
Adventurer 5M Pro - Imprimante 3D Flashforge - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Adventurer 5M Pro Flashforge au format PDF.

| Caractéristique | Détails |
|---|---|
| Type d'imprimante | Imprimante 3D FDM |
| Volume d'impression | 220 x 220 x 250 mm |
| Résolution d'impression | Jusqu'à 0,1 mm |
| Matériaux compatibles | PLA, ABS, PETG, TPU |
| Température d'extrusion | Max 260 °C |
| Température du plateau | Max 100 °C |
| Connectivité | USB, Wi-Fi, Ethernet |
| Écran | Écran tactile couleur de 4,3 pouces |
| Fonctionnalités supplémentaires | Auto-nivellement, caméra intégrée, impression à distance |
| Poids de l'imprimante | Environ 10 kg |
| Dimensions de l'imprimante | 500 x 500 x 600 mm |
| Maintenance | Nettoyage régulier de la buse et du plateau, mise à jour du firmware |
| Sécurité | Protection contre la surchauffe, arrêt automatique |
| Garantie | 1 an |
| Informations supplémentaires | Idéale pour les utilisateurs débutants et avancés, support logiciel inclus |
FOIRE AUX QUESTIONS - Adventurer 5M Pro Flashforge
Questions des utilisateurs sur Adventurer 5M Pro Flashforge
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Imprimante 3D au format PDF gratuitement ! Retrouvez votre notice Adventurer 5M Pro - Flashforge et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Adventurer 5M Pro de la marque Flashforge.
MODE D'EMPLOI Adventurer 5M Pro Flashforge
- Consultez ce guide pour configurer l'imprimante.
- Chaud ! Évitez de toucher la buse en cours d'utilisation.
- Les pièces mobiles peuvent blesser. Ne portez pas de gants ni d'autres éléments pouvant s'enchevêtrer.

