
MAXsa 10 Controller - Contrôleur industriel LINCOLN ELECTRIC - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil MAXsa 10 Controller LINCOLN ELECTRIC au format PDF.

| Caractéristiques Techniques | Contrôleur MAXsa 10 pour applications de soudage, compatible avec plusieurs types de machines. |
|---|---|
| Utilisation | Conçu pour optimiser les performances de soudage, facile à intégrer dans des systèmes existants. |
| Maintenance et Réparation | Vérification régulière des connexions et mise à jour du logiciel recommandées pour un fonctionnement optimal. |
| Sécurité | Respecter les normes de sécurité en vigueur lors de l'utilisation, porter des équipements de protection individuelle. |
| Informations Générales | Produit de la marque Lincoln Electric, reconnu pour sa qualité et sa fiabilité dans le domaine du soudage. |
FOIRE AUX QUESTIONS - MAXsa 10 Controller LINCOLN ELECTRIC
Questions des utilisateurs sur MAXsa 10 Controller LINCOLN ELECTRIC
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Contrôleur industriel au format PDF gratuitement ! Retrouvez votre notice MAXsa 10 Controller - LINCOLN ELECTRIC et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil MAXsa 10 Controller de la marque LINCOLN ELECTRIC.
MODE D'EMPLOI MAXsa 10 Controller LINCOLN ELECTRIC
Contrôleur MAXsa™ 10

S'applique aux machines dont le numéro de code est : 11590, 11777, 12327

Enregistrer la machine :
www.lincolnelectric.com/register
Localisateur d'Ateliers de Service et de Distributeurs Agréés :
www.lincolnelectric.com/locator
Conserver pour référence future
Date d'achat
Code : (ex. : 10859)
Série : (ex. : U1060512345)
MERCI d'examiner immédiatement l'état du CARTON et de l'équipement
Lorsque cet équipement est expédié, la propriété passe à l'acheteur sur réception par le transporteur. En conséquence, les réclamations pour matériel endommagé dans l'expédition doivent être effectuées par l'acheteur auprès de l'entreprise de transport au moment où la livraison est reçue.
La sécurité REPOSE sur vous
L'équipement de soudure et de coupage à l'arc de Lincoln est conçu et fabriqué dans un souci de sécurité. Toutefois, votre sécurité générale peut être augmentée par une installation appropriée... et une utilisation réfléchie de votre part. NE PAS INSTALLER, UTILISER NI RÉPARER CET ÉQUIPEMENT SANS LIRE LE PRÉSENT MANUEL ET LES CONSIGNES DE SÉCURITÉ QUI Y SONT CONTENUES. Et, surtout, pensez avant d'agir et soyez prudent.

Avertissement
Cette mention apparaît lorsque les informations doivent être suivies exactement afin d'éviter toute blessure grave ou mortelle.

Attention
Cette mention apparaît lorsque les informations doivent être suivies afin d'éviter toute blessure corporelle mineure ou d'endommager cet équipement.

NE PAS trop s'approcher de l'arc. Utiliser des verres correcteurs si nécessaire afin de rester à une distance raisonnable de l'arc.
LIRE et se conformer à la fiche de données de sécurité (FDS) et aux étiquettes d'avertissement qui apparaissent sur tous les récipients de matériaux de soudure.
Utiliser une ventilation
ou une évacuation suffisante au niveau de l'arc, ou les deux, afin de maintenir les fumées et les gaz hors de la zone générale.

La ventilation naturelle peut être adéquate si vous maintenez votre tête hors de la fumée (voir ci-dessous).
Utiliser des courants d'air naturels ou des ventilateurs pour maintenir la fumée à l'écart de votre visage.
Si vous développez des symptômes inhabituels, consultez votre superviseur. Peut-être que l'atmosphère de soudure et le système de ventilation doivent être vérifiés.

PROTÉGEZ vos yeux et votre visage à l'aide d'un masque de soudeur bien ajusté avec la classe adéquate de lentille filtrante (voir ANSI Z49.1).
PROTÉGEZ votre corps contre les éclaboussures de soudage et les coups d'arc à l'aide de vêtements de protection incluant des vêtements en laine, un tablier et des gants ignifugés, des guêtres en cuir et des bottes.
PROTÉGER autrui contre les éclaboussures, les coups d'arc et l'éblouissement à l'aide de grilles ou de barrières de protection.
DANS CERTAINES ZONES, une protection contre le bruit peut être appropriée.
S'ASSURER que l'équipement de protection est en bon état.
En outre, porter des lunettes de sécurité EN PERMANENCE.

Situations particulières
NE PAS SOUDER NI COUPER des récipients ou des matériels qui ont été précédemment en contact avec des matières dangereuses à moins qu'ils n'aient été adéquatement nettoyés. Ceci est extrêmement dangereux.
NE PAS SOUDER NI COUPER des pièces peintes ou plaquées à moins que des précautions de ventilation particulières n'aient été prises. Elles risquent de libérer des fumées ou des gaz fortement toxiques.
Mesures de précaution supplémentaires
PROTÉGER les bouteilles de gaz comprimé contre une chaleur excessive, des chocs mécaniques et des arcs ; fixer les bouteilles pour qu'elles ne tombent pas.
S'ASSURER que les bouteilles ne sont jamais mises à la terre ou une partie d'un circuit électrique.
DÉGAGER tous les risques d'incendie potentiels hors de la zone de soudage.
Toujours disposer d'un équipement de LUTTE CONTRE l'incendie prêt pour une utilisation immédiate et SAVOIR comment l'utiliser.
Sécurité 01 sur 04 - 15/06/2016


Avertissements californie proposition 65

AVERTISSEMENT : Respirer des gaz d'échappement au diesel vous expose à des produits chimiques connus par l'état de Californie pour causer des cancers, des anomalies congénitales, ou d'autres anomalies de reproduction.
- Toujours allumer et utiliser le moteur dans un endroit bien ventilé.
- Pour un endroit exposé, évacuer les gaz vers l'extérieur.
- Ne pas modifier ou altérer le système d'échappement.
- Ne pas faire tourner le moteur sauf si nécessaire.
AVERTISSEMENT : Ce produit, lorsqu'il est utilisé pour le soudage ou la découpe, produit des émanations ou gaz contenant des produits chimiques connus par l'état de Californie pour causer des anomalies congénitales et, dans certains cas, des cancers. (Code de santé et de sécurité de la Californie, Section § 25249.5 et suivantes.)

AVERTISSEMENT : Cancer et anomalies congénitales www.P65warnings.ca.gov
LE SOUDAGE À L'ARC PEUT ÊTRE DANGEREUX. PROTÉGEZ-VOUS ET LES AUTRES DE BLESSURES GRAVES OU DE LA MORT. ÉLOIGNEZ LES ENFANTS. LES PORTEURS DE PACEMAKER DOIVENT CONSULTER LEUR MÉDECIN AVANT UTILISATION.
Lisez et assimilez les points forts sur la sécurité suivants : Pour plus d'informations liées à la sécurité, il est vivement conseillé d'obtenir une copie de « Sécurité dans le soudage & la découpe - Norme ANSI Z49.1 » auprès de l'American Welding Society, P. O. Box 351040, Miami, Florida 33135 ou la norme CSA W117.2-1974. Une copie gratuite du feuillet E205 « Sécurité au soudage à l'arc » est disponible auprès de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASSUREZ-VOUS QUE SEULES LES PERSONNES QUALIFIÉES EFFECTUENT LES PROCÉDURES D'INSTALLATION, D'OPÉRATION, DE MAINTENANCE ET DE RÉPARATION.

Pour équipement à moteur.
1. a. Éteindre le moteur avant toute tâche de dépannage et de maintenance à moins que la tâche de maintenance nécessite qu'il soit en marche.
1. b. Utiliser les moteurs dans des endroits ouverts, bien ventilés ou évacuer les gaz d'échappement du moteur à l'extérieur.

1. c. Ne pas ajouter d'essence à proximité d'un arc électrique de soudage à flamme ouverte ou si le moteur est en marche. Arrêter le moteur et le laisser refroidir avant de remplir afin d'éviter que l'essence répandue ne se vaporise au contact de parties chaudes du moteur et à l'allumage. Ne pas répandre d'essence lors du remplissage. Si de l'essence est répandue, l'essuyer et ne pas démarrer le moteur tant que les gaz n'ont pas été éliminés.

1. d. Garder les dispositifs de sécurité de l'équipement, les couvercles et les appareils en position et en bon état. Éloigner les mains, cheveux, vêtements et outils des courroies en V, équipements, ventilateurs et de tout autre pièce en mouvement lors de l'allumage, l'utilisation ou la réparation de l'équipement.

1. e. Dans certains cas, il peut être nécessaire de retirer les dispositifs de sécurité afin d'effectuer la maintenance requise. Retirer les dispositifs uniquement si nécessaire et les replacer lorsque la maintenance nécessitant leur retrait est terminée. Toujours faire preuve de la plus grande attention lors du travail à proximité de pièces en mouvement.
1. f. Ne pas mettre vos mains à côté du ventilateur du moteur. Ne pas essayer d'outrepasser le régulateur ou le tendeur en poussant les tiges de commande des gaz pendant que le moteur est en marche.
1. g. Afin d'éviter d'allumer accidentellement les moteurs à essence pendant que le moteur est en marche ou le générateur de soudage pendant la maintenance, débrancher les câbles de la bougie d'allumage, la tête d'allumage ou le câble magnétique le cas échéant.
1. h. Afin d'éviter de graves brûlures, ne pas retirer le bouchon de pression du radiateur lorsque le moteur est chaud.


Les CHAMPS électriques et magnétiques peuvent être dangereux.

2. a. Le courant électrique traversant les conducteurs crée des champs électriques et magnétiques (CEM) localisés. Le courant de soudage crée des CEM autour des câbles et de machines de soudage.
2. b. Les CEM peuvent interférer avec certains pacemakers, et les soudeurs portant un pacemaker doivent consulter un médecin avant le soudage.
2. c. L'exposition aux CEM dans le soudage peut avoir d'autres effets sur la santé qui ne sont pas encore connus.
2. d. Tous les soudeurs doivent suivre les procédures suivantes afin de minimiser l'exposition aux CEM à partir du circuit de soudage :
2. d.1. Acheminer les câbles de l'électrode et ceux de retour ensemble - Les protéger avec du ruban adhésif si possible. 2. d.2. Ne jamais enrouler le fil de l'électrode autour de votre corps. 2. d.3. Ne pas se placer entre l'électrode et les câbles de retour. Si le câble de l'électrode est sur votre droite, le câble de retour doit aussi se trouver sur votre droite. 2. d.4. Brancher le câble de retour à la pièce aussi proche que possible de la zone étant soudée. 2. d.5. Ne pas travailler à proximité d'une source de courant pour le soudage.

Une décharge électrique peut TUER.

3. a. Les circuits d'électrode et de retour (ou de terre) sont électriquement « chauds » lorsque la machine à souder est en marche. Ne pas toucher ces pièces « chaudes » à même la peau ou avec des vêtements humides. Porter des gants secs, non troués pour isoler les mains.
3. b. Isolez-vous de la pièce et du sol en utilisant un isolant sec. S'assurer que l'isolation est suffisamment grande pour couvrir votre zone complète de contact physique avec la pièce et le sol.
En sus des précautions de sécurité normales, si le soudage doit être effectué dans des conditions électriquement dangereuses (dans des emplacements humides, ou en portant des vêtements mouillés ; sur des structures en métal telles que des sols, des grilles ou des échafaudages ; dans des postures incommodes telles que assis, agenouillé ou allongé, s'il existe un risque élevé de contact inévitable ou accidentel avec la pièce à souder ou le sol), utiliser l'équipement suivant :
- Machine à souder (électrique par fil) à tension constante CC semi-automatique. • Machine à souder (à tige) manuelle CC.
- Machine à souder CA avec commande de tension réduite.
3. c. Dans le soudage électrique par fil semi-automatique ou automatique, l'électrode, la bobine de l'électrode, la tête de soudage, la buse ou le pistolet de soudage semi-automatique sont également électriquement « chauds ».
3. d. Toujours s'assurer que le câble de retour établit une bonne connexion électrique avec le métal en cours de soudage. La connexion doit se trouver aussi près que possible de la zone en cours de soudage.
3. e. Relier à la terre la pièce ou le métal à souder sur une bonne masse (terre) électrique.
3. f. Maintenir le support d'électrode, la bride de serrage de la pièce, le câble de soudure et le poste de soudage en bon état, sans danger et opérationnels. Remplacer l'isolant endommagé.
3. g. Ne jamais plonger l'électrode dans de l'eau pour le refroidir.
3. h. Ne jamais toucher simultanément les pièces électriquement « chaudes » des supports d'électrode connectés à deux postes de soudure parce que la tension entre les deux peut être le total de la tension à circuit ouvert des deux postes de soudure.
3. i. Lorsque vous travaillez au-dessus du niveau du sol, utilisez une ceinture de travail afin de vous protéger d'une chute au cas où vous recevriez une décharge.
3. j. Voir également les points 6. c. et 8.

Les RAYONS de l'arc peuvent brûler

4. a. Utiliser un masque avec le filtre et les protège-lentilles appropriés pour protéger vos yeux contre les étincelles et les rayons de l'arc lors d'un soudage ou en observant un soudage à l'arc visible. L'écran et la lentille du filtre doivent être conformes à la norme ANSI Z87.1 Normes. 4. b. Utiliser des vêtements adaptés fabriqués avec des matériaux résistant à la flamme afin de protéger votre peau et celle de vos aides contre les rayons d'arc électrique. 4. c. Protéger les autres personnels à proximité avec un blindage ignifugé, adapté et/ou les avertir de ne pas regarder ni de s'exposer aux rayons d'arc électrique ou à des éclaboussures chaudes de métal.

Les fumées et les gaz peuvent être dangereux.

5. a. Le soudage peut produire des fumées et des gaz dangereux pour la santé. Éviter d'inhaler ces fumées et ces gaz. Lors du soudage, maintenir votre tête hors de la fumée. Utiliser une ventilation et/ou une évacuation suffisantes au niveau de l'arc afin de maintenir les fumées et les gaz hors de la zone de respiration. Lors d'un soudage par rechargement dur (voir les instructions sur le récipient ou la FDS) ou sur de l'acier plaqué de plomb ou cadmié ou des enrobages qui produisent des fumées fortement toxiques, maintenir l'exposition aussi basse que possible et dans les limites OSHA PEL et ACGIH TLV en vigueur en utilisant une ventilation mécanique ou une évacuation locale à moins que les évaluations de l'exposition n'en indiquent autrement. Dans des espaces confinés ou lors de certaines circonstances, à l'extérieur, un appareil respiratoire peut également être requis. Des précautions supplémentaires sont également requises lors du soudage sur de l'acier galvanisé.
- b. Le fonctionnement de l'équipement de contrôle de la fumée de soudage est affecté par différents facteurs incluant une utilisation et un positionnement appropriés de l'équipement, la maintenance de l'équipement ainsi que la procédure de soudage spécifique et l'application impliquées. Le niveau d'exposition des opérateurs doit être vérifié lors de l'installation puis périodiquement par la suite afin d'être certain qu'il se trouve dans les limites OSHA PEL et ACGIH TLV en vigueur. 5. c. Ne pas souder dans des emplacements à proximité de vapeurs d'hydrocarbure chloré provenant d'opérations de dégraissage, de nettoyage ou de vaporisation. La chaleur et les rayons de l'arc peuvent réagir avec des vapeurs de solvant pour former du phosgène, un gaz hautement toxique, ainsi que d'autres produits irritants. 5. d. Les gaz de protection utilisés pour le soudage à l'arc peuvent déplacer l'air et causer des blessures ou la mort. Toujours utiliser suffisamment de ventilation, particulièrement dans des zones confinées, pour assurer que l'air ambiant est sans danger. 5. e. Lire et assimiler les instructions du fabricant pour cet équipement et les consommables à utiliser, incluant la fiche de données de sécurité (FDS), et suivre les pratiques de sécurité de votre employeur. Des formulaires de FDS sont disponibles auprès de votre distributeur de soudure ou auprès du fabricant. 5. f. Voir également le point 1. b.

Le soudage et les étincelles de coupage peuvent CAUSER un incendie ou une explosion.

