
AutoDrive SA - Alimentation électrique industrielle LINCOLN ELECTRIC - Notice d'utilisation et mode d'emploi gratuit
Retrouvez gratuitement la notice de l'appareil AutoDrive SA LINCOLN ELECTRIC au format PDF.

| Caractéristiques Techniques | Contrôle numérique de la vitesse d'alimentation, compatibilité avec les systèmes de soudage MIG, capacité d'alimentation de fil jusqu'à 1,2 mm. |
|---|---|
| Utilisation | Conçu pour les applications de soudage automatisé, idéal pour les travaux de fabrication et de maintenance. |
| Maintenance et Réparation | Vérifier régulièrement l'état des câbles et des connexions, nettoyage des composants internes recommandé tous les 6 mois. |
| Sécurité | Utiliser des équipements de protection individuelle (EPI) appropriés, respecter les consignes de sécurité lors de l'utilisation. |
| Informations Générales | Produit conçu pour une utilisation professionnelle, garantie limitée de 1 an, support technique disponible. |
FOIRE AUX QUESTIONS - AutoDrive SA LINCOLN ELECTRIC
Questions des utilisateurs sur AutoDrive SA LINCOLN ELECTRIC
0 question sur cet appareil. Repondez a celles que vous connaissez ou posez la votre.
Poser une nouvelle question sur cet appareil
Téléchargez la notice de votre Alimentation électrique industrielle au format PDF gratuitement ! Retrouvez votre notice AutoDrive SA - LINCOLN ELECTRIC et reprennez votre appareil électronique en main. Sur cette page sont publiés tous les documents nécessaires à l'utilisation de votre appareil AutoDrive SA de la marque LINCOLN ELECTRIC.
MODE D'EMPLOI AutoDrive SA LINCOLN ELECTRIC
Alimentateur de fil à traction autodrive ® sa
À utiliser avec les machines ayant les numéros de code :
12766 (K4445-1)
Remarque : Le code 12766 (alimentateur de fil à traction SA) DOIT être utilisé avec le code 12767 (alimentateur à poussée SA).

Enregistrez votre machine :
www.lincolnelectric.com/register
Localisateur de services et de distributeurs autorisés :
www.lincolnelectric.com/locator
Date d'achat
Code : (p. ex. : 10859)
Série : (p. ex. : U1060512345)
Veuillez examiner immédiatement l'emballage et l'équipement à la recherche de dommages
Lorsque cet équipement est expédié, la propriété passe à l'acheteur dès réception par le transporteur. Par conséquent, les réclamations pour matériel endommagé pendant l'envoi doivent être faites par l'acheteur contre l'entreprise de transport au moment de la réception de l'envoi.
La sécurité dépend de vous
Le matériel de soudage et de coupe à l'arc de Lincoln est conçu et construit en tenant compte de la sécurité. Toutefois, votre sécurité globale peut être augmentée par une installation appropriée... et un fonctionnement réfléchi de votre part. NE PAS INSTALLER, UTILISER OU RÉPARER CET ÉQUIPEMENT SANS AVOIR LU LE PRÉSENT MANUEL ET TOUTES LES CONSIGNES DE SÉCURITÉ QUI Y SONT ÉNONCÉES. Et surtout, réfléchissez avant d'agir et faites attention.

Avertissement
Cet énoncé apparaît là où l'information doit être suivie attentivement afin d'éviter des blessures graves ou une perte de vie.

Mise en GARDE
Cet énoncé apparaît là où l'information doit être suivie afin d'éviter les blessures corporelles mineures ou des dommages à cet équipement.
GARDEZ votre tête à BONNE distance des émanations.
NE vous approchez PAS trop de l'arc.
Utilisez des verres correcteurs si nécessaire pour rester à une distance raisonnable de l'arc.
LISEZ et respectez la fiche signalétique et l'étiquette d'avertissement qui apparaît sur tous les contenants de matériaux de soudage.
ADÉQUATE ou d’échappement près de l’arc, ou les deux, pour garder les émanations et les gaz à l’écart de votre zone de respiration et de la zone de travail en général.
Ventilation naturelle peut être adéquate si vous gardez la tête loin des émanations (voir ci-dessous).
UTILISEZ UNE AÉRATION NATURELLE ou des ventilateurs pour éloigner les émanations de votre visage.
Si vous présentez des symptômes inhabituels, consultez votre superviseur. Il se peut que l'atmosphère de soudage et le système de ventilation doivent être vérifiés.

PROTÉGEZ vos yeux et votre visage avec un casque pour soudeurs correctement ajusté et avec une plaque filtrante appropriée (voir ANSI Z49.1).
PROTÉGEZ votre corps contre les projections de soudure et les arcs électriques avec des vêtements de protection, y compris des vêtements de laine, un tablier ignifuge, des gants, des leggings de cuir et des bottes hautes.
PROTÉGEZ les autres contre les particules de soudure, les éclairs et les reflets avec des écrans protecteurs ou des barrières.
DANS CERTAINS ESPACES, une protection contre le bruit peut être appropriée.
ASSUREZ-VOUS que l'équipement de protection est en bon état.
Portez également des lunettes de sécurité dans la zone de travail en tout temps.


Situations particulières
NE PAS SOUDER OU COUPER les contenants ou les matériaux qui avaient auparavant été en contact avec des substances dangereuses, à moins qu'ils ne soient adéquatement nettoyés. Cela est extrêmement dangereux.
NE PAS SOUDER OU COUPER les pièces peintes ou plaquées à
moins que des précautions particulières ne soient prises quant à la ventilation. Elles peuvent libérer des émanations ou des gaz très toxiques.
Mesures de précaution supplémentaires
PROTÉGEZ les bouteilles de gaz comprimé contre la chaleur excessive, les chocs mécaniques et les arcs; fixez-les pour qu'elles ne tombent pas.
ASSUREZ-VOUS que les bouteilles ne sont jamais mises à la terre et qu'elles ne font pas partie d'un circuit électrique.
RETIREZ tous les risques d'incendie de la zone de soudure.
AYEZ TOUJOURS UN ÉQUIPEMENT DE LUTTE CONTRE LES INCENDIES À DISPOSITION POUR UNE UTILISATION IMMÉDIATE ET SACHEZ COMMENT L'UTILISER.


Avertissements de la proposition 65 de la californie

AVERTISSEMENT : Respirer l'échappement de moteur diesel vous expose à des produits chimiques reconnus par l'État de la Californie comme pouvant causer le cancer et des anomalies congénitales ou d'autres dommages à la reproduction.
- Toujours démarrer et faire fonctionner le moteur dans un endroit bien aéré.
- Si l'endroit n'est pas bien aéré, évacuer l'échappement à l'extérieur.
- Ne pas modifier ni altérer le système d'échappement.
- Ne pas faire tourner le moteur au ralenti, sauf si nécessaire.
Pour en savoir plus, consultez le site www.P65warnings.ca.gov/diesel
AVERTISSEMENT : Ce produit, lorsqu'il est utilisé pour le soudage ou le découpage, produit des émanations ou des gaz contenant des produits chimiques reconnus par l'État de la Californie pour causer des anomalies congénitales et, dans certains cas, le cancer. (Code de santé et de sécurité de la Californie, section 25249.5 et suivantes).

AVERTISSEMENT : Risque de cancer et danger pour la reproduction www.p65warnings.ca.gov
LE SOUDAGE À L'ARC PEUT ÊTRE DANGEREUX. PROTÉGEZ-VOUS ET LES AUTRES PERSONNES DES BLESSURES GRAVES OU MORTELLES. GARDEZ LES ENFANTS À L'ÉCART. LES PORTEURS DE STIMULATEURS CARDIAQUES DOIVENT CONSULTER LEUR MÉDECIN AVANT D'UTILISER LE PRODUIT.
Lire et comprendre les faits saillants de sécurité suivants. Pour des renseignements supplémentaires sur la sécurité, il est fortement recommandé d'acheter une copie du document sur la sécurité dans les procédures de soudure et de coupe (Safety in Welding & Cutting) – Norme ANSI Z49.1 de l'American Welding Society, P. O. Box 351040, Miami, Floride 33135, États-Unis ou de la norme CSA W117.2. Une copie gratuite du livret « Sécurité pour le soudage à l'arc » E205 est disponible auprès de Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199, États-Unis.
ASSUREZ-VOUS QUE TOUTES LES PROCÉDURES D'INSTALLATION, D'UTILISATION, D'ENTRETIEN ET DE RÉPARATION SONT EFFECTUÉES UNIQUEMENT PAR DES PERSONNES QUALIFIÉES.

Pour équipement motorisé.
1. a. Éteignez le moteur avant de procéder au dépannage et à l'entretien, à moins que le travail d'entretien ne l'exige. 1. b. Ne pas faire d'appoint de carburant à proximité d'un arc de soudage ou d'une flamme nue, ou lorsque le moteur est en marche. Coupez le moteur et laissez-le refroidir avant de le ravitailler en carburant afin d'empêcher tout carburant renversé de s'évaporer et de


s'enflammer au contact des pièces chaudes du moteur. Évitez de renverser du carburant lors du remplissage du réservoir. Si du carburant a été renversé, l'essuyer, et ne pas démarrer le moteur tant que les vapeurs de carburant n'ont pas été éliminées.


1. c. Garder toutes les protections ainsi que tous les couvercles et dispositifs de sécurité en position et en bon état. Garder les mains, les cheveux, les vêtements et les outils loin des courroies en V, des engrenages, des ventilateurs et de toutes les autres pièces mobiles lors de l'amorçage, de l'utilisation ou de la réparation de l'équipement. 1. d. Dans certains cas, il peut être nécessaire de retirer les dispositifs de sécurité pour effectuer l'entretien requis. Retirez les dispositifs de protection uniquement si nécessaire et replacez-les lorsque l'entretien nécessitant leur retrait est terminé. Faire toujours preuve de vigilance lors du travail près des pièces mobiles. 1. e. Ne pas mettre les mains près du ventilateur du moteur. Ne pas tenter de contourner le régulateur ou le tendeur en appuyant sur les tiges de commande de l'accélérateur pendant que le moteur tourne. 1. f. Pour éviter de démarrer accidentellement les moteurs à essence lors de la mise en marche du moteur ou du générateur de soudage pendant le travail d'entretien, débrancher les fils de bougie, le capuchon du distributeur ou le fil magnéto, selon le cas. 1. g. Pour éviter de vous ébouillanter, ne pas retirer le bouchon de radiateur lorsque le moteur est encore chaud. 1. h. Utiliser un générateur à l'intérieur PEUT VOUS TUER EN QUELQUES MINUTES. 1. i. L'échappement du générateur contient du monoxyde de carbone. Il s'agit d'un poison que vous ne pouvez ni voir ni sentir. 1. j. NE JAMAIS l'utiliser dans la maison ou le garage MÊME SI les portes et les fenêtres sont ouvertes. 1. k. Utilisez-le uniquement à L'EXTÉRIEUR, loin des fenêtres, portes et trappes de ventilation. 1. l. Évitez les autres risques de générateur. LISEZ LE MANUEL AVANT UTILISATION.

2. a. Le courant électrique qui circule dans un conducteur crée des champs électromagnétiques localisés. Le courant de soudage crée des champs électromagnétiques autour des câbles de soudage et des appareils à souder. 2. b. Les champs électromagnétiques peuvent interférer avec certains stimulateurs cardiaques, et les soudeurs qui portent un stimulateur cardiaque doivent consulter leur médecin avant de souder. 2. c. L'exposition aux champs électromagnétiques dans le soudage peut avoir d'autres effets sur la santé qui ne sont pas connus. 2. d. Tous les soudeurs doivent utiliser les procédures suivantes afin de réduire au minimum l'exposition aux champs électromagnétiques provenant du circuit de soudage :
2. d.1. Acheminez l'électrode et les câbles de travail ensemble et fixez-les avec du ruban lorsque possible. 2. d.2. N'enroulez jamais l'électrode autour de votre corps. 2. d.3. Ne placez pas votre corps entre l'électrode et les câbles de travail. Si le câble de l'électrode est sur votre côté droit, le câble de travail doit également être sur votre côté droit. 2. d.4. Branchez le câble de travail à la pièce travaillée le plus près possible de la zone soudée. 2. d.5. Ne travaillez pas à proximité de la source d'alimentation de soudage.

Les décharges électriques peuvent TUER.

3. a. L'électrode et les circuits de travail (ou de mise à la terre) sont électriquement « chauds »
lorsque la soudeuse est allumée. Ne touchez pas ces pièces « chaudes » avec votre peau nue ou vos vêtements mouillés. Portez des gants secs et exempts de trous pour vous isoler les mains.
3. b. Isolez-vous du travail et du sol à l'aide d'une isolation sèche. Assurez-vous que l'isolant est suffisamment grand pour couvrir toute votre zone de contact physique avec la pièce travaillée et le sol.
En plus des précautions de sécurité normales, si le soudage doit être effectué dans des conditions dangereuses du point de vue électrique (dans des endroits humides ou lors du port de vêtements mouillés, sur des structures métalliques comme des planchers, des grilles ou des échafaudages, lorsqu'il y a un risque élevé de contact inévitable ou accidentel avec le travail ou le sol), utilisez l'équipement suivant :
- Soudeuse à tension constante (fil) semi-automatique CC
- Soudeuse manuelle (bâtonnet) CC
- Soudeuse CA avec contrôle de tension réduite.
3. c. Dans le soudage par fil semi-automatique ou automatique, l'électrode, le dévidoir d'électrode, la tête de soudage, la buse ou le pistolet de soudage semi-automatique sont également « chauds » du point de vue électrique.
3. d. Assurez-vous toujours que le câble de travail effectue un bon raccordement électrique avec le métal soudé. Le raccordement doit être aussi près que possible de la zone soudée. 3. e. Reliez à la terre la pièce travaillée ou le métal à souder sur une bonne prise de terre. 3. f. Maintenez le porte-électrode, la pince de travail, le câble de soudage et l'appareil de soudage en bon état de fonctionnement sécuritaire. Remplacez tout isolant endommagé. 3. g. Ne trempez jamais l'électrode dans l'eau pour le refroidissement. 3. h. Ne touchez jamais simultanément aux parties sous tension des porte-électrodes connectés à deux soudeuses parce que la tension entre les deux peut être le total de la tension de circuit ouverte des deux soudeuses. 3. i. Lorsque vous travaillez au-dessus du niveau du plancher, utilisez une ceinture de sécurité pour vous protéger contre une chute si vous subissez un choc. 3. j. Consultez aussi les articles 6. c. et 8.