Avis de sécurité
N'allumez l'imprimante qu'une fois l'installation terminée.
TABLE DES MATIÈRES
Remarque 02
1. Présentation de l'appareil 04
1.1 - Composants 04
1.2 - Paramètres 05
2. Configuration initiale 06
2.1 - Déballage 06
2.2 - Contenu de l'emballage 08
2.3 - Pose du support de bobine 09
2.4 - Déblocage de la plaque 10
2.5 - Première impression 11
3. Impression 14
3.1 - Chargement/changement du filament 14
3.1.1 - Chargement 14
3.1.2 - Changement 14
3.2 - Connexion au réseau 17
3.2.1 - Connexion sans fil 17
3.2.2 - Connexion filaire 17
3.3 - Méthodes d'impression 18
3.3.1 - Via USB 18
3.3.2 - Via transfert WiFi 18
3.3.3 - Via cloud 19
3.4 - Connexion de la caméra 21
3.5 - Retrait du modèle après l'impression 22
4. Présentation des fonctions auxiliaires 22
4.1 - Nivellement et étalonnage 22
4.2 - Filtrage de l'air 23
4.3 - Paramètres d'autres fonctions 23
5. Entretien 24
5.1 - Conseils d'utilisation de la plaque 24
5.2 - Suggestions sur l'utilisation de la buse 24
5.3 - Entretien général 24
6. Q et R 25
7. Aide et assistance 28
AVIS
AVIS DE SÉCURITÉ : LISEZ ET RESPECTEZ TOUJOURS TOUS LES AVERTISSEMENTS ET REMARQUES DE SÉCURITÉ CI-APRÈS.
Remarque : chaque imprimante subit des essais en impression en usine. Des restes de filament sur la buse ou de légères rayures sur la plaque de construction sont normales.
SÉCURITÉ DE L'ESPACE DE TRAVAIL
- Lieu de travail propre et en ordre.
- Veillez à éloigner de l'appareil tous gaz, liquides ou poussières combustibles. La chaleur de cet appareil en marche peut agir sur des gaz, des liquides ou des poussières inflammables et provoquer un incendie.
◆ Enfants et personnes non formées ne doivent pas utiliser seuls cet appareil.
SÉCURITÉ ÉLECTRIQUE
L'appareil doit être mis à la terre. Ne modifiez pas la prise. La non mise à la terre, une mise à la terre incorrecte ou la modification de la prise augmentent le risque de fuite de courant.
Évitez l'exposition à l'humidité et au soleil. L'humidité augmente le risque de fuite de courant. L'exposition au soleil accélère le vieillissement des pièces en plastique.
◆ N'utilisez que le cordon d'alimentation fourni par Flashforge.
◆ N'utilisez pas cet appareil pendant un orage.
En cas de non-utilisation prolongée, éteignez et débranchez l'appareil.
SÉCURITÉ PERSONNELLE
◆ Ne touchez pas l'extrudeuse, la plaque de construction, etc. en marche.
- Ne touchez pas l'extrudeuse ni la plaque de construction en fin d'impression, pour éviter des brûlures ou des dommages mécaniques.
Ne portez pas d'écharpe, de masque, de gants, de bijoux ni d'autres objets pouvant être happés par des pièces en mouvement.
N'utilisez pas l'appareil si vous êtes fatigué, ou sous l'influence de drogues, d'alcool ou de médicaments.
PRÉCAUTIONS
- Maintenez l'intérieur de l'appareil propre. Que rien de métallique ne tombe dans les sillons sous la plaque.
- Nettoyez régulièrement les restes de filament. Il est recommandé de le faire hors de l'appareil.
◆ Toute modification apportée à l'appareil annulera la garantie.
En chargeant le filament, maintenez l'extrudeuse à au moins 50 mm de la plaque. Une trop courte distance peut provoquer le bouchage de la buse.
◆ Utilisez l'appareil dans un environnement bien aéré.
◆ N'utilisez pas l'appareil pour des activités illégales.
◆ N0imprimez pas d'objets destinés à conserver des aliments.
◆ Ne mettez pas des modèles imprimés en bouche.
EXIGENCES SUR LES CONDITIONS
◆ Température ambiante : de 15 à 30 °C ; humidité relative : de 20 à 70 %.
EXIGENCES SUR L'EMPLACEMENT
Installez l'appareil en un lieu sec et bien aéré. Assurez un dégagement d'au moins 35 cm devant, derrière et sur les côtés de l'appareil. Température d'entreposage recommandée : de 0 à 40 °C.
EXIGENCES SUR LES FILAMENTS COMPATIBLES
Filaments Flashforge recommandés. Pour les filaments non-Flashforge, des différences dans les caractéristiques du matériau peuvent exiger un ajustement des paramètres d'impression.
EXIGENCES SUR LE RANGEMENT DES FILAMENTS
◆ Rangez le filaments une fois déballés en un lieu sec et sans poussière. L'idéal : chacun dans sa boîte de séchage.
DÉCLARATION JURIDIQUE
L'utilisateur n'a pas le droit d'apporter des modifications à ce mode d'emploi.
Flashforge ne se portera responsable d'aucun accident découlant du démontage ou d'une modification de l'appareil par le client. Personne n'a le droit de modifier ou de traduire ce mode d'emploi sans l'autorisation de Flashforge. Ce mode d'emploi est protégé par copyright et Flashforge se réserve le droit d'interprétation finale.
Première édition (septembre 2023) Copyright © Zhejiang Flashforge 3D Technology Co., Ltd. T. D. R.
1. Présentation de l'appareil
1.1 Composants
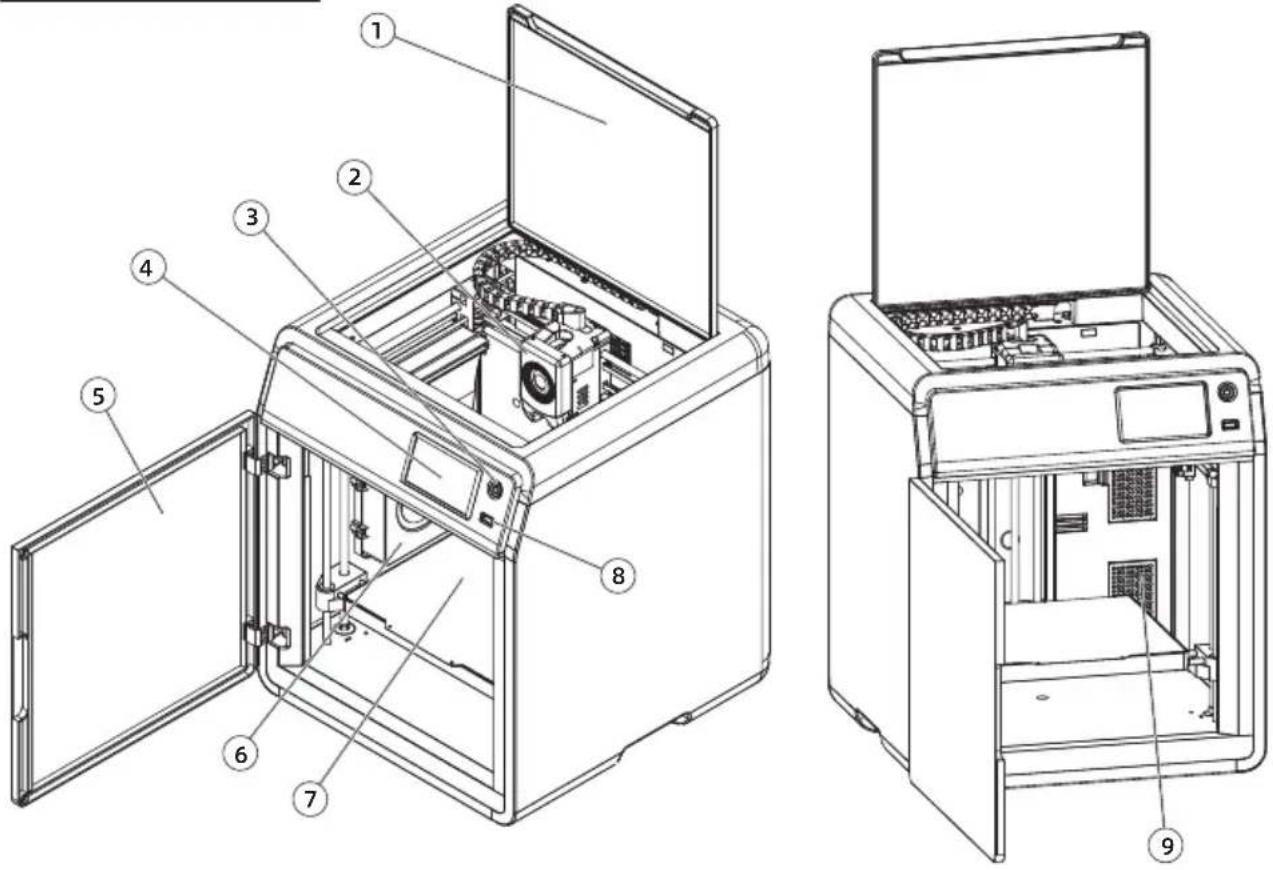
- Couvercle supérieur
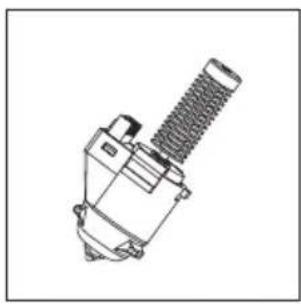
- Extrudeuse
- Bouton interrupteur
- Écran tactile
- Porte avant
- Ventilateur de refroidissement auxiliaire
- Plaque de construction
- Port USB
- Filtre à air
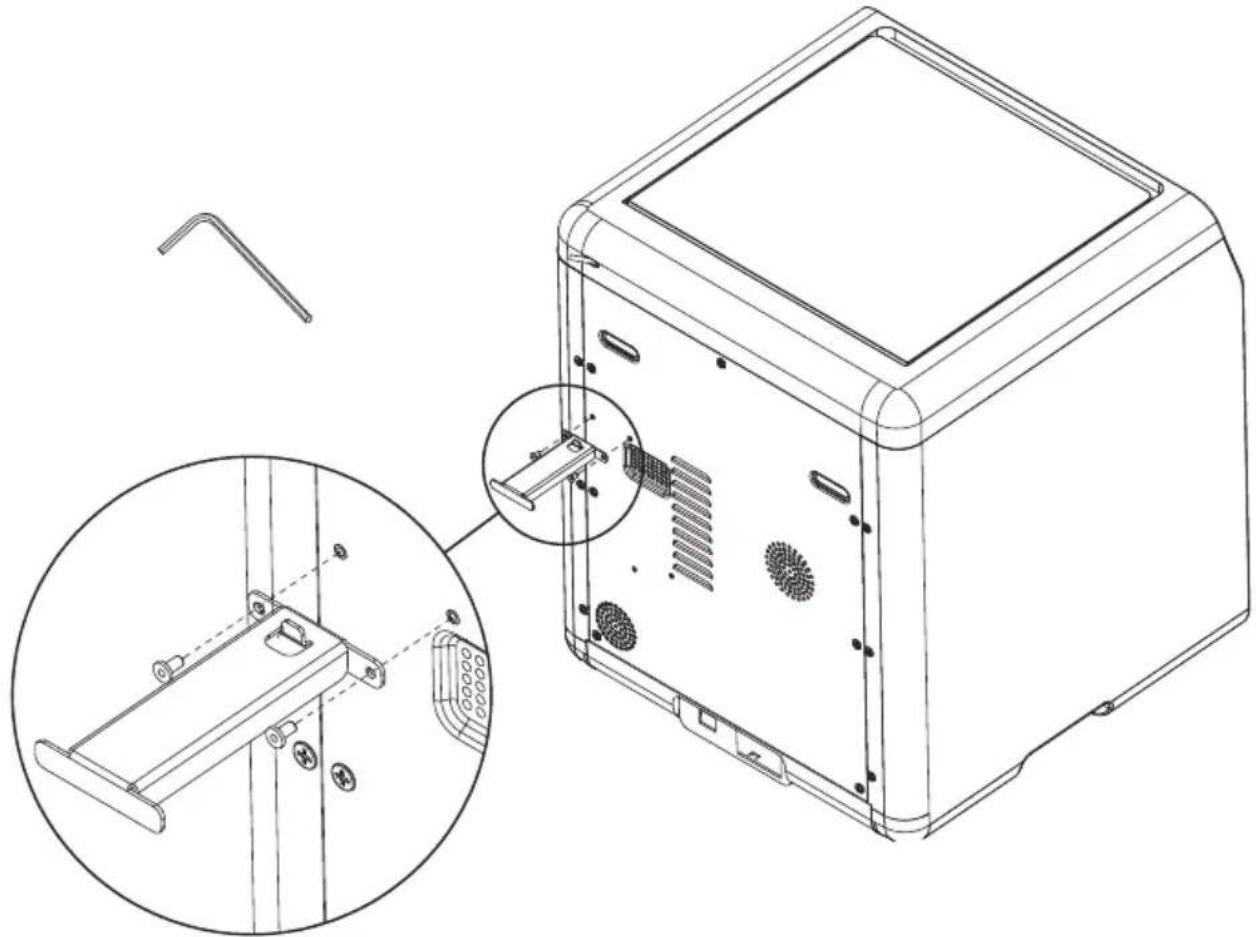
- Trous de vis pour le support de bobine
- Entrée Ethernet
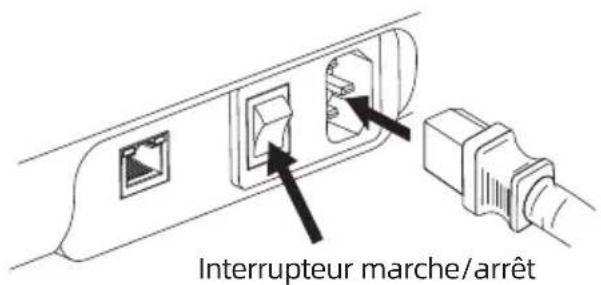
- Interrupteur marche/arrêt
- Prise d'alimentation femelle
text_image
10 re e 11 12 131.2 Paramètres
| Nom de la machine | Adventurer 5M Pro |
| Nombre d'extrudeuses | 1 |
| Précision d'impression | ±0.1mm [test basé sur cubes de 100 mm] |
| Précision de positionnement | Axes X/Y : 0,0125 mm ; axe Z : 0,0025 mm |
| Épaisseur de couche | De 0,1 à 0,4 mm |
| Volume de construction | 220 x 220 x 220mm |
| Diamètre de la buse | 0.4mm [par défaut]; 0.6/0.8/0.25mm [en option] |
| Vitesse d'impression | De 10 à 300 mm/s |
| Accélération max. | 20000mm/s ^2 |
| Vitesse de déplac. max. | 600mm/s |
| Temp. max. de l'extrudeuse | 280°C |
| Filaments pris en charge | *PLA/*PETG/ [buse de 0,4 mm]ASA/ABS*TPU/PLA-CF/PETG-CF [buse de 0,6/0,8 mm]Remarque : les matériaux marqués « * » sont recommandés. |
| Alimentation | Entrée : de 100 à 240 V CA, 50/60 Hz, 350 W |
| Taille de l'appareil | 380 x 400 x 453mm [support de bobine exclu] |
| Poids net | 14.6kg |
| Connectivité | USB/Wi-Fi/Ethernet |
| Température de service | De 15 à 30 °C |
| Systèmes d'exploitation compatibles | Windows 7/8/10/11 ; Linux : Ubuntu version 20.04 ou plus récentes ; Mac OS : version 10.9 ou plus récentes. |
| Logiciels de tranchage compatibles | FlashPrint 5 / Orca / Prusa / Cura |
| Temp. max. de la plateforme | 110°C |
| Méthode de nivellement | Auto-nivellement en un clic |
| Rappel de fin de filament | √ |
| Reprise après panne de courant | √ |
| Écran tactile intelligent | 10,9 cm (4,3 in) |
| Télésurveillance vidéo | √ |
| Intervallomètre | √ |
| Filtrage de l'air | Circulation interne + externe [HEPA + charbon activé] |
| Plaque de construction | Plaque en acier flexible et PEI |
| Extinction automatique | √ |
2. Configuration initiale
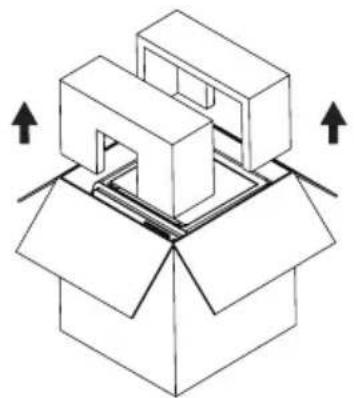
2.1 Déballage
Avis de sécurité : N'allumez l'imprimante qu'une fois l'installation terminée.
- Ouvrez la boîte.
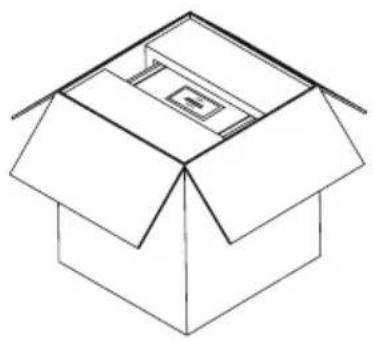
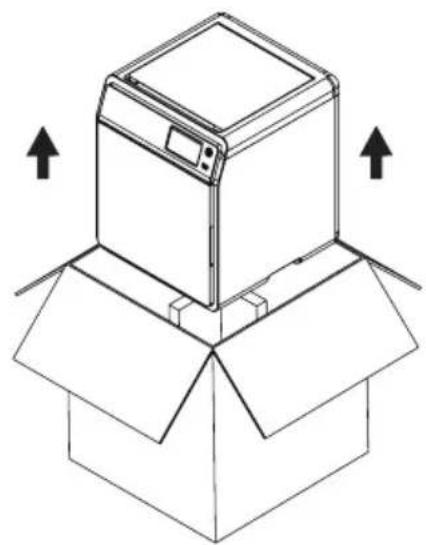
- Sortez la machine, placez-la sur une surface horizontale et retirez les sacs et les rubans adhésifs.
-
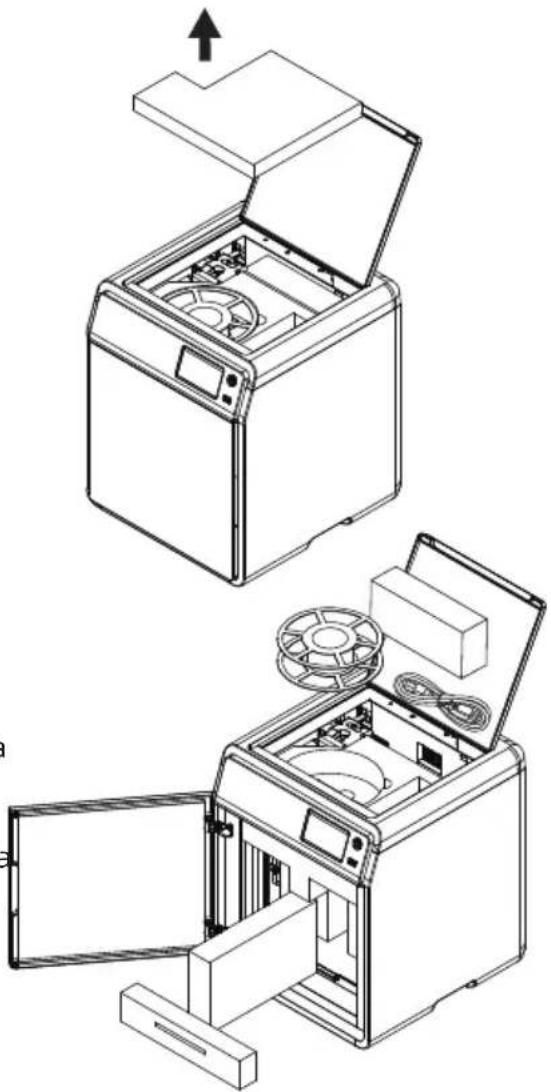
Retirez le filament et le cordon d'alimentation de la mousse de protection de la chambre. Retirez la mousse de l'intérieur de l'extrudeuse. Ouvrez la porte avant et retirez la mousse de protection et la boîte d'accessoires.
-
Retirez la mousse, le guide de démarrage rapide et la carte de service après-vente.
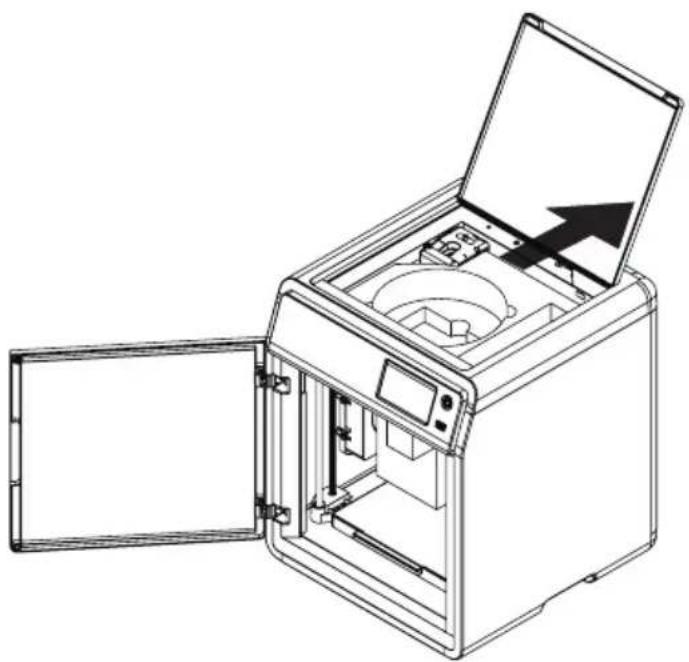
- Ouvrez le couvercle supérieur et retirez la mousse.
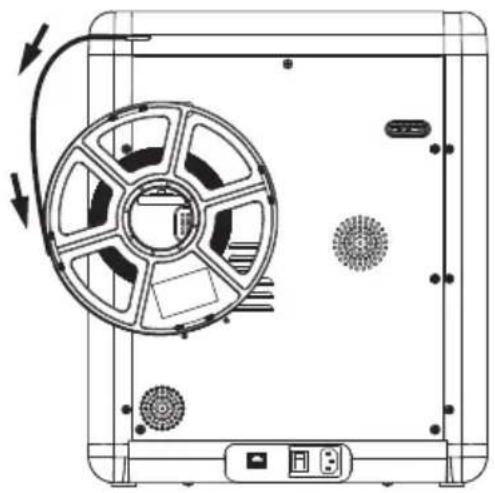
- Déplacez la musse de la chambre dans la direction de flèche.
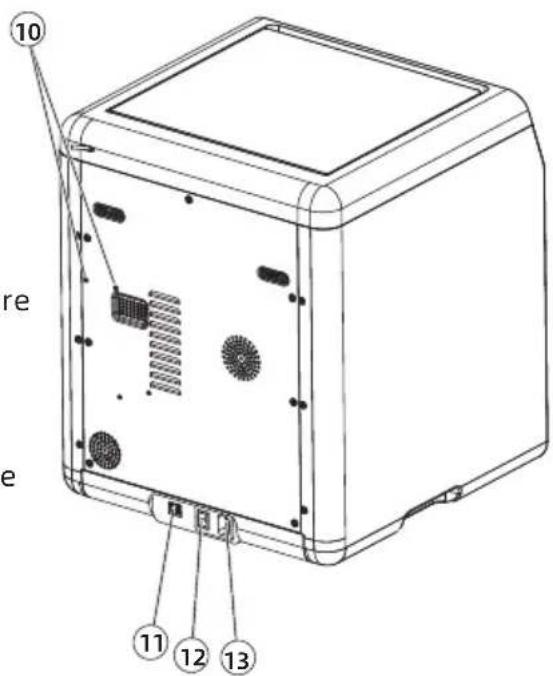
2.2 Contenu de l'emballage
Cordon d'alimentation