6. a. Éliminer les risques d'incendie de la zone de soudage. Si ce n'est pas possible, les couvrir pour empêcher les étincelles de soudage d'allumer un incendie. Ne pas oublier que les étincelles de soudage et les matériaux brûlants du soudage peuvent facilement passer à travers de petites craquelures et ouvertures vers des zones adjacentes. Éviter de souder à proximité de conduites hydrauliques. Disposer d'un extincteur à portée de main.
6. b. Lorsque des gaz comprimés doivent être utilisés sur le site de travail, des précautions particulières doivent être prises afin d'éviter des situations dangereuses. Se référer à « Sécurité pour le soudage et le coupage » (norme ANSI Z49.1) ainsi qu'aux informations de fonctionnement de l'équipement utilisé.
6. c. Lorsque vous ne soudez pas, assurez-vous qu'aucune partie du circuit d'électrode touche la pièce ou le sol. Un contact accidentel peut causer une surchauffe et créer un risque d'incendie.
6. d. Ne pas chauffer, couper ou souder des réservoirs, des fûts ou des récipients avant que les étapes appropriées n'aient été engagées afin d'assurer que de telles procédures ne produiront pas des vapeurs inflammables ou toxiques provenant de substances à l'intérieur. Elles peuvent causer une explosion même si elles ont été « nettoyées ». Pour information, acheter « Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances » (Mesures de sécurité pour la préparation du soudage et du coupage de récipients et de canalisations qui ont retenu des matières dangereuses), AWS F4.1 auprès de l'American Welding Society (Société Américaine de Soudage) (voir l'adresse ci-dessus).
6. e. Ventiler les produits moulés creux ou les récipients avant de chauffer, de couper ou de souder. Ils risquent d'exploser.
6. f. Des étincelles et des éclaboussures sont projetées de l'arc de soudage. Porter des vêtements de protection sans huile tels que des gants en cuir, une chemise épaisse, un pantalon sans revers, des chaussures montantes ainsi qu'un casque au-dessus de vos cheveux. Porter des protège-tympans lors d'un soudage hors position ou dans des emplacements confinés. Dans une zone de soudage, porter en permanence des lunettes de sécurité avec des écrans latéraux de protection.
6. g. Connecter le câble de retour sur la pièce aussi près que possible de la zone de soudure. Les câbles de retour connectés à la structure du bâtiment ou à d'autres emplacements éloignés de la zone de soudage augmentent le risque que le courant de soudage passe à travers les chaînes de levage, les câbles de grue ou d'autres circuits alternatifs. Ceci peut créer des risques d'incendie ou de surchauffe des chaînes ou câbles de levage jusqu'à leur défaillance.
6. h. Voir également le point 1. c.
6. I. Lire et se conformer à la norme NFPA 51B, « Standard for Fire Prevention During Welding, Cutting and Other Hot Work » (Norme de prévention contre l'incendie durant le soudage, le coupage et d'autres travaux à chaud), disponible auprès de la NFPA, 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6. j. Ne pas utiliser une source d'alimentation de soudage pour le dégel des canalisations.

7. a. Utiliser uniquement des bouteilles de gaz comprimé contenant le gaz de protection correct pour le processus utilisé ainsi que des régulateurs fonctionnant correctement conçus pour le gaz et la pression utilisés. Tous les tuyaux, raccords, etc. doivent être adaptés à l'application et maintenus en bon état.

7. b. Toujours maintenir les bouteilles en position verticale, solidement attachées à un châssis ou à un support fixe.
7. c. Les bouteilles doivent se trouver :
- À l'écart des zones où elles risquent d'être heurtées ou exposées à des dommages matériels.
- À distance de sécurité des opérations de soudage ou de coupage à l'arc et de toute source de chaleur, d'étincelles ou de flammes.
7. d. Ne jamais laisser l'électrode, le support de l'électrode ou de quelconques pièces électriquement « chaudes » toucher une bouteille.
7. e. Maintenir votre tête et votre visage à l'écart de la sortie du robinet de la bouteille lors de l'ouverture de ce dernier.
7. f. Les capuchons de protection de robinet doivent toujours être en place et serrés à la main sauf quand la bouteille est en cours d'utilisation ou connectée pour être utilisée.
7. g. Lire et suivre les instructions sur les bouteilles de gaz comprimé, l'équipement associé, et la publication CGA P-I, « Precautions for Safe Handling of Compressed Gases in Cylinders » (précautions pour la manipulation sécurisée d'air comprimé en bouteilles) disponible auprès de la Compressed Gas Association (association des gaz comprimés), 14501 George Carter Way Chantilly, VA 20151.

Pour l'équipement électrique

8. a. Couper l'alimentation d'entrée en utilisant le sectionneur au niveau de la boîte de fusibles avant de travailler sur l'équipement. 8. b. Installer l'équipement conformément au U. S. National Electrical Code, à tous les codes locaux et aux recommandations du fabricant. 8. c. Relier à la terre l'équipement conformément au U. S. National Electrical Code et aux recommandations du fabricant.
Se référer
Page
Description du Produit 7
Description Fonctionnelle Générale....7
Définitions des Modes de Soudage, Abréviations de Soudage Communes.....7
Symboles Graphiques....7
Fonctionnalités de Conception, Procédés et Équipements Recommandés....8
Spécifications Techniques...... A-1
Mesures de Sécurité.... A-2
Tension de Soudage, Risques Mécaniques...... A-2
Emplacement et Montage...... A-2
Protection Contre La Haute Fréquence...... A-2
Connexion De La Puissance D'entrée D'appareils Auxiliaires.... A-2
Interface Du CONTRÔLEUR MAXsa™ 10.... A-3 à A-4
Branchements du MAXsa™ 10.... A-3
Utilisation du Contrôleur Comme Une Biellette de Suspension se Tenant À La Main.. A-4
Contrôle d'Équipement Auxiliaire Autre que Lincoln...... A-5 À A-6
Entrées d'Interruption Et D'arrêt.... A-7
Diagramme de connexion.... A-8
Instructions pour l'installation Utilisé avec le K28301-En Employant le 9SS30221..... A-9 À A-10
Fonctionnement.... Section B
Mesures de Sécurité...... B-1
Branchements d'Entrée et de Sortie...... B-2
Contrôles du Devant de la Console et Description...... B-2
Séquence de Mise en Marche...... B-3
Réglages de la Vitesse de Dévidage du Fil Par À-Coups...... B-3
Changement des Modes de Soudage...... B-4
Contrôle de la Fréquence / de l'Équilibrage...... B-4
Recherche d'un Mode de Soudage...... B-5
Configuration à Arcs Multiples...... B-5
Séquence de Soudage.... B-6
Options de Démarrage...... B-6
Options de Démarrage...... B-7
Fonctionnalités du Menu de Réglage...... B-8
Liste de Paramètres...... B-9 à B-13
Détection au Toucher...... B-13
Verrouillage / Sécurité...... B-13
Réalisation d'une Soudure...... B-14
Utilisation de l'Option de Mémoire...... B-15
Sauvegarde d'Une Procédure dans une Position de Mémoire.... B-16
Rappel d'Une Procédure à Partir d'Une Position de Mémoire.... B-16
Réglage des Limites...... B-17
Mesures de Sécurité.... D-1
Entretien de Routine.... D-1
Entretien Périodique.... D-1
Spécifications de Calibrage...... D-1
Dépannage...... Section E
Mesures de Sécurité.... E-1
Comment Utiliser Le Guide De Dépannage.... E-1
Guide de dépannage.... E-2 à E-8
Diagrammes.... Section F
Diagramme de Câblage.... F-1 à F-2
Schéma Dimensionnel.... F-3
Liste de Pièces.... P-616
Description physique générale
- Le MAXsa™ 10 CONTRÔLEUR est une interface utilisateur et un contrôleur de dévidoir. Les commandes sont utilisées pour régler tous les paramètres de soudage et pour contrôler tout mécanisme de déplacement. Des câbles numériques à grande vitesse raccordent ensemble les commandes, le galet d'entraînement et la source d'alimentation Power Wave.
- Le MAXsa™ 10 CONTRÔLEUR est un boîtier de contrôle autonome conçu pour contrôler l'arc de soudage dans sa totalité à partir d'un emplacement unique.
- L'interface utilisateur utilise des écrans alphanumériques pour afficher des messages de texte avancés qui fournissent à l'utilisateur final une interface intuitive lui permettant de régler facilement et de contrôler en temps réel tous les paramètres de soudage.
- Une section de mémoire à huit boutons a été incluse, qui permet une sauvegarde facile et le rappel des paramètres de soudage sauvegardés.
- L'interface usager peut être retirée du boîtier de contrôle et branchée sur un tirant pour un contrôle à distance près de l'arc.
Description fonctionnelle générale
- Le MAXsa™ 10 CONTRÔLEUR est l'une des interfaces usager les plus versatiles jamais créées. Des fonctionnalités faciles à utiliser rendent rapide l'ajustement de l'arc aux préférences spécifiques.
- L'interface usager affiche les informations de soudage essentielles en les illuminant. Elles peuvent être utilisées pour ajuster rapidement les réglages de soudage, les paramètres de démarrage de l'arc, les paramètres de fin d'arc et les informations de mise au point.
- Les mémoires permettent de sauvegarder et de rappeler jusqu'à huit programmes de soudage. L'interface usager permet des niveaux multiples de limites et de verrouillages.
- Les communications numériques vers la source d'alimentation permettent le fonctionnement le plus précis et le plus fiable possibles.
- Lorsque le MAXsa™ 10 CONTRÔLEUR est couplé à la source de puissance de soudage Power Wave® AC/DC 1000 SD, il en résulte un système de soudage ayant la meilleure qualité d'arc du marché.
MODES de soudage non-synergiques
- Un mode de soudage non-synergique requiert que toutes les variables du procédé de soudage soient réglées par l'opérateur.
MODES de soudage SYNERGIQUES
- Un mode de soudage synergique offre la simplicité d'une commande par bouton unique. La machine sélectionne la tension et l'intensité correctes en fonction de la vitesse de dévidage du fil (WFS) établie par l'opérateur.
- Voir le Manuel de l'Opérateur de la Power Wave® AC/DC 1000 SD pour connaître les modes de soudage disponibles.
Symboles graphiques qui figurent sur CETTE machine ou dans ce MANUEL

CONNECTEUR ARCLINK DU TIRANT

DÉVIDOIR


CONNECTEUR D'ENTRÉE ARCLINK DU CONTRÔLEUR

CONNECTEUR DE LA TRÉMIE DE FLUX

CONNECTEUR DU CHARIOT DE DÉPLACEMENT
• Soudage à l'Arc Submergé
Fonctionnalités de conception
- Contrôle facile de tous les paramètres de soudage.
- 8 mémoires pour une sauvegarde facile et le rappel des programmes de soudage.
- Réglage des limites des paramètres de soudage et capacités de verrouillage.
- Communications numériques pour un résultat précis et fiable.
- Les tableaux de circuits imprimés sont recouverts d'époxy pour une ultime protection en extérieur.
- Les connecteurs sont remplis de lubrifiant non nuisible à l'environnement.
- Conçue pour les produits de la série Power Wave® AC/DC 1000 SD pour obtenir le meilleur arc de l'industrie.
- Précision de la vitesse de dévidage du fil calibrée avec une marge de 2%.
- Affichage numérique de la tension et de la vitesse de dévidage du fil.
- Moteur du galet d'entraînement contrôlé par tachymètre.
- Interrupteur de Remplissage de Fondant.
- Lectures numériques brillantes à forte intensité lumineuse.
- Avec option de passage à un tirant se tenant à la main
Procédés et équipements recommandés
- Le MAXsa™ 10 CONTRÔLEUR convient mieux au soudage à l'arc submergé uniquement avec les Têtes d'Alimentation Power Wave® AC/DC 1000 SD, MAXsa™ 22 ou MASsa™ 29.
• SAW
Paquets de matériel de BASE COMMUN
Paquet de Base
• K2803-1 Power Wave® AC/DC 1000 SD • K2370-2 Galet d'Entraînement MAXsa™ 22 • K2814-1 ou • K2814-2 MAXsa™ CONTRÔLEUR / Interface Usager - K2683-xx Câble de Contrôle (5 goupilles – 5 goupilles) – source d'alimentation vers MAXsa™ 10. • K1785-xx Câble de Contrôle (14 goupilles – 14 goupilles) – MAXsa™ 10 vers Galet d'Entraînement.
Kits en Option
• K2312-2 Galet d'Entraînement MAXsã™ 29 (pour constructeurs de châssis). • K2311-1 Kit de Conversion de Moteur (pour convertir les boîtes d'engrenages de dévidoirs NA-3 / NA-4 / NA-5 existantes).
SPÉCIFICATIONS TECHNIQUES: CONTRÔLEUR MAXsã™ 10
| TENSION ET COURANT D'ENTRÉE | TAILLE PHYSIQUE | TEMPÉRATURE | ||||||
| Modèle | Tension* | - - Amps d'Entrée* | Dimensions | Poids | Fonctionnement | Entreposage | ||
| Hauteur | Largeur | Profondeur | ||||||
| K2814-1K2814-2 | 40VDC | 1,0 | 15.0 in.(381 mm) | 13.0 in.(259 mm) | 4.0 in.(102 mm) | 25 Lbs(11.3 Kg.) | 14°F à 104°F)(-10°C à 40°C) | -40°F à 185°F(-40°C à 85°C) |
* Sans traction de moteur.
IP 23

Avertissement

LES CHOCS ÉLECTRIQUES peuvent être mortels.
- Seul un électricien qualifié doit effectuer les branchements du CONTRÔLEUR MAXsa™ 10. L'installation doit être réalisée conformément au Code Électrique National approprié, aux codes locaux et aux informations de ce manuel.
- Éteindre la puissance d'entrée vers la source d'alimentation au niveau de l'interrupteur de déconnexion ou de la boîte à fusibles avant de travailler sur cet appareil. Couper la puissance d'entrée vers tout autre appareil branché sur le système de soudage au niveau de l'interrupteur de déconnexion ou de la boîte à fusibles avant de travailler sur cet appareil.
- Ne pas toucher les pièces sous tension électrique.
Tension de soudage
Les pièces faisant partie du système d'alimentation du fil sont sous tension électrique pendant le soudage et pendant le dévidage du fil (avec la sélection de la fonctionnalité de Détection au Toucher). Voici la liste des pièces sous tension électrique :
Electrode
Moteur du Galet d'Entraînement
Boîte d'Engrenages
Redresseur de Fil
Câbles de Soudage
Rouleau d'Électrode
Rouleaux Conducteurs
Ajusteur de Joint Transversal
Buse de Soudage
Terminale de Câble de Soudage

Attention

- Ne pas toucher les pièces sous alimentation électrique ou les électrodes les mains nues ou avec des vêtements humides. • S'isoler du travail et du sol.
- Toujours porter des gants isolants secs.
Risques mécaniques

- Le montage de la soudure ou le chargeur de fil peuvent bouger pendant le soudage ou le dévidage. Se tenir éloigné des leviers.
- Les rouleaux d'électrode et les rouleaux conducteurs tournent pendant le soudage et le dévidage. Ne pas approcher les mains gantées des endroits où les gants pourraient rester coincés.
Le CONTRÔLEUR MAXsa™ 10 A peut fonctionner dans des environnements difficiles et il peut être utilisé en extérieur avec un indice nominal IP23. Malgré cela, il est important de suivre des mesures préventives simples afin de garantir un fonctionnement à long terme et fiable. Le CONTRÔLEUR MAXsa™ 10 doit être monté en position verticale (droite) et placé dans un endroit où les risques d'impact sur le Contrôleur sont faibles.
Protection CONTRE la HAUTE fréquence
Placer le CONTRÔLEUR MAXsa™ 10 loin des machines contrôlées par radio. Le fonctionnement normal du CONTRÔLEUR MAXsa™ 10 peut affecter de manière adverse le fonctionnement d'appareils contrôlés par fréquence radio, ce qui pourrait avoir pour conséquence des blessures corporelles ou des dommages à l'appareil.
Connexion de la puissance d'entrée d'appareils auxiliaires
Le CONTRÔLEUR MAXsa™ 10 a la faculté de contrôler des appareils auxiliaires tels que les chargeurs, les trémies de flux et les moteurs de déplacement grâce à des relais électroniques. Il y a trois relais (CR1, CR2 et CR3) dans le CONTRÔLEUR MAXsa™ 10, lesquels sont contrôlés par deux entraîneurs de bobines indépendants. Les bobines de CR1 et CR2 sont en parallèle, de ce fait elles doivent s'allumer et s'éteindre en même temps. Les relais CR1 et CR2 sont assignés à la traction de moteurs de déplacement afin de contrôler les mouvements. CR3 fonctionne séparément et il est assigné au contrôle du fonctionnement de la trémie de flux.
Régime des Relais du CONTRÔLEUR MAXsa™ 10 :
Bobine : 12VDC, résistance = 86 ohms à 25°C
Contacts Normalement Fermés : 3A @ 277VAC
Contacts Normalement Ouverts : 30A @ 277VAC
Le CONTRÔLEUR MAXsa™ 10 ne fournit pas la puissance d'entrée pour l'alimentation d'appareils autres que les chargeurs MAXsa 22 ou MAXsa 29. De ce fait, une alimentation en puissance séparée doit être fournie par l'usager final. Le CONTRÔLEUR MAXsa™ 10 est livré avec tout le câblage et la connectivité nécessaires pour faire fonctionner le Chariot de Déplacement TC-3 K325 de Lincoln (connecteur de câble à 4 goupilles) et la Trémie de Flux Automatique K219 de Lincoln (connecteur de câble à 3 goupilles). Le Relais CR2 est câblé sur le connecteur de déplacement à 4 goupilles, et le Relais CR3 est câblé sur le connecteur de flux à 3 goupilles, tous deux situés sur le bas du CONTRÔLEUR MAXsa™ 10.
Si l'un d'entre eux doit être utilisé avec le CONTRÔLEUR MAXsa™ 10, l'usager final doit fournir la puissance d'entrée de 115VAC vers le bornier situé à l'intérieur du CONTRÔLEUR MAXsa™ 10. On peut accéder au bornier par l'un des deux orifices d'accès de 0,875" (22,2 mm) de diamètre se trouvant sur le bas du CONTRÔLEUR MAXsa™ 10. La machine est livrée avec les bouchons installés sur ces orifices d'accès. Retirer les bouchons et installer un réducteur de tension approprié pour protéger les fils. Voir la Figure A.1.

