
Handy Core - Poste à souder LINCOLN ELECTRIC - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Handy Core LINCOLN ELECTRIC au format PDF.

| Type de produit | Poste à souder à l'arc semi-automatique |
| Marque | Lincoln Electric |
| Modèle | Handy Core |
| Hauteur | 325 mm (12,8 po) |
| Largeur | 224 mm (8,8 po) |
| Profondeur | 457 mm (18 po) |
| Poids | 20,9 kg (46 lb) |
| Alimentation électrique | Monophasé, 115 V, 60 Hz, 20 A |
| Plage de courant de soudage | 30 à 88 A (CC) |
| Tension à vide maximale | 29 V |
| Facteur de marche nominal | 20 % à 70 A / 17 V (cycle de 10 min) |
| Procédé de soudage | FCAW (fil fourré) sans gaz de protection |
| Diamètre de fil compatible | 0,9 mm (0,035 po) |
| Capacité de la bobine de fil | Jusqu'à 0,5 kg (1 lb) |
| Vitesse de dévidage du fil | 0 à 11,5 m/min (0-450 po/min) à vide ; 0 à 7,6 m/min (0-300 po/min) en soudage |
| Épaisseur de soudure recommandée | Acier doux jusqu'à 3,2 mm (1/8 po) |
| Commandes | Interrupteur ON/OFF, sélecteur de gamme thermique Haut/Bas, réglage fin de chaleur (positions 1 et 2), réglage de vitesse de dévidage |
| Protection thermique | Thermostat intégré (arrêt automatique en cas de surchauffe) |
| Accessoires fournis | Torche avec câble, pince de retour, marteau/brosse, masque de soudage |
| Entretien courant | Nettoyage régulier du tube contact et de la buse ; soufflage des poussières ; remplacement du tube contact et du galet d'entraînement si nécessaire |
| Consignes de sécurité | Débrancher avant entretien ; porter des gants isolants, masque et vêtements ignifugés ; éviter les chocs électriques et les fumées |
| Pièces détachées principales | Tube contact (KH712), galet d'entraînement (KP2243-035), buse (KH726), gaine (S25351-50) |
FOIRE AUX QUESTIONS - Handy Core LINCOLN ELECTRIC
Questions des utilisateurs sur Handy Core LINCOLN ELECTRIC
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder au format PDF gratuitement ! Retrouvez votre notice Handy Core - LINCOLN ELECTRIC et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Handy Core de la marque LINCOLN ELECTRIC.
MODE D'EMPLOI Handy Core LINCOLN ELECTRIC
La sécurité dépend de vous
Lincoln arc welding and cutting equipment is designed and los equipos de corte y soldadura al arco Lincoln han sido matériel de soudage et de coupage à l'arc Lincoln est built with safety in mind. However, your overall safety cardiñados y construidos teniendo en cuenta su seguridad conçu et construit en tenant compte de la sécurité. Toutefois, increased by proper installation ... and thoughtful operation. No obstante, ésta se verá incrementada si la instalación se sécurité en général peut être accrue grâce à une bonne on your part. DO NOT INSTALL, OPERATE OR REPAIR realiza correctamente, y si pone atención en el manejo de installation... et à la plus grande prudence de votre part. NE THIS EQUIPMENT WITHOUT READING THIS MANUAL los mismos. NO INSTALE, UTILICE O REPARE ESTE PAS INSTALLER, UTILISER OU RÉPARER CE MATÉRIEL AND THE SAFETY PRECAUTIONS CONTAINED. EQUIPO SIN ANTES HABER LEIDO ESTE MANUAL Y LESANS AVOIR LU CE MANUEL ET LES MESURES DE THROUGHOUT. And, most importantly, think before you adMEDIDAS DE SEGURIDAD QUE CONTIENE. Y, lo más SÉCURITÉ QU'IL CONTIENT. Et, par dessus tout, importante, piense antes de actuar, y tenga mucho ciudadrefléchissez avant d'agir et exercez la plus grande prudence.
TABLE OF CONTENTS
Safety 2
Schéma de câblage....F-1
Pièces F-2
LINCOLN® ELECTRIC
Prendre connaissance des caractéristiques de sécurité suivantes Pour obtenir des renseignements supplémentaires sur la sécurité, on recommande vivement d'acheter un exemplaire de la norme 249.1 de l'ANSI auprès de l'American Welding Society, P.O. Box 351040 Miami, Floride 33135 ou la norme CSA WI17.2-1974. On peut se procurer un exemplaire gratuit du livret "Arc Welding Safety" E205 auprès de la société Lincoln Electric, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
S'ASSURER QUE LES ÉTAPES D'INSTALLATION, D'UTILISATION, D'ENTRETIEN ET DE RÉPARATION NE SONT CONFIÉES QU'À DES PERSONNES QUALIFIÉES.

Matériel ÉLECTRIQUE.
1.a. Couper l'alimentation d'entrée en utilisant le disjoncteur à la boîte de fusibles avant de travailler sur le matériel.
1.b. Installer le matériel conformément au Code canadien de l'électricité, à tous les codes locaux et aux recommandations du fabricant.
1.c. Mettre à la terre le matériel conformément au Code canadien de l'électricité et aux recommandations du fabricant.

LE RAYONNEMENT DE L'ARC peut brûler.
2.a. Utiliser un masque à serre-tête avec oculaire filtrant adéquat et protège-oculaire pour se protéger
les yeux contre les étincelles et le rayonnement de
l'arc quand on soude ou quand on observe l'arc de soudage. Le masque à serre-tête et les oculaires filtrants doivent être conformes aux normes ANSI Z87.1.
2.b. Utiliser des vêtements adéquats en tissu ignifugé pour se protéger ainsi que les aides contre le rayonnement de l'arc.
52.c. Protégor les autres employés à proximité en utilisant des paravents ininflammables convenables ou les avertir de ne pas regarder l'arc ou de s'exposer au rayonnement de l'arc ou aux projections ou au métal chaud.

ELECTRIC AND MAGNETIC FIELDS may be dangerous
LES CHAMPS ÉLECTROMAGNÉTIQUES peuvent être dangereux
3.a. Le courant électrique qui circule dans les conducteurs crée des champs électromagnétiques locaux. Le courant de soudage crée des champs électromagnétiques autour des câbles et des machines de soudage.
3.b. Les champs électromagnétiques peuvent créer des interférences pour les stimulateurs cardiaques, et les soudeurs qui portent un stimulateur cardiaque devraient consulter leur médecin avant d'entreprendre le soudage.
3.c. L'exposition aux champs électromagnétiques lors du soudage peut avoir d'autres effets sur la santé que l'on ne connaît pas encore.
3.d. Les soudeurs devraient suivre les consignes suivantes afin de réduire au minimum l'exposition aux champs électromagnétiques du circuit de soudage :
3.d.1. Regrouper les câbles d'électrode et de retour. Les fixer si possible avec du ruban adhésif.
3.d.2. Ne jamais entourer le câble électrode autour du corps.
3.d.3. Ne pas se tenir entre les câbles d'électrode et de retour. Si le câble d'électrode se trouve à droite, le câble de retour doit également se trouver à droite.
3.d.4. Connecter le câble de retour à la pièce le plus près possible de la zone de soudage.
3.8.5. Ne pas travailler juste à côté de la source de courant de soudage.

