
XTractor 2 - Extracteur de fumée LINCOLN ELECTRIC - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil XTractor 2 LINCOLN ELECTRIC au format PDF.

| Type de produit | Extracteur de fumée de soudage portable à vide poussé |
| Marque | Lincoln Electric |
| Modèle | XTractor 2 |
| Alimentation | 208-230V / 460V / 575V triphasé 60 Hz (selon code) |
| Puissance moteur | 4 HP (3 kW) |
| Débit d'air | 0 à 150 pi³/min (255 m³/h) |
| Niveau sonore | < 78 dB(A) |
| Type de filtre | MERV 16 (HE) Nano (réf. KP5178-2) |
| Surface filtrante | 160 pi² (14,9 m²) |
| Nettoyage du filtre | Automatique par jet d'impulsion (air comprimé 70-120 psi / 5-8 bars) |
| Consommation d'air lors du nettoyage | 1 PCM (25,8 L/min) |
| Raccord d'air comprimé | Débranchement rapide mâle 1/4" (ISO 6150 B) |
| Température ambiante | 5 °C à 40 °C |
| Humidité relative max | 80 % |
| Facteur de marche | 100 % |
| Longueur du cordon d'alimentation | 6,1 m (20 pi) |
| Capacité | Jusqu'à 2 pistolets à fumée |
| Procédés de soudage compatibles | MIG/MAG (GMAW), fil fourré (FCAW), bâtonnet (SMAW), TIG (GTAW) pour fil fourré léger |
| Entretien du bac à poussière | Vider mensuellement |
| Entretien du filtre | Vérifier mensuellement, remplacer si endommagé ou saturation |
| Durée de cycle de nettoyage | Environ 2 minutes après arrêt du ventilateur |
| Vitesse variable du ventilateur | Oui (entraînement à fréquence variable VFD) |
| Alarme | Oui (défaut d'entraînement, voyant clignotant) |
| Accessoires inclus | Supports latéraux pour flexible, clé hexagonale |
FOIRE AUX QUESTIONS - XTractor 2 LINCOLN ELECTRIC
Questions des utilisateurs sur XTractor 2 LINCOLN ELECTRIC
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Extracteur de fumée au format PDF gratuitement ! Retrouvez votre notice XTractor 2 - LINCOLN ELECTRIC et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil XTractor 2 de la marque LINCOLN ELECTRIC.
MODE D'EMPLOI XTractor 2 LINCOLN ELECTRIC
Extracteur pour pistolet à fumée X-TRACTOR® 2

À utiliser avec les machines ayant les numéros de code : 13246, 13247, 13248

Enregistrez votre machine :
www.lincolnelectric.com/register
Localisateur de service autorisé et de distributeur :
www.lincolnelectric.com/locator
Consignes de sécurité importantes conservez ces instructions
Date d'achat
Code : (p. ex. : 10859)
Série : (p. ex. : U1060512345)
Besoin d'aide? Composez le 1 888 935-3877
pour parler à un représentant du service
Heures d'ouverture :
8 h à 18 h (HE), du lundi au vendredi.
Après les heures d'ouverture ?
Consultez « Demandez aux experts » sur lincolnelectric.com. Un représentant du service Lincoln communiquera avec vous au plus tard le jour ouvrable suivant.
Pour le service à l'extérieur des États-Unis :
Courriel : globalservice@lincolnelectric.com
Veuillez examiner immédiatement l'emballage et l'équipement à la recherche de dommages
Lorsque cet équipement est expédié, la propriété passe à l'acheteur dès réception par le transporteur. Par conséquent, les réclamations pour matériel endommagé pendant l'envoi doivent être faites par l'acheteur contre l'entreprise de transport au moment de la réception de l'envoi.
La sécurité dépend de vous
Le matériel de soudage et de coupe à l'arc de Lincoln est conçu et construit en tenant compte de la sécurité. Toutefois, votre sécurité globale peut être augmentée par une installation appropriée... et un fonctionnement réfléchi de votre part. NE PAS INSTALLER, UTILISER OU RÉPARER CET ÉQUIPEMENT SANS LIRE CE MANUEL ET LES PRÉCAUTIONS DE SÉCURITÉ FIGURANT DANS LE PRÉSENT DOCUMENT. Et surtout, réfléchissez avant d'agir et faites attention.
Avertissement
Cet énoncé apparaît là où l'information doit être suivie attentivement afin d'éviter des blessures graves ou une perte de vie.
Mise en GARDE
Cet énoncé apparaît là où l'information doit être suivie afin d'éviter les blessures corporelles mineures ou des dommages à cet équipement.
GARDEZ votre tête à BONNE distance des émanations.
NE vous approchez PAS trop de l'arc. Utilisez des verres correcteurs si nécessaire pour rester à une distance raisonnable de l'arc.
LISEZ et respectez la fiche signalétique et l'étiquette d'avertissement qui apparaît sur tous les contenants de matériaux de soudage.

UTILISEZ SUFFISAMMENT D'AÉRATION ou d'échappement près de l'arc, ou les deux, pour garder les émanations et les gaz à l'écart de votre zone de respiration et de la zone générale.
DANS UNE GRANDE SALLE OU À L'EXTÉRIEUR, une ventilation naturelle peut être adéquate si vous gardez la tête à bonne distance des émanations (Voir ci-dessous).
UTILISEZ UNE AÉRATION NATURELLE ou des ventilateurs pour éloigner les émanations de votre visage.
Si vous présentez des symptômes inhabituels, consultez votre superviseur. Il se peut que l'atmosphère de soudage et le système de ventilation doivent être vérifiés.

PROTÉGEZ vos yeux et votre visage avec un masque pour soudeurs correctement ajusté et avec une plaque filtrante appropriée (voir ANSI Z49.1).
PROTÉGEZ votre corps contre les projections de soudure et les arcs électriques avec des vêtements de protection, y compris des vêtements de laine, un tablier ignifuge, des gants, des leggings de cuir et des bottes hautes.
PROTÉGEZ les autres contre les particules de soudure, les éclairs et les reflets avec des écrans protecteurs ou des barrières.
DANS CERTAINS ESPACES, une protection contre le bruit peut être appropriée.
ASSUREZ-VOUS que l'équipement de protection est en bon état.
Portez également des lunettes de sécurité dans la zone de travail en tout temps.

Situations particulières
NE PAS SOUDER OU COUPER les contenants ou les matériaux qui avaient auparavant été en contact avec des substances dangereuses, à moins qu'ils ne soient adéquatement nettoyés. Cela est extrêmement dangereux.
NE PAS SOUDER OU COUPER les pièces peintes ou plaquées à moins que des précautions particulières ne soient prises quant à la ventilation. Elles peuvent libérer des émanations ou des gaz très toxiques.
Mesures de précaution supplémentaires
PROTÉGEZ les bouteilles de gaz comprimé contre la chaleur excessive, les chocs mécaniques et les arcs ; fixez les bouteilles pour qu'elles ne tombent pas.
ASSUREZ-VOUS que les bouteilles ne sont jamais mises à la terre et qu'elles ne font pas partie d'un circuit électrique.
RETIREZ tous les risques d'incendie potentiels de la zone de soudure.
AYEZ TOUJOURS UN ÉQUIPEMENT DE LUTTE CONTRE LES INCENDIES À DISPOSITION POUR UNE UTILISATION IMMÉDIATE ET SACHEZ COMMENT L'UTILISER.


Avertissements de la proposition 65 de la californie

AVERTISSEMENT: Respirer l'échappement de moteur diesel vous expose à des produits chimiques reconnus par l'État de la Californie pour causer le cancer et des anomalies congénitales ou d'autres dommages à la reproduction.
- Démarrez et faites toujours fonctionner le moteur dans un endroit bien aéré.
- Si vous êtes dans une zone exposée, évacuez l'échappement à l'extérieur.
- Ne modifiez et n'altérez pas le système d'échappement.
- Ne faites pas tourner le moteur au ralenti, sauf si nécessaire.
Pour en savoir plus, consultez le site www.P65warnings.ca.gov/diesel
AVERTISSEMENT : Ce produit, lorsqu'il est utilisé pour le soudage ou le découpage, produit des émanations ou des gaz contenant des produits chimiques reconnus par l'État de la Californie pour causer des anomalies congénitales et, dans certains cas, un cancer. (Code de santé et de sécurité de la Californie section 25249.5 et suivantes)

Lisez et comprenez les faits saillants de sécurité suivants. Pour des renseignements supplémentaires sur la sécurité, il est fortement recommandé d'acheter une copie du document « Sécurité de la soudure et de la coupe - Norme ANSI Z49.1 » de l'American Welding Society, P. O. Box 351040, Miami, Floride 33135 ou de la norme CSA W117.2. Une copie gratuite du livret « Sécurité pour le soudage à l'arc » E205 est disponible auprès de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASSUREZ-VOUS QUE TOUTES LES PROCÉDURES D'INSTALLATION, D'UTILISATION, D'ENTRETIEN ET DE RÉPARATION SONT EFFECTUÉES UNIQUEMENT PAR DES PERSONNES QUALIFIÉES.

