
VRTEX Engage - Appareil de soudage LINCOLN ELECTRIC - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil VRTEX Engage LINCOLN ELECTRIC au format PDF.
| Type de produit | Simulateur de soudage à réalité virtuelle |
| Marque | Lincoln Electric |
| Modèle | VRTEX Engage |
| Dimensions (L x H x P) | 630,68 mm x 500,13 mm x 301,75 mm |
| Poids | Environ 25 kg (estimation) |
| Alimentation électrique | Monophasé, 100-240 V CA, 50/60 Hz |
| Température de fonctionnement | 15 °C à 35 °C |
| Température de stockage | 0 °C à 65 °C |
| Humidité relative | 80 % jusqu'à 31 °C, 50 % à 40 °C |
| Altitude maximale | 2000 mètres |
| Écran | Moniteur tactile LCD couleur |
| Connectivité | Port USB avant, sortie VGA, Ethernet |
| Modes de fonctionnement | Soudure libre et mode leçon |
| Procédés de soudage simulés | GMAW (MIG) et FCAW (fil fourré) |
| Capteur de position | Détecteur magnétique Polhemus |
| Nombre de profils utilisateur | Jusqu'à 500 |
| Langues disponibles | Français, anglais, etc. (multilingue) |
| Entretien | Nettoyer l'écran avec un chiffon doux sec ; ne pas utiliser de produits chimiques |
| Sécurité | Arrêt d'urgence via menu ; protection contre les surtensions recommandée |
| Pièces détachées | Disponibles sur parts.lincolnelectric.com |
| Réparabilité | Réparations par personnel agréé Lincoln Electric |
FOIRE AUX QUESTIONS - VRTEX Engage LINCOLN ELECTRIC
Questions des utilisateurs sur VRTEX Engage LINCOLN ELECTRIC
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Appareil de soudage au format PDF gratuitement ! Retrouvez votre notice VRTEX Engage - LINCOLN ELECTRIC et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil VRTEX Engage de la marque LINCOLN ELECTRIC.
MODE D'EMPLOI VRTEX Engage LINCOLN ELECTRIC
VRTEX® ENGAGE™

text_image
VRIKELIN VRIKELIN ENGAGE VRIKELIN VRIKELIN VRIKELIN ENGAGE VRIKELIN VRIKELIN VRIKELIN VRIKELIN VRIKELIN VRIKELIN VRIKELIN VRIKELIN VRIKELIN VRIKELIN VRIKELIN VRIKELIN VRIKELIN VRIKELIN VRIKELIN VRIKELIN VRIKELIN VRIKELENE VRIKELENE VRIKELENE VRIKELENE VRIKELENE VRIKELENE VRIKELENE VRIKELENE VRIKELENE VRIKELENE VRIKELENE VRIKELENE VRIKELENE VRIKELENE VRIKELENE VRIKELENE VRIKELENE VRIKALENE VRIKALENE VRIKALENE VRIKALENE VRIKALENE VRIKALENE VRIKALENE VRIKALENE VRIKALENE VRIKALENE VRIKALENE VRIKALENE VRIKALENE VRIKALENE VRIKALENE VRIKALENE VRIKALENE DRAVELENE DRAVELENE DRAVELENE DRAVELENE DRAVELENE DRAVELENE DRAVELENE DRAVELENE DRAVELENE DRAVELENE DRAVELENE DRAVELENE DRAVELENE DRAVELENE DRAVELENE DRAVELENE DRAVELENE DAVALENE DAVALENE DAVALENE DAVALENE DAVALENE DAVALENE DAVALENE DAVALENE DAVALENE DAVALENE DAVALENE DAVALENES'applique aux machines dont le numéro de code est : 12497, 12498, 12499, 12500

™ Enregistrer la machine : www.lincolnelectric.com/register
Localisateur d'Ateliers de Service et de Distributeurs Agréés : www.lincolnelectric.com/locator
Conserver pour référence future
Date d'achat
Code : (ex : 10859)
Série : (ex: U1060512345)
MERCI d'examiner immédiatement l'état du CARTON et de l'équipement
Lorsque cet équipement est expédié, la propriété passe à l'acheteur sur réception par le transporteur. En conséquence, les réclamations pour matériel endommagé dans l'expédition doivent être effectuées par l'acheteur auprès de l'entreprise de transport au moment où la livraison est reçue.
La sécurité REPOSE sur vous
L'équipement de soudure et de coupage à l'arc de Lincoln est conçu et fabriqué dans un souci de sécurité. Toutefois, votre sécurité générale peut être augmentée par une installation appropriée... et une utilisation réfléchie de votre part. NE PAS INSTALLER, UTILISER NI RÉPARER CET ÉQUIPEMENT SANS LIRE LE PRÉSENT MANUEL ET LES CONSIGNES DE SÉCURITÉ QUI Y SONT CONTENUES. Et, surtout, pensez avant d'agir et soyez prudent.

Avertissement
Cette mention apparaît lorsque les informations doivent être suivies exactement afin d'éviter toute blessure grave ou mortelle.

Attention
Cette mention apparaît lorsque les informations doivent être suivies afin d'éviter toute blessure corporelle mineure ou d'endommager cet équipement.

NE PAS trop s'approcher de l'arc. Utiliser des verres correcteurs si nécessaire afin de rester à une distance raisonnable de l'arc.
LIRE et se conformer à la fiche de données de sécurité (FDS) et aux étiquettes d'avertissement qui apparaissent sur tous les récipients de matériaux de soudure.
Utiliser une ventilation
ou une évacuation suffisante au niveau de l'arc, ou les deux, afin de maintenir les fumées et les gaz hors de la zone générale.

La ventilation naturelle peut être adéquate si vous maintenez votre tête hors de la fumée (voir ci-dessous).
Utiliser des courants d'air naturels ou des ventilateurs pour maintenir la fumée à l'écart de votre visage.
Si vous développez des symptômes inhabituels, consultez votre superviseur. Peut-être que l'atmosphère de soudure et le système de ventilation doivent être vérifiés.

PROTÉGEZ vos yeux et votre visage à l'aide d'un masque de soudeur bien ajusté avec la classe adéquate de lentille filtrante (voir ANSI Z49.1).
PROTÉGEZ votre corps contre les éclaboussures de soudage et les coups d'arc à l'aide de vêtements de protection incluant des vêtements en laine, un tablier et des gants ignifugés, des guêtres en cuir et des bottes.
PROTÉGER autrui contre les éclaboussures, les coups d'arc et l'éblouissement à l'aide de grilles ou de barrières de protection.
DANS CERTAINES ZONES, une protection contre le bruit peut être appropriée.
S'ASSURER que l'équipement de protection est en bon état.
En outre, porter des lunettes de sécurité EN PERMANENCE.

Situations particulières
NE PAS SOUDER NI COUPER des récipients ou des matériels qui ont été précédemment en contact avec des matières dangereuses à moins qu'ils n'aient été adéquatement nettoyés. Ceci est extrêmement dangereux.
NE PAS SOUDER NI COUPER des pièces peintes ou plaquées à moins que des précautions de ventilation particulières n'aient été prises. Elles risquent de libérer des fumées ou des gaz fortement toxiques.
Mesures de précaution supplémentaires
PROTÉGER les bouteilles de gaz comprimé contre une chaleur excessive, des chocs mécaniques et des arcs ; fixer les bouteilles pour qu'elles ne tombent pas.
S'ASSURER que les bouteilles ne sont jamais mises à la terre ou une partie d'un circuit électrique.
DÉGAGER tous les risques d'incendie potentiels hors de la zone de soudage.
Toujours disposer d'un équipement de LUTTE CONTRE l'incendie prêt pour une utilisation immédiate et SAVOIR comment l'utiliser.
Sécurité 01 sur 04 - 15/06/2016


Avertissements californie proposition 65

AVERTISSEMENT : Respirer des gaz d'échappement au diesel vous expose à des produits chimiques connus par l'état de Californie pour causer des cancers, des anomalies congénitales, ou d'autres anomalies de reproduction.
- Toujours allumer et utiliser le moteur dans un endroit bien ventilé.
- Pour un endroit exposé, évacuer les gaz vers l'extérieur.
- Ne pas modifier ou altérer le système d'échappement.
- Ne pas faire tourner le moteur sauf si nécessaire.
AVERTISSEMENT : Ce produit, lorsqu'il est utilisé pour le soudage ou la découpe, produit des émanations ou gaz contenant des produits chimiques connus par l'état de Californie pour causer des anomalies congénitales et, dans certains cas, des cancers. (Code de santé et de sécurité de la Californie, Section § 25249.5 et suivantes.)

AVERTISSEMENT : Cancer et anomalies congénitales www.P65warnings.ca.gov
LE SOUDAGE À L'ARC PEUT ÊTRE DANGEREUX. PROTÉGEZ-VOUS ET LES AUTRES DE BLESSURES GRAVES OU DE LA MORT. ÉLOIGNEZ LES ENFANTS. LES PORTEURS DE PACEMAKER DOIVENT CONSULTER LEUR MÉDECIN AVANT UTILISATION.
Lisez et assimilez les points forts sur la sécurité suivants : Pour plus d'informations liées à la sécurité, il est vivement conseillé d'obtenir une copie de « Sécurité dans le soudage & la découpe - Norme ANSI Z49.1 » auprès de l'American Welding Society, P. O. Box 351040, Miami, Florida 33135 ou la norme CSA W117.2-1974. Une copie gratuite du feuillet E205 « Sécurité au soudage à l'arc » est disponible auprès de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.
ASSUREZ-VOUS QUE SEULES LES PERSONNES QUALIFIÉES EFFECTUENT LES PROCÉDURES D'INSTALLATION, D'OPÉRATION, DE MAINTENANCE ET DE RÉPARATION.

Pour équipement à moteur.
1. a. Éteindre le moteur avant toute tâche de dépannage et de maintenance à moins que la tâche de maintenance nécessite qu'il soit en marche.
1. b. Utiliser les moteurs dans des endroits ouverts, bien ventilés ou évacuer les gaz d'échappement du moteur à l'extérieur.

1. c. Ne pas ajouter d'essence à proximité d'un arc électrique de soudage à flamme ouverte ou si le moteur est en marche. Arrêter le moteur et le laisser refroidir avant de remplir afin d'éviter que l'essence répandue ne se vaporise au contact de parties chaudes du moteur et à l'allumage. Ne pas répandre d'essence lors du remplissage. Si de l'essence est répandue, l'essuyer et ne pas démarrer le moteur tant que les gaz n'ont pas été éliminés.

1. d. Garder les dispositifs de sécurité de l'équipement, les couvercles et les appareils en position et en bon état. Éloigner les mains, cheveux, vêtements et outils des courroies en V, équipements, ventilateurs et de tout autre pièce en mouvement lors de l'allumage, l'utilisation ou la réparation de l'équipement.

1. e. Dans certains cas, il peut être nécessaire de retirer les dispositifs de sécurité afin d'effectuer la maintenance requise. Retirer les dispositifs uniquement si nécessaire et les replacer lorsque la maintenance nécessitant leur retrait est terminée. Toujours faire preuve de la plus grande attention lors du travail à proximité de pièces en mouvement.
1. f. Ne pas mettre vos mains à côté du ventilateur du moteur. Ne pas essayer d'outrepasser le régulateur ou le tendeur en poussant les tiges de commande des gaz pendant que le moteur est en marche.
1. g. Afin d'éviter d'allumer accidentellement les moteurs à essence pendant que le moteur est en marche ou le générateur de soudage pendant la maintenance, débrancher les câbles de la bougie d'allumage, la tête d'allumage ou le câble magnétique le cas échéant.
1. h. Afin d'éviter de graves brûlures, ne pas retirer le bouchon de pression du radiateur lorsque le moteur est chaud.


Les CHAMPS électriques et magnétiques peuvent être dangereux.

2. a. Le courant électrique traversant les conducteurs crée des champs électriques et magnétiques (CEM) localisés. Le courant de soudage crée des CEM autour des câbles et de machines de soudage.
2. b. Les CEM peuvent interférer avec certains pacemakers, et les soudeurs portant un pacemaker doivent consulter un médecin avant le soudage.
2. c. L'exposition aux CEM dans le soudage peut avoir d'autres effets sur la santé qui ne sont pas encore connus.
2. d. Tous les soudeurs doivent suivre les procédures suivantes afin de minimiser l'exposition aux CEM à partir du circuit de soudage :
2. d.1. Acheminer les câbles de l'électrode et ceux de retour ensemble - Les protéger avec du ruban adhésif si possible. 2. d.2. Ne jamais enrouler le fil de l'électrode autour de votre corps. 2. d.3. Ne pas se placer entre l'électrode et les câbles de retour. Si le câble de l'électrode est sur votre droite, le câble de retour doit aussi se trouver sur votre droite. 2. d.4. Brancher le câble de retour à la pièce aussi proche que possible de la zone étant soudée. 2. d.5. Ne pas travailler à proximité d'une source de courant pour le soudage.

Une décharge électrique peut TUER.

3. a. Les circuits d'électrode et de retour (ou de terre) sont électriquement « chauds » lorsque la machine à souder est en marche. Ne pas toucher ces pièces « chaudes » à même la peau ou avec des vêtements humides. Porter des gants secs, non troués pour isoler les mains.
3. b. Isolez-vous de la pièce et du sol en utilisant un isolant sec. S'assurer que l'isolation est suffisamment grande pour couvrir votre zone complète de contact physique avec la pièce et le sol.
En sus des précautions de sécurité normales, si le soudage doit être effectué dans des conditions électriquement dangereuses (dans des emplacements humides, ou en portant des vêtements mouillés ; sur des structures en métal telles que des sols, des grilles ou des échafaudages ; dans des postures incommodes telles que assis, agenouillé ou allongé, s'il existe un risque élevé de contact inévitable ou accidentel avec la pièce à souder ou le sol), utiliser l'équipement suivant :
- Machine à souder (électrique par fil) à tension constante CC semi-automatique. • Machine à souder (à tige) manuelle CC.
- Machine à souder CA avec commande de tension réduite.
3. c. Dans le soudage électrique par fil semi-automatique ou automatique, l'électrode, la bobine de l'électrode, la tête de soudage, la buse ou le pistolet de soudage semi-automatique sont également électriquement « chauds ».
3. d. Toujours s'assurer que le câble de retour établit une bonne connexion électrique avec le métal en cours de soudage. La connexion doit se trouver aussi près que possible de la zone en cours de soudage.
3. e. Relier à la terre la pièce ou le métal à souder sur une bonne masse (terre) électrique.
3. f. Maintenir le support d'électrode, la bride de serrage de la pièce, le câble de soudure et le poste de soudage en bon état, sans danger et opérationnels. Remplacer l'isolant endommagé.
3. g. Ne jamais plonger l'électrode dans de l'eau pour le refroidir.
3. h. Ne jamais toucher simultanément les pièces électriquement « chaudes » des supports d'électrode connectés à deux postes de soudure parce que la tension entre les deux peut être le total de la tension à circuit ouvert des deux postes de soudure.
3. i. Lorsque vous travaillez au-dessus du niveau du sol, utilisez une ceinture de travail afin de vous protéger d'une chute au cas où vous recevriez une décharge.
3. j. Voir également les points 6. c. et 8.

Les RAYONS de l'arc peuvent brûler

4. a. Utiliser un masque avec le filtre et les protège-lentilles appropriés pour protéger vos yeux contre les étincelles et les rayons de l'arc lors d'un soudage ou en observant un soudage à l'arc visible. L'écran et la lentille du filtre doivent être conformes à la norme ANSI Z87.1 Normes. 4. b. Utiliser des vêtements adaptés fabriqués avec des matériaux résistant à la flamme afin de protéger votre peau et celle de vos aides contre les rayons d'arc électrique. 4. c. Protéger les autres personnels à proximité avec un blindage ignifugé, adapté et/ou les avertir de ne pas regarder ni de s'exposer aux rayons d'arc électrique ou à des éclaboussures chaudes de métal.

Les fumées et les gaz peuvent être dangereux.

5. a. Le soudage peut produire des fumées et des gaz dangereux pour la santé. Éviter d'inhaler ces fumées et ces gaz. Lors du soudage, maintenir votre tête hors de la fumée. Utiliser une ventilation et/ou une évacuation suffisantes au niveau de l'arc afin de maintenir les fumées et les gaz hors de la zone de respiration. Lors d'un soudage par rechargement dur (voir les instructions sur le récipient ou la FDS) ou sur de l'acier plaqué de plomb ou cadmié ou des enrobages qui produisent des fumées fortement toxiques, maintenir l'exposition aussi basse que possible et dans les limites OSHA PEL et ACGIH TLV en vigueur en utilisant une ventilation mécanique ou une évacuation locale à moins que les évaluations de l'exposition n'en indiquent autrement. Dans des espaces confinés ou lors de certaines circonstances, à l'extérieur, un appareil respiratoire peut également être requis. Des précautions supplémentaires sont également requises lors du soudage sur de l'acier galvanisé.
- b. Le fonctionnement de l'équipement de contrôle de la fumée de soudage est affecté par différents facteurs incluant une utilisation et un positionnement appropriés de l'équipement, la maintenance de l'équipement ainsi que la procédure de soudage spécifique et l'application impliquées. Le niveau d'exposition des opérateurs doit être vérifié lors de l'installation puis périodiquement par la suite afin d'être certain qu'il se trouve dans les limites OSHA PEL et ACGIH TLV en vigueur. 5. c. Ne pas souder dans des emplacements à proximité de vapeurs d'hydrocarbure chloré provenant d'opérations de dégraissage, de nettoyage ou de vaporisation. La chaleur et les rayons de l'arc peuvent réagir avec des vapeurs de solvant pour former du phosgène, un gaz hautement toxique, ainsi que d'autres produits irritants. 5. d. Les gaz de protection utilisés pour le soudage à l'arc peuvent déplacer l'air et causer des blessures ou la mort. Toujours utiliser suffisamment de ventilation, particulièrement dans des zones confinées, pour assurer que l'air ambiant est sans danger. 5. e. Lire et assimiler les instructions du fabricant pour cet équipement et les consommables à utiliser, incluant la fiche de données de sécurité (FDS), et suivre les pratiques de sécurité de votre employeur. Des formulaires de FDS sont disponibles auprès de votre distributeur de soudure ou auprès du fabricant. 5. f. Voir également le point 1. b.