Les RAYONS d'arc peuvent CAUSER des brûlures.

4. a. Utilisez un écran avec le filtre approprié et des plaques de recouvrement pour protéger vos yeux contre les étincelles et les rayons d'arc lors du soudage ou de l'observation d'un soudage à arc ouvert. L'écran facial et le filtre doivent être conformes à la norme ANSI Z87.1. 4. b. Utilisez des vêtements appropriés fabriqués à partir de matériaux durables résistants aux flammes pour protéger votre peau et celle de vos assistants contre les rayons d'arc. 4. c. Protégez les autres membres du personnel à proximité avec un écran ininflammable approprié ou avertissez-les de ne pas regarder l'arc et de ne pas s'exposer aux rayons d'arc ou aux projections ou au métal chauds.

Les émanations et les gaz peuvent être dangereux pour votre santé.

5. a. Le soudage peut produire des émanations et des gaz dangereux pour la santé. Évitez de respirer ces émanations et gaz. Lors du soudage, gardez la tête loin des émanations. Utilisez suffisamment d'aération ou d'échappement au niveau de l'arc pour maintenir les émanations et les gaz loin de votre zone de respiration et de la zone de travail en général. Lors de la soudure de revêtements durs (voir les instructions sur le contenant ou la FDS) ou sur le plomb ou l'acier cadmié et autres métaux ou revêtements qui produisent des émanations de fumées hautement toxiques, limiter l'exposition autant que possible et la maintenir au-dessous des limites TLV de l'ACGIH et PEL de l'OSHA en utilisant l'échappement disponible sur place ou une ventilation mécanique, à moins que les évaluations de l'exposition n'indiquent d'autres mesures. Dans les espaces clos ou dans certaines circonstances, à l'extérieur, un respirateur peut être requis. Des mesures de précaution supplémentaires sont également requises lors du soudage sur l'acier galvanisé. 5. b. Le fonctionnement de l'équipement de contrôle des émanations de soudage est affecté par divers facteurs, notamment
Sécurité 04 de 05 – 13/09/2024
L'utilisation et le positionnement adéquats de l'équipement, l'entretien de l'équipement ainsi que la procédure et l'application spécifiques au soudage. Le niveau d'exposition des travailleurs doit être vérifié lors de l'installation et périodiquement par la suite pour s'assurer qu'il se situe dans les limites TLV de l'ACGIH et PEL de l'OSHA applicables.
5. c. Ne soudez pas dans des endroits près des émanations d'hydrocarbures chlorés provenant des opérations de dégraissage, de nettoyage ou de pulvérisation. La chaleur et les rayons d'arc peuvent réagir avec des émanations de solvant pour former des phosgènes, un gaz très toxique et d'autres produits irritants. 5. d. Les gaz de protection utilisés pour le soudage à l'arc peuvent déplacer l'air et causer des blessures ou la mort. Utiliser toujours une ventilation adéquate, surtout dans les espaces confinés, pour assurer que l'air respiré est sain. 5. e. Lire et comprendre les instructions du fabricant pour cet équipement et les consommables à utiliser, y compris la fiche de données de sécurité (FDS), et suivre les pratiques de sécurité de votre employeur. Les formulaires de FDS sont disponibles auprès de votre distributeur de soudage ou du fabricant. 5. f. Voir aussi l'article 1. j.

Les étincelles de soudage et de découpage peuvent provoquer un incendie ou une explosion.

6. a. Éliminez les risques d'incendie de la zone de soudure. Si cela n'est pas possible, couvrez-les pour empêcher les étincelles de soudage de provoquer un incendie. Souvenez-vous que les étincelles et les matériaux chauds du soudage peuvent facilement passer par de petites fissures et ouvertures dans des zones adjacentes. Évitez de souder près des conduites hydrauliques. Gardez un extincteur facilement disponible. 6. b. Lorsque des gaz comprimés doivent être utilisés sur le chantier, des précautions particulières doivent être prises pour prévenir les situations dangereuses. Consultez la section « Sécurité de la soudure et de la coupe » (norme ANSI Z49.1) et les informations d'utilisation de l'équipement utilisé. 6. c. Lorsqu'il n'y a pas de soudure, assurez-vous qu'aucune partie du circuit de l'électrode ne touche la pièce travaillée ou le sol. Un contact accidentel peut provoquer une surchauffe et causer un incendie. 6. d. Ne chauffez pas, ne coupez pas et ne soudez pas des réservoirs, des barils ou des contenants jusqu'à ce que les mesures appropriées aient été prises pour vous assurer que ces procédures ne causeront pas d'émanations inflammables ou toxiques provenant des substances à l'intérieur. Elles peuvent causer une explosion même si elles ont été « éliminées ». Pour de plus amples renseignements, veuillez acheter « Pratiques sécuritaires recommandées pour la préparation et la coupe des contenants et des canalisations qui ont contenu des substances dangereuses », AWS F4.1 de la American Welding Society (voir l'adresse ci-dessus). 6. e. Ventilez les moulages ou les contenants creux avant de les chauffer, de les couper ou de les souder. Ils peuvent exploser. 6. f. L'arc de soudage émet des étincelles et des projections. Portez des vêtements de protection sans huile, comme des gants en cuir, une gaine épaisse, des pantalons sans revers, des chaussures montantes et une casquette sur vos cheveux. Portez des bouchons d'oreille lors de la soudure en position inhabituelle ou dans des endroits confinés. Portez toujours des lunettes de sécurité avec des écrans latéraux lorsque vous êtes dans une zone de soudage. 6. g. Branchez le câble de travail à la pièce travaillée aussi près que possible de la zone de soudure. Les câbles de travail raccordés à la charpente du bâtiment ou à d'autres endroits éloignés de la zone de soudure augmentent le risque que le courant de soudure passe par des chaînes de levage, des câbles de grue ou d'autres circuits imprévus. Cela peut causer des incendies ou surchauffer les chaînes ou les câbles jusqu'à ce qu'ils connaissent une défaillance. 6. h. Voir aussi l'article 1. b. 6. I. Lire et respecter la norme NFPA 51B « Norme pour la prévention des incendies pendant la soudure, la coupe et les autres travaux à chauds (Standard for Fire Prevention During Welding, Cutting and Other Hot Work) », disponible auprès de NFPA, 1 Batterymarch Park, po box 9101, Quincy, MA 022690-9101. 6. j. N'utilisez pas une source d'alimentation de soudage pour la décongélation des tuyaux.


7. a. Utilisez uniquement des bouteilles de gaz comprimé contenant le gaz de protection approprié pour le procédé utilisé et les régulateurs d'exploitation adéquats conçus pour le gaz et la pression utilisés. Tous les flexibles et les raccords, entre autres, doivent convenir à l'application et être bien entretenus. 7. b. Gardez toujours les bouteilles en position verticale fermement attachées à un cadre de support mobile ou à un support fixe. 7. c. Les bouteilles doivent être situées :
- Loin des zones où elles peuvent être heurtées ou soumises à des dommages physiques.
- À une distance sécuritaire de la soudure à l'arc ou des opérations de coupe et de toute autre source de chaleur, d'étincelles ou de flammes.
7. d. Ne laissez jamais l'électrode, le porte-électrode ou toute autre pièce « chaude » du point de vue électrique toucher une bouteille. 7. e. Gardez la tête et le visage à bonne distance de la sortie du robinet de la bouteille lorsque vous l'ouvrez. 7. f. Les capuchons de protection des robinets doivent toujours être en place et serrés à la main, sauf lorsque la bouteille est utilisée ou connectée pour utilisation. 7. g. Lisez et suivez les instructions sur les bouteilles de gaz comprimé, l'équipement connexe et la publication CGA P-I, « Précautions pour la manipulation sécuritaire des gaz comprimés en bouteilles (Precautions for Safe Handling of Compressed Gases in Cylinders) », disponible auprès de la Compressed Gas Association, 14501 George Carter Way Chantilly, VA 20151, États-Unis.

Pour équipement électrique motorisé.