Pour équipement motorisé.
1. a. Éteignez le moteur avant de procéder au dépannage et à l'entretien, à moins que le travail d'entretien ne l'exige.

1. b. Faites fonctionner les moteurs dans des zones ouvertes et bien aérées ou ventilez les émanations d'échappement du moteur vers l'extérieur.
1. c. N'ajoutez pas de carburant près d'un arc de soudage à flamme ouverte ou lorsque le moteur est en marche. Arrêtez le moteur et laissez-le refroidir avant de le ravitailler afin d'empêcher le renversé de s'évaporer au contact avec les pièces chaudes et de s'enflammer. Ne renversez pas de du remplissage du réservoir. Si du carburant est essuyez-le et ne démarrez pas le moteur jusqu'émanations soient éliminées.

1. d. Gardez toutes les protections ainsi que tous les couvercles et dispositifs de sécurité en position et en bon état. Gardez les mains, les cheveux, les vêtements et les outils loin des courroies en V, des engrenages, des ventilateurs et de toutes les autres pièces mobiles lors de l'amorçage, de l'utilisation ou de la réparation de l'équipement.

1. e. Dans certains cas, il peut être nécessaire de retirer les dispositifs de sécurité pour effectuer l'entretien requis. Retirez les dispositifs de protection uniquement si nécessaire et replacez-les lorsque l'entretien nécessitant leur retrait est terminé. Soyez toujours vigilant lorsque vous travaillez près des pièces mobiles.
1. f. Ne mettez pas vos mains près du ventilateur du moteur. Ne tentez pas de contourner le régulateur ou le tendeur en appuyant sur les tiges de commande de l'accélérateur pendant que le moteur tourne.
1 g. Pour éviter de démarrer accidentellement les moteurs à essence lors de la mise en marche du moteur ou du générateur de soudage pendant le travail d'entretien, débranchez les fils de bougie, le capuchon du distributeur ou le fil magnétique, selon le cas.
- h. Pour éviter d'être ébouillanté, ne retirez pas le capuchon de la pression du radiateur lorsque le moteur est chaud.
1. i. Utiliser un générateur à l'intérieur PEUT VOUS TUER EN QUELQUES MINUTES.

1. j. L'échappement du générateur contient du monoxyde de carbone. Il s'agit d'un poison que vous ne pouvez ni voir ni sentir.
1. k. NE l'utilisez JAMAIS dans la maison ou le garage MÊME SI les portes et les fenêtres sont ouvertes.
1. I. Utilisez-le uniquement à L'EXTÉRIEUR, loin des fenêtres, portes et trappes de ventilation.

text_image
No parking/merkials →1. m. Évitez les autres risques de générateur. LIRE LE MANUEL AVANT UTILISATION.

Les CHAMPS électriques et magnétiques peuvent être dangereux

2. a. Le courant électrique circulant par un conducteur cause des champs électromagnétiques localisés. Le courant de soudage crée des champs électromagnétiques autour des câbles de soudage et des machines à souder. 2. b. Les champs électromagnétiques peuvent interférer avec certains stimulateurs cardiaques, et les soudeurs portant un stimulateur cardiaque doivent consulter leur médecin avant de souder. 2. c. L'exposition aux champs électromagnétiques dans le soudage peut avoir d'autres effets sur la santé qui ne sont pas connus. 2. d. Tous les soudeurs doivent utiliser les procédures suivantes afin de réduire au minimum l'exposition aux champs électromagnétiques du circuit de soudure :
2. d.1. Acheminez l'électrode et les câbles de travail ensemble - fixez-les avec du ruban lorsque possible. 2. d.2. N'enroulez jamais l'électrode autour de votre corps. 2. d.3. Ne placez pas votre corps entre l'électrode et les câbles de travail. Si le câble de l'électrode est sur votre côté droit, le câble de travail doit également être sur votre côté droit. 2. d.4. Branchez le câble de travail à la pièce travaillée le plus près possible de la zone soudée. 2. d.5. Ne travaillez pas à proximité de la source d'alimentation de soudage.

Les décharges électriques peuvent TUER.

3. a. L'électrode et les circuits de travail (ou de mise à la terre) sont électriquement « chauds » lorsque la soudeuse est allumée. Ne touchez pas ces pièces « chaudes » avec votre peau nue ou vos vêtements mouillés. Portez des gants secs et sans trou pour vous isoler les mains. 3. b. Isolez-vous du travail et du sol à l'aide d'une isolation sèche. Assurez-vous que l'isolant est suffisamment grand pour couvrir toute votre zone de contact physique avec la pièce travaillée et le sol.
En plus des précautions de sécurité normales, si le soudage doit être effectué dans des conditions dangereuses du point de vue électrique (dans des endroits humides ou lors du port de vêtements mouillés, sur des structures métalliques comme des planchers, des grilles ou des échafaudages, lorsqu'il y a un risque élevé de contact inévitable ou accidentel avec le travail ou le sol), utilisez l'équipement suivant:
- Soudeuse à tension constante (fil) semi-automatique c. c.
- Soudeuse manuelle (bâtonnet) c. c.
- Soudeuse c. a. avec contrôle de tension réduite.
3. c. Dans le soudage par fil semi-automatique ou automatique, l'électrode, le dévidoir d'électrode, la tête de soudage, la buse ou le pistolet de soudage semi-automatique sont également « chauds » du point de vue électrique. 3. d. Assurez-vous toujours que le câble de travail fait une bonne connexion électrique avec le métal soudé. La connexion doit être aussi près que possible de la zone soudée.
3. e. Reliez à la terre la pièce travaillée ou le métal à souder sur une bonne prise de terre. 3. f. Maintenez le porte-électrode, la pince de travail, le câble de soudage et l'appareil de soudage en bon état de fonctionnement sécuritaire. Remplacez l'isolant endommagé. 3. g. Ne trempez jamais l'électrode dans l'eau pour le refroidissement. 3. h. Ne touchez jamais simultanément de parties sous tension des porte-électrodes connectés à deux soudeuses parce que la tension entre les deux peut être le total de la tension de circuit ouverte des deux soudeuses. 3. i. Lorsque vous travaillez au-dessus du niveau du plancher, utilisez une ceinture de sécurité pour vous protéger contre une chute si vous subissez un choc. 3. j. Consultez aussi les Sections 6. c. et 8.

Les RAYONS d'arc peuvent CAUSER des brûlures.

4. a. Utilisez un écran avec le filtre approprié et des plaques de recouvrement pour protéger vos yeux contre les étincelles et les rayons d'arc lors du soudage ou de l'observation d'un soudage à arc ouvert. L'écran facial et le filtre doivent être conformes à la norme ANSI Z87.1. 4. b. Utilisez des vêtements appropriés fabriqués à partir de matériaux durables résistants aux flammes pour protéger votre peau et celle de vos assistants contre les rayons d'arc. 4. c. Protégez les autres membres du personnel à proximité avec un écran ininflammable approprié et/ou avertissez-les de ne pas regarder l'arc et de ne pas s'exposer aux rayons d'arc ou aux projections ou au métal chauds.

Les émanations et les gaz peuvent être dangereux pour votre santé.

5. a. Le soudage peut produire des émanations et des gaz dangereux pour la santé. Évitez de respirer ces émanations et gaz. Lorsque vous soudez, gardez la tête à bonne distance des émanations. Utilisez
suffisamment d'aération et/ou d'échappement au niveau de l'arc pour maintenir les émanations et les gaz à bonne distance de votre zone de respiration et de la zone générale. Lors de la soudure de revêtements durs (voir les instructions sur le contenant ou la FDS) ou sur le plomb ou l'acier cadmié et autres métaux ou revêtements qui produisent des émanations de fumées hautement toxiques, limitez l'exposition autant que possible et maintenez-la au-dessous des limites TLV de l'ACGIH et PEL de l'OSHA en utilisant l'échappement disponible sur place ou une ventilation mécanique, à moins que les évaluations de l'exposition n'indiquent autres mesures. Dans les espaces clos ou dans certaines circonstances, à l'extérieur, un respirateur peut être requis. Des précautions supplémentaires sont également requises lors du soudage sur l'acier galvanisé.
- b. Le fonctionnement de l'équipement de contrôle des émanations de soudage est affecté par divers facteurs, notamment l'utilisation et le positionnement adéquats de l'équipement, l'entretien de l'équipement ainsi que la procédure et l'application spécifiques de soudage. Le niveau d'exposition des travailleurs doit être vérifié lors de l'installation et périodiquement par la suite pour être certain qu'il se situe dans les limites TLV de l'ACGIH et PEL de l'OSHA applicables.
5. c. Ne soudez pas dans des endroits près des émanations d'hydrocarbures chlorés provenant des opérations de dégraissage, de nettoyage ou de pulvérisation. La chaleur et les rayons d'arc peuvent réagir avec des émanations de solvant pour former des phosgènes, un gaz très toxique et d'autres produits irritants. 5. d. Les gaz de protection utilisés pour le soudage à l'arc peuvent déplacer l'air et causer des blessures ou la mort. Utilisez toujours une ventilation adéquate, surtout dans les espaces confinés, pour assurer que l'air respiré est sain. 5. e. Lisez et comprenez les instructions du fabricant pour cet équipement et les consommables à utiliser, y compris la fiche de données de sécurité (FDS), et suivez les pratiques de sécurité de votre employeur. Les formulaires de FDS sont disponibles auprès de votre distributeur de soudage ou du fabricant. 5. f. Voir aussi l'article 1. b.