Le soudage et les étincelles de coupage peuvent CAUSER un incendie ou une explosion.

6. a. Éliminer les risques d'incendie de la zone de soudage. Si ce n'est pas possible, les couvrir pour empêcher les étincelles de soudage d'allumer un incendie. Ne pas oublier que les étincelles de soudage et les matériaux brûlants du soudage peuvent facilement passer à travers de petites craquelures et ouvertures vers des zones adjacentes. Éviter de souder à proximité de conduites hydrauliques. Disposer d'un extincteur à portée de main.
6. b. Lorsque des gaz comprimés doivent être utilisés sur le site de travail, des précautions particulières doivent être prises afin d'éviter des situations dangereuses. Se référer à « Sécurité pour le soudage et le coupage » (norme ANSI Z49.1) ainsi qu'aux informations de fonctionnement de l'équipement utilisé.
6. c. Lorsque vous ne soudez pas, assurez-vous qu'aucune partie du circuit d'électrode touche la pièce ou le sol. Un contact accidentel peut causer une surchauffe et créer un risque d'incendie.
6. d. Ne pas chauffer, couper ou souder des réservoirs, des fûts ou des récipients avant que les étapes appropriées n'aient été engagées afin d'assurer que de telles procédures ne produiront pas des vapeurs inflammables ou toxiques provenant de substances à l'intérieur. Elles peuvent causer une explosion même si elles ont été « nettoyées ». Pour information, acheter « Recommended Safe Practices for the Preparation for Welding and Cutting of Containers and Piping That Have Held Hazardous Substances » (Mesures de sécurité pour la préparation du soudage et du coupage de récipients et de canalisations qui ont retenu des matières dangereuses), AWS F4.1 auprès de l'American Welding Society (Société Américaine de Soudage) (voir l'adresse ci-dessus).
6. e. Ventiler les produits moulés creux ou les récipients avant de chauffer, de couper ou de souder. Ils risquent d'exploser.
6. f. Des étincelles et des éclaboussures sont projetées de l'arc de soudage. Porter des vêtements de protection sans huile tels que des gants en cuir, une chemise épaisse, un pantalon sans revers, des chaussures montantes ainsi qu'un casque au-dessus de vos cheveux. Porter des protège-tympans lors d'un soudage hors position ou dans des emplacements confinés. Dans une zone de soudage, porter en permanence des lunettes de sécurité avec des écrans latéraux de protection.
6. g. Connecter le câble de retour sur la pièce aussi près que possible de la zone de soudure. Les câbles de retour connectés à la structure du bâtiment ou à d'autres emplacements éloignés de la zone de soudage augmentent le risque que le courant de soudage passe à travers les chaînes de levage, les câbles de grue ou d'autres circuits alternatifs. Ceci peut créer des risques d'incendie ou de surchauffe des chaînes ou câbles de levage jusqu'à leur défaillance.
6. h. Voir également le point 1. c.
6. I. Lire et se conformer à la norme NFPA 51B, « Standard for Fire Prevention During Welding, Cutting and Other Hot Work » (Norme de prévention contre l'incendie durant le soudage, le coupage et d'autres travaux à chaud), disponible auprès de la NFPA, 1 Batterymarch Park, PO box 9101, Quincy, MA 022690-9101.
6. j. Ne pas utiliser une source d'alimentation de soudage pour le dégel des canalisations.

7. a. Utiliser uniquement des bouteilles de gaz comprimé contenant le gaz de protection correct pour le processus utilisé ainsi que des régulateurs fonctionnant correctement conçus pour le gaz et la pression utilisés. Tous les tuyaux, raccords, etc. doivent être adaptés à l'application et maintenus en bon état.

7. b. Toujours maintenir les bouteilles en position verticale, solidement attachées à un châssis ou à un support fixe.
7. c. Les bouteilles doivent se trouver :
- À l'écart des zones où elles risquent d'être heurtées ou exposées à des dommages matériels.
- À distance de sécurité des opérations de soudage ou de coupage à l'arc et de toute source de chaleur, d'étincelles ou de flammes.
7. d. Ne jamais laisser l'électrode, le support de l'électrode ou de quelconques pièces électriquement « chaudes » toucher une bouteille.
7. e. Maintenir votre tête et votre visage à l'écart de la sortie du robinet de la bouteille lors de l'ouverture de ce dernier.
7. f. Les capuchons de protection de robinet doivent toujours être en place et serrés à la main sauf quand la bouteille est en cours d'utilisation ou connectée pour être utilisée.
7. g. Lire et suivre les instructions sur les bouteilles de gaz comprimé, l'équipement associé, et la publication CGA P-I, « Precautions for Safe Handling of Compressed Gases in Cylinders » (précautions pour la manipulation sécurisée d'air comprimé en bouteilles) disponible auprès de la Compressed Gas Association (association des gaz comprimés), 14501 George Carter Way Chantilly, VA 20151.