8. a. Éteignez l'alimentation d'entrée à l'aide de l'interrupteur de débranchement à la boîte de fusibles avant de travailler sur l'équipement. 8. b. Installez l'équipement conformément au Code national de l'électricité des États-Unis, à tous les codes locaux et aux recommandations du fabricant. 8. c. Assurez-vous d'une mise à la terre adéquate de l'équipement conformément au Code national de l'électricité des États-Unis et aux recommandations du fabricant.
Aperçu du produit... Page 3
Description physique générale 3
DESCRIPTION FONCTIONNELLE GÉNÉRALE 3
Emplacement 3
Processus et équipement recommandés....3
Processus recommandés....3
Limites du processus....3
Accessoires recommandés....3
Sources d'alimentation recommandées....4
Assistant de sélection du rouleau d'entraînement 4
Spécifications techniques....5
Vues des produits....6
Caractéristiques de conception....7
Configuration du système...... A-1
Assemblage de l'alimentateur de fil à traction.... A-2
Faites passer les câbles du moteur de l'alimentateur de fil à traction par le disque de séparation.... A-2
Installez le boîtier arrière en aluminium...... A-2
Filetage à travers l'eau, les conduits de fils de gaz et les câbles d'alimentation.... A-3
Couplez l'alimentateur de fil à traction à l'assemblage de câble...... A-4
Installation finale de l'alimentateur de fil à traction....... A-5
Installation du col de cygne.... A-6
Câbles A-6
Tirer sur l'alimentateur de fil par traction 14 broches.... A-6
Tirer sur l'alimentateur de fil par traction à 6 broches.... A-6
Configuration du dévidoir...... A-7
Procédure de remplacement du rouleau d'entraînement.... A-7
Procédure de remplacement de l'assemblage du bras de renvoi.... A-8
Tension adéquate du rouleau d'entraînement de l'alimentateur de fil à traction...... A-8
Installation des conduits.... A-9
Remplacement de la vanne du raccord d'eau.... A-9
Remplacement de la gaine A-10
Fonctionnement.... Section B
Pouce froid vers l'avant/pouce froid vers l'arrière...... B-1
Purge de gaz B-1
Voyant à DEL...... B-1
Symboles graphiques qui apparaissent sur l'alimentateur de fil à traction ou à poussée AutoDrive® ou dans ce
manuel B-1
Trousse et accessoires en option.... C-1
Trousse de rouleaux tendeurs, diffuseurs, cols de cygne.... C-1
Trousse et accessoires en option.... C-2
Précautions de sécurité...... D-1
Entretien périodique.... D-1
Rouleaux D-1
Revêtements pour col de cygne et conduits.... D-1
Copeaux d'oxyde d'aluminium D-1
Spécification d'étalonnage.... D-1
Dépannage.... Section E
Précautions de sécurité.... E-1
Comment utiliser le guide de dépannage.... E-1
Guide de dépannage.... E-2
Schémas.... Section F
Imprimé dimensionnel.... F-1
Schéma...... F-3
Liste des pièces détachées.... parts.lincolnelectric.com
Le contenu et les détails peuvent être modifiés ou mis à jour sans préavis. Pour obtenir les manuels d'instructions à jour, allez à parts. lincolnelectric. com.
Description physique générale
L'alimentateur de fil à traction AutoDrive® SA est un composant d'un système de soudage robotisé avancé, faisant partie de la gamme de produits Solutions en aluminium de Lincoln Electric.
L'alimentateur de fil à traction AutoDrive® SA est un alimentateur à traction pour soudage hautement avancé qui intègre un servomoteur et un retour numérique pour contrôler avec précision la vitesse d'alimentation des fils et donc contrôler étroitement les paramètres de soudure et l'apparence des billes. Les composants du guide sur l'AutoDrive® SA sont optimisés pour le soudage de l'aluminium afin de faciliter l'alimentation du fil d'aluminium et son remplacement. Le fil d'acier jusqu'à 0,045 po peut également être soudé.
L'alimentateur à traction AutoDrive® SA doit être utilisé uniquement avec l'alimentateur à poussée AutoDrive® SA. L'alimentateur de fil par poussée AutoDrive® SA est un alimentateur de fil monté sur bras robotisé. Les deux composants utilisés ensemble créent l'une des solutions d'alimentation en aluminium les plus avancées sur le marché aujourd'hui. Il en résulte une meilleure qualité d'alimentation du fil, moins de retours de brûlage et une excellente apparence des perles.
Description fonctionnelle générale
L'alimentateur à traction AutoDrive ^®_SA est doté d'un tachymètre haute résolution à double canal pour une alimentation précise des fils en marche avant et en marche arrière.
Le tachymètre haute résolution permet des programmes de soudage, y compris le Touch Retract, le Pulse basse fréquence et le Heat Wave.
Processus recommandés
• GMAW aluminium (fils de 0,035 po, 3/64 po et 0,071 po) • GMAW acier (fils de 0,035 po, 0,040 po et 0,045 po)
Limites du processus
• Taille maximale du fil = 0,071 (1,8 mm) de fil d'aluminium • Taille maximale du fil = 1,2 mm (0,045 po), acier
Cet équipement est pour usage industriel seulement et n'est pas destiné à être utilisé dans des lieux résidentiels où l'alimentation électrique est fournie par le système public d'alimentation à basse tension. Des difficultés peuvent survenir dans les zones résidentielles en raison des perturbations radiofréquences conduites et rayonnées. La classification CEM ou RF de cet équipement est de classe A.
Numéros k du câble de commande
K3390-1 Ensemble de contrôle FANUC ® 100iC et Motoman MA1440
K3390-2 Ensemble de contrôle FANUC ^® 100iC/6L, FANUC ^® 100iC/7L, FANUC ^® 120iC et KAWASAKI BA006N
K3390-3 FANUC® 100iC/8L, Motoman MA2010 et KUKA® KR8-R2100HW Ensemble de commande
K3390-4 Ensemble de commande KUKA® KR8-R1620-HW
K3390-5 ABB® IRB 1600ID et KUKA® KR6-R1820-HW Ensemble de commande
K3390-6 Ensemble de commande IRB 2600ID-8/2.00 ABB®
K3390-7 Ensemble de commande KUKA® KR5-HW-2
K3390-8 Ensemble de commande KUKA® KR16-HW-L8
K3390-11 Ensemble de commande IRB 1660ID ABB® et KUKA KR16-HW
K3390-12 Ensemble de commande IRB 1520ID ABB®
K3390-13 FANUC® 120iC/10L, FANUC® 120iC/12L et ABB® IRB 2600ID-15/1.85 Ensemble de commande
K3390-14 Ensemble de commande BA BA006L KAWASAKI
Numéros KP du tube du pistolet
KP4403-22
KP4403-45
KP4403-180
Numéros KP du disque de séparation
KP2920-4 FANUC ^® iC et Motoman ^®
KP2920-5 KUKA ^® KR5-HW-2 et KR16-L8-HW
KP2920-6 KUKA ^® KR16-HW
KP2920-7 ABB ^® IRB 1520ID et 1600ID
KP2920-8 CEE ABB ® 2600ID
KP2920-9 ID FANUC ®
- L'alimentateur de fil à traction AutoDrive ^ SA est compatible avec les bras robotisés FANUC 100iC, 120iC, 100iC/6L, 100iC/8L, 120iC/10L, M710iC/12L, 100iD et 100iD/10L FANUC ^. Il est également compatible avec certains bras robotisés Yaskawa/Motoman, ABB, KUKA et Kawasaki. Consultez la documentation du produit pour la liste complète de compatibilité.
- L'alimentateur de fil à traction AutoDrive ^ SA ne doit être utilisé qu'avec l'alimentateur de fil par poussée AutoDrive ^ SA
- Le système AutoDrive ^® SA n'est compatible qu'avec la technologie PowerWave de Lincoln Electric
- L'alimentateur de fil à traction AutoDrive ^® SA n'est pas livré avec un col de cygne, il s'agit d'un numéro K distinct
- L'alimentateur de fil à traction AutoDrive ^® SA n'est pas livré avec un faisceau de câbles de type « bras traversant », il s'agit d'un numéro K distinct. L'alimentateur de fil à traction AutoDrive ^® SA est livré avec un rouleau d'entraînement à rainure en U de 3/64 po. D'autres trousses de rouleaux d'entraînement, y compris en acier, peuvent être achetées sous un numéro KP.
- Le logiciel du robot et de la source d'alimentation devra être mis à jour pour fonctionner avec l'alimenteur de fil à traction AutoDrive® SA.
- Il existe de nombreuses combinaisons de cols de cygne et de buses.
- L'AutoDrive ^® SA a un cycle de service à 100 % à 350Amps pour l'aluminium et l'acier
- L'AutoDrive ^® SA est un système de soudage refroidi à l'eau. Il ne peut pas être refroidi à l'air.
Sources d'alimentation recommandées
- Power Wave i400
- Power Wave R350
- Power Wave R500
- Power Wave S350
- Power Wave S500
- Power Wave S700
Assistant de sélection du rouleau d'entraînement
Lors du changement de la taille ou du type de rouleau d'entraînement sur le système AutoDrive SA, la taille et le type de rouleau d'entraînement doivent être mis à jour dans POWER WAVE MANAGER pour correspondre au rouleau d'entraînement utilisé. Le système AutoDrive SA offre deux options pour ce faire : 1) Activation de l'assistant de sélection de rouleaux d'entraînement ou 2) Désactivation de l'assistant de sélection de rouleaux d'entraînement. L'assistant de sélection du rouleau d'entraînement peut être activé ou désactivé en naviguant jusqu'à l'onglet RÉGLAGES dans la section DIVERS de la section RÉGLAGES DES SOURCES D'ALIMENTATION de POWER WAVE MANAGER.
1) Le système AutoDrive SA est doté du nouvel assistant de sélection de rouleaux d'entraînement. Lorsqu'il est activé, il n'est pas nécessaire d'aller dans POWER WAVE MANAGER et de sélectionner manuellement la taille et le type de rouleau d'entraînement. La taille et le type de rouleau d'entraînement appropriés seront sélectionnés par le système en fonction du mode de soudage sélectionné. L'assistant de sélection du rouleau d'entraînement sera désactivé en usine, et l'utilisateur devra activer cette fonction s'il le souhaite. REMARQUE : Lorsque l'assistant de sélection du rouleau d'entraînement est activé, tous les modes de soudage ne seront pas visibles. L'assistant de sélection du rouleau d'entraînement ne fonctionne qu'avec certains modes de soudage compatibles avec AutoDrive SA, comportant un type et une taille de fil définis. (P. EX. : PULSE GMAW EN ACIER DE 0,035 PO ou CV GMAW EN ALUMINIUM DE 1/16 PO 4XXX). L'assistant de sélection du rouleau d'entraînement NE FONCTIONNE PAS avec les modes de soudure tels que le mode de soudure 5 (GMAW CV) ou 40 (GMAW POWER) et, par conséquent, ces modes ne seront pas disponibles pour la sélection. Lorsque l'assistant de sélection du rouleau d'entraînement est activé, les lignes directrices suivantes seront utilisées pour sélectionner le type de rouleau d'entraînement correspondant au type de fil des modes de soudage compatibles :
Rainure en V : Acier, acier inoxydable, alliage Ni-Cu et alliage Ni-Cr.
Rainure en U : Aluminium, alliage Si-Br et cuivre.
L'utilisateur doit s'assurer que la bonne taille et le bon type de rouleau d'entraînement sont installés pour le mode de soudure sélectionné afin d'assurer une bonne performance de soudage.
2) Pour activer tous les modes de soudage, l'assistant de sélection du rouleau d'entraînement doit être désactivé. Lorsque l'assistant de sélection de rouleaux d'entraînement est désactivé, l'utilisateur devra modifier manuellement la taille ou le type de rouleau d'entraînement dans POWER WAVE MANAGER. Pour ce faire, vous pouvez naviguer jusqu'à CONFIGURATION DES PARAMÈTRES dans la section ALIMENTATION DE FIL de POWER WAVE MANAGER. Sélectionnez la taille et le type de rouleau d'entraînement appropriés, comme « 045V » ou « 035U », indiqués sur le rouleau d'entraînement.
Reportez-vous à POWER WAVE MANAGER (IM8002) pour les instructions d'utilisation détaillées.
CARACTÉRISTIQUES TECHNIQUES – ALIMENTATEUR DE FIL À TRACTION K4445-1
ALIMENTATEUR DE FIL À TRACTION SA
| ENSEMBLEDE CÂBLES | K4130-1 FANUC® 100iCK4130-2 FANUC® 100iC/6L, FANUC® 100iC/7L et KAWASAKI BA006NK4130-3 FANUC® 120iCK4130-4 FANUC® 120iC/10L et FANUC 120iC/12LK4130-5 Motoman® MA1440K4130-6 Motoman® MA2010 et FANUC® 100iC/8LK4130-8 CEE ABB® 1520IDK4130-9 ABB® IRB 1600ID ET KUKA® KR6-R1820HWK4130-10 ABB® IRB 2600ID-8/2,00K4130-11 KUKA® KR5-HW-2K4130-12 KUKA® KR16-L8-HWK4130-13 KUKA® KR16-HWK4130-14 ABB® IRB 2600ID-15/1.85K4130-15 FANUC® M710iC/12LK4130-16 ABB® IRB 1660 IDK4130-17 KUKA® KR8-R1620-HW ET KUKA® KR8-R1620-HWK4130-18 FANUC® 100iDK4130-19 KAWASAKI BA006LK4130-20 FANUC® 100iD/10LK4130-21 KUKA® KR8-R2100-HW |
| ENSEMBLEDE CÂBLESDECOMMANDE | K3390-1 FANUC® 100iC et Motoman MA1440K3390-2 FANUC® 100iC/6L, FANUC® 100iC/7L, FANUC® 120iC et KAWASAKI BA006NK3390-3 FANUC® 100iC/8L, Motoman MA2010 et KUKA® KR8-R2100HWK3390-4 KUKA® KR8-R1620-HWK3390-5 ABB® IRB 1600ID ET KUKA® KR6-R1820-HWK3390-6 ABB® IRB 2600ID-8/2,00K3390-7 KUKA® KR5-HW-2K3390-8 KUKA® KR16-HW-L8K3390-9 FANUC® M-710iC/12LK3390-10 FANUC® 100iDK3390-11 ABB® IRB 1660ID ET KUKA KR16-HWK3390-12 CEE ABB® 1520IDK3390-13 FANUC® 120iC/10L, FANUC® 120iC/12Let ABB® IRB 2600ID-15/1.85K3390-14 KAWASAKI BA006LK3390-15 FANUC® 100iD/10L |
| COL DECYGNE | KP4403-22 Col de cygne à 22 degrésKP4403-45 Col de cygne à 45 degrésKP4403-180 Col de cygne à 180 degrés |
| DISQUE DESÉPARATION | KP2920-4 FANUC® iC et Motoman®KP2920-5 KUKA® KR5-HW-2 et KR16-L8-HWKP2920-6 KUKA® KR16-HWKP2920-7 ABB® IRB 1520ID et 1600IDKP2920-8 CEE ABB® 2600IDKP2920-9 ID FANUC®KP2920-10 KAWASAKI® BA006L et KAWASAKI BA006N |
| VALEURS NOMINALES | |
| VITESSE DE LA TÊTE DE SOUDAGE | 30 À 800 IPM (0,8 À 30,5 M/MIN) |
| TAILLES DE FILS, ALUMINIUM PLEIN | 0,8 à 1,8 mm (0,035 à 0,071 po) |
| TAILLES DE FILS, ACIER PLEIN | 0,9 à 1,2 mm (0,035 à 0,045 po) |
| COURANT DE SOUDAGE | 450 A @ 100 % |
| GAZ DE PROTECTION POUR LE SOUDAGE | 100 % ARGON (ALUMINIUM) MÉLANGÉ AR/CO2 (ACIER) |
| TENSION D'ENTRÉE | 40 VDC |
| COURANT D'ENTRÉE | 10 A MAX. |
| PUISSANCE DU MOTEUR | 220 WATT |
| CONNEXION DU CÂBLE | NOTE D'AMPHÉNOL À 14 BROCHES, 6 BROCHES : TOUTES LES ENTRÉES PASSENT PAR LE CÂBLE ARCLINK DEPUIS L'ALIMENTATEUR DE FIL |
| DIMENSIONS PHYSIQUES | |
| LONGUEUR (AVEC COL DE CYGNE) | 445 MM (17,5 PO) |
| LARGEUR (B) | 83 MM (3,27 PO) |
| HAUTEUR (C) | 165 MM (6,5 PO) |
| POIDS | 3,18 KG (7 LB) |
| ROBOTS COMPATIBLES | FANUC 100iC, 100iC/6L, 100iC/8LFANUC 120iC, 120iC/6L, 120iC/10LFANUC M710IC/12LSÉLECTIONNEZ YASKAWA/MOTOMANSÉLECTIONNEZ ABB SÉLECTIONNEZ KUKA |
| MOTEUR REMPLACEABLE | OUI |
| EXIGENCES DE REFROIDISSEMENT | |
| DÉBIT MINIMUM | BON : 1,2 L/MIN (0,32 GAL/MIN)(AVEC COL DE CYGNEINSTALLÉ) |
| PRESSION D'ENTRÉEMINIMALE | 50 PSI (345 KPA) |
