Essayez de réinsérer le module de rouleau de nettoyage et assurez-vous que les loquets sont complètement enclenchés.
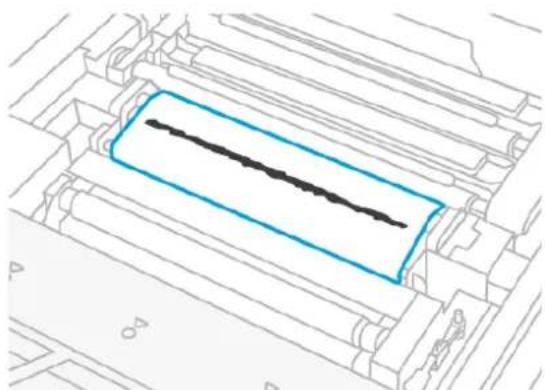
- Lorsque vous êtes sûr que le module de rouleau de nettoyage fonctionne correctement, fermez le capot supérieur.
- Mettez au rebut le contenu de l'aspirateur conformément à la réglementation locale.
Remplacer le filtre de récupération du matériau
Le panneau avant vous informe lorsque le filtre de récupération du matériau doit être remplacé. Suivez les étapes sur le panneau de commande.
Outils nécessaires
- SKU 8WA29A - Filtre d'évacuation d'air
• Gants en nitrile (requis)
• Masque (recommandé)
Procédure
- Ouvrez la porte d'accès à l'agent.

text_image
B1- Vérifiez que le voyant d'orientation est allumé, à côté de la porte d'accès au filtre de récupération du matériau. Ouvrez le filtre de récupération du matériau en poussant le coin gauche supérieur.
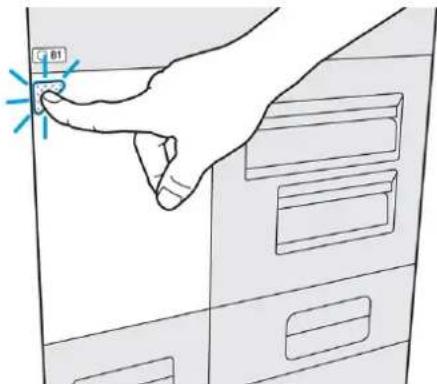
text_image
C B1- Déverrouillez le loquet, tirez-le puis retirez l'ancien filtre.
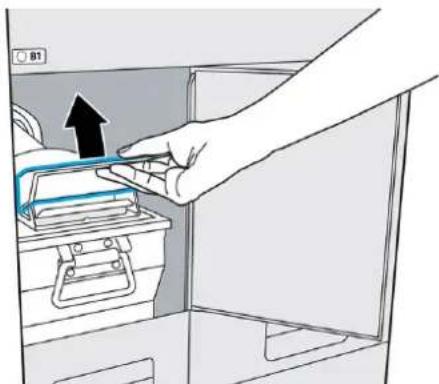
- Retirez le nouveau filtre de son emballage.
- Insérez le nouveau filtre dans l'emplacement.
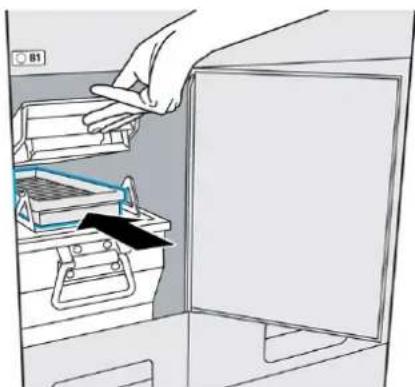
- Fermez le couvercle et verrouillez-le en place.
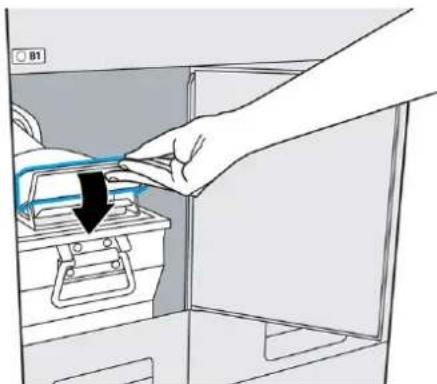
- Fermez la porte d'accès.
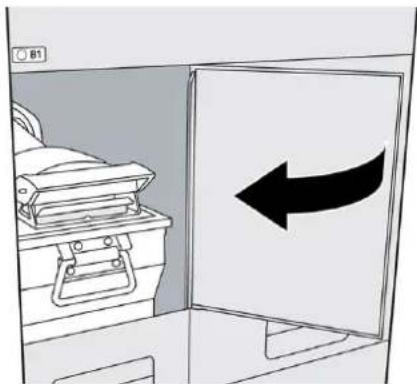
- Vérifiez que le voyant d'orientation à côté du filtre est maintenant éteint.
- Fermez la porte d'accès à l'agent.
- Touchez Terminer et vérifier et ensuite OK sur le panneau avant.
- Mettez au rebut l'ancien filtre conformément à la réglementation locale.
Remplacement du filtre d'évacuation d'air
Le panneau avant vous informe lorsque le filtre d'évacuation d'air doit être remplacé. Suivez les étapes sur le panneau de commande.
Outils nécessaires
• SKU 8WA29A - Filtre d'évacuation d'air
• Gants en nitrile (requis)
• Masque (recommandé)
Procédure
- Touchez Remplacer le filtre d'évacuation d'air sur le panneau avant.
- Ouvrez la porte d'accès à l'agent.
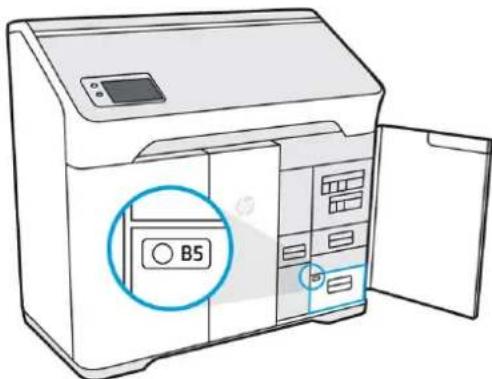
text_image
B5- Ouvrez le tiroir B5 en tirant sur la poignée.
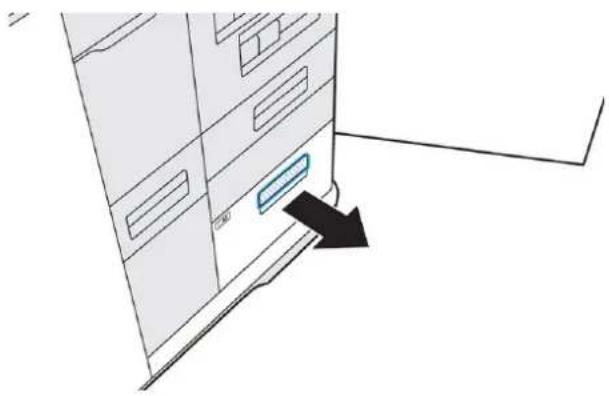
- Déverrouillez le loquet et ouvrez le compartiment.
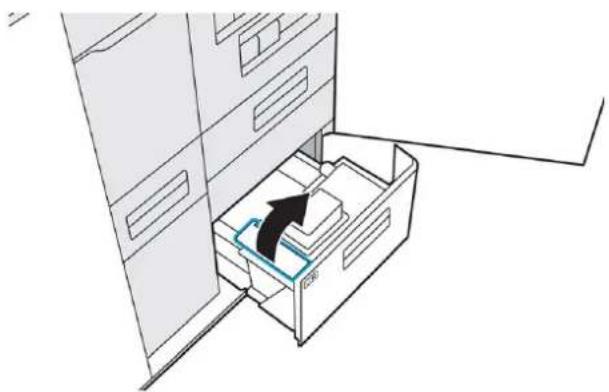
- Retirez l'ancien filtre.
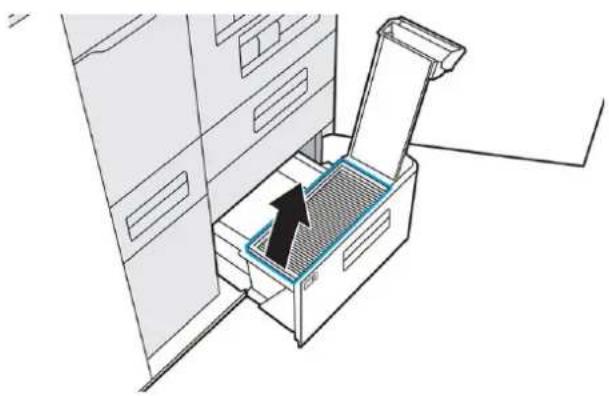
- Aspirez tous les morceaux de matériau présents dans le compartiment.
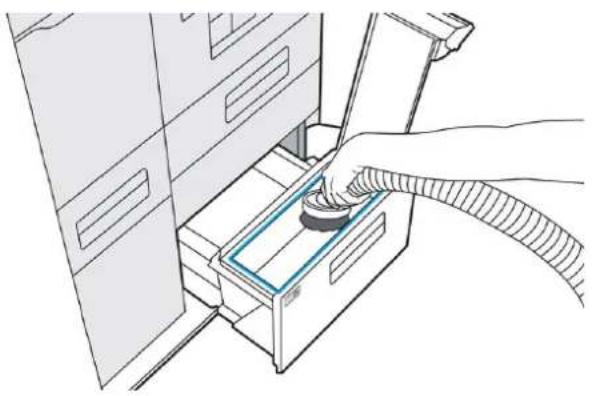
- Passez l'aspirateur à l'intérieur du capot.
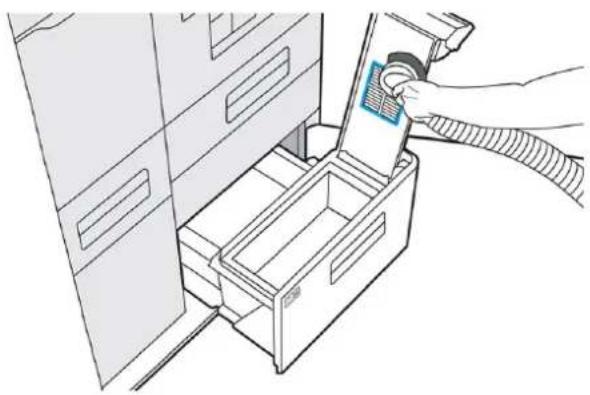
- Insérez le nouveau filtre.
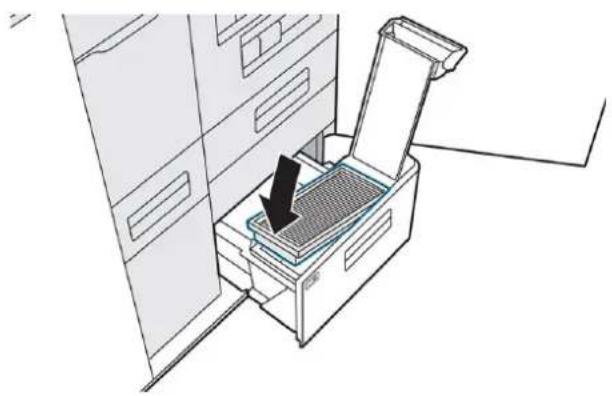
- Fermez et verrouillez le couvercle.
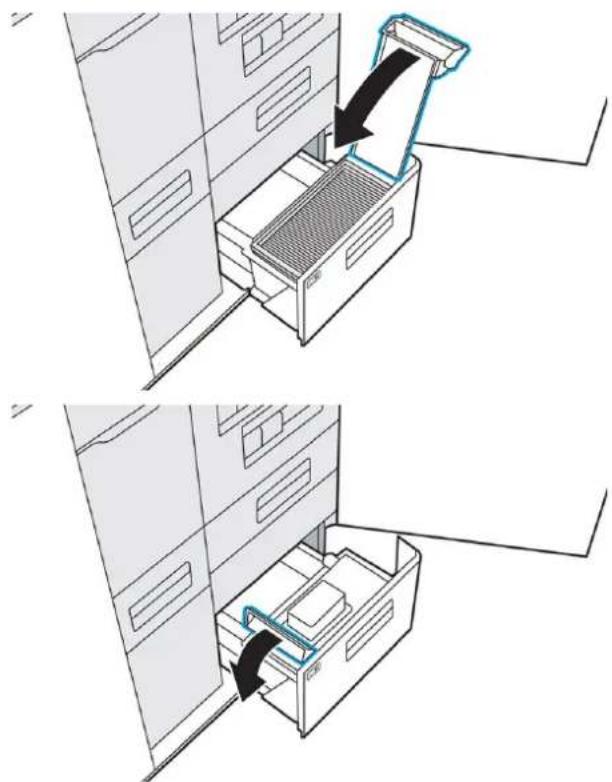
- Repoussez le tiroir.
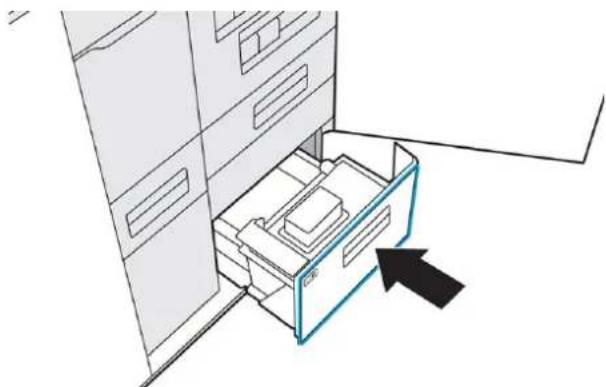
- Vérifiez que le voyant du compartiment d'évacuation d'air est maintenant éteint.
- Fermez la porte d'accès à l'agent.
- Touchez Terminer et vérifier sur le panneau de commande.
- Mettez au rebut l'ancien filtre conformément à la réglementation locale.
Remplacer une tête d'impression
La tête d'impression fournit les agents et les imprime sur le matériau situé dans le compartiment de l'objet.