Pour l'équipement électrique

8. a. Couper l'alimentation d'entrée en utilisant le sectionneur au niveau de la boîte de fusibles avant de travailler sur l'équipement. 8. b. Installer l'équipement conformément au U. S. National Electrical Code, à tous les codes locaux et aux recommandations du fabricant. 8. c. Relier à la terre l'équipement conformément au U. S. National Electrical Code et aux recommandations du fabricant.
Conformité
Les produits portant la marque CE sont conformes aux Directives du Conseil de la Communauté Européenne du 3 mai 1989 sur le rapprochement des lois des États Membres concernant la compatibilité électromagnétique (89/336/EEC). Ce produit a été fabriqué conformément à une norme nationale qui met en place une norme harmonisée : EN 60974-10 Norme de Compatibilité Électromagnétique (EMC) du Produit pour Appareil de Soudage à l'Arc. Il s'utilise avec d'autres appareils de Lincoln Electric. Il est conçu pour un usage industriel et professionnel.
Tout appareil électrique génère de petites quantités d'émissions électromagnétiques. Les émissions électriques peuvent se transmettre au travers de lignes électriques ou répandues dans l'espace, tel un radio transmetteur. Lorsque les émissions sont reçues par un autre appareil, il peut en résulter des interférences électriques. Les émissions électriques peuvent affecter de nombreuses sortes d'appareils électriques : une autre soudeuse se trouvant à proximité, la réception de la télévision et de la radio, les machines à contrôle numérique, les systèmes téléphoniques, les ordinateurs, etc. Il faut donc être conscients qu'il peut y avoir des interférences et que des précautions supplémentaires peuvent être nécessaires lorsqu'une source de puissance de soudure est utilisée dans un établissement domestique.
Installation et utilisation
L'usager est responsable de l'installation et de l'utilisation de la soudeuse conformément aux instructions du fabricant. Si des perturbations électromagnétiques sont détectées, l'usager de la soudeuse sera responsable de résoudre le problème avec l'assistance technique du fabricant. Dans certains cas, cette action réparatrice peut être aussi simple qu'un branchement du circuit de soudage à une prise de terre, voir la Note. Dans d'autres cas, elle peut impliquer la construction d'un blindage électromagnétique qui renferme la source d'alimentation et la pièce à souder avec des filtres d'entrée. Dans tous les cas, les perturbations électromagnétiques doivent être réduites jusqu'au point où elles ne représentent plus un problème.
Note : le circuit de soudage peut être branché à une prise de terre ou ne pas l'être pour des raisons de sécurité, en fonction des codes nationaux. Tout changement dans les installations de terre ne doit être autorisé que par une personne compétente pour évaluer si les modifications augmenteront le risque de blessure, par exemple, en permettant des voies de retour du courant parallèle de soudage qui pourraient endommager les circuits de terre d'autres appareils.
Évaluation de la ZONE
Avant d'installer un appareil à souder, l'usager devra évaluer les problèmes électromagnétiques potentiels dans la zone environnante. Tenir compte des points suivants :
a. d'autres câbles d'alimentation, de contrôle, de signalisation et de téléphone, au-dessus, en dessous et à côté de la soudeuse; b. transmetteurs et récepteurs de radio et télévision; c. ordinateurs et autres appareils de contrôle; d. équipement critique de sécurité, par exemple, surveillance d'équipement industriel; e. la santé de l'entourage, par exemple, l'utilisation de stimulateurs cardiaques ou d'appareils auditifs; f. équipement utilisé pour le calibrage et les prises de mesures; g. l'immunité d'autres appareils dans les alentours. L'usager devra s'assurer que les autres appareils utilisés dans les alentours sont compatibles. Ceci peut demander des mesures supplémentaires de protection; h. l'heure à laquelle la soudure ou d'autres activités seront réalisées.
La taille de la zone environnante à considérer dépendra de la structure de l'immeuble et des autres activités qui y sont réalisées. La zone environnante peut s'étendre au-delà des installations.
Alimentation secteur
La soudeuse doit être branchée sur le secteur conformément aux recommandations du fabricant. S'il y a des interférences, il peut s'avérer nécessaire de prendre des précautions supplémentaires telles que le filtrage de l'alimentation secteur. Il serait bon de considérer la possibilité de gainer dans un conduit métallique ou équivalent le câble d'alimentation d'une soudeuse installée de façon permanente. Le gainage devra être électriquement continu sur toute sa longueur. Le gainage devra être branché sur la source d'alimentation de soudage afin de maintenir un bon contact électrique entre le conduit et l'enceinte de la source d'alimentation de soudage.
Entretien de la soudeuse
La soudeuse doit recevoir un entretien de routine conformément aux recommandations du fabricant. Tous les portes et couvercles d'accès et de service doivent être fermés et correctement fixés lorsque la soudeuse est en marche. La soudeuse ne doit être modifiée d'aucune façon, mis à part les changements et réglages décrits dans les instructions du fabricant. En particulier, la distance disruptive des mécanismes d'amorçage et de stabilisation de l'arc doivent être ajustés et conservés conformément aux recommandations du fabricant.
Câbles de soudage
Les câbles de soudage doivent être aussi courts que possible et placés les uns à côté des autres, au niveau du sol ou tout près du sol.
Connexion équipotentielle
La connexion de tous les composants métalliques lors de l'installation de soudage et près de celle-ci doit être prise en compte. Cependant, les composants métalliques connectés à la pièce à souder augmentent le risque pour l'opérateur de recevoir un choc s'il touchait en même temps ces éléments métalliques et l'électrode. L'opérateur doit s'isoler de tous ces éléments métalliques branchés.
Branchement à terre de la pièce à soulder
Lorsque la pièce à souder n'est pas branchée sur une prise de terre pour des raisons de sécurité électrique, ou n'est pas raccordée à une prise de terre du fait de sa taille et de sa position, par exemple, coque de bateau ou structure en acier d'un bâtiment, une connexion raccordant la pièce à souder à la terre peut réduire les émissions dans certains cas, mais pas dans tous. Des précautions doivent être prises afin d'empêcher que le raccordement à terre de la pièce à souder n'augmente le risque de blessures pour les usagers ou de possibles dommages à d'autres appareils électriques. Lorsqu'il est nécessaire, le raccordement de la pièce à souder à la prise de terre doit être effectué au moyen d'une connexion directe à la pièce à souder, mais dans certains pays où les connexions directes ne sont pas permises, la connexion devra être réalisée par une capacitance appropriée, choisie conformément aux réglementations nationales.
Criblage et blindage
Des criblages et des blindages sélectifs d'autres câbles et appareils dans la zone environnante peuvent réduire les problèmes d'interférences. Le criblage de toute l'installation de soudage peut être pris en compte pour des applications spéciales.
1 Des extraits du texte précédent sont contenus dans la norme EN 60974-10 : « Norme de Compatibilité Électromagnétique (EMC) du Produit pour Appareil de Soudage à l'Arc ».
Une règle empirique, pour beaucoup d'électrodes en acier doux, est que si l'air est visiblement clair et que l'on se sent bien, alors la ventilation est généralement appropriée au travail. La manière la plus précise de déterminer si l'exposition de l'ouvrier ne dépasse pas la limite d'exposition applicable pour les composants des vapeurs et des gaz est de demander à un hygiéniste industriel de prélever et d'analyser un échantillon de l'air respiré. Ceci est particulièrement important pour le soudage avec de l'acier inoxydable, ou des produits pour rechargement dur ou ayant besoin de Ventilation Spéciale. Toutes les MSDS de Lincoln comportent un indice maximum concernant les vapeurs. Si l'exposition aux vapeurs totales est maintenue en dessous de cet indice, l'exposition à toutes les vapeurs provenant de l'électrode (pas les revêtements ni le placage de la pièce à souder) se situera en dessous du TLV.
Des mesures peuvent être prises pour identifier les substances dangereuses dans l'environnement de soudage. Lire l'étiquette de produit et la fiche technique de sécurité du matériau de l'électrode qui doit se trouver sur le lieu de travail ou dans la boîte d'électrodes ou de fondant pour savoir quelles vapeurs peuvent être raisonnablement prévues suite à l'utilisation du produit et afin de déterminer si une ventilation spéciale est nécessaire. Deuxièmement, il faut savoir de quel métal de base il s'agit et il convient de déterminer s'il est recouvert de peinture, placage ou revêtement qui pourrait exposer le soudeur aux vapeurs et/ou aux gaz toxiques, qu'il faudra retirer du métal à souder, si possible. Si l'on commence à se sentir mal, étourdi ou nauséabond, il se peut qu'il s'agisse d'une surexposition aux vapeurs et aux gaz, ou d'une insuffisance d'oxygène. Il faut immédiatement cesser de souder et respirer de l'air frais. En informer le superviseur et les collègues afin que la situation soit corrigée et que les autres travailleurs ne soient pas exposés au risque. Prendre soin de suivre ces pratiques sûres, les étiquettes des produits consommables et les MSDS pour améliorer la ventilation dans la zone de travail. Ne pas continuer à souder tant que la situation n'a pas été corrigée.
NOTE : la MSDS pour tous les produits consommables de Lincoln est disponible sur le site internet de Lincoln : www.lincolnelectric.com
Avant de passer aux méthodes disponibles pour contrôler l'exposition aux vapeurs de soudage, il faut comprendre quelques termes de base :
La Ventilation Naturelle est la circulation de l'air dans le lieu de travail provoquée par les forces naturelles. Dehors, il s'agit habituellement du vent. À l'intérieur, ce peut être la circulation de l'air par les fenêtres et les portes ouvertes.
La Ventilation Artificielle est la circulation de l'air dans le lieu de travail provoquée par un dispositif électrique tel qu'un ventilateur portable ou un ventilateur permanent monté au plafond ou au mur.
L'Extraction de la Source (échappement local) est un dispositif mécanique utilisé pour retirer les vapeurs de soudage au niveau ou près de l'arc et des contaminants du filtre de l'air.
La ventilation ou l'échappement requis pour l'application dépend de plusieurs facteurs, tels que :
• Le volume de l'espace de travail • La configuration de l'espace de travail • Le nombre de soudeurs • Le procédé et le courant de soudage • Les produits consommables utilisés (acier doux, revêtement dur, acier inoxydable, etc.) • Les niveaux de tolérance (TLV, PEL, etc.) • Les matériaux soudés (y compris ou placage) • La circulation naturelle de l'air.
La zone de travail est correctement ventilée lorsqu'il y a suffisamment de ventilation et/ou d'échappement pour contrôler l'exposition des ouvriers aux matériaux dangereux dans les vapeurs et les gaz de soudage, de sorte que les limites applicables pour ces matériaux ne soient pas dépassées. Voir le tableau des TLV et des PEL pour les Ingrédients Typiques des Électrodes, les PEL d'OSHA (Limite d'Exposition Permise), et la directive recommandée, la TLV d'ACGIH (Limite Tolérable d'Exposition), pour de nombreux composants se trouvant dans les vapeurs de soudage.
Ventilation
De nombreuses méthodes peuvent être choisies par l'utilisateur pour apporter la ventilation appropriée pour l'application spécifique. La section suivante apporte les informations générales qui peuvent être utiles à l'évaluation du type d'appareil de ventilation convenant à l'application. Une fois l'appareil de ventilation installé, confirmer que l'exposition de l'ouvrier est contrôlée dans les limites OSHA PEL et/ou ACGIH TLV applicables. Selon les réglementations d'OSHA, la ventilation naturelle pendant le soudage et le coupage (aciers doux) est habituellement considérée comme suffisante pour répondre aux exigences, à condition que:
- La pièce ou la zone de soudage contienne au moins 10.000 pieds cubes (environ 22' x 22' x 22') pour chaque soudeur.
- La hauteur du plafond ne soit pas inférieure à 16 pieds.
- La ventilation transversale ne soit pas bloquée par des cloisons, des appareils, ou toute autre barrière structurelle.
- Le soudage ne soit pas réalisé dans un espace confiné.
Les espaces qui ne répondent pas à ces exigences devraient être équipés d'appareils de ventilation mécanique évacuant au moins 2000 CFM d'air pour chaque soudeur, sauf là où des hottes ou des cabines d'évacuation, ou bien des respirateurs à adduction d'air, sont utilisés.
Note importante de sécurité:
Pour souder avec des électrodes qui exigent une ventilation spéciale, telles que celles en acier inoxydable ou à revêtement dur (voir les instructions sur la boîte ou la MSDS) ou sur du plomb ou de l'acier traité au cadmium et d'autres métaux ou revêtements qui produisent des vapeurs dangereuses, maintenir l'exposition aussi faible que possible et en dessous des valeurs limites d'exposition (PEL et TLV) pour les matériaux dans les vapeurs, en utilisant l'échappement local ou la ventilation artificielle. Dans des espaces confinés ou dans certaines circonstances, par exemple en extérieur, un respirateur peut être nécessaire si l'exposition ne peut pas être contrôlée aux niveaux de PEL ou de TLV. (Voir la MSDS et le tableau de TLV et de PEL pour les Ingrédients Typiques d'Électrode.) Des précautions supplémentaires doivent également être prises pour souder sur l'acier galvanisé.
Bibliographie et lectures suggérées
ANSI Z87.1, Pratique pour la Protection Oculaire et Faciale Professionnelle et Éducative, Institut Américain des Normes Nationales, 11 West 42nd Street, New York, NY 10036.
Le Soudage à l'Arc et la Santé : Manuel d'Information Sanitaire pour le Soudage. Publié par l'Association Américaine de l'Hygiène Industrielle, 2700 Prosperity Avenue, Suite 250, Fairfax, VA 22031-4319.
NFPA Norme 51B, Procédés de Coupage et de Soudage, Association Nationale de Protection contre les Incendies, 1 Batterymarch Park, P. O. Box 9146, Quincy, MA 02269-9959.
Norme Industrielle Générale OSHA 29 CFR 1910 sous-paragraphe Q. Norme sur la Communication des Risques OSHA 29 CFR 1910.1200. Disponible auprès de l'Administration de la Sécurité et de la Santé Professionnelles sur http://www.osha.org ou contacter le bureau OSHA le plus proche.
ANSI, Norme Z49.1, Sécurité en Matière de Soudage, Coupage et Procédés Alliés. La Z49.1 peut être téléchargée sans frais sur http://www.lincolnelectric.com/community/safety/ ou sur le site internet de l'AWS : http://www.aws.org.
AWS F1.1, Méthode pour le Prélèvement de Particules en Suspension Produites par le Soudage et les Procédés Alliés.
AWS F1.2, Méthode de Laboratoire pour Mesurer les Taux de Production des Vapeurs et les Émissions Totales de Vapeurs de Soudage et de Procédés Alliés.
AWS F1.3, Évaluation des Contaminants dans l'Environnement de Soudage : Guide de Prélèvement Stratégique.
AWS F1.5, Méthodes de Prélèvement et d'Analyse des Gaz de Soudage et de Procédés Alliés.
AWS F3.2, Guide de Ventilation pour le Contrôle des Vapeurs de Soudage.
AWS F4.1, Pratiques Sûres Recommandées pour la Préparation au Soudage et au Coupage de Containers et Tuyauteries Ayant Contenu des Substances Dangereuses.
AWS SHF, Feuilles de Données en Matière de Sécurité et Santé. Disponible sans frais sur le site de l'AWS http://www.aws.org.
SONT PRÉSENTÉS CI-DESSOUS QUELQUES INGRÉDIENTS TYPIQUES DES ÉLECTRODES DE SOUDAGE ET LEURS DIRECTIVES TLV (ACGIH) ET LES LIMITES D'EXPOSITION PEL (OSHA)
| INGRÉDIENTS CAS No. TLV mg/m | 3 | PEL mg/m3 | |
| Aluminium et/ou alliages d'aluminium (Al)**** 7429-90-5 10 15 | |||
| Oxyde d'aluminium et/ou Bauxite**** 1344-28-1 10 5** | |||
| Composés de Baryum (Ba)**** 513-77-9 **** **** | |||
| Chrome et alliages ou composés de chrome (Cr)**** 7440-47-3 0.5(b) .005(b) | |||
| Fluorides(F) | 7789-75-5 | 2.5 | 2.5 |
| Fer | 7439-89-6 | 10* | 10* |
| Calcaire et/ou carbonate de calcium | 1317-65-3 10 15 | ||
| Composés de lithium (Li)**** | 554-13-2 10* | 10* | |
| Magnésite | 1309-48-4 10 15 | ||
| Magnésium et/ou alliages et composés de magnésium (Mg) | 7439-95-4 | 10* | 10* |
| Manganèse et/ou alliages et composés de manganèse (Mn)**** | 7439-96-5 | 0.2 | 5.0(c) |
| Silicates minéraux | 1332-58-7 | 5** | 5** |
| Alliages de molybdène (Mo) | 7439-98-7 10 10 | ||
| Nickel**** | 7440-02-0 | 1.5 | 1 |
| Silicates et autres liants | 1344-09-8 | 10* | 10* |
| Silicone et/ou alliages et composés de silicone (Si) | 7440-21-3 | 10* | 10* |
| Composés de strontium (Sr) | 1633-05-2 | 10* | 10* |
| Alliages et composés de zirconium (Zr) | 12004-83-0 5 | 5 | |
Information supplémentaire:
(*) Ne figure pas sur la liste. La valeur nuisible maximale est de 10 milligrammes par mètre cube. La valeur PEL pour l'oxyde de fer est de 10 milligrammes par mètre cube. La valeur TLV pour l'oxyde de fer est de 5 milligrammes par mètre cube.
En tant que poussière respirable.
(** *) Sujet aux exigences de rapport des Sections 311, 312 et 313 de la Loi sur le Planning d'Urgence et le Droit de Savoir de la Communauté de 1986 et de 40CFR 370 et 372.
(b) La PEL pour le chrome (VI) est de 0,005 milligramme par mètre cube en tant que moyenne pesée sur une durée de 8 heures. La TLV pour le chrome soluble dans l'eau (VI) est de 0,05 milligramme par mètre cube. La TLV pour le chrome insoluble (VI) est de 0,01 milligramme par mètre cube.
c) Les valeurs sont celles des vapeurs de manganèse. La STEL (Limite d'Exposition à Court Terme) est de 3,0 milligrammes par mètre cube. La PEL d'OSHA est une valeur plafond.
(****) Aucune valeur ne figure dans la liste pour les composés de baryum insolubles. La TLV pour les composés de baryum soluble est de 0,5 mg/m³
Les valeurs TLV et PEL datent d'avril 2006. Toujours vérifier la Fiche Technique Santé-Sécurité (MSDS) qui se trouve avec le produit ou sur le site internet de Lincoln Electric http://www.lincolnelectric.com
Page
Symboles Graphiques Apparaissant sur cette Machine ou dans ce Manuel..... a-1
Spécifications Techniques...... a-2
Choix d'un Emplacement Approprié...... a-2
Environnement...... a-2
Empilage...... a-2
Inclinaison.... a-2
Levage...... a-2
Mesures de Sécurité...... a-2
Protection Contre les Interférences de Haute Fréquence...... a-2
Alimentation aux Quais...... a-3
Interférence de fréquence radio a-3
Description Générale...... a-3
Installation...... a-3
Installation de Systèmes Multiples...... a-3
Aperçu du Matériel.... A-4
Fonctionnement (mode instructeur)...... section b
Mode Instructeur...... B-1
ALLUMAGE B-1
ÉTEINDRE...... B-1
Licence d'Utilisation pour Usager Final...... B-1
Accès au Mode Instructeur...... B-2
Weldometer™ B-3
Rétablissement du Parcours...... B-3
Sauvegarder dans un Dossier...... B-3
Options...... B-3
Mise à Jour...... B-4
Mise à Jour de Logiciel...... b-4
Mise à Jour de Fichiers de Configuration...... b-4
Informations Concernant la Licence...... b-4
Gestion des Profils...... b-4
Gestion des Profils...... b-4
Éditeur de Profils...... b-4
Éditeur de Tolérances...... b-5
Choix de Réglages de Tolérance...... b-5
Modification des Niveaux de Tolérance...... b-5
Choix des Tolérances à Télécharger...... b-5
Édition...... b-6
Éditer le Dispositif USB...... B-6
Tolérances : Écran de Sélection de Configuration Conjointe...... B-7
Tolérances : Écran de Sélection de Procédés...... B-7
Tolérances : Écran de Réglages de L'appareil...... B-7
Tolérances : Écran du Gaz...... B-7
Tolérances : Écran des Paramètres des Techniques de Soudage...... B-7
Tolérances : Écran de Modèle et d'Objectif...... B-8
Tolérances : Écran de Fouettement et de Vitesse de Déplacement.... B-8
Tolérances : Écran de Passe Transversale...... B-8
Page
Fonctionnement (mode usager)...... section b
Mode Usager...... B-9
Information du Système...... B-9
Modes de Fonctionnement...... B-9
Écran d'ouverture de session...... B-10
Clavier à l'écran, Menu, Continuer, Indicateur USB.... B-10
Écran de Sélection de Configuration Conjointe...... B-11
Écran de Sélection de Configuration Conjointe...... B-11
Écran de Sélection du Procédé...... B-11
Écran de L'environnement...... B-11
Écran de Réglage du Gaz...... B-12
Écran de Polarité, Vitesse de Dévidage du Fil et Tension...... B-12
Écran des Réglages de la Soudeuse...... B-12
Aperçu du Soudage Virtuel.... B-13
Recouvrements Supérieurs...... B-13
Menu B-13
Icone Orange d'Action et Repères...... B-13
Repères Visuels...... B-13
Nouveau Coupon...... B-14
Flèches Blanches de Sélection d'Écran...... B-14
Passe Finale...... B-14
Écran LASER...... B-15
Indicateur de Discontinuité...... B-15
Score B-15
Paramètres Techniques.... B-16
Nombre de Passes...... B-17
Direction de Déplacement...... B-17
Rendu du Cordon de Soudure...... B-17
Rapport de l'Élève B-17
Écran de Sélection de Groupe...... B-18
Écran de Sélection de Leçon...... B-18
Écran d'Aperçu de la Leçon.... B-18
Écran d'Instructions sur la Leçon...... B-18
Allumage, Mise Hors Tension...... B-19
Licence d'Utilisation pour Usager Final...... B-19
Mode de Soudage Libre...... B-20
Mode Leçon B-23
Aucun C-1
Moniteur.... D-1
Dépannage section e
Utilisation du Guide de Dépannage.... E-1
Guide de Dépannage.... E-2 - E-3
Diagrammes de Câblage.... F-1
Le contenu / les détails peuvent être modifiés ou mis à jour sans préavis. Pour la version la plus récente du Manuel de l'Opérateur, consulter parts. lincolnelectric. com.
Symboles graphiques apparaissant sur CETTE machine ou dans ce MANUEL

Alimentation d'entrée
TENSION D'ENTRÉE

MARCHE
COURANT D'ENTRÉE

ARRÊT

TERRE DE PROTECTION

Alimentation d'entrée

AVERTISSEMENT ou ATTENTION La documentation doit être consultée dans tous les cas où ce symbole est affiché.
1 \~
COURANT ALTERNATIF MONOPHASÉ

