
CrossLinc Remote - Télécommande industrielle LINCOLN ELECTRIC - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil CrossLinc Remote LINCOLN ELECTRIC au format PDF.
| Type de produit | Télécommande industrielle pour soudage à l'arc |
| Marque | Lincoln Electric |
| Modèle | CrossLinc Remote |
| Référence | K4345-1 |
| Tension d'entrée | 14-110 VDC |
| Courant nominal (sortie) | 550 A à 60 % de facteur de marche, 425 A à 100 % |
| Température de fonctionnement | -40 °C à 40 °C |
| Température d'entreposage | -40 °C à 50 °C |
| Connecteurs | LC-40HD mâle et femelle |
| Affichage | Écran numérique à 4 chiffres |
| Commandes | Bouton rotatif (codeur) pour ajustement, bouton de réglage caché |
| Indicateurs LED | Intensité, tension, communication CrossLinc |
| Fonctions principales | Contrôle à distance de la sortie de soudage (courant/tension) via technologie CrossLinc ; compatible avec les sources Flextec 350X et 650X ; modes CC et CV ; affichage des valeurs réelles pendant le soudage ; compteur de temps d'arc ; calibration ; réinitialisation usine |
| Matériau du boîtier | Caoutchouc aux angles, boîtier protégé |
| Protection | Ne pas immerger ; utiliser uniquement avec des sources ayant une tension à vide < 90 VDC |
| Entretien courant | Vérifier les câbles, nettoyer et serrer les raccordements |
| Entretien périodique | Nettoyer l'intérieur avec de l'air soufflé ou un aspirateur |
| Accessoires | Câbles de soudage avec connecteurs LC-40HD (2/0, 3/0, diverses longueurs), adaptateur isolé pour borne de sortie |
| Réparabilité | Réservé au personnel qualifié ; réparations non autorisées annulent la garantie |
| Conditions d'utilisation | Convient à une utilisation en extérieur |
FOIRE AUX QUESTIONS - CrossLinc Remote LINCOLN ELECTRIC
Questions des utilisateurs sur CrossLinc Remote LINCOLN ELECTRIC
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Télécommande industrielle au format PDF gratuitement ! Retrouvez votre notice CrossLinc Remote - LINCOLN ELECTRIC et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil CrossLinc Remote de la marque LINCOLN ELECTRIC.
MODE D'EMPLOI CrossLinc Remote LINCOLN ELECTRIC
CrossLinc™ remote
S'applique aux machines dont le numéro de code est :
K4345-1 (12605)

Enregistrer la machine:
www.lincolnelectric.com/register
Localisateur d'Ateliers de Service et de Distributeurs Agréés :
www.lincolnelectric.com/locator
Conserver pour référence future
Date d'achat
Numéro de série : (ex. : 10859)
Série : (ex. : U1060512345)
Besoin d'aide? Appeler le 1.888.935.3877
pour parler à un Représentant de Service.
Heures d'Ouverture :
de 8h00 à 18h00 (ET) du lundi au vendredi.
Hors horaires?
Utiliser « Demander aux Experts » lincolnelectric.com Un Représentant de Service de Lincoln vous contactera au plus tard le jour ouvrable suivant.
Pour un Service en dehors des USA :
Email: globalservice@lincolnelectric.com
MERCI d'examiner immédiatement l'état du CARTON et de l'équipement
Lorsque cet équipement est expédié, la propriété passe à l'acheteur sur réception par le transporteur. En conséquence, les réclamations pour matériel endommagé dans l'expédition doivent être effectuées par l'acheteur auprès de l'entreprise de transport au moment où la livraison est reçue.
La sécurité REPOSE sur vous
L'équipement de soudure et de coupage à l'arc de Lincoln est conçu et fabriqué dans un souci de sécurité. Toutefois, votre sécurité générale peut être augmentée par une installation appropriée... et une utilisation réfléchie de votre part. NE PAS INSTALLER, UTILISER NI RÉPARER CET ÉQUIPEMENT SANS LIRE LE PRÉSENT MANUEL ET LES CONSIGNES DE SÉCURITÉ QUI Y SONT CONTENUES. Et, surtout, pensez avant d'agir et soyez prudent.

Avertissement
Cette mention apparaît lorsque les informations doivent être suivies exactement afin d'éviter toute blessure grave ou mortelle.

Attention
Cette mention apparaît lorsque les informations doivent être suivies afin d'éviter toute blessure corporelle mineure ou d'endommager cet équipement.

NE PAS trop s'approcher de l'arc. Utiliser des verres correcteurs si nécessaire afin de rester à une distance raisonnable de l'arc.
LIRE et se conformer à la fiche de données de sécurité (FDS) et aux étiquettes d'avertissement qui apparaissent sur tous les récipients de matériaux de soudure.
Utiliser une ventilation
ou une évacuation suffisante au niveau de l'arc, ou les deux, afin de maintenir les fumées et les gaz hors de la zone générale.

La ventilation naturelle peut être adéquate si vous maintenez votre tête hors de la fumée (voir ci-dessous).
Utiliser des courants d'air naturels ou des ventilateurs pour maintenir la fumée à l'écart de votre visage.
Si vous développez des symptômes inhabituels, consultez votre superviseur. Peut-être que l'atmosphère de soudure et le système de ventilation doivent être vérifiés.

PROTÉGEZ vos yeux et votre visage à l'aide d'un masque de soudeur bien ajusté avec la classe adéquate de lentille filtrante (voir ANSI Z49.1).
PROTÉGEZ votre corps contre les éclaboussures de soudage et les coups d'arc à l'aide de vêtements de protection incluant des vêtements en laine, un tablier et des gants ignifugés, des guêtres en cuir et des bottes.
PROTÉGER autrui contre les éclaboussures, les coups d'arc et l'éblouissement à l'aide de grilles ou de barrières de protection.
DANS CERTAINES ZONES, une protection contre le bruit peut être appropriée.
S'ASSURER que l'équipement de protection est en bon état.
En outre, porter des lunettes de sécurité EN PERMANENCE.

Situations particulières
NE PAS SOUDER NI COUPER des récipients ou des matériels qui ont été précédemment en contact avec des matières dangereuses à moins qu'ils n'aient été adéquatement nettoyés. Ceci est extrêmement dangereux.
NE PAS SOUDER NI COUPER des pièces peintes ou plaquées à moins que des précautions de ventilation particulières n'aient été prises. Elles risquent de libérer des fumées ou des gaz fortement toxiques.
Mesures de précaution supplémentaires
PROTÉGER les bouteilles de gaz comprimé contre une chaleur excessive, des chocs mécaniques et des arcs ; fixer les bouteilles pour qu'elles ne tombent pas.
S'ASSURER que les bouteilles ne sont jamais mises à la terre ou une partie d'un circuit électrique.
DÉGAGER tous les risques d'incendie potentiels hors de la zone de soudage.
Toujours disposer d'un équipement de LUTTE CONTRE l'incendie prêt pour une utilisation immédiate et SAVOIR comment l'utiliser.
Sécurité 01 sur 04 - 15/06/2016


Avertissements californie proposition 65

AVERTISSEMENT : Respirer des gaz d'échappement au diesel vous expose à des produits chimiques connus par l'état de Californie pour causer des cancers, des anomalies congénitales, ou d'autres anomalies de reproduction.
- Toujours allumer et utiliser le moteur dans un endroit bien ventilé.
- Pour un endroit exposé, évacuer les gaz vers l'extérieur.
- Ne pas modifier ou altérer le système d'échappement.
- Ne pas faire tourner le moteur sauf si nécessaire.
AVERTISSEMENT : Ce produit, lorsqu'il est utilisé pour le soudage ou la découpe, produit des émanations ou gaz contenant des produits chimiques connus par l'état de Californie pour causer des anomalies congénitales et, dans certains cas, des cancers. (Code de santé et de sécurité de la Californie, Section § 25249.5 et suivantes.)