ATTENTION : Il convient d'observer certaines précautions lors de la manipulation des têtes d'impression, car ces dispositifs sont sensibles aux décharges électrostatiques. Après avoir retiré les capuchons d'expédition orange, évitez de toucher les composants au bas de la tête d'impression et évitez de placer la tête d'impression vers le bas sur les buses exposées.
Cette imprimante possède deux têtes d'impression, celles-ci doivent être toutes deux présentes pour terminer le processus de remplacement.
Statut
Sur le panneau avant de l'imprimante, touchez 📄, puis Têtes d'impression, puis touchez une tête d'impression pour voir son état :
- Manquant : L'imprimante ne peut détecter la tête d'impression.
- Contrôle en attente : La tête d'impression doit être vérifiée.
• Tête d'impression manquante : La tête d'impression est manquante. - Réinstallation nécessaire : La tête d'impression doit être retirée, puis réinsérée.
- Enlever : La tête d'impression doit être retirée.
- Tête d'impression incompatible : La tête d'impression est incompatible avec l'imprimante.
- Remplacement de la tête d'impression incomplet ; recommencer : Le processus de remplacement de la tête d'impression doit être recommencé.
- Remplacement obligatoire : La tête d'impression doit être remplacée.
- Agent non-HP détecté : L'imprimante a détecté un agent non HP parmi ses consommables.
- Prêt : La tête d'impression fonctionne normalement.
Outils nécessaires
- Kit de tête d'impression HP 3D400
Kit de tête d'impression HP 3D400 et/ou kit de tête d'impression couleur HP 3D450
• Gants (requis)
• Tournevis T20
- Chiffon non pelucheux

REMARQUE : Le remplacement de la tête d'impression est guidé par le panneau avant, qui vous indique comment remplacer la tête d'impression. Les étapes décrites ci-dessous doivent être effectuées comme indiqué sur le panneau avant. La procédure peut être lancée en répondant à une alerte, ou à partir de l'écran Informations détaillées sur la tête d'impression (accessibles à partir du menu Consommables).
-
Une nouvelle tête d'impression doit être acclimaté à une température de fonctionnement normale. Si elle a été livrée ou stockés dans un environnement froid, jusqu'à 24 heures peuvent être nécessaire pour atteindre la température de fonctionnement.
-
HP recommande le port d'un masque.
Vous aurez besoin d'un nouveau bac d'amorçage (inclus dans le kit de tête d'impression) et de la plaque d'alignement incluse avec l'imprimante. Assurez-vous que les numéros AP sur l'imprimante et ceux sur la plaque correspondent. Contactez HP s'ils ne correspondent pas.
- À partir de l'écran Informations détaillées sur la tête d'impression, touchez Remplacer pour être guidé dans la procédure.

REMARQUE : Vous pouvez être invité à remplacer les agents avant de continuer.
-
Fermez le capot supérieur pour permettre d'effectuer des vérifications.
-
Lorsque les vérifications sont terminées, ouvrez le capot supérieur.

