
Power MIG 360MP - Poste à souder LINCOLN ELECTRIC - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Power MIG 360MP LINCOLN ELECTRIC au format PDF.

| Type de produit | Poste à souder multiprocessus (MIG/MAG, TIG DC, Stick) |
| Marque | Lincoln Electric |
| Modèle | Power MIG 360MP |
| Dimensions (L x l x H) | 953 x 457 x 953 mm |
| Poids | 120 kg |
| Alimentation électrique | Monophasée 208/230/460/575 V, 50/60 Hz |
| Courant de sortie | 5 à 360 A (continu) |
| Tension de soudage | 10 à 45 V |
| Cycle de service (GMAW) | 350 A à 40 % |
| Vitesse du fil | 50 à 700 IPM (1,27 à 17,8 m/min) |
| Écran | Écran couleur LED 7 pouces avec protection |
| Fonctions principales | Ready.Set.Weld, ARCFX, modes Pulse-on-Pulse, Power Mode, modes hérités |
| Modes de soudage | CV-GMAW, CV-FCAW, CC-GTAW, CC-SMAW, GMAW-P |
| Accessoires fournis | Pistolet Magnum PRO Curve 300 (4,6 m), câble de travail (3,1 m), régulateur de débit, adaptateur CO2 |
| Entretien | Nettoyage des persiennes, remplacement des rouleaux d’entraînement, embouts, doublure |
| Sécurité | Disjoncteur thermique, protection contre surcharges, consignes de sécurité incluses |
| Pièces détachées | Rouleaux d’entraînement, buses, embouts, doublures, pistolets de rechange |
| Réparabilité | Service après-vente via distributeurs agréés Lincoln Electric |
FOIRE AUX QUESTIONS - Power MIG 360MP LINCOLN ELECTRIC
Questions des utilisateurs sur Power MIG 360MP LINCOLN ELECTRIC
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice Power MIG 360MP - LINCOLN ELECTRIC et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Power MIG 360MP de la marque LINCOLN ELECTRIC.
MODE D'EMPLOI Power MIG 360MP LINCOLN ELECTRIC
À utiliser avec les numéros de produit ou codes suivants :
12910, 13325, 13450

Enregistrez votre machine : www.lincolnelectric.com/register
Localisateur de services et de distributeurs autorisés : www.lincolnelectric.com/locator
À sauvegarder pour consultation ultérieure
Date d'achat
Code : (p. ex. : 10859)
Série : (p. ex. : U1060512345)
IM10547-E | Date d'émission Aug - 2025
© Lincoln Global, Inc. Tous droits réservés.
Table des matières
INSTALLATION ...... SECTIONA
SPÉCIFICATIONS TECHNIQUES...... A-1
PRÉCAUTIONS DE SÉCURITÉ...... A-2
DÉCRÉER LE SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE....A-3
EMPLACEMENT......A-3
BASCULEMENT......A-3
POLARITÉ DES CONNEXIONS DE SORTIE....A-4
SCHÉMA D'ALIMENTATION, DE MISE À LA TERRE ET DE RACCORDEMENT....A-4
INSTALLATION DU PISTOLET ET DU CÂBLE....A-5
GAZ DE PROTECTION....A-6
PRISES D'ALIMENTATION AUXILIAIRES...... A-7
FONCTIONNEMENT......SECTIONB
PRÉCAUTIONS DE SÉCURITÉ...... B-1
DESCRIPTION DU PRODUIT...... B-1
CAPACITÉ DE SOUDAGE......B-2
LIMITES......B-2
RÉGLAGE DE LA SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE MACHINE POUR LA
SOUDURE......B-2
COMMANDES DE L'AVANT DU BOÎTIER......B-4
COMMANDES DE L'ARRIÈRE DU BOÎTIER......B-5
COMMANDES INTERNES......B-6
PRÊT.À.SOUDER B-6
MENU DES PROCESSUS DE SOUDAGE...... B-9
PARAMÈTRES DE SOUDAGE......B-10
CONTRÔLE DE L'ARC......B-12
MODES DE SOUDAGE HÉRITÉS...... B-13
CHARGEMENT DES RÉGLAGES MÉMORISÉS......B-13
RÉGLAGES......B-14
PROCESSUS DE SOUDAGE SPÉCIAUX......B-14
ROULEAUX D'ENTRAÎNEMENT...... B-17
PIÈCES DE CONVERSION DE CALIBRE DE FIL....B-17
PROCÉDURE POUR CHANGER LES ENSEMBLES DE ROULEAUX D'ENTRAÎNEMENT ET DE
RALENTI......B-17
CHARGEMENT DE LA BOBINE DE FIL - DÉVIDOIRS OU SERPENTINS READI-REEL......B-18
POUR DÉMARRER LE SOUDEUR......B-19
ÉLECTRODE DE FIL D'ALIMENTATION......B-19
RÉGLAGE DE LA PRESSION DU ROULEAU DE RALENTI......B-20
CONFIGURATION DU DÉVIDOIR......B-20
EFFECTUER UNE SOUDURE...... B-21
ÉVITER LES PROBLÈMES D'ALIMENTATION DE FIL....B-22
CONTRÔLE DU VENTILATEUR......B-22
PROTECTION DE TENSION DE LIGNE D'ENTRÉE......B-22
PROTECTION CONTRE LA SURCHARGE DE LA TÊTE D'ALIMENTATION...... B-22
PROTECTION CONTRE LES SURCHARGES THERMIQUES DE SOUDAGE......B-23
ACCESSOIRES ET OPTIONS...... SECTIONC
ENSEMBLES DE ROULEAUX D'ENTRAÎNEMENT......C-1
ENSEMBLES DE PISTOLET ET DE CÂBLE DE RECHANGE MAGNUM GMAW......C-1
ENSEMBLE DE RACCORDEMENT DE PISTOLET MAGNUM (EN OPTION K466-6)......C-2
PISTOLET À BOBINE...... C-2
PROCÉDURE DOUBLE......C-2
ENTRETIEN...... SECTIOND
PRÉCAUTIONS DE SÉCURITÉ......D-1
ENTRETIEN GÉNÉRAL......D-1
ROULEAUX D'ENTRAINEMENT ET PLAQUES DE GUIDAGE...... D-1
EMBOUT-CONTACT ET INSTALLATION DE LA BUSE À GAZ...... D-1
TUBES ET BUSES DU PISTOLET....D-2
NETTOYAGE DU CÂBLE DU PISTOLET....D-2
RETRAIT, INSTALLATION ET ÉBARBAGE DE LA DOUBLURE...... D-2
ÉTALONNAGE DU COURANT......D-3
ÉTALONNAGE DE LA TENSION......D-3
ÉTALONNAGE DU PISTOLET À BOBINE/PISTOLET-DÉVIDOIR...... D-3
LISTE DES MODES DE SOUDAGE HÉRITÉS......D-4
DÉPANNAGE......SECTIONE
COMMENT UTILISER LE GUIDE DE DÉPANNAGE....E-1
GUIDE DE DÉPANNAGE.... E-2
SCHÉMAS ET IMPRIMÉS ...... SECTIONF
SCHÉMA DE CÂBLAGE - CODE 12910....F-2
SCHÉMA DE CÂBLAGE - CODE 13324, 13450.... F-3
Lorsque cet équipement est expédié, la propriété passe à l'acheteur dès réception par le transporteur. Par conséquent, les réclamations pour matériel endommagé pendant l'envoi doivent être faites par l'acheteur contre l'entreprise de transport au moment de la réception de l'envoi.
LA SÉCURITÉ DÉPEND DE VOUS
Le matériel de soudage et de coupe à l'arc de Lincoln est conçu et construit en tenant compte de la sécurité. Toutefois, votre sécurité globale peut être augmentée par une installation appropriée... et un fonctionnement réfléchi de votre part. NE PAS INSTALLER, UTILISER OU RÉPARER CET ÉQUIPEMENT SANS AVOIR LU LE PRÉSENT MANUEL ET TOUTES LES CONSIGNES DE SÉCURITÉ QUI Y SONT ÉNONCÉES. Et surtout, réfléchissez avant d'agir et faites attention.

DANGER

Cette mention indique une situation dangereuse imminente qui, si elle n'est pas évitée, entraînera la mort ou des blessures graves.

AVERTISSEMENT

Cette mention indique une situation dangereuse potentielle qui, si elle n'est pas évitée, pourrait entraîner la mort ou des blessures graves.

ATTENTION

Cette mention indique une situation dangereuse potentielle qui, si elle n'est pas évitée, pourrait entraîner des blessures mineures ou modérées.
: Cette mention indique la possibilité d'endommager l'équipement si le risque potentiel n'est pas évité.
GARDEZ VOTRE TÊTE À BONNE DISTANCE DES ÉMANATIONS

- NE vous approchez PAS trop de la soudure. Utilisez des verres correcteurs si nécessaire pour rester à une distance raisonnable de la soudure.
- UTILISEZ SUFFISAMMENT D'AÉRATION ou d'échappement près de la soudure, ou les deux, pour garder les émanations et les gaz à l'écart de votre zone de respiration et de la zone de travail en général.
- DANS UNE GRANDE SALLE OU À L'EXTÉRIEUR, une ventilation naturelle peut être adéquate si vous gardez la tête loin des émanations.
- UTILISEZ UNE AÉRATION NATURELLE ou des ventilateurs pour éloigner les émanations de votre visage.
- LISEZ et respectez la fiche de données de sécurité (FDS) et l'étiquette d'avertissement qui apparaît sur tous les contenants de matériaux de soudage.
Si vous présentez des symptômes inhabituels, consultez votre superviseur. Il se peut que l'atmosphère de soudage et le système de ventilation doivent être vérifiés.
PORTEZ UN DISPOSITIF DE PROTECTION ADÉQUAT POUR LES YEUX, LES OREILLES ET LE CORPS

- PROTÉGEZ vos yeux et votre visage avec une plaque filtrante correctement ajustée et appropriée (voir ANSI Z49.1).
-
PROTÉGEZ votre corps contre les projections de soudure et les arcs électriques avec des vêtements de protection, y compris des vêtements de laine, un tablier ignifuge, des gants, des leggings de cuir et des bottes hautes.
-
PROTÉGEZ les autres contre les particules de soudure, les éclairs et les reflets avec des écrans protecteurs ou des barrières.
- PROTÉGEZ vos yeux et votre visage avec un casque de soudage
- DANS CERTAINS ESPACES, une protection contre le bruit peut être appropriée.
• ASSUREZ-VOUS que l'équipement de protection est en bon état.
- EN TOUT TEMPS, portez également des lunettes de sécurité dans la zone de travail.

- NE PAS SOUDER OU COUPER les contenants ou les matériaux qui avaient auparavant été en contact avec des substances dangereuses, à moins qu'ils ne soient adéquatement nettoyés. Cela est extrêmement dangereux.
- NE PAS SOUDER OU COUPER les pièces peintes ou plaquées à moins que des précautions particulières ne soient prises quant à la ventilation. Elles peuvent libérer des émanations ou des gaz très toxiques.
- PROTÉGEZ les bouteilles de gaz comprimé contre la chaleur excessive, les chocs mécaniques et les arcs; fixer les bouteilles pour qu'elles ne tombent pas.
- ASSUREZ-VOUS que les bouteilles ne sont jamais mises à la terre et qu'elles ne font pas partie d'un circuit électrique.
- RETIREZ tous les risques d'incendie de la zone de soudure.

• GARDEZ TOUJOURS À VOTRE DISPOSITION UN ÉQUIPEMENT DE LUTTE CONTRE LES INCENDIES PARÉ À TOUTE UTILISATION IMMÉDIATE; VOUS ASSURER DE SAVOIR COMMENT L'UTILISER.
AVERTISSEMENTS DE LA PROPOSITION 65 DE LA CALIFORNIE
! AVERTISSEMENT

Respirer l'échappement de moteur diesel vous expose à des produits chimiques reconnus par l'État de la Californie pour causer le cancer et des anomalies congénitales ou d'autres dommages à la reproduction.
Démarrez et faites toujours fonctionner le moteur dans un endroit bien aéré.
Si vous êtes dans une zone exposée, évacuez l'échappement à l'extérieur.
Ne modifiez et n'altérez pas le système d'échappement.
Ne faites pas tourner le moteur au ralenti, sauf si nécessaire.
! AVERTISSEMENT

Ce produit, lorsqu'il est utilisé pour le soudage ou le découpage, produit des émanations ou des gaz contenant des produits chimiques reconnus par l'État de la Californie pour causer des anomalies congénitales et, dans certains cas, le cancer. (Code de santé et de sécurité de la Californie, section 25249.5 et suivantes).
Pour en savoir plus, visitez https://www.p65warnings.ca.gov
LE SOUDAGE À L'ARC PEUT ÊTRE DANGEREUX
PROTÉGEZ-VOUS ET D'AUTRES PERSONNES CONTRE DES BLESSURES GRAVES OU MORTELLES. GARDEZ LES ENFANTS À L'ÉCART. LES PORTEURS DE STIMULATEURS CARDIAQUES DOIVENT CONSULTER LEUR MÉDECIN AVANT D'UTILISER LE PRODUIT.
Lire et comprendre les faits saillants de sécurité suivants. Pour des renseignements supplémentaires sur la sécurité, il est fortement recommandé d'acheter une copie du document « Safety in Welding & Cutting (Sécurité dans les procédures de soudure et de coupe) – Norme ANSI Z49.1 » de l'American Welding Society, P.O. Box 351040, Miami, Floride 33135 ou de la norme CSA W117.2. Une copie gratuite du livret « Sécurité pour le soudage à l'arc » E205 est disponible auprès de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASSUREZ-VOUS QUE TOUTES LES PROCÉDURES D'INSTALLATION, D'UTILISATION, D'ENTRETIEN ET DE RÉPARATION SONT EFFECTUÉES UNIQUEMENT PAR DES PERSONNES QUALIFIÉES.
POUR ÉQUIPEMENT MOTORISÉ


- Éteignez le moteur avant de procéder au dépannage et à l'entretien, à moins que le travail d'entretien ne l'exige.
- Ne pas faire d'appoint de carburant à proximité d'un arc de soudage ou d'une flamme nue, ou lorsque le moteur est en marche. Coupez le moteur et laissez-le refroidir avant de le ravitailler en carburant afin d'empêcher tout carburant renversé de s'évaporer et de s'enflammer au contact des pièces chaudes du moteur. Évitez de renverser du carburant lors du remplissage du réservoir. Si du carburant a été renversé, essuyez-le, et ne démarrez pas le moteur tant que les vapeurs de carburant n'ont pas été éliminées.

- Gardez toutes les protections ainsi que tous les couvercles et dispositifs de sécurité en position et en bon état. Gardez les mains, les cheveux, les vêtements et les outils loin des courroies en V, des engrenages, des ventilateurs et de toutes les autres pièces mobiles lors de l'amorçage, de l'utilisation ou de la réparation de l'équipement.
- Dans certains cas, il peut être nécessaire de retirer les dispositifs de sécurité pour effectuer l'entretien requis. RETIREZ LES DISPOSITIFS DE PROTECTION UNIQUEMENT si nécessaire et replacez-les lorsque l'entretien nécessitant leur retrait est terminé. Soyez toujours vigilant lorsque vous travaillez près des pièces mobiles.
- NE PAS mettre les mains près du ventilateur du moteur. Ne tentez pas de contourner le régulateur ou le tendeur en appuyant sur les tiges de commande de l'accélérateur pendant que le moteur tourne.
- Pour éviter de démarrer accidentellement les moteurs à essence lors de la mise en marche du moteur ou du générateur de soudage pendant le travail d'entretien, débranchez les fils de bougie, le capuchon du distributeur ou le fil magnéto, selon le cas.

- Pour éviter d'être ébouillanté, ne retirez pas le capuchon de la pression du radiateur lorsque le moteur est chaud.
• L'échappement du générateur contient du monoxyde de carbone. Il s'agit d'un poison que vous ne pouvez ni voir ni sentir. - Utiliser un générateur à l'intérieur PEUT VOUS TUER EN QUELQUES MINUTES.
- NE l'utilisez JAMAIS dans la maison ou le garage MÊME SI les portes et les fenêtres sont ouvertes.
- Utilisez-le UNIQUEMENT à L'EXTÉRIEUR, loin des fenêtres, portes et trappes de ventilation.


- Évitez les autres risques de générateur. LIRE LE MANUEL AVANT UTILISATION.
LES CHAMPS ÉLECTRIQUES ET MAGNÉTIQUES PEUVENT ÊTRE DANGEREUX

- Le courant électrique qui circule dans un conducteur crée des champs électromagnétiques localisés. Le courant de soudage crée des champs électromagnétiques autour des câbles de soudage et des appareils à souder.
- Les champs électromagnétiques peuvent interférer avec certains stimulateurs cardiaques, et les soudeurs qui portent un stimulateur cardiaque doivent consulter leur médecin avant de souder.
- L'exposition aux champs électromagnétiques dans le soudage peut avoir d'autres effets sur la santé qui ne sont pas connus.
Tous les soudeurs doivent utiliser les procédures suivantes afin de réduire au minimum l'exposition aux champs électromagnétiques provenant du circuit de soudage :
- Acheminez l'électrode et les câbles de travail ensemble – fixez-les avec du ruban lorsque possible.
- N'enroulez jamais l'électrode autour de votre corps.
- Ne placez pas votre corps entre l'électrode et les câbles de travail. Si le câble de l'électrode est sur votre côté droit, le câble de travail doit également être sur votre côté droit.
- Branchez le câble de travail à la pièce travaillée le plus près possible de la zone soudée.
- Ne pas travailler à proximité de la source d'alimentation de soudage.
LES DÉCHARGES ÉLECTRIQUES PEUVENT TUER

- L'électrode et les circuits de travail (ou de mise à la terre) sont électriquement « chauds » lorsque la soudeuse est allumée. Ne pas toucher ces pièces « chaudes » avec votre peau nue ou vos vêtements mouillés. Portez des gants secs et sans trou pour vous isoler les mains.
- Isolez-vous du travail et du sol à l'aide d'une isolation sèche. S'assurer que l'isolant est suffisamment grand pour couvrir toute votre zone de contact physique avec la pièce travaillée et le sol.
En plus des précautions de sécurité normales, si le soudage doit être effectué dans des conditions dangereuses du point de vue électrique (dans des endroits humides ou lors du port de vêtements mouillés, sur des structures métalliques comme des planchers, des grilles ou des échafaudages, lorsqu'il y a un risque élevé de contact inévitable ou accidentel avec le travail ou le sol), utilisez l'équipement suivant:
- Soudeuse à tension constante (fil) semi-automatique c.c.
- Soudeuse manuelle (bâtonnet) c.c.
- Soudeuse c.a. avec contrôle de tension réduite.
- Dans le soudage par fil semi-automatique ou automatique, l'électrode, le dévidoir d'électrode, la tête de soudage, la buse ou le pistolet de soudage semi-automatique sont également « chauds » du point de vue électrique.
- Assurez-vous toujours que le câble de travail fait une bonne connexion électrique avec le métal soudé. La connexion doit être aussi près que possible de la zone soudée.
- Reliez à la terre la pièce travaillée ou le métal à souder sur une bonne prise de terre.
- Maintenez le porte-électrode, la pince de travail, le câble de soudage et l'appareil de soudage en bon état de fonctionnement sécuritaire. Remplacez l'isolant endommagé.
- Ne trempez jamais l'électrode dans l'eau pour le refroidissement.
- Ne touchez jamais simultanément de parties sous tension des porte-électrodes connectés à deux soudeuses,, car la tension entre les deux peut être le total de la tension de circuit ouverte des deux soudeuses.
- Lorsque vous travaillez au-dessus du niveau du plancher, utilisez une ceinture de sécurité pour vous protéger contre une chute si vous subissez un choc.
- Voir aussi LES ÉTINCELLES DE SOUDAGE ET DE DÉCOUPAGE PEUVENT PROVOQUER UN INCENDIE OU UNE EXPLOSION à la page -x et POUR ÉQUIPEMENT ÉLECTRIQUE MOTORISÉ à la page -xi
LES RAYONS D'ARC PEUVENT CAUSER DES BRÛLURES

- Utiliser un écran avec le filtre approprié et des plaques de recouvrement pour protéger vos yeux contre les étincelles et les rayons d'arc lors du soudage ou de l'observation d'un soudage à arc ouvert. L'écran facial et le filtre doivent être conformes aux normes ANSI Z87.1.
- Utilisez des vêtements appropriés fabriqués à partir de matériaux durables résistants aux flammes pour protéger votre peau et celle de vos assistants contre les rayons d'arc.
- Protégez les autres membres du personnel à proximité avec un écran ininflammable approprié et/ou avertissez-les de ne pas regarder l'arc et de ne pas s'exposer aux rayons d'arc ou aux projections ou au métal chauds.
LES ÉMANATIONS ET LES GAZ PEUVENT ÊTRE DANGEREUX POUR VOTRE SANTÉ
•

