
WELD-PAK HD - Poste à souder LINCOLN ELECTRIC - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil WELD-PAK HD LINCOLN ELECTRIC au format PDF.

| Type de produit | Poste à souder semi-automatique à fil fourré (FCAW) |
| Marque | Lincoln Electric |
| Modèle | WELD-PAK HD |
| Alimentation électrique | 115 V, 60 Hz, monophasé, 20 A |
| Plage de courant de soudage | 30 à 88 A (c.c.) |
| Facteur de marche | 20 % à 70 A (sur 10 min) |
| Tension à vide maximale | 29 V c.c. |
| Vitesse de dévidage du fil | 0 à 11,5 m/min (à vide) ; 0 à 7,6 m/min (en soudage) |
| Diamètre de fil compatible | 0,9 mm (0,035 pouce) fil fourré Innershield NR-211-MP |
| Épaisseur de soudage recommandée | Acier doux jusqu'à 3,2 mm (1/8 po) |
| Dimensions (H x L x P) | 325 x 224 x 457 mm |
| Poids | 20,9 kg |
| Type de refroidissement | Ventilation forcée avec ventilateur |
| Protection thermique | Thermostat de surchauffe intégré |
| Gaz de protection | Non requis (procédé autoprotégé) |
| Accessoires inclus | Masque à main avec verre filtrant, marteau à piquer, brosse métallique, fil-électrode de démonstration |
| Entretien et nettoyage | Nettoyer régulièrement la buse et le tube contact ; souffler la poussière ; remplacer le tube contact usé |
| Pièces détachées et réparabilité | Liste complète des pièces en fin de manuel ; service après-vente agréé |
| Sécurité | Conforme ANSI Z49.1 ; protection contre chocs électriques, incendie et fumées |
| Utilisation | Bricolage, maintenance légère, réparation automobile |
| Garantie | Contactez le service après-vente Lincoln Electric |
FOIRE AUX QUESTIONS - WELD-PAK HD LINCOLN ELECTRIC
Questions des utilisateurs sur WELD-PAK HD LINCOLN ELECTRIC
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice WELD-PAK HD - LINCOLN ELECTRIC et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil WELD-PAK HD de la marque LINCOLN ELECTRIC.
MODE D'EMPLOI WELD-PAK HD LINCOLN ELECTRIC
Los equipos de corte y soldadura al arco Lincoln han sido Le matériel de soudage et de coupage à l'arc Lincoln est diseñados y construidos teniendo en cuenta su seguridad. conçu et construit en tenant compte de la sécurité. Toutefois, No obstante, ésta se verà incrementada si la instalación sela sécurité en général peut être accrue grâce à une bonne realiza correctamente, y si pone atención en el manejo de installation... et à la plus grande prudence de votre part. NE los mismos. NO INSTALE, UTILICE O REPARE ESTE PAS INSTALLER, UTILISER OU RÉPARER CE MATÉRIEL EQUIPO SIN ANTES HABER LEIDO ESTE MANUAL Y LASSANS AVOIR LU CE MANUEL ET LES MESURES DE MEDIDAS DE SEGURIDAD QUE CONTIENE. Y, lo más SÉCURITÉ QU'IL CONTIENT. Et, par dessus tout, importante, pionse antes de actuar, y tenga mucho cuidado refléchissez avant d'agir et exercez la plus grande prudence.
TABLE OF CONTENTS
Safety 2
Fiche technique ......A-1
Installation A-2
Fonctionnement......B-1
Apprentissage du soudage......B-11
Accessoires....C-1
Entretien.....D-1
Dépannage ......E-1
Schéma de câblage....F-1
Pièces....F-2
LINCOLN®
ELECTRIC
Prendre connaissance des caractéristiques de sécurité suivantes. Pour obtenir des renseignements supplémentaires sur la sécurité, on recommande vivement d'acheter un exemplaire de la norme Z491 de l'ANSI auprès de l'American Welding Society, P.O. Box 351040, Miami, Florida 33135 ou la norme CSA W117.2-1974. On peut se procurer un exemplaire gratuit du livret "Arc Welding Safety" E205 auprès de la société Lincoln Electric, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
S'ASSURER QUE LES ÉTAPES D'INSTALLATION, D'UTILISATION, D'ENTRETIEN ET DE RÉPARATION NE SONT CONFIÉES QU'À DES PERSONNES QUALIFIÉES.

Matériel ÉLECTRIQUE.
1.a. Couper l'alimentation d'entrée en utilisant le disjoncteur à la boîte de fusibles avant de vailler sur le matériel.
ra-
1.b. Installer le matériel conformément au Code canadien de l'électricité, à tous les codes locaux et aux recommandations du fabricant.
1.c. Mettre à la terre le matériel conformément au Code canadien de l'électricité et aux recommandations du fabricant.

LE RAYÖNNEMENT DE L'ARC peut brûler.
2.a. Utiliser un masque à serre-tête avec oculaire filtrant adéquat et protège-oculaire pour se protéger les yeux contre les étincelles et le rayonnement de
l'arc quand on soude ou quand on observe l'arc de soudage. Le masque à serre-tête et les oculaires filtrants doivent être conformes aux normes ANSI Z87.1.
2.b. Utiliser des vêtements adéquats en tissu ignifugé pour se protéger ainsi que les aides contre le rayonnement de l'arc.
2.c. Protéger les autres employés à proximité en utilisant des paravents ininflammables convenables ou les avertir de ne pas regarder l'arc ou de s'exposer au rayonnement de l'arc ou aux projections ou au métal chaud.
SAFETY SEGURIDAD SÉCURITÉ

ELECTRIC AND MAGNETIC FIELDS may be dangerous
LES CHAMPS ÉLECTROMAGNÉTIQUES peuvent être dangereux
3.a. Le courant électrique qui circule dans les conducteurs crée des champs électromagnétiques locaux. Le courant de soudage crée des champs électromagnétiques autour des câbles et des machines de soudage.
3.b. Les champs électromagnétiques peuvent créer des interférences pour les stimulateurs cardiaques, et les soudeurs qui portent un stimulateur cardiaque devraient consulter leur médecin avant d'entreprendre le soudage.
3.c. L'exposition aux champs électromagnétiques lors du soudage peut avoir d'autres effets sur la santé que l'on ne connaît pas encore.
3.d. Les soudeurs devraient suivre les consignes suivantes afin de réduire au minimum l'exposition aux champs électromagnétiques du circuit de soudage :
3.d.1. Regrouper les câbles d'électrode et de retour. Les fixer s possible avec du ruban adhésif.
3.d.2. Ne jamais entourer le câble électrode autour du corps.
3.d.3. Ne pas se tenir entre les câbles d'électrode et de retour. Si le câble d'électrode se trouve à droite, le câble de retour doit également se trouver à droite.
3.d.4. Connecter le câble de retour à la pièce le plus près possible de la zone de soudage.
3.d.5. Ne pas travailler juste à côté de la source de courant de soudage.
SAFETY SEGURIDAD SÉCURITÉ

LES ÉTINCELLES DE SOUDAGE peuvent provoquer un incendie ou une explosion.
4.a. Enlever les matières inflammables de la zone de soudage. Si ce n'est pas possifie, les recouvrir pour empêcher que les étincelles de soudage ne les atteignent. Les étincelles et projections de soudage peuvent facilement simifliter dans les petites fissures ou ouvertures des zones environnantes. Évier de soudar près des conduites hydrauliques. On doit toujours avoir un extincteur à portée de la main.
4.b. Quand on doit utiliser des gaz comprimés sur les lieux de travail, on doit prendre des précautions spéciales pour éviter les dangers. Voir la norme ANSI Z49.1 et les consignes d'utilisation relatives au matériel.
4.c. Quand on ne soude pas, s'assurer qu'aucune partie du circuit de l'électrode ne touche la pièce ou la terre. Un contact accidentel peut produire une su chauffe et créer un risque d'incendie.
4.d. Ne pas chauffer, couper ou souder des réservoirs, des fôts ou des contenants sans avoir pris les mesures qui s'imposent pour s'assurer que ces opérations ne produiront pas des vapeurs infammaclés ou toxiques provenant des substances à l'intérieur. Elles peuvent provoquer une explosion même si elles ont été "nettoyées". Pour plus d'informations, se procurer le document AWS F4.1 de l'American Welding Society (voir l'adresse ci-avant).
4.e. Mettre à l'air libre les pièces mouliées creuses ou les contenants avant de souder, de coupar ou de chauffer. Elles peuvent exploser.
4.1. Les étincellés et les projections sont expulsées de l'arc des soudage. Porter des vêtements de protection exemtés d'huille comme des gants en cuir, une chemise épaisse, un pantailon sans revers, des chaussures montantes en un casque ou autre pour se protéger les cheveux. Utiliser des bouche-oreilles quand on scoule hors position ou dans des escaces clos. Toujours portant des lunettes de sécurité avec écrans latéraux quand on se trouve dans la zone de soudage.
4.g. Connecter le câble de retour à la pièce le plus près possible de la zone de soudage. Si les câbles de retour sont connectés à la charpente du bâtiment ou à d'autres endroits éloignés de la zone de soudage cela augmente le risque que le courant de soudage passe dans les chaînes de levage, les câbles de grue ou autres circuits auxiliaires. Cela peut créer un risque d'incendie ou surchauffer les chaînes de levage ou les câbles et entraîner leur décaillance.
4.h. Lire et appliquer la Norme NFPA 51B "pour la Prévention des Incendes Pendant le Soudage, le Coupage et d'Autres Travaux Implicuant de la Chaleur", disponible auprès de NFPA. 1 Batterymarch Park, PO Box 9101, Quincy, Ma 022690-9101.
4.i. Ne pas utiliser de source de puissance de soudage pour le dégel des tuyauteries.
Janvier '07

LES CHOCS ÉLECTRIQUES peuvent être mortels.
5.a. Les circuits de l'électrode et de retour (ou masse) sont sous tension quand la source de courant est en marche. Ne pas toucher ces piè
- Sous tension les mains nues ou si l'on porte des vêtements mouillés. Porter des gants isolants secs et ne comportant pas de trous.
25.b. S'Isoler de la pièce et de la terre en utilisant un moyen d'isolation sec. S'assurer que l'isolation est de dimensions suffisantes pour couvrir entièrement la zone de contact physique avec la pièce et la terre.
En plus des consignes de sécurité normales, si l'on doit effectuer le soudage dans des conditions dangereuses au point de vue électrique (dans les endroits humides ou si l'on porte des vêtements mouilles; sur les constructions métalliques comme les sols, les grilles ou les échafaudages; dans une mauvaise position par exemple assis, à genoux ou couché, il y a un risque élevé de contact Inévitable ou accidentel avec la pièce ou la terre) utiliser le matériel suivant :
- Source de courant (fil) à tension constante c.c. semi-automatique.
- Source de courant (électrode enrobée) manuelle c.c.
- Source de courant c.a. à tension réduite.
5.c. En soudage semi-automatique ou automatique, le fil, le dévidoir, la tête de soudage, la buse ou le pistolet de soudage semi-automatique sont également sous tension.
5.d. Toujours s'assurer que le câble de retour est bien connecté au métal soudé. Le point de connexion devrait être le plus près possible de la zone soudée.
5.e. Raccorder la pièce ou le métal à souder à une bonne prise de terre.
5.f. Tenir le porte-électrode, le connecteur de pièce, le câble de soudage et l'appareil de soudage dans un bon état de fonctionnement. Remplacer l'isolation endommagée.
5.g. Ne jamais tremper l'électrode dans l'eau pour la refroidir.
5.h. Ne jamais toucher simultanément les pièces sous tension des porte-électrodes connectés à deux sources de courant de soudage parce que la tension entre les deux peut correspondre à la tension à vide totale des deux appareils.
5.I. Quand on travaille au-dessus du niveau du sol, utiliser une ceinture de sécurité pour se protéger contre les chutes en cas de choc.
5.j. Voir également les points 4.c. et 1.

