
Fineline Arc Start Console - Poste à souder plasma LINCOLN ELECTRIC - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil Fineline Arc Start Console LINCOLN ELECTRIC au format PDF.
| Caractéristiques techniques | Détails |
|---|---|
| Type de produit | Console de démarrage Arc |
| Compatibilité | Appareils de soudage Lincoln Electric |
| Alimentation | 220-240 V |
| Poids | Variable selon le modèle |
| Dimensions | Variable selon le modèle |
| Utilisation | Facilite le démarrage de l'arc pour le soudage |
| Maintenance | Vérification régulière des connexions électriques |
| Sécurité | Utiliser des équipements de protection individuelle (EPI) |
| Informations générales | Consulter le manuel d'utilisation pour les instructions spécifiques |
FOIRE AUX QUESTIONS - Fineline Arc Start Console LINCOLN ELECTRIC
Questions des utilisateurs sur Fineline Arc Start Console LINCOLN ELECTRIC
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Poste à souder plasma au format PDF gratuitement ! Retrouvez votre notice Fineline Arc Start Console - LINCOLN ELECTRIC et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil Fineline Arc Start Console de la marque LINCOLN ELECTRIC.
MODE D'EMPLOI Fineline Arc Start Console LINCOLN ELECTRIC
Système plasma fineline® 300HD
Inscrire votre équipement :
www.lincolnelectric.com/register
Trouver un revendeur et un atelier d'entretien agréés :
www.lincolnelectric.com/locator
Enregistrer pour référence ultérieure
Date d'achat :
Code : (ex. : 10859)
Série : (ex. : U1060512345)
Historique des révisions
| Rév. | Date | Description de la modification |
| C | 07/2022 | Ajout des longueurs de câble de torche -30 pi, -35 pi à la liste des pièces. |
Avis de marque déposée
FineLine, Magnum, Burny et Inova sont des marques déposées de Lincoln Global, Inc. Toutes les autres marques commerciales sont la propriété de leurs propriétaires respectifs.
Veuillez examiner immédiatement le carton et l'équipement pour vérifier s'ils sont endommagés
Lorsque cet équipement est expédié, la propriété est transmise à l'acheteur dès réception de l'équipement livré par le transporteur. Par conséquent, les réclamations pour les dégâts subis par le matériel au cours de l'expédition doivent être effectuées par l'acheteur auprès de la société de transport dès réception du colis.
Politique d'assistance à la clientèle
L'entreprise Lincoln Electric Company fabrique et vend des équipements de soudage, des consommables et des équipements de découpe de haute qualité. Notre défi est de répondre aux besoins de nos clients et de dépasser leurs attentes. À l'occasion, les acheteurs peuvent demander à Lincoln Electric des conseils ou des informations à propos de leur utilisation de nos produits. Nous répondons à nos clients sur la base des meilleures informations en notre possession à un moment donné. Lincoln Electric n'est pas en mesure de justifier ou de garantir ces conseils et décline toute responsabilité en ce qui concerne ces informations ou conseils. Nous déclinons expressément toute garantie de quelque nature que ce soit, y compris toute garantie d'adéquation à l'usage particulier du client, en ce qui concerne ces informations ou conseils. Pour des considérations pratiques, nous ne pouvons également pas assumer la responsabilité de la mise à jour ou de la correction de ces informations ou conseils une fois qu'ils ont été donnés, et la fourniture d'informations ou de conseils ne crée pas, n'étend pas et ne modifie en aucune manière toute garantie concernant la vente de nos produits.
Lincoln Electric est un fabricant réactif, mais la sélection et l'utilisation de produits spécifiques vendus par Lincoln Electric sont uniquement sous le contrôle et demeurent la seule responsabilité du client. De nombreuses variables sont hors du contrôle de Lincoln Electric et peuvent affecter les résultats obtenus en appliquant les présentes méthodes de fabrication et exigences de maintenance.
Informations soumises à modifications : les présentes informations sont exactes au meilleur de nos connaissances au moment de l'impression. Veuillez consulter le site www.lincolnelectric.com pour toute information actualisée.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
1.0 Avertissements de sécurité
1.1 Précautions générales...... 6 1.2 Proposition 65 en vigueur en Californie.... 6 1.3 Protection contre les rayonnements ultraviolets....6 1.4 Prévention incendie....6 1.5 Protection contre le bruit.... 7 1.6 Prévention contre les fumées toxiques.... 7 1.7 Équipement de soutien médical.... 7 1.8 Prévention contre les décharges électriques (électrocution).... 8 1.9 Prévention contre les explosions.... 9 1.10 Indice du livret des normes de sécurité.... 10
2.0 Spécifications....12
2.1 Description du système.... 12 2.2 Composants du système.... 12 2.3 Conformité 14 2.4 Alimentation électrique FineLine 300HD 15 2.5 Système de refroidissement et liquide de refroidissement de la torche.... 16 2.6 Alimentation en gaz.... 17 2.7 Contrôleur de gaz FineLine (GC) 18 2.8 Console de démarrage de l'arc (ASC) FineLine 19 2.9 Torche à plasma Magnum PRO LC300M et accessoires..... 20 2.10 Interface utilisateur FineLine et serveur CutLinc 21 2.11 Routeur/commutateur Ethernet.... 21 2.12 Émissions de bruit aérien.... 22 2.13 Compatibilité électromagnétique (CEM).... 22 2.14 Informations sur le modèle ECO 23
3.0 Installation 27
3.1 Positionnement des composants 27 3.2 Rayon de courbure pour les câbles, les tuyaux et les conducteurs de torche....32 3.3 Schéma de connexion.... 33 3.4 Radiofréquence (RF) et interférence électromagnétique (IEM)...... 35 3.5 Connexions d'entrée de l'alimentation électrique - Alimentation primaire 37 3.6 Connexions d'entrée de l'alimentation électrique - Alimentation en gaz 40 3.7 Connexions de sortie de l'alimentation électrique 41 3.8 Connexions de sortie de la console de démarrage de l'arc.... 44 3.9 Connexions d'entrée du contrôleur de gaz.... 46 3.10 Connexions de sortie du contrôleur de gaz 48 3.11 Connexions de la torche 49 3.12 Montage de la torche 50 3.13 Installation des consommables 51
3.14 Connexions Ethernet....52 3.15 Circuit d'arrêt d'urgence (EStop)....53 3.16 Interface CNC....54 3.17 Installation du logiciel....57 3.18 Mise en service du système....59 3.19 Remplissage du système de refroidissement....61 3.20 Liste de contrôle pour l'installation....62
4.0 Fonctionnement
4.1 Boutons et voyants d'état....64 4.2 Séquence de fonctionnement 66 4.3 Interface utilisateur FineLine - Fonctionnement 68 4.4 Interface utilisateur FineLine - Réglages et diagnostics.... 79
5.0 Torche à plasma LC300M et consommables 84
5.1 Pose / Retrait de la tête de la torche à déconnexion rapide...... 84 5.2 Remplacement des consommables 86 5.3 Optimisation de la durée de vie des consommables.... 88 5.4 Qualité de découpe 89 5.5 Perçage de matériaux épais 90 5.6 Démarrages sur un bord 90 5.7 Tableaux de découpe....90
6.0 Maintenance....92
6.1 Entretien de routine.... 93 6.2 Remplacement du filtre à liquide de refroidissement (sans rinçage du liquide de refroidissement)....95 6.3 Rinçage du liquide de refroidissement et remplacement du filtre.... 97 6.4 Inspection des consommables.... 99 6.5 Mises à jour du logiciel/micrologiciel.... 100
7.0 Dépannage....101
7.1 Identification d'erreur.... 101 7.2 Codes d'erreur et journal des événements 103 7.3 Remplacement des composants du système.... 113
8.0 Liste de pièces....114
8.1 Torche et pièces connexes 114 8.2 Tuyaux, conducteurs et câbles 115 8.3 Kit de raccords pour tuyau d'alimentation en gaz, BK300421 (en option).... 117
9.0 Schémas de câblage et de flux 118
9.1 Schéma de câblage de l'alimentation électrique K4900-1 (cliquez pour ouvrir le PDF).... 118 9.2 Schéma de câblage de l'alimentation électrique K4900-2 (cliquez pour ouvrir le PDF).... 119 9.3 Schéma de flux du système de refroidissement (à l'intérieur de l'alimentation électrique.... 120 9.4 Schéma de câblage du contrôleur de gaz (GC 121
9.5 Schéma de flux du contrôleur de gaz (GC) 122 9.6 Schéma de câblage de la console de démarrage de l'arc électrique (ASC) 123
Annexe A Compatibilité électromagnétique (CEM) 124
Annexe B : Intégration du système Inova 128
Annexe C Rallonge de câble d'interconnexion PS.... 132

1.1 Précautions générales
Bien que la découpe au plasma soit utilisée en toute sécurité depuis des années, elle nécessite certaines précautions pour assurer la sécurité de l'opérateur et des autres personnes autour de l'équipement. Les informations de sécurité suivantes doivent être fournies à chaque personne qui utilisera cette pièce d'équipement, l'observera, en assurera la maintenance ou travaillera à proximité immédiate. Toujours porter un équipement de protection individuelle (EPI) approprié.
L'installation, le fonctionnement et les réparations de ce système ne doivent être effectués que par du personnel qualifié. Le système utilise à la fois les circuits CA et CC pour son fonctionnement. Il existe un risque de choc mortel. Faire preuve d'une extrême prudence lors du travail sur le système.
1.2 Proposition 65 en vigueur en californie
Ce produit, lorsqu'il est utilisé pour le soudage ou la découpe, émet des fumées ou des gaz qui contiennent des produits chimiques considérés par l'État de Californie comme provoquant des malformations congénitales et, dans certains cas, un cancer. (California Health & Safety Code § 25249.5 et seq.)
AVERTISSEMENT : Cancer et troubles de la reproduction www.p65warnings.ca.gov
1.3 Protection contre les rayonnements ultraviolets

La découpe au plasma produit un rayonnement ultraviolet similaire à un arc de soudage. Ce rayonnement ultraviolet peut provoquer des brûlures cutanées et oculaires. Pour cette raison, il est essentiel de porter une protection adéquate. Les yeux sont mieux protégés en utilisant des lunettes de sécurité ou un casque de soudage avec une nuance AWS n° 12 ou ISO 4850 n° 13, qui offre une protection jusqu'à 400 ampères. Toutes les zones cutanées exposées doivent être recouvertes de vêtements ignifuges. La zone de découpe doit également être préparée de manière à ce que la lumière ultraviolette ne se reflète pas. Les murs et autres surfaces doivent être peints avec des couleurs sombres pour réduire la lumière réfléchie. Des écrans ou rideaux de protection doivent être installés pour protéger les travailleurs supplémentaires dans la zone des rayons ultraviolets.
1.4 Prévention incendie

Lors de l'utilisation du système, il est nécessaire de faire preuve de jugement. Pendant la découpe, l'arc produit des étincelles qui pourraient provoquer un incendie si elles tombent sur des matériaux inflammables. Assurez-vous que tous les matériaux inflammables sont à une distance appropriée de la zone de découpe. Tous les liquides inflammables doivent être à au moins 12 m (40 pieds) de la zone de découpe, de préférence stockés dans une armoire métallique. La découpe au plasma ne doit jamais être tentée sur des récipients contenant des matériaux inflammables. Assurez-vous que les extincteurs sont facilement accessibles dans la zone de découpe.
Assurez-vous que la zone de découpe est correctement ventilée lorsque vous utilisez de l'oxygène comme gaz de découpe.

1.5 Protection contre le bruit

Le système génère un niveau de bruit élevé lors de la découpe. Selon la taille de la zone de découpe, la distance par rapport à la torche de découpe et le niveau de découpe du courant d'arc, les seuils sonores acceptables peuvent être dépassés. Une protection auditive appropriée doit être utilisée comme défini par les codes locaux ou nationaux. Se reporter à la section 2.12 pour connaître les niveaux d'émission sonore.
1.6 Prévention contre les fumées toxiques

Des précautions doivent être prises pour assurer une ventilation adéquate dans la zone de découpe. Certains matériaux dégagent des fumées toxiques pouvant être nocives ou mortelles pour les personnes se trouvant à proximité de la zone de découpe. De plus, certains solvants se décomposent et forment des gaz nocifs lorsqu'ils sont exposés aux rayons ultraviolets. Ces solvants doivent être retirés de la zone avant la découpe.
Le métal galvanisé peut produire des gaz nocifs pendant le procédé de découpe. Assurez une ventilation adéquate et utilisez un équipement respiratoire pour découper ces matériaux.
Certains métaux recouverts de plomb, de cadmium, de zinc, de béryllium et de mercure ou en contenant produisent des toxines nocives. Ne découpez pas ces métaux à moins que les personnes soumises à ces fumées ne portent un équipement de respiration approprié.
1.7 Équipement de soutien médical

Le système crée des champs électriques et magnétiques susceptibles d'interférer avec certains types d'équipements de soutien médical, tels que les stimulateurs cardiaques. Toute personne utilisant un stimulateur cardiaque ou un objet similaire doit consulter un médecin avant d'utiliser, d'observer ou de procéder à l'entretien du système. Respectez les directives suivantes pour minimiser l'exposition à ces champs électriques et magnétiques :
- Restez aussi loin que possible de l'alimentation électrique, de la torche, des conducteurs de la torche et de la console de démarrage de l'arc.
- Acheminez les câbles de la torche aussi près que possible du câble de mise à la terre de la zone de travail.
- Ne placez jamais votre corps entre les conducteurs de la torche et le câble de mise à la terre de la zone de travail. Gardez le câble de mise à la terre de la zone de travail et les conducteurs de la torche du même côté de votre corps.
- Ne jamais se tenir au centre conducteur de torche ou d'un câble de mise à la terre de la zone de travail enroulé.

1.8 Prévention contre les décharges électriques (électrocution)

Le système utilise des tensions de circuit ouvert élevées pouvant être fatales. Des précautions extrêmes doivent être prises lors de l'utilisation ou de la maintenance du système. Seul du personnel qualifié doit effectuer l'entretien du système. Respectez les directives suivantes pour vous protéger contre les décharges électriques :
- Un sectionneur mural doit être installé et protégé par un fusible conformément aux codes électriques locaux et nationaux. Le sectionneur doit être situé aussi près que possible de l'alimentation électrique afin de pouvoir l'éteindre en cas d'urgence.
- Le cordon d'alimentation principal doit avoir une valeur nominale minimale de 600 volts afin de protéger l'opérateur. En outre, il doit être dimensionné conformément aux codes électriques locaux et nationaux. Inspectez fréquemment le cordon d'alimentation principal. Ne faites jamais fonctionner le système si le cordon d'alimentation est endommagé de quelque manière que ce soit.
- Assurez-vous que le fil de mise à la terre de l'alimentation primaire est connecté au goujon de l'entrée de la mise à la terre sur l'alimentation. Assurez-vous que la connexion est solidement serrée.
- Assurez-vous que la sortie positive (mise à la terre de la zone de travail) de l'alimentation électrique est connectée à une zone métallique nue sur la table de découpe. Une tige de mise à la terre entraînée ne doit pas être placée à plus de 1,5 m (5 pieds) de cette connexion. Assurez-vous que ce point de mise à la terre de la table de découpe est utilisé comme point de terre en étoile pour toutes les autres connexions à la terre.
- Inspectez fréquemment les conducteurs de la torche. N'utilisez jamais le système si les
conducteurs sont endommagés de quelque manière que ce soit.
- Ne pas se tenir dans des zones mouillées et humides lors de l'utilisation ou de l'entretien du système.
- Portez des gants et des chaussures isolantes pendant l'utilisation ou la maintenance du système.
- Assurez-vous que le système est éteint au niveau du sectionneur mural avant de procéder à l'entretien de l'alimentation électrique ou de la torche.
- Ne changez jamais les pièces consommables de la torche à moins que le système soit éteint au niveau du sectionneur mural.
- Ne tentez pas de retirer des pièces sous la torche lors de la découpe. N'oubliez pas que la pièce à usiner forme le chemin de retour du courant vers l'alimentation électrique.
- Ne contournez jamais les dispositifs de verrouillage de sécurité.
- Avant de retirer l'un des couvercles, éteignez le système au niveau du sectionneur mural. Attendez au moins cinq (5) minutes avant de retirer le couvercle. Cela donnera aux condensateurs à l'intérieur de l'unité le temps de se décharger.
- Ne faites jamais fonctionner le système sans que tous les couvercles soient en place.
- La maintenance préventive doit être effectuée quotidiennement pour éviter les risques potentiels pour la sécurité.

1.9 Prévention contre les explosions

Le système utilise des gaz comprimés. Utilisez les techniques appropriées lors de la manipulation des bouteilles de gaz comprimé et d'autres
équipements utilisant du gaz comprimé. Respectez les directives suivantes pour vous protéger contre les explosions :
- Ne faites jamais fonctionner le système en présence de gaz explosifs ou d'autres matériaux explosifs.
- Ne découpez jamais de bouteilles pressurisées ou un conteneur fermé.
- Lors de l'utilisation d'une table de découpe à eau et de la découpe de l'aluminium sous l'eau ou avec de l'eau touchant la face inférieure de la plaque d'aluminium, du gaz hydrogène est produit. Cet hydrogène gazeux peut s'accumuler sous la plaque et exploser pendant le procédé de découpe. Assurez-vous que la table de découpe à eau est correctement aérée pour éviter l'accumulation d'hydrogène gazeux.
- Manipulez toutes les bouteilles de gaz conformément aux normes de sécurité publiées par la U. S. Compressed Gas Association (CGA), l'American Welding Society (AWS), l'Association canadienne de normalisation (CSA) ou d'autres codes locaux ou nationaux.
- Les bouteilles de gaz comprimé doivent être maintenues correctement. N'essayez jamais d'utiliser une bouteille qui fuit, est fissurée ou qui présente d'autres signes de dommages physiques.
- Toutes les bouteilles de gaz doivent être fixées à un mur ou à un rack pour éviter tout renversement accidentel.
- Si une bouteille de gaz comprimé n'est pas utilisée, remettez en place le couvercle de la vanne de protection.
- N'essayez jamais de réparer des bouteilles de
gaz comprimé.
- Conservez les bouteilles de gaz comprimé à l'écart de la chaleur intense, des étincelles ou des flammes.
- Dégagez le point de connexion de la bouteille de gaz comprimé en ouvrant momentanément la vanne avant d'installer un régulateur.
- Ne lubrifiez jamais les vannes de bouteille de gaz comprimé ou les régulateurs de pression avec un type d'huile ou de graisse.
- N'utilisez jamais une bouteille de gaz comprimé ou un régulateur de pression à d'autres fins que celles prévues.
- N'utilisez jamais de régulateur de pression pour un gaz autre que celui auquel il est destiné.
- N'utilisez jamais un régulateur de pression qui fuit ou présente d'autres signes de dommages physiques.
- N'utilisez jamais les tuyaux d'oxygène et les régulateurs de pression pour un gaz autre que l'oxygène.
- N'utilisez jamais de tuyau de gaz qui fuit ou présente d'autres signes de dommages physiques.
Consultez le site www.lincolnelectric.com/safety
pour obtenir des informations supplémentaires sur la sécurité.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
1.10 Indice du livret des normes de sécurité
Pour plus d'informations concernant les pratiques de sécurité à appliquer avec l'équipement de découpe à l'arc de plasma, veuillez consulter les publications suivantes :
- AWS Standard AWN, Arc Welding and Cutting Noise, disponible auprès de l'American Welding Society, 550 NW LeJeune Road, Miami, Floride 33126, États-Unis.
- AWS Standard C5.2, Recommended Practices for Plasma Arc Cutting
- AWS Standard FSW, Fire Safety in Welding and Cutting, disponible auprès de l'American Welding Society, 550 NW LeJeune Road, Miami, Floride 33126, États-Unis.
- AWS Standard F4.1, Safe Practices for Preparation for Welding and Cutting of Containers and Pip
- AWS Standard ULR, Ultraviolet Reflectance of Paint
- AWS ANSI Standard Z49.1, Safety in Welding, Cutting, and Allied Processes
- ANSI Standard Z41.1, Standard For Men's Safety-Toe Footwear
- ANSI Standard Z49.2, Fire Prevention in the Use of Cutting and Welding Processes • ANSI Standard Z87.1, Safe Practices For Occupation and Educational Eye and Face Protection • ANSI Standard Z88.2, Respiratory Protection
- OSHA Standard 29CFR 1910.252, Safety and Health Standards, disponible auprès de l'U. S. Government Printing Office, Washington, District de Columbia 20402, États-Unis.
- NFPA Standard 51, Oxygen - Fuel Gas Systems for Welding, Cutting, and Allied
- NFPA Standard 51 B, Cutting and Welding Processes, disponible auprès de la National Fire Protection Association, 1 Batterymarch Park, Quincy, Massachusetts 02269, États-Unis.
- NFPA Standard 70, National Electrical Code, disponible auprès de la National Fire Protection Association, 1 Batterymarch Park, Quincy, Massachusetts 02269, États-Unis.
- CGA booklet P-1, National Electrical Code, disponible auprès de la Compressed Gas Association, 1725 Jefferson Davis Highway, Suite 1004, Arlington, Virginie 22202, États-Unis.
- CGA booklet P-14, Accident Prevention in Oxygen-Rich and Oxygen-Deficient Atmospheres, disponible auprès de la Compressed Gas Association, 1725 Jefferson Davis Highway, Suite 1004, Arlington, Virginie 22202, États-Unis.
- CGA booklet TB-3, Hose Line Flashback Arrestors, disponible auprès de la Compressed Gas Association, 1725 Jefferson Davis Highway, Suite 1004, Arlington, Virginie 22202, États-Unis.
- CSA Standard W117.2, Safety in Welding, Cutting, and Allied Processes, disponible auprès de la Canadian Standards Association, 178 Rexdale Boulevard, Toronto, Ontario M9WIR3, Canada.
- Canadian Electrical Code Part 1, Safety Standard for Electrical Installations, disponible auprès de la Canadian Standards Association, 178 Rexdale Boulevard, Toronto, Ontario M9W 1R3, Canada.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
2.1 Description du système
Le système plasma FineLine® 300HD est conçu pour les applications de découpe plasma mécanisée. Le système plasma FineLine (« le système ») comprend l'alimentation électrique FineLine 300HD, le contrôleur de gaz FineLine, la console de démarrage d'arc FineLine, l'interface utilisateur FineLine et la torche plasma Magnum® PRO LC300M.
L'alimentation électrique FineLine 300HD est un bloc d'alimentation à plasma, commande numérique et à base d'onduleur capable de produire un courant de sortie de 300A à un cycle de service de 100 %. Elle est capable de percer l'acier doux jusqu'à 1,75 po (45 mm) et de faire une découpe de séparation jusqu'à 3 po (75 mm). En outre, elle a une capacité de marquage au plasma, ce qui crée une marque visible sur la surface du métal sans le couper.
2.2.1 Composants standard
- Alimentation électrique FineLine 300HD.... K4900-1 (CSA, CCC)..... ou K4900-2 (CE, RCM)
- Contrôleur de gaz FineLine (GC).... BK300350
- Console de démarrage de l'arc FineLine (ASC).... K4901-1
- Interface utilisateur FineLine (UI)
- Serveur CutLinc
- Torche à plasma standard Magnum PRO.... BK602622
- Tête de torche à plasma à déconnexion rapide Magnum PRO...... BK602625
- Socle de torche à plasma à déconnexion rapide Magnum PRO...... BK602623
- Poignée de la torche.... BK602621
- Collier de la torche.... BK700223
- Conducteurs de la torche.... BK602604-XX
- Liquide de refroidissement de la torche.... BK500695
- Ensemble de tuyaux de gaz.... BK602617-XX
- Conducteur de l'électrode de l'alimentation électrique.... K4903-XX
- Conducteur de la buse de l'alimentation électrique.... K4904-XX
- Conducteur principal de terre.... K4902-XX
- Tuyau d'alimentation en liquide de refroidissement.... BK200308-XX
- Tuyau de retour du liquide de refroidissement...... BK200307-XX
- Câble d'interconnexion de l'alimentation électrique (PS).... K4905-XX
- Câble de commande de l'ASC.... K4906-XX
- Câble Ethernet avec baïonnette, Quantité 2.... K4907-XX
REMARQUE : -XX désigne la longueur en pieds. Voir la section 8.2 pour les longueurs disponibles.
2.2.2 Fourni en option
- Tuyau d'alimentation en oxygène.... BK200362-XX
- Tuyau d'alimentation en gaz H17.... BK200363-XX
- Tuyau d'alimentation en air...... BK200364-XX
- Tuyau d'alimentation en azote ou en argon...... BK200365-XX
- Kit de raccords pour tuyau d'alimentation en gaz.... BK300421
- Câble d'interface CNC.... BK602610-XX
- Système de contrôle de la hauteur de la torche Inova®...... Annexe B
- Interface homme-machine (contrôleur CNC Burny® ou logiciel VMD)
2.2.3 Fourni par l'oem ou l'utilisateur final
- Interface homme-machine (contrôleur CNC ou ordinateur industriel)
- Routeur/commutateur Ethernet
- Câble Ethernet standard (paire torsadée blindée Cat5e) • Câble de terre du contrôleur de gaz • Câble de mise à la terre de l'ASC
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
2.3 Conformité
Alimentation électrique K4900-1 :
| HOMOLOGATIONS | ||
| MARCHÉ | MARQUE DE CONFORMITÉ | NORME |
| États-Unis et Canada | _cCSA_US | CAN/CSA-E60974-1ANSI/IEC 60974-1 |
Console de démarrage de l'arc K4901-1 :
| HOMOLOGATIONS | ||
| MARCHÉ | MARQUE DE CONFORMITÉ | NORME |
| États-Unis et Canada | _cCSA_US | CAN/CSA-E60974-3ANSI/IEC 60974-3 |
Torches Magnum PRO BK602622 et BK602625 :
| HOMOLOGATIONS | ||
| MARCHÉ | MARQUE DE CONFORMITÉ | NORME |
| États-Unis et Canada | ^cCSA_US | CAN/CSA-E60974-7ANSI/IEC 60974-7 |
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
Tension et courant d'entrée :
- Rapport cyclique : 100 % ■ K4900-1, Tension d'entrée ±10 % : 380-415 / 460 / 575 ■ K4900-1, ampères d'entrée : 123 / 108 / 95 ■ K4900-2, tension d'entrée ±10 % : 380-415 ■ K4900-2, ampères d'entrée : 123
Puissance nominale de sortie à 40°c :
- Rapport cyclique.... 100 % Courant.... 300 A
- Tension....210 V
- Gamme de courant....20-300 Amps
- Tension de circuit ouvert....300 V CC
- Courant pilote.... 30 ampères
Température et environnement :
- Température de fonctionnement.... 14 °F à 104 °F (-10 °C à 40 °C)
- Température de stockage.... 14 °F à 185 °F (-10 °C à 85 °C)
- Classe d'isolation.... Classe F (155 °C)
Poids 750 livres (340 kg)
Dimensions physiques :
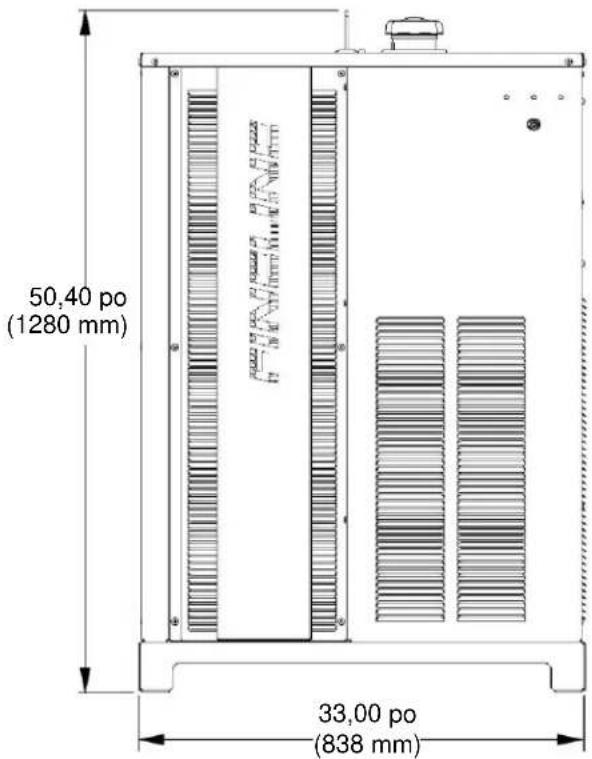
text_image
50,40 po (1280 mm) 33,00 po (838 mm)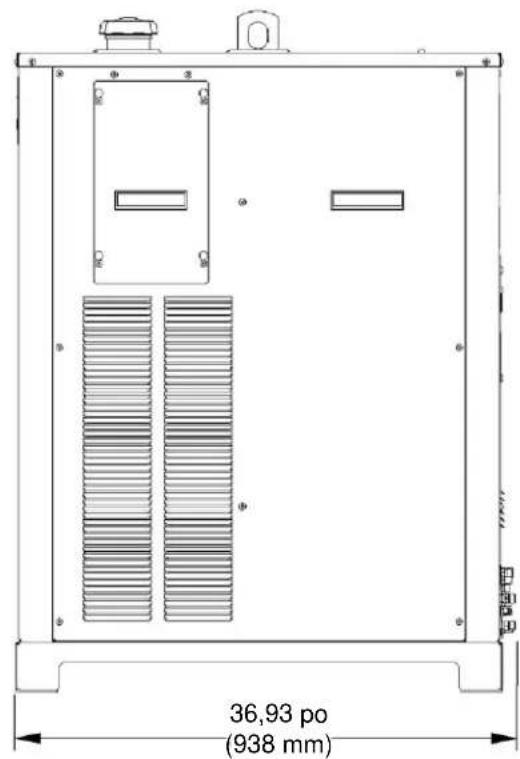
text_image
36,93 po (938 mm)Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
2.5 Système de refroidissement et liquide de refroidissement de la torche
Système de refroidissement (situé à l'intérieur de l'alimentation électrique) :
- Pression de décharge... 175 psi (12,07 bar)
- Débit 1,5 gal/min (5,7 litres/min)
- Liquide de refroidissement.... solution de propylène glycol
- Capacité du réservoir.... 5,0 gal (18,9 litres)
- Température maximale du liquide de refroidissement..... 149 °F (65 °C)
La solution de refroidissement de la torche est composée de 25 % de propylène glycol de qualité industrielle et offre une protection contre le gel jusqu'à 9 °F (-13 °C). Le liquide de refroidissement de la torche peut être commandé dans des récipients de 1,0 gallon (3,8 litres), référence BK500695.
NE PAS UTILISER d'antigel automobile ou autre antigel commercial contenant des inhibiteurs de rouille ou des bouchons antifuite. Ces liquides de refroidissement endommageront la pompe et bloqueront les petits passages internes de l'échangeur thermique, ce qui affectera les performances de refroidissement.
Pour éviter les dommages causés par le gel et les fuites de liquide pendant le transport, l'alimentation électrique est fournie avec une quantité très faible de liquide de refroidissement dans le réservoir. NE PAS METTRE EN MARCHE le système avant qu'il n'ait été rempli de liquide de refroidissement.
Après le remplissage initial et après les rinçages de liquide de refroidissement, un supplément de liquide de refroidissement sera nécessaire, car les tuyaux de liquide de refroidissement et les conducteurs de la torche se rempliront également de liquide de refroidissement. Les cycles plus longs nécessitent plus de liquide de refroidissement que les cycles courts.
Consultez la fiche de données de sécurité (FDS) fournie avec le liquide de refroidissement de la torche pour obtenir des informations complètes sur les premiers soins, la manipulation, le stockage, le transport et la mise au rebut appropriée.
2.6 Alimentation en gaz
Types de gaz plasma :
Acier doux...... Oxygène
Acier inoxydable.... Air, azote ou H17
Aluminium.... Air
Types de gaz de protection :
Acier doux...... Oxygène ou air
Acier inoxydable.... Air ou azote
Aluminium.... Air ou azote
Type de gaz de pré-écoulement.... Azote
Type de gaz de marquage.... Azote ou argon
Débit du gaz plasma (maximum) :
Oxygène 92 SCFH (2605 SLPH)
Air 80 SCFH (2265 SLPH)
H17 ou azote... 125 SCFH (3540 SLPH)
Débit du gaz de protection (maximum) :
Débit de gaz pré/post-écoulement (maximum)....125 SCFH (3540 SLPH)
Débit de gaz de marquage (maximum)....45 SCFH (1274 SLPH)
Pression nominale du gaz à l'entrée.... 115 psi (7,93 bar)
Pression minimale du gaz à l'entrée....105 psi (7,24 bar)
Pression maximale du gaz à l'entrée.... 145 psi (10,0 bar)
L'oxygène et l'azote doivent être alimentés avec un taux de pureté d'au moins 99,5 %. Le taux de pureté du H17 doit être d'au moins 99,995 %. Le taux de pureté de l'argon doit être d'au moins 99,99 %. Tout doit être propre, sec et exempt d'huile.
Un risque potentiel d'incendie existe lors de la découpe à l'oxygène. Il est recommandé d'utiliser un système de ventilation par aspiration lors de la découpe à l'oxygène. Des dispositifs antiretour de flamme doivent être fournis (sauf s'ils ne sont pas disponibles pour les gaz et les pressions choisis) afin d'éviter qu'un éventuel incendie ne se propage vers l'alimentation en gaz.
Veillez à ce que les conduites d'oxygène restent exemptes de contaminants tels que l'huile et la graisse. Le mélange de ces contaminants avec l'oxygène présente un risque d'incendie supplémentaire.
L'air comprimé doit être propre, sec et exempt d'huile et peut être alimenté à partir de cylindres comprimés ou d'un compresseur d'air. Sachez que les systèmes d'aération des magasins sont sujets à la contamination par l'huile et l'humidité. Si l'air de l'atelier est utilisé, il doit être nettoyé selon la norme ISO 8573.1 : Classe 1.4.1. Spécifiez l'air sec lors de l'utilisation de cylindres comprimés.
L'air de qualité respiratoire contient de l'humidité et ne doit pas être utilisé.
Des tuyaux de 3/8 de pouces (diamètre intérieur) sont nécessaires pour tous les raccords d'entrée de gaz. Des connecteurs d'accouplement sont disponibles en option. Les raccords
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
rapides ne doivent pas être utilisés.
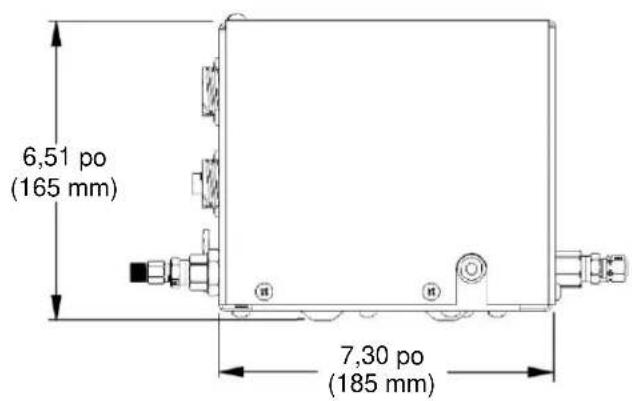
2.7 Contrôleur de gaz fineline (GC)
Référence de pièce : BK300350
Poids 15,7 livres (7,12 kg)
Dimensions physiques et montage :
text_image
6,51 po (165 mm) 7,30 po (185 mm)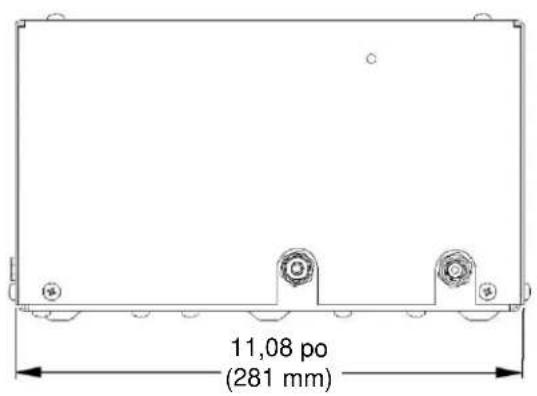
text_image
11,08 po (281 mm)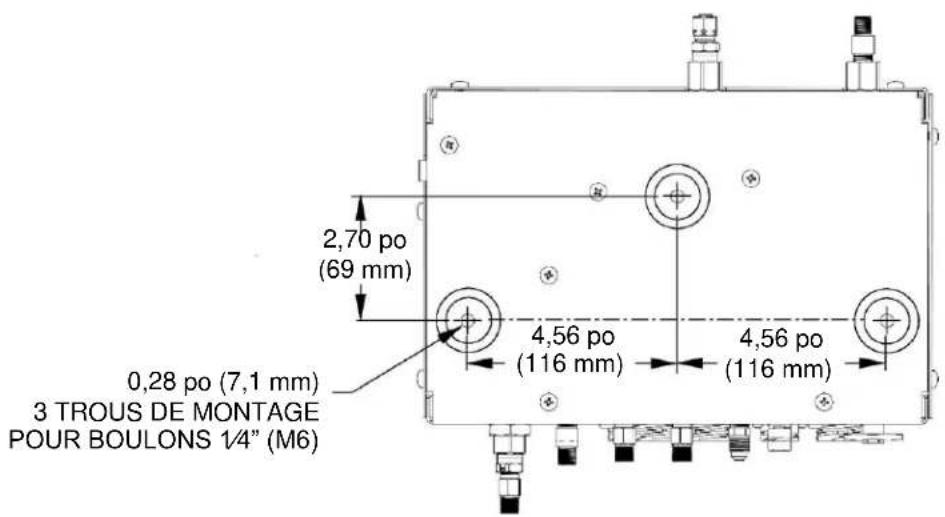
text_image
2,70 po (69 mm) 4,56 po (116 mm) 4,56 po (116 mm) 0,28 po (7,1 mm) 3 TROUS DE MONTAGE POUR BOULONS 1/4" (M6)Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
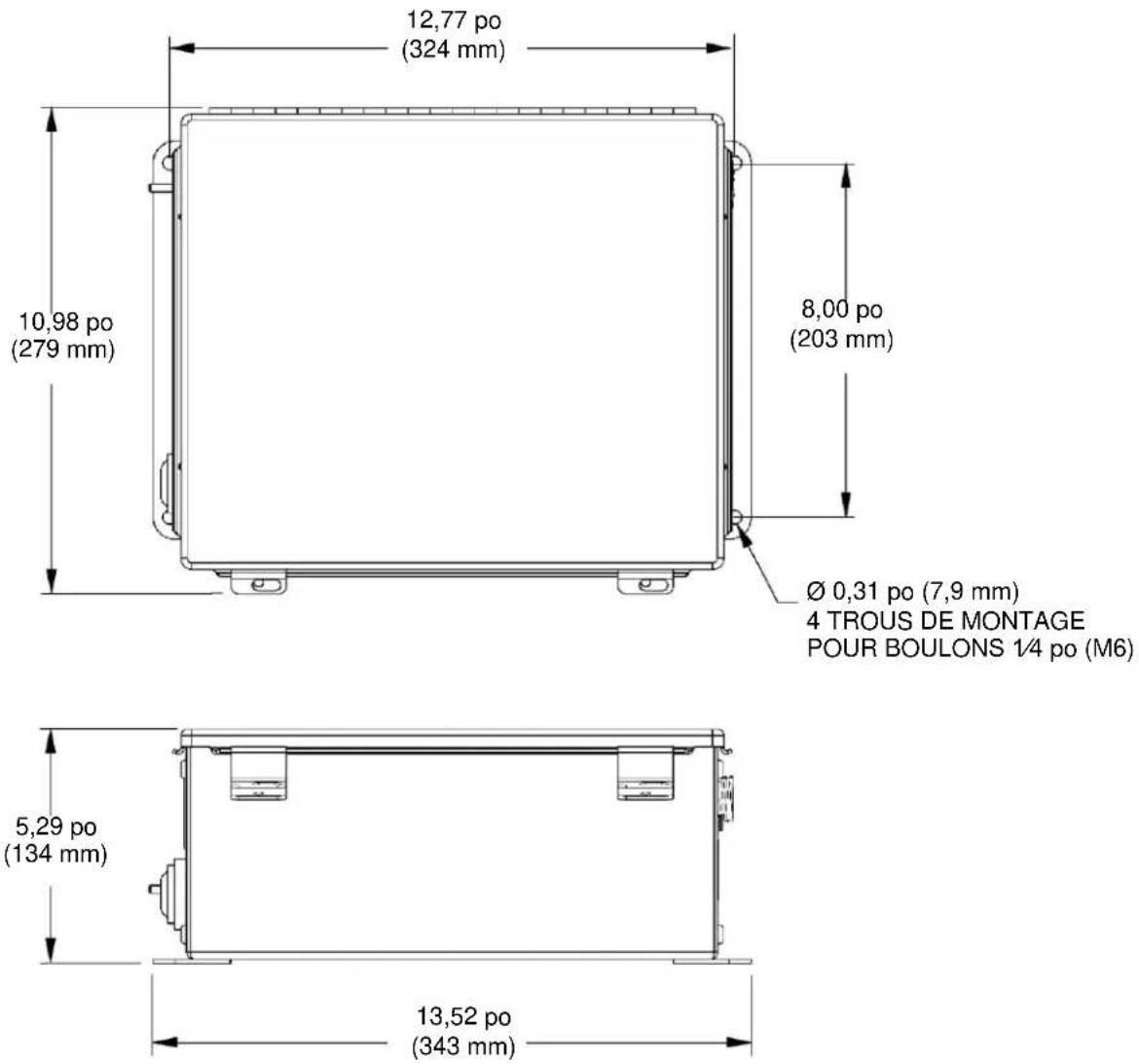
2.8 Console de démarrage de l'arc (ASC) fineline
Référence de pièce : K4901-1
Poids 18,9 livres (8,57 kg)
Dimensions physiques et montage :
text_image
12,77 po (324 mm) 10,98 po (279 mm) 8,00 po (203 mm) Ø 0,31 po (7,9 mm) 4 TROUS DE MONTAGE POUR BOULONS 1/4 po (M6) 5,29 po (134 mm) 13,52 po (343 mm)Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
2.9 Torche à plasma magnum PRO LC300M et accessoires
Référence de la torche standard.... BK602622
Poids de la torche standard (avec consommables)...... 2,10 livres (0,95 kg)
Référence de la tête de torche à déconnexion rapide...... BK602625
Poids de la tête de torche à déconnexion rapide (avec consommables) 1,40 livre (0,62 kg)
Référence du socle de torche à déconnexion rapide.... BK602623
Poids du socle de torche à déconnexion rapide....0,75 livre (0,34 kg)
Référence de la poignée de la torche.... BK602621
Poids de la poignée de la torche 0,95 livre (0,43 kg)
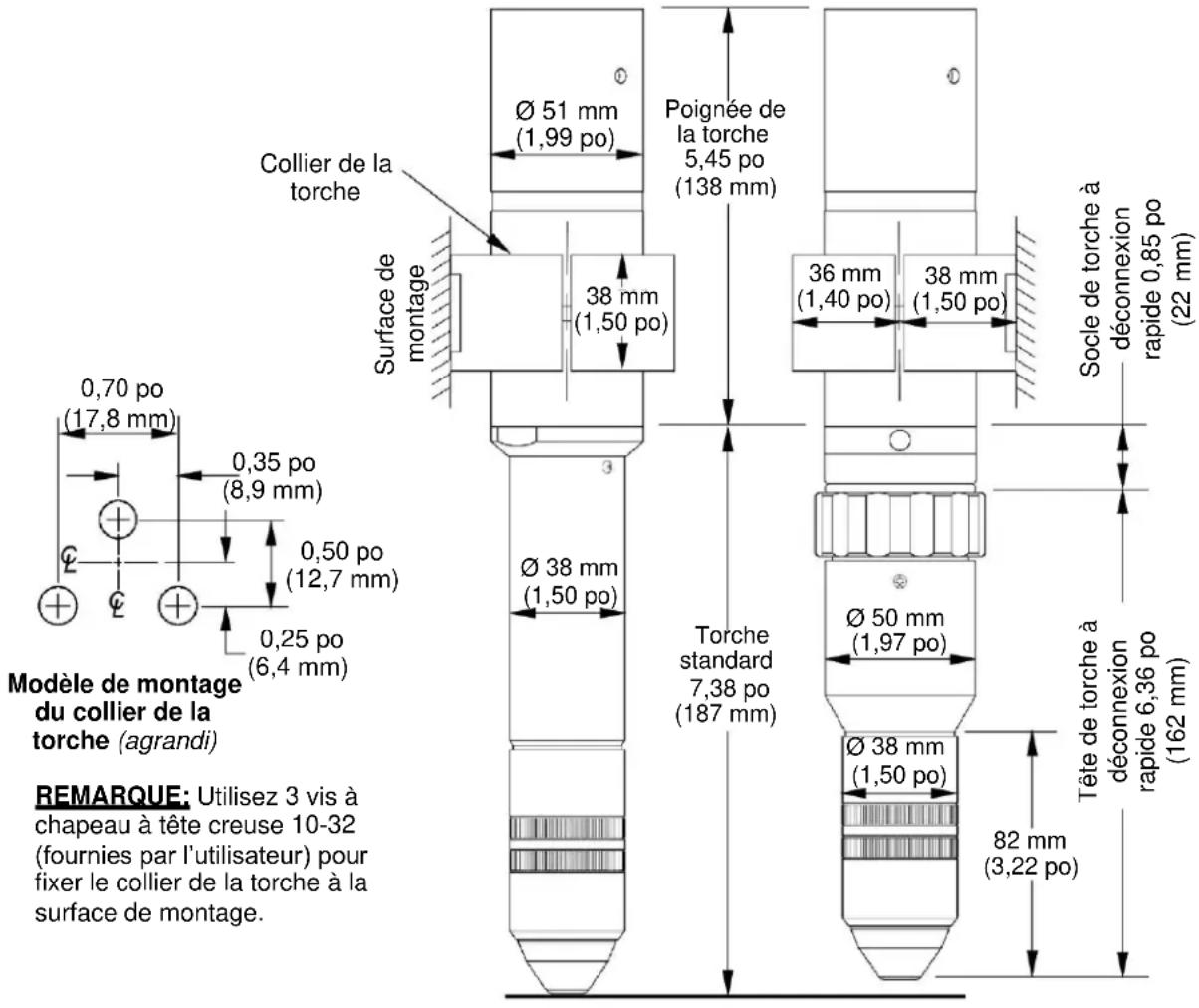
Référence du collier de la torche.... BK700223
Poids du collier de la torche....0,75 livre (0,34 kg)
Pression minimale du gaz à la torche.... 5 psi (0,34 bar)
Pression maximale du gaz à la torche 95 psi (6,55 bar)
Tension nominale d'amorçage de l'arc de torche....7,5 kV
Dimensions physiques et montage :
text_image
Collier de la torche Surface de montage 0,70 po (17,8 mm) 0,35 po (8,9 mm) 0,50 po (12,7 mm) 0,25 po (6,4 mm) Modèle de montage du collier de la torche (agrandi) REMARQUE: Utilisez 3 vis à chapeau à tête creuse 10-32 (fournies par l'utilisateur) pour fixer le collier de la torche à la surface de montage. Ø 51 mm (1,99 po) Poignée de la torche 5,45 po (138 mm) 38 mm (1,50 po) Ø 38 mm (1,50 po) Torche standard 7,38 po (187 mm) Ø 50 mm (1,97 po) Ø 38 mm (1,50 po) 82 mm (3,22 po) Socle de torche à déconnexion rapide 0,85 po (22 mm) Tête de torche à déconnexion rapide 6,36 po (162 mm)Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
2.10 Interface utilisateur fineline et serveur cutlinc
Une interface homme-machine (IHM) est nécessaire pour faire fonctionner le système plasma FineLine. L'IHM peut être un contrôleur CNC ou un ordinateur industriel exécutant l'interface utilisateur FineLine et le serveur CutLinc.
L'interface utilisateur FineLine est l'interface utilisateur du système plasma FineLine. Le serveur CutLinc est le centre de communication du système plasma FineLine. Ils sont déjà intégrés à certaines IHM de Lincoln Electric. Dans d'autres IHM, les deux doivent être intégrées par l'OEM ou l'utilisateur final.
Spécifications pour l'IHM :
■ Système d'exploitation Windows 10
■ Un (1) port Ethernet
Spécifications pour l'interface utilisateur FineLine et le serveur CutLinc :
- Contrôle jusqu'à quatre systèmes FineLine 300HD
2.11 Routeur/commutateur ethernet
Un routeur/commutateur Ethernet fourni par l'utilisateur est requis avec les caractéristiques suivantes :
■ Quatre (4) canaux (minimum) ■ 10/100 Mbps (minimum) ■ Conforme à la norme IEEE 802.3(x) ■ Auto MDI/MDIX
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
2.12 Émissions de bruit aérien
Le système génère un niveau de bruit élevé lors de la découpe. Selon la taille de la zone de découpe, la distance par rapport à la torche de découpe et le niveau de découpe du courant d'arc, les seuils sonores acceptables peuvent être dépassés. Une protection auditive appropriée doit être utilisée comme défini par les codes locaux ou nationaux.
Le tableau suivant indique les niveaux de bruit générés par le système lorsqu'il fonctionne à 300 ampères, 180 volts d'arc. Les mesures ont été relevées à l'aide d'un sonomètre.
| Distance de la torche | Niveau de pression acoustique pondéré A | Niveau de pression acoustique pondéré C |
| 1 mètre horizontal, 1,6 mètre au-dessus du sol | 110 dB | 109 dB |
| 8 cm horizontal, même niveau que la plaque | 130 dB | 127 dB |
2.13 Compatibilité électromagnétique (CEM)
Les systèmes FineLine 300HD marqués CE sont fabriqués conformément à la norme européenne EN 60974-10 (Compatibilité électromagnétique (CEM) – Norme de produit relative à l'équipement de soudage à l'arc). Des informations sur la norme CEM EN 60974-10 sont disponibles dans l'Annexe A.
2.14 Informations sur le modèle ECO
L'appareil a été conçu afin d'être conforme à la directive 2009/125/CE et au Règlement 2019/1784/UE.
Rendement et consommation d'énergie en veille :
| Nom | Rendement lors d'une consommation d'énergie max./en veille | Modèle équivalent |
| Fineline 300HD CE | 90 % / 67 W | Aucun modèle équivalent |
Pour l'état de veille, voir la section 4.2.1, étape 3, premier point de ce manuel.
Les valeurs du rendement et de la consommation en état de veille ont été mesurées en suivant une méthode et des conditions définies dans la norme du produit EN 60974-1
Le nom du fabricant, le nom du produit, le numéro de code, le numéro de produit, le numéro de série et la date de production sont inscrits sur la plaque signalétique et sur l'étiquette du numéro de série.
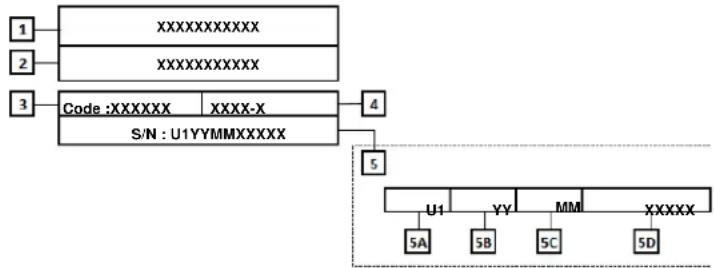
1- Nom et adresse du fabricant 2- Nom du produit 3- Numéro de code 4- Numéro de produit
5- Numéro de série
5A- pays de production 5B- année de production 5C- mois de production 5D- numéro progressif différent pour chaque machine
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
Utilisation typique du gaz pour l'équipement Fineline :
| Type de matériaux | Gaz plasmatique / Type de gaz de protection | Ampérage de découpe (amp) | Épaisseur du matériau (mm)* | Gaz plasmatique / de protection (l/min) |
| Acier au carbone, faiblement allié | O2 / Air | 300 | 25 à 50 | 22,4 / 63,5 |
| 200 | 20 à 35 | 21,5 / 70,6 | ||
| 170 | 12 à 20 | 15,8 / 64,4 | ||
| 140 | 20 | 14,2 / 49,3 | ||
| 80 | 4 à 12 | 9,7 / 17,2 | ||
| Acier inoxydable austénitique | Air / N2 | 300 | 30 à 50 | 33,0 / 62,5 |
| 200 | 30 à 40 | 21,5 / 61,1 | ||
| 170 | 6 à 25 | 17,7 / 63,5 | ||
| 140 | 6 à 12 | 16,8 / 46,7 | ||
| 80 | 3 à 8 | 9,7 / 15,8 | ||
| Aluminium | Air / N2 | 300 | 35 à 50 | 33,5 / 64,4 |
| 200 | 6 à 35 | 20,5 / 52,6 | ||
| 170 | 6 à 38 | 17,5 / 57,8 | ||
| 140 | 6 à 25 | 18,2 / 43,2 | ||
| 80 | 2 à 6 | 9,7 / 21,0 |
* L'épaisseur des matériaux n'est pas exhaustive - consultez les tableaux de découpe pour une gamme complète.