AVERTISSEMENT : Cancer et anomalies congénitales www.P65warnings.ca.gov
LE SOUDAGE À L'ARC PEUT ÊTRE DANGEREUX. PROTÉGEZ-VOUS ET LES AUTRES DE BLESSURES GRAVES OU DE LA MORT. ÉLOIGNEZ LES ENFANTS. LES PORTEURS DE PACEMAKER DOIVENT CONSULTER LEUR MÉDECIN AVANT UTILISATION.
Lisez et assimilez les points forts sur la sécurité suivants : Pour plus d'informations liées à la sécurité, il est vivement conseillé d'obtenir une copie de « Sécurité dans le soudage & la découpe - Norme ANSI Z49.1 » auprès de l'American Welding Society, P. O. Box 351040, Miami, Florida 33135 ou la norme CSA W117.2-1974. Une copie gratuite du feuillet E205 « Sécurité au soudage à l'arc » est disponible auprès de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASSUREZ-VOUS QUE SEULES LES PERSONNES QUALIFIÉES EFFECTUENT LES PROCÉDURES D'INSTALLATION, D'OPÉRATION, DE MAINTENANCE ET DE RÉPARATION.

Pour équipement à moteur.
1. a. Éteindre le moteur avant toute tâche de dépannage et de maintenance à moins que la tâche de maintenance nécessite qu'il soit en marche.
1. b. Utiliser les moteurs dans des endroits ouverts, bien ventilés ou évacuer les gaz d'échappement du moteur à l'extérieur.

1. c. Ne pas ajouter d'essence à proximité d'un arc électrique de soudage à flamme ouverte ou si le moteur est en marche. Arrêter le moteur et le laisser refroidir avant de remplir afin d'éviter que l'essence répandue ne se vaporise au contact de parties chaudes du moteur et à l'allumage. Ne pas répandre d'essence lors du remplissage. Si de l'essence est répandue, l'essuyer et ne pas démarrer le moteur tant que les gaz n'ont pas été éliminés.

1. d. Garder les dispositifs de sécurité de l'équipement, les couvercles et les appareils en position et en bon état. Éloigner les mains, cheveux, vêtements et outils des courroies en V, équipements, ventilateurs et de tout autre pièce en mouvement lors de l'allumage, l'utilisation ou la réparation de l'équipement.

1. e. Dans certains cas, il peut être nécessaire de retirer les dispositifs de sécurité afin d'effectuer la maintenance requise. Retirer les dispositifs uniquement si nécessaire et les replacer lorsque la maintenance nécessitant leur retrait est terminée. Toujours faire preuve de la plus grande attention lors du travail à proximité de pièces en mouvement.
1. f. Ne pas mettre vos mains à côté du ventilateur du moteur. Ne pas essayer d'outrepasser le régulateur ou le tendeur en poussant les tiges de commande des gaz pendant que le moteur est en marche.
1. g. Afin d'éviter d'allumer accidentellement les moteurs à essence pendant que le moteur est en marche ou le générateur de soudage pendant la maintenance, débrancher les câbles de la bougie d'allumage, la tête d'allumage ou le câble magnétique le cas échéant.
1. h. Afin d'éviter de graves brûlures, ne pas retirer le bouchon de pression du radiateur lorsque le moteur est chaud.


Les CHAMPS électriques et magnétiques peuvent être dangereux.

2. a. Le courant électrique traversant les conducteurs crée des champs électriques et magnétiques (CEM) localisés. Le courant de soudage crée des CEM autour des câbles et de machines de soudage.
2. b. Les CEM peuvent interférer avec certains pacemakers, et les soudeurs portant un pacemaker doivent consulter un médecin avant le soudage.
2. c. L'exposition aux CEM dans le soudage peut avoir d'autres effets sur la santé qui ne sont pas encore connus.
2. d. Tous les soudeurs doivent suivre les procédures suivantes afin de minimiser l'exposition aux CEM à partir du circuit de soudage :
2. d.1. Acheminer les câbles de l'électrode et ceux de retour ensemble - Les protéger avec du ruban adhésif si possible. 2. d.2. Ne jamais enrouler le fil de l'électrode autour de votre corps. 2. d.3. Ne pas se placer entre l'électrode et les câbles de retour. Si le câble de l'électrode est sur votre droite, le câble de retour doit aussi se trouver sur votre droite. 2. d.4. Brancher le câble de retour à la pièce aussi proche que possible de la zone étant soudée. 2. d.5. Ne pas travailler à proximité d'une source de courant pour le soudage.

Une décharge électrique peut TUER.

3. a. Les circuits d'électrode et de retour (ou de terre) sont électriquement « chauds » lorsque la machine à souder est en marche. Ne pas toucher ces pièces « chaudes » à même la peau ou avec des vêtements humides. Porter des gants secs, non troués pour isoler les mains.
3. b. Isolez-vous de la pièce et du sol en utilisant un isolant sec. S'assurer que l'isolation est suffisamment grande pour couvrir votre zone complète de contact physique avec la pièce et le sol.
En sus des précautions de sécurité normales, si le soudage doit être effectué dans des conditions électriquement dangereuses (dans des emplacements humides, ou en portant des vêtements mouillés ; sur des structures en métal telles que des sols, des grilles ou des échafaudages ; dans des postures incommodes telles que assis, agenouillé ou allongé, s'il existe un risque élevé de contact inévitable ou accidentel avec la pièce à souder ou le sol), utiliser l'équipement suivant :
- Machine à souder (électrique par fil) à tension constante CC semi-automatique. • Machine à souder (à tige) manuelle CC.
- Machine à souder CA avec commande de tension réduite.
3. c. Dans le soudage électrique par fil semi-automatique ou automatique, l'électrode, la bobine de l'électrode, la tête de soudage, la buse ou le pistolet de soudage semi-automatique sont également électriquement « chauds ».
3. d. Toujours s'assurer que le câble de retour établit une bonne connexion électrique avec le métal en cours de soudage. La connexion doit se trouver aussi près que possible de la zone en cours de soudage.
3. e. Relier à la terre la pièce ou le métal à souder sur une bonne masse (terre) électrique.
3. f. Maintenir le support d'électrode, la bride de serrage de la pièce, le câble de soudure et le poste de soudage en bon état, sans danger et opérationnels. Remplacer l'isolant endommagé.
3. g. Ne jamais plonger l'électrode dans de l'eau pour le refroidir.
3. h. Ne jamais toucher simultanément les pièces électriquement « chaudes » des supports d'électrode connectés à deux postes de soudure parce que la tension entre les deux peut être le total de la tension à circuit ouvert des deux postes de soudure.
3. i. Lorsque vous travaillez au-dessus du niveau du sol, utilisez une ceinture de travail afin de vous protéger d'une chute au cas où vous recevriez une décharge.
3. j. Voir également les points 6. c. et 8.

Les RAYONS de l'arc peuvent brûler

4. a. Utiliser un masque avec le filtre et les protège-lentilles appropriés pour protéger vos yeux contre les étincelles et les rayons de l'arc lors d'un soudage ou en observant un soudage à l'arc visible. L'écran et la lentille du filtre doivent être conformes à la norme ANSI Z87.1 Normes. 4. b. Utiliser des vêtements adaptés fabriqués avec des matériaux résistant à la flamme afin de protéger votre peau et celle de vos aides contre les rayons d'arc électrique. 4. c. Protéger les autres personnels à proximité avec un blindage ignifugé, adapté et/ou les avertir de ne pas regarder ni de s'exposer aux rayons d'arc électrique ou à des éclaboussures chaudes de métal.