Avertissement
Bien que la puissance d'entrée vers le CONTRÔLEUR MAXsa™ 10 soit éteinte, l'entrée auxiliaire installée par le client peut se trouver sous énergie ! S'assurer que toute la puissance d'entrée vers le CONTRÔLEUR MAXsa™ 10 soit éteinte avant d'ouvrir le couvercle.
FIGURE A.1 – BRANCHEMENTS DU MAXSA™ 10
text_image
INDICATEUR LUMINEUX CONNECTEUR DE BIELLETTE DE SUSPENSION CONNECTEUR DU GALET D'ENTRAÎNEMENT MAXsa™ 22 ou 29 (14 GOUPILLES) CONNECTEUR ARCLINK POUR POWER WAVE® AC/DC 1000 SD CONNECTEUR DE LA TRÉMIE DE FLUX CONNECTEUR DE CHARIOT DE VOYAGE TC-3 ORIFICES D'ACCÈSInterface du contrôleur MAXsa™ 10
Le CONTRÔLEUR MAXsa™ 10 est un contrôleur versatile. L'interface usager peut être retirée et utilisée comme biellette de suspension tenue à la main. On peut accéder à la plupart des circuits au travers du bornier sans vis. Les relais auxiliaires peuvent contrôler des appareils Lincoln standard ou bien ils peuvent être utilisés pour contrôler les commandes de n'importe quel autre appareil auxiliaire. Des interfaces CLP pour contrôler le démarrage, l'arrêt, le mouvement, etc., peuvent être exécutés facilement.
Utilisation du Contrôleur comme Biellette de Suspension se Tenant à la Main
- Retirer les 4 vis du CONTRÔLEUR MAXsa™ 10 qui tiennent le couvercle. Voir la Figure A.2.
- Retirer les 2 vis qui maintiennent la biellette de suspension dans les pièces de fixation. Utiliser les orifices d'accès indiqués.
- Etirer le câble de contrôle autant que cela est nécessaire avec un câble ArcLink de longueur appropriée. Voir la Figure A.2.
FIGURE A.2 – BIELLETTE DE SUSPENSION SE TENANT À LA MAIN
text_image
① Couvercle ② Vue de Face Couvercle Retiré Vis du Couvercle (4 Emplacements) Vis de la Biellette de Suspension (2 Emplacements) Orifice d'Accès MAXsa ③ MAXsa Câble ArcLink K1543-xx ou K2683-xx (en Option)Instructions pour la Connexion de la Puissance d'Entrée Auxiliaire
Utiliser des fils de la taille appropriée, au moins des fils 14 AWG-2 avec terre.
- Retirer les deux vis à tête Phillips sur le côté droit du panneau frontal de la porte à charnière pour accéder au bornier.
- Retirer un bouchon et installer un connecteur de boîte pour alléger la tension des fils de puissance d'entrée.
- Dénuder 1/4" (6,4 mm) d'isolation sur les fils et les acheminer à travers le réducteur de tension.
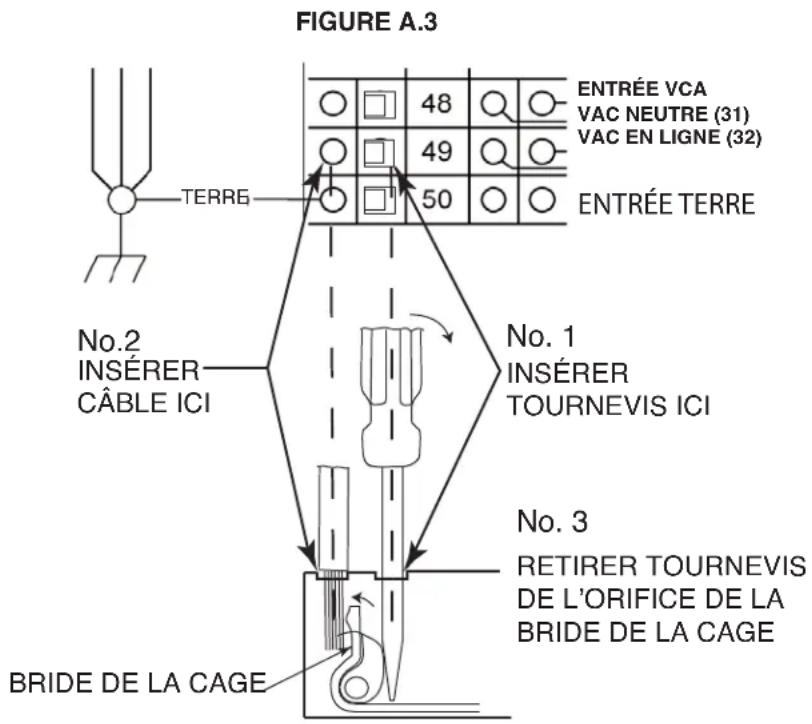
- Repérer les blocs à 4 terminales, numérotés 48, 49 et 50. Ils sont destinés à l'apport de puissance auxiliaire. Le bloc de terminales No. 50 est utilisé pour la connexion à terre de l'entrée. Ce bloc de terminales est codé en vert et jaune pour qu'il soit facilement identifié. Les blocs de terminales No. 48 et 49 sont destinés à la connexion du circuit de puissance d'entrée. (Voir la Figure A.3).
- Au moyen d'un tournevis à tête plate ayant une lame de 0,137" (3,5 mm) x 0,020" (0,51 mm), insérer le tournevis dans l'orifice carré à côté de l'orifice de montage à utiliser sur le bornier. Le tournevis doit être inséré jusqu'à ce qu'il sorte par le bas. Ceci ouvre le port d'insertion du câble d'ancrage de la cage sans vis. Avec la bride de la cage ouverte, insérer le câble dans le port arrondi jusqu'à ce qu'il sorte par le bas. Tout en tenant bien le fil, retirer le tournevis du bloc terminal. Ceci ferme la bride de la cage sur le fil tenu fermement. Tout port ouvert sur les blocs No.48, 49 et 50 peut être utilisé.
Les blocs de terminales No.48 et 49 sont livrés raccordés sur les contacts CR2 et CR3 par les fils 531 et 532. Ces relais de contacts sont aussi branchés sur le connecteur de Déplacement à 4 goupilles et sur le connecteur à 3 goupilles de la Trémie de Flux se trouvant sur le bas du CONTRÔLEUR MAXsa™ 10. CR1 est disponible pour une connexion séparée à effectuer par le client, mais il s'allumera et s'éteindra en même temps que CR2. De ce fait, si un appareil auxiliaire Lincoln doit être utilisé, la seule chose à faire pour mettre les dispositifs sous alimentation est de connecter 115VAC sur le bornier.
NOTE: Les contacts de CR1 ne sont pas branchés sur les terminales No.48 et 49 au moment de la livraison. L'application de puissance sur les terminales No.48 et 49 ne transférera pas de tension au relais CR1. Connecter les fils de la terminale No.48 sur la terminale No.4 et de la terminale No.49 sur la terminale No.3 afin de fournir de la puissance aux contacts communs du relais.
Une fois que la puissance d'entrée a été appliquée sur le bornier, cette tension est toujours présente sur les blocs du bornier No.3, No.4 (si connecté), No.11, No.17 et No.18. Ce sont là les entrées des contacts du relais électronique. La tension d'entrée est aussi présente sur les blocs du bornier No.7, No.8 (si connecté), No.15, No.21 et No.22 du fait des contacts normalement fermés sur les relais. Lorsque le relais CR1 se trouve sous énergie, la puissance d'entrée est transférée aux blocs du bornier No.5 et No.6 (si connectés). Lorsque le relais CR2 se trouve sous énergie, la puissance d'entrée est transférée au bloc du bornier No.13. Lorsque le relais CR3 se trouve sous énergie, la puissance d'entrée est transférée aux blocs du bornier No.19 et 20. CR1 et CR2 s'allumeront et s'éteindront en même temps.
text_image
FIGURE A.3 ENTRÉE VCA VAC NEUTRE (31) VAC EN LIGNE (32) 48 49 50 ENTRÉE TERRE TERRE No.2 INSÉRER CÂBLE ICI No. 1 INSÉRER TOURNEVIS ICI No. 3 RETIRER TOURNEVIS DE L'ORIFICE DE LA BRIDE DE LA CAGE BRIDE DE LA CAGEFIGURE A.4 - CONTRÔLE D'APPAREILS AUTRES QUE LINCOLN
text_image
Relais CR1, CR2, CR3 RÉCEPTACLE DEPLACEMENT A 4 GOUILLLES RECEPTACLE FLUX A 3 GOUILLLES Les nombres se Rèfèrent Aux Terminales des Relais BORNIER 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 CR1-1 CR1-2 CR1-3 CR1-4 CR2-1 CR2-2 CR2-3 CR2-4 CR3-1 CR3-2 CR3-3 CR3-4 CR3-5 CR3-6 CR3-7 CR3-8 CR3-9 CR3-10 CR3-11 CR3-12 CR3-13 CR3-14 CR3-15 CR3-16 CR3-17 CR3-18 CR3-19 CR3-20 CR3-21 CR3-22 CR3-23 CR3-24 CR3-25 CR3-26 CR3-27 CR3-28 CR3-29 CR3-30 CR3-31 CR3-32 CR3-33 CR3-34 CR3-35 CR3-36 CR3-37 CR3-38 CR3-39 CR3-40 CR3-41 CR3-42 CR3-43 CR3-44 CR3-45 CR3-46 CR3-47 CR3-48 CR3-49 CR3-50 CR3-51 CR3-52 CR3-53 CR3-54 CR3-55 CR3-56 CR3-57 CR3-58 CR3-59 CR3-60 CR3-61 CR3-62 CR3-63 CR3-64 CR3-65 CR3-66 CR3-67 CR3-68 CR3-69 CR3-70 CR3-71 CR3-72 CR3-73 CR3-74 CR3-75 CR3-76 CR3-77 CR3-78 CR3-79 CR3-80 CR3-81 CR3-82 CR3-83 CR3-84 CR3-85 CR3-86 CR3-87 CR3-88 CR3-89 CR3-90 CR3-91 CR3-92 CR3-93 CR3-94 CR3-95 CR3-96 CR3-97 CR3-98 CR3-99 CR4:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 SWITCH GROUP A1 SUPPLY START STOP SWITCH GROUP A2 SUPPLY INCH FORWARD INCH REVERSE FLUX FILL SST/A-B SST/B-A SST/C-A SST/D-A SST/E-A SST/G-A SST/H-A SST/I-A SST/II-A SST/III-A SST/IV-A SST/IV/B SST/IV/C SST/IV/D SST/IV/E SST/IV/F SST/IV/G SST/IV/H SST/IV/I SST/IV/J SST/IV/K SST/IV/L SST/IV/M SST/IV/N GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:00 GND:GNDContrôle d'appareils auxiliaires AUTRES que LINCOLN
Un contrôle d'exécution spécial et/ou d'autres appareils auxiliaires peuvent recevoir la puissance au moyen du bornier et des relais. Pour utiliser un contrôle d'exécution et/ou des trémies de flux autres que Lincoln, suivre les instructions ci-après. Voir la Figure A.4.
- Retirer toute la puissance d'entrée vers le CONTRÔLEUR MAXsa™ 10, y compris toutes les alimentations de puissance auxiliaire.
- Retirer le couvercle du conduit du câble pour accéder aux fils sur le côté droit du bornier.
- Retirer un bouchon de l'un des orifices d'accès de 0,875" (22,2 mm) situés sur le bas du boîtier de contrôle du CONTRÔLEUR MAXsa™ 10. Installer un réducteur de pression pour protéger les fils. Voir la Figure A.1.
- Retirer les fils allant du bornier vers les connecteurs correspondants, c'est-à-dire les blocs de bornier No.11, No.13 et No.16 pour le Chariot de Déplacement TC-3 à 4 goupilles ou les blocs de bornier No.19, No.20 et No.23 pour la Trémie de Flux Automatique à 3 goupilles. Voir le Diagramme de Câblage.
- Ces fils libres peuvent être recouverts de ruban adhésif et fixés dans le conduit du câble.
- Tout appareil adapté ou autre que Lincoln peut recevoir la puissance par les contacts normalement ouverts des relais CR1, CR2 ou CR3. Les contacts pour CR1 sont branchés sur les blocs de bornier No.3 à No.8. Les contacts pour CR2 sont branchés sur les blocs de bornier No.10 à No.15. Les contacts pour CR3 sont branchés sur les blocs de bornier No.17 à No.22. Voir la Figure A.3.
Les bobines des relais CR1 et CR2 sont en parallèle et elles sont TOUTES LES DEUX ALLUMÉES et ÉTEINTES comme le déterminent les réglages de l'Option de Déplacement (P12 dans le menu de Mise au Point) tant que le MODE DE DÉPLACEMENT se trouve sur la position AUTO. CR3 S'ALLUME avec la commande de DÉMARRAGE et S'ÉTEINT avec la commande d'ARRÊT.
- La tension d'alimentation d'entrée pour mettre ces dispositifs sous puissance est fournie par l'usager final. Tel qu'il est livré, le CONTRÔLEUR MAXsa™ 10 a ses blocs d'alimentation auxiliaire (blocs de bornier No.48 et No.49) connectés sur les entrées du relais CR2 et du relais CR3 respectivement. Lorsque l'usager final branche une alimentation sur les blocs AUX No.48 et No.49, cette tension formera un pont sur les entrées des relais CR2 et CR3 sur les blocs de bornier No.11, No.17 et No.18.
NOTE: Le relais CR1 n'est pas connecté aux blocs de bornier AUX; le client doit connecter la puissance sur ce relais s'il va être utilisé. Voir le régime de relais plus haut.
- Connecter la tension d'alimentation d'entrée selon les Instructions de Connexion de la Puissance d'Entrée Auxiliaire qui apparaissent plus haut.
- Les relais peuvent aussi être utilisés afin de fournir la fermeture de contacts pour tous signaux de sortie d'interface fonctionnant avec des contacts normalement ouverts. Une tension d'alimentation auxiliaire externe ne serait pas nécessaire pour utiliser les relais en tant que signaux de sortie pour fermeture de contacts.
NOTE: Le relais CR1 tel qu'il est livré n'a pas de fils AUX qui y soient connectés. Ce relais fonctionne selon la description précédente et il possède deux contacts normalement ouverts / normalement fermés pouvant être utilisées en tant que signaux de sortie lorsqu'il y a une interface avec un CLP ou des contrôles spéciaux.
FIGURE A.5 – ENTRÉES D'INTERRUPTION ET D'ARRÊT
text_image
CR3 NC #7 FLUX GND SHUTDOWN #1 SUPPLY SHUTDOWN #1 SHUTDOWN #2 SUPPLY Fil de Liaison En Court-circuit 22 23 24 25 26 27 CR3-7 GND-C 859 8510 859 8511 SWITCH GROUP #1 SUPPLY START STOP Brancher l'Entrée D'ARRÊT iciEntrées d'interruption
Le CONTRÔLEUR MAXsa™ 10 possède deux entrées d'interruption disponibles sur le bornier. Il s'agit d'entrées indépendantes normalement fermées qui peuvent être utilisées pour des interrupteurs de limite, des entrées de CLP, etc., afin d'interrompre l'opération de soudage pour toute raison quelle qu'elle soit. L'Interruption No.1 se trouve sur les blocs de bornier No. 24 et No.25. L'Interruption No.2 est située sur les blocs de bornier No.26 et No.27.
- Retirer toute la puissance d'entrée vers le CONTRÔLEUR MAXsa™ 10, y compris toutes les alimentations de puissance auxiliaire.
- Retirer le couvercle du conduit du câble pour accéder aux fils sur le côté droit du bornier.
- Retirer l'un des bouchons situés sur le bas de la boîte de contrôle du CONTRÔLEUR MAXsa™ 10 et installer un connecteur de boîte afin de réduire la tension pour les fils de contrôle auxiliaire.
- Brancher le circuit d'interruption externe sur les blocs de terminales d'interruption No.24 et No.25, et/ou No.26 et No.27. Un circuit normalement fermé doit être connecté – le CONTRÔLEUR MAXsa™ 10 reconnaît un circuit ouvert en tant que commande d'interruption.
- Retirer les cavaliers de court-circuit encastrés au centre du bornier au moyen d'un petit tournevis pour les circuits d'interruption à utiliser.
Lorsqu'une entrée d'interruption est reçue, tout le soudage s'arrête et un message d'erreur s'affiche sur le CONTRÔLEUR MAXsa™ 10. Le circuit d'interruption doit être fermé avant de rétablir le Contrôleur. Pour rétablir le système, l'écran d'affichage du Panneau de Sélection de Mode demandera à l'usager d'appuyer sur le Bouton Poussoir de gauche sur le Panneau de Sélection de Mode.
Entrées d'arrêt
Le CONTRÔLEUR MAXsa™ 10 possède une Entrée d'Arrêt disponible sur le bornier. L'Entrée d'Arrêt fonctionne en appuyant sur le Bouton Poussoir d'ARRÊT. Ce circuit est parallèle au Bouton Poussoir d'ARRÊT situé sur le Panneau des Interrupteurs. Au contraire des Entrées d'Interruption, qui interrompent complètement tous les appareils de soudage et auxiliaire, l'Entrée d'ARRÊT permet aux appareils de soudage et auxiliaires de continuer leur mouvement sur la base des configurations des OPTIONS FINALES sur le CONTRÔLEUR MAXsa™ 10. Voir la Figure A.5.
- Retirer toute la puissance d'entrée vers le CONTRÔLEUR MAXsa™ 10 Poste, y compris toutes les alimentations de puissance auxiliaire.
- Retirer le couvercle du conduit du câble pour accéder aux fils sur le côté droit du bornier.
- Retirer l’un des bouchons situés sur le bas du boîtier de contrôle du CONTRÔLEUR MAXsa™ 10 et installer un connecteur de boîte afin de réduire la tension pour les fils de contrôle auxiliaire.
- Brancher le circuit d'entrée d'Arrêt externe sur les blocs de terminales No.39 et No.41.
NOTE: Le circuit d'ARRÊT n'a besoin que d'une fermeture momentanée pour être reconnu par le CONTRÔLEUR MAXsa™ 10.
FIGURE A.6 - DIAGRAMME DU SYSTÈME DE CONNEXION - SYSTÈME À ARC SIMPLE
text_image
K2803-1 POWER WAVE® AC/DC 1000SD Câble ArcLink K1543-xx OU K2683-xx K2814-1 ou K2814-2 MAXsa™ 10 Câble à 14 Goupilles K1785-XX K2370-2 MAXsa™ 22 Fil 67 K1811-XX Fil de Détection K231-XX Buse de Contact Câble de Soudage Électrode Câble de Soudage Travail Câble de Soudage TravailLes Diagrammes de Connexion pour des Configurations Supplémentaires (Arcs Multiples et Sources d'Alimentation En Parallèle) se trouvent dans le Manuel de l'Opérateur de la Power Wave® AC/DC 1000 SD.
INSTRUCTIONS POUR L'INSTALLATION DU MAXsa 10 UTILISÉ AVEC LE K2803-1 EN EMPLOYANT LE 9SS30221-[]

Les CHOCS électriques peuvent être mortels.