-
Assurez-vous que vous avez nettoyé la zone d'impression depuis le dernier objet. Reportez-vous à la section Nettoyage de la zone d'impression à la page 122.
-
Ouvrez la porte d'accès à l'agent et prenez la plaque d'alignement à l'intérieur de la porte.
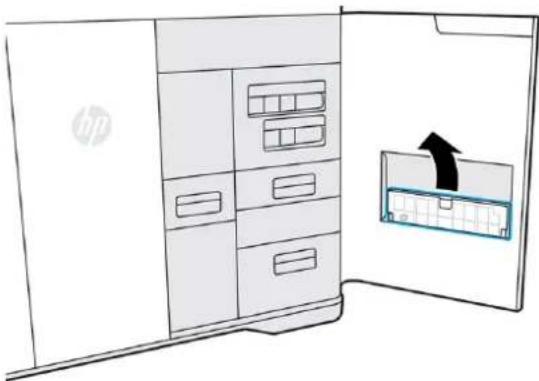
- Assurez-vous que le numéro AP de la plaque d'alignement correspond au numéro à l'intérieur de la porte de l'agent. Fermez la porte.
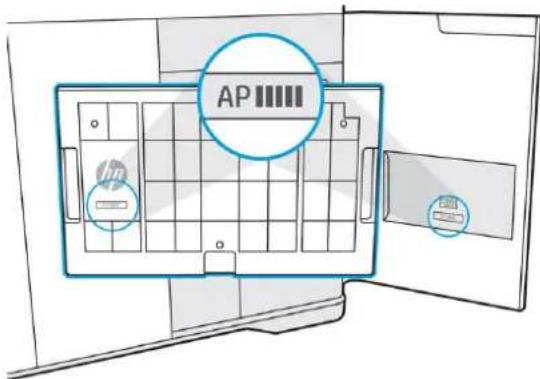
text_image
AP hp-
Touchez Continuer sur le panneau avant.
-
Placez la plaque d'alignement sur la plate-forme de l'objet, puis le bac d'amorçage sur le dessus de la plaque d'alignement. Assurez-vous que le bac d'amorçage est bien en place sur la plaque d'alignement en faisant correspondre les pieds au bas du bac sur les découpes sur la plaque d'alignement.
ATTENTION : Ne placez pas la plaque d'alignement et le bac d'amorçage sur la plate-forme de l'objet en dehors de cette procédure, car le compartiment de l'objet peut ne pas être adapté à la bonne hauteur et pourrait être en contact avec les barres d'impression. Le bac d'amorçage doit être installé uniquement en tant que partie de la procédure du flux de travail, lorsque le compartiment de l'objet est placé à la bonne hauteur.
ATTENTION : La partie supérieure en mousse noire est une partie essentielle de l'assemblage du bac amorçage. Ne la retirez pas.
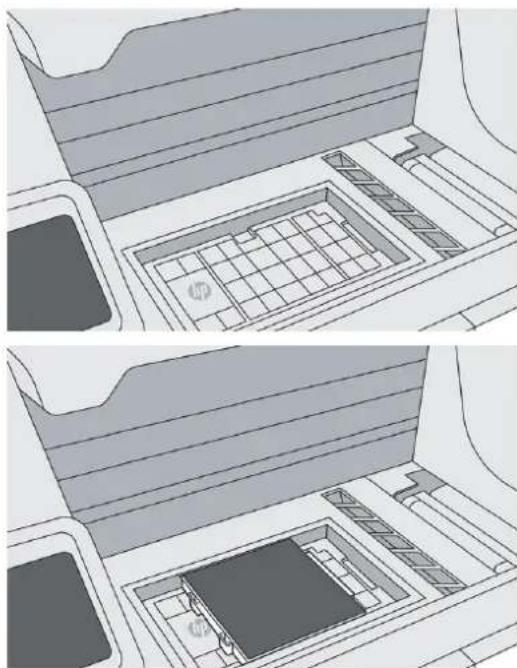
-
Fermez le capot supérieur et touchez Continuer sur le panneau avant. Le chariot d'impression se déplace vers la gauche et vous pouvez ensuite ouvrir à nouveau le capot supérieur.
-
Inspectez le ou les capuchons de la tête d'impression. Si vous voyez du liquide dans le ou les capuchons, retirez-le en l'épongeant avec un chiffon sec et non pelucheux.
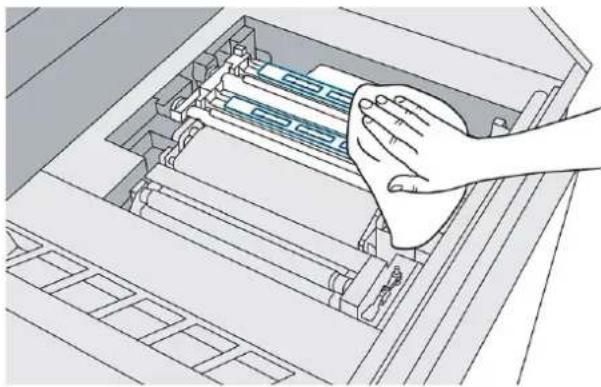
- Utilisez un tournevis pour dévisser les six vis afin de retirer le couvercle du chariot et le mettre de côté avec précaution.
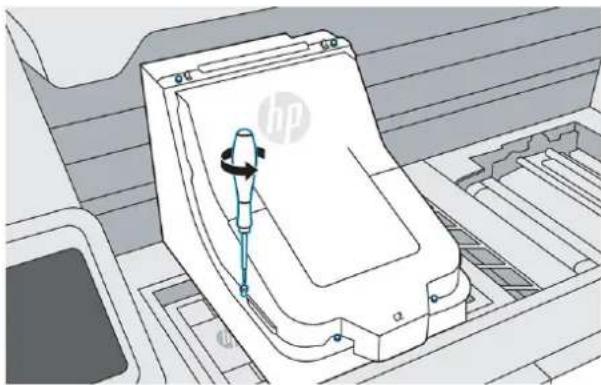
- Retirez les deux clips et levez le capot de la barre d'impression sur le chariot. Il restera en place par aimant.
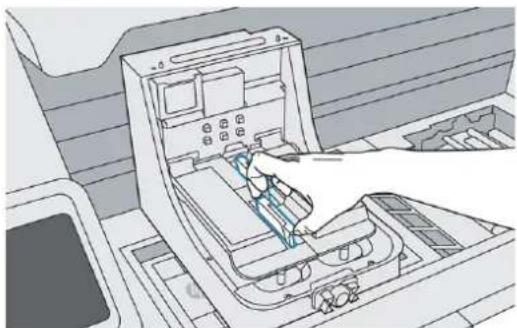
- Desserrez les vis à ailettes de chaque extrémité de la tête d'impression jusqu'à ce que la tête d'impression se dégage.