Les fumées et les gaz peuvent être dangereux.

5. a. Le soudage peut produire des fumées et des gaz dangereux pour la santé. Éviter d'inhaler ces fumées et ces gaz. Lors du soudage, maintenir votre tête hors de la fumée. Utiliser une ventilation et/ou une évacuation suffisantes au niveau de l'arc afin de maintenir les fumées et les gaz hors de la zone de respiration. Lors d'un soudage par rechargement dur (voir les instructions sur le récipient ou la FDS) ou sur de l'acier plaqué de plomb ou cadmié ou des enrobages qui produisent des fumées fortement toxiques, maintenir l'exposition aussi basse que possible et dans les limites OSHA PEL et ACGIH TLV en vigueur en utilisant une ventilation mécanique ou une évacuation locale à moins que les évaluations de l'exposition n'en indiquent autrement. Dans des espaces confinés ou lors de certaines circonstances, à l'extérieur, un appareil respiratoire peut également être requis. Des précautions supplémentaires sont également requises lors du soudage sur de l'acier galvanisé.
- b. Le fonctionnement de l'équipement de contrôle de la fumée de soudage est affecté par différents facteurs incluant une utilisation et un positionnement appropriés de l'équipement, la maintenance de l'équipement ainsi que la procédure de soudage spécifique et l'application impliquées. Le niveau d'exposition des opérateurs doit être vérifié lors de l'installation puis périodiquement par la suite afin d'être certain qu'il se trouve dans les limites OSHA PEL et ACGIH TLV en vigueur. 5. c. Ne pas souder dans des emplacements à proximité de vapeurs d'hydrocarbure chloré provenant d'opérations de dégraissage, de nettoyage ou de vaporisation. La chaleur et les rayons de l'arc peuvent réagir avec des vapeurs de solvant pour former du phosgène, un gaz hautement toxique, ainsi que d'autres produits irritants. 5. d. Les gaz de protection utilisés pour le soudage à l'arc peuvent déplacer l'air et causer des blessures ou la mort. Toujours utiliser suffisamment de ventilation, particulièrement dans des zones confinées, pour assurer que l'air ambiant est sans danger. 5. e. Lire et assimiler les instructions du fabricant pour cet équipement et les consommables à utiliser, incluant la fiche de données de sécurité (FDS), et suivre les pratiques de sécurité de votre employeur. Des formulaires de FDS sont disponibles auprès de votre distributeur de soudure ou auprès du fabricant. 5. f. Voir également le point 1. b.

Le soudage et les étincelles de coupage peuvent CAUSER un incendie ou une explosion.

6. a. Éliminer les risques d'incendie de la zone de soudage. Si ce n'est pas possible, les couvrir pour empêcher les étincelles de soudage d'allumer un incendie. Ne pas oublier que les étincelles de soudage et les matériaux brûlants du soudage peuvent facilement passer à travers de petites craquelures et ouvertures vers des zones adjacentes. Éviter de souder à proximité de conduites hydrauliques. Disposer d'un extincteur à portée de main.
6. b. Lorsque des gaz comprimés doivent être utilisés sur le site de travail, des précautions particulières doivent être prises afin d'éviter des situations dangereuses. Se référer à « Sécurité pour le soudage et le coupage » (norme ANSI Z49.1) ainsi qu'aux informations de fonctionnement de l'équipement utilisé.
6. c. Lorsque vous ne soudez pas, assurez-vous qu'aucune partie du circuit d'électrode touche la pièce ou le sol. Un contact accidentel peut causer une surchauffe et créer un risque d'incendie.
6. d. Ne pas chauffer, couper ou souder des réservoirs, des fûts ou des récipients avant que les étapes appropriées n'aient été engagées afin d'assurer que de telles procédures ne produiront pas des vapeurs inflammables ou toxiques provenant de substances à l'intérieur. Elles peuvent causer une explosion même si elles ont été « nettoyées ». Pour information, acheter « Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances » (Mesures de sécurité pour la préparation du soudage et du coupage de récipients et de canalisations qui ont retenu des matières dangereuses), AWS F4.1 auprès de l'American Welding Society (Société Américaine de Soudage) (voir l'adresse ci-dessus).
6. e. Ventiler les produits moulés creux ou les récipients avant de chauffer, de couper ou de souder. Ils risquent d'exploser.
6. f. Des étincelles et des éclaboussures sont projetées de l'arc de soudage. Porter des vêtements de protection sans huile tels que des gants en cuir, une chemise épaisse, un pantalon sans revers, des chaussures montantes ainsi qu'un casque au-dessus de vos cheveux. Porter des protège-tympans lors d'un soudage hors position ou dans des emplacements confinés. Dans une zone de soudage, porter en permanence des lunettes de sécurité avec des écrans latéraux de protection.
6. g. Connecter le câble de retour sur la pièce aussi près que possible de la zone de soudure. Les câbles de retour connectés à la structure du bâtiment ou à d'autres emplacements éloignés de la zone de soudage augmentent le risque que le courant de soudage passe à travers les chaînes de levage, les câbles de grue ou d'autres circuits alternatifs. Ceci peut créer des risques d'incendie ou de surchauffe des chaînes ou câbles de levage jusqu'à leur défaillance.
6. h. Voir également le point 1. c.
6. I. Lire et se conformer à la norme NFPA 51B, « Standard for Fire Prevention During Welding, Cutting and Other Hot Work » (Norme de prévention contre l'incendie durant le soudage, le coupage et d'autres travaux à chaud), disponible auprès de la NFPA, 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6. j. Ne pas utiliser une source d'alimentation de soudage pour le dégel des canalisations.

7. a. Utiliser uniquement des bouteilles de gaz comprimé contenant le gaz de protection correct pour le processus utilisé ainsi que des régulateurs fonctionnant correctement conçus pour le gaz et la pression utilisés. Tous les tuyaux, raccords, etc. doivent être adaptés à l'application et maintenus en bon état.

7. b. Toujours maintenir les bouteilles en position verticale, solidement attachées à un châssis ou à un support fixe.
7. c. Les bouteilles doivent se trouver :
- À l'écart des zones où elles risquent d'être heurtées ou exposées à des dommages matériels.
- À distance de sécurité des opérations de soudage ou de coupage à l'arc et de toute source de chaleur, d'étincelles ou de flammes.
7. d. Ne jamais laisser l'électrode, le support de l'électrode ou de quelconques pièces électriquement « chaudes » toucher une bouteille.
7. e. Maintenir votre tête et votre visage à l'écart de la sortie du robinet de la bouteille lors de l'ouverture de ce dernier.
7. f. Les capuchons de protection de robinet doivent toujours être en place et serrés à la main sauf quand la bouteille est en cours d'utilisation ou connectée pour être utilisée.
7. g. Lire et suivre les instructions sur les bouteilles de gaz comprimé, l'équipement associé, et la publication CGA P-I, « Precautions for Safe Handling of Compressed Gases in Cylinders » (précautions pour la manipulation sécurisée d'air comprimé en bouteilles) disponible auprès de la Compressed Gas Association (association des gaz comprimés), 14501 George Carter Way Chantilly, VA 20151.

