
Invertec STT II - Poste à souder LINCOLN ELECTRIC - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Invertec STT II LINCOLN ELECTRIC au format PDF.
| Type de produit | Poste à souder inverseur - Surface Tension Transfer (STT) |
| Marque | Lincoln Electric |
| Modèle | Invertec STT II |
| Dimensions (L x H x P) | 336 x 589 x 620 mm |
| Poids | 46 kg |
| Alimentation électrique | Monophasé 208-460V 50/60Hz ou triphasé 200-415V 50/60Hz selon code |
| Courant de soudage max | 225 A à 60% de cycle de travail |
| Courant de crête | 0 - 450 A |
| Courant de fond | 0 - 125 A |
| Tension à vide max | 85 VDC |
| Fonctions principales | Contrôle de courant crête/fond, démarrage à chaud, Tailout, sélection taille et type de fil (acier/inox) |
| Cycle de travail | 60% à 225 A, 100% à 200 A |
| Indice de protection | IP21S (usage intérieur) |
| Puissance auxiliaire | 115 VAC (modèles non européens) et 42 VAC, 4 A chacun |
| Dispositifs de sécurité | Protection thermique, disjoncteurs de surintensité, détection de surintensité des MOSFET |
| Entretien préventif | Nettoyage interne à l'air comprimé tous les 6 mois ; vérification de la continuité de terre (>500 kΩ) |
| Pièces détachées disponibles | Fils de détection d'arc K940 (10, 25, 50 pi), télécommande K942-1, chargeurs de fil LN-742/STT-10 |
| Garantie | Consulter le manuel pour les détails |
FOIRE AUX QUESTIONS - Invertec STT II LINCOLN ELECTRIC
Questions des utilisateurs sur Invertec STT II LINCOLN ELECTRIC
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice Invertec STT II - LINCOLN ELECTRIC et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Invertec STT II de la marque LINCOLN ELECTRIC.
MODE D'EMPLOI Invertec STT II LINCOLN ELECTRIC
Manuel de l'Opérateur
INVERTEC® STT® II

Pour utilisation avec les machines ayant les Numéros de Code: 10381, 10382, 10383, 11090, 11091, 11115, 11092, 11116

Pour enregistrer la machine:
www.lincolnelectric.com/register
Recherche d'Atelier de Service et Distributeur Agréés:
www.lincolnelectric.com/locator
Conserver comme référence future
Date d'Achat
Code: (ex: 10859)
Série: (ex: U1060512345)
MERCI D'AVOIR SÉLEC- TIONNÉ UN PRODUIT DE QUALITÉ DE LINCOLN ELEC TRIC.
MERCI D'EXAMINER IMMÉDIATEMENT L'ÉTAT DU CARTON ET DE L'ÉQUIPEMENT
Lorsque cet équipement est expédié, la propriété passe à l'acheteur sur réception par le transporteur. En conséquence, les réclamations pour matériel endommagé dans l'expédition doit être effectuées par l'acheteur auprès de l'entreprise de transport au moment où la livraison est reçue.
LA SÉCURITÉ REPOSE SUR VOUS
L'équipement de soudure et de coupage à l'arc de Lincoln est conçu et fabriqué dans un souci de sécurité. Toutefois, votre sécurité générale peut être augmentée par une installation appropriée... et une utilisation réfléchie de votre part. NE PAS INSTALLER, UTILISER NI RÉPARER CET ÉQUIPEMENT SANS LIRE LE PRÉSENT MANUEL ET LES CONSIGNES DE SÉCURITÉ QUI Y SONT CONTENUES. Et, surtout, pensez avant d'agir et soyez prudent.

AVERTISSEMENT
Cette mention apparaît lorsque les informations doivent être suivies exactement afin d'éviter toute blessure grave ou mortelle.

ATTENTION
Cette mention apparaît lorsque les informations doivent être suivies afin d'éviter toute blessure corporelle mineure ou d'endommager cet équipement.

MAINTENEZ VOTRE TÊTE À L'ÉCART DE LA FUMÉE.
NE PAS trop s'approcher de l'arc. Utiliser des verres correcteurs si nécessaire afin de rester à une distance raisonnable de l'arc.
LIRE et se conformer à la fiche de données de sécurité (FDS) et aux étiquettes d'avertissement qui apparaissent sur tous les récipients de matériaux de soudure.
UTILISER UNE VENTILATION
ou une évacuation suffisantes au niveau de l'arc, ou les deux, afin de maintenir les fumées et les gaz hors de la zone générale.

ventilation naturelle peut être adéquate si vous maintenez votre tête hors de la fumée (voir ci-dessous).
UTILISER DES COURANTS D'AIR NATURELS ou des ventilateurs pour maintenir la fumée à l'écart de votre visage.
Si vous dé veloppez des symptômes inhabituels, consultez votre superviseur. Peut-être que l'atmosphère de soudure et le système de ventilation doivent être vérifiés.

PROTÉGEZ vos yeux et votre visage à l'aide d'un masque de soudeur bien ajusté avec la classe adéquate de lentille filtrante (voir ANSI Z49.1).
PROTÉGEZ votre corps contre les éclaboussures de soudage et les coups d'arc à l'aide de vêtements de protection incluant des vêtements en laine, un tablier et des gants ignifugés, des guêtres en cuir et des bottes.
PROTÉGER autrui contre les éclaboussures, les coups d'arc et l'éblouissement à l'aide de grilles ou de barrières de protection.
DANS CERTAINES ZONES, une protection contre le bruit peut être appropriée.
S'ASSURER que l'équipement de protection est en bon état.
En outre, porter des lunettes de sécurité EN PERMANENCE.

SITUATIONS PARTICULIÈRES
NE PAS SOUDER NI COUPER des récipients ou des matériels qui ont été précédemment en contact avec des matières dangereuses à moins qu'ils n'aient été adéquatement nettoyés. Ceci est extrêmement dangereux.
NE PAS SOUDER NI COUPER des pièces peintes ou plaquées à moins que des précautions de ventilation particulières n'aient été prises. Elles risquent de libérer des fumées ou des gaz fortement toxiques.
Mesures de précaution supplémentaires
PROTÉGER les bouteilles de gaz comprimé contre une chaleur excessive, des chocs mécaniques et des arcs ; fixer les bouteilles pour qu'elles tombent pas.
S'ASSURER que les bouteilles ne sont jamais mises à la terre ou une partie d'un circuit électrique.
DÉGAGER tous les risques d'incendie potentiels hors de la zone de soudage.
TOUJOURS DISPOSER D'UN ÉQUIPEMENT DE LUTTE CONTRE L'INCENDIE PRÊT POUR UNE UTILISATION IMMÉDIATE ET SAVOIR COMMENT L'UTILISER.
Sécurité 01 sur 04 - 15/06/2016

PARTIE A : AVERTISSEMENTS

AVERTISSEMENTS CALIFORNIE PROPOSITION 65

AVERTISSEMENT : Respirer des gaz d'échappement au diesel vous expose à des produits chimiques connus par l'état de Californie pour causer cancers, anomalies congénitales, ou autres anomalies de reproduction.
- Toujours allumer et utiliser le moteur dans un endroit bien ventilé.
- Pour un endroit exposé, évacuer les gaz vers l'extérieur.
- Ne pas modifier ou altérer le système d'échappement.
- Ne pas faire tourner le moteur sauf si nécessaire.
Pour plus d'informations, rendez-vous sur www.P65 warnings.ca.gov/diesel
AVERTISSEMENT : Ce produit, lorsqu'il est utilisé pour le soudage ou la découpe, produit des émanations ou gaz contenant des produits chimiques connu par l'état de Californie pour causer des anomalies congénitales et, dans certains cas, des cancers. (Code de santé et de sécurité de la Californie, Section § 25249.5 et suivantes.)

AVERTISSEMENT : Cancer et anomalies congénitales www.P65warnings.ca.gov
LE SOUDAGE À L'ARC PEUT ÊTRE DANGEREUX. PROTÉGEZ-VOUS ET LES AUTRES DE BLESSURES GRAVES OU DE LA MORT. ÉLOIGNEZ LES ENFANTS. LES PORTEURS DE PACEMAKER DOIVENT CONSULTER LEUR MÉDECIN AVANT UTILISATION.
Lisez et assimilez les points forts sur la sécurité suivants : Pour plus d'informations liées à la sécurité, il est vivement conseillé d'obtenir une copie de « Sécurité dans le soudage & la découpe - Norme ANSI Z49.1 » auprès de l'American Welding Society, P.O. Box 351040, Miami, Florida 33135 ou la norme CSA W117.2-1974. Une copie gratuite du feuillet E205 « Sécurité au soudage à l'arc » est disponible auprès de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASSUREZ-VOUS QUE SEULES LES PERSONNES QUALIFIÉES EFFECTUENT LES PROCÉDURES D'INSTALLATION, D'OPÉRATION, DE MAINTENANCE ET DE RÉPARATION.

POUR ÉQUIPEMENT À MOTEUR.
1.a. Éteindre le moteur avant toute tâche de dépannage et de maintenance à moins que la tâche de maintenance nécessite qu'il soit en marche.
1.b. Utiliser les moteurs dans des endroits ouverts, bien ventilés ou évacuer les gaz d'échappement du moteur à l'extérieur.

1.c. Ne pas ajouter d'essence à proximité d'un arc électrique de soudage à flamme ouverte ou si le moteur est en marche. Arrêter le moteur et le laisser refroidir avant de remplir afin d'éviter que l'essence répandue ne se vaporise au contact de parties chaudes du moteur et à l'allumage. Ne pas répandre d'essence lors du remplissage Si de l'essence est répandue, l'essuyer et ne pas moteur tant que les gaz n'ont pas été éliminés.

1.d. Garder les dispositifs de sécurité de l'équipement, les couvercles et les appareils en position et en bon état. Éloigner les mains, cheveux, vêtements et outils des courroies en V, équipements, ventilateurs et de tout autre pièce en mouvement lors de l'allumage, l'utilisation ou la réparation de l'équipement.

1.e. Dans certains cas, il peut être nécessaire de retirer les dispositifs de sécurité afin d'effectuer la maintenance requise. Retirer les dispositifs uniquement si nécessaire et les replacer lorsque la maintenance nécessitant leur retrait est terminée. Toujours faire preuve de la plus grande attention lors du travail à proximité de pièces en mouvement.
1.f. Ne pas mettre vos mains à côté du ventilateur du moteur. Ne pas essayer d'outrepasser le régulateur ou le tendeur en poussant les tiges de commande des gaz pendant que le moteur est en marche.
1.g. Afin d'éviter d'allumer accidentellement les moteurs à essence pendant que le moteur est en marche ou le générateur de soudage pendant la maintenance, débrancher les câbles de la bougie d'allumage, la tête d'allumage ou le câble magnétique le cas échéant.
1.h. Afin d'éviter de graves brûlures, ne pas retirer le bouchon de pression du radiateur lorsque le moteur est chaud.


LES CHAMPS ÉLECTRIQUES ET MAGNÉTIQUES PEUVENT ÊTRE DANGEREUX.

2.a. Le courant électrique traversant les conducteurs crée des champs électriques et magnétiques (CEM) localisés. Le courant de soudage crée des CEM autour des câbles et de machines de soudage.
2.b. Les CEM peuvent interférer avec certains pacemakers, et les soudeurs portant un pacemaker doivent consulter un médecin avant le soudage.
2.c. L'exposition aux CEM dans le soudage peuvent avoir d'autres effets sur la santé qui ne sont pas encore connus.
2.d. Tous les soudeurs doivent suivre les procédures suivantes afin de minimiser l'exposition aux CEM à partir du circuit de soudage :
2.d.1. Acheminer les câbles de l'électrode et ceux de retour ensemble - Les protéger avec du ruban adhésif si possible.
2.d.2. Ne jamais enrouler le fil de l'électrode autour de votre corps.
2.d.3. Ne pas se placer entre l'électrode et les câbles de retour. Si le câble de l'électrode est sur votre droite, le câble de retour doit aussi se trouver sur votre droite.
2.d.4. Brancher le câble de retour à la pièce aussi proche que possible de la zone étant soudée.
2.d.5. Ne pas travailler à proximité d'une source de courant pour le soudage.

UNE DÉCHARGE ÉLECTRIQUE PEUT TUER.

3.a. Les circuits d'électrode et de retour (ou de terre) sont électriquement « chauds » lorsque la machine à souder est en marche. Ne pas toucher ces pièces « chaudes » à même la peau ou avec des vêtements humides. Porter des gants secs, non troués pour isoler les mains.
3.b. Isolez-vous de la pièce et du sol en utilisant un isolant sec. S'assurer que l'isolation est suffisamment grande pour couvrir votre zone complète de contact physique avec la pièce et le sol.
En sus des précautions de sécurité normales, si le soudage doit être effectué dans des conditions électriquement dangereuses (dans des emplacements humides, ou en portant des vêtements mouillés ; sur des structures en métal telles que des sols, des grilles ou des échafaudages ; dans des postures incommodes telles que assis, agenouillé ou allongé, s'il existe un risque élevé de contact inévitable ou accidentel avec la pièce à souder ou le sol), utiliser l'équipement suivant :
- Machine à souder (électrique par fil) à tension constante CC semi-automatique.
• Machine à souder (à tige) manuelle CC. - Machine à souder CA avec commande de tension réduite.
3.c. Dans le soudage électrique par fil semi-automatique ou automatique, l'électrode, la bobine de l'électrode, la tête de soudage, la buse ou le pistolet de soudage semi-automatique sont également électriquement « chauds ».
3.d. Toujours s'assurer que le câble de retour établit une bonne connexion électrique avec le métal en cours de soudage. La connexion doit se trouver aussi près que possible de la zone en cours de soudage.
3.e. Relier à la terre la pièce ou le métal à souder sur une bonne masse (terre) électrique.
3.f. Maintenir le support d'électrode, la bride de serrage de la pièce, le câble de soudure et le poste de soudage en bon état, sans danger et opérationnels. Remplacer l'isolant endommagé.
3.g. Ne jamais plonger l'électrode dans de l'eau pour le refroidir.
3.h. Ne jamais toucher simultanément les pièces électriquement « chaudes » des supports d'électrode connectés à deux postes de soudure parce que la tension entre les deux peut être le total de la tension à circuit ouvert des deux postes de soudure.
3.i. Lorsque vous travaillez au dessus du niveau du sol, utilisez une ceinture de travail afin de vous protéger d'une chute au cas où vous recevriez une décharge.
3.j. Voir également les p oints 6.c. et 8.