Fin de vie
Lorsque le produit arrive en fin de vie, il doit être recyclé conformément à la directive 2012/19/UE (WEEE) ; vous trouverez les informations concernant le démontage du produit et sur les matières premières critiques (CRM, Critical Raw Material) présentes dans le produit sur le site : www.lincolnelectriceurope.com

text_image
Fineline 300HD CE 1 2, 6 6 5 6 8 7 2 1, 7 1, 2, 6 6 1, 7 3 6 6 6| Élément | Composant | Matériau de récupération | CRM | Traitement sélectif |
| 1 | Boîtier et laminage | Acier | - | - |
| 2 | Dissipateur thermique | Aluminium | Si, 80 g Mg, 134 g | - |
| 3 | Condensateur | - | - | Obligatoire |
| 4 | Câbles externes (non représentés) | Cuivre | - | Obligatoire |
| 5 | Terminal de sortie, 2 en tout | Laiton et cuivre | - | - |
| 6 | Carte PC, 21 en tout | - | - | Obligatoire |
| 7 | Étrangleur Transformateur Câbles internes Barres de bus | Cuivre | - | - |
| 8 | Réservoir | PEHD (polyéthylène haute densité) | - | - |
Référence : P-1488, code 13032
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
Contrôleur de gaz
| Élément | Composant | Matériau de récupération | CRM | Traitement sélectif |
| 1 | Boîtier | Acier | - | - |
| 2 | Collecteurs, 2 au total | Aluminium | Si, 7 g Mg, 12 g | - |
| 3 | Raccords de sortie, 7 au total | Laiton, acier inoxydable | - | |
| 4 | Câbles externes et internes (non représentés) | Cuivre | - | Obligatoire |
| 5 | Carte PC, 5 au total | - | - | Obligatoire |
| 6 | Vannes proportionnelles, 3 au total Électrovannes, 5 au total | Cuivre, laiton, acier | - | - |
| 7 | Tubulure | Nylon | - | - |
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
3.1.1 Alimentation électrique
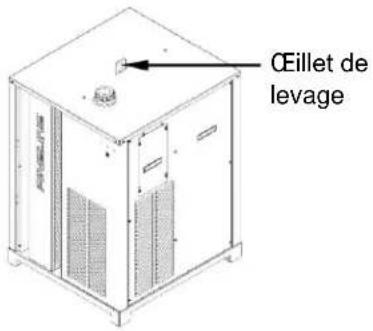
L'alimentation électrique doit être soulevée par un chariot élévateur, un transpalette ou une grue. Afin d'éviter d'endommager l'alimentation électrique lors du levage à l'aide d'un chariot élévateur ou d'un transpalette, les fourches doivent être suffisamment longues pour dépasser l'alimentation électrique du côté le plus éloigné. Si vous soulevez l'appareil à l'aide d'un œillet de levage, assurez-vous des points suivants :
- L'équipement de manutention des matériaux doit être conforme aux lois et réglementations locales et nationales. Le personnel impliqué dans le déplacement doit être dûment formé et qualifié pour utiliser cet équipement.
- Tous les couvercles de l'alimentation électrique doivent être solidement installés.
- Soulever lentement - pas plus de 8 po (203,2 mm) de haut afin de veiller à une répartition uniforme du poids.
- Se déplacer lentement pour éviter toute accélération/décélération incontrôlable.
text_image
€illet de levage
La chute d'un équipement peut provoquer des blessures.
Soulever uniquement à l'aide d'un équipement ayant une capacité de levage adéquate.
S'assurer que l'alimentation électrique est stable lors du levage.
L'emplacement approprié de l'alimentation électrique permet de garantir un service fiable et de réduire le temps de maintenance périodique. Choisir un emplacement qui permet une circulation d'air sans restriction à l'intérieur et à l'extérieur de l'alimentation électrique. Conserver au moins 24 po (609,6 mm) d'espace de tous les côtés de l'appareil.
L'alimentation électrique est conforme à la norme IP23 pour une utilisation dans un environnement extérieur. L'alimentation électrique ne doit pas être utilisée sous la pluie ou la neige. Elle ne doit pas être soumise à des chutes d'eau pendant son utilisation et aucune de ses parties ne doit être immergée dans l'eau ou la neige. Cette erreur peut entraîner un mauvais fonctionnement ainsi qu'un risque pour la sécurité. La meilleure pratique consiste à la conserver dans un endroit sec et abrité.
N'assemblez pas l'alimentation électrique sur une surface combustible. Lorsqu'il y a une surface combustible directement sous un équipement électrique fixe ou stationnaire, cette surface doit être recouverte d'une plaque d'acier d'au moins 1,6 mm d'épaisseur, laquelle doit dépasser l'équipement d'au moins 150 mm de tous les côtés.
La surface sur laquelle l'alimentation électrique est placée ne doit pas être inclinée à plus de 10° pour éviter tout risque de basculement.
Pour une installation standard, la distance maximale entre l'alimentation électrique et le contrôleur de gaz est de 22,8 m (75 pi). Se reporter à l'Annexe C pour les longueurs plus importantes.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
Déballage et mise à niveau
1) Placez l'alimentation électrique sur une surface plane et horizontale. 2) Retirez la caisse en bois et le sac plastique entourant l'alimentation électrique. 3) Retirez le couvercle d'entrée arrière pour accéder au manuel d'utilisation et aux accessoires. 4) Retirez les huit vis et rondelles, ainsi que les quatre plaques de montage entre l'alimentation électrique et le patin.
5) Soulevez la machine pour la dégager du patin.
6) Une fois la machine correctement soulevée et fixée, installez soigneusement chaque pied de mise à niveau tout en maintenant le contre-écrou entre le pied et la base. Veillez à ne pas installer les pieds en croix et assurez-vous que les filetages sont entièrement insérés dans la base. Réglez approximativement les quatre pieds à la même hauteur souhaitée.
7) Posez la machine sur le sol, ajustez les pieds pour mettre la machine à niveau, puis serrez le contre-écrou contre la base pour verrouiller leur position.
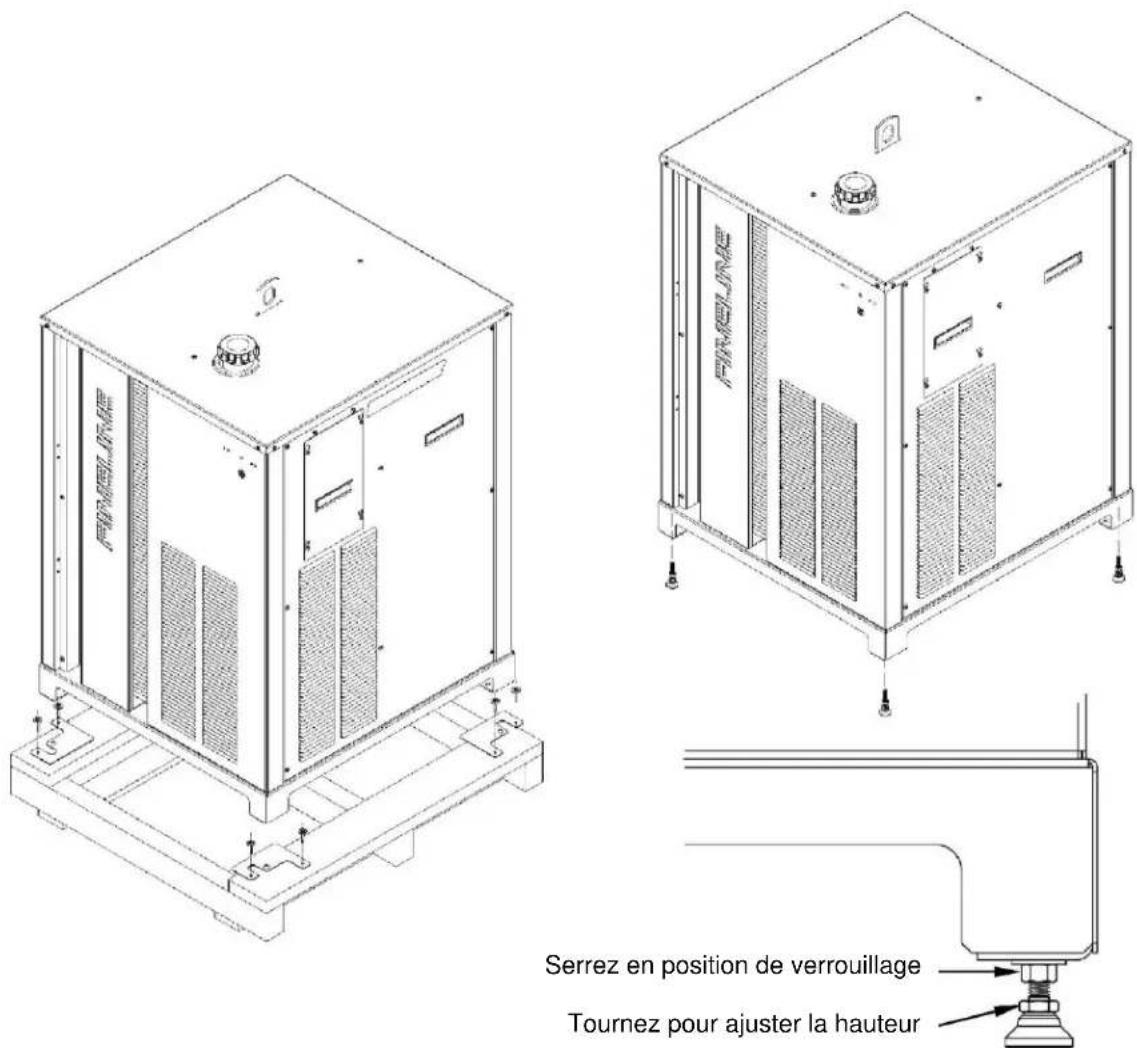
text_image
SERREZ EN POSITION DE VERROUILLAGE Tournez pour ajuster la hauteurLes présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
3.1.2 Contrôleur de gaz (GC)
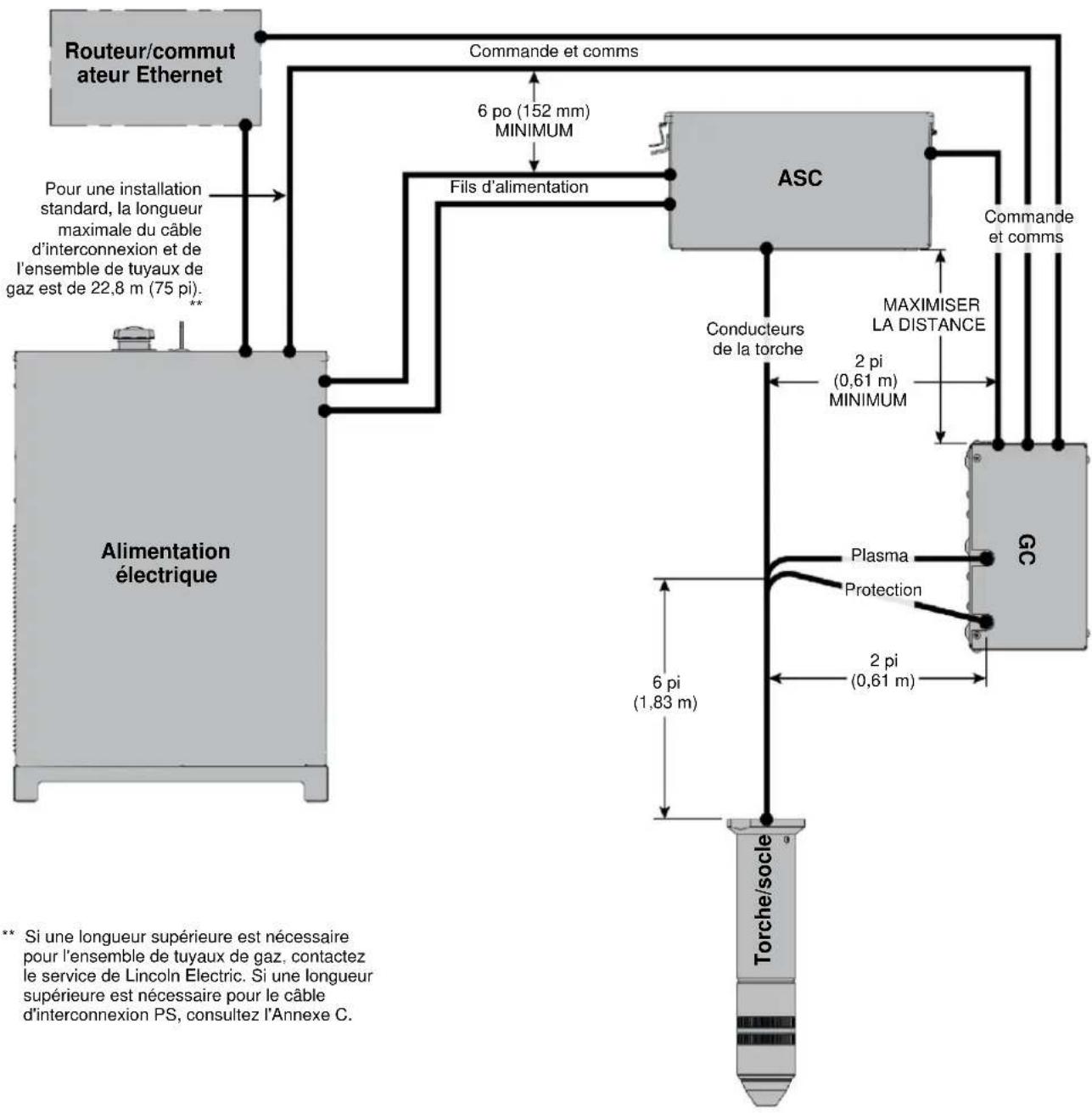
Le contrôleur de gaz (GC) doit être monté à moins de 2,44 m de la torche/du socle. Fixez le GC à la surface de montage à l'aide de trois boulons 1/4 po ou M6. Reportez-vous au schéma de montage indiqué à la section 2.7. S'assurer que l'orifice sur le côté du GC marqué « VENT » (VENTILATION) n'est pas obstrué. Le GC est conforme à la norme IP23.
Les tuyaux plasma et de protection reliant la torche au GC passent à l'intérieur des conducteurs de la torche sur 1,83 m (6 pi) avant de se détacher pour se connecter au GC. Par conséquent, le GC doit être monté à moins de 0,61 m (2 pi) de l'acheminement des conducteurs de la torche.
Pour minimiser les interférences à haute fréquence provenant du circuit de démarrage de l'arc, il est recommandé de monter le GC aussi loin que possible (0,61 m, soit 2 pi) des conducteurs de la torche et d'éloigner les câbles de commande de la trajectoire des conducteurs de la torche.
Tous les câbles de commande/communication doivent être acheminés avec une séparation minimale de 0,61 m des conducteurs de la torche et une séparation minimale de 152 mm des fils d'alimentation.
Voir Figure 1.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
flowchart
graph TD
A["Routeur/commutateur Ethernet"] --> B["Commande et comms"]
B --> C["6 po (152 mm) MINIMUM"]
C --> D["Fils d'alimentation"]
D --> E["ASC"]
E --> F["Commande et comms"]
F --> G["MAXIMISER LA DISTANCE"]
G --> H["2 pi (0,61 m) MINIMUM"]
H --> I["Conducteurs de la torche"]
I --> J["6 pi (1,83 m)"]
J --> K["Torche/socle"]
K --> L["Plasma Protection"]
L --> M["2 pi (0,61 m)"]
M --> N["Maximiser"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#cff,stroke:#333
style F fill:#ffc,stroke:#333
style G fill:#fcf,stroke:#333
style H fill:#cff,stroke:#333
style I fill:#cfc,stroke:#333
style J fill:#fcc,stroke:#333
style K fill:#ffc,stroke:#333
style L fill:#cfc,stroke:#333
style M fill:#fcc,stroke:#333
style N fill:#ffc,stroke:#333
Figure 1: Position du contrôleur de gaz (GC)
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
3.1.3 Console de démarrage de l'arc (ASC)
La console de démarrage de l'arc (ASC) doit être montée dans un endroit approprié, à l'écart des autres dispositifs de commande électronique. L'impulsion haute tension générée à l'intérieur de l'appareil peut nuire au fonctionnement des dispositifs électroniques de commande sensibles. L'ASC est généralement montée sur le portique de la machine de découpe ou sur la table de découpe. L'ASC est conforme à la norme IP23.
Fixer l'ASC à la surface de montage à l'aide de quatre boulons 1/4" ou M6. Reportez-vous au schéma de montage indiqué à la section 2.8.
3.1.4 Torche
La torche doit être installée sur le positionneur d'un système de contrôle de la hauteur capable de maintenir la tension d'arc de découpe à un maximum de 1 volt d'arc. La tension de l'arc doit être réglable par intervalles de 1 volt d'arc maximum. Le positionneur doit être rigide pour garantir la qualité de la découpe et l'utilisation d'un capteur de collision de torche est fortement recommandée.
Reportez-vous au schéma de montage du collier de la torche illustré à la section 2.9
S'assurer que la tête de la torche à déconnexion rapide est exempte de saleté et de débris lorsqu'elle n'est pas installée sur un socle de torche à déconnexion rapide.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
3.2 Rayon de courbure pour les câbles, les tuyaux et les conducteurs de torche
| Type | Rayon de courbure minimum |
| Conducteurs de la torche | 152 mm (6,0 po) |
| Ensemble de tuyaux de gaz : | |
| Tuyau flexible blindé | 127 mm (5,0 po) |
| Tuyau à plasma flexible | 102 mm (4,0 po) |
| Tuyau de post-débit | 102 mm (4,0 po) |
| Tuyau de marquage de protection | 102 mm (4,0 po) |
| Tuyau de marquage au plasma | 102 mm (4,0 po) |
| Tuyaux d'alimentation et de retour du liquide de refroidissement | 157 mm (6,2 po) |
| Câble d'interconnexion de l'alimentation électrique | 140 mm (5,5 po) |
| Câble de commande de l'ASC | 140 mm (5,5 po) |
| Câble d'interface CNC | 140 mm (5,5 po) |
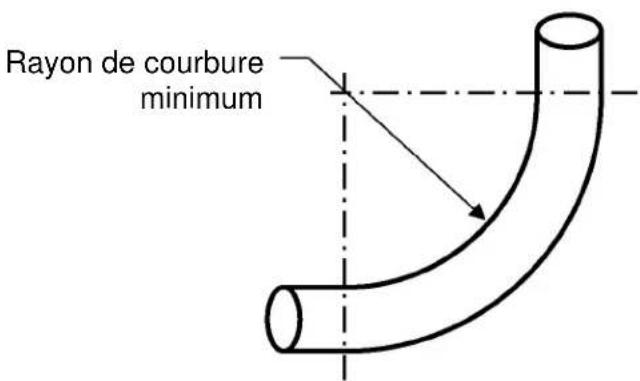
text_image
Rayon de courbure minimumÉtats-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
flowchart
graph TD
A["Alimentation électrique"] --> B["Tuyau d'alimentation en liquide de refroidissement"]
A --> C["Tuyau de retour du liquide de refroidissement"]
A --> D["Conducteur de l'électrode PS"]
A --> E["Conducteur de la buse PS"]
A --> F["Câble d'interconnexion PS"]
A --> G["Ensemble de tuyaux de gaz"]
A --> H["Câble Ethernet"]
A --> I["Gaz d'alimentation Tuyaux"]
A --> J["Filtre coalescent"]
A --> K["Conducteur principal de terre"]
A --> L["Mise à la terre en étoile"]
A --> M["ASC côté entrée"]
A --> N["Sortie de l'AGC Côté"]
A --> O["CG côté entrée"]
A --> P["CG côté sortie"]
A --> Q["Routeur/com mutateur Ethernet"]
Q --> R["Câble Ethernet"]
Q --> S["Interface utilisateur FineLine"]
Q --> T["IHM"]
T --> U["Interface utilisateur FineLine"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#ccf,stroke:#333
style D fill:#ccf,stroke:#333
style E fill:#ccf,stroke:#333
style F fill:#ccf,stroke:#333
style G fill:#ccf,stroke:#333
style H fill:#ccf,stroke:#333
style I fill:#ccf,stroke:#333
style J fill:#ccf,stroke:#333
style K fill:#ccf,stroke:#333
style L fill:#ccf,stroke:#333
style M fill:#ccf,stroke:#333
style N fill:#ccf,stroke:#333
style O fill:#ccf,stroke:#333
style P fill:#ccf,stroke:#333
style Q fill:#ccf,stroke:#333
style R fill:#ccf,stroke:#333
style S fill:#ccf,stroke:#333
style T fill:#ccf,stroke:#333
style U fill:#ccf,stroke:#333
style V fill:#ccf,stroke:#333
style W fill:#ccf,stroke:#333
style X fill:#ccf,stroke:#333
style Y fill:#ccf,stroke:#333
style Z fill:#ccf,stroke:#333
style AA fill:#ccf,stroke:#333
style AB fill:#ccf,stroke:#333
style AC fill:#ccf,stroke:#333
style AD fill:#ccf,stroke:#333
style AE fill:#ccf,stroke:#333
style AF fill:#ccf,stroke:#333
style AG fill:#ccf,stroke:#333
style AH fill:#ccf,stroke:#333
style AI fill:#ccf,stroke:#333
style AJ fill:#ccf,stroke:#333
style AK fill:#ccf,stroke:#333
style AL fill:#ccf,stroke:#333
style AM fill:#ccf,stroke:#333
style AN fill:#ccf,stroke:#333
style AO fill:#ccf,stroke:#333
style AP fill:#ccf,stroke:#333
style AQ fill:#ccf,stroke:#333
style AR fill:#ccf,stroke:#333
style AS fill:#ccf,stroke:#333
style AT fill:#ccf,stroke:#333
style AU fill:#ccf,stroke:#333
style AV fill:#ccf,stroke:#333
style AW fill:#ccf,stroke:#333
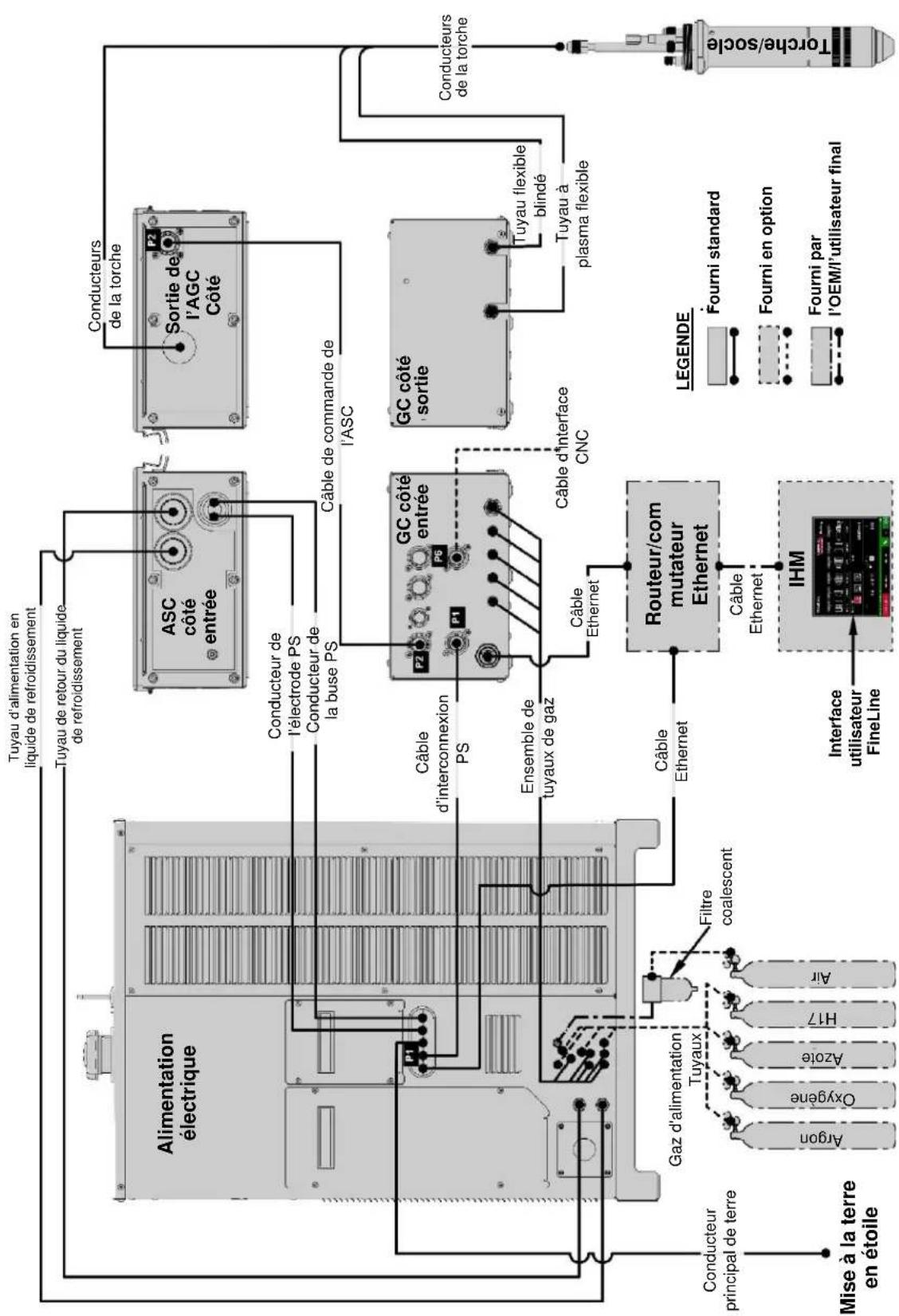
Figure 2: Schéma de connexion États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
3.4.1 Présentation
Cette section décrit le processus de mise à la terre appropriée des composants du système afin de réduire les fréquences radio (RF) et les interférences électromagnétiques (IEM).
La console de démarrage de l'arc (ASC), de par sa fonction dans le système plasma, est une source de RF/IEM ainsi que d'autres composants du système tels que les amplificateurs de commande. Si des techniques de mise à la terre appropriées ne sont pas utilisées lors de l'installation du système, les RF/IEM peuvent toucher d'autres composants, provoquant un dysfonctionnement du système et/ou une défaillance des composants. Bien que cette section présente les meilleures pratiques de mise à la terre, cela ne garantit pas l'immunité du système. Ces directives doivent servir de base à l'installation initiale et des modifications doivent être apportées si nécessaire pour obtenir une immunité totale.
3.4.2 Types de mise à la terre
Il existe trois types différents de mise à la terre dans un système plasma.
1) Mise à la terre de service ou de protection. Il s'agit d'une mise à la terre reliée à l'alimentation secteur du système. L'objectif est d'éviter tout risque d'électrocution au niveau de l'équipement plasma et de la table de travail. C'est la mise à la terre de service reliée au plasma et à tous les autres composants du système, tels que les amplificateurs de commande et le CNC. La mise à la terre de protection ou de service doit être reliée à chaque pièce d'équipement conformément aux codes locaux et nationaux. 2) Mise à la terre d'alimentation CC. Il s'agit du conducteur principal de l'alimentation électrique et elle est connectée à la table de découpe pour réaliser le chemin électrique du courant de découpe. 3) Mise à la terre RF/IEM. Il s'agit de la mise à la terre utilisée pour limiter le bruit RF/IEM dans le système. C'est la terre dont il est question dans cette section.
3.4.3 Règles de mise à la terre rf/iem
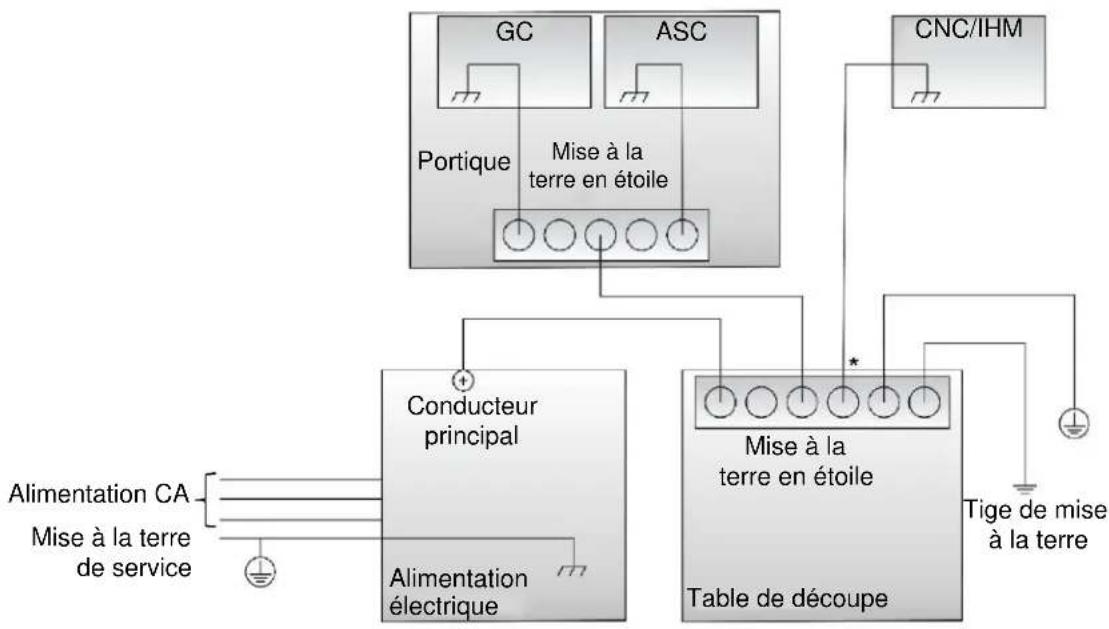
La table de découpe sert de point de mise à la terre en étoile courant. Toutes les mises à la terre RF/IEM doivent s'arrêter à ce point. La connexion de terre en étoile de la table doit comporter des goujons soudés à la table avec une barre omnibus en cuivre montée sur ceux-ci. Tout le matériel utilisé pour les connexions de terre doit être en cuivre ou en laiton, à l'exception des goujons soudés à la table.
Une tige de mise à la terre conforme à tous les codes électriques locaux et nationaux applicables doit être installée à moins de 6,10 m du point de mise à la terre en étoile. La tige de mise à la terre doit être reliée à la mise à la terre en étoile par un câble vert/jaune d'au moins 6 AWG.
Les conducteurs principaux, d'électrode et d'arc pilote de l'alimentation électrique doivent être regroupés le plus loin possible et séparés des câbles de commande.
Idéalement, les fils d'alimentation et de contrôle devraient être acheminés via des chemins de câbles distincts; à défaut, une distance minimale de séparation de 152,4 mm est recommandée.
La protection tressée des conducteurs de la torche doit être connectée électriquement à l'ASC
et à la poignée de la torche. La longueur de la tresse doit être isolée de tout contact métallique ou de tout contact avec le sol. La tresse peut être isolée à l'aide d'une gaine en plastique ou en cuir, ou placée sur un rail en plastique.
Chaque composant du système plasma ainsi que tout autre équipement connexe (CNC, entraînements de moteur, etc.) doit disposer d'une connexion de masse séparée au point de mise à la terre en étoile même s'il est boulonné au portique ou à l'alimentation électrique. Les mises à la terre ne doivent pas être raccordées en guirlande.
Concernant les composants montés sur le portique de la table de découpe, il est tolérable de créer une mise à la terre en étoile au niveau du portique avec un seul câble de masse reliant la mise à la terre en étoile du portique à celle de la table de découpe.
Reportez-vous à l'Annexe A pour en savoir plus.
flowchart
graph TD
A["Conducteur principal"] --> B["Alimentation électrique"]
C["Mise à la terre en étoile"] --> D["Table de découpe"]
E["Portique"] --> F["GC"]
E --> G["ASC"]
H["CNC/IHM"] --> I["*"]
J["Alimentation CA"] --> K["Alimentation électrique"]
L["Mise à la terre de service"] --> M["Alimentation électrique"]
N["Tige de mise à la terre"] --> O["Table de découpe"]

