
Power Wave R450 - Poste à souder LINCOLN ELECTRIC - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Power Wave R450 LINCOLN ELECTRIC au format PDF.
| Type de produit | Poste à souder multiprocédés |
| Dimensions (H × L × P) | 570 × 356 × 630 mm |
| Poids | 68 kg |
| Alimentation électrique | Triphasé, 208-575 V, 50/60 Hz (±10 %) |
| Puissance absorbée | Jusqu'à 500 W en veille (ventilateur activé) |
| Facteur de puissance | 0,95 |
| Courant de sortie nominal | 5-550 A |
| Tension à vide (OCV) | 60 V moyenne / 73 V crête (GMAW) |
| Procédés de soudage | MIG/MAG, MIG pulsé, TIG DC, Stick, FCAW |
| Cycle de service (40 %) | 550 A à 41,5 V |
| Cycle de service (100 %) | 450 A à 36,5 V |
| Affichage et commandes | DEL d'état, commutateur d'alimentation, connecteurs de détection de tension |
| Communication | ArcLink, Ethernet, Devicenet (optionnel) |
| Température de fonctionnement | -20 °C à +40 °C |
| Température de stockage | -40 °C à +85 °C |
| Indice de protection | IP23 |
| Classe d'isolation | F (155 °C) |
| Matériau du boîtier | Acier |
| Entretien et nettoyage | Nettoyer régulièrement les grilles d'aération ; vérifier l'état des câbles et des connexions ; ne pas utiliser de solvants agressifs |
| Sécurité | Respecter les consignes de sécurité : porter des EPI, ventiler la zone, éviter les chocs électriques et les champs électromagnétiques |
| Pièces détachées et réparabilité | Pièces disponibles sur parts.lincolnelectric.com ; confier les réparations à un centre agréé |
| Garantie | Consulter les conditions fournies avec l'appareil |
FOIRE AUX QUESTIONS - Power Wave R450 LINCOLN ELECTRIC
Questions des utilisateurs sur Power Wave R450 LINCOLN ELECTRIC
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice Power Wave R450 - LINCOLN ELECTRIC et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Power Wave R450 de la marque LINCOLN ELECTRIC.
MODE D'EMPLOI Power Wave R450 LINCOLN ELECTRIC
À utiliser avec les machines ayant les numéros de code :
12644, 12645, 12712*, 12713, 12714,
12847, 12848, 12849

Enregistrez votre machine :
www.lincolnelectric.com/register
Trouver un revendeur et un atelier d'entretien agréés :
www.lincolnelectric.com/locator
Enregistrer pour référence ultérieure
Date d'achat
Code : (ex. : 10859)
Série : (ex. : U1060512345)
Besoin d'aide ? Appelez le 1.888.935.3877
pour parler à un représentant du service
Heures d'ouverture :
De 8 h à 18 h (ET) du lundi au vendredi.
En dehors de ces horaires ?
Utilisez la rubrique « Demandez aux experts » sur lincolnelectric.com.
Un représentant du service Lincoln vous contactera au plus tard le jour ouvrable suivant.
Pour un service en dehors des États-Unis :
Email : globalservice@lincolnelectric.com
* EAC
MERCI D'AVOIR CHOISI UN PRODUIT DE QUALITÉ FABRIQUÉ PAR LINCOLN ELECTRIC.
VEUILLEZ EXAMINER IMMÉDIATEMENT LE CARTON ET L'ÉQUIPEMENT AFIN DE DÉTECTER LES DOMMAGES POTENTIELS
Lorsque cet équipement est expédié, la propriété est transmise à l'acheteur dès réception de l'équipement livré par le transporteur. Par conséquent, les réclamations pour les dégâts subis par le matériel au cours de l'expédition doivent être effectuées par l'acheteur auprès de la société de transport dès réception du colis.
LA SÉCURITÉ DÉPEND DE VOUS
Les équipements de soudage à l'arc et de découpe de Lincoln sont conçus et construits de sorte à assurer la sécurité. Cependant, votre sécurité générale peut être augmentée en veillant à installer correctement l'équipement et en l'utilisateur de manière réfléchie.
NE PAS INSTALLER, UTILISER OU RÉPARER CET ÉQUIPEMENT SANS LIRE CE MANUEL ET LES PRÉCAUTIONS DE SÉCURITÉ DANS LEUR INTÉGRALITÉ. Et surtout, réfléchir avant d'agir et faire preuve de vigilance.

AVERTISSEMENT
Cette déclaration apparaît lorsque les informations doivent être suivies exactement pour éviter les blessures corporelles graves ou la mort.

ATTENTION
Cette indication apparaît lorsque les informations doivent être suivies à la lettre afin d'éviter toute blessure mineure ou tout dommage causé à cet équipement.
GARDEZ VOTRE TÊTE ÉLOIGNÉE DES VAPEURS.
NE VOUS APPROCHEZ PAS trop près de l'arc. Utilisez des lentilles correctrices si nécessaire pour rester à une distance raisonnable de l'arc.
LISEZ et respectez les consignes de la fiche de données de sécurité (FDS) et l'étiquette d'avertissement qui apparaît sur tous les conteneurs de matériaux de soudage.
UTILISEZ UN DISPOSITIF DE
VENTILATION ou d'évacuation près de l'arc, ou les deux, pour évacuer les
fumées et gaz de votre zone de respiration et de votre environnement général.
DANS UNE GRANDE SALLE OU EN EXTÉRIEUR, la ventilation naturelle peut être adéquate si vous veillez à garder votre tête éloignée des vapeurs (voir ci-dessous).
UTILISEZ DES COURANTS D'AIR NATURELS ou des ventilateurs pour éloigner les vapeurs de votre visage.
Si vous développez des symptômes inhabituels, consultez votre superviseur. Peut-être que l'atmosphère du lieu de soudage et le système de ventilation doivent être vérifiés.

PROTÉGEZ vos yeux et votre visage avec un casque de soudage correctement ajusté et une plaque filtrante appropriée (voir ANSI Z49.1).
PROTÉGEZ votre corps avec un système de protection contre les projections et les arcs électriques avec des vêtements de protection, notamment des vêtements en laine, un tablier résistant aux flammes et des gants, un pantalon en cuir et des bottes hautes.
PROTÉGEZ les autres des projections, des arcs électriques et des éblouissements à l'aide d'écrans de protection ou barrières.
DANS CERTAINES ZONES, une protection contre le bruit peut être nécessaire.
SOYEZ CERTAIN que l'équipement de protection est en bon état.
Portez également des lunettes de protection dans la zone de travail A TOUT MOMENT.


SITUATIONS SPÉCIALES
NE PAS SOUDER NI COUPER de conteneurs ou matériaux qui avaient été préalablement en contact avec des substances dangereuses, à moins qu'ils ne soient correctement nettoyés. Cela est extrêmement dangereux.
NE PAS SOUDER NI COUPER des pièces peintes ou plaquées, sauf si des précautions particulières ont été prises, y compris des mesures de ventilation. Elles peuvent libérer des vapeurs ou des gaz très toxiques.
Mesures de précaution supplémentaires
PROTÉGEZ les bouteilles de gaz comprimé de la chaleur excessive, des chocs mécaniques et des arcs ; fixez les bouteilles afin qu'elles ne tombent pas.
SOYEZ CERTAIN que les bouteilles ne sont jamais mises à la terre et qu'elles ne font pas partie d'un circuit électrique.
SUPPRIMEZ tous les éléments pouvant poser des risques d'incendie de la zone de soudage.
AYEZ TOUJOURS UN ÉQUIPEMENT DE LUTTE CONTRE LES INCENDIES PRÊT POUR UNE UTILISATION IMMÉDIATE ET SACHEZ COMMENT L'UTILISER.

SECTION A : AVERTISSEMENTS

AVERTISSEMENTS DE LA PROPOSITION 65 DE CALIFORNIE

AVERTISSEMENT : L'échappement du moteur diesel vous expose à des produits chimiques connus de l'État de Californie pour provoquer un cancer et des anomalies
congénitales, ou autres dommages aux organes reproducteurs.
- Toujours mettre en marche et faire fonctionner le moteur dans une zone bien ventilée.
- Dans une zone exposée, évacuer les fumées et gaz d'échappement vers l'extérieur.
- Ne pas modifier ni altérer le système d'échappement.
- Ne pas laisser tourner le moteur au ralenti, sauf si nécessaire. Pour plus d'informations, rendez-vous sur www.P65 warnings.ca.gov/diesel
AVERTISSEMENT : Ce produit, lorsqu'il est utilisé pour le soudage ou la découpe, produit des fumées ou des gaz qui contiennent des produits chimiques connus de l'État de Californie pour provoquer des malformations congénitales et, dans certains cas, un cancer. (California Health & Safety Code § 25249.5 et seq.)

AVERTISSEMENT : Cancer et atteinte à la reproduction www.P65warnings.ca.gov
LE SOUDAGE À L'ARC PEUT ÊTRE DANGEREUX. PROTÉGEZ-VOUS ET PROTÉGEZ LES AUTRES DE POTENTIELLES BLESSURES GRAVES OU DE LA MORT. GARDEZ LES ENFANTS À DISTANCE. LES PORTEURS DE STIMULATEUR CARDIAQUE DOIVENT CONSULTER LEUR MÉDECIN AVANT D'UTILISER CET ÉQUIPEMENT.
Lisez et comprenez les points de sécurité importants suivants. Pour plus d'informations sur la sécurité, il est fortement recommandé d'acheter une copie du document « Safety in Welding & Cutting - ANSI Standard Z49.1 » (Sécurité dans le soudage et la découpe - Norme ANSI Z49.1) de l'American Welding Society, P.O. Box 351040, Miami, Floride 33135 ou de la norme CSA Standard W117.2. Une copie gratuite du livret E205 « Arc Welding Safety » (Sécurité du soudage à l'arc) est disponible auprès de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASSUREZ-VOUS QUE TOUTES LES PROCÉDURES D'INSTALLATION, D'UTILISATION, D'ENTRETIEN ET DE RÉPARATION SONT EFFECTUÉES UNIQUEMENT PAR DES PERSONNES QUALIFIÉES.

POUR LES ÉQUIPEMENTS À MOTEUR.
1.a. Arrêtez le moteur avant tout dépannage et toute tâche de maintenance, sauf si la tâche de maintenance nécessite qu'il soit en marche.
1.b. Faites fonctionner les moteurs dans des zones ouvertes, bien ventilées ou évacuez les fumées d'échappement du moteur vers l'extérieur.
1.c. N'ajoutez pas de carburant à proximité d'un arc de soudage à flamme ouverte ou lorsque le moteur tourne. Arrêtez le moteur et laissez-le refroidir avant


de ravitailler en carburant pour éviter que le carburant renversé ne soit vaporisé et n'entre en contact avec des pièces de moteur chaudes et ne s'enflamme. Veillez à ne pas renverser de carburant lors du remplissage du réservoir. Si du carburant est renversé, essuyez-le et ne démarrez pas le moteur tant que les fumées n'ont pas été éliminées.
1.d. Maintenez tous les dispositifs de sécurité, couvercles et dispositifs à leur place et en bon état. Gardez vos mains, cheveux, vêtements et outils éloignés des courroies en V, des engrenages, des ventilateurs et de toutes les autres pièces mobiles lors du démarrage, de l'utilisation ou de la réparation de l'équipement.

1.e. Dans certains cas, il peut être nécessaire de retirer les dispositifs de sécurité pour effectuer la maintenance requise. Retirez les dispositifs de sécurité uniquement lorsque cela est nécessaire et remettez-les en place lorsque la tâche de maintenance nécessitant leur retrait a été terminée. Faites toujours preuve de la plus grande vigilance lorsque vous travaillez à proximité de pièces mobiles.
1.f. Ne placez pas vos mains à proximité du ventilateur du moteur. Ne tentez pas de remplacer le régulateur de régime ou le tendeur en poussant sur les tiges de commande de l'accélérateur lorsque le moteur tourne.
1.g. Pour éviter de démarrer accidentellement les moteurs à essence tout en faisant tourmer le moteur ou le générateur de soudage pendant le travail de maintenance, débranchez les fils des bougies d'allumage, le bouchon du distributeur ou le câble de la magnéto, le cas échéant.
1.h. Pour éviter les brûlures, ne retirez pas le bouchon de pression du radiateur lorsque le moteur est chaud.
1.i. Utiliser un générateur à l'intérieur PEUT VOUS TUER EN QUELQUES MINUTES.
1.j. Les fumées d'échappement du générateur contiennent du monoxyde de carbone. Il s'agit d'un poison invisible et inodore.
1.k. N'UTILISEZ JAMAIS le générateur à l'intérieur d'une maison ou d'un garage, MÊME si les portes et fenêtres sont ouvertes.
1.I. N'utilisez qu'EN EXTÉRIEUR et loin des fenêtres, des portes et des évents.
1.m. Évitez les autres risques liés aux générateurs. LISEZ LE MANUEL AVANT L'UTILISATION.


LES CHAMPS MAGNÉTIQUES ET ÉLECTRIQUES PEUVENT ÊTRE DANGEREUX

2.a. Le courant électrique traversant tout conducteur provoque des champs électriques et électromagnétiques localisés (EMF). Le courant de soudage crée des champs EMF autour des câbles de soudage et des machines de soudage
2.b. Les champs EMF peuvent interférer avec certains stimulateurs cardiaques et les soudeurs ayant un stimulateur cardiaque doivent consulter leur médecin avant de procéder au soudage.
2.c. L'exposition aux champs EMF au cours du soudage peut avoir d'autres effets sur la santé qui ne sont pas encore connus.
2.d. Tous les soudeurs doivent utiliser les procédures suivantes afin de minimiser l'exposition aux champs EMF du circuit de soudage :
2.d.1. Placez ensemble les câbles de l'électrode et de travail - Fixez-les avec du ruban adhésif lorsque cela est possible.
2.d.2. N'enroulez jamais l'électrode autour de votre corps.
2.d.3. Ne placez pas votre corps entre l'électrode et les câbles de travail. Si le câble de l'électrode est sur votre droite, le câble de travail doit également se trouver sur votre droite.
2.d.4. Connectez le câble de travail à la pièce à souder aussi près que possible de la zone à souder.
2.d.5. Ne travaillez pas à côté de la source d'alimentation de soudage.

LES CHOCS ÉLECTRIQUES PEUVENT TUER.

3.a. Les circuits de l'électrode et de travail (ou de terre) sont électriquement « chauds » lorsque la soudeuse est allumée. Ne touchez pas ces pièces « chargés » avec
votre peau nue ou vos vêtements mouillés. Portez des gants secs et sans trous pour isoler vos mains.
3.b. Isolez-vous de la zone de travail et du sol à l'aide d'une isolation sèche. Assurez-vous que l'isolation est suffisamment grande pour couvrir entièrement votre zone de contact physique avec la zone de travail et le sol.
En plus des précautions de sécurité normales, si le soudage doit être effectué dans des conditions de danger électrique (dans des endroits humides ou en portant des vêtements mouillés ; sur des structures métalliques telles que des sols ou des échafaudages ; dans des espaces confinés en position assise, sur les genoux ou couchée, s'il existe un risque élevé de contact inévitable ou accidentel avec l'élément de travail ou le sol, utilisez l'équipement suivant :
- Soudeuse à courant continu CC semi-automatique (fil).
- Soudeuse manuelle CC (tige).
- Soudeuse CA avec commande de tension réduite.
3.c. Lors d'un soudage semi-automatique ou automatique, l'électrode, la bobine d'électrode, la tête de soudage, la buse ou le pistolet de soudage semi-automatique sont également électriquement « chauds ».
3.d. Assurez-vous toujours que le câble de travail présente une bonne connexion électrique avec le métal soudé. La connexion doit être aussi près que possible de la zone soudée.
3.e. Reliez l'élément de travail ou le métal à souder à la terre en le reliant à une borne de terre électrique appropriée.
3.f. Assurez-vous de garder le support de l'électrode, le collier de serrage, le câble de soudage et la machine de soudage en bon état de fonctionnement. Remplacez l'isolation endommagée.
3.g. Ne plongez jamais l'électrode dans de l'eau pour la refroidir.
3.h. Ne touchez jamais simultanément des parties électriquement « chaudes » de supports d'électrode connectés à deux soudeuses, car la tension entre les deux peut être le total de la tension du circuit ouvert des deux soudeuses.
3.i. Lorsque vous travaillez au-dessus du niveau du sol, utilisez une ceinture de sécurité pour vous protéger d'une chute si jamais vous subissez un choc électrique.
3.j. Voir également les articles 6.c. et 8.

LES RAYONS D'ARC PEUVENT CAUSER DES BRÛLURES.

4.a. Utilisez une protection avec filtre adapté et des plaques de protection pour protéger vos yeux des étincelles et des rayons de l'arc lors du soudage ou de l'observation d'un soudage à arc ouvert. Le casque de protection et la lentille filtrante doivent être conformes aux normes ANSI Z87. I.
4.b. Utilisez des vêtements adaptés fabriqués dans un matériau résistant aux flammes pour protéger votre peau et celle de vos assistants des rayons d'arc.
4.c. Protégez les autres membres du personnel à proximité avec une protection appropriée et non inflammable et/ou avertissez-les de ne pas regarder l'arc ni s'exposer eux-mêmes aux rayons d'arc ou aux projections chaudes ou au métal chaud.

LES FUMÉES ET GAZ PEUVENT ÊTRE DANGEREUX.

-
a. Le soudage peut produire des fumées et des gaz dangereux pour la santé. Évitez de respirer ces fumées et gaz. Lorsque vous soudez, gardez votre tête loin des vapeurs. Utilisez un dispositif de ventilation ou d'évacuation près de l'arc, ou les deux, pour évacuer les fumées et gaz de votre zone de respiration et de votre environnement général. Lors du soudage d'un matériau de surfaçage (voir instructions sur le conteneur ou SDS) ou d'acier plaqué au plomb ou cadmium et d'autres métaux ou revêtements produisant des fumées hautement toxiques, veillez à maintenir l'exposition aussi faible que possible et dans les limites OSHA PEL et ACGIH TLV applicables en utilisant un dispositif d'évacuation local ou un dispositif de ventilation mécanique, sauf si les évaluations de l'exposition donnent des indications contraires. Dans des espaces confinés ou dans certaines circonstances, un respirateur peut également être nécessaire. Des précautions supplémentaires sont également nécessaires lors du soudage sur de l'acier galvanisé.
-
b. Le fonctionnement des équipements de contrôle des fumées de soudage est affecté par divers facteurs, notamment l'utilisation et le positionnement appropriés de l'équipement, l'entretien de l'équipement et le procédé de soudage spécifique et l'application impliquée. Le niveau d'exposition de l'ouvrier doit être vérifié lors de l'installation et périodiquement par la suite pour être certain qu'il est conforme aux limites OSHA PEL et ACGIH TLV.
5.c. Ne soudez pas dans des endroits situés à proximité de vapeurs d'hydrocarbures chlorés provenant d'opérations de dégraissage, de nettoyage ou de pulvérisation. La chaleur et les rayons de l'arc peuvent réagir avec les vapeurs de solvant pour former des phosgènes, un gaz hautement toxique et d'autres produits irritants.
5.d. Les gaz de protection utilisés pour le soudage à l'arc peuvent déplacer l'air ambiant et provoquer des blessures ou la mort. Utilisez toujours suffisamment de ventilation, en particulier dans les espaces confinés, pour assurer que l'air respirable est sans danger.
5.e. Lisez et assurez-vous de comprendre les instructions du fabricant concernant cet équipement et les consommables à utiliser, y compris la fiche de données de sécurité (FDS) et suivez les pratiques de sécurité de votre employeur. Les fiches FDS sont disponibles auprès de votre distributeur de produits de soudage ou du fabricant.
5.f. Voir également l'article 1.b.

LES ÉTINCELLES CAUSÉES PAR LE SOUDAGE ET LA DÉCOUPE PEUVENT PROVOQUER UN INCENDIE OU UNE EXPLOSION.


LES BOUTEILLES PEUVENT EXPLOSER EN CAS DE DOMMAGES.