LIRE CE MANUEL DE L'OPÉRATEUR DANS SA TOTALITÉ

Explosion

USB

Tension Dangereuse

WFS/AMPS

Risque de Choc Électrique

VOLTS

Risque de Choc Électrique
SORTIE VGA
Fusible
ETHERNET
SPÉCIFICATIONS TECHNIQUES
| DIMENSIONS PHYSIQUES | 24,83" (La.) X 19,69" (H) X 11,88" (P)(630,68 mm (La.) X 500,13 mm (H) X 301,75 mm (P)) |
| REGISTRE DE TEMPÉRATURE DE FONCTIONNEMENT | 59° - 95° F (15° - 35° C) |
| REGISTRE DE TEMPÉRATURE D'ENTREPOSAGE | 32° - 145° F (0° - 65° C) |
| HUMIDITÉ RELATIVE | 80% POUR DES TEMPÉRATURES JUSQU'À 88° F / 31° C, 50% @ 104° F / 40° C |
| ALTITUDE DE FONCTIONNEMENT | 6562 PIEDS (2000 MÊTRES) |
| ENVIRONNEMENT | Ce produit est destiné à une utilisation dans un environnement ayant un niveau de pollution de degré 2. |
Lire la section d'installation dans sa totalité avant de commencer l'installation.
La machine ne fonctionne pas en environnement rude. Il est important de prendre des mesures préventives simples afin de garantir une longue durée de vie et un fonctionnement fiable de la machine. Ce produit est destiné UNIQUEMENT À UN USAGE EN INTÉRIEUR.
- La saleté et la poussière, qui peuvent être attirées dans la machine, doivent être réduites au minimum. Autrement, il pourrait en résulter des températures de fonctionnement excessives et des arrêts intempestifs.
- Ne pas placer la machine dans un endroit où le moniteur serait exposé à la lumière directe du soleil.
- Ne pas placer la machine près de sources de chaleur rayonnante.
- Ne pas placer la machine dans un espace confiné. Toujours laisser un minimum de 3 pieds d'espace libre autour de la machine. Une ventilation appropriée est nécessaire.
- Acheminer et protéger le câble d'alimentation de sorte à minimiser son exposition aux dommages.
- L'utilisation d'un parasurtenseur (ou éliminateur de surtension) simple ou à prises multiples est fortement recommandée pour protéger la machine contre les pointes de tension qui traversent la ligne d'entrée.
Toujours tenir la machine à l'intérieur et au sec. Ne pas la placer sur un sol humide ou dans des flaques. Ne jamais placer de liquides sur la machine.
Empilage
La VRTEX Engage peut être empilée à raison d'une hauteur de deux machines, mais uniquement à des fins de rangement et de livraison.
Inclinaison
Placer la VRTEX Engage directement sur une surface sûre et nivelée. Utiliser la plaque de support fournie pendant le fonctionnement de la machine.
LEVAGE
Utiliser les poignées pour soulever prudemment la VRTEX Engage.
Mesures de sécurité
Ne pas placer d'objets sur la machine.
Manipuler le dispositif GMAW avec prudence. Lorsqu'il n'est pas utilisé, il doit être placé dans la machine VR. Ce dispositif est fait sur mesure et il ne peut pas être utilisé sur des soudeuses normales.
Lors de tempêtes électriques, éteindre le système et le débrancher de la prise du réseau.
Il est fortement conseillé de se familiariser avec la machine et ses capacités avant de l'utiliser pour la première fois.
La surexposition aux vidéos et aux lumières clignotantes peut provoquer ou aggraver les effets suivants sur la santé des usagers sensibles à la lumière :
• Maladie et/ou blessure oculaire, glaucome - Crises d'épilepsie et autres crises - Cardiopathie ou hypertension artérielle.
Consulter un médecin avant d'utiliser la machine en cas de diagnostic ou de prédisposition à l'une des maladies précédentes.
Certains usagers pourraient être victimes d'une crise s'ils sont exposés à certaines images visuelles, y compris des lumières ou des motifs clignotants. Même les gens n'ayant aucun antécédent de crises ou d'épilepsie peuvent être sujets à des "crises épileptiques photosensibles" sans que cet état ait été diagnostiqué.
Les crises peuvent provoquer la perte de connaissance ou des convulsions pouvant donner lieu à des blessures suite à une chute ou au heurt d'objets à proximité.
Cesser immédiatement d'utiliser la machine et consulter un médecin si l'un des symptômes suivants apparaît :
- Double vision ou incapacité à fixer l'écran d'affichage
- Nausées ou mal des transports • Fatigue visuelle ou irritation oculaire
- Maux de tête ou vertiges
- Maux ou douleurs dans la nuque ou aux épaules.
Protection CONTRE les interférences de HAUTE fréquence
Faire preuve de prudence pour faire fonctionner cette machine dans le voisinage d'autres appareils.
- Les grands appareils, comme les grues, peuvent interférer avec le fonctionnement de cette machine.
- Cette machine peut interférer avec le fonctionnement d'autres appareils dans la zone de travail / de formation.
- Les procédés à haute fréquence, comme les soudeuses TIG, peuvent interférer avec le fonctionnement de cette machine.
Alimentation aux QUAIS
Une interférence de type conducteur dans laquelle une tension d'entrée irrégulière et/ou une mauvaise mise à la terre peuvent affecter de façon irréversible le bon fonctionnement de la VRTEX Engage lorsqu'elle est branchée sur une alimentation aux quais. Comme l'indique ce manuel, il peut y avoir des interférences électriques, même faibles, provenant de la ligne d'alimentation. Les irrégularités de la ligne d'alimentation et/ou la mauvaise mise à la terre d'un appareil partageant le même circuit de ligne d'entrée pourraient potentiellement affecter le système. Un système d'alimentation sans coupure (UPS) peut être nécessaire pour protéger le système contre les irrégularités et les interruptions d'alimentation.
Interférence de fréquence RADIO
Le système contient un détecteur de positionnement magnétique sensible qui peut être perturbé en présence de bruit FR transmis par conduction dans le registre 8 - 11 Mhz sur la ligne d'alimentation c. a. du système ou sur le câble gris qui mène au détecteur Polhemus. Les perturbations peuvent se manifester sous la forme d'un léger broutage de l'environnement virtuel illustré sur l'écran LCD. Si l'interférence sur le câble du détecteur est un problème, celui-ci doit être repositionné de sorte que ce broutage cesse. Dans le cas où le bruit sur le port c. a. serait un problème, une perle de ferrite peut être ajoutée au cordon d'alimentation c. a. pour éliminer l'interférence. Contacter le Centre d'Assistance Technique de Lincoln Electric pour les détails.
Description générale
La VRTEX Engage est un appareil de formation au soudage à l'arc par réalité virtuelle. Ce système de formation par ordinateur est un outil éducatif destiné à permettre aux élèves de pratiquer leur technique de soudage dans un environnement simulé. Il promeut le transfert efficace des techniques de soudage de la salle de cours au poste de soudage, tout en réduisant le gaspillage de matériel et la consommation d'énergie associée à la formation de soudage traditionnelle.
Installation
- Choisir un emplacement pour l'appareil. Une table robuste est conseillée.
Maintenir le contour de la table sans obstruction sur au moins 3 pieds dans toutes les directions. En outre, réfléchir où placer l'appareil pour éviter les champs magnétiques ainsi que les objets et procédés conducteurs et à haute fréquence.
NOTE: éviter d'installer la VRTEX Engage près de sources d'alimentation pour soudage TIG à haute fréquence ou sur une grande surface métallique.
La présence de ce type d'objets dans les environs peut provoquer des interférences et un sautillement accru et/ou des déformations de la capture de mouvement.
Pour de meilleurs résultats, ne pas installer la VRTEX Engage dans le laboratoire de soudage. Des interférences électriques, même faibles, provenant des lignes d'alimentation peuvent être présentes. En conséquence, tout le câblage de l'alimentation électrique ou de l'allumage à 50 pieds de la zone de soudage doit se trouver dans un conduit métallique rigide mis à la terre. Dans le cas où la VRTEX Engage serait affectée par les interférences, l'usager sera responsable de prendre des mesures pour isoler et/ou éliminer les interférences.
Un système d'alimentation sans coupure (UPS) peut être nécessaire pour protéger le système contre les irrégularités et les interruptions d'alimentation.
Il est fortement recommandé d'utiliser un parasurtenseur simple ou à prises multiples pour protéger la machine contre les tensions parasites au-dessus d'un seuil de sécurité.
- Ouvrir les quatre verrous sur les côtés de l'appareil et ouvrir l'appareil.
- Placer la plaque de support sur la table avec la face des vis imperdables à clef du côté opposé à la machine. Voir la Figure A.1.
- Placer prudemment la VRTEX Engage de sorte que la plaque de support puisse être montée sur l'appareil. Voir la Figure A.1.
- À l'aide d'un tournevis pour écrous à fente, serrer les deux vis imperdables à clef qui maintiennent la plaque de support sur la machine. Voir la Figure A.1.
NOTE: la plaque de support doit être installée quand la machine est en fonctionnement.
NOTE: avant de ranger la machine, la plaque de support doit être retirée.
S'il est nécessaire que des systèmes multiples fonctionnent ensemble dans un même endroit, un émetteur de fréquence unique peut être installé pendant le procédé de fabrication chez Lincoln Electric pour réduire les interférences potentielles entre les systèmes. Les systèmes K4299-1 sont équipés d'une source de fréquence standard. Les systèmes K4299-2, K4299-3 et K4299-4 sont équipés chacun d'une source de fréquence alternative. Pour installer des systèmes multiples, alterner les systèmes K4299-1, K4299-2, K4299-3 et K4299-4, pour un meilleur fonctionnement:
Par exemple : Si 8 systèmes doivent être installés dans le laboratoire de soudage VR, les fréquences standard et alternatives doivent être positionnées comme dans le Tableau A.1.
Tableau A.1 - Installation de systèmes multiples
| K4299-4 K4299-3 K4299-2 K4299-1 | |
| K4299-2 K4299-1 K4299-4 K4299-3 |
Aperçu du matériel
- Moniteur tactile
- Pistolet GMAW
- Haut-parleurs
- Port USB
- Fiche VGA
- Zone de soudage
- Bouton rond vert
- Interrupteur de mise sous tension avec fusible
Figure A.2 - Aperçu du matériel
text_image
① ② ③ ④ ⑤ ⑥ ⑦ ⑧ LR Lincoln ELECTRIC VRTEX ENGAGEAllumage
- Brancher le cordon d'alimentation dans l'interrupteur à fusibles et placer l'interrupteur sur la position MARCHE. Voir la Figure B.1.
Figure B.1 - Positions MARCHE / ARRÊT de l'interrupteur à fusibles
- Appuyer pendant 5 secondes sur le bouton rond vert situé en bas à droite de la machine pour allumer le système de la VRTEX Engage. Voir la Figure B.2.
NOTE: le bouton vert n'éteint pas le système. Sélectionner Quitter et Éteindre sur l'icone rouge du menu pour éteindre le système.
Figure B.2 - Bouton rond vert
text_image
BOUTON ROND VERT VRTEX ENGAGE- Le moniteur tactile permet à l'élève de voir les écrans de réglages qui fournissent une vue active du procédé de soudage réel pour les instructeurs et les élèves. Le moniteur s'allume automatiquement lorsqu'on appuie sur le bouton rond vert. Voir la Figure B.3.
Figure B.3 - Moniteur tactile
text_image
MONITEUR TACTILE VRTEX ENGAGELes contrôles (icônes) suivants pour usagers peuvent s'afficher sur l'écran du moniteur.
- L'icone de vitesse de dévidage du fil permet à l'usager de saisir la vitesse de dévidage du fil.
- L'icône du cadran de tension permet à l'usager de saisir la tension de soudage. Ce cadran permet aussi de saisir des valeurs "trim" lorsqu'un procédé par impulsions est utilisé.
- Les icônes de flèches blanches de sélection d'écran à droite et à gauche permettent à l'opérateur de parcourir plusieurs écrans.
- L'icone de l'interrupteur de sélection de procédé sert à sélectionner le procédé de soudage virtuel (GMAW ou FCAW).
- L'icône de l'interrupteur de sélection de polarité sert à indiquer la polarité de soudage pour tout procédé donné (CC+, CC- ou CA).
- Le port USB situé sur le devant de la machine sert à télécharger le logiciel vers l'amont et à télécharger les données de l'utilisateur à partir du système.
- L'icône de touche de contact se trouve sur l'écran du moniteur et permet à l'instructeur d'accéder au mode instructeur qui comprend les écrans de Weldometer®, Éditeur de Tolérances, Options et Mise à Jour.
- Les écrans surlignés, les flèches blanches et les icônes multicolores ont différentes fonctions, selon la commande affichée.
- La touche Retour permet à l'usager de revenir à l'écran précédent.
Licence d'utilisation pour USAGER FINAL
La Licence d'Utilisation pour Usager Final (EULA) apparaît au premier démarrage de la machine. Sélectionner "J'accepte" pour accéder à la VRTEX Engage. La machine s'éteint si on sélectionne "Je n'accepte pas".
Accès au mode instructeur
- Touchez l'icône de la "Clef" située dans le coin inférieur gauche de l'écran. Voir la Figure B.4.
Figure B.4 - Touche de menu et d'instructions
- Le mot de passe par défaut est 1, 2, 3, 4, 5. Pour le changer, utiliser l'icône de la clé et le signe +. Voir la Figure B.5.
Figure B.5 - Menu d'entrée instructeur
- Pour continuer, suivre les instructions à l'écran.
- Sélectionner l'icone d'information sur la licence.
- Sélectionner l'icône de Licence d'Utilisation pour Usager Final (EULA) sur les flèches blanches.
- La licence d'utilisation peut être lue et sauvegardée sur une clé USB.
- Lorsque cela est terminé, toucher l'icône de "Licence" puis l'icône de "Retour".
- L'écran du mode d'instructeur s'affiche. Voir la Figure B.6.
Figure B.6 - Menu Instructeur
text_image
LINCOLN ELECTRIC Instructor Mode Current Tolerance: Defaults Weldometer™ Options Update License Info Manage Profiles TolerancesLe mode instructeur comprend :
- Weldometer™ • Informations sur la licence
- Options
- Profils d'administration
- Mise à jour
- Tolérances
Le Weldometer™ suit la consommation virtuelle de consommables et de matériel de base ainsi que l'utilisation virtuelle du gaz. Cette information peut être utilisée pour suivre le matériel utilisé et les économies réalisées en utilisant la formation virtuelle au soudage. Le Weldometer™ suit l'utilisation du matériel et le temps d'arc durant un "parcours" (depuis le dernier rétablissement) et durant le cycle de vie du système VR. Voir la Figure B.7.
Le Temps d'Arc enregistre le temps (heures : minutes : secondes) mis par les élèves pour amorcer un arc virtuel avec chaque procédé.
Le Métal de Base enregistre la quantité de coupons virtuels utilisés et leur poids accumulé. Noter que la plaque de 3/8" comprend des joints rainurés et des joints en T, tandis que la plaque 10GA et 1/4" comprend des joints en T et des plaques de pratique.
Le Gaz enregistre la quantité de gaz virtuel utilisée.
Les Consommables enregistrent le poids accumulé de chaque type de consommable virtuel utilisé. Ils affichent aussi la quantité d'électrodes virtuelles utilisées.
En bas de l'écran, le Temps de Soudage Simulé enregistre le temps durant lequel l'appareil est resté allumé (temps en heures : minutes : secondes).
Rétablissement du parcours
Sélectionner le Rétablissement du Parcours remet à zéro tous les concepts de la colonne de déplacement. Ceci permet à un instructeur de suivre les économies de matériel VR durant un certain temps.
Sauvegarder dans un dossier
Si un dispositif de mémoire USB est inséré dans l'appareil, la sélection de "Sauvegarder sur un dossier" permet de sauvegarder un dossier contenant toutes les informations actuelles du Weldometer™. Une fois que le dossier a été enregistré, l'utilisateur peut passer le dispositif USB à un ordinateur ou une imprimante pour imprimer le dossier, l'envoyer par e-mail, le copier, le conserver ou le lire.
L'écran des options, en mode instructeur, permet à l'usager de changer le volume de l'interface usager ainsi que les réglages des sons de soudage, de la date et de l'heure. Voir la Figure B.8.
Figure B.9 - Écran de mise à jour
L'écran de mise à jour, en mode instructeur, permet à l'usager de mettre à jour le logiciel ou des fichiers de configuration spécifiques à partir du dispositif de mémoire USB sur le devant de la VRTEX Engage. Voir la Figure B.9. Cette sélection fait apparaître deux options :
- Mise à jour de Logiciel
- Mise à jour de Fichier de Configuration
Mise à jour de logiciel
La sélection de cette option télécharge une version plus récente du logiciel, s'il en existe une. La mise à jour à une nouvelle version peut éteindre ou redémarrer le système.
Après la mise à jour, il se peut que le système doive être éteint puis redémarré pour que les modifications soient prises en compte.
Mise à jour de fichier de configuration
La sélection de cette option télécharge toutes les modifications de configuration de la clé USB sur le devant de la machine.
Informations concernant la licence
L'écran de Licence fournit une liste des mises à jour et fonctionnalités habilitées ou opérationnelles sur le système de formation de la VRTEX Engage et l'Adresse MAC de la machine. Voir la Figure B.10.
L'écran de Licence montre aussi des emplacements réservés où de futurs enrichissements et mises à jour peuvent être téléchargés.
Figure B.10 - Écran d'informations sur la licence
La sélection de la Gestion des Profils permet à l'instructeur de mettre à jour ou de modifier des informations sur chaque profil d'usager au moyen de l'outil de Gestion des Profils et de l'Éditeur de Profil.
Gestion des profils
L'outil de Gestion des Profils contient une liste de profils d'usagers dans la machine. Jusqu'à 500 profils d'usagers peuvent être stockés dans la machine. Voir la Figure B.11.
Figure B.11 - Écran de gestion des profils
La sélection du profil d'usager, dans l'outil de gestion des profils, fait apparaître l'Éditeur de Profils. Dans l'éditeur de profils, l'instructeur peut mettre à jour ou modifier le prénom, le nom, le nom d'usager et le mot de passe de l'usager. L'instructeur peut aussi visualiser les progrès de l'usager dans l'éditeur de profils. Voir la Figure B.12.
Figure B.12 - Écran de l'éditeur de profils
Éditeur de tolérances
(Réglages d'usine par défaut)
L'éditeur de tolérances permet aux usagers de modifier les réglages du système pour qu'ils s'adaptent à leur curriculum. Voir la Figure B.13.
La VRTEX Engage est livrée avec les paramètres de soudage “par défaut” de Lincoln préinstallés. Ces paramètres peuvent être modifiés par l'instructeur pour refléter une application ou une technique de soudage spécifique. Dans “Choisir les Réglages de Tolérance”, l'instructeur peut sélectionner :
- Réglages par défaut
- Niveau d'entrée
- Intermédiaire
Toucher l'icône "Personnaliser" pour voir les différentes options de procédés de la liste ci-dessous :
- WFS range
- Registre de WFS
- Registre de tension
- Registre d'intensité
- Mélange de gaz
- Débit de gaz
- Polarité
Les valeurs du registre idéal des paramètres techniques peuvent aussi être vues :
• CTWD / Longueur d'arc - Angle de travail - Angle de déplacement • Vitesse de déplacement - Fouettement - Passe transversale - Modèle - Objectif de tolérance - Espacement dimensionnel - Temps de fouettement • Temps de bain de soudure • Largeur de la passe transversale • Temps de passe transversale - Espacement de passe transversale
Figure B.13 – Tolérances
text_image
LINCOLN ELECTRIC Instructor Mode Current Tolerance: Defaults MAC Address: 08-01-23-40-79-F2 Weldometer™ Options Update License Info Tolerances Choose Tolerance Setup Defaults Choose Tolerance To LoadAttention
La modification des réglages dans l'éditeur de tolérances affecte sérieusement le fonctionnement du système, y compris l'évaluation, les repères visuels et les discontinuités. Prendre soin en changeant les réglages de l'éditeur de tolérances de ne pas refléter des situations de soudage irréalistes.
Choix de réglages de tolérances
Affiche la liste de tous les réglages de tolérances stockés dans l'appareil. Tous les appareils sont livrés avec les réglages par défaut. Si l'usager crée des fichiers de tolérances multiples, le fichier utilisé est sélectionné par l'icône rouge. Ceci affecte les repères visuels, les graphiques, les discontinuités et les évaluations. Les réglages de tolérances utilisés sur le moment apparaissent aussi à l'écran.
Modification des niveaux de tolérance
Les étapes suivantes décrivent la procédure de modification des tolérances pour la VRTEX Engage :
- Sélectionner Tolérances.
- Sélectionner Éditer.
- Sélectionner Créer Nouvelles.
- Saisir un nouveau nom de tolérances sur le clavier à l'écran.
- Sélectionner Continuer.
- Parcourir le menu "Choisir Réglages de Tolérance".
- Sélectionner l'icône portant le nom souhaité en touchant le nom affiché dans le champ.
NOTE : lorsque le nom des tolérances souhaitées est correctement sélectionné, ce nom s'affiche en haut de l'écran à côté de "Tolérances de Courant".
- Sélectionner "Personnaliser".
- Sélectionner les flèches blanches et l'icône "Continuer" pour parcourir les options de réglages de tolérances.
Choix des tolérances à télécharger
Ceci affiche la liste de toutes les tolérances actuellement enregistrées sur le dispositif USB. Les fichiers peuvent être transférés vers et depuis la VRTEX Engage avec un dispositif de mémoire USB.
Cet icône de menu affecte le fichier affiché dans la fenêtre "Choisir réglages de tolérances".
- Créer Nouveau • Sauvegarder sur clé USB
- Copier
- Éliminer
- Renommer
Sélectionner Créer Nouveau crée un nouveau fichier sur l'appareil. Le fichier commence par les réglages par défaut. La sélection de cet icône mène l'utilisateur à un clavier à l'écran afin qu'il puisse saisir un nouveau nom de fichier.
La sélection de Sauvegarder sur clef USB sauvegarde le fichier actuel sur un dispositif de mémoire USB, s'il y en a un inséré sur le devant de la machine.
La sélection de Copier effectue une copie du fichier qui apparaît dans la fenêtre "Choisir réglages de tolérances". La copie est identifiée par le même nom suivi d'un numéro supérieur.
La sélection d'Éliminer fait apparaître la fenêtre de dialogue "Êtes-vous sûr ?". Sélectionner "Oui" élimine le fichier affiché. L'usager peut annuler en choisissant "Non" ou en sélectionnant l'icône de Retour.
La sélection de Renommer mène l'usager à un clavier à l'écran où le nom du fichier actuel peut être modifié.
Éditer le dispositif USB
Ce menu ne se rapporte qu'aux fichiers du dispositif de mémoire USB. S'il y a un nom de fichier qui figure sur la liste de la boîte "Choisir tolérances à télécharger", la sélection des options du menu agit sur ce fichier. Ce menu comporte les options suivantes :
• Copier sur la Liste - Éliminer - Renommer - Télécharger depuis USB
La sélection de Copier sur la Liste copie le fichier affiché dans la boîte “Choisir tolérances à télécharger” et le sauvegarde dans la VRTEX® Engage.
La sélection d'Éliminer fait apparaître une fenêtre de dialogue "Êtes-vous sûr ?". La sélection de "Oui" élimine le fichier affiché dans "Choisir tolérances à télécharger". Ceci élimine le fichier du dispositif de mémoire USB. L'usager peut également annuler en sélectionnant "Non" ou en sélectionnant l'icône de Retour.
La sélection de Renommer mène l'usager à un clavier sur l'écran où le nom du fichier actuel peut être modifié.
La sélection de Télécharger télécharge les noms des fichiers qui se trouvent sur le dispositif de mémoire USB. Les noms apparaissent dans la boîte "Choisir tolérances à télécharger". L'usager doit la sélectionner pour voir ce qui se trouve sur le dispositif de mémoire USB.
Tolérances : écran de sélection de configuration conjointe
L'usager sélectionne la configuration à modifier. Voir la Figure B.14.
Figure B.14 - Écran de configuration conjointe
text_image
LINCOLN ELECTRIC Instructor Mode Defaults Horizontal T 2F Mid Steel 30° 1/4" 50.59 Vend Place Theory ContinueTolérances : écran de sélection de procédés
L'usager sélectionne le procédé à modifier. Voir la Figure B.15.
Figure B.15 - Écran de sélection de procédé
text_image
LINCOLN ELECTRIC Instructor Mode Defaults Start On Turnout? Short Arc OMAW Varx Era Boury VimulTolérances : écran de réglages de l'appareil
Cet écran permet la modification des paramètres de soudage suivants (voir la Figure B.16) :
• Vitesse de dévidage du fil • Tension - Intensité - Polarité
Figure B.16 - Écran de réglages de l'appareil
Tolérances : écran du gaz
Cet écran permet la modification (voir la Figure B.17) de :
• Mélange de gaz sélectionné • Débit du gaz
Figure B.17 - Écran du gaz
Tolérances : écran des paramètres des techniques de soudage
Cet écran permet la modification (voir la Figure B.18) de :
• CTWD / Longueur d'arc - Angle de travail - Angle de déplacement
Figure B.18 - Écran des paramètres de techniques de soudage
NOTE : L'angle de déplacement pour les techniques de soudage par trainage doit toujours être inférieur à 90 degrés. L'angle de déplacement pour les techniques de poussée doit toujours être supérieur à 90 degrés.
Tolérances : écran de modèle et d'objectif
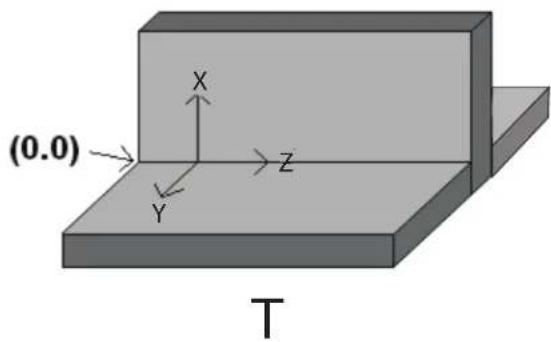
Cet écran permet à l'usager de modifier le type de modèle utilisé (première passe, passe transversale en créneaux, passe transversale droite, fouettement, passe transversale triangulaire) et la position du fond de filet de la soudure. Voir la Figure B.19. Les valeurs X et Y modifient l'emplacement où le cordon de soudure devrait être placé. Voir la Figure B.20. Ceci affecte le paramètre de position sur l'écran du Rapport d'Évaluation de l'Élève pour une Action en Direct (LASER). Le +/- détermine à quelle distance de la position idéale l'élève peut placer l'électrode avant d'obtenir une soudure mal placée.
Figure B.19 - Écran de modèle et d'objectif
text_image
LINCOLN ELECTRIC Instructor Mode Defaults Start: 1/1 Pass 1/1 Pattern Type Stringer Aim Tolerance (in X Y +P 0.00 0.00 0.25Figure B.20 - Écran de modèle et d'objectif
Cet écran permet la modification des paramètres de soudage associés à la technique de soudage par fouettement et à la vitesse de déplacement, y compris (voir la Figure B.21) :
- Espacement dimensionnel
- Temps de fouettement • Temps de bain de soudure • Vitesse de déplacement
Figure B.21 - Écran de fouettement et de vitesse de déplacement
text_image
LINCOLN ELECTRIC Instructor Mode Pass 1/1 Defaults IME FOR WORK IN EAT TIME TO LEAV THE LAI Error speeding In Ideal n/a +/- Whip One / Sec Ideal n/a +/- Pudding Time / Sec Ideal n/a +/- Travel speed / RPM Ideal 15.0 +/- 20.0Tolérances : écran de PASSE transversale
Cet écran permet la modification de la technique de soudage de passe transversale, y compris (voir la Figure B.22) :