Terre de protection

Mise à la terre du châssis

Mise à la terre
Si le CNC/IHM est monté sur le portique, la mise à la terre du châssis CNC/IHM doit être connectée à la mise à la terre en étoile du portique.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
3.5 Connexions d'entrée de l'alimentation électrique - alimentation primaire
Consultez le tableau ci-dessous pour connaître les fusibles, les tailles de fils et le type de fils de cuivre recommandés. Fusionnez le circuit d'entrée avec les fusibles à retardement ou les disjoncteurs à retardement recommandés (également appelés disjoncteurs à « temps inverse » ou « thermiques/magnétiques »). Choisissez la taille des fils d'entrye et de mise à la terre conformément aux codes électriques locaux ou nationaux. L'utilisation de fils d'entrée, de fusibles ou de disjoncteurs de taille inférieure à celle recommandée peut entraîner des coupures « gênantes » dues à des courants de pointe élevés, même si la machine n'est pas utilisée à des courants élevés.
| Modèle d'alimentation électrique | Tension | Ampères d'entrée | Fusible Taille de fusible (à retardement) ou du disjoncteur2 | Fil de cuivre de type 75C en tailles de conduit awg (IEC) 40 °C (104 °F) à température ambiante | Fil de mise à la terre en cuivre de type 75C en tailles de conduit awg (IEC) |
| K4900-1 | 380-415 V/3/50/60 | 123 | 150 | 1/0 (70) | 6 (16) |
| K4900-1 | 460 V/3/50/60 | 108 | 125 | 1 (50) | 6 (16) |
| K4900-1 | 575 V/3/50/60 | 95 | 100 | 2 (35) | 8 (10) |
| K4900-2 | 380-415 V/3/50/60 | 123 | 150 | 1/0 (70) | 6 (16) |
Tailles des fils et des fusibles basées sur le code électrique national américain et la puissance maximale. Aussi appelés « disjoncteurs à temps inverse » ou « thermiques/magnétiques », ces disjoncteurs ont un retard dans leur action de déclenchement qui diminue à mesure que l'amplitude du courant augmente.
La connexion au circuit d'alimentation peut être effectuée au moyen de câbles d'alimentation flexibles ou de câbles d'alimentation acheminés via un conduit jusqu'à une installation permanente. Les câbles d'alimentation doivent avoir une valeur nominale minimale de 600 volts et doivent être dimensionnés conformément aux codes locaux et nationaux.
Retirez le panneau d'accès comme illustré à la Figure 3 ou la Figure 4; remettez-le en place une fois l'installation terminée.
Sélectionner la tension
1) Pour le modèle d'alimentation K4900-1, réglez le cavalier de sélection de tension de sorte qu'il corresponde à la tension d'alimentation réelle; se référer à la Figure 3. Le modèle K4900-2 n'offre qu'une seule option de tension et le cavalier est réglé en usine; se référer à la Figure 4.
Effectuer les connexions
2) Les câbles d'alimentation et les extrémités sont fournis par l'OEM ou l'utilisateur final. Acheminez les câbles d'alimentation flexibles à travers le réducteur de tension à l'arrière de l'alimentation électrique et raccordez-les comme indiqué à la Figure 3 ou la Figure 4. Pour les câbles d'alimentation acheminés à travers le conduit, installez le conduit à la place du réducteur de tension et connectez les câbles d'alimentation comme décrit ci-dessus. Les câbles d'alimentation ne doivent en aucun cas être acheminés à travers l'ouverture de l'armoire d'alimentation électrique sans conduit ou réducteur de tension approprié, conformément aux codes locaux et nationaux.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
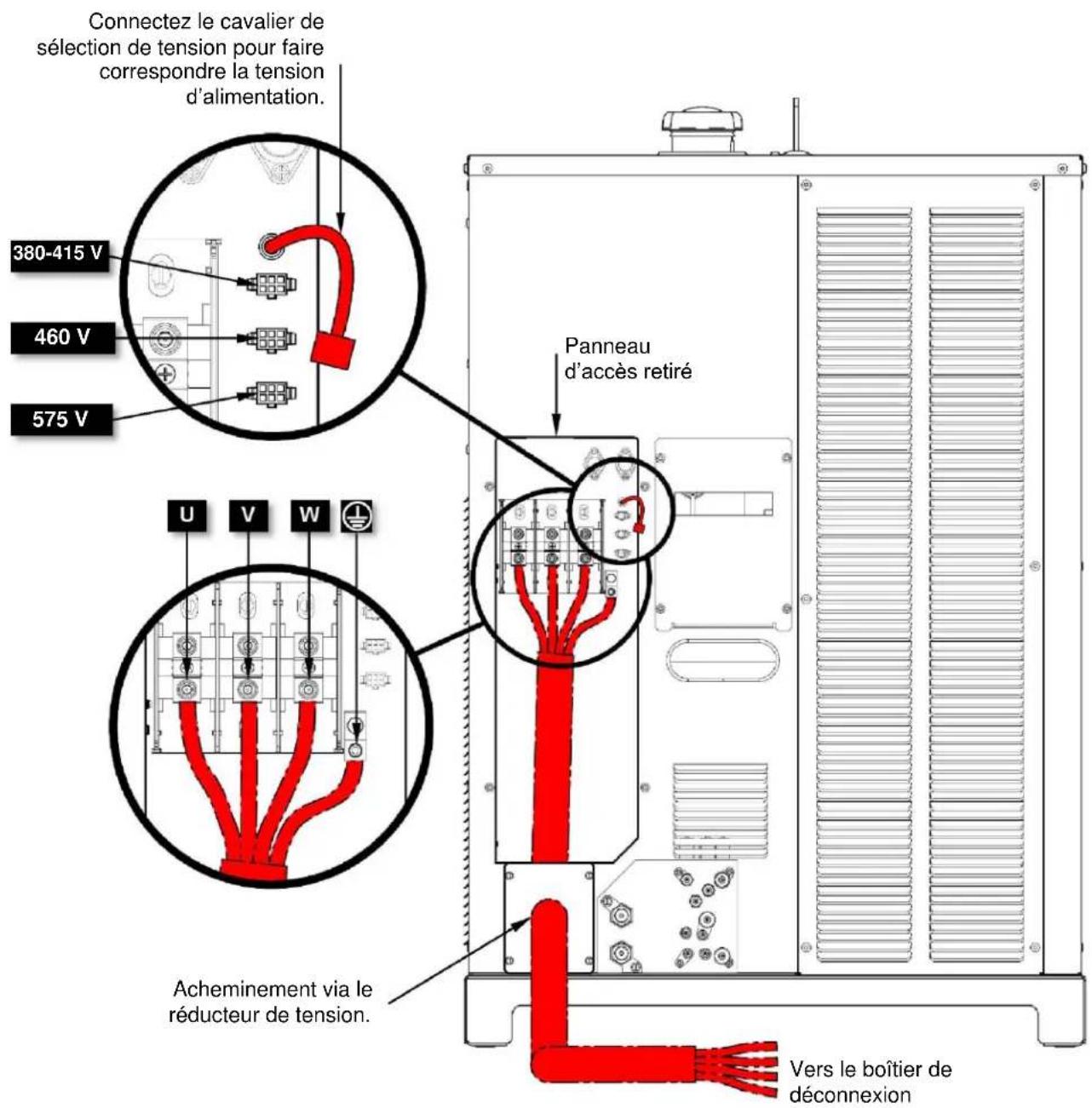
text_image
Connectez le cavalier de sélection de tension pour faire correspondre la tension d'alimentation. 380-415 V 460 V 575 V Panneau d'accès retiré U V W Acheminement via le réducteur de tension. Vers le boîtier de déconnexionFigure 3: Connexions de l'alimentation primaire du K4900-1
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
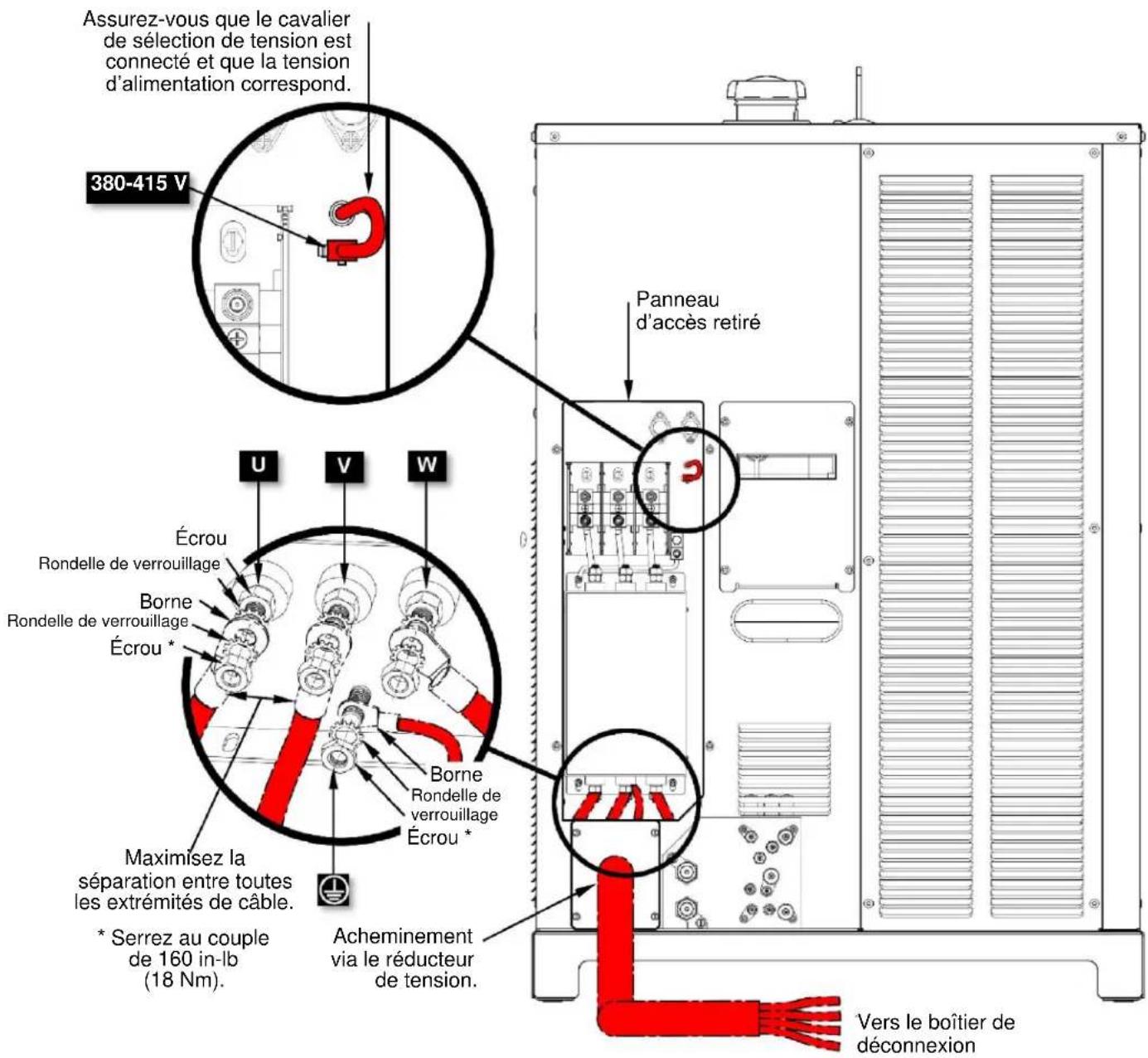
text_image
Assurez-vous que le cavalier de sélection de tension est connecté et que la tension d'alimentation correspond. 380-415 V Panneau d'accès retiré U V W Écrou Rondelle de verrouillage Borne Rondelle de verrouillage Écrou * Borne Rondelle de verrouillage Écrou * Maximisez la séparation entre toutes les extrémités de câble. * Serrez au couple de 160 in-lb (18 Nm). Acheminement via le réducteur de tension. Vers le boîtier de déconnexionFigure 4: Connexions de l'alimentation primaire du K
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
3.6 Connexions d'entrée de l'alimentation électrique - alimentation en gaz
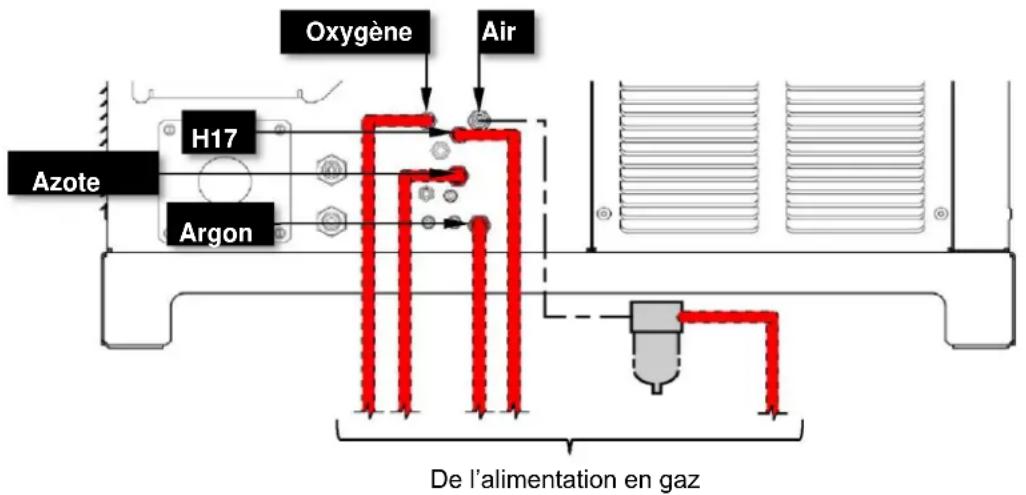
Les connecteurs sont dimensionnés pour un tuyau de 3/8 po de diamètre intérieur. Ne remplacez pas les raccords d'entrée d'alimentation en gaz par des raccords rapides. L'utilisation de raccords rapides pour connecter et déconnecter des tuyaux sous pression peut endommager le système. Les tuyaux d'alimentation en gaz peuvent être fournis en option. Reportez-vous à la Figure 5 pour connaître la position de tous les raccordements. Effectuez les connexions dans l'ordre indiqué ci-dessous. Lors de la connexion des raccords en laiton, utilisez deux clés opposées et ne serrez que suffisamment pour assurer l'étanchéité au gaz. Les raccords peuvent être endommagés s'ils sont trop serrés.
Entrée d'argon
L'argon est optionnel et permet d'améliorer les capacités de marquage. Si elle n'est pas utilisée, cette entrée doit être bouchée.
Entrée d'azote
2) L'azote doit être alimenté à tout moment.
Entrée de H17
3) Le gaz H17 est introduit dans l'appareil lorsque l'acier inoxydable doit être coupé avec le H17 comme gaz plasma. Si elle n'est pas utilisée, cette entrée doit être bouchée.
Entrée d'air
4) L'appareil est alimenté en air à tout moment, sauf lors de la découpe d'acier inoxydable avec le gaz H17. Se reporter à la section 2.6 pour les exigences en matière de qualité de l'air. Si l'air de l'atelier est utilisé, l'OEM/l'utilisateur final doit installer un filtre coalescent en ligne qui remplit ou surpasse les critères suivants :
| Efficacité de coalescence D.O.P. Particules de 0,3 à 0,6 micron | Teneur en huile maximum1 PPM p/p | Chute de pression (PSID)2 au débit nominal | Taux de particules en micron | |
| Milieu sec | Milieu humide avec 10-20 wt d'huile | |||
| 95 % | 0,85 | 0,5 | 0,5 | 0,7 |
Testé conformément à la norme BCAS 860900 à 40 ppm à l'entrée. Ajouter sec + humide pour la chute de pression totale. D. O. P. = Dioctylphtalate
Entrée d'oxygène
5) L'oxygène est introduit dans l'appareil à tout moment pour la découpe de l'acier doux; il n'est pas nécessaire pour la découpe de l'acier inoxydable ou de l'aluminium.
flowchart
graph TD
A["Azote"] --> B["H17"]
B --> C["Argon"]
D["Oxygène"] --> E["Air"]
F["De l'alimentation en gaz"] --> G["Process Box"]
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#cff,stroke:#333
style F fill:#ffc,stroke:#333
style G fill:#cfc,stroke:#333
Figure 5: Connexions de l'alimentation en gaz
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
3.7 Connexions de sortie de l'alimentation électrique
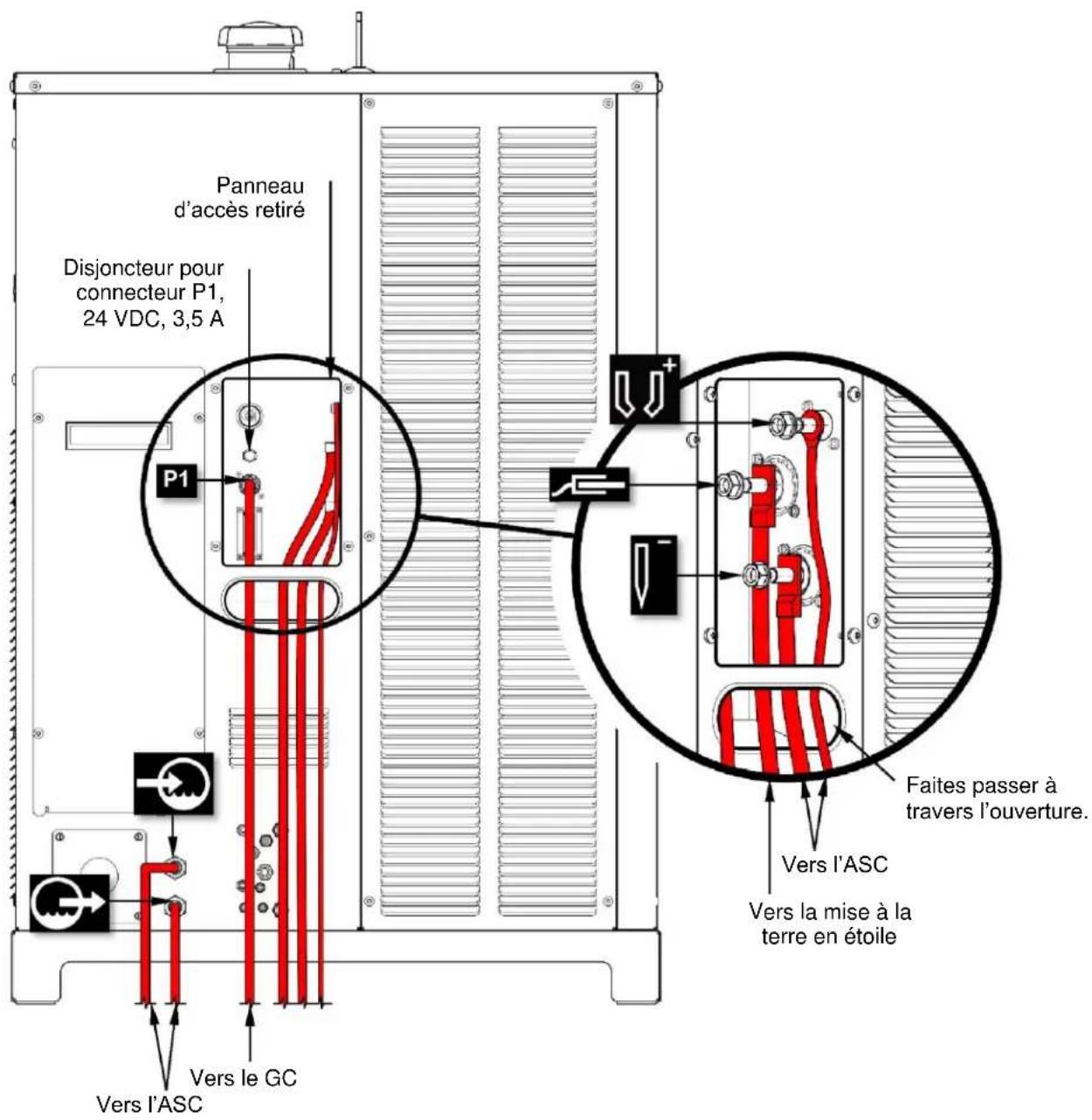
Reportez-vous à la Figure 6 et à la Figure 7 pour connaître la position de tous les raccordements. Retirez le panneau d'accès comme illustré à la Figure 6 avant de commencer; puis remettez-le en place une fois l'installation terminée.
Lors de la connexion des raccords en laiton, utilisez deux clés opposées et ne serrez que suffisamment pour assurer l'étanchéité à l'eau et au gaz. Les raccords peuvent être endommagés s'ils sont trop serrés.
Conducteur de l'électrode d'alimentation électrique

1) Acheminez la cosse de 1/2 po du conducteur de l'électrode de l'alimentation électrique à travers l'ouverture à l'arrière de l'alimentation électrique et connectez-la à l'aide du matériel fourni à la borne indiquée par le symbole illustré. La cosse doit être installée à plat contre le terminal, comme indiqué. 2) Faites passer la cosse de 5/16 po du conducteur de l'électrode de l'alimentation électrique par le réducteur de tension de l'ASC. Retirez le boulon, la rondelle de verrouillage et la borne annulaire du collecteur de cathodes et installez la cosse à plat contre le collecteur de cathodes en laiton. Remplacez la borne annulaire, la rondelle de verrouillage et le boulon.
Conducteur principal de terre

3) Faites passer une extrémité du conducteur principal de terre à travers l'ouverture à l'arrière de l'alimentation électrique et connectez-la, à l'aide du matériel fourni, à la borne portant le symbole illustré. 4) Connectez l'autre extrémité du conducteur principal de terre au point de mise à la terre en étoile du système de découpe. Veillez à ce qu'il y ait un bon contact métal sur métal.
Conducteur de la buse de l'alimentation électrique

5) Acheminez la cosse de 1/2 po du conducteur de la buse de l'alimentation électrique à travers l'ouverture à l'arrière de l'alimentation électrique et connectez-la à l'aide du matériel fourni à la borne indiquée par le symbole illustré. 6) Faites passer l'extrémité de la cosse de 1/4 po du conducteur de la buse de l'alimentation électrique par le réducteur de tension de l'ASC. Connectez-le à la borne du circuit imprimé, comme indiqué, à l'aide du matériel fourni.
Tuyau d'alimentation en liquide de refroidissement

7) Raccordez une extrémité du tuyau d'alimentation en liquide de refroidissement au raccord de l'alimentation électrique indiqué par le symbole illustré. Le raccord est fileté du côté droit. 8) Connectez l'autre extrémité du tuyau d'alimentation en liquide de refroidissement au raccord de l'ASC indiqué par le symbole illustré. Le raccord est fileté du côté droit.

Tuyau de retour du liquide de refroidissement

9) Raccordez une extrémité du tuyau de retour du liquide de refroidissement au raccord de l'alimentation électrique indiqué par le symbole illustré. Le raccord est fileté du côté gauche.
10) Connectez l'autre extrémité du tuyau de retour du liquide de refroidissement au raccord de l'ASC indiqué par le symbole illustré. Le raccord est fileté du côté gauche.

Câble d'interconnexion PS
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.

11) Connectez le câble d'interconnexion PS au connecteur étiqueté P1 sur l'alimentation électrique et au connecteur correspondant étiqueté P1 sur le GC.
L'alimentation fournit 24 VDC pour alimenter le GC au moyen de ce câble. Le courant 24 V CC est protégé par un disjoncteur de 3,5 A.
text_image
Panneau d'accès retiré Disjoncteur pour connecteur P1, 24 VDC, 3,5 A P1 Vers le GC Vers l'ASC Faites passer à travers l'ouverture. Vers l'ASC Vers la mise à la terre en étoileFigure 6: Connexions de sortie de l'alimentation électrique
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
text_image
De l'alimentation électrique Acheminem ent via le réducteur de tension.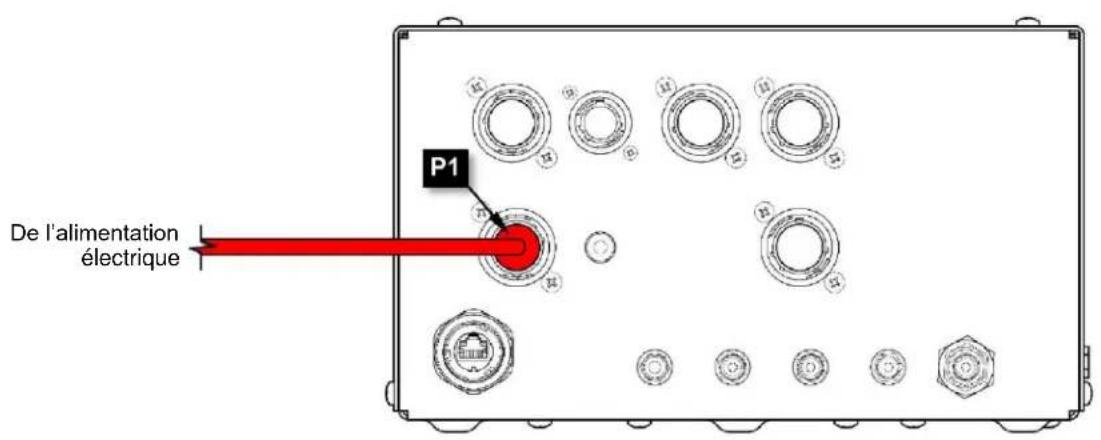
text_image
P1 De l'alimentation électriqueFigure 7: Connexions de sortie de l'alimentation électrique
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
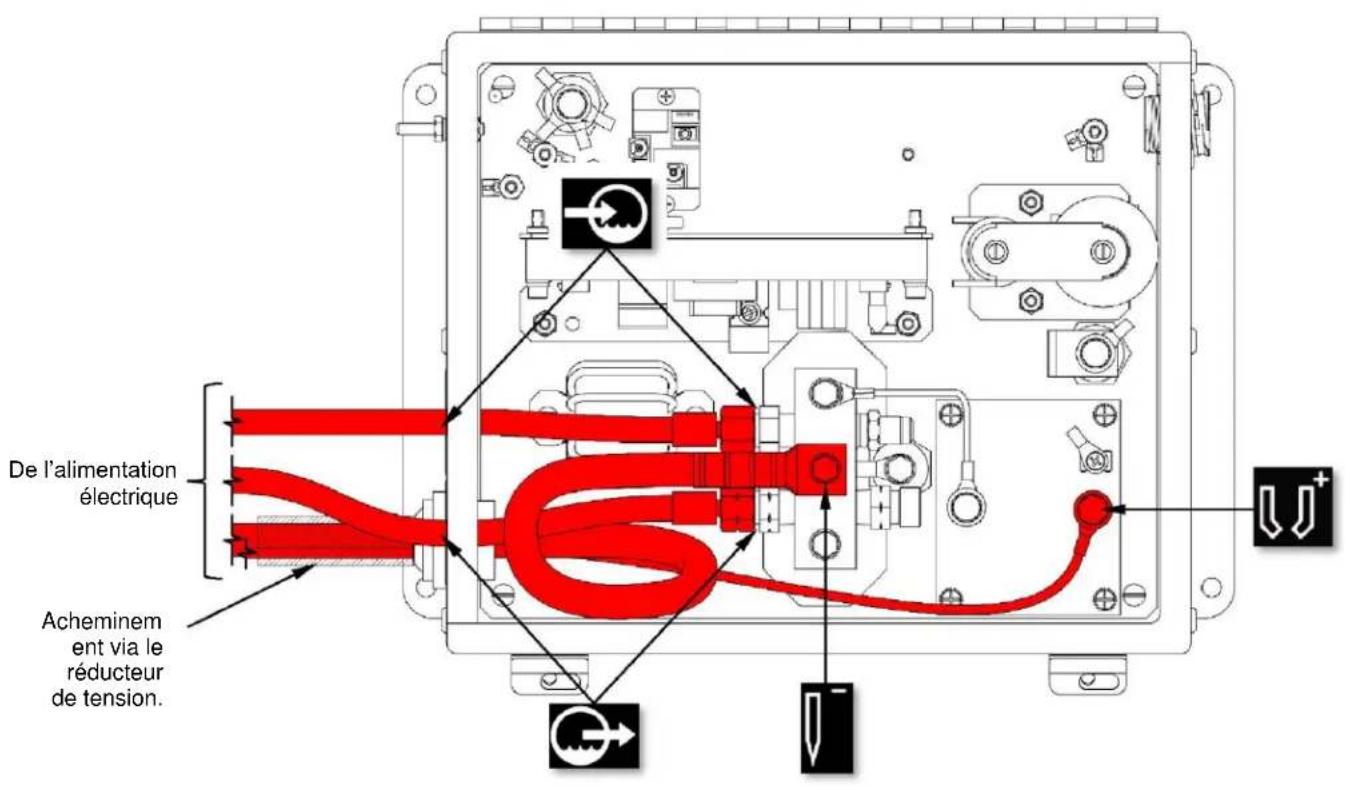
3.8 Connexions de sortie de la console de démarrage de l'arc
Reportez-vous à la Figure 8 pour connaître la position de tous les raccordements. Fixez le couvercle de l'ASC une fois l'installation terminée. Lors de la connexion des raccords en laiton, utilisez deux clés opposées et ne serrez que suffisamment pour assurer l'étanchéité à l'eau et au gaz. Les raccords peuvent être endommagés s'ils sont trop serrés.
Conducteurs de la torche
1) Retirez l'anneau fileté du connecteur blindé en laiton à l'extrémité des conducteurs de la torche. Faites passer les conducteurs de la torche à travers l'ouverture de l'ASC. Poussez le connecteur blindé en laiton à travers l'orifice jusqu'à ce qu'il soit appuyé contre le boîtier de l'ASC. 2) Faites glisser l'anneau fileté sur les conducteurs de la torche, enfilez-le sur le connecteur blindé en laiton, puis serrez fermement. Le connecteur blindé mettra la protection tressée à la masse sur le boîtier de l'ASC afin de réduire les émissions sonores à haute fréquence. À l'aide d'un ohmmètre, mesurez la valeur de zéro ohm entre la protection tressée et le goujon de mise à la terre situé à l'extérieur du boîtier de l'ASC. 3) Connectez le conducteur du capteur de la torche CTP (Clear The Plate, également appelé détection ohmique) à la bague hexagonale rouge. 4) Connectez le conducteur d'alimentation de l'électrode/du liquide de refroidissement de la torche au collecteur de cathodes en laiton. Le conducteur d'alimentation de l'électrode/du liquide de refroidissement de la torche est fileté du côté droit. 5) Connectez le conducteur de retour du liquide de refroidissement de la torche au collecteur de cathodes en laiton. Le conducteur de retour du liquide de refroidissement de la torche est fileté du côté gauche. 6) Connectez le conducteur de la buse de la torche au support à angle (« L ») sur l'entretoise hexagonale rouge, comme indiqué, à l'aide du matériel fourni. Le conducteur de la buse de la torde la torche est fileté à droite.
Câble de commande de l'asc

7) Raccordez le câble de commande de l'ASC au connecteur P2 de l'ASC et au connecteur P2 du GC.
Le GC fournit un courant de 24 VDC à l'ASC au moyen de ce câble. Le courant de 24 VDC est protégé par un dispositif de protection contre les surintensités PTC, qui se réinitialise automatiquement.
Câble de mise à la terre de l'asc

8) Connectez le câble de mise à la terre de l'ASC (fourni par l'utilisateur) au goujon de mise à la terre de l'ASC indiqué par le symbole illustré et au point de mise à la terre en étoile du système de découpe. Veillez à ce qu'il y ait un bon contact métal sur métal. Un câble de 6 AWG est recommandé.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
Figure 8: Connexions de sortie de l'ASC
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
3.9 Connexions d'entrée du contrôleur de gaz
Reportez-vous à la Figure 9 pour connaître la position de tous les raccordements. Effectuez les connexions dans l'ordre indiqué ci-dessous. Lors de la connexion des raccords en laiton, utilisez deux clés opposées et ne serrez que suffisamment pour assurer l'étanchéité au gaz. Les raccords peuvent être endommagés s'ils sont trop serrés.
Tuyau de gaz avant/après plasma

Connectez le tuyau avant/après plasma au raccord situé du côté entrée du GC et portant le symbole indiqué, ainsi qu'au raccord correspondant sur l'alimentation électrique.
Tuyau de gaz de marquage au plasma

2) Connectez le tuyau de marquage au plasma au raccord situé du côté entrée du GC portant le symbole indiqué et au raccord correspondant sur l'alimentation électrique.
Tuyau de gaz de marquage de protection

3) Connectez le tuyau de marquage de protection au raccord du côté entrée du GC portant le symbole indiqué et au raccord correspondant sur l'alimentation électrique.
Tuyau de gaz de découpe de protection

4) Connectez le tuyau de découpe de protection au raccord situé du côté entrée du GC portant le symbole indiqué, ainsi qu'au raccord correspondant sur l'alimentation électrique.
Tuyau de gaz de découpe au plasma

5) Connectez le tuyau de gaz de découpe au plasma au raccord situé du côté entrée du GC portant le symbole indiqué, ainsi qu'au raccord correspondant sur l'alimentation électrique.
Câble de terre du contrôleur de gaz

6) Connectez le câble de mise à la terre du GC (fourni par l'utilisateur) au goujon de mise à la terre du GC portant le symbole indiqué et au point de mise à la terre en étoile du système de découpe. Veillez à ce qu'il y ait un bon contact métal sur métal. Un câble de 6 AWG est recommandé.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
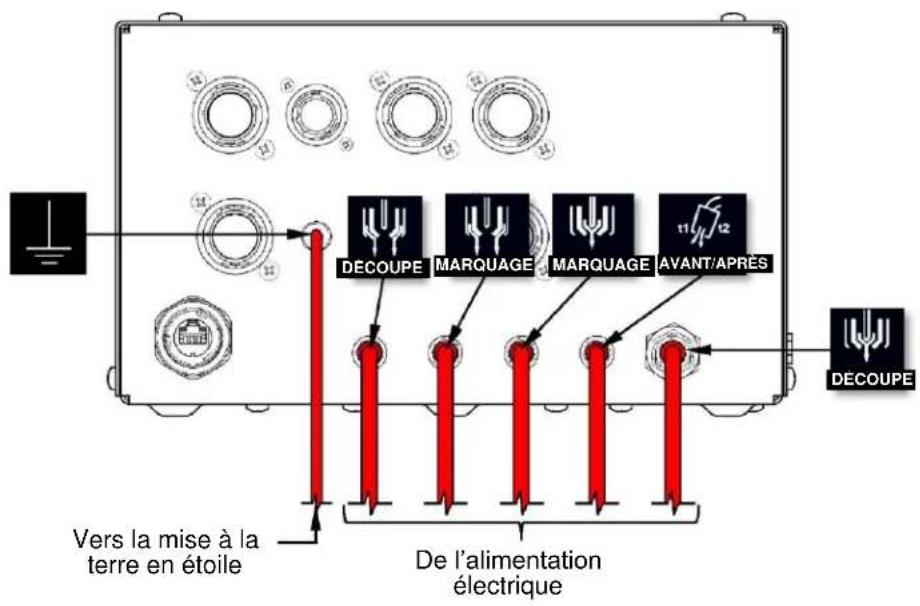
text_image
DecOUPE MARQUAGE MARQUAGE AVANT/APRES Vers la mise à la terre en étoile De l'alimentation électrique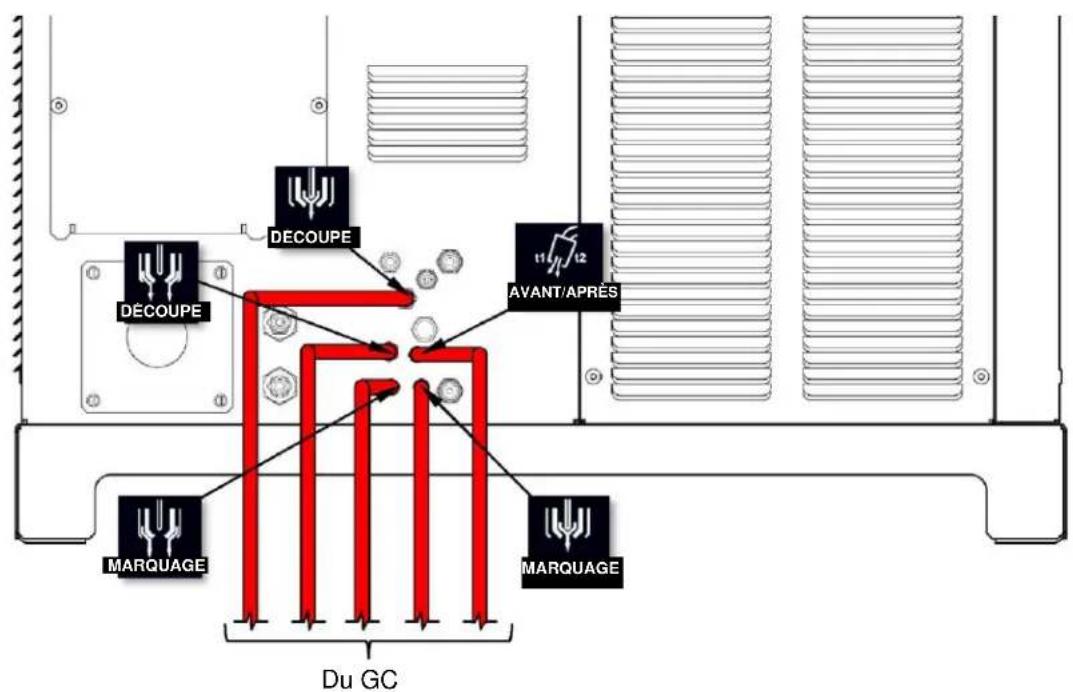
text_image
DÉCOUPE DECOUPE AVANT/APRÈS MARQUAGE MARQUAGE Du GCFigure 9: Connexions d'entrée du GC
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
3.10 Connexions de sortie du contrôleur de gaz
Reportez-vous à la Figure 10 pour connaître la position de tous les raccordements.
Tuyau à plasma flexible