6.a. Retirez les éléments pouvant poser des risques d'incendie de la zone de soudage. Si cela n'est pas possible, couvrez-les pour empêcher les étincelles causées par le soudage de provoquer un incendie. Souvenez-vous que les étincelles dues au soudage et les matériaux chauds du soudage peuvent facilement passer par de petites fissures et ouvertures dans les zones adjacentes. Évitez de souder à proximité de lignes hydrauliques. Ayez un extincteur prêt à l'emploi à portée de main.
6.b. Lorsque des gaz comprimés doivent être utilisés sur le site, des précautions particulières doivent être prises pour éviter les situations dangereuses. Reportez-vous à la section « Sécurité dans le soudage et la découpe » (norme ANSI Z49.1) et aux informations concernant l'utilisation de l'équipement utilisé.
6.c. Lorsque vous ne soudez pas, assurez-vous qu'aucune partie du circuit de l'électrode ne touche l'élément de travail ou le sol. Un contact accidentel peut provoquer une surchauffe et créer un risque d'incendie.
6.d. Ne chauffez, ne coupez ou ne soudez pas de réservoirs, fûts ou conteneurs avant que des mesures appropriées aient été prises pour garantir que ces procédures ne provoqueront pas de vapeurs inflammables ou toxiques provenant des substances qu'ils contiennent. Ces substances peuvent provoquer une explosion même si les conteneurs ont été « nettoyés ». Pour plus d'informations, achetez le document « Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances », AWS F4.1 (Pratiques de sécurité recommandées pour la préparation du soudage et de la découpe des conteneurs et des tuyauteries ayant contenu des substances dangereuses », AWS F4.1) auprès de la Société américaine de soudage (voir l'adresse ci-dessus).
6.e. Ventilez les moulures creuses ou les conteneurs creux avant le chauffage, la découpe ou le soudage. Ils peuvent exploser.
6.f. Les étincelles et les projections sont éjectées de l'arc de soudage. Portez des vêtements de protection exempts de graisses tels que des gants en cuir, une chemise épaisse, un pantalon sans ourlets, des chaussures hautes et un bonnet de protection sur vos cheveux. Portez des bouchons d'oreilles lorsque le soudage est effectué dans des espaces confinés. Portez toujours des lunettes de protection avec protections latérales lorsque vous vous trouvez dans une zone de soudage.
6.g. Connectez le câble de travail à l'élément de travail aussi près que possible de la zone de soudage. Les câbles de travail connectés à la structure du bâtiment ou à d'autres emplacements éloignés de la zone de soudage augmentent la possibilité de passage du courant de soudage au travers des chaînes de levage, des câbles de grue ou d'autres circuits alternatifs. Cela peut créer des risques d'incendie ou la surchauffe des chaînes de levage ou des câbles.
6.h. Voir également l'article 1.c.
6.I. Lisez et respectez la norme NFPA 51B « Standard for Fire Prevention During Welding, Cutting and Other Hot Work » (Norme de prévention des incendies pendant le soudage, la découpe et autres travaux à chaud), disponible auprès de la NFPA, 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6.j. N'utilisez pas de source d'alimentation de soudage pour la fonte des tuyaux.
7.a. Utilisez uniquement des bouteilles de gaz comprimé contenant le bon gaz de protection pour le procédé utilisé et les régulateurs de fonctionnement appropriés conçus pour le gaz et la pression utilisés. Tous les tuyaux, raccords, etc. doivent être adaptés à l'application et maintenus en bon état.
7.b. Maintenez toujours les bouteilles en position verticale et attachée en toute sécurité à un châssis ou un support fixe.
7.c. Les bouteilles doivent être situées :
- Loin des zones où elles peuvent être heurtées ou sujettes à des dommages physiques.
- À une distance de sécurité des opérations de soudage ou de découpe à l'arc et de toute autre source de chaleur, d'étincelles ou de flammes.
7.d. Ne laissez jamais l'électrode, le support de l'électrode ou toute autre pièce électrique « chaude » entrer en contact avec une bouteille de gaz.
7.e. Gardez la tête et le visage éloignés de la vanne de la bouteille lors de l'ouverture de la vanne.
7.f. Les capuchons de protection des vannes doivent toujours être en place et serrés à la main, sauf lorsque la bouteille est utilisée ou connectée pour être utilisée.
7.g. Lisez et suivez les instructions figurant sur les bouteilles de gaz comprimé, l'équipement associé, et la publication CGA P-I, « Precautions for Safe Handling of Compressed Gases in Cylinders » (Précautions pour la manipulation sûre des gaz comprimés dans les bouteilles), disponible auprès de la Compressed Gas Association, 14501 George Carter Chantilly, VA 20151.

POUR L'ÉQUIPEMENT ÉLECTRIQUE.

8.a. Coupez l'alimentation d'entrée à l'aide de l'interrupteur sur le boîtier de fusibles avant d'utiliser l'équipement.
8.b. Installez l'équipement conformément au Code électrique national américain, aux codes locaux en vigueur et aux recommandations du fabricant.
8.c. Reliez l'équipement à la terre conformément au Code électrique national américain et aux recommandations du fabricant.
Consultez le site
http://www.lincolnelectric.com/safety
pour plus d'informations concernant la sécurité.
COMPATIBILITÉ ÉLECTROMAGNÉTIQUE (CEM)
CONFORMITÉ
Les produits affichant la marque CE sont conformes aux Directives du Conseil de la Communauté européenne du 15 décembre 2004 sur le rapprochement des lois des États membres concernant la compatibilité électromagnétique, 2004/108/CE. Ce produit a été fabriqué conformément à une norme nationale qui met en place une norme harmonisée : EN 60974-10 Norme de compatibilité électromagnétique (CEM) du produit pour appareil de soudage à l'arc II est destiné à être utilisé avec d'autres appareils Lincoln Electric. Il est conçu pour un usage industriel et professionnel.
INTRODUCTION
Tout appareil électrique génère de petites quantités d'émissions électromagnétiques. Les émissions électriques peuvent se transmettre au travers de lignes électriques ou être répandues dans l'espace, comme un radio transmetteur. Lorsque les émissions sont reçues par un autre appareil, des interférences électriques peuvent survenir. Les émissions électriques peuvent affecter de nombreux types d'équipements électriques : autres équipements de soudage à proximité, récepteur radio et télévision, machines à contrôle numérique, systèmes téléphoniques, ordinateurs, etc.
Avertissement : Cet appareil de classe A n'est pas destiné à être utilisé dans des lieux résidentiels où l'énergie électrique est fournie par le système public d'alimentation en basse tension. Il peut y avoir d'éventuelles difficultés à assurer la compatibilité électromagnétique dans ces endroits, en raison de perturbations conduites ou rayonnées.
INSTALLATION ET UTILISATION
L'utilisateur est responsable de l'installation et de l'utilisation de l'équipement de soudage conformément aux instructions du fabricant.
Si des perturbations électromagnétiques sont détectées, il incombe à l'utilisateur de l'équipement de soudage de résoudre la situation avec l'assistance technique du fabricant. Dans certains cas, cette action corrective peut être aussi simple que la mise à la terre du circuit de soudage, voir la Remarque. Dans d'autres cas, cela peut impliquer la construction d'un blindage électromagnétique englobant la source d'alimentation et la pièce à souder à l'aide de filtres d'entrée associés. Dans tous les cas, les perturbations électromagnétiques doivent être réduites au point où elles ne sont plus gênantes.
Remarque : Le circuit de soudage peut ou non être mis à la terre pour des raisons de sécurité. Respectez les normes locales et nationales en matière d'installation et d'utilisation. La modification des dispositions de mise à la terre ne doit être autorisée que par une personne compétente afin d'évaluer si les changements augmenteront le risque de blessure, par exemple, en permettant des voies de retour du courant parallèle de soudage qui pourraient endommager les circuits de terre d'autres appareils.
ÉVALUATION DE LA ZONE
Avant d'installer l'équipement de soudage, l'utilisateur doit effectuer une évaluation des problèmes électromagnétiques potentiels dans la zone environnante. Les éléments suivants doivent être pris en compte :
a) Autres câbles d'alimentation, câbles de commande, câbles de données et de téléphone ; au-dessus, en dessous et à côté de l'équipement de soudage ;
b) Emetteurs et récepteurs radio et de télévision ;
c) Ordinateurs et autres équipements de contrôle ;
d) Equipements critiques de sécurité, p. ex., dispositifs de protection des équipements industriels ;
e) La santé des personnes présentes, par ex. l'utilisation de stimulateurs cardiaques et de prothèses auditives ;
f) Equipements utilisés pour l'étalonnage ou la mesure
g) L'immunité des autres équipements présents dans l'environnement. L'utilisateur doit s'assurer que les autres équipements utilisés dans l'environnement sont compatibles. Cela peut nécessiter des mesures de protection supplémentaires ;
h) L'heure de la journée où le soudage ou d'autres activités doivent être effectués.
La taille de la zone environnante à considérer dépendra de la structure du bâtiment et des autres activités qui ont lieu.
La zone environnante peut dépasser les limites des locaux.
MÉTHODES DE RÉDUCTION DES ÉMISSIONS
Système d'approvisionnement public
Les équipements de soudage doivent être connectés au système d'alimentation public conformément aux recommandations du fabricant. En cas d'interférence, il peut être nécessaire de prendre des précautions supplémentaires, comme le filtrage du système. On peut envisager de gainer dans un conduit métallique, ou équivalent, le câble d'alimentation de l'équipement de soudage installé de façon permanente. Le gainage doit être continu électriquement sur toute sa longueur. Le gainage devra être connecté à la source d'alimentation de soudage afin de maintenir un bon contact électrique entre le conduit et l'enceinte de la source d'alimentation de soudage.
Entretien de l'équipement de soudage
L'équipement de soudage doit être régulièrement entretenu conformément aux recommandations du fabricant. Toutes les portes d'accès et de service et les couvercles doivent être fermés et correctement fixés lorsque l'équipement de soudage est en fonctionnement. L'équipement de soudage ne doit pas être modifié de quelque manière que ce soit, à l'exception des changements et des réglages prévus dans les instructions du fabricant. En particulier, la distance disruptive des mécanismes d'amorçage et de stabilisation de l'arc doit être ajustée et conservée conformément aux recommandations du fabricant.
Câbles de soudage
Les câbles de soudage doivent être aussi courts que possible et placés les uns à côté des autres, au niveau ou tout près du sol.
Connexion équipotentielle
La connexion de tous les composants métalliques de l'installation de soudage et adjacents à celle-ci doit être prise en compte. Cependant, les composants métalliques connectés à la pièce à souder augmentent le risque pour l'opérateur de recevoir une décharge électrique s'il touche en même temps ces éléments métalliques et l'électrode. L'opérateur doit être isolé de tous ces composants métalliques branchés.
La mise à la terre de la pièce à souder
Lorsque la pièce de travail n'est pas reliée à la terre pour garantir la sécurité électrique, en raison de sa taille et de sa position, p. ex., coque de navire ou charpente d'un bâtiment, une connexion reliant la pièce à la terre peut réduire les émissions dans certains cas, mais pas tous. Des précautions doivent être prises afin d'empêcher que le raccordement à la terre de la pièce à souder n'augmente le risque de blessures pour les utilisateurs ou de dommages à d'autres appareils électriques. Si nécessaire, le raccordement de la pièce à souder à la terre doit être effectué au moyen d'une connexion directe à la pièce à souder, mais dans certains pays où les connexions directes ne sont pas permises, la connexion devra être obtenue par une capacitance appropriée, choisie conformément aux réglementations nationales.
Blindage et gainage
Le blindage et le gainage sélectif des autres câbles et équipements dans les environs peuvent atténuer les problèmes d'interférence. Le blindage de la totalité de l'installation de soudage peut être envisagé pour des applications spéciales.
L'appareil a été conçu afin d'être conforme à la directive 2009/125/CE et au Règlement 2019/1784/UE. Rendement et consommation d'énergie en veille :
| Nom | Rendement lors d'une consommation d'énergie max./en veille | Modèle équivalent |
| Power Wave R450 CE | 86 % / 34,1 W | Aucun modèle équivalent |
État de veille, suivez les instructions pour tester le mode de veille :
- Branchez un câble Ethernet entre le port Ethernet de la machine et un ordinateur portable, puis démarrez la machine.
- Ouvrez l'utilitaire Power Wave Manager et configurez la connexion avec la machine qui est connectée par Ethernet.
- Cochez la case « System Hibernation Timer » (Minuterie de mise en veille prolongée du système) pour permettre à la machine de passer en mode veille prolongée. Réglez la minuterie de mise en veille prolongée sur 15 minutes (la valeur la plus petite possible). Patientez 15 minutes et une fois que les ventilateurs cessent de tourner, la machine est en mode veille prolongée (état inactif).
- La machine doit être éteinte puis rallumée pour quitter le mode veille prolongée.
Rendement ;
La procédure Rendement elle-même nécessite l'utilisation d'une grille. L'utilitaire Power Wave Manager peut être téléchargé à partir de powerwavesoftware.com ainsi que les instructions qui vont avec. Les instructions de l'utilitaire Power Wave Manager expliquent comment tester une machine à l'aide d'une charge résistive. Vous trouverez cette description dans la section 6, sous étalonnage.
Les valeurs du rendement et de la consommation en état de veille ont été mesurées en suivant une méthode et des conditions définies dans la norme du produit EN 60974-1
Le nom du fabricant, le nom du produit, le numéro de code, le numéro de produit, le numéro de série et la date de production sont inscrits sur la plaque signalétique et sur l'étiquette du numéro de série.
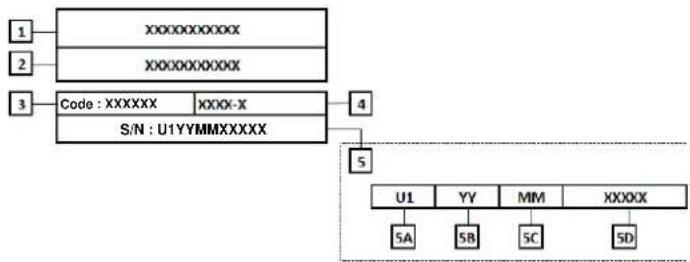
1- Nom et adresse du fabricant
2- Nom du produit
3- Numéro de code
4- Numéro de produit
5- Numéro de série
5A- pays de production
5B- année de production
5C- mois de production
5D- numéro progressif différent pour chaque machine
Utilisation typique du gaz pour un appareil MIG/MAG :
| Type de matériaux | Diamètre du fil [mm] | CC positif à l'électrode | Dévidoir de fil [m/min] | Gaz de protection | Débit de gaz [l/min] | |
| Courant (A) | Tension [V] | |||||
| Carbone, acier faiblement allié | 0,9 - 1,1 | 95 - 200 | 18 - 22 | 3,5 – 6,5 | Ar 75 %, CO2 25% | 12 |
| Aluminium | 0,8 - 1,6 | 90 - 240 | 18 - 26 | 5,5 – 9,5 | Argon | 14 - 19 |
| Acier inoxydable austénitique | 0,8 - 1,6 | 85 - 300 | 21 - 28 | 3 - 7 | Ar 98 %, O2 2 % / He 90 %, Ar 7,5 % CO2 2,5 % | 14 - 16 |
| Alliage de cuivre | 0,9 - 1,6 | 175 - 385 | 23 - 26 | 6 - 11 | Argon | 12 - 16 |
| Magnésium | 1,6 - 2,4 | 70 - 335 | 16 - 26 | 4 - 15 | Argon | 24 - 28 |
Procédé Tig :
Dans le procédé de soudage TIG, l'utilisation du gaz dépend de la partie transversale de la buse. Pour les torches d'usage commun : Hélium : 14-24 l/min
Argon : 7-16 l/min
Avis : Un débit excessif génère une turbulence dans le flux de gaz susceptible d'aspirer la contamination atmosphérique dans le bain de soudage.
Avis : Un vent latéral ou un courant d'air en mouvement peut perturber la couverture de gaz de protection ; dans un souci d'économie de gaz de protection, utilisez un écran afin de bloquer le flux d'air.