Le soudage peut produire des émanations et des gaz dangereux pour la santé. Évitez de respirer ces émanations et gaz. Lors du soudage, gardez la tête loin des émanations. Utilisez suffisamment d'aération ou d'échappement au niveau de l'arc pour maintenir les émanations et les gaz loin de votre zone de respiration.
Lors de la soudure de revêtements durs (reportez-vous aux instructions sur le contenant ou la FDS) ou sur le plomb ou l'acier cadmié et autres métaux ou revêtements qui produisent des émanations de fumées hautement toxiques, limitez
l'exposition autant que possible et maintenez-la sous les limites TLV de l'ACGIH et PEL de l'OSHA en utilisant l'échappement disponible sur place ou une ventilation mécanique, à moins que les évaluations de l'exposition n'indiquent d'autres mesures. Dans les espaces clos ou dans certaines circonstances, à l'extérieur, un respirateur peut être requis. Des précautions supplémentaires sont également requises lors du soudage sur l'acier galvanisé.
- Le fonctionnement de l'équipement de contrôle des émanations de soudage est affecté par divers facteurs, notamment l'utilisation et le positionnement adéquats de l'équipement, l'entretien de l'équipement ainsi que la procédure et l'application spécifiques de soudage. Le niveau d'exposition des travailleurs doit être vérifié lors de l'installation et périodiquement par la suite pour être certain qu'il se situe dans les limites TLV de l'ACGIH et PEL de l'OSHA applicables.
- Ne soudez pas dans des endroits près des émanations d'hydrocarbures chlorés provenant des opérations de dégraissage, de nettoyage ou de pulvérisation. La chaleur et les rayons d'arc peuvent réagir avec des émanations de solvant pour former des phosgènes, un gaz très toxique et d'autres produits irritants.
- Les gaz de protection utilisés pour le soudage à l'arc peuvent déplacer l'air et causer des blessures ou la mort. Utilisez toujours une ventilation adéquate, surtout dans les espaces confinés, pour assurer que l'air respiré est sain.
- Lisez et comprenez les instructions du fabricant pour cet équipement et les consommables à utiliser, y compris la fiche de données de sécurité (FDS), et suivez les pratiques de sécurité de votre employeur. Les formulaires de FDS sont disponibles auprès de votre distributeur de soudage ou du fabricant.
- Reportez-vous aussi POUR ÉQUIPEMENT MOTORISÉ à la page -vii
LES ÉTINCELLES DE SOUDAGE ET DE DÉCOUPAGE PEUVENT PROVOQUER UN INCENDIE OU UNE EXPLOSION

- Éliminer les risques d'incendie de la zone de soudure. Si cela n'est pas possible, couvrez-les pour empêcher les étincelles de soudage de provoquer un incendie. Souvenez-vous que les étincelles et les matériaux chauds du soudage peuvent facilement passer par de petites fissures et ouvertures dans des zones adjacentes. Évitez de souder près des conduites hydrauliques. Ayez un extincteur facilement disponible.
- Lorsque des gaz comprimés doivent être utilisés sur le chantier, des précautions particulières doivent être prises pour prévenir les situations dangereuses. Consulter la section « Sécurité de la soudure et de la coupe » (norme ANSI Z49.1) et les informations d'utilisation de l'équipement utilisé.
- Lorsqu'il n'y a pas de soudure, assurez-vous qu'aucune partie du circuit de l'électrode ne touche la pièce travaillée ou le sol. Un contact accidentel peut provoquer une surchauffe et causer un incendie.
- Ne pas chauffer, couper ou souder des réservoirs, des fûts ou des conteneurs tant que les mesures appropriées n'ont pas été prises pour garantir que de telles procédures ne provoqueront pas de vapeurs inflammables ou toxiques provenant des substances à l'intérieur. Elles peuvent causer une explosion même si elles ont été « éliminées ». Pour de plus amples renseignements, veuillez acheter « Pratiques sécuritaires recommandées pour la préparation et la coupe des contenants et des canalisations qui ont contenu des substances dangereuses », AWS F4.1 de la American Welding Society (voir l'adresse ci-dessus).
- Ventilez les moulages ou les contenants creux avant de les chauffer, de les couper ou de les souder. Ils peuvent exploser.
- L'arc de soudage émet des étincelles et des projections. Porter des vêtements de protection sans huile comme des gants en cuir,
une chemise épaisse, des pantalons sans revers, des chaussures montantes et une casquette sur vos cheveux. Porter des bouchons d'oreille lors de la soudure en position inhabituelle ou dans des endroits confinés. Portez toujours des lunettes de sécurité avec des écrans latéraux lorsque vous êtes dans une zone de soudage.
- Branchez le câble de travail à la pièce travaillée aussi près que possible de la zone de soudure. Les câbles de masse raccordés à la charpente du bâtiment ou à d'autres endroits éloignés de la zone de soudure augmentent le risque que le courant de soudure passe par des chaînes de levage, des câbles de grue ou d'autres circuits imprévus. Cela peut causer des incendies ou surchauffer les chaînes ou les câbles jusqu'à ce qu'ils connaissent une défaillance.
- Lisez et respectez la norme NFPA 51B, « Norme pour la prévention des incendies pendant la soudure, la coupe et les autres travaux chauds (Standard for Fire Prevention During Welding, Cutting and Other Hot Work) », disponible auprès de NFPA, 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
- N'UTILISEZ PAS une source d'alimentation de soudage pour la décongélation des tuyaux.
la BOUTEILLE PEUT EXPLOSER SI ELLE EST ENDOMMAGÉE

- Utilisez uniquement des bouteilles de gaz comprimé contenant le gaz de protection approprié pour le procédé utilisé et les régulateurs d'exploitation adéquats conçus pour le gaz et la pression utilisés. Tous les flexibles, raccords, etc. doivent convenir à l'application et être bien entretenus.
- Gardez toujours les bouteilles en position verticale fermement attachées à un cadre de support mobile ou à un support fixe.
Les bouteilles doivent être situées :
- Loin des zones où elles peuvent être heurtées ou soumises à des dommages physiques.
-
À une distance sécuritaire de la soudure à l'arc ou des opérations de coupe et toute autre source de chaleur, d'étincelles ou de flammes.
-
Ne laissez jamais l'électrode, le porte-électrode ou toute autre pièce « chaude » du point de vue électrique toucher une bouteille.
- Gardez la tête et le visage à bonne distance de la sortie de la vanne de la bouteille lorsque vous ouvrez la valve de la bouteille.
- Les capuchons de protection des vannes doivent toujours être en place et serrés à la main, sauf lorsque la bouteille est utilisée ou connectée pour utilisation.
- Lisez et suivez les instructions sur les bouteilles de gaz comprimé, l'équipement connexe et la publication CGA P-I, « Précautions pour la manipulation sécuritaire des gaz comprimés en bouteilles (Precautions for Safe Handling of Compressed Gases in Cylinders) », disponible auprès de la Compressed Gas Association, 14501 George Carter Way Chantilly, VA 20151.
POUR ÉQUIPEMENT ÉLECTRIQUE MOTORISÉ

- Éteignez l'alimentation d'entrée à l'aide du commutateur de débranchement à la boîte de fusibles avant de travailler sur l'équipement.
- Installez l'équipement conformément au Code national de l'électricité des États-Unis, à tous les codes locaux et aux recommandations du fabricant.
- Assurez la mise à la terre de l'équipement conformément au Code national de l'électricité des États-Unis et aux recommandations du fabricant.
MANIPULATION, STOCKAGE ET ÉLIMINATION DES PILES

Les piles peuvent contenir des substances inflammables telles que le lithium ou d'autres solvants organiques, ce qui peut entraîner une surchauffe, une rupture ou une combustion. Le non-respect des instructions du fabricant de la batterie peut entraîner un incendie, des blessures corporelles et des dommages matériels en cas d'utilisation incorrecte.
- NE PAS court-circuiter, démonter, déformer ou chauffer les batteries.
- NE PAS tenter de recharger les piles à moins qu'elles ne soient spécifiquement marquées « rechargeables ».
- NE PAS utiliser ni charger la pile si elle semble fuir, être déformée ou endommagée de quelque manière que ce soit.
- Entreposer dans un endroit frais. Garder les piles à l'écart de la lumière directe du soleil, des températures élevées et de l'humidité excessive.
- Cesser immédiatement d'utiliser la pile si, pendant son utilisation, sa charge ou son stockage, la pile dégage une odeur inhabituelle, devient chaude, change de couleur, de forme ou semble anormale de toute autre manière.
- Garder les piles hors de la portée des enfants. Si un enfant avale une pile, consulter immédiatement un médecin.
- Recycler ou éliminer les piles conformément aux lois locales et fédérales.
POUR LES ÉQUIPEMENTS ÉMETTANT DES LASERS

- Les produits laser dangereux de classe 4 (IV) émettent un rayonnement laser infrarouge invisible pouvant endommager de façon permanente la rétine et/ou la cornée de l'œil, brûler la peau et présenter un risque d'incendie. Les utilisateurs finaux doivent désigner un responsable de la sécurité laser (LSO) qualifié, possédant les certifications requises par les lois et normes applicables, disposer d'un programme de sécurité laser documenté et d'une zone contrôlée par laser (LCA) conforme aux normes ANSI Z136.1 et Z136.9.
- N'utilisez pas le laser avant que le LSO de l'utilisateur final ait effectué une évaluation des risques et que toutes les mesures d'atténuation des risques prescrites aient été entièrement mises en œuvre. Assurez-vous que le laser est utilisé ou démontré en toute sécurité par du personnel formé. De plus, l'environnement autour de la cellule de soudage au laser ou de la
SÉCURITÉ
zone contrôlée par laser doit être sécuritaire pour les personnes à proximité lorsque le laser est en marche.
- Ne pointez jamais le laser sur vous-même ou sur d'autres personnes. Ne regardez jamais directement dans une ouverture laser, même si vous portez une protection oculaire complète.
- Toute personne se trouvant à l'intérieur de la LCA doit un ÉPI approprié pour éviter l'exposition des yeux ou de la peau au rayonnement laser. Le LSO de l'utilisateur final doit sélectionner les ÉPI appropriés, y compris, sans s'y limiter, des gants résistants à la chaleur, des vêtements ignifuges, des lunettes de protection laser et des casques sécuritaires pour le laser, conformes aux exigences de densité optique de la norme ANSI Z136.1, en fonction de la longueur d'onde et de la puissance de sortie du laser utilisé. Les lunettes de sécurité standard et les casques de soudeur NE fournissent PAS de protection adéquate contre les dangers liés au faisceau laser. Inspectez toujours les ÉPI pour vérifier qu'ils ne sont pas endommagés ou mal ajustés avant de les utiliser.
- Seules des personnes qualifiées peuvent installer, faire fonctionner ou entretenir cet appareil conformément à la norme ANSI Z136.1 et aux instructions de votre responsable chargé du LSO. Lisez et respectez toutes les étiquettes et tous les manuels avant d'installer, d'utiliser ou
d'entretenir tout équipement de soudage au laser portatif.
- N'utilisez pas l'appareil à l'extérieur de la LCA, ni si le boîtier de protection laser a été modifié ou endommagé, ni si les dispositifs de sécurité ont été contournés ou désactivés. Inspectez l'équipement et la LCA en entier pour vérifier qu'ils ne sont pas endommagés ou altérés avant l'utilisation.
- Les faisceaux réfléchis par le laser peuvent endommager les yeux et la peau et créer un risque d'incendie. Avant l'utilisation, la LCA doit être évaluée par le LSO afin d'identifier les surfaces où des faisceaux réfléchis dangereux peuvent être présents. Ne vous placez jamais, ni ne placez de matériau inflammable, dans la trajectoire prévue du faisceau laser, et prenez des précautions supplémentaires lorsque vous travaillez sur des matériaux réfléchissants comme l'aluminium et l'acier inoxydable.
- Respectez toutes les normes, les règlements propres à l'installation ou au bâtiment, ainsi que les codes nationaux, provinciaux et municipaux.
RENSEIGNEMENTS SUPPLÉMENTAIRES SUR LA SÉCURITÉ
Consultez http://www.lincolnelectric.com/safety pour des consignes de sécurité supplémentaires
INSTALLATION
SPÉCIFICATIONS TECHNIQUES
SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE
| ENTRÉE - MONOPHASÉE SEULEMENT |
| Tension d'entrée ± 10 % Ampères d'entrée effectifs |
| 208/230/460/575 Volts 50/60 Hz 55/50/25/20 |
| SORTIE NOMINALE | |||||||||
| Tension d'entrée/Phase/ Fréquence | GMAW GTAW-DC | SMAW | |||||||
| 40 % 60 | % 100 % | 40 % 60 | % 100 % | 40 % 60 % | 100 % | ||||
| 208/230/460/57 5/1/50/60 Hz | 350 am pères 31,5 volts | 320 am pères 30 volts | 250 ampère s 26,5 volts | 360 am pères 24,4 volts | 320 am pères 22,8 volts | 250 ampère s 20 volts | 310 am pères 32,4 volts | 300 am pères 32 volts | 230 am pères 29,2 volts |
| SORTIE | ||
| Plage actuelle de soudage (continu) | Tension maximale du circuit ouvert | Plage de tension de soudage |
| 5 A à 360 A 70 V 10 V à 45 V | ||
| FIL D'ENTRÉE ET FUSIBLE RECOMMANDÉS - MONOPHASÉ | |||
| Fréquence de tension d'entrée (Hz) | Intensité d'entrée maximale et cycle de service* | Taille du fusible ou du disjoncteur | Type S, SO, ST, STO ou cordon d'entrée très dur Tailles AWG (IEC)** |
| 208/1/50/60 | 91 A, 40 % 100 A 6 | (16 mm^2) | |
| 230/1/50/60 | 83 A, 40 % 90 A | 6 (16 mm^2) | |
| 460/1/50/60 | 42 A, 40 % 50 A | 10 (6 mm^2) | |
| 575/1/50/60 | 32 A, 40 % 35 A | 12 (2,5 mm^2) | |
Remarque:
* Avec prise 115 V chargée à 6 A.
Le client doit fournir son propre cordon d'entrée conformément à ce tableau pour obtenir des sorties nominales
Pour obtenir plus de renseignements, consultez PRISES D'ALIMENTATION AUXILIAIRES à la page A-7.
| PLAGE DE VITESSE DU FIL | |||
| Vitesse de câblage 50-700 IPM (1,27-17,8 m/minute) | |||
| DIMENSIONS PHYSIQUES | |||
| Hauteur Largeur | Profondeur Poids | ||
| 37,5 po 18 po 37,5 po 265 lb | |||
| PLAGES DE TEMPÉRATURE | |
| Plage de température de stockage Plage de température de stockage | |
| -20 °C à 40 °C (-4 °F à 104 °F) -40 °C À 85 °C (-40 °F À 185 °F) |
Le cordon d'entrée fourni avec la machine est conçu pour 250 V/50 A. Par conséquent, la sortie maximale autorisée pour une utilisation avec le cordon d'entrée fourni sur 208 V ou 230 V est déterminée en limitant le courant d'entrée à moins de 50 A. Ces valeurs de sortie sont indiquées ici :
| SORTIE MAXIMALE AUTORISÉE POUR UNE UTILISATION AVEC LE CORDON D'ENTRÉE FOURNI | ||||||
| Mode de soudure : | GMAW GTAW-DC $MAW | |||||
| Sortie auxiliaire : | 0 A 6A 0 | 6A 0 A 6A | ||||
| 208/1/50/60 | 230 A/25,5 V /100 % | 220 A/25 V /100 % | 280 A/21,2 V /60 % | 250 A / 20 V /100 % | 210 A/28,4 V /100 % | 200 A / 28 V /100 % |
| 230/1/50/60 | 255 A/26,7 V /60 % | 245 A/26,3 V /100 % | 300 A / 22 V /60 % | 250 A / 20 V /100 % | 235 A/29,4 V /60 % | 225 A / 29 V /100 % |
PRÉCAUTIONS DE SÉCURITÉ
Lisez toute la section liée à l'installation avant de commencer l'installation.
| ⚠ AVERTISSEMENT | |
 | Les DÉCHARGES ÉLECTRIQUES peuvent tuer.Ne touchez pas les pièces électriques sous tension ou les électrodes avec la peau ou les vêtements mouillés.S'isoler du travail et du sol.Toujours porter des gants isolants secs.N'utilisez pas de soudeuse CA si vos vêtements, vos gants ou votre zone de travail sont humides ou si vous travaillez sur, sous ou à l'intérieur de la pièce.Utilisez l'équipement suivant:- Soudeuse à tension constante (fil) semi-automatique c.c.- Soudeuse manuelle (bâtonnet) c.c.- Soudeuse c.a. avec contrôle de tension réduite.N'utilisez pas cet équipement si les panneaux en sont retirés.Déconnectez l'alimentation entrante avant d'entretenir cet équipement. |
 AVERTISSEMENT AVERTISSEMENT | |
 | LES ÉMANATIONS ET LES GAZ peuvent être dangereux pour votre santé.Gardez votre tête à bonne distance des émanations.Utiliser la ventilation ou l'échappement pour éliminer les vapeurs de la zone de respiration et de la zone générale. |
| [2402] AVERTISSEMENT | |
 | Les ÉTINCELLES DE SOUDAGE peuvent causer un incendie ou une explosion.Gardez le matériel inflammable éloigné.Ne pas souder sur des contenants fermés. |
 AVERTISSEMENT AVERTISSEMENT | |
 | Les RAYONS ARC peuvent brûler les yeux et la peau.Portez une protection pour les yeux, les oreilles et le corps. |
AVERTISSEMENT
AVERTISSEMENT
AVERTISSEMENT
Respectez toutes les consignes de sécurité contenues dans ce manuel.
DÉCRÉER LE SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE
Coupez les bandes et retirez le carton. Coupez les bandes qui retiennent la machine à la palette. Retirez la mousse et le matériel d'emballage ondulé. Retirez la bande adhésive qui retient les accessoires à la plateforme de la bonbonne de gaz. Dévissez les deux vis à bois (de la plateforme de la bonbonne de gaz) qui retiennent la machine à la palette.
EMPLACEMENT
Placez la machine dans un endroit sec où il y a circulation libre d'air sain dans les persiennes à l'arrière et les persiennes à l'avant. Un emplacement qui réduit au minimum la quantité de fumée et de saleté incrustée dans les persiennes arrière réduit les risques d'accumulation de saleté pouvant bloquer les passages d'air et provoquer une surchauffe.
BASCULEMENT
Chaque machine doit être placée sur une surface plane et sécurisée, soit directement ou sur un chariot recommandé. La machine peut basculer si cette précaution n'est pas suivie.
POLARITÉ DES CONNEXIONS DE SORTIE
La machine de soudage, telle qu'expédiée de l'usine, est connectée pour la polarité positive (+) de l'électrode. Il s'agit de la polarité normale pour le soudage GMAW.
Si une polarité négative (-) est requise, permutez la connexion des deux câbles situés dans le compartiment du dévidoir, près du panneau avant. Le câble d'électrode, qui est attaché au dévidoir, doit être connecté à la borne étiquetée négative (-) et le câble de masse, qui est attaché à la pince de travail, doit être connecté à la borne étiquetée positive (+).
SCHÉMA D'ALIMENTATION, DE MISE À LA TERRE ET DE RACCORDEMENT

AVERTISSEMENT

Les DÉCHARGES ÉLECTRIQUES peuvent tuer.
Ne touchez pas les pièces sous tension comme les bornes de sortie ou le câblage interne.
Toute alimentation d'entrée doit être débranchée électriquement avant de continuer.
Le SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE n'est pas équipé d'une prise 460/575 volts de 60 Hz, d'un câble d'entrée ou d'une prise.
- Avant de commencer l'installation, vérifiez auprès de la compagnie d'électricité locale si votre alimentation est adéquate pour la tension, l'ampérage, la phase et la fréquence spécifiés sur la plaque signalétique de la machine à souder. Assurez-vous également que l'installation prévue répondra aux exigences du Code national de l'électricité des États-Unis et du code local. Cette soudeuse peut fonctionner à partir d'une source monophasée ou de deux lignes d'une source triphasée.
- SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE a plusieurs tensions d'entrée spécifiées sur la plaque signalétique. L'appareil est expédié avec connexion pour une tension de 230 volts. Si la soudeuse doit être utilisée sur une tension de 208, 460, 575 volts, elle doit être rebranchée conformément aux instructions du schéma de connexion.