LES FUMÉES ET LES GAZ peuvent être dangereux.
6.a. Le soudage peut produire des fumées et des gaz dangereux pour la santé. Éviter d'inhaler ces fumées et ces gaz. Quand on soude, tenir la tête à l'extérieur des fumées. Utiliser un système de ventilation ou d'évacuation suffisant au niveau de l'arc pour évacuer les fumées et les gaz de la zone de travail. Quard on soude avec des électrodes qui nécessitent une ventilation spéciale comme les électrodes en acier inoxydable ou pour revêtement our (voir les directives sur le contenant ou la fiche signalétique) ou quand on soude de l'acier au plomb ou cadmié ainsi que d'autres métaux ou revêtements qui produisent des fumées très toxiques, limiter le plus possible l'exposition et au-dessous des valeurs limites d'exposition (TLV) en utilisant une ventilation mécanique ou par aspiration à la source. Dans les espaces clos ou dans certains cas à l'extérieur, un appareil respiratoire peut être nécessaire. Des précautions supplémentaires sont également nécessaires quand on soude sur l'acier galvanisé.
6.b. Le fonctionnement de l'appareil de contrôle des vapeurs de soudage est affecté par plusieurs facours y compris l'utilisation et le positionnement corrects de l'appareil, son entretien ainsi que la procédure de soudage et l'application concernées. Le niveau d'exposition aux limites décrites par OSHA PEL et ACGIH TLV pour les ouvriers doit être vérifié au moment de l'installation et de façon périodique par la suite aîn d'avoir la certitude qu'il se trouve dans l'intervalle en vigueur.
6.c. Ne pas souder dans les endroits à proximité des vapeurs d'hydrocarbures chlorés provenant des opérations de dégraissage, de nettoyage ou de pulvérisation. La chaleur et le rayonnement de l'arc peuvent réagir avec les vapeurs de solvant pour former du phosgène, gaz très toxique, et d'autres produits irritants.
6.d. Les gaz de protection utilisés pour le soudage à l'arc peuvent chasser l'air et provoquer des blessures graves voire mortelles. Toujours utiliser une ventilation suffisante, spécialement dans les espaces clos pour s'assurer que l'air inhalé ne présente pas de danger.
6.e Prendre connaissance des directives du fabricant relativement à ce matériel et aux produits d'apport utilisés, et notamment des fiches signalétiques (FS), et suivre les consignes de sécurité de l'employeur. Demander les fiches signalétiques au vendeur ou au fabricant des produits de soudage.
AOÛT 06

LES BOUTEILLES peuvent exploser si elles sont endommagées.
7.a. N'utiliser que des bouteilles de gaz comprimé contenant le gaz de protection convenant pour le procédé utilisé ainsi que des détendeurs en bon état conçus pour les gaz et la pression utilisés. Choisir les tuyaux souples, raccords, etc. en fonction de l'application et les tenir en bon état.
7.b. Toujours tenir les bouteilles droites, bien fixées par une chaîne à un chariot ou à support fixe.
7.c. On doit placer les bouteilles :
- Loin des endroits où elles peuvent être frappées ou endommagées.
- À une distance de sécurité des opérations de soudage à l'arc ou de coupage et de toute autre source de chaleur, d'étincelles ou de flammes.
7.d. Ne jamais laisser l'électrode, le porte-électrode ou toute autre pièce sous tension toucher une bouteille.
7.e. Éloigner la tête et le visage de la sortie du robinet de la bouteille quand on l'ouvre.
7.1. Les bouchons de protection des robinets doivent toujours être en place et serrés à la main sauf quand la bouteille est utilisée ou raccordée en vue de son utilisation.
7.g. Lire et suivre les instructions sur les bouteilles de gaz comprimé, et le matériel associé, ainsi que la publication P-1 de la CGA que l'on peut se procurer auprès de la Compressed Gas Association, 1235 Jefferson Davis Highway, Arlington, VA22202.
AVERTISSEMENT
Cet avis apparaît quand on doit suivre scrupuleusement les informations pour éviter les blessures graves voire mortelles.
ATTENTION
Cet avis apparaît quand on doit suivre les informations pour éviter les blessures légères ou les dommages du matériel.
TECHNICAL SPECIFICATIONS ESPECIFICACIONES TÉCNICAS
INPUT – SINGLE PHASE ONLY
| Tension/fréquence115 V/60 Hz | Courant d'entrée20 A - sortie nominale |
SORTIE NOMINALE
| Facteur de marche | Intensité (A) | Tension (V) |
| 20% | 70 | 17 |
PLAGE DE SORTIE
| Plage de courant de soudage |
| Sortie nominale c.c.: 30-88 A |
| Tension à vide maximale (V) |
| 29V |
| Plage de vitesse de dévidage |
| aucun chargement 0 - 450 po/min(0 - 11,5 m/min) |
| tout en soudant 0-300 po/min(0-7,6 m/min.) |
ENCOMBREMENT
| Hauteur | Largeur | Profondeur | Masse |
| 12.8 po | 8,8 po 18 po | 46 lb | |
| 325 mm | 224 mm | 457 mm | 20,9 kg |
CÂBLE D'ENTRÉE RECOMMANDÉ ET POUVOIR DE COUPURE DES FUSIBLES À LA SORTIE NOMINALE
| Pouvoir de coupure | Intensité d'entrée (A) | Cordon d'allimentation |
| 20 A | 20 | 15 A, 125 VFiche à 3 broches(NEMA, Type 5-15P) |
| Cordon prolongateur | |
| Jusqu'à 25 pi (7,6 mm) : Trois conducteurs n° 14 AWG(2,1 mm) ou plus | |
| Jusqu'à 50 pi (15,2 mm) : Trois conducteurs n° 12 AWG(3,3 mm) ou plus |
INSTALLATION
INSTALACIÓN
INSTALLATION
IDENTIFY AND LOCATE COMPONENTS
If you have not already done so, unpack the WELD-PAK HDi aún no lo ha hecho, desempaque la WELD-PAK HD y from its carton and remove all packing material around the retire todo el material de empaque. Saque de la caja los WELD-PAK HD. Remove the following loose items from the siguientes componentes sueltos: carton):
Si ce n'est pas déjà fait, déballer la WELD-PAK HD de son carton et enlever l'emballage qui l'entoure. Enlever les articles individuels du carton:
Weld-Pak HD avec la bride de travail, le pistolet et le câble attached.


Traitement différé de démarreur de wire( de noyau de flux du 035 (0.9mm) NR211-MP

Marteau d'ébrèchement et brush
Masque à main avec verre filtrant et oculaire.
Voir la section Accessoires de ce manuel qui donne les articles en option et les accessoires en stock.
INSTALLATION
INSTALACIÓN
INSTALLATION
SELECT SUITABLE LOCATION
Placer l'appareil sur une surface stable et plane ou sur l'un des supports recommandés. La machine peut se renverser si ces précautions ne sont pas prises. Pour réduire les risques de surchauffe, placez l'appareil dans un endroit sec au dir pur circule librement. Ne pas monter sur des surfaces
EMPILAGE
oque Les machines ne peuvent pas être empilées.
CONNEXIONS D'ENTRÉE
(FIGURE A.4)
Las
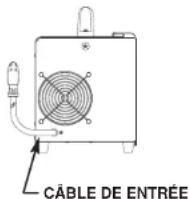
Voir Figure A.4
La machine a une connexion d'entrée prévue pour le câble d'alimentation qui se trouve à l'arrière de la machine.
EMIGENCES DU CODE RELATIVES AUX CONNEXIONS D'ENTRÉE
ADVERTENCIA
Cette machine de soudage doit être connectée à une source d'alimentation conformément aux codes de l'électricité applicables.
Le code d'électricité national des États-Unis (article 630-B, édition 1990) donne les normes relatives à l'intensité des conducteurs d'alimentation selon le facteur de marche de la source de courant.
S'il y a des questions sur la conformité de l'installation aux exigences du code de l'électricité applicables, consulter un électronien qualifié.
ATTENTION
Ne pas connecter la machine à une source d'alimentation d'entrée ayant une tension nominale supérieure à 125円.
Ne pas enlever la broche de terre du cordon d'alimentation.
A-3
N o
Si se requiere un cable de extensión, utilise uno que tengas. Si vous avez besoin d'un cordon prolongateur, veuillez utilisé capacidad nominal para la aplicación y que sea conductor #14 AWG (2,1 mm²) o mayor. Las longitudes máximas AWG(2,1 mm²) ou plus. La longueur maximale recom-recomendadas son de 25 pies (7,5 m) si se usa #14 AWG mandée est de 25 pi (7,5 m) pour un cordon n° 14 AWG (2,1 (2,1 mm²) y 50 pies (15 m) si se usa #12 AWG (3,3 mm²) et de 50 pi (15 m) pour un cordon n°12 AWG (3,3 mm²).
OPERATION
Lire cette section au complet avant d'utiliser la Machines.
MESURES DE SÉCURITÉ
AVERTISSEMENT

LES CHOCS ÉLECTRIQUES peuvent être mortels.
- Ne pas toucher les pièces sous tension ou l'électrode les mains nues ou si l'on porte des vêtements humides. S'isoler de la pièce à souder et de la terre.
- Toujours porter des gants Isolants secs.

LES FUMÉES ET LES GAZ peuvent être dangereux.
• Tenir la tête en dehors des fumées.
- Utiliser un système de ventilation ou d'évacuation pour évacuer les fumées de la zone de travail.

LES ÉTINCELLES DE SOUDAGE peuvent provoquer un incendie ou une explosion.
- Éloigner les matières inflammables.
- Ne pas souder sur des contenants fermés.