LES RAYONS DE L'ARC PEUVENT BRÛLER

4.a. Utiliser un masque avec le filtre et les protège-lentilles appropriés pour protéger vos yeux contre les étincelles et les rayons de l'arc lors d'un soudage ou en observant un soudage à l'arc visible. L'écran et la lentille du filtre doivent être conformes à la norme ANSI Z87. I Normes.
4.b. Utiliser des vêtements adaptés fabriqués avec des matériaux résistant à la flamme afin de protéger votre peau et celle de vos aides contre les rayons d'arc électrique.
4.c. Protéger les autres personnels à proximité avec un blindage ignifugé, adapté et/ou les avertir de ne pas regarder ni de s'exposer aux rayons d'arc électrique ou à des éclaboussures chaudes de métal.

LES FUMÉES ET LES GAZ PEUVENT ÊTRE DANGEREUX.

5.a. Le soudage peut produire des fumées et des gaz dangereux pour la santé. Éviter d'inhaler ces fumées et ces gaz. Lors du soudage, maintenir votre tête hors de la fumée. Utiliser une ventilation et/ou une évacuation suffisantes au niveau de l'arc afin de maintenir les fumées et les gaz hors de la zone de respiration. Lors d'un soudage par rechargement dur (voir les instructions sur le récipient ou la FDS) ou sur de l'acier plaqué de plomb ou cadmié ou des enrobages qui produisent des fumées fortement toxiques, maintenir l'exposition aussi basse que possible et dans les limites OSHA PEL et ACGIH TLV en vigueur en utilisant une ventilation mécanique ou une évacuation locale à moins que les évaluations de l'exposition n'en indiquent autrement. Dans des espaces confinés ou lors de certaines circonstances, à l'extérieur, un appareil respiratoire peut également être requis. Des précautions supplémentaires sont également requises lors du soudage sur de l'acier galvanisé.
- b. Le fonctionnement de l'équipement de contrôle de la fumée de soudage est affecté par différents facteurs incluant une utilisation et un positionnement appropriés de l'équipement, la maintenance de l'équipement ainsi que la procédure de soudage spécifique et l'application impliquées. Le niveau d'exposition des opérateurs doit être vérifié lors de l'installation puis périodiquement par la suite afin d'être certain qu'il se trouve dans les limites OSHA PEL et ACGIH TLV en vigueur.
5.c. Ne pas souder dans des emplacements à proximité de vapeurs d'hydrocarbure chloré provenant d'opérations de dégraissage, de nettoyage ou de vaporisation. La chaleur et les rayons de l'arc peuvent réagir avec des vapeurs de solvant pour former du phosgène, un gaz hautement toxique, ainsi que d'autres produits irritants.
5.d. Les gaz de protection utilisés pour le soudage à l'arc peuvent déplacer l'air etcauser des blessures ou la mort. Toujours utiliser suffisamment de ventilation, particulièrement dans des zones confinées, pour assurer que l'air ambiant est sans danger.
5.e. Lire et assimiler les instructions du fabricant pour cet équipement et les consommables à utiliser, incluant la fiche de données de sécurité (FDS), et suivre les pratiques de sécurité de votre employeur. Des formulaires de FDS sont disponibles auprès de votre distributeur de soudure ou auprès du fabricant.
5.f. Voir également le point 1.b.

LE SOUDAGE ET LES ÉTINCELLES DE COUPAGE PEUVENT CAUSER UN INCENDIE OU UNE EXPLOSION.

6.a. Éliminer les risques d'incendie de la zone de soudage. Si ce n'est pas possible, les couvrir pour empêcher les étincelles de soudage d'allumer un incendie. Ne pas oublier que les étincelles de soudage et les matériaux brûlants du soudage peuvent facilement passer à travers de petites craquelures et ouvertures vers des zones adjacentes. Éviter de souder à proximité de conduites hydrauliques. Disposer d'un extincteur à portée de main.
6.b. Lorsque des gaz comprimés doivent être utilisés sur le site de travail, des précautions particulières doivent être prises afin d'éviter des situations dangereuses. Se référer à « Sécurité pour le soudage et le coupage » (norme ANSI Z49.1) ainsi qu'aux informations de fonctionnement de l'équipement utilisé.
6.c. Lorsque vous ne soudez pas, assurez-vous qu'aucune partie du circuit d'électrode touche la pièce ou le sol. Un contact accidentel peut causer une surchauffe et créer un risque d'incendie.
6.d. Ne pas chauffer, couper ou souder des réservoirs, des fûts ou des récipients avant que les étapes appropriées n'aient été engagées afin d'assurer que de telles procédures ne produiront pas des vapeurs inflammable ou toxiques provenant de substances à l'intérieur. Elles peuvent causer une explosion même si elles ont été « nettoyées ». Pour information, acheter « Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances » (Mesures de sécurité pour la préparation du soudage et du coupage de récipients et de canalisations qui ont retenu des matières dangereuses), AWS F4.1 auprès de l'American Welding Society (Société Américaine de Soudage) (voir l'adresse ci-dessus).
6.e. Ventiler les produits moulés creux ou les récipients avant de chauffer, de couper ou de souder. Ils risquent d'exploser.
6.f. Des étincelles et des éclaboussures sont projetées de l'arc de soudage. Porter des vêtements de protection sans huile tels que des gants en cuir, une chemise épaisse, un pantalon sans revers, des chaussures montantes ainsi qu'un casque au dessus de vos cheveux. Porter des protège-tympans lors d'un soudage hors position ou dans des emplacements confinés. Dans une zone de soudage, porter en permanence des lunettes de sécurité avec des écrans latéraux de protection.
6.g. Connecter le câble de retour sur la pièce aussi près que possible de la zone de soudure. Les câbles de retour connectés à la structure du bâtiments ou à d'autres emplacements éloignées de la zone de soudage augmentent le risque que le courant de soudage passe à travers les chaînes de levage, les câbles de grue ou d'autres circuits alternatifs. Ceci peut créer des risques d'incendie ou de surchauffe des chaînes ou câbles de levage jusqu'à leur défaillance.
6.h. Voir également le point 1.c.
6.I. Lire et se conformer à la norme NFPA 51B, « Standard for Fire Prevention During Welding, Cutting and Other Hot Work » (Norme de prévention contre l'incendie durant le soudage, le coupage et d'autres travaux à chaud), disponible auprès de la NFPA, 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6.j. Ne pas utiliser une source d'alimentation de soudage pour le dégel des canalisations.

LA BOUTEILLE PEUT EXPLOSER SI ELLE EST ENDOMMAGÉE
7.a. Utiliser uniquement des bouteilles de gaz comprimé contenant le gaz de protection correct pour le processus utilisé ainsi que des régulateurs fonctionnant correctement conçus pour le gaz et la pression utilisés. Tous les tuyaux, raccords, etc. doivent être adaptés à l'application et maintenus en bon état.

7.b. Toujours maintenir les bouteilles en position verticale, solidement attachées à un châssis ou à un support fixe.
7.c. Les bouteilles doivent se trouver :
- À l'écart des zones où elles risquent d'être heurtées ou exposées à des dommages matériels.
- À distance de sécurité d'opérations de soudage ou de coupage à l'arc et de toute source de chaleur, d'étincelles ou de flammes.
7.d. Ne jamais laisser l'électrode, le support de l'électrode ou de quelconques pièces électriquement « chaudes » toucher une bouteille.
7.e. Maintenir votre tête et votre visage à l'écart de la sortie du robinet de la bouteille lors de l'ouverture de ce dernier.
7.f. Les capuchons de protection de robinet doivent toujours être en place et serrés à la main sauf quand la bouteille est en cours d'utilisation ou connectée pour être utilisée.
7.g. Lire et suivre les instructions sur les bouteilles de gaz comprimé, l'équipement associé, et la publication CGA P-I, « Precautions for Safe Handling of Compressed Gases in Cylinders » (précautions pour la manipulation sécurisée d'air omprimé en bouteilles) disponible auprès de la Compressed Gas Association (association des gaz comprimés), 14501 George Carter Way Chantilly, VA 20151.

POUR L'ÉQUIPEMENT ÉLECTRIQUE

8.a. Couper l'alimentation d'entrée en utilisant le sectionneur au niveau de la boîte de fusibles avant de travailler sur l'équipement.
8.b. Installer l'équipement conformément au U.S. National Electrical Code, à tous les codes locaux et aux recommandations du fabricant.
8.c. Relier à la terre l'équipement conformément au U.S. National Electrical Code et aux recommandations du fabricant.
Se référer
à http://www.lincolnelectric.com/safety pour d'avantage d'informations sur la sécurité.
Pour votre propre protection lire et observer toutes les instructions et les précautions de sûreté spécifiques qui parraissent dans ce manuel aussi bien que les précautions de sûreté générales suivantes:
Sûreté Pour Soudage A L'Arc
- Protegez-vous contre la secousse électrique:
a. Les circuits à l'électrode et à la pièce sont sous tension quand la machine à souder est en marche. Eviter toujours tout contact entre les parties sous tension et la peau nue ou les vétements mouillés. Porter des gants secs et sans trous pour isoler les mains.
b. Faire très attention de bien s'isoler de la masse quand on soude dans des endroits humides, ou sur un plancher metallique ou des grilles metalliques, principalement dans les positions assis ou couché pour lesquelles une grande partie du corps peut être en contact avec la masse.
c. Maintenir le porte-électrode, la pince de masse, le câble de soudage et la machine à souder en bon et sûr état defonctionnement.
d. Ne jamais plonger le porte-électrode dans l'eau pour le refroidir.
e. Ne jamais toucher simultanément les parties sous tension des porte-électrodes connectés à deux machines à souder parce que la tension entre les deux pinces peut être le total de la tension à vide des deux machines.
f. Si on utilise la machine à souder comme une source de courant pour soudage semi-automatique, ces precautions pour le porte-électrode s'applicuent aussi au pistolet de soudage.
- Dans le cas de travail au dessus du niveau du sol, se protéger contre les chutes dans le cas ou on recoit un choc. Ne jamais enrouler le câble-électrode autour de n'importe quelle partie du corps.
- Un coup d'arc peut être plus sévère qu'un coup de soliel, donc:
a. Utiliser un bon masque avec un verre filtrant approprié ainsi qu'un verre blanc afin de se protéger les yeux du rayonnement de l'arc et des projections quand on soude ou quand on regarde l'arc.
b. Porter des vêtements convenables afin de protéger la peau de soudeur et des aides contre le rayonnement de l'arc.
c. Protéger l'autre personnel travaillant à proximité au soudage à l'aide d'écrans appropriés et non-inflammables.
-
Des gouttes de laitier en fusion sont émises de l'arc de soudage. Se protéger avec des vêtements de protection libres de l'huile, tels que les gants en cuir, chemise épaisse, pantalons sans revers, et chaussures montantes.
-
Toujours porter des lunettes de sécurité dans la zone de soudage. Utiliser des lunettes avec écrans lateraux dans les zones où l'on pique le laitier.
- Eloigner les matériaux inflammables ou les recouvrir afin de prévenir tout risque d'incendie dû aux étincelles.
- Quand on ne soude pas, poser la pince à une endroit isolé de la masse. Un court-circuit accidental peut provoquer un échauffement et un risque d'incendie.
- S'assurer que la masse est connectée le plus prés possible de la zone de travail qu'il est pratique de le faire. Si on place la masse sur la charpente de la construction ou d'autres endroits éloignés de la zone de travail, on augmente le risque de voir passer le courant de soudage par les chaines de levage, câbles de grue, ou autres circuits. Cela peut provoquer des risques d'incendie ou d'échauffement des chaines et des câbles jusqu'à ce qu'ils se rompent.
- Assurer une ventilation suffisante dans la zone de soudage. Ceci est particulièrement important pour le soudage de tôles galvanisées plombées, ou cadmiées ou tout autre métal qui produit des fumeés toxiques.
- Ne pas souder en présence de vapeurs de chlore provenant d'opérations de dégraissage, nettoyage ou pistolage. La chaleur ou les rayons de l'arc peuvent réagir avec les vapeurs du solvant pour produire du phosgéne (gas fortement toxique) ou autres produits irritants.
- Pour obtenir de plus amples renseignements sur la sûreté, voir le code "Code for safety in welding and cutting" CSA Standard W 117.2-1974.
PRÉCAUTIONS DE SÛRETÉ POUR LES MACHINES À SOUDER À TRANSFORMATEUR ET À REDRESSEUR
- Relier à la terre le chassis du poste conformement au code de l'électricité et aux recommendations du fabricant. Le dispositif de montage ou la piece à souder doit être branché à une bonne mise à la terre.
- Autant que possible, l'installation et l'entretien du poste seront effectués par un électricien qualifié.
- Avant de faires des travaux à l'interieur de poste, la debrancher à l'interrupteur à la boite de fusibles.
- Garder tous les couvercles et dispositifs de sûreté à leur place.
Page
Sécurité ....i-iv
Spécifications Techniques....A-1,A-2
Emplacement....A-3
Empilage....A-3
Inclinaison de Fonctionnement ......A-3
Connexion à Terre de la Machine et Protection contre l'Interférence de
Haute Fréquence ......A-3
Connexions d'Entrée....A-3
Connexions de l'Alimentation ......A-3
Installation et Branchement du Câble d'Entrée ......A-4
Connexion à Terre....A-4
Procedure de Reconnexion de la Tension d'Entrée ......A-5
Connexions de Sortie....A-5
Connexions de Sortie pour Chargeur de Fil ......A-5
Fonctionnement ....Section B
Mesures de Sécurité......B-1
Description Générale ......B-2
Équipement Recommandé ......B-2
Contrôles de Fonctionnement......B-2
Caractéristiques de Conception et Avantages......B-2
Capacité de Soudage ......B-2
Limites B-2
Caractéristiques et Contrôles de Fonctionnement......B-3
Opération de Soudage......B-4
Paramètres et Normes de Soudage ......B-5
Procédures pour (Acier) Soudure en Angle Horizontal......B-5
Procédures pour (Acier Inoxydable) Soudure en Angle Horizontal ......B-6
Instructions pour le Branchement du Chargeur de Fil LN-742 ou STT-10 ......C-1
Entretien......Section D
Mesures de Sécurité ....D-1
Procédure de Décharge du Condensateur du Filtre d'Entrée.....D-1
Entretien Préventif......D-2
Dépannage ....Section E
Comment Utiliser le Guide de Dépannage....E-1
Guide de Dépannage ....E-2 - E-6
Diagrammes .... Section F
Diagramme de Câblage....F-1 à F-3
Schéma Dimensionnel ......F-4
Liste de Pièces....P294 Series
SPÉCIFICATIONS TECHNIQUES –Invertec STT II (Pour Code 11092 et ci-dessous)
| ENTRÉE - MONOPHASIQUE UNIQUEMENT | ||||
| TENSION NORMALE COURANT D'ENTRÉE À RÉGIME DE SORTIE | ||||
| 208/230/460/3/60 HZ 32/30/16200/220/380/415/440/3/50/60 HZ 33/30/18/17/16 | ||||
| RÉGIME DE SORTIE | ||||
| DUTY CYCLE | AMPS | VOLTS AT RATED AMPS | ||
| 60% Duty Cycle | 225 | 29 | ||
| 100% Duty Cycle | 200 | 28 | ||
| SORTIE | ||||
| REGISTRE DE COURANT | TENSION DE CIRCUIT OUVERT | PUISSANCE AUXILIAIRE | ||
| Courant de Crête 1 0 - 450 Amps Courant de Fond 0 - 125 Amps | 85 VDC Maximum | 115 ^2 VAC @ 4 Amps42 VAC @ 4 Amps | ||
| TAILLES DE FILS D'ENTRÉE ET DE FUSIBLES RECOMMANDÉES | ||||
| TENSION D'ENTRÉE TAILLES DE FUSIBLES RÉGIME ET FRÉQUENCE (SUPER LAG) OU DE D'ENTRÉE SUR DISJONCTEUR PLAQ | AMPÉRAGE TAILLES DE FILS D'ALIMENTATION EN DE TERRE ENUE NOMINATIVE CUIVRE DE TYPE 75°C CUIVRE DE TYPE DANS CONDUIT AWG (IEC) | 75°C DANS CONDUIT AWG (IEC) | ||
| 208/60 | 40 | 32 | ||
| 230/60 | 40 | 30 | ||
| 460/60 | 30 | 16 | ||
| 200/50/60 | 40 | 33 | ||
| 220/50/60 | 40 | 30 | 10 (6 mm ^2 ) | |
| 380/50/60 | 30 | 18 | ||
| 415/50/60 | 30 | 17 | ||
| 440/50/60 | 30 | 16 | ||
| DIMENSIONS PHYSIQUES | ||||
| HAUTEUR | LARGEUR | PROFONDEUR | POIDS | |
| 23.2 in | 13.2 in. | 24.4 in. | 100 lbs. | |
| 589 mm | 336 mm | 620 mm | 46 kg | |
1 À des tensions d'entrée faibles (inférieures à 208 VAC) et à des tensions d'entrée de 380 VAC à 415 VAC, il peut y avoir une réduction de 15% du Courant de Crête.
^2 115 VAC inexistant sur les modèles européens.
SPÉCIFICATIONS TECHNIQUES –Invertec STT II (Pour Codes 11115 ET 11116)
| ENTRÉE - TRIPHASÉE UNIQUEMENT | ||||
| TENSION NORMALE COURANT D'ENTRÉE À RÉGIME DE SORTIE | ||||
| 200/208/3/50/60 HZ 36/34200/208/380/400/415/3/50/60 HZ 36/34/20/19/18 | ||||
| RÉGIME DE SORTIE | ||||
| FACTEUR DE MARCHE | AMPS | VOLTS À RÉGIME D'AMPS | ||
| 60% Facteur de Marche | 225 | 29 | ||
| 100% Facteur de Marche | 200 | 28 | ||
| SORTIE | ||||
| REGISTRE DE COURANT | TENSION DE CIRCUIT OUVERT | PUISSANCE AUXILIAIRE | ||
| Peak Current 0 - 450 AmpsBackground 0 - 125 Amps | 88 VDC Maximum | 115 ^1 VAC @ 4 Amps42 VAC @ 4 Amps | ||
| TAILLES DE FILS D'ENTRÉE ET DE FUSIBLES RECOMMANDÉES | ||||
| TENSION D'ENTRÉE TAILLES DE FUSIBLES RÉGIME ET FRÉQUENCE (SUPER) | AMPÉRAGE TAILLES DE FILS D'ALIMENTATION EN DE TERRE EN DISJONCTEUR PLAQUE NOMINATIVE CUIVRE DE TYPE 75°C CUIVRE DE TYPE DANS CONDUIT AWG (IEC) | 75°C DANS CONDUIT AWG (IEC) | ||
| 200/50/60 | 40 | 36 | ||
| 208/50/60 | 40 | 34 | ||
| 380/50/60 | 30 | 20 | 10 (6 mm ^2 ) | 10 (6 mm ^2 ) |
| 400/50/60 | 30 | 19 | ||
| 415/50/60 | 30 | 18 | ||
| DIMENSIONS PHYSIQUES | ||||
| HAUTEUR | LARGEUR | PROFONDEUR | POIDS | |
| 23.2 in | 13.2 in. | 24.4 in. | 100 lbs. | |
| 589 mm | 336 mm | 620 mm | 46 kg | |
1 115 VAC inexistant sur les modèles européens.
Lire et comprendre cette section dans sa totalité avant de commencer l'installation.
AVERTISSEMENT