Pour l'équipement électrique

8. a. Couper l'alimentation d'entrée en utilisant le sectionneur au niveau de la boîte de fusibles avant de travailler sur l'équipement. 8. b. Installer l'équipement conformément au U. S. National Electrical Code, à tous les codes locaux et aux recommandations du fabricant. 8. c. Relier à la terre l'équipement conformément au U. S. National Electrical Code et aux recommandations du fabricant.
TABLE des matières
PAGE
Description du produit
Description Physique Générale....3
Procédés Recommandés....3
Limites des Procédés....3
Limites de l'appareil....3
Sources d'Alimentation Recommandées....3
Fonctionnalité de Conception....3
Installation
Spécifications Techniques....5
Emplacement....5
Protection Contre la Haute Fréquence....5
Réglage pour le Soudage SMAW....6
Réglages pour le Soudage Gtaw....7
Réglages pour le Soudage GMAW ou FCAW....8
Tailles de Câble de Travail Recommandées pour le Soudage à L'Arc....9
Fonctionnement
Contrôles du Devant du Boîtier....10
Description des Contrôles du Devant du Boîtier.... 11
Séquence de Mise en Marche....12
Menu de Réglages....12
Accesses 15
Entretien
Entretien de Routine....16
Entretien Périodique....16
Spécifications de Calibrage....16
Dépannage....17
LISTDE PIÈCES.... PARTS. LINCOL NELECTRIC. COM
LE CONTENU / LES DÉTAILS PEUVENT ÊTRE MODIFIES OU MISES À JOUR SANS PRÉAVIS. POUR LA VERSION LA PLUS RÉCENTE DU MANUEL DE L'OPÉRATEUR, CONSULTER PARTS. LINCOLNELECTRIC. COM.
Description physique générale
La CrossLinc Remote est un appareil portable qui se branche sur l'arc de soudage et permet à l'usager de contrôler à distance la sortie de soudage sans utiliser de câbles de contrôle. La télécommande est petite et légère. Ses connexions aux câbles de soudage sont de type LC-40HD, pour un branchement et une déconnexion rapides. La CrossLinc Remote est aussi équipée de chapeaux d'angle en caoutchouc et les commandes sont elles-mêmes protégées pour prolonger leur durée de vie. Lorsque la télécommande est branchée sur n'importe quelle source d'alimentation compatible avec CrossLinc, la sortie peut être ajustée en modes de courant constant ou de tension constante.
Description fonctionnelle générale
Pour utiliser la CrossLinc Remote, brancher les connecteurs LC-40HD sur le câble électrode et brancher la pince de soudage sur la pièce à souder. Une fois branchée, la télécommande se met en marche immédiatement et s'apparie avec la source d'alimentation. Une fois la télécommande appariée, la source d'alimentation préétablie peut être ajustée sans câble de contrôle supplémentaire. L'écran d'affichage situé sur le devant de la télécommande indique la valeur préétablie du courant ou de la tension pendant le soudage, et conserve le dernier courant ou la dernière tension connue pendant 10 secondes après la fin du soudage, afin que l'usager puisse vérifier ses réglages pour le procédé.
Procédés recommandés
• GTAW • SMAW • GMAW (avec un dévidoir de fil sur l'arc) • FCAW-G (avec un dévidoir de fil sur l'arc) • FCAW-S (avec un dévidoir de fil sur l'arc)
Limites des procédés
Incompatible avec le mode GTAW à haute fréquence
Limites de l'appareil
- La CrossLinc Remote ne peut être utilisée qu'avec des sources d'alimentation compatibles avec CrossLinc
- CrossLinc ne permet pas de changer les valeurs préétablies pendant le soudage
Sources d'alimentation recommandées
- Flextec 350X
- Flextec 650X
La CrossLinc Remote n'est pas compatible avec les Sources d'Alimentation Flextec 350 ayant un numéro de code inférieur à 12600.
Fonctionnalités de conception
- Technologie CrossLinc
- Permet d'ajuster les valeurs préétablies sans câbles de contrôle encombrants.
- Permet au soudeur d'obtenir à chaque fois les réglages corrects sans avoir à retourner à la source d'alimentation.
- Pas de câbles de contrôle à porter, à réparer ou sur lesquels trébucher.
- Écran numérique à 4 chiffres qui indique le point de travail.
- Codeur pour un ajustement complet du point de travail.
- Connecteurs LC-40HD standards pour un réglage facile.
- Des écrans numériques indiquent la tension ou le courant réels pendant le soudage.
Installation
SPÉCIFICATIONS TECHNIQUES - K4345-1 - CrossLinc Remote
| Tension d'Entrée | 14-110 VDC |
| Intensité d'Entrée | 1 |
| SORTIE NOMINALE | |
| Facteur de Marche | Ampères |
| 60% 550 | |
| 100% 425 | |
| INTERVALLES DE TEMPERATURES | |
| Température de Fonctionnement | -40°F À 104°F (-40°C À 40°C) |
| Température d'Entreposage | -40°F À 122°F (-40°C À 50°C) |
Les tests thermiques ont été réalisés à température ambiante. Le facteur de marche à 40°C a été déterminé par simulation.
Lire complètement cette section d'Installation avant de commencer l'installation.
Mesures de sécurité
Ne pas essayer d'utiliser cet appareil avant d'avoir complètement lu toutes les informations concernant l'installation, le fonctionnement et l'entretien, fournies avec l'appareil. Elles contiennent des mesures de sécurité importantes et des instructions détaillées pour le fonctionnement et l'entretien.

Les CHOCS électriques peuvent être mortels.
- Éteindre la puissance d'entrée au niveau de l'interrupteur de déconnexion ou de la boîte à fusibles avant d'essayer de brancher ou de débrancher les lignes d'alimentation d'entrée, les câbles de soudage ou les câbles de contrôle.