- Couper l'alimentation au niveau de l'interrupteur de déconnexion avant de travailler sur cet appareil.
- Ne pas toucher les pièces sous tension électrique.
- Seul le personnel qualifié est autorisé à installer, utiliser ou effectuer l'entretien de cet appareil.
- Respecter toutes les procédures de sécurité nationales et locales.
- Porter l'équipement de protection personnelle approprié.
NE TOUCHER À AUCUN AUTRE HARNAIS, FIL OU BRANCHEMENT DE TERRE PENDANT L'INSTALLATION.
1- Ouvrir le boîtier de contrôle et repérer les tableaux S27981-[ ] (L11087-[ ]) et G4018-[ ].
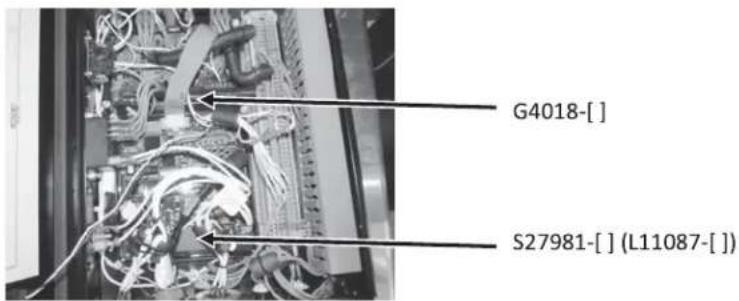
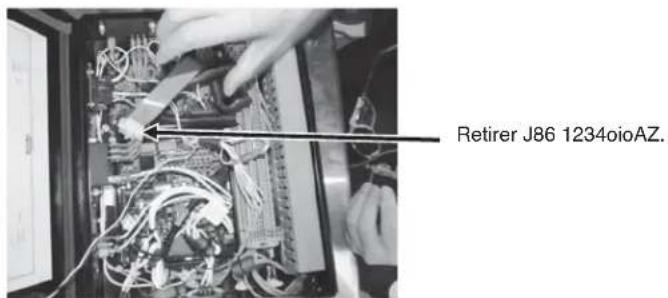
2- Retirer le connecteur J86 du tableau S27981-[] (L11087-[]).
3- Retirer J331 du tableau G4018-[]

4- G4018-[] n'est plus nécessaire. Il peut rester en place ou être retiré.
5- Remplacer le tableau S27981-[ ] (L11087-[ ]) par le tableau S30221-[ ] (G6752-[ ]).

6- Rebrancher le connecteur J331 sur J88 sur le tableau S30221-[] (G6752-[]), puis rebrancher les autres connecteurs.

7- Rebrancher la puissance d'entrée et assurer une sortie appropriée.
Mesures de sécurité
Lire complètement cette section d'Instructions de Fonctionnement avant de faire marcher la machine.
Les CHOCS électriques peuvent être mortels.
- Ne pas toucher les pièces sous alimentation électrique ou les électrodes les mains nues ou avec des vêtements humides. • S'isoler du travail et du sol.
- Toujours porter des gants isolants secs.
- Ne pas utiliser de soudeuse c. a. si les vêtements, les gants ou la zone de travail sont humides ou si l'on travaille sur, sous ou à l'intérieur de la pièce à travailler. Utiliser les appareils suivants:
- soudeuse c. c. manuelle (baguette).
- soudeuse c. a. avec contrôle de tension réduit.
- Ne pas faire marcher sans les panneaux.
- Débrancher la puissance d'entrée avant de réaliser l'entretien.
SEULES DES PERSONNES QUALIFIÉES DOIVENT INSTALLER, UTILISER OU RÉALISER L'ENTRETIEN DE CET APPAREIL. LIRE ET SUIVRE LES INSTRUCTIONS DU FABRICANT, LES PRATIQUES DE SÉCURITÉ DE L'USAGER ET LES FICHES DE SÉCURITÉ DU MATÉRIEL (MSDS) POUR LE MATÉRIEL DE RÉSERVE.
LIRE CET AVERTISSEMENT, SE PROTÉGER ET PROTÉGER LES AUTRES.
Les vapeurs et les gaz peuvent être dangereux.
- Maintenir la tête hors des vapeurs.
- Utiliser la ventilation ou un système d'échappement au niveau de l'arc, ou bien les deux, pour évacuer les vapeurs de la zone de respiration et de l'aire générale.
Les étincelles de soudure peuvent provoquer des incendies ou des explosions.
- Ne pas souder près de matériaux inflammables.
- Ne pas souder sur des récipients qui ont contenu des matériaux inflammables.
Les RAYONS des ARCS peuvent causer des brûlures.
- Porter des protections pour les yeux, les oreilles et le corps.
FIGURE B.1 - BRANCHEMENTS D'ENTRÉE ET DE SORTIE
text_image
INDICATEUR LUMINEUX CONNECTEUR DE BIELLETTE DE SUSPENSION CONNECTEUR DU GALET D'ENTRAÎNEMENT MAXsa™ 22 ou 29 (14 GOUPILLES) CONNECTEUR ARCLINK POUR POWER WAVE® AC/DC 1000 SD CONNECTEUR DE LA TRÉMIE DE FLUX CONNECTEUR DE CHARIOT DE VOYAGE TC-3 ORIFICES D'ACCÉSFIGURE B.2 – COMMANDES DE LA BIELLETTE DE SUSPENSION
text_image
INDICATEUR AMPS INDICATEUR WFS AFFICHAGE AMPS/WFS ECRAN D'AFFICHAGE PANNEAU SÉLECTEUR DE MODE (MSP) CONTROLE AMPS/WFS CONTROLE VOLTS AFFICHAGE VOLTS INDICATEUR VOLTS INTERRUPTEUR DE DÉPLACEMENT (AUTO / ÉTEINT / MANUEL) 200 4 Steel 1/8" CC AC BOUTON DÉMARRAGE INDICATEUR DE SORTIE DE SOUDAGE BOUTON D'ARRÊT INDICATEUR DU MENU DE RÉGLAGE SÉLECTEUR D'OPTIONS DÉMARRAGE / FIN D'ARC INDICATEUR D'OPTIONS DE DÉMARRAGE INDICATEUR D'OPTIONS DE FIN INVERSION DE L'ALIMENTATION MARCHE AVANT DE L'ALIMENTATION BOUTONS (8) DE MÉMOIRE CONTRÔLE DU PANNEAU DE SÉLECTION DE MODEFIGURE B.3 - ALLUMAGE
text_image
MAXsa Initializing... LINCOLN® MAXsa® 10Séquence de mise en MARCHE
Lorsque la puissance est appliquée à la machine pour la première fois, l'écran d'affichage de sélection de mode indique « Initialisation de MAXsa™... ». Une fois que la Power Wave AC/DC a initialisé (20 à 60 secondes), un « test de lampes » est effectué.
- Tous les LEDs discrets, tous les écrans à 7 segments et tous les écrans alphanumériques seront allumés pendant 2 secondes.
- Au bout de 2 secondes, tous les écrans d'affichage S'ÉTEIGNENT à nouveau et l'écran d'affichage du MSP indique :
text_image
Logiciel de Soudage ZxxxxxxUne fois l'initialisation terminée, le Panneau de Sélection de Mode affiche le mode de soudage. Les écrans supérieurs indiquent les paramètres qui étaient sélectionnés lorsque la machine fut éteinte pour la dernière fois et l'indicateur de MODE DE SOUDAGE est ALLUMÉ.
RÉGLAGE DE L'ALIMENTATION DU FIL Utiliser le bouton-poussoir d'ALIMENTATION VERS L'AVANT pour insérer le fil dans le mécanisme d'alimentation.
Avertissement
Avant d'insérer le fil, vérifier que l'option de Détection au Toucher soit inhabilitée. (P.15 dans le Menu de Réglages).
FIGURE B.4 - CONTRÔLES DE L'ALIMENTATION
text_image
25 Feed Cold Feedhead 1 1 2 3 4 5 6 7 8 LINCOLN MAX80 10Réglage de l'alimentation en MARCHE avant / arrière
Pendant que l'on appuie sur le bouton de MARCHE AVANT ou de MARCHE ARRIÈRE, l'écran du MSP affiche les indications qui apparaissent sur la Figure B.4 et la vitesse de dévidage préétablie s'affiche sur l'écran de gauche (AMPS/WFS).
La vitesse de dévidage peut être modifiée en ajustant le bouton de contrôle sous l'écran d'affichage pendant que l'on appuie sur n'importe lequel des deux boutons-poussoirs.

ALIMENTATION EN MARCHE ARRIÈRE À utiliser pour retirer le fil du mécanisme d'alimentation.

ALIMENTATION EN MARCHE AVANT Dévide le fil vers en bas en direction de la pièce à souder.
NOTE: Le MAXsa™ 10 possède une option dans le Menu de Réglages (P.15) pour activer les circuits de la fonction de Détection au Toucher. Voir le Menu de Réglages. Lorsque P.15 est activé et que l'on appuie sur le bouton d'ALIMENTATION EN MARCHE AVANT, l'écran d'affichage du MSP indique :
text_image
Alimentation AVT Chaud! ÉLECTRODE CHAUDEAvertissement
Cette fonctionnalité « d'Alimentation à Chaud » habilite la sortie de la source d'alimentation et il y a présence de tension sur le fil pendant qu'il se dévide vers le bas. Éviter de toucher les pièces exposées comme l'indiquent les MESURES DE SÉCURITÉ.
Changement et réglage des MODES de soudage
Pour sélectionner un mode de soudage, appuyer sur le bouton de SÉLECTION DE MODE DE SOUDAGE jusqu'à ce que l'indicateur de MODE DE SOUDAGE soit illuminé (il peut être déjà illuminé par défaut à la mise en marche). Tourner le Bouton de Contrôle pour Sélectionner le mode de soudage souhaité. Au bout d'environ 1 seconde, les paramètres du nouveau mode s'affichent. Ces paramètres peuvent être ajustés au moyen des boutons de contrôle qui se trouvent sous chaque écran.

text_image
200 Steel 4 1/8' CC ACNOTE : Les modes CC affichent l'AMPÉRAGE sur l'écran supérieur gauche. Les modes TC affichent la vitesse de dévidage et l'indicateur de WFS s'allume.
Réglage de la fréquence
Appuyer sur le sélecteur de MODE DE SOUDAGE jusqu'à ce que l'indicateur de FRÉQUENCE / ÉQUILIBRAGE S'ALLUME et que l'écran du MSP affiche « Fréquence ». Si le mode sélectionné permet le réglage de la fréquence, on peut utiliser le Bouton de Contrôle pour sélectionner la fréquence souhaitée entre 20 et 100 Hz.
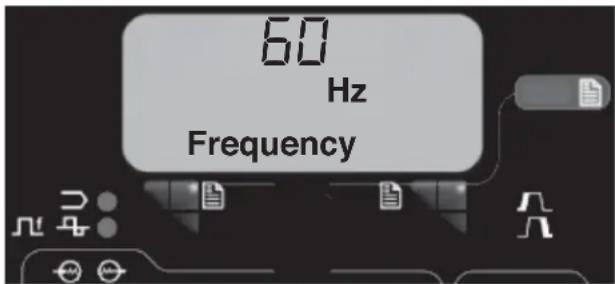
text_image
Utiliser la fréquence pour affiner la stabilité des formes d'ondes déséquilibrées et les systèmes à arcs multiples Réduire AugmenterLe réglage de la fréquence peut être utilisé pour affiner la stabilité des formes d'ondes déséquilibrées et les systèmes à arcs multiples.
Réglage de l'équilibrage
Appuyer sur le sélecteur de MODE DE SOUDAGE jusqu'à ce que l'écran du MSP affiche « Équilibrage ». Si le mode sélectionné permet le réglage de l'équilibrage, on peut utiliser le Bouton de Contrôle pour sélectionner l'équilibre d'onde souhaité sur un intervalle de 25% à 75%.