Les étincelles de soudage et de découpage peuvent provoquer un incendie ou une explosion.

6. a. Éliminez les risques d'incendie de la zone de soudure. Si cela n'est pas possible, couvrez-les pour empêcher les étincelles de soudage de provoquer un incendie. Rappelez-vous que les étincelles et les matériaux chauds du soudage peuvent facilement passer par de petites fissures et ouvertures dans des zones adjacentes. Évitez de souder près des conduites hydrauliques. Ayez un extincteur facilement disponible. 6. b. Lorsque des gaz comprimés doivent être utilisés sur le chantier, des précautions particulières doivent être prises pour prévenir les situations dangereuses. Consultez la section « Sécurité de la soudure et de la coupe » (norme ANSI Z49.1) et les informations d'utilisation de l'équipement utilisé. 6. c. Lorsqu'il n'y a pas de soudure, assurez-vous qu'aucune partie du circuit de l'électrode ne touche la pièce travaillée ou le sol. Un contact accidentel peut provoquer une surchauffe et causer un incendie. 6. d. Ne chauffez, ne coupez et ne soudez pas des réservoirs, des barils ou des contenants jusqu'à ce que les mesures appropriées aient été prises pour s'assurer que ces procédures ne causeront pas d'émanations inflammables ou toxiques provenant des substances à l'intérieur. Ils peuvent causer une explosion même s'ils ont été « nettoyés ». Pour de plus amples renseignements, veuillez acheter « Pratiques sécuritaires recommandées pour la préparation et la coupe des contenants et des canalisations qui ont contenu des substances dangereuses », AWS F4.1 de la American Welding Society (voir l'adresse ci-dessus). 6. e. Ventilez les moulages ou les contenants creux avant de les chauffer, de les couper ou de les souder. Ils peuvent exploser. 6. f. L'arc de soudage émet des étincelles et des projections. Portez des vêtements de protection sans huile comme des gants en cuir, une chemise épaisse, des pantalons sans revers, des chaussures hautes et une casquette sur vos cheveux. Portez des bouchons d'oreille lors de la soudure en position inhabituelle ou dans des endroits confinés. Portez toujours des lunettes de sécurité avec des écrans latéraux lorsque vous êtes dans une zone de soudage. 6. g. Branchez le câble de travail à la pièce travaillée aussi près que possible de la zone de soudure. Les câbles de travail raccordés à la charpente du bâtiment ou à d'autres endroits éloignés de la zone de soudure augmentent le risque que le courant de soudure passe par des chaînes de levage, des câbles de grue ou d'autres circuits imprévus. Cela peut causer des incendies ou surchauffer les chaînes ou les câbles jusqu'à ce qu'ils connaissent une défaillance.
6. h. Voir aussi l'article 1. c. 6. I. Lisez et respectez la norme NFPA 51B « Norme pour la prévention des incendies pendant la soudure, la coupe et les autres travaux chauds (Standard for Fire Prevention During Welding, Cutting and Other Hot Work) », disponible auprès de NFPA, 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101. 6. j. N'utilisez pas une source d'alimentation de soudage pour la décongélation des tuyaux.

7. a. Utilisez uniquement des bouteilles de gaz comprimé contenant le gaz de protection approprié pour le procédé utilisé et les régulateurs d'exploitation adéquats conçus pour le gaz et la pression utilisés. Tous les flexibles, raccords, etc. doivent convenir à l'application et être bien entretenus.

7. b. Gardez toujours les bouteilles en position verticale, fermement attachées à un cadre de support mobile ou à un support fixe. 7. c. Les bouteilles doivent être situées :
- Loin des zones où elles peuvent être heurtées ou soumises à des dommages physiques.
- À une distance sécuritaire de la soudure à l'arc ou des opérations de coupe et de toute autre source de chaleur, d'étincelles ou de flammes.
7. d. Ne laissez jamais l'électrode, le porte-électrode ou toute autre pièce « chaude » du point de vue électrique toucher une bouteille. 7. e. Gardez la tête et le visage à bonne distance de la sortie de la vanne de la bouteille lorsque vous ouvrez la valve de la bouteille. 7. f. Les capuchons de protection des vannes doivent toujours être en place et serrés à la main, sauf lorsque la bouteille est utilisée ou connectée pour utilisation. 7. g. Lisez et suivez les instructions sur les bouteilles de gaz comprimé, l'équipement connexe et la publication CGA P-I, « Précautions pour la manipulation sécuritaire des gaz comprimés en bouteilles (Precautions for Safe Handling of Compressed Gases in Cylinders) », disponible auprès de la Compressed Gas Association, 14501 George Carter Way Chantilly, VA 20151.

Pour équipement électrique motorisé.