| PRESSION D'ENTRÉEMAXIMALE | 70 PSI (483 KPA) |
| PUISSANCE DEREFROIDISSEMENT MINIMALE | 0,30 KW (1 023 BTU/H) À1,2 L/MIN |
| APPROBATIONS ET MARQUAGES | |
| CSAC/É.-U. | CAN/CSA-E60974-7,ANSI/IEC60974-7 |
| CE | EN 60974-7, EN60974-10 |
| VALEUR NOMINALE IP | SO |
AVANT
Capot du mécanisme d'alimentation du fil non illustré.
Capot du mécanisme d'alimentation du fil non illustré.
text_image
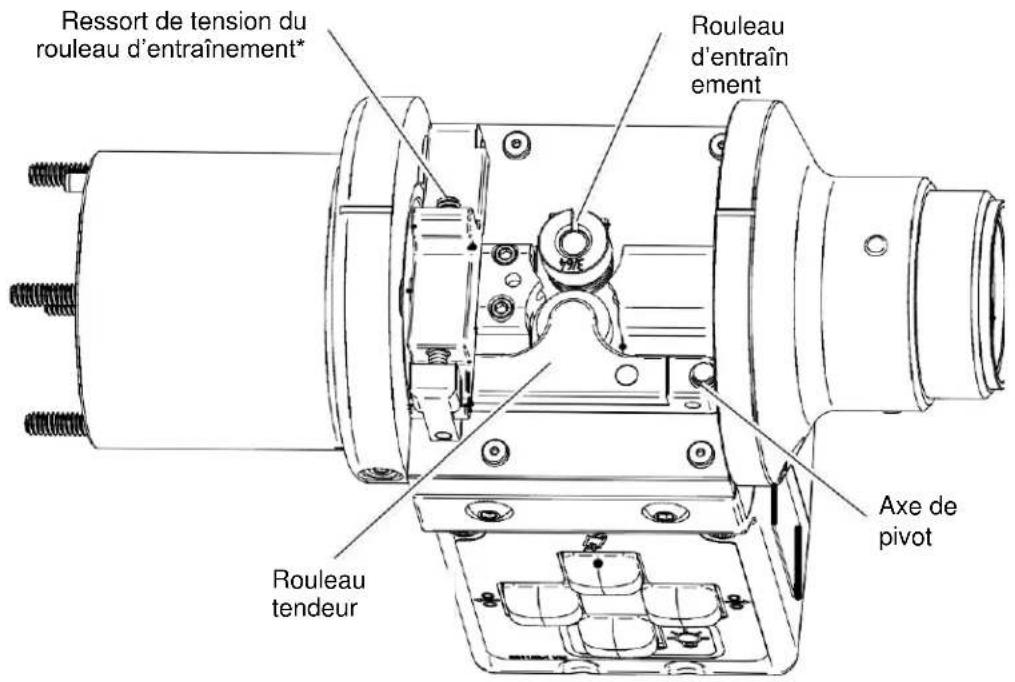
Ressort de tension du rouleau d'entraînement* Rouleau d'entraîn ement Rouleau tendeur Axe de pivotTension du rouleau d'entraînement réglée en usine. L'utilisateur ne devrait avoir aucune raison de modifier ce réglage.
Figure 1 : Trois broches du col de cygne se branchent à l'avant de l'alimentateur de fil à traction. Deux de ces broches ouvrent de petites vannes à l'intérieur de l'alimentateur de fil à traction pour permettre à l'eau de circuler lorsque le col de cygne est installé, d'empêcher l'écoulement de l'eau lorsque le col de cygne est retiré.
Figure 2 : Quatre boutons sont installés sur le côté de l'alimentateur de fil à traction. Ces boutons sont utilisés lorsque l'opérateur programme le robot. Les boutons peuvent alimenter le fil à froid dans la direction + ou -, effectuer une purge de gaz et activer/désactiver la DEL de programmation.
Vannes d'eau
Raccord de
gaz de
protection
Purge de
gaz
Alimentation
DEL de
programmation
Caractéristiques standard
- Tachymètre haute résolution pour un contrôle précis de la faible vitesse d'alimentation du fil et une réponse dynamique rapide.
- Guides optimisés pour alimenter les fils en aluminium avec un minimum de friction
- Gaine en col de cygne à changement rapide ainsi qu'une gaine en polymère à l'avant du bras
- Servomoteur à entraînement direct pour fournir le fil pour les applications d'alimentation avancées telles que l'impulsion basse fréquence et le démarrage par rétraction tactile.
- Col de cygne refroidi à l'eau et câble d'alimentation pour garder les consommables au frais.
- Robinets refroidis à l'eau à fermeture automatique pour un changement rapide du col de cygne et de la gaine sans couper l'alimentation du refroidisseur d'eau.
- Possibilité d'utiliser des embouts de contact Magnum® PRO 350A ou 550A et diverses configurations de buses pour les joints difficiles d'accès.
- Tensions préréglées du rouleau d'entraînement.
- Quatre boutons montés sur l'alimentateur de fil à traction pour contrôler l'avance à froid +/-, la purge de gaz et la lumière DEL.
- Lumière DEL pour éclairer la zone de soudage lors de la programmation
Note de pré-installation :
L'alimentateur de fil à traction AutoDrive® SA est livré entièrement assemblé avec le matériel inclus dans l'assemblage. La portée de l'installation de l'alimentateur de fil à traction est de désassembler les pièces de l'alimentateur de fil à traction, puis de réassembler l'alimentateur de fil à traction sur le bras du robot. L'alimentateur de fil à traction doit d'abord être démonté (partiellement) afin d'installer les composants et de révéler la quincaillerie requise. Consultez les instructions et les photos ci-dessous pour démonter correctement. Le matériel de rechange peut être commandé à partir de la page des pièces.
Démontage de l'alimentateur de FIL à traction (préparation pour l'assemblage du ROBOT)
1.) Pour que l'alimentateur de fil à traction soit dans un état où il peut être monté sur le robot, le boîtier arrière en aluminium doit être retiré de l'alimentateur de fil à traction. Commencez par retirer les deux vis radiales comme indiqué à la figure A.2. 2.) Une fois ceux-ci retirés, retirez les deux boulons longs qui maintiennent l'alimentateur de fil à traction en place, comme illustré à la Figure A.3. 3.) À ce stade, soulevez le bras de levier de tension pour dégager le boîtier arrière en aluminium. Faites pivoter soigneusement le boîtier arrière en aluminium et retirez-le (voir figures A.4 et A.5). 4.) Ceci termine le démontage de l'alimentateur de fil à traction, l'alimentateur de fil à traction est maintenant prêt à être monté sur un bras de robot.
FIGURE A.1 Assemblage de l'alimentateur de fil à traction tel qu'expédié
FIGURE A.3 Retirez les deux longs boulons.
FIGURE A.4 Faites pivoter le levier de tension vers le haut.
FIGURE A.5 L'alimentateur de fil à traction avec le boîtier en aluminium retiré.
text_image
Boîtier arrière en aluminium Cylindre isolant noir1.) Installez le disque de rupture (vendu séparément)
a.) Utilisez les vis fournies avec le disque de rupture pour l'installer sur la face de montage du bras du robot en alignant la goupille de centrage du disque avec le trou de centrage de la face de montage du bras du robot. Le disque ne peut être installé que d'une seule façon. Voir la figure A.8.
FIGURE A.7 Disque de séparation et boîtier arrière avant l'installation.
text_image
Disque de séparation Boîtier arrière en aluminiumFIGURE A.8 Installez le disque de séparation (vendu séparément) avec les vis fournies sur la face de montage du bras du robot. Alignez le goujon de positionnement sur le disque de séparation avec le trou de positionnement sur la face de montage.
2.) Acheminer les faisceaux de câbles à travers le disque de séparation
a) Positionnez le robot de manière à ce que le bras soit horizontal. b) Acheminez le faisceau de câbles à mi-chemin à travers la face de montage du disque de séparation/robot.
FIGURE A.9
3.) Faites passer les câbles de commande à travers la face de montage du disque de séparation/robot.
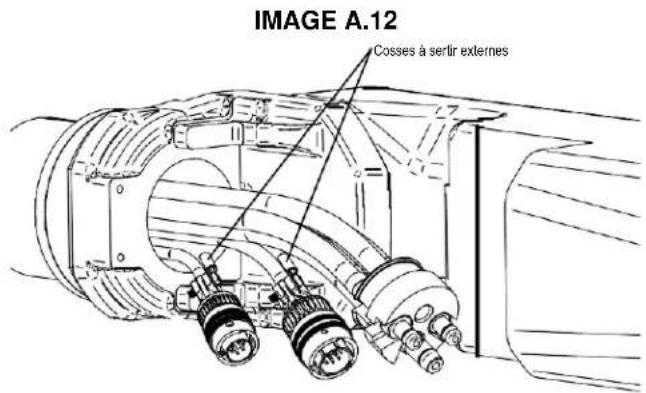
a) Les deux câbles de commande NE sont PAS interchangeables. Une extrémité comporte des cosses à sertir externes ; il s'agit de l'extrémité arrière. L'autre extrémité est dotée d'une gaine en caoutchouc sur le câble. b) Appuyez doucement les câbles individuels de la gaine de câbles contre le bord intérieur du disque de rupture ou de la face de montage du robot. Cela permet de faire de la place pour passer les câbles de commande à travers le disque de séparation. c) Faites passer l'extrémité arrière de chaque câble de commande (vendu comme un ensemble pour chaque bras de robot spécifique) à travers le disque de séparation un à la fois. Le plus gros câble/connecteur doit d'abord être alimenté par le disque de séparation. NE CROISEZ PAS les câbles de commande ; ils doivent être positionnés de manière à passer directement à travers le bras, sans être croisés, pliés ni noués.
FIGURE A.10
text_image
Cosses à sertir externesd) Si nécessaire, repositionnez les câbles de commande de façon à ce qu'ils soient sous la gaine de câbles et qu'ils ne soient ni torsadés ni croisés avec celle-ci.
text_image
IMAGE A.12 Cosses à serir externes4.) Installer le boîtier arrière en aluminium
a) Faites passer le faisceau de câbles à travers le boîtier arrière en aluminium et positionnez le boîtier de sorte que les deux câbles de commande reposent dans la découpe au bas. Alignez la marque tracée sur le boîtier (sur la grande face) avec la marque tracée sur le disque de séparation. b) Avec les 2 câbles de commande positionnés dans la découpe au bas du boîtier arrière en aluminium, enfoncez le boîtier dans le disque de séparation. NE PINCEZ PAS ET NE CROISEZ PAS LES CÂBLES DE COMMANDE.
IMAGE A.14
text_image
Découpe de décharge -6,5 pc -0,5 pce) Réinsérez le cylindre isolant noir dans le boîtier arrière en aluminium. Les deux trous latéraux sont les plus proches de l'avant du boîtier arrière en aluminium. Une fois en place, insérez les 2 vis radiales et les isolateurs retirés de l'alimentateur de fil à traction (illustrée à la figure A.2) de sorte qu'ils engagent le cylindre isolant noir, mais ne dépassent pas de la face intérieure.
IMAGE A.13
c) Ajustez les longueurs des câbles de commande à travers la découpe. Le câble le plus petit doit être à environ 5,5 po de la découpe dans le boîtier, et le câble le plus gros doit être à environ 6,5 po. d) Insérez les vis à tête creuse fournies et fixez le boîtier arrière en aluminium au disque de séparation.
FIGURE A.15
text_image
Cylindre isolant noir5) Raccordez l'alimentateur de fil à traction de traction à l'ensemble de câble
a) Positionnez l'alimentateur de fil à traction à l'avant et en ligne avec le faisceau de câbles, qui ne s'accouplera que d'une seule façon. Alignez les 3 raccords sur le faisceau de câbles avec leurs trous respectifs dans l'alimentateur de fil à traction et appuyez-les ensemble tout en tournant la bague de verrouillage sur l'alimentateur de fil à traction, en engageant les filets.
FIGURE A.16
text_image
SEERERb) Continuez à visser le collier de verrouillage. Utilisez la clé à tricoise incluse avec l'alimentateur de fil par poussée AutoDrive SA (9SM25621) pour rassembler les composants. Utilisez la clé tricoise pour serrer davantage le collier de blocage jusqu'à ce qu'il soit bien serré. Le câble d'alimentation en eau et son port d'accouplement sur l'alimentateur à traction ont un ajustement conique. N'utilisez PAS d'outils supplémentaires ni de rallonges pour exercer un couple supplémentaire.
FIGURE A.17
REMARQUE : Même si les filets peuvent être visibles, le collier de verrouillage sera complètement fileté lorsqu'il ne sera plus possible de tourner la clé à ergot à la main. De plus, le câble d'eau/alimentation sera verrouillé de manière à ne pas pouvoir être tourné. Cela peut être vérifié en saisissant le câble d'eau/alimentation et en tentant de le faire tourner. S'il tourne, serrez davantage jusqu'à ce qu'il ne tourne plus.
6) Installation finale de l'alimentateur à traction
a) Poussez délicatement l'alimentateur de fil à traction dans le boîtier arrière en aluminium sans perturber les câbles de commande jusqu'à ce que l'alimentateur de fil à traction soit bien en place. Ne laissez pas les câbles de commande se croiser, se pincer ou se plier. Tout espace visible entre l'alimentateur de fil à traction et le boîtier arrière en aluminium sera comblé lorsque les deux longues vis à tête cylindrique creuse seront réinstallées et serrées (voir l'étape suivante).
FIGURE A.18
b) Installez et serrez les deux longues vis à tête cylindrique creuse en alternance jusqu'à ce qu'elles soient bien serrées. Terminez l'installation des deux vis latérales insérées auparavant dans le boîtier arrière en aluminium.
FIGURE A.19
c) Installez les deux connecteurs des câbles de commande à leurs connexions respectives sur l'alimentateur de fil à traction. Ajustez les longueurs de câble restantes passant dans le boîtier pour éliminer autant de jeu que nécessaire afin d'avoir une courbe douce dans le boîtier. Cela peut être accompli en soulevant légèrement les tuyaux du faisceau de câbles à l'endroit où ils sortent de la zone du poignet sur le bras du robot et en ajustant chaque câble séparément. Cela réduit au minimum le surplomb du faisceau de câbles entre le boîtier de l'alimentateur de fil à traction et le bras du robot.
FIGURE A.21
d) Installez le couvercle du rouleau d'entraînement.
7) Terminez l'acheminement des câbles dans le bras
a) Faites passer l'extrémité arrière du faisceau de câbles jusqu'à l'arrière du bras. Assurez-vous que le faisceau de câbles n'est ni tordu ni plié lorsqu'il passe à travers le bras.
b) Faire passer l'extrémité arrière de chaque câble de commande à travers l'arrière du bras. Le câble/connecteur le plus gros doit être passé en premier à travers l'arrière du bras. Assurez-vous que les câbles de commande ne sont pas torsadés ou croisés entre eux ou avec la gaine de câbles, et qu'ils passent bien droit à travers le bras.
Installation du col de cygne
a. Veillez à enduire d'un film de graisse de silicone tous les joints toriques à l'extrémité d'accouplement du col de cygne. Cela garantira une bonne étanchéité des joints toriques et évitera les fuites d'eau. b. Alignez le tracé sur l'axe vertical du col de cygne avec le tracé vertical sur l'alimentateur de fil à traction. Vous pouvez également aligner la goupille de positionnement avec le trou de l'interface de l'alimentateur de fil à traction. c. Il suffit d'appuyer le col de cygne sur le corps de l'alimentateur de fil à traction en basculant légèrement la connexion d'avant en arrière jusqu'à ce que les raccords soient jumelés. d. Vissez la bague de verrouillage noire vers le bas. Fournir un couple important pour créer une connexion solide entre le col de cygne et l'alimentateur de fil à traction.
FIGURE A.22
Câbles de l'alimentateur de fil par poussée à l'alimentateur de fil à traction (fournis séparément, voir la liste des câbles)
Les câbles de l'alimentateur de fil par poussée à l'alimentateur de fil par traction sont utilisés pour connecter l'alimentateur de fil par poussée AutoDrive® SA à l'alimentateur de fil par traction. Il existe deux câbles électriques multiconducteurs qui communiquent entre l'alimentateur de fil par traction et l'alimentateur de fil par poussée.
Un câble a un connecteur à 14 broches à chaque extrémité. Les deux extrémités du câble sont munies d'un collier et les câbles ne peuvent pas être « enchaînés » pour en faire un plus long.
FIGURE A.23 ALIMENTATION DE L'ALIMENTATEUR DE FIL PAR TRACTION
FIGURE A.24 RÉTROACTION DE L'ALIMENTATEUR DE FIL PAR TRACTION
TABLEAU A.3 ALIMENTATION DE L'ALIMENTATEUR DE FIL PAR TRACTION
| SOURCE D'ALIMENTATION/BOÎTI ER DE COMMANDE | |
| Broche | FONCTION |
| A | MOTEUR PHASE 1 |
| B | MOTEUR PHASE 2 |
| C | MOTEUR PHASE 3 |
| D | DEL |
| E | DEL |
| F | RÉSERVÉ |
TABLEAU A.4 RÉTROACTION DE
L'ALIMENTATE UR DE FIL PAR TRACTION TÊTE DE SOUDAGE
| Broche | FONCTION |
| A | BOUTON D'ALIMENTATION À TA |
| B | BOUTON D'ALIMENTATION RÉV. |
| C | BOUTON LUMIÈRE |
| D | BOUTON DE PURGE DE GAZ |
| E | +24 V c.c. |
| F | +5 V c.c. |
| H | FRÉQUENTS |
| J | ENCODEUR B- |
| K | ENCODEUR B- |
| L | ENCODEUR A- |
| M | ENCODEUR A+ |
| N | HALL U |
| P | HALL V |
| R | HALL W |