LE RAYONNEMENT DE L'ARC peut brûler les yeux et la peau.
- Porter un dispositif de protection des yeux, des oreilles et du corps.
Observer toutes les consignes de sécurité données dans ce manuel.
DESCRIPTION GÉNÉRALE
Cet appareil est une soudeuse à l'arc à source de courant à tension constante c.c. semi-automatique. Elle est composée d'un transformateur monophasé à tension constante, d'un redresseur sec et d'un moteur à almants permanents à courant continu pour l'entraînement du fil et le soudage à l'arc avec fil fourré.
La machine est avant tout prévue pour des personnes ayant accès à un courant d'entrée c.a. de 115V et qui recherchent la commodité d'usage, la qualité et la possibilité d'utiliser le procédé de soudage à l'arc Innershield (soudage à l'arc avec fil fourré sans protection de gaz). La machine pourra porter des bobines de fil pouvant peser jusqu'à deux livres (1 kg).
OPERATION
OPERACION
FONCTIONNEMENT
La machine peut être utilisée pour souder des aciers au carbone et faiblement alliés au moyen du soudage à l'arc avec fil fourré Innershield.
COMMANDES OPÉRATIONNELLES
La machine est équipée des commandes standard suivantes:
- Interrupteur de courant MARCHE (« ON »)/ARRÊT (« OFF »)
• Bouton Gamme thermique - Bouton avec les positions 1et 2 pour le réglage fin de la chaleur
• Réglage de la vitesse de déroulement du fil
SPÉCIFICATIONS TECHNIQUES
- Fonctionne avec une entrée de courant de 115V – pas besoin de câblage spécial.
• Contrôle de sortie - Protection contre les surintensités – comprend un thermostat protégeant la soudeuse de la surchauffe pouvant provenir d'un mauvais fonctionnement ou d'un usage excessif.
- Moteur à aimants permanents pour dévider le fil.
- Commandes faciles à utiliser pour le réglage de la tension d'arc et de la vitesse de déroulement du fil.
- Le bras de pression servant à régler le déroulement du fil est facilement réglable au moyen d'une vis à desserrage manuel.
• Galet d'entraînement réversible, à chanfrein double. - Peut contenir des bobines de fils pesant jusqu'à 2 livres (1 kg).
Pas besoin de gaz de protection externe.
CAPACITÉ DE SOUDAGE
La machine fonctionne à 70A, 17V, et à 20% de facteur de marche calculé sur une base de 10 minutes. Elle peut travailler à des courants de sortie plus élevés si les facteurs de marche sont plus bas.
LIMITATIONS
Il est recommandé d'utiliser la machine pour souder avec de l'acier doux qui ait une épaisseur allant jusqu'à 1/8 po.
OPERATION
- Interrupteur de courant MARCHE (« ON »):ARRÊT (« OFF ») – Quand l'interrupteur de courant se trouve en position MARCHE, la sortie du courant de soudage et le système d'entraînement du fil sont activés au moment d'appuyer sur la gâchette de la torche.
- Bouton pour le réglage de la gamme thermique avec les positions Haut/Bas - Un commutateur à bascule permet de régler la tension du courant de sortie sur Haut ou sur Bas.
- Interrupteur pour le réglage fin de la chaleur avec les positions 1 - 2 - Permet de régler avec plus de précision la tension une fois que celle-ci a été sélectionnée par l'interrupteur Haut/Bas.
- Réglage de la vitesse de déroulement – Contrôle la vitesse de déroulement du fil.
OPÉRATIONS DE SOUDAGE
L'électrode recommandée pour le procédé de soudage à l'arc avec fil fourré est une électrode Innershield Lincoln NR-211-MP de 0,035 po (0,9 mm) de diamètre montée sur des bobines de 2 livres (0,9 kg).
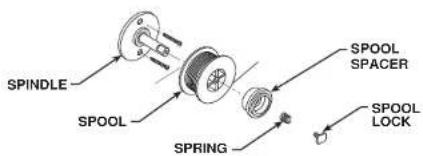
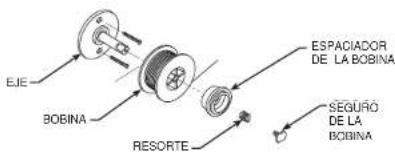
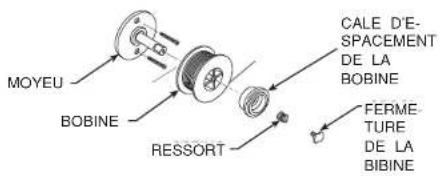
SÉQUENCE DES OPÉRATIONS CHARGEMENT ET INSTALLATION DU FIL
Voir Figure B.2.
Couper l'alimentation d'entrée avant d'ouvrir le compartiment, où se trouve le système d'entraînement du fil. Assurez-vous que le diamètre et le type de fil utilisé conviennent au galet d'entraînement du fil et au tube contact de la torche.
Id. Enfoncez le rouleau sur le moyeu de manière à ce que le fil se trouve en bas du rouleau et dirigé vers le galet d'entraînement.
2. Rabattre la cale d'espacement de la bobine sur le moyeu, contre la bobine.
OPERATION
OPERACIÓN
FONCTIONNEMENT
- Glisser le ressort sur la bobine, puis appuyer sur la fermeture de la bobine en la tournant dans le sens des aiguilles d'une montre afin de bloquer la bobine sur le moyeu.
FIGUREB.2
text_image
SPINDLE SPOOL SPRING SPOOL SPACER SPOOL LOCKFigura B.2
text_image
EJE BOBINA RESORTE ESPACIADOR DE LA BOBINA SEGÚRO DE LA BOBINAFigure B.2
text_image
MOYEU BOBINE RESSORT CALE D'E- SPACEMENT DE LA BOBINE FERME- TURE DE LA BIBINEtext_image
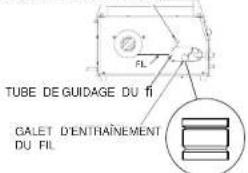
Vis à desserrage manuel avec ressort Tuce de guidage de l'entrée du fil Eralement duil Galet d'entraînement inférieur- Relâcher la vis à ressort et tourner le bras de rouleau mobile en l'éloignant du galet d'entraînement du fil. Vérifiez que la grandeur indiquée au stencil sur le côté du galet d'entraînement qui vous fait face corresponde à la grandeur de fil utilisée.
- Séparer avec soin l'extrémité du fil de la bobine. Maintenez le fil tendu afin d'empêcher que la bobine ne s'enroule et ne le relâcher qu'une fois que le point 8 est terminé.
- Couper la partie du fil qui est pliée et redresser les premiers 4 po (100 mm) du fil.
- Passer le fil à travers le tube de guidage du fil, au-dessus du galet d'entraînement et dans la gaine de la torche.
- Fermer le bras de rouleau mobile et baisser la vis à desserrage manuel jusqu'à ce que le galet-guide appuie fermement sur le fil. (Maintenant vous pouvez relâcher le fil à souder). Vérifier que le fil se trouve sur le chanfrein du galet d'entraînement inférieur.
OPERATION
OPERACIÓN
FONCTIONNEMENT
-
Quite la boquilla y la punta de contacto de la pistola.
-
Encienda la máquina en ON ("I").
-
Enderece el ensamble del cable de la pistola.
-
Oprima el gatillo de la pistola y alimente el alambre de 11. soldadura a través de la pistola y el cable. (Apunte la pistola lejos de usted y otros mientras alimenta el alam 12. bre). Suelte el gatillo de la pistola después de que 13. aparezca el alambre en el extremo de la pistola.
-
Apague la máquina.
-
Reemplace la boquilla y la punta de contacto. Vea la Figura B-4. Corte el alambre por completo, de manera que sobresalgan de 3/8"a 5/8" (10 - 15 mm) del extremo de la punta.
-
Encienda la máquina. La máquina ahora está lista para soldar.
-
La vis à ressort qui se trouve sur le bras du rouleau mobile permet de régler la pression sur le fil. Régler la pression en tournant la vis afin d'empêcher un déroulement trop rapide de la bobne, tout en permettant un entraînement du fil facile et sans accrocs. Commencer par régler la pression à un stade intermédiaire. Puis ajuster si cela est nécessaire. Si le dévidoir glisse pendant l'entraînement du fil, augmenter la pression jusqu'à ce que l'entraînement du fil se fasse sans problèmes.
AVERTISSEMENT
* Au moment d'installer le fil à souder à travers la torche, le dévidoir, le boîtier de connexion de la torche et le tube contact de la torche sont toujours reliés à la pièce de travail et à la terre.
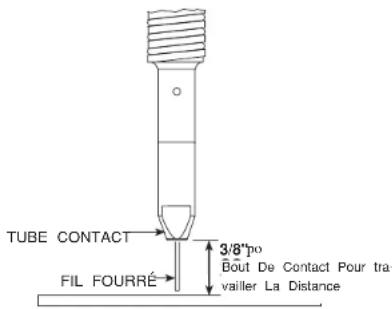
FIGURE B.4 - SORTIE DU FIL
text_image
TUBE CONTACT 3/8"po Bout De Contact Pour travailler La Distance FIL FOURRÉ- Retirer la buse et le tube contact de la torche.
- Enclencher la machine en mettant l'interrupteur sur « ON » (« I »).
- Tendre le câble de la torche.
- Appuyer sur l'interrupteur de la gâchette de la torche et entraîner le fil à souder à travers la torche et le câble. (Maintenir la torche le plus loin possible de vous-même et des autres pendant que vous introduisez le fil).
- Éteindre la machine.
- Replacer la buse et le tube contact de la torche. Voir Figure B.4. Couper le fil de manière à ce que le fil dépasse l'extrémité de la torche sur une longueur de 3/8 à 5/8 po (1-15 mm).
- Allumer la machine. La machine est à présent prête pour souder.
MAKING A WELD
LURE le chapitre APPRENTISSAGE DU SOUDAGE de ce manuel avant de réaliser votre première soudure. Voir également le Tableau B.1 et les Instructions situées sur la partie intérieure de la porte du compartiment du dévidoir de votre machine pour des informations sur l'installation de la machine, les produits d'apport à utiliser et un guide rapide pour le soudage.
- Choisir un fil à souder et l'installer. N'utiliser que du fil de la marque Lincoln Electric. La qualité du fil est essentielle pour réussir une soudure.
-
Installer le galet d'entraînement, le tube de contact et la buse de la torche.
-
Voir Figure B.5. Connecter le connecteur de pièce à la pièce à travailler. La pièce à travailler doit également être mise à terre, ainsi qu'il est indiqué dans les Mesures de sécurité au début de ce manuel.
- En vous basant sur l'épaisseur de la pièce à travailler, utiliser le graphique ci-dessous (ou les Instructions situées sur la porte du dévidoir) pour régler la vitesse d'entraînement et la gamme thermique.
- Selon le type de joint et la position de soudage désirés, placer la torche sur le joint à la bonne inclinaison. Voir le chapitre APPRENTISSAGE DU SOUDAGE de ce manuel.
- Au moment où vous allez commencer à souder, portez le masque à main devant les yeux pour les protéger et appuyez sur la gâchette.
- Pendant le soudage, travailler à une vitesse constante et faire en sorte que la longueur de l'électrode se maintienne à 3/8 po. Sulvre la bonne direction de travail pour le type de joint et la position de soudage que vous avez choisis, ainsi qu'il est indiqué dans le chapitre APPRENTISSAGE DU SOUDAGE de ce manuel.
- Pour arrêter de souder, relâcher la gâchette de la torche.
- Quand vous avez terminé de souder, ételgnez la machine.
OPERATION OPERACIÓN FONCTIONNEMENT
Le Tableau B.1 est sur la porte intérieure de cas de cette machine pour la référence rapide de la soudure procé- dures.
TABLE B.1
| FCAW -Sans Gaz (Noyau de Flux) | |||||
| Fil Soudure | 0.35 Lincoln NR 211-PM (Fil au Noyau Innershield) | ||||
| Bout de Contact | .035 (0.9mm) — Nombre de Component Lincoln KH712 | ||||
| Entra nement du fil | Rainure Cannel e de 0.9mm — Nombre de Component Lincoln KP2243-035 | ||||
| Chargement Du Fil | Rappelez vous: Enlevez le bout de contact avant de charger le fil.Gardez la tension sur le fil pour viter son d roulement | ||||
| 1. Coupez la partie courbe du fil et redresseur le des premi ris 4" pour l'alimentation des rouleaux [info] et des pistolets.2. L'chez le bras pression avec ressort et taites tourner le Bras Libre du Rouleau lon du Cyinère Moteur3. Enfiez le fil a travers du tube guide, sur le cylindre moteur et dans la garniture du pistolet. Fernez le bras du CyindreMoteur. | |||||
| Chargement Du Fil | Les param tres de la Visesse d'Alimentation du Fil (WFS) dans la table ci-dessous se fondant sur le param trede l'amplitude moyenne de tension du fil. La tension peut tre chang e au cas o l'amification de l'alimentationdu fil soit nec issaire; toutesfois, on peut ajuster le param tre de la WFS partir des valeurs de la table ci-dessous. | ||||
| Proposition deParam tresPour LeSoudage | Grosseur de l'Acier | Vitesse d'Alimentation du Fil | Gamme de Chaleur | ||
| 18 Ga Steel | 9 Bas- 1 | ||||
| 16 Ga Steel | 9 | Bas- 2 | |||
| 14 Ga Steel | 9 | lev e - 1 | |||
| 12 Ga Steel 9 | lev e - 2 | ||||
| 1/8" Steel | 9 | lev e - 2 | |||
| Consejos de Ayuda | Il faut souder avec un Rythme ConstantNe pas permettre lisser l'arc, ni en avant ni en arri re ou dans les deux sensEnlevez le M chefer avec le Ciseieur pour l'exposition de la soudurePour les Joints Horizontales de Soudure, rappelez vous: "Tirer en cas de trouver du M chefer"Voir la Guide de "D pannage d'une Soudure de Mauvaise Qualit * | ||||
| La Direction de SoudureEt l'Anglo duPistolet enr'lation laDirection deSouduro | Horizontal: "Tirer" de lacor | Verla : "Tirer"  | |||
 | |||||
| Angles cu pistoletConvenablesaux Types deJoint Communde Soudure | Soudure d'angis | Soy | Soudure clin | ||
 |  |  | |||
| Saillie lectrique | Pendant la soudure, gardez un lectrodesaillie de 3/8"  | ||||
| LISTE DES PIÕCES | |
| Employez les pi ces v ritables pour obtenir la meilleure ex cution | |
| Bout de Contact (.035") | KH712 (.035" / 0.9 mm) |
| Entra nement du fil | KP2243-035 |
| Buse du pistolet | M16294 |
| Alambre FCAW | Lincoln .035 NR-211-MP |
| GAUCHE G3364 | |
| FILTRE G3364-C | |
| GOUTTE CLAIRE G3364-D | |
AVERTISSEMENT