AVERTISSEMENT

Assurez-vous que l'alimentation d'entrée est débranchée électriquement avant de retirer la vis du couvercle d'accès du panneau de reconnexion.
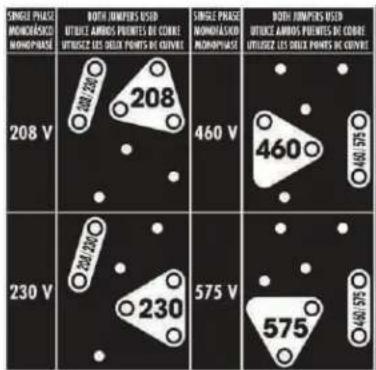
text_image
SINGLE PHASE MOMOELAEO MOMOPEASE 208 V 208 V 230 V 230 V 460 V 575 V 575 V SINGLE PHASE MOMOELAEO MOMOPEASE 208 V 208 V 230 V 460 V 575 V SINGLE PHASE MOMOELAEO MOMOPEASE 208 V 208 V 230 V 460 V 575 V- La SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE est expédié avec un cordon d'alimentation de 10 pi de calibre 6 et une fiche à trois broches de type NEMA 6-50 connectée à la soudeuse. Pour une utilisation à pleine puissance nominale ou pour une utilisation sur des entrées de 460 V et 575 V, installez un câble d'entrée et une terminaison appropriés conformément au code électrique local et national. Les recommandations sont données dans la section Spécifications techniques.
- Si le cordon d'entrée fourni est utilisé, procurez-vous une prise et installez-la dans un endroit approprié. Assurez-vous que la fiche du câble d'entrée qui est fixée à l'appareil peut atteindre la prise. Installez avec la borne de mise à la terre sur le dessus pour permettre au câble d'alimentation de pendre sans se plier.
Remarque: LE K4467-2 N'EST PAS LIVRÉ AVEC UN CORDON D'ENTRÉE INSTALLÉ
INSTALLATION DU PISTOLET ET DU CÂBLE
Le câble avec pistolet Magnum PRO Curve 300 fourni avec le SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE est installé en usine avec une gaine pour une électrode de 0,9 à 1,1 mm (0,035 à 0,045 po) et un embout-contact de 0,9 mm (0,035 po). Installer l'embout de 0,045 po (également fourni) si ce calibre de fil est utilisé.

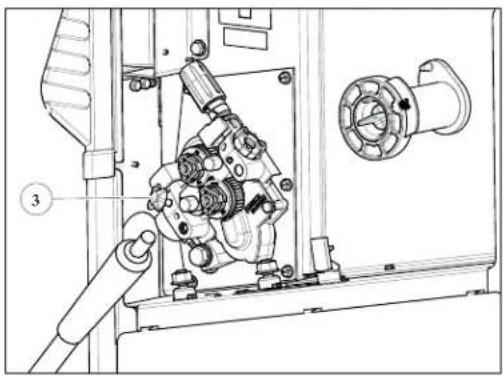
text_image
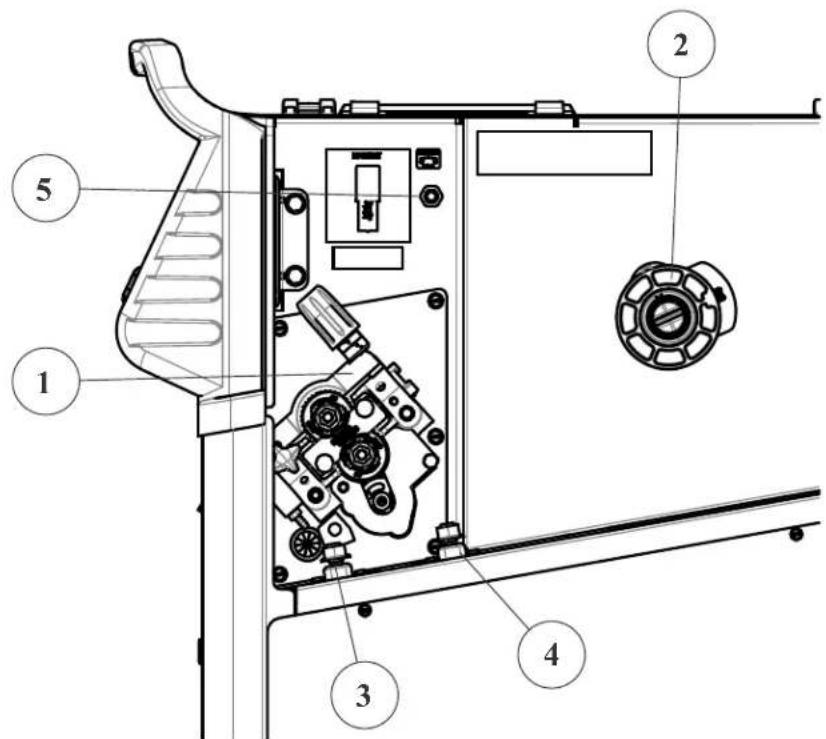
⚠ AVERTISSEMENT ⚠️ Éteignez l'interrupteur d'alimentation de la machine à souder avant d'installer le pistolet et le câble.- Posez le câble droit.
- Dévissez la vis à main de l'extrémité avant de l'unité motrice (compartiment d'alimentation du fil intérieur - élément 3) jusqu'à ce que l'extrémité de la vis ne dépasse plus l'ouverture de l'adaptateur de pistolet (élément 2) tel qu'à l'avant de la machine.
- Insérez l'extrémité mâle du câble du pistolet dans l'adaptateur du pistolet (élément 2) à travers l'ouverture du panneau avant. Assurez-vous que le connecteur est complètement inséré et serrez la vis à main.
- Raccordez le connecteur de gâchette du pistolet et du câble à la prise d'accouplement à l'intérieur du compartiment situé sur le panneau avant (Élément 1). Assurez-vous que les clavettes sont alignées; insérez et serrez l'anneau de retenue.
- Un Coil Claw ^™ (Élément 5) et un porte-outil sont inclus avec SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE. Pour retirer/repositionner le porte-outil, retirez la vis et insérez-la. Repositionnez-le dans la fente souhaitée sur le support supérieur de la bouteille de gaz.
INSTALLATION
Pour les processus nécessaires.
Le client doit fournir le cylindre de gaz de protection approprié pour le procédé utilisé.
Un régulateur de débit de gaz, pour le gaz de mélange d'argon, un tuyau d'admission de gaz et un adaptateur de régulateur sont fournis en usine avec le SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE. Lors de l'utilisation de 100 % de CO₂, l'adaptateur du régulateur est requis pour raccorder le régulateur à la bonbonne de gaz.

AVERTISSEMENT

Le CYLINDRE peut exploser s'il est endommagé.
Le gaz sous pression est explosif. Gardez toujours les bonbonnes de gaz en position verticale et gardez-les toujours enchaînées au châssis ou au support fixe.
Voir la norme nationale américaine Z49.1, « Safety in Welding and Cutting » (Règles de sécurité en soudage et coupage), publiée par l'American Welding Society.
Installez l'alimentation en gaz protecteur comme suit :
-
Réglez le cylindre de gaz sur la plateforme arrière du SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE. Accrochez la chaîne en place pour fixer le cylindre à l'arrière de la machine à souder.
-
Retirez le bouchon du cylindre. Inspector les robinets et le régulateur de la bouteille pour déceler tout filetage endommagé, saleté, poussière, huile ou graisse. Enlevez la poussière et la saleté avec un chiffon propre.
NE FIXEZ PAS LE RÉGULATEUR EN PRÉSENCE D'HUILE, DE GRAISSE OU DE DOMMAGES! Informez votre fournisseur de gaz de cette situation. L'huile ou la graisse en présence d'oxygène à haute pression est explosive.
- Se tenir d'un côté, à distance de la prise, et ouvrir le robinet de la bouteille pendant un instant. Cela élimine toute poussière ou saleté qui peut s'être accumulée dans la sortie du robinet.
! AVERTISSEMENT

Assurez-vous de garder votre visage loin de la sortie de la vanne lorsque vous ouvrez la vanne.
- Fixer le régulateur de débit au robinet de la bouteille et serrer fermement le ou les contre-écrous à l'aide d'une clé.
Remarque: S'il s'agit d'une connexion à 100 % de CO₂ du cylindre, l'adaptateur de régulateur fourni doit être installé entre le régulateur et la vanne de la bonbonne.
-
Fixez l'une des extrémités du tuyau d'admission de gaz au raccord de sortie du régulateur de débit, l'autre extrémité vers le raccord arrière du SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE marqué « Feeder » et serrez fermement les écrous de raccordement avec une clé.
-
Avant d'ouvrir le robinet de a bouteille, tourner le bouton de réglage du régulateur dans le sens antihoraire jusqu'à ce que la pression du ressort soit relâchée.
-
Debout d'un côté, ouvrez la vanne du cylindre, lentement, d'une fraction de tour. Lorsque le pointeur de la jauge de pression du cylindre s'arrête, ouvrez complètement la vanne.
! AVERTISSEMENT

Ne vous tenez jamais directement devant ou derrière le régulateur de débit lors de l'ouverture de la vanne de la bonbonne. Toujours se tenir d'un côté.
- Le régulateur de débit est réglable. Réglez-le au débit recommandé pour la procédure et le procédé utilisé avant d'effectuer la soudure.
PRISES D'ALIMENTATION AUXILIAIRES
Cette machine est équipée d'une prise 15 A de 120 V avec disjoncteur de 15 A. La prise est homologuée UL et CSA. Sortie auxiliaire limitée aux éléments suivants :
Par plaque signalétique : à la sortie de soudure avec un cycle de service de 100 %, la sortie auxiliaire doit être limitée à 6 A.
Par plaque signalétique : à la sortie de soudure avec un cycle de service de 60 % et 40 %, la sortie auxiliaire doit être limitée à 0 A (sans charge).
INSTALLATION
FONCTIONNEMENT
PRÉCAUTIONS DE SÉCURITÉ
Veuillez lire toute la section des instructions d'utilisation avant d'utiliser la machine.
| ⚠ AVERTISSEMENT | |
| Les DÉCHARGES ÉLECTRIQUES peuvent tuer.Ne touchez pas les pièces électriques sous tension ou les électrodes avec la peau ou les vêtements mouillés. S'isoler du travail et du sol.Toujours porter des gants isolants secs. | |
| ⚠ AVERTISSEMENT | |
| LES ÉMANATIONS ET LES GAZ peuvent être dangereux pour votre santé.Gardez votre tête à bonne distance des émanations.Utilisez une ventilation ou un échappement pour éliminer les émanations de la zone de respiration. | |
| ⚠ AVERTISSEMENT | |
| Les ÉTINCELLES DE SOUDAGE peuvent causer un incendie ou une explosion.Gardez le matériel inflammable éloigné.Ne soudez pas sur des conteneurs qui ont contenu des combustibles. | |
| ⚠ AVERTISSEMENT | |
| LES RAYONS D'ARC peuvent causer des brûlures. Portez une protection pour les yeux, les oreilles et le corps. | |
DESCRIPTION DU PRODUIT
Le SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE est une machine de soudage à l'arc c.c. multiprocessus semi-automatique complète offrant des soudures c.c. CV et CC conçues pour répondre aux
FONCTIONNEMENT
spécifications NEMA. La machine standard est équipée pour souder CC-Stick, CC-GTAW, CV-FCAW et CV-GMAW synergique et non synergique. Processus de soudage GMAW-P, Pulse-on-Pulse et Power Mode.
Les autres caractéristiques comprennent une interface utilisateur numérique de 7 po avec commandes synergiques et capacité de mémoire, une bobine à dévidoir de 2 po (51 mm) de diamètre extérieur avec frein réglable, un support intégré sous le chariot pour bonbonne de gaz, un régulateur de débit réglable de mélange de CO₂ ou d'argon avec manomètre et tuyau d'entrée pour bonbonne, un câble et un pistolet Magnum PRO Curve 300 de 15 pi (4,6 m), un câble d'alimentation de 10 pi (3,1 m) avec fiche à trois broches NEMA R Type 6-50N et un câble de travail de 10 pi (3,1 m) avec pince.
Le SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE est doté de fonctions de minuterie intégrées qui offrent un contrôle de temps de combustion variable, une fonction de pointage, un verrouillage de gâchette sélectionnable en 4 étapes et un rodage ou « Run-In » réglable pour l'optimisation du démarrage du fil. La technologie ARCFX™ est standard et fournit un moyen de communiquer graphiquement une rétroaction instantanée sur la façon dont les paramètres de l'utilisateur final affectent le résultat de la soudure lors du réglage de la vitesse et de la tension d'alimentation du fil.
CAPACITÉ DE SOUDAGE
Le SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE est évalué à 350 A à 31,5 volts, à un cycle de service de 40 % basé sur une durée de cycle de dix minutes pour les processus GMAW. Il est capable de cycles de service plus élevés à des courants de sortie inférieurs et peut atteindre jusqu'à 360 ampères lors des cycles de service inférieurs.
LIMITES
Le SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE NE FONCTIONNERA PAS de façon satisfaisante s'il est alimenté par un système de génération portable ou interne. SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE n'est pas compatible avec les procédures doubles.
RÉGLAGE DE LA SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE MACHINE POUR LA SOUDURE
Mettez la machine sous tension à l'aide de l'interrupteur de mise sous tension situé à l'avant de la machine (voir COMMANDES DE L'AVANT DU BOÎTIER à la page B-4).
Laissez la machine passer par son étape de démarrage. Cela prendra environ 20 secondes.
L'appareil vous amènera à l'écran d'accueil et affichera les derniers paramètres entrés par l'utilisateur.
Pour sélectionner un nouveau processus de soudage, appuyez sur le bouton Sélectionner le processus situé au milieu.
En tournant le bouton de droite, sélectionnez le processus de soudage désiré dans la liste. Appuyez sur le bouton de droite pour faire la sélection.
Sélections des écrans des processus de soudage.


Soudage à l'arc avec fil autoblindé (FCAW-S)


Soudage au gaz avec fil autoblindé (FCAW-G)