Fin de vie
Lorsque le produit arrive en fin de vie, il doit être recyclé conformément à la directive 2012/19/UE (WEEE) ; vous trouverez les informations concernant le démontage du produit et sur les matières premières critiques (CRM, Critical Raw Material) présentes dans le produit sur le site :
www.lincolnelectriceurope.com
R450 CE
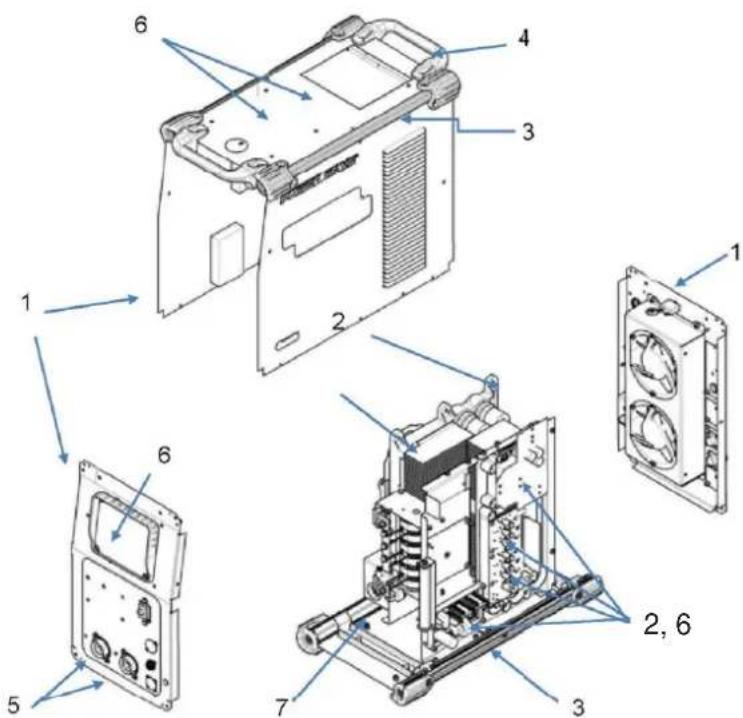
| Élément | Composant | Matériau de récupération | CRM | Traitement sélectif |
| 1 | Boîtier | Acier | - | - |
| 2 | Dissipateur thermique, 4 en tout | Aluminium | Si, 38 g Mg, 64 g | - |
| 3 | Rail, 4 en tout | Aluminium | Si, 21 g Mg, 14 g | - |
| 4 | Poignée, 2 en tout | Aluminium | Si, 118 g Mg, 1 g | - |
| 5 | Terminal de sortie | Laiton | - | - |
| 6 | Carte PC, 7 en tout | - | - | Obligatoire |
| 7 | Étrangleur Câbles internes | Cuivre | - | - |
| 8 | Câbles externes – non montrés | Cuivre | - | Obligatoire |
Référence : P-1258-A, code 12848
INSTALLATION......SECTION A
SPÉCIFICATIONS TECHNIQUES......A-1
LEVAGE A-5
EMPILAGE A-5
INCLINAISON A-5
BRANCHEMENTS D'ENTRÉE ET DE MISE À LA TERRE ...... A-5
MISE À LA TERRE DE LA MACHINE ...... A-5
PROTECTION HAUTE FRÉQUENCE....A-5
CONNEXION D'ENTRÉE ...... A-6
CONSIDÉRATIONS SUR LES FUSIBLES D'ENTRÉE ET LES FILS D'ALIMENTATION....A-6
SÉLECTION DE TENSION D'ENTRÉE......A-6
DIMENSIONS RECOMMANDÉES DES CÂBLES DE RETOUR POUR LE SOUDAGE À L'ARC ...... A-9
DIRECTIVES GÉNÉRALES......A-9
L'INDUCTANCE DES CÂBLES ET SES EFFETS SUR LE SOUDAGE ...... A-10
SPÉCIFICATIONS DU CONDUCTEUR DE DÉTECTION À DISTANCE....A-10
CONSIDÉRATIONS RELATIVES À LA DÉTECTION DE TENSION POUR LES SYSTÈMES À ARCS MULTIPLES A-12
CONNEXIONS DU CÂBLE DE COMMANDE ...... A-14
FONCTIONNEMENT ......SECTION B
SÉQUENCE DE MISE SOUS TENSION...... B-1
CYCLE DE SERVICE B-1
SYMBOLES GRAPHIQUES POUVANT APPARAÎTRE SUR CETTE MACHINE OU DANS CE MANUEL ...... B-1
DESCRIPTION DU PRODUIT B-2
PROCÉDÉS ET ÉQUIPEMENTS RECOMMANDÉS ...... B-2
LIMITATIONS DU PROCÉDÉ...... B-2
LIMITES DES APPAREILS...... B-2
CONTRÔLES DE L'AVANT DU BOÎTIER ...... B-3
COMMANDES À L'ARRIÈRE DU BOÎTIER ...... B-4
PROCÉDÉS ORDINAIRES DE SOUDAGE B-5
DÉFINITION DES MODES DE SOUDAGE B-5
CONTRÔLES DE SOUDAGE DE BASE B-5
SOUDAGE (MODE STICK) SMAW B-6
SOUDAGE (MODE TIG) GTAW B-6
SOUDAGE À TENSION CONSTANTE...... B-6
SOUDAGE PAR IMPULSIONS...... B-6
Catalogue de pièces....parts.lincolnelectric.com
Le contenu/les détails peuvent être modifiés ou mis à jour sans préavis.
Pour les manuels d'instructions les plus récents, reportez-vous à la section parts.lincolnelectric.com.
SPÉCIFICATIONS TECHNIQUES - POWER WAVE® R450
SOURCE D'ALIMENTATION-TENSION ET COURANT D'ENTRÉE
| Modèle | Cycle de service | Tension d'entrée ± 10 % | Ampères d'entrée | Alimentation inactive | Facteur de puissance à la sortie nominale |
| K3451-1K3451-2 | Taux 40 % | 208/230/400*460/575 50/60 Hz (comprend 380 V à 415 V) | 80/73/41/37/29 | 500 W max. (ventilateur activé) | 0,95 |
| Taux 100 % | 60/54/31/27/21 |
SORTIE NOMINALE
| TENSION/PHASE/FR ÉQUENCE D'ENTRÉE | GMAW | SMAW | GTAW-DC | ||||||
| 40 % | 60 % | 100 % | 40 % | 60 % | 100 % | 40 % | 60 % | 100 % | |
| 200-208/3/50/60 | 550 A 41,5 V | 500 A 39 V | 450 A 36,5 V | 550 A 42 V | 500 A 40 V | 450 A 38 V | 550 A 32 V | 500 A 30 V | 450 A 28 V |
| 230/3/50/60 | |||||||||
| 380-415/3/50/60 | |||||||||
| 460/3/50/60 | |||||||||
| 575/3/50/60 | |||||||||
TAILLE DU FIL ET DES FUSIBLES D'ENTRÉE RECOMMANDÉE ^1
| TENSION/PHASE/FRÉQUENCE D'ENTRÉE | INTENSITÉ DE COURANT D'ENTRÉE MAXIMALE ET CYCLE DE SERVICE | SECTION DU CORDON ^3 AWG (mm ^2 ) | INTENSITÉ DE COURANT DU FUSIBLE TEMPORISÉ OU DU DISJONCTEUR ^2 |
| 200-208/3/50/60 | 80 A, 40 % | 4 (21) | 100 |
| 230/3/50/60 | 73 A, 40 % | 4 (21) | 90 |
| 380-415/3/50/60 | 41 A, 40 % | 8 (10) | 60 |
| 460/3/50/60 | 37 A, 40 % | 8 (10) | 45 |
| 575/3/50/60 | 29 A, 40 % | 10 (7) | 35 |
La consommation en mode veille prolongée est inférieure à 50 W ^4
1. Basé sur le Code électrique national américain
2. Aussi appelés disjoncteurs à temps inverse ou thermiques/magnétiques, ces disjoncteurs ont un temps de déclenchement qui diminue à mesure que l'amplitude du courant augmente.
3. Cordon de type SO ou équivalent à une température ambiante de 30 °C et pour un courant nominal de l'appareil.
4. Si la version du logiciel du contrôleur robotique le prend en charge.
SPÉCIFICATIONS TECHNIQUES - Power Wave® R450 CE
| SOURCE D'ALIMENTATION-TENSION ET COURANT D'ENTRÉE | ||||||||||
| Modèle | Cycle de service | Tension d'entrée ± 10 % | Ampères d'entrée | Alimentation inactive | Facteur de puissance à la sortie nominale | |||||
| K3455-1K3455-2 | Taux 40 % | 230/400*460/575 50/60Hz(comprend 380 V à 415 V) | 73/41/37/29 | 300 W max.(ventilateur activé) | 0,95 | |||||
| Taux 100 % | 59/31/27/21 | |||||||||
| SORTIE NOMINALE | ||||||||||
| TENSION/PHASE/FRÉQUENCED'ENTRÉE | GMAW | SMAW | GTAW-DC | |||||||
| 40 % | 60 % | 100 % | 40 % | 60 % | 100 % | 40 % | 60 % | 100 % | ||
| 230/3/50/60 | 550 A41,5 V | 500 A39 V | 450 A36,5 V | 550 A42 V | 500 A40 V | 450 A38 V | 550 A32 V | 500 A30 V | 450 A28 V | |
| 380-415/3/50/60 | ||||||||||
| 460/3/50/60 | ||||||||||
| 575/3/50/60* | ||||||||||
| TAILLE DU FIL ET DES FUSIBLES D'ENTRÉE RECOMMANDÉE ^1 | ||||||||||
| TENSION/PHASE/FRÉQUENCED'ENTRÉE | INTENSITÉ DE COURANTD'ENTRÉE MAXIMALE ETCYCLE DE SERVICE | SECTION DUCORDON ^3 AWG(mm ^2 ) | INTENSITÉ DECOURANT DU FUSIBLETEMPORISÉ OU DUDISJONCTEUR ^2 | |||||||
| 230/3/50/60380-415/3/50/60 ^4 .460/3/50/60 ^4 .575/3/50/60 | 73 A, 40 %41 A, 40 %37 A, 40 %29 A, 40 % | 4 (21)8 (10)8 (10)10 (7) | 90604535 | |||||||
La consommation en mode veille prolongée est inférieure à 50 W ^5
Pour des tensions supérieures à 460 V ou des applications en dehors de l'Union européenne, remplacez le cordon d'entrée par un câble de calibre approprié.
-
Basé sur le Code électrique national américain
-
Aussi appelés disjoncleurs à temps inverse ou thermiques/magnétiques, ces disjoncleurs ont un temps de déclenchement qui diminue à mesure que l'amplitude du courant augmente.
-
Cordon de type SO ou équivalent à une température ambiante de 30 °C et pour un courant nominal de l'appareil.
-
Cordon d'entrée K3389-1 foumi uniquement pour ces applications d'entrée. Pour tous les autres, consultez le tableau et procédez au branchement conformément au code électrique.
-
Est pris en charge par la version du logiciel du contrôleur robotique.
SPÉCIFICATIONS TECHNIQUES - POWER WAVE® R450 CCC
| SOURCE D'ALIMENTATION-TENSION ET COURANT D'ENTRÉE | ||||||||||
| Modèle | Cycle de service | Tension d'entrée ± 10 % | Ampères d'entrée | Alimentation inactive | Facteur de puissance à la sortie nominale | |||||
| K3456-1 | Taux 40 % | 400*460/575 50/60 Hz (comprend 380 V à 415 V) | 41/37/29 | 500 W max. (ventilateur activé) | 0,95 | |||||
| Taux 100 % | 31/27/21 | |||||||||
| SORTIE NOMINALE | ||||||||||
| TENSION/PHASE/F RÉQUENCE D'ENTRÉE | GMAW | SMAW | GTAW-DC | |||||||
| 40 % | 60 % | 100 % | 40 % | 60 % | 100 % | 40 % | 60 % | 100 % | ||
| 380-415/3/50/60 | 550 A | 500 A | 450 A | 550 A | 500 A | 450 A | 550 A | 500 A | 450 A | |
| 460/3/50/60 | 41,5 V | 39 V | 36,5 V | 42 V | 40 V | 38 V | 32 V | 30 V | 28 V | |
| 575/3/50/60 | ||||||||||
| TAILLE DU FIL ET DES FUSIBLES D'ENTRÉE RECOMMANDÉE ^1 | ||||||||||
| TENSION/PHASE/FRÉQUENCE D'ENTRÉE | INTENSITÉ DE COURANT D'ENTRÉE MAXIMALE ET CYCLE DE SERVICE | SECTION DU CORDON ^3 AWG ( mm^2 ) | INTENSITÉ DE COURANT DU FUSIBLE TEMPORISÉ OU DU DISJONCTEUR ^2 | |||||||
| 380-415/3/50/60 | 41 A, 40 % | 8 (10) | 60 | |||||||
| 460/3/50/60 | 37 A, 40 % | 8 (10) | 45 | |||||||
| 575/3/50/60 | 29 A, 40 % | 10 (7) | 35 | |||||||
La consommation en mode veille prolongée est inférieure à 50 W ^4
1. Basé sur le Code électrique national américain
2. Aussi appelés disjoncteurs à temps inverse ou thermiques/magnétiques, ces disjoncteurs ont un temps de déclenchement qui diminue à mesure que l'amplitude du courant augmente.
3. Cordon de type SO ou équivalent à une température ambiante de 30 °C et pour un courant nominal de l'appareil.
4. Si la version du logiciel du contrôleur robotique le prend en charge.
SPÉCIFICATIONS TECHNIQUES - TOUS LES MODÈLES
| PROCÉDÉ DE SOUDAGE | |||
| PROCÉDÉ | PLAGE DE SORTIE (AMPÈRES) | OCV ( U_o ) | |
| Valeur moyenne | Valeur crête | ||
| GMAW | 40-550 A | 60 V | 73 V |
| GMAW-Pulse | |||
| FCAW | |||
| GTAW-DC | 5-550 A | 24 V | 36 V |
| SMAW | 60 V | 63 V | |
| DIMENSIONS PHYSIQUES | ||||
| MODÈLE | HAUTEUR | LARGEUR | PROFONDEUR | POIDS |
| K3451-1, K3451-2,K3455-1, K3455-2,K3456-1 | 570 mm (22,45 po) | 356 mm (14,0 po) | 630 mm (24,80 po) | 68 kg (150 lb)* |
| PLAGES DE TEMPÉRATURE | ||||
| PLAGE DE TEMPÉRATURE DE FONCTIONNEMENTDureté environnementale : -4 °F à 104 °F (-20 °C à 40 °C) | PLAGE DE TEMPÉRATURE DE STOCKAGEDureté environnementale : -40 °F à 185 °F (-40 °C à 85 °C) | |||
IP23 Classe d'isolation F (155 °C)
* Le cordon d'entrée n'est pas compris dans le poids.
INSTALLATION
MESURES DE SÉCURITÉ
Avant de procéder à l'installation, lisez entièrement la section concernée.

AVERTISSEMENT
UN CHOC ÉLECTRIQUE peut tuer.
- Seul du personnel qualifié doit effectuer cette installation.
- Coupez l'alimentation d'entrée au moyen du sectionneur ou de la boîte à fusibles avant de travailler sur cet appareil. Coupez l'alimentation de tout autre équipement connecté au système de soudage au moyen du sectionneur ou de la boîte à fusibles avant de travailler sur l'appareil.
- Ne pas toucher les parties électriquement chaudes.
- Toujours raccorder la borne de terre de l'alimentation électrique du POWER WAVE® R450 à une prise de terre de sécurité (terre) appropriée.

SÉLECTIONNER UN EMPLACEMENT APPROPRIÉ
Le POWER WAVE® R450 est conçu pour fonctionner dans des environnements difficiles.
Même ainsi, il est important que des mesures préventives simples soient suivies afin de garantir une longue durée de vie et un fonctionnement fiable.
- La machine doit être placée à un endroit où l'air propre circule librement, de sorte que le mouvement de l'air à l'arrière, sur les côtés et au fond ne soit pas limité.
- La saleté et la poussière qui peuvent s'introduire dans la machine doivent être maintenues au minimum. L'utilisation de filtres à air sur l'admission d'air n'est pas recommandée, car le flux d'air normal peut être restreint. Le non-respect de ces précautions peut entraîner des températures de fonctionnement excessives et un arrêt intempestif.
- Gardez la machine au sec. Tenez-la à l'abri de la pluie et de la neige. Ne la placez pas sur un sol mouillé ou dans des flaques.
- Ne montez pas le POWER WAVE ® R450 sur des surfaces inflammables. Lorsqu'il y a une surface combustible directement sous un équipement électrique fixe ou stationnaire, cette surface doit être recouverte d'une plaque d'acier d'au moins 1,6 mm d'épaisseur, laquelle doit dépasser l'équipement d'au moins 150 mm de tous les côtés.
LEVAGE
Il est impératif d'utiliser les deux poignées pour soulever le POWER WAVE® R450. En cas d'utilisation d'une grue ou d'un système de manutention aérienne, une sangle de levage doit être reliée aux deux poignées. N'essayez jamais de soulever le POWER WAVE® R450 en utilisant les accessoires qui y sont fixés.
EMPILAGE
Le POWER WAVE® R450 ne peut pas être empilé.
INCLINAISON
Placez la machine directement sur une surface sûre et plane ou sur un châssis recommandé. La machine peut se renverser si cette procédure n'est pas respectée.
BRANCHEMENTS D'ENTRÉE ET DE MISE À LA TERRE
Seul un électricien qualifié doit procéder au branchement du POWER WAVE® R450. L'installation doit se faire conformément au Code électrique national approprié, à tous les codes locaux et aux informations contenues dans ce manuel.

AVERTISSEMENT
LA CHUTE DE L'APPAREIL
peut entraîner des blessures.
- Ne soulevez qu'avec un équipement ayant une capacité de levage adéquate.
• Assurez-vous que la machine est stable lorsque vous la soulevez.
• N'utilisez pas la machine en suspension lors du levage.

MISE À LA TERRE DE LA MACHINE
Le cadre de la soudeuse doit être mis à la terre. Une borne de masse marquée d'un symbole de masse est située près du bloc de connexion l'alimentation d'entrée.

Reportez-vous aux codes électriques locaux et nationaux pour connaître les méthodes de mise à la terre appropriées.
PROTECTION HAUTE FRÉQUENCE
Placez le POWER WAVE® R450 à distance des machines radiocommandées. Le fonctionnement normal du POWER WAVE® R450 peut nuire à celui d'un équipement radiocommandé, ce qui peut l'endommager ou même entraîner des blessures corporelles.
DÉCLARATION RÉGLEMENTAIRE DE LA FCC
Cet équipement a été testé et déclaré conforme aux limites imposées aux appareils numériques de classe B. Pour obtenir le numéro d'identification FCC, reportez-vous à la déclaration réglementaire complète au début de ce manuel.

AVERTISSEMENT
Seul un électricien qualifié est habilité à connecter les conducteurs d'entrée au POWER WAVE® R450. Les connexions doivent être effectuées conformément aux codes électriques locaux et nationaux et aux schémas de connexion. Le non-respect de cette obligation peut entraîner des dommages corporels ou la mort.

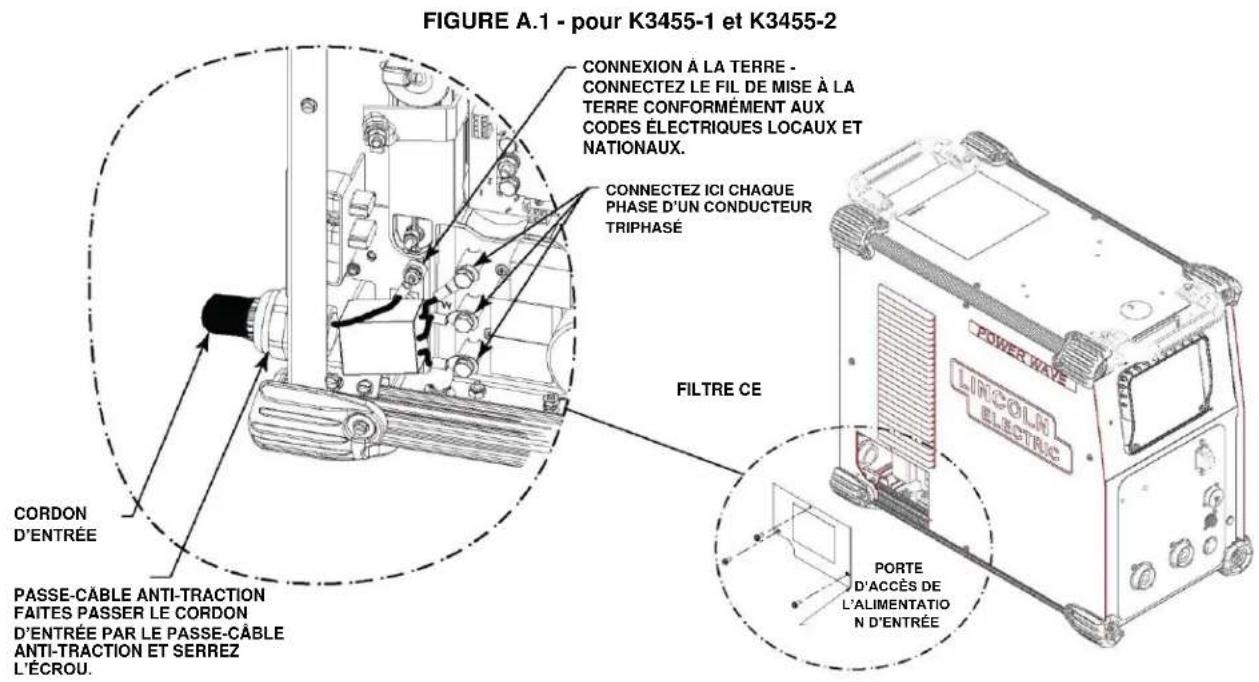
CONNEXION D'ENTRÉE
(Voir la figure A.1)
Utilisez une ligne d'alimentation triphasée. Un trou d'accès de 1,40 pouce de diamètre avec passe-câble anti-traction est situé à l'arrière du boîtier. Faites passer le câble d'alimentation d'entrée par ce trou et connectez L1, L2, L3 et la terre selon les schémas de connexion et le Code électrique national. Pour accéder au bloc de connexion de l'alimentation d'entrée, retirez les trois vis qui maintiennent la porte d'accès sur le côté de la machine.
TOUJOURS RACCORDER LA BORNE DE MISE À LA TERRE DU POWER WAVE (SITUÉE COMME INDIQUÉ SUR LA FIGURE A.1) À UNE TERRE DE SÉCURITÉ APPROPRIÉE (TERRE).
CONSIDÉRATIONS SUR LES FUSIBLES D'ENTRÉE ET LES FILS D'ALIMENTATION
Reportez-vous à la section Spécifications pour connaître les fusibles recommandés, le calibre des fils et le type de fils de cuivre. Fusionnez le circuit d'entrée avec les fusibles à retardement ou les disjoncteurs à retardement recommandés (également appelés disjoncteurs à « temps inverse » ou « thermiques/magnétiques »). Choisissez la section des fils d'entrée et de mise à la terre en fonction des codes électriques locaux ou nationaux. L'utilisation de fils d'entrée, de fusibles ou de disjoncteurs de calibre inférieur à celui recommandé peut entraîner des coupures « gênantes » dues à des courants de pointe élevés, même si la machine n'est pas utilisée à des courants élevés.
SÉLECTION DE TENSION D'ENTRÉE
Le POWER WAVE® R450 se configure automatiquement pour fonctionner avec différentes tensions d'entrée. Aucun réglage du commutateur de reconnexion n'est nécessaire.

AVERTISSEMENT
L'interrupteur MARCHE/ARRÊT du POWER WAVE® R450 n'est pas conçu pour servir de coupe-circuit de service pour cet appareil. Seul un électricien qualifié est habilité à connecter les conducteurs d'entrée au POWER WAVE® R450. Les connexions doivent se faire conformément à tous les codes électriques locaux et nationaux et au schéma de connexion situé à l'intérieur de la porte d'accès reconnexion/entrée de la machine. Le non-respect de cette entraîner des dommages corporels ou la mort.