LES CHOCS ÉLECTRIQUES peuvent être mortels.
- Seul le personnel qualifié doit réaliser cette installation.
- Couper la puissance d'entrée au niveau de l'interrupteur de déconnexion ou de la boîte à fusibles avant d'installer cet appareil.
- Placer l'interrupteur de puissance de l'Invertec STT sur la position ÉTEINT avant de brancher ou de débrancher les lignes de puissance d'entrée, les câbles de sortie ou les câbles de contrôle.
- Ne pas toucher les pièces sous alimentation électrique.
- Toujours brancher la terminale de terre sur une bonne prise de terre électrique au sol.
Placer la machine dans un endroit où l'air propre circule librement. Placer la machine de telle sorte que l'air puisse circuler librement en pénétrant par les côtés et en sortant par l'arrière de la machine. La saleté et la poussière pouvant être attirées à l'intérieur de la machine doivent être réduites au minimum. Si ces précautions ne sont pas suivies, cela peut avoir pour conséquence des températures de fonctionnement excessives et des arrêts pour cause de dommage subis par l'INVERTEC STT II.
Le boîtier de cette machine possède des caractéristiques assignées IP21S. Cette machine ne doit pas être placée dans des endroits extrêmement humides ou sales. Elle ne doit pas être exposée à la pluie ni à la neige.
EMPILAGE
L' INVERTEC STT II ne peut pas être empilée.
INCLINAISON DE FONCTIONNEMENT
Placer la machine sur une surface nivelée et sûre ; autrement, l'appareil pourrait basculer.
CONNEXION À TERRE DE LA MACHINE ET PROTECTION CONTRE L'INTERFÉRENCE DE HAUTE FRÉQUENCE
Il se peut que la machine ne soit pas très adaptée aux environnements où il y a présence de haute fréquence. Par exemple, ne pas placer l'appareil très près d'opérations TIG ou PLASMA. Afin de minimiser l'interférence de la haute fréquence:
Placer la source de puissance STT II à plus de 15 pieds (4,5 m) des unités à haute fréquence et à plus de 25 pieds (7,6 m) de séparation entre les connexions de terre ou les arcs de soudage des unités à haute fréquence.
Pourvoir la machine d'une connexion électrique à la terre appropriée conformément aux codes électriques locaux et nationaux.
CONNEXIONS D'ENTRÉE
NE PAS SUIVRE CES INSTRUCTIONS PEUT PROVOQUER UNE PANNE IMMÉDIATE DES COMPOSANTS À L'INTÉRIEUR DE LA SOUDEUSE.
Couper la puissance d'entrée au niveau de l'interrupteur de déconnexion avant d'essayer de brancher les lignes de puissance d'entrée.
Raccorder le fil vert du cordon d'alimentation à la terre conformément aux codes électriques locaux et nationaux.
CONNEXIONS DE L'ALIMENTATION
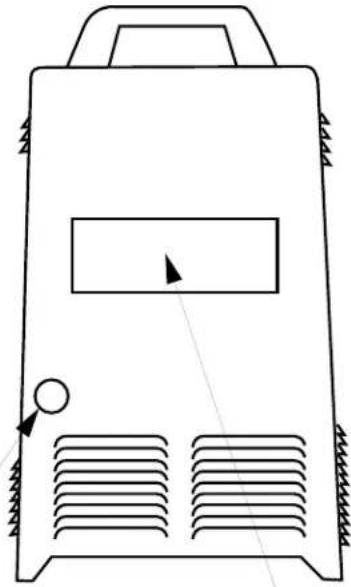
Vérifier que la tension, la phase et la fréquence de l'alimentation d'entrée soient conformes aux spécifications de la plaque signalétique. L'entrée de la ligne d'alimentation de la puissance d'entrée se situe sur l'arrière de la console de la machine. Voir la Figure A.1 pour l'emplacement de la plaque signalétique.
L'INVERTEC STT II ne doit être connectée que par un électricien qualifié. L'installation doit être effectuée conformément aux codes locaux et nationaux. Se reporter aux Spécifications Techniques au début de cette section pour obtenir les tailles appropriées de fusibles, de fils de connexion à la terre et de câbles de puissance de l'alimentation d'entrée.
Certains modèles sortent de l'usine avec un cordon de puissance d'entrée. Si ce modèle ne comprend pas de cordon de puissance d'entrée, installer un câble d'entrée et un câble de connexion à la terre de la taille appropriée conformément au chapitre INSTALLATION ET BRANCHEMENT DU CÂBLE D'ENTRÉE.
CASE BACK
Un réducteur de tension de câble est fourni au niveau de l'entrée de la ligne d'alimentation et il est conçu pour s'adapter aux diamètres de câble de 0,310 - 1,070 in. (7,9 - 27,2 mm). Sur les modèles européens, le réducteur de tension de câble est conçu pour s'adapter aux diamètres de câble de 0,709 - 1,000 in. (18,0 - 25,4 mm). Se reporter aux Spécifications Techniques au début de cette section pour obtenir les tailles appropriées de câbles d'entrée. Se reporter à la Figure A.1 pour réaliser les tâches suivantes:
- Retirer l'enveloppe protectrice de l'INVERTEC STT II.
- Faire passer le câble d'entrée par l'orifice de l'accès d'entrée du câble d'entrée sur l'arrière droit de la machine.
- Acheminer le câble au travers des attaches de câble situées le long du bord interne inférieur droit de la machine, jusqu'à l'interrupteur de puissance qui se trouve sur le panneau frontal.
-
Dénuder 102 mm (4 in.) de la gaine extérieure. Ébarber le bourrage et dénuder la gaine du conducteur pour effectuer le branchement sur l'interrupteur de puissance.
-
Brancher les conducteurs triphasés sur les ter-
minales de l'interrupteur de puissance étiquetées U, V et W. Serrer les connexions à 3,0 Nn. (27 in.-lb.).

- Bien serrer le réducteur de tension qui se trouve sur l'arrière de la console de la machine.
CONNEXION À TERRE
- Brancher la terminale de terre sur une prise de terre au sol conformément au Code Électrique National.

- Remettre en place l'enveloppe protectrice de l'INVERTEC STT II.
EMPLACEMENT DE LA
PORTE D'ACCÈS
text_image
SEGMENT DE LAS D'ACCÉS INTERRUPTEUR DE TENSION 380-415 OU 380-460 200-230 OU 200-208 FUSIBLE DE 4A À ACTION RETARDÉE 440-460 * 380-415 220-230 * FIL "A" 200-208 * (N'EST PAS PRÉSENT SUR TOUS LES MODÈLES)FIGURE A.2 PANNEAU DE RECONNEXION INPUT VOLTAGE RECONNECT PROCEDURE
Telles qu'elles sont livrées depuis l'usine, les machines à tensions multiples sont configurées de façon interne pour la tension d'entrée la plus élevée (440-460 VAC), pour Codes 11092 et sous et (380-415 VAC), pour Codes 11115 et 11116.
- Pour des branchements sur 440 ou 460 VAC, vérifier les configurations internes par rapport aux procédures ci-dessous et se reporter à la Figure A.2.
- Pour des branchements sur 200, 208, 220, 230, 380, 400 ou 415 VAC suivre la procédure ci-dessous et se reporter à la Figure A.2.