Pistolet à bobine Pistolet dévidoir
Liste des modes hérités Charge
Configuration



COMMANDES DE L'AVANT DU BOÎTIER
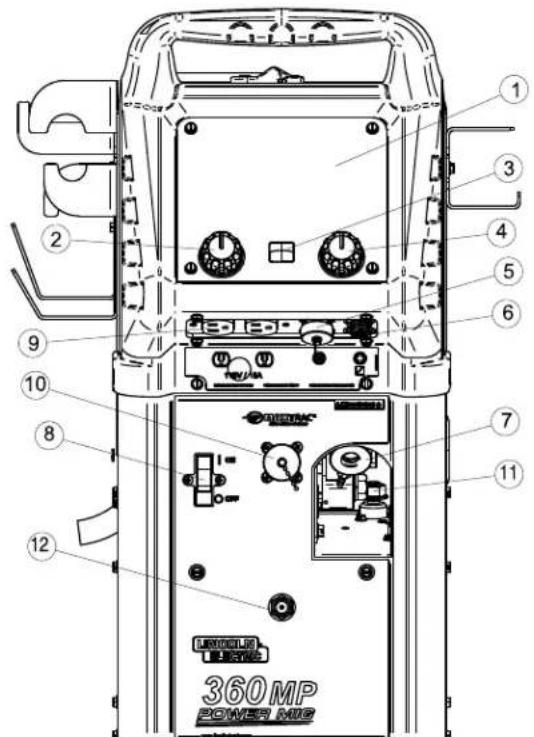
text_image
1 2 3 4 5 6 7 8 9 10 11 12 UNICOLN ELECTRIC 360MP POWER MEC- Écran couleur à DEL : permet de visualiser le procédé de soudage et les paramètres. L'écran est doté d'un écran de protection remplaçable qui le protège contre la poussière et la saleté.
- Bouton de retour : la rotation ajuste la valeur, appuyez pour revenir à la sélection précédente.
- Bouton d'accueil : ramène l'utilisateur à l'écran d'accueil. À l'écran d'accueil, l'utilisateur peut sélectionner un procédé de soudage ou configurer les paramètres d'affichage.
- Bouton de sélection : la rotation ajuste la valeur, la pression confirme la valeur ou le choix sélectionné.
- Connecteur à sept broches : pour raccorder l'équipement de commande à distance en option. Comprend un circuit de commande à distance à détection automatique.
- Prise à déclencheur à quatre broches : permet de déclencher la machine pour le MIG/FCAW ou le MIG aluminium. Branchez à la prise le connecteur à 4 broches présent sur le pistolet de soudage.
- Raccord du pistolet : permet la fixation d'un pistolet de soudage au MIG. Assurez-vous que le pistolet est bien inséré dans la prise en laiton.
- Interrupteur d'alimentation : Permet de mettre l'appareil sous ou hors tension.
- Prise 115 V
- Connecteur à six broches - permet de connecter une télécommande ou une pédale TIG.
11.Goujons de sortie : utilisés pour connecter les fils de travail et d'électrode. - Connecteur de gaz pour pistolet à bobine/TIG : Utilisé pour connecter le gaz à la torche TIG ou à une bobine de pistolet.
COMMANDES DE L'ARRIÈRE DU BOÎTIER
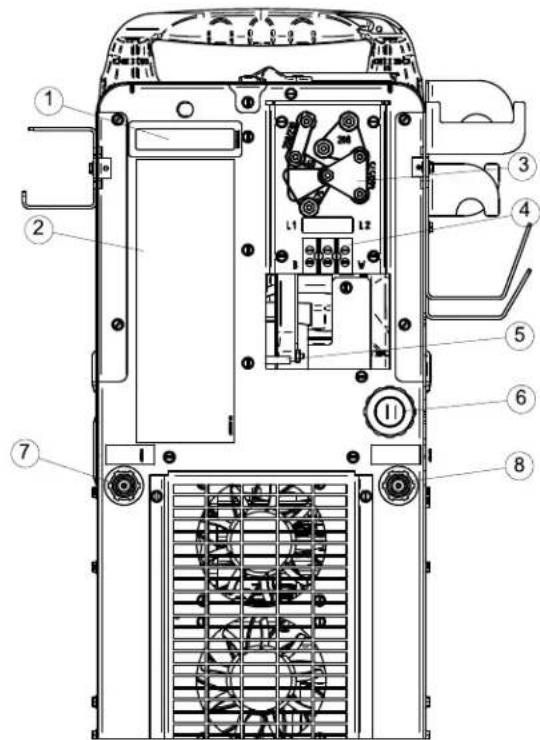
- Autocollant : numéro de série.
- Autocollant : schéma de connexion d'alimentation d'entrée.
- Assemblage du panneau de reconnexion
- Bloc de connexion du câble d'entrée
- Mise à la terre : connecteur de câble de mise à la terre du câble d'entrée.
- Cordon d'alimentation d'entrée : non inclus dans le code K4467-2.
- Connecteur de pistolet à bobine/solénoïde à gaz TIG
- Connecteur de solénoïde de gaz de type dévidoir/MIG : raccordement au tuyau de gaz.
COMMANDES INTERNES
- Réglage de la pression de tension du dévidoir : permet d'augmenter ou de diminuer la pression appliquée au dévidoir supérieur.
- Broche de dévidoir : prend en charge une bobine de fil de 4 pouces ou 8 pouces. L'écrou à oreilles central peut être ajusté pour augmenter la tension sur le fil.
- Prise de sortie négative : Permet de fixer un fil de masse, la broche de l'électrode ou le fil à polarité du dévidoir central à la polarité négative CC. Tournez le connecteur dans le sens horaire pour verrouiller en place.
- Prise de sortie positive : permet de fixer un fil de masse, la broche de l'électrode ou le fil à polarité du dévidoir central à la polarité positive CC. Tournez dans le sens horaire pour verrouiller en place.
- Thermal Breaker (Disjoncteur thermique) : Le SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE dispose d'un disjoncteur réarmable de 15 ampères. Si le courant conduit par le disjoncteur dépasse 15 ampères pendant une période prolongée, le disjoncteur s'ouvre et devra être réarmé manuellement.
PRÊT.À.SOUDER™
Le SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE est équipé de Prêt.à.souder qui permet à l'utilisateur de sélectionner facilement la bonne procédure de soudage en fonction de son application.
Sélectionnez votre processus
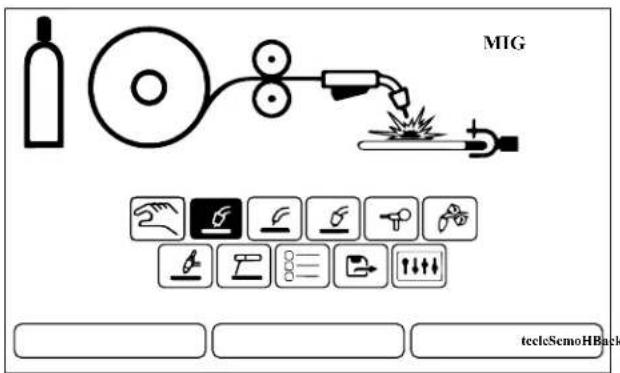
text_image
MIG tecleSemoHBackSélectionnez votre matériel
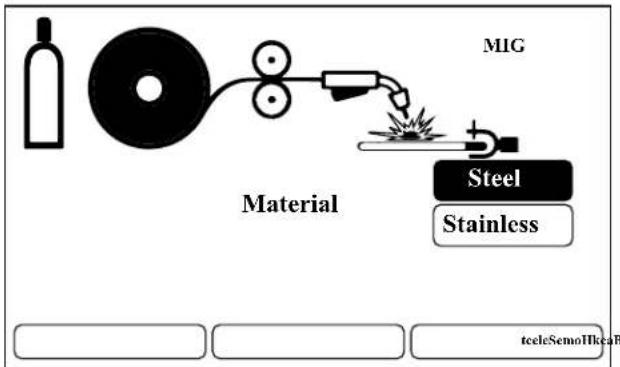
flowchart
graph LR
A["Material"] --> B["MIG"]
B --> C["Steel"]
C --> D["Stainless"]
E["tceleSemoHkess"] --> F["End"]
Sélectionner le diamètre du fil
Assurez-vous que la pointe de contact, le revêtement et les rouleaux d'entraînement correspondent à la taille du fil.
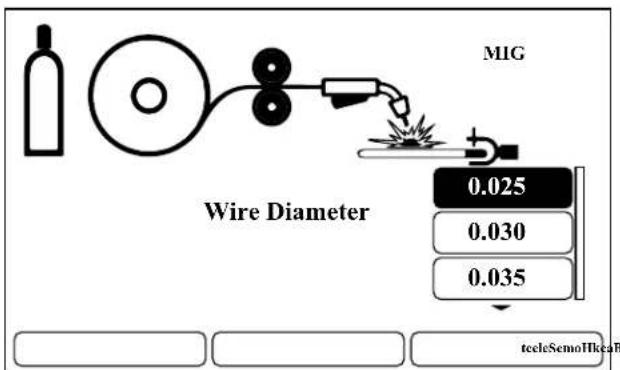
text_image
MIG Wire Diameter 0.025 0.030 0.035 teeleSemoHkcaRSélectionnez le gaz (le cas échéant)
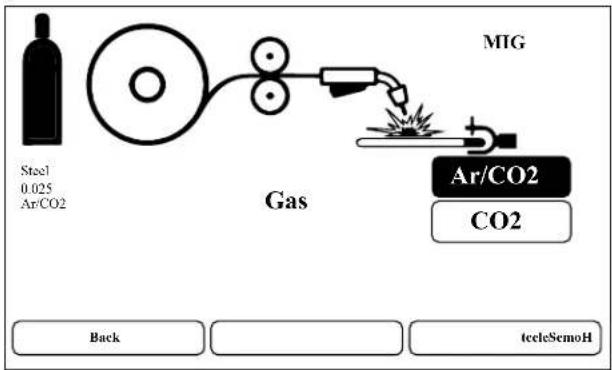
text_image
Steel 0.025 Ar/CO2 MIG Gas Ar/CO2 CO2 Back teeleSemoHFONCTIONNEMENT
Sélectionnez le type de forme de vague (le cas échéant)
Sélectionnez l'épaisseur du matériau à souder
Confirmez la polarité
Éteindre la machine avant de changer la polarité.
Ajuster la vitesse et la tension/la compensation d'alimentation du fil en conséquence
Remarque: La section verte indique la plage idéale pour les paramètres de soudage d'entrée.
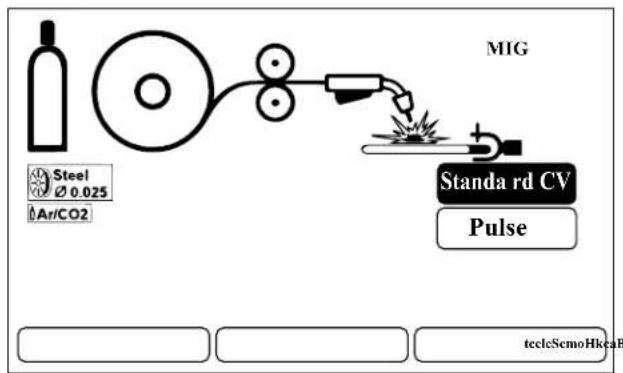
flowchart
graph LR
A["Steel<br>Ø 0.025<br>Ar/CO2"] --> B["MIG"]
B --> C["Standa rd CV<br>Pulse"]
C --> D["tecleSemoHkraB"]
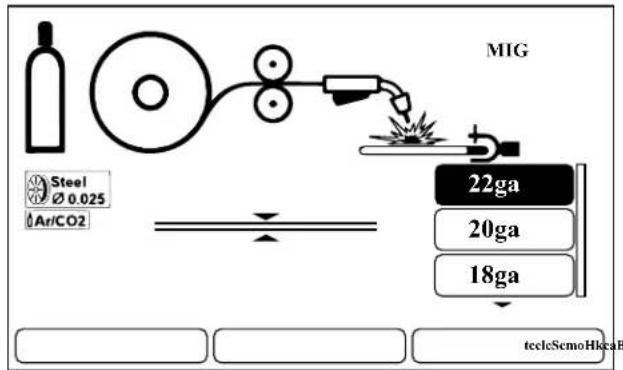
text_image
MIG Steel Ø 0.025 Ar/CO2 22ga 20ga 18ga teclcSemoHkcaB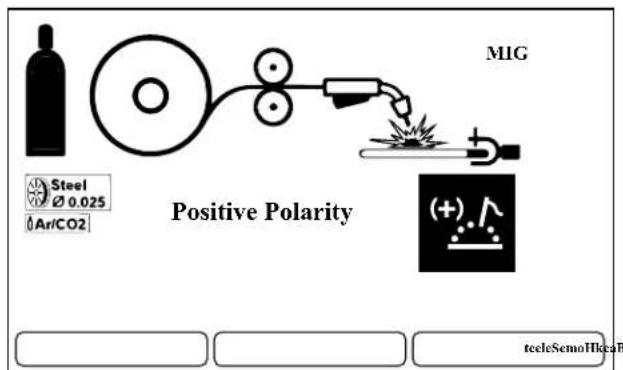
text_image
MIG Steel Ø 0.025 Ar/CO2 Positive Polarity (+) teeleSemoHkcaR
text_image
25 MIG Steel CO2 14ga ...t o/o tn t
u2 n
270 in min 21.0 v tceleSemoIIkaiMENU DES PROCESSUS DE SOUDAGE
MIG manuel
Consultez la section sur l'installation du fil et la configuration du pistolet MIG.
Utilisez ce processus pour contourner les options Ready.Set.Weld et saisissez manuellement la vitesse et la tension d'alimentation du fil de soudage MIG.
MIG (GMAW) / Noyau de flux (FCAW) / Noyau de flux blindé contre le gaz (FCAW-G)
Suivez les invites Prêt.à.souder et insérez les paramètres selon votre application.
Une fois sur l'écran d'accueil, utilisez le bouton de sélection gauche pour régler la vitesse d'alimentation du fil.
Pour les processus CV, utilisez le bouton de sélection droit pour régler la tension.
Pour les processus à impulsion, utilisez le bouton de sélection droit pour ajuster la compensation.
Trim (Contrôle de la forme d'onde) ajuste la longueur de l'arc et varie de 0,50 à 1,50 avec une valeur nominale de 1,00. Les valeurs de contrôle de la forme d'onde supérieures à 1,00 augmentent la longueur de l'arc, tandis que les valeurs inférieures à 1,00 diminuent la longueur.
Accédez à Pulse et Pulse-on-Pulse via le menu Weld Settings (Paramètres de soudage). Voir PROCESSUS DE SOUDAGE SPÉCIAUX à la page B-14 pour plus de détails.
Pistolet à bobine/pousser-tirer
Ces modes sont destinés à être utilisés avec une bobine ou un pistolet de type pousser-tirer en option.
Ces processus peuvent nécessiter l'étalonnage de votre pistolet avant l'utilisation. Vous pouvez choisir d'étalonner votre pistolet dans les options Ready.Set.Weld de ce processus.
Lors de la sélection d'un matériau, 4xxx indique l'aluminium qui est principalement allié au silicium. 5xxx indique l'aluminium qui est principalement allié au magnésium.
Une fois sur l'écran d'accueil, réglez le WFS via le récipient distant du pistolet.
Pour les processus CV, utilisez le bouton de sélection droit pour régler la tension.
Pour les processus à impulsion, utilisez le bouton de sélection droit pour ajuster la compensation.
Trim (Contrôle de la forme d'onde) ajuste la longueur de l'arc et varie de 0,50 à 1,50 avec une valeur nominale de 1,00. Les valeurs de contrôle de la forme d'onde supérieures à 1,00 augmentent la longueur de l'arc, tandis que les valeurs inférieures à 1,00 diminuent la longueur.
TIG (GTAW)
Suivez les invites Prêt.à.souder et insérez les paramètres selon votre application.
Utiliser le bouton de sélection droit pour ajuster le courant de soudure.
Remarque: La section verte indique la plage idéale pour les paramètres de soudage d'entrée.
Si aucune pédale n'est connectée, vous devez activer la sortie de soudure avant de souder. Sur l'écran d'accueil, activez la sortie de soudure en tournant le bouton de sélection gauche dans le sens horaire. Désactivez la sortie de soudure en tournant le bouton de sélection gauche dans le sens antihoraire.
Si une pédale est connectée, appuyer sur la pédale active la sortie de soudure et relâcher la pédale désactive la sortie.
FONCTIONNEMENT
La sortie de soudure doit être désactivée avant d'accéder aux paramètres de soudage.
Accédez à TIG Pulse à partir du menu des paramètres de soudage. Voir PROCESSUS DE SOUDAGE SPÉCIAUX à la page B-14 pour plus de détails.
Bâtonnet (SMAW)
Choisissez entre arc doux ou arc net.
Doux : A une caractéristique d'arc moins pénétrante. Pour les types d'électrodes à faible teneur en hydrogène (E7018, E8018, E9018, etc.), un arc plus doux est généralement souhaitable.
Net : A un arc d'énergie plus élevée caractérisé par une plus grande pénétration. Pour les types d'électrodes cellulosiques (E6010, E7010, E6011, etc.), un arc d'énergie plus élevé est nécessaire pour maintenir la stabilité de l'arc. Cela est généralement indiqué lorsque l'électrode colle à la pièce ou lorsque l'arc sort pendant la technique de manipulation.
Vous devez activer la sortie de soudure avant de souder. Sur l'écran d'accueil, activez la sortie de soudure en tournant le bouton de sélection gauche dans le sens horaire. Désactivez la sortie de soudure en tournant le bouton de sélection gauche dans le sens antihoraire.
La sortie de soudure doit être désactivée avant d'accéder aux paramètres de soudage.
PARAMÈTRES DE SOUDAGE
Le SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE permet à l'utilisateur d'ajuster les paramètres de soudage avancés à l'aide de l'écran Weld Settings (Paramètres de soudage).
Accédez à l'écran des paramètres de soudage à partir de l'écran d'accueil en appuyant sur le bouton de sélection droit. Les options disponibles dépendent du procédé de soudage que vous avez sélectionné. La section suivante énumère les paramètres de soudage qui peuvent être ajustés.
Tous les paramètres qui ont dévié des paramètres par défaut seront mis en surbrillance sur le côté gauche de l'écran d'accueil.
CONTRÔLE DES ARCS - Voir CONTRÔLE DE L'ARC à la page B-12.

BURNBACK (Retour de flamme) : régler le retour de flamme signifie régler le délai d'ajustement entre la désactivation de l'alimentation du fil et l'arrêt de l'arc. Le retour de flamme aide à empêcher le fil de coller au bain de fusion.

CRATER (Cratérisation) : la cratérisation est l'extrémité de la soudure, qui se solidifie normalement, créant ainsi une surface concave. Cela peut entraîner des contraintes qui peuvent causer des fissures au centre de la cratérisation. Le but de la commande de cratérisation est de remplir la cratérisation, de sorte que sa surface devienne plate.

FRÉQUENCE (PULSE TIG, PULSE-ON-PULSE, VERTICAL UP PULSE) : ajuste la fréquence de l'onde d'impulsion.

HOT START (Démarrage à chaud) : ajuste le courant au début du soudage pour éviter de geler la tige de soudure de l'électrode.

POSTFLOW (Post-écoulement) : le paramètre Post-écoulement permet de sélectionner le temps pendant lequel le gaz protecteur continue de s'écouler après le relâchement de la gâchette et la coupure du courant de sortie.

PREFLOW (Pré-écoulement) : le
paramètre Pré-écoulement permet de sélectionner le temps pendant lequel le gaz protecteur s'écoule après avoir tiré sur la gâchette et avant d'alimenter le fil et d'établir un arc.

PULSE (Impulsions) : la sélection de ce mode permet à l'utilisateur de basculer entre le soudage CV TIG standard et Pulse TIG. Voir Pulse TIG à la page B-16.

RUN-IN (Rodage) : la fonction Rodage permet de régler une vitesse d'alimentation de fil, de la gâchette jusqu'à l'établissement d'un arc, qui est indépendante de la vitesse de soudage ou de démarrage de l'alimentation du fil. Le réglage d'une vitesse d'entraînement du fil de soudure lors du rodage inférieure à la vitesse d'entraînement du fil de soudure lors du soudage évite les problèmes de gel de la tige de soudure lors du démarrage de l'arc.

SAVE (Enregistrer) : vous permet d'enregistrer les paramètres que vous avez saisis pour y accéder plus tard à partir de la liste de mémoires. Voir CHARGEMENT DES RÉGLAGES MÉMORISÉS à la page B-13.

SPOT TIME (Temps d'exécution) : la minuterie d'exécution règle l'arc à temps pour les soudures par points ou les soudures de pointage.

DÉBUT : Cette machine offre la possibilité de définir une procédure de début pour commencer la soudure, et à partir de là, pour passer à la procédure de soudage sur une période spécifiée. En général, le « Démarrage à chaud » se produit lorsque vous commencez par une procédure de démarrage plus élevée que la procédure de soudage. Le « démarrage à froid » se réfère au réglage d'une procédure de démarrage inférieure à la procédure de soudage.

THICKNESS (Épaisseur) : règle le paramètre d'épaisseur du matériau

TRIGGER (Gâchette) : bascule entre les modes simple et double déclenchement. En mode simple déclenchement, appuyez sur la gâchette et relâchez-la pour démarrer et arrêter le soudage. En mode double déclenchement, appuyez sur la gâchette et relâchez-la pour démarrer et arrêter le soudage. Puis, appuyez sur la gâchette et relâchez-la pour démarrer et arrêter le soudage.
Le tableau ci-dessous indique le processus de soudure et les réglages de soudure qui peuvent être modifiés.
| PARAMÈTRES DE SOUDAGE | ||||||||
| Contrôle de l'arc | Temps de combusti on | Cratérisa tion | Début à chaud | Pré-alimenta tion/ Post-alimenta tion | Démarra ge | Pointage | Début | |
| CC-Bâtonnet | Oui ---- | ---- Oui ---- | ---- Oui | |||||
| CC-GTAW | Impulsion ---- | ---- Post- | alimentati on seulement | ---- Oui | ||||
| CV-FCAW | Oui Oui Oui | ---- Oui Oui | Oui Oui | |||||
| CV-GMAW | Oui Oui Oui | ---- Oui Oui | Oui Oui | |||||
| CV-GMAW-P | Oui Oui | Oui ---- Oui | Oui Oui Oui | |||||
| Puissance | Oui Oui Oui | ---- Oui Oui | Oui Oui | |||||
CONTRÔLE DE L'ARC
Le SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE permet à l'utilisateur d'ajuster l'arc de soudage via l'écran Paramètres de soudage. Les options disponibles dépendent du processus de soudage que vous avez sélectionné. Le tableau ci-dessous énumère les commandes d'arc disponibles par processus de soudage.
| Processus | Synonyme de Contrôle de l’Arc | Réglage Application et résultat |
| SMAW (BÂTON) Force de l’arc Plus faible (-1 à-10) pour les électrodes à faible teneur en hydrogène. Plus élevé (+1 à +10) pour les types cellulosiques et autres. | Les réglages négatifs sont doux et onctueux pour les électrodes à faible teneur en hydrogène. Les réglages positifs sont agressifs et creusant pour d’autres types d’électrodes. | |
| Transfert de métal en court-circuit | Contrôle de pincement Réglage de -1 à -10 pour un arc plus doux d’énergie plus élevée. Réglage de +1 à +10 pour un arc plus net d’énergie plus faible. | Les réglages négatifs entraînent une flaque plus fluide et des gouttelettes plus grosses. Les réglages positifs réduisent la taille des gouttelettes et réduisent l’énergie à l’arc. |
| Processus | Synonyme de Contrôle de l’Arc | Réglage Application | et résultat |
| Vertical Up, Pulse, Pulse-on-Pulse | Commande de fréquence pulsée | Les réglages négatifs réduisent la fréquence. Les réglages positifs augmentent la fréquence. | Les réglages négatifs donnent lieu à un cordon plus large avec des ondulations plus distinctes. Les réglages positifs rétrécissent le cordon résultant et les ondulations sont moins distinctes. |
| Impulsion Contrôle de l’arc | Les réglages négatifs | élargissent le cône de l’arc. Les réglages positifs concentrent le cône de l’arc. | Les réglages négatifs donnent lieu à un cordon plus large avec des ondulations plus distinctes. Les réglages positifs rétrécissent l’arc résultant et le cordon de soudure. |
MODES DE SOUDAGE HÉRITÉS
Le SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE comprend toutes les fonctionnalités du Power MIG® 350, et plus encore. Si vous connaissez les modes de soudage du Power MIG 350, vous pouvez accéder à ces modes de soudage par le biais du menu Legacy Modes (Modes hérités). Vous pouvez faire défiler la liste des modes de soudage hérités et accéder à tous les modes disponibles sur le Power MIG 350. Appuyez sur le bouton de sélection droit pour sélectionner un mode Legacy (Hérité). Tournez les boutons de sélection gauche et droit pour effectuer tout réglage de la vitesse d'entraînement du fil de soudure/de l'ampérage et de la tension/du contrôle de la forme d'onde. Consultez LISTE DES MODES DE SOUDAGE HÉRITÉS à la page D-4 pour la liste complète des modes de soudage hérités.
CHARGEMENT DES RÉGLAGES MÉMORISÉS
Le SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE permet à l'utilisateur d'enregistrer les paramètres Prêt.à.souder et Soudage qu'il saisit afin d'y accéder rapidement à l'avenir.
Pour enregistrer vos paramètres de soudage, accédez à Paramètres de soudage à partir de l'écran d'accueil en appuyant sur le bouton de sélection droit. Utilisez le bouton de sélection droit pour faire défiler jusqu'à l'icône Enregistrer. Sélectionnez l'icône d'enregistrement et attribuez une position dans la liste pour enregistrer les paramètres.
Remarque: La sélection d'une position dans la liste qui est déjà attribuée à un autre processus de soudage écrasera le processus de soudage précédent.
Pour accéder aux paramètres de soudage enregistrés, à partir de l'écran d'accueil, appuyez sur le bouton du milieu pour sélectionner un processus de soudage. Utilisez le bouton de sélection droit pour faire défiler jusqu'à l'icône Saved (Enregistré) et la sélectionner.
Faites défiler jusqu'à l'endroit dans la liste où vous avez attribué vos paramètres de soudage souhaités.
RÉGLAGES

RÉCIPIENT DE PISTOLET À DISTANCE :désactive ou active le récipient de pistolet à distance

MEASUREMENT SYSTEM (Système de mesure) : les unités de mesure peuvent être choisies par l'utilisateur. Les unités métriques ou impériales peuvent être sélectionnées. Les unités par défaut sont les mesures impériales.

RÉINITIALISATION D'USINE - Les paramètres du logiciel de l'interface utilisateur peuvent être réinitialisés aux paramètres d'usine d'origine.

DEMO MODE (Mode démo) : sélectionner le mode démo permet d'effectuer une série de transitions automatisées sur l'écran d'affichage qui fourniront à l'utilisateur un aperçu visuel de l'interface utilisateur et des capacités de la machine. Appuyer sur n'importe quel bouton en mode Démo mettra la démonstration en pause pendant 30 secondes. En mode démo, la sortie est désactivée. Pour permettre le soudage, l'utilisateur doit quitter le mode démo ou redémarrer la machine, ou le désactiver via le menu Configurations.

Voltage Calibration (Étalonnage de la tension) : la sélection du mode d'étalonnage de la tension permet à un technicien de service d'étalonner la tension de sortie de la machine. Consultez ENTRETIEN à la page D-1 pour plus de détails.

BRIGHTNESS (Luminosité) : la luminosité de l'affichage peut être ajustée dans cette option de réglage.

LANGUE : la langue du texte présent dans le logiciel d'interface utilisateur peut être modifiée. Les options de langues disponibles sont l'anglais, le français et l'espagnol. La langue par défaut est l'anglais.

SYSTEM INFO (Renseignements sur le système) : les renseignements concernant la révision du logiciel de l'interface utilisateur et la révision du logiciel de la carte de l'onduleur sont présentes dans la section des informations.