• Largeur de la passe transversale • Temporisation de passe transversale - Espacement de la passe transversale
Figure B.22 - Écran de fouettement et de passe transversale
Pour régler l'appareil virtuel, l'usager doit établir les paramètres de soudage (comme la vitesse de dévidage du fil pour le procédé GMAW) dans les registres établis dans l'éditeur de tolérances. Le système est livré avec les tolérances par défaut de Lincoln. Les tolérances par défaut de Lincoln peuvent être révisées dans l'éditeur de tolérances ou bien dans le livre de WPS qui est fourni avec la VRTEX Engage pour ce qui est des réglages des WPS par défaut.
Cependant, les instructeurs peuvent établir et utiliser leurs propres tolérances pour enseigner aux soudeurs débutants. Les tolérances déterminent aussi comment l'usager est évalué sur des paramètres tels que l'angle de travail, l'angle de déplacement, la vitesse de déplacement, la position et la distance entre la pointe de contact et la pièce à souder. Le logiciel mène l'usager à travers les écrans de réglages suivants :
- Ouverture de session
- Sélection de la configuration conjointe
- Sélection de procédé
- Environnement
- Réglage du gaz
- Réglages de la soudeuse
- Vue du soudeur
- LASER (Rapport d'Évaluation de l'Élève pour une Action en Direct)
L'icône de clé qui se trouve dans le coin inférieur gauche de l'écran permet à l'usager d'accéder au Mode Instructeur avec des pages informations et de réglages supplémentaires. Voir le Fonctionnement (Mode Instructeur).
- Weldometer™
- Éditeur de Tolérances
- Options
- Mise à jour • Informations concernant la Licence • Gestion des Profils
NOTE : Si l'écran d'ouverture de session ne s'affiche pas, toucher plusieurs fois l'icône de Retour jusqu'à ce que l'écran d'ouverture de session apparaisse. Voir la Figure B.20.
MODES de fonctionnement
La VRTEX Engage possède deux modes de fonctionnement, le Mode Soudure Libre et le Mode Leçon.
Le Mode Soudure Libre permet à l'usager de pratiquer plusieurs procédures de soudage sans que ses résultats et ses progrès soient enregistrés.
Le Mode Leçon guide l'usager à travers chacun des trois groupes de formation. L'usager sera noté pour chaque tâche et il pourra passer à la tâche suivante après avoir obtenu un résultat le lui permettant. Voir le Tableau B.1 pour les leçons et les groupes.
Tableau B.1 - Groupes et noms des leçons
| GROUPE INTRODUCTION GMAW 2F | |
| LEÇON | PREMIÈRES MESURES DE SÉCURITÉ PERSONNELLE |
| INSPECTION DU LIEU DE TRAVAIL 1 | |
| LECTURE DE WPS | |
| RÉGLAGE DE L'APPAREIL | |
| GMAW SHORT 10 GA ACIER DOUX 2F | |
| LECTURE DE RUBAN À MESURER | |
| GROUPE GMAW PLAQUE DE PRATIQUE | |
| LEÇON | INSPECTION DU LIEU DE TRAVAIL 2 |
| LECTURE DE WPS | |
| RÉGLAGE DE L'APPAREIL | |
| GMAW SHORT 1/4" ACIER DOUX PLAQUE DE PRATIQUE | |
| GROUPE FCAW-S 2F | |
| LEÇON | INSPECTION DU LIEU DE TRAVAIL 3 |
| LECTURE DE WPS | |
| RÉGLAGE DE L'APPAREIL | |
| FCAW-S 3/8" ACIER DOUX 2F | |
Écran d'ouverture de session
Figure B.23 – Écran d'ouverture de session
Cette page permet à l'usager de (voir la Figure B.23) :
- Sélectionner le mode de fonctionnement (Mode Soudure Libre ou Mode Leçon) • Saisir le nom de l'usager • Fermer l'icone rouge de menu du système
- Continuer vers l'icône vert du prochain écran de réglages • L'accès à l'icône jaune de théorie
Clavier à l'écran
L'usager saisit son nom au moyen du clavier à l'écran. L'usager peut choisir à tout moment entre les minuscules et les majuscules (équivalentes à la touche "caps lock" sur un clavier standard). Si l'usager commet une erreur, il peut sélectionner la flèche de retour pour éliminer le dernier caractère saisi.
L'icône rouge de menu permet à l'élève d'éteindre le système. Si l'élève choisit d'éteindre, un sous-menu apparaît pour demander à l'usager s'il est sûr de vouloir éteindre le système. Cette demande empêche l'usager d'éteindre accidentellement le système. Si l'usager choisit "Oui", la VRTEX Engage s'éteint.
Attention
CETTE MÉTHODE DOIT TOUJOURS ÊTRE UTILISÉE POUR ÉTEINDRE LA VRTEX ENGAGE. Ne pas la respecter pourrait causer des dommages au système.
Après que l'usager ait saisi ses informations et/ou qu'il ait effectué toutes les sélections nécessaires, il faut sélectionner l'icône verte pour passer au procédé suivant.
Indicateur USB
L'icône ronde d'USB dans le coin supérieur droit de l'écran indique la présence d'une clé USB sur le devant de la machine. Une icône translucide indique qu'aucun dispositif USB n'est présent. Une icône verte indique qu'une clé USB est insérée dans le devant de la machine. Voir la Figure B.23.
Écran de théorie
Figure B.24 – Écran de théorie (l'écran peut varier)
L'icône de théorie a été mise en place pour aider les usagers avec du contenu, des images et des informations supplémentaires ayant trait à la zone de l'application du lieu de travail. Voir la Figure B.24. On peut accéder à ces informations en sélectionnant l'icône jaune de théorie. Lorsqu'il est sélectionné, cet icône permet à l'élève d'accéder à des informations visuelles et définitionnelles concernant les différents termes de soudage utilisés sur chaque écran.
Les termes de soudage qui correspondent à chaque page figurent dans les fenêtres du côté gauche de l'écran. Lorsqu'il a terminé de réviser les informations théoriques, l'élève peut sélectionner à nouveau l'icone de théorie pour quitter l'écran.
Écran de sélection de configuration conjointe
L'usager sélectionne la configuration conjointe qu'il veut pour souder virtuellement. L'usager sélectionne d'abord le joint. Une vue tournante du coupon mis en relief apparaît dans la partie supérieure. Pour certaines configurations, l'usager aura le choix de l'épaisseur du matériau. Voir la Figure B.25.
Figure B.25 – Écran de sélection de la configuration conjointe
Cet écran permet à l'usager de sélectionner les procédés de soudage. Voir la Figure B.26. Pour changer de procédé, entre GMAW et FCAW, l'usager touche le procédé souhaité. Si un procédé n'est pas supporté pour le matériau / l'épaisseur sélectionnés, il apparaît en gris à l'écran et il ne peut pas être sélectionné. Pour choisir parmi différents sous-procédés, toucher l'icône approprié.
En haut de l'écran, l'usager peut voir le coupon et l'épaisseur sélectionnés. À mesure que l'usager continue à préparer la simulation, des informations complémentaires sont ajoutées sur la droite de ce dispositif de lecture, de sorte que l'usager puisse
Figure B.26 – Écran de sélection du procédé
référencer ce qui a déjà été sélectionné.
Écran de l'environnement
La VRTEX Engage est préconfigurée avec trois environnements de soudage virtuel différents (centrale électrique, usine sidérurgique, sports motorisés). Pour choisir un environnement, l'usager touche l'icone souhaité. Voir la Figure B.27.
Figure B.27 - Écran de l'environnement
Écran de réglages du gaz
Sur cet écran, l'usager sélectionne le mélange du gaz et le débit du gaz. Voir la Figure B.28. Le mélange et le débit de gaz corrects doivent être saisis conformément à l'éditeur de tolérances. Si des valeurs acceptables ne sont pas saisies, ceci sera indiqué sur un prochain écran et l'usager devra revenir en arrière et changer sa sélection sur cet écran.
Pour sélectionner le mélange du gaz, toucher l'icône souhaité. Les mélanges de gaz disponibles apparaissent sur l'écran de réglages du gaz en dessous.
Pour sélectionner le débit du gaz, toucher l'icone de flèche souhaité ou le débitmètre du gaz.
Figure B.28 - Écran de réglages du gaz
text_image
LINCOLN ELECTRIC Gas Mixture 90% Argon/10% CO₂ 75% Argon/25% CO₂ 80% Argon/20% CO₂ Gas Flow 0 100 40 30 20 10 0 -10 -20 -30 -40 -50 -60 -70 -80 -90 -100 -110 -120 -130 -140 -150 -160 -170 -180 -190 -200 -210 -220 -230 -240 -250 -260 -270 -280 -290 -300 -310 -320 -330 -340 -350 -360 -370 -380 -390 -400 -410 -420 -430 -440 -450 -460 -470 -480 -490 -500Écran de polarité, vitesse de dévidage du FILET tension
Changer de polarité en sélectionnant l'icône de polarité virtuelle appropriée. L'usager peut choisir parmi CA, CC+ ou CC-. L'usager modifie la vitesse de dévidage du fil en tournant le cadran virtuel de vitesse de dévidage du fil. L'affichage au-dessus du cadran indique le réglage. L'usager modifie la tension en tournant le cadran de tension. L'affichage au-dessus du cadran indique le réglage. Certains procédés ne permettent pas à l'usager de préétablir la tension, auquel cas l'écran d'affichage sera blanc. Voir la Figure B.29.
Figure B.29 - Polarité, vitesse de dévidage du fil et tension
text_image
LINCOLN ELECTRIC Lincoln POLarity AC DC+ DC- Wire Feed Speed 200.0 Voltage 22.5Écran des réglages de la soudeuse
L'usager doit saisir les réglages appropriés de procédures et procédés de soudage, y compris la vitesse de dévidage du fil, l'intensité, la tension et la polarité, s'il y a lieu. Voir la Figure B.30. Comme pour l'écran de réglages du gaz, l'usager doit saisir des valeurs dans un registre acceptable en fonction de l'éditeur de tolérances. Sinon, il sera prévenu par l'écran de réglages de soudage incorrects lorsqu'il sélectionnera l'icône verte de vérification des réglages. Voir les Figures B.30 et B.31. Se reporter au "Livre des Procédures et Spécifications de Soudage (WPS)" pour obtenir les réglages de soudage corrects.
Figure B.30 - Écran des réglages de la soudeuse
En entrant dans l'environnement de soudage, la vue de la Caméra de Soudage est affichée sur le moniteur. Voir la Figure B.32.
Figure B.32 - Vue de la caméra de soudage
La sélection de l'icône de la Caméra de Soudage fait apparaître la liste des options de caméra. Les options disponibles sont Panoramique, Zoom et Tourner. Voir la Figure B.33. pour ajuster la vue de la caméra, sélectionner l'icône de l'option appropriée et faire glisser le doigt vers le haut, vers le bas, vers la droite ou vers la gauche sur le moniteur pour ajuster sur le réglage souhaité. Pour revenir aux réglages par défaut de la caméra, sélectionner l'icône de la Caméra de Soudage et tous les ajustements seront effacés.
Figure B.33 - Options de la caméra
La technique de soudage établie dans l'éditeur de tolérances et d'autres détails concernant le procédé sont affichés sur la partie supérieure de l'écran.
La sélection de fermeture de session ramène l'usager à l'écran d'ouverture de session, sans le nom de l'usager.
ICONE ORANGE D'action et repères
L'icône orange de menu présente les options suivantes :
- Trempe
- Lentille "tricheuse" - Éteinte, 1,25X, 1,5X, 1,75X, 2X • Repère Visuel de Vitesse de Déplacement
- Repère Visuel de CTWD (Distance entre la Pointe de Contact et la Pièce à Souder)
- Trim
Ces options ne sont disponibles que lorsqu'elles s'appliquent au procédé de soudage.
Trim coupe le fil GMAW ou FCAW. Trempe simule rapidement le refroidissement du métal.
Repères visuels
Les repères visuels sont des aides pour que les apprentis apprennent plus vite. Les repères de vitesse de déplacement, CTWD, longueur d'arc et angle de travail indiquent si l'usager se trouve dans les tolérances établies dans l'éditeur de tolérances. Ces repères ont généralement un code par couleur et par symbole. Lorsque les repères sont rouges, ils indiquent une situation hors tolérances. Les repères jaunes indiquent que l'apprenti se trouve près des tolérances mais pas en situation optimale. Les repères verts indiquent que l'apprenti se trouve dans les tolérances et proche de l'idéal. Voir la Figure B.34.
Figure B.34 - Repères visuels
text_image
LINCOLN ELECTRIC engaged Welding Camera Start Target Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start Start EndLa lentille "tricheuse" agrandit l'image vue sur le moniteur. L'usager peut choisir parmi Éteinte, 1,25X, 1,5X, 1,75X et 2X. Sélectionner l'option au moyen de l'icône rouge de sélection.
La Vitesse de Déplacement allume le repère visuel de vitesse de déplacement. Voir la Figure B.35. Ce repère utilise la position du codage couleur pour indiquer la vitesse de déplacement.
NOTE: l'objectif est de maintenir la flèche au centre du graphique, ce qui la maintiendra aussi de couleur verte.
Figure B.35 - Repère visuel de la vitesse de déplacement
Le repère de la CTWD (Distance entre la Pointe de Contact et la Pièce à Souder) n'est disponible que pour les procédés GMAW et FCAW. Ce repère utilise la couleur et la position pour indiquer une CTWD correcte. Voir la Figure B.36. L'objectif est de maintenir la pointe de la flèche verte sur la ligne de la barre en "H" et de maintenir la flèche de couleur verte.
Figure B.36 - Distance entre la Pointe de Contact et la Pièce à Souder (CTWD)
Le repère d'Angle de Déplacement / de Travail peut être utilisé avec les procédés GMAW ou FCAW. Voir la Figure B.37. L'objectif de ce repère est de centrer le cercle sur le réticule et de maintenir la couleur verte.
Figure B.37 - Repère visuel de l'angle de déplacement / de travail
Le repère de l'objectif peut être utilisé avec les procédés GMAW ou FCAW. Voir la Figure B.38. Le but de ce repère est de positionner le dispositif de pistolet GMAW/FCAW de sorte que le repère objectif soit une fine ligne verte. Ceci indique que la soudure est réalisée au bon endroit ou dans la bonne position.
Figure B.38 - Repère visuel de l'objectif
La sélection de l'icône bleue du nouveau menu de coupons remplace instantanément le coupon actuel par un nouveau coupon non soudé. Remarquez qu'il s'agit là d'une manière rapide de recommencer avec la même configuration et le même procédé mais que cela élimine toutes les passes du coupon ainsi que les graphiques sur l'écran LASER.
Flèches blanches de sélection d'écran
Toucher les flèches blanches de sélection d'écran permet à l'usager de passer à l'étape précédente ou suivante de la leçon.
Lorsque l'usager sélectionne l'icône verte du menu "Passe Finale", la passe est évaluée, un cliché de la soudure est pris et les pourcentages de soudure contenant des discontinuités sont calculés. Si l'usager a inséré une clé USB, la sélection de "Passe Finale" sauvegarde aussi automatiquement le rapport de l'élève sur le dispositif de mémoire USB qui se trouve sur le devant de la machine. S'il n'y a pas de clé USB, un cercle rouge recouvert d'une croix apparaît sur l'icône USB dans le coin supérieur droit de l'écran. Ceci indique également que le rapport de l'élève n'a pas été sauvegardé. Attendre 10 secondes après avoir sélectionné l'icône de "Passe Finale" pour permettre la sauvegarde du fichier. Les rapports des élèves ne sont pas sauvegardés sur la VRTEX Engage. Si le fichier n'est pas enregistré sur une clé USB au moment de la soudure et si une autre soudure est effectuée, les données de la soudure précédente seront perdues.
Écran LASER
(Rapport d'Évaluation de l'Élève pour une Action en Direct)
Cet écran résume les résultats de soudage de l'élève. Des informations détaillées de la technique de soudage de l'élève pour chaque passe sont affichées sur cet écran. Voir les Figures B.39, B.40 et B.41.
Figure B.39 - Écran LASER (bonne soudure)
text_image
LINCOLN ELECTRIC Position CTWD Work Angle Travel Angle Travel Speed Score 10 Position: 80 CTWD: 89 Work Angle: 94 Travel Angle: 80 Travel Speed: 90 Score: 96 Engaged HOCAT 2001Indicateur de discontinuité
La partie inférieure gauche de l'écran présente une liste de discontinuités potentielles. Voir la Figure B.40. Lorsqu'un élève utilise des techniques de soudage incorrectes, ceci génère des discontinuités de soudure spécifiques. Une ligne est tracée à l'emplacement de ces discontinuités. Par exemple, une longueur d'arc trop longue génère de la porosité.
Les discontinuités potentielles comprennent :
• Fusion / Pénétration incomplète - Inclusion de laitier - Porosité - Caniveau • Mauvais placement du cordon • Mauvaise taille de la soudure • Renforcement convexe / excessif - Concave / Manque de métal • Projections excessives
Figure B.40 - Discontinuités potentielles
text_image
LINCOLN ELECTRIC engaged Position STWD Work Angle Travel Speed Travel Speed Position: 80 CTWD: 89 Work Angle: 94 Travel Angle: 80 Travel Speed: 90 Score: 86 No. 10 Start Time Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start Angle Start AngleDans le coin supérieur gauche de l'écran, un score est calculé pour chaque paramètre. Plus chaque paramètre est proche de la valeur idéale, plus le score sera élevé (sur 100). Le score total en bas de la section de résultats est calculé en tant que moyenne de chaque paramètre. Pour obtenir le meilleur score, la soudure doit être effectuée sur toute la longueur du coupon.
Figure B.41 - Écran LASER (graphique, défauts, discontinuités, etc.)
text_image
LINCOLN ELECTRIC engaged Position CTWD Work Angle Travel Angle Travel Speed Pass 1/3 FG, Folin/Fax May Inclusion Persicay Undercut End Cut Young Work Angle Green/Ex. Front Sever/Unficial Express Slight Graphique de LA TECHNIQUE DE SOUDAGE Coordinate: 80 CTWD: 89 Work Angle: 94 Travel Angle: 80 Travel Speed: 90 Score: 86 Discontinuities % Inc. Fusion/Fax 0 Stay Inclusion 0 Persicity 0 Undercut 0 Poor Beat Pi 0 Very High Speed 0 Center/Ex. Front 0 Conver/Unficial 0 Excess Slight 0 INDICATEUR DE DISCONTINUITÉParamètres techniques
La partie supérieure gauche de l'écran affiche les paramètres techniques suivis et le graphique de ces paramètres se trouve à droite. Voir la Figure B.41. Lorsque l'usager soude, chaque paramètre est reporté sur le graphique par une ligne de la même couleur que la boîte du paramètre technique. Par exemple, "position" est inscrit dans la boîte bleue et indiqué par la ligne bleue. Le côté gauche du graphique représente le côté gauche du coupon et le côté droit du graphique représente le côté droit du coupon. Pour des soudures verticales, le graphique est tourné de sorte qu'il soit vertical, avec le bas du graphique représentant le bas du coupon et le haut du graphique représentant le haut du coupon. Le graphique montre aussi si le paramètre était proche de la valeur idéale. La valeur idéale est indiquée par la ligne rouge qui se trouve au centre du graphique. Cette valeur est déterminée par les réglages de l'éditeur de tolérances. Les lignes blanches supérieure et inférieure représentent les valeurs minimum et maximum acceptables entre lesquelles le paramètre doit se trouver. Ces valeurs sont également déterminées par les réglages de l'éditeur de tolérances. Tout ce qui se trouve au-dessus de la ligne blanche supérieure ou en-dessous de la ligne blanche inférieure est hors tolérances. Plus l'usager est proche de la ligne idéale, meilleure est la soudure. Chaque paramètre peut apparaître ou disparaître du graphique en touchant l'icone approprié.
La Position est l'emplacement idéal pour la base de la soudure de l'usager. Cet emplacement peut changer à chaque passe. En passes transversales, on considère que l'emplacement idéal est la ligne médiane de ces passes.
La Distance entre la Pointe de Contact et la Pièce à Souder (CTWD) pour les procédés GMAW et FCAW est la distance de la pointe du pistolet GMAW/FCAW à un plan traversant l'emplacement de la position idéale. Voir la Figure B.42.
Figure B.42 - Distance entre la pointe de contact et la pièce à souder (CTWD)
text_image
Distance entre la Pointe de Contact et la Pièce à Souder (CTWD)L'Angle de Travail est l'angle entre l'électrode et la pièce à souder, comme sur la Figure B.43.
Figure B.43 - Angle de travail
L'Angle de Déplacement est l'angle entre l'électrode et la pièce à souder dans la direction du déplacement. Voir la Figure B.44. La partie supérieure droite de l'écran indique à l'usager s'il doit pousser ou traîner. Si l'usager pousse alors qu'il devrait traîner, il ne recevra pas le maximum de points. Pour le soudage de tuyauteries, il s'agit de l'angle entre l'électrode et la tangente de la tuyauterie en ce point.
Figure B.44 - Angle de déplacement
Le nombre de passes est affiché au centre de la partie gauche de l'écran. Pour changer la passe visualisée, toucher les icônes de flèches.
Direction de déplacement
La direction de déplacement se trouve sur le côté droit au milieu de l'écran. Lorsque le soudeur commence à souder, une direction de déplacement est détectée par le système et une flèche indiquant la direction est affichée. Pour les repères visuels, le système se base sur ces directions. Les repères visuels s'adaptent automatiquement à la direction de déplacement utilisée lorsque l'arc est amorcé.
RENDU du CORDON de soudure
Une image de la passe terminée apparaît au milieu de l'écran.
Rapport de l'élève
Le rapport de l'élève est un fichier PDF qui saisit le graphique, les discontinuités, le rendu du cordon de soudure, le score et d'autres informations concernant la soudure. Voir la Figure B.45. Ce fichier PDF peut être imprimé ou classé à partir d'un autre ordinateur pour suivre les progrès de l'élève. L'exemple de fichier PDF ci-dessous montre le suivi de l'élève.
Figure B.45 - Rapport de l'élève
text_image
VRTEX® VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCE VINCEÉcran de sélection de GROUPE
L'écran de sélection de groupe permet à l'usager de choisir le groupe d'entraînement souhaité. Voir la Figure B.46. La boîte d'informations centrale contient le nom du groupe d'entraînement et le pourcentage de réalisation du groupe sélectionné. L'usager peut utiliser les icônes de flèches rouges ou les boîtes rectangulaires au-dessus ou en-dessous de la boîte d'informations centrale pour parcourir les groupes d'entraînement. Un groupe ne peut pas être sélectionné tant que le groupe pré-requis n'a pas été terminé. Lorsque le groupe d'entraînement souhaité s'affiche, l'usager peut sélectionner l'icône "Continuer" pour passer à l'Écran de Sélection de Leçon.
Figure B.46 - Écran de sélection de groupe
L'écran de sélection de leçon permet à l'usager de choisir la leçon d'entraînement souhaitée. Voir la Figure B.47. La boîte d'informations centrale contient le nom de la leçon d'entraînement ainsi que le pourcentage de réalisation de la leçon sélectionnée. L'usager peut utiliser les icônes de flèches rouges ou les boîtes rectangulaires au-dessus ou en-dessous de la boîte d'informations centrale pour parcourir les leçons d'entraînement. Une leçon ne peut pas être sélectionnée tant que la leçon pré-requise n'a pas été terminée. Lorsque la leçon d'entraînement souhaitée s'affiche, l'usager peut sélectionner l'icône "Continuer" pour passer à l'Écran d'Aperçu de la Leçon.
Figure B.47 – Écran de sélection de leçon
L'écran d'aperçu de la leçon propose une explication de la leçon sélectionnée et affiche aussi l'avancement de la leçon. Voir la Figure B.48. L'écran d'aperçu de la leçon se divise en quatre sections : Activité, Détails d'Activité, Rubrique et Avancement. La section d'Activité contient le nom de la leçon et une brève description de l'objectif de la leçon sélectionnée. La section de Détails d'Activité contient une capture d'écran de la leçon sélectionnée et le nom de la leçon. La section Rubrique fournit les critères d'évaluation pour terminer la leçon et informe aussi l'usager qu'il doit suivre les instructions pour terminer la leçon. La section d'Avancement affiche le statut d'achèvement et le score de la leçon sélectionnée. Après avoir révisé l'écran d'aperçu de la leçon, l'usager peut sélectionner l'icone de "Commencer la Leçon" pour passer à l'Écran d'Instructions sur la Leçon.
Figure B.48 – Écran d'aperçu de la leçon
L'écran d'instructions sur la leçon contient des instructions générales pour terminer la leçon. Voir la Figure B.49. L'écran affiche des parties de la leçon et des instructions écrites. L'usager peut toucher "Commencer la leçon" pour démarrer.
Figure B.49 — Écran d'instructions sur la leçon
- Brancher le cordon d'alimentation d'entrée dans l'interrupteur de mise sous tension à fusibles et placer l'interrupteur sur la position MARCHE. Voir la Figure B.50.
Figure B.50 – Position MARCHE / ARRÊT de l'interrupteur de mise sous tension à fusibles
text_image
MARCHIT ARSET- Pour allumer le système de la VRTEX Engage, appuyer pendant 5 secondes sur le bouton rond vert qui se trouve sur le côté inférieur droit de la machine. Voir la Figure B.51.
NOTE: le bouton vert de mise sous tension ne sert pas à éteindre le système. Sélectionner "Fermer Session" puis "Éteindre" dans l'icône rouge de menu pour mettre le système hors tension.
Figure B.51 - Bouton rond vert
text_image
BOUTON ROND VERT VRTEX ENGAGE- Le moniteur tactile permet à l'élève de voir les écrans de mise au point qui fournissent une vue active du procédé de soudage réel pour instructeurs et élèves. Le moniteur doit s'allumer automatiquement lorsqu'on appuie sur le bouton rond vert. Voir la Figure B.52.
Figure B.52 – Écran tactile
text_image
MONITEUR TACTILE VRTEX ENGAGELes contrôles (icônes) suivants pour usager peuvent être affichés sur l'écran du moniteur.
- L'icone de vitesse de dévidage du fil permet à l'usager de saisir une vitesse de dévidage de fil.
- L'icone de cadran de tension permet à l'usager de saisir la tension de soudage. Ce cadran permet aussi de saisir des valeurs "trim" lorsqu'on utilise un procédé par impulsions.
- Les icônes de flèches blanches droite et gauche pour la sélection d'écran permettent à l'opérateur de parcourir différents écrans.
- L'icone de l'interrupteur de sélection de procédé sert à sélectionner le procédé de soudage virtuel (GMAW et FCAW).
- L'icône de l'interrupteur de sélection de polarité sert à indiquer la polarité de soudage pour un procédé donné (CC+, CC-, ou AC).
- Le port USB situé sur le devant de la machine sert à télécharger vers l'amont le logiciel et à télécharger les données de l'utilisateur à partir du système.
- L'icône de l'interrupteur de clé se trouve sur l'écran du moniteur et il permet à l'usager d'accéder au mode instructeur qui comprend le Weldometer™, l'Éditeur de Tolérances, les Options et les écrans de Mise à jour.
- Les icônes surlignées, les flèches blanches et les icônes multicolores réalisent plusieurs fonctions selon la commande affichée.
- La sélection de Retour ramène l'usager à l'écran précédent.
Licence d'utilisation pour USAGER FINAL
La Licence d'Utilisation pour Usager Final (EULA) apparaît au premier démarrage de la machine. Sélectionner "J'accepte" pour accéder à la VRTEX Engage. La machine s'éteint si on sélectionne "Je n'accepte pas".
Mode de soudage LIBRE
- Sélectionner l'icone de Mode de Soudage Libre. Voir la Figure B.53. Figure B.53 - Mode de soudage libre