4.a. Enlever les matières inflammables de la zone de doudage. Si ce n'est pas possible, les recouvrir pour empêcher que les des scoudage ne les atteignent. Les étincelles et projections de deuvent facilement s'infiltrer dans les petites fissures ou ouvertures des livronnantes. Éviter de scuder près des conduites hydrauliques. On doit toujours avoir un extincteur à portée de la main.
es étin- soudage zones
le denote b. Quand on doit utiliser des gaz comprimés sur les lieux de trava prendre des précautions spéciales pour éviter les dangers. Voir la norme ANSI Z49.1 et les consignes d'utilisation relatives au matériel.
4.c. Quand on ne soude pas, s'assurer qu'aucune partie du circuit de trode ne touche la pièce ou la terre. Un contact accidentel peut une surchauffe et créer un risque d'incendie.
las susd. No pas chauffer, couper ou souder des réservoirs, des fûts ou tenants sans avoir pris les mesures qui simposent pour s'assure ces opérations ne produiront pas des vapeurs inflammables ou la provenant des substances à l'intérieur. Elles peuvent provoquer un explosion même si elles ont été "heitoyées". Pour plus d'informations, se procurer le document AWS F4.1 de l'American Welding Society (l'adresse ci-avant).
4.e. Mettre à l'air libre les pièces moulées creuses ou les contenants avant de souder, de couper ou de chauffer. Elles peuvent exloser.
4.1. Les étincelles et les projections sont expulsées de l'arc de souda Porter des vêtements de protocation exempts d'huile comme des g cuir, une chemise épaisse, un pantalon sans revers, des chausu montantes et un casque ou autre pour se protéger les cheveux, des bouche-creilles quand on soude hors position ou dans des e clos. Toujours porter des lunettes de sécurité avec écrans latéraux quand la ca de âren se trouve dans la zone de soudage.
dejados de nente para. Connecter le câble de retour à la pièce le plus près possible o de soudage. Si les câbles de retour sont connectés à la charge bâtiment ou à d'autres endroits éloignés de la zone de soudage cela aug- mente le risque que le courant ce soudage passe dans les cha- levage, les câbles de grue ou autres circuits auxiliaires. Cela pe un risque d'incendie ou surchauffer les chaînes de levage ou le et entraîner leur défaillance.
0226904.h. Lire et appliquer la Norme NFPA 51B "pour la Prévention des Pendant le Soudage, le Coupage et d'Autres Travaux Impliquant Chaleur", disponible auprès de NFPA, 1 Batterymarch Park, PO I lación de 9101, Quincy, Ma 022690-9101.
4.i. Ne pas utiliser de source de puissance de soudage pour le de tuyauteries.
Jan, 07
Jan, 07
Jan, 07

LES CHOCS ÉLECTRIQUES peuvent être mortels.
5.a. Les circuits de l'électrode et de retour (ou masse) sont sous tension quand la source de courant est en marche. Na pas toucher ces piè
sous tension les mains nues ou si l'on porte des vêtements mouillés. Porter des gants isolants secs et ne comportant pas de trous.
- S'isoler de la pièce et de la terre en utilisant un moyen d'isolation sec. S'assurer que l'isolation est de dimensions suffisantes pour couvrir entièrement la zone de contact physique avec la pièce et la terre.
En plus des consignes de sécurité normales, si l'on doit effectuer le soudage dans des conditions dangereuses au point de vue électrique (dans les endroits humides ou si l'on porte des vêtements mouillés; sur les constructions métalliques comme les sols, les grilles ou les échafaudages; dans une mauvaise position par exemple assis, à genoux ou couché, il y a un risque élevé de contact inévitable ou accidentel avec la pièce ou la terre) utiliser le matériel suivant :
- Source de courant (fil) à tension constante c.c. semi-automatique.
- Source de courant (électrode enrobée) manuelle c.c.
- Source de courant c.a. à tension réduite.
5.c. En soudage semi-automatique ou automatique, le fil, le devidoir, la tête de soudage, la buse ou le pistolet de soudage semi-automatique sont également sous tension.
5.d. Toujours s'assurer que le câble de retour est bien connecté au métal soudé. Le point de connexion devrait être le plus près possible de la zone soudée.
5.e. Raccorder la pièce ou le métal à souder à une bonne prise de terre.
clar a
5.f. Tenir le porte-électrode, le connecteur de pièce, le câble de soudage et l'appareil de soudage dans un bon état de fonctionnement. Remplacer l'isolation endommagée.
5.g. Ne jamais tremper l'électrode dans l'eau pour la refroidir.
5.h. Ne jamais toucher simultanément les pièces sous tension des porte-électrodes connectés à deux sources de courant de soudage parce que la tension entre les deux peut correspondre à la tension à vide totale des deux appareils.
5.i. Quand on travaille au-dessus du niveau du sol, utiliser une ceinture de sécurité pour se protéger contre les chutes en cas de choc.
5.j. Voir également les points 4.c. et 1.
MAR95

LES FUMÉES ET LES GAZ peuvent être dangereux.
6.a Le soudage peut produire des fumées et des gaz dangereux pour la santé. Éviter d'inhaler ces fumées et ces gaz. Quand on soude, tenir la tête à l'extérieur des fumées. Utiliser un système de ventilation ou d'évacuation suffisant au niveau de l'arc pour évacuer les fumées et les gaz de la zone de travail. Quand on soude avec des électrodes qui nécessitent une ventilation spéciale comme les électrodes en acier inoxydable ou pour revêtement dur (voir les directives sur le contenant ou la fiche signalétique) ou quand on soude de l'acier au plomb ou cadmié ainsi que d'autres métaux ou revêtements qui produisent des fumées très toxiques, limiter le plus possible l'exposition et au-dessous des valeurs limites d'exposition (TLV) en utilisant une ventilation mécanique ou par aspiration à la source. Dans les espaces clos ou dans certains cas à l'extérieur, un appareil respiratoire peut être nécessaire. Des précautions supplémentaires sont également nécessaires quand on soude sur l'acier galvanisé.
6.b. Le fonctionnement de l'appareil de contrôle des vapeurs de
soudage est affecté par plusieurs facteurs y compris l'utili-
sation et le positionnement corrects de l'appareil, son entre-
tion ainsi que la procédure de soudage et l'application con-
cernées. Le niveau d'exposition aux limites décrites par
OSHA PEL et ACGIH TLV pour les ouvriers doit être vérifié
au moment de l'installation et de façon périodique par la
suite afin d'avoir la certitude qu'il se trouve dans l'intervalle
en vigueur.
sc. Ne pas souder dans les endroits à proximité des vapeurs d'hydrocarbures chlorés provenant des opérations de dégraissage, de nettoyage ou de pulvérisation. La chaleur los et le rayonnement de l'arc peuvent réagir avec les vapeurs de solvant pour former du phosgène, gaz très toxique, et d'autres produits irritants.
6.d. Les gaz de protection utilisés pour le soudage à l'arc peuvent chasser l'air et provoquer des blessures graves voire mortelles. Toujours utiliser une ventilation suffisante, spécialement dans les espaces clos pour s'assurer que l'air inhalé ne présente pas de danger.
6.e. Lire et comprendre les instructions du fabricant pour cet usar, appareil et le matériel de réserve à utiliser, y compris la fiche de données de sécurité des matériaux (MSDS) et suivre les pratiques de sécurité de l'employeur. Les fiches MSDS sont disponibles auprès du distributeur de matériel de soudage ou auprès du fabricant.