text_image
售后服务卡 After-sales Service CardCarte de service après-vente

Guide de démarrage rapide
Support de bobine (avec 2 vis)

text_image
SMEASEGraisse

Poinçon de débouchage

2.3 Pose du support de bobine
- Sortez les deux vis et le support de bobine de la boîte d'accessoires.

- Fixez le support de bobine dans la position illustrée à l'aide des deux vis. (Remarque : serrez ces vis avec une clé Allen de 2,0 mm.)
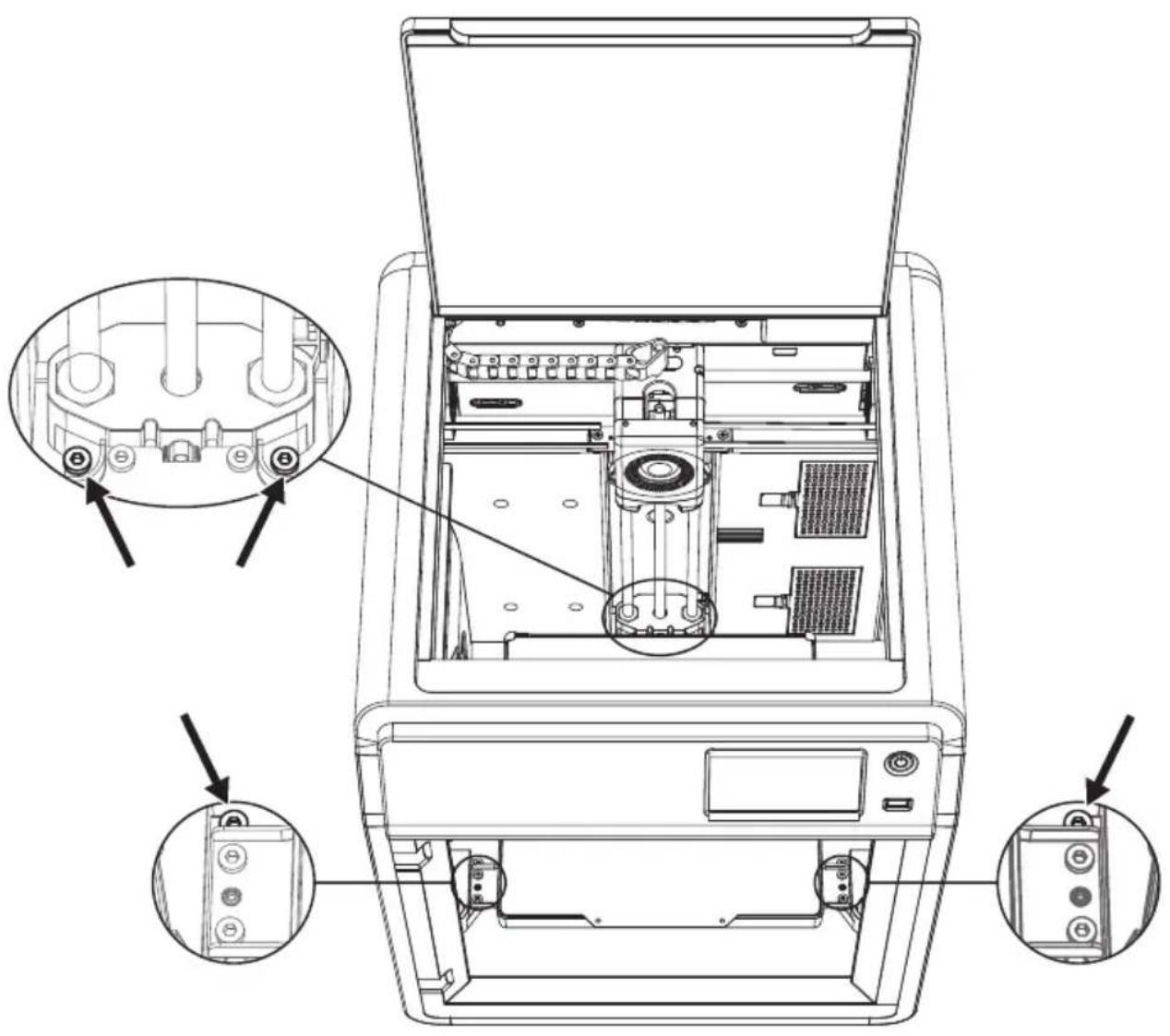
2.4 Déblocage de la plaque de construction