- L empiol de cet appareil dans des matériaux encore plus pals aux ceux recommand s, peut avoir comme cons quence une soudure de mauvalse qualit. Les soudures peuvent avoir une bonne apparence, mais il est possible qu elles 'reslent' par-dessus la plaque. On appelle cela 'Moulage Frolo' et le r suitat sera la fallite de la soudure
AVERTISSEMENT
- Quand la source d'nergie est allum e et le g chette du pistolet n est pas tlr, alors les ruoleaux moteur, la bobine au fil et l'lectrode sont lectriquement chauds
OPERATION
OPERACIÓN
FONCTIONNEMENT
Limpie la punta de contacto y la boquilla para evitar que el arco tienda un puente entre ellos. Puentear puede dar com resultado una boquilla en corto, soldaduras deficientes y una pistola sobrecalentada. Consejo: Spray anti-adherente o gel, disponible con su distribuidor de consumibles de soldadura, el caul puede reducir la acumulación y ayudar en la remoción de salpicaduras. Nettoyer le tube de contact et la buse afin d'éviter que l'arc basse de l'un à l'autre. Un pontage peut provoquer le raccourcissement de la buse, de mauvaises soudures et la surchauffe de la torche. Un conseil : utiliser un spray ou un gel anti-collant, disponible chez n'importe quel distributeur de matériel pour le soudage, afin de réduire la surépaisseur et d'aider à retirer les projections de soudage.
PROTECTION CONTRE LA SURCHAUFFE La machine a un facteur de marche maximum de 20%. Si le facteur de marche est dépassé, un dispositif thermostatique éteindra la machine jusqu'à ce que celle-ci retrouve une température normale. Cette fonction est une fonction automatique de la machine dans laquelle l'usager n'a pas besoin d'intervenir.
LEARNING TO WELD
APRENDIENDO A SOLDAR
APPRENTISSAGE DU SOUDAGE
LEARNING TO WELD
Personne ne peut apprendre à souder seulement en lisant des livres sur le soudage. On n'acquiert la compétence technique qu'avec la pratique. Les pages suivantes aideront le soudeur inexpérimenté à comprendre le soudage et à acquénir de l'expérience. Pour de plus amples renseignements, commander un exemplaire du manuel New Lessons in Arc Welding (voir à la fin du manuel).
THE ARC-WELDING CIRCUIT
Les connaissances de l'opérateur en matière de soudage à l'arc ne doivent pas se borner à l'arc lui-même. Il doit savoir comment maitriser l'arc et ceci implique une connaissance du circuit de soudage et du matériel qui fournit le courant électrique de l'arc. La figure B.5 est un schéma du circuit de soudage d'une machine de soudage type. Le circuit de soudage débute au point de connexion du câble du pistolet à la machine de soudage. Le courant circule dans le câble du pistolet, dans le pistolet, dans le tube contact, dans le fil et dans l'arc. Du côté pièce de l'arc, le courant circule dans le métal de base, dans le câble de retour jusqu'à la machine. Ce circuit doit être complet pour que le courant puisse s'écouler.
Le circuit de soudage de cette machine a une tension de 29V c.c. maximum. Cette tension est très basse et n'est présente qu'è quand on appuie sur la gâchette du pistolet.
Pour pouvoir souder, le connecteur de pièce doit être formement connecté au métal de base propre. Enlever s'il y a lieu la peinture, la rouille, la saleté ou l'huile afin d'obtenir un bon contact. Raccorder le connecteur de pièce le plus près possible de la zone à souder. Cela permet d'empêcher que le courant ne prenne une trajectoire indésirable. Éviter que le circuit de soudage passe dans les charnières, les roulements, les composants électroniques ou les dispositifs semblables susceptibles d'être endommagés. Voir la figure B.6. Toujours déconnecter les dispositifs électriques avant d'y effectuer des soudures.
Les fumées et le laitier produits par les fills-électrodes du type Innershield recommandés pour ce type de machine de soudage peuvent être toxiques.
- Éviter le contact avec les yeux et la peau.
- Ne pas inhaler.
- Tenir hors de portée des enfants.
- Suivre toutes les mesures de sécurité de ce manuel d'utilisation.
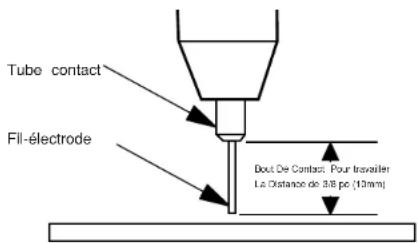
L'opérateur tient le pistolet raccordé à son câble et guide le fil à alimentation automatique le long du joint à souder, en maintenant un écartement tube contact-pièce d'environ 3/8 po (10 mm). C'est la portée terminale. L'opérateur doit bien maintenir cette portée terminale. L'arc électrique est amorcé dans l'écartement entre la pièce et l'extrémité tube contact d'un fil de petit diamètre. Quand la source de courant est bien réglée, l'écartement de l'arc est maintenu automatiquement.
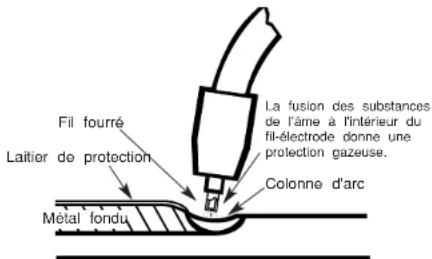
THE SELF-SHIELDED FCAW WELDING ARC
La figure B.7 illustre ce qui se passe dans l'arc de soudage FCAW (Innershield) autoprotégé. Cela représente bien ce que l'on volt réellement pendant le soudage.
text_image
Fil fourré Laitier de protection La fusion des substances de l'âme à l'intérieur du fil-électrode donne une protection gazeuse. Colonne d'arc Métal fonduFIGURE B.7
LEARNING TO WELD
APRENDIENDO A SOLDAR
APPRENTISSAGE DU SOUDAGE
The "arc stream" is seen in the middle of the picture. This En la mitad de la figura se observa el "flujo del arco". Este Ars voit la colonne d'arc au milieu du schéma. C'est l'arc élec- the electric arc created by the electric current flowing through arco eléctrico creado a través de la corriente eléctrica quatrie créé par le courant électrique qui circule dans l'espace the space between the end of the wire electrode and the fluye por el espacio existente entre el extremo del electrodo entre l'extrémité du fil-électrode et le métal de base. La tem- base metal. The temperature of this arc is about 6000°F, 3,300°C (6,000°F) aproximadamente, que es más que sufi- est donc plus que suffisante pour faire fondre le métal. L'arc bright, as well as hot, and cannot be looked at with the naie parte para fundir el metal. El arco es muy brillante y calient est très brillant et très chaud et on ne peut pas le regarder à per lo que no puede observarse sin proteger los ojos ya quéœil nu sans risquer de subir des lesions douloureuses. On por lo que no puede observarse sin proteger los ojos ya quéœil nu sans risquer de subir des lesions douloureuses. On la day este riesgo de lesion. Cuando sea necesario observario, doit utiliser un oculaire très sombre spécialement conçu pour deberán utilizarse con la careta los lentes obscuros diseñado soudage à l'arc avec le masque à serre-tête ou le masque específicamente para la soldadura por arco, à main chaque fois que l'on regarde l'arc.
The arc melts the base metal and actually digs into it muciEl arco funde el metal base y penetra en él, como el agua L'arc fait fondre le métal de base et en fait le creuse, tout as water through a nozzle on a garden hose digs into the entra en la tierra cuando sale de una manguera para jardín.comme le jet d'eau d'un tuyau d'arrosage creuse la terre. Le earth. The molten metal forms a molten pool or crater and El metal fundido forma un charco de soldadura o cráter, y métal fondu forme un bain de fusion ou un cratère et tend à tends to flow away from the arc. As it moves away from the arc, it cools and solidifies.
La fonction du fil fourré Innershield n'est pas uniquement de transporter le courant vers l'arc. L'âme du fil est composée de flux et/ou d'éléments d'allage autour desquels on a formé une gaine en acier.
L'âme fond dans l'arc et de minuscules gouttelettes de métal fondu tombent, en traversant l'arc, dans le bain de fusion. La gaine fournit du métal d'apport supplémentaire pour remplir la préparation ou l'écartement entre les deux pièces du métal de base.
I. Les éléments de l'âme fondent également ou brûlent dans âtarc. Ils ont plusieurs fonctions : ils rendent l'arc plus stable, ils forment un écran de gaz semblable à de la fumée autour de l'arc pour éviter que l'oxygène et l'azote de l'air n'at- teignent le métal fondu, et ils fournissent du flux au bain de fusion. Le flux absorbe les impuretés et forme un laitier pro- ducteur à la surface de la soudure lors du refroidissement.
After running a weld bead, the slag may be removed with Después de correr un cordón de soldadura, la capa puede chipping hammer and wire brush. This improves appearanceremoverse con un cincel y un cepillo de alambre. Esto mej and allows for inspection of the finished weld. la apariencia y permite revisar la soldadura terminada.
Après avoir déposé un cordon de soudure, on peut détacher le laitier en utilisant un marteau à pliquer et une brosse orétallique. Ceci améloire l'aspect et permet de mieux inspecter la soudure finie.
aEtant donné que la grosseur de la machine et les caractéristiques de sortie limitent le diamètre et le type de fil-électrode que l'on peut utiliser, on recommande d'utiliser le fil-électrode allnershield NR-211-MP de Lincoln de 0,035 po (0,9mm) pour le procédé FCAW autoprotégé avec cette machine.
LEARNING TO WELD
APRENDIENDO A SOLDAR
APPRENTISSAGE DU SOUDAGE
COMMON METALS
d'acier à bas carbone, que l'on appelle parfois acier doux, est l'acier que l'on trouve le plus fréquemment dans les termes, dans les petits 4000 et 2000 ou à la maison. Les principaux articles faits dans ce type d'acier comprennent la plupart des tôles, des plaques, des tuyaux et des profilés laminés comme les profiés en U et les cornières. En général, on peut solder facilement ce type d'acier sans prendre des précautions spéciales. Toutefois, certains aciers contiennent une
forte teneur en carbone ou d'autres alliages et sont plus difficiles a éduer. En règle générale, si un aimant adhère au métal et que l'on peut facilement couper le métal avec une lime, il y a de fortes
Athances que le métal soit de l'acier doux et que vous soyez capable de le souder. Pour de plus amples informations sur la façon de déterminer quols sont les divers types d'acions et les autres métaux, et pour obtenir les modes opératoires de soudage, nous vous recommandons d'acheter un exemplaire de «New Lessons in Arc Welding».
Quel que soit le type de métal soudé, il est important qu'il soit dépourvu d'huile, de peinture, de rouille ou d'autres contaminants si l'on veut obtenir une soudure de qualité.
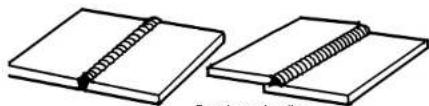
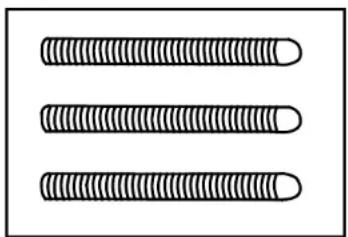
TYPES DE SOUDURES ET POSITIONS
Les cinq types de joints soudés sont les suivants : soudures bout à bout, soudures d'angle, soudures à clin, soudures sur chant et soudures en L. Voir la figure B.8.
Parmi celles-ci, la soudure bout à bout et la soudure d'angle sont les deux plus courantes.
FIGURE B.8
Soudure sur chant
Soudure d'angle
Soudure en L
Butt Welds
Place two plates side by side, leaving a space approximate. Coloque las dos placas una al lado de la otra, dejando un Placer deux tôles côte à côto, en laissant entre-elles un ly one half the thickness of the metal between them in order. Espacio de aproximadamente la mitad del ancho del metal écartement égal à environ la moitié de l'épaisseur du métal to get deeper penetration. entre ellas, con el fin de obtener una penetración más pro-pour obtenir une plus forte pénétration.
Securely clamp or tack weld the plates at both ends, other Asegure las placas en ambos extremos con una pinza o cosdures de pointage aux deux extrémités, pour ne pas que wise the heat will cause the plates to move apart. See Figure 100 punto de soldadura, ya que de otra manera el calor harla chaleur sépare les deux tôles. Voir la figure B.9. B.9. que las placas se separaran. (Vea la Figure B.9).
Soudures bout à bout
te:Coloque las dos placas una al lado de la otra, dejando un Placer deux tôles côte à côte, on laissant entre-elles un de:espacio de aproximadamente la mitad del ancho del metal écartement égal à environ la moitié de l'épaisseur du métal entre ellas, con el fin de obtener una penetración más pro-pour obtenir une plus forte pénétration. funda
Bien immobiliser les tôles au moyen de clames ou de
Souder maintenant les deux tôles. Souder de gauche à droite (pour un droitier). Pointer le fil-électrode dans l'écartement entre les deux pièces, en inclinant légèrement le pistolet dans le sens du déplacement. Observer le métal fondu pour s'assurer qu'il se repartit de façon régulière sur les deux bords et entre les tôles. C'est ce que l'on appelle généralement la technique "en tirant". Sur des tôles minces utiliser la étechnique "en poussant".