Current Calibration (Étalonnage du courant) : la sélection du mode d'étalonnage du courant permet à un technicien de service d'étalonner le courant de sortie de la machine. Consultez ENTRETIEN à la page D-1 pour plus de détails.
PROCESSUS DE SOUDAGE SPÉCIAUX
SOUDAGE PULSÉ
Le processus à arc pulsé est, par définition, un processus de transfert par pulvérisation au cours duquel le transfert par pulvérisation se produit par impulsions à intervalles réguliers. Entre les impulsions, le courant de soudage est réduit et aucun transfert de métal ne se produit.
Le transfert à arc pulsé est obtenu en faisant fonctionner une source d'alimentation entre des niveaux de courant bas et élevé. Le niveau de courant élevé ou « impulsion » force une chute d'électrode dans la pièce sur laquelle vous travaillez. Le niveau de courant faible ou « arrière-plan » maintient l'arc entre les impulsions.
Le MIG pulsé est une forme avancée de soudage qui a tous les avantages de toutes les autres formes de transfert tout en minimisant ou en éliminant leurs inconvénients. Contrairement aux courts-circuits, le MIG pulsé ne crée pas d'éclaboussures et ne risque pas de chevauchement à froid. Les positions de soudage en MIG pulsé ne sont pas limitées, comme elles le sont en mode globulaire ou avec des pulvérisations et son utilisation des fils est certainement plus efficace. Contrairement au processus de pulvérisation en arc, les pulsations offrent une entrée de chaleur contrôlée qui permet de mieux souder sur des matériaux minces, de réduire les vitesses d'alimentation des fils, de produire moins de distorsion et d'améliorer la qualité et l'apparence globales. Ceci est particulièrement important avec l'acier inoxydable, le nickel et d'autres alliages sensibles à l'apport de chaleur.
En mode Pulse MIG, la commande d'arc ajuste le courant d'arrière-plan et la fréquence de l'onde. Lorsque le contrôle des arcs électriques augmente, la fréquence augmente, augmentant ainsi le taux de transfert des gouttelettes.
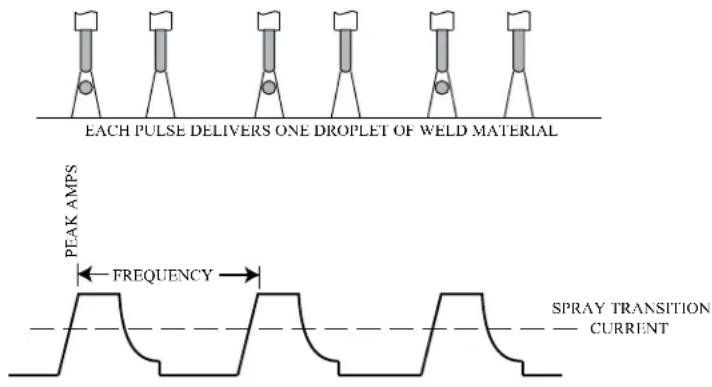
text_image
EACH PULSE DELIVERS ONE DROPLET OF WELD MATERIAL PEAK AMPS FREQUENCY SPRAY TRANSITION CURRENTPULSE-ON-PULSE
Le système Pulse on Pulse est un procédé de Lincoln spécialement conçu pour le soudage d'aluminium relativement mince (moins de 1/4 po d'épaisseur). Il produit des cordons de soudure avec une ondulation uniforme très constante.
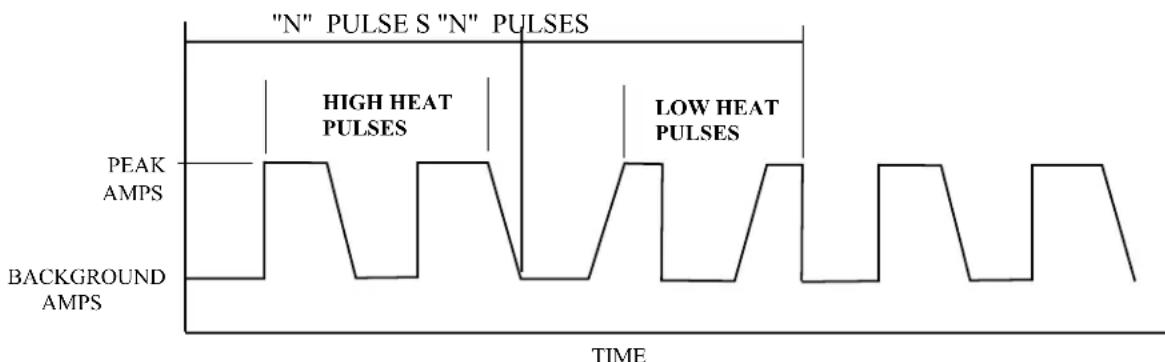
En mode Pulse on Pulse, deux types d'impulsions distincts sont utilisés, au lieu du type d'impulsion unique normalement utilisé en GMAW-P. Un certain nombre d'impulsions à haute énergie sont utilisées pour effectuer le transfert de pulvérisation et le transfert de métal à travers l'arc. Ces impulsions sont illustrées à la Figure ci dessus. Après un nombre « N » de ces impulsions, selon la vitesse d'alimentation du fil utilisée, un nombre « N » identique d'impulsions à faible énergie sont produites. Ces impulsions à faible énergie,
FONCTIONNEMENT
illustrées à la Figure ci-dessous, ne transfèrent aucun métal de remplissage à travers l'arc et aident à refroidir l'arc et à maintenir l'entrée de chaleur à un niveau faible.
Le courant de crête, le courant d'arrière-plan et la fréquence sont identiques pour les impulsions à énergies élevée et faible. En plus de refroidir la soudure, l'effet majeur des impulsions à faible énergie est qu'elles forment une ondulation de soudure. Puisqu'elles se produisent à des intervalles de temps très réguliers, le cordon de soudure obtenu est très uniforme avec un motif d'ondulation très uniforme. En fait, le cordon a une meilleure apparence si aucune oscillation du pistolet de soudage (« fouettement ») n'est utilisée.
Pulse TIG
Utilisez le soudage Pulse TIG (TIG pulsé) pour minimiser les brûlures sur les matériaux minces. Cela peut aider à augmenter la vitesse de déplacement et à réduire la largeur du cordon de soudure. Une entrée de chaleur plus faible peut réduire le gauchissement des pièces, en particulier les matériaux en acier inoxydable.
La fonction Pulse TIG est dotée d'un seul bouton de commande qui règle la fréquence d'impulsion sur une plage de 0,5 à 19,5 Hz (0,5 à 19,5 impulsions par seconde). Le réglage de la fréquence à « OFF » désactive la fonction Pulse TIG. Le réglage d'impulsion régule automatiquement le courant de sortie entre l'ampérage de crête, défini par le courant de sortie maximum entre l'ampérage de crête, défini par la commande de sortie maximale et du contrôle à distance (si utilisé), et un réglage d'ampérage d'arrière-plan égal à 60 % du réglage de l'ampérage de crête. Le pourcentage d'impulsion de crête à temps est fixé à 50 %.
Power Mode®
Le processus Power Mode a été développé par Lincoln pour maintenir un arc stable et lisse à des réglages de procédure faibles qui sont nécessaires pour souder du métal mince sans éclats ni brûlure. Pour le soudage en aluminium, il offre un excellent contrôle et la capacité de maintenir une longueur d'arc constante. Il en résulte une amélioration des performances de soudage dans deux types d'applications primaires.
- MIG à arc court à des paramètres de procédure faibles.
• Soudage MIG en aluminium.
Power Mode est une méthode de régulation à haute vitesse de la puissance de sortie lorsqu'un arc est établi. Il fournit une réponse rapide aux changements dans l'arc. Plus le paramètre Power Mode est élevé, plus l'arc est long. Si une procédure de soudage n'est pas établie, la meilleure façon de déterminer le paramètre Power Mode est par expérimentation jusqu'à ce que le résultat de sortie souhaité soit établi.
En mode Power Mode, deux variables doivent être définies :
• Vitesse d'alimentation du fil
- Contrôle de la forme d'onde Power Mode
La configuration d'une procédure Power Mode est similaire à la configuration d'une procédure CV MIG. Sélectionnez un gaz de protection approprié pour un processus à court arc.
- Pour l'acier, utilisez un gaz de protection Ar/CO _2 (75/25).
- Pour l'acier inoxydable, sélectionnez un mélange d'hélium/argon/CO _2 .
- Pour l'aluminium, utilisez 100 % d'Ar.
Commencez par régler la vitesse d'alimentation du fil en fonction de l'épaisseur du matériau et de la vitesse de déplacement appropriée. Puis, ajustez le bouton Trim (Contrôle de la forme d'onde) comme suit.
- Pour l'acier, écoutez le son traditionnel d'un « œuf frit » d'une bonne procédure MIG à arc court pour savoir que vous avez correctement réglé le processus.
- Pour l'aluminium, il suffit de régler le bouton Trim (Contrôle de la forme d'onde) jusqu'à obtenir la longueur d'arc désirée.
Remarque: L'affichage Trim (Contrôle de la forme d'onde) est simplement un nombre relatif et NE correspond PAS à la tension.
ROULEAUX D'ENTRAÎNEMENT
Les rouleaux d'entraînement installés avec le SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE ont deux rainures; la première pour une électrode en acier massif de 0,9 mm (0,035 po) et l'autre pour un fil de 1,1 mm (0,045 po). La taille du rouleau d'entraînement est marquée au pochoir de chaque côté du rouleau d'entraînement. Si des problèmes d'alimentation surviennent, assurez-vous que le calibre du fil et la taille du rouleau d'entraînement correspondent. Voir PROCÉDURE POUR CHANGER LES ENSEMBLES DE ROULEAUX D'ENTRAÎNEMENT ET DE RALENTI à la page B-17 dans cette section. Ces renseignements apparaissent également sur l'autocollant de procédure sur la porte à l'intérieur du compartiment de fil.
PIÈCES DE CONVERSION DE CALIBRE DE FIL
Les ensembles de rouleaux d'entraînement et les pièces pour pistolet et câble Magnum PRO 300 sont disponibles pour alimenter différentes tailles et types d'électrodes.
Voir ACCESSOIRES ET OPTIONS à la page C-1.
PROCÉDURE POUR CHANGER LES ENSEMBLES DE ROULEAUX D'ENTRAÎNEMENT ET DE RALENTI
- Coupez la source d'alimentation.
- Relâchez la pression sur le rouleau de ralenti en basculant le bras de pression réglable vers le bas, vers l'arrière de la machine. Soulevez l'ensemble du rouleau de ralenti et laissez-le reposer en position verticale.
- Retirez la plaque de retenue du guide de fil extérieur en desserrant les deux grosses vis moletées.
- Tournez le mécanisme de retenue du rouleau d'entraînement à la position déverrouillée, comme illustré ci-dessous, et retirez le rouleau d'entraînement.
- Retirez la plaque de guidage du fil intérieur.
- Remplacez les rouleaux d'entraînement et de ralenti et le guide de fil intérieur par un ensemble conçu pour le nouveau calibre de fil.
Remarque: Assurez-vous que la gaine du pistolet et l'embout-contact sont également dimensionnés pour correspondre au calibre du fil sélectionné.
- Faites passer manuellement le fil de l'enrouleur au-dessus de la rainure du rouleau d'entraînement et dans le guide de fil, puis dans la bague en laiton de l'ensemble pistolet et câble.
- Replacez la plaque de retenue du guide de fil extérieur en serrant les deux grosses vis moletées. Repositionnez le bras de pression réglable à sa position initiale pour appliquer la pression. Ajustez la pression, au besoin.
CHARGEMENT DE LA BOBINE DE FIL - DÉVIDOIRS OU SERPENTINS READI-REEL
Pour installer un ensemble Readi-Reel de 14 kg (30 lb) (à l'aide de l'adaptateur Readi-Reel K363P en plastique moulé :)
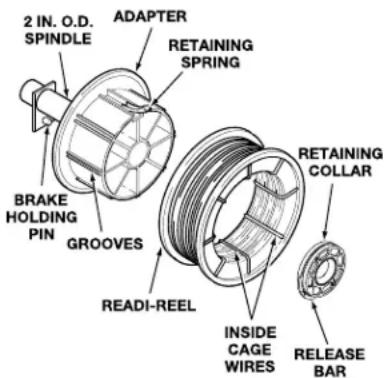
text_image
2 IN. O.D. SPINDLE ADAPTER RETAINING SPRING BRAKE HOLDING PIN GROOVES READI-REEL INSIDE CAGE WIRES RELEASE BAR RETAINING COLLAR- Ouvrez la porte du compartiment du dévidoir.
- Appuyez sur la barre de dégagement du collet de retenue et enlevez-le de la broche.
- Placez l'adaptateur optionnel sur la broche.
- Réinstallez le collier de retenue. Assurez-vous que la barre de dégagement « saute vers le haut » et que les dispositifs de retenue du collet s'enclenchent complètement dans la rainure de la bague de retenue, sur la broche.
- Tournez la broche et l'adaptateur de sorte que le ressort de retenue soit à la position de 12 heures.
- Positionnez le dispositif Readi-Reel pour qu'il pivote dans une direction lors de l'alimentation afin de se dérouler à partir du haut de la bobine.
- Placez l'un des fils de la cage intérieure du Readi-Reel dans la fente du compensateur du ressort de retenue.
- Abaissez le dispositif Readi-Reel pour enfoncer le ressort de retenue et alignez les autres fils de la cage intérieure avec les rainures de l'adaptateur moulé.
- Faites glisser la cage jusqu'à ce que le ressort de retenue « saute » complètement.
| ATTENTION | |
| VÉRIFIEZ QUE LE RESSORT DE RETENUE EST COMPLÈTEMENT REMONTÉ EN POSITION DE VERROUILLAGE ET QU'IL A VERROUILLÉ SOLIDEMENT LA CAGE DU DISPOSITIF READI-REEL EN PLACE. LE RESSORT DE RETENUE DOIT REPOSER SUR LA CAGE ET NON SUR L'ÉLECTRODE DE SOUDURE. | |
- Pour retirer le dispositif Readi-Reel de l'adaptateur, appuyez sur la patte du ressort de retenue avec le pouce, tout en tirant la cage du Readi-Reel de l'adaptateur moulé avec les deux mains. Ne retirez pas l'adaptateur de la broche.
Pour fixer des bobines de 4,5 à 20 kg (10 à 44 lb) (diamètre de 12 po/300 mm) ou des bobines Innershield de 6 kg (14 lb):
(Pour les bobines Innershield de 6 kg (13 à 14 lb), un adaptateur de bobine K435 doit être utilisé.)
(Pour les bobines de 4,5 kg (10 lb) de diamètre de 203 mm (8 po), un adaptateur de broche K468 doit être utilisé.)
- Ouvrez la porte du compartiment du dévidoir.
- Appuyez sur la barre de dégagement du collet de retenue et enlevez-le de la broche.
- Placez la bobine sur la broche en vous assurant que la goupille de frein de la broche pénètre dans l'un des trous à l'arrière de la bobine.
Remarque: une flèche sur la broche s'aligne avec la goupille de retenue du frein pour aider à aligner un trou.
Assurez-vous que le fil sorte du dévidoir dans une direction afin de désembobiner du dessus de la bobine.
- Réinstallez le collier de retenue. Assurez-vous que la barre de dégagement « saute vers le haut » et que les dispositifs de retenue du collet s'enclenchent complètement dans la rainure de la bague de retenue, sur la broche.
POUR DÉMARRER LE SOUDEUR
Mettez l'interrupteur « Power Switch » sur « ON » (en marche). Lorsque la tension désirée et la vitesse du fil sont choisies, faites fonctionner la gâchette du pistolet pour la sortie du soudeur et pour mettre le moteur d'alimentation du fil sous tension.
ÉLECTRODE DE FIL D'ALIMENTATION

AVERTISSEMENT

Lors du déclenchement, l'électrode et le mécanisme d'entraînement sont « sous-tension » par rapport au travail et à la mise à la terre et ils restent « sous-tension » plusieurs secondes une fois la gâchette du pistolet relâchée.
Remarque: Vérifiez que les rouleaux d'entraînement, les plaques de guidage et les pièces du pistolet sont adaptés au calibre et au type de fil utilisés. Reportez-vous à ENSEMBLES DE ROULEAUX D'ENTRAÎNEMENT à la page C-1 dans la section Accessoires.
- Tourner le dispositif Readi-Reel ou la bobine jusqu'à ce que l'extrémité libre de l'électrode soit accessible.
- Tout en tenant fermement l'électrode, coupez l'extrémité courbée et redressez les six premiers pouces. (Si l'électrode n'est pas correctement redressée, elle peut ne pas être correctement alimentée par le système de dévidoir.)
- Relâchez la pression sur le rouleau de ralenti en basculant le bras de pression réglable vers le bas, vers l'arrière de la machine. Soulevez l'ensemble du rouleau de ralenti et laissez-le reposer en position verticale. Laissez la plaque de guidage du fil extérieur installée. Passez manuellement le fil à travers la bague de guidage entrant et à travers les plaques de guidage (sur la rainure du rouleau d'entraînement). Enfoncez une longueur suffisante pour vous assurer que le fil est inséré dans le pistolet
et le câble sans restriction. Repositionnez le bras de pression réglable à sa position d'origine pour appliquer la pression sur le fil.
- Appuyez sur la gâchette du pistolet pour faire passer le fil de l'électrode dans le pistolet.
RÉGLAGE DE LA PRESSION DU ROULEAU DE RALENTI
! AVERTISSEMENT

Les DÉCHARGES ÉLECTRIQUES peuvent tuer.
Mettre l'alimentation d'entrée hors tension à la source d'alimentation de soudage avant d'installer ou de changer les rouleaux et/ou les guides d'entraînement.
Ne touchez pas les pièces électriques sous tension.
Lorsque l'on avance lentement avec la gâchette du pistolet, l'électrode et le mécanisme d'entraînement sont « sous-tension » au travail et à la masse, et ils peuvent rester sous tension plusieurs secondes une fois la gâchette du pistolet relâchée.
Seul le personnel qualifié doit effectuer des travaux d'entretien.
Le bras de pression contrôle la force des rouleaux d'entraînement sur le fil. Un réglage correct du bras de pression donne les meilleures performances de soudage.
Régler le bras de pression comme suit :
Fils en aluminium entre 1 et 3
Fils fourrés entre 4 et 5
Fils en acier et en entre 4 et 6
acier inoxydable
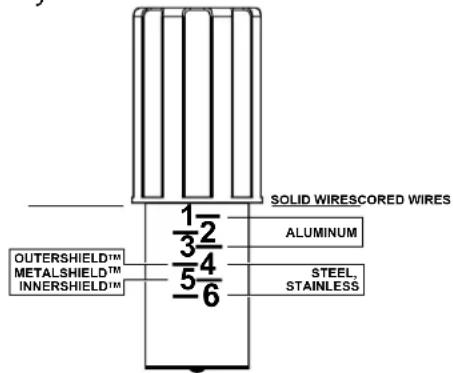
Remarque: Certaines bagues de pistolet ne nécessitent pas l'utilisation de la vis papillon.
- Éteindre la source d'alimentation de soudage.
- Retirer le fil de soudage du dévidoir.
-
Retirer la vis à oreilles du dévidoir.
-
Retirez le pistolet de soudage du dévidoir.
- Desserrez la vis à tête cylindrique qui retient la barre de connexion contre la bague du pistolet.
Important: Ne tentez pas de retirer complètement la vis à tête cylindrique.
- Retirez le guide de fil externe et poussez la bague du pistolet hors du dévidoir. En raison de l'ajustement de précision, il peut être nécessaire d'effectuer un taraudage léger pour retirer la bague du pistolet.
- Débranchez le tuyau de protection de l'essence de protection de la bague du pistolet, au besoin.
- Branchez le tuyau de gaz de protection à la nouvelle bague du pistolet, au besoin.
- Tournez la bague du pistolet jusqu'à ce que le trou de la vis papillon s'aligne avec le trou de vis papillon de la plaque d'alimentation. Faites glisser la bague du récepteur du pistolet dans le dévidoir et vérifiez que les trous de vis papillon sont alignés.
10.Serrez la vis à tête cylindrique. - Insérez le pistolet de soudage dans la bague du pistolet et serrez la vis papillon.
EFFECTUER UNE SOUDURE
- Vérifiez que la polarité de l'électrode est appropriée pour le procédé utilisé, puis actionnez l'interrupteur d'alimentation.
- Réglez la tension de l'arc et la vitesse de fil désirée pour le fil électrode, le type et l'épaisseur de matériau, ainsi que le gaz (pour le GMAW) utilisé.
- Sélectionnez la procédure souhaitée comme décrit dans la section « Description des commandes ».
- Appuyez sur la gâchette pour faire passer l'électrode fil à travers le pistolet et le câble, puis coupez l'électrode à environ 10 mm (3/8 po) de l'extrémité de l'embout-contact [Outershield de 20 mm (3/4 po)].
Remarque: Si le dispositif est réglé pour un démarrage lent lorsqu'on appuie sur la gâchette, le câble d'alimentation alimente le fil à basse vitesse, peu importe la vitesse d'alimentation du fil réglée jusqu'à ce que l'arc de soudage commence ou qu'une seconde se soit écoulée. Cette fonction améliore le démarrage et facilite l'établissement de la longueur. La limite de 1 seconde permet de charger à grande vitesse le pistolet et le câble. Pour modifier le mode de démarrage, consultez la section « Mode de démarrage » dans la section Description des commandes.
- Si du gaz de soudage doit être utilisé, activez l'alimentation en gaz et réglez le débit requis (généralement 25 à 35 CFH ; 12 à 16 litres/min).
- Lors de l'utilisation de l'électrode Innershield, la buse à gaz peut être retirée de l'isolant à l'extrémité du pistolet et remplacée par la buse sans gaz. Cela permettra d'améliorer la visibilité et d'éliminer la possibilité de surchauffe de la buse à gaz.
- Raccordez le câble de travail au métal à souder. La pince de travail doit avoir un bon contact électrique avec le travail. Le travail doit également être mis à la terre comme indiqué dans les « Précautions de sécurité pour le soudage à l'arc ».
! AVERTISSEMENT