text_image
60 Hz Balance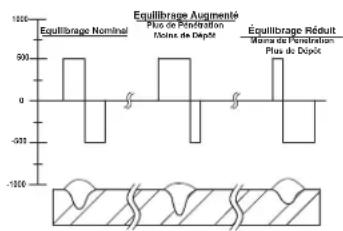
line
| Time Point | Equilibrage Nominal | Equilibrage Rédult | | ---------- | ------------------- | ------------------ | | 1 | 900 | -1000 | | 2 | -900 | 900 | | 3 | 900 | -900 | | 4 | -900 | 900 | | 5 | 900 | -900 | | 6 | -900 | 900 |Le réglage de l'Équilibrage (le rapport entre le demi-cycle Positif et Négatif « sur le temps ») modifie le dépôt pour un soudage plus efficace.
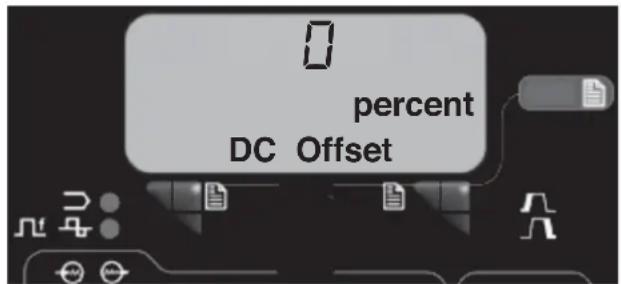
Réglage du décalage
Appuyer sur le sélecteur de MODE DE SOUDAGE jusqu'à ce que l'écran du MSP affiche « Décalage ». Si le mode sélectionné permet le réglage du décalage, on peut utiliser le Bouton de Contrôle pour sélectionner le décalage souhaité. La quantité de décalage permise dépend du mode de soudage sélectionné.
bar
Décalage Positif Plus de Déprétonation Moins de Dépôt Décalage Nominal Décalage Néatif Moins de Déprétonation Plus de Dépôt Décalage NéatifLe contrôle indépendant des cycles Positif et Négatif permet un contrôle plus précis de la pénétration et du dépôt.
Recherche d'un mode de soudage
La fonctionnalité de Recherche d'un Mode de Soudage permet le choix d'un mode de soudage sur la base de certains critères (taille de fil, type de procédés, etc.).
Recherche d'un mode de soudage
Pour rechercher un mode, appuyer sur le bouton de contrôle puis le relâcher pendant que l'indicateur de MODE DE SOUDAGE est allumé. Une autre façon de rechercher un mode est de faire tourner le bouton de contrôle jusqu'à ce qu'apparaisse « Recherche de Mode de Soudage » sur l'écran. Ce texte doit apparaître entre les numéros de mode de soudage le plus élevé et le plus faible.
Une fois que « Recherche de Mode de Soudage » est affiché, appuyer sur le bouton-poussoir de droite portant la mention « Commencer » pour que le procédé de recherche commence.
Pendant le procédé de recherche, le bouton-poussoir de droite fonctionne typiquement comme bouton avec la fonction « Suivant » et le bouton de gauche avec la fonction « Retour ». Appuyer sur le bouton de Contrôle peut aussi jouer le rôle de bouton « Suivant ».
Faire tourner le bouton de Contrôle puis appuyer dessus pour sélectionner les détails de soudage importants tels que le procédé de soudage, le type de fil, la taille du fil, etc.
Lorsque la sélection finale a été effectuée, le Contrôleur MAXsa™ 10 passe automatiquement au mode de soudage trouvé par le procédé de Recherche de Mode de Soudage.
Les produits les plus anciens ne comportent peut-être pas cette fonctionnalité. Pour l'activer, une mise à jour de logiciel peut être nécessaire et peut être obtenue sur le site www.powerwavesoftware.com.
Configuration à ARCS multiples
Les systèmes Power Wave® 1000 SD / MAXsa™ peuvent être utilisés pour des configurations arcs multiples avec un maximum de six arcs. Afin de minimiser l'interaction magnétique entre les arcs, il est impératif qu'ils soient correctement mis en phase. La mise en phase consiste principalement en un décalage de temps entre les formes d'ondes d'arcs différents. La phase de chaque arc est réglée au moyen de l'Interface Usager de l'arc meneur.
La situation idéale est d'avoir des arcs adjacents avec 90o de décalage comme l'illustre le Tableau B.1. lorsqu'on utilise 50% d'équilibre sur tous les arcs.
(pour formes d'onde équilibrées uniquement)
TABLEAU B.1 – RELATION DE PHASE
| ARC 1 | ARC 2 | ARC 3 | ARC 4 | ARC 5 | ARC 6 | ||
| Système à 2 Arcs | 0^ 90° | × × × × | |||||
| Système à 3 Arcs | 0^ 90° | 180° | × × × | ||||
| Système à 4 Arcs | 0^ 90° | 180° | 270° | × | × | ||
| Système à 5 Arcs | 0^ 90° | 180° | 270° 0° | × | |||
| Système à 6 Arcs | 0^ 90° | 180° | 270° 0° | 90° | |||
Voir le Manuel d'Opération de la Power Wave® AC/DC pour davantage d'informations concernant la configuration de systèmes à arcs multiples.
FIGURE 6 - SÉQUENCE DE SOUDAGE
text_image
Retard Démarrage d'Arc Amorçage Démarrage Croissance du Courant Soudure Décroissance du Courant Cratère Retour de Flamme Sortie Bouton de Démarrage Appuyé Le Fil commence A se Dévider Le Fil Touche La Plaque Temporisateur de Fin du Démarrage Fin de la Croissance Du Courant Bouton d'Arrêt Appuyé Fin de la Décroissance Du Courant Temporisateur de Fin de Cratère Fin du Retour de Flamme TempsSéquence de soudage
La séquence de soudage définit la procédure de soudage du début à la fin. Tous les réglages se font au travers de l'interface usager.
Options de démarrage
Les paramètres de retard, amorçage, démarrage et croissance du courant sont utilisés au début de la séquence de soudage pour établir un arc stable et permettre une transition régulière vers les paramètres de soudage. Ils sont décrits ci-après :
- Le RETARD D'ARC inhibe le dévidage du fil pendant un maximum de 5 secondes afin d'apporter un point de démarrage de soudure précis. Typiquement utilisé dans les systèmes à arcs multiples.
- Les réglages d'AMORÇAGE sont valables depuis le début de la séquence (Démarrage) et jusqu'à ce que l'arc soit établi. Ils contrôlent le Rodage (vitesse à laquelle le fil s'approche de la pièce à souder) et apportent la puissance pour établir l'arc. Typiquement, les niveaux de sortie augmentent et la WFS est réduite pendant la partie amorçage de la séquence de soudage.
- Les valeurs de DÉMARRAGE permettent à l'arc de se stabiliser une fois qu'il est établi. Des temps de démarrage trop longs ou des paramètres mal réglés peuvent provoquer un mauvais démarrage.
- Le TEMPS DE CROISSANCE DU COURANT détermine la durée de temps nécessaire pour aller des paramètres de démarrage aux paramètres de soudage. La transition est linéaire et peut se faire vers le haut ou vers le bas selon les rapports entre les réglages de démarrage et de soudage.
Fonctionnement des options de démarrage
Lorsqu'on appuie sur le Bouton Poussoir de Démarrage / Fin d'Arc, le LED d'OPTIONS DE DÉMARRAGE s'illumine et le paramètre de Temps de Retard de l'Arc s'affiche sur l'écran du MSP.