FIGURE B.9


FIGURA B.9



FIGURE B.9
Penetration
Si la soldadura no penetra casi el 100% del grosor del metal, la pénétration n'est pas de 100 % ou presque, une entonces una soldadura a tope será más débil que el matesoudure bout à bout est plus faible que les pièces soudées. El total soldado. En el ejemplo que se muestra en la Figura Dans l'exemple donné à la figure B.10, la soudure totale ne BY0, la soldadura total penetré sólo la mitad del grosor delfait que la moitié de l'épaisseur du métal. Par conséquent, la material, por lo que será aproximadamente la mitad de soudure est environ deux fois moins résistante que le métal resistente que el metal.

FIGURE B.10
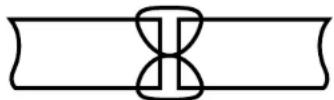
FIGURE B.11

FIGURA B.10
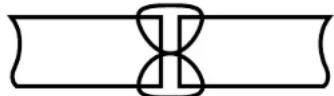
FIGURA B.11
FIGURE B.10
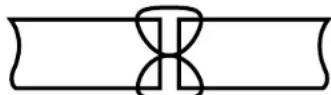
FIGURE B.11
Quand on effectue des soudures d'angle, il est très important de tenir le fil-électrode à 45° entre les deux côtés, sinon le métal ne se repartit pas de façon régulière. La buse du pistâ tablet est généralement biseautée pour faciliter la tâche. Voir la (figure B.12).
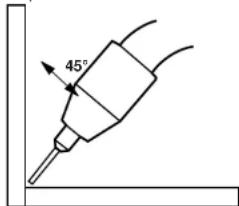
text_image
45°FIGURE B.12
Dans cette position, on peut souder soit en montant soit en descendant. On soude à la verticale en montant quand on veut obtenir une soudure plus large et plus résistante. On soude principalement à la verticale en descendant sur les tôles de 5/32 po (3,9 mm) et moins pour obtenir des soudures rapides et à faible pénétration.
AVERTISSEMENT
Si l'on utilise l'appareil sur des matériaux plus épais que ceux recommandés, il peut en résulter des soudures de mauvaise qualité. Les soudures peuvent avoir un bel aspect, mais être justes "posées" à la surface de la tôle. Il s'agit du "collage", qui se traduit par une soudure défectueuse.
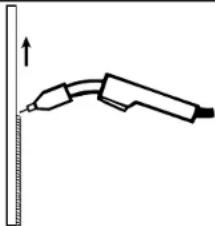
Soudage à la verticale en montant et au plafond
Quand on soude à la verticale en montant, le problème est de placer le métal fondu à l'endroit désiré et de l'y faire rester. Si l'on dépose trop de métal fondu, celui-ci est attiré vers le bas par gravité et il "s'égoutte". Par conséquent, il faut suivre une certaine technique.
Quand on soude hors position, déposer des cordons étroits, cée pas effectuer des passes larges, ne pas éteindre l'arc, ne pas sortir du bain de fusion ou se déplacer trop rapidement dans un sens. Utiliser la vitesse de dévidage la plus basse le gamme. La technique générale et le bon angle du pistolet sont illustrés à la figure B.13.
En général, le fil-électrode doit demeurer le plus perpendic lairement possible par rapport au joint à souder comme on le voit sur l'illustration. L'angle maximum au-dessus de la perpendiculaire peut être nécessaire si la porosité devient un problème.
LEARNING TO WELD
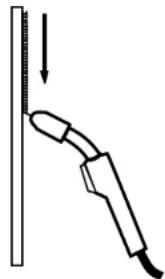
Soudage à la verticale en descendant
Voir la figure B.14. On effectue les soudures à la verticale en descendant à un rythme rapide. Par conséquent ces soudures sont peu profondes et étroites et donc excellentes pour les tôles. Les soudures verticales en descendant peuvent être effectuées sur les tôles de 5/32 po (3,9 mm) et moins.
Effectuer des cordons étroits et pointer le pistolet dans le sens du déplacement de sorte que la force de l'arc permette de maintenir le métal fondu dans le joint. Déplacer le pistolet le plus rapidement possible selon la forme du cordon que l'on désire obtenir.
Il est important de continuer à baisser le bras lors de la réalisation de la soudure de sorte que l'angle du pistolet ne change pas. Déplacer le fil-électrode suffisamment vite pour que le faitier ne rattrape pas l'arc. Le soudage à la verticale en descendant donne des soudures minces et peu profondes. On ne doit pas l'effectuer sur du métal épais qui nécessite des soudures larges.
Quatre simples manipulations sont très importantes quand on soude. Quand on les maîtrise complètement toutes les quatre, le soudage est facile. C'est :
1. La bonne position de soudage
La figure B.15 illustre la bonne position de soudage pour les droitiers. (Pour les gauchers, c'est le contraire)
Tenir le pistolet (et son câble) dans la main droite et tenir le masque à main dans la main gauche.
Quand on utilise le procédé FCAW, souder de gauche à droite. Ceci permet de bien voir ce que l'on fait. Incliner le pistolet vers le sens du déplacement en maintenant le fil-électrode de biais comme on le voit à la figure B.15.