AVERTISSEMENT
NOTE: COUPER la puissance principale alimentant la machine avant d'effectuer la procédure de reconnexion. Autrement, cela pourrait avoir pour conséquence des dommages causés à la machine. NE PAS commuter la barre de reconnexion avec la puissance de la machine ALLUMÉE.
Pour fonctionner à Procédure
460 ou 440 VAC 1. Ouvrir la porte d'accès du .
(Codes 11092 panneau de reconnexion sur et autour ci-dessous) l'enveloppe protectrice.
- Placer l'interrupteur de tension d'entrée sur la position Tension = 380-460V.
- Placer le fil A sur la Terminale 440-460.
380 ou 415 VAC
(Codes 11092
et autour ci-dessous)
-
Ouvrir la porte d'accès du panneau de reconnexion sur l'enveloppe protectrice.
-
Placer l'interrupteur de tension d'entrée sur la position Tension = 380-460V.
- Placer le fil A sur la Terminale 380-415.
380,400 ou 415 VAC (Codes 11115 et 11116)
- Ouvrir la porte d'accès du panneau access door on wraparound.
- Placer l'interrupteur de tension d'entrée sur la position Tension = 380-460V.
- Placer le fil A sur la Terminale 380-415.
220 or 230 VAC
(Codes 11092 et
- Ouvrir la porte d'accès du panneau de reconnexion sur l'enveloppe protectrice.
sous) 2. Move input voltage switch
200 ou 208 VAC (Codes 11092 et ci-dessous)
- Ouvrir la porte d'accès du panneau de reconnexion sur l'enveloppe protectrice.
- Placer l'interrupteur de tension d'entrée sur la position Tension = 200-230V.
- Placer le fil A sur la Terminale 220-230.
200 ou 208 VAC (Codes 11115 et 11116)
- Ouvrir la porte d'accès du panneau de reconnexion sur l'enveloppe. protectrice.
- Placer l'interrupteur de tension d'entrée sur la position Tension = 200-230V.
- Placer le fil A sur la Terminale 200-208.
CONNEXIONS DE SORTIE
CONNEXIONS DE SORTIE POUR CHARGEUR DE FIL
Se reporter à la section des Accessoires de ce manuel pour obtenir des instructions concernant le branchement d'un chargeur de fil sur l'INVERTEC STT II.
Le chargeur de fil LN-742 ou STT-10 est le chargeur de fil recommandé pour être utilisé avec l'INVERTEC STT II.
INSTRUCTIONS DE FONCTIONNEMENT
Lire et comprendre cette section dans sa totalité avant de faire fonctionner la machine.
AVERTISSEMENTS GÉNÉRAUX
MESURES DE SÉCURITÉ
AVERTISSEMENT

LES CHOCS ÉLECTRIQUES peuvent être mortels.
- Ne pas toucher les pièces sous tension électrique ou l'électrode les mains nues ou avec des vêtements humides.
• S'isoler du travail et du sol. - Toujours porter des gants isolants secs.

LES FUMÉES ET LES GAZ peuvent être dangereux.
- Maintenir la tête hors des fumées.
- Utiliser la ventilation ou un système d'échappement pour éliminer les fumées de la zone de respiration.

LES ÉTINCELLES DE SOUDAGE peuvent provoquer des incendies ou des explosions.
- Tenir les matériaux inflammables éloignés.
- Ne pas souder sur des récipients ayant contenu du combustible.

LES RAYONS DES ARCS peuvent causer des brûlures.
- Porter des protections pour les yeux, les oreilles et le corps.
Suivre les Précautions de Sécurité supplémentaires détaillées au début de ce manuel.
DESCRIPTION GÉNÉRALE
L'INVERTEC STT II est une source de puissance de soudage à l'arc basée sur un onduleur et conçue spécifiquement pour le procédé de soudage STT. Il ne s'agit pas d'une machine à courant continu (c.c.) ni à tension constante (TC). Il s'agit d'une source de puissance qui fournit du courant ayant la forme d'onde et les caractéristiques souhaitées qui sont supérieures
au court-circuitage GMAW conventionnel. Le procédé est optimisé pour le soudage GMAW court-circuité.

ÉQUIPEMENT RECOMMANDÉ
Le chargeur de fil LN-742 ou STT-10 est recommandé pour être utilisé avec la STT II. Les LN-7 GMA, LN-9 GMA, NA-5 et NA-5R peuvent également être utilisés avec la STT II. Cependant, ces unités ne peuvent être utilisées que pour alimenter du fil car ces chargeurs ne sont pas munis de contrôle de sortie STT.
CONTRÔLES DE FONCTIONNEMENT
L'INVERTEC STT II possède les contrôles suivants en tant qu'équipement normal : INTERRUPTEUR Marche / Arrêt, ajustement du Courant de Crête, ajustement du Courant de Fond, ajustement du Démarrage à Chaud, « Tailout », et 2 commutateurs, l'un pour la sélection de la taille du fil et l'autre pour la sélection du type de fil.
CARACTÉRISTIQUES DE CONCEPTION ET AVANTAGES
- La technologie d'onduleur d'avant-garde produit une grande efficacité de puissance, un excellent rendement de soudage et une conception légère et compacte.
- Terminales de sortie Twist-Mate.
- Mesureurs numériques standards pour les réglages de procédure.
- Inductance Automatique ou Contrôle de Pincement.
- Circuits électroniques pour une durée de vie très longue des composants.
-
La rétro - alimentation du courant garantit que les réglages de procédure d'origine demeurent constants.
-
L'ensemble de Fils Détecteurs d'Arc (Électrode et Travail) se raccorde au moyen d'un connecteur à 4 goupilles sur le devant de la console.
- Le Courant de Crête et le Courant de Fond peuvent être contrôlés à distance.
- Un thermostat et un protecteur de transistor à effet de champ contre la surintensité empêche la surchauffe due aux surcharges, aux températures ambiantes élevées ou à la perte de circulation d'air.
- Isolation de type H contre les températures élevées.
- Des circuits de protection et de larges marges de sécurité empêchent les tensions transitoires et les courant élevés d'endommager les composants électroniques.
- Capacité de courant de soudage pré-établi.
- La STT II propose des améliorations par rapport au modèle précédent. Environ 40% d'amélioration de la capacité du taux de dépôt et une augmentation significative de la vitesse de parcours.
CAPACITÉ DE SOUDAGE
L'INVERTEC STT II a un régime nominal de 225 amps, 29 volts à 60% de facteur de marche sur une base de dix minutes. Elle est capable de facteurs de marche supérieurs avec des courants de sortie plus faibles. Si les facteurs de marche sont dépassés, un protecteur thermique coupe la sortie jusqu'à ce que la machine refroidisse à une température de fonctionnement raisonnable.
LIMITES
- Il se peut que la machine ne soit pas très adaptée aux environnements où il y a présence de Haute Fréquence. (Voir la Connexion à Terre de la Machine et la Protection contre l'Interférence de Haute Fréquence dans la section d'Installation de ce manuel).
- Adaptée uniquement à l'usage en intérieur (IEC IP21S).
CARACTÉRISTIQUES ET CONTRÔLES DE FONCTIONNEMENT
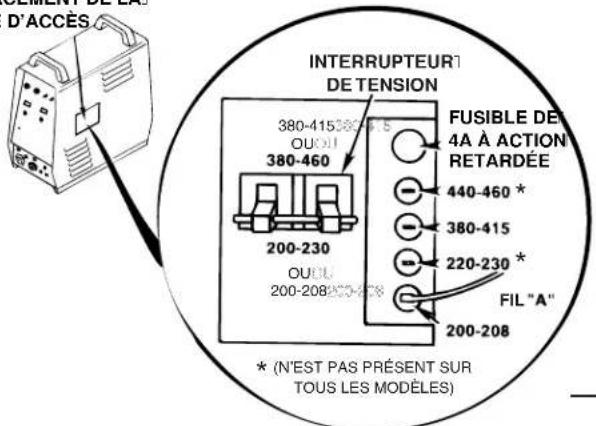
Tous les contrôles de l'opérateur se trouvent sur le devant de la console de l'INVERTEC STT II. Se reporter à la Figure B.1 pour leur emplacement.
1. INTERRUPTEUR DE PUISSANCE :
ALLUME et ÉTEINT la puissance de sortie. Cet interrupteur contrôle également la puissance auxiliaire disponible au travers du Réceptacle de Chargeur de Fil à 14 goupilles.

2A. CONTRÔLE DE SORTIE DU COURANT DE
FOND: le courant de sortie passe au niveau de Courant de Fond au moment de la conclusion de l'impulsion du Courant de Crête précédente. Ce bouton permet l'ajustement pré-établi de l'amplitude du courant de fond jusqu'à 125 amps.

2B. MESUREUR AFFICHEUR DU COURANT DE
FOND: il s'agit d'un mesureur numérique affichant le Courant de Fond pré-établi. Ce mesureur affiche par augmentation de 1 amp. Ce mesureur n'indique pas le courant de soudage réel mais uniquement le courant pré-établi.
3A. CONTRÔLE DE SORTIE DU COURANT DE CRÊTE:
le segment initial de l'arc de soudage est une impulsion de courant connue sous le nom de Courant de Crête. Ce bouton permet l'ajustement pré-établi de l'amplitude du courant de crête jusqu'à 450 amps.


3B. MESUREUR AFFICHEUR DU COURANT DE
CRÊTE: il s'agit d'un mesureur numérique affichant le Courant de Crête pré-établi. Ce mesureur affiche par augmentation de 1 amp. Ce mesureur n'indique pas le courant de soudage réel mais uniquement le courant pré-établi.

4. POTENTIOMÈTRE DE CONTRÔLE DU DÉMARRAGE À CHAUD:
Le Démarrage à Chaud fournit environ de 25% à 50% de courant supplémentaire durant le démarrage initial de la soudure afin d'obtenir une amélioration de l'amorçage de l'arc et de l'apparence du cor soudure. Ce contrôle règle la durée de ce de Démarrage à Chaud. Le registre de contr de 0 à 10, où 0 correspond au zéro ou p Démarrage à Chaud, et 10 représente le ma pour un Démarrage à Chaud durant environ (4) secondes.

- « TAILOUT »: altère la forme d'onde du courant afin d'augmenter le taux de dépôt et la vitesse de parcours. Le réglage minimum règle la STT sur la forme d'onde d'origine de la STT. À mesure que le « tailout » augmente, les courants de Crête et de Fond peuvent devoir être réduits dans le but de maintenir un rendement optimum.
6. INTERRUPTEUR DE SÉLECTION DE LA TAILLE DU
FIL: ce commutateur choisit parmi des diamètres d'électrode de 0,035 (1 mm) et inférieurs ou de 0,045 (1,2 mm) et supérieurs. La position 0,035 (1 mm) donne un rendement amélioré des fils à petits diamètres à des vitesses d'alimentation de fil supérieures.
7. INTERRUPTEUR DE SÉLECTION DU TYPE DE
FIL: ce commutateur choisit entre l'acier doux et l'acier inoxydable. Sur la position acier inoxydable, la largeur de l'impulsion du Courant de Crête passe de 1 à 2 ms pour de meilleures caractéristiques du soudage de l'acier inoxydable.
8. INDICATEUR D'INTERRUPTION THERMIQUE:
cette lumière indique que soit le(s) thermostat(s) interne(s) soit le détecteur de transistor à effet de champ contre la surintensité ont agi. La sortie de la machine reprendra après que les composants internes soient revenus à une température de fonct nement normale (si le thermostat est ouvert) bout d'environ 3 à 7 secondes (si le détecteur transistor à effet de champ contre la surinter activé).

9. RÉCEPTACLE À DISTANCE: il s'agit d'un
connecteur de type MS à 10 goupilles pour le contrôle à distance du Courant de Crête et du Courant de Fond. Les connexions de l'interrupteur de gâchette sont également fournies. La présence du connecteur correspondant est détectée automatiquement, inhabitant ainsi les contrôles de Courant de Crête et Courant de Fond du panneau frontal. Se reporter au CONNECTEUR DE TÉLÉCOMMANDE dans la section des ACCES-SOIRES de ce manuel pour plus d'information.

10. RÉCEPTACLE DU CHARGEUR DE FIL: il
s'agit d'un connecteur de type MS à 14 goupilles pour le branchement du chargeur de fil. Des connexions de 115 et 42 VAC ainsi que celle de l'interrupteur de gâchette sont fournies. (Seule la connexion de 42 VAC est disponible sur les modèles européens). L'appareil n'est pas muni de contrôle de tension de la source de puissance par le chargeur de fil. Se reporter à la section des Accessoires de ce manuel pour les instructions de branchement du chargeur de fil.

- RÉCEPTACLE DE DÉTECTION D'ARC: il s'agit d'un connecteur de type MS à quatre goupilles pour les fils de détection d'ELECTRODE et de TRAVAIL. La STT requiert d'un fil de détection du TRAVAIL et d'un fil de détection de l'ÉLECTRODE pour bien fonctionner. Le fil de détection de l'ÉLECTRODE est boulonné avec le fil d'électrode de la source de puissance au niveau du bloc du pistolet du chargeur de fil. Le fil de détection du TRAVAIL est muni d'une pince crocodile pour son branchement sur la pièce à travailler. Se reporter aux instructions de branchement du chargeur de fil LN-742 ou STT-10 dans la section des Accessoires de ce manuel pour les connexions appropriées de ces fils.
12. DISJONCTEUR DE PUISSANCE AUX-
ILIAIRE DE 42V: l'alimentation en 42 VAC est protégée contre les tirages de courant excessifs grâce à un disjoncteur de 6 amp. Lorsque le disjoncteur saute, son bouton sort. Appuyer sur ce bouton pour rétablir le disjoncteur.

13. DISJONCTEUR DE PUISSANCE AUXILI-
AIRE DE 115V (absent sur les modèles européens) : l'alimentation en 115 VAC est protégée contre les tirages de courant excessifs grâce à un disjoncteur de 6 amp. Lorsque le disjoncteur saute, son bouton sort. Appuyer sur ce bouton pour rétablir le disjoncteur.

14. TERMINALE DU TRAVAIL: cette connex-
ion Twist-Mate est la terminale de sortie négative pour brancher un câble de travail et son agrafe sur la pièce à travailler.

15. TERMINALE DE L'ÉLECTRODE: cette
connexion Twist-Mate est la terminale de sortie positive pour brancher un câble d'électrode sur le bloc conducteur du chargeur de fil. Se reporter à la section des Accessoires pour les instructions de branchement du chargeur de fil.