REMARQUE : Desserrez uniquement les vis de la tête d'impression que vous souhaitez retirer.
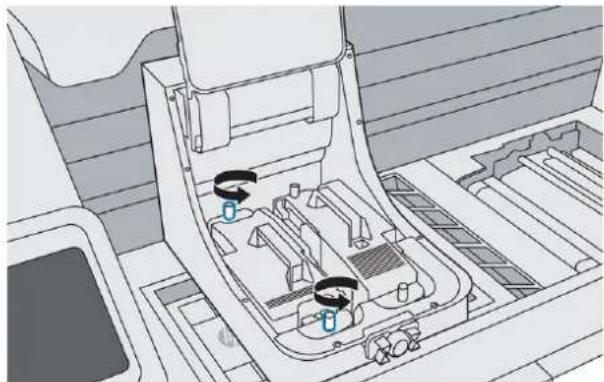
- Tirez la poignée avec soin pour retirer la tête d'impression et placez-la sur une surface plane avec les buses face vers le haut ou vers le côté.
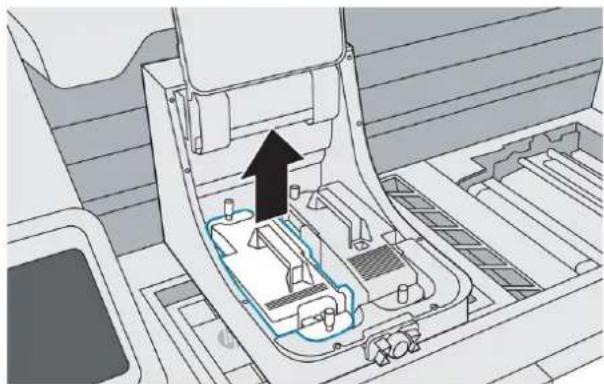
-
Assurez-vous qu'il y a aucun obstacle et aucun matériau pour installer la nouvelle tête d'impression. Aspirez l'intérieur du chariot si nécessaire.
-
Retirez l'emballage de la nouvelle tête d'impression.
-
Vérifiez que la nouvelle tête d'impression correspond à l'emplacement.
Les têtes d'impression monochrome et de couleur ont une forme différente ; en outre, le côté de la tête d'impression monochrome est gris, alors que le côté de la tête d'impression de la couleur est violet.
- Retirez les 2 capuchons orange. Ensuite, placez-les sur l'ancienne tête d'impression, avant de la mettre au rebut conformément aux réglementations locales.
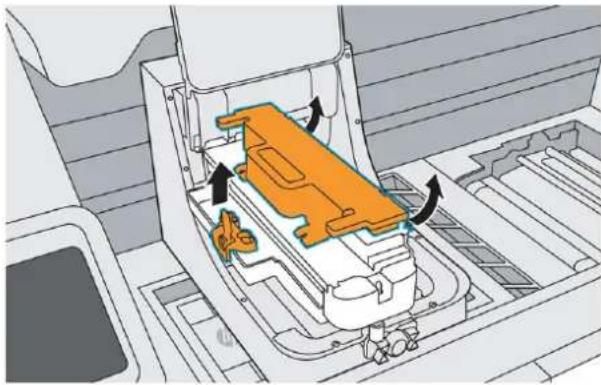
- Orientez et alignez la nouvelle tête d'impression, puis insérez-la en place, à l'aide du mât central pour guider la tête d'impression. Assurez-vous que tous les bords de la tête d'impression repose contre le boîtier du chariot.
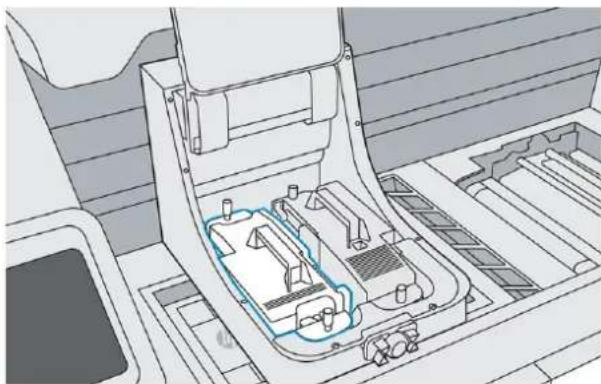
- Poussez vers le bas et serrez fermement les deux vis à ailettes.
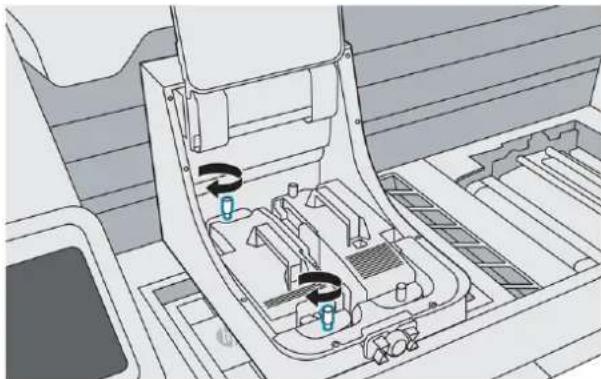
- Tirez vers le bas le capot des têtes d'impression par dessus la tête d'impression et fixez les deux clips.
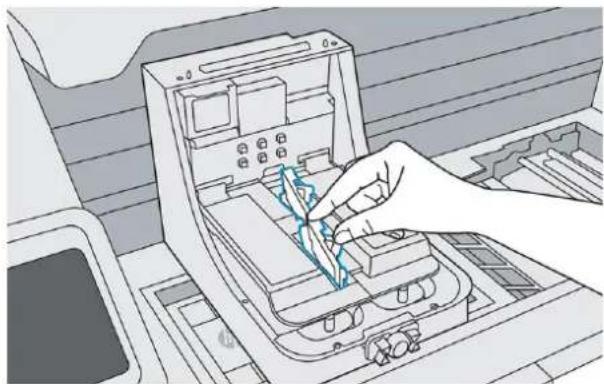
- Remettez le capot du chariot d'impression. Revissez les six vis.
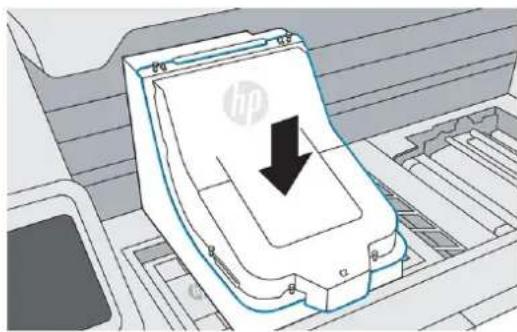
- Touchez Terminer et vérifier. Laissez le chariot d'impression au centre. Fermez le capot supérieur et touchez Continuer sur le panneau avant. Lorsque le bac d'amorçage est détecté, touchez Amorçage. L'amorçage prendra environ 20 minutes.

-
Si vous avez remplacé deux têtes d'impression, suivez les instructions affichées sur le panneau avant pour amorcer la deuxième tête d'impression. Vous n'avez pas besoin de remplacer le bac d'amorçage par un nouveau pour effectuer cette opération.
-
Lors l'amorçage est terminé, ouvrez le capot supérieur, retirez avec précaution le bac d'amorçage utilisé et laissez la plaque d'alignement dans le compartiment d'objet, pour une utilisation pendant le processus d'alignement des têtes d'impression.
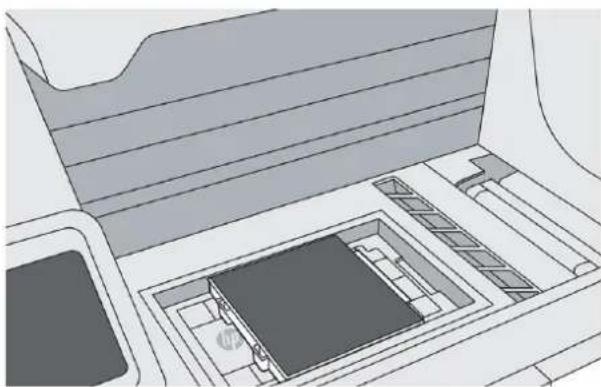
-
Placez le bac d'amorçage utilisé dans le sac dans lequel il a été livré et mettez le au rebut conformément aux réglementations locales.
-
Lancez l'alignement des têtes d'impression depuis le panneau avant en touchant Calibrer les têtes d'impression.

REMARQUE : L'imprimante ne peut pas imprimer jusqu'à ce que l'alignement soit terminée.
Remplacement du filtre de la zone d'impression
Le panneau avant vous informe lorsque le filtre de la zone d'impression doit être remplacé. Suivez les étapes sur le panneau de commande.
Outils nécessaires
- SKU 8WA28A - Filtre de la zone d'impression
• Gants en nitrile (requis)
• Masque (recommandé)
Procédure
- Touchez Remplacer le filtre de la zone d'impression sur le panneau avant.
- Ouvrez le capot supérieur.

- Tirez le chariot de fusion par dessus le compartiment de l'objet.
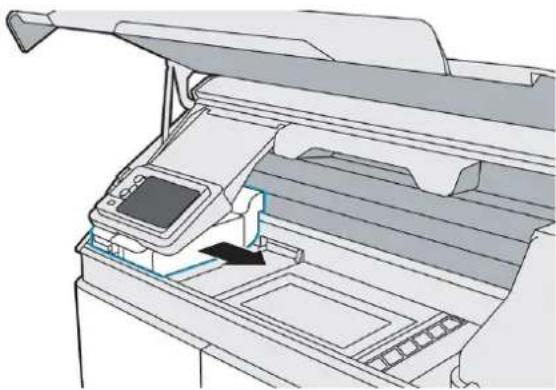
- Soulevez le panneau avant.
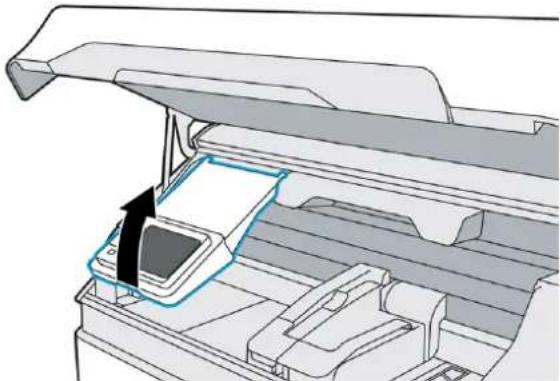
- Repérez le filtre de la zone d'impression sur la gauche.
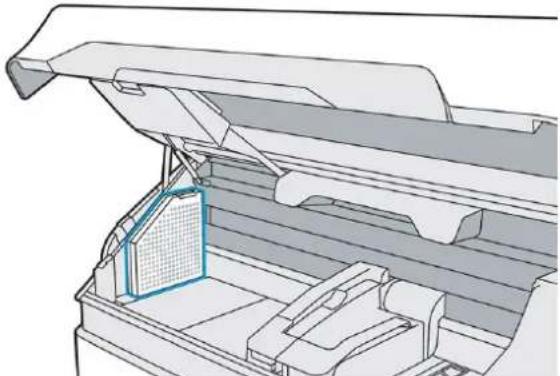
- Désenclenchez le loquet en haut du filtre.
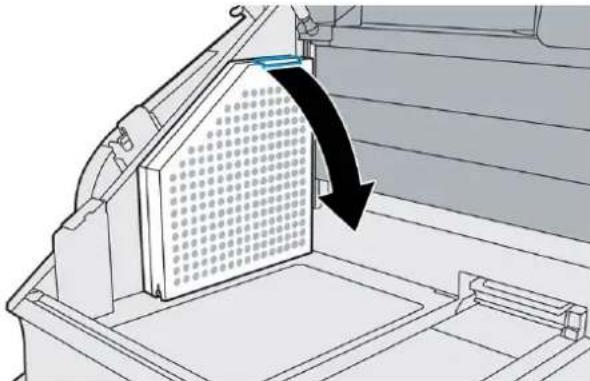
- Retirez l'ancien filtre.
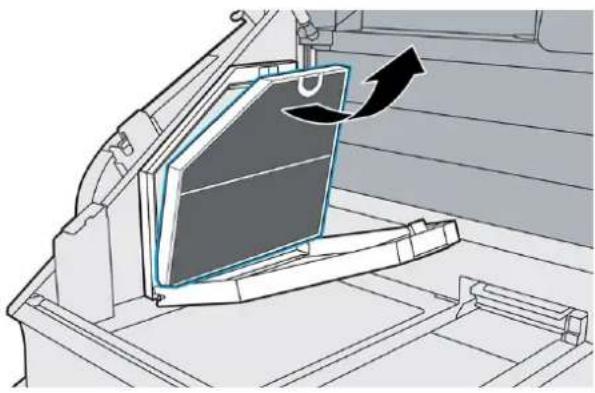
- Insérez le nouveau filtre, en vous assurant que la ligne bleue sur le filtre est face vers l'intérieur de la zone d'impression.
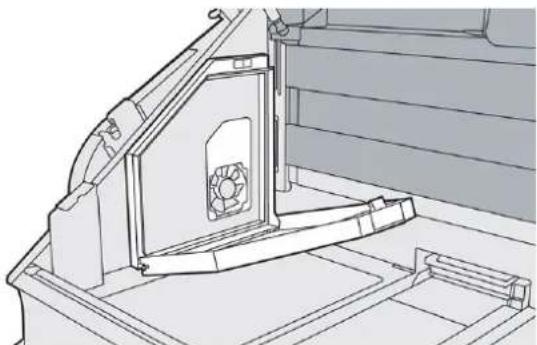
- Fermez le capot et réenclenchez le loquet.
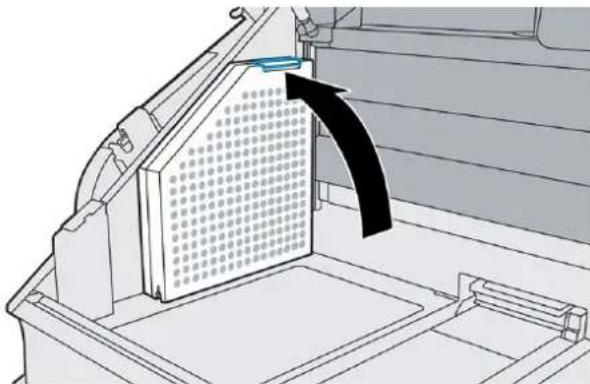
- Abaissez le panneau avant.
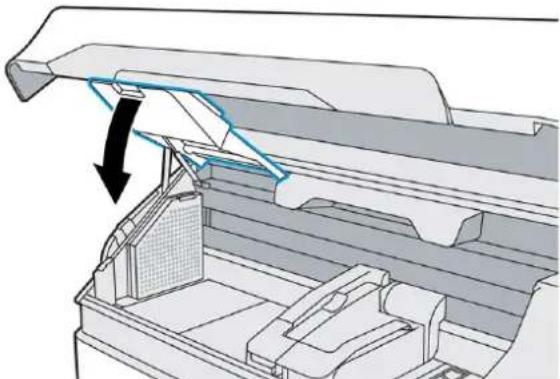
-
Vous pouvez également replacer le chariot de fusion à sa position initiale.
-
Fermez le capot supérieur.