FIGURE B.15
AVERTISSEMENT

Il'est pas nécessaire porter un dispositif de protection des yeux, des oreilles et du corps.
Protégez-vous et d'autres, lisent "des RAYONS d'ARC peuvent brûler" à l'avant de ce manuel.
2. La bonne façon d'amorcer l'arc
- S'assurer que le connecteur de pièce (ou prise de masse) est bien connecté à la pièce.
- Placer le pistolet au-dessus du joint à souder. L'extrémité du fil peut toucher légèrement la piè
- Placer le masque de façon à se protéger le visage et les yeux, appuyer sur la gâchette du pistolet et commencer à souder. Tenir le pistolet de sorte que l'écartement tube contact-pièce soit d'environ 3/8 po (10).
- Pour arrêter le soudage, relâcher la gâchette du pistolet et tirer le pistolet pour l'éloigner de la pièce une fois que l'arc est éteint.
- Une boule peut se former à l'extrémité du fil après le soudage. Pour faciliter le réamorçage (avec fil Innershield) on peut éliminer cette boule en dévidant quelques pouces de fil et en pliant simplement le fil en avant et en arrière jusqu'à ce qu'il se casse.
- Quand les travaux de soudage sont terminés, arrêter la machine ("O") .
LEARNING TO WELD
APRENDIENDO A SOLDAR
APPRENTISSAGE DU SOUDAGE
3. Le Bout Correct De Contact Pour travailler La Distance Bout De Contact Pour travailler La Distance.(CTWD) (Voir la figure B.16)
Une fois que l'arc a été amorcé, il est très important de maintenir la bonne portée terminale. Elle doit faire environ 3/8 à 1/2 po (10 à 12 mm) de longueur.
text_image
Tube contact Fill-électrode Bout De Contact: Pour traverser La Distanse de 3.8 po (10mm)FIGURE B.16
La meilleure façon de savoir si la portée terminale a la bonne longueur est d'écouter le son émis. La bonne portée terminale émet un "crépiterment" distinctif, tout comme les oeufs que l'on fait frire dans une poêle. Une portée terminale longue émet un son creux, un souffle ou un sifflement. Si la portée terminale est trop courte le tube contact ou la buse peut coller dans le bain de fusion et/ou le fil peut fondre sur le tube contact.
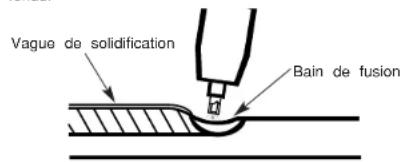
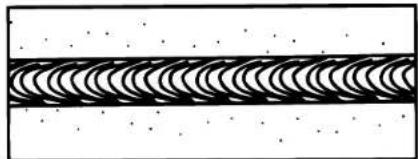
4. La bonne vitesse de soudage
Quand on soude, il est important d'observer le bain de fusion juste en arrière de l'arc. Voir la figure B.17. Ne pas regarder l'arc lui-même. C'est l'aspect du bain et la vague de solidification qui indiquent la bonne vitesse de soudage. La vague doit se situer à environ 3/8 po (10 mm) en arrière de l'électrode.
La plupart des débutants ont tendance à souder trop rapidement, et il en résulte un cordon mince et irrégulier ressemblant à un ver. Ils ne regardent pas le métal fondu.
text_image
Vague de solidification Bain de fusionFIGURE B.17
LEARNING TO WELD
APRENDIENDO A SOLDAR
APPRENTISSAGE DU SOUDAGE
Helpful Hints
- Pour le soudage général, il n'est pas nécessaire de faire osciller l'arc. Souder à un rythme régulier. C'est plus facile.
- Quand on soude des tôles minces, on s'aperçoit que l'on doit augmenter la vitesse de soudage, mais quand on soude des tôles épaisses, il est nécessaire d'aller plus lentement afin d'obtenir une bonne pénétration.
- Quand on soude des tôles de 16 d'épaisseur (1,5 mm) et moins, un échauffement peut provoquer un gauchissement et un trou. La façon d'éliminer ces problèmes est d'utiliser la méthode dite à pas de pèlerin illustrée à la figure B.18.
Commencer d'abord à souder de A à B, puis de C à A, puis de D à C, puis de E à D, etc.
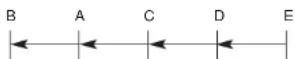
Méthode à pas de pèlerin
FIGURE B.18
Practice
La mejor manera de obtener práctica es realizando el siguiente la meilleure façon d'acquérir la pratique est d'effectuer l'exercice suivant.
La meilleure façon d'acquérir la pratique est d'effectuer l'exercice suivant.
Pour la MACHINE, utiliser:
| Aclers doux | 12 d'épaisseur ou 1/8 po (3 mm) |
| Fil-électrode | Fil InnershieldNR-211-MP de 0,035 po (0,9 mm) O |
| Configuration Brute De TensionRéglage de tension “V”Vitesse de dévidagedu fil “o|o” | “H”“2”“9” |
Voir la figure B.19.
-
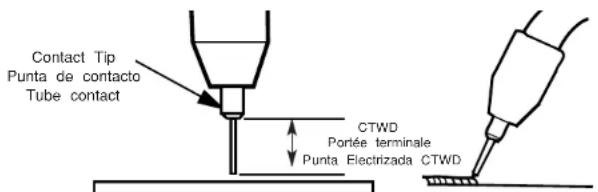
Aplane el gatillo de la antorcha; sujétela de tal forma que la distancia entre la punta de contacto y el trabajo sea de 10 ^9 mm (3/8 pulgadas) aproximadamente y la antorcha se encuentre en el ángulo correcto.
-
Apprendre à amorcer l'arc en plaçant le pistolet au-dessus du joint à souder et en faisant toucher le fil à la pièce.
- Placer le masque de façon à se protéger le visage et les yeux.
Appuyer sur la gâchette du pistolet, tenir le pistolet de façon à obtenir un écartement tube contact-pièce d'environ 3/8 po (10mm) et un bon angle du pistolet.
text_image
Contact Tip Punta de contacto Tube contact CTWD Portée terminale Punta Electrizada CTWDGun Angle Angulo de pistola Angle du pistolet
Après avoir amorcé l'arc, s'exercer à obtenir la bonne portée terminale. Apprendre à reconnaître la portée terminale au son.
Une fois que l'on est sûr d'avoir obtenu la bonne portée terminale, avec un arc régulier et "crépitant", commencer à avancer. Observer constamment le bain de fusion et observer la vague de solidification.
Déposer des cordons sur une tôle plate, parallèlement au bord supérieur (le bord le plus éloigné de soi-même). On s'entraîne ainsi à effectuer des soudures droites et cela permet également de vérifier facilement ses progrès. Ainsi, la dixième soudure aura un bien meilleur aspect que la première.
LEARNING TO WELD
NOTA: Siempre asegúrese de que la unión no esté húmeda, NOTA: Toujours s'assurer que le joint est exempt d'humidité, ni tenga aceite, óxido, pintura o cualquier otro contaminante. d'huile, de rouille, de peinture ou d'autres contaminants.
Les bonnes soudures ont un aspect excellent.
Pour éliminer les soufflures (par ordre d'importance) :
- Diminuer la tension.
- Augmenter la portée terminale.
- Augmenter la vitesse de dévidage (du fil).
- Diminuer l'angle longitudinal.
- Diminuer la vitesse de déplacement.
NOTA: Toujours s'assurer que le joint est exempt d'humidité, d'huile, de rouille, de peinture ou d'autres contaminants.
Pour ne pas obtenir un cordon très convexe
(par ordre d'importance):
- Augmenter la tension.
- Diminuer la portée terminale.
- Diminuer la vitesse de dévidage.
- Diminuer la vitesse de déplacement.
- Diminuer l'angle longitudinal.
LEARNING TO WELD
Pour diminuer les projections (par ordre d'importance):

- Augmenter la tension.
- Augmenter l'angle longitudinal.
- Diminuer la portée terminale.
- Augmenter la vitesse de dévidage.
- Diminuer la vitesse de déplacement.
Pour corriger la pénétration insuffisante (par ordre d'im-
portance)
- Diminuer la portée terminale.
- Augmenter la vitesse de dévidage.
- Augmenter la tension.
- Diminuer la vitesse
- Diminuer l'angle longitudinal.
En cas de soufflage de l'arc (par ordre d'importance) :
NOTA : Essayer différents points de mise à la terre avant de modifier les modes opératoires.
- Diminuer l'angle longitudinal.
- Augmenter la portée terminale.
- Diminuer la tension.
- Diminuer la vitesse de dévidage.
- Diminuer la vitesse de déplacement.
Pour éviter que le fil-électrode ne traverse le bain de
fusion et touche à plusieurs reprises la tôle au-dessous*
(par ordre d'importance)
- Augmenter la tension.
- Diminuer la vitesse de dévidage.
- Diminuer la portée terminale
- Augmenter l'angle longitudinal.
*Quand le fil-électrode traverse le bain de fusion et touche à
plusieurs reprises la tôle au-dessous, le pistolet a tendance
à se relever.
Bon maniement du pistolet
La plupart des problèmes de dévidage sont dus à un mau-
vais maniement du câble du pistolet ou du fil-électrode.
- Ne pas plier ou tirer le pistolet sur des angles vlfs.
- Maintenir le câble du pistolet le plus droit possible quand on soude.
- Ne pas laisser les roues de chariot ou les camions passer sur les câbles.
- Garder le câble propre.
- Le fil-électrode Innershield a une bonne lubrification en surface. N'utiliser qu'un fil-électrode propre et exempt de rouille.
- Remplacer le tube contact quand il est usé et que son extrémité est fondue ou déformée.
ACCESSORIES
ACCESSORIOS
ACCESSOIRES
ACCESSORIES
Fil fourré est une électrode Innershield Lincoln NR-211-MP de 0,035 po (0,9 mm) de diamètre.
CONSUMIBLES
CONSUMABLE PARTS
Les articles suivants sont généralement consommés au cours de la vie de la soudeuse et peuvent devoir être passés commande. Voyez la liste des pièces complète à la fin de ce manuel pour des pièces de rechange de machine.
| Item Description Descripción | Description____PART NO. | ____ | S24355-12 | |
| 1 | Chipping Hammer/Brush | |||
| 2 | Face Shield | Careta | Bouclier de visage | G3364 |
| 3 | Filter Lens/Clear Cover Lens | Lente filtro/ Lente de cubierta blanca | Filtre | G3364-C & - |
| 4 | Drive Roll | Rodillo impulsor | Roulement d'entraînement | KP2243-035 |
| 5 | Contact Tip .035"(0.9 mm) | Punta de contacto .035"(0.9 mm) | Tube Contact | KH712 |
| 6 | Nozzle | Tobera | Buse | M16418 |
| 7 | Liner | Trazador de líneas | Recouvrement | S25351-50 |
SAFETY PRECAUTIONS
WARNING ADVERTENCIA
LES CHOCS ÉLECTRIQUES peuvent être mortels.
- Déconnecter l'alimentation d'entrée en débranchant la fliche de la prise avant de travailler à l'intérieur de la WELD-PAK HD. N'utiliser qu'une prise avec mise à la terre. Ne pas toucher les pièces sous tension à l'intérieur de la WELD-PAK HD.
- Confier les travaux d'entretien et de dépannage à un personnel qualifié.
PARTIES N'AYANT PAS BESOIN D'ENTRE-TIEN
- Moteur d'entraînement et boîte de vitesse – Lubrification à vie
- Moyeu de la bobine de fil – Ne pas lubrifier l'axe
ENTRETIEN DE ROUTINE ET PÉRIODIQUE
AVANT CHAQUE UTILISATION
- Examiner la machine et les accessoires afin de s'assurer qu'il n'y ait aucun élément évident pouvant empêcher le fonctionnement normal de la machine. Réparer ou remplacer les pièces nécessaires au bon fonctionnement de la machine.
APRÈS 5 MINUTES DE SOUDAGE
ou quand les éclaboussures se sont accumulées sur le contact tip:
- Nettoyer le tube de contact et la buse. Un conseil : utiliser un spray ou un gel anti-collant, disponible chez n'importe quel distributeur de matériel pour le soudage, afin de réduire la surépaisseur et d'aider à retirer les projections de soudage.
MAINTENANCE
MANTENIMIENTO
ENTRETIEN
CLEANING THE GUN LINER
- Débrancher la machine ou mettre l'Interrupteur de courant sur « OFF » (« O »).
- Retirer la buse et le tube contact de la torche.
- Nettoyer le diamètre intérieur avec un bout de fil de fer.
- Nettoyer la gaine du câble quand l'entraînement du fil se fait dur et irrégulier.
Déposer le câble en ligne droite. Souffler doucement de l'air à basse pression sec (max. 145 psi) à travers le tube de guidage du fil et examiner l'état du tube. Plier le câble en avant et en arrière, puis souffler de nouveau dans le tube. Répéter l'opération jusqu'à ce qu'il soit propre.