Lors de l'utilisation d'un procédé à arc ouvert, il est nécessaire d'utiliser une protection adéquate pour les yeux, la tête et le corps.
- Placez l'électrode sur le joint. L'extrémité de l'électrode peut toucher légèrement le travail.
- Abaissez le casque de soudage, appuyez sur la gâchette du pistolet et commencez à souder. Tenez le pistolet de manière à ce que l'embout-contact soit à environ 10 mm (3/8 po) (20 mm [3/4 po] pour l'Outershield).
- Pour arrêter de souder, relâchez la gâchette du pistolet, puis éloignez le pistolet du travail après l'arrêt de l'arc.
FONCTIONNEMENT
- Lorsqu'il n'y a plus de soudure à faire, fermez la vanne sur le cylindre de gaz (le cas échéant), actionnez momentanément la gâchette du pistolet pour libérer la pression du gaz et éteignez l'appareil SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE.
ÉVITER LES PROBLÈMES D'ALIMENTATION DE FIL
On peut éviter les problèmes d'alimentation de fil en respectant les procédures de manipulation du pistolet suivantes :
- N'entortillez ou ne tirez pas le câble autour de coins tranchants.
- Gardez le câble du pistolet aussi droit que possible lors de la soudure ou du chargement de l'électrode par le câble.
- Ne laissez pas les roues de chariot ou les camions passer sur les câbles.
- Gardez le câble propre en suivant les instructions d'entretien.
- Utilisez uniquement une électrode propre et exempte de rouille. Les électrodes Lincoln sont dotées de la lubrification de surface appropriée.
- Remplacez l'embout-contact lorsque l'arc commence à devenir instable ou que l'extrémité de l'embout-contact est fusionnée ou déformée.
- Maintenez la tension du frein de l'axe de dévidoir au minimum requis pour éviter une course excessive de l'enrouleur qui pourrait provoquer un enchevêtrement des fils de la bobine.
- Utilisez les rouleaux d'entraînement appropriés et la pression du rouleau de ralenti du dévidoir pour le calibre et le type de fil utilisés.
CONTRÔLE DU VENTILATEUR
Le ventilateur est conçu pour s'allumer automatiquement lorsqu'un arc de soudure est établi. Le ventilateur restera également allumé lorsque le soudage et l'alimentation de la machine sont désactivés pendant la protection thermostatique de la surtempérature. (Voir PROTECTION CONTRE LES SURCHARGES THERMIQUES DE SOUDAGE à la page B-23)
PROTECTION DE TENSION DE LIGNE D'ENTRÉE
Tension de ligne élevée - Si la tension de ligne dépasse 110 % de la tension d'entrée nominale, la sortie sera réduite au niveau inférieur pour protéger la tension de la batterie de condensateurs.
Tension de ligne basse - Il se peut que vous ne puissiez pas obtenir une sortie maximale de la machine si la tension de ligne est inférieure à la valeur nominale. L'unité continuera à souder, mais la sortie peut être inférieure à ce qui est réglé.
PROTECTION CONTRE LA SURCHARGE DE LA TÊTE D'ALIMENTATION
L'appareil SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE est équipé d'une protection contre les surcharges à l'état solide du moteur du dévidoir. Si le moteur est surchargé, le circuit de protection éteint la sortie de soudure du fil et du solénoïde de gaz. Vérifiez si l'embout, la gaine et les rouleaux d'entraînement sont appropriés, pour déceler toute obstruction ou courbure dans le câble du pistolet et tout autre facteur qui pourrait entraver l'alimentation du fil.
Pour reprendre le soudage, appuyez simplement sur la gâchette. Il n'y a pas de disjoncteur à réinitialiser, car la protection est effectuée avec des appareils électroniques à l'état solide.
PROTECTION CONTRE LES SURCHARGES THERMIQUES DE SOUDAGE
SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE est équipé de thermostats de protection intégrés qui répondent à une température excessive. Ils ouvrent les circuits de sortie du fil et du soudeur si la machine dépasse la température de fonctionnement maximale sécuritaire en raison d'une surcharge fréquente, ou la température ambiante élevée plus surcharge. Les thermostats se réinitialisent automatiquement lorsque la température atteint un niveau de fonctionnement sécuritaire et que le soudage et l'alimentation sont permis de nouveau lorsque le pistolet est déclenché à nouveau.
FONCTIONNEMENT
ACCESSOIRES ET OPTIONS
ENSEMBLES DE ROULEAUX D'ENTRAÎNEMENT
Voir le tableau ci-dessous pour les différents ensembles de rouleaux d'entraînement disponibles pour le SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE. L'article en gras est fourni de série avec le SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE.
| Fil Calibre du fil Ensemble de rouleau | d'entraînement | |
| Acier massif 0,6 à 0,8 mm (0,023 à 0,030 po) | KP1696-030S | |
| KP1696-035S | ||
| KP1696-045S | ||
| KP1696-1 | ||
| KP1696-2 | ||
| Fourré 0,9 mm (0,035 po) | 1,1 mm (0,045 po) | KP1697-035C |
| KP1697-045C | ||
| Aluminium 1,2 mm (3/64 po) | 0,9 mm (0,035 po) | KP1695-3/64A |
| KP1695-035A | ||
K3675-1 Housse en toile
Le porte-pistolet à bobine K1738-1 pour le power MIG - fournit un rangement soigné du câble du pistolet à bobine et du tuyau de gaz pour le power MIG. Fournit également le matériel pour l'acheminement du gaz à l'intérieur de l'appareil power MIG lors de l'utilisation d'un pistolet Prince XL.
Remarque: inclus dans les modèles K1809-1 et K2310-1
Adaptateur de broche K468 pour bobine de D.E. de 203,2 mm (8 po).
ADAPTATEUR K363P READI-REELTM - L'adaptateur Readi-Reel K363P se monte sur la broche de 2 po. Il est nécessaire d'installer les Readi-Reel de 10 à 13,6 kg (22-30 lb).
L'adaptateur de broche K435 pour bobines de 14 lb - l'adaptateur de broche K435 permet de fixer les bobines Innershield de 6 kg (14 lb) sur broches de D.E. de 51 mm (2 po).
K3676-1 Trousse de montage de bouteille double - Utilisée pour contenir deux bouteilles de gaz.
Alimentation de 36 V c.c. K4493-1 : utilisée pour éteindre la machine sur une entrée de 120 V afin d'afficher le mode de démonstration. Pour alimenter la machine à l'aide du bloc d'alimentation externe, branchez celui-ci au connecteur à 4 broches situé à l'avant de la machine, puis branchez le bloc d'alimentation.
ENSEMBLES DE PISTOLET ET DE CÂBLE DE RECHANGE MAGNUM GMAW
L'ensemble pistolet et câble Magnum PRO 250L suivant est disponible séparément pour une utilisation avec le SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE. Chacun est évalué pour un cycle de service de 60 % à 200 ampères (40 % à 250 ampères) et est équipé d'un connecteur intégré, d'un connecteur de gâchette à verrouillage par rotation, d'une buse fixe et d'un isolant, et comprend une gaine, un diffuseur et des embouts-contacts pour les calibres de fil :
| Longueur N° de pièce | Calibre du fil (mesure impériale)1 | Calibre du fil (mesure métrique) |
| 4,6 m (15 pi) K3081-2 0,035 à 0,045 po 0,9 à 1,2 mm |
ACCESSOIRES ET OPTIONS
^1 Les gaines en option pour différents diamètres de fil sont vendues séparément.
Pistolets Magnum PRO Curve 300 de 20 pi et 25 pi
K2951-3 Magnum PRO Curve 300, 20 pi*
K2951-4 Magnum PRO Curve 300, 25 pi*
*Requiert un adaptateur K466-6 et une gaine KP44-3545-25.
**Non compatible avec les pistolets à double procédure.
ENSEMBLE DE RACCORDEMENT DE PISTOLET MAGNUM (EN OPTION K466-6)
L'utilisation de l'ensemble de raccordement Magnum K466-6 en option pour le SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE permet d'utiliser des ensembles pistolet et câbles Magnum 200, 300 ou 400 standard.
PISTOLET À BOBINE
| ! AVERTISSEMENT | |
| Retirez toute la puissance d'entrée au SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE avant de continuer. | |
Le SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE permet une connexion directe et l'utilisation du pistolet à bobine (avec commande de vitesse à distance).
Il assure également le transfert du commutateur de déclenchement du pistolet entre l'utilisation de la machine avec son pistolet d'alimentation ou le pistolet à bobine pour le même soudage de polarité avec différents processus de fil et de gaz.
K2490-1 Magnum 250LX
Pistolet à bobine Magnum SG K487-25 (nécessite un adaptateur de câble K2445-1)
Adaptateur de câble de commande de pistolet à bobine Magnum SG K2445-1. Permet à la fiche du câble de commande à 6 broches du pistolet à bobine Magnum SG K487-25 de se connecter à la prise du câble de commande du pistolet à bobine à 7 broches du SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE.
PROCÉDURE DOUBLE
SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE n'est pas compatible avec les procédures doubles.
ENTRETIEN
PRÉCAUTIONS DE SÉCURITÉ
! AVERTISSEMENT

Les DÉCHARGES ÉLECTRIQUES peuvent tuer.
Demandez à un électricien d'installer et de réparer cet équipement.
Coupez l'alimentation à la boîte de fusibles avant de travailler sur cet équipement.
Ne touchez pas les pièces électriques sous tension.
Voir les informations relatives aux avertissements supplémentaires tout au long de ce manuel d'utilisation.
ENTRETIEN GÉNÉRAL
Dans des endroits extrêmement poussiéreux, la saleté peut obstruer les passages d'air, ce qui entraîne le réchauffement du soudeur. Soufflez la saleté hors du soudeur avec de l'air à basse pression, à intervalles réguliers, pour éliminer toute accumulation excessive de saleté et de poussière sur les pièces internes.
Les moteurs du ventilateur ont des roulements à billes scellés qui ne nécessitent aucun entretien.
ROULEAUX D'ENTRAINEMENT ET PLAQUES DE GUIDAGE
Après chaque bobine du fil, inspectez le mécanisme du dévidoir. Nettoyez-le, au besoin, en soufflant de l'air comprimé à basse pression. N'utilisez pas de solvants pour nettoyer le rouleau de ralenti, car il peut éliminer le lubrifiant du roulement.
Tous les rouleaux d'entraînement sont estampillés avec les calibres de fil qu'ils alimenteront. Si un fil autre que celui estampillé sur le rouleau est utilisé, le rouleau d'entraînement doit être changé.
Pour obtenir des instructions sur le remplacement ou le changement d'un rouleau dévidoir, consultez PROCÉDURE POUR CHANGER LES ENSEMBLES DE ROULEAUX D'ENTRAÎNEMENT ET DE RALENTI à la page B-17 de la section Fonctionnement.
EMBOUT-CONTACT ET INSTALLATION DE LA BUSE À GAZ
- Choisissez l'embout-contact de taille appropriée pour l'électrode utilisée (le calibre du fil est inscrit au pochoir sur le côté de l'embout-contact) et vissez-le fermement au diffuseur de gaz.
- Vissez complètement la buse à gaz fixe appropriée sur le diffuseur. La buse de rinçage standard de 12,7 mm (0,50 po) ou toute autre taille de buse encastrée ou affleurée (arc-jet) peut être utilisée. (Consultez www.lincolnelectric.com)
- Si vous utilisez des buses à enfiler réglables en option. (Consultez www.lincolnelectric.com)
- Assurez-vous que l'isolateur de la buse est entièrement vissé sur le tube du pistolet et ne bloque pas les orifices de gaz dans le diffuseur.
ENTRETIEN
- Glissez la buse de gaz appropriée sur l'isolateur de la buse. Une buse à gaz à enfiler de D.I. de 12,7 mm (0,50 po) standard ou de D.I. de 15,9 mm (0,62 po) en option peut être utilisée et doit être sélectionnée en fonction de l'application de soudure.
- Ajustez la buse à gaz selon le processus du GMAW à utiliser. En règle générale, l'extrémité de l'embout-contact en processus de transfert par court-circuit et l'embout de 3,2 mm (0,12 po) encastré pour le transfert par pulvérisation.
TUBES ET BUSES DU PISTOLET
- Remplacer les embouts-contacts usés au besoin.
- Retirez les éclaboussures de l'intérieur de la buse à gaz et de l'embout toutes les 10 minutes de temps d'arc ou au besoin.
NETTOYAGE DU CÂBLE DU PISTOLET
Pour aider à prévenir les problèmes d'alimentation, nettoyez la gaine du câble après avoir utilisé environ 136 kg (300 lb) d'électrode. Retirez le câble du dévidoir de fil et posez-le directement sur le plancher. Retirez l'embout-contact du pistolet. À l'aide d'un tuyau d'air et d'une pression partielle, soufflez doucement le manchon de câble de l'extrémité du diffuseur de gaz.
ATTENTION

Une pression excessive au début de la procédure de nettoyage peut causer la formation d'un bouchon.
Faites passer le câble sur toute sa longueur et soufflez-le à nouveau. Répétez cette procédure jusqu'à ce qu'aucune autre saleté ne se dégage. Si cela a été fait et que des problèmes d'alimentation se produisent, essayez de remplacer la gaine et consultez la DÉPANNAGE à la page E-1 pour des informations sur l'alimentation en fil difficile.
RETRAIT, INSTALLATION ET ÉBARBAGE DE LA DOUBLURE
Remarque: La variation des longueurs de câbles empêche l'échange de gaines entre les pistolets. Une fois qu'une gaine a été coupée pour un pistolet en particulier, elle ne doit pas être installée dans un autre pistolet, à moins qu'elle puisse satisfaire à la longueur butoir de la gaine. Les gaines sont expédiées avec l'enveloppe de gaine, de la quantité appropriée.
- Retirez la buse à gaz.
- Retirez le diffuseur de gaz du tube du pistolet.
- Posez le pistolet et le câble directement sur une surface plane. Desserrez la vis d'arrêt du connecteur à l'arrière du pistolet.
- Insérer le revêtement non ébarbé dans l'extrémité arrière du pistolet.
- Placer la bague du revêtement à l'arrière du pistolet. Fixez le revêtement en serrant la vis de pression. Ne pas installer le diffuseur de gaz pour le moment.
- Poser le câble droit et ébarber le revêtement à 9/16 po. Retirez les bavures.
- Installez l'isolateur et fixez le diffuseur de gaz dans le tube.
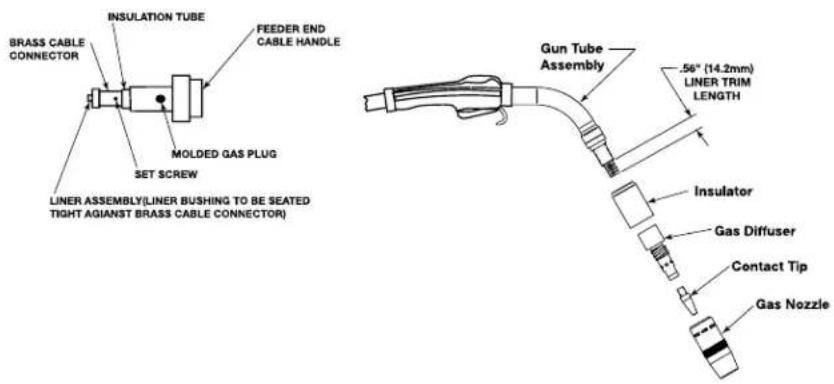
text_image
INSULATION TUBE BRASS CABLE CONNECTOR FEEDER END CABLE HANDLE MOLDED GAS PLUG SET SCREW LINER ASSEMBLY(LINER BUSHING TO BE SEATED TIGHT AGIANST BRASS CABLE CONNECTOR) Gun Tube Assembly .56" (14.2mm) LINER TRIM LENGTH Insulator Gas Diffuser Contact Tip Gas NozzleÉTALONNAGE DU COURANT
- Accédez au mode Current Calibration (Étalonnage du courant) à partir du menu Configuration.
- Raccordez les fils de travail et de sortie à une charge de grille. Réglez la charge de la grille à environ 80 à 120 mΩ. (La charge de la grille doit produire une tension de 20 à 30 V avec un courant de 250 A.)
- Branchez une sonde de courant ou un compteur de courant étalonné certifié et le mettre en dérivation au circuit de sortie.
- Sélectionnez Ajuster pour étalonner la machine.
- Ajustez le bouton de sélection droit jusqu'à ce que la sonde de courant ou le compteur de courant indique 250 A.
- Appuyez sur le bouton de sélection droit pour enregistrer les réglages d'étalonnage.
- Pour revenir aux paramètres d'étalonnage en usine, accédez au mode Étalonnage du courant à partir du menu Configuration et sélectionnez Factory (Usine).
ÉTALONNAGE DE LA TENSION
- Accédez au mode Étalonnage de la tension à partir du menu Configuration.
- Raccordez les fils de travail et de sortie à une charge de grille. Réglez la charge de la grille à environ 80 à 120 mΩ. (La charge de la grille doit produire une tension de 20 à 30 V avec un courant de 250 A.)
- Branchez un voltmètre étalonné certifié au circuit de sortie.
- Sélectionnez Ajuster pour étalonner la machine.
- Réglez le bouton de sélection droit jusqu'à ce que le voltmètre indique 20 volts.
- Appuyez sur le bouton de sélection droit pour enregistrer les réglages d'étalonnage.
- Pour revenir aux paramètres d'étalonnage en usine, accédez au mode Étalonnage de la tension à partir du menu Configuration et sélectionnez Factory (Usine).
ÉTALONNAGE DU PISTOLET À BOBINE/PISTOLET-DÉVIDOIR
Vérification de l'étalonnage
Une variété de facteurs affectent l'étalonnage de la bobine et du pistolet-dévidoir. Par conséquent, il est important de vérifier l'étalonnage du pistolet chaque fois que la tension d'entrée de la machine est modifiée ou qu'un nouveau pistolet est connecté à la machine. Suivez les étapes ci-dessous pour étalonner le pistolet :
- Désactivez tous les paramètres de soudage en mode de soudage (pré/post-écoulement, rodage, temps de démarrage/d'exécution/de cratérisation et réallumage).
- Réglez la vitesse d'alimentation du fil sur 360 (360 pouces par minute = 60 pouces en 10 secondes).
- Désengagez le moteur d'entraînement arrière (en ouvrant le levier de tension).
ENTRETIEN
- Débranchez le pistolet de la douille du récepteur du pistolet et coupez le fil à l'avant de la machine (le fil ne doit passer que par le conduit).
- Assurez-vous que le pistolet et le câble sont droits.
- À l'aide d'un chronomètre, appuyez sur la gâchette pendant 10 secondes.
- Mesurez le fil de l'extrémité du chalumeau à l'extrémité du fil.
- Le fil doit mesurer un peu moins de 60 pouces.
- Effectuez l'étalonnage du pistolet si la mesure est inférieure à 57 ou supérieure à 63.
Étalonnage du pistolet à bobine
- Pour étalonner le pistolet à bobine, sélectionnez Spool Gun (Pistolet à bobine) à partir de l'écran de sélection Weld Process (Processus de soudage).
- Sélectionnez le pistolet approprié dans la liste des options de pistolet à bobine.
- Sélectionnez Étalonnage manuel.
- Réglez le décalage pour étalonner le pistolet à bobine. (Augmentez le décalage si le fil mesuré dans les étapes de vérification de l'étalonnage était trop court. Diminuez si c'était trop long.)
- Appuyez sur le bouton de sélection droit pour sélectionner un décalage.
- Répétez les étapes de vérification de l'étalonnage ci-dessus pour confirmer l'étalonnage. Si la mesure du fil dévie toujours de plus de 3 po, répétez les étapes d'étalonnage en utilisant un décalage différent.
Étalonnage du pistolet de type pousser-tirer lors de l'utilisation de la machine avec : Magnum PRO AL, Pistolet Magnum PRO et Magnum Cougar PRO
- Pour étalonner le pistolet de type pousser-tirer, sélectionnez Push-Pull (Pousser-tirer) à partir de l'écran de sélection Weld Process (Processus de soudage).
- Sélectionnez le pistolet approprié dans la liste des options de pistolet de type tirer-pousser.
- Sélectionnez Auto Calibration (Étalonnage automatique) ou Manual calibration (Étalonnage manuel).
Étalonnage automatique : Cette procédure fournit un moyen automatique de synchroniser les vitesses du moteur à poussée arrière et du moteur à traction avant. Avant de procéder à la procédure d'étalonnage automatique, assurez-vous que la machine et le câble du pistolet sont prêts pour le soudage. Tirez la gâchette du pistolet et maintenez-le fermé tout au long de la procédure. Le fil sortira du pistolet pendant l'étalonnage, mais la sortie de soudure ne sera PAS alimentée. Le fil arrête de s'alimenter une fois l'étalonnage terminé. L'étalonnage automatique doit être effectué chaque fois que le fil ou le pistolet est changé.
Étalonnage manuel : Cette procédure permet d'ajuster directement la vitesse du moteur de traction par valeur de compensation. La valeur par défaut est 90. Un problème d'imbrication ou d'emmêlement de fil peut être résolu en augmentant cette valeur, et un problème de glissement ou de rasage de fil peut être résolu en diminuant cette valeur.
Lors de l'utilisation de la machine avec des pistolets de type pousser-tirer personnalisés, seul un étalonnage manuel est disponible. Cette opération est décrite dans la section précédente.
LISTE DES MODES DE SOUDAGE HÉRITÉS
| Mode Processus Procédure Calibre du fil Type de fil Type de gaz Contrôle de l'arc | |||||
| 1 SMAW Bâton | net à | usage général | |||
| 2 SMAW Bâton | net net Force de l'arc | ||||
| 3 GTAW Touch | Start | TIG | |||
| 5 GMAW CV MIG | Pincement | ||||
| Mode Processus Procédure | re Calibre du fil Type de fil Type de gaz Contrôle de | l'arc | |||
| 6 FCAW-S Soudage à | l'arc avec fil autoblindé | Pincement | |||
| 7 FCAW-G Soudage au | gaz avec fil autoblindé | Pincement | |||
| 8 GTAW TIG pulsé (0,5) | à 20 Hz) | Fréquence | |||
| 9 GTAW TIG pulsé (20) | à 300 Hz) | Fréquence | |||
| 10 GMAW CV 0,035 po Acier CO | 2 | Pincement | |||
| 11 GMAW CV 0,035 po Acier Mélanges | d'argon | Pincement | |||
| 14 GMAW Impulsion 0,035 po Acier Mélanges | d'argon | Contrôle de l'arc | |||
| 16 GMAW Vertical Up | Pulse | 0,035 po Acier Mélanges | d'argon | Décalage de fréquence | |
| 19 GMAW Impulsion 0,045 po Acier Mélanges | d'argon | Contrôle de l'arc | |||
| 20 GMAW CV 0,045 po Acier CO | 2 | Pincement | |||
| 21 GMAW CV 0,045 po Acier Mélanges | d'argon | Pincement | |||
| 23 GMAW Vertical Up | Pulse | 0,045 po Acier Mélanges | d'argon | Décalage de fréquence | |
| 28 GMAW CV 0,025 po Acier CO | 2 | Pincement | |||
| 29 GMAW CV 0,025 po Acier Mélanges | d'argon | Pincement | |||
| 30 GMAW Impulsion 0,025 po Acier Mélanges | d'argon | Contrôle de l'arc | |||
| 31 GMAW CV 0,035 po Acier | Mélanges d'argon | Pincement | |||
| 32 GMAW Impulsion 0,035 po Acier | Mélanges d'argon | Contrôle de l'arc | |||
| 33 GMAW CV 0,035 po Acier | He Ar CO_2 | Pincement | |||
| 34 GMAW Impulsion 0,035 po Acier | He Ar CO_2 | Contrôle de l'arc | |||
| 38 GMAW Vertical Up | Pulse | 0,035 po Acier | Mélanges d'argon | Décalage de fréquence | |
| 40 GMAW Power Mode | (Non syn) | Bouclier à gaz | Pincement | ||
| 41 GMAW CV 0,045 po Acier | Mélanges d'argon | Pincement | |||
| 42 GMAW Impulsion 0,045 po Acier | Mélanges d'argon | Contrôle de l'arc | |||
| 43 GMAW CV 0,045 po Acier | He Ar CO_2 | Pincement | |||
| 44 GMAW Impulsion 0,045 po Acier | He Ar CO_2 | Contrôle de l'arc | |||
| Mode Processus Procédure | re Calibre du fil Type de fil Type de gaz Contrôle de l'arc | ||||
| 48 GMAW Vertical Up | Pulse | 0,045 po Acier | inoxydable | Mélanges d'argon | |
| 61 GMAW CV 0,030 po Acier | inoxydable | Mélanges d'argon | |||
| 62 GMAW Impulsion 0,030 po | Acier | inoxydable | Mélanges d'argon | ||
| 63 GMAW CV 0,030 po Acier | inoxydable | He Ar CO_2 | |||
| 64 GMAW Impulsion 0,030 po | Acier | inoxydable | He Ar CO_2 | ||
| 71 GMAW CV 3/64 po Aluminium 4 | 043 | Argon Pincement | |||
| 72 GMAW Impulsion 3/64 po Aluminium 4 | 043 | Argon Contrôle de l'arc | |||
| 75 GMAW CV 3/64 po Aluminium 5 | 356 | Argon Pincement | |||
| 76 GMAW Impulsion 3/64 po Aluminium 5 | 356 | Argon Contrôle de l'arc | |||
| 81 GMAW CV 0,045 po Noyau en | métal | Mélanges d'argon | |||
| 82 GMAW Impulsion 0,045 po Noyau en | métal | Mélanges d'argon | |||
| 83 GMAW CV 0,052 po Noyau en | métal | Mélanges d'argon | |||
| 84 GMAW Impulsion 0,052 po Noyau en | métal | Mélanges d'argon | |||
| 85 GMAW CV 1/16 po Noyau en | métal | Mélanges d'argon | |||
| 86 GMAW Impulsion 1/16 po Noyau en | métal | Mélanges d'argon | |||
| 93 GMAW CV 0,030 po Acier CO | 2 | ||||
| 94 GMAW CV 0,030 po Acier Mélanges | d'argon | ||||
| 95 GMAW Impulsion 0,030 po Acier Mélanges | d'argon | ||||
| 97 GMAW Pulse On | Pulse | 0,030 po Aluminium 4043 | Argon Fréquence de modulation | ||
| 98 GMAW Pulse On | Pulse | 0,035 po Aluminium 4043 | Argon Fréquence de modulation | ||
| 99 GMAW Pulse On | Pulse | 3/64 po Aluminium 4043 | Argon Fréquence de modulation | ||
| 101 GMAW Pulse On | Pulse | 0,035 po Aluminium 5356 | Argon Fréquence de modulation | ||
| 102 GMAW Pulse On | Pulse | 3/64 po Aluminium 5356 | Argon Fréquence de modulation | ||
| 138 GMAW CV 0,040 po Acier CO | 2 | Pincement | |||
| 140 GMAW Impulsion 0,040 po Acier Mélanges | d'argon | Contrôle de l'arc | |||
| Mode Processus Procédure | Calibre du fil Type de fil Type de gaz Contrôle de l'arc |
| 146 GMAW CV 0,030 po Aluminium 4 | |
| 147 GMAW Impulsion 0,030 po Aluminium 4 | |
| 148 GMAW CV 0,035 po Aluminium 4 | |
| 149 GMAW Impulsion 0,035 po Aluminium 4 | |
| 151 GMAW CV 0,035 po Aluminium 5 | |
| 152 GMAW Impulsion 0,035 po Aluminium 5 | |
| 190 GMAW Impulsion 0,030 po Si Bronze Argon Contrôle de | |
| 191 GMAW Impulsion 0,045 po Si Bronze Argon Contrôle de | |
| 192 GMAW Impulsion 0,035 po Si Bronze Argon Contrôle de | |
| 196 GMAW Impulsion 0,045 po Cuivre 75He/25Ar Contrôle de |
ENTRETIEN
DÉPANNAGE
COMMENT UTILISER LE GUIDE DE DÉPANNAGE
! AVERTISSEMENT