LES BOUTEILLES peuvent exploser si elles sont endommagées.
7.a. N'utiliser que des bouteilles de gaz comprimé contenant le gaz de protection convenant pour le procédé utilisé ainsi que des détendeurs en bon état conçus pour les gaz et la pression utilisés. Choisi les tuyaux souples, raccords, etc. en fonction de l'application et les tenir en bon état.
7.b. Toujours tenir les bouteilles droites, bien fixées par une chaîne à un chariot ou à support fixe.
7.c. On doit placer les bouteilles :
• Loin des endroits où elles peuvent être frappées ou endommagées.
- À une distance de sécurité des opérations de soudage à l'arc ou de coupage et de toute autre source de chaleur, d'étincelles ou de flammes.
7.d. Ne jamais laisser l'électrode, le porte-électrode ou toute autre pièce sous tension toucher une bouteille.
7.e. Éloigner la tête et le visage de la sortie du robinet de la bouteille quand on l'ouvre.
7.1. Les bouchons de protection des robinets doivent toujours être en place et serrés à la main sauf quand la boutelle est utilisée ou raccordée en vue de son utilisation.
7.g. Lire et suivre les instructions sur les bouteilles de comprimé, et le matériel associé, ainsi que la publication P-1 de la CGA que l'on peut se procurer auprès de la Compressed Gas Association, 1235 Jefferson Davis Highway, Arlington, VA22202.

WARNING
Cet avis apparaît quand on doit suivre scrupuleusement les informations pour éviter les blessures graves voire mortelles.

ATTENTION
Cet avis apparaît quand on doit suivre les informations pour éviter les blessures légères ou les dommages du matériel.
TECHNICAL SPECIFICATIONS ESPECIFICACIONES TÉCNICAS
FICHE TECHNIQUE
INPUT - SINGLE PHASE ONLY
| Tension/fréquence115 V/60 Hz | Courant d'entrée20 A @ sortie nominale |
SORTIE NOMINALE
| Facteur de marche | Courant | Tension (V) |
| 20% | 70Intensité(A) | 17V |
PLAGE DE SORTIE
| Plage de courant de soudageSortie nominale c.c.: 30-88 ATension à vide maximale (V)29V |
| Plage de vitesse de dévidageaucun chargement 0 - 450 po/min(0 - 11,5 m/min)tout en soudant 0-300 po/min(0-7,6 m/min.) |
ENCOMBREMENT
| Hauteur | Largeur | Profondeur | Masse |
| 12.8 po | 8,8 po | 18 po | 46 lb |
| 325 mm | 224 mm | 457 mm | 20,9 kg |
CÂBLE D'ENTREE RECOMMANDE ET POUVOIR DE COUPURE DES FUSIBLES À LA SORTIE NOMINALI
| Pouvoir de coupure | Intensité d'entrée (A) | Cordon d'alimentation |
| 20 A | 20 | 15 A, 125 VFiche à 3 broches(NEMA, Type 5-15P) |
| Cordon prolongateurJusqu'à 25 pi (7,6 mm) : Trois conducteurs n° 14 /(2,1 mm) ou plusJusqu'à 50 pi (15,2 mm) : Trois conducteurs n° 12(3,3 mm) ou plus | ||
IDENTIFY AND LOCATE COMPONENTS
Placer l'appareil sur une surface stable et plane ou sur l'un des supports recommandés. La machine peut se renverser s'el ces précautions ne sont pas prises. Pour réduire les visques de surchauffe, placez l'appareil dans un endroit sec où l'air pur circule librement. Ne pas monter sur des surfaces combustibles.
EMPILAGE
Les machines ne peuvent pas être empilées.
e La é machine a une connexion, d'entrée prévue pour le câble d'alimentation qui se trouve à l'arrière de la machine.
EXIGENCES DU CODE RELATIVES AUX CONNEXIONS D'ENTRÉE
AVERTISSEMENT
Cette machine de soudage doit être connectée à une source d'alimentation conformément aux codes de l'électricité applicables.
dée code d'électricité national des donne les normes relatives à l'intensité des conducteurs d'alimentation selon le facteur de marche de la source de courant.
S'il y a des questions sur la conformité de l'installation aux exigences du code de l'électricité applicables, consulter un électricien qualifié.
ATTENTION
source d'alimentation d'entrée ayant une tension nominale supérieure à 125 V.
¡Ne pas enlever la broche de terre du cordon d'alimentation.
LES CHOCS ÉLECTRIQUES peuvent être mortels.
- Ne pas toucher les pièces sous tension ou l'électrode les mains nues ou si l'on porte des vêtements humides. S'isoler de la pièce à souder et de la terre.
• Toujours porter des gants isolants secs.
• Toujours porter des gants isolants secs.

LES FUMÉES ET LES GAZ peuvent être dangereux.
- Tenir la tête en dehors des fumées.
- Utiliser un système de ventilation ou d'évacuation pour évacuer les fumées de la zone de travail.

LES ÉTINCELLES DE SOUDAGE peuvent
provoquer un Incendle ou une explosion.
- Éloigner les matières inflammables.
- Ne pas souder sur des contenants fermés.

LE RAYONNEMENT DE L'ARC peut brûler les yeux et la peau.
- Porter un dispositif de protection des yeux, des orelles et du corps.
Observer toutes les consignes de sécurité données dans ce manuel.