OPÉRATION DE SOUDAGE
Se familiariser avec les contrôles de l'INVERTEC STT Il avant de commencer à souder.
Se familiariser avec le manuel d'opération du chargeur de fil et avec les contrôles du chargeur de fil avant de commencer à souder.
Régler les Interrupteurs de Sélection de la Taille du Fil et du Type de Fil en fonction du fil approprié. Se reporter aux Caractéristiques et Contrôles de Fonctionnement dans cette section pour le fonctionnement de ces interrupteurs.
PARAMÈTRES ET NORMES DE SOUDAGE
L'INVERTEC STT II n'est pas une source de puissance à courant continu (c.c.) ni à tension constante (TC). En général, le diamètre du fil augmente d'une taille par rapport aux sources de puissance conventionnelles. Plus le diamètre du fil est grand, plus le taux de dépôt est élevé (jusqu'à 1/16). Les tailles de fil inférieures à 0,035 ne sont pas nécessaires pour la plupart des applications. L'INVERTEC STT II est une machine contrôlée par le courant capable de vite changer le courant de l'électrode afin de répondre aux exigences instantanées de l'arc et d'optimiser le rendement. En détectant les changements au niveau du courant de soudage, et donc l'état de l'électrode, la source de puissance fournit des courants de sortie variables afin de minimiser les éclaboussures. Les courants de Crête et de Fond sont deux de ces sorties de courant qui peuvent être ajustées.
La Vitesse d'Alimentation du Fil contrôle le taux de dépôt. Le Courant de Crête contrôle la Longueur de l'Arc. Le Courant de Fond contrôle le Contour du Cordon de Soudure. Et le « Tailout » augmente la Puissance dans l'Arc.
COURANT DE CRÊTE
Le contrôle du Courant de Crête agit de façon similaire à un contrôle de pincement d'arc. Le Courant de Crête sert à établir la longueur de l'arc et à favoriser une bonne fusion. Des niveaux de Courant de Crête trop élevés provoquent un élargissement momentané de l'arc tout en augmentant la longueur de l'arc. Si le réglage est trop élevé, un transfert de type globulaire surviendra. Un réglage trop faible provoque une instabilité et le raboutage du fil. Dans la pratique, le niveau de ce courant doit être ajusté de façon à obtenir un minimum d'éclaboussures et d'agitation du puddle.
Ajuster la Longueur de l'Arc avec le Courant de Crête.
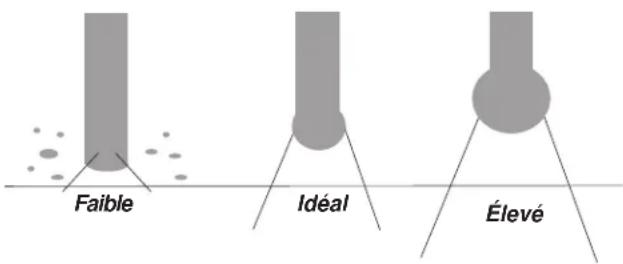
text_image
Faible Idéal ÉlevéNote: Pour les applications à gaz de protection 100% CO2, le réglage du niveau de courant de crête doit être supérieur à celui qui correspondrait à une application à fort pourcentage d'Argon. Des longueurs d'arc initiales plus longues sont nécessaires avec 100% de CO2 afin de réduire les éclaboussures.
COURANT DE FOND
Le Courant de Fond fournit le contrôle de l'entrée de chaleur globale sur la soudure. Un réglage trop élevé de ce niveau provoque la formation d'une grande goutte et un transfert de type globulaire, ce qui augmente les éclaboussures. Un réglage trop faible de ce niveau provoque le raboutage du fil et peu d'humidité du métal de soudage. Ceci se rapproche d'un réglage de tension faible sur une machine à TC standard.
Ajuster la Forme du Cordon de Soudure au moyen du Courant de Fond
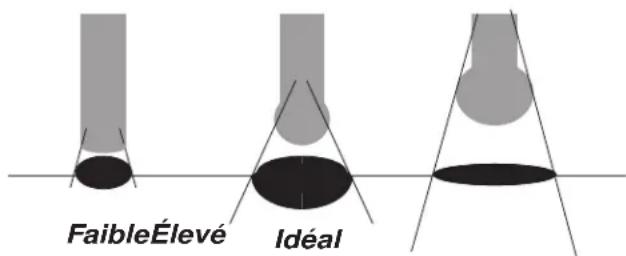
text_image
FaibleÉlevé IdéalNote: le niveau de Courant de Fond pour des applications fonctionnant avec 100% de CO2 est inférieur à celui de procédures semblables utilisant des mélanges de gaz avec un fort pourcentage d'Argon. Ceci est le résultat de la chaleur plus forte générée dans l'arc à 100% de CO2. (100% de CO2 équivaut à 35 volts/cm et 100% d'Argon équivaut à 20 volts/cm. 75% d'Argon et 25% de CO2 correspondent à environ 24 volts/cm). Contact Tip to Work Distance
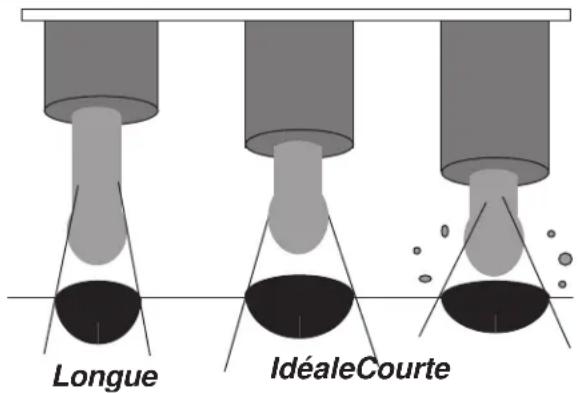
text_image
Longue IdéaleCourteDÉMARRAGE À CHAUD
Le contrôle du Démarrage à Chaud peut être réglé de façon à améliorer l'établissement de l'arc et à apporter la capacité d'augmenter la chaleur au début de la soudure pour compenser la froideur de la pièce à travailler. Le Démarrage à Chaud ajuste le temps d'application de courant supplémentaire pendant l'amorçage de l'arc. Se reporter aux Caractéristiques et Contrôles de Fonctionnement dans cette section pour obtenir une description de ce contrôle.
« TAILOUT »
Le « Tailout » apporte de la chaleur supplémentaire sans que la goutte de métal fondu ne devienne trop grande. Augmenter en fonction des besoins pour ajouter de la chaleur à l'arc sans augmenter la longueur de l'arc. (Ceci permettra des vitesses de parcours plus rapides et une amélioration de l'humidité). A mesure que le « Tailout » augmente, le Courant de Crête et/ou de Fond sont normalement réduits.
RENDEMENT DE L'ARC DE SOUDAGE
Pour une réduction idéale des éclaboussures, l'arc doit être concentré sur le puddle.
PROCÉDURES DE SOUDAGE POUR STT
II - (Acier) Soudure en Angle Horizontal (Voir les Tableaux B.1 et B.2)
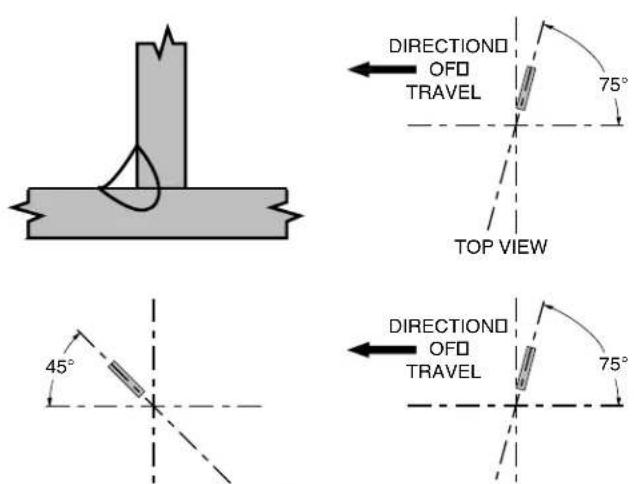
Tableau B.1 Gaz de Protection à 100% de CO2 (Réglé pour le Mode Acier)
| Épaisseur de la Plaque “ (mm) | 20 ga 14 ga 10 ga(0,9) (2,0) (3,25) | |
| Taille de l'Électrode ” (mm) | 0,035 0,045 0,045(0,9) (1,1) (1,1) | |
| WFS “/min (m/min) 100 1 | 100 170(2,5) (2,5) (4,2) | |
| Courant de Crête 220 260 280 | ||
| Courant de Fond 30 40 65 | ||
| Réglage du « Tailout » 3 | 7 5 | |
| Ampérage Moyen | 60 105 120 | |
| Vitesse de Parcours “/ min (m/min) | 12 12 12(0,3) (0,3) (0,3) | |
| Débit de Gaz cfh (L/min) | 25 (12) | |
| Résistance Électrique “ (mm) | 1/4 - 3/8(6,4 - 10) | |
Tableau B.2 75% CO₂ - 25% Ar Gas Shield (Set for Steel Mode) (Réglé pour le Mode Acier) (Stainless Steel) Horizontal Fillet
| Épaisseur de la Plaque “ (mm) | 20 ga 14 ga 10 ga(0,9) (2,0) (3,25) | |
| Taille de l'Électrode ” (mm) | 0,035 0,045 0,045(0,9) (1,1) (1,1) | |
| WFS “/min (m/min) 100 100 120(2,5) (2,5) (3,0) | ||
| Courant de Crête 225 270 310 | ||
| Courant de Fond 40 65 70 | ||
| Réglage du « Tailout » 8 | 4 6 | |
| Ampérage Moyen | 70 110 130 | |
| Vitesse de Parcours “/ min (m/min) | 12 12 12(0,3) (0,3) (0,3) | |
| Débit de Gaz cfh (L/min) | 25 (12) | |
| Résistance Électrique “ (mm) | 1/4 - 3/8(6,4 - 10) |
(Voir Tableau B.3 et B.4)
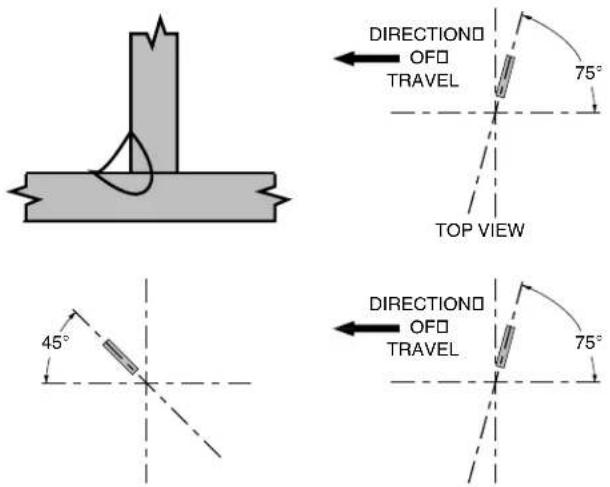
text_image
DIRECTION OF TRAVEL 75° TOP VIEW 45° DIRECTION OF TRAVEL 75°Tableau B.3 Gaz de Protection à 90% He, 7,5% Ar, 2,5% CO2 (Réglé pour le Mode Acier)
| Épaisseur de la Plaque “ (mm) | 20 ga 14(0,9) (2) | ga 10 ga(0) (3,25) | |
| Taille de l'Électrode ” (mm) | 0,035(0,9) (1) | 0,045 0,041 (1,1) | 5 |
| WFS “/min (m/min) 100 | 130 170(2,5) (3) | 3 (4,2) | |
| Courant de Crête 165 21 | 0 250 | ||
| Courant de Fond 35 60 85 | |||
| Réglage du « Tailout » 7 | 7 | 4 | |
| Ampérage Moyen | 40 95 | 120 | |
| Vitesse de Parcours “/ min(m/min) | 12 1(0,3) (0,4) | 16 16(0,4) | |
| Débit de Gaz cfh (L/min) | 25 (12) | ||
| Résistance Électrique“(mm) | 1/4 - 3/8(6,4 - 10) | ||
| Épaisseur de la Plaque “ (mm) | 20 ga 14(0,9) (2,0) (3,25) | ga 10 ga(3,25) | |
| Taille de l'Électrode ” (mm) | 0,035(0,9) (1,1) (1,1) | 0,045 | 0,045 |
| WFS “/min (m/min) 100 1 | 30 170(2,5) (3,3) (4,2) | ||
| Courant de Crête 145 190 | 280 | ||
| Courant de Fond 45 95 95 | |||
| Réglage du « Tailout » 7 | 8 | 7 | |
| Ampérage Moyen | 60 | 120 | 150 |
| Vitesse de Parcours “/ min(m/min) | 12 12(0,3) (0,3) (0,3) | ||
| Débit de Gaz cfh (L/min) | 25 (12) | ||
| Résistance Électrique“(mm) | 1/4 - 3/8(6,4 - 10) | ||
K940 FILS DE DÉTECTION: ces fils sont utilisés pour détecter avec exactitude la tension de l'arc. Il faut compter un jeu pour chaque source de puissance STT II. Un jeu de 10 ft et un jeu de 25 ft sont fournis en tant qu'équipement standard avec la machine. Des jeux supplémentaires sont disponibles en longueurs de 10 ft (K940-10), de 25 ft (K940-25) et de 50 ft (K940-50).
K942-1 TÉLÉCOMMANDE: permet l'ajustement à distance des réglages du Courant de Crête et de Fond.
RÉCEPTACLE À DISTANCE (Pour interface à distance en option, Connexion sur le Chargeur de Fil STT-10 ou sur le Contrôle Robotique).
-
Le connecteur MS à 10 goupilles étiqueté Télécommande qui se trouve sur le panneau frontal de la STT est utilisé pour le contrôle à distance de la source de puissance. Le contrôle du Courant de CRÈTE (potentiomètre PB) et de FOND (potentiomètre BG) ainsi que de l'interrupteur de gâchette est obtenu au travers de ce connecteur.
-
Se reporter à la Figure C.1 ci-dessous pour des détails concernant le réceptacle à distance (J38). Remarquer que les goupilles J et B sont court-circuitées ensemble. Ce court-circuit indique au tableau de contrôle de la STT d'accepter les entrées de CRÊTE et de FOND sur ce connecteur
plutôt qu'en provenance des contrôles du panneau frontal. Si on retire ce court-circuit, les contrôles du panneau frontal redeviennent actifs. En ajoutant un interrupteur entre les goupilles J et B, on peut créer un interrupteur de contrôle LOCAL / À DISTANCE. (Interrupteur ouvert pour le contrôle local et fermé pour le contrôle à distance).
- Pour le contrôle robotique du COURANT DE CRÊTE, un signal c.c. de 0 à 10 volts est appliqué entre les goupilles A et G avec la polarité + appliquée sur la goupille G. Le COURANT DE FOND est contrôlé par un signal semblable appliqué entre les goupilles A et C avec la polarité + appliquée sur la goupille C. Pour cette application, les goupilles J et B doivent être court-circuitées comme décrit au point 2 précédent.
NOTE: ces signaux analogiques doivent être isolés des circuits du robot afin d'empêcher toute interférence.
-
L'interrupteur de la gâchette est branché entre les goupilles D et F. Ces branchements sont en parallèle avec l'interrupteur de la gâchette depuis le chargeur de fil.
-
Les mesureurs numériques pour les courants de CRÊTE et de FOND affichent les valeurs pré- établies en fonctionnement aussi bien local qu'à distance.
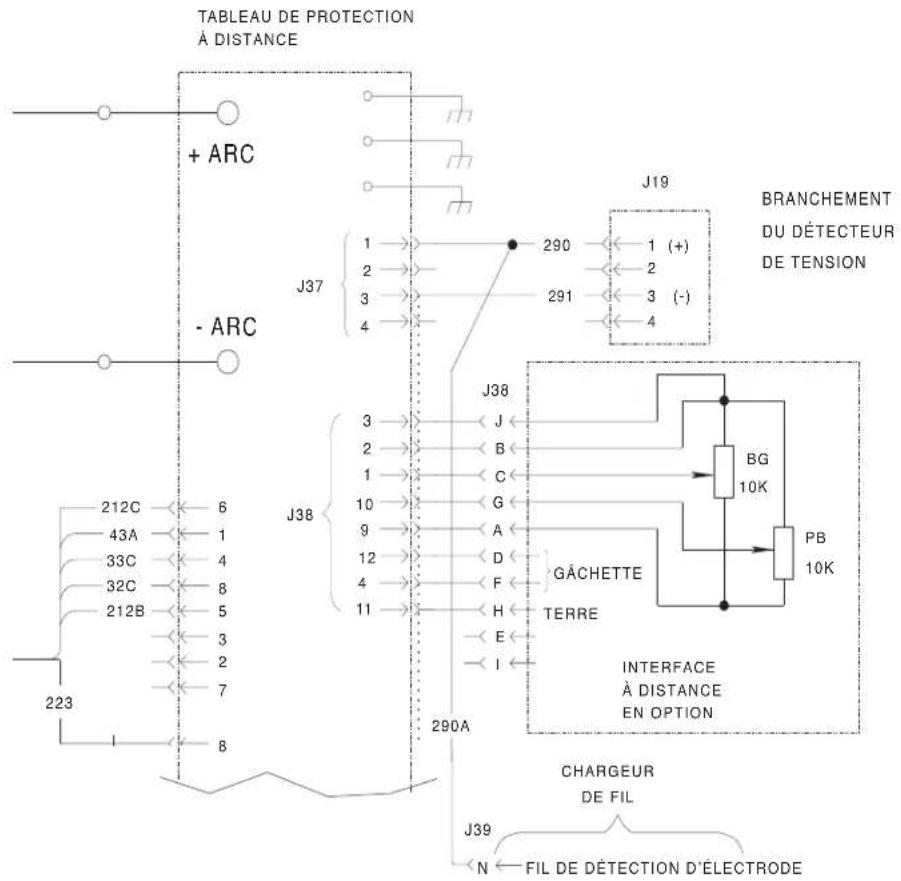
text_image
TABLEAU DE PROTECTION À DISTANCE + ARC - ARC J37 1 2 3 4 J38 3 2 1 10 9 12 4 11 290A J38 J B C G A D F H E I J19 BRANCHEMENT DU DÉTECTEUR DE TENSION J39 N FIL DE DÉTECTION D'ÉLECTRODE J38 J BG 10K PB 10K GÂCHETTE TERRE INTERFACE À DISTANCE EN OPTION CHARGEUR DE FILPARTIE DU DIAGRAMME DE CÂBLAGE DE G3136 SE REPORTER AU DIAGRAMME RÉEL COLLÉ À L'INTÉRIEUR DE LA MACHINE.
INSTRUCTIONS POUR LE BRANCHEMENT DU CHARGEUR DE FIL LN-742 OU STT-10
Le LN-742 ou le STT-10 sont les chargeurs de fil recommandés pour être utilisés avec l'INVERTEC STT II. Se reporter au Manuel de l'Opérateur du LN-742 ou du STT-10 pour le Fonctionnement de l'Alimentation du Fil. Se reporter aux Figures C.2 ou C.3 et suivre les instructions ci-après pour brancher le LN-742 ou le STT-10.
AVERTISSEMENT