8. a. Éteignez l'alimentation d'entrée à l'aide du commutateur de débranchement à la boîte de fusibles avant de travailler sur l'équipement. 8. b. Installez l'équipement conformément au Code national de l'électricité des États-Unis, à tous les codes locaux et aux recommandations du fabricant. 8. c. Assurez la mise à la terre de l'équipement conformément au Code national de l'électricité des États-Unis et aux recommandations du fabricant.
Pour des consignes de sécurité supplémentaires.
Comme règle de base pour de nombreuses électrodes en acier doux, si l'air est visiblement clair et que vous êtes confortable, la ventilation est généralement adéquate pour votre travail. La façon la plus précise de déterminer si l'exposition du travailleur ne dépasse pas la limite d'exposition applicable, pour les composés présents dans les émanations et les gaz, est qu'un hygiéniste industriel collecte et analyse un échantillon de l'air que vous respirez. Cela est particulièrement important si vous effectuez des travaux de soudage avec des produits en acier inoxydable, en revêtements durs ou en nécessitant une ventilation spéciale. Toutes les FDS de Lincoln ont un nombre de référence pour les émanations maximales. Si l'exposition aux émanations totales est maintenue sous ce nombre, l'exposition à toutes les émanations de l'électrode (et non des revêtements ou du placage sur le travail) sera inférieure à la TLV.
Vous pouvez prendre des mesures pour identifier les substances dangereuses dans votre environnement de soudage. Lisez l'étiquette du produit et la fiche de données de sécurité de l'électrode affichée dans votre lieu de travail, ou dans le contenant de l'électrode ou du flux, pour voir quels genres d'émanations peuvent être raisonnablement attendues de l'utilisation du produit et déterminer si une ventilation spéciale est nécessaire. Ensuite, prenez en compte le type de métal de base et déterminez s'il y a de la peinture, du placage ou du revêtement qui pourrait vous exposer à des émanations toxiques et/ou des gaz. Si possible, supprimez-les du métal qui sera soudé. Si vous commencez à vous sentir mal à l'aise, étourdi ou avec de la nausée, il est possible que vous soyez surexposé à des émanations et des gaz, ou que vous souffriez d'un manque d'oxygène. Arrêtez de souder, et sortez immédiatement à l'air frais.
Avisez votre superviseur et vos collègues de manière à ce que la situation puisse être corrigée et que d'autres travailleurs évitent le danger. Assurez-vous de suivre ces pratiques sécuritaires, l'étiquetage des consommables et la FDS pour améliorer la ventilation dans votre zone. Ne recommencez pas à souder jusqu'à ce que la situation ait été corrigée.
REMARQUE : Les FDS de tous les consommables Lincoln sont disponibles sur le site Web de Lincoln : www.lincolnelectric.com
Avant d'aborder les méthodes disponibles pour contrôler l'exposition aux émanations de soudage, vous devez comprendre quelques termes de base :
La ventilation naturelle est le mouvement de l'air dans le milieu de travail causé par les forces naturelles. À l'extérieur, c'est généralement le vent. À l'intérieur, il peut s'agir de la circulation d'air à travers les fenêtres et les portes ouvertes.
La ventilation mécanique est le mouvement de l'air dans le milieu de travail causé par un appareil électrique comme un ventilateur portatif ou un ventilateur fixé en permanence au plafond ou au mur.
L'extraction de source (échappement local) est un dispositif mécanique utilisé pour capturer les fumées de soudage à l'arc ou à proximité et les contaminants du filtre hors de l'air.
La ventilation ou l'échappement nécessaire pour votre application dépend de nombreux facteurs tels que :
- le volume de l'espace de travail
- la configuration de l'espace de travail
- le nombre de soudeurs
- le procédé de soudage et le courant utilisés
- les consommables utilisés (acier doux, revêtements durs,
acier inoxydable, etc.)
- les niveaux autorisés (TLV, PEL, etc.)
- le matériau soudé (y compris la peinture ou le placage)
- la circulation d'air naturelle
Votre zone de travail dispose d'une ventilation adéquate lorsqu'il y a suffisamment de ventilation et/ou d'échappement pour contrôler l'exposition des travailleurs aux matières dangereuses dans les émanations et les gaz de soudage, de sorte que les limites applicables pour ces matériaux ne sont pas dépassées. Voir le tableau de la TLV et de la PEL pour les ingrédients des électrodes typiques, la PEL OSHA (limite d'exposition admissible) et la ligne directrice recommandée, et la TLV ACGIH (valeur limite d'exposition) pour de nombreux composés trouvés dans les émanations de soudage.
Ventilation
Il existe de nombreuses méthodes qui peuvent être sélectionnées par l'utilisateur pour assurer une ventilation adéquate pour l'application en question. La section suivante fournit des renseignements généraux qui peuvent être utiles pour évaluer le type d'équipement de ventilation qui peut convenir à votre application. Lorsque l'équipement de ventilation est installé, vous devez confirmer que l'exposition des travailleurs est contrôlée et reste dans les limites admissibles de la PEL OSHA et/ou de la TLV ACGIH. Selon les règlements de l'OSHA, lors du soudage et de la coupe (aciers doux), la ventilation naturelle est généralement considérée comme étant conforme aux exigences, pourvu que :
- La salle ou la zone de soudure contient au moins 283,17 mètres cubes (10 000 pieds cubes) (environ 6,71 m x 6,71 m x 6,71 m [22 pi x 22 pi x 22 pi]) pour chaque soudeur.
- La hauteur du plafond n'est pas inférieure à 4,88 mètres (16 pieds).
- La ventilation croisée n'est pas bloquée par les cloisons, l'équipement ou d'autres barrières structurales.
- Le soudage n'est pas effectué dans un espace confiné.
Les espaces qui ne satisfont pas à ces exigences doivent être équipés d'un équipement de ventilation mécanique qui évacue au moins 2 000 pi³/min d'air pour chaque soudeur, sauf lorsque des hottes ou des cabines d'échappement locales, ou des appareils de protection respiratoire à adduction d'air sont utilisés.
Remarque importante sur la sécurité:
Lors de la soudure avec des électrodes qui nécessitent une ventilation spéciale comme pour l'acier inoxydable ou les revêtements durs (voir les instructions sur le contenant ou la FDS), ou l'acier plaqué au plomb ou cadmié, ou d'autres métaux ou revêtements qui produisent des émanations hautement toxiques, maintenez l'exposition aux matériaux dans les émanations aussi basse que possible, et dans les limites d'exposition (PEL et TLV), en utilisant l'échappement local ou la ventilation mécanique. Dans les espaces fermés ou dans certaines circonstances, par exemple à l'extérieur, un respirateur peut être requis si l'exposition ne peut pas être contrôlée à la PEL ou à la TLV. (Voir la FDS et le tableau de la TLV et de la PEL pour les ingrédients typiques des électrodes.) Des précautions supplémentaires sont également requises lors du soudage sur l'acier galvanisé.
Instructions de mise à la TERRE
Cet appareil doit être raccordé à un système de câblage permanent, métallique et mis à la terre ; ou un conducteur de mise à la terre de l'équipement doit être acheminé avec les conducteurs du circuit et raccordé à la borne ou au fil de mise à la terre de l'équipement sur l'appareil.
Bibliographie et lecture suggérée
| VOUS TROUVEREZ CI-DESSOUS CERTAINS INGRÉDIENTS TYPES DANS LES ÉLECTRODES DE SOUDAGE ET LEURS LIGNES DIRECTRICES TLV (ACGIH) ET LES LIMITES D'EXPOSITION PEL (OSHA) | |||
| INGRÉDIENTS | No CAS. | TLV mg/m3 | PEL mg/m3 |
| Aluminium et/ou alliages d'aluminium (comme Al)**** | 7429-90-5 | 1,0 | 15 |
| Oxyde d'aluminium et/ou bauxite**** | 1344-28-1 | 1,0 | 5** |
| Composés de baryum (comme Ba)**** | 513-77-9 | 0,5 | 0,5 |
| Chrome, alliages ou composés de chrome (comme Cr)**** | 7440-47-3 | 0,5(b) | 0,5(b) |
| Chrome hexavalent (Cr VI) | 18540-29-9 | 0,05(b) | 0,005(b) |
| Émanation de cuivre | 7440-50-8 | 0,2 | 0,1 |
| Composés de cobalt | 7440-48-4 | 0,02 | 0,1 |
| Fluorures (comme F) | 7789-75-5 | 2,5 | 2,5 |
| Fer | 7439-89-6 | 10* | 10* |
| Calcaire et/ou carbonate de calcium | 1317-65-3 | 10* | 15 |
| Composés de lithium (comme Li) | 554-13-2 | 15 | 10* |
| Magnésite | 1309-48-4 | 10 | 15 |
| Magnésium et/ou alliages et composés de magnésium (comme Mg) | 7439-95-4 | 10* | 10* |
| Manganèse et/ou alliages et composés de manganèse (comme Mn)**** | 7439-96-5 | 0,02 | 5,0(c) |
| Silicates minéraux | 1332-58-7 | 5** | 5** |
| Alliages de molybdène (comme Mo) | 7439-98-7 | 10 | 10 |
| Nickel**** | 7440-02-0 | 0,1 | 1 |
| Silicates et autres liants | 1344-09-8 | 10* | 10* |
| Silicium et/ou alliages et composés de silicium (comme Si) | 7440-21-3 | 10* | 10* |
| Composés de strontium (comme Sr) | 1633-05-2 | 10* | 10* |
| Alliages et composés de zirconium (comme Zr) | 12004-83-0 | 5 | 5 |
Renseignements supplémentaires:
(*) Non répertorié. La valeur de nuisance maximale est de 10 milligrammes par mètre cube. La PEL pour l'oxyde de fer est de 10 milligrammes par mètre cube. La TLV pour l'oxyde de fer est de 5 milligrammes par mètre cube.
Comme poussière inhalable.
(******) Sous réserve des exigences en matière de signalement des articles 311, 312 et 313 de la loi américaine sur la planification des urgences et le droit de la communauté à l'information (Emergency Planning and Community Right-to-Know Act) de 1986, et de 40CFR 370 et 372.
(b) La PEL pour le chrome (VI) est de 0,005 milligramme par mètre cube comme moyenne pondérée sur 8 heures. La TLV pour le chrome soluble dans l'eau (VI) est de 0,05 milligramme par mètre cube. La TLV pour le chrome insoluble (VI) est de 0,01 milligramme par mètre cube.
Les valeurs sont pour les émanations de manganèse. La STEL (limite d'exposition de courte durée) est de 3,0 milligrammes par mètre cube. La PEL OSHA est une valeur plafond.
La TLV pour les composés solubles de baryum est de 0,5 mg/m³.
Les valeurs TLV et PEL sont en date d'octobre 2013. Consultez toujours la fiche de données de sécurité (FDS) sur le produit ou sur le site Web de Lincoln Electric à l'adresse https://www.lincolnelectric.com
Installation...... section a
ESPÉCIFICATIONS TECHNIQUES...... A-1
DESCRIPTION GÉNÉRALE...... A-2
L'OBJECTIF VISÉ...... A-2
SÉLECTIONNER UN EMPLACEMENT APPROPRIÉ...... A-2
ZONE ENVIRONNANTE...... A-2
INSTALLATION A-3
CONNEXIONS ÉLECTRIQUES...... A-7
Fonctionnement...... section b
UTILISATION PRÉVUE...... B-1
VITESSE VARIABLE DU VENTILATEUR...... B-1
CONTRÔLE B-2
FONCTIONNEMENT...... B-3
FONCTIONS...... B-3
NETTOYAGE...... B-4
PIÈCES DE REMPLACEMENT...... C-1
REMPLACEMENT DES FUSIBLES D-1
ENTRETIEN, MAINTENANCE ET RÉPARATIONS...... D-1
VIDER LE BAC À POUSSIÈRE...... D-1
REMPLACEMENT DU FILTRE...... D-2
GUIDE de dépannage...... section e
SCHÉMAS...... SECTION F
LE CONTENU/LES DÉTAILS PEUVENT ÊTRE MODIFIÉS OU MIS À JOUR SANS PRÉAVIS. POUR OBTENIR LES MANUELS
D'INSTRUCTIONS EN COURS, ALLEZ À PARTS. LINCOLNELECTRIC. COM.
SPÉCIFICATIONS TECHNIQUES
| K5271-1 X-Tractor®, 2 pistolets à fumée 460/3/60 |
| K5271-2 X-Tractor®, 2 pistolets à fumée 230/3/60 |
| K5271-3 X-Tractor®, 2 pistolets à fumée 575/3/60 |
GÉNÉRALITÉS
| TENSION D'ENTRÉE | 208-230 V, 3 PH, 60 Hz460 V, 3 PH, 60 Hz575 V, 3 PH, 60 Hz |
| APPEL DE COURANT COTÉ : | 208-230 V 10,5 - 10,3 A460 V – 5,2 A575 V – 3,8 A |
| PUISSANCE NOMINALE | 4 HP (3 KW) |
| NIVEAU SONORE DEFONCTIONNEMENT | < 78 DB(A) |
| CORDON D'ALIMENTATION | 6,1 M (20 PI) |
| FACTEUR DE MARCHE | 100 % |
TYPE DE FILTRE
| 160 PIEDS CARRÉS (14,9 M2) |
| MERV 16 (HE) NANO |
CONDITIONS AMBIANTES
| TEMPÉRATUREMINIMALE | 5 °C (40 °F) |
| TEMPÉRATUREMAXIMALE | 40 °C (104 °F) |
| HUMIDITÉ RELATIVEMAXIMALE | 80 % |
CAPACITÉ DE FONCTIONNEMENT
| TYPE D'EXTRACTEUR | VIDE POUSSÉE ÉLEVÉE, VOLUME FAIBLE |
| DÉBIT D'AIR | 0 À 150 PI3/MIN (255 M3/H) |
| NETTOYAGE DU FILTRE | |
| TYPE DE NETTOYAGE | Jet d'impulsion |
| PRESSION D'AIR COMPRIMÉ | 70 à 120 psi (5 à 8 bars) REMARQUE : L'air comprimé doit être propre et sec et avoir un point de rosée de -40°C (-40°F). |
| Consommation d'air pendant le cycle de nettoyage du filtre | 1 PCM (25,8 L/MIN) |
| Raccord d'air comprimé | Débranchement rapide pneumatique mâle 1/4" (profil ISO 6150 B - 1/4 po) |
CLASSE DE FILTRE (CONFORMÉMENT À ASHRAE 52.2)
| KP5178-1 | MERV 11 |
| KP5178-2 | MERV 16 NANO |
| KP5178-3 | MERV 16 PTFE |
REMARQUE : Les spécifications techniques peuvent changer sans préavis. Les spécifications et les garanties sont valides uniquement lorsque les pièces de rechange et les filtres spécifiés sont utilisés.
Description générale
L'extracteur pour pistolet à fumée X-TRACTOR® 2 est un système portable, autonome et à vide poussé pour l'élimination et la filtration des particules de fumée de soudage et autres particules de source ponctuelle. Il est conçu pour fournir une aspiration pour deux pistolets à fumée et convient aux applications de soudage à usage intensif et à une utilisation continue.
Les fumées de soudage entrent dans les extracteurs pour pistolets à fumée X-Tractor® 2 par un raccord situé à l'avant de l'appareil. Il passe ensuite par le pare-étincelles, le filtre, la soufflante, et sort par les persiennes du panneau arrière. La soufflante est alimentée par un moteur électrique triphasé de 4 HP, contrôlé par un entraînement à fréquence variable. Le niveau de vide dépend de la quantité de flux d'air passant par la soufflante. Par conséquent, les performances d'extraction varieront en fonction du nombre et du type de dispositifs d'extraction utilisés. Les extracteurs pour pistolets à fumée X-Tractor® 2 sont dotés d'un système de nettoyage automatique des filtres intégré. Les commandes signalent une impulsion d'air comprimé qui secoue les particules de la surface extérieure du filtre afin qu'elles tombent dans le bac à poussière. Ce jet d'air est libéré par un réservoir d'air comprimé embarqué qui est pressurisé à partir d'une source externe par un raccord situé à l'arrière de la machine.
L'appareil comprend
• MERV 16 (HE), NANOFILTRE - Système de nettoyage automatique du filtre - Clé carrée de 8 mm pour l'accès au filtre • (2) supports de retenue de chalumeau/flexible - Bac à poussière amovible
À utiliser avec les pistolets et les flexibles de soudage
L'extracteur pour pistolet à fumée X-TRACTOR® 2 n'est pas fourni avec des pistolets à fumée de soudage ou des flexibles. Les pistolets à fumée de soudage et les flexibles peuvent être commandés séparément. Les pistolets à fumée de soudage et les flexibles recommandés sont :
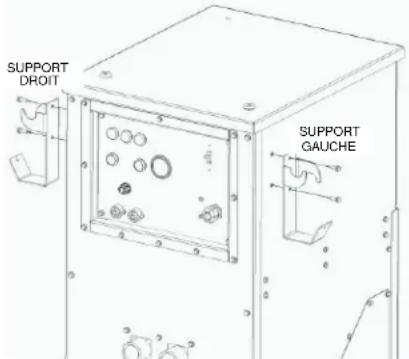
text_image
SUPPORT DROIT SUPPORT GAUCHEFIGURE A.1
- Adaptateur pour flexible de 1-3/4 po à 2 po (K3492-4) *REQUIS POUR LES TROUSSES DE FLEXIBLE D'EXTRACTION, 2 PAR FLEXIBLE*
- Flexibles d'extraction : - 2,5 m (8 pi) long x 45 mm (1 3/4 po) D. I. (K2389-9) - 5 m (16 pi) long x 45 mm (1 3/4 po) D. I. (K2389-8)
- Pistolets à fumée de soudage :
- Accessoire de capteur de démarrage/arrêt activé par le courant (K2752-4)
$$ - 2 5 0 \mathrm{A} (\mathrm{K} 4 4 6 3 - 2) $$
$$ - 3 5 0 \mathrm{A} (\mathrm{K} 4 4 6 4 - 2) $$
Voir la section Accessoires pour plus d'informations.
Remarque : La longueur maximale recommandée du flexible est de 5 m (16 pi) du côté de l'extraction de l'appareil. Consultez le service d'automatisation électrique Lincoln au 1 888 935-3878 avant d'utiliser tout autre flexible de différente taille ou longueur.
Avertissement
L'installateur est responsable de respecter les codes et règlements de sécurité fédéraux, étatiques et locaux.
Les décharges électriques peuvent tuer.
- Ne touchez pas de pièces sous tension comme le câblage interne.
- Coupez l'alimentation à la boîte de fusibles avant de travailler sur cet équipement.
- Demandez à une personne qualifiée d'installer et de réparer cet équipement. LES PIÈCES MOBILES peuvent blesser.
- N'utilisez pas cet équipement si les couvercles en sont retirés. • Tenez-vous à l'écart des pièces mobiles.