text_image
FIGURE A.1 - pour K3455-1 et K3455-2 CONNEXION À LA TERRE - CONNECTEZ LE FIL DE MISE À LA TERRE CONFORMÉMENT AUX CODES ÉLECTRIQUES LOCAUX ET NATIONAUX. CONNECTEZ ICI CHAQUE PHASE D'UN CONDUCTEUR TRIPHASÉ FILTRE CE POWER SAVE LINCOLN ELECTRIC CORDON D'ENTRÉE PASSE-CÂBLE ANTI-TRACTION FAITES PASSER LE CORDON D'ENTRÉE PAR LE PASSE-CÂBLE ANTI-TRACTION ET SERREZ L'ÉCROU. PORTE D'ACCÉS DE L'ALIMENTATIÓ N D'ENTRÉESur certains modèles, des tores sont placés sur le cordon d'alimentation. En cas de remplacement du cordon d'alimentation, il est important de placer les tores sur le nouveau cordon au même endroit et avec le même nombre de tours.
FIGURE A.1 - pour K3451-1 et K3456-1
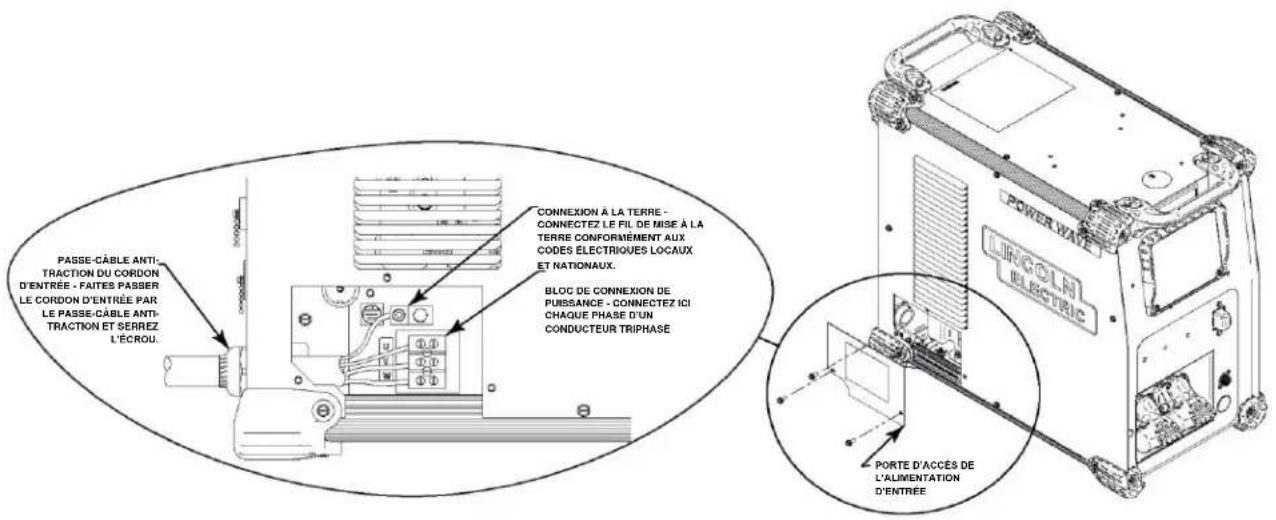
text_image
PASSE-CÂBLE ANTI-TRACTION DU CORDON D'ENTRÉE - FAITES PASSER LE CORDON D'ENTRÉE PAR LE PASSE-CÂBLE ANTI-TRACTION ET SERREZ L'ÉCROU. CONNEXION À LA TERRE - CONNECTEZ LE FIL DE MISE À LA TERRE CONFORMÉMENT AUX CODES ÉLECTRIQUES LOCAUX ET NATIONAUX. BLOC DE CONNEXION DE PURISANCE - CONNECTEZ ICI CHAQUE PHASE D'UN CONDUCTEUR TRIPHASE PORTE D'ACCÉS DE L'ALIMENTATION D'ENTREESOUDAGE GMAW (MIG)
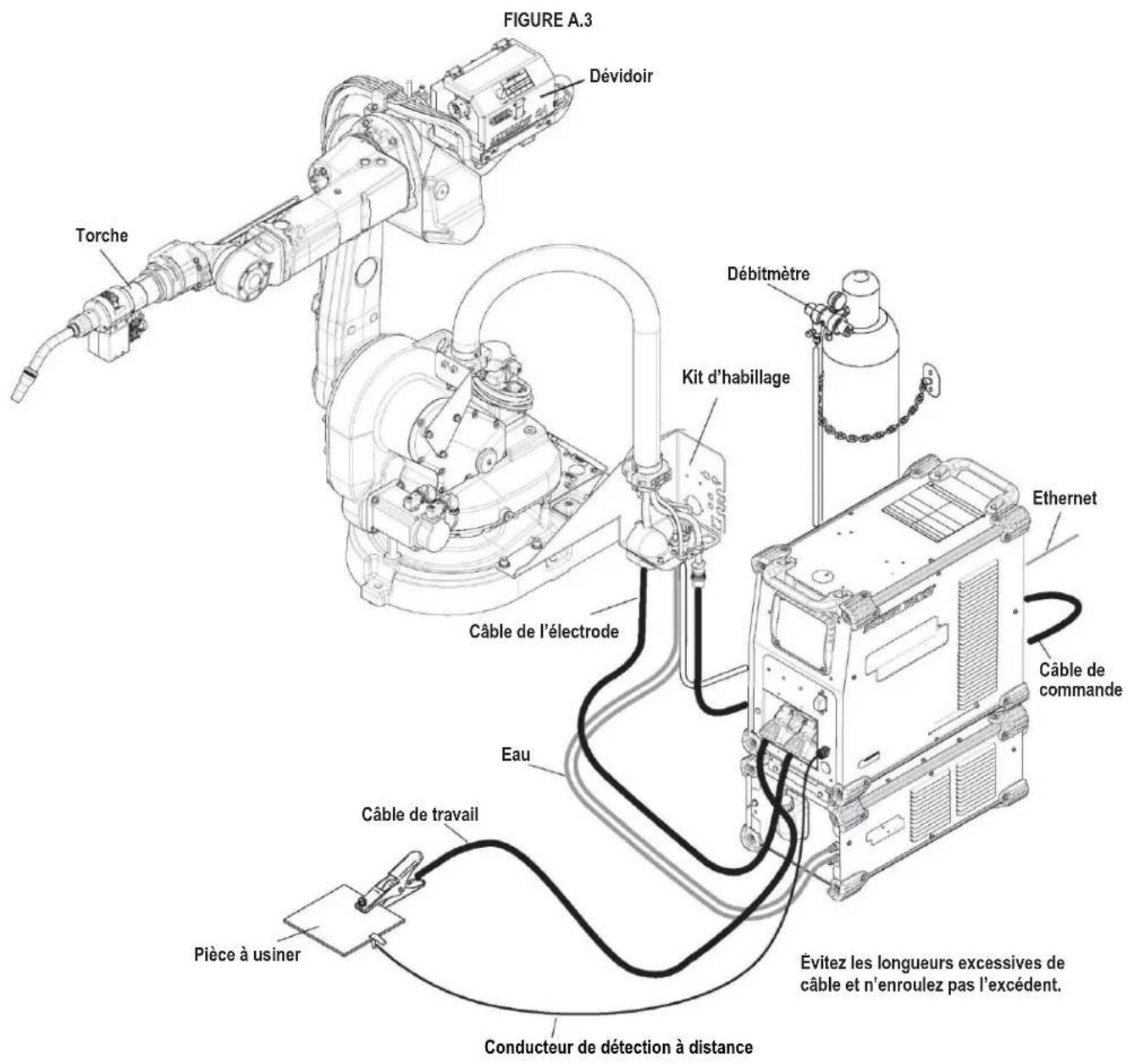
Un dévidoir compatible avec ArcLink est recommandé pour le soudage
MIG. Reportez-vous à la figure A.3 pour les détails de connexion.
text_image
FIGURE A.3 Dévidoir Torche Débitmètre Kit d'habillage Câble de l'électrode Eau Pièce à usiner Câble de travail Conducteur de détection à distance Évitez les longueurs excessives de câble et n'enroulez pas l'excédent. Câble de commande EthernetDIMENSIONS RECOMMANDÉES DES CÂBLES DE RETOUR POUR LE SOUDAGE À L'ARC
Connectez les câbles d'électrode et de travail entre les goujons de sortie appropriés du POWER WAVE® R450 selon les recommandations suivantes :

ATTENTION
Le fonctionnement en polarité négative SANS utilisation d'un conducteur de télédétection de travail (21) exige que l'attribut Polarité négative de l'électrode soit défini. Pour plus de détails, reportez-vous à la section Spécifications des conducteurs de détection à distance de ce document.
Pour de plus amples informations sur la sécurité concernant l'installation de l'électrode et du câble de travail, reportez-vous aux « INFORMATIONS DE SÉCURITÉ » standard situées au début de ce manuel d'instructions.
DIRECTIVES GÉNÉRALES
- Sélectionnez les câbles de bonne taille conformément aux « Directives relatives aux câbles de sortie » ci-dessous. Les chutes de tension excessives causées par des câbles de soudage sous-dimensionnés et de mauvaises connexions entraînent souvent des performances de soudage insatisfaisantes. Utilisez toujours les plus gros câbles de soudage (électrode et tâche) qui soient pratiques, et assurez-vous que toutes les connexions sont nettes et serrées.
Remarque : Une chaleur excessive dans le circuit de soudage indique des câbles sous-dimensionnés et/ou de mauvaises connexions.
- Acheminez tous les câbles directement vers la tâche et le dévidoir, évitez les longueurs excessives et n'enroulez pas le câble excédentaire. Faites passer les câbles d'électrode et de travail à proximité les uns des autres pour limiter la zone de boucle et donc l'inductance du circuit de soudage.
- Réalisez toujours le soudage dans une direction opposée à la connexion de travail (terre).
Le tableau A.1 indique les sections de câble en cuivre recommandées pour différents courants et cycles de service. Les longueurs stipulées sont la distance entre la soudeuse et la tâche, et la distance de retour à la soudeuse. Les tailles de câble sont augmentées pour les grandes longueurs, principalement dans le but de minimiser la chute de câble.
| TABLEAU A.1 - SECTIONS RECOMMANDÉES DES CÂBLES - CUIVRE RECOUVERT DE CAOUTCHOUC -TEMPÉRATURE NOMINALE DE 75 °C (167 °F)** | ||||||
| AMPÈRES | CYCLE DESERVICE ENPOUR CENT | DIMENSIONS DES CÂBLES POUR LES LONGUEURS COMBINÉES DES CÂBLESD'ÉLECTRODE ET DE TÂCHE | ||||
| 0 À 50 PI. | 50 À 100 PI. | 100 À 150 PI. | 150 À 200 PI. | 200 À 250 PI. | ||
| 200 | 100 | 2 | 2 | 2 | 1 | 1/0 |
| 250 | 100 | 1 | 1 | 1 | 1 | 1/0 |
| 300 | 100 | 2/0 | 2/0 | 2/0 | 2/0 | 3/0 |
| 400 | 100 | 3/0 | 3/0 | 3/0 | 3/0 | 4/0 |
| 450 | 100 | 3/0 | 3/0 | 4/0 | 4/0 | 2-3/0 |
| 500 | 60 | 2/0 | 2/0 | 3/0 | 3/0 | 4/0 |
| 550 | 40 | 2/0 | 2/0 | 3/0 | 3/0 | 4/0 |
** Les valeurs indiquées dans le tableau sont pour un fonctionnement à des températures ambiantes de 40 °C (104 °F) et moins. Les applications supérieures à 40 °C (104 °F) peuvent exiger des câbles plus grands que ceux recommandés ou des câbles dont la température nominale est supérieure à 75 °C (167 °F).
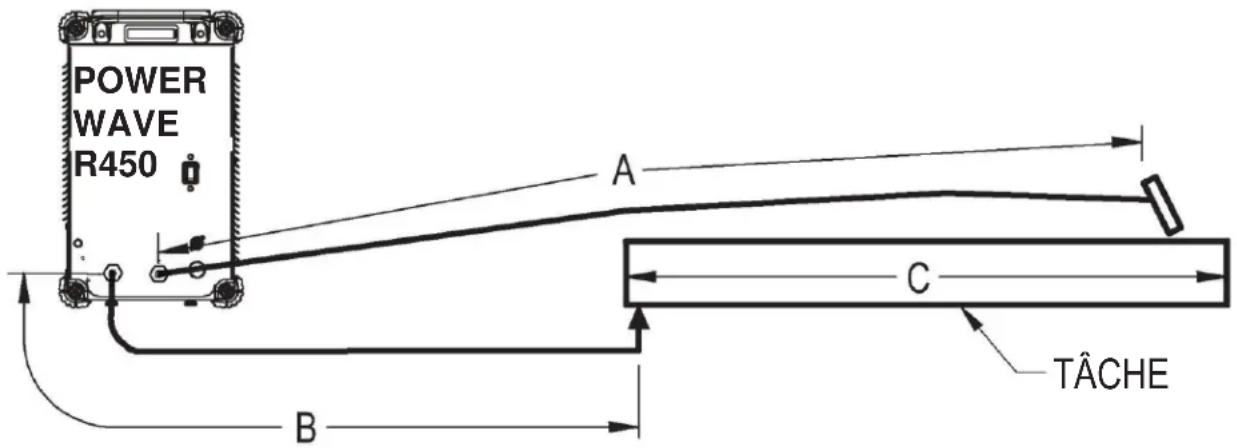
L'INDUCTANCE DES CÂBLES ET SES EFFETS SUR LE SOUDAGE
Une inductance excessive du câble entraînera une dégradation des performances de soudage. Plusieurs facteurs contribuent à l'inductance globale du système de câblage, notamment la taille du câble et la surface de la boucle. La zone de la boucle est définie par la distance de séparation entre l'électrode et les câbles de retour, et la longueur totale de la boucle de soudage. La longueur de la boucle de soudage est définie comme le total de la longueur du câble de l'électrode (A) + du câble de retour (B) + du chemin de travail (C) (voir figure A.5).
Pour minimiser l'inductance, utilisez toujours des câbles de taille appropriée et, dans la mesure du possible, faites passer les câbles d'électrode et de retour à proximité l'un de l'autre pour minimiser la zone de boucle. Le facteur le plus significatif de l'inductance du câble étant la longueur de la boucle de soudage, évitez les longueurs excessives et n'enroulez pas le câble excédentaire. Pour les pièces d'ouvrage de grande longueur, une masse glissante doit être envisagée afin de maintenir la longueur totale de la boucle de soudage aussi courte que possible.
SPÉCIFICATIONS DU CONDUCTEUR DE DÉTECTION À DISTANCE
Vue d'ensemble de la détection de tension
Les meilleures performances de l'arc se produisent lorsque le POWER WAVE® R450 dispose de données précises sur les conditions de l'arc.
Selon le procédé, l'inductance des câbles d'électrode et de travail peut influencer la tension apparente au niveau des goujons de la soudeuse, et avoir un effet considérable sur les performances. Les conducteurs de détection de la tension à distance sont utilisés pour améliorer la précision des informations relatives à la tension de l'arc fournies aux cartes de commande PC. Des kits des conducteurs de détection (K940-xx) sont disponibles à cet effet.
Le POWER WAVE® R450 peut détecter automatiquement si les conducteurs de détection à distance sont connectés. Grâce à cette fonction, il n'est pas nécessaire de configurer la machine pour utiliser des conducteurs de détection à distance. Cette fonction peut être désactivée par l'intermédiaire de l'utilitaire Weld Manager (disponible sur www.powerwavesoftware.com) ou du menu de configuration (si une interface utilisateur est installée dans la source d'alimentation).
distance de la tension est activée, mais que des conducteurs de détection sont absents ou mal connectés, des sorties de soudage extrêmement élevées peuvent se produire.
Directives générales relatives aux conducteurs de détection de tension
Les conducteurs de détection doivent être fixés aussi près que possible de la soudure et, si possible, hors du chemin du courant de soudage. Dans les applications extrêmement sensibles, il peut être nécessaire d'éloigner les câbles qui contiennent les conducteurs de détection de l'électrode et les câbles de soudage de retour.
Les exigences relatives aux conducteurs de détection de tension sont fondées sur le procédé de soudage (voir le tableau A.2)
| TABLEAU A.2 | ||
| Procédé | Détection de la tension d'électrode (1)Conducteur de 67 | Détection de la tension de travail (2)Conducteur de 21 |
| GMAW | Conducteur de 67 requis | Conducteur de 21 en option (3) |
| GMAW-P | Conducteur de 67 requis | Conducteur de 21 en option (3) |
| STT^4 | Conducteur de 67 requis | Conducteur de 21 requis |
| FCAW | Conducteur de 67 requis | Conducteur de 21 en option (3) |
| GTAW | Détection de la tension au niveau des goujons | Détection de la tension au niveau des goujons |
(1) Le conducteur de détection de la tension d'électrode (67) est automatiquement activé par le soudage et fait partie intégrante du câble de commande ArcLink à 5 broches (K1543-xx).
(2) Lorsqu'un conducteur de détection de la tension de travail (21) est connecté, la source d'alimentation bascule automatiquement sur cette rétroaction (si la fonction de détection automatique est activée).
(3) Le fonctionnement semi-automatique du procédé à polarité négative SANS utilisation d'un conducteur de détection de travail à distance (21) exige que l'attribut Polarité négative de l'électrode soit défini.
(4) STT requiert un module STT ou avancé.

ATTENTION
Si la fonction de détection automatique est désactivée et que la détection à
FIGURE A.5
text_image
POWER WAVE R450 A C TÂCHE BDétection de la tension des électrodes
Le conducteur de détection d'ÉLECTRODE à distance (67) est intégré au câble de commande ArcLink et est toujours connecté à la plaque d'alimentation de l'entraînement du fil en présence d'un dévidoir. L'activation ou la désactivation de la détection de la tension d'électrode est spécifique à l'application, et automatiquement configurée par le mode de soudage actif.