- Cette installation ne doit être effectuée que par le personnel qualifié.
- Ne pas toucher les parties métalliques de la pince de soudage de la CrossLinc Remote lorsque la source de puissance de soudage est allumée.
- Ne pas brancher la pince de soudage sur la télécommande.
- Brancher la pince de soudage directement sur la pièce à souder, aussi près que possible de l'arc de soudage.
- Couper l'alimentation au niveau de la source d'alimentation avant de débrancher la pince de soudage de la pièce à souder.
- N'utiliser que sur des sources d'alimentation ayant des tensions de circuit ouvert inférieures à 90 VDC.
Ne pas submerger la CrossLinc Remote.
La CrossLinc Remote convient à une utilisation en extérieur.
Protection CONTRE la HAUTE fréquence
Placer la CrossLinc Remote loin des appareils contrôlés par radio. Le fonctionnement normal de la CrossLinc Remote peut affecter de façon défavorable le fonctionnement des appareils contrôlés par FR, ce qui pourrait provoquer des blessures corporelles ou des dommages matériels.
Réglage pour le soudage SMAW
FIGURE A.1
text_image
Flextec 350x ou Flextec 650x Interrupteur de Mode : SMAW Interrupteur de Terminal e de Soudage (si présent) : ALLUMÉ Câble de Soudage (Électrode) Câble de Soudage (Travail) CrossLinc Remote Fil de Détection du TravailRéglages pour le soudage GTAW
Interrupteur de Mode :
Il est recommandé d'utiliser le mode GTAW sur la source d'alimentation lorsqu'on souhaite souder en mode TIG. Il s'agit d'un mode Touch Start™ et il permet un démarrage TIG à courant faible.
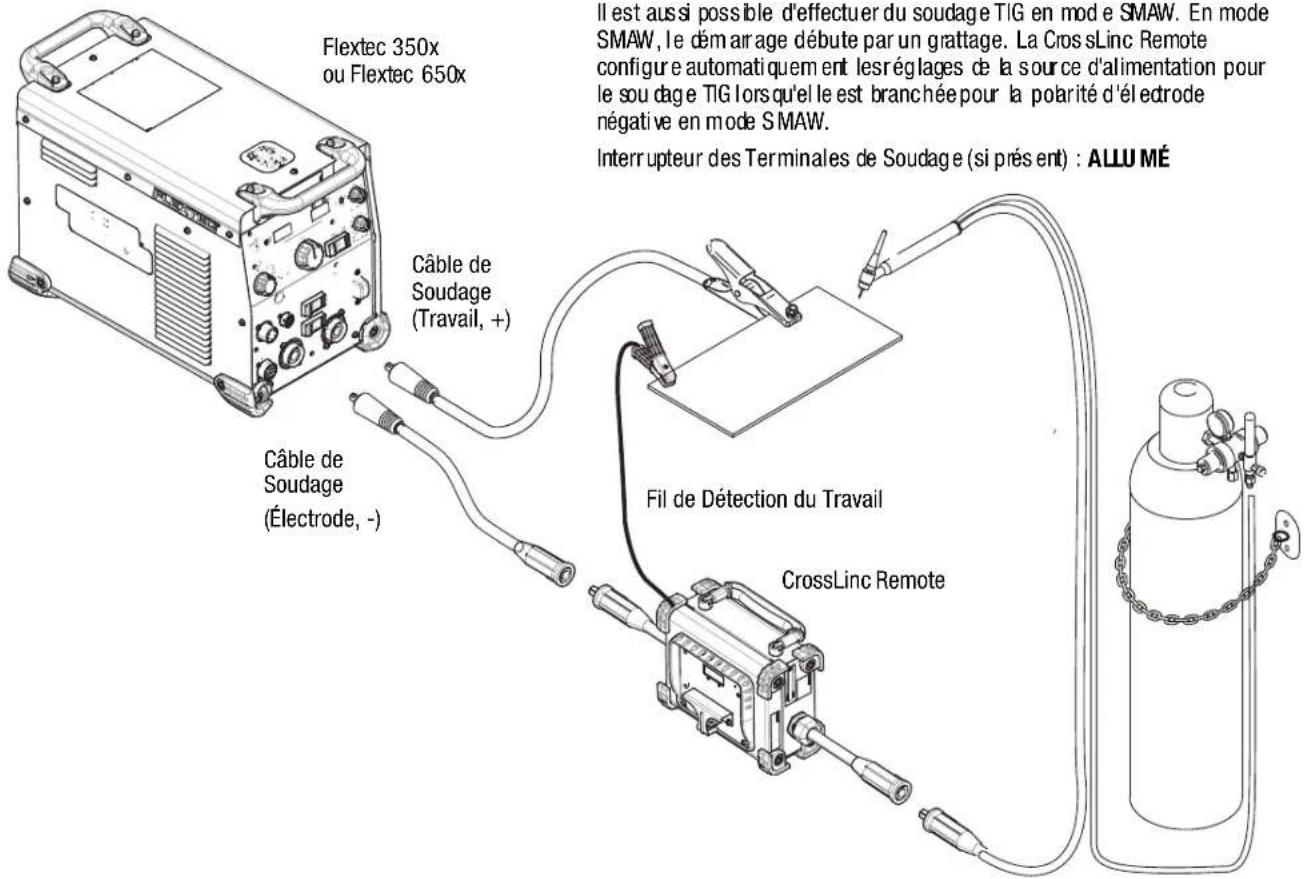
Il est aussi possible d'effectuer du soudage TIG en mode SMAW. En mode SMAW, le démar rage débute par un grattage. La CrossLinc Remote configure automatiquement les réglages de la source d'alimentation pour le soudage TIG lorsqu'elle est branchée pour la polarité d'électrode négative en mode SMAW.
Interrupteur des Terminales de Soudage (si présent) : ALLUMÉ
text_image
Flextec 350x ou Flextec 650x Câble de Soudage (Travail, +) Câble de Soudage (Électrode, -) Fil de Détection du Travail CrossLinc Remote Il est aussi possible d'effectuer du soudage TIG en mode SMAW. En mode SMAW, le dem airage débute par un grattage. La CrossLinc Remote configure automatiquement les réglages de la source d'alimentation pour le soudage TIG lors qu'elle est branchée pour la polarité d'électrode négative en mode SMAW. Interrupteur des Terminales de Soudage (si présent) : ALLU MÉRéglages pour le soudage GMAW ou FCAW
La CrossLinc Remote peut être branchée en série avec certains dévidoirs de fil sur l'arc, afin de permettre un contrôle de sortie à distance sans dévidoir capable de fonctionner avec CrossLinc. Voici une liste des dévidoirs de fil compatibles :
• LN-25 • LN-25 Pro Analogue - Activ8 • LN-15
FIGURE A.3
text_image
Flextec 350x ou Flextec 650x Câble de Soudage (Électrode) CrossLinc Remote Câble de Soudage (Travail) Fil de Détection de Travail Pistolet MIG Magnum PRO LN-25 PRO ou Activ8Tailles de câble de travail recommandées pour le soudage à l'arc
Le tableau ci-dessous indique les tailles de câbles en cuivre recommandées pour les différents courants et facteurs de marche. Les longueurs stipulées correspondent au double de la distance entre la soudeuse et la pièce à souder. Les tailles de câbles augmentent pour des longueurs supérieures essentiellement dans le but de minimiser la chute de tension.
TAILLES DE CÂBLES RECOMMANDÉES (CUIVRE RECOUVERT DE CAOUTCHOUC - 75°C NOMINAUX)
| AMPÈRES | % FACTEUR DE MARCHE | TAILLES DE CÂBLES POUR LONGUEURS COMBINÉES DE CÂBLES D'ÉLECTRODE ET DE TRAVAIL | ||||
| 0 À 50 FT 50 | À 100 FT 100 À150 FT 150 À 200 FT 200 À 250 FT | |||||
| 200 60 2 2 | 2 1 1/0 | |||||
| 200 100 2 | 2 2 1 1/0 | |||||
| 225 20 4 0 | U 5 3 2 1 1/0 | |||||
| 225 40 & 3 | 0 3 3 2 1 1/0 | |||||
| 250 30 3 3 | 2 1 1/0 | |||||
| 250 40 2 2 | 1 1 1/0 | |||||
| 250 60 1 1 | 1 1 1/0 | |||||
| 250 100 1 | 1 1 1 1/0 | |||||
| 300 60 1 1 | 1 1/0 2/0 | |||||
| 325 100 2/0 | 0 2/0 2/0 2/0 3/0 | |||||
| 350 60 1/0 | 1/0 2/0 2/0 3/0 | |||||
| 400 60 2/0 | 2/0 2/0 3/0 4/0 | |||||
| 400 100 3/0 | 0 3/0 3/0 3/0 4/0 | |||||
| 500 60 2/0 | 2/0 3/0 3/0 4/0 | |||||
** Les valeurs indiquées dans le tableau correspondent à un fonctionnement à températures ambiantes de 40° et inférieures. Les applications fonctionnant à plus de 40° peuvent requérir des câbles plus grands que ceux recommandés ou des câbles ayant un régime nominal supérieur à 75°C. **
Fonctionnement
Lire et comprendre cette section dans sa totalité avant de faire marcher la CrossLinc Remote.
Mesures de sécurité
Ne pas essayer d'utiliser cet appareil avant d'avoir complètement lu toutes les informations concernant l'installation, le fonctionnement et l'entretien, fournies avec l'appareil et toute soudeuse avec laquelle il sera utilisé. Elles contiennent des mesures de sécurité importantes et des instructions détaillées pour le fonctionnement et l'entretien, ainsi que des listes de pièces détachées.

Les CHOCS électriques peuvent être mortels.
- Ne pas toucher les pièces sous alimentation électrique telles que les terminales de sortie ou le câblage interne. • S'isoler du travail et du sol.
- Toujours porter des gants isolants secs.