- Au moyen du clavier à l'écran, saisir le nom et sélectionner l'icone "Continuer". Voir la Figure B.54.
Figure B.54 - Saisir le nom
text_image
LINCOLN ELECTRIC Enter Name: Lincoln Placehold Mode Lesson Mode 1 2 3 4 5 6 7 B 9 0 q w e r l y u i o p a s d f h j k l z x c v b n m i - Shift Space Lock Multi Thruy Capping- Sélectionner le coupon sur lequel s'exercer et sélectionner l'icône "Continuer". Voir la Figure B.55.
Figure B.55 - Sélection de plaque
text_image
LINCOLN ELECTRIC Horizontal T 2F Mild Steel 30° 1/4" 107.5K Lincoln- Sélectionner le procédé de soudage et sélectionner l'icône "Continuer". Voir la Figure B.56.
Figure B.56 - Procédé de soudage
- Sélectionner l'environnement de soudage (centrale électrique, usine sidérurgique, sports motorisés) et sélectionner l'icône "Continuer". Voir la Figure B.57.
Figure B.57 - Environnement de soudage
- Sélectionner le mélange de gaz et régler le débit de gaz. Sélectionner l'icône "Continuer". Voir la Figure B.58. Voir le livre de WPS pour les réglages corrects.
Figure B.58 - Environnement de soudage
text_image
LINCOLN ELECTRIC Gas Mixture 90% Argon/10% CO₂ 75% Argon/25% CO₂ 80% Argon/20% CO₂ Gas Flats 0 250 400 600 800 1000 1200 1400 1600 1800 2000 2200 2400 2600 2800 3000 3200 3400 3600 3800 4000 4200 4400 4600 4800 5000 5200 5400 5600 5800 6000 6200 6400 6600 6800 7000 7200 7400 7600 7800 8000 8200 8400 8600 8800 9000- Régler la polarité, la vitesse de dévidage du fil et la tension. Sélectionner l'icône "Continuer". Voir la Figure B.59. Voir le livre de WPS pour les réglages corrects.
Figure B.59 - Polarité, vitesse de dévidage du fil et tension
text_image
LINCOLN ELECTRIC Lincoln Polarity AC DC+ DC- Wire Feed Speed 200.0 Voltage 22.5 Vans PC Power- Une fois que tous les réglages ont été saisis, sélectionner l'icône de vérification des réglages pour vérifier que les réglages saisis soient corrects pour le procédé de soudage utilisé. Voir la Figure B.60. Si les réglages sont corrects, on passe à l'environnement de soudage. Si les réglages sont incorrects, un message s'affiche à l'écran et il sera nécessaire d'ajuster les réglages en conséquence. Voir la Figure B.61.
Figure B.60 - Vérifier les réglages
- Lorsque l'écran d'environnement apparaît, toucher l'écran pour passer au soudage. Voir la Figure B.62.
Figure B.62 - Écran d'environnement
- Avec un pistolet à souder et la zone de soudage, commencer à souder. Voir la Figure B.63. Pour recommencer la soudure, sélectionner l'icône de Nouveau Coupon et pratiquer à nouveau la soudure. Voir la Figure B.64. Quand la soudure est terminée, sélectionner l'icône de Passe Finale puis sélectionner l'icône "Suivant" (flèche blanche) pour accéder à l'écran LASER (Rapport d'Évaluation de l'Élève pour une Action en Direct). Voir la Figure B.65.
Figure B.63 - Dispositif de pistolet GMAW et zone de soudage
text_image
VRTEX ENGAGE ZONE DE Soudage DISPOSITIF DE PISTOLET GMAWFigure B.64 – Écran de soudage
- Lorsque cela est terminé, sélectionner l'icône de Menu et choisir l'action appropriée (Mode Refaire, Sauvegarder la Soudure sur USB, Changer de Procédé, Changer de Type de Coupon, Fin de Session). Confirmer le choix en sélectionnant Oui. Voir la Figure B.66.
Figure B.66 – Options d'icône de Menu
- Pour commencer, sélectionner l'icône de Mode Leçon. Voir la Figure B.67. Avec un profil déjà créé, passer au point 9 pour ouvrir une session. Sans profil existant, passer au point 2 pour créer un nouveau profil d'usager.
Figure B.67 - Mode de leçon
text_image
LINCOLN ELECTRIC Enter Username: Freehold Mode Lesson Mode New Play 1 2 3 4 5 6 7 8 9 0 q w e r i y u i o p a s d f h j k l z x c v b n m - Shift Space Lock Forgot Username?- Sélectionner l'icône de Nouveau Profil pour commencer la création d'un nouveau profil d'usager. Voir la Figure B.68.
Figure B.68 - Nouvel usager
text_image
LINCOLN ELECTRIC Used for username recovery. Enter First Name: Member for name: New Profile First Name Last Name Username Forward Custom Password Lower Profile 1 2 3 4 5 6 7 8 9 0 q w e r t y u i o p a s d f g h j k l c x c v h n m i - Shift Space Lock Vans - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add - Add -- Sur le clavier à l'écran, saisir le prénom de l'usager puis sélectionner l'icône "Continuer". Voir la Figure B.69.
Figure B.69 - Prénom
- Sur le clavier à l'écran, saisir le nom de l'usager puis sélectionner l'icône "Continuer". Voir la Figure B.70.
Figure B.70 - Nom
- Sur le clavier à l'écran, saisir le nom d'usager puis sélectionner l'icône "Continuer". Le nom d'usager doit comporter au moins trois caractères et être unique sur cet appareil VRTEX Engage. Voir la Figure B.71.
Figure B.71 - Nom d'usager
- Sur le clavier à l'écran, saisir le mot de passe puis sélectionner l'icône "Continuer". Le mot de passe doit comporter au moins trois caractères et contenir au moins un chiffre. Voir la Figure B.72.
Figure B.72 - Mot de passe
- Sur le clavier à l'écran, saisir à nouveau le mot de passe puis sélectionner l'icone "Continuer". Le mot de passe doit être identique à celui qui avait été saisi précédemment, voir la Figure B.73.
Figure B.73 – Confirmer le mot de passe
text_image
LINCOLN ELECTRIC Confirm your password. Confirm Password: 1 2 3 4 5 6 7 8 9 0 9 1 2 3 4 5 6 7 8 9 0 1 2 3 4 5 6 7 8 9 0 1 2 3 4 5 6 7 8 9 0 1 2 3 4 5 6 7 8 9 0 1 2 3 4 5 6 7 8 9 0 1 2 3 4 5 6 7 8 9 0- Relire l'information du profil sur la gauche de l'écran. Si le profil est correct, sélectionner l'icone "Continuer" pour vérifier le profil. Voir la Figure B.74. Si l'information de profil ne semble pas correcte, sélectionner l'icone de Retour et corriger l'information de profil. Une fois l'information vérifiée, un nouveau profil sera créé et ajouté à cet appareil VRTEX Engage. L'usager doit enregistrer et sauvegarder l'information d'ouverture de session dans un endroit sûr. Après avoir vérifié le profil, ouvrir une session avec le nouveau profil et commencer à travailler.
NOTE : Seuls les instructeurs peuvent éditer des informations de profil.
Figure B.74 - Vérification du mot de passe
- Sur le clavier à l'écran, saisir le nom d'usager puis sélectionner l'icône "Continuer". Voir la Figure B.75.
Figure B.75 - Ouverture de session avec le nom d'usager
- Sur le clavier à l'écran, saisir le mot de passe puis sélectionner l'icône "Continuer". Voir la Figure B.76.
Figure B.76 - Saisie de mot de passe
- Sur l'écran tactile du moniteur, sélectionner le groupe d'entraînement approprié en touchant soit les(la) flèche(s) rouge(s) soit la petite boîte (où se trouve le nom du groupe) au-dessus ou en dessous de la boîte centrale. Voir la Figure B.77. Le groupe d'entraînement s'affiche dans la boîte centrale. Sélectionner "Continuer" lorsque le groupe d'entraînement souhaité apparaît dans la boîte centrale.
NOTE: Ce guide mène l'usager pas à pas tout au long du groupe d'entraînement "Introduction à GMAW 2F". Voir le Tableau B.1. Les procédés de base utilisés pour avancer dans ce groupe d'entraînement s'appliquent à tous les groupes d'entraînement. Les noms des leçons sont notés entre parenthèses (Nom de Leçon).
Figure B.77 - Sélection du groupe
- Sur l'écran tactile du moniteur, sélectionner la leçon appropriée (Premières mesures de sécurité personnelle) en touchant soit les flèches rouges soit la petite boîte (où se trouve le nom de la leçon) au-dessus ou en dessous de la boîte centrale. Voir la Figure B.78. La leçon s'affiche dans la boîte centrale. Sélectionner "Continuer" lorsque le groupe d'entraînement souhaité apparaît dans la boîte centrale.
Figure B.78 - Sélection de la leçon
- L'écran d'aperçu de la leçon fournit une brève description de la leçon choisie (Premières mesures de sécurité personnelle). Sélectionner l'icône de Démarrage de la Leçon pour commencer la leçon. Voir la Figure B.79.
Figure B.79 - Écran d'aperçu de la leçon
- L'écran d'instructions pour la leçon fournit des instructions sur la façon de mener à bien la leçon. Voir la Figure B.80. Lire les instructions à l'écran et toucher l'écran pour commencer la leçon. Les instructions pour cette leçon (Premières mesures de sécurité personnelle) sont :
- Toucher pour s'équiper en PPE.
- Toucher "Souder" quand on est prêt à souder.
- Réviser les notes pour déterminer comment se protéger.
Figure B.80 - Écran d'instructions pour la leçon
- Terminer cette leçon en sélectionnant les PPE. Les articles de PPE ont un contour blanc. Chaque article doit être sélectionné et l'usager sélectionnera l'icône "Souder" pour terminer la leçon. Voir la Figure B.81.
Figure B.81 – Premières mesures de sécurité personnelle
- Après avoir terminé la leçon, des notes faisant partie de la leçon s'affichent. Voir la Figure B.82. Sélectionner l'icône de Fin pour quitter la leçon. Si l'usager a oublié un risque, ce risque apparaît à l'écran.
Figure B.82 - Notes sur la leçon
- L'écran d'aperçu de la leçon s'affiche alors et l'avancement est mis à jour pour refléter les progrès de l'usager. Voir la Figure B.83. Sélectionner l'icône Refaire la Leçon pour refaire la leçon. Sélectionner l'icône Passer à la Leçon suivante pour commencer la leçon suivante.
Figure B.83 - Aperçu de la leçon
- L'écran d'aperçu de la leçon fournit une brève description de la leçon suivante (Inspection du Lieu de Travail 1). Sélectionner l'icône de Démarrage de la Leçon pour commencer la leçon. Voir la Figure B.84.
Figure B.84 - Aperçu de la leçon suivante
- L'écran d'instructions pour la leçon fournit des instructions sur la façon de mener à bien la leçon. Voir la Figure B.85. Lire les instructions à l'écran et toucher l'écran pour commencer la leçon. Les instructions pour cette leçon (Inspection du Lieu de Travail 1) sont:
- Toucher les objets ayant un contour.
- Sélectionner une option sûre.
- Toucher l'icône "GO" pour continuer.
Figure B.85 - Écran d'instructions pour la leçon
- Cette leçon (Inspection du Lieu de Travail 1) s'achèvera en réalisant une inspection de sécurité du lieu de travail, comprenant l'élimination de tous les risques du lieu de travail (objets avec un contour blanc) et en remplaçant l'équipement de protection personnelle (PPE) incorrect. La sélection d'un objet ayant un contour blanc fait apparaître une boîte de sélection qui contient différents choix pour la manipulation de l'objet. Toucher le choix approprié et sélectionner l'objet à contour blanc suivant puis répéter la démarche jusqu'à ce que tous les risques et PPE aient été traités. Sélectionner l'icone de FIN lorsque l'activité est terminée. Voir la Figure B.86.
Figure B.86 - Inspection du lieu de travail 1
- La note de l'usager s'affiche à l'écran. Sélectionner l'icône de Fin. Voir la Figure B.87.
Figure B.87 - Résultat de la Leçon
- L'écran d'aperçu de la leçon s'affiche alors et l'avancement est mis à jour pour refléter les progrès de l'usager. Voir la Figure B.88. Sélectionner l'icône Refaire la Leçon pour refaire la leçon. Sélectionner l'icône Passer à la Leçon suivante pour commencer la leçon suivante.
Figure B.88 - Aperçu de la leçon
- L'écran d'aperçu de la leçon fournit une brève description de la leçon suivante (Lecture des WPS), Sélectionner l'icône de Démarrage de la Leçon pour commencer la leçon. Voir la Figure B.89.
Figure B.89 - Aperçu de la leçon
- L'écran d'instructions pour la leçon fournit des instructions sur la façon de mener à bien la leçon. Voir la Figure B.90. Lire les instructions à l'écran et toucher l'écran pour commencer la leçon. Les instructions pour cette leçon (Lecture des WPS) sont :
- Toucher la section mise en relief.
- Suivre les indications sur les WPS.
- Manipuler l'objet pour qu'il corresponde aux WPS.
- Toucher l'icône "GO" pour continuer.
Figure B.90 - Écran d'instructions pour la leçon
- Cette leçon (Lecture des WPS) consiste en la lecture des spécifications de la procédure de soudage (WPS), pour assembler et positionner le coupon et faire une démonstration du type de cordon de soudure. À mesure que l'usager termine chaque partie de la leçon, sélectionner l'icône "Go" pour passer à la partie suivante de la leçon. Toucher la section mise en relief pour commencer la partie suivante de la leçon. Voir la Figure B.91.
Figure B.91 - Lecture des WPS
- Lorsqu'une partie de la leçon est terminée, l'écran affiche le message «Terminé». Sélectionner l'icône de Fin pour continuer. Voir la Figure B.92.
Figure B.92 - Leçon terminée
- L'écran d'aperçu de la leçon s'affiche alors et l'avancement est mis à jour pour refléter les progrès de l'usager. Voir la Figure B.93. Sélectionner l'icône Refaire la Leçon pour refaire la leçon. Sélectionner l'icône Passer à la Leçon suivante pour commencer la leçon suivante.
Figure B.93 - Aperçu de la leçon
- L'écran d'aperçu de la leçon fournit une brève description de la leçon suivante (Préparation de l'Appareil), Sélectionner l'icône de Démarrage de la Leçon pour commencer la leçon. Voir la Figure B.94.
Figure B.94 - Aperçu de la leçon
- L'écran d'instructions pour la leçon fournit des instructions sur la façon de mener à bien la leçon. Voir la Figure B.95. Lire les instructions à l'écran et toucher l'écran pour commencer la leçon. Les instructions pour cette leçon (Préparation de l'appareil) sont :
- Toucher la section mise en relief.
- Sélectionner la machine qui correspond à la configuration des WPS.
- Ajuster les réglages de la machine.
- Toucher l'icône "GO" pour continuer.
Figure B.95 - Écran d'instructions pour la leçon
- Cette leçon (Préparation de l'Appareil) consiste en la lecture des Spécifications des Procédures de Soudage (WPS) et l'application des réglages corrects sur la soudeuse Lincoln. À mesure que l'usager termine chaque partie de la leçon, sélectionner l'icône «Go» pour passer à la partie suivante de la leçon. Toucher la section mise en relief pour commencer la partie suivante de la leçon. Voir la Figure B.96.
Figure B.96 - Préparation de l'appareil
- Lorsqu'une partie de la leçon est terminée, l'écran affiche le message «Terminé». Sélectionner l'icône de Fin pour continuer. Voir la Figure B.97.
Figure B.97 - Leçon terminée
- L'écran d'aperçu de la leçon s'affiche alors et l'avancement est mis à jour pour refléter les progrès de l'usager. Voir la Figure B.98. Sélectionner l'icône Refaire la Leçon pour refaire la leçon. Sélectionner l'icône Passer à la Leçon suivante pour commencer la leçon suivante.
Figure B.98 - Aperçu de la leçon
- L'écran d'aperçu de la leçon fournit une brève description de la leçon suivante (GMAW Short 1 Ga Acier Doux 2F), Sélectionner l'icône de Démarrage de la Leçon pour commencer la leçon. Voir la Figure B.99.
Figure B.99 - Aperçu de la leçon
- Au moyen de l'écran tactile, sélectionner le procédé de soudage approprié puis sélectionner l'icône de Démarrage de la Leçon pour continuer. Voir la Figure B.100.
Figure B.100 - Procédé de soudage
- Sélectionner l'environnement de soudage approprié (centrale électrique, usine sidérurgique, sports motorisés) puis sélectionner l'icône "Continuer". Voir la Figure B.101.
Figure B.101 - Environnement de soudage
- Au moyen des icônes à l'écran, régler le mélange de gaz et le débit du gaz. Voir la Figure B.102. Sélectionner l'icône "Continuer". Voir le Livre de WPS pour les réglages corrects.
Figure B.102 - Réglage du mélange de gaz et du débit du gaz
- Au moyen des icônes à l'écran, régler la polarité, la vitesse de dévidage du fil et la tension. Voir la Figure B.103. Sélectionner l'icône "Continuer". Voir le Livre de WPS pour les réglages corrects.
Figure B.103 - Réglage de la polarité, de la vitesse de dévidage du fil et de la tension
text_image
LINCOLN ELECTRIC Engaged Polarity AC DC+ DC+ Wire Feed Speed 200.4 Voltage 22.5- Sélectionner l'icône de Vérification des Réglages pour vérifier que les réglages appropriés aient été saisis. Voir la Figure B.104. Si les réglages corrects ont été saisis, l'usager sera mené à l'environnement de soudage. Si les réglages sont incorrects, un message apparaît à l'écran et l'usager doit sélectionner l'icône de Retour et ajuster les réglages. Voir la Figure B.105.
Figure B.104 - Vérification des réglages
- Après avoir saisi les réglages corrects, l'usager sera mené à l'environnement de soudage de son choix. Voir la Figure B.106. Toucher l'écran pour continuer.
Figure B.106 - Environnement de soudage
- Au moyen d'un pistolet GMAW et de la zone de soudage, effectuer la procédure de soudage. Voir la Figure B.107. Sélectionner l'icône de Fin de Passe lorsque la soudure est terminée. Sélectionner l'icône "Suivant" (flèche blanche) pour voir l'écran LASER. Voir la Figure B.108.
Figure B.107 - Écran de soudage
- Une fois qu'une note acceptable a été obtenue, sélectionner l'icône Passer à la Vue de la Leçon pour continuer. Voir la Figure B.108.
Figure B.108 - Écran LASER
- L'écran d'aperçu de la leçon s'affiche alors et l'avancement est mis à jour pour refléter les progrès de l'usager. Voir la Figure B.109. Sélectionner l'icône Refaire la Leçon pour refaire la leçon. Sélectionner l'icône Passer à la Leçon Suivante pour commencer la leçon suivante.
Figure B.109 - Aperçu de la leçon
- L'écran d'aperçu de la leçon fournit une brève description de la leçon suivante (Lecture de Ruban à Mesurer), Sélectionner l'icône de Démarrage de la Leçon pour commencer la leçon. Voir la Figure B.110.
Figure B.110 - Aperçu de la leçon
- L'écran d'instructions pour la leçon fournit des instructions sur la façon de mener à bien la leçon. Voir la Figure B.111. Lire les instructions à l'écran et toucher l'écran pour commencer la leçon. Les instructions pour cette leçon (Lecture de Ruban à Mesurer) sont :
- Lire la longueur au niveau de la marque.
- Toucher le bouton qui correspond à la longueur.
Figure B.111 - Instructions sur la leçon
- Cette leçon (Lecture de Ruban à Mesurer) consiste en la pratique de la lecture de mesures sur un ruban à mesurer. L'usager doit sélectionner l'icône qui indique la lecture correcte sur le ruban à mesurer. Une fois la sélection faite, l'icône devient verte si le choix est correct et rouge s'il est incorrect. Voir la Figure B.112.
Figure B.112 - Lecture de Ruban à Mesurer
- Une fois la leçon terminée, le score s'affiche à l'écran. Sélectionner l'icône "Continuer". Voir la Figure B.113.
Figure B.113 - Leçon terminée
- L'écran d'aperçu de la leçon s'affiche alors et l'avancement est mis à jour pour refléter les progrès de l'usager. Voir la Figure B.114. Sélectionner l'icône Refaire la Leçon pour refaire la leçon. Sélectionner l'icône Aller su Groupe pour commencer un nouveau groupe d'entraînement.
Figure B.114 - Groupe terminé
- L'écran de sélection de groupe s'affiche et l'avancement pour cette leçon est mis à jour. Voir la Figure B115. L'usager doit passer au groupe d'entraînement suivant.
Figure B.115 - Écran de sélection de groupe
Aucun accessoire ou option n'est actuellement disponible pour la VRTEX Engage.
Attention
Le moniteur a un écran tactile et il peut être endommagé si on le touche avec tout autre objet que le bout d'un doigt. Nettoyer l'écran avec précaution. N'utiliser qu'un chiffon doux sec (en coton ou en flanelle). Éviter les produits chimiques et les solvants (nettoyants à base d'alcool, de benzine, de solvants acides ou alcalins). Éviter les agents nettoyants granuleux ou abrasifs.
Comment utiliser le GUIDE de dépannage
L'entretien et les réparations ne doivent être effectués que par le personnel formé par l'usine Lincoln Electric. Des réparations non autorisées réalisées sur cet appareil peuvent mettre le technicien et l'opérateur de la machine en danger et elles annuleraient la garantie d'usine. Par sécurité et afin d'éviter les chocs électriques, suivre toutes les observations et mesures de sécurité détaillées tout au long de ce manuel.
Ce guide de dépannage est fourni pour aider à localiser et à réparer de possibles mauvais fonctionnements de la machine. Simplement suivre la procédure en trois étapes décrite ci-après.
Étape 1. localiser le problème (symptôme).
Regarder dans la colonne intitulée « PROBLÈMES (SYMPTÔMES) ». Cette colonne décrit les symptômes que la machine peut présenter. Chercher l'énoncé qui décrit le mieux le symptôme présenté par la machine.
Étape 2. CAUSE possible.
La deuxième colonne, intitulée « CAUSE POSSIBLE », énonce les possibilités externes évidentes qui peuvent contribuer au symptôme présenté par la machine.
Étape 3. ACTION recommandée.
Cette colonne suggère une action recommandée pour une cause possible ; en général, elle spécifie de contacter le concessionnaire autorisé de Service sur le Terrain Lincoln Electric le plus proche.
Si vous ne comprenez pas ou si vous n'êtes pas en mesure de mener à bien l'Action Recommandée, contacter l'Atelier de Service sur le Terrain Agréé par Lincoln le plus proche.
Attention
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n'êtes pas en mesure de réaliser les tests/réparations de façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique. Appel 1-888-935-3878.
Respecter toutes les Consignes de Sécurité détaillées tout au long de ce manuel. GUIDE DE DÉPANNAGE
| PROBLÈMES (SYMPTOMES) | CAUSE POSSIBLE MESURE À PRENDRE | RECOMMANDÉE |
| Il y a des sautillements, des secousses ou des balayages sur le moniteur. | 1. Interférence locale telle qu'une lumière fluorescente, un grand objet métallique et/ou des hautes fréquences. | 1. Vérifier que d'autres objets ou fréquences n'interfèrent pas avec le système. |
| Lorsque la vérification des réglages est activée, les réglages incorrects apparaissent. | 1. Les réglages de Mode Instructeur sont incorrects. | 1. Vérifier que tous les réglages dans l'éditeur de tolérances soient corrects pour le procédé et les paramètres utilisés. Vérifier les registres acceptables pour les réglages par défaut de Lincoln. |
| La VRTEX Engage ne s'éteint pas si on appuie sur le bouton vert. Ceci est normal. | 1. Appuyer sur le bouton vert n'éteint pas la VRTEX Engage. Ceci est normal. | 1. Pour éteindre la VRTEX Engage, sélectionner le Menu puis "Éteindre". Le bouton vert ne sert pas à éteindre le système. |
| On ne peut pas accéder aux rapports des élèves. | 1. Le dispositif de mémoire USB n'est pas inséré dans le port USB. | 1. Les rapports des élèves ne peuvent être sauvegardés que par le biais du port USB. Brancher un dispositif de mémoire USB dans le devant de la machine. Si aucun dispositif USB n'est branché dans le port USB ou s'il n'y a pas suffisamment de mémoire disponible sur le dispositif de mémoire USB, les rapports des élèves ne seront pas sauvegardés. |
| On ne peut pas accéder aux données de la passe de soudage précédente sur l'écran LASER. | 1. Il faut activer "Terminer la Passe" avant de commencer une nouvelle passe. Si un nouveau coupon est démarré, les données ne seront disponibles que pour la première passe. À nouveau, "Terminer la Passe" doit être sélectionné avant de commencer une nouvelle passe. | 1. Utiliser l'écran tactile pour aller au numéro de passe et pour changer les données sur la passe qu'on cherche. Noter que certaines configurations n'ont de capacité que pour une passe. Voir les tolérances par défaut de Lincoln. |
| L'usager n'est pas certain du groupe de tolérances qu'il utilise. | 1. Le groupe de tolérances affiché dans l'éditeur de tolérances est celui qui est utilisé.2. Le groupe de tolérances peut aussi être lu à partir du rapport de l'élève. | 1. Aller sur le mode instructeur pour modifier les tolérances. Aller sur l'écran d'ouverture de session, sélectionner le symbole de la clef, saisir le mot de passe et sélectionner les tolérances pour vérifier le groupe de tolérances. Voir la section de Fonctionnement. |