Cet appareil est une soudeuse à l'arc à source de courant à tension constante c.c. semi-automatique. Elle est composée d'un transformateur monophasé à tension constante, d'un redresseur sec et d'un moteur à aimants permanents à courant continu pour l'entraînement du fil et le soudage à l'arc avec fil fourré.
La machine est avant tout prévue pour des personnes ayant accès à un courant d'entrée c.a. de 115V et qui recherchent ja commodité d'usage, la qualité et la possibilité d'utiliser le procédé de soudage à l'arc Innershield (soudage à l'arc avec fil fourré sans protection de gaz) machine pourra porter des bobines de fil pouvant peser jusqu'à deux livres 1 lbs. (.5 kg).
OPERATION
OPERACION
FONCTIONNEMENT
rba machine peut être utilisée pour souder des aciers au carbone et faiblement alliés au moyen du soudage à l'arc avec fil fourré Innershield®.
COMMANDES OPÉRATIONNELLES
La machine est équipée des commandes standard suivantes:
- Interrupteur de courant MARCHE (« ON »)/ARRÊT (« OFF »)
• Bouton Gamme thermique
- Bouton avec les positions 1et 2 pour le réglage fin de la chaleur
- Réglage de la vitesse de déroulement du fil
SPÉCIFICATIONS TECHNIQUES
- Fonctionne avec une entrée de courant de 115V.
- Contrôle de sortie
- Protection contre les surintensités – comprend un thermostat protégeant la soudeuse de la surchauffe pouvant provenir d'un mauvais fonctionnement ou d'un usage excessif.
• Moteur à aimants permanents pour dévider le fil.
- Commandes faciles à utiliser pour le réglage de la tension d'arc et de la vitesse de déroulement du fil.
- Le bras de pression servant à régler le déroulement du fil est facilement réglable au moyen d'une vis à desserrage manuel.
- Galet d'entraînement réversible, à chanfrein double.
• 17 Peut contenir des bobines de fils pesant jusqu'à 1 livres (.5 kg).
e Pas besoin de gaz de protection externe.
CAPACITÉ DE SOUDAGE
La machine fonctionne à 70A, 17V, et à 20% de facteur de marche calculé sur une base de 10 minutes. Elle peut
travailler à des courants de sortie plus élevés si les facteurs de marche sont plus bas.
LIMITATIONS
Il est recommandé d'utiliser la machine pour souder avec de l'acier doux qui ait une épaisseur allant jusqu'à 1/8 po.
OPERATION
CONTRÔLES ET RÉGLAGES FIGURE B.1
text_image
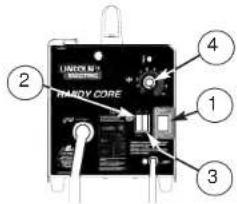
LINEVER M2 RANIDY CORE 1 2 3 4Voir Figure B.1
- Interrupteur de courant MARCHE (« ON »)/ARRÊT (« OFF ») – Quand l'interrupteur de courant se trouve en position MARCHE, la sortie du courant de soudage et le système d'entraînement du fil sont activés au moment d'appuyer sur la gâchette de la torche.
- Bouton pour le réglage de la gamme thermique avec les positions Haut/Bas - Un commutateur à bascule permet de régler la tension du courant de sortie sur Haut ou sur Bas.
- Interrupteur pour le réglage fin de la chaleur avec les positions 1 - 2 - Permet de régler avec plus de précision la tension une fois que celle-ci a été sélectionnée par l'interrupteur Haut/Bas.
- Réglage de la vitesse de déroulement - Contrôle la vitesse de déroulement du fil.
OPÉRATIONS DE SOUDAGE
L'électrode recommandée pour le procédé de soudage à l'arc avec fil fourré est une électrode Innershield Lincoln NR-211-MP de 0,035 po (0,9 mm) de diamètre montée sur des bobines de 1 livres (0,5 kg).
SÉQUENCE DES OPÉRATIONS CHARGEMENT ET INSTALLATION DU FIL
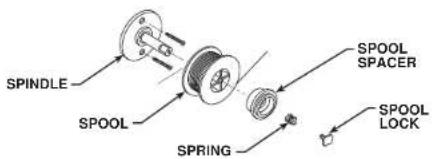
Voir Figure B.2.
Couper l'alimentation d'entrée avant d'ouvrir le compartiment où se trouve le système d'entraînement du fil. Assurez-vous que le diamètre et le type de fil utilisé conviennent au galet d'entraînement du fil et au tube contact de la torche.
sè. Enfoncez le rouleau sur le moyeu de manière à ce que le
dillo fil se trouve en bas du rouleau et dirigé vers le galet d'en-
traînement.
2. Rabattre la cale d'espacement de la bobine sur le moyeu, contre la bobine.
OPERATION
OPERACIÓN
FONCTIONNEMENT
Glisser le ressort sur la bobine, puis appuyer sur la fermeture de la bobine en la tournant dans le sens des aiguilles d'une montre afin de bloquer la bobine sur le moyeu.
FIGUREB.2
text_image
SPINDLE SPOOL SPRING SPOOL SPACER SPOOL LOCKFigura B.2
text_image
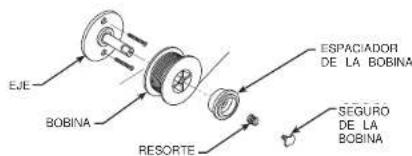
EJE BOBINA RESORTE ESPACIADOR DE LA BOBINA SEGURO DE LA BOBINAFigure B.2
text_image
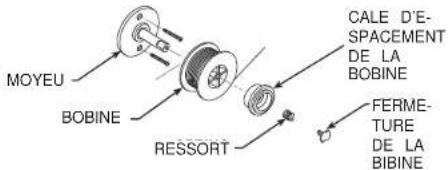
MOYEU BOBINE RESSORT CALE D'E- SPACEMENT DE LA BOBINE FERME- TURE DE LA BIBINEFIGURA B.3 - DETALLES DEL ENROSQUE DEL CABLE
FIGURE B.3 - DÉTAILS DE L'INSTALLATION DU FIL
text_image
Vis à desserrage manuel avec ressort Tube de guidage de l'embée du fil Entraînement du fil Galet d'entraînement inférieurRelâcher la vis à ressort et tourner le bras de rouleau mobile en l'éloignant du galet d'entraînement du fil. Verifiez que la grandeur indiquée au stencil sur le côté du galet d'entraînement qui vous fait face corresponde à la grandeur de fil utilisée.
5. Séparer avec soin l'extrémité du fil de la bobine. Maintenez le fil tendu afin d'empêcher que la bobine ne s'enroule et ne le relâcher qu'une fois que le point 8 est terminé.
6. Couper la partie du fil qui est pliée et redresser les premiers 4 po (100 mm) du fil.
7. Passer le fil à travers le tube de guidage du fil, au-dessus du galet d'entraînement et dans la gaine de la torche.
8. Fermer le bras de rouleau mobile et baisser la vis à desserrage manuel jusqu'à ce que le galet-guide appuie fermement sur le fil. (Maintenant vous pouvez relâcher le fil à souder). Vérifier que le fil se trouve sur le chanfrein du galet d'entraînement inférieur.
OPERATION
OPERACIÓN
FONCTIONNEMENT
- La vis à ressort qui se trouve sur le bras du rouleau mobile permet de régler la pression sur le fil. Régler la pression en tournant la vis afin d'empêcher un déroulement trop rapide de la bobine, tout en permettant un entraînement du fil facile et sans accrocs. Commencer par régler la pression à un stade intermédiaire. Puis ajuster si cela est nécessaire. Si le dévidoir glisse pendant l'entraînement du fil, augmenter la pression jusqu'à ce que l'entraînement du fil se fasse sans problèmes.
AVERTISSEMENT
Au moment d'installer le fil à souder à travers la torche, le dévidoir, le boîtier de connexion de la torche et le tube contact de la torche sont toujours reliés à la pièce de travail et à la terre.
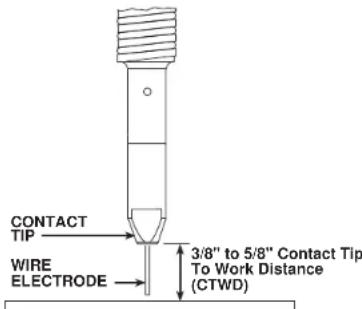
FIGURE B.4 - WIRE STICKOUT
- Enlevez le bout et le bec de contact du gun. de
- Enclencher la machine en mettant l'interrupteur sur « la ON » (« I »).
- Tendre le câble de la torche.
- Appuyer sur l'interrupteur de la gâchette de la torche et entraîner le fil à souder à travers la torche et le câble. (Maintenir la torche le plus loin possible de vous-même et des autres pendant que vous introduisez le fil).
- Éteindre la machine.
- Remplacez le bout et le bec de contact. Voir Figure B.4. Couper le fil de manière à ce que le fil dépasse l'extrémité de la torche sur une longueur de 3/8 à 5/8 po (1-15 mm).
- Allumer la machine. La machine est à présent prête pour souder.
OPERATION
OPERACIÓN
FONCTIONNEMENT
PRE le chapitre APPRENTISSAGE DU SOUDAGE
(manuel LTW1) avant de faire votre premi soudure. Voir également le Tableau B.1 et les Instructions situées sur la partie intérieure de la porte du compartiment du dévidoir de votre machine pour des informations sur l'installation de la machine, les produits d'apport à utiliser et un guide rapide pour le soudage.