Les décharges électriques peuvent tuer.
- Mettez l'alimentation d'entrée hors tension à la source d'alimentation de soudage avant d'installer ou de changer les rouleaux et/ou les guides d'entraînement

- Ne touchez pas les pièces électriques sous tension.
- Lorsque l'on avance lentement avec la gâchette du pistolet, l'électrode et le mécanisme d'entraînement sont « sous-tension » au travail et à la masse, et ils peuvent rester sous tension plusieurs secondes une fois la gâchette du pistolet relâchée.
- Ne pas utiliser avec les couvercles, panneaux ou protections enlevés ou ouverts.
- Seul le personnel qualifié doit effectuer les travaux d'entretien.
Procédure de remplacement du rouleau d'entraînement
REMARQUE : Lors du changement de la taille ou du type de rouleau d'entraînement (« rainure en V » à la rainure en « U » ou vice versa) sur le système AutoDrive SA, la taille et le type du galet doivent être mis à jour dans POWER WAVE MANAGER afin de correspondre au galet utilisé. Le système AutoDrive SA offre deux options pour ce faire : 1) Activation de l'assistant de sélection de rouleaux d'entraînement ou 2) Désactivation de l'assistant de sélection de rouleaux d'entraînement. Veuillez consulter la section Assistant de sélection du rouleau d'entraînement pour plus d'informations sur cette fonction.
Les rouleaux d'entraînement fournis avec l'alimentateur de fil à traction AutoDrive® SA sont des rouleaux en acier inoxydable spécialement conçus pour optimiser l'alimentation des fils de soudage en aluminium. Ces rouleaux ont un profil à rainure en « U » qui enserre le fil sans le déformer (consultez la section sur la tension des rouleaux d'entraînement). Les rouleaux d'entraînement de l'alimentateur de fil à traction sont conçus pour durer au moins six mois de soudage en production avant de s'user et de perdre suffisamment de force d'alimentation pour justifier leur remplacement. L'oxyde d'aluminium qui se détache du fil d'aluminium est une substance très dure qui détériore le rouleau d'entraînement au fil du temps. Consultez le document M21544-1 pour la fiche d'instructions fournie par le client.
Des rouleaux d'entraînement pour le soudage de l'acier, de 0,035 à 0,045, sont offerts séparément.
- Utilisez la clé Torx fournie (T10) pour desserrer le rouleau d'entraînement et le retirer de l'arbre du moteur.
Pour installer les rouleaux d'entraînement :
- Éteignez la source d'alimentation de soudage.
- Ouvrez le bras de renvoi.
- Placez la jauge de hauteur du rouleau d'entraînement (incluse avec la nouvelle trousse de rouleau d'entraînement) sur la base de l'alimentateur de fil à traction.
- Glissez le rouleau d'entraînement sur l'arbre du moteur et laissez-le s'appuyer complètement sur la jauge de hauteur. Cela positionnera la rainure du rouleau d'entraînement au centre du chemin du fil.
- Serrez la vis Torx avec la clé Torx fournie jusqu'à ce qu'elle soit bien serrée (ne pas trop serrer).
- Retirez la jauge de hauteur du rouleau d'entraînement
FIGURE A.25 Retrait et installation du rouleau d'entraînement de l'alimentateur de fil à traction. Consultez le document M21544-1 pour la fiche d'instructions fournie par le client.
Pour retirer le rouleau d'entraînement :
- Éteignez la source d'alimentation de soudage.
- Ouvrez le bras de renvoi
- Faites pivoter le rouleau d'entraînement pour accéder à la vis Torx.
Procédure de remplacement de l'assemblage du BRAS de RENVOI
La trousse d'assemblage du bras de renvoi contient les pièces nécessaires pour remplacer l'ensemble du bras de renvoi pivotant. Cet ensemble contient un roulement de renvoi scellé qui devrait durer beaucoup plus longtemps qu'un rouleau d'entraînement. Dans le cas d'un roulement de renvoi défectueux, suivre la procédure suivante pour remplacer l'assemblage du bras de renvoi. Il y a une petite bague de retenue qui doit être retirée pour remplacer l'assemblage du bras de renvoi. Un petit jeu de pinces à bague de retenue est requis pour remplacer cet ensemble. Veuillez consulter le document M21544-2 pour obtenir les instructions d'installation fournies par le client.
FIGURE A.26 La trousse d'assemblage du bras de renvoi contient le bras de renvoi, le roulement et la bague de retenue qui maintiennent l'assemblage sur l'axe de pivot.
text_image
Assemblage du bras de renvoiFIGURE A.27 L'assemblage du bras de renvoi est illustré ici avec la bague de retenue. Consultez M21544-2 pour les instructions complètes.
Un temps considérable a été consacré à la détermination du réglage de tension idéal pour l'alimentateur de fil à traction AutoDrive® SA. Il existe un réglage idéal permettant d'alimenter le fil d'aluminium avec succès, sans exercer trop de tension (ce qui déforme le fil) ni trop peu de tension (ce qui fait glisser le rouleau d'entraînement sur le fil). Le réglage de tension idéal a été effectué chez Lincoln Electric lors de l'assemblage de l'alimentateur de fil à traction AutoDrive® SA. Il est entendu que toutes les situations des utilisateurs finaux ne sont pas identiques et que le réglage de la tension peut devoir être ajusté sur le terrain. Si le client doit ajuster le réglage de la tension, veuillez suivre les instructions ci-dessous.
Il y a une configuration de vis de pression et de ressort dans le bras de tension. La profondeur d'enfoncement de la vis de pression dans le bras de tension détermine la compression du ressort et, par conséquent, la tension appliquée au fil. Le bras de tension a été conçu de manière à ce que le réglage de tension idéal corresponde à une tête de vis de pression affleurant la surface du bras de tension.
Étant donné que l'alimentateur de fil à traction AutoDrive® SA doit uniquement être utilisé avec un alimentateur de fil par poussée AutoDrive® SA, la quantité de fil que l'alimentateur à traction alimentera est toujours connue. Par conséquent, la tension nécessaire pour alimenter le fil entre l'alimentateur de fil par poussée et l'alimentateur de fil à traction est toujours connue. C'est pourquoi la tension du rouleau d'entraînement de l'alimentateur de fil à traction est réglée en usine et, idéalement, n'a pas besoin d'être ajustée.
FIGURE A.28 La tension du rouleau d'entraînement est réglée en ajustant la vis de pression indiquée sur l'image ci-dessus. En serrant davantage la vis de pression, on applique plus de tension au fil.
text_image
Réglage de la tensionOutils requis:
• Outil de raccord de soupape K4214-1
Retrait et remplacement de la vanne :
1.) Assurez-vous que le robot et la source d'alimentation sont hors tension. 2.) Débranchez l'alimentateur de fil à traction SA du refroidisseur d'eau pour empêcher le débit d'eau pendant le remplacement de la vanne. 3.) Retirez l'assemblage du col de cygne en desserrant l'écrou de blocage et en tirant le col de cygne de l'alimentateur de fil à traction. 4.) Retirez le corps de l'alimentateur de fil à traction SA de la face du robot et des tuyaux conformément aux instructions d'installation. 5.) Appuyez légèrement sur chaque clapet antiretour, puis relâchez-le pour vous assurer que la pression d'eau a été évacuée. 6.) Placez l'alimentateur de fil à traction sur le corps, sur une surface de travail plane, de sorte que la surface de contact avant/col de cygne soit verticale.
Retrait de la vanne :
1.) À l'aide de l'outil de raccord de vanne K4214-1, retirez la vis de pression creuse fendue avec le joint torique installé. 2.) Retirez la goupille d'eau avec le joint torique installé. 3.) Retirez le ressort. 4.) Vérifiez que le bouchon à ressort est installé dans l'orifice de la vanne d'eau sur l'alimentateur de fil à traction SA. Cette pièce n'est normalement pas remplacée, mais elle est incluse avec la trousse si nécessaire. Si un remplacement est nécessaire, installez le bouchon à ressort avec le cône vers l'intérieur et le siège à ressort vers l'extérieur.
Installation du de la vanne :
1.) Installez le ressort dans l'alimentateur de fil à traction SA, en l'insérant dans le siège à ressort du bouchon à ressort. 2.) Installez le petit joint torique sur la goupille à eau, en le poussant contre la face avant de façon à ce qu'il ne bloque pas les orifices d'eau. 3.) Insérez la goupille à eau avec le joint torique installé sur le ressort. 4.) Installez le grand joint torique sur la vis de pression creuse fendue. Appliquez une fine pellicule de lubrifiant pour joints toriques à base de silicone sur le joint torique. 5.) Installez la vis de pression creuse à fentes dans l'alimentateur de fil à traction SA. Utilisez l'outil de raccord de soupape K4214 pour serrer la vis de pression creuse fendue jusqu'à ce qu'elle soit bien serrée. NE PAS TROP SERRER.
FIGURE A.29 Retrait et remplacement du robinet d'eau.
Des gaines de remplacement de taille unique seront disponibles et le client devra couper la gaine à la longueur spécifique requise pour son application.
Coupez la courte section de la gaine derrière la virole à la longueur appropriée. La longueur brute de la garniture est de 73,0 mm (2-7/8 po). Une fois le diffuseur, l'embout de contact et la buse retirés, insérez la gaine à l'arrière du col de cygne. La virole doit s'insérer complètement dans le col de cygne.
FIGURE A.30
text_image
LONGUEUR DE CARNITURE DE GAINÉ 73 MM (2-7/8 POInstaller le col de cygne sur l'alimentateur de fil par poussée et vérifier que la gaine n'interfère pas avec le rouleau d'entraînement dans l'alimentateur de fil à traction. Effectuez tout ajustement à la longueur de la gaine à ce moment-là. La gaine doit être taillée à moins de 3 mm (1/8 po) du rouleau d'entraînement de l'alimentateur de fil à traction. L'objectif est de soutenir le fil sur la plus grande partie possible de sa longueur sans interférer avec le rouleau d'entraînement.
FIGURE A.31
Une fois le col de cygne installé, la partie avant de la gaine peut être coupée à la bonne longueur. En raison des différences géométriques, la longueur de cette partie de la gaine sera différente si des consommables de 350 A ou 550 A sont utilisés. La longueur brute des garnitures pour les consommables de 350 A est de 14,0 MM (9/16 po) au-delà des filets à l'avant du col de cygne. La longueur brute des garnitures pour les consommables de 550 A est de 8,0 MM (5/16 po) au-delà des filets à l'avant du col de cygne. Installez le diffuseur de gaz et l'embout de contact pour vérifier que la gaine est de la bonne longueur. Effectuez tout ajustement à la longueur de la gaine à ce moment-là. Installer la buse à gaz.
FIGURE A.32
text_image
LONGUEUR DE GARNITURE DE GAINÉ 350 A : 14 mm (9/16 po) 550A : 8.0 mm (5/16 po) DIFFUSEUR DE GAZ TUBE- CONTACT BUSE À GAZUne autre façon d'installer la gaine serait de couper la partie avant à la longueur de la garniture brute, puis d'installer le diffuseur de gaz et l'embout de contact. Si l'installation de l'embout de contact force la virole à sortir de l'arrière du col de cygne, la partie avant de la gaine doit être plus réduite. Répétez ce processus jusqu'à ce que l'installation de l'embout de contact n'affecte pas la position de la virole à l'arrière du col de cygne. La partie arrière de la gaine peut ensuite être coupée à la longueur de coupe approximative et le col de cygne peut être installé sur l'alimentateur de fil à traction SA. Si la gaine entre en contact avec le rouleau d'entraînement et interfère avec celui-ci, la partie arrière de la gaine devra être plus réduite. Répétez ce processus jusqu'à ce que la gaine n'interfère pas avec le rouleau d'entraînement lorsque le col de cygne est entièrement installé.
Procédure :
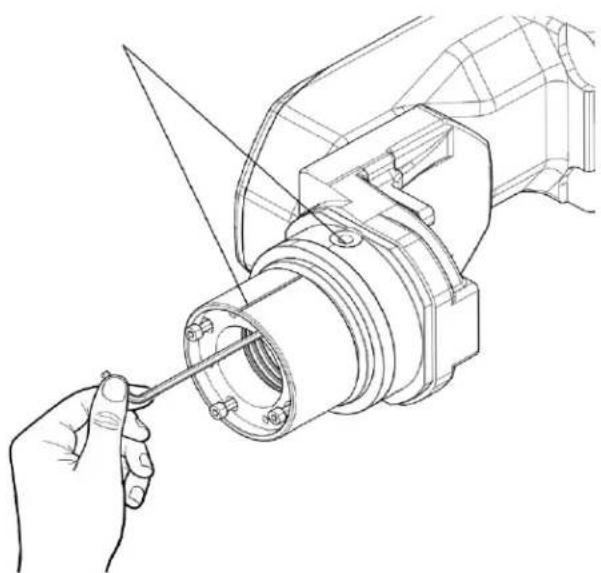