Attention
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n'êtes pas en mesure de réaliser les tests/réparations de façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique. Appel 1-888-935-3878.
Respecter toutes les Consignes de Sécurité détaillées tout au long de ce manuel. GUIDE DE DÉPANNAGE
| PROBLÈMES (SYMPTOMES) | POINTS POSSIBLES DE MAUVAIS RÉGLAGE(S) | MESURE À PRENDRE RECOMMANDÉE |
| La machine a été éteinte et ne veut pas se rallumer lorsqu'on appuie sur le bouton rond vert. | 1. Le système se trouve peut-être encore en mode éteindre. | 1. Attendre 20 secondes puis appuyer sur le bouton rond vert pendant 5 secondes pour démarrer la machine. |
| L'usager ne peut pas souder une deuxième passe. | 1. La configuration conjointe peut être établie pour une seule passe. | 1. Réviser l'éditeur de tolérances pour vérifier que la configuration conjointe permette le soudage à passes multiples. |
| La VRTEX Engage ne démarre pas lorsqu'on appuie sur le bouton rond vert. | 1. Vérifier que l'alimentation d'entrée correcte soit appliquée à la machine.2. Vérifier que l'interrupteur à fusibles pour la mise sous tension soit sur la position MARCHE.3. Le fusible peut être défectueux. | 1. Prendre soin d'appuyer sur le bouton rond vert pendant au moins 5 secondes.2. Ne remplacer que par un fusible de 10 A / 250 V. |