1) Connectez le tuyau à plasma flexible, qui sort des conducteurs de la torche à environ 1,83 m de l'extrémité de la torche, au raccord situé du côté sortie du GC et portant le symbole illustré.
2) Connectez le tuyau flexible blindé, qui sort des conducteurs de la torche à environ 1,83 m de l'extrémité de la torche, au raccord situé du côté sortie du GC et portant le symbole illustré.
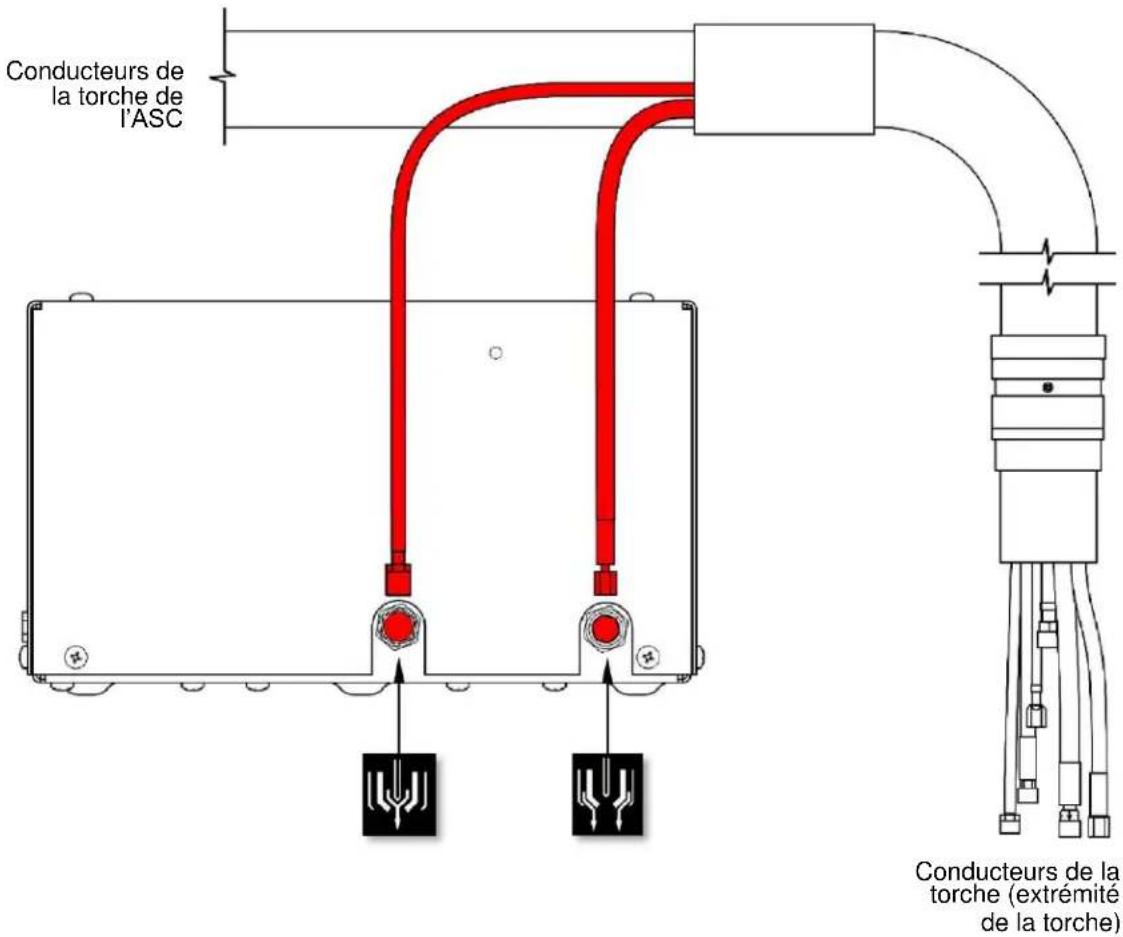
text_image
Conducteurs de la torche de l'ASC Conducteurs de la torche (extrémité de la torche)Figure 10: Sorties du GC
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
3.11 Connexions de la torche
Reportez-vous à la figure pour connaître la position de tous les raccordements. Lors de la connexion des raccords en laiton, utilisez deux clés opposées et ne serrez que suffisamment pour assurer l'étanchéité à l'eau et au gaz. Les raccords peuvent être endommagés s'ils sont trop serrés.
Conducteurs de la torche et poignée de la torche
Éloignez l'isolateur des conducteurs de la torche (et la protection tressée) de l'extrémité des conducteurs de la torche d'une distance au moins égale à la longueur de la poignée de la torche. Faites glisser les conducteurs de la torche à travers l'extrémité non filetée de la poignée de la torche (l'extrémité avec deux trous de vis de réglage). Veillez à ce que tous les raccords des conducteurs de la torche soient visibles afin de pouvoir effectuer les connexions.
Conducteur d'alimentation de l'électrode/du liquide de refroidissement
2) Raccordez le conducteur d'alimentation de l'électrode/du liquide de refroidissement au raccord correspondant sur la torche ou le socle de la torche.
Tuyau de gaz plasma
3) Connectez le tuyau de gaz plasma au raccord correspondant sur la torche ou son socle.
Conducteur de la buse
4) Connectez le conducteur de la buse au raccord correspondant sur la torche ou son socle.
Tuyau de gaz de protection
5) Connectez le tuyau de gaz de protection au raccord correspondant sur la torche ou son socle.
Conducteur de retour du liquide de refroidissement
6) Connectez le conducteur de retour du liquide de refroidissement au raccord correspondant sur la torche ou son socle. Le raccord du conducteur de retour du liquide de refroidissement de la torche est fileté du côté gauche.
Conducteur du capteur CTP de la torche
7) Connectez le conducteur du capteur CTP de la torche au connecteur correspondant sur la
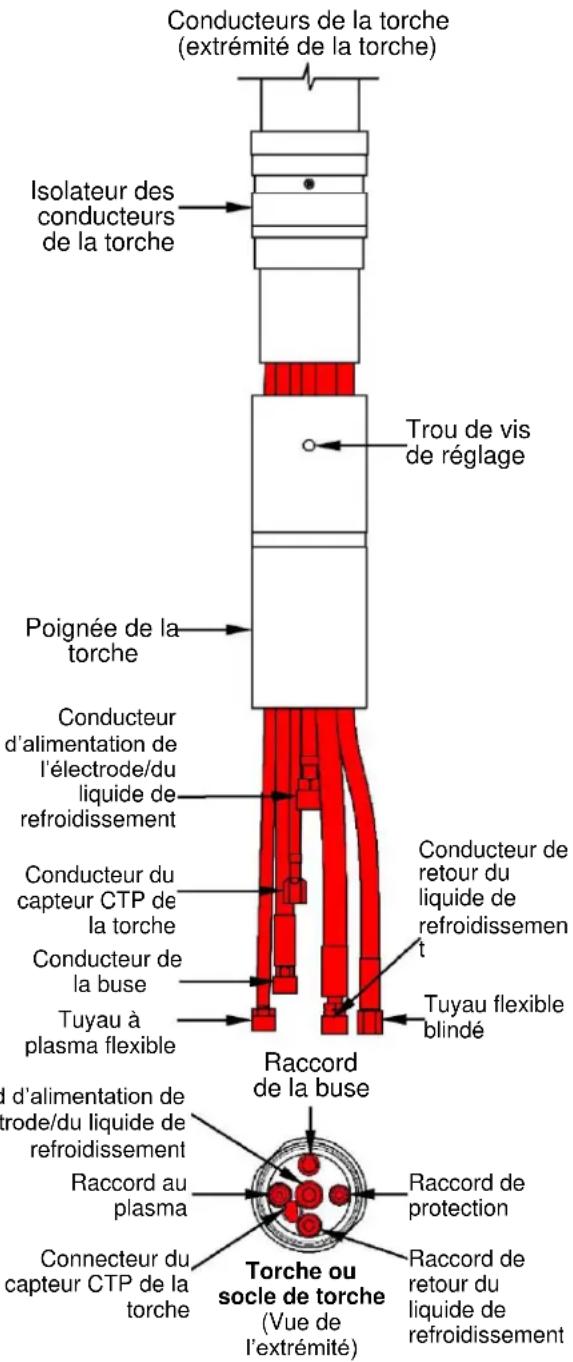
text_image
Conducteurs de la torche (extrémité de la torche) Isolateur des conducteurs de la torche Trou de vis de réglage Poignée de la torche Conducteur d'alimentation de l'électrode/du liquide de refroidissement Conducteur du capteur CTP de la torche Conducteur de la buse Tuyau à plasma flexible Raccord de la buse Conducteur de retour du liquide de refroidissement t Tuyau flexible blindé l'alimentation de trode/du liquide de refroidissement Raccord au plasma Connecteur du capteur CTP de la torche Torche ou socle de torche (Vue de l'extrémité) Raccord de protection Raccord de retour du liquide de refroidissementLes présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
torche ou son socle.
Conducteurs de la torche
3.12 Montage de la torche
Reportez-vous à la Figure 12 pour connaître les exigences de montage, qui sont identiques à celles des torches standard et à déconnexion rapide.
Poignée de la torche
Maintenez la torche ou le socle de la torche immobile et vissez la poignée de la torche jusqu'à ce qu'elle soit serrée à la main. Ne tordez pas les conducteurs de la torche pendant le serrage, car cela pourrait causer des dommages.
Pour la torche à déconnexion rapide, serrez le socle de la torche sur la poignée à l'aide d'une clé à ergots réglable de type broche (diamètre de 2 po avec un ergot de 14 po de diamètre adapté).
Conducteurs de la torche
2) Faites glisser l'isolateur des conducteurs de la torche dans l'extrémité de la poignée de la torche jusqu'à ce qu'il soit bien en place. Alignez les petites entailles (fossettes) de l'isolateur des conducteurs de la torche avec les trous de vis de réglage de la poignée de la torche. Fixez à l'aide des deux vis de réglage fournies en utilisant une clé hexagonale de 2,5 mm.
Collier de la torche et torche
3) Séparez les deux moitiés du collier de la torche en retirant les deux vis à chapeau à tête creuse (8-32 x 1 3/4 po) à l'aide d'une clé hexagonale de 3,5 mm.
Reportez-vous à la section 2.9 pour connaître le modèle de montage, qui nécessite trois vis à chapeau à tête creuse 10-32 fournies par l'utilisateur.
4) Montez la base du collier de la torche sur la surface de montage de sorte que la torche soit positionnée à 90 degrés par rapport à la pièce à usiner. Utilisez une équerre de machiniste ou un autre outil d'alignement sur plusieurs côtés de la torche pour vous assurer qu'elle est perpendiculaire à la pièce à usiner. 5) Placez la poignée de la torche à la base du collier de la torche. Pour la torche à déconnexion rapide, assurez-vous que l'indicateur d'alignement sur le socle de la torche est visible.
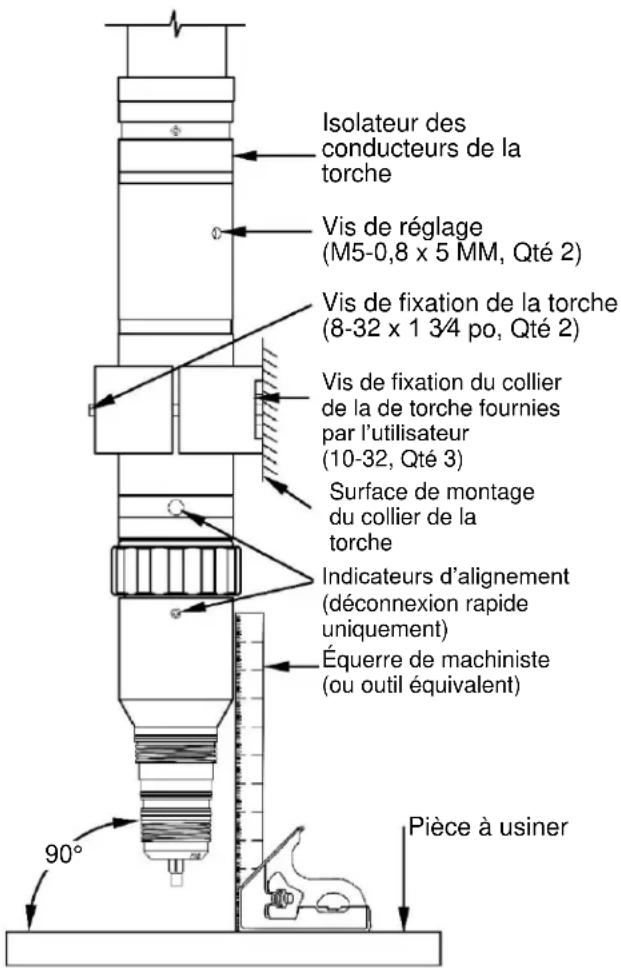
text_image
Isolateur des conducteurs de la torche Vis de réglage (M5-0,8 x 5 MM, Qté 2) Vis de fixation de la torche (8-32 x 1 3/4 po, Qté 2) Vis de fixation du collier de la de torche fournies par l'utilisateur (10-32, Qté 3) Surface de montage du collier de la torche Indicateurs d'alignement (déconnexion rapide uniquement) Équerre de machiniste (ou outil équivalent) 90° Pièce à usinerFigure 11: Montage de la torche (Cela vaut pour les deux torches)
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
Fixez l'autre moitié du collier de la torche à l'aide des deux vis retirées précédemment. Assurez-vous que l'ensemble torche est rigide.

Un choc électrique peut être mortel.
Débranchez l'alimentation d'entrée avant l'entretien.
Ne touchez pas aux pièces ou électrodes électriques sous tension directement avec la peau ou des vêtements humides. Portez toujours des gants isolants secs.

Les pièces chaudes peuvent brûler la peau.
Ne touchez pas les pièces chaudes à mains nues.
Utilisez toujours des gants lorsque vous manipulez la torche, car elle peut être chaude après la découpe, tout particulièrement en cas d'ampérage élevé et de temps de découpe long.
Laissez la torche refroidir avant de la manipuler.
Remarque : Lors de l'installation des consommables, n'utilisez pas une quantité excessive de lubrifiant pour les joints toriques. Assurez-vous que le lubrifiant est appliqué uniquement sur les joints toriques.
Un excès de lubrifiant peut provoquer un débit de gaz inapproprié, ce qui peut entraîner des problèmes de démarrage, une mauvaise qualité de découpe et une durée de vie réduite des consommables.
1) Coupez l'alimentation principale de l'alimentation électrique. Pour les configurations à plusieurs torches, assurez-vous qu'il s'agit de l'alimentation électrique physiquement connectée à la torche entretenue. 2) Le cas échéant, retirez la tête de la torche à déconnexion rapide et la placez sur une surface de travail propre. 3) Appliquez le lubrifiant BK716012 (ou BK716012-2) sur le joint torique de l'électrode. Poussez l'électrode sur le tube de refroidissement et insérez l'électrode dans la torche manuellement. Serrez l'électrode à l'aide d'une douille profonde de 10 mm à 6 points (BK602396) et d'un tournevis de 1/4 po (BK277086). 4) Appliquez du lubrifiant sur les joints toriques de l'anneau rotatif. Appuyez sur la plus grande extrémité de l'anneau rotatif vers le dessous de la buse jusqu'à ce qu'il soit complètement en place. 5) Appliquez du lubrifiant sur les joints toriques de la buse. Poussez la buse/l'anneau rotatif sur l'électrode. Le plus gros joint torique de la buse s'insère complètement à l'intérieur de la torche. 6) Appliquez du lubrifiant sur les joints toriques de la torche. Vissez le capuchon de retenue sur la torche jusqu'à ce qu'il soit complètement en place.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
7) Appliquez du lubrifiant sur le joint torique du capuchon de protection. Poussez le capuchon de protection sur le capuchon de retenue jusqu'à ce qu'il soit complètement en place. 8) Vissez le capuchon de retenue extérieur sur la torche jusqu'à ce qu'il soit complètement en place. 9) Le cas échéant, installez la tête de torche à déconnexion rapide.
| Torche | Électrode | Anneau rotatif | Buse | Capuchon de retenue | Capuchon de protection | Capuchon extérieur |
 | 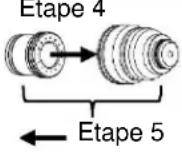 | 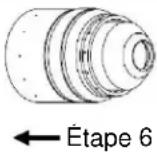 | 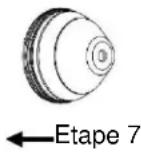 | 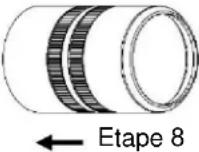 | ||
3.14 Connexions ethernet
Reportez-vous à la Figure 12 pour connaître la position de tous les raccordements. Remettez le panneau d'accès de l'alimentation électrique en place une fois l'installation terminée.
Alimentation électrique au routeur/commutateur ethernet

Faites passer l'extrémité du connecteur à baïonnette d'un câble Ethernet à travers l'ouverture située à l'arrière de l'alimentation électrique. Branchez-le au connecteur portant le symbole indiqué. Connectez l'autre extrémité au routeur/commutateur Ethernet.
Configuration au routeur/commutateur ethernet

2) Branchez l'extrémité du connecteur à baïonnette d'un câble Ethernet au connecteur du GC portant le symbole illustré. Connectez l'autre extrémité au routeur/commutateur Ethernet.
Routeur/commutateur ethernet à l'ihm
3) Connectez un câble Ethernet standard (fourni par l'utilisateur) entre le routeur/commutateur Ethernet et l'IHM.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
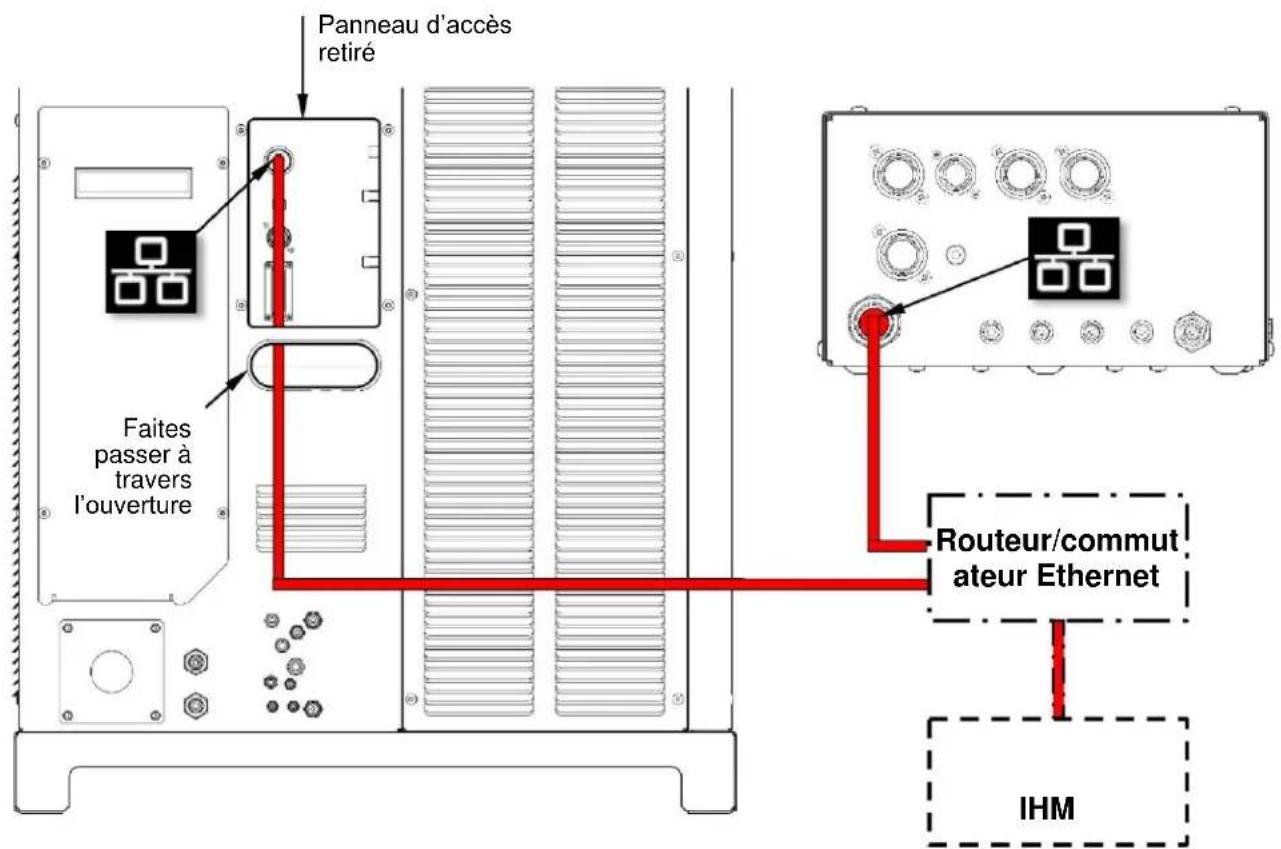
text_image
Panneau d'accès retiré Faites passer à travers l'ouverture Routeur/commut ateur Ethernet IHMFigure 12: Connexions Ethernet
3.15 Circuit d'arrêt d'urgence (EStop)
Le système FineLine 300HD intègre un circuit d'arrêt d'urgence conforme aux exigences du niveau de performance (d) de la classe 3, en vertu des normes ISO 13849-1 et IEC 62061. Le circuit EStop est doté d'un relais de sécurité qui contrôle à la fois l'alimentation électrique et les sorties du contrôleur de gaz, les désactivant toutes deux en cas d'arrêt d'urgence.
L'OEM ou l'utilisateur final doit fournir les commutateurs d'activation/de désactivation de l'arrêt d'urgence et le câblage. Le relais de sécurité dispose de circuits d'entrée EStop à double surveillance. Les deux sont nécessaires et doivent être isolés l'un de l'autre pour garantir un bon fonctionnement. Les contacts des commutateurs doivent être calibrés pour un courant de 35VDC, 100mA.
Reportez-vous à la Figure 13 pour connaître la position de tous les raccordements. Remettez le panneau d'accès de l'alimentation électrique en place une fois l'installation terminée.
Connexions de l'alimentation électrique à l'arrêt d'urgence

1) À l'arrière de l'alimentation électrique, retirez les deux fils de raccordement du bornier portant le symbole illustré.
Connectez le câblage de l'arrêt d'urgence au bornier comme indiqué. Faites passer le câblage par l'ouverture à l'arrière de l'alimentation électrique.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
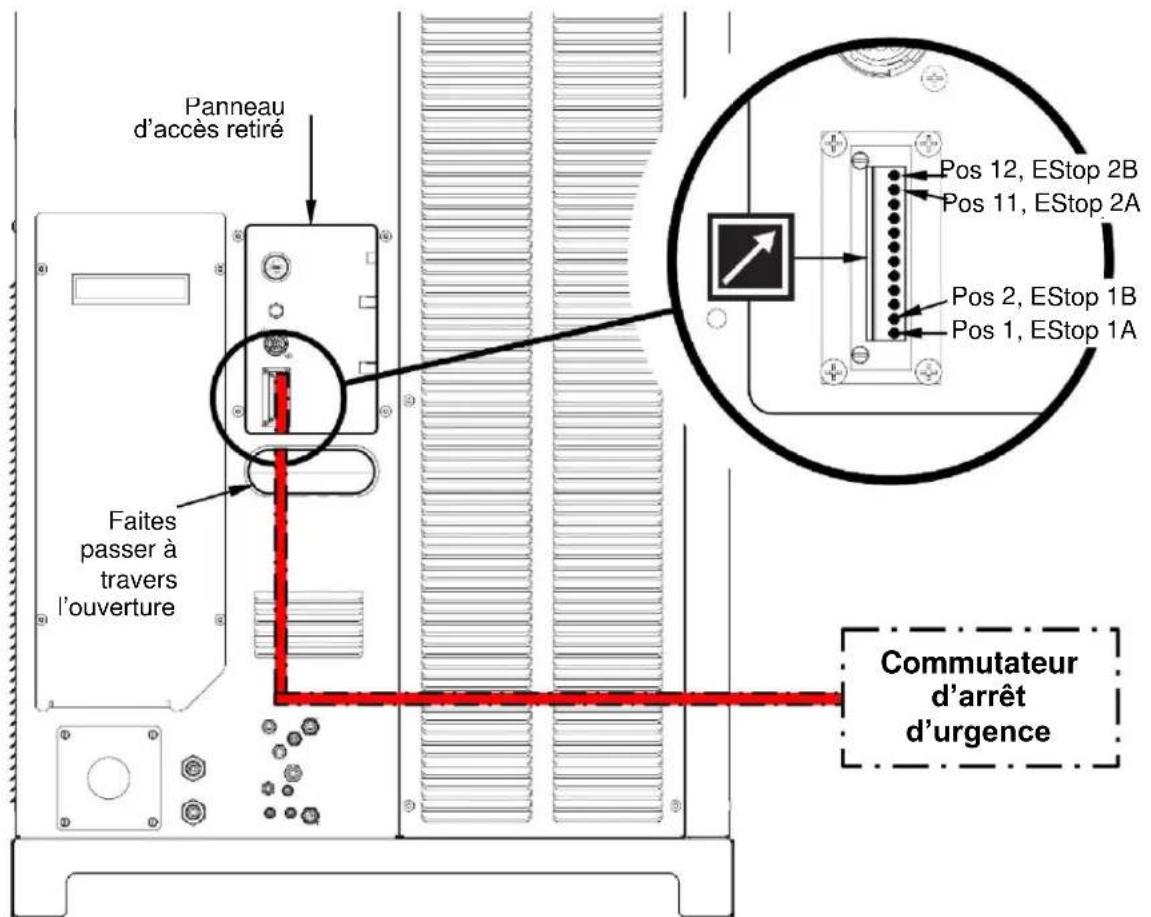
text_image
Panneau d'accès retiré Faites passer à travers l'ouverture Commutateur d'arrêt d'urgence Pos 12, EStop 2B Pos 11, EStop 2A Pos 2, EStop 1B Pos 1, EStop 1AFigure 13: Circuit d'arrêt d'urgence
3.16 Interface CNC
Le contrôleur de gaz offre une interface CNC optionnelle (P6) pour les produits existants et les applications robotiques. Reportez-vous à l'annexe pour vous connecter au système Inova. Les E/S suivantes sont fournies :
- Entrée de démarrage (24 Vdc, 20 mA)
○ Broche 1 (+), Broche 2 (-)
- Sortie d'arc transféré (24 Vdc, 20m A)
○ Broche 3 (+), Broche 4 (-)
o S'active par défaut lors du transfert de l'arc
La logique peut être inversée
- Sortie de détection de plaque (24 Vdc, 20 mA)
○ Broche 5 (+), Broche 6 (-)
s'allume par défaut sur la plaque de détection
o La logique peut être inversée
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
Sortie de tension d'arc
○ Broche 7 (+), Broche 8 (-) ○ La tension d'arc est représentée comme une sortie de courant 0 - 20 mA. 400V => sortie 20mA ○ Le rapport de tension de sortie est fonction de la résistance de la charge.
- R_charge = 500 ohms; 400 V_arc = 20 mA x 500 ohms = 10 V_sortie - Rapport = 400 V/10 V ou 40:1
- R_charge = 250 ohms; 400 V_arc = 20 mA x 250 ohms = 5 V_sortie - Rapport = 400 V/5 V ou 80:1
Résistance maximale = 1000 ohms (rapport 20:1)
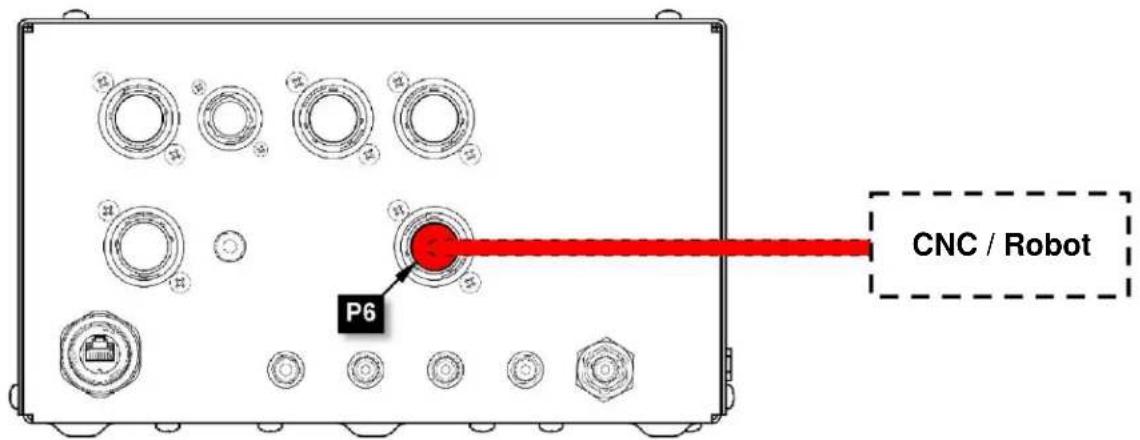
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
3.16.1 Schémas de circuit d'interface CNC
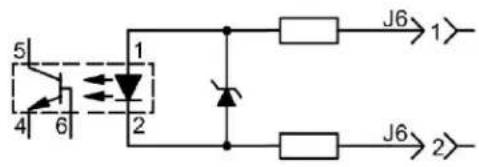
text_image
5 4 6 1 2 J6→1 J6→2Entrée de démarrage
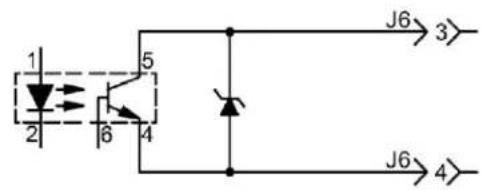
text_image
1 2 5 6 4 J6→3 J6→4Sortie d'arc transféré
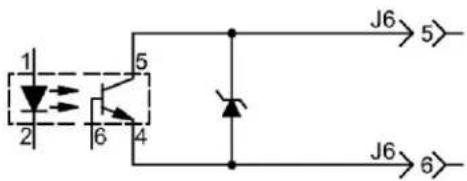
text_image
1 2 5 6 4 J6→5 J6→6Sortie détection de plaque
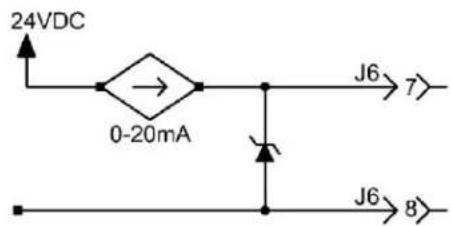
text_image
24VDC 0-20mA J6 7> J6 8>Sortie de tension d'arc
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
Installation
Si le système est doté d'une IHM n'appartenant pas à Lincoln Electric (contrôleur CNC ou ordinateur industriel), le serveur CutLinc doit être installé. Ceci n'est pas nécessaire lorsque vous utilisez une IHM fournie par Lincoln Electric.
Contactez l'usine pour le programme d'installation de service FineLine, puis suivez la section 6.5.
Démarrage manuel
Le serveur CutLinc devrait démarrer automatiquement chaque fois que l'IHM est redémarré; cependant, pour démarrer manuellement le serveur CutLinc, exécutez le fichier :
C: > Program Files > Lincoln Electric > CLFServer > CLFSserver.exe
Autres adresses IP
Lorsque vous n'utilisez pas le DHCP, les adresses IP alternatives suivantes sont attribuées par défaut après le délai indiqué :
| Délai d'expiration | Adresse IP | Composant |
| 180 secondes | 192.168.90.11 | Alimentation électrique |
| 10 secondes | 192.168.90.12 | Contrôleur de gaz |
| Env. 60 secondes | 192.168.90.13* | IHM |
| 10 secondes | 192.168.90.14 | Contrôleur de processus avancé (équipement en option) |
Doit être attribué manuellement. Voir les instructions ci-dessous.
Le masque de sous-réseau est 255.255.255.0.
Pour attribuer manuellement l'adresse IP de substitution à l'IHM, procédez comme suit :
1) Sur l'IHM, naviguez à travers les pages suivantes :