ATTENTION
Si la fonction de détection automatique est désactivée et que l'attribut de polarité de soudage est mal configuré, des puissances de soudage extrêmement élevées peuvent se produire.
Détection de la tension de travail
Bien que la plupart des applications fonctionnent correctement en détectant la tension de travail directement sur le goujon de sortie, il est recommandé d'utiliser un conducteur de détection de tension de travail à distance pour des performances optimales. Le conducteur de détection de TRAVAIL à distance (21) est accessible via le connecteur de détection de tension à quatre broches situé sur le panneau de commande en utilisant le kit du conducteur de détection K940. Il doit être fixé à la tâche aussi près que possible de la soudure, mais hors du trajet du courant de soudage. Pour plus d'informations sur l'emplacement des conducteurs de détection de tension du travail à distance, voir la section intitulée « Considérations relatives à la détection de tension pour les systèmes à arcs multiples ».
Polarité négative de l'électrode
Le POWER WAVE® R450 peut détecter automatiquement la polarité des fils de détection. Grâce à cette caractéristique, il n'y a pas d'exigences de configuration pour le soudage avec une polarité d'électrode négative. Cette fonction peut être désactivée par l'intermédiaire de l'utilitaire Weld Manager (disponible sur www.powerwavesoftware.com) ou du menu de configuration (si une interface utilisateur est installée dans la source d'alimentation).
CONSIDÉRATIONS RELATIVES À LA DÉTECTION DE TENSION POUR LES SYSTÈMES À ARCS MULTIPLES
Des précautions particulières doivent être prises lorsque plus d'un arc est soudé simultanément sur une même pièce. Les applications à arcs multiples n'imposent pas nécessairement l'utilisation de conducteurs de détection de tension de travail à distance, mais elles sont fortement recommandées.
Au cas où les conducteurs de détection NE SONT PAS utilisés :
- Évitez les chemins de courant communs. Le courant provenant d'arcs adjacents peut induire une tension dans les chemins de courant de l'un et de l'autre, laquelle peut être mal interprétée par les sources d'alimentation et entraîner des interférences entre les arcs.
Au cas où les conducteurs de détection SONT utilisés :
- Placez les capteurs de détection hors du chemin du courant de soudage. En particulier, tout chemin de courant commun à des arcs adjacents. Le courant provenant d'arcs adjacents peut induire une tension dans les chemins de courant de l'un et de l'autre, laquelle peut être mal interprétée par les sources d'alimentation et entraîner des interférences entre les arcs.
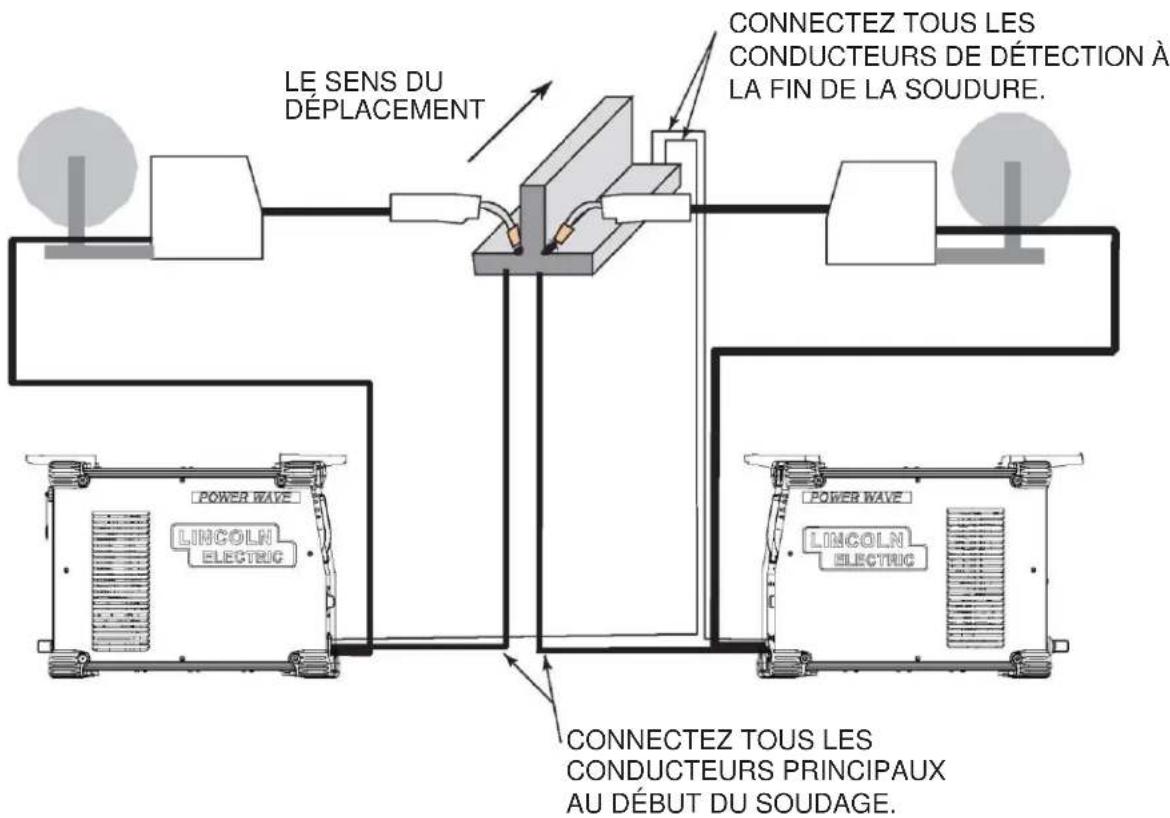
- Pour les applications longitudinales, connectez tous les conducteurs principaux à une extrémité du soudage, et tous les conducteurs de détection de la tension de travail à l'extrémité opposée du soudage. Effectuez le soudage dans la direction opposée aux conducteurs principaux et vers les conducteurs de détection.
(Voir la figure A.6)
FIGURE A.6
text_image
LE SENS DU DÉPLACEMENT CONNECTEZ TOUS LES CONDUCTEURS DE DÉTECTION À LA FIN DE LA SOUDURE. POWER WAVE LINCOLN ELECTRIC CONNECTEZ TOUS LES CONDUCTEURS PRINCIPAUX AU DÉBUT DU SOUDAGE.- Pour les applications circonférentielles, connectez tous les conducteurs principaux d'un côté du joint de soudage et tous les conducteurs de détection de la tension de travail du côté opposé, de manière à ce qu'ils soient hors du chemin de courant (Voir la figure A.7)
FIGURE A.7
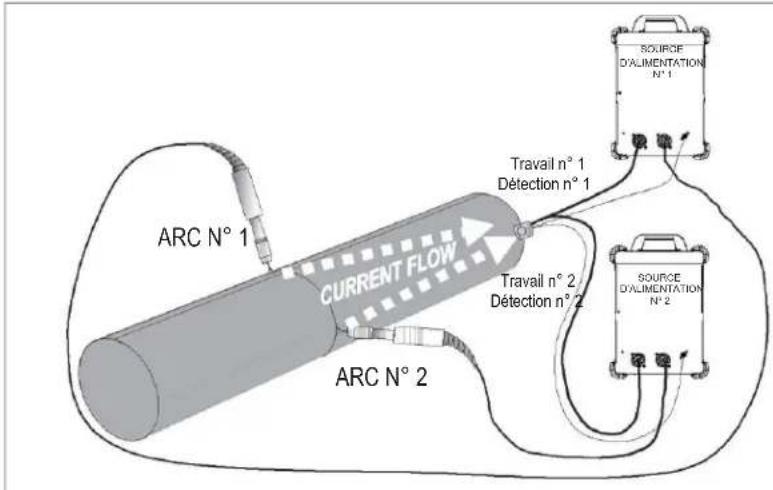
text_image
ARC N° 1 CURRENT FLOW ARC N° 2 Travail n° 1 Détection n° 1 Travail n° 2 Détection n° 2 SOURCE D'ALIMENTATION N° 1 SOURCE D'ALIMENTATION N° 2MAUVAIS
- LE FLUX DE COURANT PROVENANT DE L'ARC N° 1 AFFECTE LE CONDUCTEUR DE DÉTECTION N° 2
● LE FLUX DE COURANT PROVENANT DE L'ARC N° 2 AFFECTE LE CONDUCTEUR DE DÉTECTION N° 1
● AUCUN DES DEUX CONDUCTEURS DE DÉTECTION NE CAPTE LA TENSION DE TRAVAIL CORRECTE, CE QUI ENTRAÎNE UNE INSTABILITÉ DU DÉMARRAGE ET DE L'ARC DE SOUDAGE.
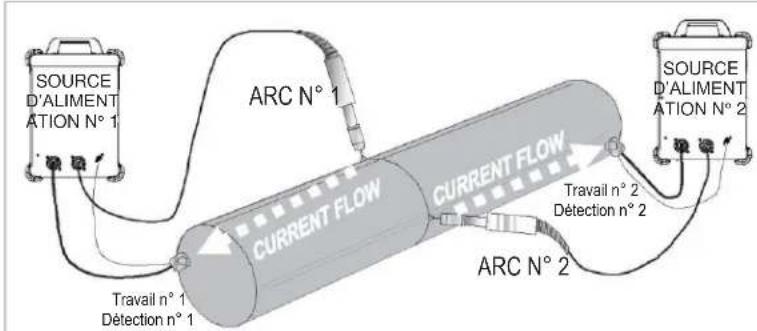
text_image
SOURCE D'ALIMENT ATION N° 1 ARC N° 1 Current Flow Travail n° 1 Détection n° 1 Current Flow ARC N° 2 Source D'ALIMENT ATION N° 2 Travail n° 2 Détection n° 2MIEUX
- LE CONDUCTEUR DE DÉTECTION N° 1 EST UNIQUEMENT AFFECTÉ PAR LE FLUX DE COURANT PROVENANT DE L'ARC N° 1.
- LE CONDUCTEUR DE DÉTECTION N° 2 EST UNIQUEMENT AFFECTÉ PAR LE FLUX DE COURANT PROVENANT DE L'ARC N° 2.
EN RAISON DES CHUTES DE TENSION SUR LA PIÈCE À USINER, LA TENSION DE L'ARC PEUT ÊTRE FAIBLE, CE QUI NÉCESSITE DE S'ÉCARTER DES PROCÉDURES STANDARD.
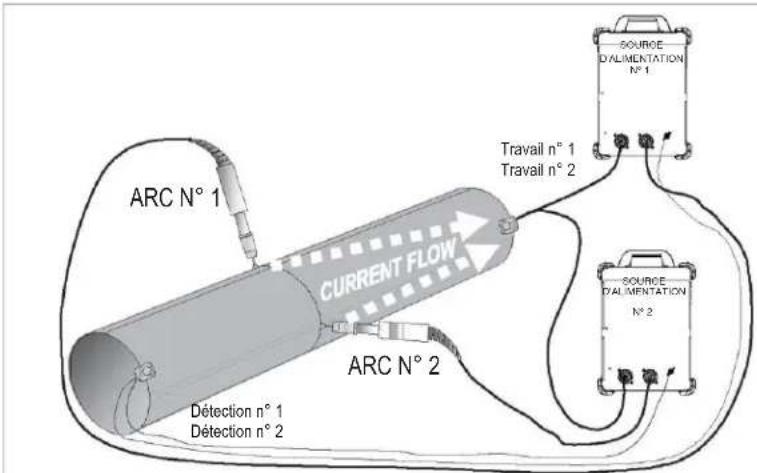
text_image
ARC N° 1 CURRENT FLOW Travail n° 1 Travail n° 2 ARC N° 2 Détction n° 1 Détction n° 2 SOURCE D'ALIMENTATION N° 1 SOURCE D'ALIMENTATION N° 2MEILLEUR
● LES DEUX CONDUCTEURS DE DÉTECTION SONT HORS DES CHEMINS DE COURANT
● LES DEUX FILS DÉTECTENT LA TENSION DE L'ARC AVEC PRÉCISION
● PAS DE CHUTE DE TENSION ENTRE L'ARC ET LE CONDUCTEUR DE DÉTECTION
● MEILLEURS AMORÇAGES, MEILLEURS ARCS, RÉSULTATS LES PLUS FIABLES
CONNEXIONS DU CÂBLE DE COMMANDE
Directives générales
Les câbles de commande Lincoln d'origine doivent être utilisés à tout moment (sauf indication contraire). Les câbles Lincoln sont spécialement conçus pour la communication et l'alimentation des systèmes Power Wave®/Power Feed™. La plupart sont conçus pour être connectés bout à bout pour faciliter l'extension. En général, il est recommandé que la longueur totale ne dépasse pas. 30,5 m (100 pi). L'utilisation de câbles non standard, spécialement pour des longueurs supérieures à 25 pieds, peut entraîner des problèmes de communication (arrêts du système), une accélération insuffisante du moteur (mauvais amorçage de l'arc) et une force d'entraînement réduite du fil (problèmes de dévidage de fil). Utilisez toujours la longueur de câble de commande la plus courte possible et N'ENROULEZ PAS le câble en surplus.
En ce qui concerne le placement des câbles, les meilleurs résultats seront obtenus lorsque les câbles de commande seront acheminés séparément des câbles de soudure. Cela minimise les risques d'interférence entre les courants élevés circulant dans les câbles de soudage et les signaux de faible niveau dans les câbles de commande. Ces recommandations s'appliquent à tous les câbles de communication, y compris les connexions ArcLink® et Ethernet.
Instructions d'installation spécifiques au produit
Connexion entre la source d'alimentation et les dévidoirs compatibles ArcLink® (K1543, K2683 - Câble de commande ArcLink)
Le câble de commande ArcLink à 5 broches relie la source d'alimentation au dévidoir. Le câble de commande se compose de deux conducteurs d'alimentation, d'une paire torsadée pour la communication numérique et d'un conducteur pour la détection de la tension. La connexion ArcLink à 5 broches sur le Power Wave® R450 est située sur le panneau arrière (voir la rubrique Commandes arrière du boîtier dans la section Fonctionnement). Le câble de commande est claveté et polarisé pour éviter toute mauvaise connexion. Les meilleurs résultats sont obtenus lorsque les câbles de commande sont séparés des câbles de soudage, en particulier dans les applications longues distances. La longueur combinée recommandée du réseau de câbles de commande ArcLink ne doit pas dépasser 61 m (200 pi).
Connexion entre la source d'alimentation et le réseau Ethernet
Le POWER WAVE® R450 est équipé d'un connecteur Ethernet RJ-45 IP67 conforme à la norme ODVA, qui est situé sur le panneau arrière. Tout le matériel Ethernet supplémentaire (câbles, commutateurs, etc.), tel que défini par les schémas de connexion, doit être fourni par le client. Il est essentiel que tous les câbles Ethernet externes à un conduit ou à une enceinte soient des câbles Cat 5e blindés à conducteur solide, avec un drain. Le drain doit être relié à la terre au niveau de la source de transmission. Pour de meilleurs résultats, placez les câbles Ethernet à l'écart des câbles de soudure, des câbles de commande d'entraînement du fil ou de tout autre dispositif parcouru par du courant et susceptible de créer un champ magnétique variable. Pour des directives supplémentaires, reportez-vous à la norme ISO/IEC 11801. Le non-respect de ces recommandations peut entraîner une défaillance de la connexion Ethernet pendant le soudage.
OPÉRATION
MESURES DE SÉCURITÉ
Lisez l'intégralité de cette section des consignes d'utilisation avant de mettre la machine en service.

AVERTISSEMENT
UN CHOC ÉLECTRIQUE peut tuer.
- Ne touchez pas les pièces ou électrodes électriques sous tension directement avec la peau ou des vêtements humides.
• Isolez-vous de l'élément de travail et de la terre. - Portez toujours des gants isolants secs.
- Ne mettez pas l'appareil en marche si les couvercles, les panneaux ou les protections sont enlevés ou ouverts.

LES FUMÉES ET GAZ peuvent être dangereux.
• Gardez votre tête loin des fumées.
- Utilisez une ventilation ou un extracteur pour éliminer les fumées de la zone de respiration.

LES ÉTINCELLES DE SOUDAGE peuvent provoquer
un incendie ou une explosion.
- Maintenez les matériaux inflammables à distance.
- Ne soudez pas sur des récipients qui ont contenu des combustibles.

LES RAYONS D'ARC peuvent causer des brûlures.
- Portez des équipements de protection individuelle appropriés pour les yeux, les oreilles et le corps.
Respectez les consignes supplémentaires détaillées au début de ce manuel.
SÉQUENCE DE MISE SOUS TENSION
Lorsque le POWER WAVE® R450 est mis sous tension, cela peut prendre jusqu'à 30 secondes avant que la machine ne soit prête à souder. Pendant cette période, l'interface utilisateur ne sera pas active.
CYCLE DE SERVICE
Le cycle de service repose sur une période de dix minutes. Un cycle de service de 40 % représente 4 minutes de soudage et 6 minutes de marche au ralenti sur une période de 10 minutes. Reportez-vous à la section des spécifications techniques pour connaître les caractéristiques du cycle de service du POWER WAVE® R450.
SYMBOLES GRAPHIQUES POUVANT APPARAÎTRE SUR CETTE MACHINE OU DANS CE MANUEL