L'entretien et la réparation ne doivent être effectués que par le personnel qualifié et formé en usine de Lincoln Electric. Les réparations non autorisées effectuées sur cet équipement peuvent entraîner un danger pour le technicien et l'opérateur de l'appareil, et invalider votre garantie d'usine. Pour votre sécurité et pour éviter les décharges électriques, veuillez respecter toutes les consignes de sécurité et toutes les précautions détaillées dans ce manuel.
Ce guide de dépannage est fourni pour vous aider à localiser et à réparer les possibles pannes de l'appareil. Suivez simplement la procédure en trois étapes ci-dessous.
1. REPÉRER LE PROBLÈME (SYMPTÔME)
Regardez sous la colonne intitulée « PROBLÈME (SYMPTÔMES) ». Cette colonne décrit les possibles symptômes que l'outil peut présenter. Trouvez l'élément de la liste qui décrit le mieux le symptôme que l'appareil présente.
2. CAUSE POSSIBLE
La deuxième colonne intitulée « CAUSE POSSIBLE » énumère les possibilités externes évidentes qui peuvent contribuer au symptôme de l'appareil.
3. PLAN D'ACTION RECOMMANDÉ
Cette colonne fournit une marche à suivre pour la cause possible. Celle-ci consiste généralement à communiquer avec votre centre de services extérieurs autorisé Lincoln.
ATTENTION