^1 . Choisir un fil à souder et l'installer. N'utiliser que du fil de la marque Lincoln Electric. La qualité du fil est essentielle pour réussir une soudure.
2. Installer le galet d'entraînement, le tube de contact et que la buse de la torche.
3. Voir Figure B.5. Connecter le connecteur de pièce à la pièce à travailler. La pièce à travailler doit également être mise à terre, ainsi qu'il est indiqué dans les Mesures de sécurité au début de ce manuel.
4. En vous basant sur l'épaisseur de la pièce à travailler, utiliser le graphique ci-dessous (ou les Instructions situées sur la porte du dévidoir) pour régler la vitesse d'entraînement et la gamme thermique.
5. Selon le type de joint et la position de soudage désirés, placer la torche sur le joint à la bonne inclinaison. Voir le chapitre APPRENTISSAGE DU SOUDAGE de ce (manuel LTW1).
6. Au moment où vous allez commencer à souder, portez le masque à main devant les yeux pour les protéger et appuyez sur la gâchette.
7. Pendant le soudage, travailler à une vitesse constante et faire en sorte que la longueur de l'électrode se maintienne à 3/8 po. Suivre la bonne direction de travail pour le type de joint et la position de soudage que vous avez choisis, ainsi qu'il est indiqué dans le chapitre APPRENTISSAGE DU SOUDAGE (manuel LTW1)
8. Pour arrêter de souder, relâcher la gâchette de la torche.
9. Quand vous avez terminé de souder, éteignez la machine.
OPERATION OPERACIÓN FONCTIONNEMENT
Le Tableau B.1 est sur la porte intérieure de cas de cette machine pour la référence rapide de la soudure procé- dures.
TABLE B.1
| FCAW -Sans Gaz (Noyau de Flux) | |||
| Fil Soudure | 0.35 Lincoln NR 211-PM (Fil au Noyau Innershield) | ||
| Bout de Contact | .035 (0.9mm) — Nombre de Component Lincoln KH712 | ||
| Entra nement du fil | Rainure Cannel e de 0.9mm — Nombre de Component Lincoln KP2243-035 | ||
| Chargement Du Fil | Rappeloz vous: Enlavez le bout de contact avant de charger le filGardez la tension sur le fil pour livier son ditroulement1. Coupez la partie courbe du fil et ressessez le des premi res 4" pour l'alimentation des rouises aux [mlr] et des pistolets2. L chez le bras pression avec ressort et faites tourner le Bras Libre du Rouleau loin du Cylindre Moteur3. Enlize le fil a travers du tube guide, sur le cylindre moteur et dans la garniture du pistolet. Fernez le bras du Cylindre Motour. | ||
| Chargement Du Fil | Les param tres de la Vitesse d'Alimentation du Fil (WFS) dans la table ci-dessous se tondent sur le paramitre de l amplitude moyenne de tension du fil. La tension peut être changie au cas ou lamultoration de l'alimentation du fil soit nec asaire: toutefois, on peut ajuster le paramitre de la WFS il partir des valeurs de la table ci-dessous. | ||
| Proposition de Param tres Pour Le Soudage | Grosseur de l'Acier | Vitesse d'Alimentation du Fil | Gamme de Chaleur |
| 18 Ga Steel | 3 Bas- 2 | ||
| 16 Ga Steel | 3 | Bas- 2 | |
| 14 Ga Steel | 3 | lev e - 1 | |
| 12 Ga Steel 4 | lev e - 2 | ||
| 1/8" Steel | 4 | lev e - 2 | |
| Consejos de Ayuda | Il faut souder avec un Rythme ConstantNe pas permettre tisser l arc, ni en avant ni en arrêté ou dans les deux sensEnlavez le M chefer avec le Ciseleur pour l'exposition de la soudurePour les Joints Horizontales de Soudure, rappelez vous: "Tirer en cas de trouver du M chefer"Voir la Guide de "D pannage d une Soudure de Mauvaise Qualit " | ||
| La Direction de Soudure ETI Angle du Pistolet en r lation la Direction de Soudure | 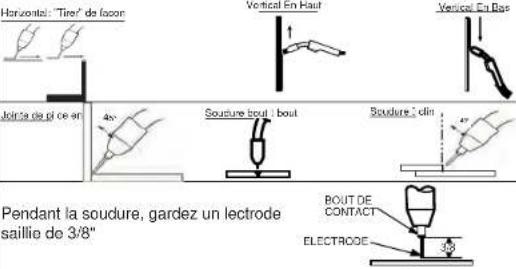 | ||
| Angles du pistolet Convenables aux Types de Joint Commun de Soudure | |||
| Saillie lectrique | |||
| LISTE DES PI∅CES | |
| Employez les pilces vitables pour obtenir la meilleure ex-cution | |
| Bout de Contact (.035") | KH712 (.035" / 0.9 mm) |
| Entraînement du fil | KP2243-035 |
| Buse du pistolet | KH 726 |
| Alambre FCAW | Lincoln .035 NR-211-MP |
AVERTISSEMENT
L'utilisation de cette unit sur des matériaux plus pais que recommandis peut avoir comme consquance les soudures de la qualif' inférieure. Les soudures peuvent sembler être bonnes, mais peuvent manquer la des fusion ou liaison nécessaire pour donner une soudure forte. Ceci s'appelle "b ti froid" ou le "froid enroulant" et est un certain when semblable l'un joint froid de soudure. L'chec de soudure peut risuler?
AVERTISSEMENT
- Quand la source d.l.lnergie est allum.le et le gichette du pistolet n est pas tir, alors les ruoleaux moteur, la bobine au fil et l.l.electrode sont lectriquement chauds
OPERATION
OPERACIÓN
FONCTIONNEMENT
Extrémidad y el inyector del contacto limpios para evitar el arco que tiende un puente sobre entre ellos. Puentear puertas dar como resultado una boquilla en corto, soldaduras deficientes y una pistola sobrecalentada. Consejo: Spray anti-adherente o gel, disponible con su distribuidor de consumibles de soldadura, el caul puede reducir la acumulación ayudar en la remoción de salpicaduras. Avec le commutateur de puissance dans la position de puglos, maintenez le bout et le bec de contact propres pour ter l'arc jetant un pont sur entre eux. Un pontage peut provoquer le raccourcissement de la buse, de mauvaises soudures et la surchauffe de la torche. Un conseil : utiliser un spray ou un gel anti-collant, disponible chez n'importe quel distributeur de matériel pour le soudage, afin de réduire la surrépaisseur et d'aider à retirer les projections de soudage.
Avec le commutateur de puissance dans la position de despos, maintenez le bout et le bec de contact propres pour pter l'arc jetant un pont sur entre eux. Un pontage peut provoquer le raccourcissement de la buse, de mauvaises soudures et la surchauffe de la torche. Un conseil : utiliser un spray ou un gel anti-coilant, disponible chez n'importe quel distributeur de matériel pour le soudage, afin de réduire la surépaisseur et d'aider à retirer les projections de soudage.
PROTECTION CONTRE LES SURINTENSITÉS
PROTECTION CONTRE LA SURCHAUFFE
^1 ^2 ^3 machine a un facteur de marche maximum de 20%. Si le facteur de marche est dépassé, un dispositif thermostatique éteindra la machine jusqu'à ce que celle-ci retrouve une température normale. Cette fonction est une fonction automatique de la machine dans laquelle l'usager n'a pas besoin d'intervenir.
ACCESSORIES
ACCESSORIOS
ACCESSOIRES
ACCESSORIES
Fil fourré est une électrode Innershield Lincoln NR-211-MP de 0,035 po (0,9 mm) de diamètre.
CONSUMIBLES
CONSUMABLE PARTS
Les articles suivants sont généralement consommés au cours de la vie de la soudeuse et peuvent devoir être passés commande. Voyez la liste des pièces complète à la fin de ce manuel pour des pièces de rechange de machine.
| Item Description Descripción Description PART NO. | ____ | ____ | S24355-12 | |
| 1 | Chipping Hammer/Brush | |||
| 2 | Face Shield | Careta | Bouclier de visage | G3364 |
| 3 | Filter Lens/Clear Cover Lens | Lente filtro/ Lente de cubierta blanca | Filtre | G3364-C & - |
| 4 | Drive Roll | Rodillo impulsor | Roulement d'entraînement | KP2243-035 |
| 5 | Contact Tip .035"(0.9 mm) | Punta de contacto .035"(0.9 mm) | Tube Contact | KH712 |
| 6 | Nozzle | Tobera | Buse | KH726 |
| 7 | Liner | Trazador de l?as | Recouvrement | S25351-50 |
SAFETY PRECAUTIONS