Remarque
Vérifiez que la plateforme a été dégagée!
Retirez à l'aide d'une clé Allen de 2,0 mm les quatre vis qui fixent la plaque de construction (voir la flèche).
2.5 Première impression
* La disposition de l'interface peut changer à chaque mise à niveau du microprogramme.
- Branchez l'alimentation, allumez l'interrupteur M/A et pressez le bouton interrupteur pour allumer l'écran.
text_image
Interrupteur marche/arrêt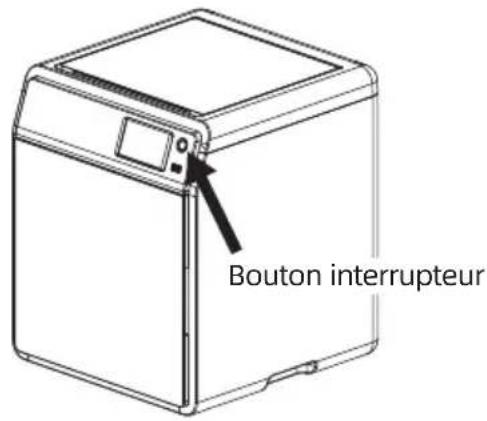
text_image
Bouton interrupteur- En suivant le guide affiché à l'écran, sélectionnez la langue.
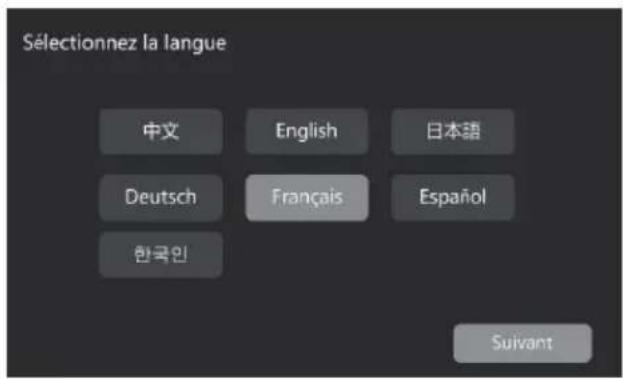
text_image
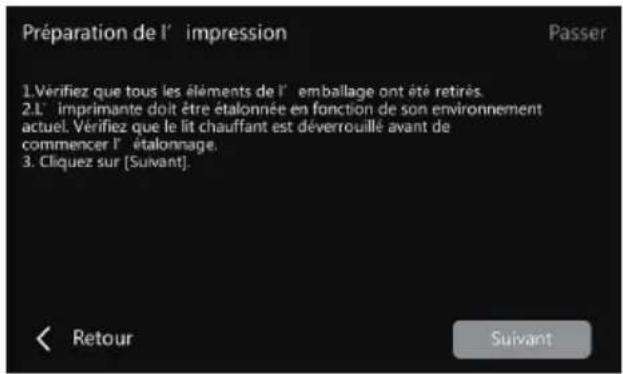
Sélectionnez la langue 中文 English 日本語 Deutsch Français Espanol 한국인 Suivant- Cliquez sur [Suivant] d'après les invites, pour effectuer le premier étalonnage. Des vibrations et des bruits pendant l'étalonnage sont chose normale. (Remarque : Pendant l'étalonnage, posez la machine sur une surface ferme et ne la déplacez pas.)
text_image
Préparation de l' impression Passer 1. Vérifiez que tous les éléments de l' emballage ont été retirés. 2. L' imprimante doit être étalonnée en fonction de son environnement actuel. Vérifiez que le lit chauffant est déverrouillé avant de commencer l' étalonnage. 3. Cliquez sur [Suivant]. < Retour Suivant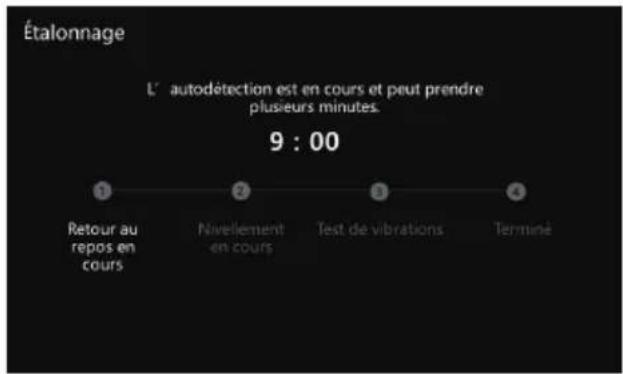
text_image
Étalonnage L' autodétection est en cours et peut prendre plusieurs minutes. 9 : 00 1 2 3 4 Retour au repos en cours Nivellement en cours Test de vibrations Terminé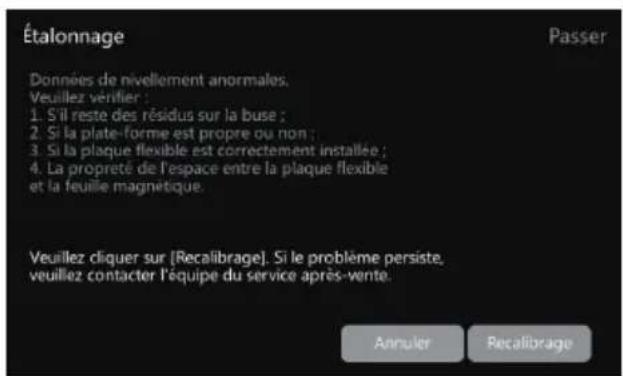
text_image
Étalonnage Données de nivellement anormales. Veuillez vérifier : 1. Si reste des résidus sur la buse ; 2. Si la plate-forme est propre ou non ; 3. Si la plaque flexible est correctement installée ; 4. La propreté de l'espace entre la plaque flexible et la feuille magnétique. Veuillez cliquer sur [Recalibrage]. Si le problème persiste, veuillez contacter l'équipe du service après-vente. Annuler Recalibrage- Chargez le filament selon les instructions de premier démarrage qui s'affichent :

text_image
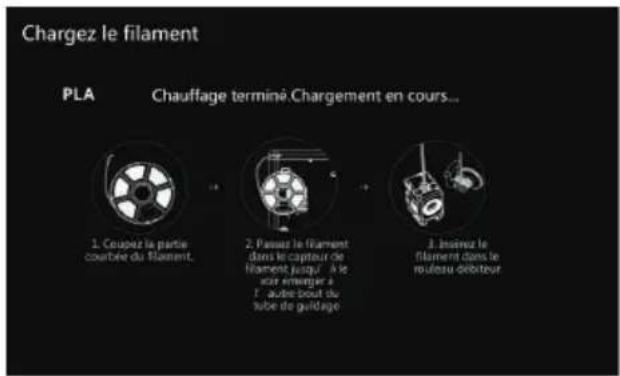
Chargez le filament Passer PLA Pour ce faire, suivez les instructions ci-dessous. Cliquez sur [Charger]. 1. Coupez la partie courboie du filament. 2. Passz le filament dans le capteur de filament jusqu'à la valeur emperer à l'autre bout du tube de guidage. 3. Inverse le filament dans la rouleau d'acteur < Retour Chargera. Coupez l'extrémité courbe du filament.

b. Suspendez le filament au support de bobine. Passez-le dans le capteur jusqu'à le voir émerger à l'autre bout du tube. Poussez-le dans le rouleau débiteur jusqu'à ce qu'il bute (*Pour la 1e impression et la configuration initiale, filament PLA requis).

text_image
Chargez le filament Passer PLA Pour ce faire, suivez les instructions ci-dessous. Cliquez sur [Charger]. 1. Coupez la partie courtoe du filament. 2. Passez le filament dans le capore de filament jusqu'à le voir armerger à l'autre bout du tube de guidage. 3. Inserez le filament dans le rouleau d'obitour < Retour Charger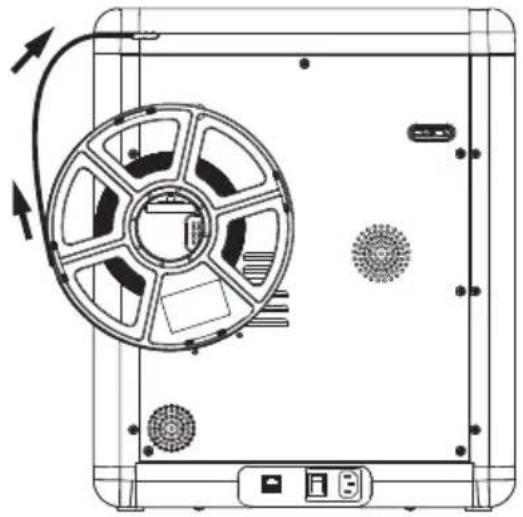
C1. Cliquez sur [Charger], et sélectionnez [PLA] pour la 1e impression.
C2. Attendez que l'extrudeuse ait chauffé.

text_image
Chargez le filament Passer PLA Pour ce faire, suivez les instructions ci-dessous. Cliquez sur [Charger]. 1. Coupez la partie couble du filament. 2. Passes le filament dais le capore de filament jusqu'à a le voir armager à 1° autre bout du tube de guadage. 3. Insertes le filament dans le rouleau débiteur < Retour Charger
text_image
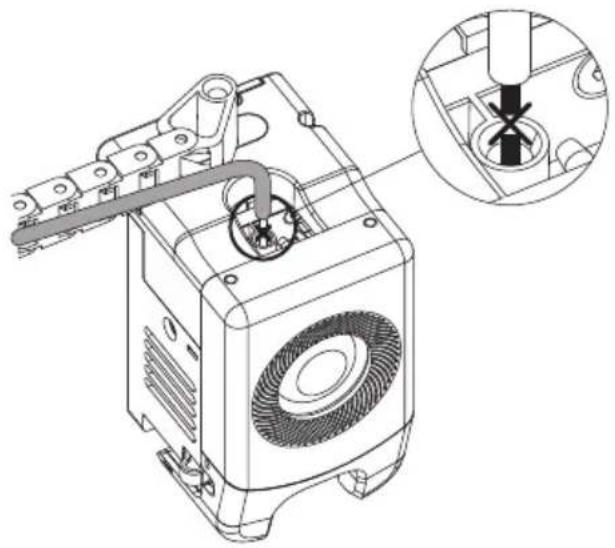
Chargez le filament PLA Préchauffage en cours... 35/220°C 1. Coupez la partie coubée du filament. 2. Passez le filament dans le capteur de filament jusqu'à le voie d'impôt à l'être autre bout du tube de guidage. 3. Intersez le filament dans le rouleau débiteur AnnulerC3. Le filament avancera après le chauffage. L'extrusion avec succès par la buse indique le succès du chargement. Enfin, vérifiez que le tube de guidage est correctement inséré.
text_image
Chargez le filament PLA Chauffage terminé Chargement en cours... 1. Coupez la partie courbée du filament. 2. Passu le filament dans le capteur de filament jusqu'à le car enregistrer à l'autre bout du tube de guidage. 3. Josez le filament dans le roulezu débiteur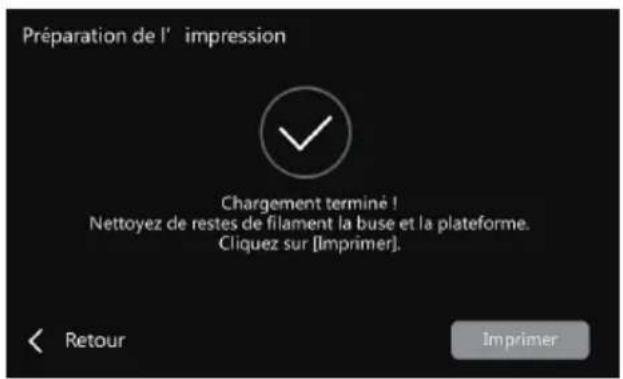
text_image
Préparation de l' impression Chargement terminé ! Nettoyez de restes de filament la buse et la plateforme. Cliquez sur [Imprimer]. < Retour Imprimer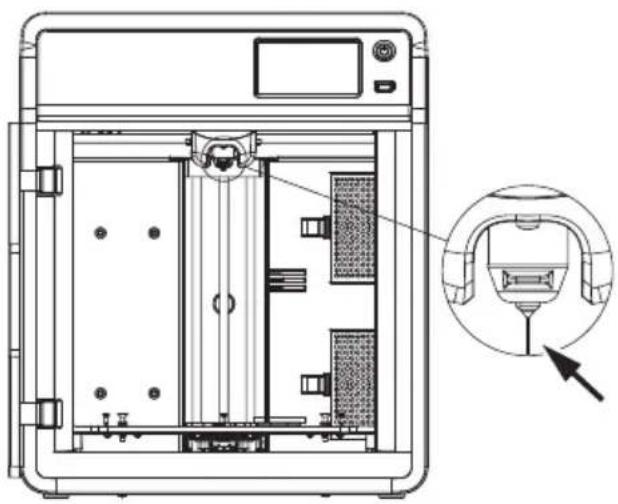
En cas de non-extrusion, insérez à la main et cliquez [Retour] pour réessayer. Tâtez le mouvement du filament jusqu'à extrusion.
- Nettoyez de restes de filament de la buse et de la plateforme. Appliquez de la colle sur la plateforme pour améliorer l'adhésion lors de la 1e impression.
- Clic sur [Imprimer] ; la machine imprimera le fichier intégré (configuré pour du PLA).
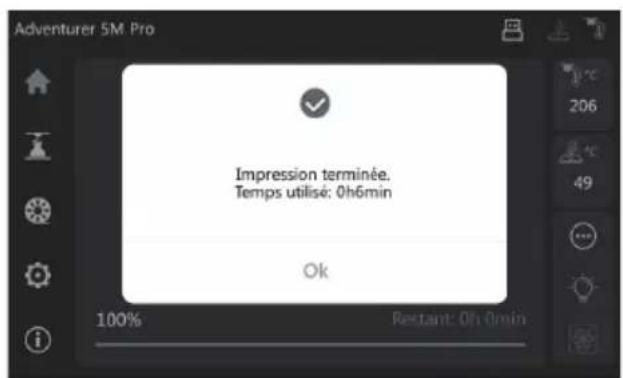
text_image
Adventurer 5M Pro Impression terminée. Temps utilisé: 0h6min Ok 100% Restant: 0h 0min3. Impression en cours
3.1 Chargement et changement du filament
3.1.1 Chargement du filament
Cliquez sur [ ] pour entrer à l'interface de chargement du filament et suivre les invites pour le réaliser.