AVERTISSEMENT OU PRÉCAUTION

TENSION DANGEREUSE
SORTIE POSITIVE

SORTIE NÉGATIVE

TEMPÉRATURE ÉLEVÉE
ÉTAT D'AVANCEMENT

MISE À LA TERRE DE PROTECTION

LIQUIDE DE REFROIDISSEMENT

SORTIE

MANUEL D'UTILISATION

TÂCHE

DISJONCTEUR

EXPLOSION
DESCRIPTION DU PRODUIT
Le POWER WAVE® R450 est un générateur portable multi-procédés doté de fonctionnalités haut de gamme, capable de réaliser des soudures avec électrode, TIG DC, MIG, MIG pulsé et Flux-Cored. Il convient parfaitement à une grande variété de matériaux, comme l'aluminium, l'acier inoxydable et le nickel, pour lesquels la tenue de l'arc est essentielle.
Le POWER WAVE® R450 est un système de soudage très flexible. Comme pour l'ensemble des unités actuelles de la gamme Power Wave®, son architecture logicielle peut être mise à niveau. Le POWER WAVE® R450 bénéficie néanmoins d'une évolution majeure puisque la fonctionnalité de communication Ethernet est disponible en standard, ce qui facilite les mises à jour logicielles via Powerwavesoftware.com. Une option Devicenet permet au POWER WAVE® R450 d'être utilisé dans un large éventail de configurations. Le POWER WAVE® R450 est conçu pour être compatible avec des modules de soudage avancés tels que STT.
PROCÉDÉS ET ÉQUIPEMENTS RECOMMANDÉS
Le POWER WAVE® R450 est recommandé pour le soudage robotique et semi-automatique. Le Power Wave® R450 peut être configuré de plusieurs façons, certaines nécessitant des équipements ou des programmes de soudage disponibles en option.
Procédés recommandés
Le Power Wave® R450 est une source de puissance multi-procédé haute vitesse, capable de réguler le courant, la tension ou la puissance de l'arc de soudage. Avec une plage de sortie de 5 à 550 ampères, il prend en charge plusieurs procédés de soudage standard, notamment GMAW synergique, GMAW-P, FCAW, FCAW-SS, SMAW, GTAW et GTAW-P sur divers matériaux, en particulier l'acier, l'aluminium et l'acier inoxydable.
LIMITATIONS DU PROCÉDÉ
Les tables de soudage numérique du POWER WAVE® R450 réduisent la capacité du procédé de soudage dans la plage de sortie et les limites de sécurité de la machine. En général, les procédés de soudage se limitent à un fil d'acier solide de 0,030 à 0,052 po, à un fil inoxydable de 0,030 à 0,045 po, à un fil fourré de 0,035 à 1/16 po et un fil en aluminium de 0,035 à 1/16 po de diamètre.
LIMITES DES APPAREILS
Seuls les dévidoirs semi-automatiques et les interfaces utilisateurs compatibles avec ArcLink peuvent être utilisés. Si d'autres dévidoirs Lincoln ou des dévidoirs non Lincoln sont utilisés, la capacité de traitement, les performances et les caractéristiques seront limitées.
Les modèles Power Wave R450 ne sont pas compatibles avec le kit d'interface utilisateur de la série S.
CONTRÔLES DE L'AVANT DU BOÎTIER
(Voir la figure B.1)
- DEL d'état - (voir la section Dépannage pour les fonctions opérationnelles).
- DEL de défaut thermique - indique que la machine présente un défaut thermique.
- DEL d'état du DÉVIDOIR - une DEL bicolore qui indique les erreurs du système. Le Power Wave R450 est équipé de deux indicateurs. L'un concerne la source d'alimentation de l'onduleur, tandis que l'autre indique l'état du système de contrôle du dévidoir. Une lumière verte fixe indique un fonctionnement normal. Pour obtenir plus d'informations et une description détaillée, reportez-vous à la section de dépannage de ce document ou le manuel d'entretien de cette machine. (Voir la section Dépannage pour les fonctions opérationnelles.)
REMARQUE : Le voyant d'état du Power Wave R450 clignote en vert, et parfois en rouge et vert, pendant une minute au moment de la mise sous tension initiale de l'appareil. Cette procédure est normale car la machine effectue un test automatique à la mise sous tension.
-
Commutateur d'alimentation - Commande l'alimentation du POWER WAVE® R450.
-
SORTIE DE SOUDURE NÉGATIVE
-
SORTIE DE SOUDURE POSITIVE
-
Connecteur de la détection de tension - permet de séparer l'électrode distante et les fils de détection de travail.
| BROCHES DE LA DÉTECTION DE TENSION | ||
| Broche | Conducteur | Fonction |
| 3 | 21 | Détection de la tension de travail |
| 1 | 67E | Détection de la tension d'électrode |
FIGURE B.1 pour K3451-1, K3451-2, K3456-1
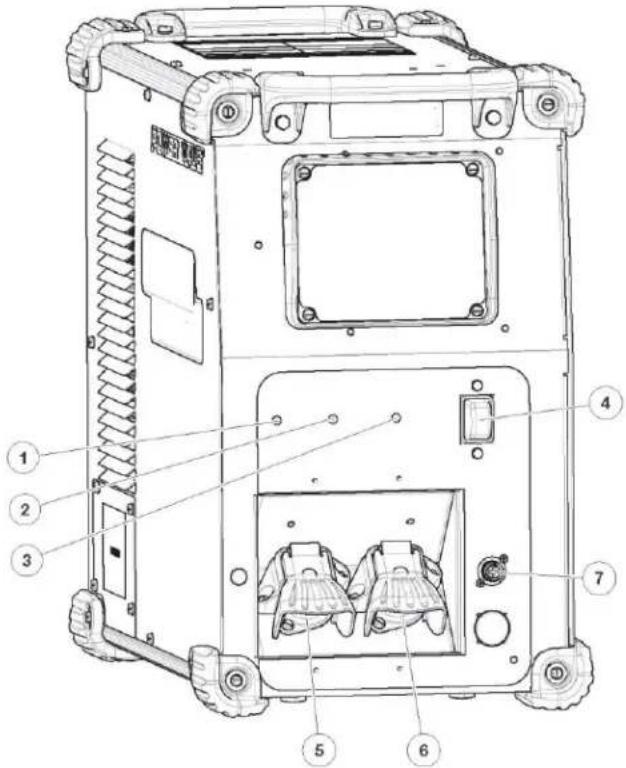
FIGURE B.1- pour K3455-1 et K3455-2
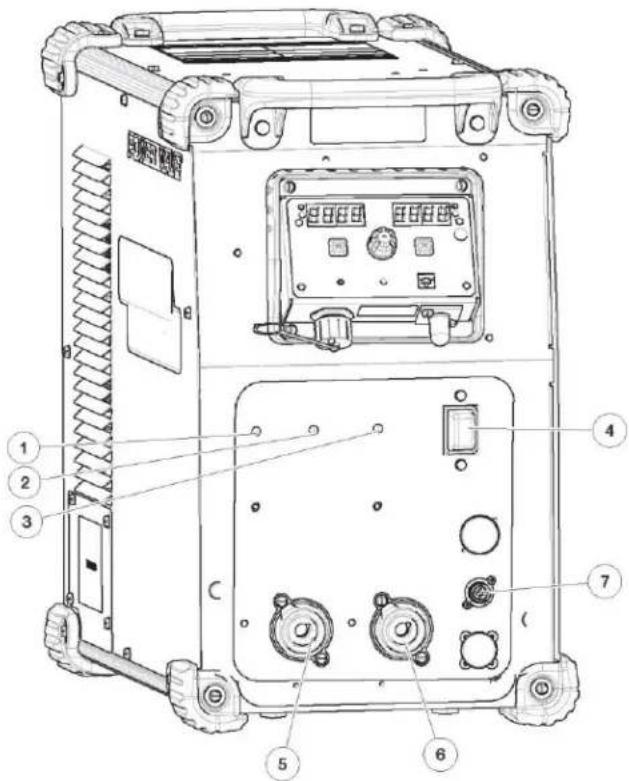
COMMANDES À L'ARRIÈRE DU BOÎTIER
(Voir la figure B.2)
- PRISES 115 VAC (kit optionnel - K2829-1)
- PRISE DU DÉVIDOIR DE FIL (14 broches) - connecteur du dévidoir robotique (pour 4R220, Power Feed 10 Robotic, etc.).
-
CONNECTEUR DIFFÉRENTIEL D'E/S - pour (en option) le module STT K2902-1 ou le module avancé K2912-1.
-
CONNECTEUR DE SORTIE ArcLink (5 broches) - Foumit l'alimentation et la communication aux périphériques ArcLink (dévidoir semi-automatique, Cool Arc 55S, etc.).
-
Kit Devicenet (en option - K2827-2) - pour la commande PLC.
-
DISJONCTEUR 40 V
-
Ethernet (BLINDÉ) - pour le robot compatible ArcLink XT, l'ordinateur ou la connexion réseau.
-
CONNECTEUR D'E/S interne - bornier permettant de réaliser des connexions simples de signaux d'entrée. (Voir la figure B.2A)
La barrette de raccordement est divisée en trois groupes :
Groupe n° 1 - GÂCHETTE
Groupe n° 2 - DÉVIDAGE EN MARCHE ARRIÈRE/AVANT
Groupe n° 3 - ENTRÉES D'ARRÊT
Toutes les entrées utilisent une logique du type « normalement ouvert », à l'exception du groupe d'arrêt. Les entrées d'arrêt utilisent une logique de type « normalement fermé » et sont toujours activées. Les entrées d'arrêt non utilisées doivent être reliées à l'alimentation +15 V du groupe d'arrêt. Les machines sont expédiées de l'usine avec des cavaliers placés sur les deux entrées d'arrêt.
Les entrées de l'arrêt 1 et de l'arrêt 2 sont destinées aux défauts du système de soudage et ne doivent pas être utilisées comme arrêts d'urgence ou de sécurité.
FIGURE B.2A
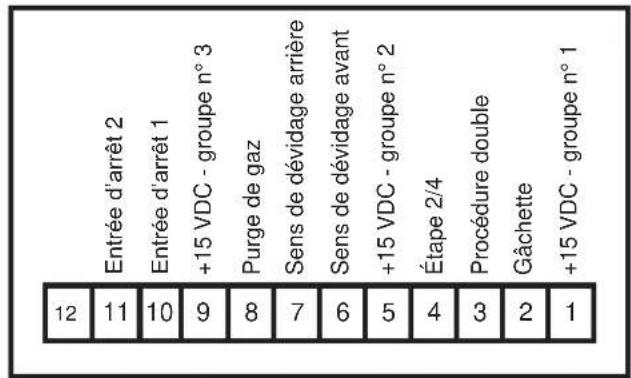
text_image
Entrée d'arrêt 2 Entrée d'arrêt 1 +15 VDC - groupe n° 3 Purge de gaz Sens de dévidage arrière Sens de dévidage avant +15 VDC - groupe n° 2 Étape 2/4 Procédure double Gâchette +15 VDC - groupe n° 1 12 11 10 9 8 7 6 5 4 3 2 1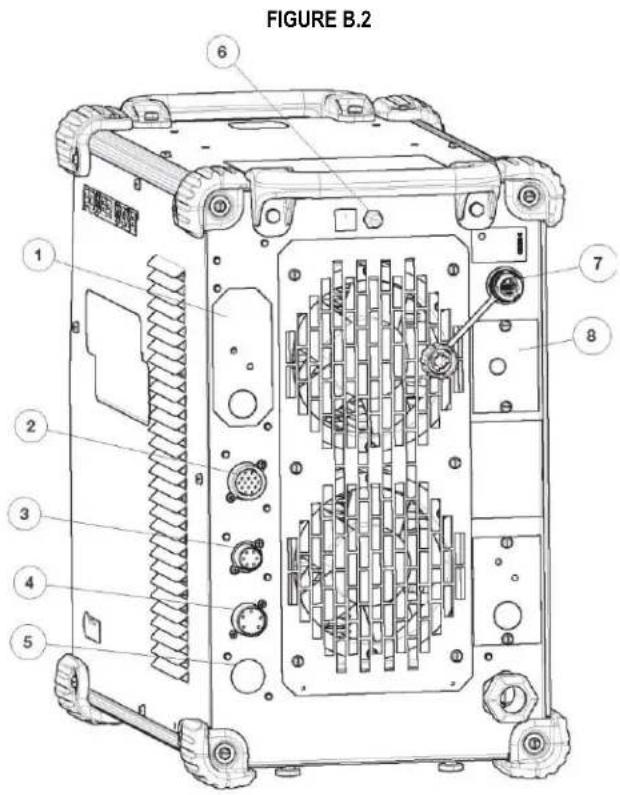
text_image
FIGURE B.2 1 2 3 4 5 6 7 8PROCÉDÉS ORDINAIRES DE SOUDAGE
Faire une soudure
L'aptitude au service d'un produit ou d'une structure utilisant les programmes de soudage est et doit être la seule responsabilité du constructeur/utilisateur. De nombreuses variables indépendantes de la volonté de The Lincoln Electric Company affectent les résultats obtenus en appliquant ces programmes. Ces variables comprennent, sans s'y limiter, le procédé de soudage, la chimie et la température de la plaque, la conception de la soudure, les méthodes de fabrication et les exigences de service. La gamme disponible d'un programme de soudage peut ne pas convenir à toutes les applications, et le constructeur/utilisateur est et doit être le seul responsable du choix du programme de soudage.
Choisissez le matériau de l'électrode, la taille de l'électrode, le gaz de protection et le procédé (GMAW, GMAW-P, etc.) appropriés au matériau à souder.
Sélectionnez le mode de soudage qui correspond le mieux au procédé de soudage souhaité. Le jeu de soudures standard livré avec le Power Wave® R450 englobe un large éventail de procédés courants qui répondront à la plupart des besoins. Si un mode de soudage spécial est souhaité, contactez le représentant commercial local de Lincoln Electric.
Tous les réglages sont effectués via l'interface utilisateur. En raison des différentes options de configuration, votre système peut ne pas disposer de tous les réglages suivants.
Voir la section Accessoires pour les kits et les options disponibles avec le POWER WAVE® R450.
DÉFINITION DES MODES DE SOUDAGE
MODES DE SOUDAGE NON-SYNERGIQUES
- Le mode de soudage non synergique exige que toutes les variables du procédé de soudage soient réglées par l'opérateur.
MODES DE SOUDAGE SYNERGIQUE
- Un mode de soudage synergique offre la simplicité d'une commande à bouton unique. La machine sélectionne la tension et l'intensité de courant correctes en fonction de la vitesse de dévidage du fil (WFS, Wire Feed Speed) définie par l'opérateur.
CONTRÔLES DE SOUDAGE DE BASE
Mode de soudure
La sélection d'un mode de soudage détermine les caractéristiques de sortie de la source d'énergie Power Wave®. Les modes de soudage sont développés avec un matériau d'électrode, une taille d'électrode et un gaz de protection spécifiques.
Pour une description plus complète des modes de soudage programmés en usine dans la POWER WAVE® R450, reportez-vous au guide de référence des paramètres de soudage fourni avec la machine ou disponible sur www.powerwavesoftware.com.
Vitesse de dévidage du fil
Dans les modes de soudage synergiques (CV synergique, GMAW-P), le WFS est le paramètre de contrôle dominant. L'utilisateur règle le WFS en fonction de facteurs tels que la section du fil, les exigences de pénétration, l'entrée de la chaleur, etc. Le POWER WAVE® R450 utilise alors le paramètre WFS pour régler la tension et le courant en fonction des paramètres qu'il contient.
Dans les modes non synergiques, le contrôle WFS se comporte comme une source d'alimentation conventionnelle où le WFS et la tension sont des réglages indépendants. Par conséquent, pour maintenir les caractéristiques correctes de l'arc, l'opérateur doit régler la tension pour compenser toute modification apportée au WFS.
Ampères
Dans les modes à courant constant, cette commande règle l'intensité de soudage.
Volts
Dans les modes de tension constante, cette commande règle la tension de soudage.
Garniture
Dans les modes de soudage synergique par impulsions, le paramètre garniture règle la longueur de l'arc. La garniture est réglable de 0,50 à 1,50. 1,00 est le réglage nominal et constitue un bon point de départ pour la plupart des conditions.
Commande UltimArc™
La commande UltimArc™ permet à l'opérateur de modifier les caractéristiques de l'arc. Il est réglable de -10,0 à +10,0 avec un réglage normal de 0,0.
SOUDAGE (mode STICK) SMAW
Le courant de soudage et les réglages de la force d'arc peuvent être définis par le biais d'un dévidoir de fil Power Feed™ 84 ou Power Feed™ 25M. Il est également possible d'installer une interface utilisateur STICK/TIG en option dans la source d'alimentation pour contrôler ces paramètres localement.
Dans un soudage SMAW (mode STICK), la force de l'arc peut être réglée. Il peut être réglé sur la plage inférieure pour une caractéristique d'arc douce et moins pénétrante (valeurs numériques négatives) ou sur la plage supérieure (valeurs numériques positives) pour un arc vif et plus pénétrant. Normalement, lors du soudage avec des électrodes de type cellulosique (E6010, E7010, E6011), un arc à plus haute énergie est nécessaire pour assurer sa stabilité. Cela est généralement le cas lorsque l'électrode adhère à la pièce à usiner ou lorsque l'arc devient instable pendant la manipulation. Pour les électrodes à faible teneur en hydrogène (E7018, E8018, E9018, etc.), un arc plus doux est généralement souhaitable et l'extrémité inférieure du contrôle d'arc convient à ces types d'électrodes. Dans les deux cas, le contrôle d'arc permet d'augmenter ou de diminuer le niveau de puissance délivré à l'arc.
Le courant de soudage peut être défini par le biais d'un dévidoir de fil Power Feed™ 84 ou Power Feed™ 25M. Il est également possible d'installer une interface utilisateur STICK/TIG en option dans la source d'alimentation pour contrôler ces paramètres localement.
Le mode TIG permet une régulation continue de 5 à 550 ampères grâce à un contrôleur d'intensité actionné au pied (disponible en option). Le POWER WAVE® R450 peut être utilisé soit en mode Touch Start TIG, soit en mode Scratch Start TIG.
SOUDAGE À TENSION CONSTANTE
CV synergique
Pour chaque vitesse de dévidage du fil, une tension correspondante est préprogrammée dans la machine au moyen d'un logiciel spécial en usine.
La tension nominale préprogrammée correspond à la meilleure tension moyenne pour une vitesse donnée de dévidage du fil, mais elle peut être réglée selon les préférences. Lorsque la vitesse de dévidage du fil change, le POWER WAVE® R450 ajuste automatiquement le niveau de tension en conséquence pour maintenir des caractéristiques d'arc similaires dans toute la gamme WFS.
CV non synergique
Dans les modes non synergiques, la commande WFS se comporte davantage comme une source d'alimentation CV conventionnelle où le WFS et la tension sont des réglages indépendants. Par conséquent, pour maintenir les caractéristiques correctes de l'arc, l'opérateur doit régler la tension pour compenser toute modification apportée au WFS.
Tous les modes CV
La fonction Pinch (Pincement) ajuste l'inductance apparente de l'ondulation. Elle est inversement proportionnelle à l'inductance.
Par conséquent, une augmentation de la commande Pinch supérieure à 0,0 produit un arc plus vif (plus de projections), tandis qu'une diminution de la commande Pinch à une valeur inférieure à 0,0 produit un arc plus doux (moins de projections).
SOUDAGE PAR IMPULSIONS
Les procédés de soudage par impulsions sont définis en contrôlant une variable globale de « longueur d'arc ». Lors du soudage par impulsions, la tension de l'arc dépend fortement de la forme d'onde. Le courant de crête, le courant de fond, le temps de montée, le temps de descente et la fréquence d'impulsion ont tous une incidence sur la tension. La tension exacte pour une vitesse donnée de dévidage du fil ne peut être déterminée que lorsque tous les paramètres de l'onde impulsionnelle sont connus. Les grandeurs Voltage (Tension) et Trim (Garniture) peuvent être réglées.
Trim (Garniture) règle la longueur de l'arc et s'étend de 0,50 à 1,50 avec une valeur nominale de 1,00. Les valeurs de Trim (Garniture) supérieures à 1,00 augmentent la longueur de l'arc, tandis que les valeurs inférieures à 1,00 la diminuent. (Voir la figure B.3)
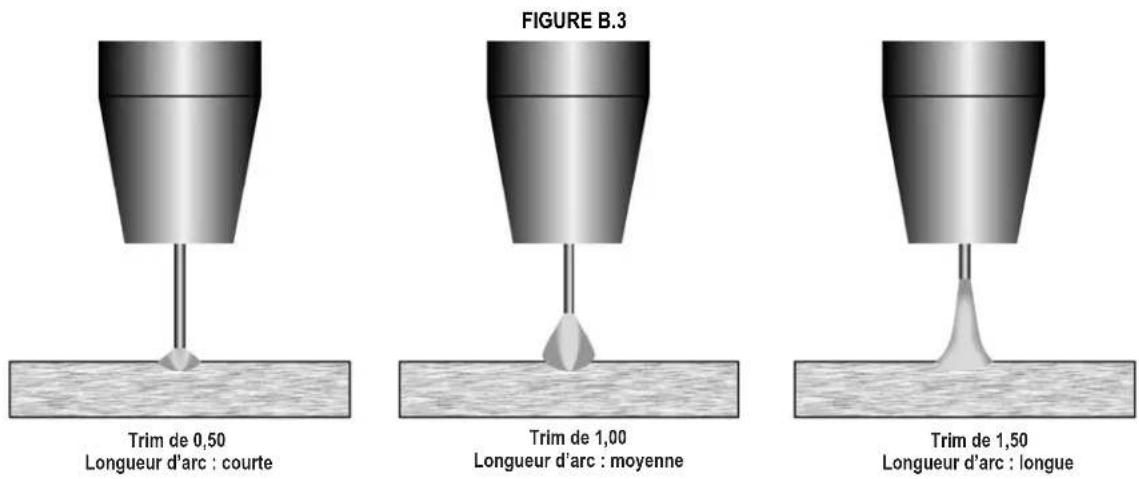
La plupart des programmes de soudage par impulsions sont synergiques. Lorsque la vitesse de dévidage du fil est réglée, le POWER WAVE® R450 recalcule automatiquement les paramètres de la forme d'onde pour maintenir des propriétés d'arc similaires.
Le POWER WAVE® R450 utilise une « commande adaptative » pour compenser les changements au niveau du « stick out » électrique pendant le soudage. (Le stick out électrique est la distance entre la pointe de contact et la pièce à usiner.) Les formes d'onde du POWER WAVE® R450 sont optimisées pour un stick out de 0,75 po. Le comportement adaptatif prend en charge plusieurs stick out allant de 0,50 à 1,25 po. À des vitesses de dévidage du fil très basses ou très élevées, la plage adaptative peut être moindre en raison des limitations physiques du procédé de soudage.
La commande UltimArc™ permet de régler la focalisation ou la forme de l'arc. La commande UltimArc™ est réglable de -10,0 à +10,0 avec un réglage nominal à 0,0. L'augmentation de la commande UltimArc™ accroît la fréquence d'impulsion et le courant de fond tout en diminuant le courant de pointe. Il en résulte un arc étroit et ferme utilisé pour le soudage des tôles à grande vitesse. La diminution de la commande UltimArc™ décroît la fréquence d'impulsion et le courant de fond tout en augmentant le courant de pointe. Il en résulte un arc doux, idéal pour le soudage hors position. (Voir la figure B.4)
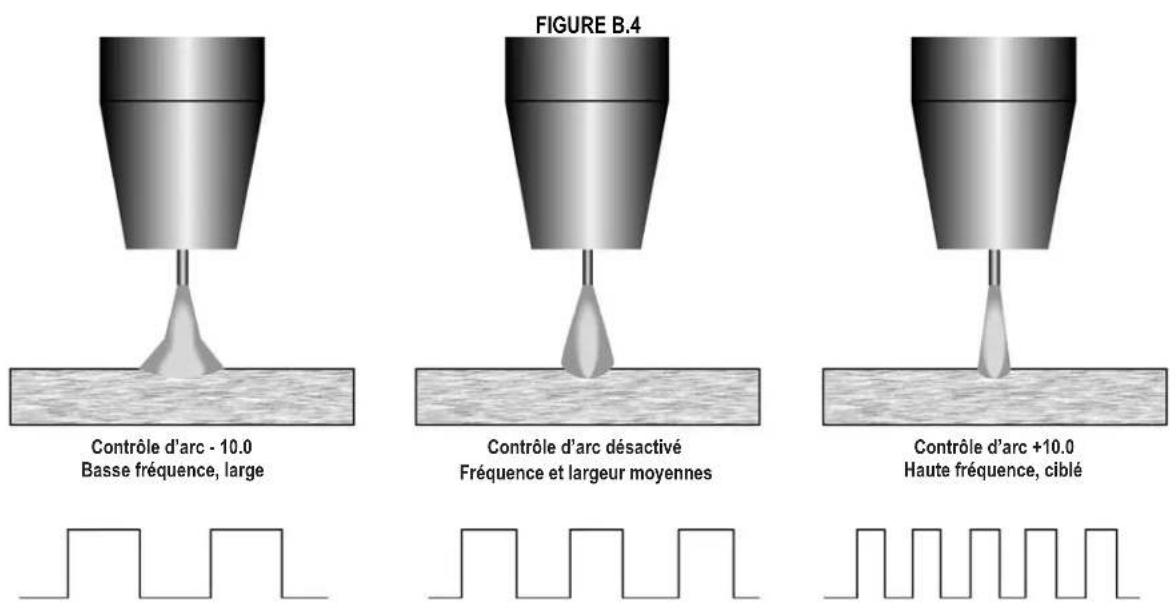
OPTIONS/ACCESSOIRES
Tous les kits, options et accessoires sont disponibles sur le site Web : (www.lincolnelectric.com)
Extracteurs de fumées de soudage
Lincoln propose une large gamme de solutions de systèmes de protection de l'environnement par extraction des fumées. Elle comprend des systèmes portables faciles à déplacer dans l'atelier et des systèmes centraux desservant de nombreux postes de soudage dédiés.
Demander la publication Lincoln E13.40
(Voir www.lincolnelectric.com)
MAINTENANCE
Mesures de sécurité

AVERTISSEMENT
UN CHOC ÉLECTRIQUE peut tuer.
- Ne pas utiliser avec les couvercles retirés.
- Coupez la source d'alimentation avant l'installation ou l'entretien.
-
Ne pas toucher les parties électriquement chaudes.
-
Coupez l'alimentation d'entrée de la source d'alimentation de soudage au niveau de la boîte à fusibles avant de travailler dans le bornier.
- L'installation, l'utilisation ou la réparation de cet équipement ne doivent être confiées qu'à du personnel qualifié.

Reportez-vous aux informations d'avertissement supplémentaires figurant dans le présent de l'opérateur.
ENTRETIEN DE ROUTINE
L'entretien de routine consiste à souffler régulièrement la machine, à l'aide d'un flux d'air à basse pression, pour éliminer la poussière et les saletés accumulées sur les persiennes d'entrée et de sortie, ainsi que sur les canaux de refroidissement de la machine.
ENTRETIEN PÉRIODIQUE
L'étalonnage du Power Wave® R450 est essentiel à son bon fonctionnement. D'une manière générale, l'étalonnage n'aura pas besoin d'être ajusté.
Cependant, des machines négligées ou mal étalonnées peuvent ne pas donner des résultats de soudage satisfaisants. Pour garantir des performances optimales, l'étalonnage de la tension et du courant de sortie doivent faire l'objet de vérifications chaque année.
SPÉCIFICATION D'ÉTALONNAGE
La tension et le courant de sortie sont étalonnés en usine. D'une manière générale, l'étalonnage de la machine n'aura pas besoin d'être ajusté. Cependant, si la performance de soudage change ou si la vérification annuelle de l'étalonnage révèle un problème, utilisez la section Étalonnage de Power Wave Manager pour effectuer les réglages appropriés.
La procédure d'étalonnage elle-même nécessite l'utilisation d'une grille, et de compteurs réels certifiés pour la tension et le courant. La précision de l'étalonnage sera directement affectée par la précision de l'équipement de mesure que vous utilisez. SVM251 PROCÉDURES DE VÉRIFICATION ET D'ÉTALONNAGE contient des instructions détaillées à l'adresse www.powerwavesoftware.com.
DÉPANNAGE
Guide de dépannage

AVERTISSEMENT
La maintenance et la réparation doivent être effectuées uniquement par un personnel formé à l'usine Lincoln Electric. Les réparations effectuées sans autorisation sur cet équipement peuvent être dangereuses pour le technicien et l'opérateur de la machine et annuler le droit à la garantie. Pour votre sécurité et pour éviter les chocs électriques, veuillez respecter toutes les consignes de sécurité et les précautions détaillées dans ce manuel.
Ce guide de dépannage est fourni pour vous aider à identifier et corriger les possibles dysfonctionnements de la machine. Suivez simplement la procédure en trois étapes indiquée ci-dessous.
Étape 1. IDENTIFIER LE PROBLÈME (SYMPTÔME).
Examinez la colonne intitulée « PROBLEM (SYMPTOMS) » (PROBLÈME [SYMPTÔMES]). Cette colonne décrit les éventuels symptômes que la machine peut présenter. Trouvez la liste qui décrit le mieux le symptôme constaté sur la machine.
Étape 2. CAUSE POSSIBLE.
La deuxième colonne intitulée « POSSIBLE CAUSE » (CAUSE POSSIBLE) énumère les possibilités externes évidentes pouvant contribuer au symptôme de la machine.
Étape 3. PLAN D'ACTION RECOMMANDÉ
Cette colonne fournit un plan d'action pour chaque cause possible, généralement vous êtes invité à contacter le Centre de maintenance local agréé Lincoln.
Si vous ne comprenez pas ou ne parvenez pas à exécuter le plan d'action recommandé en toute sécurité, contactez votre Centre de maintenance local agréé Lincoln.