2) Faites un clic droit sur l'adaptateur Ethernet et renommez-le « CutLinc ».
3) Faites un clic droit sur l'adaptateur CutLinc (Unidentified network Realtek USB & Ethernet Family Controller...), puis choisissez Properties (Propriétés).
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
4) Sélectionnez Internet Protocol Version 4 (TCP/IPv4) (protocole Internet Version 4 (TCP/IPv4)), puis l'onglet Alternate Configuration (Configuration alternative). Dans la section User configured (Configuré par l'utilisateur), saisissez l'adresse IP et le masque de sous-réseau indiqués ci-dessous.
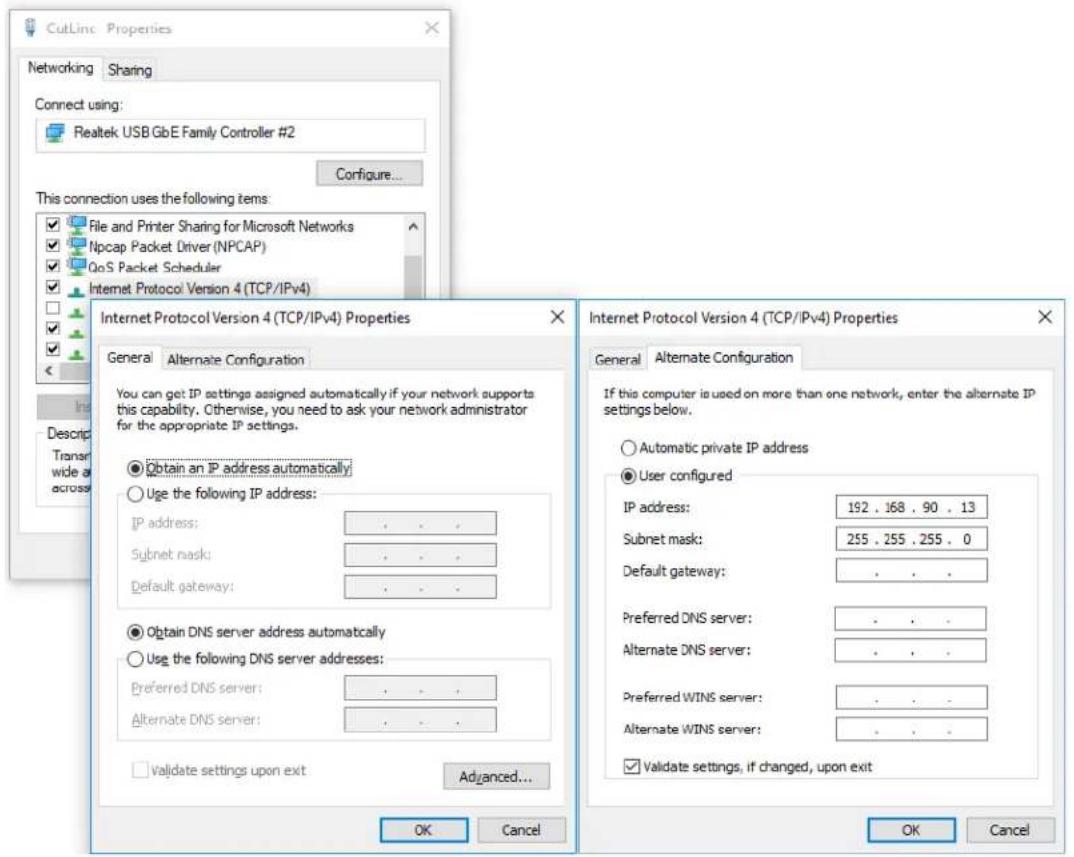
Exceptions du pare-feu
Si le serveur CutLinc ne se connecte pas, il peut s'avérer nécessaire d'ajouter une exception entrante et sortante au pare-feu du réseau pour faciliter la transmission des données.
IP multicast : 224.0.180.90
Port multicast : 17 272
Adresse TCP : N'importe
Port du serveur TCP : 48 548
Installation
Si le système est doté d'une IHM n'appartenant pas à Lincoln Electric (contrôleur CNC ou ordinateur industriel), l'interface utilisateur FineLine doit être installée. L'installation de l'interface utilisateur FineLine n'est pas nécessaire en cas d'utilisation d'une IHM fournie par Lincoln Electric.
Contactez l'usine pour le programme d'installation de service FineLine, puis suivez la section 6.5.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
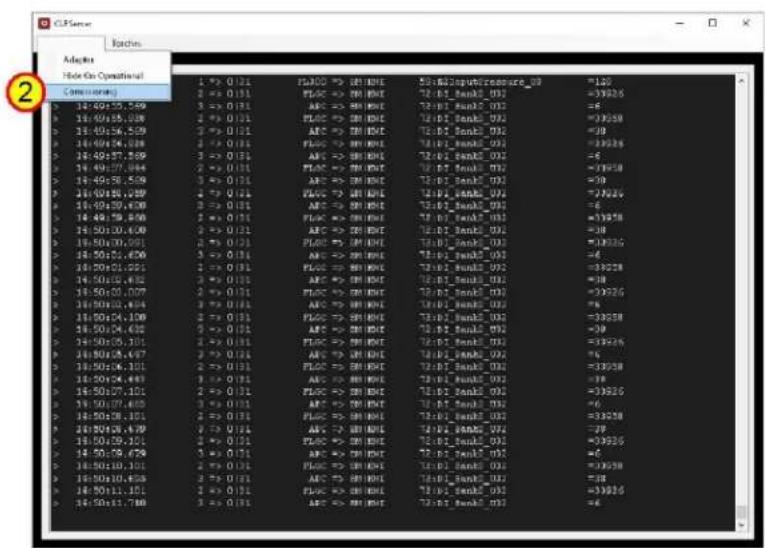
text_image
CLSServer Batches Adapters Hide On Operational Conversion(s) 1 => 0 011 2 => 0 011 3 => 0 011 4 => 0 011 5 => 0 011 6 => 0 011 7 => 0 011 8 => 0 011 9 => 0 011 10 => 0 011 11 => 0 011 12 => 0 011 13 => 0 011 14 => 0 011 15 => 0 011 16 => 0 011 17 => 0 011 18 => 0 011 19 => 0 011 20 => 0 011 21 => 0 011 22 => 0 011 23 => 0 011 24 => 0 011 25 => 0 011 26 => 0 011 27 => 0 011 28 => 0 011 29 => 0 011 30 => 0 011 31 => 0 011 32 => 0 011 33 => 0 011 34 => 0 011 35 => 0 011 36 => 0 011 37 => 0 011 38 => 0 011 39 => 0 011 40 => 0 011 41 => 0 011 42 => 0 011 43 => 0 011 44 => 0 011 45 => 0 011 46 => 0 011 47 => 0 011 48 => 0 011 49 => 0 011 50 => 0 011 51 => 0 011 52 => 0 011 53 => 0 011 54 => 0 011 55 => 0 011 56 => 0 011 57 => 0 011 58 => 0 011 59 => 0 011 60 => 0 011 61 => 0 011 62 => 0 011 63 => 0 011 64 => 0 011 65 => 0 011 66 => 0 011 67 => 0 011 68 => 0 011 69 => 0 011 70 => 0 011 71 => 0 011 72 => 0 011 73 => 0 011 74 => 0 011 75 => 0 011 76 => 0 011 77 => 0 011 78 => 0 011 79 => 0 011 80 => 0.5222222222222222222222222222222222222222222222222222222222222222222222222222222222222222222222222222
text_image
CIFServer Configuration: Trenches LVE Commerization Reset (delete) Begin Discovery Load Finished (Restart) Save Trenches Device MAC Paired CIFServer Configuration: Trenches LVE Commerization Reset (delete) Begin Discovery Load Finished (Restart) Save Trenches Device MAC Paired FLOC 09-04-35-06-01-03 09-04-37-03-04-17 FLMO 09-04-11-02-04-17 APC 09-04-12-02-03-10 GNCB 09-01-35-88-5C.89 Appareils détectés CIFServer Configuration: Trenches LVE Commerization Reset (delete) Begin Discovery Load Finished (Restart) Save Trenches Device MAC Paired FLOC 09-01-39-87-5C.89 FLMO 09-04-11-02-04-17 APC 09-04-12-02-03-10 Appareils affectésLes présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
3.19 Remplissage du système de refroidissement
Pour éviter les dommages causés par le gel et les fuites de liquide de refroidissement pendant le transport, l'alimentation électrique est fournie avec une quantité très faible de liquide de refroidissement. NE PAS METTRE EN MARCHE le système avant qu'il n'ait été rempli de liquide de refroidissement.
Important: Ne mettez jamais le système en marche lorsque le réservoir du liquide de refroidissement est vide ou si le bouchon du réservoir n'est pas en place.
Important: Lorsque vous manipulez du liquide de refroidissement, portez des gants en nitrile et des lunettes de protection.
Important: N'utilisez que du liquide de refroidissement approuvé. Les antigels disponibles sur le marché contiennent des inhibiteurs de corrosion qui pourraient endommager le système de refroidissement.
1) Coupez l'alimentation principale de l'alimentation électrique. 2) Assurez-vous que tous les composants du système sont installés et que tous les raccordements de tuyaux et de câbles du système ont été effectués.
3) Desserrez le bouchon du réservoir de liquide de refroidissement au-dessus de l'alimentation électrique.
4) Versez 15 à 18 litres (4 à 5 gallons) de liquide de refroidissement approuvé pour les torches dans un entonnoir et dans le réservoir de liquide de refroidissement. Le niveau plein correspond au bas du col du réservoir. Essuyez toute trace de liquide de refroidissement renversé.
5) Remettez le bouchon du réservoir en place.
6) Assurez-vous que la torche et les consommables sont correctement installés.
7) Appliquez l'alimentation principale à l'alimentation électrique.
Mettez le routeur/commutateur Ethernet et l'IHM sous tension.
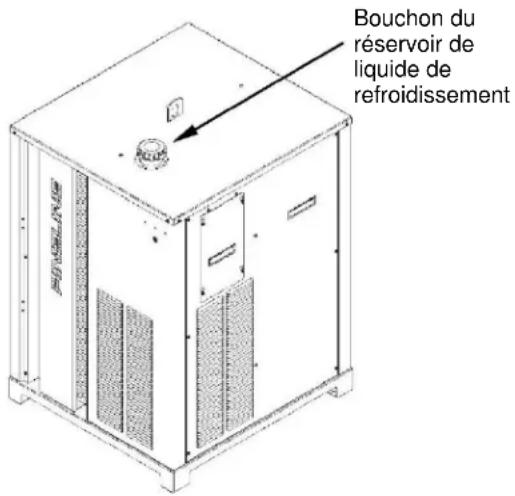
text_image
Bouchon du réservoir de liquide de refroidissement8) Retirez l'EStop, si installé.
9) Appuyez sur le bouton Coolant On (Liquide de refroidissement activé) dans l'écran de diagnostics (Interface utilisateur FineLine > Écran d'état > Diagnostics). Le liquide de refroidissement commence à circuler dans le système de refroidissement pour remplir les tuyaux et les conducteurs de la torche.
10) Assurez-vous qu'il n'y a pas de fuite dans les tuyaux et les raccords de l'alimentation électrique, de la torche et de l'ASC.
11) Laissez le liquide de refroidissement circuler jusqu'à ce que la valeur de débit se stabilise entre 1,2 et 1,5 GPM, comme indiqué dans Interface utilisateur FineLine > Écran d'état. Si le système affiche une erreur de niveau de liquide de refroidissement, retournez à l'étape 1 pour ajouter suffisamment de liquide de refroidissement afin qu'il soit au niveau du fond du col du réservoir.
12) Appuyez sur le bouton Coolant Off (Liquide de refroidissement désactivé) pour arrêter l'écoulement du liquide de refroidissement (Interface utilisateur FineLine > Écran d'état > Diagnostics). 13) Retirez le bouchon du réservoir. Ajoutez du liquide de refroidissement jusqu'à ce qu'il atteigne le fond du col du réservoir. La quantité nécessaire dépend de la longueur des tuyaux de liquide de refroidissement et des conducteurs de la torche. Les cycles plus longs nécessitent plus de liquide de refroidissement, les cycles courts en nécessitent moins. Essuyez toute trace de liquide de refroidissement renversé.
3.20 Liste de contrôle pour l'installation
Remplissez la liste de contrôle suivante avant d'utiliser le système.
□ Le système se trouve dans l'environnement de fonctionnement spécifié et les composants ont été placés comme indiqué. Reportez-vous aux sections 2.0 et 3.1. □ Le système est correctement mis à la terre conformément aux codes locaux et nationaux. □ Le circuit d'arrêt d'urgence (EStop) a été intégré. Reportez-vous à la section 3.15. L'alimentation primaire est connectée à l'alimentation électrique conformément aux codes locaux et nationaux. □ Le cavalier de sélection de tension correspond à la tension prévue. Reportez-vous à la section 3.5. □ Les gaz sont alimentés de manière appropriée. Les raccords ont été vérifiés afin de s'assurer qu'il n'y a pas de fuite. □ Tous les composants du système sont correctement connectés. Reportez-vous à la section 3.3. L'assemblage de la torche est solidement fixé et les consommables sont installés dans la torche. Reportez-vous aux sections 3.12 et 3.13. □ Tous les logiciels requis sont installés. Reportez-vous à la section 3.17. □ Le système est mis en service. Reportez-vous à la section 3.18. □ Le système de refroidissement est rempli de liquide de refroidissement de la torche. Le bouchon du réservoir est fixé. Les raccords ont été vérifiés afin de s'assurer qu'il n'y a pas de fuite. Reportez-vous à la section 3.19. □ Tous les panneaux et portes d'accès sont fermés et sécurisés.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
4.1.1 Alimentation électrique
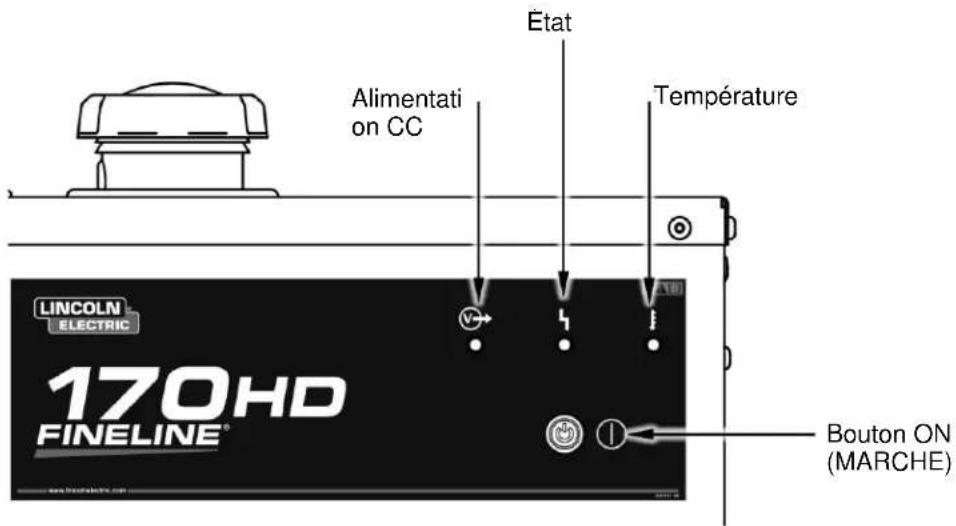
text_image
Alimentation on CC État Température LINCOLN ELECTRIC 170HD FINELINE® Bouton ON (MARCHE)| Icône | Nom | Couleur du voyant | Description |
| État | Vert clignotant | Exécution de la séquence de mise sous tension initiale. | |
| Vert fixe | Aucune erreur/défaillance. | ||
| Rouge clignotant | Erreur. Enregistrez le code d’erreur et consultez la section 7.0 pour le processus de dépannage. | ||
| Arrêt (non allumé) | Arrêt. L’alimentation primaire est coupée. | ||
| Température | Rouge fixe | Défaut thermique. Consultez la section 7.0 pour le processus de dépannage. | |
| Arrêt (non allumé) | La température interne est correcte. | ||
| Alimentation CC | Rouge fixe | La tension/le courant de sortie est actuellement fourni. | |
| Arrêt (non allumé) | Aucune sortie de tension/courant n’est fournie. | ||
| Bouton ON (MARCHE) | Blanc clignotant | Pas prêt. La tension de sortie, le courant et le gaz sont désactivés. | |
| Blanc clignotant rapidement | Changement d’état. Activation de la sortie de l’alimentation électrique. | ||
| Blanc fixe | Alimentation électrique prête. En attente d’un signal de démarrage. Sortie du système activée. | ||
| Arrêt (non allumé) | Arrêt. L’alimentation primaire est coupée. |
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
4.1.2 Interface utilisateur fineline (UI)
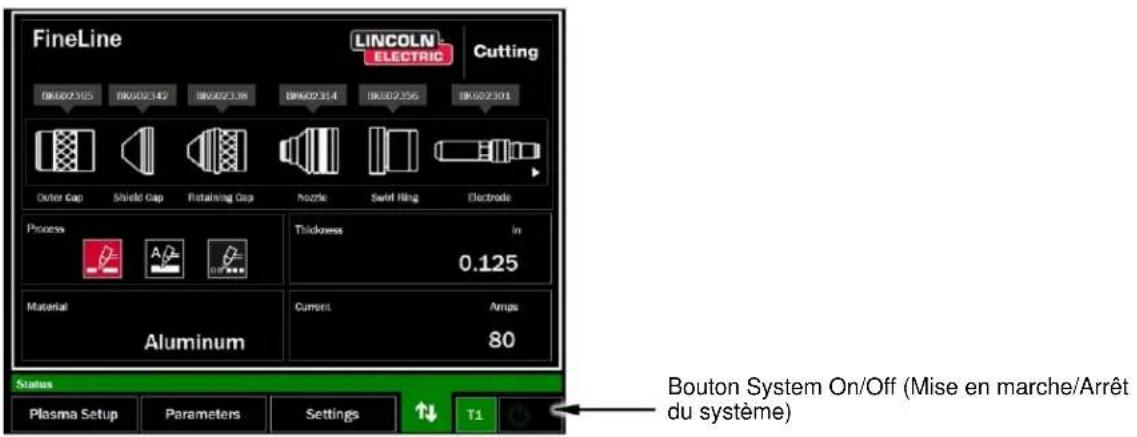
text_image
FineLine LINCOLN ELECTRIC Cutting OK502365 OK502342 OK502338 OK502314 OK502356 OK502301 Order Gap Shield Gap Rotating Gap Nozzle Swirl Ring Electrode Process Thickness In 0.125 Material Aluminum Current Arms 80 Status Plasma Setup Parameters Settings T1 Bouton System On/Off (Mise en marche/Arrêt du système)| Icône | Nom | Couleur | Description |
 | Système désactivé | Noir | Le système est éteint. Les sorties du système sont désactivées.Appuyez sur ce bouton pour activer le système. |
 | Système en marche. | Noir | Initialisation du système. Appuyez sur ce bouton pour désactiver le système. |
 | Vert | Prêt. En attente d’un signal de démarrage. Les sorties du système sont activées. |
4.1.3 Contrôleur de gaz (GC)

text_image
LINCOLN ELECTRIC FINELINE® GAS CONTROLLER ÉtatLes présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
| Icône | Nom | Couleur du voyant | Description |
| État | Vert clignotant (~1 par seconde) | Normal. Le contrôleur de gaz est sous tension, l'Ethernet est connecté et l'état du système est correct. | |
| Arrêt (non allumé) | Arrêt (le contrôleur de gaz n'est pas sous tension) ou Erreur système. | ||
| Vert fixe | Erreur système. | ||
| Vert clignotant rapidement | Mise à jour du micrologiciel en cours. Ne coupez pas l'alimentation. |
4.2.1 Mise sous tension (allumage) du système
1) Mettez sous tension le routeur/commutateur Ethernet et l'IHM. Le serveur CutLinc et l'interface utilisateur FineLine démarrent automatiquement. La barre d'état de l'interface utilisateur FineLine est rouge et indique « CutLinc Initializing » (Initialisation de CutLinc). 2) Appliquez l'alimentation principale à l'alimentation électrique. 3) Le voyant d'état de l'alimentation électrique clignote d'abord en vert, puis :
- S'il n'y a pas d'erreur, le voyant d'état passe au vert fixe et le bouton ON (MARCHE) (alimentation électrique) clignote en blanc. Les sorties du système sont désactivées.
- S'il y a une erreur, le voyant d'état clignote en rouge selon un schéma qui définit le code d'erreur. Une fois l'erreur corrigée, le voyant d'état passe au vert fixe et le bouton ON (MARCHE) (alimentation électrique) clignote en blanc. Certaines erreurs, même si elles sont corrigées, nécessitent une remise sous tension du système.
4) Le voyant d'état du contrôleur de gaz clignote en vert pour indiquer un fonctionnement normal. 5) La barre d'état passe au vert et indique « System Idle. Press [On] to Activate » (Système inactif. Appuyez sur le bouton [Marche] pour activer), à condition qu'il n'y ait pas d'erreurs. Le bouton System On (Mise en marche du système) (interface utilisateur FineLine) est noir. En cas d'erreur système, la barre d'état reste rouge et indique l'erreur.
4.2.2 Réalisation d'une découpe
6) Utilisez l'interface utilisateur FineLine pour sélectionner la torche active (uniquement pour la configuration à torches multiples), le procédé, le type de matériau, l'épaisseur et le courant (reportez-vous à la section 4.3.1). 7) Utilisez l'écran FineLine UI > Plasma Setup (Interface utilisateur FineLine > Configuration du plasma) pour identifier les consommables requis pour la configuration sélectionnée. L'alimentation sera coupée au cours de l'étape suivante et l'interface utilisateur FineLine ne sera pas disponible pour référence. 8) Montez les consommables nécessaires dans la torche (voir section 5.2). 9) Utilisez les paramètres de découpe affichés sur l'écran FineLine UI > Parameters (Interface utilisateur FineLine > Paramètres) pour configurer le CNC et le système de contrôle de la
hauteur de la torche.
10) Retirez l'EStop, si installé. 11) Appuyez sur le bouton System On (Mise en marche du système) (alimentation électrique) ou le bouton System On (interface utilisateur FineLine), puis :
- La barre d'état affiche « System is Initializing » (Système en cours d'initialisation) et comprend une barre de progression.
- Le contacteur principal de l'alimentation électrique se ferme (clic audible).
- Le système de refroidissement fait brièvement circuler le liquide de refroidissement (démarrage/arrêt des ventilateurs de refroidissement).
- Le bouton ON (MARCHE) (alimentation électrique) passe au blanc fixe et le bouton System On (Mise en marche du système) (interface utilisateur FineLine) devient vert.
- L'écran d'état s'agrandit automatiquement, la barre d'état devient rouge et indique « Purging... » (Purge en cours...), puis le système exécute automatiquement l'une des séquences de purge de gaz suivantes (où s = secondes) :
o Purger 1 – 10 s. ○ Purger 2 – 30 s, puis 30 s. o Purger 3 – 10 s, puis 30 s, puis 30 s. ○ Purger 4 – 12 s.
L'écran d'état se réduit automatiquement (revient à l'écran précédent), la barre d'état devient verte et indique « Ready to Cut » (Prêt à la découpe).
12) Lancez un signal de démarrage via le CNC pour déclencher la séquence suivante :
a. Le système de refroidissement commence à faire circuler le liquide de refroidissement (les ventilateurs de refroidissement démarrent). b. Le pré-écoulement du gaz est lancé. c. La sortie de l'alimentation électrique est sous tension ; le voyant d'alimentation CC est rouge fixe. d. Le circuit ASC est sous tension. e. L'arc pilote est démarré et le circuit ASC est désactivé. f. L'arc transféré est activé et l'arc pilote est désactivé. g. Le signal de mouvement est envoyé du système au CNC. h. L'alimentation électrique déclenche la hausse du courant jusqu'au niveau de courant sélectionné.
13) Lancez un signal d'arrêt via le CNC pour déclencher la séquence suivante :
a. L'alimentation électrique amorce la chute du courant. b. L'arc transféré est éteint ; le voyant d'alimentation CC est éteint. c. L'alimentation en gaz est coupée. d. La pompe de refroidissement et les ventilateurs de refroidissement continuent de fonctionner pendant 5 minutes.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
4.2.3 Mise hors tension (arrêt) du système
Appuyez sur le bouton ON (MARCHE) (alimentation électrique) ou sur le bouton System Off (Arrêt du système) (interface utilisateur FineLine) pour désactiver les sorties du système. Ensuite :
- Le bouton ON (MARCHE) (alimentation électrique) passe au blanc clignotant.
- La barre d'état indique « System Idle. Press [On] to Activate » (Système inactif. Appuyez sur [Marche] pour activer) et le bouton System On (Mise en marche du système) devient noir.
15) Coupez l'alimentation principale de l'alimentation électrique.
16) Mettez l'IHM et le routeur/commutateur Ethernet hors tension.
4.3.1 Vue d'ensemble
L'interface utilisateur FineLine fonctionne sur une IHM, qui peut être un contrôleur CNC ou un ordinateur industriel. Étant donné que l'IHM peut inclure une interface à écran tactile, les termes « appuyer » et « cliquer » sont utilisés de manière interchangeable pour décrire l'interaction avec l'interface utilisateur FineLine.
Le système est capable de réaliser plusieurs procédés plasma différents, mais le terme « découpe » sera utilisé de manière générique pour décrire l'interface utilisateur :
- La découpe permet de sectionner complètement les matériaux solides, notamment la plaque et l'acier de construction.
- Le marquage crée une marque visible à la surface du matériau sans transpercer complètement le métal.
- La grille découpe une pièce à usiner de manière non continue, comme le métal déployé.
Schéma fonctionnel
La séquence de haut niveau suivante montre les étapes nécessaires pour préparer le système à la découpe à l'aide de l'interface utilisateur FineLine. Chaque étape est décrite en détail plus loin dans cette section.
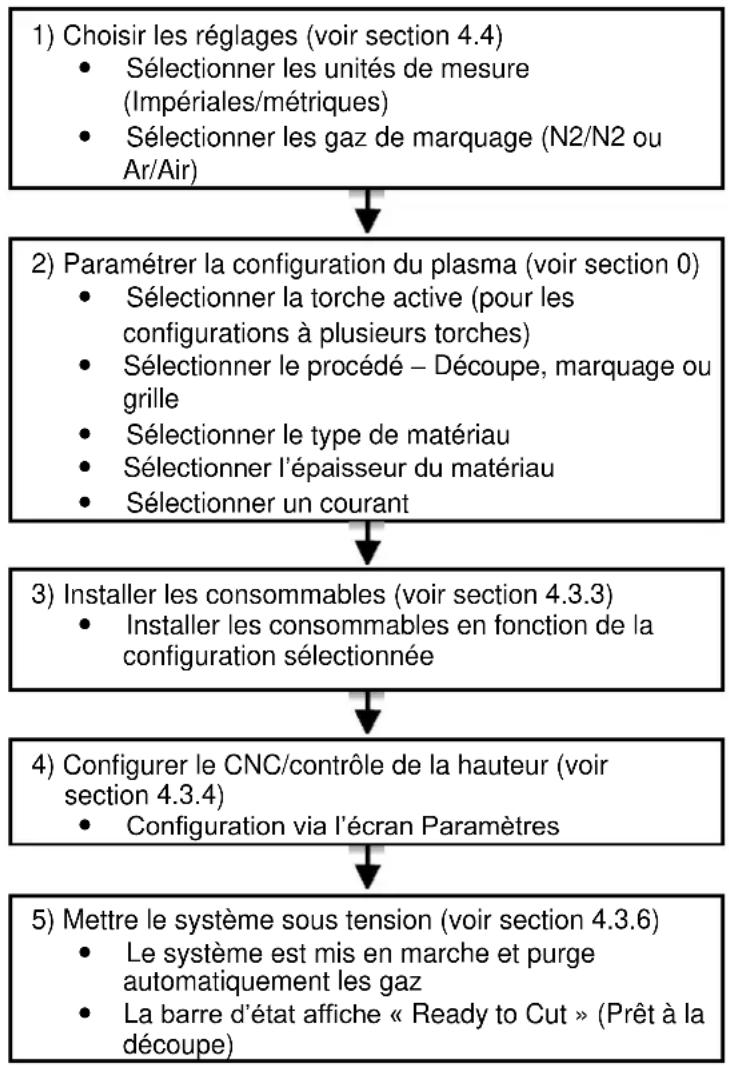
flowchart
graph TD
A["1) Choisir les réglages (voir section 4.4)<br> • Sélectionner les unités de mesure<br> (Impériales/métriques)<br> • Sélectionner les gaz de marquage (N2/N2 ou Ar/Air)"] --> B["2) Paramétrer la configuration du plasma (voir section 0)<br> • Sélectionner la torche active (pour les configurations à plusieurs torches)<br> • Sélectionner le procédé – Découpe, marquage ou grille<br> • Sélectionner le type de matériau<br> • Sélectionner l'épaisseur du matériau<br> • Sélectionner un courant"]
B --> C["3) Installer les consommables (voir section 4.3.3)<br> • Installer les consommables en fonction de la configuration sélectionnée"]
C --> D["4) Configurer le CNC/contrôle de la hauteur (voir section 4.3.4)<br> • Configuration via l'écran Paramètres"]
D --> E["5) Mettre le système sous tension (voir section 4.3.6)<br> • Le système est mis en marche et purge automatiquement les gaz<br> • La barre d'état affiche « Ready to Cut » (Prêt à la découpe)"]
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
Présentation et navigation
L'écran principal de l'interface utilisateur FineLine – Configuration du plasma – est décrit ci-dessous. Il contient tous les choix nécessaires pour configurer le système pour la découpe, ainsi que la pile de consommables correspondante qui doit être installée dans la torche avant la découpe. Pile de consommables de la

text_image
FineLine LINCOLN ELECTRIC Cutting BK602365 BX602345 BK602332 BK602317 BK602359 BX602304 Outer Cap Shield Cap Delaying Cap Nozzle Port Ref. Electrode Process Cutting Thickness in 0.75 Material Mild Steel Current Amps 0 200 Status Ready to Cut Plasma Setup Parameters Settings T1Pile de consommables de la torche
Les numéros de pièce pour la configuration sélectionnée (voir ci-dessous) sont automatiquement mis à jour lorsque la configuration est modifiée.
Configuration sélectionnée
Sélectionnez le procédé plasma, le matériau, l'épaisseur, le verrouillage/déverrouillage du courant et le courant.
Barre d'état
Les couleurs, mots et icônes indiquent des informations importantes sur le système.
Onglets de navigation –
Appuyez sur ce bouton pour accéder à l'écran souhaité.
Bouton
d'état Agrandir ou réduire l'écran d'état.
Sélectionner le bouton torche
Appuyez pour choisir la torche active. Reportez-vous à la section 4.4.4.
(Mise en marche/Arrêt du système) – Appuyez sur ce bouton pour activer/désactiver le système. Reportez-vous à la section 4.2 pour connaître la séquence opérationnelle.
Barre d'état et icônes
La barre d'état affiche des informations importantes sur le système. Appuyez sur la barre d'état ou le bouton Status (État) (↑↓) pour agrandir l'écran d'état.

text_image
FineLine LINCOLN ELECTRIC Cutting BK602305 BK602345 BK602332 BK602317 BK602359 BK602304 Outer Cap Shield Cap Retaining Cap Nozzle Swirl Ring Electrode Process. Cutting Thickness in 0.75 Material Mild Steel Current Amps 0 200 Status: Ready to Del Plasma Setup Parameters Settings T1Les icônes et messages de la barre d'état sont les suivants :
- La couleur verte signifie que le système est prêt.
- La couleur rouge signifie que le système a besoin d'une attention particulière.
- Termes décrivant l'état du système ou un message d'erreur.
- Sortie de courant/tension DC
| Groupe | Élément | Description |
| système de refroidissement est en marche et qu’il n’y a pas d’anomalie au niveau du liquide de refroidissement. | Débit : Débit réel du liquide de refroidissement. Le voyant LED du liquide de refroidissement est rouge lorsque le débit est trop faible. | |
| Pressions – Le plasma et la protection sont des valeurs de sortie réelles (sans voyant LED) ; toutes les autres sont des valeurs d’entrée réelles (avec voyant LED). | Voyant LED : Il est vert lorsque l’entrée de pression du gaz est comprise dans la plage min/max.Il est rouge lorsque l’entrée de pression du gaz n’est pas comprise dans la plage min/max. | |
| Indicateurs système – chaque voyant LED est vert lorsque l’état est correct, comme décrit. | Mise sous tension :Clignotement :Démarrage du CNC :Transférer l’arc : L’arc a été transféré à la plaque.Activer l’ASC : La sortie de la console de démarrage de l’arc est activée.Isoler l’ASC : Le relais d’isolation CTP dans l’ASC est activé.CTP activé : Le circuit de détection CTP du contrôleur de gaz est activé.Entrée de CTP : (Entrée dans le contrôleur de gaz)S’allume lorsque la touche Isolate ASC (Isoler l’ASC) est activée, que CTP Enabled (CTP activé) et que la torche touche la plaque.Sortie de CTP : (Sortie du contrôleur de gaz)S’allume lorsque la touche CTP In (Entrée de CTP) est activée – logique normale. S’éteint lorsque la touche CTP In (Entrée de CTP) est activée – logique inversée. Reportez-vous à l’B.4Connecteur 485 : Le connecteur RS-485 du contrôleur de gaz est raccordé avec une résistance de 120 ohms. | La section d’alimentation de l’alimentation électrique est sous tension.Liaison de contrôle opérationnelle entre le contrôleur de gaz et l’IHM. Clignote une fois par seconde.Entrée de démarrage du CNC reçue. |
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
| Groupe | Élément | Description |
| Défaut de sortie État défectueux des sorties numériques du numérique :contrôleur de gaz.Évent : L’électrovanne de l’évent du contrôleur de gaz est sous tension.Protection de L’électrovanne de la protection de marquage marquage :du contrôleur de gaz est sous tension.Protection de L’électrovanne de la protection de découpe découpe :du contrôleur de gaz est sous tension.Plasma de L’électrovanne du plasma de marquage du marquage :contrôleur de gaz est sous tension.Pré/post débit : L’électrovanne de pré-/post débit du contrôleur de gaz est sous tension. | ||
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
4.3.2 Configurer la configuration du plasma
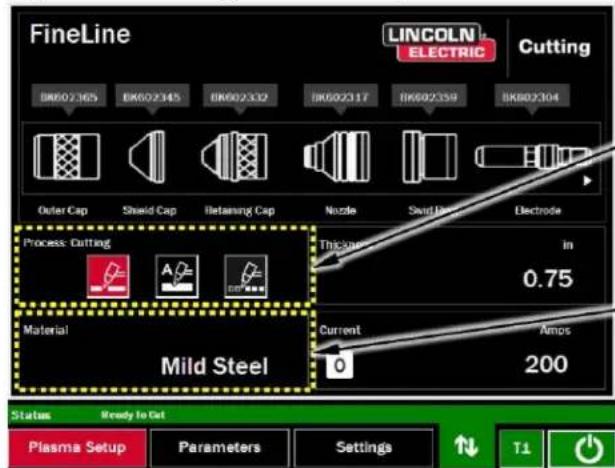
text_image
FineLine LINCOLN ELECTRIC Cutting BK602365 BK602345 BK602332 BK602317 BK602359 BK602304 Outer Cap Shield Cap Retaining Cap Nozzle Sound Duct Electrode Process Cutting 0.75 Material Mild Steel Current Amps 0 200 Status Ready to Cut Plasma Setup Parameters Settings T1Sélectionnez la torche, puis appuyez sur l'onglet Plasma Setup (Configuration du plasma).
Sélectionner le procédé plasma Appuyez sur le bouton du procédé souhaité : Découpe ( ), Marquage ( ) ou Grille ( ). Le processus sélectionné est rouge.
Sélectionner le type de matériau Appuyez sur le bouton Material (Matériau), puis faites un choix dans la liste : Acier doux, acier inoxydable, aluminium ou acier inoxydable H17 (nécessite du gaz H17).

text_image
Mild Steel Cancel Thickness N Current 0.625 O 170 0.625 P 200 0.625 P 300 0.75 O 140 0.75 Q 170 0.75 O 200 Status System midle press On to actuate Plasma Setup Parameters Settings T1 CUTTING LINCOLN ELECTRIC DK6/02317 DK6/02358 DK6/02364 Nezzle Swirl Ring Electrode Thickness in 0.75 Current Amps 0 200Sélectionner l'épaisseur du matériau
Appuyez sur le bouton Thickness (Épaisseur), puis faites un choix dans la liste.
Chaque épaisseur comprend également une lettre (P, Q, O ou S) correspondant à la qualité de découpe attendue, comme décrite dans le tableau ci-dessous.
Appuyez sur l'en-tête de colonne Qualité de découpe (initialement « N ») pour faire défiler et filtrer les épaisseurs par Qualité de découpe. « N » = aucun filtre appliqué, donc toutes les épaisseurs s'affichent.
REMARQUE : La liste des épaisseurs disponibles est déterminée par le matériau sélectionné et le filtre Qualité de découpe, le cas échéant.
Vérifiez la qualité actuelle et la qualité de découpe
Ou appuyez pour modifier le courant ou l'épaisseur.
| Qualité de découpe | Vitesse de déplacement | Angle de biseau | Volume d'écume |
| P = Production | Élevé | Élevé | Faible à moyen |
| Q = Qualité | Moyen | Moyen | Faible |
| O = Optimal | Moyen | Faible | Aucun à faible |
| S = Séparation | Faible | Faible à moyen | Moyen à élevé |
4.3.3 Installation des consommables
La pile de consommables pour la configuration sélectionnée s'affiche sur l'écran Plasma Setup (Configuration du plasma). Le numéro de pièce de chaque consommable est indiqué pour référence rapide.
Utilisez ces informations pour installer les consommables sur la torche. Reportez-vous à la section 5.2 pour obtenir la procédure complète d'installation des consommables.

text_image
FineLine LINCOLN ELECTRIC Cutting BK602365 BK602345 BK602332 BK602317 BK602359 BK602304 Outer Cap Shield Cap Retaining Cap Nozzle Swirl Ring Electrode Process. Cutting Thickness in 0.75 Material Mild Steel Current Amps 0 200 States Ready to Cut Plasma Setup Parameters Settings T1Sélectionnez la torche, puis appuyez sur l'onglet Configuration du plasma.
La pile de consommables pour la configuration sélectionnée inclut les références requises.
Appuyez sur n'importe quel bouton de la pile de consommables pour regarder une vidéo d'installation.

Appuyez sur ce bouton pour lire la vidéo.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.

La vidéo n'a pas de son. Utilisez les commandes pour faire une pause ou passer d'un élément à l'autre. Une fois terminé, appuyez sur l'un des onglets de navigation pour fermer la vidéo.
Bien que la torche à déconnexion rapide soit illustrée dans la vidéo, la même procédure s'applique à la torche standard.
4.3.4 Configurer le CNC et le contrôle de la hauteur
Appuyez sur l'onglet Parameters (Paramètres) pour afficher les paramètres de coupe, en fonction de la configuration sélectionnée dans l'onglet Plasma Setup (Configuration du plasma).
Avant de réaliser une découpe ou un marquage, assurez-vous que le CNC et le système de contrôle de la hauteur de la torche sont configurés en utilisant les paramètres de découpe affichés.
À des fins de référence, les tableaux de découpe sont inclus dans un document distinct, BK8053-000108 (Tableaux de découpe de la torche à plasma LC300M).
Assurez-vous que les gaz de marquage souhaités sont sélectionnés. Reportez-vous à la section 4.4.3.
Lorsqu'un démarrage sur un bord est recommandé dans le tableau de découpe, le voyant LED de démarrage sur un bord devient vert. La torche doit être positionnée sur le bord du matériau avant d'amorcer l'arc. Lorsque le voyant LED de démarrage sur un bord est rouge, la découpe peut commencer par un perçage.

text_image
Chart Values GACS Cut Mark Plasma 02 N2 Shield Air N2 Pressure Plasma 74 PSI 17 PSI Shield 52 PSI 17 PSI Pretlow 13 PSI 17 PSI Postflow 74 PSI 17 PSI Marking Current 20 Amps ULTRASHMAPP Travel / Motion Cut Mark Edge Start Kgf 0.18 in Travel Speed 76 rpm 250 rpm Height Control Transfer Height 0.25 in 0.1 in Piece Height 0.4 in Piece Time 1000 ms Process Height 0.15 in 0.1 in Arc Voltage 1.2 V 1.39 V System Information out chart revision B.2 Identification version PAL -version Hill GHN 4.3105 23.0 3.21.25.3 Power supply PL300 33801.13 2.19.10.9 Gas controller FLSC 1.1.29.53 0.21.0.21 APC APC 1.1.29.53 0.21.5.21 Status Ready To Out Plasma Setup Parameters Settings T1Le voyant LED de démarrage sur un bord est vert pour un démarrage sur un bord ou rouge pour un perçage.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
4.3.5 Remplacer les pressions standard (en option)
Bien que cela ne soit pas nécessaire, les pressions de découpe plasmatique et de protection peuvent être modifiées par rapport aux valeurs du graphique de découpe standard pour s'adapter à des circonstances particulières ou pour affiner une découpe. Ce remplacement facultatif ne doit être effectué que par des opérateurs expérimentés, car l'équipement risque d'être gravement endommagé.

Appuyez sur les valeurs de pression de découpe plasmatique et de protection. Appuyez sur Supprimer ( ) ou sur Effacer ( ), sur le clavier, saisissez une nouvelle valeur, puis appuyez sur Appliquer.
AVERTISSEMENT : Ne modifiez pas la pression de découpe plasmatique de plus de ±5 PSI par rapport à la valeur du tableau de coupe standard, sous peine d'endommager définitivement les consommables et/ou la torche.
La pression de découpe de protection peut être modifiée à n'importe quelle valeur.
Appuyez sur l'icône rouge « tableau » ( ) pour réinitialiser les pressions de découpe plasmatique et de protection aux valeurs de découpe standard du tableau.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
4.3.6 Mettre en marche le système
Appuyez sur le bouton System On (Mise en marche du système). L'écran d'état s'agrandit automatiquement et l'initialisation du système démarre.
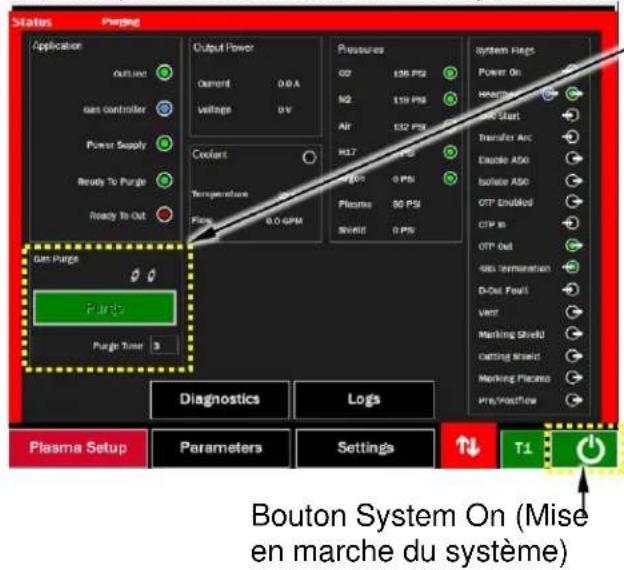
text_image
Status Purging Application outused gas controller Power Supply Ready To Purge Ready To Out Output Power Cement 0.0 A Voltage 0 V Coolant Temperature Flame 0.0 GPM Pressures CO 136 PSI N2 159 PSI Air 132 PSI H37 0 PSI VPS 0 PSI Plasma 80 PSI Shield 0 PSI system Flags Power On HAPPLE Start Transfer Arc Exotic ASO Isolobe ASO OTP Enabled OTP in OTP Out 46s termination D-Out Fault Vent Marking Shield Carting Shield Marking Placebo Pre/Postflow Gas Purge Pure Purge Timer Diagnostics Logs Plasma Setup Parameters Settings T1 Bouton System On (Mise en marche du système)-La progression de la purge est indiquée par une icône de purge ( ) et un compte à rebours. Le nombre d'icônes indique le nombre de cycles de purge à effectuer. Le compte à rebours indique le temps restant pour chaque cycle de purge.
Si un message apparaît sur la barre d'état, appuyez sur le bouton Purge pour lancer une purge manuelle qui durera 10 secondes, 30 secondes, 30 secondes.
Lorsque la séquence de purge de gaz se termine avec succès, la couleur de la barre d'état passe au vert et affiche « Ready to Cut » (Prêt à la découpe).
Si nécessaire, appuyez sur le bouton Off (Arrêt) du système pour éteindre le système.
Remarques sur la purge de gaz :
1) Lorsque vous passez d'un gaz oxydant ou contenant de l'oxygène à un gaz combustible, et vice versa, une purge manuelle est nécessaire. La barre d'état indiquera « Purge Required » (Purge requise). 2) Les gaz sont purgés automatiquement après la mise sous tension initiale du système. 3) Le système se régule à 80 psi pendant une purge.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
4.4.1 Réglages > unités
Faites un choix entre les unités impériales et métriques.

4.4.2 Réglages > langue
Choisissez l'une des langues disponibles.

Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
4.4.3 Réglages > type de gaz de marquage
Choisissez entre le gaz plasma à l'azote (N2) avec gaz de protection à l'azote (N2) ou le gaz plasma à l'argon (Ar) avec gaz de protection à l'air (Air).