text_image
Adventurer 5M Pro PLA Pour ce faire, suivez les instructions ci-dessous. Cliquez sur [Charger]. 1. Coupez le parte courative du filament. 2. Passez le filament dans le capteur de filament jusqu' a le vor émerger à l'être bout du tube de podage. 3. Indices le filament dans le nucleus débourseur Charger3.1.2 Changement de filament
- Cliquez sur [icon] - [icon], et suivez les invites pour effectuer le changement de filament.

text_image
Adventurer 5M Pro PLA Sélectionnez le filament et chargez-le selon les instructions ci-dessous. Cliquez sur [Démarrer]. 1. Retirez le tube de guidage et coupez le filament 2. Mettez un nouveau filament dans le tube. 3. Cliquez sur [Démarrer]. Une fois le filament précédent extrudé, insérez le nouveau dans le rouleau débiteur. 4. Vérifiez si le nouveau filament sort. i Démarrer- Retirez le tube de guidage et coupez le filament.
- Sortez le filament coupé en tirant dessus, et insérez le nouveau filament dans le tube. Si vous changez de matériau, cliquez sur [PLA] pour sélectionner le matériau voulu.
text_image
Adventurer 5M Pro PLA PLA-CF ABS PETG PETG-CF TPU PC PA(Personnaliser) le rènner dans le tube,preficierent extricate,en-his le montagne,dans le couleurs,deniroue Démaner- Cliquez sur [Démarrer], attendez que l'extrudeuse ait chauffé et le filament avancera. Une fois le filament précédent extrudé, insérez le nouveau filament et observez son avancement et son extrusion. Si le nouveau filament sort de la buse régulièrement, le changement a réussi. Sinon, insérez-le à la main et cliquez sur [De nouveau] pour réessayer. Sentez le filament avancer jusqu'à extrusion. Le chargement réussi, insérez le tube dans l'entrée.

text_image
Adventurer 5M Pro PLA Pour ce faire, survez les instructions ci-dessous. Cliquez sur [Charger]. 1. Coupez le partie courteur du filament. 2. Respect le filament dans le casqueur de filament jusqu'à la pour émerger à l'autre bout du tube de gudiage. 3. Trouvez le filament dans le rouleau débranch. Charger
text_image
Adventurer 5M Pro PLA Chauffage terminé/Chargement en cours... 1. Coupez la partie courcie du Element. 2. Passes le filament dans le capitant de filament jusqu'à la vie emerge à l'entre bout du tube de puidage. 3. Inclues le filament dans le rouleaux débteux.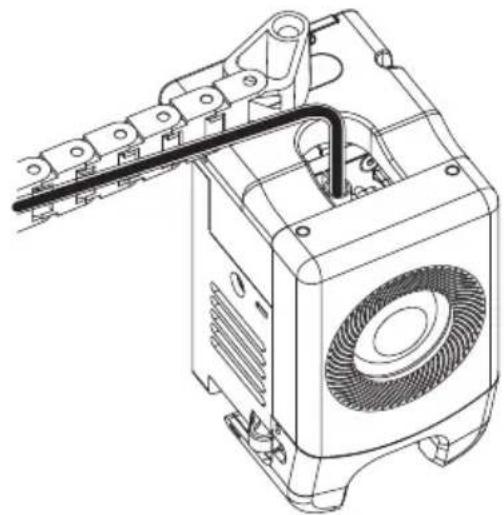
text_image
Adventurer 5M Pro PLA Chargement terminé. 1. Causper le partie courbéré du filament. 2. Passez le filament dans le capteur de filament jusqu'à le voir émerger à l'autre bout du tube de guidage. 3. Étminant le filament dans la réseau débluer. De nouveau! Remarque
- Si le rouleau du filament précédent est épuisé et qu'il n'y a plus de filament dans le tube, effectuez le processus de chargement directement.
- En changeant de filament, essayez de dégager le précédent à l'aide du nouveau.
- Pour afficher le guide d'utilisation de la buse, cliquez sur [?] .
3.2 Connexion au réseau
Cliquez sur [💡] + [+] pour entrer à l'interface de connexion.
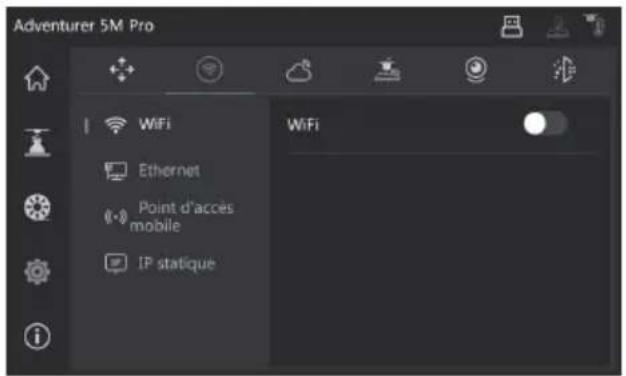
text_image
Adventurer 5M Pro WiFi Ethernet Point d'accès mobile IP statique3.2.1 Connexion réseau sans fil
Activez l'interrupteur de la WiFi, et touchez pour vous connecter au réseau sans fil correspondant. Une fois connecté avec succès, le réseau sera marqué et une icône ! ] s'affichera en haut à droite.
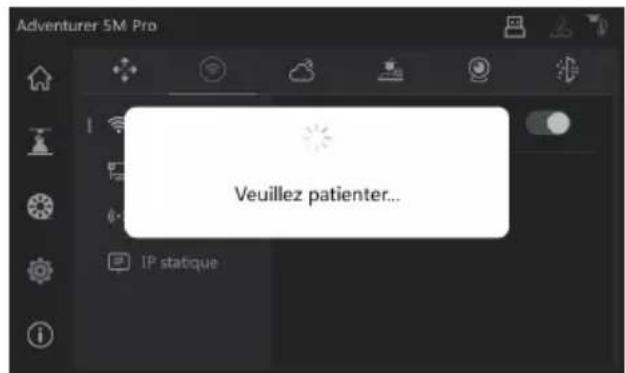
text_image
Adventurer 5M Pro Veuillez patienter... IP statique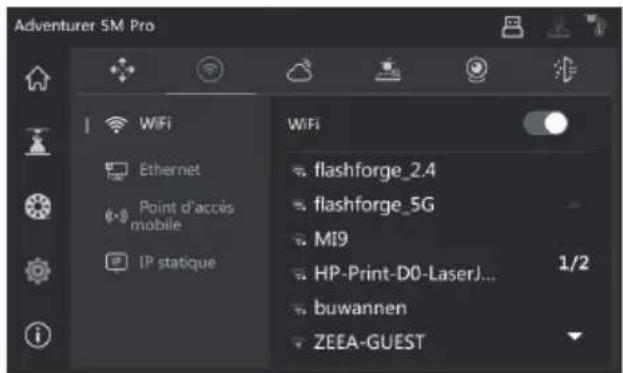
text_image
Adventurer 5M Pro WiFi Ethernet Point d'accès mobile IP statique 1/2 flashforge_2.4 flashforge_5G MI9 HP-Print-D0-Laser... buwannen ZEEA-GUEST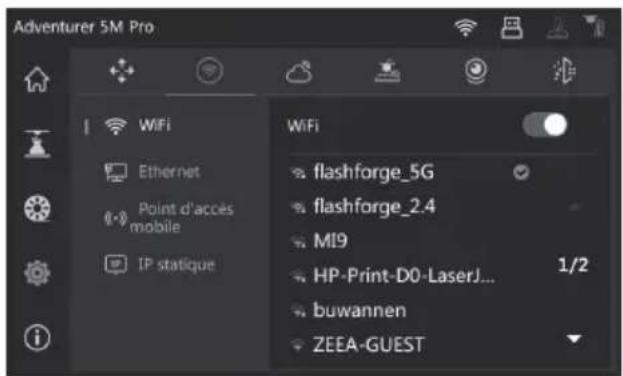
text_image
Adventurer 5M Pro WiFi Ethernet Point d'accès mobile IP statique 1/2 flashforge_5G flashforge_2.4 MI9 HP-Print-D0-LaserJ... buwannen ZEEA-GUEST3.2.2 Connexion réseau filaire
- Sélectionnez [Ethernet] et branchez le câble réseau derrière l'appareil sur le port Ethernet en suivant les instructions.
- Une fois connecté avec succès, le réseau s'affichera comme [Connecté] et une icône [ ] s'affichera en haut à droite.