WARNING ADVERTENCIA
LES CHOCS ÉLECTRIQUES peuvent être mortels.
- Déconnecter l'alimentation d'entrée en débranchant la fiche de la prise avant de travailler à l'intérieur de la HANDY CORE. N'utiliser qu'une prise avec mise à la terre. Ne pas toucher les pièces sous tension à l'intérieur de la HANDY CORE.
- Confier les travaux d'entretien et de dépannage à un personnel qualifié.

PARTIES N'AYANT PAS BESOIN D'ENTRE-TIEN
- Moteur d'entraînement et boîte de vitesse – Lubrification à vie
- Moyeu de la bobine de fil – Ne pas lubrifier l'axe
ENTRETIEN DE ROUTINE ET PÉRIODIQUE
AVANT CHAQUE UTILISATION
- Examiner la machine et les accessoires afin de s'assurer qu'il n'y ait aucun élément évident pouvant empêcher le fonctionnement normal de la machine. Réparer ou remplacer les pièces nécessaires au bon fonctionnement de la machine.
APRÈS 5 MINUTES DE SOUDAGE
ou quand les éclaboussures se sont accumulées sur le contact tip:
Nettoyer le tube de contact et la buse. Un conseil : utiliser un spray ou un gel anti-collant, disponible chez n'importe quel distributeur de matériel pour le soudage, afin de réduire la surépaisseur et d'aider à retirer les projections de soudage.
MAINTENANCE
MANTENIMIENTO
ENTRETIEN
CLEANING THE GUN LINER
• Débrancher la machine ou mettre l'interrupteur de courant nte sur « OFF » (« O »).
- Retirer la buse et le tube contact de la torche.
- Nettoyer le diamètre intérieur avec un bout de fil de fer.
- Nettoyer la gaine du câble quand l'entraînement du fil se fait dur et irrégulier.
Déposer le câble en ligne droite. Souffler doucement de l'air à basse pression sec à travers le tube de guidage du fil et aire. Examiner l'état du tube. Plier le câble en avant et en arrière, Puis souffler de nouveau dans le tube. Répéter l'opération jusqu'à ce qu'il soit propre.
Déposer le câble en ligne droite. Souffler doucement de l'air à basse pression sec à travers le tube de guidage du fil et aire. Examiner l'état du tube. Plier le câble en avant et en arrière, Puis souffler de nouveau dans le tube. Répéter l'opération jusqu'à ce qu'il soit propre.
CAUTION
Une pression trop forte au début peut former un bouchon de poussière.
NETTOYAGE DES PIÈCES
- Débrancher la machine ou mettre l'interrupteur sur « OFF » (« O »).
- Retirer la poussière de la soudeuse avec de l'air à basse pression afin d'éliminer le trop de poussière et l'accumulation de saleté qui pourraient provoquer la surchauffe de la soudeuse.
- Vider la poussière accumulée dans le boîtier à vitesse et v dans le compartiment d'entraînement du fil.
- Remplacer le tube contact – quand le trou s'est élargi ou se allongé (Voir dans ce chapitre le paragraphe Changer le tube contact).
- Examiner l'état des bobines d'entraînement du fil. Retirer toute poussière métallique qui s'est déposée dans le compartiment d'entraînement du fil (sur les bobines et dans les tubes de guidage d'entrée et de sortie du fil).
- Voir Figure D.1. Retirer la buse de la torche en la dévisant dans le sens contraire des aiguilles d'une montre.
- Retirer le tube contact de la torche en le dévissant dans le sens contraire des aiguilles d'une montre.
- Enfiler et visser le nouveau tube contact. Ne pas trop serrer.
- Replacer la buse.
CHANGER LE GALET D'ENTRAÎNEMENT
VIS À DESSERRAGE
text_image
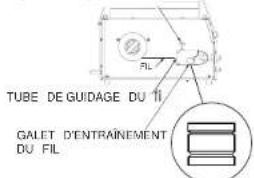
TUBE DE GUIDAGE DU 11 GALET D'ENTRAÎNEMENT DU FILFIGURE D.2. - REMPLACEMENT DU GALET D'ENTRAÎNEMENT
Le galet d'entraînement de la machine a deux chanfreins; tous deux prévus pour des fils-électrodes fourrés de 0,035 po (0,9 mm). Voir Figure D.2.
Retirer le galet d'entraînement comme il est indiqué ci-dessous. Voir la Figure D.2.
- Vérifier que l'interrupteur de courant se trouve sur la position « OFF » (« O »).
- Ouvrir le bras de pression à ressort. Relever le bras de rouleau mobile.
- Retirer la vis à desserrage manuel qui maintient le galet d'entraînement.
MAINTENANCE
MANTENIMIENTO
ENTRETIEN
-
Reemplace el Tornillo Mariposa y ajuste.
-
Replacer le galet d'entraînement de manière à ce que le chanfrein se trouve dirigé vers l'intérieur et qu'il soit visible.
-
Replacer la vis à desserrage manuel et serrer.
RETIRER LA TORCHE
- Débrancher la machine.
- Retirer la porte du dévidoir et le panneau latéral du casier de droite.
- Desserrer les deux boulons et la vis retenant le réducteur de tension de la torche (observer la façon dont la torche est entre dans le dévidoir).
- Retirer les cordons de la gâchette. Les cordons de la faire gâchette passent à travers le panneau central et sont connectés au panneau de commandes (X3/1, X3/2). Faire attention au moment de les retirer de ne pas endommager le panneau de commandes ou les connex-ions avoisinantos.
Retirer la connexion du cordon d'alimentation qui passe à travers le panneau central. Faire glisser vers l'arrière le manchon protecteur et desserrer la connexion du cordon de la bobine. - Retirer les serre-câbles. Faire attention de ne pas la endommager les cordons.
- Retirer la torche de la machine.
- Pour l'installation, suivre le même procédé dans le sens contraire (du point 8 au point 1).
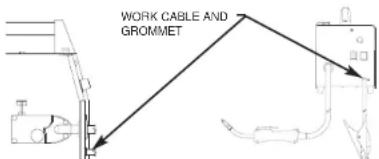
dINSTALLATION DU CÂBLE DE RETOUR
Le câble de retour et le connecteur de pièce sont déjà installés sur la machine. Si vous avez besoin de remplacer ou de réinstaller le câble, suivez les instructions suivantes.
FIGURE D.3
Débrancher la machine.
- Retirer les panneaux latéraux du capot.