ATTENTION
Une pression trop forte au début peut former un bouchon de poussière.
NETTOYAGE DES PIÈCES
- Débrancher la machine ou mettre l'interrupteur sur « OFF » (« O »).
- Retirer la poussière de la soudeuse avec de l'air à basse pression afin d'éliminer le trop de poussière et l'accumulation de saleté qui pourraient provoquer la surchauffe de la soudeuse.
- Vider la poussière accumulée dans le boîtier à vitesse et dans le compartiment d'entraînement du fil.
- Remplacer le tube contact – quand le trou s'est élargi ou allongé (Voir dans ce chapitre le paragraphe Changer le tube contact).
- Examiner l'état des bobines d'entraînement du fil. Retirer toute poussière métallique qui s'est déposée dans le compartiment d'entraînement du fil (sur les bobines et dans les tubes de guidage d'entrée et de sortie du fil).
- Voir Figure D.1. Retirer la buse de la torche en la dévis- sant dans le sens contraire des aiguilles d'une montre.
- Retirer le tube contact de la torche en le dévissant dans le sens contraire des aiguilles d'une montre.
- Enfiler et visser le nouveau tube contact. Ne pas trop serrer.
- Replacer la buse.
CHANGER LE GALET D'ENTRAÎNEMENT
VIS À DESSERRAGE
text_image
TUBE DE GUIDAGE DU FI GALET D'ENTRAÎNEMENT DU FILFIGURE D.2. - REMPLACEMENT DU GALET D'ENTRAÎNEMENT
Le galet d'entraînement de la machine a deux chanfreins; tous deux prévus pour des fils-électrodes fourrés de 0,035 po (0,9 mm). Voir Figure D.2.
Retirer le galet d'entraînement comme il est indiqué ci-dessous.
Voir la Figure D.2.
- Vérifier que l'interrupteur de courant se trouve sur la position « OFF » (« O »).
- Ouvrir le bras de pression à ressort. Relever le bras de rouleau mobile.
- Retirer la vis à desserrage manuel qui maintient le galet d'entraînement.
MAINTENANCE
- Replacer le galet d'entraînement de manière à ce que le chanfrein se trouve dirigé vers l'intérieur et qu'il soit visible.
- Replacer la vis à desserrage manuel et serrer.
RETIRER LA TORCHE
- Débrancher la machine.
- Retirer la porte du dévidoir et le panneau latéral du casier de droite.
- Desserrer les deux boulons et la vis retenant le réducteur de tension de la torche (observer la façon dont la torche est entre dans le dévidoir).
- Retirer les cordons de la gâchette. Les cordons de la gâchette passent à travers le panneau central et sont connectés au panneau de commandes (X3/1, X3/2). Faire attention au moment de les retirer de ne pas endommager le panneau de commandes ou les connex-lons avolisinantes.
- Retirer la connexion du cordon d'alimentation qui passe à travers le panneau central. Faire glisser vers l'arrière le manchon protecteur et desserrer la connexion du cordon de la bobine.
- Retirer les serre-câbles. Faire attention de ne pas endommager les cordons.
- Retirer la torche de la machine.
- Pour l'installation, suivre le même procédé dans le sens contraire (du point 8 au point 1).
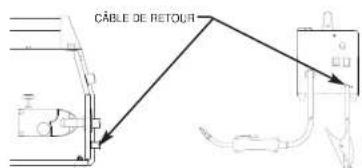
INSTALLATION DU CÂBLE DE RETOUR
Le câble de retour et le connecteur de pièce sont déjà installés sur la machine. Si vous avez besoin de remplacer ou de réinstaller le câble, sulvez les Instructions suivantes.
Voir Figure D.3.
text_image
CÂBLE DE RETOUR- Débrancher la machine.
- Retirer les panneaux latéraux du capot.
- Passer l'extrémité du câble de retour avec sa fiche à travers le trou d'accès pour le câble de retour qui se trouve sur le devant du capot.
- Voir le Schéma électrique (situé sur le panneau latéral interne du capot et à la page F.1 de ce manuel) pour voir où se trouve l'endroit où le câble de retour doit être connecté. Vérifier que tous les autres cordons qui sont connectés à cet endroit soient également reconnectés au câble de retour.
- Pour garantir un bon contact électrique, vérifier que cette connexion soit bien serrée.
TROUBLESHOOTING
Si la machine a des problèmes physiques ou électriques évidents.
- Contacter votre service après-vente local agréé Lincoln.
Pas d'entraînement du fil, mais sortie de soudage au moment d'appuyer la gâchette de la torche.
- Vérifier que la tension appliquée à la machine soit la correcte (115 vac).
- Vérifier que l'interrupteur de couraèttrouve sur « ON ».
- Le thermostat s'est peut-être déclenché à cause de la surchauffe. Laisser la machine refroidir. Souder pendant la durée relative d'enclenchement ou faire en sorte qu'il n'y alt aucune obstruction d'air dans la machine.
Pas de sortie de courant de soudage au moment d'appuyer sur la gâchette de la torche.
- Le tube contact de la torche est peut-être fendu. Remplacez-le.
- La gâchette de la torche est peut-être défectueuse.
- La torche ou le câble de retour peuvent être défectueux.
Pas d'entraînement du fil au moment d'appuyer sur la gâchette.
- Le thermostat s'est peut-être déclenché à cause de la surchauffe. Laisser la machine refroidir. Souder pendant la durée relative d'enclenchement ou faire en sorte qu'il n'y ait aucune obstruction d'air dans la machine.
- La gâchette de la torche est peut-être défectueuse.
- La tension du galet d'entraînement est peut-être trop forte.
- Le fil est peut-être tordu ou coincé. Examiner le galet d'entraînement et les tubes de guidage.
PROBLÈMES DE SOUDAGE
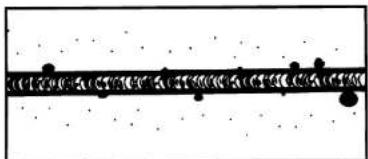
La goutte est trop fine (de manière intermittente).
- La vitesse de travail est irrégullière. Réduire la vitesse et maintenir une vitesse de travail constante.
- La gamme thermique du courant de sortie est trop basse. Mettre l'interrupteur du réglage de la gamme thermique sur la position Haut ou le réglage fin de la chaleur sur la position (2).
TROUBLESHOOTING
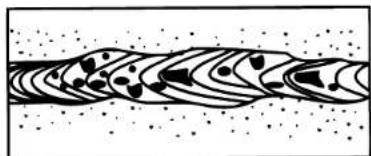
La goutte est trop épaisse (de manière intermittente).
-
La vitesse de travail est trop basse et/ou irrégulière. Augmenter la vitesse et maintenir une vitesse de travail constante.
-
La gamme thermique du courant de sortie est trop élevée. Mettre l'interrupteur du réglage de la gamme thermique sur la position Bas et/ou le réglage fin de la chaleur sur (1).
La goutte ne pénètre pas dans le métal de base.
-
La vitesse de travail est irrégulière. Réduire la vitesse et maintenir une vitesse de travail constante.
-
La gamme thermique du courant de sortie est trop basse. Mettre l'interrupteur du réglage de la gamme thermique sur la position Haut et/ou le réglage fin de la chaleur sur (2).
Le fil crache et colle à la pièce de travail.
-
Le fil est humide. Remplacer par un fil sec. Vérifier que le fil est stocké dans un endroit sec.
-
La vitesse d'entraînement est trop rapide. Réduire la vitesse de travail.
Le bord de la soudure a des creux irréguliers.
-
La vitesse de travail est trop élevée. Réduire la vitesse de travail.
-
La vitesse d'entraînement est trop rapide. Réduire la vitesse d'entraînement.
-
La gamme thermique du courant de sortie est trop élevée. Mettre l'interrupteur du réglage de la gamme thermique sur la position Haut ou le réglage fin de la chaleur sur (1).
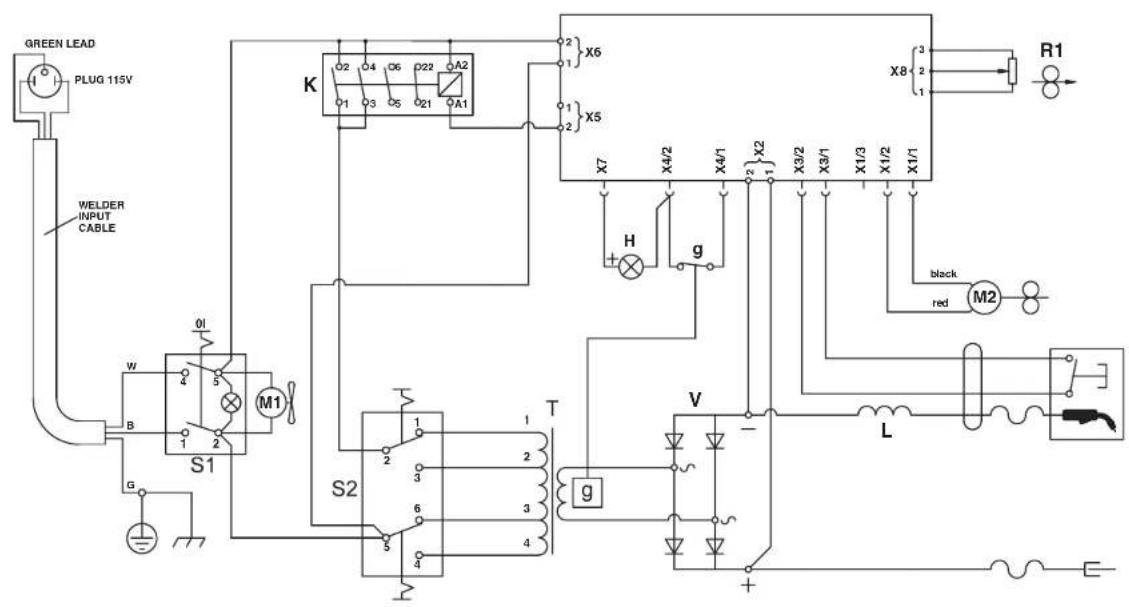
WELDPAK HD -WIRING DIAGRAMFOR CODE 10949
text_image
GREEN LEAD PLUG 115V WELDER INPUT CABLE K X6 X8 R1 x7 x4/2 x4/1 x2 x3/2 x3/1 x1/3 x1/2 x1/1 H g black red M2 L G S1 M1 w 4 5 1 2 3 6 5 4 T S2 V - + - EA.01
M19904
NOTE: This diagram is for reference only. It may not be accurate for all machines covered by this manual. The specific diagram for a particular code is pasted inside the machine on one of the enclosure panels.
NOTA: Este diagrama es sólo para referencia. Es posible que no sea exacto para todas las máquinas que se mencionan en este manual. El diagrama específico para su máquina se localiza dentro de la misma, en uno de los paneles.
NOTA: Ce schéma n'est donné qu'à titre de référence. Il peut ne pas être exact pour toutes les machines traitées dans ce manuel. Le schéma particulier pour un code spécial est collé à l'intérieur de la machine sur un des panneaux du boîtier.
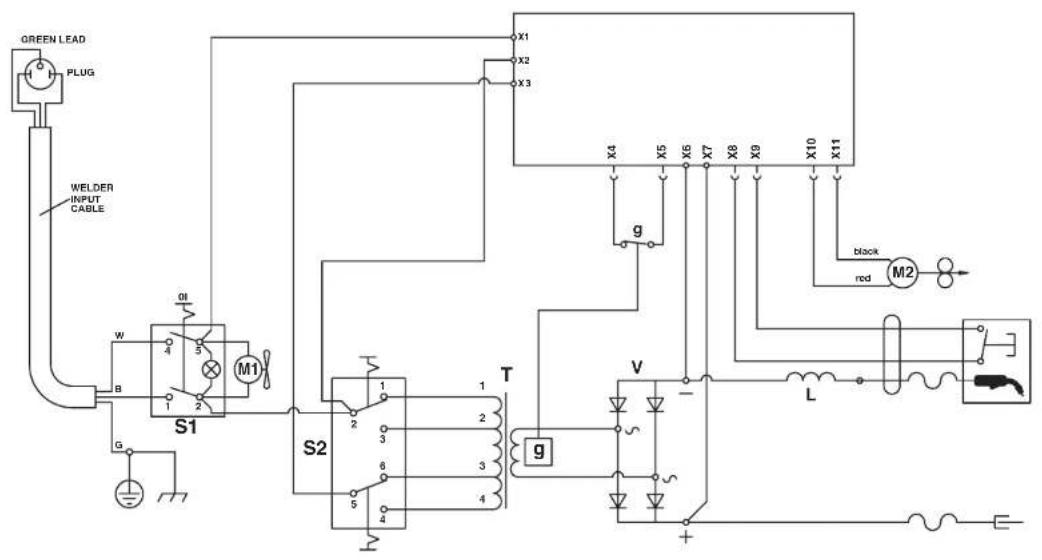
WIRING DIAGRAM FOR CODE 11206
text_image
GREEN LEAD PLUG WELDER INPUT CABLE S1 W B 1 2 3 4 5 6 7 8 9 10 11 X1 X2 X3 X4 X5 X6 X7 X8 X9 x10 x11 g black red M2 T S2 g V - L + - GA
M20243
NOTE: This diagram is for reference only. It may not be accurate for all machines covered by this manual. The specific diagram for a particular code is pasted inside the machine on one of the enclosure panels.
NOTA: Este diagrama es sólo para referencia. Es posible que no sea exacto para todas las máquinas que se mencionan en este manual. El diagrama específico para su máquina se localiza dentro de la misma, en uno de los paneles.
NOTA: Ce schéma n'est donné qu'à titre de référence. Il peut ne pas être exact pour toutes les machines traitées dans ce manuel. Le schéma particulier pour un code spécial est collé à l'intérieur de la machine sur un des panneaux du boîtier.