Seul le personnel qualifié doit installer, utiliser ou entretenir cet équipement.
Sélectionner un emplacement approprié
Choisissez une surface sèche, ferme et plane, capable de supporter le poids de la machine.
Mise en GARDE :
N'utilisez pas la poignée arrière pour soulever la machine, car cela pourrait l'endommager. Utilisez uniquement la poignée arrière pour manœuvrer la machine sur les roues arrière.
- Retirez les supports de flexible latéraux de la boîte d'accessoires. Retirez les 4 vis (2 de chaque côté) de la machine (voir la figure A.1). Fixez les supports de retenue latéraux de chalumeau/flexible à l'aide des 4 vis retirées. Notez l'orientation des supports. Il y a un côté gauche et un côté droit.
- Raccordez les flexibles aux entrées à l'aide de l'adaptateur de flexible 1-3/4 po à 2 po.
- Raccordez les autres extrémités des flexibles à l'orifice d'aspiration des pistolets à fumée.
- Raccordez l'air comprimé au raccord arrière.
- Appliquez la bonne alimentation d'entrée, seul le personnel qualifié doit effectuer cette opération.
K5271-1 460 V, triphasé, 60 Hz
K5271-2 208-230 V, triphasé, 60 Hz
K5271-3 575 V, triphasé, 60 Hz
- Le cas échéant, connectez le ou les accessoires du capteur
Utilisations recommandées
Lisez et familiarisez-vous avec cette section en entier avant d'utiliser votre EXTRACTEUR POUR PISTOLET À FUMÉE X-TRACTOR 2.

Avertissement
Faites toujours fonctionner cet équipement avec les filtres installés et les couvercles en place, car ils offrent une protection maximale contre les pièces mobiles et garantissent le bon fonctionnement de l'aspiration et le débit d'air de refroidissement.
L'extracteur pour pistolet à fumée X-TRACTOR 2 est un extracteur de fumées de soudage portable à vide poussé, conçu pour l'élimination et la filtration des fumées de soudage dégagées par les procédés de soudage suivants :
• Fil plein MIG/MAG (procédé GMAW) - Fil fourré MIG/MAG (procédé FCAW) • Mode de soudage au bâtonnet (procédé SMAW) • Soudage TIG (procédé GTAW)
*Pour les applications à fil fourré léger seulement.