Si vous ne comprenez pas ou n'êtes pas en mesure d'effectuer le plan d'action recommandé en toute sécurité, communiquer avec votre centre de services extérieurs autorisé Lincoln.
Observez toutes les directives additionnelles de sécurité détaillées dans tout ce manuel.
GUIDE DE DÉPANNAGE
Observez toutes les directives de sécurité détaillées dans tout ce manuel
| PROBLÈMES (SYMPTÔMES) ZO | NES POSSIBLES DE MAUVAIS AJUSTEMENT(S) | PLAN D’ACTION RECOMMANDÉ |
| PROBLÈMES DE SORTIE | ||
| Les dommages physiques ou électriques majeurs sont évidents. | Ne branchez pas la machine ou ne l’allumez pas. Contactez votre centre local de services extérieurs autorisé Lincoln. | |
| Aucune alimentation de fil, sortie de soudure ou débit de gaz lorsqu’on appuie sur la gâchette du pistolet. Les ventilateurs ne fonctionnent PAS. | 1. Assurez-vous que la tension correcte est appliquée sur la machine.2. Assurez-vous que l’interrupteur d’alimentation est en position ON.3. Assurez-vous que le disjoncteur est réenclenché. | |
| Aucune alimentation de fil, sortie de soudure ou débit de gaz lorsqu’on appuie sur la gâchette du pistolet. Les ventilateurs fonctionnent normalement. | 1. Le thermostat peut être déclenché en raison d’une surchauffe. Laissez la machine refroidir. Soudez au cycle de service inférieur.2. Vérifiez si le débit d’air est obstrué. Vérifiez les connexions de la gâchette du pistolet. Voir la section Installation.3. La gâchette du pistolet peut être défectueuse. | |
| Arc instable – Mauvais début. 1. Vé | ifiez la tension d’entrée correcte à la machine.2. Vérifiez que le panneau de reconnexion de la machine est correctement configuré pour la tension appliquée.3. Vérifiez l’usure ou l’endommagement du pistolet et la taille appropriée - Remplacez.4. Vérifiez si le gaz et le débit sont adéquats pour le processus.5. Vérifiez le câble de travail ou s’il est desserré pour détecter les connexions défectueuses.6. Vérifiez si le pistolet est endommagé ou brisé.7. Vérifiez l’orientation et l’alignement du rouleau d’entraînement.8. Vérifiez la taille de la gaine. | |
| PROBLÈMES (SYMPTÔMES) ZONES POSSIBLES DE MAUVAIS AJUSTEMENT(S) | PLAN D’ACTION RECOMMANDÉ | |
| PROBLÈMES DE SORTIE (SUITE) | ||
| La tension de sortie et l’alimentation du fil sont présentes lorsqu’on n’appuie pas sur la gâchette du pistolet (non activée). | 1. Retirez l’assemblage du pistolet de la machine. Si le problème est résolu, l’assemblage du pistolet est défectueux. Réparez ou remplacez.2. Si le problème persiste lorsque l’assemblage du pistolet est retiré de la machine, le problème se situe dans le SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de services extérieurs autorisé Lincoln. |
| La sortie de la machine est faible. Les soudures sont « froides », le cordon de soudure est arrondi ou bosselé démontrant un mauvais mouillage dans la plaque. | 1. Vérifiez la tension d’entrée. Assurez-vous que la tension d’entrée correspond à la cote de la plaque signalétique et à la configuration du panneau de reconnexion.2. Assurez-vous que les réglages de vitesse d’alimentation du fil et de tension sont corrects pour le processus utilisé.3. Assurez-vous que la polarité de sortie est correcte pour le processus utilisé.4. Vérifiez les câbles de soudage et l’ensemble du pistolet pour déceler les connexions lâches ou défectueuses. | |
| PROBLÈMES D’ALIMENTATION | ||
| Aucune alimentation de fil lorsqu’on appuie sur la gâchette du pistolet. Les ventilateurs fonctionnent, les débits de gaz et la machine ont une tension de circuit ouverte (38 VMAX.) adéquate - sortie de soudure. | 1. Si le moteur du dévidoir est en marche, assurez-vous que les bons rouleaux d’entraînement sont installés dans la machine.2. Vérifiez s’il y a une gaine ou un tube-contact obstrué.3. Vérifiez la taille appropriée de la gaine et de l’embout- contact.4. Vérifiez si le mode pistolet à bobine est sélectionné à l’écran.5. Vérifiez la broche du fil pour s’assurer qu’elle tourne bien et ajustez le bouton de tension de rupture au besoin. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de services extérieurs autorisé Lincoln. |
| L’alimentation de fil s’arrête pendant la soudure. Lorsque la gâchette est relâchée et tirée à nouveau, l’alimentation du fil commence. | 1. Vérifiez les rouleaux d’entraînement du fil et le moteur pour s’assurer qu’ils fonctionnent en douceur.2. Vérifiez si des restrictions sont présentes dans le trajet d’alimentation du fil.3. Assurez-vous que la gaine du pistolet et l’embout-contact sont corrects en fonction du calibre de fil utilisé.4. Vérifiez la facilité de rotation de la broche.5. Assurez-vous que les rouleaux d’entraînement et les plaques de guidage sont propres et que la taille est correcte. | |
| Aucun contrôle de la vitesse d’alimentation du fil. Les autres fonctions de la machine sont normales. | 1. La commande de vitesse d’alimentation du fil peut être sale. Faites plusieurs rotations et vérifiez si le problème est résolu. | |
| PROBLÈMES (SYMPTÔMES) ZO | NES POSSIBLES DE MAUVAIS AJUSTEMENT(S) | PLAN D’ACTION RECOMMANDÉ |
| PROBLÈMES DE DÉBIT DE GAZ | ||
| Le gaz ne s’écoule pas lorsqu’on appuie sur la gâchette du pistolet. | 1. Assurez-vous que l’alimentation en gaz est bien connectée et activée.2. Si le solénoïde de gaz n’est pas actionné (cliqué) lorsqu’on appuie sur la gâchette du pistolet, il peut y avoir une restriction dans la conduite d’alimentation en gaz.3. Le câble du pistolet peut être défectueux. Vérifiez ou remplacez.4. Si le solénoïde de gaz ne fonctionne pas lorsqu’on appuie sur la gâchette du pistolet, le problème se situe dans le SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE.5. Assurez-vous que le pistolet est complètement enfoncé dans le support du pistolet et qu’il est correctement inséré. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de services extérieurs autorisé Lincoln. |
| PROBLÈMES (SYMPTÔMES) ZO | NES POSSIBLES DE MAUVAIS AJUSTEMENT(S) | PLAN D’ACTION RECOMMANDÉ |
| PROBLÈMES D’ÉCRAN | ||
| Le code d’erreur 213 est affiché à l’écran. | 1.Communication entre le tableau de commande de l’écran et le tableau de commande d’alimentation. | 1.Cycle d’alimentation à la machine. |
| CODE D’ERREUR 36, erreur thermique. | 1.La machine est surchargée.2.Débit d’air faible. | 1.Les travaux de soudage ne doivent pas dépasser la cote de la machine.2.Pas assez d’espace derrière l’arrière de la machine. |
| CODE D’ERREUR 81, Surcharge du moteur principal. | 1.Les rouleaux d’entraînement ne correspondent pas au calibre du fil ou au type de fil.2.Mauvaise gaine du pistolet. | 1.Vérifiez les rouleaux d’entraînement.2.Essayez un pistolet différent. |
| ERREUR 95, Surcharge du moteur du pistolet. | 1.Les rouleaux d’entraînement ne correspondent pas au calibre du fil ou au type de fil.2.Mauvaise gaine du pistolet. | 1.Vérifiez les rouleaux d’entraînement.2.Essayez un pistolet différent. |
| CODE D’ERREUR 213, Tableau de commande hors ligne. | Aucune communication entre l’interface utilisateur et la carte des circuits imprimés de contrôle. | 1.Vérifiez l’interface utilisateur et la connexion du tableau de commande.2.Remplacez la carte du circuit imprimé de commande. |
| PROBLÈMES (SYMPTÔMES) ZONES POSSIBLES DE MAUVAIS AJUSTEMENT(S) | PLAN D’ACTION RECOMMANDÉ | |
| PROBLÈMES D’ALIMENTATION DU FIL DANS LE DÉVIDOIR | ||
| Pendant le chargement du fil, les rouleaux d’entraînement arrière s’arrêtent tout en poussant le fil à travers le chalumeau. | 1. Vérifiez que le câble du chalumeau n’est pas plié. Le câble de la torche doit être disposé relativement droit.2. Vérifier le fil au niveau de la bobine. Assurez-vous que le fil n’est pas croisé et qu’il est débobiné correctement.3. Augmenter la vitesse d’alimentation du fil à 350-400 ipm. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de services extérieurs autorisé Lincoln. |
| Lors du chargement du fil, le fil s’enroule en nid d’oiseau avant que le fil ne traverse complètement la torche | 1. Vérifiez que le câble du chalumeau n’est pas plié. Le câble de la torche doit être disposé relativement droit2. Assurez-vous que le conduit de la doublure est complètement inséré dans l’entraînement de fils arrière afin qu’il soit contre le guide de fils en plastique noir intérieur.3. Le guide en plastique noir intérieur est usé. Remplacer le guide.4. Ralentir la vitesse d’alimentation du fil tout en poussant le fil vers le haut à travers la doublure. Réglage recommandé = 350MP ipm.5. Nettoyer ou remplacer l’embout de contact. | |
| Pendant le chargement, s’enroule en nid d’oiseau si le fil manque le guide de sortie pendant que l’écartement est capté dans le chalumeau. | 1. Redressez les six premiers pouces du fil avant de l’insérer dans le fil d’entraînement arrière.2. Assurez-vous que les rouleaux d’entraînement du chalumeau sont légèrement serrés pour aider le fil à sauter dans l’espace.3. Ralentissez la vitesse d’alimentation du fil tout en poussant le fil à travers la doublure du chalumeau. Réglage recommandé = 350 ipm. | |
| PROBLÈMES D’ALIMENTATION DU FIL DANS LE DÉVIDOIR (SUITE) | ||
| La longueur de l’arc varie pendant le soudage (la longueur de l’arc n’est pas constante). | 1. SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE rouleaux d’entraînement trop serrés. Le bras de tension doit être réglé entre 1 et 1-1/2.2. Nettoyer ou remplacer l’embout de contact. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de services extérieurs autorisé Lincoln. |
| Pendant le soudage, le fil continue de brûler jusqu’à l’extrémité. | 1. Vérifier que le frein de la broche n’est pas trop serré. Il devrait y avoir une entretoise en aluminium derrière le frein de la broche. Se reporter à la trousse de connexion au dévidoir pour cette entretoise.2. SOUDEUSE MIG 360MP À ALIMENTATION ÉLECTRIQUE rouleaux d’entraînement trop serrés. Le bras de tension doit être réglé entre 1 et 1-1/2.3. Les rouleaux d’entraînement du chalumeau à dévidoir sont trop serrés. Consultez le manuel du propriétaire pour connaître le réglage approprié.4. Si vous soudez par impulsion, la valeur de la compensation peut être réglée trop haut.5. Nettoyer ou remplacer l’embout de contact. | |
| Le fil s’enroule en nid d’oiseau pendant le soudage. | 1. Le conduit de la chemise de chalumeau n’est pas complètement inséré de sorte qu’il touche le guide en plastique noir intérieur.2. Le guide en plastique noir intérieur est usé. Remplacer le guide.3. Les rouleaux d’entraînement du chalumeau à dévidoir sont trop serrés. Consultez le manuel du propriétaire pour connaître le réglage approprié. | |
SCHÉMAS ET IMPRIMÉS
SCHÉMA DE CÂBLAGE - CODE 12910
WIRING DIAGRAM POWER MIG 360MP CODE: 12910
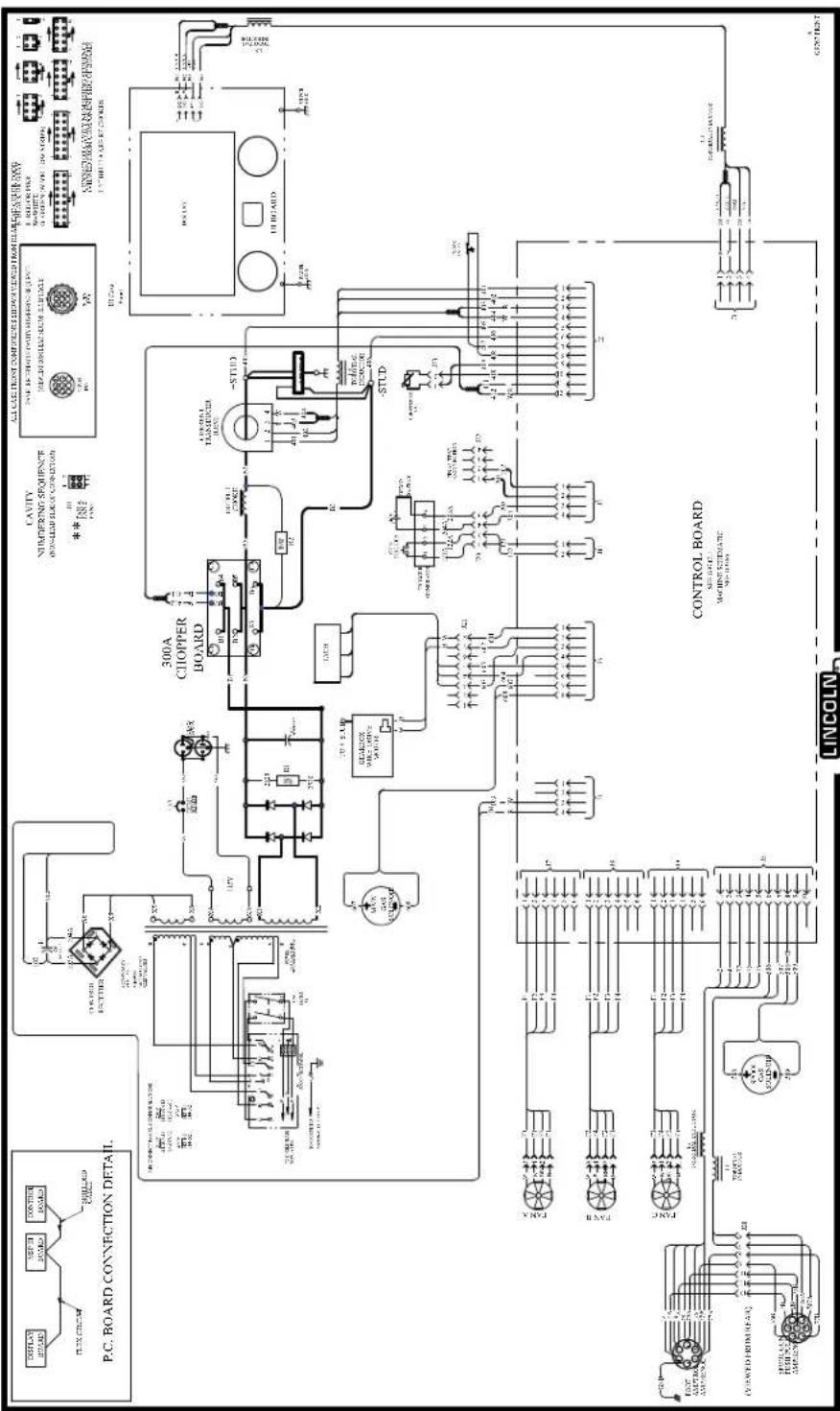
flowchart
graph TD
subgraph P.C. BOARD CONNECTION DETAIL
A["DELTA STATION"] --> B["SET OF BOARD"]
B --> C["CONTROL BOARD"]
C --> D["CAVITY NUMERFING SEQUENCE (NON-DRIP) BLOCK CONNECTION"]
D --> E["300A CHIOPPER BOARD"]
E --> F["CONTROL BOARD"]
F --> G["STUD"]
end
subgraph CONTROL BOARD
H["ON/OFF ENGLISH"] --> I["POWER"]
J["POWER"] --> K["INR"]
L["INR"] --> M["Ground"]
N["Ground"] --> O["Power Supply"]
P["POWER"] --> Q["Power Supply"]
R["Power"] --> S["Power Supply"]
T["Power"] --> U["Power Supply"]
V["Power"] --> W["Power Supply"]
X["Power"] --> Y["Power Supply"]
Z["Power"] --> AA["Power Supply"]
AB["Power"] --> AC["Power Supply"]
AD["Power"] --> AE["Power Supply"]
AF["Power"] --> AG["Power Supply"]
AH["Power"] --> AI["Power Supply"]
AJ["Power"] --> AK["Power Supply"]
AL["Power"] --> AM["Power Supply"]
AN["Power"] --> AO["Power Supply"]
AP["Power"] --> AQ["Power Supply"]
AR["Power"] --> AS["Power Supply"]
AT["Power"] --> AU["Power Supply"]
AV["Power"] --> AW["Power Supply"]
AX["Power"] --> AY["Power Supply"]
AZ["Power"] --> BA["Power Supply"]
BB["Power"] --> BC["Power Supply"]
BD["Power"] --> BE["Power Supply"]
BF["Power"] --> BG["Power Supply"]
BH["Power"] --> BI["Power Supply"]
BJ["Power"] --> BK["Power Supply"]
BL["Power"] --> BM["Power Supply"]
BN["Power"] --> BO["Power Supply"]
BP["Power"] --> BQ["Power Supply"]
BR["Power"] --> BS["Power Supply"]
BT["Power"] --> BU["Power Supply"]
BV["Power"] --> BW["Power Supply"]
BX["Power"] --> BY["Power Supply"]
BZ["Power"] --> CA["Power Supply"]
CB["Power"] --> DA["Power Supply"]
DB["Power"] --> DBQ["Power Supply"]
DC["Power"] --> DBR["Power Supply"]
DD["Power"] --> DBX["Power Supply"]
DBT["Power"] --> DBU["X Power Supply"]
DBU["X Power Supply"] --> DCB["X Power Supply"]
end
subgraph CONTROL BOARD
E1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
E2["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
F1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
G1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
H1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
I1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
J1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
K1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
L1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
M1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
N1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
O1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
P1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
Q1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
R1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
S1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
T1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
U1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
V1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
W1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
X1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
Y1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
Z1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AA1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AB1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AC1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AD1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AE1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AF1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AG1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AH1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AI1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AJ1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AK1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AL1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AM1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AN1["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AO["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AP["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AQ["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AR["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AS["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AT["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AU["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AV["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AW["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AX["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AY["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
AZ["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BA["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BB["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BC["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BD["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BE["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BF["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BG["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BH["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BI["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BJ["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BK["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BL["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BM["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BN["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BO["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BP["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BPB["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BPJ["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BPK["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BPL["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BPM["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BPN["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BPO["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BPP["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BPQ["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BPR["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BPS["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BPT["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BPU["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BPV["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BPW["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BPX["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BPY["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BPZ["CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BPW["B/CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
end
subgraph CONTROL BOARD
BPX["B/CAMETER CONNECT PROCESSED SERVICE WITH DRIP MEETING & PLC"]
SCHÉMA DE CÂBLAGE - CODE 13324, 13450
WIRING DIAGRAM POWER MIG 360MP CODE:13324, 13450
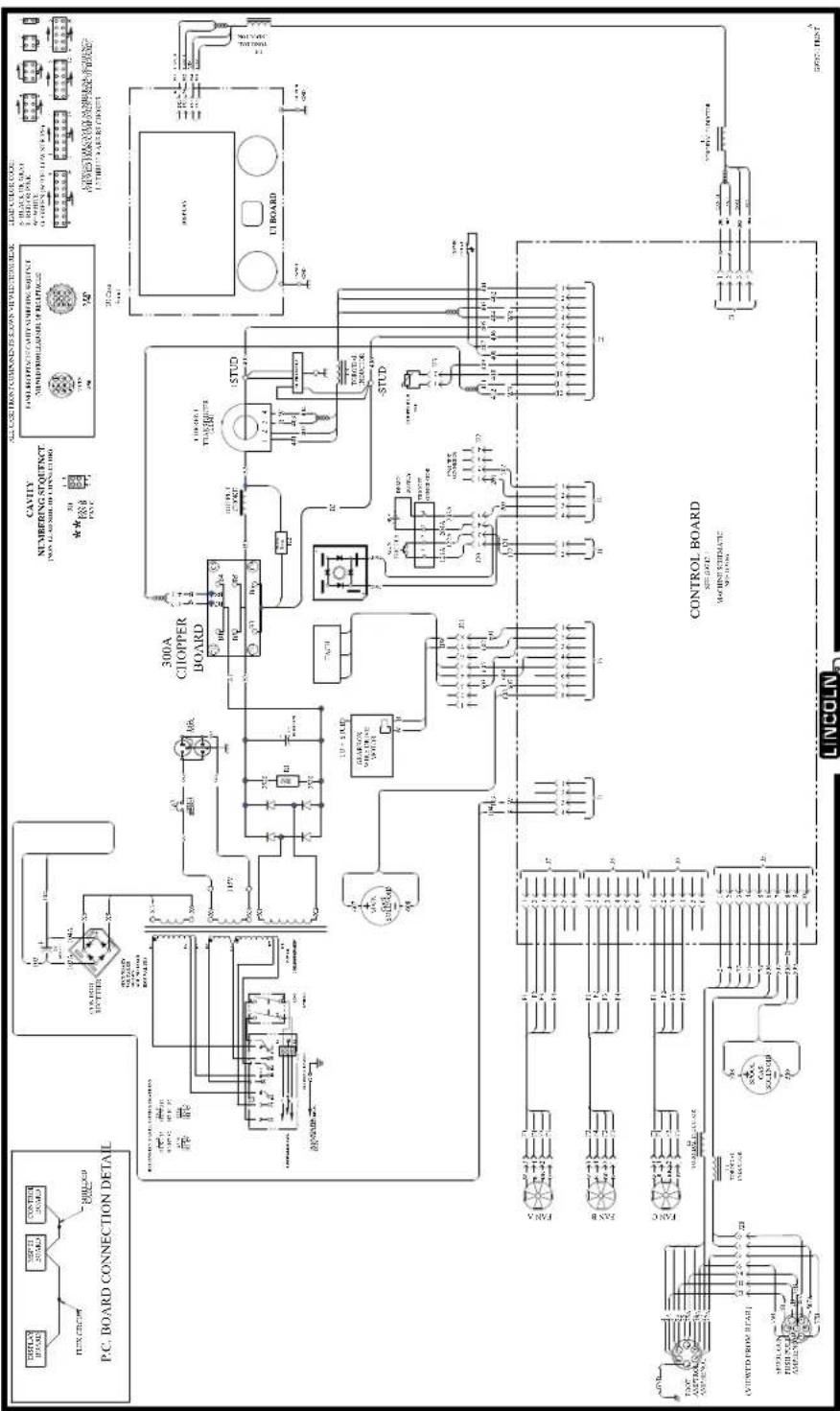
flowchart
graph TD
subgraph P.C. BOARD CONNECTION DETAIL
A["FLUX CROM"] --> B["STOP 12"]
B --> C["CONTROL 200A"]
C --> D["RESET"]
D --> E["300A CIopper Board"]
E --> F["STUD"]
F --> G["LIBOARD"]
end
subgraph CONTROL BOARD
H["FAFA"] --> I["FAN B"]
I --> J["FAN C"]
J --> K["ORIPTED FROM BEAR"]
L["SOYA"] --> M["SOYA"]
M --> N["SOLN"]
O["ORIPTED FROM BEAR"] --> P["SOLN"]
Q["ORIPTED FROM BEAR"] --> R["SOLN"]
end
subgraph CAVILY NUMBERING STATEMENT
S["ALL USE FROM CONTAINING TO DOWN WITH SHEET SWITCH"] --> T["CABLE SWITCH"]
U["COAL SWITCH OF COAL SWITCH REFLECT ON SHOWN"] --> V["SHOWN SWITCH"]
W["MINIMUM SWITCH OF MINIMUM SWITCH"] --> X["MINIMUM SWITCH"]
end
subgraph CONTROL BOARD
Y["STUD"] --> Z["STUD"]
AA["LIBOARD"] --> AB["LIBOARD"]
end
subgraph CONTROL BOARD
AC["STUD"] --> AD["STUD"]
AE["STUD"] --> AF["STUD"]
end
subgraph CONTROL BOARD
AG["STUD"] --> AH["STUD"]
AI["STUD"] --> AJ["STUD"]
end
subgraph CONTROL BOARD
AK["STUD"] --> AL["STUD"]
AM["STUD"] --> AN["STUD"]
end
subgraph CONTROL BOARD
AO["STUD"] --> AP["STUD"]
AQ["STUD"] --> AR["STUD"]
end
subgraph CONTROL BOARD
AS["STUD"] --> AT["STUD"]
AU["STUD"] --> AV["STUD"]
end
subgraph CONTROL BOARD
AW["STUD"] --> AX["STUD"]
AY["STUD"] --> AZ["STUD"]
end
subgraph CONTROL BOARD
BA["STUD"] --> BB["STUD"]
BC["STUD"] --> BD["STUD"]
end
subgraph CONTROL BOARD
BE["STUD"] --> BF["STUD"]
BG["STUD"] --> BH["STUD"]
end
subgraph CONTROL BOARD
BI["STUD"] --> BJ["STUD"]
BK["STUD"] --> BL["STUD"]
end
subgraph CONTROL BOARD
BM["STUD"] --> BN["STUD"]
BO["STUD"] --> BP["STUD"]
end
subgraph CONTROL BOARD
BQ["STUD"] --> BR["STUD"]
BS["STUD"] --> BT["STUD"]
end
subgraph CONTROL BOARD
BU["STUD"] --> BV["STUD"]
BW["STUD"] --> BX["STUD"]
end
subgraph CONTROL BOARD
BY["STUD"] --> BZ["STUD"]
CA["STUD"] --> CB["STUD"]
end
subgraph CONTROL BOARD
CC["STUD"] --> CD["STUD"]
CE["STUD"] --> CF["STUD"]
end
subgraph CONTROL BOARD
GD["STUD"] --> DH["STUD"]
DI["STUD"] --> DJ["STUD"]
end
subgraph CONTROL BOARD
DK["STUD"] --> DL["STUD"]
DV["STUD"] --> DW["STUD"]
end
subgraph CONTROL BOARD
DX["STUD"] --> DXB["STUD"]
DXC["STUD"] --> DXD
end
DIMENSIONS
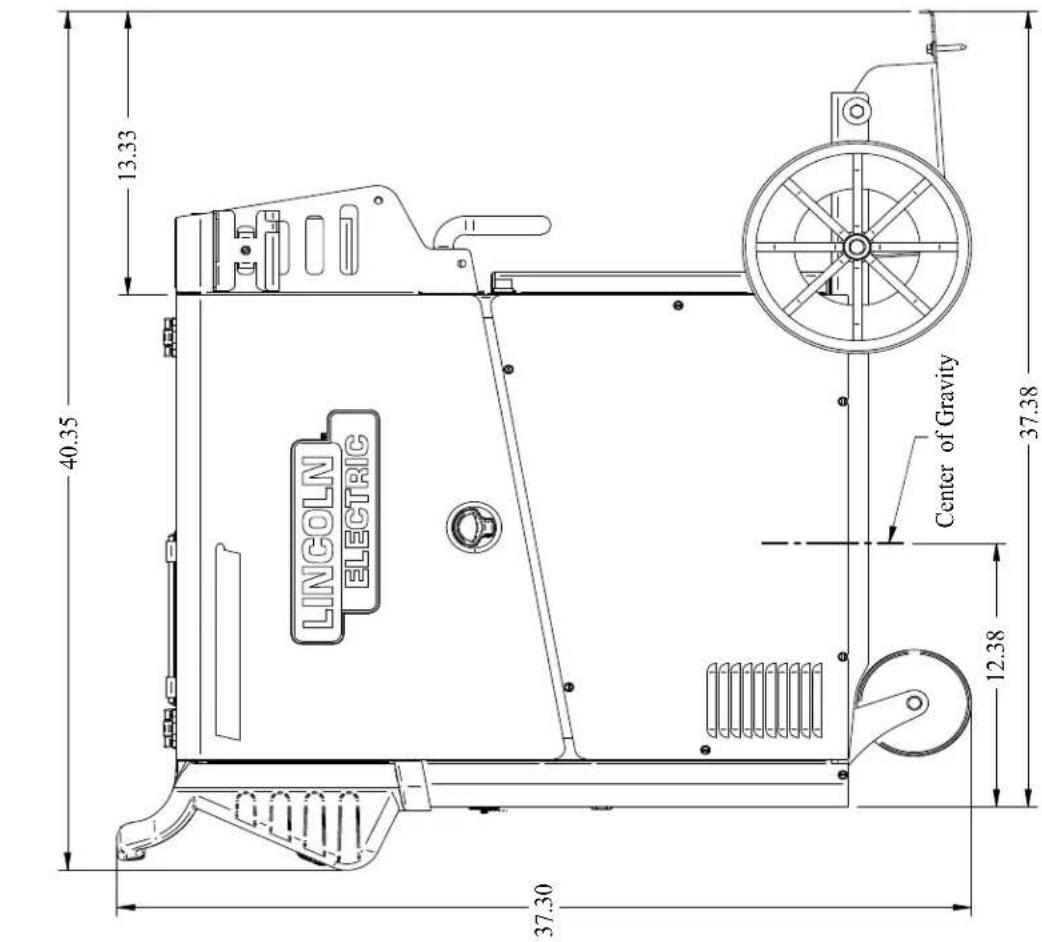
text_image
13.33 40.35 LINCOLN ELECTRIC Center of Gravity 37.38 12.38 37.30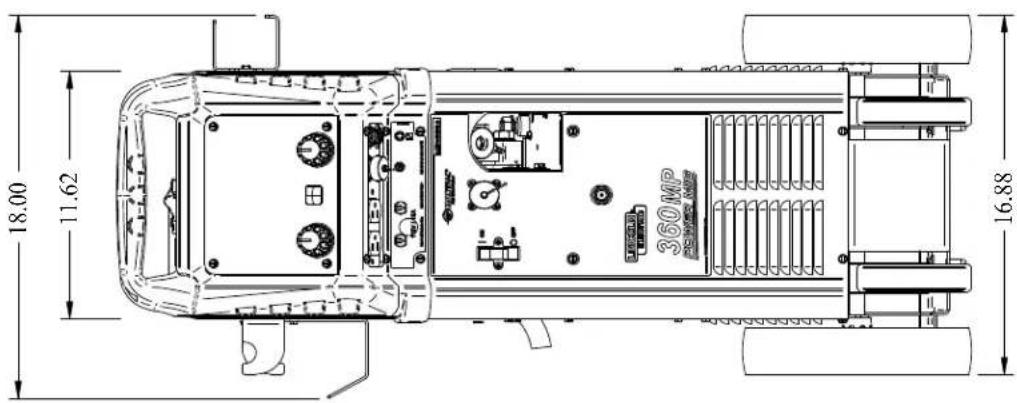
text_image
18.00 11.62 360 MP 2500000000 16.88POLITIQUE D'AIDE À LA CLIENTÈLE
POLITIQUE D'AIDE À LA CLIENTÈLE
Lincoln Electric fabrique et vend des équipements de soudage, des systèmes de soudage automatisés, des produits consommables et des équipements de coupage de haute qualité. Notre défi consiste à répondre aux besoins de nos clients, qui sont des experts dans leurs domaines, et à dépasser leurs attentes. À l'occasion, les acheteurs peuvent demander à Lincoln Electric des détails ou des renseignements techniques sur l'utilisation de nos produits. Nos employés répondent aux demandes de renseignements au mieux de leurs capacités en fonction des renseignements et des spécifications qui leur sont fournis par les clients et des connaissances qu'ils peuvent avoir concernant l'application. Cependant, nos employés ne sont pas en mesure de vérifier les renseignements fournis, d'évaluer les exigences d'ingénierie pour un ensemble soudé en particulier, ni de fournir des conseils d'ingénierie en lien avec une situation ou une application spécifique. En conséquence, Lincoln Electric n'offre aucune garantie et n'assume aucune responsabilité à l'égard de ces renseignements ou communications. De plus, la fourniture de tels renseignements ou renseignements techniques ne crée, n'élargit, ni ne modifie aucune garantie sur nos produits. Toute garantie expresse ou implicite qui pourrait découler des données ou des renseignements techniques, y compris toute garantie implicite de qualité marchande ou toute garantie d'adaptation à un usage particulier de tout client, ou toute autre garantie équivalente ou similaire, est expressément rejetée.
Lincoln Electric est un fabricant responsable, mais la définition des spécifications, ainsi que la sélection et l'utilisation des produits spécifiques vendus par Lincoln Electric sont uniquement sous le contrôle et demeurent la seule responsabilité du client. De nombreuses variables au-delà du contrôle de Lincoln Electric ont une incidence sur les résultats de l'application de ces méthodes de fabrication et de ces exigences de service.
ÉQUIPEMENT DE CONTRÔLE DES VAPEURS DE SOUDURE
Le fonctionnement de l'équipement de contrôle des émanations de soudage est affecté par divers facteurs, notamment l'utilisation et le positionnement adéquats de l'équipement, l'entretien de l'équipement ainsi que la procédure et l'application spécifiques de soudage. Le niveau d'exposition des travailleurs doit être vérifié lors de l'installation et périodiquement par la suite pour être certain qu'il se situe dans les limites TLV de l'ACGIH et PEL de l'OSHA applicables.
LISTE DE PIÈCES
Le contenu et les détails peuvent être modifiés ou mis à jour sans préavis. Pour obtenir les manuels d'instructions à jour, allez à PARTS.LINCOLNELECTRIC.COM.