Utiliser la Commande du Panneau de Sélection de Mode pour sélectionner le temps de retard souhaité. Appuyer sur le Sélecteur de Mode de Soudage pour quitter les paramètres de Démarrage.
Si l'on appuie à plusieurs reprises sur le Bouton-poussoir des Options de Démarrage / Fin d'Arc, les paramètres disponibles défilent. En tournant le Bouton de Contrôle du Panneau de Sélection de Mode lorsqu'on se trouve sur un paramètre, on change sa valeur.
Lorsque l'Option de Démarrage est réglée sur une valeur autre que ÉTEINT, le LED d'Options de Démarrage clignote en synchronisation avec le LED de la WFS ou des Amps et/ou des Volts situé sur le Panneau à Écran Double, en invitant l'usager à enregistrer ces paramètres. Les paramètres qui peuvent être réglés par l'usager dans les OPTIONS DE DÉMARRAGE sont les suivants :
TEMPS DE RETARD D'ARC
WFS D'AMORÇAGE
TEMPS D'AMORÇAGE
WFS/AMPS DE DÉMARRAGE
VOLTS DE DÉMARRAGE
TEMPS DE DÉMARRAGE
TEMPS DE CROISSANCE DU COURANT
Les paramètres de décroissance de courant, cratère et retour de flamme sont utilisés pour définir la fin de la séquence de soudage. Ils sont définis ci-après :
- La DÉCROISSANCE DU COURANT détermine la durée de temps nécessaire pour aller des paramètres de soudage aux paramètres de cratère. La transition est linéaire et peut se faire vers le haut ou vers le bas selon les rapports entre les réglages de soudage et de cratère.
- Les paramètres de CRATÈRE sont typiquement utilisés pour remplir le cratère à la fin de la soudure et ils comprennent les réglages aussi bien du temps que de la sortie.
- Le RETOUR DE FLAMME définit la durée de temps pendant laquelle la sortie reste allumée après que le fil se soit arrêté. Cette fonctionnalité est utilisée pour empêcher le fil de coller dans le bain de soudure et pour préparer l'extrémité du fil pour la prochaine soudure. Un temps de retour de flamme de 0,4 secondes est suffisant pour la plupart des applications.
- Le temps de RÉAMORÇAGE détermine le temps pendant lequel le système essaiera de rétablir l'arc dans le cas d'un mauvais démarrage ou si l'arc disparaît pour quelque raison que ce soit (court-circuit ou circuit ouvert). Durant le réamorçage, la WFS et les sorties sont menées vers une tentative de rétablir l'arc.
- Un temps de réamorçage de 1 à 2 secondes est suffisant pour la plupart des applications.
- Un temps de réamorçage de 0 secondes permet à la fonction de réamorçage de continuer indéfiniment.
FONCTIONNEMENT DES OPTIONS DE CONCLUSION
Lorsqu'on appuie sur le Bouton-poussoir d'Options Démarrage / Fin d'Arc après avoir fait défiler les Options de Démarrage, le LED d'OPTIONS DE CONCLUSION s'illumine et le paramètre de Temps de Décroissance du Courant s'affiche sur l'écran du MSP.
Utiliser la Commande du Panneau de Sélection de Mode pour choisir le temps de retard souhaité. Appuyer sur le Sélecteur de Mode de Soudage pour quitter les paramètres de Fin.
Appuyer à plusieurs reprises sur le Bouton-poussoir d'Options de Démarrage / Fin d'Arc permet de parcourir les paramètres. En tournant le Bouton de Contrôle du Panneau de Sélection de Mode lorsqu'on se trouve sur un paramètre, on change sa valeur. Lorsque le Temps de Cratère est réglé sur une valeur autre qu'ÉTEINT, le LED D'OPTIONS FINALES clignote en synchronisation avec le LED de la WFS ou des Amps (selon le Mode de Soudage CC ou TC) et avec le LED des Volts situé sur le Panneau à Écran Double, en invitant l'usager à enregistrer ces paramètres. Les paramètres qui peuvent être réglés par l'usager dans les OPTIONS FINALES sont les suivants :
TEMPS DE DÉCROISSANCE DU COURANT WFS/AMPS DE CRATÈRE
VOLTS DE CRATÈRE
TEMPS DE CRATÈRE
TEMPS DE REPRISE DE BRÛLURE
TEMPS DE RÉAMORÇAGE
Fonctionnalités du MENU de réglage
Le menu de réglage permet d'accéder à la configuration des préférences de l'usager, lesquelles ne s'établissent en général qu'à l'installation. Les préférences de l'usager sont regroupées comme l'indique le tableau suivant :
| PARAMÈTRE | DÉFINITION |
| P.1 à P.99P.101 à P.199P.501 à P.599 | Paramètres non sûrs (toujours ajustables)Paramètres de Diagnostic (toujours uniquement lecture)Paramètres sûrs (accessibles uniquement avec l'Administrateur de Soudage). |
1. Accès
Pour accéder au Menu de Réglages, appuyer simultanément sur le Bouton de Gauche et sur celui de Droite. L'indicateur du Menu de Réglages s'illumine et l'écran inférieur affiche comme indiqué ci-dessous.
Note : On ne peut pas accéder au Menu de Réglages pendant le soudage ou si une panne est affichée. Pour reprendre le soudage, quitter le Menu de Réglages.
2. Sélection des préférences
Faire défiler la liste des Préférences en faisant tourner le Bouton de Contrôle. Appuyer sur le Bouton de Droite pour éditer la préférence choisie.
3. Changement de préférence
Faire défiler les options de Préférences en faisant tourner le Bouton de Contrôle. Modifier le réglage des préférences en appuyant sur le Bouton de Droite. Pour annuler, appuyer sur le Bouton de Gauche.
4. Quitter
Pour quitter le Menu de Réglages, appuyer simultanément sur les deux boutons ou sélectionner P.0 et appuyer sur le Bouton de Gauche. Soixante secondes d'inactivité font automatiquement quitter le Menu de Réglages.
Note : Si un produit ne possède pas l'une des options de préférences mentionnées ci-dessous, une mise à jour de logiciel est peut-être nécessaire et elle peut se faire sur le site www.powerwavesoftware.com.
FIGURE B.7 – MENU DE RÉGLAGES
flowchart
graph TD
A["Panneau de Sélection De Mode (MSP)"] --> B["P.0 User Exit"]
B --> C["Indicateur du Menu de Réglages"]
B --> D["Bouton de Gauche"]
B --> E["Bouton de Contrôle"]
B --> F["Bouton de Droite"]
PARAMÈTRES DÉFINIS PAR L'USAGER
| Paramètre | Définition |
| P.0 | Quitter Menu de RéglagesCette option est utilisée pour quitter le menu de réglages. Lorsque P.0 s'affiche, appuyer sur le Bouton de Gauche pour quitter le menu de réglages. |
| P.1 Unités | de Vitesse de Dévidage du FilCette option sélectionne les unités à utiliser pour afficher la vitesse de dévidage du fil.Système anglais = pouces / minute unités de vitesse de dévidage du fil (par défaut).Système métrique = mètres / minutes unités de vitesse de dévidage du fil. |
| P.2 Mode | d’Affichage de l’ArcCette option sélectionne la valeur qui sera affichée sur l’écran supérieur gauche pendant le soudage.Amps = l’écran d’affichage gauche indique l’Ampérage pendant le soudage (par défaut).WFS = l’écran d’affichage gauche indique la Vitesse de Dévidage du Fil pendant le soudage. |
| P.3 Options | d’AffichageCe paramètre de mise au point s’appelait auparavant « Affichage d’Énergie ».Si dans la révision précédente du logiciel ce paramètre était réglé pour afficher l’énergie, cette sélection demeure.Cette option sélectionne l’information affichée sur les écrans alphanumériques pendant le soudage.Toutes les sélections P.3 ne sont pas disponibles sur toutes les machines. Pour que chaque sélection soit incluse dans la liste, la source d’alimentation doit supporter cette fonctionnalité. Une mise à jour du logiciel de la source d’alimentation peut être nécessaire pour inclure ces fonctionnalités.Affichage standard = les écrans inférieurs continuent à afficher les informations préétablies pendant et après une soudure (par défaut).Afficher Énergie = l’énergie est affichée, ainsi que l’heure en format HH :MM :SS.Afficher Performance de Soudage = le résultat accumulatif de la performance de soudage est affiché. |
| P.12 MARCHE / ARRÊT du Chariot de Déplacement – Début du DéplacementCette option permet d’ajuster les options de début et de fin de déplacement d’un chariot de déplacement. Appuyer sur le Bouton de Droite pour entrer dans l’option et faire tourner le Bouton de Contrôle pour sélectionner les options soit de Démarrage soit de Fin. Appuyer sur le Bouton de Droite pour entrer dans l’option sélectionnée. Faire tourner le Bouton de Contrôle pour sélectionner la fonction souhaitée. Après avoir sélectionné la fonction, appuyer sur le Bouton de Gauche pour sauvegarder la fonction et effectuer un retour en arrière pour sélectionner une autre option. Faire tourner le Bouton de Contrôle pour réaliser une autre sélection ou appuyer sur le Bouton de Gauche pour quitter cette option. | |
| P.12 MARCHE / ARRÊT du Chariot de Déplacement – Fin du DéplacementCette option permet d’ajuster les options de début et de fin de déplacement d’un chariot de déplacement. Appuyer sur le Bouton de Droite pour entrer dans l’option et faire tourner le Bouton de Contrôle pour sélectionner les options soit de Démarrage soit de Fin. Appuyer sur le Bouton de Droite pour entrer dans l’option sélectionnée. Faire tourner le Bouton de Contrôle pour sélectionner la fonction souhaitée. Après avoir sélectionné la fonction, appuyer sur le Bouton de Gauche pour sauvegarder la fonction et effectuer un retour en arrière pour sélectionner une autre option. Faire tourner le Bouton de Contrôle pour réaliser une autre sélection ou appuyer sur le Bouton de Gauche pour quitter cette option. | |
| P.13 Options | d’Ajustement de la Force d’ArcCette option permet d’ajuster les valeurs de la Force d’Arc pour le Démarrage, la Soudure et le Cratère. Appuyer sur le bouton droit de Sélection de Mode pour entrer dans cette option et faire tourner le Bouton de Réglage pour sélectionner l’état de soudure à ajuster. Appuyer à nouveau sur le bouton de droite pour ajuster la valeur sur le bouton supérieur gauche. Appuyer sur le bouton de gauche pour sauvegarder la valeur et effectuer un retour en arrière pour sélectionner un autre état de soudure. Faire tourner le Bouton de Réglage pour effectuer une autre sélection ou appuyer sur le bouton de gauche pour quitter cette option. Cette option n’apparaît pas si le mode de soudage actuellement sélectionné ne supporte pas la Force d’Arc. |
| P.14 Rétablissement du Poids des ConsommablesUtiliser cette option pour rétablir le poids initial des consommables. Appuyer sur le Bouton de Droite pour rétablir le poids des consommables. Cette option n’apparaît qu’avec des systèmes qui utilisent le Contrôle de Production. | |
PARAMÈTRES DÉFINIS PAR L'USAGER (CONTINUATION)
| Paramètre | Définition |
| P.15 Option de Détection au Toucher de l’Alimentation à ChaudCette option permet d’habiliter ou d’inhabiliter la détection au toucher pendant l’alimentation du fil en marche avant.Inhabilitée = la détection au toucher est inhabilitée lorsque le fil est alimenté vers l’avant (par défaut).Habilitée = la détection au toucher est active lorsque le fil est alimenté vers l’avant.Lorsque cette option est habilitée et que le fil est alimenté vers l’avant, le fil est sous tension électrique et en attente de court-circuit vers la plaque. Lorsqu’un court-circuit survient, le chargeur de fil s’arrête automatiquement et le relais de la trémie de flux est activé jusqu’à ce que le bouton de marche en avant soit relâché. | |
| P.18 Rapport d’Engrenages du Galet d’EntraînementCette option permet de sélectionner le Rapport d’Engrenages du Galet d’Entraînement à utiliser. Les valeurs pouvant être sélectionnées sont lues à partir du Galet d’Entraînement au démarrage. Pour des systèmes semi-automatiques, si le tableau de la tête d’alimentation est équipé d’interrupteurs DIP, cette option ne figure pas dans le menu. Le Rapport d’Engrenages peut être sélectionné au moyen des interrupteurs DIP.Note: le changement de cette valeur obligera le système à se rétablir. | |
| P.21 Sélection de la Fonction Interruption 2Cette option permet de sélectionner la fonction d’entrée de l’Interruption 2 sur le boîtier de contrôle.Interruption normale= l’entrée de l’Interruption 2 fonctionne comme une entrée d’interruption normale qui verrouille tous les boutons d’entrée (par défaut).Sortie Inhabilitée= l’entrée de l’Interruption 2 fonctionne comme un verrouillage de la sortie de la machine pour inhabiliter le circuit de soudage tout en permettant l’alimentation à froid du fil. | |
| P.23 Sortance de la GâchetteUniquement pour machines Sub-Arc à Arc Meneur. Permet au MAXsa 10 à Arc Meneur de contrôler toutes les gâchettes des machines dans un système à arcs multiples.Non= Seule la machine branchée sur le MAXsa 10 peut être activée et désactivée (par défaut).Oui= Toutes les machines du système peuvent être activées et désactivées simultanément. | |
| P.30 Contrôle d’EntréeCette option permet d’habiliter / inhabiliter les commandes du panneau avant du MAXsa 10. Les entrées à distance sont toujours fonctionnelles lorsqu’elles sont branchées, mais il peut y avoir des applications lorsqu’il est nécessaire d’inhabiliter les entrées sur la biellette de suspension.Panneau et Télécommande= Tous les boutons de la biellette de suspension sont habilités (par défaut).Panneau Verrouillé= Les boutons de Démarrage, Flux et Alimentation son inhabilités sur la biellette de suspension. Le bouton d’Arrêt de la Biellette de Suspension est toujours actif et ne peut donc pas être désactivé. | |
| P.80 Détection sur les BornesUtiliser cette option uniquement à des fins de diagnostic. Lorsque la puissance circule, cette option est rétablie automatiquement sur Faux.Faux= la détection de la tension est déterminée automatiquement par le mode de soudage sélectionné et d’autres réglages de la machine (par défaut).Vrai= la détection de la tension est forcée sur les « bornes ». | |
| P.99 Afficher Modes de Test?La plupart des sources d’alimentation contiennent des modes de soudage utilisés à des fins de calibration et de tests. Par défaut, la machine n’inclut pas de modes de soudage de tests dans la liste des modes de soudage disponibles pour l’opérateur. Pour sélectionner manuellement un mode de soudage de test, régler cette option sur « Oui ». Lorsqu’on éteint puis rallume la source d’alimentation, les modes de tests n’apparaissent plus sur la liste de mode. Les modes de soudage de test ont normalement besoin que la sortie de la machine soit branchée sur une charge de réseau et ne peuvent pas être utilisés pour le soudage. | |
| P.100 Voir Diagnostic ?Les diagnostics ne sont utilisés que pour l’entretien ou le dépannage du système Power Wave. Sélectionner « Oui » pour accéder aux options de diagnostic dans le menu. Des paramètres supplémentaires apparaissent dans le menu de réglages (P.101, P.102, etc.). | |
PARAMÈTRES DÉFINIS PAR L'USAGER (CONTINUATION)
| Paramètre | Définition |
| P.101 Voir | les Rapports d’Activités d’ÉvénementUtilisé pour voir tous les rapports d’activités d’événements du système. Faire tourner le Bouton de Contrôle pour sélectionner le rapport d’activité à lire. Appuyer à nouveau sur le bouton de droite pour entrer dans le rapport choisi. Faire tourner le Bouton de Contrôle permet de faire défiler les rapports d’activités, tout en affichant le numéro d’indice du rapport, le code de l’événement et quelques autres données. Appuyer sur le Bouton de Gauche pour revenir en arrière et sélectionner un autre registre d’activités. Appuyer à nouveau sur le bouton de gauche pour quitter l’option. |
| P.102 Rapports | d’Activités FatalsUtilisé pour visualiser tous les rapports d’activité fatals du système. Appuyer sur le Bouton Droit pour sélectionner l’option. Faire tourner le Bouton de Contrôle pour sélectionner le rapport d’activité fatal que l’on souhaite lire. Appuyer à nouveau sur le Bouton Droit pour donner entrée à ce rapport d’activité. En faisant tourner le Bouton de Contrôle, on fait défiler le rapport d’activité, en affichant le numéro d’indice de rapport d’activité et le code fatal. Appuyer sur le Bouton Gauche pour revenir en arrière et sélectionner un autre rapport d’activité. Appuyer à nouveau sur le Bouton de Gauche pour quitter cette option. |
| P.103 Voir | l’Information de la Version du LogicielUtilisé pour visualiser les versions de logiciel de chaque tableau du système. Appuyer sur le Bouton de Droite pour sélectionner l’option. Faire tourner le Bouton de Contrôle pour sélectionner le tableau à lire. Appuyer à nouveau sur le Bouton de Droite pour lire la version du micro-logiciel. Appuyer sur le Bouton de Gauche pour revenir en arrière et sélectionner un autre tableau. Faire tourner le Bouton de Contrôle pour sélectionner un autre tableau ou bien appuyer sur le Bouton de Gauche pour quitter cette option. |
| P.104 Visualiser | l’Information de la Version du MatérielUtilisé pour visualiser la version du matériel pour chaque tableau du système. Appuyer sur le Bouton de Droite pour sélectionner l’option. Faire tourner le Bouton de Contrôle pour sélectionner le tableau à lire. Appuyer à nouveau sur le Bouton de Droite pour lire la version du matériel. Appuyer sur le Bouton de Gauche pour revenir en arrière et sélectionner un autre tableau. Appuyer à nouveau sur le Bouton Gauche pour quitter cette option. |
| P.105 Visualiser | l’Information du Logiciel de SoudageUtilisé pour visualiser les Options de Soudage sur cette Source d’Alimentation. Appuyer sur le Bouton de Droite pour lire la version des Options de Soudage. Appuyer sur le Bouton de Gauche pour revenir en arrière et quitter cette option. |
| P.106 Visualiser | l’Adresse IP EthernetUtilisé pour visualiser l’adresse IP d’équipement compatible avec Ethernet. Appuyer sur le Bouton de Droite pour lire l’Adresse IP. Appuyer sur le Bouton de Gauche pour revenir en arrière et quitter cette option. L’adresse IP ne peut pas être modifiée par cette option. |
| P.107 Visualiser | le Protocole de la Source d’AlimentationUtilisé pour visualiser le type de source d’alimentation sur laquelle le chargeur est branché. Appuyer sur le Bouton Droit pour identifier la source d’alimentation en tant que LincNet ou bien ArcLink. Appuyer sur le Bouton de Gauche pour revenir en arrière et quitter cette option. |
| P.501 Verrouillage | du CodeurVerrouille l’un des deux boutons supérieurs (codeurs) ou les deux, ce qui empêche l’opérateur de modifier la vitesse de dévidage du fil, l’ampérage, la tension ou la valeur trim. La fonction de chaque bouton supérieur dépend du mode de soudage sélectionné. Lorsqu’un mode de soudage à courant constant est sélectionné (par exemple, Baguette, TIG, Gougeage), le bouton supérieur droit fonctionne toujours en tant qu’interrupteur de marche / arrêt. On ne peut accéder |
PARAMÈTRES DÉFINIS PAR L'USAGER (CONTINUATION)
| Paramètre | Définition |
| P.502 Verrouillage du Changement de MémoireDétermine si on peut écrire de nouveaux contenus par-dessus les mémoires.Non=les Mémoires peuvent être sauvegardées et les limites peuvent être configurées (par défaut).Oui=les Mémoires ne peuvent pas être modifiées – la sauvegarde est interdite et les limites ne peuvent pas être reconfigurées.On ne peut accéder à ce paramètre qu’au travers du logiciel de Gestion de Soudage de PowerWave. | |
| P.503 Inhabiliter le Bouton de MémoireInhabilité le(s) bouton(s) de mémoire spécifié(s). Lorsqu’une mémoire est inhabilitée, les procédures de soudage ne peuvent pas être restaurées à partir de cette mémoire ni y être sauvegardées. Si une tentative de sauvegarder ou restaurer une mémoire inhabilitée est faite, un message est affiché sur l’écran inférieur indiquant que le numéro de la mémoire est inhabilité. Dans des systèmes à têtes multiples, ce paramètre inhabilité les mêmes boutons de sauvegarde de mémoire sur les deux têtes d’alimentation. On ne peut accéder à ce paramètre qu’au travers du logiciel de Gestion de Soudage de PowerWave. | |
| P.504 Verrouillage du Panneau de Sélection de ModeChoisit parmi plusieurs préférences de verrouillage du Panneau de Sélection de Mode. Lorsqu’une sélection de Panneau de Sélection de Mode est verrouillée et qu’une tentative est faite pour changer ce paramètre, un message est affiché sur le panneau inférieur indiquant que le paramètre est verrouillé.Toutes les Options MSP Déverrouillées= Tous les paramètres ajustables sur le Panneau de Sélection de Mode sont déverrouillés.Toutes les Options MSP Verrouillées= Tous les boutons du Panneau de Sélection de Mode sont verrouillés.Options de Démarrage et Conclusion Verrouillées= les paramètres de Démarrage et Conclusion sur le Panneau de Sélection de Mode sont verrouillés ; tous les autres sont déverrouillés.Option de Mode de Soudage Verrouillée= le mode de soudage ne peut pas être modifié depuis le Panneau de Sélection de Mode ; tous les autres réglages du Panneau de Sélection de Mode sont déverrouillés.Options de Contrôle d’Onde Verrouillées= les paramètres de Contrôle d’Onde sur le Panneau de Sélection de Mode sont verrouillés ; tous les autres sont déverrouillés.Options de Démarrage,Conclusion et Onde Verrouillées= les paramètres de Contrôle de Démarrage, Conclusion et Onde sur le Panneau de Sélection de Mode sont verrouillés ; tous les autres sont déverrouillés.Options de Démarrage,Conclusion et Mode Verrouillées= les paramètres de Sélection de Démarrage, Conclusion et Mode de Soudage sur le Panneau de Sélection de Mode sont verrouillés ; tous les autres sont déverrouillés.On ne peut accéder à ce paramètre qu’au travers du logiciel de Gestion de Soudage de PowerWave. | |
| P.505 Verrouillage du Menu de RéglageDétermine si les paramètres de réglage peuvent être modifiés par l’opérateur sans taper de code secret.Non= l’opérateur peut modifier n’importe quel paramètre du menu de réglage sans taper d’abord de code secret même si le code secret est non-nul (par défaut).Oui= l’opérateur doit taper un code secret (si le code secret est non-nul) afin de pouvoir modifier un paramètre du menu de réglages.On ne peut accéder à ce paramètre qu’au travers du logiciel de Gestion de Soudage de PowerWave. | |
PARAMÈTRES DÉFINIS PAR L'USAGER (CONTINUATION)
| Paramètre | Définition |
| P.506 Etablir le Code Secret de l’Interface UsagerEmpêche des modifications non-autorisées sur l’appareil. Le code secret par défaut qui permet un accès complet est zéro. Un code secret non-nul empêche les modifications non-autorisées : changement de limites de mémoire, sauvegarde en mémoire (si P.502 = Oui), changement de paramètres de réglages (si P.505 = Oui).On ne peut accéder à ce paramètre qu’au travers du logiciel de Gestion de Soudage de PowerWave. | |
| P.509 Verrouillage Général de l’Interface UsagerVerrouille tous les contrôles de l’interface usager, empêchant ainsi l’opérateur d’effectuer des changements. On ne peut accéder à ce paramètre qu’au travers du logiciel de Gestion de Soudage de PowerWave. | |
Lorsqu'elle est habilitée, l'option de Détection au Toucher permet à l'opérateur d'alimenter le fil en marche avant jusqu'à ce qu'il touche la pièce à souder. Lorsque le contact avec la pièce est établi, le fil s'arrête et la trémie de flux (si elle est utilisée) s'active pour déposer du fondant autour du fil et remplir le système d'alimentation en fondant. La trémie de flux reste active tant que le bouton d'Alimentation en Marche Avant n'est pas libéré.
Avertissement
Si la Détection au Toucher est habilitée, la sortie de la source d'alimentation est ALLUMÉE tant que l'on appuie sur le bouton d'Alimentation en Marche Avant. Éviter de toucher tout segment du circuit de soudage pendant que l'on alimente vers le bas.
Si l'option de Détection au Toucher est désactivée, le fil est « froid » pendant l'Alimentation en Marche Avant. Il ne s'arrête pas lorsqu'il touche la pièce à souder et la trémie de flux ne s'active pas.
Verrouillage / sécurité
Le MAXsa™ 10 peut être configuré pour empêcher l'opérateur de changer les contrôles sélectionnés du panneau de l'Interface Utilisateur. Par défaut, le soudeur pourra changer le mode de soudage, tous les contrôles d'ondes importants et toutes les options de démarrage et d'arrêt importantes.
Remarquez que lorsqu'une option est verrouillée, sa valeur peut encore être surveillée. Par exemple, si les options de démarrage et les options de conclusion sont verrouillées, le soudeur peut toujours appuyer sur le Bouton Poussoir de droite sur le Panneau de Sélection de Mode et voir la valeur réglée pour le Temps de Démarrage. Si le soudeur essaie de changer sa valeur, un message apparaîtra brièvement sur le Panneau de Sélection de Mode indiquant « L'Option MSP est VERROUILLÉE ! ».
Les caractéristiques de verrouillage ne sont disponibles qu'au travers du logiciel de Gestion de Soudage de PowerWave.
Réalisation d'une soudure
Une fois les paramètres nécessaires établis et que les Modes de Soudage souhaités ont été sélectionnés :
Appuyer sur le BOUTON DE DÉMARRAGE pour commencer à souder.
Appuyer sur le BOUTON D'ARRÊT pour conclure une soudure :
L'INDICATEUR D'ARC ÉTABLI clignote tandis que le fil avance vers la pièce à souder pour montrer la présence de TCO et passer sur ALLUMÉ lorsque l'arc est allumé.
Si les paramètres de « Démarrage » ont été établis, ils prendront effet pour la durée spécifiée, puis ce sera le tour des paramètres de Mode de Soudage.
Les deux écrans d'affichage supérieurs indiquent les paramètres « réels » au fur et à mesure que la soudure avance.
Si la fonction de DÉPLACEMENT est sélectionnée, elle commencera son mouvement comme décrit dans le réglage du Paramètre P.12.
Si les paramètres de conclusion ont été réglés, ils prendront effet pour la durée spécifiée.
Si la fonction de DÉPLACEMENT est sélectionnée, elle arrêtera son mouvement comme décrit dans le réglage du Paramètre P.12.
L'INDICATEUR D'ARC ÉTABLI S'ÉTEINT lorsque la source d'alimentation de sortie est inhabilitée (après la Reprise de Flamme).
Les écrans d'affichage retournent à l'état de ralenti pour se préparer à la prochaine soudure.
FIGURE B.7 – RÉALISATION D'UNE SOUDURE
text_image
INDICATEUR D'ARC ÉTABLI 200 30.5 58 Steel 1/8" CC DC+ BOUTON DE DÉMARRAGE BOUTON D'ARRÊT LINCOLN® ELECTRIC MAXsa® 10 G6697-1 VMUtilisation de l'option de mémoire
Le MAXsa™ 10 a huit emplacements de mémoires disponibles pour sauvegarder des informations de procédure. Chaque emplacement peut sauvegarder les informations suivantes :
- Mode de Soudage
- Ampérage (ou WFS)
- Tension
- Fréquence
- Équilibrage • Décalage DC
- Options de Démarrage d'Arc
- Options de Fin d'Arc
DONNER un nom à une procédure sauvegardée
On peut donner aux procédures sauvegardées dans la mémoire un nom que l'usager pourra facilement reconnaître, tel que « Passe de Fond », « Passe de Remplissage » ou « Passe de Couronnement ». Comme dans le cas de l'option de verrouillage, cette option n'est disponible qu'au travers du Logiciel de Gestion de Soudage.
Soudage à procédures multiples
Le CONTRÔLEUR MAXsa™ 10 peut effectuer des changements de soudage « à la volée » avec des procédures de soudage multiples grâce au Panneau de Mémoire. Pendant le soudage, on peut accéder à n'importe quelle position de mémoire, et le changement aux paramètres enregistrés dans cette position de mémoire se fera pendant le soudage actif.
NOTE: Ceci ne peut se faire qu'avec des Positions de Mémoire qui ont le même Mode de Soudage.
Pendant le soudage, toute position de mémoire à laquelle on essaierait d'accéder avec un Mode de Soudage différent de celui utilisé à ce moment-là sera ignorée et un message d'erreur sera affiché. Un maximum de huit procédures de soudage différentes peut être utilisé pendant le soudage actif en utilisant toutes les positions de mémoire, du moment que chaque position fonctionne avec les mêmes Modes de Soudage.
La sauvegarde de la mémoire peut optionnellement être désactivée au moyen des Niveaux de Verrouillage. Si l'usager essaie de sauvegarder une procédure dans une position de mémoire verrouillée, le Panneau de Sélection de Mode affichera brièvement le message « La Sauvegarde de Mémoire est INHABILITÉE ! ». Pour le moment, on ne peut accéder aux Niveaux de Verrouillage du Panneau de Mémoire qu'au travers du Logiciel de Gestion de Soudage.
Sauvegarde d'une procédure dans une position de mémoire
Une fois que les paramètres ont été établis :
- Appuyer sur le Bouton de Mémoire de la position souhaitée pendant 2 secondes. • Le LED de cette position s'ALLUME.
- Au bout de 2 secondes, le LED s'éteint.
- L'écran d'affichage du MSP indique brièvement que l'information a été sauvegardée, puis retourne au Mode de Soudage.
NOTE : Si on appuie sur le bouton pendant plus de 5 secondes, on passera au Mode des Limites.
RAPPEL d'une procédure à PARTIR d'une position de mémoire
- Appuyer sur le bouton de mémoire souhaité puis relâcher ce bouton.
- Le LED de cette position s'ALLUME et l'information de la procédure sauvegardée apparaît sur les écrans.
- Le LED reste ALLUMÉ jusqu'à ce qu'une autre position soit sélectionnée.
NOTE : Si on appuie sur le bouton pendant plus d’1 seconde, on retourne au Mode de « Sauvegarde ».
FIGURE B.8 - MÉMOIRE
text_image
200 30.5 ÉCRAN MSP 58 Steel 1/8" CC DC+ LED INDICATEUR 1 2 3 4 BOUTON DE MÉMOIRE 5 6 7 8 LINCOLN ELECTRIC MAXsa®10 GB397-1 VU Memory 1 Saved Appuyer pendant 2 Secondes Pour Sauvegarder Appuyer et Relâcher Pour RappelorRéglage des limites en OPTION
La fonctionnalité de Limites permet à l'opérateur de régler des valeurs minimum et maximum pour plusieurs paramètres en fonction du Mode de Soudage sélectionné.
Chaque position de mémoire peut avoir un ensemble de limites différent, même si le Mode de Soudage est le même. Par exemple : la Position de Mémoire 1 peut être réglée pour une vitesse de dévidage maximum de 140"/min; la Position de mémoire 2 peut être réglée pour un minimum de 100"/min et un maximum de 160"/min, tandis que la Position de Mémoire 3 peut ne pas avoir de limite de WFS établie.
Les paramètres sont restreints par les limites de la machine ou par les limites des mémoires. Lorsque les Limites des Mémoires sont habilitées, le paramètre clignote en réponse à une tentative d'établir une valeur en dehors de la limite déterminée (si elle est inférieure à la capacité de la machine). Le paramètre ne clignote pas face à une tentative de dépasser les limites de la machine.
NOTE: Les Modes de Soudage ne peuvent pas être sélectionnés par le biais du Menu de Réglage des Limites. Ils doivent être choisis et sauvegardés avant d'entrer dans le Menu des Limites.
Réglages des limites
- Appuyer sur le Bouton de Mémoire souhaité jusqu'à ce que le LED de cette position commence à clignoter rapidement. • L'écran du MSP affiche:
- Au bout de 2 secondes, l'écran change pour afficher les concepts suivants: • Valeur de Mémoire
- Limite Supérieure
- Limite Inférieure
- Nom du Paramètre
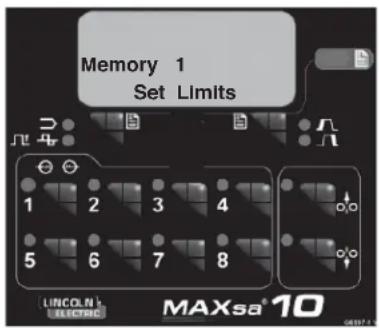
text_image
Memory 1 Set Limits 1 2 3 4 5 6 7 8 LINCOLN ELECTRIC MAXsa®10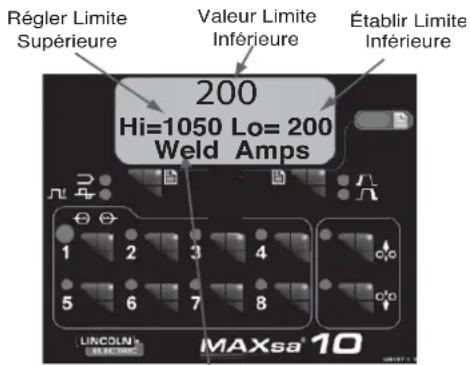
text_image
Régler Limite Supérieure Valeur Limite Inférieure Établir Limite Inférieure 200 Hi=1050 Lo= 200 Weld Amps 1 2 3 4 5 6 7 8 LINCOLN® MAXsa® 10Nom du Paramètre
- Le Nom du Paramètre sur l'Écran MSP clignotera pour indiquer qu'il est prêt à être changé. Si aucune limite n'avait été établie précédemment, les valeurs Supérieure et Inférieure sont les limites de la Source d'Alimentation.
- Appuyer sur le Bouton des Options de Démarrage/Fin d'Arc pour sélectionner ce paramètre.
- Utiliser la Commande du Panneau de Sélection de Mode pour ajuster la Limite Supérieure (qui clignote).
- Appuyer sur le Bouton des Options de Démarrage/Fin d'Arc
- Utiliser la Commande du Panneau de Sélection de Mode pour ajuster la Valeur (qui clignote).
- Appuyer sur le Bouton des Options de Démarrage/Fin d'Arc
- Utiliser la Commande du Panneau de Sélection de Mode pour ajuster la Limite Inférieure (qui clignote).
- Appuyer sur le Bouton des Options de Démarrage/Fin d'Arc
- Utiliser la Commande du Panneau de Sélection de Mode pour sélectionner un autre Nom de Paramètre (clignotant) et répéter la séquence ci-dessus jusqu'à ce que toutes les Limites soient établies.
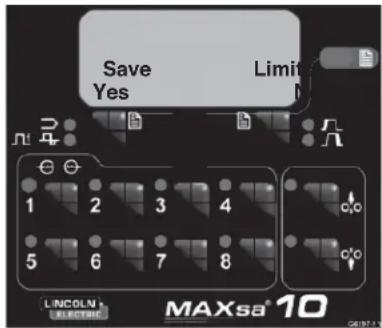
text_image
Save Yes Limit 1 2 3 4 5 6 7 8 MAXsa® 10- Appuyer sur la Mémoire sélectionnée lorsque toutes les Limites sont établies sur les valeurs souhaitées. L'Écran du MSP affiche :
- Utiliser le bouton de Sélection de Mode de Soudage ou le bouton des Options de Démarrage / Fin d'Arc soit pour sauvegarder (Oui) soit pour rejeter (Non) les changements.
Options / accessoires généraux
www.lincolnelectric.com
Suivre les étapes suivantes :
- Aller sur www.lincolnelectric.com
- Dans le champ de Recherche, taper E9.181 et cliquer sur l'icône de Recherche (ou taper « Entrée » sur le clavier).
- Sur la page de Résultats, faire défiler le texte jusqu'à la Liste des Équipements et cliquer sur E9.181.
Toutes les informations concernant les accessoires du système Power Wave se trouvent dans ce document.
Les CHOCS électriques peuvent être mortels.