4.4.4 Paramètres > activation de la torche
Si le système a été mis en service avec plus d'une torche (configuration à plusieurs torches), sélectionnez les numéros de torche correspondants pour les activer dans l'interface utilisateur FineLine. Lorsque plusieurs torches sont activées, tous les réglages s'appliquent à toutes les torches.
La torche 1 est activée par défaut.
Les numéros de torche activés sont verts. Les numéros de torche rouges ont été mis en service, mais ne sont pas activés. Les numéros de torches gris n'ont pas été mis en service.
Si plus d'une torche est activée, appuyez sur le bouton Select Torch (Sélectionner la torche) pour choisir la torche active (Torche 1 = T1, Torche 2 = T2, etc.).
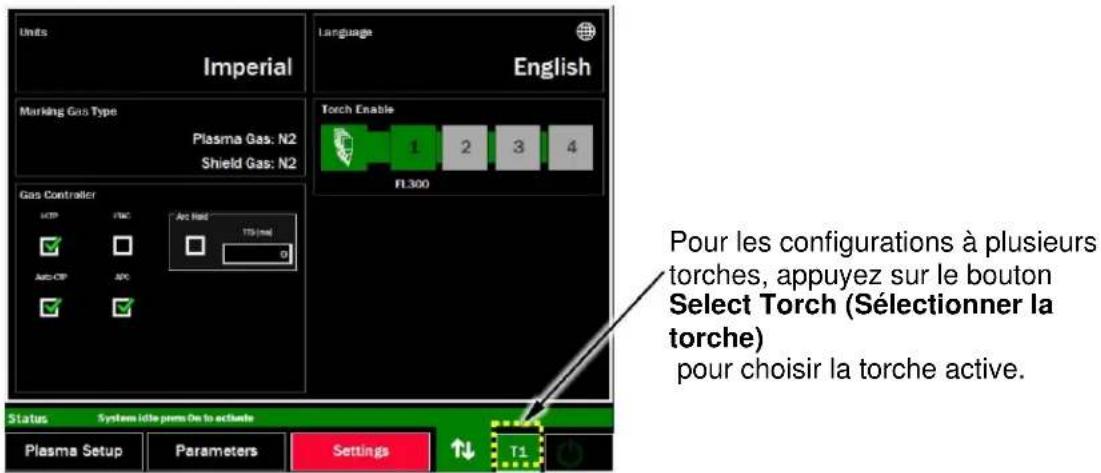
text_image
Units Imperial Language English Marking Gas Type Plasma Gas: N2 Shield Gas: N2 Gas Controller ACFP FMC Arc Hold 10 (mm) Auto-CIF AIC T1300 Fl.300 Pour les configurations à plusieurs torches, appuyez sur le bouton Select Torch (Sélectionner la torche) pour choisir la torche active. Status System idle perm De to actuate Plasma Setup Parameters Settings T1Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
4.4.5 Paramètres > contrôleur de gaz
I-CTP : Lorsqu'elle est activée (☑), la logique de sortie de détection de plaque CNC (ou détection de la plaque transparente ou Ohmique) est inversée – la sortie s’éteint lors de la détection de la plaque (voir la section 3.16).
I-TAC : Lorsqu'elle est activée (☑), la logique de sortie du circuit d'arc transféré CNC (TAC) est inversée – la sortie est désactivée lorsque l'arc est activé (voir la section 3.16).
Maintien de l'arc : Lorsqu'elle est activée (☑), lors de la réception initiale de la commande de démarrage, les fonctions de pré-débit et de CTP sont lancées normalement, mais aucun arc n'est lancé. Le maintien de l'arc est relâché en retirant la commande de démarrage et en la réévaluant – la commande de démarrage doit être retirée pendant au moins 10 ms avant de procéder à la réévaluation. On lance l'arc lors de la réévaluation de la commande de démarrage.
Le temps de démarrage (TTS) est la durée en millisecondes (ms) après la suppression de la commande de démarrage, après quoi le système reviendra à l'état Prêt si la commande de démarrage n'a pas été réévaluée. La commande de démarrage doit être réévaluée dans les 9,5 ms suivant la réception initiale, sinon le système reviendra à l'état Prêt. Le retrait de la commande de démarrage après la réévaluation (libération du maintien de l'arc) mettra fin à l'arc et ramènera le système à l'état Prêt.
Auto-CTP : Lorsque cette option est activée (☑) active automatiquement le CTP en veille (pas de coupe) et se désactive lorsque le signal de démarrage est reçu (découpe). Cela évite la nécessité pour le contrôleur de mouvement de publier les commandes d'activation/désactivation CTP via CutLinc au contrôleur de gaz.
APC : Lorsque cette option est activée (☑), le contrôleur de processus avancé en option sera utilisé.

Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
4.4.6 Écran d'état > diagnostics
Appuyez sur le bouton Coolant On (Liquide de refroidissement activé) pour faire circuler le liquide de refroidissement dans le système de refroidissement pendant le remplissage initial ou pendant la maintenance. Appuyez sur le bouton Coolant Off (Liquide de refroidissement désactivé) pour arrêter l'écoulement du liquide de refroidissement.
À des fins de dépannage, les canaux de gaz peuvent être activés.
Les valeurs de l'environnement sont celles du noyau du microprocesseur à l'intérieur du contrôleur de gaz.
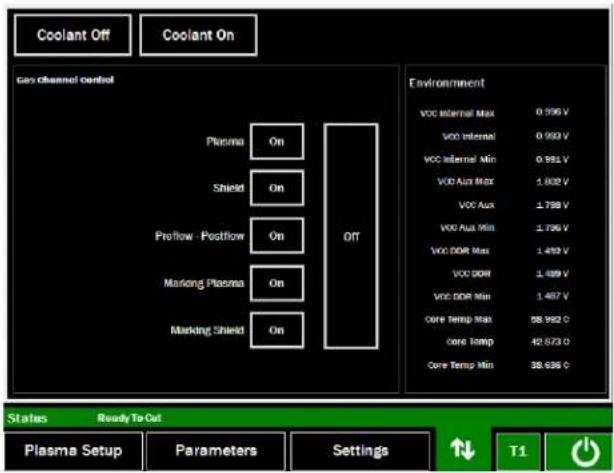
4.4.7 Écran d'état > journaux
Cet écran enregistre les événements et les erreurs du système et attribue un horodatage à chacun d'eux. Les éléments les plus anciens sont en haut de la liste et les éléments plus récents sont en bas. Utilisez les barres de défilement si nécessaire. Reportez-vous à la section 7.2 pour plus d'informations sur les codes d'erreur.
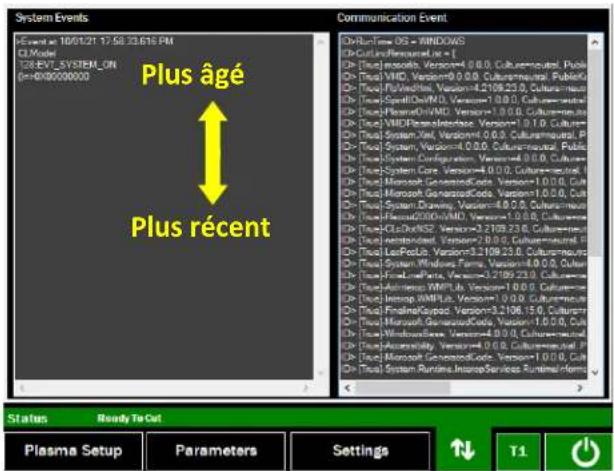
text_image
System Events Event: 10/6/21 17:58:33.615 PM CL-Model T28-EVT_SYSTEM_ON (=H00000000) Plus âgé Plus récent D:\RunTime OS - WINDOWS D:\CutLine\Inspan1.exe { D:\True\Inspan1.\Version=4.0.0.0.\Cultureneutral, Public D:\True\VHD.\Version=0.0.0.0.\Cultureneutral, Public D:\True\FI\VHD.\Version=1.2109.23.0.\Cultureneutral D:\True\Sprint0\VHD.\Version=1.0.0.0.\Cultureneutral D:\True\Flore0\VHD.\Version=1.0.0.0.\Cultureneutral D:\True\VHD\PermanInterface.\Version=1.0.0.0.\Cultureneutral D:\True\System.Vit.\Version=0.0.0.0.\Cultureneutral, P D:\True\System.\Version=0.0.0.0.\Cultureneutral, Public D:\True\SystemConfiguration.\Version=0.0.0.0.\Cultureneutral D:\True\System Core.\Version=0.0.0.0.\Cultureneutral, I D:\True\Microscope\GeneratedCodes.\Version=1.0.0.0.Cultures D:\True\Microscope\GeneratedCodes.\Version=1.0.0.0.Cultures D:\True\SystemDrawing.\Version=8.0.0.0.\Cultureneutral D:\True\Flore0\VHD.\Version=1.0.0.0.\Cultureneutral D:\True/CLEDoNS.\Version=3.2109.23.0.\Cultureneutral D:\True\ntational.\Version=2.0.0.0.\Cultureneutral, II D:\True\LerPocLs.\Version=3.109.23.0.\Cultureneutral D:\True\System\Windows\Frame.\Version=1.0.0.0.Cultures D:\True\FireLineBeta.\Version=3.2109.23.0.\Cultureneutral D:\True\Adaptive\WMPLb.\Version=1.0.0.0.\Cultureneutral D:\True\Interscope\WMPLb.\Version=1.0.0.0.\Cultureneutral D:\True\FinaloKypoc.\Version=3.2106.15.0.\Cultureneutral D:\True\Microscope\GeneratedCodes.\Version=1.0.0.0.Cultures D:\True\WinglessBee.\Version=3.0.0.0.\Cultureneutral D:\True\Accessibility.\Version=0.0.0.\Cultureneutral, P D:\True\Microscope\GeneratedCodes.\Version=1.0.0.0.Cultures D:\True\System Running\Interscope\Services\Runtime Informa Status Ready To Cut Plasma Setup Parameters Settings T1Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.

Un choc électrique peut être mortel.
Débranchez l'alimentation d'entrée avant l'entretien.
Ne touchez pas aux pièces ou électrodes électriques sous tension directement avec la peau ou des vêtements humides. Portez toujours des gants isolants secs.

Les pièces chaudes peuvent brûler la peau.
Ne touchez pas les pièces chaudes à mains nues.
Utilisez toujours des gants lorsque vous manipulez la torche, car elle peut être chaude après la découpe, tout particulièrement en cas d'ampérage élevé et de temps de découpe long.
Laissez la torche refroidir avant de la manipuler.
5.1.1 Installation
1) Coupez l'alimentation principale de l'alimentation électrique. Pour les configurations à plusieurs torches, assurez-vous qu'il s'agit de l'alimentation électrique physiquement connectée à la torche en cours d'installation. 2) Chaque fois que la tête de la torche à déconnexion rapide est installée, utilisez un coton-tige pour appliquer une petite quantité de lubrifiant pour joint torique à chacun des joints toriques situés au-dessus de la tête de la torche. REMARQUE : N'utilisez pas une quantité excessive de lubrifiant pour joint torique, car elle peut s'accumuler au fil du temps, en particulier si les têtes de torche sont fréquemment posées. 3) Alignez l'indicateur de la tête de la torche (petit cercle) avec celui du socle de la torche (grand cercle). 4) Tirez suffisamment fort vers le haut pour engager les filetages tout en serrant l'anneau de fixation. Tournez l'anneau de fixation vers la DROITE pour le serrer. 5) Continuez à serrer l'anneau de fixation jusqu'à ce qu'il s'arrête. Il ne doit pas y avoir d'espace entre l'anneau de fixation et le joint torique sur le socle de la torche. Le lubrifiant pour joint torique ne doit pas être appliqué à ce joint torique, car il ne s'agit pas d'un joint; il indique seulement une installation correcte. Voir la Figure 14. Au cours de ce processus, une petite quantité de liquide de refroidissement s'accumulera dans la tête de la torche. Il est normal que ce liquide de refroidissement s'écoule entre le joint torique du socle de la torche et l'anneau de fixation pendant que le système de refroidissement est mis sous pression. Si le liquide de refroidissement continue à s'écouler après la mise sous pression du système de refroidissement, coupez l'alimentation primaire de l'alimentation électrique, retirez la tête de la torche et vérifiez si les joints toriques sont endommagés.
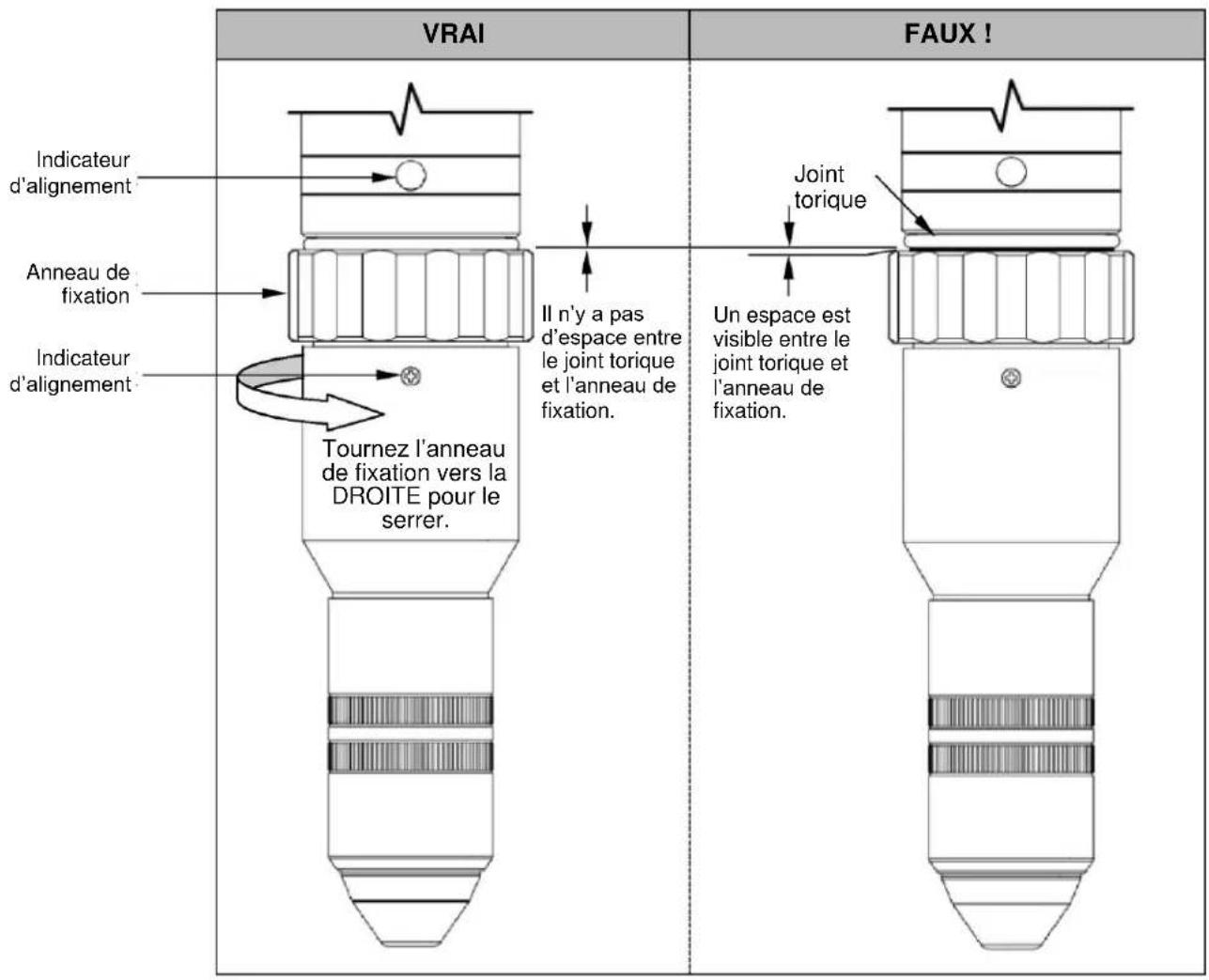
text_image
VRAI FAUX ! Indicateur d'alignement Anneau de fixation Indicateur d'alignement Tournez l'anneau de fixation vers la DROITE pour le serrer. Il n'y a pas d'espace entre le joint torique et l'anneau de fixation. Joint torique Un espace est visible entre le joint torique et l'anneau de fixation.Figure 14: Pose de la torche à déconnexion rapide
5.1.2 Retrait
1) Coupez l'alimentation principale de l'alimentation électrique. Pour les configurations à plusieurs torches, assurez-vous qu'il s'agit de l'alimentation électrique physiquement connectée à la torche en cours de retrait. 2) Tournez l'anneau de fixation vers la GAUCHE, puis tirez la tête de torche à déconnexion rapide pour la séparer du socle de la torche.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.

Protégez les raccords de toute contamination.
La poussière et les débris peuvent contaminer les raccords/joints toriques exposés sur la tête de la torche à déconnexion rapide. Protégez ces zones de toute contamination lorsque la tête de la torche est déconnectée du socle.

Un choc électrique peut être mortel.
Débranchez l'alimentation d'entrée avant l'entretien.
Ne touchez pas aux pièces ou électrodes électriques sous tension directement avec la peau ou des vêtements humides. Portez toujours des gants isolants secs.

Les pièces chaudes peuvent brûler la peau.
Ne touchez pas les pièces chaudes à mains nues.
Utilisez toujours des gants lorsque vous manipulez la torche, car elle peut être chaude après la découpe, tout particulièrement en cas d'ampérage élevé et de temps de découpe long.
Laissez la torche refroidir avant de la manipuler.
Remarque : Lors de l'installation des consommables, n'utilisez pas une quantité excessive de lubrifiant pour les joints toriques. Assurez-vous également que le lubrifiant est appliqué uniquement sur les joints toriques. Un excès de lubrifiant peut provoquer un débit de gaz inapproprié, ce qui peut entraîner des problèmes de démarrage, une mauvaise qualité de découpe et une durée de vie réduite des consommables.
1) Coupez l'alimentation principale de l'alimentation électrique. Pour les configurations à plusieurs torches, assurez-vous qu'il s'agit de l'alimentation électrique physiquement connectée à la torche en cours d'entretien. 2) Le cas échéant, retirez la tête de la torche à déconnexion rapide et la placez sur une surface de travail propre. 3) Desserrez le capuchon extérieur de la torche. 4) Retirez le bouchon de protection du capuchon de retenue ou du capuchon extérieur. 5) Desserrez le capuchon de retenue de la torche. 6) Dégagez la buse de la torche en la tirant tout droit. L'anneau rotatif sortira avec la buse. N'utilisez pas d'outils. 7) Séparez l'anneau rotatif et la buse en les écartant. N'utilisez pas d'outils. 8) Desserrez l'électrode de la torche à l'aide d'une douille profonde de 10 mm à 6 points (BK602396) et d'un tournevis de 1/4 po (BK277086). 9) Inspectez le tube de refroidissement de la torche pour vérifier s'il n'est pas endommagé. S'il est endommagé, remplacez-le en dévissant le tube de refroidissement à l'aide d'une clé réglable sur les méplats. 10) Inspectez tous les consommables et les joints toriques pour vous assurer qu'ils ne sont pas endommagés et vérifier toute trace d'usure excessive. Reportez-vous à la section 6.3. Remplacez-les par des consommables neufs si nécessaire.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
11) Appliquez le lubrifiant BK716012 (ou BK716012-2) sur le joint torique de l'électrode. Poussez l'électrode sur le tube de refroidissement et insérez l'électrode dans la torche manuellement. Serrez l'électrode à l'aide d'une douille profonde de 10 mm à 6 points (BK602396) et d'un tournevis de 1/4 po (BK277086). 12) Appliquez du lubrifiant sur les joints toriques de l'anneau rotatif. Appuyez sur la plus grande extrémité de l'anneau rotatif vers le dessous de la buse jusqu'à ce qu'il soit complètement en place. 13) Appliquez du lubrifiant sur les joints toriques de la buse. Poussez la buse/l'anneau rotatif sur l'électrode jusqu'à ce qu'il soit bien fixé. Le plus gros joint torique de la buse s'insère complètement à l'intérieur de la torche. 14) Appliquez du lubrifiant sur les joints toriques de la torche. Vissez le capuchon de retenue sur la torche jusqu'à ce qu'il soit complètement en place. 15) Appliquez du lubrifiant sur le joint torique du capuchon de protection. Poussez le capuchon de protection sur le capuchon de retenue jusqu'à ce qu'il soit complètement en place. 16) Vissez le capuchon de retenue extérieur sur la torche jusqu'à ce qu'il soit complètement en place. 17) Le cas échéant, installez la tête de torche à déconnexion rapide. 18) Appliquez l'alimentation principale à l'alimentation électrique.
| Torche | Électrode | Anneau rotatif | Buse | Capuchon de retenue | Capuchon de protection | Capuchon extérieur |
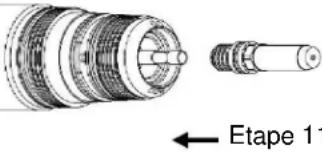 | 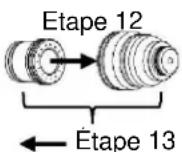 | 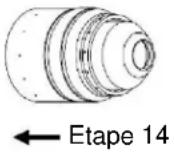 |  | 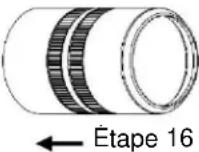 | ||
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
5.3 Optimisation de la durée de vie des consommables
Suivez les directives suivantes pour optimiser la durée de vie des pièces consommables :
1) Le système s'appuie sur les dernières avancées technologiques pour prolonger la durée de vie des pièces consommables de la torche. Pour optimiser la durée de vie des pièces consommables, il est impératif de suivre méticuleusement la procédure d'arrêt de l'arc. L'arc doit être éteint lorsqu'il est encore fixé à la pièce. Un bruit d'explosion peut être entendu en cas d'arrêt anormal de l'arc. Il convient de noter que les trous sont généralement programmés sans sorties de conducteurs pour éviter la perte de l'arc pendant l'arrêt. Il y a un délai entre la réception d'un signal d'arrêt et l'arrêt de l'arc. Pendant ce temps, les gaz et le courant de découpe sont modifiés pour atteindre les valeurs optimales d'arrêt de l'arc. Idéalement, le contrôleur CNC doit fournir un signal d'arrêt plasma avant la fin du chemin de découpe afin que les gaz et le courant atteignent les valeurs d'arrêt simultanément à l'achèvement de la découpe de la pièce. Les temps d'arrêt sont différents pour chaque courant et sont indiqués dans le tableau ci-dessous.
Temps d'arrêt de l'arc
| Courant (A) | Temps (ms) |
| 30 | 548 |
| 80 | 315 |
| 140 | 340 |
| 170 | 260 |
| 200 | 314 |
| 300 | 399 |
2) Utilisez la hauteur de perçage recommandée indiquée dans les tableaux de découpe. Si la hauteur de perçage est trop faible, le métal fondu éjecté pendant le procédé de perçage risque d'endommager le capuchon de protection et la buse. Si la hauteur de perçage est trop élevée, la durée de l'arc pilote sera excessivement longue et la buse sera endommagée. Reportez-vous à la section 5.5. 3) N'activez jamais la torche dans l'air, cela pourrait endommager la buse. 4) Assurez-vous que la torche ne touche pas la plaque pendant la découpe, cela pourrait endommager le capuchon de protection et la buse. 5) Privilégiez une découpe en chaîne lorsque cela est possible. Le démarrage et l'arrêt de la torche sont plus dangereux pour les consommables qu'une découpe continue. 6) Vérifiez toujours l'interface utilisateur FineLine > Écran d'état > Journaux pour garder une trace des erreurs de découpe.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
5.4 Qualité de découpe
Avant de pouvoir obtenir des conditions de découpe optimales sur un type et une épaisseur de matériau particuliers, l'opérateur de la machine doit avoir une compréhension approfondie des caractéristiques de découpe du système. Lorsque la qualité de découpe n'est pas satisfaisante, il peut être nécessaire de régler la vitesse de découpe, la hauteur de la torche ou les pressions de gaz par petits incréments jusqu'à l'obtention des conditions de découpe appropriées. Les directives suivantes doivent être utiles pour déterminer le paramètre de découpe à ajuster.
Remarque : Avant de modifier un paramètre, vérifiez que la torche est perpendiculaire à la pièce. De plus, il est essentiel d'avoir les bonnes pièces de torche en place et de s'assurer qu'elles sont en bon état. Assurez-vous que l'électrode ne présente pas de trace d'usure excessive et que les orifices de la buse et du capuchon de protection sont bien ronds. Vérifiez également si les pièces ne sont pas bosselées ou déformées. Les irrégularités des pièces de la torche peuvent entraîner des problèmes de qualité de la découpe.
1) Un angle de découpe positif (dimension supérieure de la pièce plus petite que la dimension inférieure) se forme généralement lorsque la distance d'écartement de la torche est trop élevée, lorsque la découpe est trop rapide ou lorsqu'une puissance excessive est utilisée pour découper une épaisseur de plaque donnée. 2) Un angle de découpe négatif (dimension supérieure de la pièce supérieure à la dimension inférieure) se forme généralement lorsque la distance d'écartement de la torche est trop faible ou lorsque la vitesse de découpe est trop lente. 3) L'écume de surface survient généralement lorsque la distance d'écartement de la torche est trop élevée. 4) L'écume de fond survient généralement lorsque la vitesse de découpe est trop lente (écume due à la vitesse lente) ou trop rapide (écume due à la vitesse rapide). L'écume due à la vitesse lente s'enlève facilement, tandis que l'écume due à la vitesse rapide nécessite généralement un meulage ou un écaillage. Lorsque l'oxygène est utilisé comme gaz de protection, l'écume de fond peut parfois être éliminée en augmentant la pression du gaz de protection. Cependant, l'augmentation excessive de la pression du gaz de protection peut entraîner des irrégularités au niveau de la face de coupe (voir ci-dessous). L'écume de fond est également plus fréquente lorsque le métal chauffe. Plus le nombre de pièces découpées dans une plaque donnée est important, plus la probabilité de formation de l'écume est élevée. 5) Lorsque l'oxygène est utilisé comme gaz de protection, les irrégularités de la face de coupe indiquent généralement que la pression du gaz de protection est trop élevée ou que la distance d'écartement de la torche est trop faible. 6) Une face de coupe concave indique généralement que la distance d'écartement de la torche est trop faible ou que la pression du gaz de protection est trop élevée. Une face de coupe convexe indique généralement que la distance d'écartement de la torche est trop élevée ou que la pression du gaz de protection est trop faible. 7) Notez que les différentes compositions de matériaux ont une incidence sur la formation de l'écume. 8) Si le matériau n'est pas complètement sectionné, les causes probables sont les suivantes : le courant de découpe est trop faible, la vitesse de déplacement est trop élevée, les pressions de gaz sont inappropriées, les types de gaz choisis sont inadéquats, des consommables inappropriés sont installés dans la torche ou les consommables sont usés.
5.5 Perçage de matériaux épais
Des précautions doivent être prises lors du perçage de matériaux épais afin d'éviter d'endommager le capuchon de protection et la buse. Comme pour toutes les épaisseurs, la hauteur de perçage doit être suffisamment élevée pour que le métal éjecté pendant le perçage n'entre pas en contact avec le capuchon de protection. En outre, une partie du matériau éjecté pendant le perçage peut adhérer à la face supérieure de la plaque et former un anneau de matériau solidifié autour du point de perçage.
Des mesures doivent être prises afin que la torche ne se déplace pas de la hauteur de perçage à la hauteur de découpe et n'entre pas en contact avec ce métal solidifié. La torche ne doit pas passer de la hauteur de perçage à la hauteur de découpe tant que le contrôleur CNC ne l'a pas éloigné du point de perçage.
Une façon d'y parvenir peut être de programmer le temps de perçage sur le système de contrôle de la hauteur de la torche à une valeur plus longue que le temps de retard du mouvement du contrôleur CNC.
5.6 Démarrages sur un bord
Sur des matériaux très épais, un démarrage sur un bord peut être nécessaire pour éviter d'endommager les consommables de la torche.
Lorsque le voyant LED de démarrage sur un bord recommandé est vert sur Interface utilisateur FineLine > Écran d'état, la torche doit être positionnée sur le bord du matériau avant le démarrage de l'arc. Reportez-vous à la section 4.3.4
5.7 Tableaux de découpe
Les valeurs des tableaux de découpe ont été sélectionnées pour offrir la meilleure qualité de découpe avec une quantité réduite d'écume ; cependant, les variations de matériau et les différences d'application peuvent nécessiter des modifications de ces valeurs initiales.
Les valeurs des tableaux de découpe peuvent être consultées via l'interface utilisateur FineLine ou dans un document distinct, BK8053-000108 (Tableaux de découpe pour la torche à plasma LC300M).
La dernière version de la documentation entière et des tableaux de découpe peut être téléchargée à l'adresse www.lincolnelectric.com.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.


Un choc électrique peut être mortel.
- Ne touchez pas aux pièces ou électrodes électriques sous tension directement avec la peau ou des vêtements humides. Isolez-vous de l'élément de travail et de la terre. Portez toujours des gants isolants secs.
- Débranchez l'alimentation d'entrée de l'alimentation électrique et débranchez l'alimentation de l'IHM et du routeur/commutateur Ethernet avant l'entretien.
- Ne mettez pas l'appareil en marche si les couvercles, les panneaux ou les protections sont enlevés.
- L'installation, l'utilisation ou la réparation de cet équipement ne doivent être confiées qu'à du personnel qualifié.

Les pales du ventilateur sont tranchantes.
- Gardez les mains, les cheveux, les vêtements et les outils à l'écart des ventilateurs du système de refroidissement.

Toute défaillance du condensateur peut blesser et/ou causer des dommages matériels.
- Les gros condensateurs électrolytiques stockent de grandes quantités d'énergie même après la mise hors tension du système. Attendez au moins cinq minutes après la mise hors tension, puis utilisez un voltmètre pour vérifier si les condensateurs sont complètement déchargés avant d'effectuer la maintenance du système.
- Toute défaillance d'un condensateur peut entraîner une libération soudaine de l'énergie stockée, provoquant ainsi la rupture du boîtier du condensateur.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
Les décharges électrostatiques peuvent endommager les composants électroniques.

- La protection contre les décharges électrostatiques (ESD) est essentielle lors de l'entretien ou de la réparation de tout composant interne.
- Utilisez toujours un bracelet de mise à la terre, un tapis antistatique de mise à la terre ou un dispositif similaire.
- Conservez toujours les composants électroniques dans des sacs antistatiques lors du stockage ou de l'expédition.
6.1 Entretien de routine
Ces tâches doivent être effectuées sur une base mensuelle, sauf indication contraire. Dans des environnements excessivement sales ou dans des situations d'utilisation intensive, ces tâches doivent être effectuées plus fréquemment.
6.1.1 Alimentation électrique
1) Examinez le boîtier en tôle pour détecter les bosses ou autres dommages et faites les réparations nécessaires. Conservez le boîtier en bon état afin de garantir la protection des pièces sous haute tension et le maintien d'un espacement correct. Toutes les vis à tôle extérieures doivent être en place pour assurer la solidité du boîtier et la continuité de la mise à la terre électrique. 2) Retirez les couvercles de l'alimentation électrique. 3) À l'aide de l'air comprimé sec et propre (30 psi maximum), soufflez toute la poussière accumulée, y compris la poussière sur les cartes PC et les ventilateurs. 4) Vérifiez si la connexion à la terre et les connexions primaires du courant alternatif triphasé sont bien serrées. 5) Assurez-vous que tous les connecteurs des cartes PC sont bien fixés. 6) Assurez-vous que tous les connecteurs des câbles arrière sont bien fixés. 7) Vérifiez si le conducteur de l'électrode et le conducteur principal de terre sont bien fixés et exempts de corrosion. 8) Vérifiez si tous les connecteurs des tuyaux de gaz sont serrés et qu'il n'y a pas de fuite. Ne serrez les raccords que suffisamment pour garantir l'étanchéité à l'eau ou au gaz. Les raccords peuvent être endommagés s'ils sont trop serrés. 9) Vérifiez la cartouche du filtre du liquide de refroidissement de la torche et remplacez-la si elle est sale. Reportez-vous à la section 6.2. 10) Rincez le système de refroidissement tous les six mois ou après 1 040 heures de fonctionnement (5 jours/semaine x 8 heures/jour x 26 semaines = 1 040 heures), selon la première éventualité. Remplacez l'intégralité du liquide de refroidissement et la cartouche du filtre à liquide de refroidissement. Reportez-vous à la section 6.3.
6.1.2 Contrôleur de gaz (GC)
Vérifiez si tous les connecteurs des tuyaux de gaz extérieurs sont serrés et qu'il n'y a pas de fuites. Ne serrez les raccords de gaz que suffisamment pour garantir leur
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
étanchéité. Les raccords peuvent être endommagés s'ils sont trop serrés.
2) Inspectez tous les tuyaux de gaz extérieurs pour vous assurer qu'il n'y a pas de dommage. Remplacez immédiatement tout tuyau de gaz endommagé. 3) Retirez le couvercle du GC. En utilisant de l'air comprimé propre et sec (30 psi maximum), soufflez toute la poussière accumulée dans la machine. 4) Vérifiez si tous les connecteurs de la carte PC sont correctement fixés, puis remettez le couvercle du GC en place. 5) Une fois par an, remplacez les tuyaux flexibles et les joints toriques à l'intérieur du GC. Commandez le kit de maintenance du GC FineLine, référence BK602615.
6.1.3 Console de démarrage de l'arc (ASC)
1) Ouvrez le couvercle de l'ASC et vérifiez si tous les conducteurs et tuyaux sont bien serrés. Ne serrez les raccords que suffisamment pour garantir l'étanchéité au gaz ou au liquide de refroidissement. Les raccords peuvent être endommagés s'ils sont trop serrés. 2) En utilisant de l'air comprimé propre et sec (30 psi maximum), soufflez toute la poussière accumulée dans la machine.
6.1.4 Torche, conducteurs de torche et tuyaux de gaz
Vérifiez si tous les raccordements des conducteurs de la torche et des tuyaux de gaz sont serrés et qu'il n'y a pas de fuite de gaz ou de liquide de refroidissement. Ne serrez les raccords que suffisamment pour garantir l'étanchéité au gaz ou au liquide de refroidissement. Les raccords peuvent être endommagés s'ils sont trop serrés. 2) Vérifiez si le blindage tressé des conducteurs de la torche est solidement fixé à l'adaptateur de blindage en laiton qui se connecte à la console de démarrage de l'arc. Assurez-vous également que l'adaptateur de blindage est solidement fixé au boîtier de la console de démarrage de l'arc. 3) Inspectez le blindage tressé pour détecter d'éventuelles entailles ou coupures et remplacez-le si nécessaire. 4) Retirez la poignée de la torche et vérifiez si les raccords au niveau de la torche sont solidement fixés. Ne serrez les raccords que suffisamment pour garantir l'étanchéité au gaz ou au liquide de refroidissement. Les raccords peuvent être endommagés s'ils sont trop serrés. Une fuite de liquide de refroidissement à travers l'orifice de vidange de la poignée de la torche indique que des conducteurs de la torche sont endommagés ou desserrés. 5) Assurez-vous que les manchons isolants des conducteurs de la torche sont positionnés de manière à couvrir correctement les raccords en laiton de la torche. 6) Inspectez le manchon extérieur du conducteur d'alimentation de l'électrode/du liquide de refroidissement de la torche. En cas d'entaille, de coupure ou de trou, remplacez la torche. 7) Retirez les consommables de la torche et inspectez tous les joints toriques. Remplacez tout joint torique présentant des coupures, des entailles, des signes d'abrasion ou tout autre signe d'usure. Des joints toriques défectueux peuvent
provoquer des fuites de gaz ou de liquide de refroidissement, ce qui affectera la qualité de découpe.
8) Une fois l'électrode retirée, inspectez le tube de refroidissement de la torche pour vérifier s'il n'est pas endommagé. Si un remplacement est nécessaire, utilisez une clé réglable sur les méplats pour desserrer, puis remplacer le tube de refroidissement. 9) S'assurer que la tête de la torche à déconnexion rapide est exempte de saleté et de débris lorsqu'elle n'est pas installée sur un socle de torche à déconnexion rapide. 10) Essuyez tout excès de lubrifiant pour joint torique sur la torche.
6.1.5 Mise à la terre de la zone de travail
Vérifiez si le conducteur principal de terre est solidement fixé à la mise à la terre en étoile de la table de découpe, et si le point de connexion est exempt de corrosion. Utilisez une brosse métallique pour nettoyer le point de connexion si nécessaire.
6.2 Remplacement du filtre à liquide de refroidissement (sans rinçage du liquide de refroidissement)
IMPORTANT : Lorsque vous manipulez du liquide de refroidissement, portez des gants en nitrile et des lunettes de protection.
1) Coupez l'alimentation principale de l'alimentation électrique. 2) Utilisez un tournevis Torx T30 pour desserrer les quatre vis sur le côté droit de l'alimentation électrique qui fixent le panneau d'accès au filtre à liquide de refroidissement. Retirez le panneau d'accès au filtre à liquide de refroidissement. 3) Dévissez le boîtier du filtre (tournez-le vers la gauche), puis retirez-le avec précaution de l'alimentation électrique. Limitez les déversements de liquide de refroidissement. Essuyez toute trace de liquide de refroidissement renversé. 4) Retirez la cartouche du filtre à liquide de refroidissement sale du boîtier et remplacez-la par une nouvelle cartouche du filtre à liquide de refroidissement, référence KP4730-1. 5) Remettez en place le boîtier du filtre dans l'alimentation électrique et serrez-le manuellement (tournez vers la droite). Essuyez toute trace de liquide de refroidissement renversé. 6) Remettez en place le panneau d'accès au filtre à liquide de refroidissement, puis serrez les quatre vis. 7) Appliquez l'alimentation principale à l'alimentation électrique. 8) Appuyez sur le bouton Coolant On (Liquide de refroidissement activé) dans Interface utilisateur FineLine > Écran d'état > Diagnostics. Le liquide de refroidissement commence à circuler dans le système. 9) Laissez le liquide de refroidissement circuler jusqu'à ce que la valeur de débit se stabilise entre 1,2 et 1,5 GPM, comme indiqué dans Interface utilisateur FineLine > Écran d'état.
10) Appuyez sur le bouton d'arrêt du liquide de refroidissement pour arrêter l'écoulement du liquide de refroidissement (Interface utilisateur FineLine > Écran d'état > Diagnostics).
11) Fin de la procédure.
Filtre à liquide de refroidissement à l'intérieur du boîtier
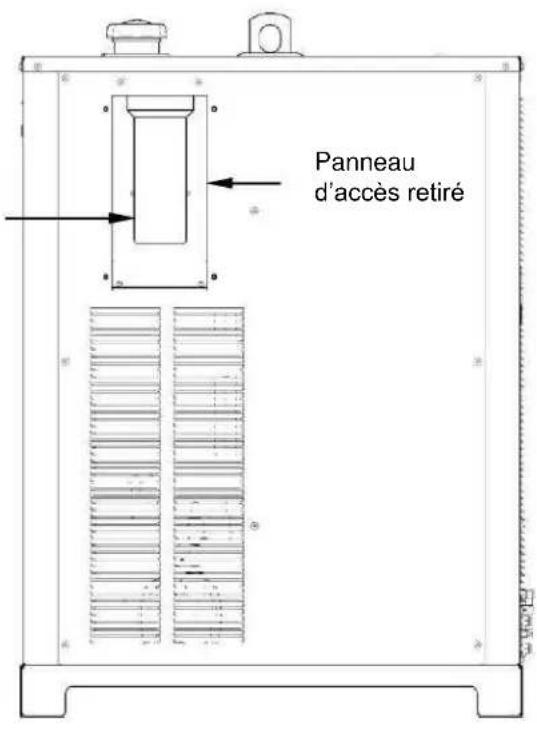
text_image
Panneau d'accès retiréFigure 16 : Remplacement du filtre à liquide de refroidissement
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
6.3 Rinçage du liquide de refroidissement et remplacement du filtre
Important : Ne mettez jamais le système en marche lorsque le réservoir du liquide de refroidissement est vide.
Important : Lorsque vous manipulez du liquide de refroidissement, portez des gants en nitrile et des lunettes de protection.
Important : N'utilisez que du liquide de refroidissement approuvé. Les antigels disponibles sur le marché contiennent des inhibiteurs de corrosion qui pourraient endommager le système de refroidissement.
Important : Lors de la connexion des raccords en laiton, utilisez deux clés opposées et ne serrez que suffisamment pour assurer l'étanchéité au liquide. Les raccords peuvent être endommagés s'ils sont trop serrés.
Le liquide de refroidissement de la torche doit être vidangé du système tous les six mois et remplacé par du liquide de refroidissement neuf. Remplacez le filtre à liquide de refroidissement simultanément.
1) Coupez l'alimentation principale de l'alimentation électrique. 2) Assurez-vous que le socle et la tête de la torche (ainsi que les consommables) sont correctement fixés. 3) Assurez-vous que les tuyaux d'alimentation (d'entrée et de sortie) en liquide de refroidissement sont correctement raccordés. 4) Retirez le bouchon du réservoir de liquide de refroidissement. 5) Retirez le côté droit du boîtier de l'alimentation électrique. 6) Assurez-vous que la vanne de
vidange est fermée et repoussez la bague de déverrouillage pour retirer le bouchon. Installez un tube de diamètre extérieur de 3/8 po dans la vanne et placez l'extrémité opposée dans un récipient de taille appropriée (minimum 5 gallons) pour recueillir le liquide de refroidissement du système. Tournez la vanne en position ouverte pour faciliter l'écoulement du liquide de refroidissement.
Remarque : Certains anciens systèmes peuvent ne pas être équipés d'une vanne de vidange. Pour ces systèmes, débranchez le tuyau d'entrée de la pompe par le haut/l'avant de la pompe. Préparez-vous à ce que du liquide de refroidissement s'échappe et
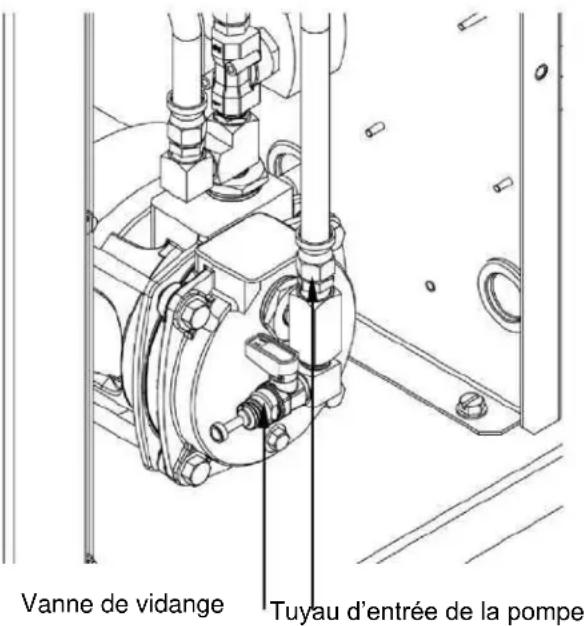
text_image
Vanne de vidange Tuyau d'entrée de la pompeéquippez-vous d'un seau ou de tout autre récipient prêt à recueillir ce liquide de refroidissement. Laissez le tuyau à l'intérieur du seau lorsque vous passez à l'étape suivante.
7) Dégagez le tuyau d'alimentation en liquide de refroidissement (sortie du liquide de refroidissement) de l'arrière de l'alimentation électrique. Notez que le tuyau
Le tuyau d'alimentation en liquide de refroidissement est fileté à droite. Préparez-vous à ce que du liquide de refroidissement s'échappe du tuyau/raccord lorsque vous interrompez cette connexion.
8) Soufflez de l'air comprimé (100 psi maximum) dans le tuyau d'alimentation en liquide de refroidissement. Cela forcera le liquide de refroidissement restant dans la torche, les conducteurs de la torche et le tuyau d'alimentation à entrer dans le réservoir et à sortir par la vanne de vidange ou le tuyau d'alimentation. 9) Retirez le tuyau de vidange, réinsérez le bouchon de la vanne, fermez la vanne et nettoyez toute trace de fuite de liquide de refroidissement. Remarque : Sur les systèmes plus anciens, rebranchez le tuyau d'arrivée de la pompe et nettoyez toute trace de fuite éventuelle de liquide de refroidissement. 10) Desserrez le boîtier du filtre à liquide de refroidissement et retirez le filtre. Posez un nouveau filtre à liquide de refroidissement et remettez le boîtier du filtre à liquide de refroidissement en place. Nettoyez toute trace de fuite éventuelle de liquide de refroidissement. 11) Reconnectez le tuyau d'alimentation en liquide de refroidissement à l'arrière de l'alimentation électrique et nettoyez toute trace de fuite de liquide de refroidissement. 12) Mettez au rebut le liquide de refroidissement usagé et le boîtier du filtre conformément aux codes nationaux et locaux. 13) Suivez toutes les étapes de la section 3.19 « Remplissage du système de refroidissement » pour terminer cette procédure.
6.4 Inspection des consommables
Lorsque la qualité de la découpe n'est pas satisfaisante, suivez les directives suivantes pour déterminer les pièces consommables à remplacer. Inspectez toutes les pièces pour détecter la présence de saleté, de débris et d'excès de lubrifiant pour joint torique et nettoyez-les si nécessaire.
| Pièce | Inspection | Mesure corrective |
Capuchon extérieur | Bosses, fissures | Remplacer le capuchon extérieur. |
Capuchon de protection | Trou central pas rondBosses, rayuresJoint torique secJoint torique endommagé | Remplacer le capuchon de protection.Remplacer le capuchon de protection.Appliquer une fine couche de lubrifiant pour joint torique.Remplacer le capuchon de protection. |
Capuchon de retenue | Trou central pas rondBosses, fissures | Remplacer le capuchon de retenue.Remplacer le capuchon de retenue. |
Buse | Trou central pas rondTrace d'érosion ou arc électriqueJoints toriques secsJoints toriques endommagés | Remplacer la buse.Remplacer la buse.Appliquer une fine couche de lubrifiant pour joint torique.Remplacer la buse. |
Anneau rotatif ou ou | DommageTrous bouchésJoints toriques secsJoints toriques endommagés | Remplacer l'anneau rotatif.Souffler l'air comprimé. Remplacer l'anneau rotatif si les obstructions ne peuvent pas être dégagées.Appliquer une fine couche de lubrifiant pour joint torique.Remplacer l'anneau rotatif. |
Électrode | Profondeur du trouTrace d'érosion ou arc électriqueJoints toriques secsJoints toriques endommagés | Remplacer l'électrode si la profondeur du trou central est supérieure à 1 mm pour 30A, 80A 1,5 mm (0,06 po) pour 140 A, 170 A, 200 A, 300 A.Remplacer l'électrode.Appliquer une fine couche de lubrifiant pour joint torique.Remplacer l'électrode. |
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
6.5 Mises à jour du logiciel/micrologiciel
1) Se procurer le programme d'installation de Line(FLSI.exe). 2) Déplacez FLSI.exe vers l'IHM (contrôleur CNC ou PC industriel) où le serveur CutLinc et l'interface utilisateur FineLine sont actuellement installés. 3) À l'aide de l'explorateur de fichiers, faites un clic droit sur FLSI.exe et choisissez « Exécuter en tant qu'administrateur ». 4) Suivez les instructions pour terminer l'installation et lancez le programme d'installation de service FineLine.
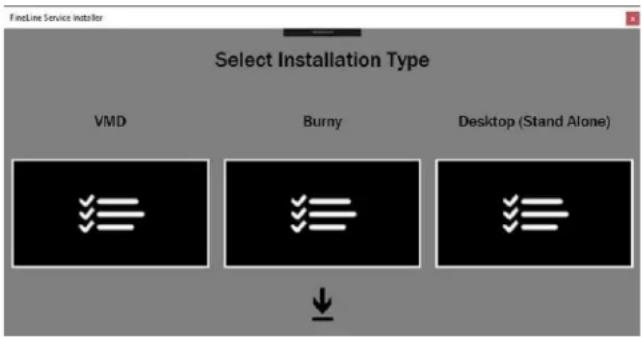
text_image
FinLine Service Installer Select Installation Type VMD Burny Desktop (Stand Alone)5) Sélectionnez le type d'installation qui correspond au système. Sélectionnez uniquement Desktop (Stand Alone) (Bureau (seul)) pour les IHM autres que Lincoln Electric.