1) Positionnez le bras de manière à ce qu'il soit droit de l'alimentateur au chalumeau. 2) Déverrouillez le bras de renvoi inactif de l'alimentateur et relevez-le pour l'éloigner. Retirez le couvercle du rouleau d'entraînement et le rouleau d'entraînement avant. 3) Desserrez et retirez l'écrou de blocage de la gaine. (Voir Figure A.33) Saisir et tirer sur la partie exposée de la gaine en ALUMINIUM pour libérer le collet à l'intérieur du guide de gaine. Retirez la gaine et le collet de l'unité d'alimentation, en conservant les deux pièces pour la réutilisation.
FIGURE A.33
text_image
AUTODRIVE SA Écrou autobloquant de la gaine ColletFIGURE A.34
text_image
SODRIVE SA4) Faites glisser la nouvelle gaine dans le guide de gaine et à travers celui-ci jusqu'à ce qu'elle s'arrête à l'extrémité du chalumeau. Cela peut être confirmé en visualisant la nouvelle gaine à travers le petit trou du guide de la gaine avant dans le chalumeau.
5) Glissez le collet et l'écrou de blocage de la gaine sur la gaine exposée au niveau de l'unité d'alimentation, comme illustré. (Voir la figure A.35)
FIGURE A.35
6) Vissez COMPLÈTEMENT l'écrou de blocage de la gaine dans le guide de garniture ; le collet se fermera et saisira la gaine lorsque l'écrou de blocage de la gaine sera serré.
7) Coupez l'excédent de gaine à 1/16 po de saillie de l'écrou de blocage de la gaine (voir Figure A.36). Assurez-vous que la gaine n'empêche pas l'installation et le retrait du rouleau d'entraînement. La gaine DOIT être dégagée de la trajectoire des engrenages sur le rouleau d'entraînement avant.
IMAGE A.36
text_image
1,588 mm (1/16 po) Affleuré La gaine est dégagée des dents de l'engrenage Affleuré8) Réinstallez le rouleau d'entraînement avant et le couvercle du rouleau d'entraînement (étiquette tournée vers l'extérieur). Fermez et verrouillez le bras de renvoi après le fil d'alimentation.
Procédure
1) Positionnez le bras de manière à ce qu’il soit droit de l'alimentateur au chalumeau. 2) Déverrouillez le bras de renvoi inactif de l'alimentateur et relevez-le pour l’éloigner. Retirez le couvercle du rouleau d’entraînement et le rouleau d’entraînement avant. 3) Desserrez et retirez l’écrou de blocage de la gaine. (Voir Figure A.37) Saisir et tirer sur la partie exposée de la gaine en ACIER pour libérer le collet à l’intérieur du guide de gaine. Retirez la gaine et le collet de l’unité d’alimentation, en conservant les deux pièces pour la réutilisation.
IMAGE A.37
text_image
LARDIN AUTODRIVE SA Écrou autobloquant de la gaine ColletIMAGE A.38
text_image
SODRIVE SA4) Faites glisser la nouvelle gaine dans le guide de gaine et à travers celui-ci jusqu'à ce qu'elle s'arrête à l'extrémité du chalumeau. Cela peut être confirmé en visualisant la nouvelle gaine à travers le petit trou du guide de la gaine avant dans le chalumeau.
5) Glissez le collet et l'écrou de blocage de la gaine sur la gaine exposée au niveau de l'unité d'alimentation, comme illustré. (Voir la figure A.39)
IMAGE A.39
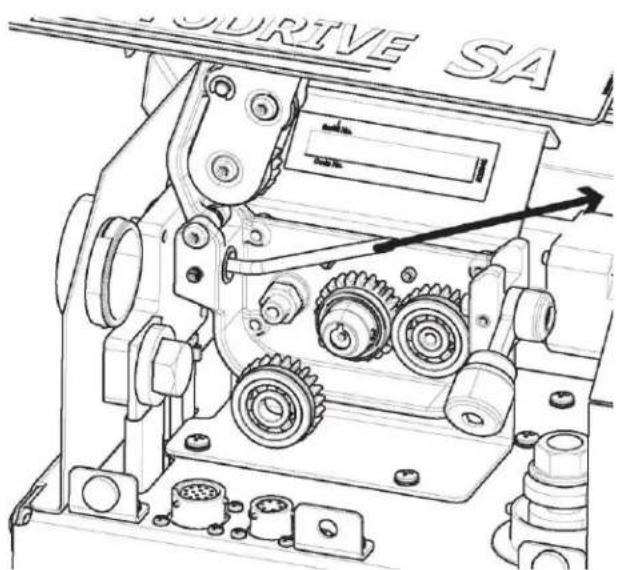
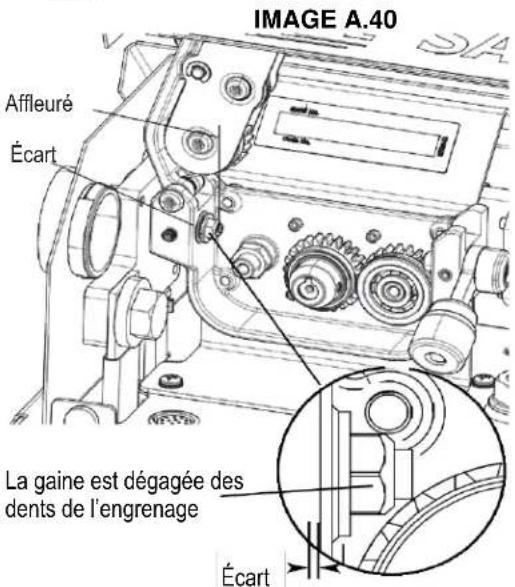
6) Vissez l'écrou de blocage de la gaine dans le guide de gaine jusqu'à ce qu'il soit bien serré. Un petit espace entre l'écrou de blocage de la gaine et le guide de la gaine demeurera. NE PAS TROP SERRER OU ABAISSER L'ÉCROU DE BLOCAGE DE LA GAINE CONTRE LE GUIDE DE LA GAINE. CELA COMPLIQUERAIT GRANDEMENT LE RETRAIT DE LA GAINE EN ACIER! 7) Couper l'excédent de la gaine à ras jusqu'à ce qu'il dépasse légèrement de l'écrou de blocage de la gaine. (Voir l'image A.40). Assurez-vous que la gaine n'empêche pas l'installation et le retrait du rouleau d'entraînement. La garniture et l'écrou de blocage de la garniture DOIVENT être dégagées de la trajectoire des engrenages sur le rouleau d'entraînement avant.
text_image
IMAGE A.40 Affleuré Écart La gaine est dégagée des dents de l'engrenage Écart8) Réinstallez le rouleau d'entraînement avant et le couvercle du rouleau d'entraînement (étiquette tournée vers l'extérieur). Fermez et verrouillez le bras de renvoi après le fil d'alimentation.
Veuillez consulter la section A – Installation et suivre les étapes fournies, ainsi que la section B – Fonctionnement pour les opérations de base.
Installation de la gainée en ACIER
Coupez la virole en laiton et la section de la gaine recouverte de gaine thermorétractable. Retirez toute gaine thermorétractable sur la section de la gaine. Section de gaine prédécoupée utilisée dans le bras du robot selon le tableau suivant :
| BRAS DU ROBOT | LONGUEUR PRÉDÉCOUPÉE PAR LE CLIENT |
| ABB IRB 1520ID | 51 po |
| ABB IRB 1600ID | 49 po |
| ABB IRB 1660ID | 48 po |
| CEE ABB 2600ID-15/1,85 | 52 po |
| CEE ABB 2600ID-8/2,00 | 61 po |
| FANUC 100iC | 37 po |
| FANUC 100iC/6L | 46 po |
| FANUC 100iC/7L | 46 po |
| FANUC 100iC/8L | 55 po |
| FANUC 100iD | 40 po |
| FANUC 100iD/10L | 48 po |
| FANUC 120iC | 45 po |
| FANUC 120iC/10L | 53 po |
| FANUC 120iC/12L | 53 po |
| FANUC M710IC/12L | 88 po |
| KAWASAKI BA006L | 59 po |
| KAWASAKI BA006N | 46 po |
| KUKA KR16-HW | 49 po |
| KUKA KR16-L8-HW | 64 po |
| KUKA KR5-HW-2 | 48 po |
| KUKA KR6-R1820-HW | 50 pi |
| KUKA KR8-R1420-HW | 41 po |
| KUKA KR8-R1620-HW | 41 po |
| MOTOMAN MA1440 | 37 po |
| MOTOMAN MA2010 | 54 po |
N'UTILISEZ PAS CETTE EXTRÉMITÉ
L'alimenteur de fil par poussée AutoDrive® SA Push Feeder et l'alimenteur de fil à traction sont entièrement contrôlés et opérés par un robot, un boîtier de commande ou une interface utilisateur sur la source d'alimentation. Le système AutoDrive® SA nécessite une source d'alimentation Power Wave® de génération III. Une mise à jour logicielle peut être requise avant l'utilisation.
Cependant, il y a quatre boutons sur l'alimentateur de fil à traction AutoDrive® SA. Ces quatre boutons ne sont fonctionnels que lorsque le robot ne soude pas.
| BOUTON 1 | POUCE FROID VERS L'AVANT |
| BOUTON 2 | POUCE FROID VERS L'ARRIÈRE |
| BOUTO 3 | PURGE DE GAZ |
| BOUTON 4 | LUMIÈRE DELALLUMÉE/ÉTEINTE |
Pouce froid vers l'avant/pouce froid vers l'arrière : Ce bouton sert à fournir un pouce froid de fil vers l'intérieur/l'extérieur froid de l'embout de contact pour régler un CTWD ou le fil d'alimentation à travers l'alimenteur de fil à traction. La vitesse à laquelle le fil avance est réglée dans le Teach Pendant du robot. Il n'alimente qu'à Cold Inch Slow Speed dans le Teach Pendant. Le fil n'augmentera pas à Fast Cold Inch Speed comme si le fil était alimenté à partir du Teach Pendant.
Purge de gaz : Le solénoïde de gaz s'ouvrira dans l'alimenteur de fil tant que ce bouton est enfoncé.
Voyant à DEL : La lumière vive sur le nez de l'alimentateur de fil à traction peut être allumée ou éteinte avec ce bouton. Ce bouton est souvent utilisé uniquement à des fins de programmation et est désactivé lorsque le robot soude.
SYMBOLES GRAPHIQUES QUI APPARAISSENT SUR L'ALIMENTATEUR DE FIL À TRACTION OU À POUSSÉE AUTODRIVE® OU DANS CE MANUEL
text_image
AVERTISSEMENT OU MISE EN GARDE TÊTE DE SOUDAGE ALIMENTATION À FROID + et - PURGE DE GAZ ENTRÉE DE GAZ DE PREOTECTION I₁ COURANT D'ENTRÉE I₂ COURANT DE SORTIE ENTRÉE DE LIQUIDE SORTIE DE LIQUIDEFIGURE B.1 Image montrant l'orientation des boutons.
text_image
Bouton 2 Bouton 3 Bouton 1 Bouton 4TrousSES et accessoires en OPTION
sélection de rouleaux d'entraînement. Veuillez consulter la section Assistant de sélection du rouleau d'entraînement pour plus d'informations sur cette fonction.
REMARQUE : Lors du changement de la taille ou du type de rouleau d'entraînement (« rainure en V » à la rainure en « U » ou vice versa) sur le système AutoDrive SA, la taille et le type du galet doivent être mis à jour dans POWER WAVE MANAGER afin de correspondre au galet utilisé. Le système AutoDrive SA offre deux options pour ce faire : 1) Activation de l'assistant de sélection de rouleaux d'entraînement ou 2) Désactivation de l'assistant de
| TROUSSES DE ROULEAUX D'ENTRAÎNEMENT EN ALUMINIUM POUR ALIMENTATION PAR POUSSÉE | ||||||
| NUMÉRO DE TROUSSE | ROULEAU D'ENTRAÎNEMENT RAINURÉ | QTÉ. | ROUE DENTÉE PRINCIPALE D'ENTRAÎNEMENT | QTÉ. | ROULEAUX D'ENTRAÎNEMENT EN DOUCEUR | QTÉ. |
| KP1695-035A | 0,9/0,035 U | 2 | INCLUS DANS LA TROUSSE | 1 | INCLUS DANS LA TROUSSE | 2 |
| KP4335-040A | 1,0 / 0,040 U | 2 | ||||
| KP4335-364A | 1,2 / 3/64 U | 2 | ||||
| KP4335-116A | 1,6/1/16 U | 2 | ||||
| KP4335-071A | 1,8/0,071U | 4 | 0 | |||
| TROUSSES DE ROULEAUX D'ENTRAÎNEMENT EN ALUMINIUM POUR ALIMENTATION PAR POUSSÉE | ||||||||
| NUMÉRO DE TROUSSE | ROULEAU D'ENTRAÎNEMENT RAINURÉ | QTÉ. | BRAS DE PRESSION | QTÉ. | RESSORT | QTÉ. | ÉCROU | QTÉ. |
| KP4335-071A | 1,8/0,071 U | 2 | 1,8/0,071 U | 1 | INCLUS DANS LA TROUSSE | 1 | INCLUS DANS LA TROUSSE | 1 |
| TROUSSES DE ROULEAUX D'ENTRAÎNEMENT EN ACIER POUR ALIMENTATION PAR POUSSÉE | ||||||
| NUMÉRO DE TROUSSE | ROULEAU D'ENTRAÎNEMENT RAINURÉ | QTÉ. | ROUE DENTÉE PRINCIPALE D'ENTRAÎNEMENT | QTÉ. | ROULEAUX D'ENTRAÎNEMENT EN DOUCEUR | QTÉ. |
| KP4335-035S | 0,9/0,035 V | 2 | INCLUS DANS LA TROUSSE | 1 | INCLUS DANS LA TROUSSE | 2 |
| KP4335-040S | 1,0/0,040 V | 2 | ||||
| KP4335-045S | 1,1/0,045 V | 2 | ||||
| TROUSSES DE ROULEAUX D'ENTRAÎNEMENT EN ALUMINIUM POUR ALIMENTATEUR PAR TRACTION | ||||||
| NUMÉRO DE TROUSSE | ROULEAU D'ENTRAÎNEMENT RAINURÉ | QTÉ. | CLÉ TORX | QTÉ. | JAUGE DE HAUTEUR | QTÉ. |
| KP4413-035A | 0,9/0,035 U | 2 | INCLUS DANS LA TROUSSE | 1 | INCLUS DANS LA TROUSSE | 1 |
| KP4413-040A | 1,0 / 0,040 U | 2 | ||||
| KP4413-364A | 1,2 / 3/64 U | 2 | ||||
| KP4413-116A | 1,6/1/16 U | 2 | ||||
| KP4413-071A | 1,8/0,071U | 2 | ||||
TROUSSES DE ROULEAUX D'ENTRAÎNEMENT EN ACIER POUR ALIMENTATION PAR TRACTION
| NUMÉRO DE TROUSSE | ROULEAU D'ENTRAÎNEMENT RAINURÉ | QTÉ. | CLÉ TORX | QTÉ. | JAUGE DE HAUTEUR | QTÉ. |
| KP4413-035S | 0,9/0,035 V | 2 | INCLUS DANS LA TROUSSE | 1 | INCLUS DANS LA TROUSSE | 1 |
| KP4413-040S | 1,0/0,040 V | 2 | ||||
| KP4413-045S | 1,1/0,045 V | 2 |
GAINES
| KP2853-5 | GAINE COL DE CYGNE, ACIER 0,035/0,045 | COMPREND : 1 ENSEMBLE DE GAINE EN COL DE CYGNE EN ACIER (LE CLIENT DOIT COUPER À LA LONGUEUR) |
| KP3364-10 | GAINE COL DE CYGNE, ALUMINIUM 0,035/0,071 PO | COMPREND : 1 ENSEMBLE DE GAINE EN COMPOSITE À COL DE CYGNE (LE CLIENT DOIT COUPER À LA LONGUEUR) |
| KP45-3545-15 | GAINE DE CONDUIT, ACIER 0,035/0,045 | COMPREND : 1 GAINE DE CONDUIT EN ACIER DE 15 PI DE LONG (LE CLIENT DOIT COUPER À LA LONGUEUR) |
| KP3807-6 | REVÊTEMENT DE CONDUIT, 0,035/0,071 PO ALUMINIUM | COMPREND : 1 DOUBLURE DE CONDUIT COMPOSITE DE 6 PI DE LONG (LE CLIENT DOIT COUPER À LA LONGUEUR) |
| KP3807-50 | REVÊTEMENT DE CONDUIT, 0,035/0,071 PO ALUMINIUM | COMPREND : 1 DOUBLURE DE CONDUIT COMPOSITE DE 50 PI DE LONG (LE CLIENT DOIT COUPER À LA LONGUEUR) |
DIFFUSEURS
| KP4379-1 | DIFFUSEUR – 350A | COMPREND : 1 DIFFUSEUR |
| KP4379-1-B25 | DIFFUSEUR – 350A (25X EN VRAC) | COMPREND : 25 DIFFUSEURS |
| KP4380-1 | DIFFUSEUR – 550 A | COMPREND : 1 DIFFUSEUR |
| KP4380-1-B25 | DIFFUSEUR – 550 A (25X EN VRAC) | COMPREND : 25 DIFFUSEURS |
COLS DE CYGNE
| KP4403-22 | COL DE CYGNE DE 22 DEGRÉS | COMPREND : 1 COL DE CYGNE |
| KP4403-45 | COL DE CYGNE DE 45 DEGRÉS | COMPREND : 1 COL DE CYGNE |
| KP4403-180 | COL DE CYGNE 180 DEGRÉS | COMPREND : 1 COL DE CYGNE |
TrousSES ET ACCESSOIRES EN OPTION
| 9SM25261 | OUTIL DE RETRAIT DE CÂBLE (CLÉ À ERGOT) | COMPREND : 1 OUTIL |
| K4214-1 | OUTIL DE RACCORD D'EAU | COMPREND : 1 OUTIL |
| KP4215-2 | TROUSSE DE RÉPARATION DE RACCORD D'EAU (OUTIL K4214-1 REQUIS) (TROUSSE COMPATIBLE UNIQUEMENT AVEC L'ALIMENTATEUR DE FIL À TRACTION K4445-1) | COMPREND : RACCORDS, JOINTS TORIQUES ET RESSORTS |
| KP4216-1 | TROUSSE DE JOINTS TORIQUES POUR COL DE CYGNE | COMPREND : 6 JOINTS TORIQUES DE RACCORD D'EAU ET 2 JOINTS TORIQUES DE BUSE |
| KP4415-1 | TROUSSE DE ROULEAU TENDEUR POUR ALIMENTATEUR DE FIL À TRACTION | COMPREND : 1 ENSEMBLE DE ROULEAU TENDEUR ET BAGUE DE RETENUE |
| KP4597-1 | TROUSSE DE RACCORD D'EAU À COL DE CYGNE | COMPREND : 3 RACCORDS D'EAU POUR COL DE CYGNE ET 12 JOINTS TORIQUES |
| KP4641-1 | TROUSSE DE COLLET DE GAINÉ ET CONTRE-ÉCROU | COMPREND : 1 COLLET DE GAINÉ ET CONTRE-ÉCROU |