Les étincelles de soudage peuvent provoquer des incendies ou des explosions.
- Tenir les matériaux inflammables éloignés.
- Ne pas souder sur des récipients ayant contenu du combustible.

Les RAYONS des ARCS peuvent causer des brûlures.
- Porter des protections pour les yeux, les oreilles et le corps.

Les vapeurs et les gaz peuvent être dangereux.
Même si l'élimination des particules présentes dans les vapeurs de soudage peut réduire les exigences en matière de ventilation, les concentrations des vapeurs claires d'échappement et les gaz peuvent encore représenter un danger pour la santé. Éviter de respirer les concentrations de ces vapeurs et gaz. Utiliser une ventilation appropriée pendant le soudage. Voir la norme ANSI Z49.1, "Sécurité en matière de Soudage et de Coupage", publiée par la Société Américaine de Soudage.

Seul le personnel qualifié est autorisé à faire fonctionner cet appareil.
Contrôles du DEVANT du boîtier
Se reporter à la Figure A.1 :
1) Écran numérique - La CrossLinc™ Remote possède un écran numérique qui affiche les valeurs préétablies. Cet écran indique l'intensité ou la tension réelle pendant le soudage. Après le soudage, l'écran numérique clignote et affiche la dernière tension ou intensité connue.
2) LED d'Intensité – Cette LED indique si l'intensité est affichée sur l'écran numérique.
3) Contrôle de Sortie - Ce bouton sert à ajuster la tension ou l'intensité préétablie, selon le mode sélectionné sur la source d'alimentation. La valeur préétablie est affichée sur l'écran numérique.
4) LED de Tension - Ce LED indique si la tension est affichée sur l'écran numérique.
5) LED de Communication CrossLinc™ - La LED de Communication CrossLinc™ indique si le dispositif d'alimentation est branché sur la source d'alimentation. Lorsque le dispositif d'alimentation cherche une connexion, ou qu'il est connecté sur une source d'alimentation qui ne supporte pas CrossLinc™, la LED ne s'allume pas. Lorsque le dispositif d'alimentation s'est connecté avec succès sur la source d'alimentation, la LED s'allume.
6) Bouton de Réglage (caché) - Le bouton de réglage se trouve sur la droite de l'écran numérique. On y accède à l'aide d'un trombone pour appuyer dessus à travers un trou d'aiguille dans la plaque nominative. Ce bouton permet d'accéder au menu de réglage pour modifier les réglages en option.
7) Câble d'Entrée (de la Source d'Alimentation) - La télécommande est équipée d'un câble d'entrée 4/0 avec un connecteur mâle de type LC-40HD. Brancher ce câble sur la sortie de la source d'alimentation.
8) Câble de Sortie (vers l'Électrode) - La télécommande est équipée d'un câble de sortie 4/0 avec un connecteur femelle de type LC-40HD. Brancher ce câble sur le support d'électrode, la torche ou le dévidoir de fil sur l'arc.
9) Fil de Détection du Travail - Le fil de détection du travail sert à alimenter la télécommande et à communiquer avec la source d'alimentation. Le branchement du fil de détection du travail est essentiel au fonctionnement de la télécommande dans la mesure où elle ne s'allumera pas s'il est débranché.
FIGURE B.1
La CrossLinc Remote s'allume lorsque la pince de soudage est branchée sur la pièce à souder et que les bornes de sortie de la source de puissance de soudage sont ALLUMÉES. Une fois qu'elle est allumée, la télécommande établit une connexion CrossLinc avec la source d'alimentation. Une fois la connexion établie, le LED CrossLinc s'allume en vert et le point de travail est affiché sur la télécommande. La télécommande est alors prête à l'usage et la sortie de la source d'alimentation peut être ajustée au moyen du bouton de contrôle.
Voici un exemple de l'écran d'affichage lorsque l'appareil est prêt à l'usage :
FIGURE B.2
Dans ce cas, le courant est réglé pour 240 amps.
Si la télécommande affiche un signe négatif devant le point de consigne, cela signifie que la télécommande est branchée pour la polarité négative.
Une fois que la connexion CrossLinc est établie, la télécommande annule le réglage Local de la source d'alimentation, même si elle est réglée en mode de contrôle "Local". Lorsque la télécommande est déconnectée, la source d'alimentation repasse aux réglages locaux au bout de 15 secondes.
Si l'écran d'affichage du Temps d'Arc est habilité (voir le menu de réglages pour les instructions pour l'habiliter), le temps d'arc accumulé s'affiche pendant 5 secondes après la mise en marche. Le temps sera affiché au format HH.MM, comme le montre l'exemple ci-dessous. Dans l'exemple, le temps d'arc accumulé est de 12 heures et 33 minutes.
FIGURE B.3
text_image
LICCOLN ELECTRIC 12.33 A V CROSSLING™Quand le temps d'arc atteint 99.59, il repasse à 00.00 et recommence à compter.
Gougeage à l'arc avec électrode au carbone
La technologie CrossLinc permet à l'usager de permuter facilement entre le soudage et le gougeage, sans avoir à retourner vers la source d'alimentation. Pour gouger, suivre les instructions de réglages suivantes :
- Placer l'interrupteur de sortie Local / À Distance de la source d'alimentation sur "Local", avec la CrossLinc Remote débranchée.
- Ajuster le bouton de contrôle de sortie de la source d'alimentation sur le niveau de sortie de gougeage souhaité. (Exemple : 700 A).
- Brancher la CrossLinc Remote avec le support de baguette d'électrode et ALLUMER les terminales de soudage. À partir de ce moment, la CrossLinc Remote contrôle la sortie.
- Ajuster la CrossLinc Remote sur le niveau de sortie de soudage souhaité. (Exemple : 125 A pour le soudage à la baguette avec électrode E7018 de 1/8").
- Continuer à souder avec la CrossLinc Remote branchée, en ajustant la sortie sur la télécommande, selon les besoins.
- Lorsque le gougeage est requis, débrancher la CrossLinc Remote et la remplacer par une torche de gougeage à l'arc.
- Une fois la CrossLinc Remote débranchée, la source d'alimentation repasse aux réglages de sortie du bouton de contrôle de sortie de la source d'alimentation. Dans cet exemple, 700 A.
- Gouger à 700 A aussi longtemps qu'on le souhaite.
- Lorsque le gougeage est terminé, rebrancher la CrossLinc Remote et elle reprendra le contrôle de la sortie.
NOTE: avec cette procédure, il faut utiliser le même mode de soudage pour le gougeage et pour le soudage. Par exemple, si on réalise du soudage à la baguette, le gougeage doit être effectué en mode SMAW.
FIGURE B.4
text_image