La mise à jour VMD s'affiche dans cet exemple. Selon le type d'installation sélectionné à l'étape 5, les mises à jour suivantes sont disponibles à la place :


6) Sélectionnez CutLinc Update (Mise à jour CutLinc). L'icône devient verte à la fin de l'installation.
7) Sélectionnez le modèle d'alimentation qui correspond au système (Mise à jour FL300, mise à jour FL170, etc.). L'icône devient verte à la fin de l'installation.
8) Sélectionnez Mise à jour VMD, Mise à jour Burny, ou Mise à jour de l'application de bureau. L'icône devient verte à la fin de l'installation.
9) Fermez le programme d'installation de service FineLine. Redémarrez l'IHM et l'alimentation électrique.
10) Fin de la procédure.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.

Avertissement
La maintenance et la réparation doivent être effectuées uniquement par un personnel formé à l'usine Lincoln Electric. Les réparations effectuées sans autorisation sur cet équipement peuvent être dangereuses pour le technicien et l'opérateur de la machine et annuler le droit à la garantie. Pour votre sécurité et pour éviter les chocs électriques, veuillez respecter toutes les consignes de sécurité et les précautions détaillées dans ce manuel.
Sur l'interface utilisateur fineline
L'interface utilisateur FineLine indique les erreurs de plusieurs manières : une barre d'état rouge, un message d'erreur dans la barre d'état, des voyants LED sur l'écran d'état et des codes d'erreur spécifiques dans le journal des événements.
Barre d'état rouge et message d'erreur
Voyant LED de couleur
L'écran d'état contient des voyants LED de couleur qui indiquent :
• Vert = actif ou correct - Rouge = nécessite une attention particulière • Pas de couleur = inactif.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
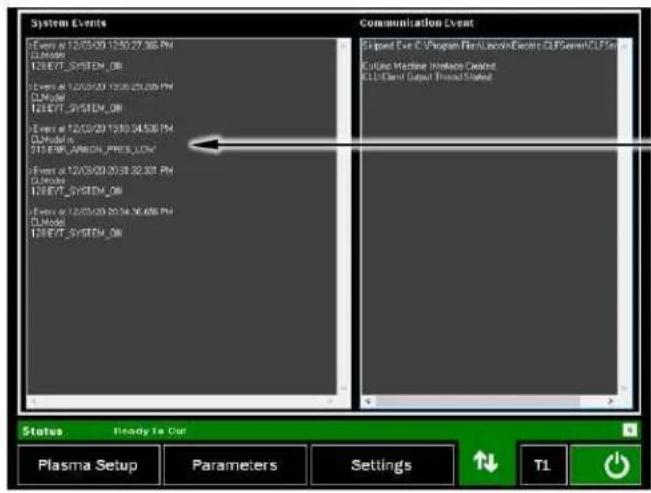
Journal des événements du système
Les événements les plus récents apparaissent au bas de la liste dans Écran d'état > Journaux. Les événements sont également indiqués par un horodatage.
Utilisez la barre de défilement pour vous déplacer vers le haut et vers le bas de la liste.
Reportez-vous à la Section 7.2.2 pour consulter des codes d'événements spécifiques.
Sur l'alimentation électrique
Le voyant d'état de l'alimentation électrique affiche uniquement les codes d'erreur spécifiques à l'alimentation électrique. Les codes d'erreur s'affichent en commençant par un clignotement vert suivi d'une série de clignotements rouges. Les pauses indiquent le début d'un autre chiffre. Comptez le nombre de clignotements rouges pour identifier chaque chiffre du code d'erreur, puis consultez le tableau ci-dessous pour identifier l'erreur. Les erreurs s'affichent au moins trois fois ou jusqu'à ce que l'erreur soit effacée. Reportez-vous à la section 7.2.2 pour consulter les codes d'erreurs spécifiques.
Exemple :
text_image
Vert (Démarrer) 8 Rouge Arrêt (Pause) 1 Rouge Arrêt (Pause) 5 Rouge = 815 (Niveau de liquide de refroidissement bas)Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
7.2 Codes d'erreur et journal des événements
Les erreurs sont enregistrées dans le journal des événements (Écran d'état > Journaux) et affichées sur la barre d'état.
Plusieurs événements/erreurs peuvent se produire en même temps, ce qui peut provoquer le dysfonctionnement du système ; seul le premier événement est signalé comme un message sur la barre d'état.
Il est important de vérifier le journal d'événements pour consulter tout événement/erreur supplémentaire enregistré après l'événement/erreur initial affiché sur la barre d'état. Vérifiez également l'écran d'état et les voyants d'état.
Format d'entrée du journal des événements :
Ligne 1 : Horodatage de l'événement Ligne 2 : Source de l'événement et groupe de coupe Ligne 3 : Code d'événement : Description de l'événement
Codes de la source de l'événement :
| FLGC | Contrôleur de gaz FineLine |
| FL3HD | Alimentation électrique FineLine |
| CLMI | CutLinc |
| CLModel | CutLinc |
| IHM | Interface utilisateur FineLine |
Groupes de coupe d'événements :
L'interface utilisateur FineLine peut communiquer avec jusqu'à quatre groupes de coupe (0 à 3). Chaque groupe de coupe est composé d'une seule torche, d'une seule alimentation électrique et d'un seul contrôleur de gaz.
Codes d'événement et descriptions :
Les codes d'événement sont référencés dans les tableaux ci-dessous en fonction des codes de la source de l'événement. Le même code d'événement peut être utilisé par différentes sources, il est donc important de noter la source d'événement répertoriée dans le journal des événements.
Contactez votre service après-vente Lincoln Electric pour résoudre les erreurs non décrites dans cette section.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
7.2.1 Fichier journal des événements
Chaque fois que l'interface utilisateur FineLine démarre, elle crée un fichier journal à
L'emplacement suivant : C:\Users\Public\Documents\CutLinc\temp
Le format du nom de fichier est le suivant :
GHMI-Jour-Mois-Année-Heure-Minute-Seconde. txt
Exemple : GHMI-09-09-2020-10-45-44.txt
Les événements sont écrits chronologiquement dans ce fichier au fur et à mesure qu'ils sont générés.
7.2.2 Codes d'événement
| Source | IHM | |
| Code d’événement | Description | Résolution éventuelle |
| 1 | LE SYSTÈME N’EST PAS PRÊT | |
| 11 | ÉCHEC DE LA CONNEXION À CUTLINC | Vérifiez la connexion Ethernet. Vérifiez le routeur. |
| 12 | CONNEXION CUTLINC PERDUE | Vérifiez la connexion Ethernet. Vérifiez le routeur. |
| Source | CLMI | |
| Code d’événement | Description | Résolution éventuelle |
| 11 | ÉCHEC DE LA CONNEXION À CUTLINC | Vérifiez la connexion Ethernet. Vérifiez le routeur. |
| 12 | CONNEXION CUTLINC PERDUE | Vérifiez la connexion Ethernet. Vérifiez le routeur. |
| Source | CLModel | |
| Code d’événement | Description | Résolution éventuelle |
| 512 | PRESSION DE N2 FAIBLE | Vérifiez la pression du gaz d’entrée ; la pression doit être comprise entre 105 et 140 psi. |
| 513 | PRESSION D’O2 FAIBLE | Vérifiez la pression du gaz d’entrée ; la pression doit être comprise entre 105 et 140 psi. |
| 514 | PRESSION D’AIR FAIBLE | Vérifiez la pression du gaz d’entrée ; la pression doit être comprise entre 105 et 140 psi. |
| 515 | PRESSION D’AR FAIBLE | Vérifiez la pression du gaz d’entrée ; la pression doit être comprise entre 105 et 140 psi. |
| 516 | PRESSION DE H17 FAIBLE | Vérifiez la pression du gaz d’entrée ; la pression doit être comprise entre 105 et 140 psi. |
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
| Source | FL3HD | ||
| Code d’événement | Voyant d’état | Description | Résolution éventuelle |
| 1 | 311 | Surintensité primaire tableau de distribution A | Signalez le problème au service après-vente de Lincoln Electric. |
| 2 | 312 | Surintensité primaire du tableau B | |
| 8 | 741 | Défaillance du tableau A | Signalez le problème au service après-vente de Lincoln Electric. |
| 16 | 742 | Défaillance du tableau B | |
| 64 | 54 | Surintensité secondaire | Signalez le problème au service après-vente de Lincoln Electric. |
| 128 | 71 | Surpuissance secondaire | Signalez le problème au service après-vente de Lincoln Electric. |
| 256 | 36 | Défaut thermique | 1) Assurez-vous que les évents du boîtier en tôle ne sont pas obstrués.2) Assurez-vous que les ventilateurs internes fonctionnent correctement.3) Assurez-vous que les limites de fonctionnement sont respectées.4) En utilisant de l’air comprimé propre et sec (30 psi maximum), soufflez toute la poussière accumulée dans la machine. |
| 512 | 76 | Défaillance de la carte pilote | Vérifiez le câblage à la carte pilote. |
| 1024 | 761 | Erreur de précharge de démarrage progressif du tableau A | Signalez le problème au service après-vente de Lincoln Electric. |
| 2048 | 762 | Erreur de précharge de démarrage progressif du tableau B | |
| 8192 | 32 | Surtension du capuchon du tableau A | Signalez le problème au service après-vente de Lincoln Electric. |
| 16384 | 34 | Sous-tension du capuchon du tableau A | Signalez le problème au service après-vente de Lincoln Electric. |
| 32768 | 35 | Surtension du capuchon du tableau B | Signalez le problème au service après-vente de Lincoln Electric. |
| 65536 | 33 | Sous-tension du capuchon du tableau B | Signalez le problème au service après-vente de Lincoln Electric. |
| 524288 | 733 | Tableau de distribution manquant | Signalez le problème au service après-vente de Lincoln Electric. |
| 1048576 | 43 | Différentiel de tension du capuchon élevé | Signalez le problème au service après-vente de Lincoln Electric. |
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
| Source | FL3HD | ||
| Code d’événement | Voyant d’état | Description | Résolution éventuelle |
| 2097152 | 817 | Température du liquide de refroidissement trop élevée | Remarque : La pompe de liquide de refroidissement fonctionne jusqu’à ce que la température du liquide de refroidissement revienne à la normale.1) Assurez-vous que les évents du boîtier en tôle ne sont pas obstrués.2) Assurez-vous que les ventilateurs internes fonctionnent correctement.3) Assurez-vous que les limites de fonctionnement sont respectées.4) Assurez-vous que les tuyaux et les câbles ne passent pas à proximité d’une source de chaleur externe. |
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
| Source | FL3HD | ||
| Code d’événement | Voyant d’état | Description | Résolution éventuelle |
| 4194304 | 814 | Défaillance du débit du système de refroidissement | 1) Assurez-vous que la machine est alimentée en triphasé.2) Assurez-vous que le tuyau d’alimentation et le tuyau de retour du liquide de refroidissement ne sont pas bouchés.3) Assurez-vous que les conducteurs de la torche ne sont pas obstrués.4) Assurez-vous que la pompe du liquide de refroidissement fonctionne correctement.5) Vérifiez la cartouche du filtre à liquide de refroidissement et remplacez-la si elle est sale. |
| 8388608 | 815 | Défaut au niveau du système de refroidissement | 1) Assurez-vous qu’il n’y a de fuite de liquide de refroidissement sur les tuyaux d’alimentation et de retour, l’ASC, les conducteurs de la torche et les connexions de la torche.2) Ajoutez du liquide de refroidissement dans le réservoir jusqu’à ce qu’il atteigne le col inférieur du réservoir. |
| 33554432 | 825 | Thermistance du tableau de distribution non connectée | Vérifiez que la thermistance est connectée sur chaque tableau. |
| 67108864 | 751 | Erreur thermique du tableau A | 1) Assurez-vous que les évents d’entrée et de sortie de la section d’alimentation ne sont pas obstrués.2) Assurez-vous que les ventilateurs de la section d’alimentation fonctionnent correctement. |
| 134217728 | 752 | Erreur thermique du tableau B | |
| 536870912 | 64 | Le circuit de sécurité n’est pas prêt | Arrêt d’urgence activé. |
| 1073741824 | 299 | Surpression de N2 | Réglez le régulateur de gaz jusqu’à ce que la pression soit conforme aux spécifications. Reportez-vous à la section 2.6. |
| 2147483648 | 299 | Surpression d’O2 | |
| 4294967296 | 299 | Surpression de H17 | |
| 8589934592 | 299 | Surpression d’air | |
| 17179869184 | 299 | Surpression d’argon | |
| 137438953472 | 492 | MUX de gaz manquant | Vérifiez le câblage entre la carte de commande et le circuit imprimé du mux de gaz. |
| 274877906944 | 491 | Défaut CAN | Vérifiez le câble d’interconnexion de l’alimentation électrique. |
| 549755813888 | 45 | Surtension secondaire | Signalez le problème au service après-vente de Lincoln Electric. |
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
| Source | FL3HD | ||
| Code d’événement | Voyant d’état | Description | Résolution éventuelle |
| 9223372036854770000 | Autre | Défaut de la source d’alimentation | Lisez le code d’erreur qui clignote à l’avant de l’alimentation électrique et signalez le défaut au service après-vente de Lincoln Electric pour obtenir de l’aide. |
| Source | FLGC | ||
| Code d'événement | Hex | Description | Résolution éventuelle |
| 256 | 0x100 | TCA ÉCHEC DE LA DIRECTION DÉFINIE | Signalez le problème au service après-vente de Lincoln Electric. |
| 257 | 0x101 | TCA ÉCHEC DE LA POLARITÉ DÉFINIE | |
| 258 | 0x102 | TCA ERREUR DE LECTURE | |
| 259 | 0x103 | TCA ERREUR DE DONNÉES | |
| 260 | 0x104 | TCA ÉCHEC DE LECTURE DU REGISTRE DE CONFIGURATION | |
| 261 | 0x105 | TCA ÉCHEC DE LECTURE DU REGISTRE | |
| 262 | 0x106 | TCA ÉCHEC DE RÉGLAGE DES SORTIES | |
| 263 | 0x107 | TCA ERREUR DE LECTURE D'ENTRÉE | |
| 264 | 0x108 | TCA ID D'APPAREIL INAVLIDE | |
| 265 | 0x109 | TCA NE PEUT PAS ATTRIBUER DE MÉMOIRE | |
| 512 | 0x200 | DIO GPIO DANS LE TISSU | Signalez le problème au service après-vente de Lincoln Electric. |
| 513 | 0x201 | DIO GPIO HORS DU TISSU | |
| 514 | 0x202 | DIO PHY DI REQ INVALIDE | |
| 515 | 0x203 | DIO ÉCHEC DE GPIO | |
| 768 | 0x300 | REG DI REQ LECTURE INVALIDE | Signalez le problème au service après-vente de Lincoln Electric. |
| 769 | 0x301 | REG DO REQ LECTURE INVALIDE | |
| 770 | 0x302 | REG AI REQ LECTURE INVALIDE | |
| 771 | 0x303 | REG AO REQ LECTURE INVALIDE | |
| 772 | 0x304 | REG ÉCRITURE DI INVALIDE | |
| 773 | 0x305 | REG ÉCRITURE DO INVALIDE | |
| 774 | 0x306 | REG ÉCRITURE AI INVALIDE | |
| 775 | 0x307 | REG ÉCRITURE AO INVALIDE | |
| 776 | 0x308 | REG CMD LECTURE INVALIDE | |
| 777 | 0x309 | REG CMD ÉCRITURE INVALIDE | |
| 778 | 0x30A | REG ERREUR DE TAS | |
| 779 | 0x30B | REG CRC | |
| 1024 | 0x400 | TMR ERREUR D'INIT | Signalez le problème au service après-vente de Lincoln Electric. |
| 1025 | 0x401 | TMR INT CONNEXION | |
| 1026 | 0x402 | TMR TABLEAU TICK COMPLET | |
| 1027 | 0x403 | TMR ÉCHEC TICK SYSTÈME | |
| 1028 | 0x404 | TMR ÉCHEC DE FRT | |
| 1536 | 0x600 | MCP ÉCHEC DE DAC DÉFINI | Signalez le problème au service après-vente de Lincoln Electric. |
| 1537 | 0x601 | MCP ÉCHEC DE LECTURE DU REGISTRE | |
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
| Source | FLGC | ||
| Code d’événement | Hex | Description | Résolution éventuelle |
| 1538 | 0x602 | MCP ÉCHEC DE LECTURE DU REGISTRE DE CONFIGURATION | |
| 1539 | 0x603 | MCP PROFIL DAC INVALIDE | |
| 1540 | 0x604 | MCP ÉCHEC DE SÉLECTION DE VREF | |
| 1541 | 0x605 | MCP ÉCHEC DE SÉLECTION DU GAIN | |
| 1542 | 0x606 | MCP ATTRIBUTION DE MÉMOIRE | |
| 1792 | 0x700 | ADC CONFIG D’ÉCRITURE | Signalez le problème au service après-vente de Lincoln Electric. |
| 1793 | 0x701 | ADC ÉCHEC DE LECTURE DU REGISTRE | |
| 1794 | 0x702 | ADC ÉCHEC DE LECTURE DU REGISTRE DE CONFIGURATION | |
| 1795 | 0x703 | ADC ERREUR DE LECTURE | |
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
| Source | FLGC | ||
| Code d’événement | Hex | Description | Résolution éventuelle |
| 2560 | 0xA00 | MA POINTS INSUFFISANTS | Signalez le problème au service après-vente de Lincoln Electric. |
| 2561 | 0xA01 | MA ORDRE POLYNOMIAL TROP GRAND | |
| 2562 | 0xA02 | MA MATRICES SINGULIÈRES INVALIDES | |
| 2563 | 0xA03 | MA ERREUR DE COEFFICIENT FPC | |
| 3083 | 0xC0B | CAN ERREUR DE TYPE TX OCCUPÉ | Signalez le problème au service après-vente de Lincoln Electric. |
| 3844 | 0xF04 | GC NE PEUT PAS CRÉER D’OBJET GAZEUX | Signalez le problème au service après-vente de Lincoln Electric. |
| 4099 | 0x1003 | EX WAYPOINTS INVALIDES | Signalez le problème au service après-vente de Lincoln Electric. |
| 4100 | 0x1004 | EX PRESSION DE GAZ PLASMA INVALIDE | Comparez la pression affichée sur l’écran Paramètres pour réduire aux valeurs du tableau de découpe du manuel. |
| 4101 | 0x1005 | EX PRESSION DE GAZ DE PROTECTION INVALIDE | Comparez la pression affichée sur l’écran Paramètres pour réduire aux valeurs du tableau de découpe du manuel. |
| 4102 | 0x1006 | EX PRESSION DE GAZ PRÉ-ÉCOULEMENT INVALIDE | Comparez la pression affichée sur l’écran Paramètres pour réduire aux valeurs du tableau de découpe du manuel. |
| 4103 | 0x1007 | EX PRESSION DE GAZ POST ÉCOULEMENT INVALIDE | Comparez la pression affichée sur l’écran Paramètres pour réduire aux valeurs du tableau de découpe du manuel. |
| 4104 | 0x1008 | EX PRESSION PRÉ-ÉCOULEMENT INDÉF | |
| 4105 | 0x1009 | EX PRESSION DE PROTECTION INDÉF | |
| 4108 | 0x100C | EX VALEUR Y PERDUE | |
| 4110 | 0x100E | EX MISE HORS TENSION À DISTANCE | L’alimentation électrique a été coupée via le bouton Off (Arrêt) de l’IHM, le bouton Power (Mise sous tension) de l’alimentation électrique, l’arrêt d’urgence a été activé ou une défaillance d’alimentation électrique a été détectée. |
| 4111 | 0x100F | EX PURGE | Attendez la fin de la purge. |
| 4113 | 0x1011 | EX PRESSION PLASMA TROP FAIBLE PENDANT LA PURGE | La pression de sortie du contrôleur de gaz est inférieure à 80 psi pendant la purge. Assure-vous que les conduites d’alimentation du contrôleur de gaz ne sont pas obstruées ou qu’il n’y a pas de fuite. Vérifiez qu’il n’y a pas de fuite de gaz au |
| 4114 | 0x1012 | EX PRESSION DE PROTECTION TROP FAIBLE PENDANT LA PURGE | |
| 4115 | 0x1013 | EX PRESSION DE MARQUAGE TROP FAIBLE PENDANT LA PURGE | |
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
| Source | FLGC | ||
| Code d’événement | Hex | Description | Résolution éventuelle |
| niveau des connexions de sortie, des conducteurs de la torche ou des raccordements de la torche. | |||
| 4116 | 0x1014 | EX PURGE DES GAZ AVANT LA PREMIÈRE DÉCOUPE | Lancez une purge manuelle des gaz. |
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
| Source | FLGC | ||
| Code d’événement | Hex | Description | Résolution éventuelle |
| 4117 | 0x1015 | EX EXPIRATION DU DÉLAI D’OCV | L’alimentation électrique a été commandée mais aucune tension de circuit ouvert (OCV) n’a été signalée. Assurez-vous que le voyant LED de l’alimentation électrique n’est pas défectueux. Vérifiez le journal d’erreurs pour consulter les événements antérieurs à l’événement d’expiration de délai de l’OCV. |
| 4118 | 0x1016 | EX SUIVI DU PLASMA | La pression de sortie ne correspond pas à la pression de sortie commandée. Vérifiez si les consommables adéquats sont installés. Assurez-vous que le tuyau d’alimentation en gaz et les conducteurs de la torche ne sont pas obstrués. Vérifiez qu’il n’y a pas de fuite de gaz au niveau des connexions de sortie du contrôleur de gaz et des connexions de torche. |
| 4119 | 0x1017 | EX SUIVI POST-DÉBIT | |
| 4120 | 0x1018 | EX SUIVI PRÉ-DÉBIT | |
| 4121 | 0x1019 | EX SUIVI DE PROTECTION | |
| 4122 | 0x101A | EX DÉMARRAGE DU CNC DÉSACTIVÉ | Le signal de démarrage a été supprimé. |
| 4123 | 0x101B | EX ANNULATION D’AUGMENTATION | L’augmentation de courant à haute intensité pour le perçage a expiré. |
| 4352 | 0x1100 | IIR TROP DE COEFFICIENTS | Signalez le problème au service après-vente de Lincoln Electric. |
| 4353 | 0x1101 | IIR OBJET FILTRE INVALIDE | |
| 4354 | 0x1102 | IIR ORDRE IIR INVALIDE | |
| 4355 | 0x1103 | IIR TROP PEU DE COEFFICIENTS | |
| 4356 | 0x1104 | IIR DCGAIN IIR INVALIDE | |
| 4357 | 0x1105 | IIR COEFFICIENT IIR INVALIDE | |
| 4864 | 0x1300 | SV ÉCHEC D’INITIALISATION | Signalez le problème au service après-vente de Lincoln Electric. |
| 4865 | 0x1301 | SV ÉCHEC DE CONFIGURATION | |
| 5120 | 0x1400 | FRAM ÉCHEC ÉCRITURE | Signalez le problème au service après-vente de Lincoln Electric. |
| 5121 | 0x1401 | FRAM BLOC D’ÉCRITURE TROP GRAND | |
| 5122 | 0x1402 | FRAM BLOC DE DONNÉES INVALIDE | |
| 5123 | 0x1403 | FRAM ADRESSE D’ÉCRITURE INVALIDE | |
| 5124 | 0x1404 | FRAM ADRESSE DE LECTURE INVALIDE | |
| 5125 | 0x1405 | FRAM ÉCHEC DE LECTURE | |
| 5126 | 0x1406 | FRAM ERREUR DE TAS | |
| 5127 | 0x1407 | FRAM ÉCHEC D’ÉCRITURE RD | |
| 5128 | 0x1408 | FRAM BLOC DE LECTURE TROP GRAND | |
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
Un choc électrique peut être mortel.