- Ne pas toucher les pièces sous tension électrique telles que les terminales de sortie ou le câblage interne.
- Lorsqu'on alimente le fil, l'électrode et le mécanisme de traction sont toujours sous énergie électrique et ils pourraient rester sous énergie pendant plusieurs secondes après que le bouton d'avance du fil ait été relâché.
- ÉTEINDRE la puissance d'entrée au niveau de la source d'alimentation de soudage avant de réaliser l'installation ou de changer les rouleaux conducteurs et/ou les tubes guides.
- La source d'alimentation de soudage doit être raccordée à la masse du système conformément au Code Électrique National ou à tout autre code local en vigueur.
- Seul le personnel qualifié doit effectuer le travail d'entretien.
Voir les informations d'avertissement complémentaires tout au long de ce manuel de l'opérateur ainsi que du manuel du Moteur.
Entretien de routine
- Vérifier que les câbles de soudage, les câbles de contrôle et les tuyaux à gaz ne présentent pas de coupures.
Entretien périodique
• N/A
Spécifications de calibrage
Tout le calibrage du CONTRÔLEUR MAXsa™ 10 est réglé en usine.
Avertissement
L'entretien et les réparations ne doivent être effectués que par le personnel formé par l'usine Lincoln Electric. Des réparations non autorisées réalisées sur cet appareil peuvent mettre le technicien et l'opérateur de la machine en danger et elles annuleraient la garantie d'usine. Par sécurité et afin d'éviter les chocs électriques, suivre toutes les observations et mesures de sécurité détaillées tout au long de ce manuel.
Ce guide de dépannage est fourni pour aider à localiser et à réparer de possibles mauvais fonctionnements de la machine. Simplement suivre la procédure en trois étapes décrite ci-après.
Étape 1. localiser le problème (symptôme).
Regarder dans la colonne intitulée « PROBLÈMES (SYMPTÔMES) ». Cette colonne décrit les symptômes que la machine peut présenter. Chercher l'énoncé qui décrit le mieux le symptôme présenté par la machine.
Étape 2. CAUSE possible.
La deuxième colonne, intitulée « CAUSE POSSIBLE », énonce les possibilités externes évidentes qui peuvent contribuer au symptôme présenté par la machine.
Étape 3. ACTION recommandée.
Cette colonne suggère une action recommandée pour une Cause Possible ; en général elle spécifie de contacter le concessionnaire autorisé de Service sur le Terrain Lincoln Electric le plus proche.
Si vous ne comprenez pas ou si vous n'êtes pas en mesure de réaliser les actions recommandées de façon sûre, contactez le Service sur le Terrain Lincoln autorisé le plus proche.
Attention
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n'êtes pas en mesure de réaliser les tests/réparations de façon sûre, avant de continuer, contacter le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique de dépannage.
Respecter toutes les Consignes de Sécurité détaillées tout au long de ce manuel.
Utilisation du LED d'état pour résoudre les problèmes du système
Le MAXsa™ 10 est équipé d'un Indicateur Lumineux d'État. Si un problème survient, il est important de noter la situation des indicateurs lumineux d'état. Aussi, avant de faire circuler la puissance vers le système, vérifier que l'indicateur lumineux d'état de la source d'alimentation ne présente pas de séquences d'erreurs, comme indiqué ci-dessous.
Cette section contient des informations concernant la source d'alimentation et les LEDs d'état du Module du Galet d'Entraînement ainsi que des tableaux de dépannage de base pour la machine et le résultat de soudage.
Les INDICATEURS LUMINEUX D'ÉTATS sont des LEDs bicolores qui indiquent les erreurs du système. Un fonctionnement normal pour chacun est indiqué en vert fixe. Les états d'erreurs sont indiqués dans le Tableau E.1 suivant.
TABLEAU E.1
| État de l’Indicateur Lumineux | Situation |
| Vert Fixe | Système OK. Source d’alimentation opérationnelle et communiquant normalement avec tous les appareils périphériques en bon état branchés sur son réseau ArcLink. |
| Vert Clignotant | Survient durant l’allumage ou un rétablissement du système, et indique que la POWER WAVE® i400 trace une carte (identifie) de chaque élément du système. Normal pendant 1 à 10 secondes après l’allumage, ou si la configuration du système change pendant le fonctionnement. |
| Vert Clignotant Rapidement | Dans des conditions normales, indique que l’Auto-identification a échoué. Egalement utilisé par l’Outil de Diagnostic (compris sur les Outils de la POWER WAVE® et le CD du Navigateur de Service ou bien disponible sur www.powerwavesoftware) pour identifier la machine sélectionnée lors de la connexion à une adresse IP spécifique. |
| Alternance de Vert et Rouge | Panne non récupérable du système. Si les indicateurs lumineux d’état clignotent dans n’importe quelle combinaison de rouge et de vert, cela signifie qu’il y a des erreurs. Lire le(s) code(s) d’erreur avant que la machine ne s’éteigne.L’interprétation des Codes d’Erreurs par le biais de l’indicateur lumineux d’état est détaillée dans le Manuel de Service. Des chiffres à code individuel clignotent en rouge avec une longue pause entre les chiffres. Si plus d’un code est présent, les codes seront séparés par une lumière verte. On ne pourra accéder qu’aux situations d’erreurs actives par le biais de l’Indicateur Lumineux d’Etat.Les codes d’erreur peuvent également être retirés avec l’Outil de Diagnostic (inclus dans les Outils de la Power Wave® et sur le CD du Navigateur de Service ou bien disponible sur le site www.powerwave.software.com). Il s’agit-là de la méthode préférée du fait qu’elle peut avoir accès à des informations historiques contenues dans les rapports d’erreurs.Pour effacer l’erreur active, éteindre la source d’alimentation puis la rallumer pour la rétablir. |
| Rouge Fixe | Non applicable. |
| Rouge Clignotant | Non applicable. |
Attention
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n'êtes pas en mesure de réaliser les tests/réparations de façon sûre, avant de continuer, contacter le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique de dépannage.
Respecter toutes les Consignes de Sécurité détaillées tout au long de ce manuel.
| PROBLÈMES (SYMPTOMES) | POINTS POSSIBLES DE MAUVAIS RÉGLAGE(S) | MESURE À PRENDRE RECOMMANDÉE | |
| CODES D'ERREURS DU SYSTÈME ARCLINK | |||
| Err 31 | Surintensité primaire | La source d'alimentation dépassé les limites du courant d'entrée. Ajuster la procédure de soudage pour réduire l'appel de courant. La procédure de soudage peut dépasser la capacité de la source d'alimentation.Voir le Manuel d'Instructions de la source d'alimentation. | Si tous les points possibles de mauvais réglages recommandés ont été vérifiés et que le problème persiste, contacter le Service Après-vente local Agréé par Lincoln. |
| Err 32 | Sous-tension de la Batterie « A » du Condensateur. | La puissance d'entrée de la source d'alimentation est peut-être mal câblée. Vérifier que le câblage du panneau de reconnexion de la source d'alimentation corresponde à la puissance d'entrée.Voir le Manuel d'Instructions de la source d'alimentation. | |
| Err 33 | Sous-tension de la Batterie « B » du Condensateur. | La puissance d'entrée de la source d'alimentation est peut-être mal câblée. Vérifier que le câblage du panneau de reconnexion de la source d'alimentation corresponde à la puissance d'entrée.Voir le Manuel d'Instructions de la source d'alimentation. | |
| Err 34 | Surtension de la Batterie « A » du Condensateur. | La puissance d'entrée de la source d'alimentation est peut-être mal câblée. Vérifier que le câblage du panneau de reconnexion de la source d'alimentation corresponde à la puissance d'entrée.Voir le Manuel d'Instructions de la source d'alimentation. | |
Attention
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n'êtes pas en mesure de réaliser les tests/réparations de façon sûre, avant de continuer, contacter le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique de dépannage.
Respecter toutes les Consignes de Sécurité détaillées tout au long de ce manuel.
| PROBLÈMES (SYMPTOMES) | POINTS POSSIBLES DE MAUVAIS RÉGLAGE(S) | MESURE À PRENDRE RECOMMANDÉE | |
| CODES D'ERREURS DU SYTÈME ARCLINK | |||
| Err 35 | Surtension de la Batterie « B » du Condensateur. | 1. La puissance d'entrée de la source d'alimentation est peut-être mal câblée. Vérifier que le câblage du panneau de reconnexion de la source d'alimentation corresponde à la puissance d'entrée.2. Voir le Manuel d'Instructions de la source d'alimentation. | |
| Err 36 | Thermique | 1. Surchauffe de la source d'alimentation. Vérifier que le facteur de marche soit correct. Assurer une circulation d'air appropriée autour de la source d'alimentation. | |
| Err 41 | Surintensité secondaire à long terme. | 1. La source d'alimentation dépassé les limites du courant de sortie. Ajuster la procédure de soudage pour réduire l'appel de courant. La procédure de soudage peut dépasser la capacité de la source d'alimentation.2. Voir le Manuel d'Instructions de la source d'alimentation. | |
| Err 43 | Condensateurs déséquilibrés. | 1. Vérifier que le câblage du panneau de reconnexion de la source d'alimentation corresponde à la puissance d'entrée.2. Voir le Manuel d'Instructions de la source d'alimentation. | |