Utilisations exclusives
• Fumées de soudage contenant de l'huile - Poussière d'aluminium - Matériaux brûlés ou incandescents - Cigarettes - Médias agressifs - Eau et humidité • Gaz explosifs et/ou mélanges de poussière - Poussières à caractéristiques toxiques autres que les fumées de soudage - L'installation de ce produit est exclusivement réservée aux entrepreneurs professionnels autorisés, bien formés et qualifiés en électricité et en mécanique. L'un des objectifs du Smartwire est l'installation rapide, éventuellement sans l'intervention de la LE. - Inspectez le produit et vérifiez qu'il n'est pas endommagé. Vérifiez le fonctionnement des dispositifs de sécurité. - Le raccordement électrique doit être effectué conformément aux exigences locales. Assurer la conformité avec les dispositions réglementaires de la CEM.
- Vérifiez l'environnement de travail. Ne pas laisser des personnes non autorisées pénétrer dans l'environnement de travail. • Protégez le produit contre l'eau et l'humidité.
- Faites preuve de bon sens. Restez vigilant et faites
de démarrage/arrêt activés au courant aux ports situés à l'avant de la machine (voir Figure 3, articles G et H).
Attention à votre travail.
- N'installez jamais le produit devant les entrées et les sorties qui doivent être utilisées par les services d'urgence.
- Assurez-vous que le mur, le plafond ou le système de support sont suffisamment solides pour supporter le produit.
- L'air contenant des particules comme le chrome, le nickel, le béryllium, le cadmium, le plomb, etc., qui représentent un danger pour la santé, ne doit jamais être recyclé. Cet air doit toujours être amené à l'extérieur de la zone de travail.
Sélectionner un emplacement approprié
Choisissez une surface sèche, ferme et plane, capable de supporter le poids de la machine.
- Ne placez pas l'équipement près de sources de chaleur radiante.
- Ne placez pas l'équipement dans un espace clos. Laissez un minimum d'un pied de dégagement autour de la machine à tout moment pour la circulation de l'air et les besoins d'entretien.
ZONE environnante
Gardez la machine à l'intérieur et au sec en tout temps. Ne la placez pas sur un sol mouillé ou dans des flaques. Ne placez jamais de liquides sur le dessus de la machine.
Remarque : L'extracteur pour pistolet à fumée X-TRACTOR 2 ne filtre pas les gaz de protection. Les gaz passent à travers le filtre.
Fonctionnement
L'extracteur pour pistolet à fumée X-TRACTOR 2 fournit une aspiration suffisante pour deux pistolets à fumée. Ne fixez pas plus de deux pistolets à fumée à l'extracteur X-TRACTOR 2.
A. Mise sous tension (éclairage) B. Alarme (lumière) C. Ventilateur en marche (éclairage) D. Réinitialisation de l'alarme d'entraînement et nettoyage manuel (commutateur) E. Ventilateur Démarrage/arrêt (interrupteur) F. Cadran de réglage de la vitesse G. et H. Entrées de démarrage à distance A et B 1. Manomètre différentiel du filtre J. Interrupteur principal - Puissance d'entrée
- Démarrez la machine en déplaçant l'interrupteur à bascule principal marche/arrêt (voir la Figure B.1, article K), situé sur le côté avant de la machine. Le voyant d'alimentation blanc s'allumera (voir la Figure B.1, article A).
- Appuyez sur le bouton de démarrage/arrêt du ventilateur pour le démarrer (voir la Figure B.1, article E). Le voyant d'alimentation vert s'allumera (voir la Figure B.1, article C).
- Réglez la vitesse du ventilateur en tournant le bouton de débit d'air (voir Figure 3, article F).
- Le bouton de réinitialisation/nettoyage manuel de l'alarme (voir la Figure B.1, article D) peut effacer les défauts de l'entraînement à fréquence variable, illustré par un voyant d'alarme clignotant (voir la Figure B.1, article B). Il peut également forcer un cycle de nettoyage à démarrer en appuyant sur la touche et en la maintenant enfoncée pendant 6 secondes.
Vitesse variable du ventilateur
L'entraînement à fréquence variable (VFD) peut commander le

Les extracteurs pour pistolets à fumée X-TRACTOR 2 sont dotés d'une fonction de nettoyage hors ligne automatique. Le système de nettoyage automatique du filtre assure une capacité optimale en tout temps. Le système se compose d'un réservoir d'air comprimé, d'une électrovanne et d'une minuterie. Le réservoir est rempli d'air comprimé. L'électrovanne s'ouvre à certains intervalles et l'air comprimé est soufflé dans le filtre. La poussière, collée à l'extérieur du filtre, est soufflée dans le bac à poussière. Le réservoir est ensuite rempli d'air comprimé, en attente du cycle suivant.
Le nettoyage automatique du filtre hors ligne n'aura pas lieu si l'alimentation est coupée à l'aide de l'interrupteur à bascule principal marche/arrêt (voir la Figure B.1, article K).
Une fois le ventilateur démarré par le bouton de démarrage/arrêt du ventilateur (voir la Figure B.1, article E), un cycle de nettoyage du filtre sera lancé afin d'optimiser l'efficacité du filtre. Après 20 secondes d'arrêt du ventilateur, le filtre est nettoyé avec une série de 5 jets d'air comprimé, espacés de 20 secondes chacun. Pour un cycle de nettoyage total d'environ 2 minutes.
Les pistolets à fumée X-TRACTOR 2 sont également dotés
dous fonction de automique automática et les usées la
Flexibles d'extraction
- K2389-9 : 2,5 m (8 pi) de long x 45 mm (1 3/4 po) de diamètre intérieur
- K2389-8 : 5 m (16 pi) de long x 45 mm (1-3/4 po) de diamètre intérieur
Deux longueurs de flexibles optionnelles sont de 2,5 m (8 pi) x 45 mm (1-3/4 po) D. I. et 5 m (16 pi) x 45 mm (1-3/4 po) de diamètre intérieur. Pour assurer un niveau de performance efficace, il est recommandé d'utiliser une longueur de flexible maximale de 5 m (16 pi).
Adaptateur de flexible de 1-3/4 po à 2 po (K3492-4)
*REQUIS POUR LES TROUSSES DE FLEXIBLES D'EXTRACTION, 2 PAR FLEXIBLE*
PISTOLETS À FUMÉE DE SOUDAGE
• K4463-2 : 250 A • K4464-2 : 350 A
DÉMARRAGE/ARRÊT ACTIVÉ PAR LE COURANT
K2752-4 : Accessoire à capteur
Avant de procéder à l'entretien, la maintenance ou à la réparation, débrancher complètement l'alimentation du circuit principal et du circuit de prise de courant.

Utilisez l'équipement de protection individuelle (EPI), y compris les lunettes de sécurité, le masque antipoussière et les gants, afin d'éviter les blessures. Cela s'applique également aux personnes qui entrent dans la zone de travail.

Les pièces mobiles peuvent blesser.
- Ne pas opérer avec les portes ouvertes ou sans les protections.
- Arrêtez avant d'effectuer l'entretien.
- Tenez-vous à l'écart des pièces mobiles.
Demandez au personnel qualifié de faire tous les travaux de maintenance et de dépannage.

Voir les informations relatives aux avertissements supplémentaires tout au long de ce manuel de l'opérateur
Le produit a été conçu pour être fiable pendant de longues périodes avec un entretien raisonnable. Afin de garantir un niveau optimal de performance, les activités de maintenance et de nettoyage réguliers requises sont décrites dans cette section. Si vous respectez les précautions de sécurité nécessaires et effectuez l'entretien à des intervalles réguliers, tout problème qui se produit sera détecté et corrigé avant qu'il n'entraîne une panne totale.
Les intervalles d'entretien indiqués peuvent varier en fonction des conditions de travail et ambiantes spécifiques. Il est donc recommandé d'inspecter soigneusement le produit complet une fois par an en plus de l'entretien périodique indiqué.

Avertissement
Un entretien inadéquat peut provoquer un incendie. Toujours entretenir le produit conformément aux instructions de ce manuel.


Avertissement
Toujours éteindre le système et débrancher l'air comprimé (le cas échéant) avant de suivre les instructions ci-dessous. Lisez d'abord les instructions d'entretien au début de ce manuel.
VIDER le BAC à poussière
- Retirez le cordon électrique de l'extracteur pour pistolet
- Respectez les intervalles d'entretien indiqués dans ce manuel. Un entretien en retard peut entraîner des coûts de réparations et de révisions élevés et peut rendre la garantie nulle et non avenue.
- Utilisez toujours des outils, des matériaux, des lubrifiants et des techniques d'entretien approuvés par le fabricant. N'utilisez jamais d'outils usés et ne laissez aucun outil dans ou sur le produit.
- Les dispositifs de sécurité qui ont été retirés pour l'entretien, la maintenance ou les réparations, doivent être remis en place immédiatement après l'entretien et s'assurer qu'ils fonctionnent toujours correctement.
Le bac à poussière inférieur doit être inspecté, nettoyé et vidé mensuellement.
- La fréquence de nettoyage et de vidange dépend d'un certain nombre de facteurs tels que le type de processus de soudage et la fréquence d'utilisation.
- Le filtre principal doit être vérifié chaque mois pour s'assurer qu'il n'y a pas de dommages.
- Les joints du filtre principal doivent être vérifiés tous les 12 mois.
- Lorsque l'extracteur d'émanations n'est pas utilisé, enroulez le cordon et placez-le dans l'ouverture de la poignée. Entrepousez l'extracteur d'émanations dans un endroit sec.
- Lorsque l'extracteur d'émanations est utilisé, prenez précaution que le cordon soit protégé contre les dommages et ne présente pas de risque de trébucher.
Au besoin, pour vidanger le réservoir, retirez le bac à poussière pour accéder au drain du réservoir. Il se trouve sur le côté inférieur droit du réservoir. Dévissez complètement le bouchon de la poignée en T pour vidanger tout liquide.
Replacez le bouchon et le bac à poussière avant de l'utiliser.
- Desserrez les (4) boutons de l'avant de la machine.
- Videz le bac de récupération et jetez les déchets.
correctement*.
- Replacez le bac à poussière et fixez-le à l'aide des (4) boutons.
*Consultez les autorités locales pour connaître les règlements régissant l'élimination appropriée des filtres et des particules utilisés.