Avertissement

Avant de procéder à l'entretien et/ou à la réparation, débrancher complètement l'alimentation sur la machine.

Utilisez l'équipement de protection individuelle (ÉPI), y compris les lunettes de sécurité, le masque antipoussière et les gants, afin d'éviter les blessures. Cela s'applique également aux personnes qui entrent dans la zone de travail.

LES PIÈCES MOBILES peuvent causer des blessures.
- Ne pas opérer avec les portes ouvertes ou sans les protections. • Tenez-vous à l'écart des pièces mobiles.

Demandez au personnel qualifié de faire tous les travaux de maintenance et de dépannage.
Spécification d'étalonnage
L'étalonnage de l'AutoDrive® SA est essentiel à son fonctionnement. Une fois l'appareil étalonné après l'installation, il ne nécessitera généralement pas d'ajustement. Cependant, les machines négligées ou mal étalonnées peuvent ne pas offrir une performance de soudage satisfaisante. Pour assurer une performance optimale, il est recommandé de vérifier annuellement l'étalonnage de la vitesse d'alimentation du fil.
La procédure d'étalonnage elle-même nécessite l'utilisation d'un compteur certifié pour la vitesse d'alimentation du fil. La précision de l'étalonnage sera directement affectée par la précision de l'équipement de mesure que vous utilisez. Lorsque l'appareil est installé pour la première fois, ou si les performances de soudage changent, utilisez la section d'étalonnage de l'utilitaire Power Wave Manager pour effectuer les ajustements appropriés. L'utilitaire et son manuel d'utilisation, qui comprennent des instructions détaillées pour effectuer la procédure d'étalonnage, sont accessibles sur www.powerwavesoftware.com.
FIL EN ALUMINIUM
| ROULEAUX D'ENTRAÎNEMENT | Les rouleaux d'entraînement personnalisés fabriqués pour être utilisés sur l'AutoDrive®SA sont conçus pour durer environ 7 000 lb de fil. Veuillez consulter le tableau de la page C-1 avec les rouleaux d'entraînement de rechange. |
| GAINES DE CONDUIT | Les gaines composites du col de cygne et du conduit sont conçues pour créer une surface lisse sur laquelle le fil d'aluminium peut glisser. Ces surfaces vont s'user au fil du temps. Veuillez consulter le tableau de la page C-2 avec les gaines de rechange. |
| COPEAUX D'OXYDE D'ALUMINIUM | Avec le temps, l'oxyde d'aluminium se détache de la surface du fil d'aluminium. Cet oxyde s'accumule sous les rouleaux d'entraînement et les surfaces d'usure. Il est important de souffler périodiquement ces zones avec de l'air comprimé pour éviter l'accumulation d'oxyde d'aluminium, ce qui peut nuire à l'alimentation. |
FIL D'ACIER
| COL DE CYGNE ET GAINES DE CONDUIT | Gaine col de cygne : Remplacez-le si nécessaire.Gaine de conduit : Nettoyez la gaine du câble après avoir utilisé environ 136 kg (300 lb) de fil. Retirez la gaine du système et déposez-la directement sur une table. En utilisant un tuyau d'alimentation d'air à basse pression, soufflez doucement hors de l'extrémité de l'alimentateur de fil à traction. |

Si, pour quelque raison que ce soit, vous ne comprenez pas les procédures ou ne pouvez pas effectuer l'entretien et les réparations en toute sécurité, communiquez avec votre centre de services extérieurs autorisé Lincoln pour obtenir de l'aide technique avant de continuer.
WWW.LINCOLNELECTRIC.COM/LOCATOR

Avertissement
Le service et la réparation ne doivent être effectués que par le personnel qualifié et formé en usine de Lincoln Electric. Les réparations non autorisées effectuées sur cet équipement peuvent entraîner un danger pour le technicien et l'opérateur de l'appareil, et invalider votre garantie d'usine. Pour votre sécurité et pour éviter les décharges électriques, veuillez respecter toutes les consignes de sécurité et toutes les précautions détaillées dans ce manuel.
Ce guide de dépannage est fourni pour vous aider à localiser et à réparer les possibles pannes de l'appareil. Suivez simplement la procédure en trois étapes ci-dessous.
Étape 1. repérez le problème (symptôme).
Regardez sous la colonne intitulée « PROBLÈME (SYMPTÔMES) ». Cette colonne décrit les possibles symptômes que l'outil peut présenter. Trouvez l'élément de la liste qui décrit le mieux le symptôme que l'appareil présente.
Étape 2. CAUSE possible.
La deuxième colonne intitulée « CAUSE POSSIBLE » énumère les possibilités externes évidentes qui peuvent contribuer au symptôme de l'appareil.
Étape 3. PLAN d'action recommandé
Cette colonne fournit une marche à suivre pour la cause possible. Celle-ci consiste généralement à communiquer avec votre centre de services extérieurs autorisé Lincoln.
Si vous ne comprenez pas ou n'êtes pas en mesure d'effectuer le plan d'action recommandé en toute sécurité, communiquez avec votre centre de services extérieurs autorisé Lincoln.