Le chariot retourne automatiquement à sa position initiale, s'il n'y est pas déjà.
-
Touchez Terminer et vérifier sur le panneau de commande.
-
Mettez au rebut l'ancien filtre conformément à la réglementation locale.
Remplacement du filtre d'aspiration d'air
Le panneau avant vous informe lorsque le être d'aspiration d'air doit être remplacé. Suivez les étapes sur le panneau de commande.

ATTENTION : N'ouvrez pas la porte du ltre d'aspiration d'air pendant l'impression.
Outils nécessaires
•SKU 8WA27A – Filtre d'entrée d'air
• Gants en nitrile (requis)
- Touchez Remplacer le Itre d'aspiration d'air sur le panneau avant.
- Ouvrez le loquet du côté arrière droit de l'imprimante pour ouvrir la porte d'accès.
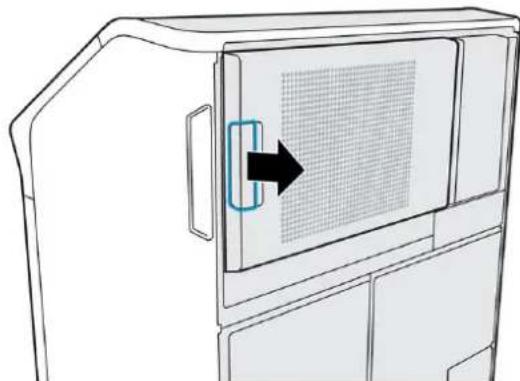
- Faites glisser le ltre usagé.
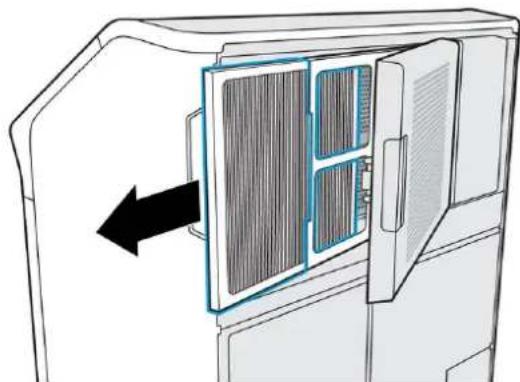
- Insérez le nouveau filtre. Les flèches dessus doivent pointer vers l'imprimante.
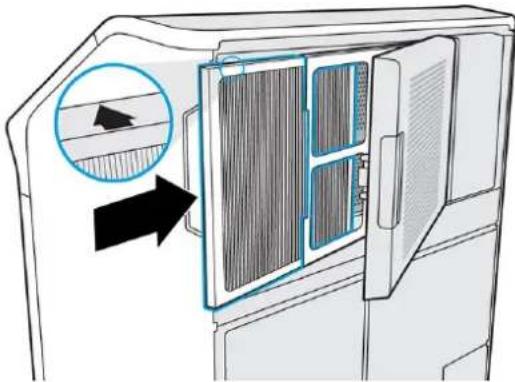
- Fermez le capot du filtre et la porte d'accès (qui s'enclenche).
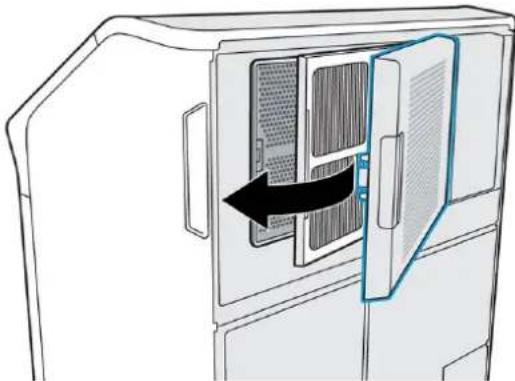
-
Touchez Terminer et vérifier sur le panneau de commande.
-
Mettez au rebut le filtre usagé conformément à la réglementation locale.
Remplacement du capuchon de têtes d'impression
Outils nécessaires
• Gants en nitrile (requis)
Procédure
- Déplacez le chariot d'impression par dessus le compartiment de l'objet.
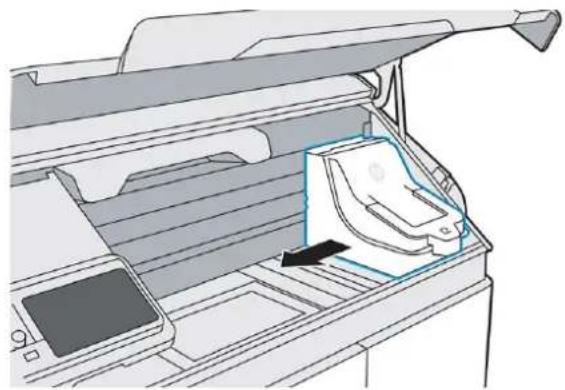
- Retirez le capuchon de tête d'impression.
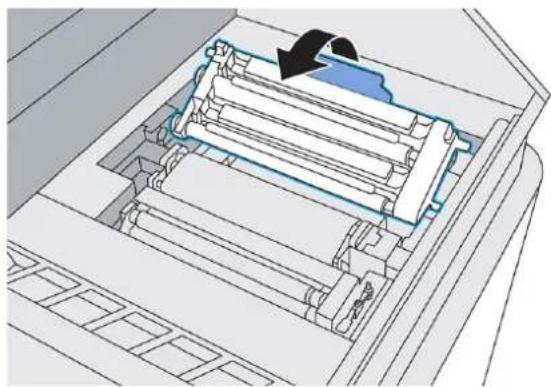
- Insérez le nouveau capuchon de tête d'impression.
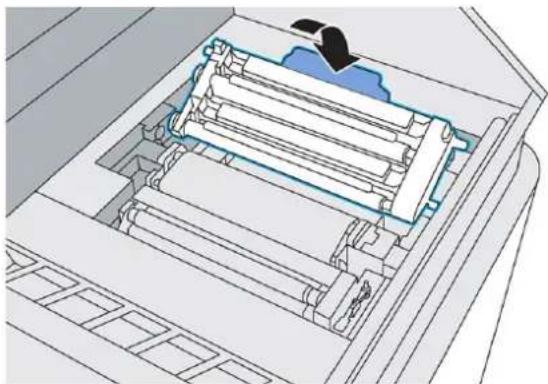
- Replacez le chariot d'impression d'impression à droite.