Avertissement
Les particules recueillies dans l'appareil peuvent être dangereuses pour votre santé. Prenez les précautions nécessaires pour que vous et vos employés ne respiriez pas de poussières et de particules. Portez un respirateur approprié lors de l'élimination des particules. Suivez les règlements environnementaux locaux pour l'élimination des filtres et des particules.

Avertissement
Un filtre saturé contient souvent de la poussière et des particules de saleté qui pourraient présenter un risque pour la santé lors de l'inhalation. Lors du remplacement des filtres, portez toujours un masque facial ou un respirateur de haute qualité et approuvé. Emballez les filtres dans un sac en plastique correctement fermé et jetez-le conformément aux règlements locaux.
Remplacez les filtres en cas de dommages ou lorsque la capacité d'extraction est insuffisante en raison de la quantité de particules dans le filtre. Une vérification périodique des filtres est nécessaire pour maintenir un rendement et une durée de vie optimaux de l'appareil. La performance/la durée de vie du filtre dépend de variables telles que :
• Application/processus de soudage • Huile impliquée dans les processus de soudure • Poussière/particules de meulage • Utilisation et entretien appropriés
Retirez le cordon électrique de l'extracteur pour pistolet à fumée X-TRACTOR 2 de la prise électrique.
- À l'aide de la clé hexagonale fournie, déverrouillez le panneau à charnière supérieur et ouvrez-le.
- Supprimez le filtre
- Vérifiez les joints du filtre principal avant de remplacer le filtre.
- Placez le nouveau filtre (côté ouvert vers le bas) dans l'enceinte de filtration. Assurez-vous qu’il est centré sur la plaque de support du filtre.
- Tournez le panneau supérieur pour le fermer et verrouiller avec la clé hexagonale fournie.
GUIDE de dépannage

L'entretien et la réparation ne doivent être effectués que par le personnel qualifié et formé en usine de Lincoln Electric. Les réparations non autorisées effectuées sur cet équipement peuvent entraîner un danger pour le technicien et l'opérateur de la machine, et invalider votre garantie d'usine. Pour votre sécurité et pour éviter les DÉCHARGES ÉLECTRIQUES, veuillez respecter toutes les consignes de sécurité et toutes les précautions détaillées dans ce manuel.
Ce guide de dépannage est fourni pour vous aider à localiser et à réparer les possibles pannes de l'appareil. Suivez simplement la procédure en trois étapes ci-dessous.
Étape 1. repérez le problème (symptôme).
Regardez sous la colonne intitulée « PROBLÈME (SYMPTÔMES) ». Cette colonne décrit les possibles symptômes que l'appareil peut présenter. Trouvez l'élément de la liste qui décrit le mieux le symptôme que l'appareil présente.
Étape 2. causes possibles.
La deuxième colonne intitulée « ZONE(S) POSSIBLE(S) DE MAUVAIS AJUSTEMENTS » énumère les possibilités externes évidentes qui peuvent contribuer au symptôme de la machine.
Étape 3. PLAN d'action recommandé
Cette colonne fournit un plan d'action pour les zones possibles de mauvais ajustements.
Service et soutien technique
Pour obtenir de l'information sur des ajustements spécifiques, les travaux d'entretien ou de réparation qui ne sont pas traités dans ce manuel, veuillez communiquer avec le service d'automatisation de Lincoln Electric au 1 888 935-3878.
Assurez-vous d'avoir les données suivantes à portée de main :
- nom du produit
- numéro de série
- bon de commande (numéro et date) aux fins de vérification de la garantie

Si, pour quelque raison que ce soit, vous ne comprenez pas les procédures de tests ou ne pouvez pas effectuer les tests/réparations en toute sécurité, communiquez avec votre centre de services extérieurs autorisé Lincoln pour obtenir de l'aide technique avant de continuer.
WWW.LINCOLNELECTRIC.COM/LOCATOR
Observez toutes les directives de sécurité détaillées dans tout ce manuel.
| Observez toutes les directives de sécurité détaillées dans tout ce manuel | ||
| PROBLÈMES (SYMPTÔMES) | CAUSE POSSIBLE | PLAN D’ACTION RECOMMANDÉ |
| PROBLÈMES DE FONCTION | ||
| Le moteur ne démarre pas. | 1. Alimentation d’entrée disponible incorrecte.2. Disjoncteur déclenché.3. L’appareil est éteint.4. Fusible ouvert. | 1. Vérifiez l’alimentation d’entrée de 460 V c.a. 60 Hz (K5271-1), 230 V c.a. 60 Hz (K5271-2), 575 V c.a. 60 Hz (K5271-3) à la machine.2. Réinitialisez le disjoncteur.3. Appuyez et relâchez le bouton Low/High.4. Remplacez les fusibles appropriés. |
| Mauvaise aspiration. | 1. Fuite.2. Filtre sale.3. Application incorrecte. | 1. Vérifiez les raccords et l’intégrité du flexible2. Exécutez le cycle de nettoyage ou remplacez le filtre.3. Vérifiez le diamètre du flexible et la longueur maximale de 5 m (16 pi), vérifiez le filtre pour des conditions huileuses. |
| L’appareil ne détectera pas de courant. | 1. Courant de soudage trop faible.2. Le câble du capteur n’est pas connecté. | 1. Repositionnez la pince du capteur.2. Vérifiez la connexion à la machine. |