Attention
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n'êtes pas en mesure de réaliser les tests/réparations de façon sûre, avant de continuer, contacter le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique de dépannage.
Respecter toutes les Consignes de Sécurité détaillées tout au long de ce manuel.
| PROBLÈMES (SYMPTOMES) | POINTS POSSIBLES DE MAUVAIS RÉGLAGE(S) | MESURE À PRENDRE RECOMMANDÉE |
| CODES D'ERREURS DU SYTÈME ARCLINK | Si tous les points possibles de mauvais réglages recommandés ont été vérifiés et que le problème persiste, contacter le Service Après-vente local Agréé par Lincoln. | |
| Err 44 Problème de l'unité centrale principale. | 1. Vérifier que la connexion à terre sur la source d'alimentation soit câblée correctement.2. Voir le Manuel d'Instructions de la source d'alimentation. | |
| Err 53 Perte de détection de tension. | 1. Vérifier que la connexion des fils de détection soit correcte. | |
| Err 54 Surintensité secondaire à court terme. | ||
| Err 81 Surcharge du moteur, long terme. | 1. Le moteur du galet d'entraînement est surchauffé. Vérifier que l'électrode glisse facilement au travers du pistolet et du câble.2. Retirer du pistolet et du câble les courbures raides.3. Vérifier que le frein de l'axe ne soit pas trop serré.4. Vérifier que l'électrode utilisée soit de bonne qualité.5. Attendre que l'erreur se rétablisse et que le moteur refroidisse (environ 1 minute).6. La Limite moyenne du courant du moteur à long terme a été dépassée. Indique typiquement une surcharge mécanique du système. Si le problème persiste, considérer un rapport d'engrenages avec couple plus élevé (registre de vitesse inférieur). | |
| Err 82 Surcharge du moteur, court terme. | 1. L'appel de courant du moteur du galet d'entraînement a dépassé les limites, habituellement parce que le moteur se trouve en état de rotor verrouillé. Vérifier que le moteur puisse tourner librement lorsque le bras de ralenti est ouvert.2. Vérifier qu'il n'y ait pas de débris ni de poussière dans les engrenages. | |
Attention
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n'êtes pas en mesure de réaliser les tests/réparations de façon sûre, avant de continuer, contacter le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique de dépannage.
Respecter toutes les Consignes de Sécurité détaillées tout au long de ce manuel.
| PROBLÈMES (SYMPTOMES) | POINTS POSSIBLES DE MAUVAIS RÉGLAGE(S) | MESURE À PRENDRE RECOMMANDÉE |
| CODES D'ERREURS DU SYSTÈME ARCLINK | Si tous les points possibles de mauvais réglages recommandés ont été vérifiés et que le problème persiste, contacter le Service Après-vente local Agréé par Lincoln. | |
| Err 263 Modes de soudage non utilisables. | 1. Aucun programme de soudage n'est chargé sur la source d'alimentation.2. Voir le Manuel d'Instruction de la source d'alimentation pour charger les programmes de soudage. | |
Erreurs mises en place pour le MAXsa™ 10 :
| Code d'Erreur | Source | Texte IU | Raison |
| N/A | Interface Usager | « Limites Dépassées » « Type de Boîte d'Engrenages » | Lorsqu'un mode est sélectionné avec une limite inférieure su point de travail plus élevée que la limite supérieure de la WFS (aucun événement n'est enregistré). |
| 28 | Chargeur | « SORTIE INHABILITÉE » | L'entrée de l'Interruption 2 sur le Tableau du Chargeur est ouverte et P.21 est sélectionné pour « Inhabiliter Sortie ». |
| 83 | Chargeur | « IU Interruption 1 » | L'entrée de l'Interruption 1 sur le Tableau du Chargeur est ouverte. |
| 84 | Chargeur | « IU interruption 2 » | L'entrée de l'Interruption 2 sur le Tableau du Chargeur est ouverte. |
Codes d'erreurs à 3 chiffres typiques de l'Interface Utilisateur (ne clignotent pas sur le LED d'État).
| Code d'Erreur | Source | Texte IU | Raison |
| 213 | Interface Usager | Source d'Alimentation Déconnectée | L'Interface Usager n'a pas pu communiquer avec le tableau de contrôle dans la source d'alimentation. |
| 215 | Tableau du Chargeur Déconnecté | Pas de tableau de tête d'alimentation connecté, soit parce qu'il est en cours de reprogrammation soit à cause d'un événement fatal. | |
| 247 | N/A | Le contrôle d'arc est victime d'une panne de verrouillage. L'IU indiquera qu'il faut appuyer sur un bouton de Rétablissement pour éliminer la panne. | |
| 274 | N/A | Changement du jeu de soudage requiert l'effacement de la mémoire usager. | |
| 275 | N/A | La mémoire de l'IU n'a pas pu être sauvegardée. Contacter le Département de Service de Lincoln Electric pour obtenir une assistance. | |
| 276 | N/A | La mémoire de l'IU n'a pas pu être restaurée. Contacter le Département de Service de Lincoln Electric pour obtenir une assistance. | |
| 277 | N/A | Les mémoires de l'IU ont été transformées à cause d'un changement du nombre de paramètres de l'IU. Uniquement informatif. | |
| 278 | N/A | Les limites de l'IU ont été transformées à cause d'un changement du nombre de paramètres de l'IU avec des limites. Uniquement informatif. | |
| 281 | (Varie selon le type d'erreur et qui l'a provoquée) | Erreur interne. Noter toutes les valeurs affichées et contacter le Département de Service de Lincoln Electric. | |
| 282 | (Varie selon le type d'erreur et qui l'a provoquée) | Erreur interne. Noter toutes les valeurs affichées et contacter le Département de Service de Lincoln Electric. |
Attention
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n'êtes pas en mesure de réaliser les tests/réparations de façon sûre, avant de continuer, contacter le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique de dépannage.
Codes d'erreurs à 3 chiffres typiques de l'Interface Usager (ne clignotent pas sur le LED d'État).
| Code d'Erreur | Source | Texte IU | Raison |
| 283 | Interfaz del Usuario | (Varie selon le type d'erreur et qui l'a provoquée) | Erreur interne. Noter toutes les valeurs affichées et contacter le Département de Service de Lincoln Electric. |
| 285 | N/A | La mémoire de l'IU n'a pas pu être restaurée. Contacter le Département de Service de Lincoln Electric pour obtenir une assistance. | |
| 612 | (« Gen Init Phase »)(« Arc No. Double »)(« Arcs Meneurs Mult »)(« Arc Manquant »)(« Trop d'Arcs »)(« Arc Meneur Manquant »)(« Arc Manquant ») | 1 = Générateur de Phase en Initialisation2 = No. d'Arcs Double trouvés3 = Arcs Meneurs Multiples trouvés4 = Arc de Trainage Manquant5 = Trop d'Arcs6 = Arc Meneur Manquant7 = L'Arc de Trainage a abandonné la communication avec l'Arc Meneur |
Respecter toutes les Consignes de Sécurité détaillées tout au long de ce manuel.
| PROBLÈMES (SYMPTOMES) | POINTS POSSIBLES DE MAUVAIS RÉGLAGE(S) | MESURE À PRENDRE RECOMMANDÉE |
| PROBLÈMES DE SORTIE | ||
| Le chargeur de fil se met en marche – pas d’écrans d’affichage, pas d’ali-mentation à froid. | 1. La source d’alimentation Power Wave est ÉTEINTE. ALLUMER la source d’alimentation Power Wave.2. Le disjoncteur pour le chargeur de fil sur la source d’alimentation a sauté. Rétablir les disjoncteurs.3. Le câble de contrôle est peut-être desserré ou endommagé. Serrer, réparer ou changer le câble de contrôle.4. L’interrupteur de puissance est endommagé. Changer l’interrupteur de puissance. | Si tous les points possibles de mau- vais réglages recommandés ont été vérifiés et que le problème persiste, contacter le Service Après-vente local Agréé par Lincoln. |
Attention
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n'êtes pas en mesure de réaliser les tests/réparations de façon sûre, avant de continuer, contacter le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique de dépannage.
Respecter toutes les Consignes de Sécurité détaillées tout au long de ce manuel.
| PROBLÈMES (SYMPTOMES) | POINTS POSSIBLES DE MAUVAIS RÉGLAGE(S) | MESURE À PRENDRE RECOMMANDÉE |
| PROBLÈMES DE SORTIE | ||
| Alimentation du fil irrégulière ou pas d'alimentation du fil mais rouleaux conducteurs qui tournent.. | 1. L'électrode est rouillée ou sale. N'utiliser que des électrodes propres. Utiliser des électrodes de qualité, telles que les L-50 ou L-56 de Lincoln Electric.2. La pointe de contact est en partie fondue ou présente des éclaboussures. Changer la pointe de contact.3. Pointe, rouleaux conducteurs et/ou guide-fil interne inappropriés. Vérifier que les pièces appropriées soient installées.4. Pression incorrecte du bras de tension sur les rouleaux conducteurs. Ajuster le bras de tension conformément au Manuel d'Instructions. La plupart des électrodes alimentent bien avec un réglage de bras de tension de « 3 ».5. Rouleau conducteur usé. Changer les rouleaux conducteurs s'ils sont usés ou remplis de saleté. | Si tous les points possibles de mauvais réglages recommandés ont été vérifiés et que le problème persiste, contacter le Service Après-vente local Agréé par Lincoln. |
| La vitesse d'alimentation du fil fonctionne constamment avec une mauvaise valeur.Arc variable ou « fuyant ». | 1. Le réglage de l'engrenage d chargeur de fil n'est pas bien établi. Vérifier que les réglages du logiciel correspondent à l'engrenage monté. Voir le Manuel d'Instructions pour régler le rapport d'engrenage..1. Pointe de contact de la mauvaise taille, usée et/ou fondue. Changer la pointe de contact.2. Câble de travail usé ou mauvaise connexion du travail. Vérifier que toutes les connexions de travail et d'électrode soient serrées et que les câbles soient en bon état. Nettoyer / changer selon les besoins.3. Mauvaise polarité. Ajuster la polarité à la procédure recommandée. Vérifier que le réglage de l'interrupteur DIP No.7 corresponde à la polarité de l'électrode. | |
Attention
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n'êtes pas en mesure de réaliser les tests/réparations de façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique de dépannage.
DIAGRAMME DE CÂBLAGE POUR CONTRÔLEUR MAXsa™ 10 (CODES 11590, 11777)
text_image
RIOPELLE EQUITER METAL LIQUE INF INTEUER METER, LIQUE SEP DETECTION ELECTROSE PURISANCE LIGITOR AS VAC COMUN TCHI EQUITER EQUITER EQUITER EQUITER EQUITER EQUITER EQUITER EQUITER EQUITER EQUITER EQUITER EQUITER EQUITER EQUITER EQUITER EQUITER EQUITER EQUITER EQUITER EQUITER EQUITER EQUITER EQUITER EQUITER EQUITER EQUATER MOTEUR A MOTEUR B TACH-AVOC TACH COMMUN DETECTION DE ELECTROSE TACH A DIFF ENT TACH A DIFF ENI DETECTION DE ELECTROSE TCHI BELLETTE DE SUSPENSION L10 L11 L12 L13 L14 L15 L16 L17 L18 L19 L20 L21 L22 L23 L24 L25 L26 L27 L28 L29 L30 L31 L32 L33 L34 L35 L36 L37 L38 L39 L40 L41 L42 L43 L44 L45 L46 L47 L48 L49 L50 L51 L52 L53 L54 L55 L56 L57 L58 L59 L60 L61 L62 L63 L64 L65 L66 L67 L68 L69 L70 L71 L72 L73 L74 L75 L76 L77 L78 L79 L80 L81 L82 L83 L84 L85 L86 L87 L88 L89 L90 L91 L92 L93 L94 L95 L96 L97 L98 L99 L100 TABLEAU CIRCUITS IMPRIMES DE CONTROLE TABLEAU CIRCUITS IMPRESA DE TETRACE DELTAIS DEPLAC No.1 DELTAIS DEPLAC No.2 LED TUNION LE CIRCUIT DE 10 VACRES APPROVED AS DENT DES TRANSFEREN STANDARDS DO NOT AVID DE FUPPLY A ACTION BE REOPLAT UTR. BORNIER LE CIRCUIT DE 10 VACRES APPROVED AS DENT DES TRANSFEREN STANDARDS DO NOT AVID DE FUPPLY A ACTION BE REOPLAT UTR. CONTROLEUR LE CIRCUIT DE 10 VACRES APPROVED AS DENT DES TRANSFEREN STANDARDS DO NOT AVID DE FUPPLY A ACTION BE REOPLAT UTR. DG5118 NOTE : Ce diagramme a valeur de référence uniquement. Il peut ne pas être exact pour toutes les machines couvertes par ce manuel. Le diagramme spécifique pour un code particulier est collé à l'intérieur de la machine sur l'un des panneaux de la console. Si le diagramme est illisible, écrire au Département d'Entretien pour obtenir une substitution. Donner le numéro de code de l'appareil.
DIAGRAMME DE CÂBLAGE POUR CONTRÔLEUR MAXsa™ 10 (CODE 12327)
text_image
REFLECTIVE SOLVATION OFFSHUT ROLLAR LE FLE SOLVATION LUTAH LOURE SHIN LUXEIRE ETIN ELECUE MORE PRESERVES ETIN ELECUE MORE SOUMUL L1 L2 L3 L4 L5 L6 L7 L8 L9 L10 L11 L12 L13 L14 L15 L16 L17 L18 L19 L20 L21 L22 L23 L24 L25 L26 L27 L28 L29 L30 L31 L32 L33 L34 L35 L36 L37 L38 L39 L40 L41 L42 L43 L44 L45 L46 L47 L48 L49 L50 L51 L52 L53 L54 L55 L56 L57 L58 L59 L60 L61 L62 L63 L64 L65 L66 L67 L68 L69 L70 L71 L72 L73 L74 L75 L76 L77 L78 L79 L80 L81 L82 L83 L84 L85 L86 L87 L88 L89 L90 L91 L92 L93 L94 L95 L96 L97 L98 L99 L100 LE CIRCUIT DE 15 VAC DES. APPROVED EN CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DUCTURE DE 15 VAC DES. LE CIRCUIT DE 15 VAC DES. APPROVED EN CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESE DU CHINESELUICURIL PL3. PL3: P=CHN. PL4: P=CHN. PL5: P=CHN. PL6: P=CHN. PL7: P=CHN. PL8: P=CHN. PL9: P=CHN. PL10: P=CHN. PL11: P=CHN. PL12: P=CHN. PL13: P=CHN. PL14: P=CHN. PL15: P=CHN. PL16: P=CHN. PL17: P=CHN. PL18: P=CHN. PL19: P=CHN. PL20: P=CHN. PL21: P=CHN. PL22: P=CHN. PL23: P=CHN. PL24: P=CHN. PL25: P=CHN. PL26: P=CHN. PL27: P=CHN. PL28: P=CHN. PL29: P=CHN. PL30: P=CHN. PL31: P=CHN. PL32: P=CHN. PL33: P=CHN. PL34: P=CHN. PL35: P=CHN. PL36: P=CHN. PL37: P=CHN. PL38: P=CHN. PL39: P=CHN. PL40: P=CHN. PL41: P=CHN. PL42: P=CHN. PL43: P=CHN. PL44: P=CHN. PL45: P=CHN. PL46: P=CHN. PL47: P=CHN. PL48: P=CHN. PL49: P=CHN. PL50: P=CHN. PL51: P=CHN. PL52: P=CHN. PL53: P=CHN. PL54: P=CHN. PL55: P=CHN. PL56: P=CHN. PL57: P=CHN. PL58: P=CHN. PL59: P=CHN. PL60: P=CHN. PL61: P=CHN. PL62: P=CHN. PL63: P=CHN. PL64: P=CHN. PL65: P=CHN. PL66: P=CHN. PL67: P=CHN. PL68: P=CHN. PL69: P=CHN. PL70: P=CHN. PL71: P=CHN. PL72: P=CHN. PL73: P=CHN. PL74: P=CHN. PL75: P=CHN. PL76: P=CHN. PL77: P=CHN. PL78: P=CHN. PL79: P=CHN. PL80: P=CHN. PL81: P=CHN. PL82: P=CHN. PL83: P=CHN. PL84: P=CHN. PL85: P=CHN. PL86: P=CHN. PL87: P=CHN. PL88: P=CHN. PL89: P=CHN. PL90: P=CHN. PL91: P=CHN. PL92: P=CHN. PL93: P=CHN. PL94: P=CHN. PL95: P=CHN. PL96: P=CHN. PL97: P=CHN. PL98: P=CHN. PL99: P=CHN. PL100: P=CHN.G8068 NOTE : Ce diagramme a valeur de référence uniquement. Il peut ne pas être exact pour toutes les machines couvertes par ce manuel. Le diagramme spécifique pour un code particulier est collé à l'intérieur de la machine sur l'un des panneaux de la console. Si le diagramme est illisible, écrire au Département d'Entretien pour obtenir une substitution. Donner le numéro de code de l'appareil.
L13444
Les activités de The Lincoln Electric Company sont la fabrication et la vente d'appareils à souder, de matériel consommable et de machines à couper de grande qualité. Notre défi est de satisfaire les besoins de nos clients et de dépasser leurs attentes. Les acheteurs peuvent parfois demander à Lincoln Electric des conseils ou des informations sur l'usage qu'ils font de nos produits. Nous répondons à nos clients sur la base des meilleures informations en notre possession à ce moment précis. Lincoln Electric n'est pas en mesure de garantir ni d'avaliser de tels conseils et n'assume aucune responsabilité quant à ces informations ou conseils. Nous nions expressément toute garantie de toute sorte, y compris toute garantie d'aptitude à satisfaire les besoins particuliers d'un client, en ce qui concerne ces informations ou conseils. Pour des raisons pratiques, nous ne pouvons pas non plus assumer de responsabilité en matière de mise à jour ou de correction de ces informations ou conseils une fois qu'ils ont été donnés ; et le fait de donner des informations ou des conseils ne crée, n'étend et ne modifie en aucune manière les garanties liées à la vente de nos produits.
Lincoln Electric est un fabricant responsable, mais le choix et l'utilisation de produits spécifiques vendus par Lincoln Electric relèvent uniquement du contrôle et de la responsabilité du client. De nombreuses variables échappant au contrôle de Lincoln Electric affectent les résultats obtenus en appliquant ces types de méthodes de fabrication et d'exigences de services.
Sujet à Modification - Ces informations sont exactes à notre connaissance au moment de l'impression.
Se reporter à www.lincolnelectric.com pour des informations mises à jour.

THE LINCOLN ELECTRIC COMPANY
22801 St. Clair Avenue • Cleveland, OH • 44117-1199 • U. S. A.
Phone: +1.216.481.8100 • www.lincolnelectric.com