Si, pour une raison quelconque, vous ne comprenez pas les procédures de test ou ne pouvez pas effectuer les tests/réparations en toute sécurité, contactez votre Centre de maintenance local agréé Lincoln pour obtenir une assistance technique de dépannage.
WWW.LINCOLNELECTRIC.COM/LOCATOR
Les conditions d'erreur sont indiquées dans le tableau E.1 ci-après.
UTILISATION DU VOYANT D'ÉTAT POUR DÉPANNER L'APPAREIL
Les erreurs du POWER WAVE® R450 ne seront pas toutes affichées sur l'interface utilisateur (s'il est installé). Il existe deux voyants d'état qui indiquent les codes d'erreur. Si un problème survient, il est important de noter l'état des voyants d'état. Par conséquent, avant de remettre le système sous tension, vérifiez que le voyant d'état de la source d'alimentation ne présente pas de séquences d'erreur, comme indiqué ci-dessous.
Il y a un voyant d'état monté à l'extérieur, situé sur la face avant du boîtier de la machine. Ce voyant d'état correspond à l'état de la carte de commande principale et de la carte de commande d'entrée.
Vous trouverez dans cette section des informations sur les voyants d'état et des tableaux de dépannage de base pour les performances de la machine et de la soudure.
Les voyants d'état de la carte de commande principale et de la carte de commande d'entrée sont des DEL bicolores. Un fonctionnement normal de ces DEL est indiqué par une lumière verte fixe.
TABLEAU E.1
| Léger État | Signification |
| Voyant d'état de la carte de commande principale et carte de commande d'entrée | |
| Vert fixe | Système OK. La source d'alimentation est opérationnelle et communique normalement avec tous les équipements périphériques sains connectés à son réseau ArcLink. |
| Vert clignotant | Se produit pendant la mise sous tension ou une réinitialisation du système. Il indique que le POWER WAVE ©R450 est en train de mapper (identifier) chaque composant du système. Normal pendant les 10 premières secondes après la mise sous tension, ou si la configuration du système est modifiée pendant le fonctionnement. |
| Vert clignotant rapidement | Indique que le mappage automatique a échoué |
| Vert et rouge alternant | Défaut système non récupérable. Si les voyants d'état clignotent dans une combinaison de rouge et de vert, des erreurs sont présentes. Lisez le ou les codes d'erreur avant d'éteindre la machine. |
| L'interprétation du code d'erreur par les voyants d'état est détaillée dans le manuel d'entretien. Les chiffres composant un code individuel clignotent en rouge avec une longue pause entre les chiffres. Si plus d'un code est présent, les codes seront séparés par un voyant vert. Seules les conditions d'erreur actives seront accessibles via le voyant d'état. | |
| Les codes d'erreur peuvent également être récupérés avec l'utilitaire Power Wave Manager disponible sur www.powerwavesoftware.com. C'est la méthode préférée, car elle permet d'accéder aux informations historiques contenues dans les jourmaux d'erreurs. | |
| Pour effacer les erreurs actives, éteignez la source d'alimentation et rallumez-la. | |
| Rouge fixe | Non applicable. |
| Rouge clignotant | Non applicable. |
| Voyant d'état éteint | Non applicable. |

Si, pour une raison quelconque, vous ne comprenez pas les procédures de test ou ne pouvez pas effectuer les tests/réparations en toute sécurité, contactez votre Centre de maintenance local agréé Lincoln pour obtenir une assistance technique de dépannage.
WWW.LINCOLNELECTRIC.COM/LOCATOR
Respecter toutes les consignes de sécurité détaillées dans ce manuel
CODES D'ERREUR POUR POWER WAVE® R450
La liste suivante est une liste partielle des codes d'erreur possibles pour le POWER WAVE® R450. Pour une liste complète, consultez la rubrique « Lookup Error » (Table de consultation des erreurs) de l'utilitaire Power Wave Manager.
| CARTE DE COMMANDE PRINCIPALE (VOYANT « d’état ») | |
| Code d’erreur # | Indication |
| 36 Erreurs thermiques | Indique un burnback. Généralement accompagné d’un voyant thermique. Vérifiez le fonctionnement du ventilateur. Assurez-vous que le procédé ne dépasse pas la limite du cycle de service de la machine. |
| 54 Erreur de surintensité secondaire (sortie) | La limite du courant secondaire moyen à long terme (soudure) a été dépassée.REMARQUE : La limite de courant secondaire moyen à long terme est de 325 A (monophasé) ou 575 A (triphasé). |
| 56 Erreur de communication du broyeur | Indique que la liaison de communication entre la carte de contrôle principale et le broyeur présente des erreurs. Si la remise à zéro de l’alimentation de la machine ne fait pas disparaître l’erreur, contactez le service après-vente. |
| 58 Erreur de défaillance primaire | Vérifiez le code d’erreur du voyant d’état de la carte d’entrée ou du signal sonore d’état. Probablement causé par une surpuissance qui a provoqué une sous-tension sur le bus primaire. Si la remise à zéro de l’alimentation de la machine ne fait pas disparaître l’erreur, contactez le service après-vente. |
| 71 Erreur de dépassement de puissance du secondaire (sortie) | La limite de puissance à long terme du secondaire (soudure) a été dépassée.REMARQUE : La limite du courant moyen à long terme du secondaire est de 25 kW (triphasé), 14 kW (monophasé). |
| Autre | Les codes d’erreur qui contiennent trois ou quatre chiffres sont définis comme des erreurs fatales. Ces codes indiquent généralement des erreurs internes sur la carte de contrôle de la source d’alimentation. Si la remise à zéro de l’alimentation de la machine ne fait pas disparaître l’erreur, contactez le service après-vente. |

Si, pour une raison quelconque, vous ne comprenez pas les procédures de test ou ne pouvez pas effectuer les tests/réparations en toute sécurité, contactez votre Centre de maintenance local agréé Lincoln pour obtenir une assistance technique de dépannage.
WWW.LINCOLNELECTRIC.COM/LOCATOR
Respecter toutes les consignes de sécurité détaillées dans ce manuel
CARTE DE CONTRÔLE D'ENTRÉE
| Code d'erreur # | Indication | Type |
| 331 Limite de courant d'entrée instantané | La limite de courant d'entrée instantané a été dépassée. Indique généralement une surcharge de puissance à court terme. Si le problème persiste, contactez le service après-vente. | Erreur persistante |
| 334 Défaut lors de la vérification du courant de démarrage | La limite de courant d'entrée a été dépassée pendant la mise sous tension de la machine. Si le problème persiste, contactez le service après-vente. | Erreur persistante |
| 335 Défaut lors de la vérification de la tension de démarrage | La tension d'entrée était trop élevée ou trop faible pendant la mise sous tension de la machine. Vérifiez que la tension d'entrée est comprise entre 200 V et 650 V. | Erreur temporaire |
| 336 Défaut thermique | Le thermostat du module primaire s'est déclenché. Généralement causée par un dysfonctionnement du ventilateur ou par l'obstruction d'un orifice d'aération. | Erreur temporaire |
| 337 Délai d'attente lors de la précharge | La tension du bus DC n'a pas atteint un niveau suffisant à la fin de la précharge. Si le problème persiste, contactez le service après-vente. | Erreur persistante |
| 338 Limite atteinte de la puissance d'entrée | La puissance absorbée par la machine a dépassé le niveau de sécurité. Si le problème persiste, contactez le service après-vente. | Erreur persistante |
| 341 Chute de tension d'entrée | La tension d'entrée a momentanément chuté. Vérifiez les connexions et la qualité de l'alimentation d'entrée. | Erreur temporaire |
| 346 Surintensité du primaire du transformateur | Le courant du transformateur est trop élevé. Indique généralement une surcharge de puissance à court terme. Si le problème persiste, contactez le service après-vente. | Erreur persistante |
| 347 Limite atteinte du courant d'entrée moyen | La limite de courant d'entrée moyen a été dépassée. Indique généralement une surcharge de puissance à court terme. Si le problème persiste, contactez le service après-vente. | Erreur persistante |
| 349 Sous-tension du bus | La tension du bus DC a chuté en dessous de la limite permise. Si le problème persiste, contactez le service après-vente. | Erreur temporaire |
Les erreurs persistantes nécessitent un cycle de mise hors tension, puis sous tension de l'appareil pour les supprimer.
Les défauts temporaires disparaissent d'eux-mêmes si la condition à l'origine de l'erreur est éliminée.
MODULE D'ENTRAÎNEMENT DU FIL
| Code d'erreur # | Indication |
| 81 Burnback du moteur | La limite de courant moyen à long terme du moteur a été dépassée. Indique généralement un burnback mécanique du système. Si le problème persiste, envisagez un rapport de vitesse de couple plus élevé (gamme de vitesse inférieure). |
| 82 Surintensité moteur | Le niveau de courant maximal absolu du moteur a été dépassé. Il s'agit d'une moyenne à court terme pour protéger les circuits d'entraînement. |
| 83 L'arrêt n° 1 est ouvert | 1.Il s'agit du connecteur E/S « vert » situé sur la partie inférieure du contrôleur.En cas d'absence d'accès externe, vérifiez l'intégrité du connecteur et du cavalier. En cas d'accès par un circuit distant, vérifiez l'intégrité de ce dernier. |
| 84 L'arrêt n° 2 est ouvert | 1.Il s'agit du connecteur E/S « vert » situé sur la partie inférieure du contrôleur.En cas d'absence d'accès externe, vérifiez l'intégrité du connecteur et du cavalier. En cas d'accès par un circuit distant, vérifiez l'intégrité de ce dernier. |