- Passer l'extrémité du câble de retour avec sa fiche à travers le trou d'accès pour le câble de retour qui se trouve sur le devant du capot. 4: Voir le Schéma électrique (situé sur le panneau latéral interne du capot et à la page F.1 de ce manuel) pour voir où se trouve l'endroit où le câble de retour doit être connecté. Vérifier que tous les autres cordons qui sont connectés à cet endroit soient également reconnectés au câble de retour.
- Pour garantir un bon contact électrique, vérifier que cette connexion soit bien serrée.
OUTPUT PROBLEMS
Si la machine a des problèmes physiques ou électriques évidents.
- Contacter votre service après-vente local agréé Lincoln.
Pas d'entraînement du fil, mais sortie de soudage au moment d'appuyer la gâchette de la torche.
-
Vérifier que la tension appliquée à la machine soit la correcte (115 vac).
-
Vérifier que l'interrupteur de cousantrouve sur « ON »
-
Le thermostat s'est peut-être déclenché à cause de la surchauffe. Laisser la machine refroidir. Souder pendant la durée relative d'enclenchement ou faire en sorte qu'il n'y ait aucune obstruction d'air dans la machine.
Pas de sortie de courant de soudage au moment d'appuyer sur la gâchette de la torche.
-
Le tube contact de la torche est peut-être fendu. Remplacez-le.
-
La gâchette de la torche est peut-être défectueuse.
- La torche ou le câble de retour peuvent être défectueux.
Pas d'entraînement du fil au moment d'appuyer sur la gâchette.
-
Le thermostat s'est peut-être déclenché à cause de la surchauffe. Laisser la machine refroidir. Souder pendant la durée relative d'enclenchement ou faire en sorte qu'il n'y ait aucune obstruction d'air dans la machine.
-
La gâchette de la torche est peut-être défectueuse.
-
La tension du galet d'entraînement est peut-être trop forte.
-
Le fil est peut-être tordu ou coincé. Examiner le galet d'entraînement et les tubes de guidage.
PROBLÈMES DE SOUDAGE
La goutte est trop fine (de manière intermittente).
-
La vitesse de travail est irrégulière. Réduire la vitesse et maintenir une vitesse de travail constante.
-
La gamme thermique du courant de sortie est trop basse. Mettre l'interrupteur du réglage de la gamme thermique sur la position Haut ou le réglage fin de la chaleur sur la position (2).
| La goutte est trop épaisse (de manière intermittente).1. La vitesse de travail est trop basse et/ou irrégulière.Augmenter la vitesse et maintenir une vitesse de travail constante.2. La gamme thermique du courant de sortie est trop élevée. Mettre l'interrupteur du réglage de la gamme thermique sur la position Bas et/ou le réglage fin de la chaleur sur (1). |
| La goutte ne pénètre pas dans le métal de base.1. La vitesse de travail est irrégulière. Réduire la vitesse et maintenir une vitesse de travail constante.2. La gamme thermique du courant de sortie est trop basse. Mettre l'interrupteur du réglage de la gamme thermique sur la position Haut et/ou le réglage fin de la chaleur sur (2). |
| Le fil crache et colle à la pièce de travail.1. Le fil est humide. Remplacer par un fil sec. Vérifier que le fil est stocké dans un endroit sec.2. La vitesse d'entraînement est trop rapide. Réduire la vitesse de travail. |
| Le bord de la soudure a des creux irréguliers.1. La vitesse de travail est trop élevée. Réduire la vitesse de travail.2. La vitesse d'entraînement est trop rapide. Réduire la vitesse d'entraînement.3. La gamme thermique du courant de sortie est trop élevée. Mettre l'interrupteur du réglage de la gamme thermique sur la position Haut ou le réglage fin de la chaleur sur (1). |
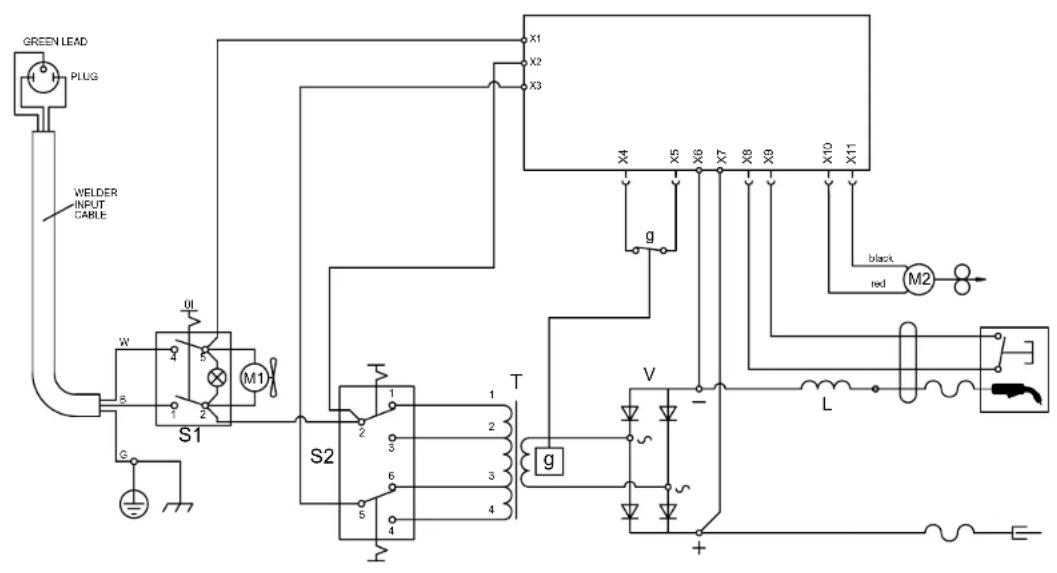
WIRING DIAGRAM
text_image
GREEN LEAD PLUG WELDER INPUT CABLE S1 W 1 2 3 4 5 6 7 8 9 10 11 X1 X2 X3 X4 X5 X6 X7 X8 X9 X10 g black red M2 L + - T S2 g V + - S1 S2A.01
M20243
NOTE: This diagram is for reference only. It may not be accurate for all machines covered by this manual. The specific diagram for a particular code is pasted inside the machine on one of the enclosure panels.
NOTA: Este diagrama es sólo para referencia. Es posible que no sea exacto para todas las máquinas que se mencionan en este manual. El diagrama específico para su máquina se localiza dentro de la misma, en uno de los páneles.
NOTA: Ce schéma n'est donné qu'à titre de référence. Il peut ne pas être exact pour toutes les machines traitées dans ce manuel. Le schéma particulier pour un code spécial est collé à l'intérieur de la machine sur un des panneaux du boîtier.
PARTS PARTES PIÈCES
Commander les pièces à un centre de service Lincoln autorisé. La nomenclature des pièces de rechange suivante n'est donnée qu'à titre de référence. Voir la toute dernière nomenclature P-478.
| Part Description Descripción de las partes Désignation des piècesDiffuser Diffuser Diffuser S25351-1 | Part Number | ||
| Drive Roll Retainer Detenedor Del Rodillo Impulsor Arrêtoir De Roulement D'Entraînement S25532-4 | |||
| Wire Drive Assembly | Impulsión Assembly Del Alambre | Commande Assembly De Fil | S25532-6 |
| Wire Reel Spindle | Eje del Carrete de Alambre | Axe de support de bobine | S25351-7 |
| Wire Reel Spring | Resorte del carrete de Alambre | Ressort de support de bobine | S25351-8 |
| Wire Reel Collar | Collar del carrete de Alambre | Collier de support de bobine | S25351-9 |
| Wire Reel Locking Nut | Tuerca de Seguridad del Carrete de Alambre | Trou De Fermeture De Bobine De Fil | S25351-10 |
| Gun & Cable Assembly | Ensamble de Antorcha y Cable | Pistolet et le câble équipé | S25532-11 |