Si, pour quelque raison que ce soit, vous ne comprenez pas les procédures de tests ou ne pouvez pas effectuer les tests/réparations en toute sécurité, communiquez avec votre centre de services extérieurs autorisé Lincoln pour obtenir de l'aide technique avant de continuer.
WWW.LINCOLNELECTRIC.COM/LOCATOR
EXTRACTEUR DE FUMÉE DE SOUDAGE POUR PISTOLET À FUMÉE X-TRACTOR® 2
SCHÉMAS
SCHÉMA DE CÂBLAGE
text_image
TB1 ARRANGEMENT 108 116 RELAY K1 RELAY K2 PB1 U1 MFS/SFS 10 / WH 11 / BN 12 / GN 13 / VT 14 / VT 15 / BK 16 / BK 17 / YE 18 / YE 19 / RD 20 / BL 21 / OR 22 / OR 23 / GR 24 / GR 24VAC RED 120 BLK PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 PB1 WHT 114 A2 116 VFD START ORA 132 COVER SWITCH 2 1 120 BLK 116 WHT VALVE 1 V1 107 BLU 121 BRN EXT START/STOP 1 1.1 J-2 J-1 108 108 GND 1.1 J-2 J-3 123 EXT START/STOP 1 1.1 J-2 J-2-1 108 108 GND 1.1 J-2 J-2-2 123A RELAY K2 A2 A1 B1 ALARM H2 2 126 FAN RUNNING H3 VFD FAN RUNNING POWER ON / CLEANING ADJUSTABLE FILTER PRESSURE SWITCH ADJUSTABLE COM S2 T 4 3 S3 4 3 S3 4 3 S3 4 3 S3 4 3 S3 4 3 S3 4 3 S3 4 3 S3 4 3 S3 4 3 S3 4 3 S3 4 3 S3 4 3 S3 4 3 S3 4 3 S3 4 3 S3 4 3 S3 4 08 RED LINCOLN THE LINCOLN ELECTRIC COMPANY Voil's Leader in Working and Clear Products. Sales and Service Charges Available and Distribution Workforce. Connected: One:48/17/09 U.S.A. M27993PRINTEXTRACTEUR DE FUMÉE DE SOUDAGE POUR PISTOLET À FUMÉE X-TRACTOR® 2 SCHÉMAS
text_image
S1 DISCONNECT 600V 15A J-TYPE L1 L2 L3 L4 L5 L6 L7 L8 L9 L10 T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 T11 T12 T13 T14 T15 T16 T17 T18 T19 T20 T21 T22 T23 T24 T25 T26 T27 T28 T29 T30 T31 T32 T33 T34 T35 T36 T37 T38 T39 T40 T41 T42 T43 T44 T45 T46 T47 T48 T49 T50 T51 T52 T53 T54 T55 T56 T57 T58 T59 T60V 60Hz 400V 50 Hz MOTOR POWER 4HP MOTOR TYPE INDUCTION MOTOR TERMINAL 1 HP - 15 HP (IE3) 208V 60Hz 230V 60 Hz 200V 50 Hz L1 L2 L3 RFLAVR2 NC 127 FMN RELAYR2 MO 108 RED 138 VDQ 118 VDQ 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 125 V F D ALARM VFD ALARM RELAYR2 NC 127 VDQ 118 VDQ 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRY 126 GRCI R S A B T E N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N A N C U R S T O U S T O U S T O U S T O U S T O U S T O U S T O U S T O U S T O U S T O U S T O U S T O U S T O U S T O U S T O U S T O U S T O U S T O U S T O U S T O U S T O U S T O U S T O U S T O U S T O U S T O I M I N B O L P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I KP I M I N B O L P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I M I N B O L P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I K P I M I N B O L P I K P I K P I K P i M I N B O L P I K P I K P i M i N B O L P i M i N B O L P i M i N B O L P i M i N B O L P i M i N B O L P i M i N B O L P i M i N B O L P i M i N B O L P i M i N B O L P i M i N B O L P i M i N B O L P i M i N B O L P i M i N B O L P i Mi N B O L P i M i N B O L P i M i N B O L P i M i N B O L P i M i N B O L P i M i N B O L P i M i N B O L P i M i N B O L P i M i N B O L P i M i N B O L P i M i N B O L P i M i N B O L P i M i N B O l m a c t e r s o f a l e d a t e r s o f a l e d a t e r s o f a l e d a t e r s o f a l e d a t e r s o f a l e d a t e r s o f a l e d a t e r s o f a l e d a t e r s o f a l e d a t e r s o f a l e d a t e r s o f a l e d a c t e r s o f a l e d a c t e r s o f a l e d a c t e r s o f a l e d a c t e r s o f a l e d a c t e r s o f a l e d a c t e r s o f a l e d a c t e r s o f a l e d a c t e r s o f a l e d a c t e r n s t o n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n n nnn nnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnnlllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllllll l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll ll | FUSE TABLE | CODE | MAINS | FUSE | MOTOR FLA | T1 PRIMARY TAP CONNECTION | 13246 | 460V 60Hz 3~ | 5. A J TYPE | 5.2A | 5 | 13248 | 575V 60Hz 3~ | 5. A J TYPE | 3.8A | 6 | 13247 | 208V-230V 60Hz 3~ | 1. A J TYPE | 10.5A - 10.3A | 3 | NOTES: N.A. ALL LEAD WIRES SHALL BE UL RATED MINIMUM OF 18 AWG 10S NC UNLESS SPECIFIED N.B. POT FOR ADJUSTING THE SPEED IN ACCUMULATED WITH ENDING AND DISTRIBUTION WORLD & CURRENT OUTPUT AND CUTTING PRODUCTS. CLOVEL, OHAW, CA, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, TX, X Y Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z Z ZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZZz z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z z #s ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## ## #s ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### #### ####### #### #### #### #### #### ####### #### #### ####### #### #### ####### #### #### ##### #### #### ####### #### #### ####### #### ####### #### ####### #### ####### #### ####### ####### ####### ####### ####### ####### ####### ####### ####### ####### ####### ####### ####### ####### ####### ####### ####### ####### ####### ####### ####### ####### ####### ####### ####### ####### ####### ####### ######## MOTOR POWER: 4HP MOTOR TYPE INDUCTION MOTOR POWER: DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUTDINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINUT DINA## BRASCE EXT RESISTOR CONNECTION DYNAMIC BRAKE EXT RESISTOR CONNECTION DYNAMIC BRAKE EXT RESISTOR CONNECTION DYNAMIC BRAKE EXT RESISTOR CONNECTION DYNAMIC BRAKE EXT RESISTOR CONNECTION DYNAMIC BRAKE EXT RESISTOR CONNECTION DYNAMIC BRAKE EXT RESISTOR CONNECTION DYNAMIC BRAKE EXT RESISTOR CONNECTION DYNAMIC BRAKE EXT RESISTOR CONNECTION DYNAMIC BRAKE EXT RESISTOR CONNECTION DYNAMIC BRAKE EXT RESISTOR CONNECTION DYNAMIC BRAKNEE NC RELAYR2 NC RELAYR2 NC RELAYR2 NC RELAYR2 NC RELAYR2 NC RELAYR2 NC RELAYR2 NC RELAYR2 NC RELAYR2 NC RELAYR2 NC RELAYR2 NC RELAYR2 NC RELAYR2 NC RELAYR2 NC RELAYR2 NC RELAYR2 NC RELAYR2 NC RELAYR2 NC RELAYR2 NC RELAYR2 NC RELAYR |  |  |  |
| WARNING | Do not touch electrically live parts or electrode with skin or wet clothing.Insulate yourself from work and ground. | Keep flammable materials away. | Wear eye, ear and body protection. |
| SpanishAVISO DE PRECAuCION | No toque las partes o los electrodos bajo carga con la piel o ropa moja-da.Aislese del trabajo y de la tierra. | Mantenga el material combustible fuera del área de trabajo. | Protéjase los ojos, los oldos y el cuerpo. |
| FrenchATTENTION | Ne laissez ni la peau ni des vête-ments mouillés entrer en contact avec des pièces sous tension.Isolez-vous du travail et de la terre. | Gardez à l'écart de tout matériel inflammable. | Protégez vos yeux, vos oreilles et votre corps. |
| GermanWARNuNG | Berühren Sie keine stromführenden Teile oder Elektroden mit Ihrem Körper oder feuchter Kleidung!Isolieren Sie sich von den Elektroden und dem Erdboden! | Entfernen Sie brennbarres Material! | Tragen Sie Augen-, Ohren- und Kör-perschutz! |
| PortugueseATENÇÃO | Não toque partes elétricas e elec-trodos com a pele ou roupa molha-da.Isole-se da peça e terra. | Mantenha inflamáveis bem guarda-dos. | Use proteção para a vista, ouvido e corpo. |
| Japanese注意事項 | 通電中の電気部品、又は溶材にヒフやぬれた布で触れないこと。施工物やアースから身体が絶縁されている様にして下さい。 | 燃えやすいものの側での溶接作業は絶対にしてはなりません。 | 目、耳及び身体に保護具をして下さい。 |
| Chinese警告 | 皮肤或濕衣物切勿接觸帶電部件及錚條。使你自己與地面和工件絕緣。 | 把一切星燃物品移離工作場所。 | 保戴眼、耳及身體勞動保護用具。 |
| Korean위험 | 진토체나 응접봉을 잇은 항 dex 또는 피부로 질대 접촉치 마십시오.모재와 접지를 접촉치 마십시오. | 인화성 물질을 접근 시키지 마시요. | 눈. 귀와 몸에 보호장구를 착용하십시오. |
| Arabicتحذير | لا تلمس الاجزاء التي يسري فيها التبار الكهرباني أو الالکترود بجلد الجسم أو بالملابس الهيلة پالماء.ضع عازلا على جبسمك خلال العمل. | ضع #:###### ### ### | ضع أبوات وملابس والقية على عينيك وأدنيك### |
READ AND UNDERSTAND THE MANUFACTURER'S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER'S SAFETY PRACTICES.
The Lincoln Electric Company fabrique et vend des équipements de soudage, des consommables et des équipements de coupe de haute qualité. Notre défi consiste à répondre aux besoins de nos clients et à dépasser leurs attentes. À l'occasion, les acheteurs peuvent demander à Lincoln Electric des conseils ou des renseignements sur l'utilisation de nos produits. Nous répondons à nos clients en fonction des meilleurs renseignements en notre possession à ce moment-là. Lincoln Electric n'est pas en mesure de garantir ces conseils et n'assume aucune responsabilité en ce qui concerne ces informations ou conseils. Nous déclinons expressément toute garantie de quelque nature que ce soit, y compris toute garantie d'adaptation à l'usage particulier du client, à l'égard de ces informations ou conseils. À titre de considération pratique, nous ne pouvons pas assumer la responsabilité de la mise à jour ou de la correction de ces renseignements ou conseils une fois qu'ils auront été donnés, et la fourniture d'information ou de conseils ne crée, n'étend ou ne modifie pas une garantie relativement à la vente de nos produits.
Lincoln Electric est un fabricant responsable, mais la sélection et l'utilisation de produits spécifiques vendus par Lincoln Electric sont uniquement sous le contrôle et demeurent la seule responsabilité du client. De nombreuses variables au-delà du contrôle de Lincoln Electric ont une incidence sur les résultats de l'application de ces types de méthodes de fabrication et d'exigences de service.
Sous réserve de modification – Cette information est exacte au meilleur de nos connaissances au moment de l'impression. Veuillez visiter www.lincolnelectric.com pour toute information mise à jour.
Équipement de contrôle des émanations de soudure
Le fonctionnement de l'équipement de contrôle des émanations de soudage est affecté par divers facteurs, notamment l'utilisation et le positionnement adéquats de l'équipement, l'entretien de l'équipement ainsi que la procédure et l'application spécifiques de soudage. Le niveau d'exposition des travailleurs doit être vérifié lors de l'installation et périodiquement par la suite pour être certain qu'il se situe dans les limites TLV de l'ACGIH et PEL de l'OSHA applicables.