- Fermez le capot supérieur.

- Mettez au rebut l'ancien capuchon de tête d'impression conformément à la réglementation locale.
Alignement des têtes d'impression
HP recommande l'alignement des têtes d'impression dans ces situations :
- Après le remplacement ou la réinstallation d'une tête d'impression
- Après le blocage d'une tête d'impression
- Lorsqu'il y a des problèmes de qualité d'impression dus à un problème d'alignement des têtes d'impression
Outils nécessaires
• Gants en nitrile (requis)
• Huit feuilles de papier ordinaire blanc, de format A4 ou Lettre US
HP recommande le papier avec la technologie ColorLok. Ce papier est conçu pour la technologie à jet d'encre et offre le meilleur contraste des couleurs.
-
Si vous avez juste remplacé des têtes d'impression., passez à l'étape 6.
-
Accédez au panneau avant et touchez

puis l'onglet Têtes d'impression, et ensuite Aligner.
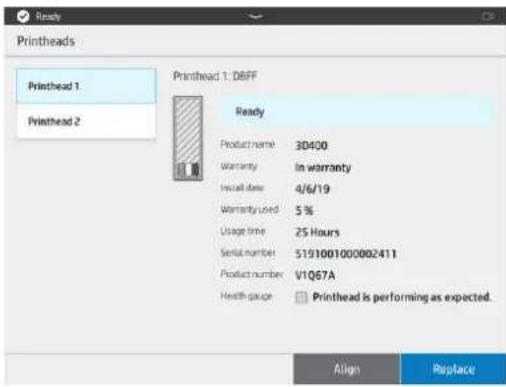
- Ouvrez le capot supérieur.

- Ouvrez la porte d'accès à l'agent et prenez la plaque d'alignement à l'intérieur de la porte.
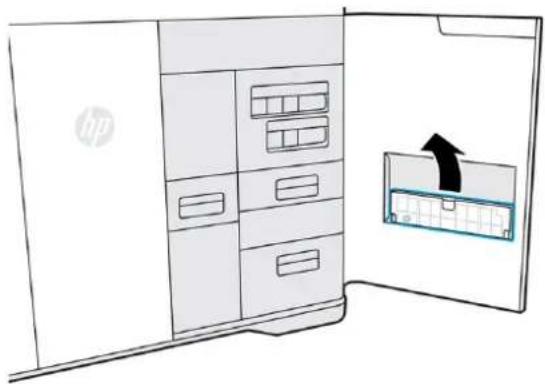
Chaque imprimante possède une plaque d'alignement. Le numéro de la plaque doit correspondre au numéro de la porte.
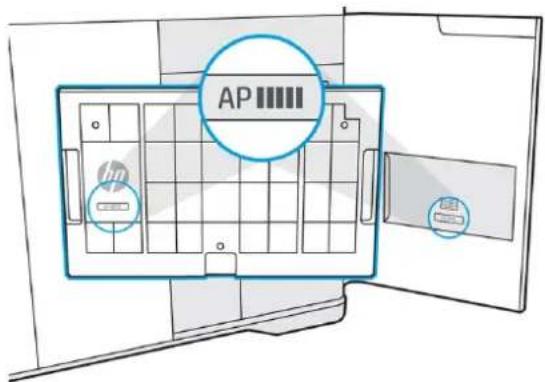
text_image
AP hp- Placez la plaque d'alignement sur la plateforme d'impression et poussez vers le bas aussi loin que possible. Le logo HP sur la plaque doit être tourné vers le haut à gauche du compartiment de l'objet.
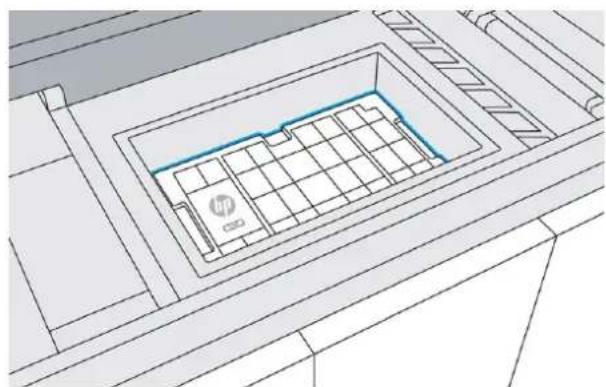
-
Sélectionnez huit feuilles de papier ordinaire blanc, de format A4 ou Lettre US, en retirant toutes les pièces courbées ou abîmées.
-
Chargez une feuille de papier sur la plaque d'alignement, en utilisant les guides du coin supérieur droit pour un positionnement correct.
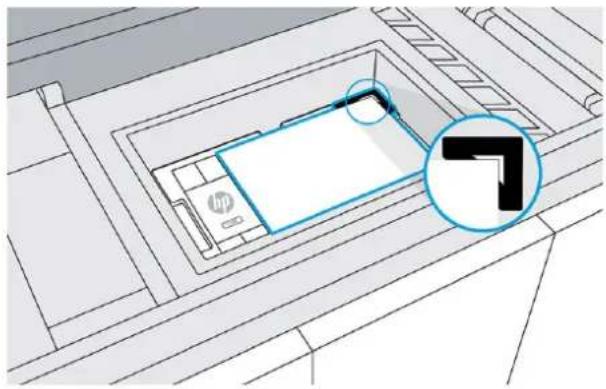
- Fermez le capot supérieur et touchez Imprimer sur le panneau avant pour imprimer une page de test.

-
Ouvrez le capot supérieur.
-
Retirez la page de test imprimée.
-
Vérifiez la page de test imprimée. Les lignes sur les pages de test doivent être droites et continues. Sinon, une action peut être nécessaire.

text_image
A9 A8 A7 A6 A5 A4 A3 A2 A1 A0 Diagnostic A B9 B8 B7 B6 B5 B4 B3 B2 B1 B0 Diagnostic B H1 H2 H9 C9 C8 C7 C6 C5 C4 C3 C2 C1 C0 Diagnostic C D9 D8 D7 D6 D5 D4 D3 D2 E1 D0 Diagnostic D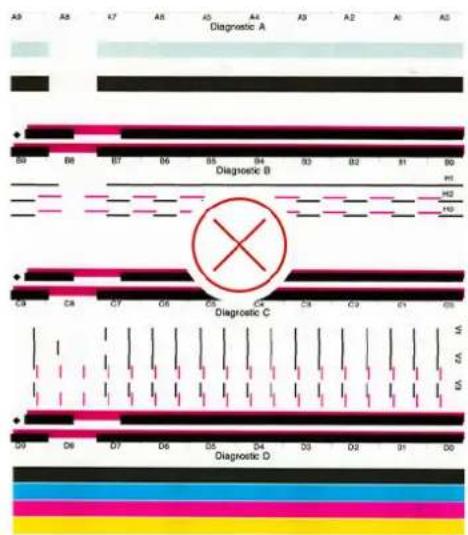
text_image
A5 A6 K7 A8 A9 A10 A11 A12 A13 A14 Diagnostic A B0 B1 B2 B3 B4 B5 B6 B7 B8 B9 B10 B11 B12 B13 Diagnostic B H1 H2 H3 C8 C9 C10 C11 C12 C13 C14 C15 C16 C17 C18 C19 C20 C21 C22 C23 C24 C25 C26 C27 C28 C29 C30 C31 C32 C33 C34 C35 C36 C37 C38 C39 C40 C41 C42 C43 C44 C45 C46 C47 C48 C49 C50 C51 C52 C53 C54 C55 C56 C57 C58 C59 C60 C61 C62 C63 C64 C65 C66 C67 C68 C69 C70 C71 C72 C73 C74 C75 C76 C77 C78 C79 C80 C81 C82 C83 C84 C85 C86 C87 C88 C89 C90 C91 C92 C93 C94 C95 C96 C97 C98 C99 C100 Diagnostic C M M_A ZA M_A ZA Diagnostic D- Chargez un autre feuille de papier sur la plaque d'alignement.
- Fermez le capot supérieur et touchez Imprimer pour imprimer la première page d'alignement.
- Ouvrez le capot supérieur et retirez la page d'alignement.
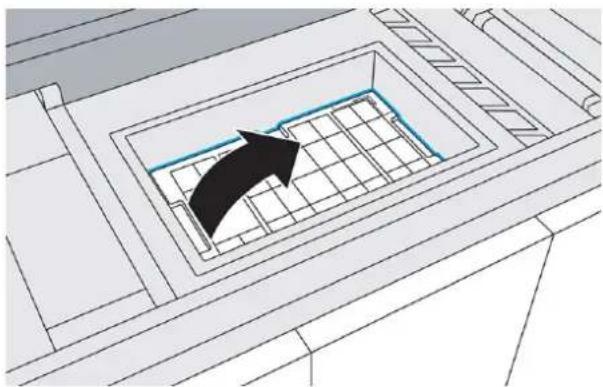
- Poussez le capot du tiroir B4 du scanner pour ouvrir le tiroir.