text_image
Adventurer 5M Pro WIFI Ethernet Point d'accès mobile IP statique Ethernet • Absence de connexion Enfichez le câble réseau dans la prise Ethernet située à l'arrière de l'imprimante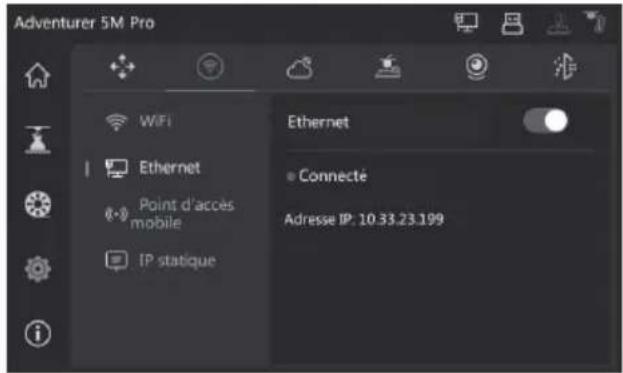
text_image
Adventurer 5M Pro WiFi Ethernet Point d'accès mobile IP statique Ethernet Connecté Adresse IP: 10.33.23.1993.3 Méthodes d'impression
3.3.1 Impression via USB
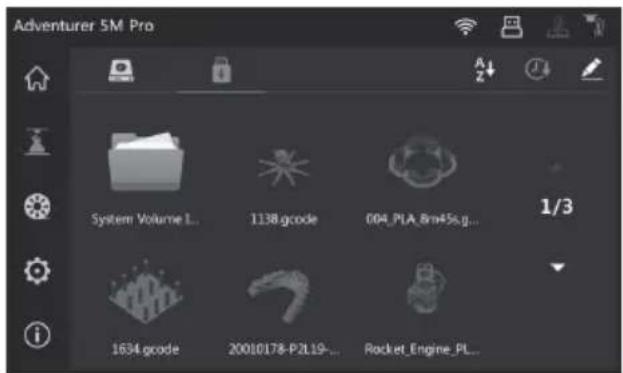
L'imprimante prend en charge l'impression via USB. Enregistrez le fichier tranché sur une clé USB à brancher sur l'imprimante, et sélectionnez le fichier pour l'imprimer.
text_image
Adventurer 5M Pro System Volume L... 1138.gcode 004_PLA_8m45s.g... 1/3 1634.gcode 20010178-P2L19... Rocket_Engine_PL...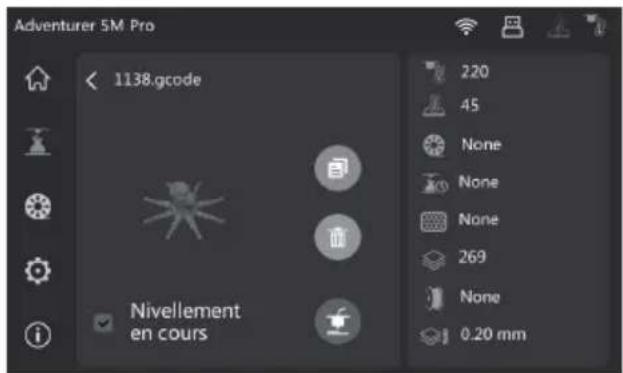
text_image
Adventurer 5M Pro 1138.gcode Nivellement en cours 220 45 None None None 269 None 0.20 mm3.3.2 Impression via transfert WiFi
Une fois l'imprimante connectée au réseau avec succès, ouvrez FlashPrint 5. Le tranchage terminé, cliquez sur [Imprimer] dans le menu et sélectionnez Adventurer 5M Pro pour vous y connecter. Pour ce faire, vous pouvez saisir l'adresse IP ou effectuer une recherche automatique.
! Remarque
L'imprimante et l'ordinateur doivent être connectés au même réseau.

text_image
Connect Machine IP Address Automatic Scan Adventuier 3M Pro 192.168.7.129 Connect AIVous pouvez voir l'adresse IP en faisant un appui long sur le réseau connecté, ou un clic sur [♡ ] - [i] dans l'interface info.

text_image
Adventurer 5M Pro WiFi Ethernet Point d'accès mobile IP statique WIFI flashforge_5G flashforge_2.4 MI9 HP-Print-D0-LaserJ... ZEEA-GUEST 6线 1/2
text_image
Le SSID s'est connecté. IP : 192.168.3.83 Ok ZEEA-GUEST 6线
- Cliquez sur [ ] - [ ], allumez FlashCloud et voyez le code d'inscription.

text_image
Adventurer 5M Pro FlashCloud Polar 3D FlashCloud Nom de l'imprimante: Adventurer 5Mpro Code d'inscription: IMOMDF Site Web: https://cloud.sz3dp.com- Ouvrez le site Web de FlashCloud et ouvrez un compte. Activé par e-mail, vous pouvez vous y connecter et l'utiliser. FlashCloud : https://cloud.sz3dp.com/
- Cliquez sur [Mon imprimante] - [Ajouter une imprimante]. Dans « Ajouter une imprimante », saisissez le code d'inscription au cloud et le nom de l'imprimante. Clic sur [OK] et les informations s'affichent sur l'interface de FlashCloud de l'imprimante.
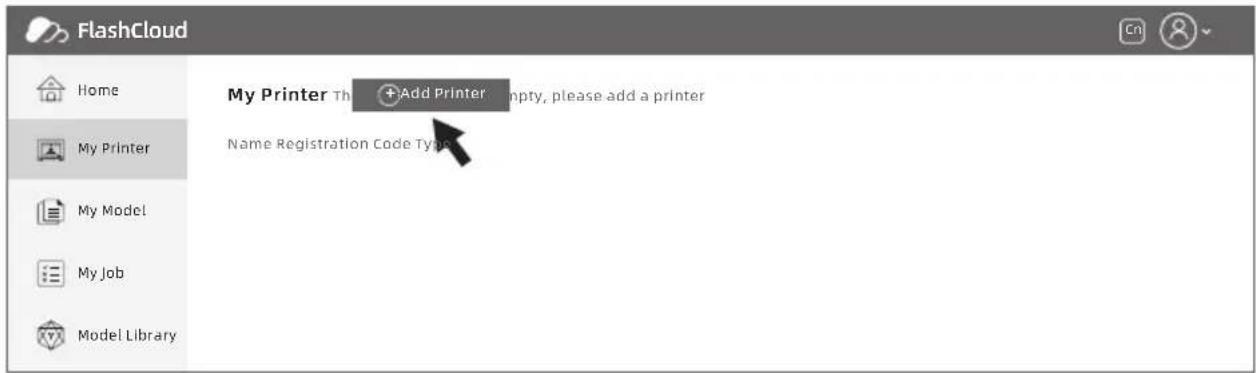
text_image
FlashCloud Home My Printer My Model My Job Model Library My Printer Th + Add Printer Empty, please add a printer Name Registration Code TypeOuvrez le site Web du Cloud de Polar et inscrivez un compte.
Remarque : le service Polar Cloud peut être indisponible hors des États-Unis.
Une fois connecté, cliquez sur l'icône en haut à droite, sur [Paramètres] et sur [Code PIN] dans le menu pour trouver le code PIN.
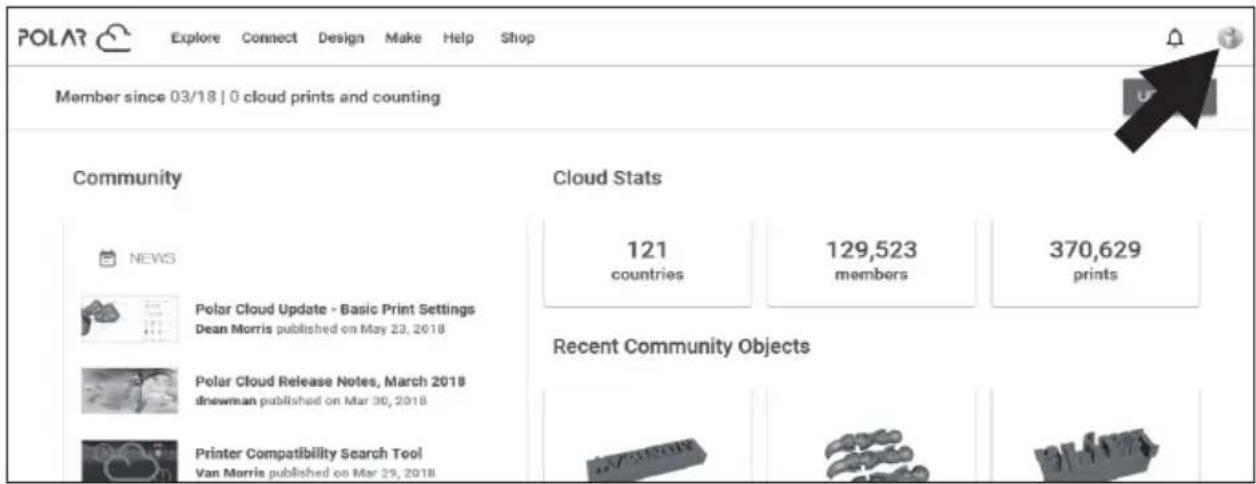
Après avoir connecté l'Adventurer 5M Pro au réseau, allumez l'interrupteur du cloud Polar et saisissez le compte et le code PIN.

text_image
Adventurer 5M Pro FlashCloud Polar 3D Cloud de Polar Compte: zhangmeng319@out Code PIN: 8129 Site Web: https://polar3d.com Enregister3.4 Connexion de la caméra
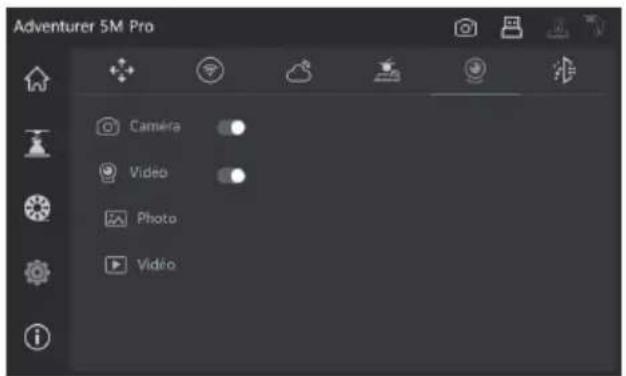
-
Cliquez sur [ 📋 ] - [💡 ] pour allumer la caméra.
-
Une fois connecté à FlashPrint 5, vous verrez des images en temps réel via FlashPrint 5 - [Contrôle multi-machines].
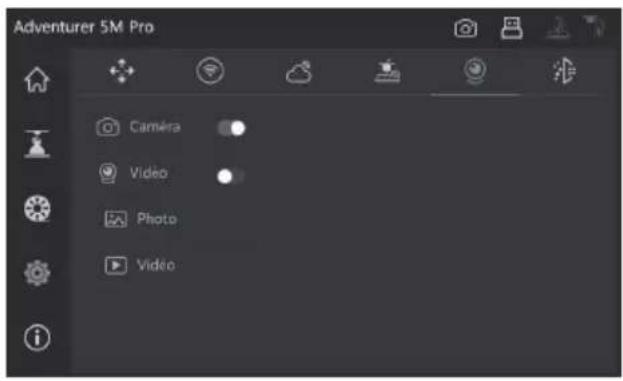
- Allumez la vidéo, et des fichiers vidéo seront générés une fois le modèle imprimé. Vous pouvez les exporter vers une clé USB pour les visionner.
3.5 Retrait du modèle après l'impression

Remarque
Après l'impression, la buse et la plaque de construction peuvent être encore brûlantes. Il est recommandé de les laisser refroidir avant de retirer le modèle.
L'impression terminée, retirez directement la plaque en acier flexible et courbez la plateforme pour retirer le modèle. Avant la prochaine impression, veillez à nettoyer la plateforme de tous restes de filament.
Conseils pour le retrait du modèle :
- Avant le retrait, sortez la plaque de la plateforme pour éviter que des débris des modèles ne s'accumulent dans l'imprimante. Il est recommandé de maintenir la chambre propre.
- Pour les modèles imprimés en TPU ou autres matériaux flexibles, un grattoir est recommandé pour vous aider à les détacher du lit sans les endommager.