Si, pour une raison quelconque, vous ne comprenez pas les procédures de test ou ne pouvez pas effectuer les
tests/réparations en toute sécurité, contactez votre Centre de maintenance local agréé Lincoln pour obtenir une assistance
technique de dépannage.
WWW.LINCOLNELECTRIC.COM/LOCATOR
Respecter toutes les consignes de sécurité détaillées dans ce manuel
| PROBLÈMES (SYMPTÔMES) | CAUSE POSSIBLE | PLAN D’ACTION RECOMMANDÉ |
| Problèmes de base des machines | ||
| Les fusibles d’entrée continuent de sauter | 1. Fusibles d’entrée mal dimensionnés. | 1. Assurez-vous que les fusibles sont correctement dimensionnés. Voir la section d’installation de ce manuel pour les tailles recommandées. |
| 2. Procédé de soudage inapproprié nécessitant des niveaux de sortie supérieurs à la capacité de la machine. | 2. Réduire le courant de sortie, le cycle de service, ou les deux. | |
| 3. Des dommages physiques ou électriques importants sont évidents lorsque les couvercles sont retirés. | 3. Contactez votre centre de service agréé Lincoln Electric pour obtenir une assistance technique. | |
| La machine ne s’allume pas (pas de lumière) | 1. Pas de puissance d’entrée | 1. Assurez-vous que la déconnexion de l’alimentation d’entrée a été mise en marche. Vérifiez les fusibles d’entrée. Assurez-vous que le commutateur d’alimentation (SW1) de la source d’alimentation est sur la position « ON ». |
| 2. La tension d’entrée est trop faible ou trop élevée. | 2. Assurez-vous que la tension d’entrée est correcte, conformément à la plaque signalétique située à l’arrière de la machine. | |
| La machine ne soude pas, il n’y a pas de sortie. | 1. La tension d’entrée est trop faible ou trop élevée. | 1. Assurez-vous que la tension d’entrée est correcte, conformément à la plaque signalétique située à l’arrière de la machine. |
| Ce problème sera normalement accompagné d’un code d’erreur. Voir la section « Voyant d’état » de ce document pour plus d’informations. | 2. Erreur thermique. | 2. Voir la section ☑ Le voyant thermique est allumé ». |
| 3. La limite de courant secondaire a été dépassée. (voir erreur 54) | 3. Court-circuit possible dans le circuit de sortie. Si le problème persiste, contactez un centre de service agréé Lincoln Electric. | |
| 3a. Défaillance de la carte de contrôle d’entrée (voir le voyant d’état pour les erreurs de la carte de contrôle d’entrée). | ||
Respecter toutes les consignes de sécurité détaillées dans ce manuel
| PROBLÈMES (SYMPTÔMES) | CAUSE POSSIBLE | PLAN D’ACTION RECOMMANDÉ |
| Problèmes de base de la machine (suite) | ||
| Le voyant thermique est ON (MARCHE) | 1. Fonctionnement incorrect du ventilateur. | 1. Vérifiez le bon fonctionnement du ventilateur. Le ventilateur doit fonctionner à faible vitesse lorsque la machine est à l’arrêt et accélérer au fur et à mesure que la température de la machine augmente. Vérifiez que des matériaux n’obstruent pas les grilles d’admission ou d’échappement, ou que des saletés excessives ne bouchent pas les canaux de refroidissement de la machine. |
| 2. Circuit du thermostat ouvert. | 2. Vérifiez l’absence de fils cassés, de connexions ouvertes ou de thermostats défectueux dans le circuit du thermostat. | |
| « L’horloge en temps réel » ne fonctionne plus | 1. Carte PC de contrôle Batterie. | 1. Remplacer la batterie (Type : BS2032) |
| Problèmes de qualité de la soudure et de l’arc | ||
| Dégradation générale de la performance des soudures | 1. Problème de dévidage du fil. | 1. Vérifiez les problèmes d’alimentation. |
| 2. Problèmes de câblage. | 2. Vérifiez les mauvais raccords, les boucles excessives dans le câble, etc.REMARQUE : La présence de chaleur dans le circuit de soudage externe indique de mauvais raccords ou des câbles sous-dimensionnés. | |
| 3. Perte de gaz de protection ou gaz de protection inadéquat. | 3. Vérifiez que le débit et le type de gaz sont corrects. | |
| 4. Vérifiez que le mode de soudage est correct pour le procédé. | 4. Sélectionnez le mode de soudage approprié pour l’application. | |
| 5. Étalonnage de la machine. | 5. La source d’alimentation peut nécessiter un étalonnage (courant, tension, WFS). | |
Respecter toutes les consignes de sécurité détaillées dans ce manuel
| PROBLÈMES (SYMPTÔMES) | CAUSE POSSIBLE | PLAN D’ACTION RECOMMANDÉ |
| Problèmes de qualité de la soudure et de l’arc (suite) | ||
| Le fil se propage jusqu’à la pointe à la fin de la soudure. | 1. Durée de burnback | 1. Réduire le temps du burnback et/ou le point de travail. |
| La sortie de la machine s’arrête pendant une soudure. | 1. La limite de courant secondaire a été dépassée, et la machine s’arrête pour se protéger. | 1. Ajustez la procédure ou réduisez la charge pour diminuer le courant absorbé par la machine. |
| 2. Défaillance du système | 2. Une défaillance non récupérable interrompt le soudage. Cette condition entraînera également le clignotement d’un voyant d’état. Pour plus d’informations, reportez-vous à la section Voyant d’état. | |
| La machine ne produit pas toute sa puissance. | 1. La tension d’entrée peut être trop faible, ce qui restreint la capacité de sortie de la source d’alimentation. | 1. Assurez-vous que la tension d’entrée est correcte, conformément à la plaque signalétique située à l’arrière de la machine. |
| 2. L’entrée peut être monophasée. | 2. Vérifiez la présence des 3 phases. | |
| 3. Étalonnage de la machine. | 3. Étalonnez le courant et la tension du secondaire. | |
| Arc excessivement long et erratique. | 1. Problème de dévidage du fil. | 1. Vérifiez les problèmes d’alimentation. Assurez-vous que le rapport de vitesse approprié a été sélectionné. |
| 2. Perte de gaz de protection ou gaz de protection inadéquat | 2. Vérifiez que le débit et le type de gaz sont corrects | |
| 3. Étalonnage de la machine. | 3. Étalonnez le courant et la tension du secondaire. | |
Respecter toutes les consignes de sécurité détaillées dans ce manuel
| PROBLÈMES (SYMPTÔMES) | CAUSE POSSIBLE | PLAN D’ACTION RECOMMANDÉ |
| Ethernet | ||
| Impossible de se connecter | 1. Raccord physique. | 1. Vérifiez que le bon câble de raccordement ou le bon câble croisé est utilisé (consultez le service informatique local pour obtenir de l’aide).1a. Vérifiez que les câbles sont entièrement insérés dans le raccordement de cloison.1b. Le voyant situé sous le connecteur Ethernet de la carte PC s’allume lorsque la machine est connectée à un autre périphérique réseau. |
| 2. Informations relatives à l’adresse IP. | 2. Utilisez l’utilitaire PC approprié pour vérifier que les informations d’adresse IP correctes ont été saisies.2a. Vérifiez que le réseau ne comporte pas de doublons d’adresses IP. | |
| 3. Vitesse Ethernet | 3. Vérifiez que le périphérique réseau connecté à la Power Wave est un dispositif 10-baseT ou un périphérique 10/100-baseT. La norme 10-baseT est recommandée. | |
| Chute de connexion pendant le soudage | 1. Emplacement du câble | 1. Vérifiez que le câble réseau n’est pas situé à côté de conducteurs porteurs de courant. Il s’agit notamment des câbles d’alimentation d’entrée et des câbles de sortie de soudage. |
POWER WAVE R450
codes (12644, 12645, 12847)
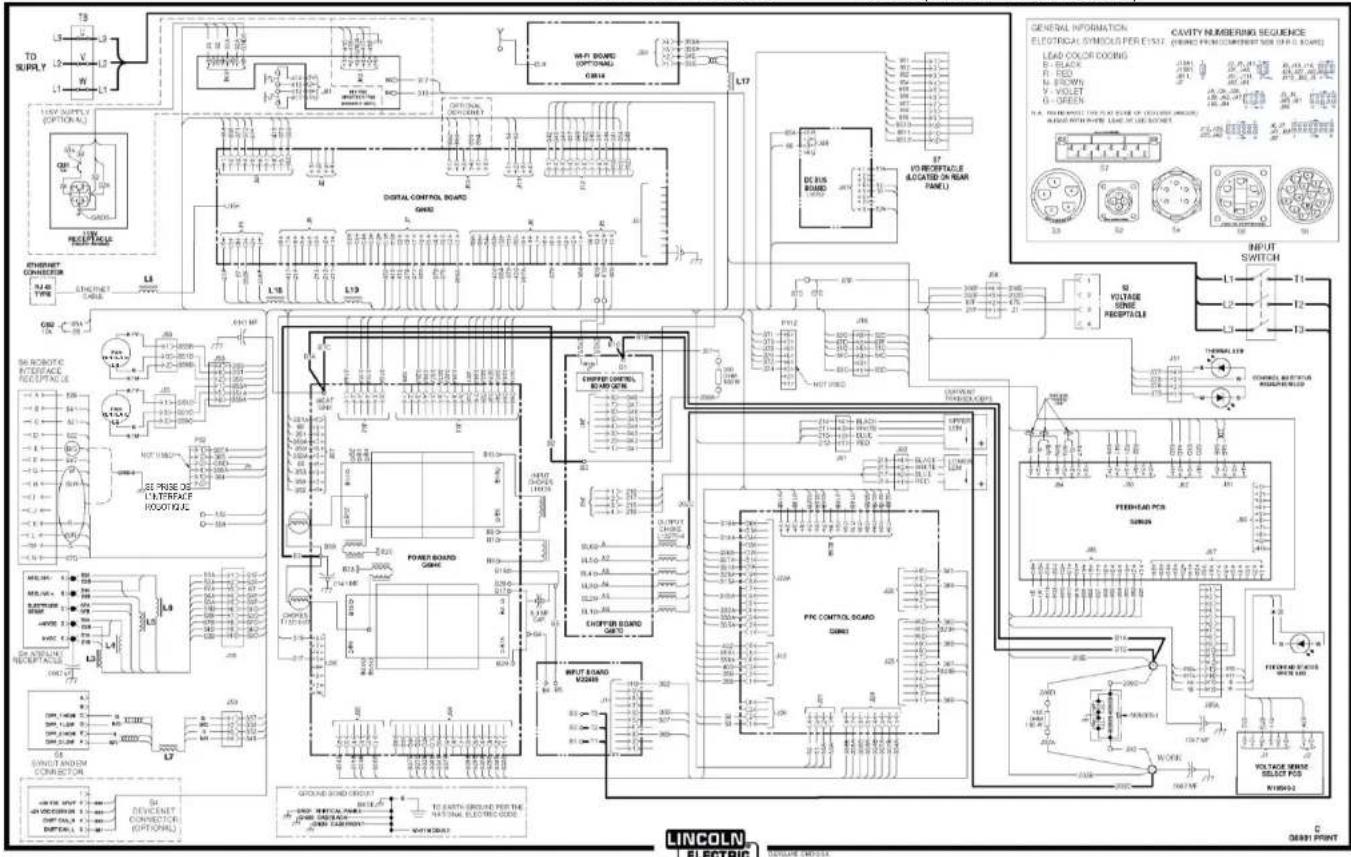
text_image
TD SUPPLY V L1 V L2 V L3 V L4 V L5 V L6 V L7 V L8 V L9 V L10 V L11 V L12 V L13 V L14 V L15 V L16 V L17 DIGITAL CONTROL BOARD GND INTC OUTC Power Board COMS POWER BOARD BOARD INTC OUTPUT BOARD COMS PNC CONTROL BOARD COMS INPUT BOARD COMS GROUND SWORD CIRCUIT TCC W/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/TH/Th GENERAL INFORMATION ELECTRICAL SYMBOLS PER EXIT (GREEN PRINT/COMENT SET & OFF) LEAD COLOR DOOGING B: BLACK B: RED B: BROWN B: VIOLET B: GREEN H: POWER MOUNT TO 5A FOR 5C VOLTAGE, AIR CAN, AIR SWITCH, LIME OF LIME ON/ GENERAL INFORMATION ELECTRICAL SYMBOLS PER EXIT (GREEN PRINT/COMENT SET & OFF) LEAD COLOR DOOGING B: BLACK B: RED B: BROWN B: VIOLET B: GREEN H: POWER MOUNT TO 5A FOR 5C VOLTAGE, AIR CAN, AIR SWITCH, LIME OF LIME ON/ GENERAL INFORMATION ELECTRICAL SYMBOLS PER EXIT (GREEN PRINT/COMENT SET & OFF) LEAD COLOR DOOGING B: BLACK B: RED B: BROWN B: VIOLET B: GREEN H: POWER MOUNT TO 5A FOR 5C VOLTAGE, AIR CAN, AIR SWITCH, LIME OF LIME ON/ GENERAL INFORMATION ELECTRICAL SYMBOLS PER EXIT (GREEN PRINT/COMENT SET & OFF) LEAD COLOR DOOGING B: BLACK B: RED B: A WORLD NAME OF THE POWER OF THE ELECUTURE, AIR CAN, AIR SWITCH, LIME OF LIME ON/ GENERAL INFORMATION ELECTRICAL SYMBOLS PER EXIT (GREEN PRINT/COMENT SET & OFF) LEAD COLOR DOOGING B: BLACK B: RED B: BROWN B: VIOLET B: GREEN H: POWER MOUNT TO 5A FOR 5C VOLTAGE, AIR CAN, AIR SWITCH, LIME OF LIME ON/ GENERAL INFORMATION ECTRICAL SYMBOLS PER EXIT (GREEN PRINT/COMENT SET & OFF) LEAD COLOR DOOGING B: BLACK B: RED B: BROWN B: VIOLET B: GREEN H: POWER MOUNT TO 5A FOR 5C VOLTAGE, AIR CAN, AIR SWITCH, LIME OF LIME ON/ GENERAL INFORMATION ELECTRICAL SYMBOLS PER EXIT (GREEN PRINT/COMENT SET & OFF) LEAD COORDING BOARD GND INTC OUTC POWER BOARD BOARD INTC OUTPUT BOARD BOARD INTC POWER BOARD BOARD INTC POWER BOARD BOARD INTC POWER BOARD BOARD INTC POWER BOARD BOARD INTC POWER BOARD BOARD INTC POWER BOARD BOARD INTC POWER BOARD BOARD INTC POWER BOARD BOARD INTC POWER BOARD BOARD INTC POWER BOARD BOARD INTC POWER BOARD BOARDREMARQUE : Ce schéma est à titre indicatif uniquement. Il est possible qu'il ne soit pas précis pour toutes les machines couvertes par ce manuel. Le schéma spécifique à un code en particulier est collé à l'intérieur de la machine sur l'un des panneaux de l'enceinte. Si le schéma est illisible, contactez le département de maintenance pour un remplacement. Indiquez le numéro de code de l'équipement.
POWER WAVE R450 CE
codes (12712, 12713, 12848)
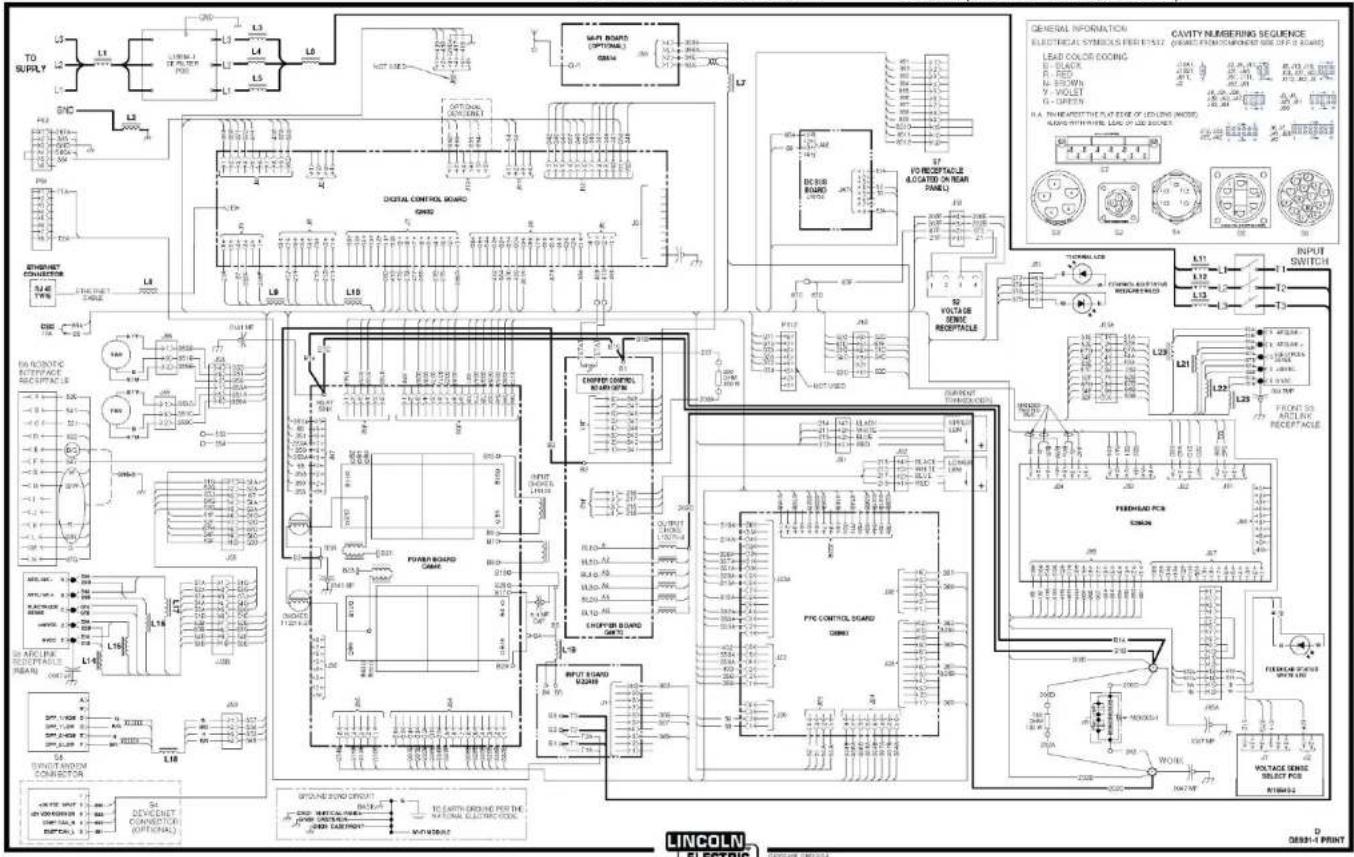
REMARQUE : Ce schéma est à titre indicatif uniquement. Il est possible qu'il ne soit pas précis pour toutes les machines couvertes par ce manuel. Le schéma spécifique à un code en particulier est collé à l'intérieur de la machine sur l'un des panneaux de l'enceinte. Si le schéma est illisible, contactez le département de maintenance pour un remplacement. Indiquez le numéro de code de l'équipement.
POWER WAVE R450 CCC codes (12714, 12849)
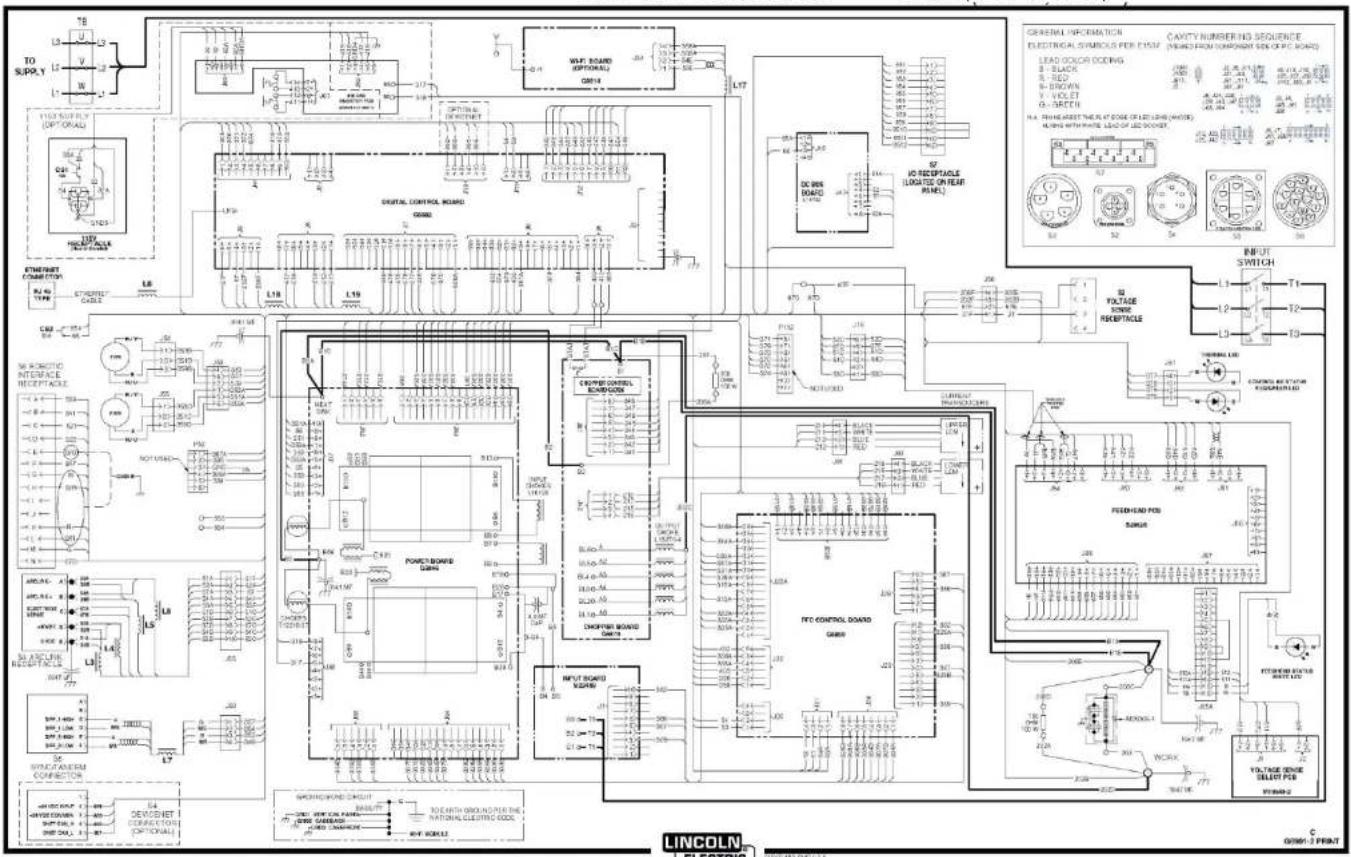
text_image
TO SUPPLY 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 195 200 205 210 215 220 225 230 235 240 245 250 255 260 265 270 275 280 285 290 295 300 305 310 315 320 325 330 335 340 345 350 355 360 365 370 375 380 385 390 395 400 405 410 415 420 425 430 435 440 445 450 455 460 465 470 475 480 485 490 495 500 505 510 515 520 525 530 535 540 545 550 555 560 565 570 575 580 585 590 595 600 605 610 615 620 625 630 635 640 645 650 655 660 665 670 675 680 685 690 695 700 705 710 715 720 725 730 735 740 745 750 755 760 765 770 775 780 785 790 795 800 805 810 815 820 825 830 835 840 845 850 855 860 865 870 875 880 885 890 895 900 905 910 915 920 925 930 935 940 945 950 955 960 965 970 975 980 985 990 995 1000REMARQUE : Ce schéma est à titre indicatif uniquement. Il est possible qu'il ne soit pas précis pour toutes les machines couvertes par ce manuel. Le schéma spécifique à un code en particulier est collé à l'intérieur de la machine sur l'un des panneaux de l'enceinte. Si le schéma est illisible, contactez le département de maintenance pour un remplacement. Indiquez le numéro de code de l'équipement.
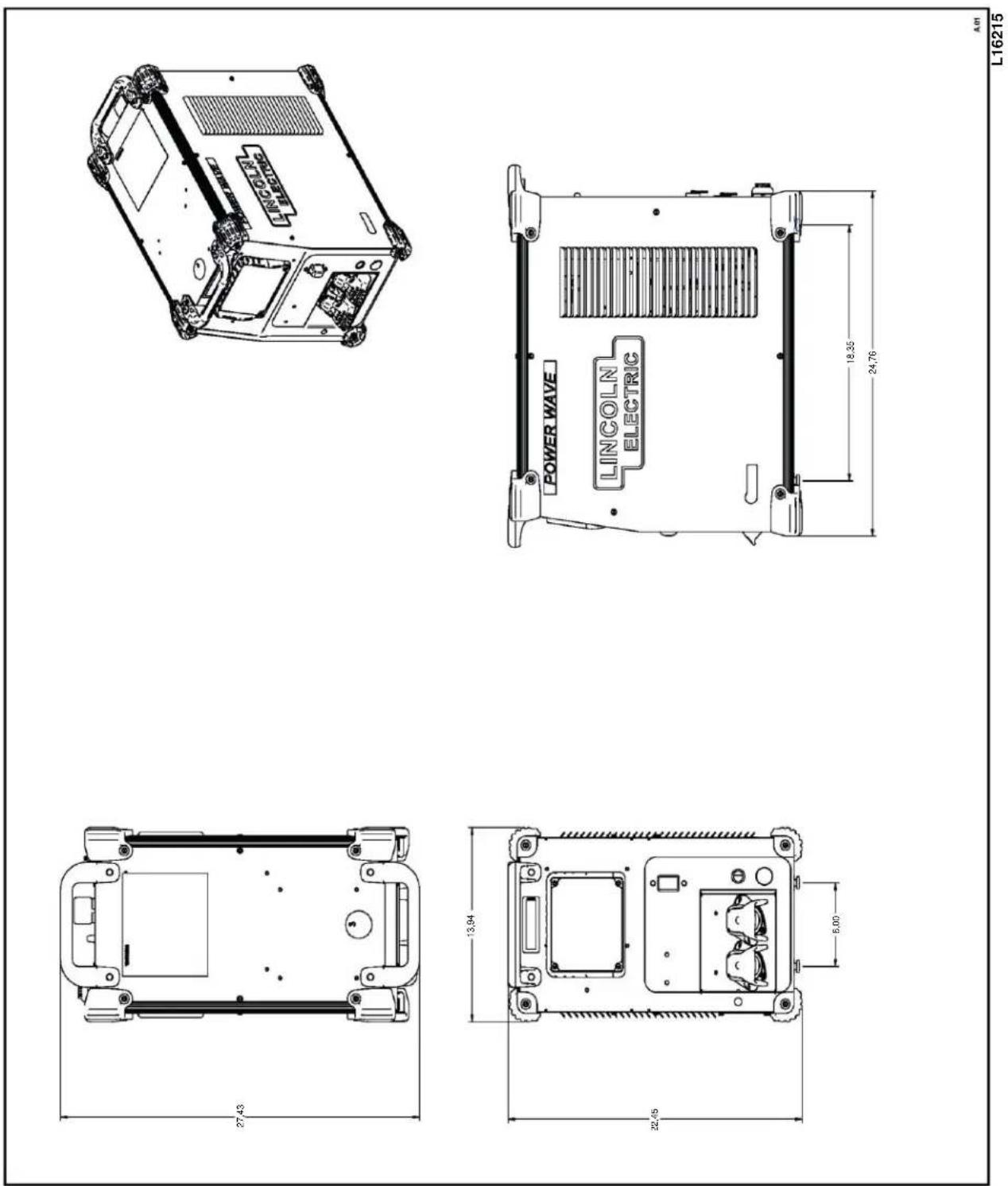
 |  |  |  |
| WARNING | Do not touch electrically live parts or electrode with skin or wet clothing.Insulate yourself from work and ground. | Keep flammable materials away. | Wear eye, ear and body protection. |
| SpanishAVISO DE PRECAUCION | No toque las partes o los electrodos bajo carga con la piel o ropa moja-da.Aislese del trabajo y de la tierra. | Mantenga el material combustible fuera del área de trabajo. | Protéjase los ojos, los oídos y el cuerpo. |
| FrenchATTENTION | Ne laissez ni la peau ni des vête-ments mouillés entrer en contact avec des pièces sous tension.Isolez-vous du travail et de la terre. | Gardez à l'écart de tout matériel inflammable. | Protégez vos yeux, vos oreilles et votre corps. |
| GermanWARNUNG | Berühren Sie keine stromführenden Teile oder Elektroden mit Ihrem Körper oder feuchter Kleidung!Isolieren Sie sich von den Elektroden und dem Erdboden! | Entfernen Sie brennbarres Material! | Tragen Sie Augen-, Ohren- und Kör-perschutz! |
| PortugueseATENÇÃO | Não toque partes elétricas e elec-trodos com a pele ou roupa molha-da.Isole-se da peça e terra. | Mantenha inflamáveis bem guarda-dos. | Use proteção para a vista, ouvido e corpo. |
| Japanese注意事項 | 通電中の電気部品、又は溶材にヒフやぬれた布で触れないこと。施工物やアースから身体が飽餾されている様にして下さい。 | 燃えやすいものの側での溶接作業は絶対にしてはなりません。 | 盲、耳及び身体に保護具をして下さい。 |
| Chinese警告 | 皮肤或濕衣物切勿接觸帶電部件及錦機。使你自己與地面和工件絕緣。 | 把一切易燃物品移離工作場所。 | 佩戴眼、耳及身體勞動保護用具。 |
| Korean위험 | 전도체나 용점봉을 잇은 황グ 또는 피부로 잘대 접촉치 마십시오.오재와 접지를 접촉치 마십시오. | 인화성 물질을 접근 시키지 미세요. | 눈,귀와 몰에 보호장구를 착용하십시오. |
| Arabicتحذير | لا تمسالاجزاء التي يسري فيها التبارالكهرباني أو الالكترود بجلد الجسم aerبالэкلايسMaltheة بالعاء.• ضع عازلا على جسمك خلال العمل. | ضع melody القابلة للاشتعال في مكان بعید. | ضع آدوات وملابس والقية على عينيك وأدنتيکوјجمک. |
READ AND UNDERSTAND THE MANUFACTURER'S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER'S SAFETY PRACTICES.
L'activité de Lincoln Electric est la fabrication et la vente d'équipements de soudage, de systèmes de soudage automatisés, de consommables et d'équipements de découpe de haute qualité. Notre objectif est de répondre aux besoins de nos clients, qui sont des experts dans leur domaine, et de dépasser leurs attentes. Il arrive que des acheteurs demandent à Lincoln Electric des informations ou des renseignements techniques concernant l'utilisation de ses produits. Nos employés répondent aux questions au mieux de leurs capacités, sur la base des informations et des spécifications qui leur sont fournies par les clients et des connaissances qu'ils peuvent avoir sur l'application. Toutefois, nos employés ne sont pas en mesure de vérifier les informations fournies ou d'évaluer les exigences techniques d'un soudage particulier, ni de fournir des conseils techniques en rapport avec une situation ou une application spécifique. En conséquence, Lincoln Electric ne donne aucune garantie et n'assume aucune responsabilité quant à ces informations ou communications. En outre, la mise à disposition de ces informations ou renseignements techniques ne crée, n'étend, ni ne modifie aucune garantie sur nos produits. Toute garantie expresse ou implicite qui pourrait découler des informations ou des renseignements techniques, y compris toute garantie implicite de qualité marchande ou toute garantie d'adéquation à un usage particulier des clients ou toute autre garantie équivalente ou similaire, est spécifiquement déclinée.
Lincoln Electric est un fabricant responsable, mais la définition des spécifications, ainsi que la sélection et l'utilisation des produits spécifiques vendus par Lincoln Electric sont du ressort exclusif du client et restent sous sa seule responsabilité. De nombreuses variables sont hors du contrôle de Lincoln Electric et peuvent affecter les résultats obtenus en appliquant les présentes méthodes de fabrication et exigences de maintenance.
ÉQUIPEMENT DE CONTRÔLE DES FUMÉES DE SOUDURE
Le fonctionnement des équipements de contrôle des fumées de soudage est affecté par divers facteurs, notamment l'utilisation et le positionnement appropriés de l'équipement, l'entretien de l'équipement et le procédé de soudage spécifique et l'application impliquée. Le niveau d'exposition de l'ouvrier doit être vérifié lors de l'installation et périodiquement par la suite pour être certain qu'il est conforme aux limites OSHA PEL et ACGIH TLV.

THE LINCOLN ELECTRIC COMPANY
22801 St.Clair Avenue • Cleveland, Ohio• 44117-1199• États-Unis
Téléphone : +1 216 481 8100 • www.lincolnelectric.com