LES CHOCS ÉLECTRIQUES peuvent être mortels.
- Seul le personnel qualifié doit réaliser cette installation.
-
COUPER la puissance d'entrée au niveau de l'interrupteur de déconnexion ou de la boîte à fusibles avant de brancher le chargeur de fil.
-
Couper la puissance de l'INVERTEC STT II.
- Brancher le connecteur MS du FIL DE DÉTECTION D'ARC sur le connecteur correspondant sur le pan-
neau frontal de la STT II.
- Brancher le fil de l'électrode (Twist-Mate) sur la terminale de sortie (+) de la STT II.
- Brancher l'autre extrémité du fil de l'électrode (Point No.3) et le FIL DE DÉTECTION D'ARC (fil possédant un ergot à anneau, point No.2) ensemble sur le bloc du pistolet du LN-742.
- Brancher le fil de travail entre la terminale (-) de la STT et la pièce à travailler.
- Brancher le FIL « TRAVAIL » DE DÉTECTION D'ARC (fil muni d'une pince crocodile) sur la pièce à travailler.
NOTE : pour de meilleurs résultats de soudage, effectuer ce branchement le plus près possible de l'arc de soudage.
- Brancher le câble de contrôle du chargeur de fil entre le LN-742 ou le STT-10 et le Réceptacle à 14 goupilles pour Chargeur de Fil sur la STT II. Pour le Chargeur de Fil STT-10 : brancher le câble de contrôle du deuxième chargeur de fil entre le STT-10 et le Réceptacle à Distance à 10 goupilles sur la STT II.
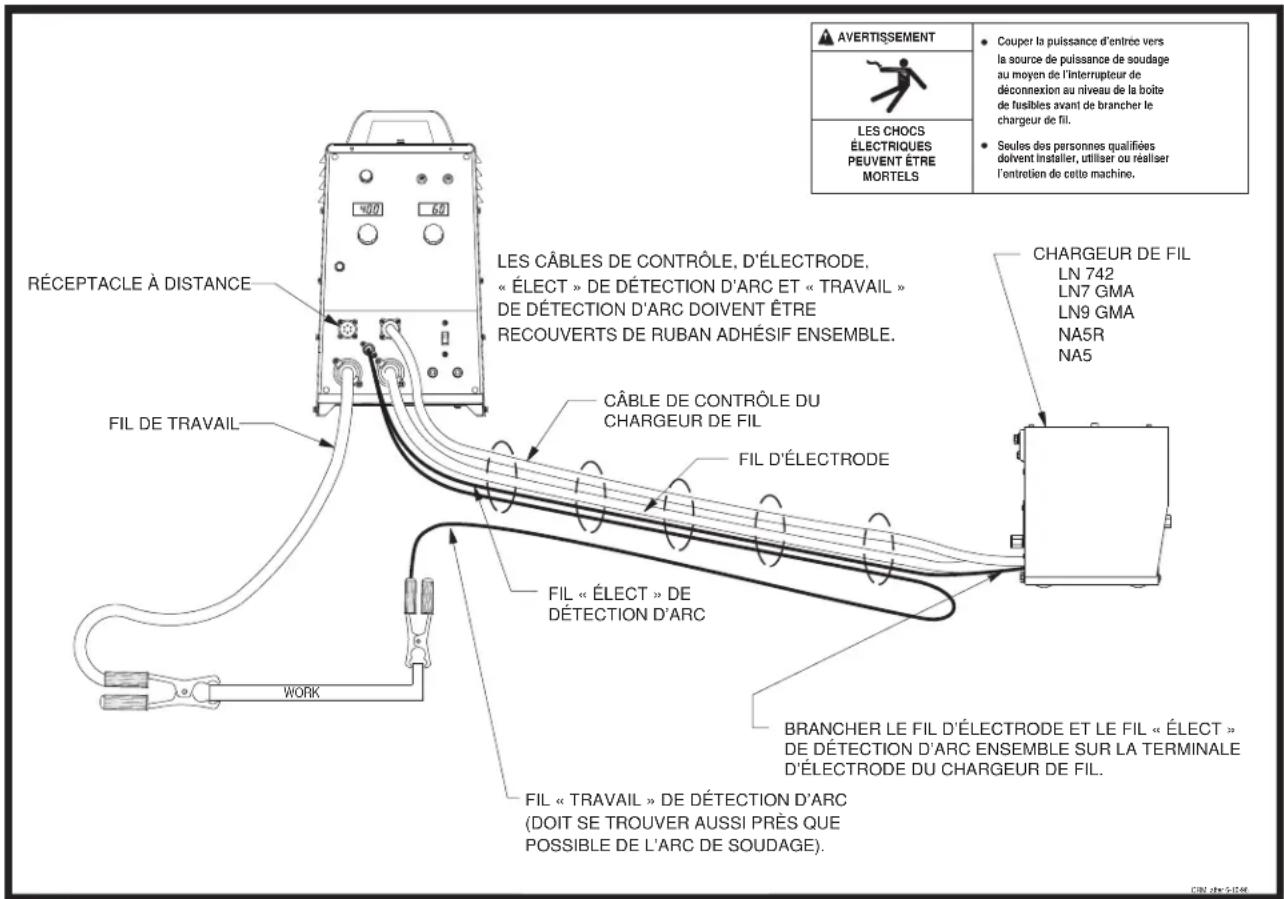
text_image
RECEPTACLE À DISTANCE FIL DE TRAVAIL WORK LES CÂBLES DE CONTRÔLE, D'ÉLECTRODE, « ÉLECT » DE DÉTECTION D'ARC ET « TRAVAIL » DE DÉTECTION D'ARC DOIVENT ÊTRE RECOUVERTS DE RUBAN ADHÉSIF ENSEMBLE. CÂBLE DE CONTRÔLE DU CHARGEUR DE FIL FIL D'ÉLECTRODE FIL « ÉLECT » DE DÉTECTION D'ARC BRANCHER LE FIL D'ÉLECTRODE ET LE FIL « ÉLECT » DE DÉTECTION D'ARC ENSEMBLE SUR LA TERMINALE D'ÉLECTRODE DU CHARGEUR DE FIL. FIL « TRAVAIL » DE DÉTECTION D'ARC (DOIT SE TROUVER AUSSI PRÈS QUE POSSIBLE DE L'ARC DE SOUDAGE). CHAUR DE FIL LN 742 LN7 GMA LN9 GMA NA5R NA5M17257
text_image
AVERTISSEMENT • Couper la puissance d'entrée vers la source de puissance de soudage au moyen de l'interrupteur de déconnexion au niveau de la boîte de fusibles avant de brancher le chargeur de fil. • Seules des personnes qualifiées doivent installer, utiliser ou réaliser l'entretien de cette machine. CHARGEUR DE FIL TÉLÉCOMMANDE FIL DE TRAVAIL FIL D'ÉLECTRODE LE FIL DE DÉTECTION D'ÉLECTRODE EST BOULONNÉ AVEC LE FIL D'ÉLECTRODE DU BLOC DE CONTACT DU CHARGEUR DE FIL TRAVAIL LES CÂBLES ET LES FILS DOIVENT ÊTRE RECOUVERTS DE RUBAN ADHÉSIF ENSEMBLE FIL D'ÉLECTRODE CHARGEUR DE FIL STT-10 CHARGEUR DE FIL TÉLÉCOMMANDE FIL « TRAVAIL » DE DÉTECTION D'ARC (DOIT SE TROUVER LE PLUS PRÈS POSSIBLE DE L'ARC DE SOUDAGE)FIGURE C.3 BRANCHEMENT DU STT-10 SUR LA STT II