Interrupteur de Contrôle de Sortie : Local Interrupteur de Mode : SMAW Réglage Local de Sort ie : Gougea ge Amps Interrupteur des Term inales de Soudage (si présent) : ALLUME Débrancher pour le Gougeage Support d'Électrode Torche de Gougeage à l'ArcMENU De réglages
Pour accéder au menu de réglages :
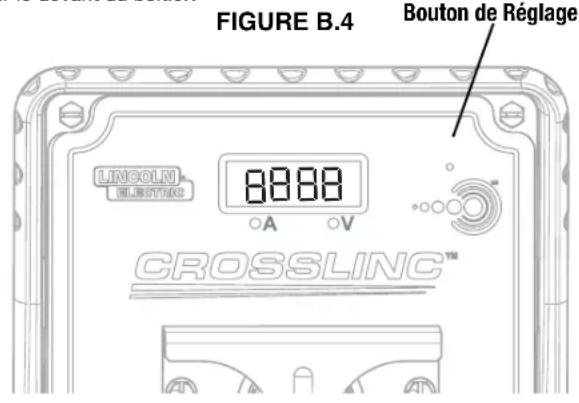
Pour accéder au menu de réglages, utiliser un trombone pour appuyer sur le petit bouton qui se trouve sous l'écran d'affichage, sur le devant du boîtier.
text_image
FIGURE B.4 Bouton de Réglage LINCOLN ELECTRIC 8888 A V CROSSLINC™Temps d'arc
La première option du menu de réglages est celle du Temps d'Arc. Si cette option est "EN MARCHE", le temps d'arc accumulé s'affiche à l'allumage. Dans l'option de Temps d'Arc du menu de réglages, l'écran affiche :
FIGURE B.5
text_image
LINCOLN ELECTRIC hr-5 A V CROSSLINC™Pour habiliter l'affichage du Temps d'Arc, dans ce menu, tourner le bouton de contrôle vers la droite. Pour inhabiliter l'affichage du Temps d'Arc, tourner le bouton de contrôle vers la gauche.
Par défaut depuis l'usine, le Temps d'Arc est "ÉTEINT".
Temps de maintien du voltmètre / de l'ampèremètre
La CrossLinc Remote affiche l'intensité ou la tension réelle après que le soudage ait cessé. L'option de temps de maintien conserve ces valeurs pendant 10 ou 300 secondes. Dans l'option de temps de maintien du menu de réglages, l'écran affiche :
FIGURE B.6
text_image
LINCOLN ELECTRIC hold A V CROSSLINC™Pour régler le temps de maintien sur 10 secondes, tourner le bouton de contrôle de sortie vers la gauche. Pour régler le temps de maintien sur 300 secondes, tourner le bouton de contrôle de sortie vers la droite.
Le réglage par défaut établi en usine est de 10 secondes.
Réaction d'intensité en TC
En mode de tension constante, la CrossLinc Remote peut être réglée de sorte à afficher soit la tension réelle soit le courant réel pendant le soudage et pendant le temps de maintien. Dans l'option de réaction d'intensité en TC du menu de réglages, l'écran affiche :
FIGURE B.7
text_image
LINCOLN ELECTRIC cUF® A V CROSSLINC™Le type de réaction d'intensité est indiqué par le LED qui est allumé, soit "A" soit "V". Si le LED "A" est allumé dans ce menu, la CrossLinc Remote affiche le courant réel pendant le soudage dans un mode en TC. Si le LED "V" est allumé, la CrossLinc Remote affiche la tension réelle pendant le soudage dans un mode en TC.
Pour choisir le courant, tourner le bouton de contrôle de sortie vers la gauche. Pour choisir la tension, tourner le bouton de contrôle de sortie vers la droite.
Le réglage par défaut établi en usine est la tension.
TIG automatique
La CrossLinc Remote peut optimiser automatiquement les réglages de la source d'alimentation pour le fonctionnement de démarrage par grattage du soudage TIG lorsqu'elle est branchée pour la polarité d'électrode négative et que la source d'alimentation est en mode SMAW. Ceci doit être désactivé pour souder à la baguette avec la polarité négative. Dans l'option TIG Automatique du menu de réglages, l'écran affiche :
FIGURE B.8
text_image
LINCOLN ELECTRIC E1G A V CROSSLINC™Tourner le bouton vers la droite pour sélectionner le mode TIG "Auto".
Tourner le bouton vers la gauche pour sélectionner "Éteint". Ce réglage doit être "éteint" pour le soudage à la baguette avec la polarité négative.
Le réglage par défaut établi en usine est "Auto".
Calibrage de la tension
Pour calibrer l'affichage de la tension de l'arc avant d'accéder au menu de réglages:
- Déterminer le rapport entre la tension d'arc réelle et la tension d'arc affichée par la CrossLinc Remote.
Dans le menu de réglages, ajuster le facteur de calibrage comme indiqué ci-dessous :
Tension d'arc réelle / tension d'arc affichée = facteur de calibrage (Exemple : 20,0 / 20,5 = 0,97).
Le facteur de calibrage est réglé en usine sur 1,00.
Dans l'option de calibration de la tension du menu de réglages, l'écran affiche :
FIGURE B.9
text_image
LINCOLN R.10000000 wol A V CROSSLINC™Tourner le bouton vers la droite pour augmenter le facteur de calibration et vers la gauche pour le réduire.
Le réglage par défaut établi en usine est 1,00.
Calibrage du courant
Pour calibrer l'affichage du courant de l'arc avant d'accéder au menu de réglages :
- Déterminer le rapport entre le courant d'arc réel et le courant d'arc affiché par la CrossLinc Remote.
Dans le menu de réglages, ajuster le facteur de calibrage comme indiqué ci-dessous :
Courant d'arc réel / courant d'arc affiché = facteur de calibrage (Exemple : 200 / 205 = 0,97).
Le facteur de calibrage est réglé en usine sur 1,00.
Dans l'option de calibrage du courant du menu de réglages, l'écran affiche :
FIGURE B.10
text_image
LINCOLN ELECTRIC CVR A V CROSSLINC™Tourner le bouton vers la droite pour augmenter le facteur de calibration et vers la gauche pour le réduire.
Le réglage par défaut établi en usine est 1,00.
Rétablissement sur les réglages d'usine
Pour rétablir les paramètres de réglage sur les réglages d'usine par défaut, appuyer sur le bouton de réglage pendant 5 secondes pendant que la télécommande est en état d'inactivité. Pendant le rétablissement, les écrans affichent les données suivantes : le dernier chiffre correspond aux secondes qui restent avant le rétablissement. À la fin du compte à rebours, le rétablissement a lieu et l'écran d'affichage passe en état d'inactivité. Si on relâche le bouton de réglages avant la fin du compte à rebours, le rétablissement ne sera pas effectué.
FIGURE B.11
text_image
LINCOLN ELECTRIC r5t3 A V CROSSLINC™KITS et accessoires en OPTION
| Numéro de Produit | DESCRIPTION |
| K2483-2 | CÂBLE DE SOUDAGE DE 2/0 AVEC CONNECTEUR LC40 MÂLE ET EXTRÉMITÉ NUE - 10 FT |
| K2483-3 | CÂBLE DE SOUDAGE DE 3/0 AVEC CONNECTEUR LC40HD MÂLE ET EXTRÉMITÉ NUE - 10 FT |
| K2484-2 | CÂBLE DE SOUDAGE DE 2/0 AVEC CONNECTEUR LC40 MÂLE ET ERGOT DE 0,53" - 10 FT |
| K2484-3 | CÂBLE DE SOUDAGE DE 3/0 AVEC CONNECTEUR LC40HD MÂLE ET ERGOT DE 0,53" - 10 FT |
| K2485-2 | CÂBLE DE SOUDAGE DE 2/0 AVEC CONNECTEUR LC40 MÂLE ET FEMELLE - 50 FT |
| K2485-3 | CÂBLE DE SOUDAGE DE 3/0 AVEC CONNECTEUR LC40HD MÂLE ET FEMELLE - 50 FT |
| K2487-10 | ADAPTATEUR ISOLÉ POUR BORNE DE SORTIE VERS LC40HD FEMELLE |
| K3416-70 | CONNECTEUR LC40 FEMELLE (1/0 À 2/0) |
| K3416-90 | CONNECTEUR LC40HD FEMELLE (3/0 À 4/0) |
| K3417-70 | CONNECTEUR LC40 MÂLE (1/0 À 2/0) |
| K3417-90 | CONNECTEUR LC40HD MÂLE (3/0 À 4/0) |

Les CHOCS électriques peuvent être mortels.
- Couper l'alimentation d'entrée vers la source de puissance de soudage avant de réaliser l'installation ou le changement des rouleaux conducteurs et/ou des guides.