REMARQUE : HP recommande de nettoyer le scanneer avant de l'utiliser. Vérifiez qu'il n'y a aucun matériau sur la vitre du scanner. Reportez-vous à la section Nettoyer le scanner à la page 142.
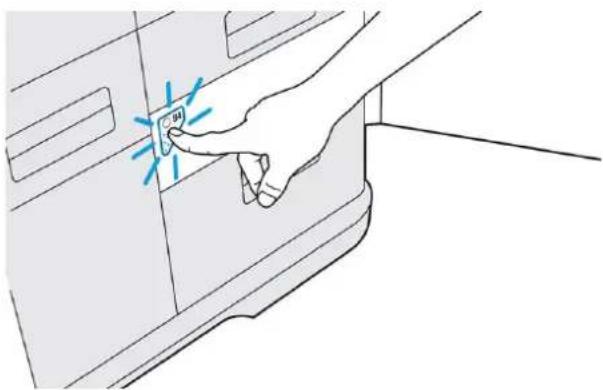
- Ouvrez les bacs d'entrée du papier et de sortie du papier du scanner pour préparer le scanneur et l'utiliser.
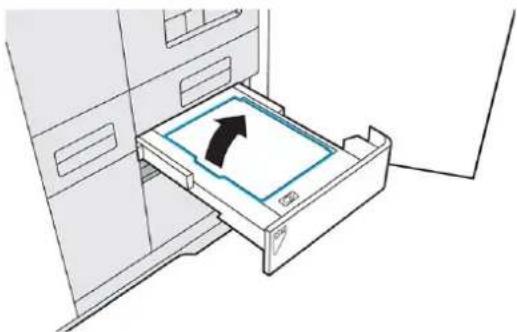
- Chargez la première page d'alignement face vers le bas dans le bac d'entrée du scanner.
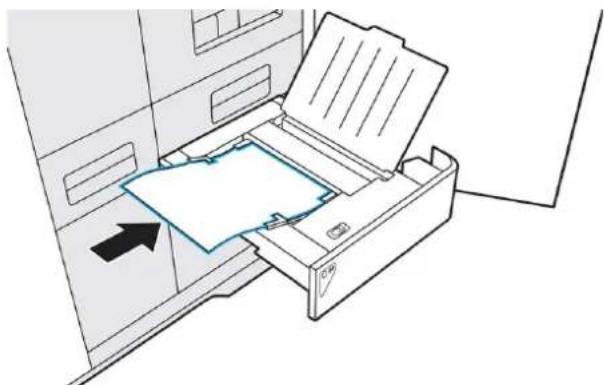
Lorsque le papier est détecté, le voyant de papier s'allume.
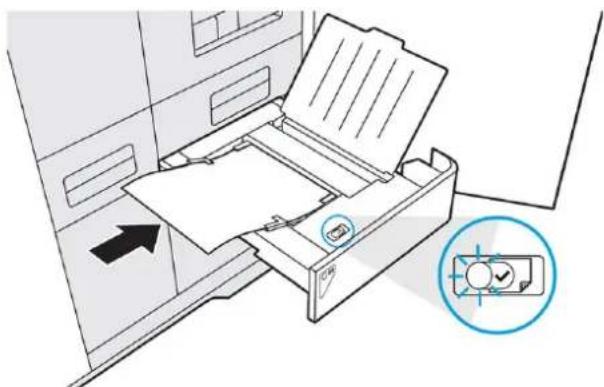
- Touchez Numériser sur le panneau avant.
-
Répétez ce processus pour les huit pages d'alignement.
-
Lorsque la dernière page a été numérisée, retirez toutes les pages d'alignement et fermez les bacs de papier.
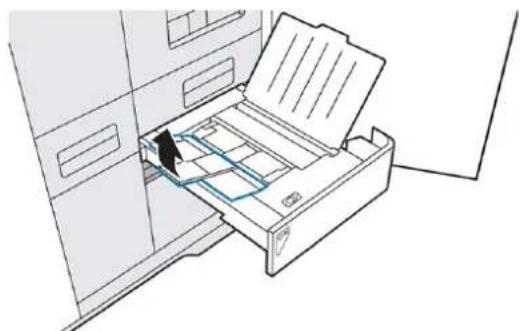
- Poussez le tiroir du scanneur pour le fermer.
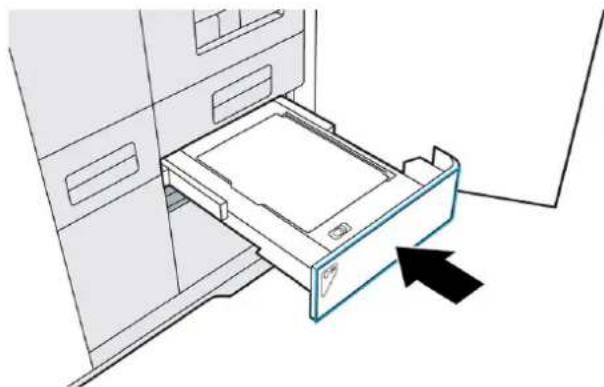
-
Chargez un autre feuille de papier sur la plaque d'alignement.
-
Fermez le capot supérieur et touchez Imprimer.

-
Une deuxième page de test est imprimée pour confirmer l'alignement des têtes d'impression. Les lignes sur les pages de test doivent être droites, continues et de la même couleur. Sinon, plus de dépannage peut être nécessaire.
-
Retirez la plaque d'alignement et stockez-la dans à l'intérieur de la porte d'accès à l'agent.
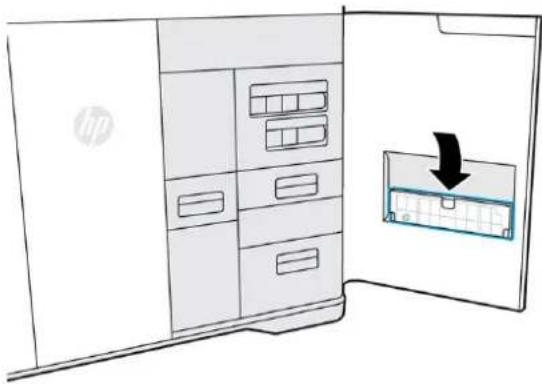
-
Fermez la porte d'accès à l'agent.
-
Fermez le capot supérieur.
Déplacement ou entreposage de l'imprimante16