AVERTISSEMENT

- Couper la puissance d'entrée ou débrancher les lignes de puissance d'entrée.
- Retirer les vis à tête hexagonale se trouvant sur le côté et sur le dessus de la machine puis retirer l'enveloppe protectrice de la machine.
- Prendre soin de ne pas établir de contact avec les terminales du condensateur se trouvant au centre des Tableaux de Contrôle.
-
Acquérir une résistance de grande capacité et une résistance à wattage élevé (25-1000 ohms et 25 watts minimum). Cette résistance n'est pas fournie avec la machine. NE JAMAIS UTILISER DE BARRETTE À COURT-CIRCUIT POUR CETTE PROCÉDURE.
-
Repérer les deux terminales du condensateur (grandes vis borgnes à tête hexagonale) illustrées sur la Figure D.1.
- Utiliser des lunettes de sécurité, des gants isolés électriquement et des pinces isolées. Tenir le corps de la résistance et brancher les fils de la résistance sur les deux terminales du condensateur. Tenir la résistance en place pendant dix secondes. NE PAS TOUCHER LES TERMINALES DU CONDENSATEUR LES MAINS NUES.
- Répéter la procédure de décharge pour le condensateur qui se trouve sur l'autre côté de la machine.
- Vérifier la tension sur les terminales de tous les condensateurs au moyen d'un voltmètre c.c. La polarité des terminales de condensateur est indiquée sur le tableau de circuits imprimés au-dessus des terminales. La tension devrait être de zéro. S'il reste de la tension, répéter cette procédure de décharge du condensateur.
FIGURE D.1 — EMPLACEMENT DES TERMINALES DU CONDENSATEUR DU FILTRE D'ENTRÉE.
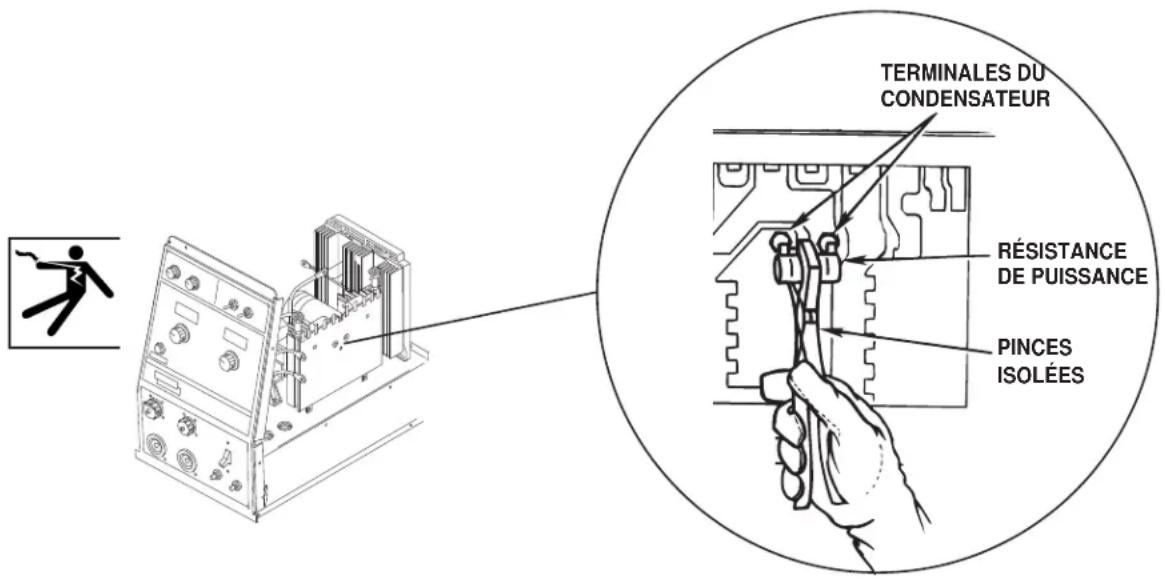
text_image
TERMINALES DU CONDENSATEUR RÉSISTANCE DE PUISSANCE PINCES ISOLÉESENTRETIEN PRÉVENTIF
- Réaliser les procédures d'entretien préventif suivantes au moins une fois tous les six mois. Il est bon de tenir un registre de l'entretien préventif ; une étiquette de registre attachée à la machine serait encore meilleure.
- Retirer l'enveloppe protectrice de la machine puis réaliser la procédure de décharge du condensateur du filtre d'entrée (décrite au début de ce chapitre).
-
Nettoyer l'intérieur de la machine avec de l'air à pression faible. Prendre soin de nettoyer à fond les composants suivants.
-
Interrupteur de Puissance, Moteur d'Entraînement, Protection et Tableaux de Circuits Imprimés de Contrôle.
- Interrupteur de Puissance
• Transformateur Principal -
Rectificateur d'Entrée
• Ailettes du Dissipateur -
Condensateurs du Filtre d'Entrée
- Terminales de Sortie
-
Compartiment de la Base Inférieure
-
Vérifier que les condensateurs ne présentent pas de fuites ni de suitements. Les changer si nécessaire.
- Vérifier que l'enveloppe protectrice ne présente pas de creux ou de cassures. Réparer si besoin est. Le couvercle de protection doit être maintenu en bon état afin de garantir que les pièces sous haute tension soient protégées et que les espacements corrects soient conservés.
- Vérifier la continuité de la terre électrique. Au moyen d'un ohmmètre, mesurer la résistance entre l'une des bornes de sortie et une surface non peinte de la console de la machine. La lecture de l'ohmmètre devrait être de 500.000 ohms ou plus. Si cette lecture est inférieure à 500.000 ohms, vérifier qu'il n'y ait pas de composants électriques qui ne soient pas correctement isolés de la console. Rectifier l'isolation si besoin est.
- Changer le couvercle de protection de la machine et les vis.
COMMENT UTILISER LE GUIDE DE DÉPANNAGE
! AVERTISSEMENT
L'entretien et les réparations ne doivent être effectués que par le personnel de Lincoln Electric ayant reçu une formation en usine. Les réparations non autorisées effectuées sur ce matériel peuvent entraîner un danger pour le technicien et l'opérateur de la machine et annulent la garantie d'usine. Par mesure de sécurité et pour éviter un choc électrique, veuillez observer toutes les notes de sécurité et les mises en garde données en détail dans ce manuel.
Ce guide de dépannage a pour but de vous aider à localiser les problèmes éventuels d'installation et de fonctionnement de la machine et à y remédier. Suivre simplement la méthode en trois étapes donnée ci-après.
Étape 1. REPÉRER LE PROBLÈME (SYMPTÔME).
Regarder dans la colonne «PROBLÈMES (SYMPTÔMES)». Cette colonne décrit les symptômes éventuels que peut présenter la machine. Trouver la phrase qui décrit le mieux le symptôme que présente la machine. Les symptômes sont groupés en trois catégories principales: problèmes de sortie, problèmes de fonctionnement, problèmes de soudage.
La deuxième colonne «CAUSES POSSIBLES» donne la liste des possibilités externes évidentes qui peuvent contribuer au symptôme de la machine.
Étape 3. MESURES À PRENDRE RECOMMANDÉES
La dernière colonne «Mesures à prendre recommandées» donne la liste des mesures à prendre recommandées.
Si pour une raison ou une autre vous ne comprenez pas les modes opératoires d'essai ou êtes incapable d'effectuer les essais ou les réparations en toute sécurité, communiquez avant de poursuivre avec votre service après-vente local agréé Lincoln.
ATTENTION
Si pour une raison ou une autre vous ne comprenez pas les modes opératoires d'essai ou êtes incapable d'effectuer les essais ou les réparations en toute sécurité, communiquez avant de poursuivre avec votre service après-vente local agréé Lincoln qui vous prêtera assistance.
Suivre les Instructions de Sécurité détaillées au début de ce manuel
| PROBLÈMES (SYMPTOMES) | CAUSE POSSIBLE | MESURE À PRENDRE RECOMMANDÉE |
| PROBLÈMES DE SORTIE | ||
| Un dommage physique ou électrique majeur est évident. | 1. Contacter le Service sur le Terrain local Agréé par Lincoln. | Si toutes les zones de déréglage possibles recommandées ont été révisées et le problème persiste, contacter le concessionnaire autorisé de Service sur le Terrain Lincoln Electric le plus proche. |
| La machine n'a pas de tension de circuit ouvert. Le fil s'alimente bien. | 1. Vérifier le câble de contrôle entre le chargeur et l'unité STT II. S'assurer que les fils No.2 et No.4 soient intacts. | |
| 2. Placer un fil de liaison entre les goupilles C et D sur le connecteur MS à 14 goupilles. Si la tension de circuit ouvert normale (85 VDC) est rétablie, le problème se situe au niveau du câble de contrôle du chargeur ou bien du chargeur de fil. | ||
| La machine n'a pas de sortie de soudage (pas de tension de circuit ouvert) et le chargeur de fil n'ali-mente pas le fil lorsqu'on tire sur la gâchette. | 1. Le disjoncteur CB1 de 42VAC a peut-être sauté. Le rétablir si nécessaire. | |
| 2. Placer un fil de liaison entre les goupilles A et C sur le connecteur MS à 5 goupilles qui se trouve sur le chargeur de fil LN-742. Si le fil s'alimente, vérifier la gâchette du pistolet. Réparer ou remplacer en fonction des besoins. | ||
| 3. Vérifier qu'il y ait bien 42VAC sur les goupilles K et I du connecteur MS à 14 goupilles. S'il y a bien 42VAC et si le chargeur ne fonctionne pas, le problème se situe au niveau du (des) câble(s) de contrôle du chargeur ou bien du chargeur de fil. | ||

ATTENTION
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n'êtes pas en mesure de réaliser les tests/réparations de façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique.
Suivre les Instructions de Sécurité détaillées au début de ce manuel
| PROBLÈMES (SYMPTOMES) | CAUSE POSSIBLE | MESURE À PRENDRE RECOMMANDÉE |
| PROBLÈMES DE SORTIE | ||
| Pas de sortie. Fusibles principaux ouverts, ce qui indique un tirage de courant excessif. | 1. Sans puissance d'entrée, réviser les fils d'entrée pour détecter de possibles courts-circuits ou terres ou mauvaises connexions.2. Installer de nouveaux fusibles et appliquer à nouveau la puis-sance. Si les fusibles s'ouvrent encore, contacter le Service sur le Terrain local Agréé par Lincoln. | |
| La machine perd sa sortie lorsqu'on appuie sur la gâchette ou qu'on amorce l'arc. La sortie de la machine reprend au bout de quelques secon-des et la gâchette est à nouveau tirée. La lumière de l'Indicateur Thermique est allumée. | 1. Le détecteur de surintensité est activé, ce qui indique que trop de courant de sortie est tiré de la machine. Réduire la demande de courant de soudage ou éliminer la panne des câbles de soudage.2. Vérifier que la pointe du pistolet n'est pas en court-circuit avec la surface de travail et que les procédures de soudage appropriées soient utilisées. | |
| La machine est morte – pas de sor-tie – pas de ventilateurs – pas d'affichage. | 1. L'interrupteur de puissance doit se trouver sur la position MARCHE.2. Vérifier la tension d'entrée. S'assurer que les trois phases soient appliquées à la machine.3. Sans puissance d'entrée, vérifier que l'interrupteur de mise au point de la tension d'entrée et le cavalier A (cavalier auxiliaire de reconnexion) se trouvent dans la bonne position pour la tension d'entrée utilisée. Voir la Procédure de Reconnexion dans la Section d'Installation.4. Sans puissance d'entrée, vérifier la continuité du fusible à action retardée de 3 amp qui se trouve sur le panneau de reconnexion. | |

ATTENTION
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n'êtes pas en mesure de réaliser les tests/réparations de façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique.
Suivre les Instructions de Sécurité détaillées au début de ce manuel
| PROBLÈMES (SYMPTOMES) | CAUSE POSSIBLE | MESURE À PRENDRE RECOMMANDÉE |
| PROBLÈMES DE SORTIE | ||
| Pas de sortie ou sortie réduite la première fois que la puissance est appliquée à la machine. | 1. Vérifier les tensions d'entrée, les fusibles et les procédures de reconnexion de la tension d'entrée. Voir la section d'Installation.2. Si une tension d'entrée élevée (380VAC ou plus) est appliquée, les condensateurs ont besoin d'une remise en état. Laisser la machine tourner au ralenti pendant 30 minutes. | Si toutes les zones de déréglage possibles recommandées ont été révisées et le problème persiste, contacter le concessionnaire autorisé de Service sur le Terrain Lincoln Electric le plus proche. |
| La machine perd sa sortie pendant le soudage. La lumière de l'indicateur thermique est allumée. La sortie de soudage normale reprend au bout de quelques secondes. | 1. Vérifier que les ventilateurs marchent et qu'ils fonctionnent correctement.2. L'application de soudage dépasse le facteur de marche recommandé.3. La saleté et la poussière obstruent peut-être les canaux de refroidissement. Souffler de l'air comprimé propre et sec sur l'appareil.4. Les évents d'admission et d'évacuation d'air peuvent être bloqués du fait d'un manque d'espace autour de la machine. | |
| La machine a une TCO faible et perd sa sortie pendant les tentatives de soudage. | 1. Vérifier qu'il n'y ait pas de connexion défectueuse sur la fiche J1 du Tableau de Contrôle et sur la fiche J1 du Tableau de Détection de Courant.2. Vérifier que le Tableau de Détection de Courant ne soit pas défectueux. | |

ATTENTION
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n'êtes pas en mesure de réaliser les tests/réparations de façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique.
Suivre les Instructions de Sécurité détaillées au début de ce manuel
| PROBLÈMES (SYMPTOMES) | CAUSE POSSIBLE | MESURE À PRENDRE RECOMMANDÉE |
| PROBLÈMES DE SORTIE | ||
| Éclaboussures de soudage excessives. L’arc a le son et l’aspect d’un procédé MIG standard. | 1. Vérifier que les connexions des fils Détecteurs d’Arc ne soient pas desserrées ni défectueuses.2. Vérifier que le fil TRAVAIL de Détection d’Arc se trouve aussi près que possible de l’arc de soudage.3. Vérifier que les réglages de la machine et de l’alimentation du fil soient appropriés pour le procédé et le fil utilisés. | Si toutes les zones de déréglage possibles recommandées ont été révisées et le problème persiste, contacter le concessionnaire autorisé de Service sur le Terrain Lincoln Electric le plus proche. |
| Le fil fait un retour de brûlure jusqu’à la pointe. | 1. Retirer P1 du Tableau de Contrôle. Si la machine soude en nouille, le tableau de détection de courant est en mauvais état. | |
| Mauvais soudage, décalage des réglages de soudage ou faible puis-sance de sortie. | 1. Vérifier que les réglages de la machine soient appropriés pour le procédé de soudage utilisé.2. Vérifier que les connexions des câbles de soudage ne soient pas desserrées ni défectueuses. | |

ATTENTION
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n'êtes pas en mesure de réaliser les tests/réparations de façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique.
Suivre les Instructions de Sécurité détaillées au début de ce manuel
| PROBLÈMES (SYMPTOMES) | CAUSE POSSIBLE | MESURE À PRENDRE RECOMMANDÉE |
| PROBLÈMES DE SORTIE | ||
| Porosité de la soudure.Le cordon de soudure semble froid.Le bain de soudure de métal fondu semble excessivement violent. | 1. Vérifier que le type et le débit de gaz soient appropriés pour la procédure utilisée. Travail de protection dû à des courants d'air extérieurs excessifs.2. Vérifier que le pistolet et le bec ne présentent pas de fuites ni d'obstructions.3. Vérifier que les réglages de la machine et de l'alimentation du fil soient appropriés pour le procédé. | Si toutes les zones de déréglage possibles recommandées ont été révisées et le problème persiste, contacter le concessionnaire autorisé de Service sur le Terrain Lincoln Electric le plus proche. |
| 1. Un ou plusieurs réglages de la machine sont incorrects. Vérifier que les réglages des contrôles du Courant de Fond, Courant de Crête, « Tailout » et Vitesse du Fil soient appropriés. Les ajuster pour des caractéristiques de soudage optimales.2. Vérifier que les interrupteurs de Type de Fil et Taille de Fil se trouvent sur la bonne position pour le fil électrode utilisé. | ||
| 1. L'interrupteur de Type de Fil se trouve sur la mauvaise position pour le fil électrode utilisé.2. Le réglage du Courant de Crête est trop élevé. L'ajuster pour des caractéristiques de soudage opti-males. | ||