- Ne pas toucher les pièces sous alimentation électrique.
- En marche par à-coups avec la gâchette du pistolet, l'électrode et le mécanisme de traction sont sous tension vers la pièce à souder et la masse et ils peuvent le rester pendant plusieurs secondes après que la gâchette ait été relâchée.
- Ne pas faire fonctionner sans les couvercles, ou si les panneaux ou protections ont été retirés ou sont ouverts.
- Seul le personnel qualifié peut réaliser le travail d'entretien.
Entretien de routine
Vérifier les câbles de soudage.
Nettoyer et serrer tous les raccordements des câbles de soudage.
Entretien périodique
Nettoyer l'intérieur de la télécommande avec de l'air soufflé ou en l'aspirant.

Avertissement
Le Service et les Réparations ne doivent être effectués que par le Personnel formé par l'Usine Lincoln Electric. Des réparations non autorisées réalisées sur cet appareil peuvent mettre le technicien et l'opérateur de la machine en danger et elles annuleraient la garantie d'usine. Par sécurité et afin d'éviter les Chocs Électriques, suivre toutes les observations et mesures de sécurité détaillées tout au long de ce manuel.
Ce guide de dépannage est fourni pour aider à localiser et à réparer de possibles mauvais fonctionnements de la machine. Simplement suivre la procédure en trois étapes décrite ci-après.
Étape 1. localiser le problème (symptôme).
Regarder dans la colonne intitulée « PROBLÈMES (SYMPTÔMES) ». Cette colonne décrit les symptômes que la machine peut présenter. Chercher l'énoncé qui décrit le mieux le symptôme présenté par la machine.
Étape 2. CAUSE possible.
La deuxième colonne, intitulée « CAUSE POSSIBLE », énonce les possibilités externes évidentes qui peuvent contribuer au symptôme présenté par la machine.
Étape 3. ACTION recommandée
Cette colonne suggère une action recommandée pour une Cause Possible ; en général elle spécifie de contacter le concessionnaire autorisé de Service sur le Terrain Lincoln Electric le plus proche.
Si vous ne comprenez pas ou si vous n'êtes pas en mesure de réaliser les Actions Recommandées de façon sûre, contactez le Service sur le Terrain Lincoln autorisé le plus proche.

Les CHOCS électriques peuvent être mortels.
- Éteindre la machine au niveau de l'interrupteur de déconnexion situé sur l'arrière de la machine et débrancher

Tous les raccordements au réseau d'alimentation avant d'effectuer un travail de dépannage.
Suivre toutes les Instructions de Sécurité détaillées tout au long de ce manuel.
| PROBLÈMES (SYMPTOMES) | ZONES POSSIBLES DE MAUVAIS RÉGLAGES | ACTION RECOMMANDÉE |
| La télécommande se met en marche. Aucun LED ni écran ne s'allume. | 1. Le fil de détection de travail est débranché ou bien les branchements électriques sont mal effectués (modèles sur l'arc). | 1. Brancher le fil de détection de travail sur la pièce à souder dans un endroit sans saleté, rouille ni peinture. |
| 2. La sortie de la source d'alimentation est ÉTEINTE. | 2. ALLUMER la sortie de la source d'alimentation. | |
| L'écran d'affichage indique constamment "---" en inactivité. La lumière verte CrossLinc n'est pas allumée. | 1. La télécommande n'est pas raccordée à une source d'alimentation compatible avec CrossLinc. | 1. La raccorder à une source d'alimentation compatible avec CrossLinc. Les sources d'alimentation doivent comporter un X à la fin de leur nom (par exemple, Flextec 350X). |
| 2. La réaction de tension ne fonctionne pas sur la télécommande. | 2. Amorcer un arc et vérifier que la tension affichée sur la télécommande corresponde à la tension d'arc réelle. Si ce n'est pas le cas, vérifier les raccordements des fils sur la télécommande. Si tous les raccordements sont corrects, changer le Tableau de Circuits Imprimés de l'Interface Usager. | |
| 3. La réaction d'intensité ne fonctionne pas sur la source d'alimentation. | 3. Amorcer un arc et vérifier que le courant affiché sur la source d'alimentation corresponde au courant d'arc réel. Si ce n'est pas le cas, réviser le capteur de courant sur la source d'alimentation et le changer s'il est défectueux. | |
| 4. Aucune impulsion de courant n'est présente sur le fil de détection de travail en inactivité. | 4. Vérifier que la TCO soit de 65 V maximum. Si c'est le cas, changer le Tableau de Circuits Imprimés de l'Interface Usager. | |
| Le LED de la CrossLinc est orange et la télécommande ne communique pas avec la source d'alimentation. | 1. La télécommande est en surchauffe. 1. La déplacer à un endroit plus frais. | |

Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n'êtes pas en mesure de réaliser les tests/réparations de façon sûre, avant de continuer, contacter le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique.
WWW.LINCOLNELECTRIC.COM/LOCATOR
CROSSLINC REMOTE WIRING DIAGRAM
text_image
UI / DISPLAY P.C. BOARD (VIEWED FROM INSIDE FEEDER) POWER SUPPLY P.C. BOARD (VIEWED FROM INSIDE FEEDER) TO WORK CLIP WORK 0 WORK 2 POWER SUPPLY P.C. BOARD (VIEWED FROM INSIDE FEEDER) INPUT ELECTRODE CABLE CONNECTION CURRENT TRANSLUEN .CBM TO TORCH 1 2 3 4 501 502 503 504 505 J00 J01 J02 J03 J04 J05 J06 J07 J08 J09 J10 J11 J12 J13 J14 J15 J16 J17 J18 J19 J20 J21 J22 J23 J24 J25 J26 J27 J28 J29 J30 J31 J32 J33 J34 J35 J36 J37 J38 J39 J40
D. CVELAND OHC J. S. A.
Les activités commerciales de The Lincoln Electric Company sont la fabrication et la vente d'appareils de soudage de grande qualité, les pièces de rechange et les appareils de coupage.
Notre défi est de satisfaire les besoins de nos clients et de dépasser leur attente. Quelquefois, les acheteurs peuvent demander à Lincoln Electric de les conseiller ou de les informer sur l'utilisation de nos produits. Nous répondons à nos clients en nous basant sur la meilleure information que nous possédons au moment. Lincoln Electric n'est pas en mesure de garantir de tels conseils et n'assume aucune responsabilité à l'égard de ces informations ou conseils. Nous dénions expressément toute garantie de quelque sorte qu'elle soit, y compris toute garantie de compatibilité avec l'objectif particulier du client, quant à ces informations ou conseils. En tant que considération pratique, de même, nous ne pouvons assumer aucune responsabilité par rapport à la mise à jour ou à la correction de ces informations ou conseils une fois que nous les avons fournis, et le fait de fournir ces informations ou conseils ne crée, ni étend ni altère aucune garantie concernant la vente de nos produits.
Lincoln Electric est un fabricant sensible, mais le choix et l'utilisation de produits spécifiques vendus par Lincoln Electric relève uniquement du contrôle du client et demeure uniquement de sa responsabilité. De nombreuses variables au-delà du contrôle de Lincoln Electric affectent les résultats obtenus en appliquant ces types de méthodes de fabrication et d'exigences de service.
Susceptible d'être modifié - Autant que nous le sachions, cette information est exacte au moment de l'impression. Prière de visiter le site www.lincolnelectric.com pour la mise à jour de ces informations.

THE LINCOLN ELECTRIC COMPANY
22801 St. Clair Avenue • Cleveland, OH • 44117-1199 • U. S. A.
Phone: +1.216.481.8100 • www.lincolnelectric.com