| Input Cord | Cable de Alimentación | Cordes D'Entrée | S25351-12 |
| Wire Drive Door (Includes Hinge) | Puerta del Impulsor de Alambre(Bisagra De Incules) | Porte du compartiment du dévidoir de fil(Charni D'Infla) | S25532-13 |
| Wraparound | Carcaza | Bouclage | S25692-15 |
| On/Off Switch | Interruptor de Encendido/Apagado | Interrupteur de courant MARCHE (« ON »)/ARRÊT (« OFF ») | S25351-16 |
| Heat Range Switch | Interruptor de Rango de calor | Commutateur de gamme de la chaleur | S25351-17 |
| WFS Knob | Perilla WFS | WFS Bouton | S25351-19 |
| P.C. Board | Tarjeta de Circuito Impreso | Panneau de commandes | S25692-21 |
| Fan | Ventilador | Ventilateur | S25351-23 |
| Foot | Base | Base | S25351-26 |
| Handle Assembly, Includes(Handle End Caps) | Ensamble de manija, Incluye:(Casquillos De Extremo De la Manija) | Poignée équipée:(Montures D'embout De Poignée) | S25351-27 |
| Work Clamp | Pinza de Trabajo | Pièce à travailler | S25351-33 |
| Logo Decal | Etiqueta del Logotipo | Logo Decal | S11893-2 |
| Wiring Diagram | Diagrama de Cableado | Schéma de câblage | M20243 |
| Warning Decal | Etiqueta de Advertencia | Warning Decal | S25351-35 |
| Procedure Decal | Etiqueta de Procedimientos | Instructions | L12090 |
| Nameplate | Placa de Identificación | Plaque signalétique | S25692-39 |
| Liner | Trazador de la as | Recouvrement | S25351-50 |
| Trigger Assembly | Assembly Del Disparador | Assembly De D'enchement | S25351-51 |
NOTES
HANDY CORE
NOTES
HANDY CORE
NOTES
HANDY CORE
 |  |  |  |  | |
| WARNING | ●Do not touch electrically live partselectrode with skin or wet clothing.●Insulate yourself from work andground. | ●Keep flammable materials away. | ●Wear eye, ear and body protection. | ●Keep your head out of fumes.●Use ventilation or exhaust toremove fumes from breathing zone. | |
| SpanishAVISO DEPRECAUCION | ●No torque las partes o los electroboajo carga con la piel o ropa moda.●Aislese del trabajo y de la tierra. | ●Mantenga el material combustibleoja-fuera del área de trabajo. | ●Protéjase los ojos, los oídos y elcuerpo. | ●Los humos fuera de la zona derespiración.●Mantenga la cabeza fuera de loshumos. Utilice ventilación oaspiración para gases. | |
| FrenchATTENTION | ●Ne laissez ni la peau ni des vêtements mouillés entrer en contactavec des pièces sous tension.●Isolez-vous de la piece et de latre. | ●Gardez à l'écart de tout matérielinflammable. | ●Protégez vos yeux, vos oreilles etvotre corps. | ●Gardez la tête à l'écart des fumées.●Utilisez un ventilateur ou un aspirateur pour ôter les fumées des zonesde travail. | |
| GermanWARNUNG | ●Berühren Sie keine stromführenderTeile oder Elektroden mit IhremKörper oder feuchter Kleidung!●Isolieren Sie sich von denElektroden und dem Erdboden! | ●Entfernen Sie brennbarres Material! | ●Tragen Sie Augen-, Ohren- und Körperschutz! | ●Vermeiden Sie das Ematmen vonSchwelbrauch!●Sorgen Sie für gute Be- undEntlüftung des Arbeitsplatzes! | |
| PortugueseATENÇÃO | ●Não torque partes elétricas e elec-trodos com a pele ou roupa mol-da.●Isole-se da peça e terra. | ●Mantenha inflamáveis bem guarda-ha-dos. | ●Use proteção para a vista, ouvido ecorpo. | ●Mantenha seu rosto da fumaça.●Use ventilação e exhaustão pararemover fumo da zona respiratórla | |
| Japanese注意事項 | ●通電中の電気部品、又は溶材にヒフやぬれた布で触れないこと。●雇工物やアースから身体が絶縁されている様にして下さい。 | ●燃えやすいものの儀での溶接作業は絶対にしてはなりません。 | ●目、耳及び身体に保護具をして下さい。 | ●ヒュームから頭を離すようにして下さい。●奥気や排機に十分留意して下さい。 | |
Chinese | ●皮肤或湿衣物切勿接触带电部件及焊條。●使你自己與地面和工作絶縁。 | ●把一切易燃物品移離工作場所。 | ●佩戴眼、耳及身體勞動保護用具。 | ●頭部遠離煙霧。●在呼吸區使用通風或排風器除煙。 | |
Korean | ●전도체나 응접부을 잇은 형갑 또는피부로 점대 접촉치 미십시오.●모재와 접지를 접촉치 미십시오. | ●인화성 물질을 접근 시키지 마시오. | ●눈, 귀와 몸에 도호장구들착용하십시오. | ●얼굴로부터 응접가스를 덮리하십시오.●호흡지역으로부터 응접가스를제거하기 위해 가스제거기나동풍기를 사용하십시오. | |
Arabic | ●لا تلمس الاجزاء التي يسري ي flames التيار ●اكهربائي أو الكترود بجلد الجسم أو بالملابس 일كلة بالماه. ●ضع عازلا على جسمك خلال العمل. | ●ضع #:### قابلة نلاشمال في مCAN被动. | ●ضع أنوات وmelابس وacialة على عنيك وأذنيك ● Weighted ### | ●ابعد رأسك ebook aged en الدخان. ● استعمل التهرية أو جهاز ض管控 الدخان للخارج ● letting tyött الدخان عن其他国家的に تنفس فيها. | |
 |  | |
| ●Turn power off before servicing. | ●Do not operate with panel open or guards off. | WARNING |
| ●Desconectar el cable de alimentación de poder de la máquina antes de iniciar cualquier servicio. | ●No operar con panel abierto o guardas quitadas. | SpanishAVISO DE PRECAUCION |
| ●Débranchez le courant avant l'entre tien. | ●N'opérez pas avec les panneaux ouverts ou avec les dispositifs de protection enlevés. | FrenchATTENTION |
| ●Strom vor Wartungsarbeiten abschalten! (Netzstrom völlig öffnen; Maschine anhalten!) | ●Anlage nie ohne Schutzgehäuse oder Innenschutzverkleidung in Betrieb setzen! | GermanWARNUNG |
| ●Não opere com as tampas removidas●Desligue a corrente antes de fazer serviço.●Não toque as partes elétricas nuas. | ●Mantenha-se afastado das partes moventes.●Não opere com os painels abertos ou guardas removidas. | PortugueseATENÇÃO |
| ●メンテナンス・サービスに取りかかる際には。まず電源スイッチを必ず切って下さい。 | ●パネルやカバーを取り外したままで機械操作をしないで下さい。 | Japanese注意事項 |
| ●維修前切斷電源。 | ●儀表板打開或沒有安全運時不準作業。 | Chinese警告 |
| ●보수전어 진원을 치단하십시오. | ●판넬이 열런 상대로 작동치 마십시오. | Korean위험 |
| ●القطع thyار التهرباني قبل القيام continentsة. | ●لا ت "#ت ما الحهاز اذا عانت Portugueseالcoholic و AFLÉE BYIEST ELIEVE. | Arabicتحذير |
READ AND UNDERSTAND THE MANUFACTURER'S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER'S SAFETY PRACTICES.