ATTENTION
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n'êtes pas en mesure de réaliser les tests/réparations de façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique.
DIAGRAMME DE CÂBLAGE INVERTEC STT II (POUR CODES 10383)
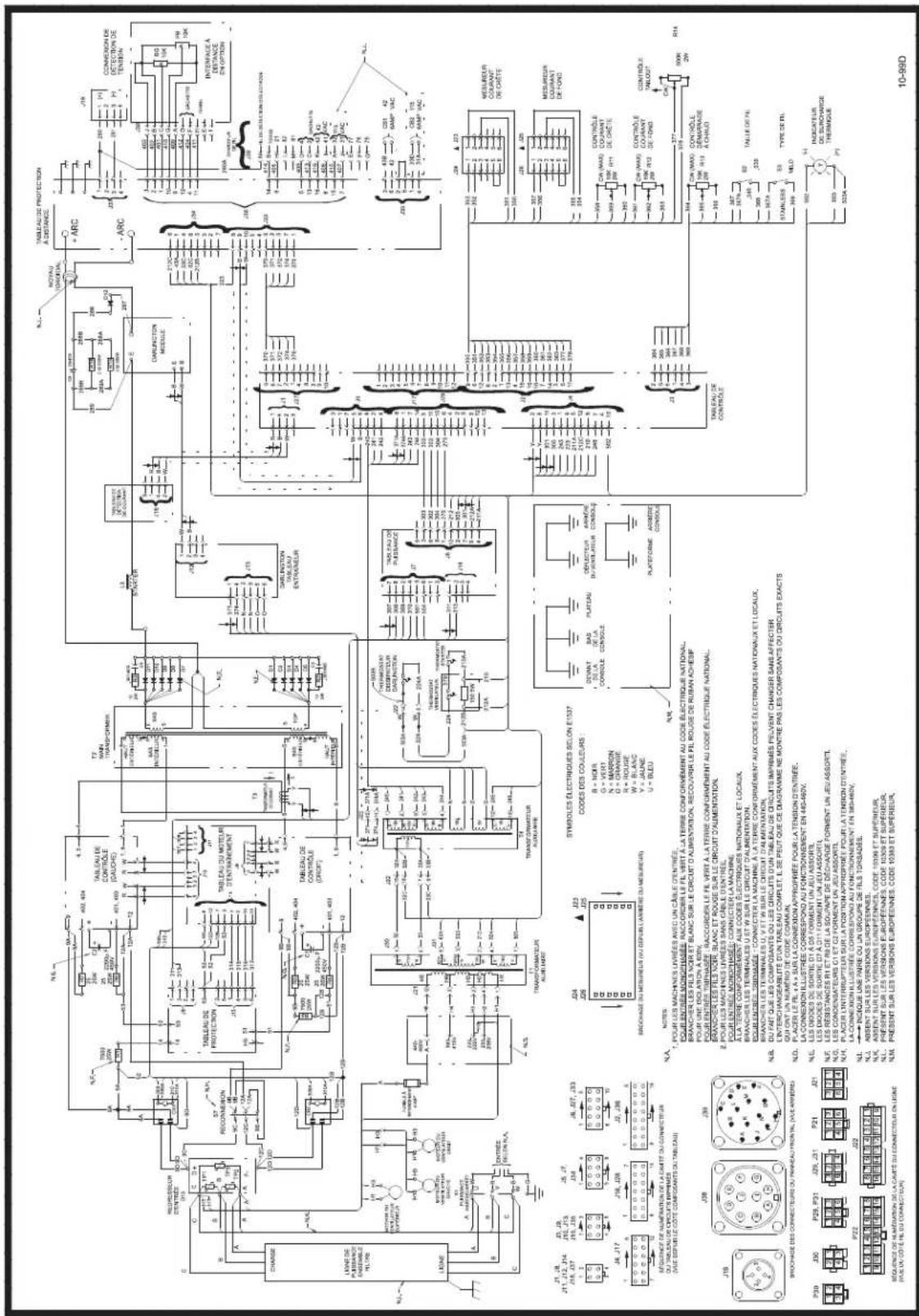
text_image
TABLEA DE PROTECTION A DISTANCE ARC ORYAU TORDICAL LARGE CONVADOR DE ECTION DE TENSION VIN 100 200 300 400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700 1800 1900 2000 2100 2200 2300 2400 2500 2600 2700 2800 2900 3000 3100 3200 3300 3400 3500 3600 3700 3800 3900 4000 4100 4200 4300 4400 4500 4600 4700 4800 4900 5000 5100 5200 5300 5400 5500 5600 5700 5800 5900 6000 6100 6200 6300 6400 6500 6600 6700 6800 6900 7000 7100 7200 7300 7400 7500 7600 7700 7800 7900 8000 8100 8200 8300 8400 8500 8600 8700 8800 8900 9000 9100 9200 9300 9400 9500 9600 9700 9800 9900 10000G3136
NOTE : Ce diagramme est présenté uniquement à titre de référence. Il se peut qu'il ne soit pas exact pour toutes les machines couvertes dans ce manuel. Le diagramme spécifique pour un code particulier est collé à l'intérieur de la machine sur l'un des panneaux de la console. Si le diagramme est illisible, prière d'écrire au Département de service pour qu'il soit remplacé. Donner le numéro de code de l'appareil.
DIAGRAMME DE CÂBLAGE – INVERTEC STT II (POUR CODES 11090, 11091 ET 11092)
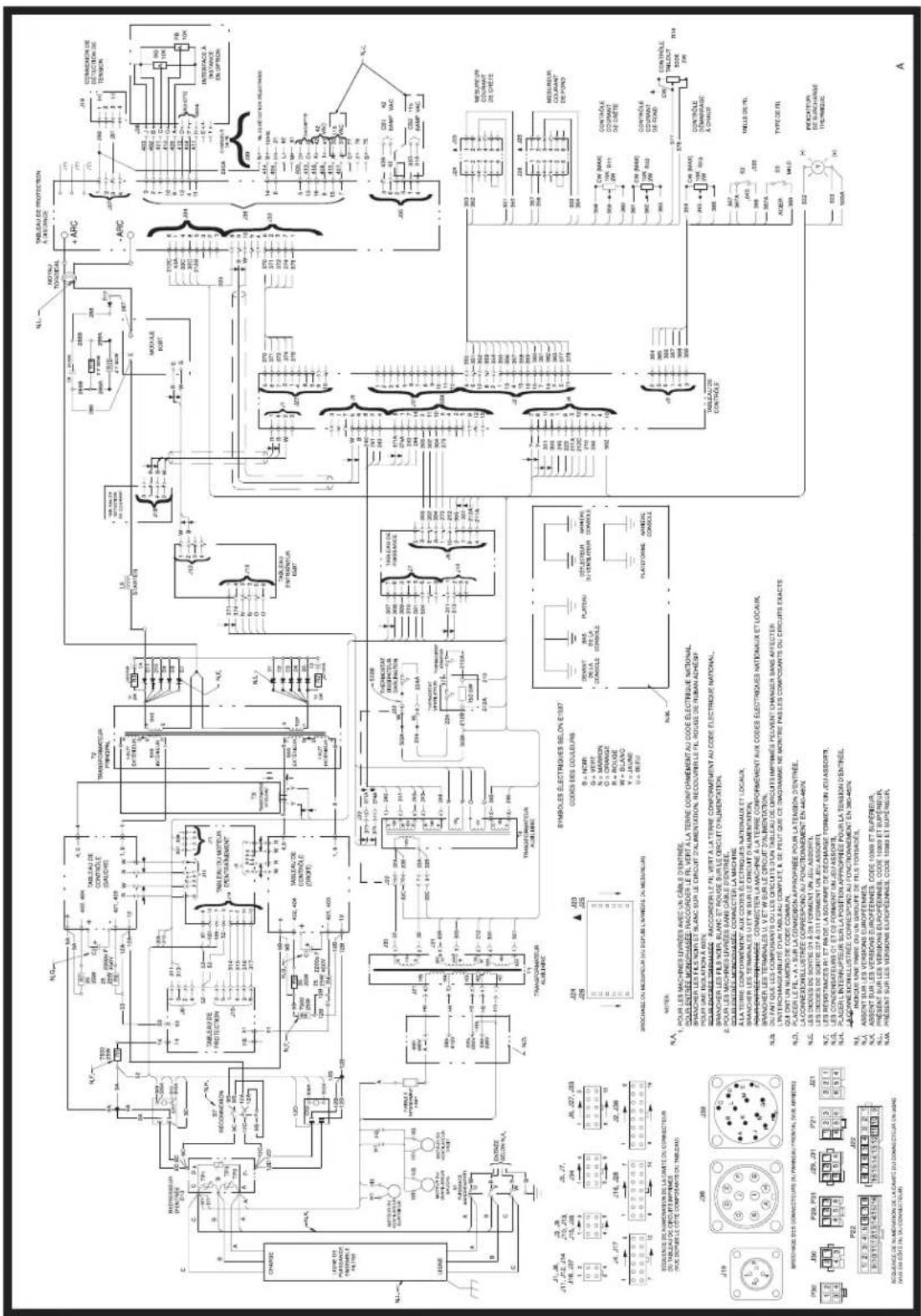
G4500
NOTE : Ce diagramme est présenté uniquement à titre de référence. Il se peut qu'il ne soit pas exact pour toutes les machines couvertes dans ce manuel. Le diagramme spécifique pour un code particulier est collé à l'intérieur de la machine sur l'un des panneaux de la console. Si le diagramme est illisible, prière d'écrire au Département de service pour qu'il soit remplacé. Donner le numéro de code de l'appareil.
DIAGRAMME DE CÂBLAGE – INVERTEC STT II (POUR CODES 11115 ET 11116)
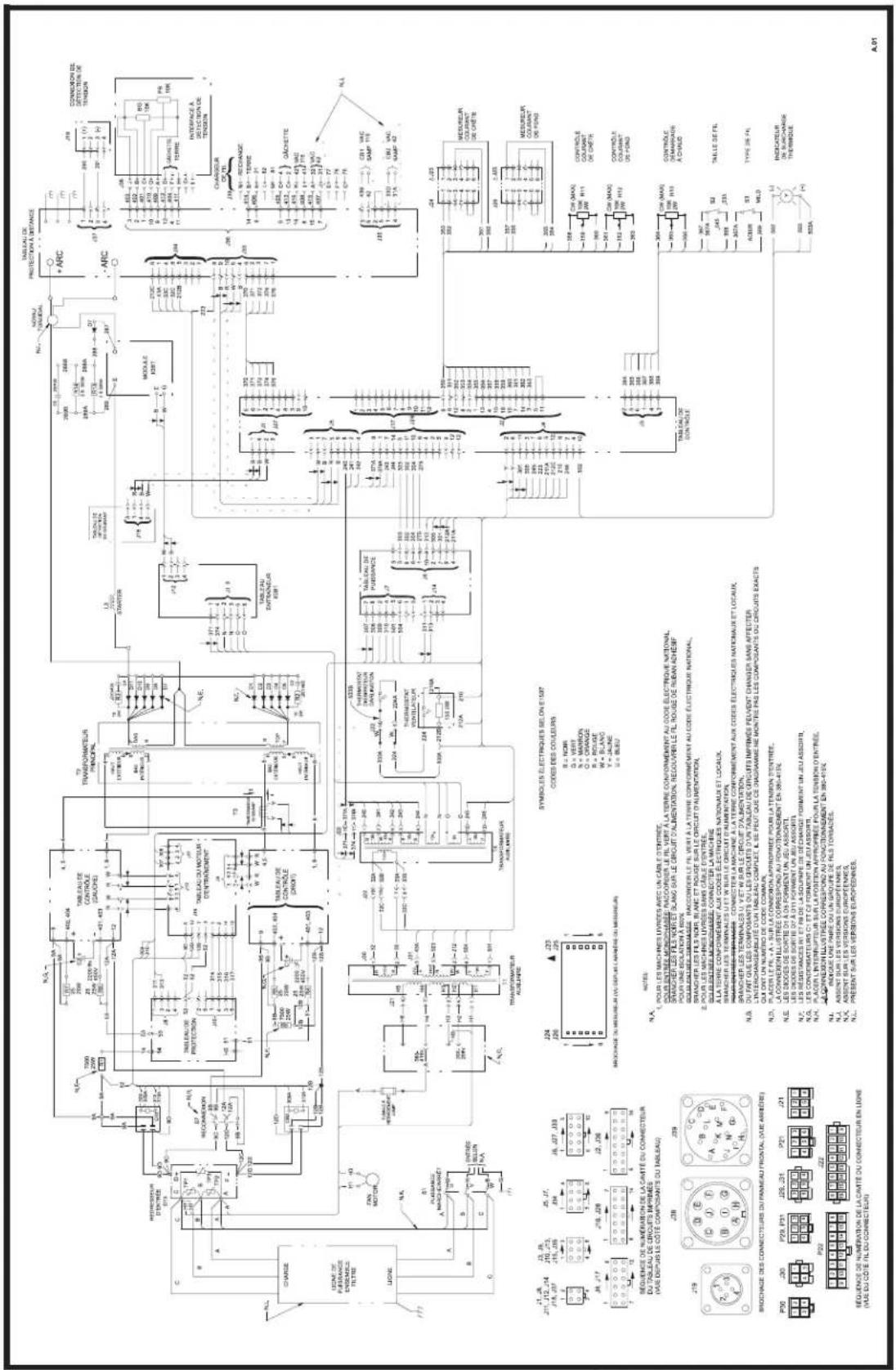
text_image
TABLEAU DE PROTECTION A DETRANCE +ARC MODULI TONOMOLE N1 N2 N3 N4 N5 N6 N7 N8 N9 N10 N11 N12 N13 N14 N15 N16 N17 N18 N19 N20 N21 N22 N23 N24 N25 N26 N27 N28 N29 N30 N31 N32 N33 N34 N35 N36 N37 N38 N39 N40 N41 N42 N43 N44 N45 N46 N47 N48 N49 N50 N51 N52 N53 N54 N55 N56 N57 N58 N59 N60 N61 N62 N63 N64 N65 N66 N67 N68 N69 N70 N71 N72 N73 N74 N75 N76 N77 N78 N79 N80 N81 N82 N83 N84 N85 N86 N87 N88 N89 N90 N91 N92 N93 N94 N95 N96 N97 N98 N99 N100 P200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200 200G4557
NOTE : Ce diagramme est présenté uniquement à titre de référence. Il se peut qu'il ne soit pas exact pour toutes les machines couvertes dans ce manuel. Le diagramme spécifique pour un code particulier est collé à l'intérieur de la machine sur l'un des panneaux de la console. Si le diagramme est illisible, prière d'écrire au Département de service pour qu'il soit remplacé. Donner le numéro de code de l'appareil.