Attention
Si pour une raison quelconque vous ne comprenez pas les procédures de tests ou si vous n'êtes pas en mesure de réaliser les tests/réparations de façon sûre, avant de continuer, contactez le Service sur le Terrain Lincoln autorisé le plus proche pour obtenir une assistance technique. Appel 1-888-935-3878.
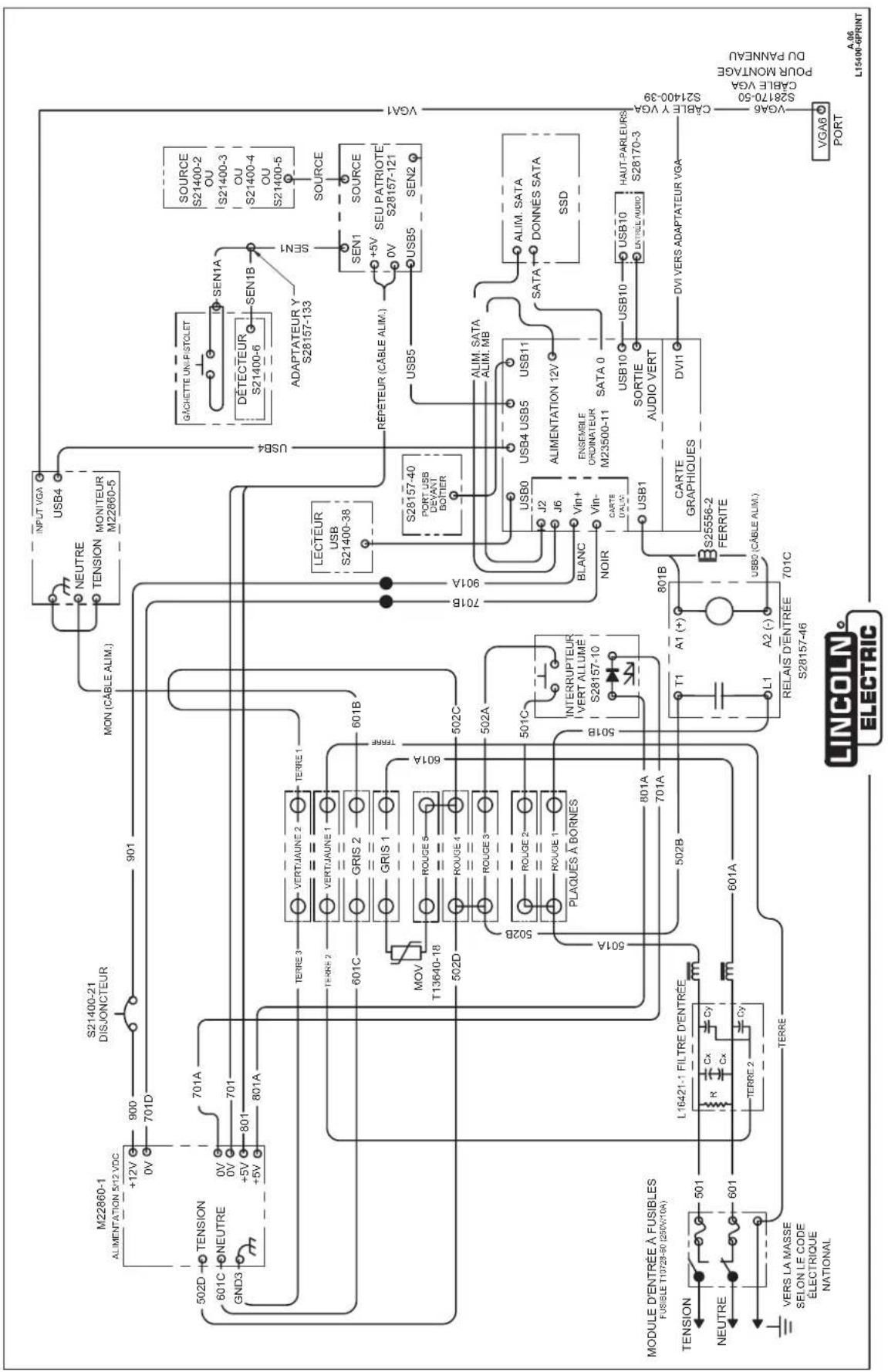
text_image
M22860-1 ALIMENTATION 5/12 VDC +12V 900 0V 701D S21400-21 DISJONCTEUR MON (CABLE ALIM.) NEUTRE TENSION MONTEUR M22860-5 GACHETTE UNI PISTOLET SEN1A DÉTECTEUR S21400-6 SEN1B SOURCE S21400-2 OU S21400-3 OU S21400-4 OU S21400-5 SOURCE S21400-2 OU S21400-3 OU S21400-4 OU S21400-5 SOURCE S21400-2 OU S21400-3 OU S21400-4 OU S21400-5 SOURCE S21400-2, 3, 4, 5 ADAPTATEUR Y S28157-133 SEU PATRIOTE S28157-121 SENU RÉPÉTEUR (CABLE ALIM.) USB5 LECTEUR USB S21400-38 S28157-40 PORT USB DEVANT BÔMIER ALIM. SATA ALIM. MB USB4 USB3 J2 J6 VIN+ VIN- CARTE D'ALW. NOIR ALIMENTATION 12V FENSEMBLE ORDINATEUR M23500-11 SATA 0 SORTIE AUDIO VERT DVI1 VERS ADAPTATEUR VGA HAUT-PARLEURS S28170-3 CABLE Y VGA S28170-50 CABLE VGA POUR MONTAGE DU PANNEAU VGA6 PORT VGA6 A.86 L15400-6PRINT TENSION 501 NEUTRE 601 VER LA MASSE SELON LE CODE ÉLECTRIQUE NATIONAL L16421-1 FILTRE D'ENTRÉE R Cx Cy TERRE 2 Cy 601A 502A 502B 502C 502D T1 801A 701A 501B 701C 801B 701C RELAIS D'ENTRÉE S28157-46 S25556-2 FERRITE USB2 (CABLE ALIM.) TERRENOTE : Ce diagramme est présenté uniquement à titre de référence. Il se peut qu'il ne soit pas exact pour toutes les machines couvertes dans ce manuel. Le diagramme spécifique pour un code particulier est collé à l'intérieur de la machine sur l'un des panneaux de la console. Si le diagramme est illisible, prière d'écrire au Département de service pour qu'il soit remplacé. Donner le numéro de code de l'appareil.
Les activités commerciales de The Lincoln Electric Company sont la fabrication et la vente d'appareils de soudage de grande qualité, les pièces de rechange et les appareils de coupage.
Notre défi est de satisfaire les besoins de nos clients et de dépasser leur attente. Quelquefois, les acheteurs peuvent demander à Lincoln Electric de les conseiller ou de les informer sur l'utilisation de nos produits. Nous répondons à nos clients en nous basant sur la meilleure information que nous possédons au moment. Lincoln Electric n'est pas en mesure de garantir de tels conseils et n'assume aucune responsabilité à l'égard de ces informations ou conseils. Nous dénions expressément toute garantie de quelque sorte qu'elle soit, y compris toute garantie de compatibilité avec l'objectif particulier du client, quant à ces informations ou conseils. En tant que considération pratique, de même, nous ne pouvons assumer aucune responsabilité par rapport à la mise à jour ou à la correction de ces informations ou conseils une fois que nous les avons fournis, et le fait de fournir ces informations ou conseils ne crée, ni étend ni altère aucune garantie concernant la vente de nos produits.
Lincoln Electric est un fabricant sensible, mais le choix et l'utilisation de produits spécifiques vendus par Lincoln Electric relève uniquement du contrôle du client et demeure uniquement de sa responsabilité. De nombreuses variables au-delà du contrôle de Lincoln Electric affectent les résultats obtenus en appliquant ces types de méthodes de fabrication et d'exigences de service.
Susceptible d'être modifié - Autant que nous le sachions, cette information est exacte au moment de l'impression. Prière de visiter le site www.lincolnelectric.com pour la mise à jour de ces informations.

THE LINCOLN ELECTRIC COMPANY
22801 St. Clair Avenue • Cleveland, OH • 44117-1199 • U.S.A.
Phone: +1.888.935.3877 • www.lincolnelectric.com