IMPORTANT : Si l'imprimante doit être déplacée ailleurs ou dans une autre pièce, vous devez contacter votre revendeur pour une assistance complémentaire. L'imprimante présente des composants sensibles susceptibles d'être endommagés au cours du transport : il est nécessaire de disposer de fonctions et d'outils de transport particuliers.
Ne déplacez pas l'imprimante sans assistance de service. Des précautions d'emballage supplémentaires et d'étalonnage de l'installation sont nécessaires lors de déplacements importants de l'imprimante.
Avant d'éteindre l'imprimante, assurez-vous que le chariot d'impression est dans sa position initiale. Suivez ensuite la procédure de mise hors tension.
Si l'imprimante a été livrée, les cartouches d'agent et les têtes d'impression peuvent nécessiter jusqu'à 24 heures pour s'acclimater à la température, en fonction des températures précédentes et celles actuelles.
Si vous avez uniquement l'intention de stocker l'imprimante sans l'avoir déplacée vers un emplacement différent, laissez-la branchée si possible et utilisez le mode Absent. Reportez-vous à la section Mode Absent à la page 23.
Pour stocker l'imprimante pendant une période prolongée (supérieure à deux jours), veuillez la nettoyer pour vous assurer qu'il n'y a aucun résidu de matériau. Reportez-vous à la section Nettoyage de la zone d'impression à la page 122.
L'imprimante doit être stockée à une température comprise entre -25^ et +55^ et à un taux d'humidité inférieur à 90 % (sans condensation).
Optimisation de la qualité d'impression17
Conseil général à la page 185
Conseil général
Lorsque vous êtes confronté à un problème de qualité d'impression :
- Pour optimiser les performances de votre système, utilisez uniquement des accessoires et des fournitures d'origine du fabricant. Fiables et performants, ces articles ont fait l'objet de tests exhaustifs pour garantir un fonctionnement sans faille et des impressions de qualité supérieure.
- Vérifiez que les conditions ambiantes (température, humidité) se situent dans les plages recommandées.
- Assurez-vous que la date d'expiration des têtes d'impression et des cartouches de matériau n'est pas dépassée.
- Vérifiez que vous utilisez les paramètres les plus adaptés à vos besoins.
Pour obtenir les dernières informations à ce sujet, consultez les pages suivantes :
Les procédures ci-dessous peuvent vous aider à résoudre certains problèmes liés à la qualité d'impression. Reportez-vous à la section spécifique pour obtenir plus d'informations si le problème est détecté :
• Alignement des têtes d'impression à la page 176
- Dépannage de tête d'impression à la page 100
18 Informations de commande et recommandations de fin de vie
Ce chapitre répertorie les consommables et accessoires disponibles au moment de la rédaction du présent document, ainsi que leurs références.
Contactez votre représentant de l'assistance et vérifiez que ce que vous souhaitez est disponible dans votre zone et pour votre modèle.
Tableau 18-1 Nom et références de pièce
| Références Nom Recommandations de fin de vie | |
| V1Q67A Kit de tête d'impression HP 3D400 | Mise au rebut ^1 |
| 8WA30A Rouleau de nettoyage des têtes d'impression HP 3D400 | Programme HP Planet Partners ^2 |
| V1Q80A Agent de détail HP 3D400 (500 ml) | Programme HP Planet Partners ^2 |
| V1Q70A Agent noir HP 3D450 (250 ml) | Programme HP Planet Partners ^2 |
| V1Q71A Agent de fusion HP 3D400 (500 ml) | Programme HP Planet Partners ^2 |
| V1Q81A Agent de fusion clair HP 3D400 (250 ml) | Programme HP Planet Partners ^2 |
| V1Q73A Agent jaune HP 3D450 (250 ml) | Programme HP Planet Partners ^2 |
| V1Q74A Agent magenta HP 3D450 (250 ml) | Programme HP Planet Partners ^2 |
| V1Q75A Agent cyan HP 3D450 (250 ml) | Programme HP Planet Partners ^2 |
| V1Q76A Kit de tête d'impression couleur HP 3D450 | Mettre au rebut ^1 |
| V1R30A Matériel HP 3D HR CB PA 12 10L/4 kg Si vide, recycler localement. Si pleine ou partiellement pleine,mettre au rebut ^1 | |
| 8WA27A Filtre de prise d'air HP 3D400 | Mettre au rebut ^1 |
| 8WA28A Filtre de la zone d'impression HP 3D400 | Mettre au rebut ^1 |
| 8WA29A Filtre d'évacuation d'air HP 3D400 | Mettre au rebut ^1 |
| 230U6A Module de lampe génération HP 3D 500/300Series 2 ^e | Programme HP Planet Partners ^2 |
1 Mettez au rebut de tels éléments conformément aux réglementations locales, départementales et nationales. Contactez les autorités locales pour connaître les bonnes procédures de mise au rebut des déchets.
^7 Visitez le site pour savoir comment participer et pour connaître la disponibilité du programme HP Planet Partners : il est possible que le programme ne soit pas disponible dans votre région. Lorsque ce programme n'est pas disponible, et pour les autres consommables non inclus dans le programme, consultez les autorités de recyclage locales sur la mise au rebut appropriée.
Erreurs de système19
Le système peut parfois afficher une erreur de système, composée d'un code numérique de 12 chiffres, suivi de la mesure recommandée que vous devez prendre.
Dans la majorité des cas, vous serez invité à redémarrer l'imprimante. Lorsque l'imprimante démarre, elle peut mieux diagnostiquer voire résoudre automatiquement le problème. Si le problème persiste après le redémarrage, contactez votre représentant de l'assistance et soyez prêt à indiquer le code numérique du message d'erreur. Si le message d'erreur contient une autre mesure recommandée, suivez les instructions.
Que faire en cas de problème20
Demander de l'aide à la page 188
Réparation par le client à la page 188
Informations d'entretien à la page 189
Demander de l'aide
Une assistance est fournie par votre représentant de l'assistance (en règle générale, auprès de l'entreprise où vous avez acheté l'imprimante). Si ce n'est pas le cas, contactez l'assistance HP sur le Web :
Avant d'appeler votre représentant de l'assistance, préparez l'appel d'en procédant comme suit :
- Examinez les propositions de dépannage de ce manuel.
- Consultez, le cas échéant, la documentation de votre logiciel.
- Veillez à disposer des informations suivantes à portée de main :
—Les numéros de produit et de série de l'imprimante que vous utilisez.
— Si un code d'erreur s'affiche sur le panneau avant, notez-le. Reportez-vous à la section Erreurs de système à la page 187.
-Le nom et le numéro de version de votre logiciel.
- Si vous avez un problème de qualité d'impression, le nom et le numéro du produit du matériau que vous utilisiez.
Réparation par le client
Le programme de réparation par le client de HP offre aux clients le service le plus rapide dans le cadre de leur garantie ou de leur contrat. Il permet à HP d'expédier les pièces de rechange directement au client final, c'est-à-dire à vous-même, afin que vous puissiez effectuer le remplacement. Grâce à ce programme, vous êtes en mesure de remplacer les pièces à votre convenance.
Pratique et convivial
- Un représentant de l'assistance fera un diagnostic et évaluera si une pièce de rechange est nécessaire pour dépanner un composant matériel défectueux.
Pour plus d'informations sur la réparation par le client, consultez la page http://www.hp.com/go/selfrepair/.
Informations d'entretien
Le Command Center peut, sur demande, fournir une liste des différents paramètres caractérisant l'état en cours de la demande. Certains d'entre eux peuvent être utiles à un ingénieur du service de maintenance essayant de résoudre un problème.
Accessibilité21
Panneau avant à la page 16
Panneau avant
Si nécessaire, il est possible de modifier la luminosité de l'écran du panneau avant et le volume des haut-parleurs.
Modifier les options du système à la page 19
Index
A
accessibilité 190
agents 51
remplacer 51
résolution des problèmes 89, 90
aide 188
alertes 18
Aperçu du processus d'impression 2
assistance 188
avertissements 11
B
balise 18
balise de statut 18
bouches sur l'assemblage de capotage 60
bouton d'arrêt d'urgence 14
buses des têtes d'impression résolution des problèmes 97 test d'intégrité 97
C
capuchon de tête d'impression remplacer 175
cartouches 55
maintenance 58
remplacer 56
résolution des problèmes 92 stockage 58
centre d'état 18
climatisation 9
Command Center 20
commande de fournitures 186
compartiment du filtre d'évacuation d'air propre 136
Composants de l'imprimante 15
CSR 188
D
dépannage 88
dépannage des problèmes de réseau 88
documentation 1
E
eau déionisée 58
eau distillée 58
erreurs, système 187
étiquettes avertissement 11
Étiquettes d'avertissement 11
Étiquettes de sécurité 11
exportation de fichiers 40
F
fenêtre
propre 141
fenêtre d'observation propre 141
filtre d'aspiration d'air remplacer 172
filtre d'évacuation d'air remplacer 157
filtre de la zone d'impression remplacer 168
filtre de récupération du matériau remplacer 154
G
Gestionnaire de fabrication 21 , 44
|
impression 79
vérification avant 51
imprimante sous tension/hors tension 22
imprimante, déplacer ou stocker 184
informations d'entretien 189
intégrité des têtes d'impression résolution des problèmes 92
interrupteur d'alimentation 23
L
lampe de fusion
gratter 132
remplacer 145
logiciels 20
M
maintenance 112
kits 113
Outils 113
planification 117
manuels 1
matériau 54
mesures de sécurité 4
mode Absent 23 , 24
mode d'impression comparaison 46
mot de passe administrateur 19 , 20
mot de passe administrateur 19
Multi Jet Fusion 1
N
nettoyage 60 ,112
nom d'hôte 28
numéros de référence 186
0
options du panneau avant altitude 19
fuseau horaire 19
journaux de l'imprimante 19
Langue 19
luminosité d'affichage 19
restaurer les paramètres d'usine 19
volume du haut-parleur 19
Options du système 19
options, système 19
P
package de diagnostics 109
panneau avant 16
pièce
coloration 37
dépannage 185
propre 86
récupérer 83
spécifications 29
pièces de coloration 37
pièces propres 86
ports d'aspiration du périmètre vérification 119
post-traitement 86
précautions 11
préparation des fichiers 29
problèmes tessellation 41
profil d'impression 82
profil de refroidissement 82
comparaison 47
R
rapport de mélange 55
recommandations de fin de vie 186
recycler les consommables 77
recycler les pièces imprimées 77
refroidissement 83
Remplissage du réservoir d'eau 110
réparation par le client 188
réparations de fichiers 42
réseau 27
résolution de problèmes de mise sous tension 89
résolution des problèmes de démarrage 89
rouleau de nettoyage remplacer 149
rouleau de nettoyage des têtes
d'impression
remplacer 149
rouleau de recouvrement
essuyer 126
S
scanner
propre 142
Scanner 108
Se déconnecter et se connecter 20
SmartStream 3D
Command Center 20
Gestionnaire de fabrication 21 , 44
T
tâche
annuler 79
envoi 48
erreurs 81
état 49
moulage 45
paramètres 45
préparation des fichiers 29
préparer 45
sélectionner 49
vérifier l'état 79
Taux de matériau neuf
comparaison 47
Technologie MJF 1
tête d'impression
restauration 106
têtes d'impression
alignment 107, 176
Jauge d'intégrité 92, 93
remplacer 160
résolution des problèmes 100
tiroir du tamis de récupération du matériau
propre 139
V
ventilation 9
Z
zone d'impression
propre 122