Avertissement
- Mettez l'alimentation d'entrée hors tension à la source d'alimentation de soudage avant d'installer ou de changer les rouleaux et/ou les guides d'entraînement.
- Ne touchez pas les pièces électriques sous tension.
- La source d'alimentation de soudage doit être raccordée à la terre du système conformément au Code national de l'électricité ou à tout autre code local applicable.
- Seul le personnel qualifié doit effectuer les travaux d'entretien.


Si, pour quelque raison que ce soit, vous ne comprenez pas les procédures ou ne pouvez pas effectuer l'entretien et les réparations en toute sécurité, communiquez avec votre centre de services extérieurs autorisé Lincoln pour obtenir de l'aide technique avant de continuer.
WWW.LINCOLNELECTRIC.COM/LOCATOR
Observez toutes les directives de sécurité détaillées dans tout ce manuel
| PROBLEMES (SYMPTÔMES) | CAUSE POSSIBLE | PLAN D’ACTION RECOMMANDÉ |
| L’alimentateur à traction n’alimente pas le fil et les rouleaux d’entraînement ne tournent pas. | 1. Vérifiez que la source d’alimentation est sous tension.2. Vérifiez que le disjoncteur de l’alimentateur de fil sur la source d’alimentation ne s’est pas déclenché.3. Vérifiez que les deux câbles électriques qui relient l’alimentateur de fil à traction au alimentateur de fil par poussée sont branchés et fixés dans le dispositif d’alimentation du fil4. Vérifiez que l’alimentation électrique est fournie à l’alimentateur de fil. | |
| Le fil est alimenté de façon irrégulière. | 1. Vérifiez que les bonnes trousses de rouleaux d’entraînement et le guide-fils intérieur sont installés dans le dispositif d’alimentation du fil.2. Vérifiez s’il y a des courbures prononcées dans la gaine du pistolet ou le conduit.3. Examinez l’embout de contact pour vous assurer qu’il n’est pas usé et qu’il est de la bonne taille. Remplacez-le si nécessaire.4. Vérifiez la gaine du pistolet et le conduit. L’électrode de soudage devrait glisser facilement à travers les deux.5. Vérifiez que la gaine de pistolet appropriée est installée.6. Vérifiez que les bras de pression sont correctement réglés. Une pression trop forte risque d’écraser le fil.7. Inspectez la rotation du moteur sans fil installé. Si la rotation est fluide, le chemin du fil est probablement obstrué. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste, communiquez avec votre centre local de services extérieurs autorisé Lincoln. |
| Aucun gaz de protection | 1. Vérifiez que l’alimentation en gaz est ouverte et qu’elle n’est pas vide.2. Vérifiez si le tuyau de gaz présente des coupures. Assurez-vous qu’il n’est pas écrasé.3. Vérifiez que le tuyau de gaz de protection est connecté à l’arrière de la tête de soudage. |
Observez toutes les directives de sécurité détaillées dans tout ce manuel
| PROBLÈMES (SYMPTÔMES) | CAUSE POSSIBLE | PLAN D’ACTION RECOMMANDÉ |
| Arc instable ou « flottant ». | 1. Vérifiez que l’embout de contact est de la bonne taille. Assurez-vous que l’embout de contact n’est pas usé, qu’il est exempt de projections et qu’il n’est pas fondu.2. Nettoyez et serrez toutes les connexions de l’électrode et de la masse.3. Vérifiez que la bonne polarité est utilisée pour la procédure de soudage.4. Assurez-vous de maintenir la bonne longueur libre de l’électrode.5. Vérifier le débit et le mélange de gaz.6. Vérifiez que l’ensemble du bloc de câbles est bien serré au niveau de l’alimentateur de fil à traction et de l’alimentateur de fil par poussée.7. Vérifiez que le fil de l’électrode est connecté au bloc de connexion approprié sur la tête d’alimentation. | |
| Les erreurs de surcharge du moteur se produisent. | 1. Vérifiez s’il y a des courbes prononcées dans la chemise du pistolet et le conduit.2. Examinez l’embout de contact pour vous assurer qu’il n’est pas usé et qu’il est de la bonne taille. Remplacez-le si nécessaire.3. Vérifiez la gaine du pistolet et le conduit. L’électrode de soudage devrait glisser facilement à travers les deux.4. Vérifiez que la gaine de pistolet appropriée est installée.5. Réduisez le réglage du bras de pression au niveau de l’alimentation en fil. | Si toutes les zones de mauvais ajustement recommandées ont été vérifiées et que le problème persiste,communiquez avec votre centre local de service sur le terrain autorisé par Lincoln. |
| Fuite d’eau ou gaz de protection. | 1. Interface entre l’alimentateur de fil à traction et le col de cygne2. Joints toriques au niveau de l’interface de l’alimentateur de fil à traction/du câble. | 1. Achetez la trousse de joints toriques à col de cygne (KP4216-1).2. Achetez les pièces sur la page des pièces. |
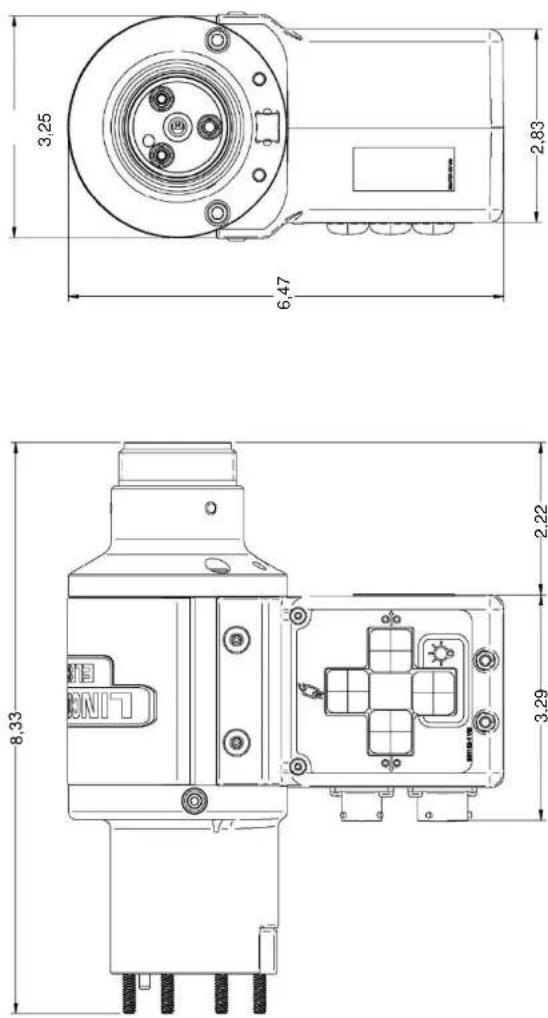
text_image
8,33 3,25 6,47 3,29 2,22 2,83REMARQUE : Ce diagramme est à titre de référence seulement. Il se peut qu'il ne soit pas exact pour toutes les machines couvertes par ce manuel. Le schéma spécifique d'un code particulier est collé à l'intérieur de la machine sur l'un des panneaux du boîtier. Si le diagramme est illisible, veuillez écrire au département de service pour un remplacement. Indiquez le numéro de code d'équipement.
SCHÉMA
text_image
COLOR CODE COLOR B BOWAR S BUT K FEB V UWERT V WRITB 1 2 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 PULL MOTOR R/Y W/Y B/Y G/Y Y A+ L LW B+ G V G/W B/W R R/W ENCO COM HALL COM PULL MOTOR Torch BUTTON P.C. BOARD J4 J5 P2 A B C D E F A A B C D E F H J K L M N P R J3 FEEDER P.C. BOARD J4 J5 J24 J1 P1 ELENDER CONNECTS TO FEEDER SUSS BAR A.02M25369PRINT REMARQUE : Ce diagramme est à titre de référence seulement. Il se peut qu'il ne soit pas exact pour toutes les machines couvertes par ce manuel. Le schéma spécifique d'un code particulier est collé à l'intérieur de la machine sur l'un des panneaux du boîtier. Si le diagramme est illisible, veuillez écrire au département de service pour un remplacement. Indiquez le numéro de code d'équipement.
 |  |  |  |
| WARNING | Do not touch electrically live parts or electrode with skin or wet clothing.Insulate yourself from work and ground. | Keep flammable materials away. | Wear eye, ear and body protection. |
| SpanishAVISO DE PRECAUCION | No toque las partes o los electrodos bajo carga con la piel o ropa moja-da.Aislese del trabajo y de la tierra. | Mantenga el material combustible fuera del área de trabajo. | Protéjase los ojos, los oídos y el cuerpo. |
| FrenchATTENTION | Ne laissez ni la peau ni des vête-ments mouillés entrer en contact avec des pièces sous tension.Isolez-vous du travail et de la terre. | Gardez à l'écart de tout matériel inflammable. | Protégez vos yeux, vos oreilles et votre corps. |
| GermanWARNUNG | Berühren Sie keine stromführenden Teile oder Elektroden mit Ihrem Körper oder feuchter Kleidung!Isolieren Sie sich von den Elektroden und dem Erdboden! | Entfernen Sie brennbarres Material! | Tragen Sie Augen-, Ohren- und Kör-perschutz! |
| PortugueseATENÇÃO | Não toque partes elétricas e elec-trodos com a pele ou roupa molha-da.Isole-se da peça e terra. | Mantenha inflamáveis bem guarda-dos. | Use proteção para a vista, ouvido e corpo. |
| Japanese注意事項 | 通電中の電気部品、又は溶材にヒフやぬれた布で触れないこと。施工物やアースから身体が絶縁されている様にして下さい。 | 燃えやすいものの側での溶接作業は絶対にしてはなりません。 | 目、耳及び身体に保護具をして下さい。 |
| Chinese警告 | 皮肤或漏衣物切勿接觸帶電部件及錚條。使你自己與地面和工件絕緣。 | 把一切易燃物品移離工作場所。 | 佩戴眼、耳及身體勞動保護用具。 |
| Korean위험 | 전도체나 응접봉을 젖은 형접 또는 피부로 절대 접촉치 마십시오.모재와 접지를 접촉치 마십시오. | 인화성 물질을 접근 시키지 마시요. | 눈, 귀와 몇에 보호장구를 착용하십시오. |
| Arabicتحذير | لا تلمس الاجزاء التي يسری فها التيارال.ceربائي أو الالكترود بجلد الجسم affordable الملايس المبلقة بال permاء.UGH عازلا على جسمك خلال العمل. | ضع #:### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### ### #### |
Lincoln Electric fabrique et vend des équipements de soudage, des systèmes de soudage automatisés, des produits consommables et des équipements de coupe de haute qualité. Notre défi consiste à répondre aux besoins de nos clients, qui sont des experts dans leurs domaines, et à dépasser leurs attentes. À l'occasion, les acheteurs peuvent demander à Lincoln Electric des détails ou des renseignements techniques sur l'utilisation de nos produits. Nos employés répondent aux demandes de renseignements au mieux de leurs capacités en fonction des renseignements et des spécifications qui leur sont fournis par les clients et des connaissances qu'ils peuvent avoir concernant l'application. Cependant, nos employés ne sont pas en mesure de vérifier les renseignements fournis, d'évaluer les exigences d'ingénierie pour un ensemble soudé en particulier, ni de fournir des conseils d'ingénierie en lien avec une situation ou une application spécifique. En conséquence, Lincoln Electric n'offre aucune garantie et n'assume aucune responsabilité à l'égard de ces renseignements ou communications. De plus, la fourniture de tels renseignements ou renseignements techniques ne crée, n'élargit, ni ne modifie aucune garantie sur nos produits. Toute garantie expresse ou implicite qui pourrait découler des données ou des renseignements techniques, y compris toute garantie implicite de qualité marchande ou toute garantie d'adaptation à un usage particulier de tout client, ou toute autre garantie équivalente ou similaire, est expressément rejetée.
Lincoln Electric est un fabricant responsable, mais la définition des spécifications, ainsi que la sélection et l'utilisation des produits spécifiques vendus par Lincoln Electric sont uniquement sous le contrôle et demeurent la seule responsabilité du client. De nombreuses variables au-delà du contrôle de Lincoln Electric ont une incidence sur les résultats de l'application de ces méthodes de fabrication et de ces exigences de service.
Équipement de contrôle des vapeurs de soudure
Le fonctionnement de l'équipement de contrôle des émanations de soudage est affecté par divers facteurs, notamment l'utilisation et le positionnement adéquats de l'équipement, l'entretien de l'équipement ainsi que la procédure et l'application spécifiques au soudage. Le niveau d'exposition des travailleurs doit être vérifié lors de l'installation et périodiquement par la suite pour s'assurer qu'il se situe dans les limites TLV de l'ACGIH et PEL de l'OSHA applicables.