4. Présentation des fonctions auxiliaires

Remarque
La disposition de l'interface peut changer à chaque mise à niveau du microprogramme.
4.1 Nivellement et étalonnage
Lors du premier démarrage, un étalonnage de l'appareil s'effectuera. Par la suite, nivelez ou compensez les vibrations selon les besoins.
Quand faut-il niveler :
si vous imprimez constamment en PLA, faites un nivellement automatique une fois sans avoir à le répéter. Cependant, le fait de niveler améliore le taux de succès de l'impression ;
◆ si vous changez de matériau (p. ex. de PLA à ABS), effectuez un nivellement à chaque fois ;
si la buse est trop loin de la plateforme (faible adhésion) ou trop près (pas d'extrusion), effectuez un nivellement automatique ;
♦ faites un auto-nivellement quand vous changez de plaque ou de buse.
Quand faut-il compenser les vibrations :
◆ En cas d'oscillation ou de ghosting perceptibles ;
- après réglage de la tension de la courroie synchrone ;
◆ au redémarrage d'un appareil resté longtemps inactif.
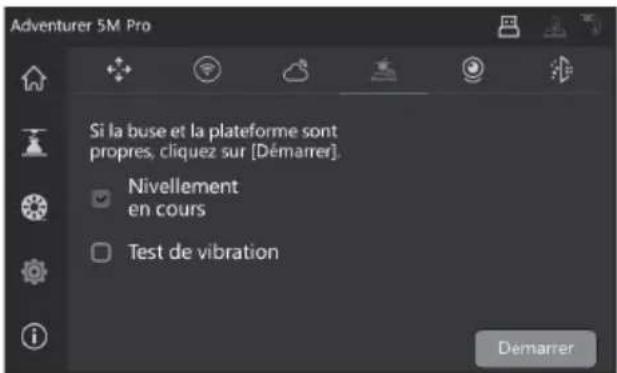
Instructions :
Cliquez sur [☐] - [☐] pour entrer à l'interface de nivellement et d'étalonnage. Choisissez [Nivellement] ou [Test de vibrations], cliquez sur [Démarrer], et l'opération choisie s'effectuera. (Remarque : avant d'étalonner, retirez tout corps étranger de la plateforme et du bout de la buse.)
text_image
Adventurer 5M Pro Si la buse et la plateforme sont propres, cliquez sur [Démarrer]. Nivellement en cours Test de vibration Démarrer4.2 Filtrage de l'air
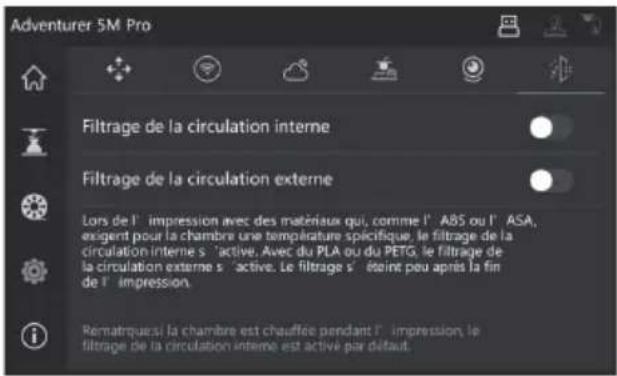
L'imprimante est dotée de mécanismes de filtrage de la circulation interne et externe de l'air pour différents matériaux.
Pendant l'impression, l'imprimante choisit automatiquement entre le filtrage de la circulation interne ou externe selon le matériau détecté. (Remarque : les fichiers importés de logiciels de tranchage de tiers ne sont pas reconnus et doivent être sélectionnés manuellement.)
text_image
Adventurer 5M Pro Filtrage de la circulation interne Filtrage de la circulation externe Lors de l' impression avec des matériaux qui, comme l' A85 ou l' ASA, exigent pour la chambre une température spicifique, le filtrage de la circulation interne s' active. Avec du PLA ou du PETG, le filtrage de la circulation externe s' active. Le filtrage s' éteine peu après la fin de l' impression. Rematriqués la chambre est chauffée pendant l' impression, le filtrage de la circulation interne est activé par défaut.4.3 Paramètres d'autres fonctions
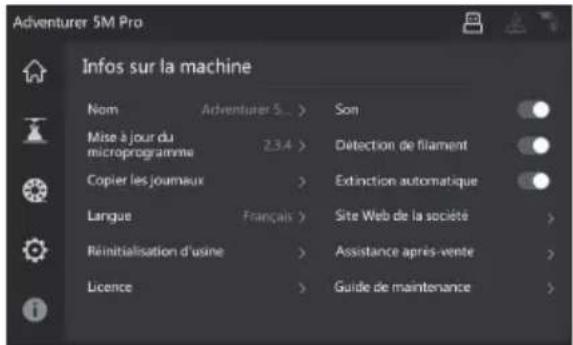
L'interface d'infos permet d'activer ou désactiver le son, la détection de filament et l'auto-extinction, et mettre à jour le microprogramme.
Si [Détection de filament] est activé, l'imprimante s'arrête si le filament s'épuise en cours d'impression.
Si [Extinction automatique] est activé, l'imprimante s'éteint automatiquement 30 minutes après une fin dimpression.
- Sur un réseau sans fil, cliquez sur [Mise à jour du microprogramme] pour voir la version actuelle ou pour chercher des mises à jour et les effectuer en ligne.
text_image
Adventurer 5M Pro Infos sur la machine Nom Adventurer 5... > Son Mise à jour du microprogramme 2.3.4 > Detection de filament Copier les journaux > Extinction automatique Langue Français > Site Web de la société Réinitialisation d'usine > Assistance après-vente Licence > Guide de maintenance5.1 Suggestions sur l'utilisation de la plaque
- La plaque en PEI thermolaquée doit être enduite de colle et accepte les matériaux PLA, PETG, PLA-CF, PETG-CF, ABS et ASA. Pas besoin de colle pour l'impression en TPU. Cette plaque est fournie avec l'imprimante.
- La plaque avec film PEI accepte le PLA et le TPU sans colle. Pour le PETG, il est conseillé d'utiliser de la colle. Cette plaque peut être achetée séparément.
- La plaque de plateforme à autocollant PC permet l'impression en PC, ABS et ASA. Cette plaque peut être achetée séparément.
- La colle appliquée sur la plaque de plateforme se nettoie à l'eau.
- Si la plateforme devient huileuse, utilisez du détergent pour vaisselle.
- Si la plaque de plateforme s'est déformée sensiblement au fil du temps, il convient de la remplacer par une neuve.
5.2 Suggestions sur l'utilisation de la buse
- Utilisez une buse par type de matériau pour éviter le bouchage et prolonger la vie utile des buses, surtout dans le cas des matériaux renforcés de fibres et du PETG. Évitez de les mélanger à d'autres matériaux.
- Si vous changez de matériau avec la même buse et que le nouveau matériau demande une température plus faible, réglez celle-ci plus haut pour extruder le filament précédent et purger la buse.
- Si vous changez contre un matériau qui demande une température plus haute, chargez-le sans plus.
- Pour nettoyer du filament resté dans la buse, vous pouvez soit faire plusieurs chargements, soit procéder manuellement avec le poinçon de débouchage.
- Si vous changez de buse, refaites un nivellement.
5.3 Entretien général
- Huilez les rails de guidage à chaque 200 heures d'impression.
- Remplacez le coton du filtre à chaque 300 heures d'impression, ou si sa couleur s'assombrit.
- Nettoyez la chambre de tous restes de filament en temps voulu.
6. Q et R
Q1. Comment déboucher la buse ?
Méthode 1 : cliquez sur [Charger] et chauffez la buse à la température requise pour le filament utilisé. Une fois chauffée, retirez le tube et vérifiez si le filament n'est pas plié et si son extrémité est lisse. Sinon, coupez-la et insérez le tube et le filament dans la buse, cliquez sur [Charger] et vérifiez.
Méthode 2 : si la méthode 1 échoue, utilisez le poinçon de débouchage.
Méthode 3 : si la méthode 2 échoue aussi, remplacez la buse.
Q2. Comment remplacer la buse ?