PARTS PARTES PIÈCES
Commander les pièces à un centre de service Lincoln autorisé. La nomenclature des pièces de rechange suivante n'est donnée qu'à titre de référence. Voir la toute dernière nomenclature P-445.
| Part Description Descripción de las partes Désignation des pièces Part | Number | ||
| Diffuser Diffuser Diffuser S25351-1 | |||
| Drive Roll Retalner Detenedor Del Rodillo Impulsor Arrêtoir De Roulement D'Entraînement S25532-4 | |||
| Wire Drive Assembly | Impulsión Assembly Del Alambre | Commande Assembly De Fil | S25532-6 |
| Wire Reel Spindle | Eje del Carrete de Alambre | Axe de support de bobine | S25351-7 |
| Wire Reel Spring | Resorte del carrete de Alambre | Ressort de support de bobine | S25351-8 |
| Wire Reel Collar | Collar del carrete de Alambre | Collier de support de bobine | S25351-9 |
| Wire Reel Locking Nut | Tuerca de Seguridad del Carrete de Alambre | S25351-10 | |
| Gun & Cable Assembly | Ensamble de Antorcha y Cable | Pistolet et le câble équipé | S25532-11 |
| Input Cord | Cable de Alimentación | Cordes D'Entrée | S25351-12 |
| Wire Drive Door (Includes Hinge) | Puerta del Impulsor de Alambre | Porte du compartiment du dévidoir de fil | S25532-13 |
| Wraparound (Code 10949) | Carcaza | Bouclage | S25532-15 |
| Wraparound (Code 11206) | Carcaza | Bouclage | S25692-15 |
| On/Off Switch | Interruptor de Encendido/Apagado | Interrupteur de courant MARCHE (« ON »):ARRÊT (« OFF ») | S25351-16 |
| Heat Range Switch | Interruptor de Rango de calor | Commutateur de gamme de la chaleur | S25351-17 |
| WFS Knob | Perilla WFS | WFS Bouton | S25351-19 |
| Thermal Light | Luz Térmica | Lumière thermique | S25351-20 |
| P.C. Board | Tarjeta de Circuito Impreso | Panneau de commandes | S25351-21 |
| Contactor | Contactor | Conjoncteur | S25351-22 |
| Fan | Ventilador | Ventilateur | S25351-23 |
| Fan Shroud | Cubierta del Ventilador | Monteur de ventlateur | S25351-24 |
| Foot | Base | Base | S25351-26 |
| Handle Assembly, Includeds;Handle End Caps | Ensamble de manija, Incluye;(Casquillos De Extremo De la Manija) | Polgnée équipée:(Montures D'embout De Polgnée) | S25351-27 |
| Work Clamp | Pinza de Trabajo | Pièce à travailler | S25351-33 |
| Logo Decal | Etiqueta del Logotipo | Logo Decal | S25532-34 |
| Wiring Diagram (Code 10949) | Diagrama de Cableado | Schéma de câblage | M19904 |
| Wiring Diagram (Code 11206) | Diagrama de Cableado | Schéma de câblage | M20243 |
| Warning Decal | Etiqueta de Advertencia | Warning Decal | M16196 |
| Procedure Decal (Code 10949) | Etiqueta de Procedimientos | Instructions | L11555 |
| Procedure Decal (Code 11206) | Etiqueta de Procedimientos | Instructions | L11555-1 |
| Nameplate (Code 10949) | Placa de Identificación | Plaque signalétique | S25532-39 |
| Nameplate (Code 11206) | Placa de Identificación | Plaque signalétique | S25532-55 |
| Liner | Trazador de líneas | Recouvrement | S25351 |
| Trigger Assembly | Asamblea Del Disparador | Assemblée De Déclenchement | S25351-51 |
NOTES
WELD-PAK HD
 |  |  |  |  | ||
| WARNING | ●Do not touch electrically live parts electrode with skin or wet clothing.●Insulate yourself from work and ground. | ●Keep flammable materials away.●Mantenga el material combustible bajo carga con la piel o ropa moja-fuera del área de trabajo. | ●Wear eye, ear and body protection. | ●Keep your head out of fumes.●Use ventilation or exhaust to remove fumes from breathing zone | ||
| SpanishAVISO DE PRECAUCIÓN | ●No toque las partes o los electro- bajo carga con la piel o ropa moja-da.●Aisiese del trabajo y de la tierra. | ●Gardez à l'écart de tout matériel inflammable. | ●Protéjase los ojos, los oídos y el cuerpo. | ●Los humos fuera de la zona de respiración.●Mantenga la cabeza fuera de los humos. Utilice ventilación o aspiración para gases. | ||
| FrenchATTENTION | ●Ne laissez ni la peau ni des vêtements mouillés entrer en contact avec des pièces sous tension.●Isolez-vous de la pièce et de la terre. | ●Entfernen Sie brennbarres Material! | ●Protégez vos yeux, vos oreilles et votre corps. | ●Gardez la tête à l'écart des fumées.●Utilisez un ventilateur ou un aspirateur pour ôter les fumées des zones de travail. | ||
| GermanWARNUNG | ●Berühren Sie keine stromführenden Teile oder Elektroden mit Ihrem Körper oder feuchter Kleidung!●Isolieren Sie sich von den Elektroden und dem Erdboden! | ●Mantenha inflamáveis bem guarda-dos. | ●Tragen Sie Augen-, Ohren- und Körperschutz! | ●Vermelden Sie das Einatmen von Schweibrauch!●Sorgen Sie für gute Be- und Entlüftung des Arbeitsplatzes! | ||
| PortugueseATENÇÃO | ●Não toque partes elétricas e elec-trodos com a pele ou roupa mol-ha-da.●Isole-se da peça e terra. | ●燃えやすいものの側での溶接作業は絶対にしてはなりません。 | ●Use proteção para a vista, ouvido corpo. | ●Mantenha seu rosto da fumaça.●Use veniliação e exhaustão para remover fumo da zona respiratórla | ||
| Japanese注意事項 | ●通電中の電気部品、又は溶材にヒフやぬれた布で触れないこと。●施工物やアースから身体が絶縁されている様にして下さい。 | ●把一切易燃物品移離工作場所。 | ●目、耳及び身体に保護具をして下さい。 | ●ヒュームから頭を離すようにして下さい。●換気や排煙に十分留意して下さい。 | ||
| Chinese警告 | ●皮肤或温衣物切勿接觸拳電部件及錦條。●使你自己與地面和工件絕緣。 | ●把一切易燃物品移離工作場所。 | ●佩戴眼、耳及身體勞動保護用具。 | ●頑部遠離煙露。●在呼吸區使用通風或排風器除煙。 | ||
| Korean위험 | ●전도체나 옹접분을 잖은 한工匠 또는 피부로 질대 접촉치 마십시오.●모재와 점지를 접촉치 마십시오. | ●인화성 물질을 접근 시키지 마시요. | ●눈, 귀와 몸에 보호장구를 착용하십시오. | ●업굴로부터 옹접가스를 멀리하십시오.●호흡지역으로부터 옹접가스를 제거하기 위해 가스제거기나 동풍기를 사용하십시오. | ||
Arabic | ●لا تلمس الاجزاء التي يسري فيها théبار الكهرباني أو الاكتردوب ب JFK الجسم أو بالملابس المبلقة بالماه.● oppose عازلا على جسمك خلال العمل.● oppose عازلا على جسمك خلال العمل. | ● oppose #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒ع #: 寒е: 寒ع: 寒ع: 寒ع: 寒ع: 寒ع: 寒ع: 寒ع: 寒ع: 寒ع: 寒ع: 寒ع: 寒ع: 寒ع: 寒ع: 寒ع: 寒ع: 寒ع: 寒ع: 寒ع: 寒ع: 寒ع: 寒ع: 寒ع: 寒ع: 寒ع: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒d: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒c: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒d: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒e: 寒f: 寒f: 寒f: 寒f: 寒f: 寒f: 寒f: 寒f: 寒f: 寒f: 寒f: 寒f: 寒f: 寒f: 寒f: 寒f: 寒f: 寒f: 寒f: 寒f: 寒f: 寒f: 寒f: 寒f: 寒f: 寒g: 寒g: 寒g: 寒g: 寒g: 寒g: 寒g: 寒g: 寒g: 寒g: 寒g: 寒g: 寒g: 寒g: 寒g: 寒g: 寒g: 寒g: 寒g: 寒g: 寒g: 寒g: 寒g: 寒g: 寒g: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒b: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒h: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒 n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒 m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒m: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒 k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒k: 寒l: 寒l: 寒l: 寒l: 寒l: 寒l: 寒l: 寒l: 寒l: 寒l: 寒l: 寒l: 寒l: 寒l: 寒l: 寒l: 寒l: 寒l: 寒l: 寒l: 寒l: 寒l: 寒l: 寒l: 寒l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 l: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 n: 寒 # : 寒 # : 寒 # : 寒 # : 寒 # : 寒 # : 寒 # : 寒 # : 寒 # : 寒 # : 寒 # : 寒 # : 寒 # : 寒 # : 寒 # : 寒 # : 寒 # : 寒 # : 寒 # : 寒 # : 寒 # : 寒 # : 寒 # : 寒 # : 寒 # : 寒 # | : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : | : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : | | : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : . : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : / : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : . | : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : / | : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : , | : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : : | ? | ||||
 |  |  | |
| ●Turn power off before servicing. | ●Do not operate with panel open or guards off. | WARNING | |
| ●Desconectar el cable de alimentación de poder de la máquina antes de iniciar cualquier servicio. | ●No operar con panel abierto o guardas quitadas. | SpanishAVISO DE PRECAUCION | |
| ●Débranchez le courant avant l'entretlen. | ●N'opérez pas avec les panneaux ouverts ou avec les dispositifs de protection enlevés. | FrenchATTENTION | |
| ●Strom vor Wartungsarbeiten abschalten! (Netzstrom völlig öffnen; Maschine anhalten!) | ●Anlage nie ohne Schutzgehäuse oder Innenschutzverkleidung in Betrieb setzen! | GermanWARNUNG | |
| ●Não opere com as tampas removidas●Desligue a corrente antes de fazer serviço.●Não loque as partes elétricas nuas. | ●Mantenha-se afastado das partes moventes.●Não opere com os paineis abertos ou guardas removidas. | PortugueseATENÇÃO | |
| ●メンテナンス・サービスに取りかかる際には、まず電源スイッチを必ず切って下さい。 | ●パネルやカバーを取り外したままで機械操作をしないで下さい。 | Japanese注意事項 | |
| ●維修前切断電源。 | ●儀表板打開或沒有安全罩時不準作業。 | Chinese警告 | |
| ●보수전에 전원을 차단하십시오. | ●관넬이 열린 상태로 작동치 마십시오. | Korean위험 | |
| ●アップ التيار الكهرباني قيل القيام بابة صيانة. | ●لا ت RATل هذا الجزائر اذا كانت الاغطةالcoholicية لويست عليه. | Arabicتحذير | |
READ AND UNDERSTAND THE MANUFACTURER'S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER'S SAFETY PRACTICES.