- Ne touchez pas aux pièces ou électrodes électriques sous tension directement avec la peau ou des vêtements humides. Isolez-vous de l'élément de travail et de la terre. Portez toujours des gants isolants secs.
- Débranchez l'alimentation d'entrée avant l'entretien.
- Ne mettez pas l'appareil en marche si les couvercles, les panneaux ou les protections sont enlevés.
- L'installation, l'utilisation ou la réparation de cet équipement ne doivent être confiées qu'à du personnel qualifié.
S'il s'avère nécessaire de remplacer un composant du système contenant une adresse MAC – alimentation électrique, contrôleur de gaz, IHM ou APC en option – après la mise en service du système, procédez comme suit pour remettre le système en service :
1) Coupez l'alimentation principale de l'alimentation électrique. Pour les configurations à plusieurs torches, assurez-vous qu'il s'agit de l'alimentation électrique physiquement connectée à la torche entretenue. Mettez hors tension l'IHM et le routeur/commutateur Ethernet. 2) Remplacez le composant du système et refaites tous les raccords nécessaires. 3) Suivez les étapes de la section 3.18 pour mettre le système en service.
8.0 Liste de pièces
Pour obtenir la liste des pièces la plus récente, consultez le navigateur de service de Lincoln Electric (parts.lincolnelectric.com) ou contactez votre service après-vente Lincoln Electric pour obtenir les composants suivants :
• Alimentation électrique FineLine 300HD (K4900-1) • Alimentation électrique FineLine 300HD (K4900-2) • Contrôleur de gaz FineLine (BK300350) - Console de démarrage de l'arc FineLine (K4901-1)
8.1 Torche et pièces connexes
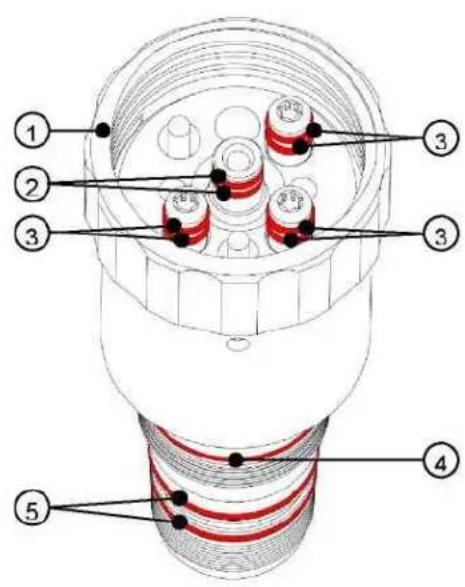
| Élément | Référence | Description |
| BK602621 | Poignée de la torche | |
| BK602622 | Torche à plasma standard Magnum PRO LC300M | |
| 1 | BK602625 | Tête de torche à plasma à déconnexion rapide Magnum PRO LC300M |
| 2 | BK279112 | Joint torique, Quantité requise = 2 |
| 3 | BK279113 | Joint torique, Quantité requise = 6 |
| 4 | BK1111-200231 | Joint torique, Quantité requise = 1 (indicateur uniquement ; pas un joint) |
| 5 | BK820148 | Joint torique, Quantité requise = 2 |
| BK602623 | Socle de torche à plasma à déconnexion rapide Magnum PRO LC300M | |
| BK700223 | Collier de la torche | |
| BK1111-200207 | Tube de refroidissement des électrodes | |
| BK716012 | Lubrifiant pour joint torique, tube de 5 grammes (plus petite quantité) | |
| BK716012-2 | Lubrifiant pour joint torique, tube d'environ 56 grammes (plus grande quantité) | |
| BK602396 | Douille de démontage d'électrode (10 mm, douille profonde 6 points, entraînement carré 1/4 po) | |
| BK277086 | Clé de démontage d'électrode (clé carrée 1/4 po) |
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
8.2.1 Conducteurs de la torche
| Référence | Longueur |
| BK602604-XX | Où -XX est la longueur en pieds.Longueurs disponibles : -10, -12, -15, -20, -25, -30**, -35** pieds.** Contactez le service de Lincoln Electric s'il faut une longueur supérieure à 25 pi.. |
8.2.2 Ensemble de tuyaux de gaz
| Référence | Longueur |
| BK602617-XX | Où -XX est la longueur en pieds.Longueurs disponibles : -35, -50, -75, -100**, -125** pieds.** La longueur maximale pour l'installation standard est de 22,8 m (75 pi).Contactez le service après-vente de Lincoln Electric si une longueur supérieure est nécessaire. |
8.2.3 Tuyau d'alimentation en liquide de refroidissement
| Référence | Longueur |
| BK200308-XX | Où -XX est la longueur en pieds.Longueurs disponibles : -25, -35, -50, -75, -100 pieds. |
8.2.4 Tuyau de retour du liquide de refroidissement
| Référence | Longueur |
| BK200307-XX | Où -XX est la longueur en pieds.Longueurs disponibles : -25, -35, -50, -75, -100 pieds. |
8.2.5 Conducteur principal de terre
| Référence | Longueur |
| K4902-XX | Où -XX est la longueur en pieds.Longueurs disponibles : -25, -50, -75, -100 pieds. |
8.2.6 Conducteur de l'électrode d'alimentation électrique
| Référence | Longueur |
| K4903-XX | Où -XX est la longueur en pieds.Longueurs disponibles : -25, -35, -50, -75, -100 pieds. |
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
8.2.7 Conducteur de la buse de l'alimentation électrique
| Référence | Longueur |
| K4904-XX | Où -XX est la longueur en pieds.Longueurs disponibles : -25, -35, -50, -75, -100 pieds. |
8.2.8 Câble d'interconnexion PS
| Référence | Longueur |
| K4905-XX | Où -XX est la longueur en pieds.Longueurs disponibles : -35, -50, -75, -100**, -125** pieds.** La longueur maximale pour l'installation standard est de 22,8 m (75 pi). Se reporter à l'Annexe C s'il faut une longueur supérieure. |
8.2.9 Câble de commande de l'asc
| Référence | Longueur |
| K4906-XX | Où -XX est la longueur en pieds.Longueurs disponibles : -5, -10, -15, -20, -25 pieds. |
8.2.10 Câble ethernet avec baïonnette
| Référence | Longueur |
| K4907-XX | Où -XX est la longueur en pieds.Longueurs disponibles : -25, -50, -75, -100, -125 pieds. |
8.2.11 Câble d'interface CNC
| Référence | Longueur |
| BK602610-XX | Où -XX est la longueur en pieds.Longueurs disponibles : -25, -50, -75, -100, -125 pieds. |
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
8.3 Kit de raccords pour tuyau d'alimentation en gaz, BK300421 (en option)
Ce kit contient les composants indiqués ci-dessous. Le tuyau et la virole/le collier ne sont pas fournis.
| Tuyau d'alimentation en gaz | Raccords assemblés |
| Oxygène | Mamelpour tuyæ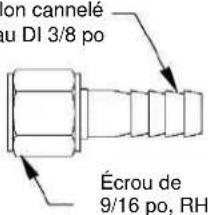 |
| Azote | Mpour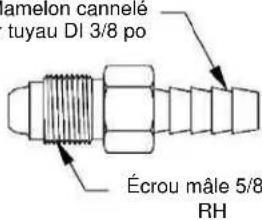 po, po, |
| Air(1 pour système standard,1 pour APC en option) | Mpoul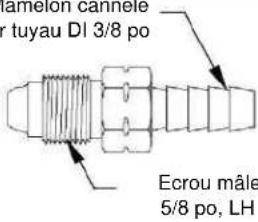 |
| H17 | Mamepour tuyæ |
| Argon | Mapour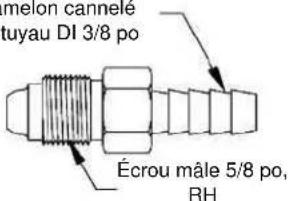 |
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
9.0 Schémas de câblage et de flux 9.1 Schéma de câblage de l'alimentation électrique K4900-1 (cliquez pour ouvrir le PDF)
text_image
TBI TURB TURB TURB TURB TURB TURB TURB TURB TURB TURB TURB TURB TURB TURB TURB TURB TURB TURB TURB TURB TURB TURB TURB TURB TURB TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBS TURBS TURBS TURBS TURBS TURBS TURBS TURBS TURBS TURBS TURBS TURBS TURBS TURBS TURBS TURBS TURBS TURBS TURBS TURBS TURBS TURBS TURBS TURBS TURBS TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURBN TURS10000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
9.2 Schéma de câblage de l'alimentation électrique K4900-2 (cliquez pour ouvrir le PDF)
text_image
LEFT SCEL OF MACHINE MUX BOARD G9454 CONTROL BOARD G9402 COOLER POWER SECTION A (Bottom) LI TOROID L1 TOROID L2 TOROID L3 TOROID L4 TOROID L5 TOROID L6 TOROID L7 TOROID L8 TOROID L9 TOROID L10 TOROID L11 TOROID L12 TORTOID L11 TORTOID L12 PILOT BOARD G9110 GAS MANIFOLD PILOT SNUBBER BOARD. M27266 NOZZLE STUD (PILOT) WORK STUD ELECTRODE STUD Current LEM CURRENT LEM LEFT SIDE OF MACHINE PULFER RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNS RUNSLes présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
9.3 Schéma de flux du système de refroidissement (à l'intérieur de l'alimentation électrique)
flowchart
graph TD
A["DÉBIT D'AIR"] --> B["COMPUTATE UR DE NIVEAU"]
B --> C["FILTRE À PARTICULES"]
C --> D["ÉCHANGEUR DE CHALEUR VENTILA TEUR"]
D --> E["THERMISTANCE"]
E --> F["ÉLECTROVANNE CLAPET ANTI-RETOUR"]
F --> G["ROMA"]
G --> H["RÉGULATEUR DE DÉCHARGE"]
H --> I["RESERVOIR DE LIQUIDE DE REFROIDISSEMENT"]
I --> J["COMMUTATE UR DE NIVEAU"]
J --> K["CAPTEUR DE DÉBIT"]
K --> L["ÉCHANGEUR DE CHALEUR VENTILA TEUR"]
L --> M["POMPE"]
M --> N["ROMA"]
N --> O["ESC"]
O --> P["CHALEUR"]
P --> Q["ENTRÉE DE LIQUIDE DE REFROIDISSEMENT FILETAGES À GAUCHE"]
Q --> R["SORTIE DE LIQUIDE DE REFROIDISSEMENT - FILETAGES À DROITE"]
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
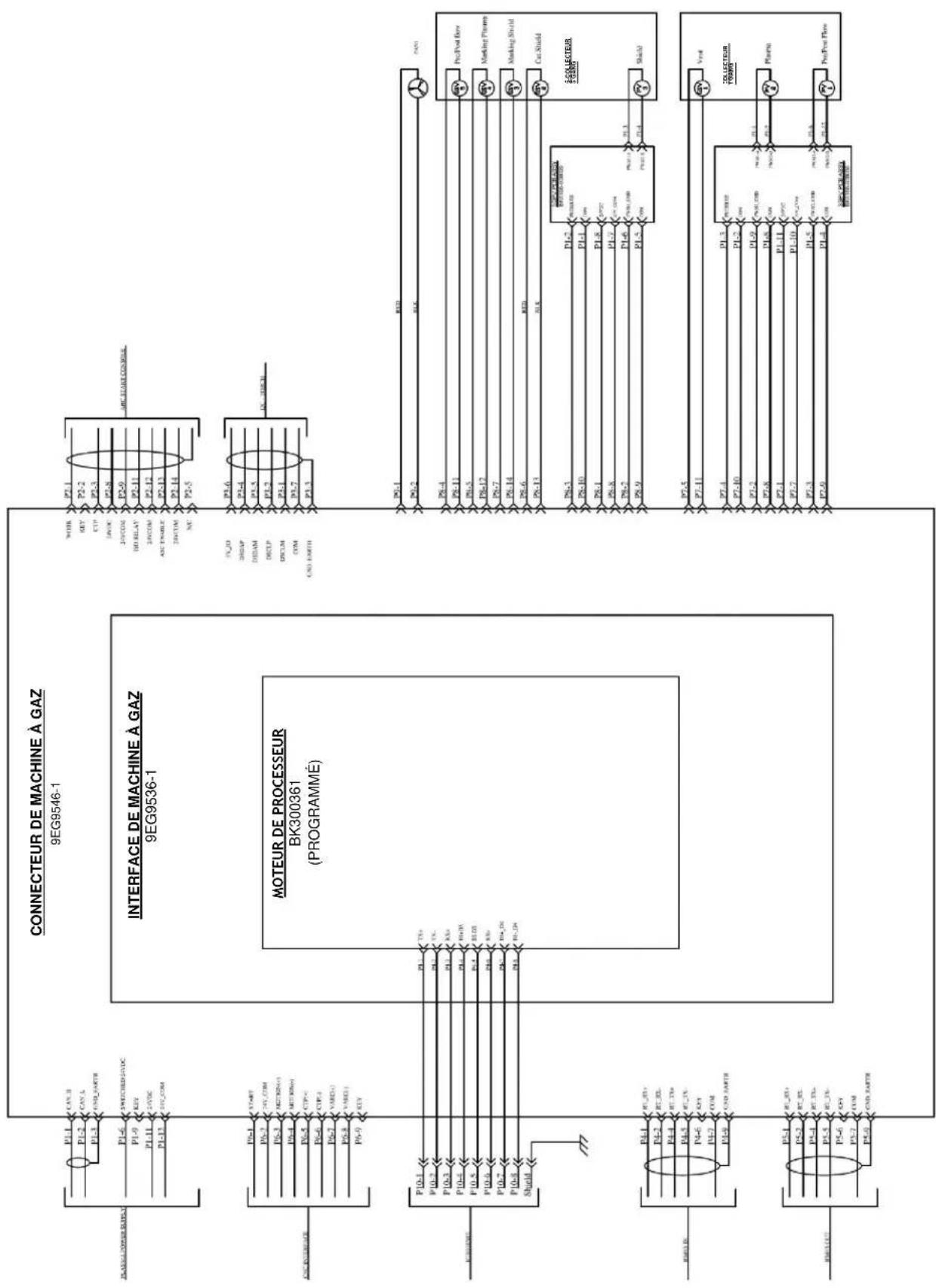
flowchart
graph TD
A["CONNECTEUR DE MACHINE À GAZ 9EG9546-1"] --> B["INTERFACE DE MACHINE À GAZ 9EG9536-1"]
B --> C["MOTEUR DE PROCESSEUR BK300361 (PROGRAMMÉ)"]
C --> D["PL1: CAN_UI, P1-2: CAN_L, P1-3: SNL_EARTHE"]
C --> E["PL6: SWITCHED/SVDC, P1-9: KEY, P1-11: VATSC, P1-12: EVI_COM"]
C --> F["PL5: START, P6-2: CAY_COM, P6-3: MDTGND(S), P6-4: MDTGND(S), P6-5: CTP-S, P6-6: CTP-S, P6-7: VAR(D), P6-8: VAR(D), P6-9: KEY"]
C --> G["PL0-1: P10.2: P10.3: P10.4: P10.5: P10.6: P10.7: P10.8: P10.9: Shield"]
C --> H[PL4: RT_JR+, P4-2: RT_JR, P4-4: RT_JR+, P4-5: RT_JR, P4-6: KEY, P4-7: COM, P4-9: COM, P5-1: COM, P5-11: COM, P5-12: COM, P5-13: COM, P5-14: COM, P5-15: COM, P5-16: COM, P5-17: COM, P5-18: COM, P5-19: COM, P5-20: COM, P5-21: COM, P5-22: COM, P5-23: COM, P5-24: COM, P5-25: COM, P5-26: COM, P5-27: COM, P5-28: COM, P5-29: COM, P5-30: COM, P5-31: COM, P5-32: COM, P5-33: COM, P5-34: COM, P5-35: COM, P5-36: COM, P5-37: COM, P5-38: COM, P5-39: COM, P5-40: COM, P5-41: COM, P5-42: COM, P5-43: COM, P5-44: COM, P5-45: COM, P5-46: COM, P5-47: COM, P5-48: COM, P5-49: COM, P5-50: COM, P5-51: COM, P5-52: COM, P5-53: COM, P5-54: COM, P5-55: COM, P5-56: COM, P5-57: COM, P5-58: COM, P5-59: COM, P5-60: COM, P5-61: COM, P5-62: COM, P5-63: COM, P5-64: COM, P5-65: COM, P5-66: COM, P5-67: COM, P5-68: COM, P5-69: COM, P5-70: COM, P5-71: COM, P5-72: COM, P5-73: COM, P5-74: COM, P5-75: COM, P5-76: COM, P5-77: COM, P5-78: COM, P5-79: COM, P5-80: COM, P5-81: COM, P5-82: COM, P5-83: COM, P5-84: COM, P5-85: COM, P5-86: COM, P5-87: COM, P5-88: COM, P5-89: COM, P5-90: COM, P60.10 - PI_1
B --> D
C --> E
D --> F
E --> G
G --> H
H --> I
I --> J
J --> K
K --> L
L --> M
M --> N
N --> O
O --> P
P --> Q
Q --> R
R --> S
S --> T
T --> U
U --> V
V --> W
W --> X
X --> Y
Y --> Z
Z --> AA
AA --> AB
AB --> AC
AC --> AD
AD --> AE
AE --> AF
AF --> AG
AG --> AH
AH --> AI
AI --> AJ
AJ --> AK
AK --> AL
AL --> AM
AM --> AN
AN --> AO
AO --> AP
AP --> AQ
AQ --> AR
AR --> AS
AS --> AT
AT --> AU
AU --> AV
AV --> AW
AW --> AX
AX --> AY
AY --> AZ
AZ --> BA
BA --> BB
BB --> BC
BC --> BD
BD --> BE
BE --> BF
BF --> BG
BG --> BH
BH --> BI
BI --> BJ
BJ --> BK
BK --> BL
BL --> BM
BM --> BN
BN --> BO
BO --> BP
BP --> BQ
BQ --> BR
BR --> BS
BS --> BT
BT --> BU
BU --> BV
BV --> BW
BW --> BX
BX --> BY
BY --> BZ
BZ --> CA
CA --> CB
CB --> CC
CC --> CD
CD --> CE
CE --> CF
CF --> CG
CG --> CH
CH --> CI
CI --> CJ
CJ --> CK
CK --> CL
CL --> CM
CM --> CN
CN --> CO
CO --> CP
CP --> CJW
CJW --> CYW
CYW --> CZW
CZW --> DAW
DAW --> DBW
DBW --> DCW
DCW --> DDW
DDW --> DJW
DJW --> DKW
DKW --> DLW
DLW --> DVW
DVW --> DWW
DWW --> DXW
DXW --> DXB
DXB --> DDXW
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
9.5 Schéma de flux du contrôleur de gaz (GC)
flowchart
graph TD
A["Plasma"] --> B["Pré/post écoulement"]
B --> C["MC5"]
B --> D["MC4"]
B --> E["MC3"]
B --> F["MC2"]
C --> G["COM"]
D --> H["COM"]
E --> I["COM"]
F --> J["COM"]
K["Capteur de pression"] --> L["Collecteur 3 gang"]
M["Pression plasmatique"] --> L
L --> N["Plasma de torche"]
O["Event"] --> P["MC1"]
Q["MC2"] --> R["MC3"]
S["MC4"] --> T["MC5"]
U["MC6"] --> V["MC7"]
W["MC8"] --> X["MC9"]
Y["MC10"] --> Z["MC11"]
AA["MC12"] --> AB["MC13"]
AC["MC14"] --> AD["MC15"]
AE["MC16"] --> AF["MC17"]
AG["MC18"] --> AH["MC19"]
AI["MC20"] --> AJ["MC21"]
AK["MC22"] --> AL["MC23"]
AM["MC24"] --> AN["MC25"]
AO["MC26"] --> AP["MC27"]
AQ["MC28"] --> AR["MC29"]
AS["MC30"] --> AT["MC31"]
AU["MC32"] --> AV["MC33"]
AW["MC34"] --> AX["MC35"]
AY["Presion du gaz de protection"] --> AZ["Capteur de pression"]
BA["Protect"] --> BB["Collection 5 gang"]
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
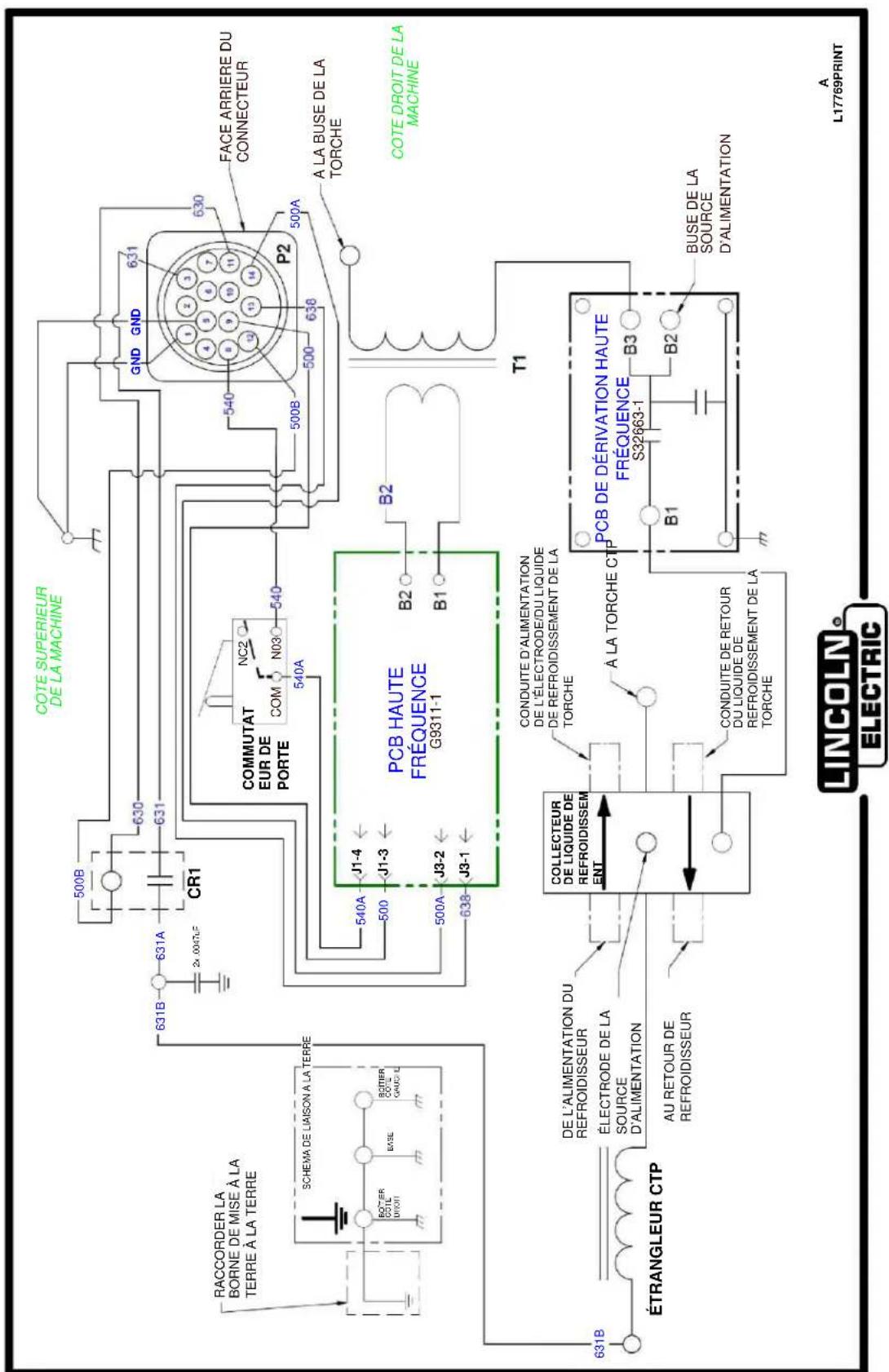
text_image
RACCORDER LA BORNE DE MISE À LA TERRE À LA TERRE SCHEMA DE LIAISON A LA TERRE BOTTER COTE MUTOT BASE BOTTER COTE GAUGE L 500B 631A 631B 630 631 CR1 540A J1-4 500 J1-3 500A J3-2 J3-1 540A NC2 COM N03 540 COMUTAT EUR DE PORTE 540A 500B GND GND 631 FACE ARRIERE DU CONNECTEUR P2 500B 638 A LA BUSE DE LA TORCHE COTE DROIT DE LA MACHINE PCB HAUTE FRÉQUENCE G9311-1 B2 B1 T1 ÉTRANGLEUR CTP DE L'ALIMENTATION DU REFROIDISSEUR ÉLECTRODE DE LA SOURCE D'ALIMENTATION AU RETOUR DE REFROIDISSEUR COLLECTEUR DE LIQUIDE DE REFROIDISSEMENT ENT CONDUITE D'ALIMENTATION DE L'ÉLECTRODE/DU LIQUIDE DE REFROIDISSEMENT DE LA TORCHE À LA TORCHE CTP PCB DE DÉRIVATION HAUTE FRÉQUENCE S32663-1 B3 B2 BUSE DE LA SOURCE D'ALIMENTATION LINCOLN® ELECTRIC A L17769PRINTLes présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
A.1 contexte
Les systèmes marqués CE sont fabriqués conformément à la norme européenne EN 60974-10 (Compatibilité électromagnétique (CEM) – Norme de produit relative à l'équipement de soudage à l'arc). Ils ont été testés conformément à la norme CISPR 11, classification CEM - Groupe 2 ISM (Classe A). Les limites prévues aux termes de cette norme sont basées sur l'expérience pratique. Cependant, la capacité de l'équipement de découpe au plasma à fonctionner de manière compatible avec d'autres systèmes radio et électroniques est fortement influencée par la manière dont il est installé et utilisé. Ainsi, il est important que l'équipement de découpe au plasma soit installé et utilisé conformément aux informations ci-dessous si l'on veut atteindre une compatibilité électromagnétique.
L'équipement de découpe au plasma est principalement destiné à une utilisation dans un environnement industriel. Il peut exister des difficultés potentielles à garantir la compatibilité électromagnétique dans d'autres environnements.
A.2 installation et utilisation
L'utilisateur est responsable de l'installation et de l'utilisation de l'équipement de découpe au plasma conformément aux instructions du fabricant. Si des perturbations électromagnétiques sont détectées, il incombe à l'utilisateur de l'équipement de découpe au plasma de résoudre la situation avec l'assistance technique du fabricant. Dans certains cas, la mesure corrective à adopter peut simplement consister en la mise à la terre du circuit de découpe au plasma (voir la note ci-dessous). Dans d'autres cas, cela peut impliquer la construction d'un blindage électromagnétique englobant la source d'alimentation au plasma et la pièce à souder à l'aide de filtres d'entrée associés. Dans tous les cas, les perturbations électromagnétiques doivent être réduites au point où elles ne sont plus gênantes.
REMARQUE : Le circuit de découpe au plasma peut ou non être mis à la terre pour des raisons de sécurité. La modification des dispositions de mise à la terre ne doit être autorisée que par une personne compétente afin d’évaluer si les modifications augmenteront le risque de blessure, par exemple en permettant des voies de retour du courant parallèle de découpe au plasma qui pourraient endommager les circuits de terre d’autres appareils. Vous trouverez plus de conseils dans la norme CEI 974-13 Équipement de soudage à l’arc – Installation et utilisation.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
A.3 Évaluation de la zone
Avant d'installer l'équipement de découpe au plasma, l'utilisateur doit effectuer une évaluation des problèmes électromagnétiques potentiels dans la zone environnante. Les éléments suivants doivent être pris en compte :
- autres câbles d'alimentation, câbles de commande, câbles de données et de téléphone ; au-dessus, en dessous et à côté de l'équipement de découpe au plasma ;
- émetteurs et récepteurs radio et de télévision; • ordinateurs et autres équipements de contrôle;
- équipements critiques de sécurité, p. ex., dispositifs de protection des équipements industriels;
- la santé des personnes présentes, par ex. l'utilisation de stimulateurs cardiaques et de prothèses auditives;
- équipements utilisés pour l'étalonnage ou la mesure
- l'immunité d'autres équipements dans l'environnement; l'utilisateur doit s'assurer que les autres équipements utilisés dans l'environnement sont compatibles; cela peut nécessiter des mesures de protection supplémentaires;
- l'heure de la journée où la découpe au plasma ou d'autres activités doivent être effectuées.
La taille de la zone environnante à considérer dépendra de la structure du bâtiment et des autres activités qui ont lieu. La zone environnante peut dépasser les limites des locaux.
A.4.1 alimentation secteur
Les équipements de découpe au plasma doivent être connectés à l'alimentation secteur conformément aux recommandations du fabricant. En cas d'interférence, il peut être nécessaire de prendre des précautions supplémentaires, comme la modification de l'alimentation secteur. On peut envisager de gainer dans un conduit métallique ou équivalent, le câble d'alimentation de l'équipement de découpe au plasma installé de façon permanente. Le gainage doit être continu électriquement sur toute sa longueur. Le gainage devra être connecté à la source d'alimentation au plasma afin de maintenir un bon contact électrique entre le conduit et l'enceinte de la source d'alimentation de soudage.
A.4.2 maintenance de l'équipement de découpe au plasma
L'équipement de découpe au plasma doit être régulièrement entretenu conformément aux recommandations du fabricant. Toutes les portes d'accès et de service et les couvercles doivent être fermés et correctement fixés lorsque l'équipement de découpe au plasma est en fonctionnement. L'équipement de découpe au plasma ne doit pas être modifié de quelque manière que ce soit, sauf pour les changements et réglages détaillés dans les instructions du fabricant.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
A.4.3 câbles de découpe au plasma
Les câbles de découpe au plasma doivent être aussi courts que possible et placés les uns à côté des autres, au niveau du sol ou tout près du sol.
A.4.4 connexion équipotentielle
La connexion de tous les composants métalliques de l'installation de découpe au plasma et adjacents à celle-ci doit être prise en compte. Cependant, les composants métalliques connectés à la pièce à souder augmentent le risque pour l'opérateur de recevoir une décharge électrique s'il touche en même temps ces éléments métalliques et l'électrode. L'opérateur doit être isolé de tous ces composants métalliques branchés.
A.4.5 mise à la terre de la pièce à souder
Lorsque la pièce de travail n'est pas reliée à la terre pour garantir la sécurité électrique, en raison de sa taille et de sa position, p. ex., coque de navire ou charpente d'un bâtiment, une connexion reliant la pièce à la terre peut réduire les émissions dans certains cas, mais pas tous. Des précautions doivent être prises afin d'empêcher que le raccordement à la terre de la pièce à souder n'augmente le risque de blessures pour les utilisateurs ou de dommages à d'autres appareils électriques. Si nécessaire, le raccordement de la pièce à souder à la terre doit être effectué au moyen d'une connexion directe à la pièce à souder, mais dans certains pays où les connexions directes ne sont pas permises, la connexion devra être obtenue par une capacitance appropriée, choisie conformément aux réglementations nationales.
A.4.6 blindage et gainage
Le blindage et le gainage sélectif des autres câbles et équipements dans les environs peuvent atténuer les problèmes d'interférence. Le blindage de la totalité de l'installation de soudage peut être envisagé pour des applications spéciales.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
B.1 composants du système inova
Le système Inova de contrôle de la hauteur de la torche nécessite l'ajout des composants suivants au système FineLine 300HD :
| Description | Référence | Quantité |
| Positionneur Inova | BK110036 | 1 |
| Console de commande Inova, 115 VouConsole de commande Inova, 230 V | BK110025ouBK110027 | 1 |
| En option - Télécommande Inova, unités impérialesouTélécommande Inova, unités métriques | BK110020ouBK110120 | 1 |
| Câble « A » | BK711705-XX* | 1 |
| Câble « B » | BK711710-XX* | 1 |
| Câble « F » | BK711730-XX* | 1 |
| Câble « G » (à utiliser avec les CNC Burny) | BK711735-XX* | 1 |
| Câble d’interface CNC | BK602610-XX* | 1 |
* où XX est la longueur en pieds du câble
Contrairement aux autres configurations Inova, une carte distincte de diviseur de tension n'est pas nécessaire lors de l'utilisation du système FineLine 300HD.
Lorsque le CNC est un contrôleur Burny, le câble G en option permet de régler les paramètres suivants via l'interface utilisateur FineLine (sur le CNC) ; sinon, ils doivent être réglés via la télécommande Inova :
• Temps de découpage/marquage de perçage • Hauteur de découpage/marquage • Hauteur de perçage/initiale • Tension de l'arc
Reportez-vous au manuel du système Inova pour obtenir les instructions d'installation et d'utilisation qui ne sont pas abordées dans cette section.
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
B.2 Schéma de connexion
flowchart
graph TD
A["Alimentation électrique"] --> B["Conducteur de l'électrode PS"]
A --> C["Conducteur de la buse PS"]
A --> D["Câble d'interconnexi on PS"]
A --> E["Ensemble de tuyaux de gaz"]
A --> F["Câble Ethernet"]
A --> G["FC côté entrée"]
A --> H["GC côté sortie"]
A --> I["Routeur/commutateur Ethernet"]
A --> J["IHM"]
A --> K["Console Inova"]
A --> L["Conducteurs de la torche"]
A --> M["Tourche/socl"]
subgraph System_Series
N["Conducteur principal de terre"] --> O["Mise à la terre en étoile"]
P["Fourni standard"] --> Q["Air"]
R["Fourni en option"] --> S["Azote"]
T["Fourni par l'OEM/l'utilisateur final"] --> U["H17"]
V["Câble « F »"] --> W["P2"]
X["Câble « G »"] --> Y["P3"]
Z["Tuyau d'alimentation en liquide de refroidissement"] --> AA["P1"]
AB["Tuyau de retour du liquide de refroidissement"] --> AC["P2"]
end
subgraph Systems_Series
AD["Conducteurs de la torche"] --> AE["P2"]
AF["Conducteurs de la torche"] --> AG["P3"]
AH["Conducteurs de la torche"] --> AI["P4"]
AJ["Conducteurs de la torche"] --> AK["P5"]
AL["Conducteurs de la torche"] --> AM["P6"]
AN["Conducteurs de la torche"] --> AO["P7"]
AP["Conducteurs de la torche"] --> AQ["P8"]
AR["Conducteurs de la torche"] --> AS["P9"]
AT["Conducteurs de la torche"] --> AU["P10"]
AV["Conducteurs de la torche"] --> AW["P11"]
AX["Conducteurs de la torche"] --> AY["P12"]
AZ["Conducteurs de la torche"] --> BA["P13"]
BB["Conducteurs de la torche"] --> BC["P14"]
BD["Conducteurs de la torche"] --> BE["P15"]
BF["Conducteurs de la torche"] --> BG["P16"]
BH["Conducteurs de la torche"] --> BI["P17"]
BJ["Conducteurs de la torche"] --> BK["P18"]
BL["Conducteurs de la torche"] --> BM["P19"]
BN["Conducteurs de la torche"] --> BO["P20"]
end
style System_Series fill:#f9f,stroke:#333,stroke-width:2px
style Internal_Series fill:#ccf,stroke:#333,stroke-width:2px
style External_Series fill:#cfc,stroke:#333,stroke-width:2px
style Internal_Series fill:#fcc,stroke:#333,stroke-width:2px
style External_Series fill:#cff,stroke:#333,stroke-width:2px
style Internal_Series fill:#ffc,stroke:#333,stroke-width:2px
style External_Series fill:#cfc,stroke:#333,stroke-width:2px
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
B.3 câble d'interface CNC
L'OEM/utilisateur final est responsable du raccordement du câble d'interface CNC (BK602610-XX) à la console Inova.
B.3.1 schéma
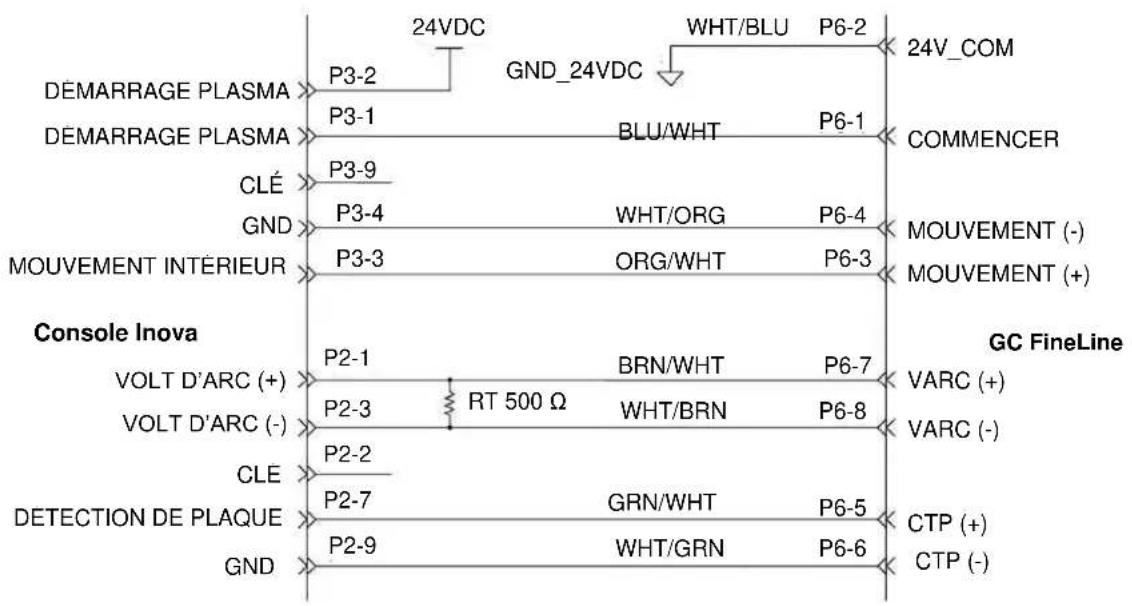
flowchart
graph TD
A["DEMARRAGE PLASMA"] -->|P3-2| B["24VDC"]
A -->|P3-1| C["GND_24VDC"]
C --> D["WHT/BLU P6-2"]
D --> E["24V_COM"]
F["DEMARRAGE PLASMA"] --> G["BLU/WHT P6-1"]
H["CLÉ"] --> I["P3-9"]
J["GND"] --> K["P3-4"]
L["MOUVEMENT INTÉRIEUR"] --> M["P3-3"]
N["MOUVENTION INTÉRIEUR"] --> O["P3-3"]
P["MOUVENTION INTÉRIEUR"] --> Q["ORG/WHT P6-3"]
R["MOUVENTION INTÉRIEUR"] --> S["P6-4"]
T["MOUVENTION INTÉRIEUR"] --> U["P6-3"]
V["MOUVENTION INTÉRIEUR"] --> W["P6-7"]
X["MOUVENTION INTÉRIEUR"] --> Y["P6-8"]
Z["MOUVENTION INTÉRIEUR"] --> AA["P6-5"]
AB["MOUVENTION INTÉRIEUR"] --> AC["P6-6"]
AD["MOUVENTION INTÉRIEUR"] --> AE["P6-7"]
AF["MOUVENTION INTÉRIEUR"] --> AG["P6-8"]
AH["MOUVENTION INTÉRIEUR"] --> AI["P6-5"]
AJ["MOUVENTION INTÉRIEUR"] --> AK["P6-6"]
AL["MOUVENTION INTÉRIEUR"] --> AM["P6-7"]
AN["MOUVENTION INTÉRIEUR"] --> AO["P6-8"]
AP["MOUVENTION INTÉRIEUR"] --> AQ["P6-5"]
AR["MOUVENTION INTÉRIEUR"] --> AS["P6-6"]
AT["MOUVENTION INTÉRIEUR"] --> AU["P6-7"]
AV["MOUVENTION INTÉRIEUR"] --> AW["P6-8"]
AX["MOUVENTION INTÉRIEUR"] --> AY["P6-5"]
AZ["MOUVENTION INTÉRIEUR"] --> BA["P6-6"]
BB["MOUVENTION INTÉRIEUR"] --> BC["P6-7"]
BD["MOUVENTION INTÉRIEUR"] --> BE["P6-8"]
BF["MOUVENTION INTÉRIEUR"] --> BG["P6-5"]
BH["MOUVENTION INTÉRIEUR"] --> BI["P6-6"]
BJ["MOUVENTION INTÉRIEUR"] --> BK["P6-7"]
BL["MOUVENTION INTÉRIEUR"] --> BM["P6-8"]
BN["MOUVENTION INTÉRIEUR"] --> BO["P6-5"]
BP["MOUVENTION INTÉRIEUR"] --> BQ["P6-6"]
BR["MOUVENTION INTÉRIEUR"] --> BS["P6-7"]
BT["MOUVENTION INTÉRIEUR"] --> BU["P6-8"]
BV["MOUVENTION INTÉRIEUR"] --> BW["P6-5"]
BX["MOUVENTION INTÉRIEUR"] --> BY["P6-6"]
BZ["MOUVENTION INTÉRIEUR"] --> CA["P6-7"]
CB["MOUVENTION INTÉRIEUR"] --> CC["P6-8"]
CD["MOUVENTION INTÉRIEUR"] --> CE["P6-5"]
CF["MOUVENTION INTÉRIEUR"] --> CG["P6-6"]
CH["MOUVENTION INTÉRIEUR"] --> CI["P6-7"]
CJ["MOUVENTION INTÉRIEUR"] --> CK["P6-8"]
CL["MOUVENTION INTÉRIEUR"] --> CD
CM["Console Inova"] --> ND["GC FineLine"]
CO["VOLT D'ARC (+)"] --> CP["P2-1"]
CS["VOLT D'ARC (-)"] --> CP
CT["CLE"] --> CU["P2-2"]
CV["DETECTION DE PLAQUE"] --> CW["P2-7"]
CX["GND"] --> CY["P2-9"]
CBX["VARC (+)"] --> CY
DB["XVARC (-)"] --> CY
CEX["CTP (+)"] --> CY
CEYX["XCTP (-)"] --> CY
style A fill:#f9f,stroke:#333
style B fill:#ccf,stroke:#333
style C fill:#cfc,stroke:#333
style D fill:#fcc,stroke:#333
style E fill:#ffc,stroke:#333
style F fill:#fcc,stroke:#333
style G fill:#fcc,stroke:#333
style H fill:#fcc,stroke:#333
style I fill:#fcc,stroke:#333
style J fill:#fcc,stroke:#333
style K fill:#fcc,stroke:#333
style L fill:#fcc,stroke:#333
style M fill:#fcc,stroke:#333
style N fill:#fcc,stroke:#333
style O fill:#fcc,stroke:#333
style P fill:#fcc,stroke:#333
style Q fill:#fcc,stroke:#333
style R fill:#fcc,stroke:#333
style S fill:#fcc,stroke:#333
style T fill:#fcc,stroke:#333
style U fill:#fcc,stroke:#333
style V fill:#fcc,stroke:#333
style W fill:#fcc,stroke:#333
style X fill:#fcc,stroke:#333
style Y fill:#fcc,stroke:#333
style Z fill:#fcc,stroke:#333
B.3.2 com-posants de raccordement
| LECO P/N | TE Connectivité P/N | Description | Quantité |
| BK709016 | 206708-1 | Fiche CPC, 9 positions, taille de coque 13 | 2 |
| BK709015 | 206966-7 | Serre-câble | 2 |
| BK709018 | 66105-4 | Prise de contact circulaire standard | 8 |
| BK709019 | 200821-1 | Fiche de calage | 2 |
| s.o. | s.o. | Alimentation 24VDC, 100ma | 1 |
| s.o. | s.o. | Résistance, 500 Ω, 0,1 %, 1/4 W | 1 |
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
B.4 configuration du contrôleur de gaz
Pour utiliser un système Inova, il faut inverser la logique de sortie CTP du contrôleur de gaz. Accédez à : Paramètres > Contrôleur de gaz, puis activez I-CTP
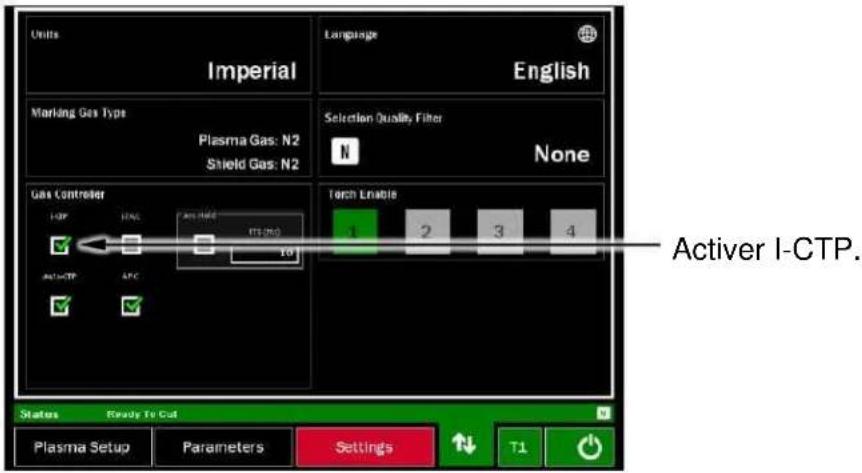
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
Annexe c rallonge de câble d'interconnexion PS
Pour les installations standard, la longueur maximale du câble d'interface d'alimentation (PS) est de 22,8 m (75 pi) en raison des limites de communication CAN. Pour les installations nécessitant des longueurs plus grandes, une rallonge de câble d'interconnexion PS (BK300364) composée d'un pont CAN peut être utilisée pour étendre la longueur. L'extension permet de relier deux câbles d'interconnexion PS standard, en étendant la distance entre l'alimentation électrique et le contrôleur de gaz jusqu'à un maximum de 45,7 m (150 pi). Deux câbles d'interconnexion PS standard de n'importe quelle longueur peuvent être utilisés, mais la longueur maximale par câble est de 75 pi pour une longueur combinée maximale de 150 pi.
Un câble d'interconnexion PS est fourni standard avec le système. Il faut un câble d'interconnexion PS supplémentaire pour utiliser la rallonge de câble d'interconnexion PS.
Câble d'interconnexion PS n° 1
Raccordez une extrémité du câble d'interconnexion PS n° 1 au connecteur étiqueté P1 sur l'alimentation électrique. Connectez l'autre extrémité à l'un des connecteurs de la rallonge de câble d'interconnexion PS.
Câble d'interconnexion PS n° 2
2) Raccordez une extrémité du câble d'interconnexion PS n° 2 au connecteur ouvert de la rallonge de câble d'interconnexion PS. Connectez l'autre extrémité au connecteur étiqueté P1 sur le contrôleur de gaz.
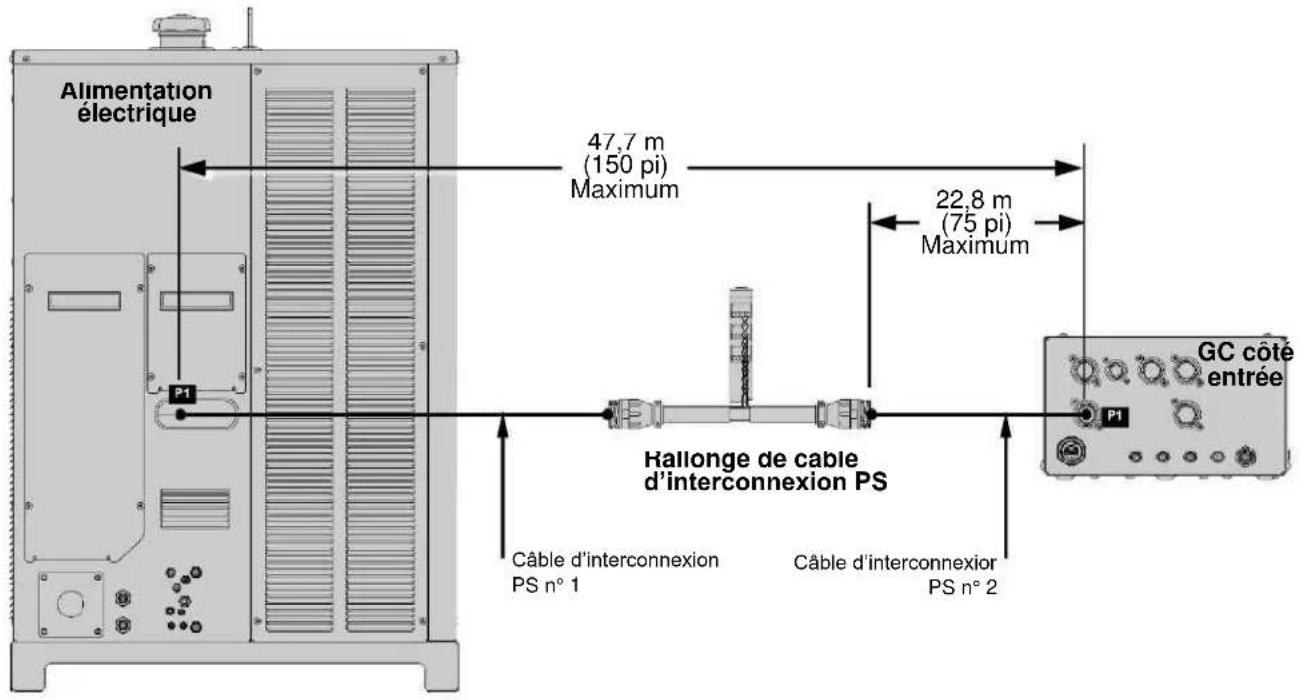
text_image
Alimentation électrique 47,7 m (150 pi) Maximum 22,8 m (75 pi) Maximum P1 Hallonge de cable d'interconnexion PS Câble d'interconnexion PS n° 1 Câble d'interconnexionior PS n° 2 P1 GC côté entréeLes présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
PAGE BLANCHE
Les présentes informations sont soumises aux contrôles prévus par la réglementation sur l'administration des exportations (Export Administration Regulation, EAR). Ces informations ne doivent pas être communiquées à des personnes non ressortissantes des États-Unis ou transférées par quelque moyen que ce soit dans un lieu en dehors des États-Unis, contrairement aux exigences de l'EAR.