Remarque
Éteignez l'imprimante avant de remplacer la buse.
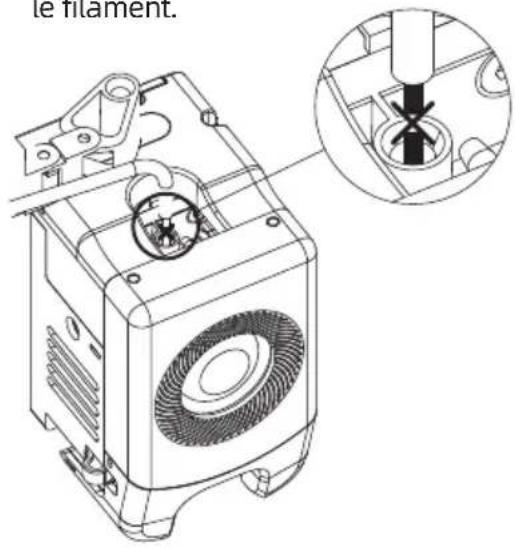
- Retirez le tube de guidage et coupez le filament.
text_image
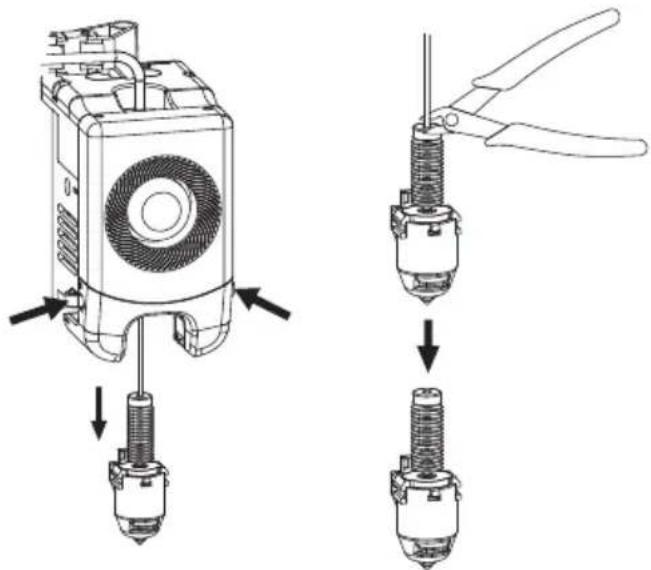
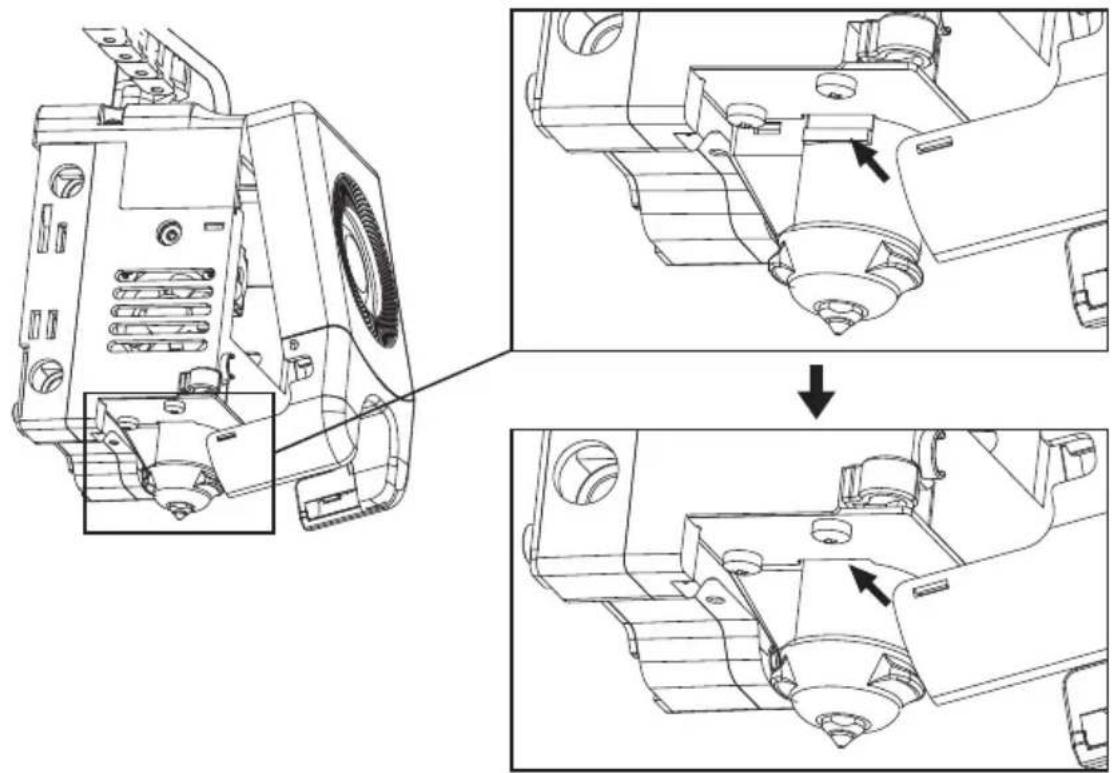
le filament.- Pressez les agrafes droite et gauche et retirez la buse. Coupez le filament au sommet de la buse.
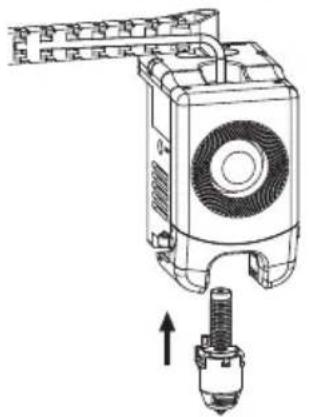
- Insérez la nouvelle buse dans l'extrudeuse. Un déclic vous indiquera que la position de l'agrafe a changé. Assurez que la fente de la buse soit de niveau avec le bas de l'extrudeuse.
Remarque : Si vous avez du mal à aligner la buse, vous pouvez presser les agrafes lors de l'installation ou retirer le couvercle avant de l'extrudeuse (saisissez le bas du couvercle et soulevez-le légèrement) pour vérifier la position.
Pour savoir si elle est en place :
-
Veillez à enfoncer la buse jusqu'au fond et fermement.
-
Vérifiez si l'installation est correcte :
a. Vérifiez la position des agrafes rouges droite et gauche.
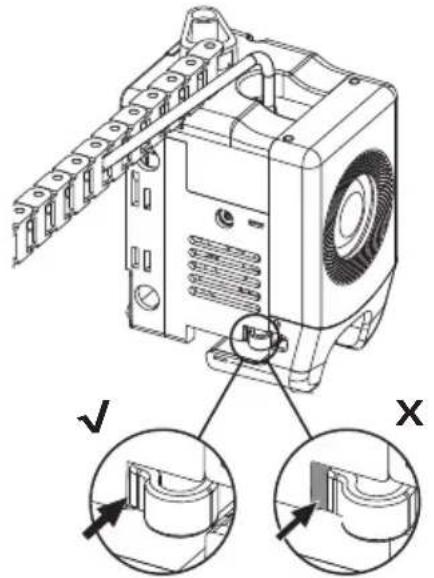
b. Vérifiez si la fente de la buse est de niveau avec le bas de l'extrudeuse (si le couvercle avant de celle-ci vous bloque la vue, vous pouvez le retirer pour regarder).
- Allumez l'imprimante, cliquez sur [icon] pour entrer à l'interface de chargement, et suivez les invites pour charger le filament (cf. le point 3.1.1). Si le filament sort normalement de la nouvelle buse, c'est que le remplacement de celle-ci a réussi.
Q3. Faut-il niveler après le remplacement de la buse ?
OUI Un nivellement automatique est recommandé pour optimiser la qualité de l'impression, de légères erreurs pouvant survenir lors de l'installation. Le nivellement se produit par défaut avant chaque impression.
Q4. Que faire si en début d'impression l'extrudeuse bouge sans rien extruder après avoir cliqué sur le modèle pour l'imprimer ?
- Regardez le tube pour vérifier si le filament est bien entré dans la buse. Sinon, cliquez sur [Charger] jusqu'à le voir émerger.
- Vérifiez si la buse est bouchée. Si oui, voyez la solution sous Q1.
Q5. Que faire si la buse est trop haut (trop loin de la plateforme) ou trop bas (touche la plateforme) ? Comment la niveler ?
Vérifiez si la plateforme est correctement installée et s'il n'y a pas trop de déchets sur la buse. Si ces problèmes existent, résolvez-les d'abord. Allez ensuite à l'interface des paramètres, sélectionnez le nivellement et faites un nivellement automatique avant d'imprimer.
Q6. Filaments d'autres marques acceptés ?
Oui. Vous pouvez utiliser des filaments d'autres marques, mais en modifiant certains paramètres à cause de légères différences dans les températures requises.
Q7. Est-il sûr d'imprimer avec de l'ABS ?
À chaud, l'ABS dégage des gaz toxiques. Il est recommandé d'activer le filtrage de la circulation d'air interne pendant ou après l'impression. Si les conditions le permettent, imprimez dans une zone bien aérée. Utilisez des matériaux non toxiques comme le PLA dans les lieux fréquentés par des enfants.
Q8. Que faire si le modèle imprimé gauchit ou adhère mal ?
Méthode 1 : augmenter la température de la plateforme peut améliorer l'adhésion du modèle à celle-ci.
Méthode 2 : l'ajout d'une bordure lors du tranchage peut régler le problème.
Méthode 3 : appliquer de la colle.
Méthode 4 : nettoyer la plateforme d'huile ou de poussière.
Méthode 5 : vérifier si la plateforme est de niveau (fonction nivellement et étalonnage).
Q9. Que faire si les fichiers d'impression sont introuvables ou s'il ne s'affiche que des dossiers depuis la clé USB ?
Le format de la clé USB est incorrect. L'imprimante prend en charge le système de fichiers FAT32. Formatez la clé USB en FAT32.
Q10. Que faire en cas de défaillance de la connexion WiFi
- Le nom de la WiFi comporte-t-il des caractères spéciaux ? Si oui, modifiez-le et réessayez.
- Le mot de passe comporte-t-il des caractères spéciaux. Si oui, modifiez-le et réessayez.
Q11. Précaution lors des mises à jour
N'éteignez pas et ne vous déconnectez pas du réseau pendant le téléchargement ou la mise à jour du microprogramme.
Q12. Pourquoi écran de démarrage blanc ?
Si vous entendez le son du démarrage, remplacez l'écran ou le câble. Sinon, joignez notre service après-vente.
7. Aide et assistance
Les professionnels de vente et d'après-vente de Flashforge sont toujours prêts à vous aider devant tout problème que viendrait à vous poser 'imprimante. Si vos problèmes ou vos questions ne sont pas prévus dans ce guide, vous pouvez consulter notre site Web officiel ou nous joindre au téléphone.
Il y a des instructions et des solutions à des problèmes fréquents dans notre site web officiel. Beaucoup de questions sont répondues dans le site Web officiel de Flashforge en anglais www.flashforge.com.
Vous pouvez joindre l'équipe d'après-vente de Flashforge au téléphone de 8 à 17 h du lundi au samedi. Si vous nous appelez en dehors des heures de travail, nous répondrons à votre requête dès le jour ouvrable suivant. Nos excuses pour le désagrément que cela pourrait produire.
⚠️ Remarque
Changer entre différents filaments peut laisser de petites impuretés dans la buse et la boucher. Ceci ne demande qu'un débouchage et ne compromet donc pas la qualité. Si vous rencontrez ce problème, contactez l'assistance clientèle qui vos guidera pour le débouchage.
Tél. du service après-vente : 400-886-6023
Adresse e-mail : support@flashforge.com
Remarque : si vous contactez notre service après-vente, veuillez préciser le numéro de série du produit, qui se trouve sur le code barres à l'arrière de l'imprimante.

text_image
Barcode image containing machine-readable data, no human-readable text visibleS/N: FFAD*****

FLASHFORGE®

Suivez-nous
Zhejiang Flashforge 3D Technology Co., Ltd.
Téléassistance : +86 579 82273989
support@flashforge.com